ISHIKAWA 2P
31
UNIVERSIDAD ENRIQUE DIAZ DE LEON CALIDAD TOT AL ISHIKAWA KAORU Manifiesto de Calidad: " Practicar el control de calidad es desarrollar , diseñar y producir un producto o servicio que es el mas económico, el mas durable y siempre satisfactorio para el cliente " Control Total de Calidad ( C.T.C. en español, T.Q.C. Total Quality Control en ingles, o C.W.Q.C. Company Wide Quality Control, control de calidad de toda la compañía ) se hace con el fin de producir artículos que satisfagan los requisitos de los consumidores, no se trata de cumplir una serie de normas.
-
Upload
chuy-torres-alfaro -
Category
Documents
-
view
202 -
download
0
Transcript of ISHIKAWA 2P
5/17/2018 ISHIKAWA 2P - slidepdf.com
http://slidepdf.com/reader/full/ishikawa-2p 1/31
UNIVERSIDAD ENRIQUE DIAZ DE LEONCALIDAD TOTAL
ISHIKAWA KAORU
Manifiesto de Calidad:
" Practicar el control de calidad es desarrollar,diseñar y producir un producto o servicioque es el mas económico, el mas durable y
siempre satisfactorio para el cliente "
Control Total de Calidad ( C.T.C. en español,T.Q.C. Total Quality Control en ingles, oC.W.Q.C. Company Wide Quality Control,
control de calidad de toda la compañía ) sehace con el fin de producir artículos quesatisfagan los requisitos de los consumidores,no se trata de cumplir una serie de normas.
5/17/2018 ISHIKAWA 2P - slidepdf.com
http://slidepdf.com/reader/full/ishikawa-2p 2/31
UNIVERSIDAD ENRIQUE DIAZ DE LEONCALIDAD TOTAL
ISHIKAWA KAORU
SU FILOSOFÍA SE RESUME EN:
-La calidad empieza con la educación y termina con la educación.-El primer paso hacia la calidad es conocer las necesidades delcliente.
-El estado ideal del control de calidad ocurre cuando ya no esnecesaria la inspección.-Elimine la causa de raíz no los síntomas.-El control de calidad es responsabilidad de los trabajadores.-No confunda los medios con los objetivos
-Ponga la calidad en primer termino y ponga su vista en lasutilidades a largo plazo.-El 95% de los problemas pueden resolverse con simplesherramientas de análisis y solución de problemas.-Aquellos datos que no tengan información dispersa (variabilidad)son falsos.

5/17/2018 ISHIKAWA 2P - slidepdf.com
http://slidepdf.com/reader/full/ishikawa-2p 3/31
UNIVERSIDAD ENRIQUE DIAZ DE LEONCALIDAD TOTAL
ISHIKAWA KAORU
Estadístico elemental .- Son las llamadas siete herramientas de lacalidad y las deben conocer desde el obrero hasta el gerente (aunque en la actualidad existen otras siete nuevasherramientas).
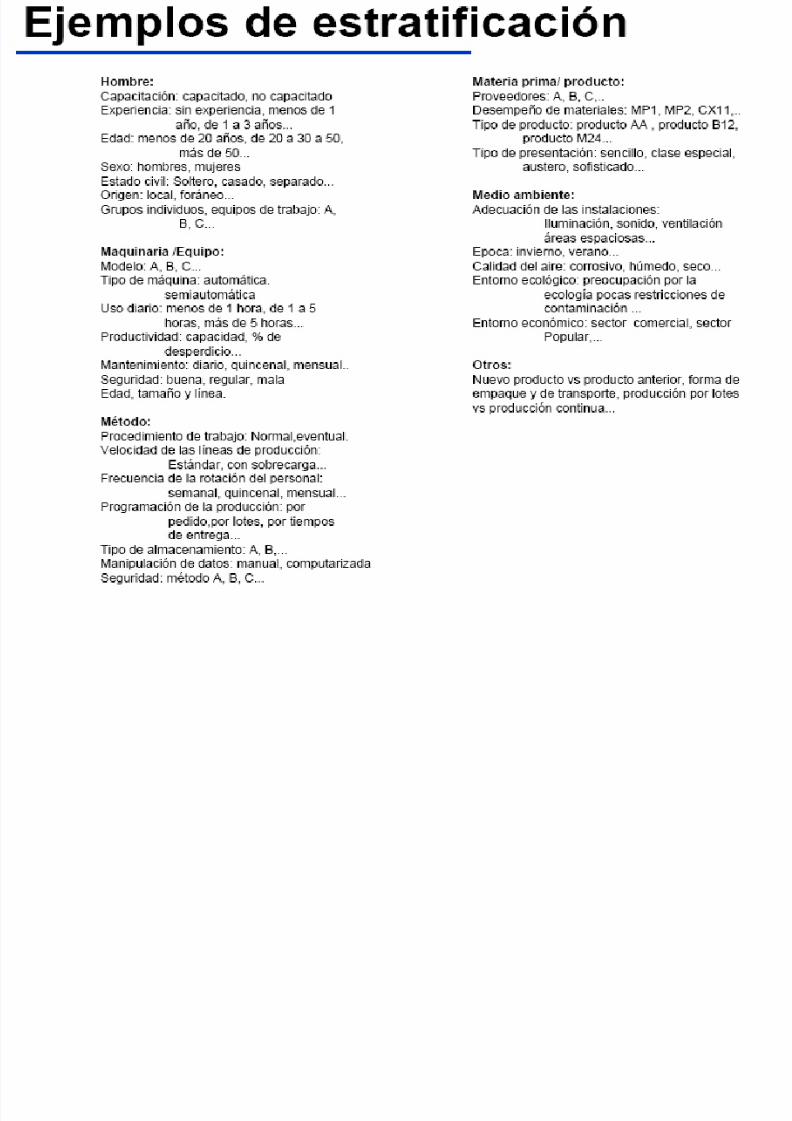
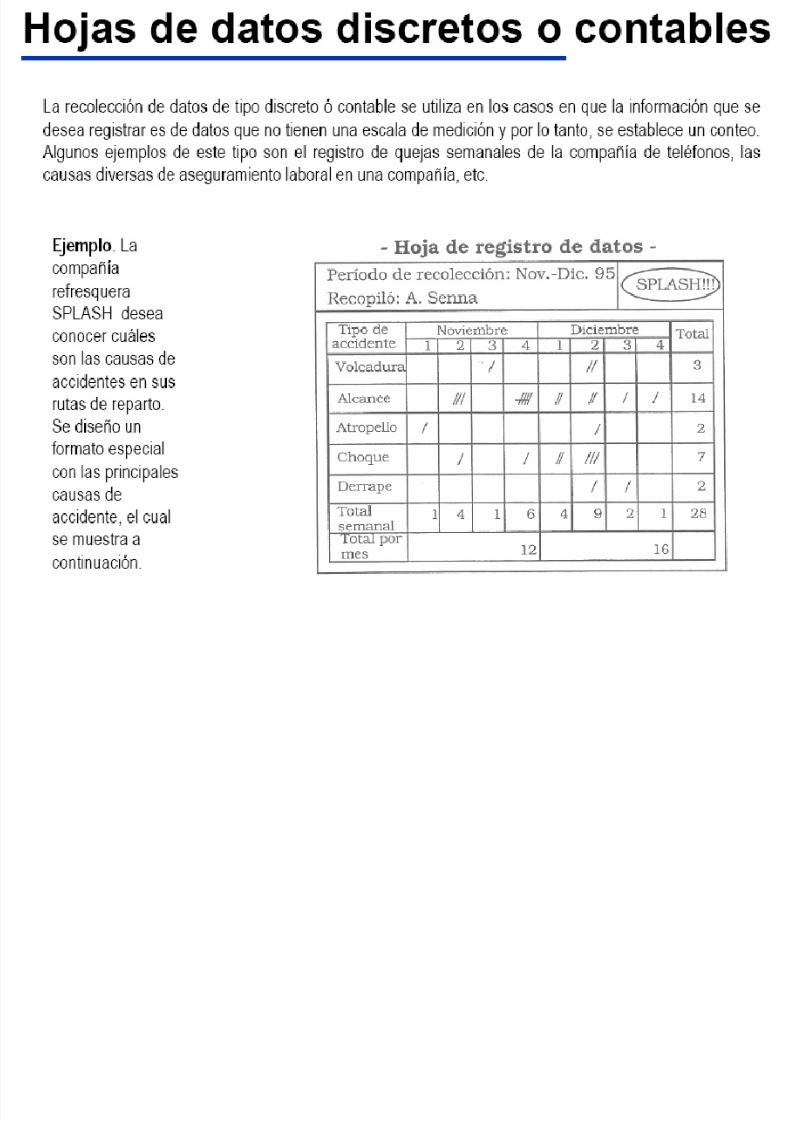
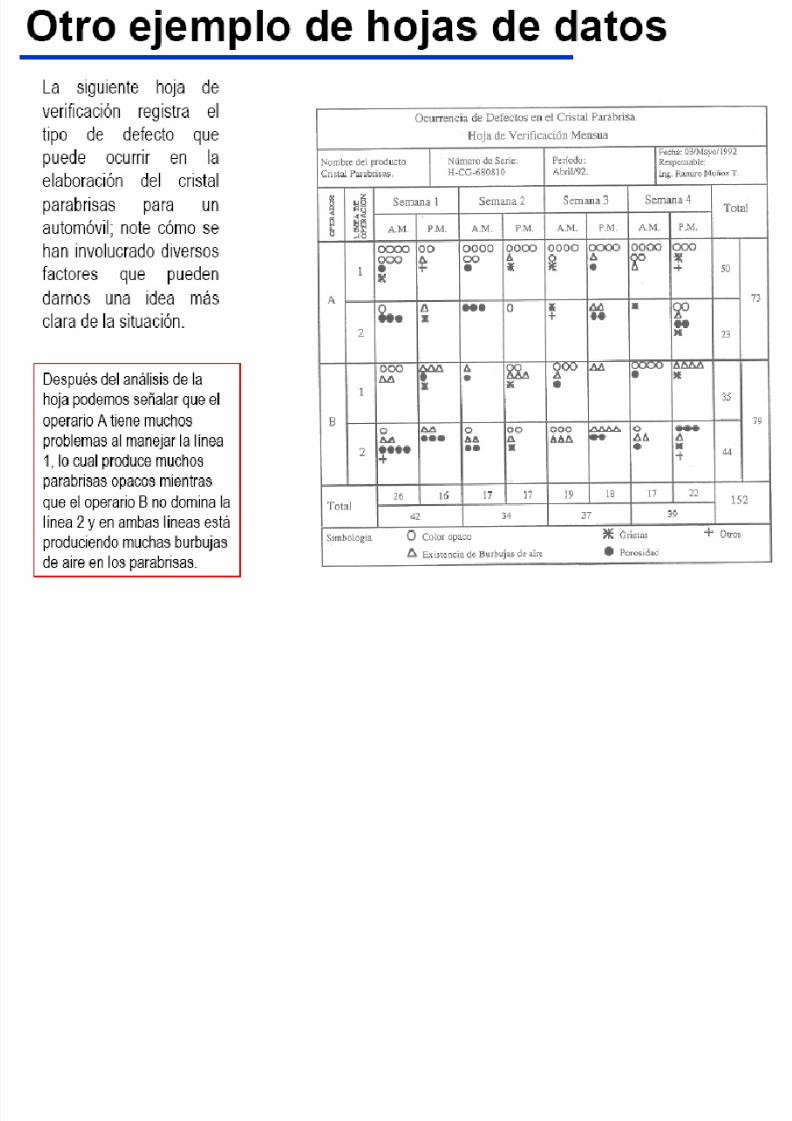
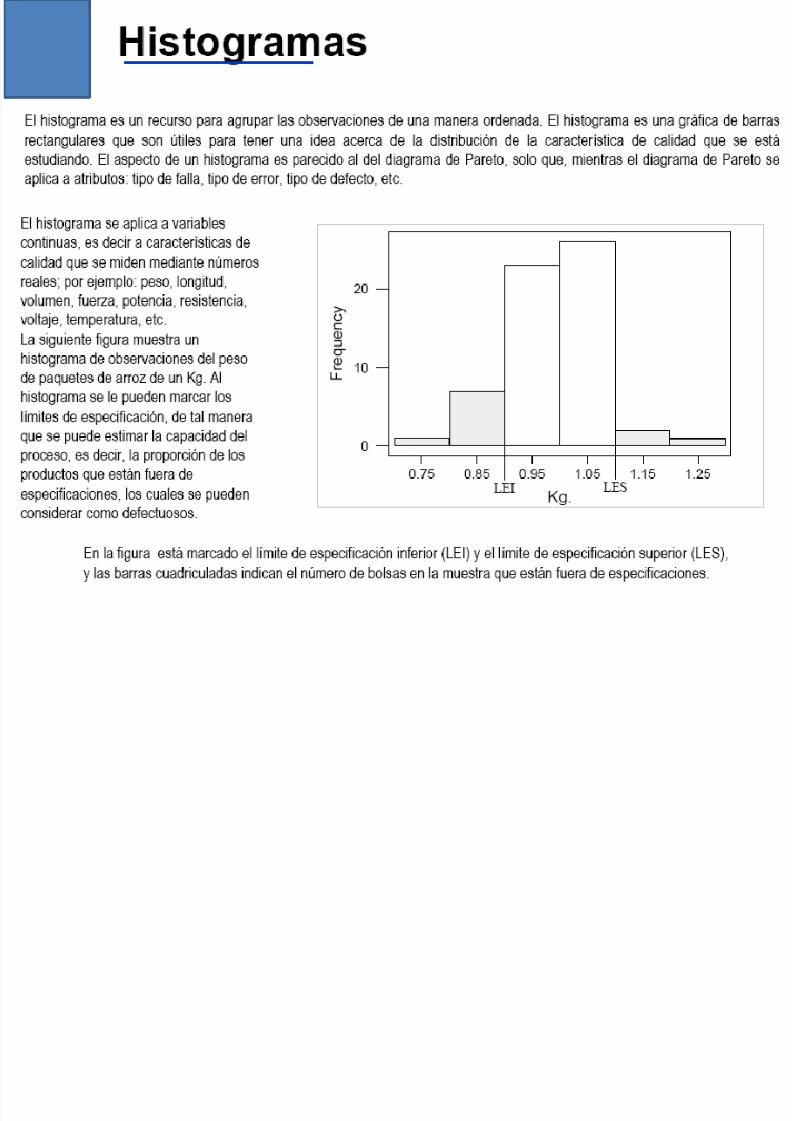
a) Diagrama de Paretob) Diagrama Causa y Efectoc) Estratificaciónd) Hoja de verificacióne) Histogramaf) Diagrama de dispersióng) Gráficas y cuadros de control
5/17/2018 ISHIKAWA 2P - slidepdf.com
http://slidepdf.com/reader/full/ishikawa-2p 4/31
UNIVERSIDAD ENRIQUE DIAZ DE LEONCALIDAD TOTAL
ISHIKAWA KAORU
a) Diagrama de Pareto.-
Ideado por Joseph Juran en 1950, la bautizo enhonor de Wilfredo Pareto ( 1848- 1923 );también se le conoce como diagrama 80-20 ( El
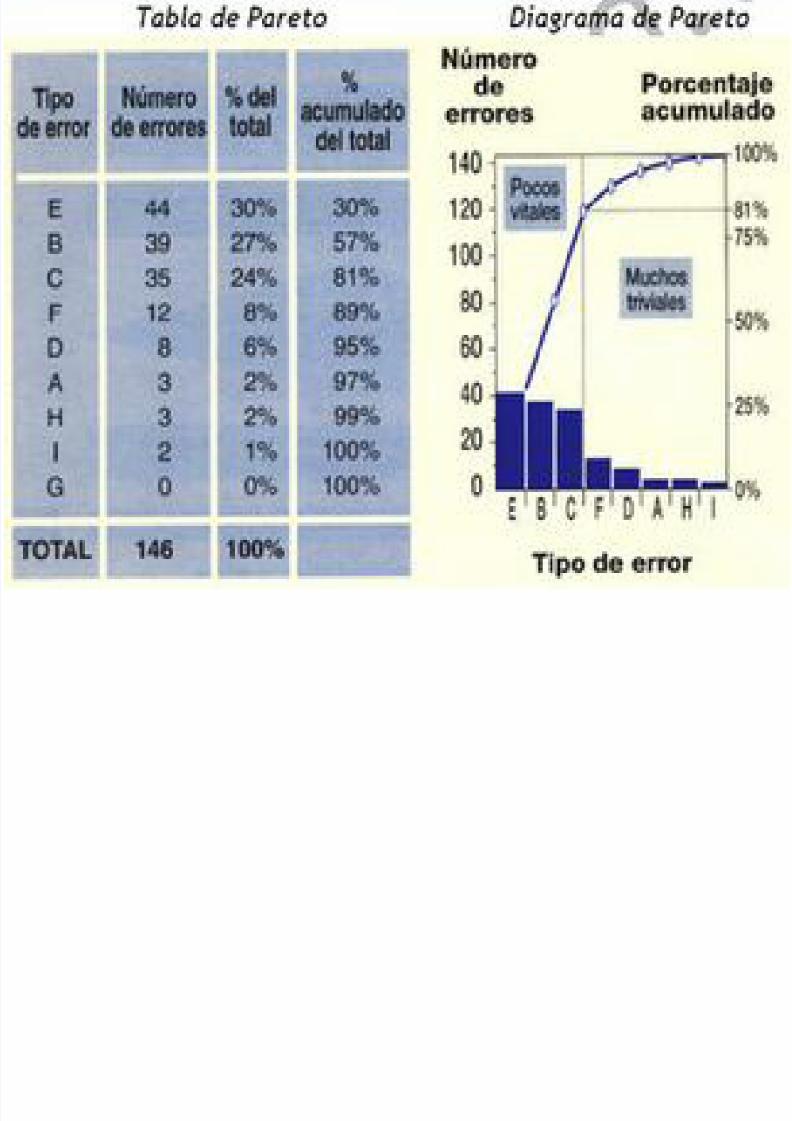
80% de los problemas es producido por el 20%de las causas ) y se basa en el principio dePocos Vitales Muchos Triviales.
Estos diagramas clasifican los problemas de
acuerdo con la causa y fenómeno, se utilizacuando es necesario mostrar la importanciarelativa de todos los problemas, es un gráfico debarras que nos ayuda a identificar losproblemas mas importantes de acuerdo a su
importancia.
5/17/2018 ISHIKAWA 2P - slidepdf.com
http://slidepdf.com/reader/full/ishikawa-2p 5/31
UNIVERSIDAD ENRIQUE DIAZ DE LEONCALIDAD TOTAL
ISHIKAWA KAORU
Pasos:1.- Seleccione los problemas a comparar y jerarquice pormedio de una tormenta de ideas o por la información existente2.- Determine la unidad de medida a utilizar ( porcentaje,dinero, frecuencia , etc. )
3.- Duración del periodo de análisis4.- Buscar la información en el lugar de cada categoría5.- Comparar la frecuencia de cada categoría en relación a lasdemás6.- Ordene las categoría de izquierda a derecha en orden
decreciente por su frecuencia7.- Haga el gráfico de barras
5/17/2018 ISHIKAWA 2P - slidepdf.com
http://slidepdf.com/reader/full/ishikawa-2p 6/31
5/17/2018 ISHIKAWA 2P - slidepdf.com
http://slidepdf.com/reader/full/ishikawa-2p 7/31
UNIVERSIDAD ENRIQUE DIAZ DE LEONCALIDAD TOTAL
ISHIKAWA KAORU
* No siempre los problemas mas importantes representan el mayorcosto, por lo cual se recomienda que tenga datos del antes ydespués, ataque el problema no el síntoma, trate de representarcantidades de dinero en el eje vertical de la gráfica.
UN DIAGRAMA DE PARETO ES EL PRIMER PASOPARA EFECTUAR MEJORAS
5/17/2018 ISHIKAWA 2P - slidepdf.com
http://slidepdf.com/reader/full/ishikawa-2p 8/31
UNIVERSIDAD ENRIQUE DIAZ DE LEONCALIDAD TOTAL
ISHIKAWA KAORU
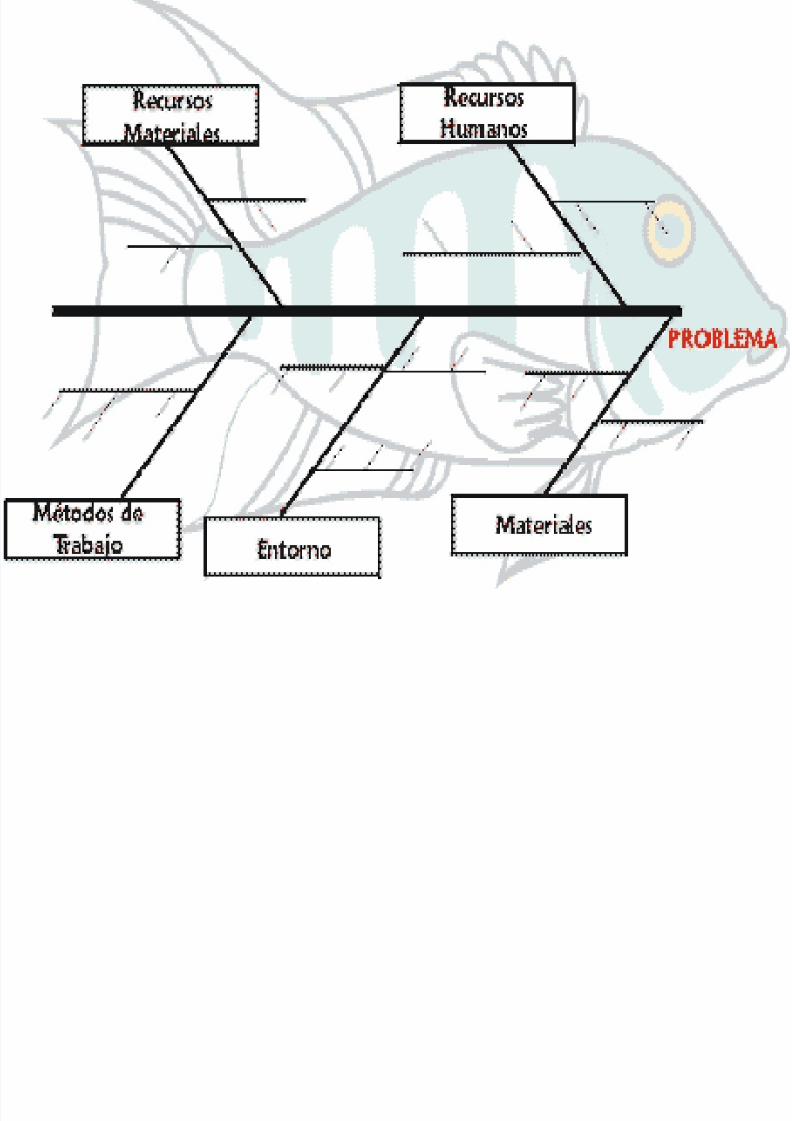
b) Diagrama Causa y Efecto (CE).-Llamado también Espina de Pescado (en el Japón se le llamatambién gráficas de hueso de Godzilla ) o Diagrama de Ishikawa,fue ideado en 1943 y se utilizan para analizar las características(de calidad o efectos) de un proceso o situación (como longitud,dureza, porcentaje de piezas defectuosas, etc.) y los factores(causas)que contribuyen a ellas (composición del material,medidas, trabajadores, etc.), sirven para identificar las causas delos problemas.
Existen tres tipos de diagramas:
5/17/2018 ISHIKAWA 2P - slidepdf.com
http://slidepdf.com/reader/full/ishikawa-2p 9/31
UNIVERSIDAD ENRIQUE DIAZ DE LEONCALIDAD TOTAL
ISHIKAWA KAORU
1) MODELO DE ANÁLISIS DE LAS DISPERSIONESPasos:1.- Decidir las características del problema o causa a mejorar.
2.- Escribirla a la derecha de la pagina y a la izquierda colocar una
flecha.
3.- Indicar los factores mas importantes que causen el error, fallao problema con flechas secundarias a la principal, formandocada grupo de causas una rama.
Por lo general las causas potenciales se clasifican en 5 ó 6categorías llamadas las 5 ó 6 emes dependiendo el autor:Materiales, Maquinaria, Métodos de trabajo, Medición, Mano deobra, Medio ambiente
5/17/2018 ISHIKAWA 2P - slidepdf.com
http://slidepdf.com/reader/full/ishikawa-2p 10/31
UNIVERSIDAD ENRIQUE DIAZ DE LEONCALIDAD TOTAL
ISHIKAWA KAORU
*Se coloca en un cuadro aquellas causas que se conocencifras exactas, y subrayar aquellas causas de la cual no seconocen cifras exactas pero si se sabe con certeza queprovocan el problema.
4.- Incorporar causas mas especificas a cada ramaLa pregunta clave es ¿Por qué ocurre esta dispersión en lacalidad?
5.- verificar que están incluidas todas las causas.

5/17/2018 ISHIKAWA 2P - slidepdf.com
http://slidepdf.com/reader/full/ishikawa-2p 11/31
5/17/2018 ISHIKAWA 2P - slidepdf.com
http://slidepdf.com/reader/full/ishikawa-2p 12/31
5/17/2018 ISHIKAWA 2P - slidepdf.com
http://slidepdf.com/reader/full/ishikawa-2p 13/31
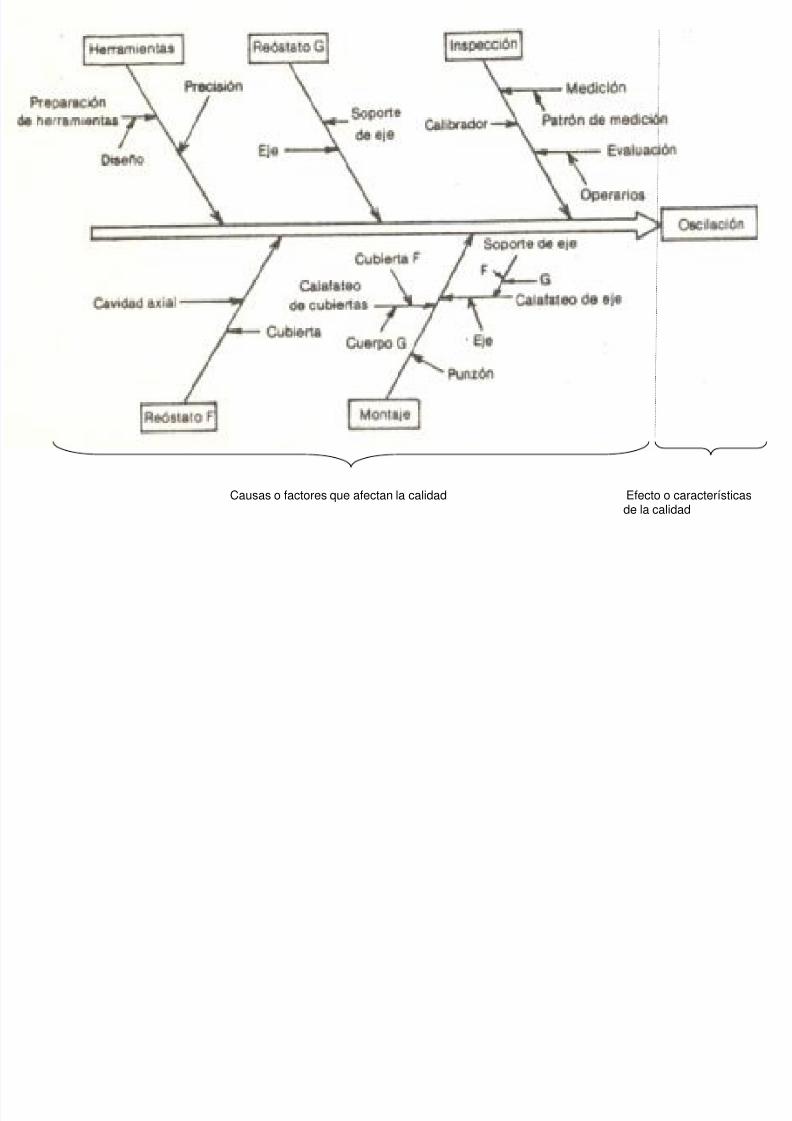
Causas o factores que afectan la calidad Efecto o característicasde la calidad
5/17/2018 ISHIKAWA 2P - slidepdf.com
http://slidepdf.com/reader/full/ishikawa-2p 14/31
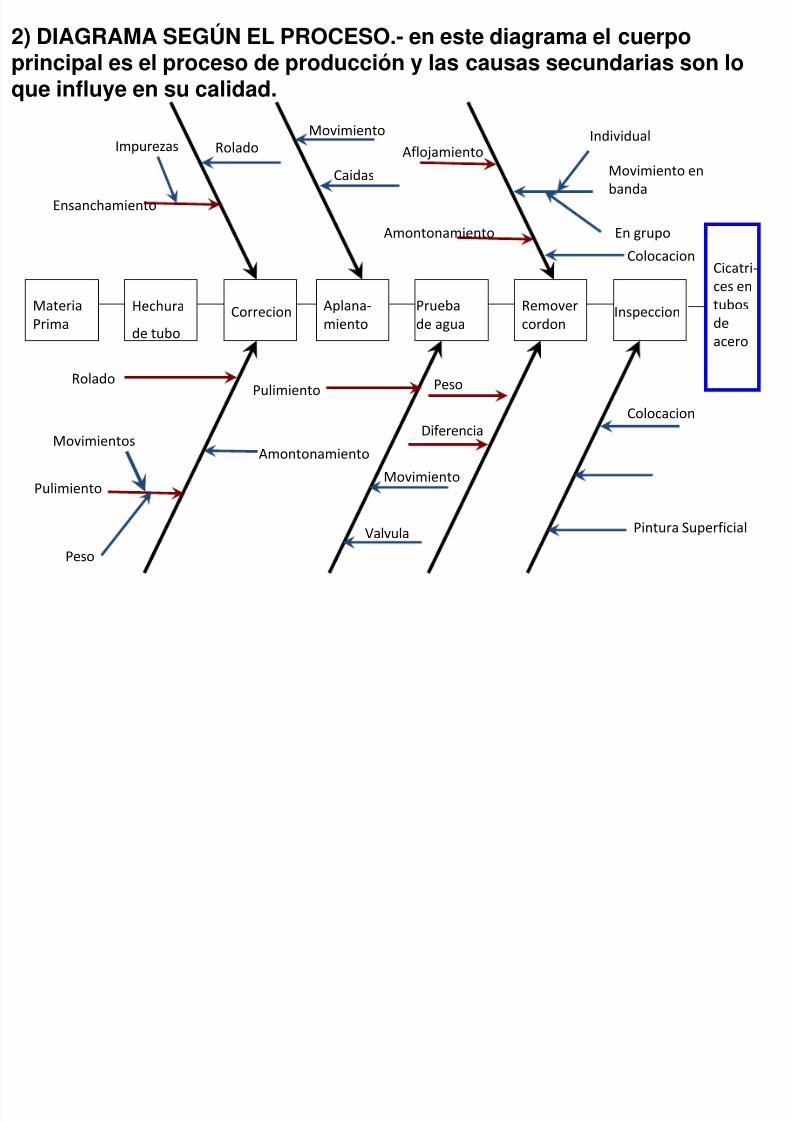
2) DIAGRAMA SEGÚN EL PROCESO.- en este diagrama el cuerpoprincipal es el proceso de producción y las causas secundarias son loque influye en su calidad.
Materia
Prima
Hechura
de tubo
Correcion Aplana-
miento
Prueba
de agua
Remover
cordonInspeccion
Cicatri-
ces en
tubos
de
acero
Rolado
Amontonamiento
Peso
Diferencia
Pulimiento
Pulimiento
Movimiento
Valvula
Colocacion
Pintura Superficial
Movimiento en
banda
Impurezas
Ensanchamiento
Rolado
Movimiento
Aflojamiento
Caidas
Amontonamiento
Individual
En grupo
Colocacion
Movimientos
Peso
5/17/2018 ISHIKAWA 2P - slidepdf.com
http://slidepdf.com/reader/full/ishikawa-2p 15/31
UNIVERSIDAD ENRIQUE DIAZ DE LEONCALIDAD TOTAL
ISHIKAWA KAORU
3) DIAGRAMA DE ENUMERACIÓN DE CAUSAS.-
Se listan las causas como se piensen, en desorden y en unapizarra
5/17/2018 ISHIKAWA 2P - slidepdf.com
http://slidepdf.com/reader/full/ishikawa-2p 16/31
5/17/2018 ISHIKAWA 2P - slidepdf.com
http://slidepdf.com/reader/full/ishikawa-2p 17/31
5/17/2018 ISHIKAWA 2P - slidepdf.com
http://slidepdf.com/reader/full/ishikawa-2p 18/31
5/17/2018 ISHIKAWA 2P - slidepdf.com
http://slidepdf.com/reader/full/ishikawa-2p 19/31
5/17/2018 ISHIKAWA 2P - slidepdf.com
http://slidepdf.com/reader/full/ishikawa-2p 20/31
5/17/2018 ISHIKAWA 2P - slidepdf.com
http://slidepdf.com/reader/full/ishikawa-2p 21/31
5/17/2018 ISHIKAWA 2P - slidepdf.com
http://slidepdf.com/reader/full/ishikawa-2p 22/31

5/17/2018 ISHIKAWA 2P - slidepdf.com
http://slidepdf.com/reader/full/ishikawa-2p 23/31

5/17/2018 ISHIKAWA 2P - slidepdf.com
http://slidepdf.com/reader/full/ishikawa-2p 24/31
5/17/2018 ISHIKAWA 2P - slidepdf.com
http://slidepdf.com/reader/full/ishikawa-2p 25/31
UNIVERSIDAD ENRIQUE DIAZ DE LEONCALIDAD TOTAL
ISHIKAWA KAORU
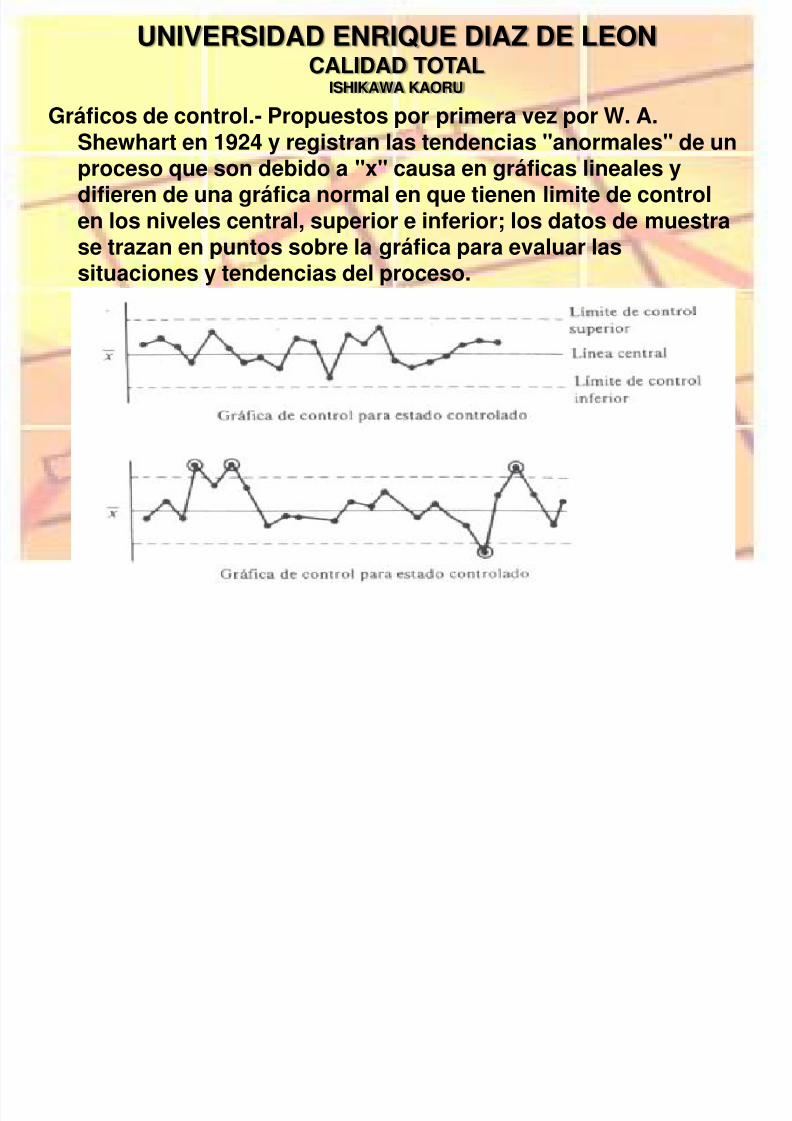
Gráficos de control.- Propuestos por primera vez por W. A.
Shewhart en 1924 y registran las tendencias "anormales" de unproceso que son debido a "x" causa en gráficas lineales ydifieren de una gráfica normal en que tienen limite de controlen los niveles central, superior e inferior; los datos de muestrase trazan en puntos sobre la gráfica para evaluar las
situaciones y tendencias del proceso.
5/17/2018 ISHIKAWA 2P - slidepdf.com
http://slidepdf.com/reader/full/ishikawa-2p 26/31
UNIVERSIDAD ENRIQUE DIAZ DE LEONCALIDAD TOTAL
ISHIKAWA KAORU
CIRCULOS DE CALIDAD
Se le considera a Ishikawa como el padre de los círculos de calidad, laprimera vez que se oye hablar de los mismos es en el año de 1962en la revista " Genba to Q.C." ( Supervisores al control de calidad).
Existen varias definiciones entre ellas Ishikawa los define como "Esun pequeño grupo en el que todos los miembros participan almáximo en forma voluntaria y continua dentro de taller al quepertenecen, como parte de las actividades de control total decalidad de la empresa, utilizando técnicas de control y
mejoramiento".
5/17/2018 ISHIKAWA 2P - slidepdf.com
http://slidepdf.com/reader/full/ishikawa-2p 27/31
UNIVERSIDAD ENRIQUE DIAZ DE LEONCALIDAD TOTAL
ISHIKAWA KAORU
Características de los Círculos de Calidad.
1.- Tamaño del Circulo.- Entre 4 y 8 participantes
2.- Procedencia.- Miembros pertenecientes a la misma área de trabajoy con los mismos intereses
3.- Su voluntad.- Deben de ser voluntarios, realizar sus actividadesfuera del horario de trabajo, no se debe pagar tiempo extra nininguna otra compensación, pero si reconocerle sus logros.
4.- Su orientación.- Mejoramiento y control de sus áreas de trabajo,
detectar problemas crónicos de sus áreas de trabajo, los analizan ylos solucionan y elaborar proyectos de mejora.
5.- Sus medios.- Utilizan herramientas de análisis sencillas como las 7herramientas de Ishikawa.
5/17/2018 ISHIKAWA 2P - slidepdf.com
http://slidepdf.com/reader/full/ishikawa-2p 28/31
UNIVERSIDAD ENRIQUE DIAZ DE LEONCALIDAD TOTAL
ISHIKAWA KAORU
6.- Otras características:
a) Participan activamente todos sus miembros
b) Sus actividades son continuas
c) Sus decisiones son autónomas
d) Son parte del proceso completo de calidad total
5/17/2018 ISHIKAWA 2P - slidepdf.com
http://slidepdf.com/reader/full/ishikawa-2p 29/31
UNIVERSIDAD ENRIQUE DIAZ DE LEONCALIDAD TOTAL
ISHIKAWA KAORU
7.- Capacitación:
La capacitación sera siempre necesaria y sera proporcionada en lossiguientes puntos.
a) Aritmética básica
b) Relaciones humanasc) Estadísticas básicas
d) Creatividad
e) Metodología de análisis en la solución de problemas
5/17/2018 ISHIKAWA 2P - slidepdf.com
http://slidepdf.com/reader/full/ishikawa-2p 30/31
UNIVERSIDAD ENRIQUE DIAZ DE LEONCALIDAD TOTAL
ISHIKAWA KAORU
8.- Sistema de trabajo:
a) El circulo escoge el tema a estudiar
b) Sesiones semanarias de 60 a 120 minutos
c) Formulan y se rigen por un código de conducta
d) El moderador se elige democráticamente después de que elmodulo es autónomo y puede durar hasta 3 meses
e) Proponen soluciones no manifiestan problemas, los presentan ala gerencia y utilizan una metodología para la solución deproblemas
9.- Reconocimientos.- estos deben ser justos, equitativo y oportunos,pueden ser económicos y morales.

5/17/2018 ISHIKAWA 2P - slidepdf.com
http://slidepdf.com/reader/full/ishikawa-2p 31/31
UNIVERSIDAD ENRIQUE DIAZ DE LEONCALIDAD TOTAL
ISHIKAWA KAORU