
Instituto Politécnico Naciona1
50
Instituto Politécnico Nacional Unidad Profesional Interdisciplinaria de Ingeniería y Ciencias Sociales y Administrativas Asignatura: Ingeniería de la Productividad & Diseño del Trabajo Profesora: Trejo Parada Guadalupe Esperanza Proyecto: Suajes Azcapotzalco, S.A . Cruz Cortés Daniel Antonio Secuencia: 2IM33 1
description
trabajo
Transcript of Instituto Politécnico Naciona1

Instituto Politécnico Nacional
Unidad Profesional Interdisciplinaria de Ingeniería y Ciencias Sociales y Administrativas
Asignatura: Ingeniería de la Productividad & Diseño del Trabajo
Profesora: Trejo Parada Guadalupe Esperanza
Proyecto:
Suajes Azcapotzalco, S.A.
Cruz Cortés Daniel Antonio
Secuencia: 2IM33
Fecha de Entrega: 23 Febrero de 2015
1

Índice
Introducción………………………………………………………………………………………………................ 3
Presentación……………………………………………………………………………………………………………. 4
Flujo de operaciones de Suajes Azcapotzalco……………………………………………………………… 7
Organigrama…………………………………………………………………………………………………………… 8
Principales clientes…………………………………………………………………………………………………... 9
Dirección…………………………………………………………………………………………………………………11
Criterios de la Organización Internacional del
Trabajo…………………………………………………12
Probables Causas de Baja
Productividad……………………………………………………………………..13
Cursograma analítico
………………………………………………………………………………………………..19
Diagrama de
recorrid
o……………………………………………………………………………………………… 20
2

Diagrama bimanual
………………………………………………………………………………………………….
.21
Análisis de la
operació
n…………………………………………………………………………………………….. 22
Propuestas de
mejor
a………………………………………………………………………………………………...
23
Principios del diseño del trabajo
…………………………………………………………………………………24
Diseño & Fabricación en Suajes
Azcapotzalco……………………………………………………………… 25
Mecanización y Automatización
………………………………………………………………………………….27
Enfoque de
servicio…………………………………………………………………………………………
………… 28
Presentación e Implantación del Método
Propuesto……………………………………………………… 32
Conclusiones
…………………………………………………………………………………………………....
............33
3

INTRODUCCIÓN
1. Antecedentes
La industria metalmecánica tuvo la necesidad de hacer corte a bajo costo en materiales
no metálicos, empleando para ello aceros especiales (fleje de filo continuo) y que en
México se le ha dado el nombre de “SUAJES” (troqueles de corte con regla de acero);
dando solución a cortes planos de siluetas completas en las industrias de los diversos
ramos como son:
Automotriz (alfombras, anti-ruidos, vestiduras, juntas, etc.)
Artes gráficas (cajas, etiquetas, exhibidores, etc.)
Artículos deportivos (balones, espinilleras, asientos para bicicletas, etc.)
Calzado (plantillas, chinelas, correas, etc.)
Empaque (cartón, pvc, pet, cuero, hule, plástico, vinil y demás materiales)
Fibra de vidrio (partes aislantes para hornos, refrigeradores, estufas)
Peletero (abrigos, bolsas, guantes, estuches, billeteras, cinturones, etc.)
Termo formado y sellado (pvc, pet, hules, plásticos) (bolsas de polietileno,
carpetas, bolsas para líquidos para diferentes usos médicos, etc.)
Textiles (partes para la fabricación de ropa) (bolsas, cuellos, puños, ropa interior,
etc.)4

El suaje es una herramienta de corte, utilizada en la fabricación de infinidad de
artículos, que forman parte de un producto terminado; es decir, que es un eslabón en las
diferentes cadenas de producción. Por esta razón, los principales usuarios de suajes no
siempre son las marcas de reconocido prestigio mundial, sino que son proveedores de
ellos.
Los materiales que principalmente se utilizan en la fabricación de suajes son: acero,
soldadura, solera y madera. El primero es un fleje de acero especial de filo continuo
rectificado, con tratamientos termoquímicos que dan la dureza requerida, según el
material a cortar y se encuentran en el mercado mexicano con procedencia; sueca,
norteamericana, inglesa, alemana, austriaca, italiana, etc.
Se utilizan diferentes espesores de acuerdo a la máquina y el material a suajar;
diferenciándolos por 1.5, 2, 3, 4, 6,8 y 10 puntos (milésimas de pulgada), Los europeos
aplican el sistema internacional (milímetros). Existen máquinas con diferentes toneladas
de presión al corte; desde prensas manuales, hidráulicas, rodillos, plataforma y las de
imprenta. Los materiales susceptibles a suajar son todos los no metálicos y presentan
diferentes resistencias al corte; de acuerdo con lo anterior se define el tipo de suaje a
fabricar.
2. Presentación
SUAJES AZCAPOTZALCO, S.A. es una empresa que comenzó sus operaciones el 31 de
marzo de 1977 (36 años) durante los cuales ha crecido ajustándose a las necesidades.
Los socios que conforman esta empresa son:
ING. Lucio O. Salgado Ocampo Gerente General
ARQ. Ma. Teresa Pánico Salinas Gerente Administrativo
La principal actividad de la empresa es la Fabricación de Suajes para las industrias:
Automotriz, Artes gráficas, Artículos deportivos, Calzado, Empaque, Fibra de vidrio,
Peletera, Termo formado, Sellado, Textil, etc. Ofrece, además, los servicios de; Plotter
con cortador de muestras en un área de 68” x 48”, Maquila, Venta y Rectificado
de contras; a las industrias que requieren de ellos, para el desarrollo de sus funciones.
5

PLANTILLA SUAJES AZCAPOTZALCO
La plantilla de personal de 28 elementos, distribuidos de la siguiente manera:
Directivos 2
Administrativos 5
Control de calidad 1
Dibujantes 3
Caladores 2
Soldador 1
Tornero 1
Dobladores 6
Maquiladores 5
Choferes 2
6
Capacidad Instalada en Suajes Azcapotzalco
En la actualidad, Suajes Azcapotzalco cuenta con una ubicación estratégica dentro del
norte del Distrito Federal, ya que colinda con las zonas industriales de Vallejo, Naucalpan
y Tlalnepantla (importantes zonas industriales de la ciudad de México) también cerca de
la Zona Industrial conurbada de la carretera México, Querétaro. Cuenta con un área de
378 m2 y para realiza su trabajo con el siguiente equipo:
Dibujo 4 computadoras.
4 restiradores y juegos de instrumentos de dibujo manual.
1 plotter con cabeza hace muestras, área de 66” x 48”.
Calado 3 caladoras.
1 sierra circular.
3 sierras manuales.
Doblado 8 dobladoras para pleca de 2,3 y 4 pts.
4 dobladoras para pleca de 6,8 y 10 pts.
4 cortadoras de pleca manuales.
1 cortadora de pleca hidráulica.
1 máquina para hacer montes (ingleteadora).
3 puenteadoras.
7 esmeriles.
4 caladoras manuales.
4 desarmadores eléctricos.
7
Soldado: 4 plantas para soldadura eléctrica.
1 equipo Mig de soldadura.
1 Tig.
2 esmeriles.
1 esmeril con cabeza de cepillo.
1 moto-tool.
1 mesa electromagnética para soldar.
Arreglo final 2 taladros de banco.
1 rauter.
Máquinas 2 máquinas suajadoras de rodillos. 2 máquinas rectificadoras.
1 máquina suajadora de plataforma. 1 troqueleadora
de 3 toneladas.
2 máquinas suajadoras hidráulicas. 1 troqueleadora
de 14 toneladas.
2 máquinas suajadoras mecánicas. 1 troqueleadora de 22
toneladas.
2 prensas manuales.
8
Organigrama de Suajes Azcapotzalco
9
VENTAS
ADMVO
CONTADOR
GERENTE GENERAL
GERENTE ADIMINISTRATIVO
CHOFER
COSTOS Y PRESUPUESTOS
CONTROL DE CALIDAD
MAQUILADORES
SOLDADORES
DOBLADORES
CALADORES
DIBUJANTES

Principales clientes de Suajes Azcapotzalco
De acuerdo al ramo industrial al que se dedican:
Artes Gráficas.
INDUSTRIAS ROJAS Y ASOCIADOS, S.A. de C.V.
EXEL FORMS. S.A. de C.V.
Artículos Deportivos
ALPE SADDLE, S.A. DE C.V.
ARTES MACIALES S. T. SPORT, S.A. DE C.V.
Automotriz
CARCOUSTIC DE MÉXICO S.A. DE C.V. (IACNA)
INDUSTRIA DE ASIENTO SUPERIOR S.A. DE C.V. (INSA Tachi)
ASIENTO VEHICULARES ASTRON, S.A. DE C.V.
TRW OCUPAN SISTEMS SRL DE C.V.
GALROCK DE MÉXICO, S.A. DE C.V.
INTERNANCIONAL FOAM MEX, S.A. DE C.V.10

AUTOCONFORT, S.A. DE C.V. (Jonson)
INTERIORES AUTOMOTRICES S.A DE C.V.
Calzado
CALZADO PINKY, S.A.
INDUSTRIAS DE URETANOS, S.A. DE C.V.
SMART BALLS INTERNATIONAL, S.A. DE C.V.
MIDAPIEL S.A. DE .C.V.
Empaque
CARTONERA CAMSA, S.A. DE C.V.
INDUSTRIAS DE CULIACAN, S.A. DE C.V.
PLASTIBOLSA, S.A. DE C.V.
PLASTICOS CENTURION S.A. DE C.V.
GRUPO MORYSAN S.A.
Fibra de vidrio
VITROFIBRAS, S.A.
Peletero
ARTE MEXICANO, S.A. DE C.V.
BENEFECIIADORA DE CUEROS Y PIELES,
CASA ARIES DE MÉXICO, S.A. DE C.V.
CRAPIEL, S.A. DE C.V.
MIGSAL PIEL, S.A. DE C.V.
11
PROPROMOS, S.A. DE C.V.
Termo formado y Sellado
PLASTICOS PRESLO S.A. DE C.V.
ENVENFLO MÉXICO, S.A. DE C.V.
EVSA PAK, S.A. DE C.V.
INDUSTRIAS CARVEL S.A. DE C.V.
OSTOMED, S.A. DE C.V.
OSTOMIC, S.A. DE C.V.
INDUSTRIAS PLASTICAS MÉDICAS S.A. DE C.V.
IMPLEMENTOS PLÁSTICOS S.A. DE .C.V.
PLÁSTICOS DEL FUTURO, S.A. DE C.V.
TERMO EMPAQUES DE MÉXICO, S.A. DE C.V.
INDUSTRIAS VLAR S.A. DE C.V.
TERMO FORMADORAS TÉCNICOS INDUSTRIALES, S.A. DE C.V.
Textiles
ARROW HART, S.A DE C.V.
AYAREB, S.A. DE C.V.
DESECHABLES QUIRÚRGICOS E INDUSTRIALES, S.A. DE C.V.
TEXTILES NO TEJIDOS, S.A. DE C.V.
TEXTIL TECNICA, S.A. DE C.V.
12

Dirección de Suajes Azcapotzalco
Se ubican en:
Calzada Azcapotzalco La Villa N° 32
Colonia Del Maestro
México, D.F. 02040
Teléfonos: (011-52) 53-52-27-52 (01-55) 53-52-61-58
Fax: 53-52-47-00 Facebook:
http://www.facebook.com/suajes.azcapotzalcosadecv.7?fref=ts
13
Flujo de operaciones de Suajes
Azcapotzalco
14
PRESUPUESTOS
TEL-FAX
CONTROL DE
ARREGLO FINAL
CALADO
DOBLADO
SOLDADURA
OPCIONAL
DISTRIBUCIÓN AL PÚBLICO
MOSTRADOR DE CLIENTES
CONTROL DE CALIDAD
DIBUJO
MAQUILA Y RECTIFICADO
CONTROL DE CALIDAD
ARREGLO FINAL

Causas de Baja Productividad
En la empresa en general se encontraron problemas que se mencionan de forma general
y que posteriormente se mostraran de manera desglosada revisando cada área que se
encuentra en la empresa.
En ella encontramos que falta de automatización, 80% del trabajo es artesanal, cada
trabajo que se realiza es diferente y también piezas que se utilizan y son necesarias son
diferentes. Por las actividades y el espacio con que cuenta la empresa se es muy difícil
mover los tiempos y movimientos, las instalaciones son muy reducidas y parte de la
planta no está correctamente distribuida.
En materia de la seguridad e higiene en la empresa se puede observar que los
accidentes que puedan llegar a pasar son mínimos siempre y cuando el empleado tenga
la debida atención a las actividades que realiza ya que en algunas áreas la maquinaria si
es peligrosa, ha llegado a tener pequeñas cortaduras, llegan a lastimar las rebabas de
los materiales.
La empresa tiene medidas de seguridad cuentan con equipo de seguridad (caretas,
gafas, overol) pero algunos empleados no las llegan a usar lo que puede poner en riesgo
su integridad, los accidentes son por descuido del trabajador y mala capacitación por
parte de la empresa.
Área de torno y soldadura
Cuenta con un espacio muy reducido es espacio lo que afecta el desempeño del
trabajador y se convierte en causa de baja productividad, el área de trabajo se
encuentra en desorden, lo que causa que se pierda tiempo en estar buscando los
materiales y el equipo necesario para el desarrollo del trabajo. Los trabajadores no han
15

sufrido accidentes mayores, aunque la maquinaria que se usa es de peligro puesto que
se utiliza pocas veces y puede sufrir daños.
Área de doblado
De igual forma no cuenta con espacio suficiente, se presenta la situación del desorden,
es complicado mover los materiales ya que son de gran tamaño y no hay como
maniobrar estos materiales, genera tiempos innecesarios, el área cuenta con nuevos
empleados que están aprendiendo a desempeñar la funciones lo que genera pérdida de
tiempo pero si resulta ser una buena capacitación puede retribuir a la larga, el riesgo es
mínimo las maquinas y herramientas son sencillas no representa un peligro para el
trabajador.
16
Área de diseño
El trabajador presenta carga de trabajo, ya que es el único empleado, es el área de
trabajo más pequeña, los trabajos que realiza complicados que en ocasiones no puede
realizar el diseño ya que el programa que utiliza esta en desuso para las necesidades
del cliente esto produce errores a la hora de realizar el trabajo.
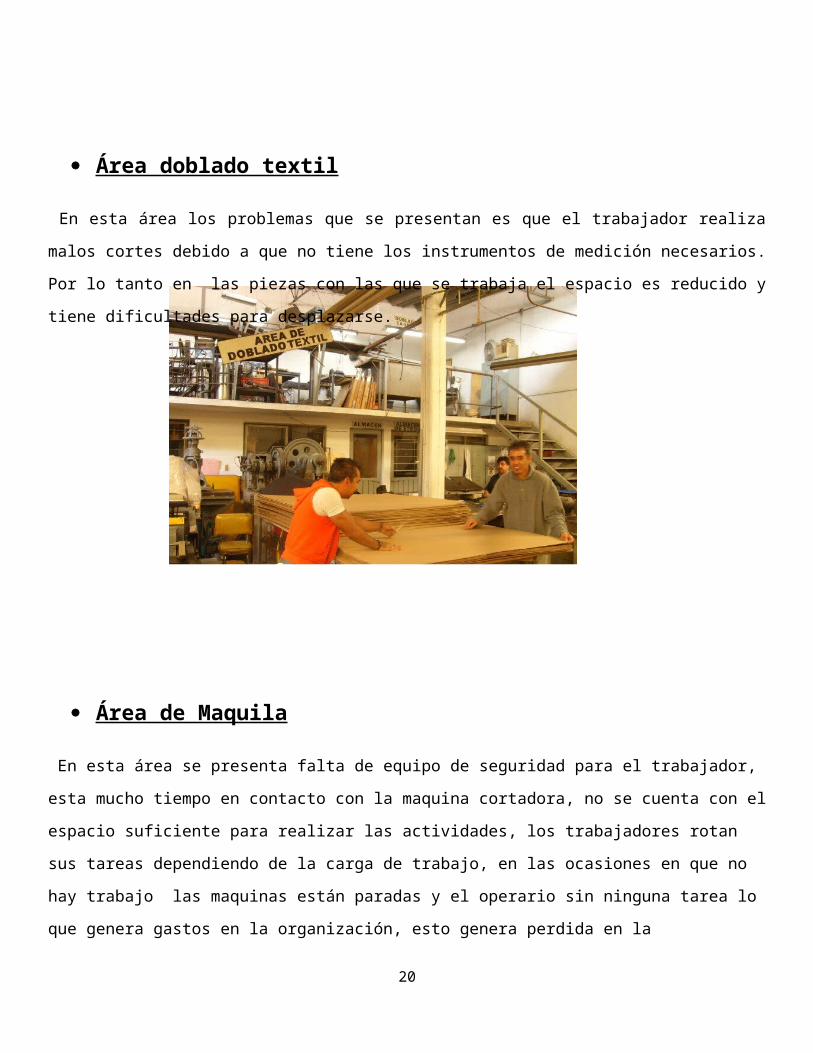
Área doblado textil 17

En esta área los problemas que se presentan es que el trabajador realiza malos cortes
debido a que no tiene los instrumentos de medición necesarios. Por lo tanto en las
piezas con las que se trabaja el espacio es reducido y tiene dificultades para
desplazarse.
Área de Maquila
En esta área se presenta falta de equipo de seguridad para el trabajador, esta mucho
tiempo en contacto con la maquina cortadora, no se cuenta con el espacio suficiente
para realizar las actividades, los trabajadores rotan sus tareas dependiendo de la carga
de trabajo, en las ocasiones en que no hay trabajo las maquinas están paradas y el
operario sin ninguna tarea lo que genera gastos en la organización, esto genera perdida
en la productividad. La maquinaria que se utiliza en esta área es peligrosa ya que si el
trabajador no tiene cuidado puede hasta perder la mano.
18

19
Área de calado
Cuenta con un espacio insuficiente, las maquinas con las que cuenta esta área están
obsoletas cada que se requiere usarlas la tienen que calibrar y ajustar, esto genera
mucho tiempo perdido, que el trabajador podría estar usando para producir. Por lo que
sugerimos que las maquinas se calibren antes de que el operario entre al proceso en su
jornada laboral.
Área de corte
Se encarga de realizar los cortes de los suajes es un área de mucho riesgo, las máquinas
solo funcionan cuando hay trabajo, mientras no haya trabajo las máquinas están
apagadas. En esta área los accidentes son mayores, ha habido accidentes graves como
pérdida de miembros, dedos, cortes grandes, etc. Esto ha ocurrido por falta de
concentración y también porque los trabajadores lo han hecho con intenciones de
lesionarse.
20
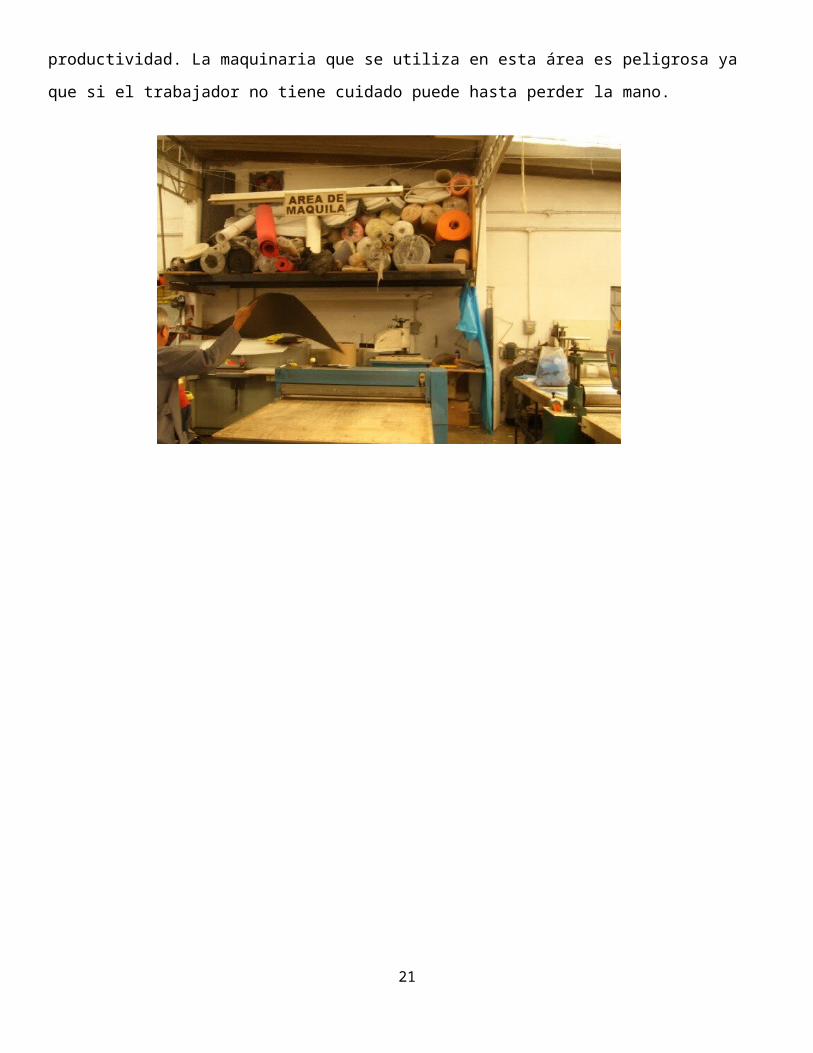
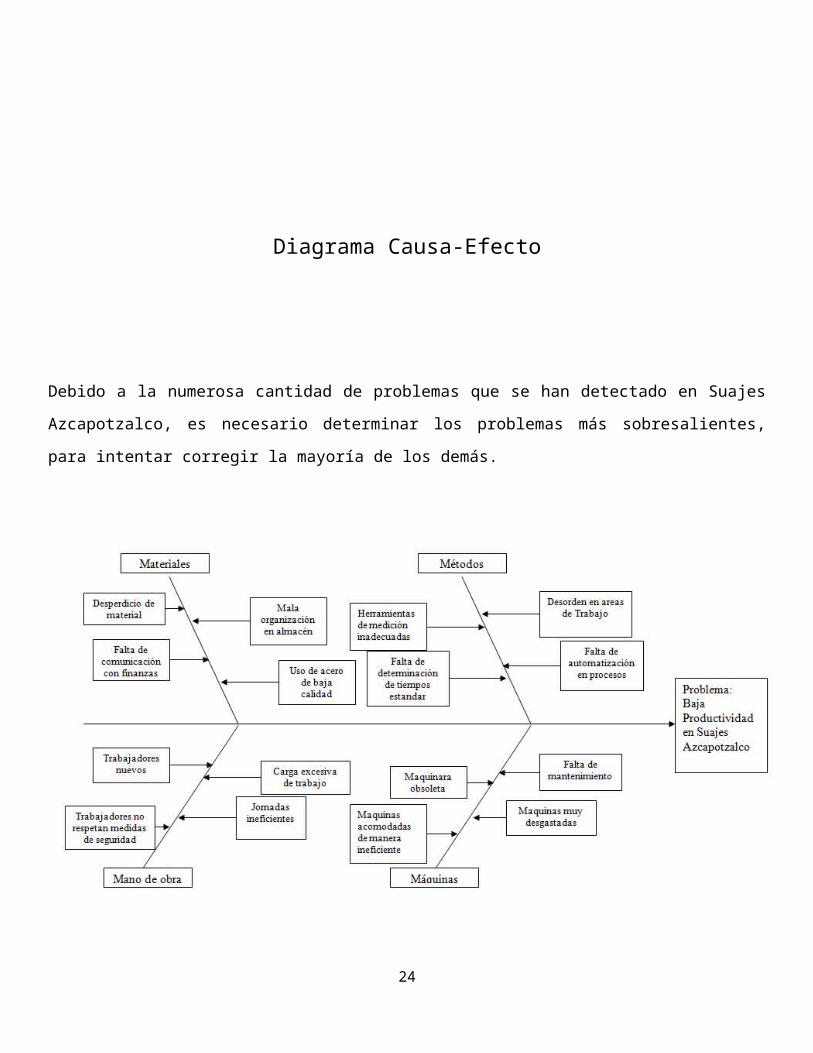
Diagrama Causa-Efecto
Debido a la numerosa cantidad de problemas que se han detectado en Suajes
Azcapotzalco, es necesario determinar los problemas más sobresalientes, para intentar
corregir la mayoría de los demás.
21

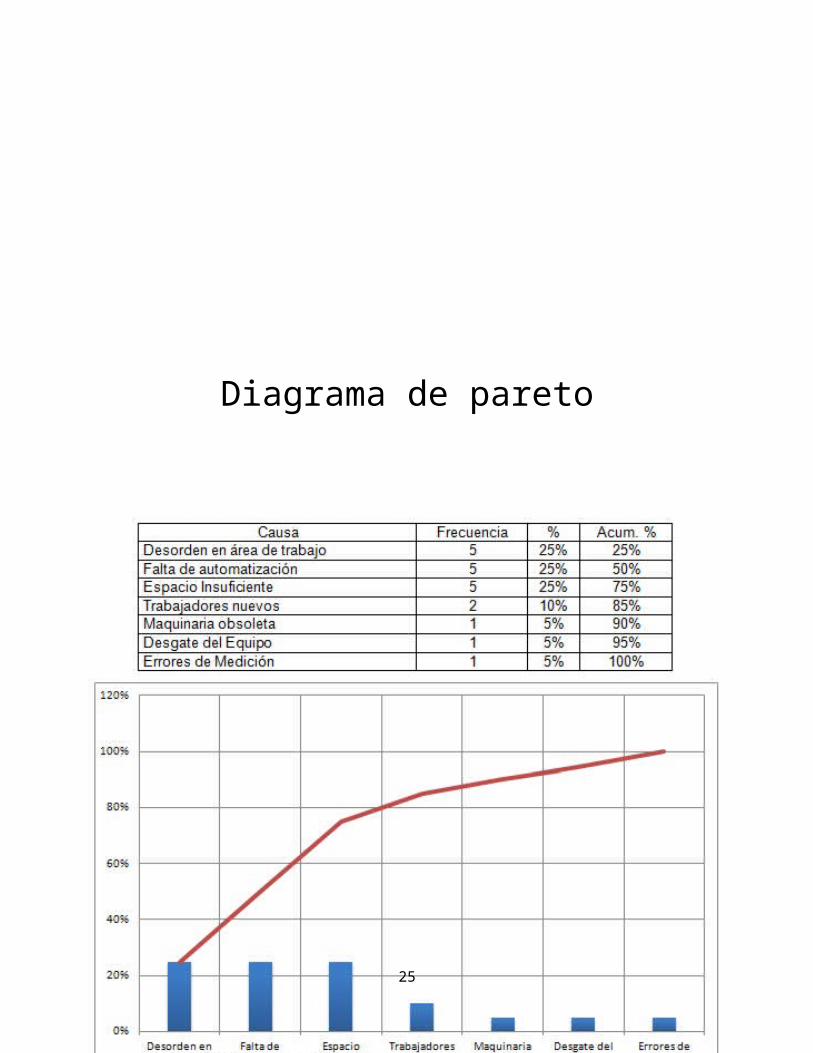
Diagrama de pareto
22

Apoyandonos en el diagrama de pareto, podemos determinar que de la gran lista de
causas que generan una baja productivdad en Suajes Az
Con base a los criterios:
Técnicas: Máquinas obsoletas que se pueden desechar o buscar la manera de que
estas tengan un mantenimiento lo que conllevaría más duración de estas, las
máquinas no cuentan con señales donde adviertan al trabajador que son
peligrosas de manejar, falta de capacitación al personal al igual que seguirlo
capacitando aunque tenga años de experiencia y por último creemos que las
herramientas de medición son las inadecuadas.
Sociales: Algunos trabajadores son nuevos y los que ya tienen experiencia
pierden tiempo en enseñarle a los nuevos, falta de espacio en el lugar de trabajo,
cargas de trabajo excesivas, algunos trabajadores no creen necesarias las medidas
de seguridad y por tanto no las respetan.
Económico: Existe desperdicio de material al por mayor, esto es debido a los
errores humanos pero también a la mala organización que se tiene en el almacén
23
y en el área de compras que compra producto de más sin saber si lograrán
transformarlo.
Legales: Al parecer no tienen ningún problema legal en cuanto al uso de suelo o
registro de la empresa, pero puede haber un problema legal si algún operario se
fractura o tiene una lesión de por vida, pues al parecer no tienen seguro (no nos
quisieron decir, pero suponemos eso dadas las condiciones laborales).
Éticos: El tener al operario trabajando durante lapsos prolongados de 10 a 9 horas
como marca su jornada laboral hace que al final de la jornada sean ineficientes,
además de laboral fines de semana cuando es necesario. Por ello pensamos que
sobreexplotan al trabajador y no le dan una paga justa por su trabajo dentro de la
organización.
24
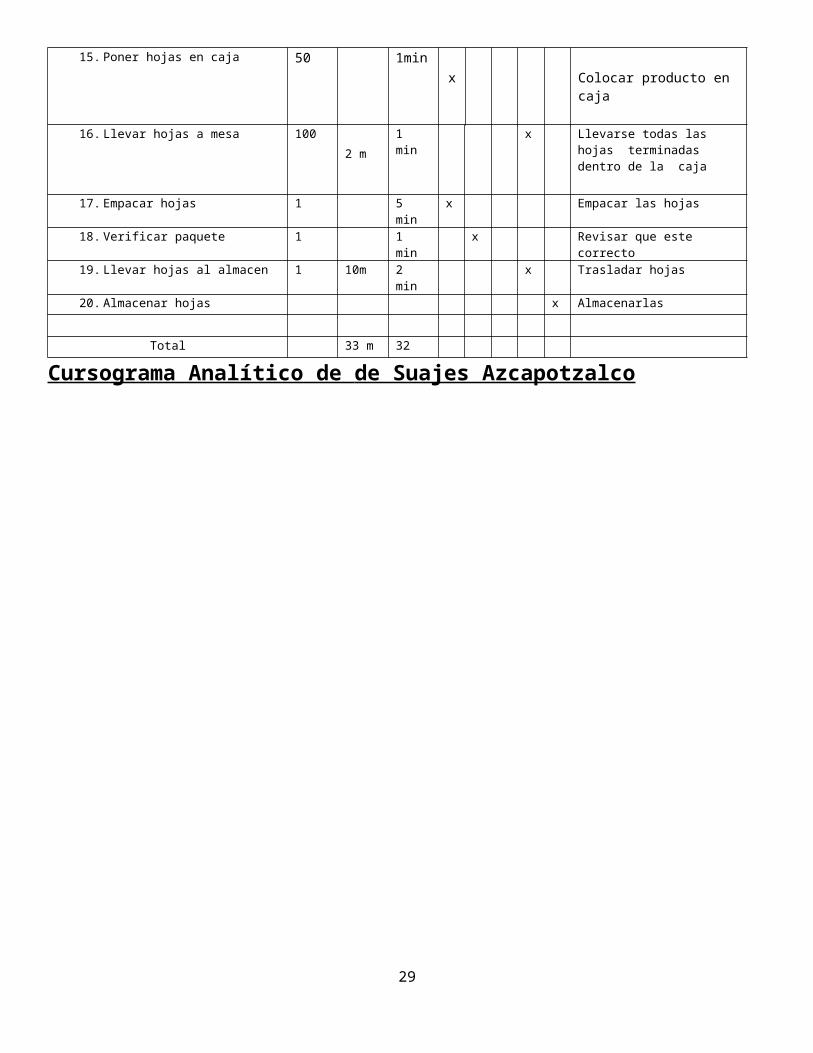
CURSOGRAMA ANALÍTICO Operario / Material / Equipo
Diagrama no. 1 Hoja: 1 de 1 ResumenProducto: figura de flor en hoja Actividad Actual Propues
toEconom
ía
OperaciónInspecciónEsperaTransporte Almacenamiento
101081
81061
Actividad: producir figura de flor en hoja
Método: actual / propuesto Distancia (más.)Lugar: suajes azcapotzalco Tiempo (hrs.-
hom.)Operario (s): Juan Pérez Ficha no. 1 Costo
Mano de obraMaterialCompuesto por: Cruz Daniel
Aprobado por: Fecha:19/febrero/2015Fecha:
TOTAL
DESCRIPCIÓN Cantidad
Distancia
Tiempo Actividad OBSERVACIONES
1. Ir a almacén 10m 2min x Trasladarse a almacén2. Recoger material 100 1m 3min x Buscar hojas y suaje3. Regresar a área de corte 10m 2min x4. Encender prensa 1 3min x Encender la prensa5. Poner hojas en prensa 50 1min x Colocar hojas debajo de
la placa6. Montar suaje en hojas 1 1min x Poner sobre las hojas
suajes7. Accionar prensa 1 1min x Accionar interruptor 8. Retirar hojas 50 2min x Sacar las hojas ya con
el diseño de la flor estampado
9. Poner hojas en caja 50 1min x Colocar producto en caja
10. Agarrar hojas 50 1 min
x Agarrar mas hojas para colocar en prensa
11. Poner hojas en prensa 50 1min x Poner hojas debajo de placa
12. Poner suaje en hojas 1 1min x Montar suaje sobre hojas
13. Accionar prensa 1 1min x Accionar interruptor14. Retirar hojas
502min x Sacar las hojas ya con
el diseño de la flor estampado
15. Poner hojas en caja 50 1minx Colocar producto en
caja
16. Llevar hojas a mesa
1002 m
1 min x Llevarse todas las hojas terminadas dentro de la caja
17. Empacar hojas 1 5 min x Empacar las hojas 18. Verificar paquete 1 1 min x Revisar que este correcto19. Llevar hojas al almacen 1 10m 2 min x Trasladar hojas20. Almacenar hojas x Almacenarlas
25

Total 33 m 32
Cursograma Analítico de de Suajes Azcapotzalco
26
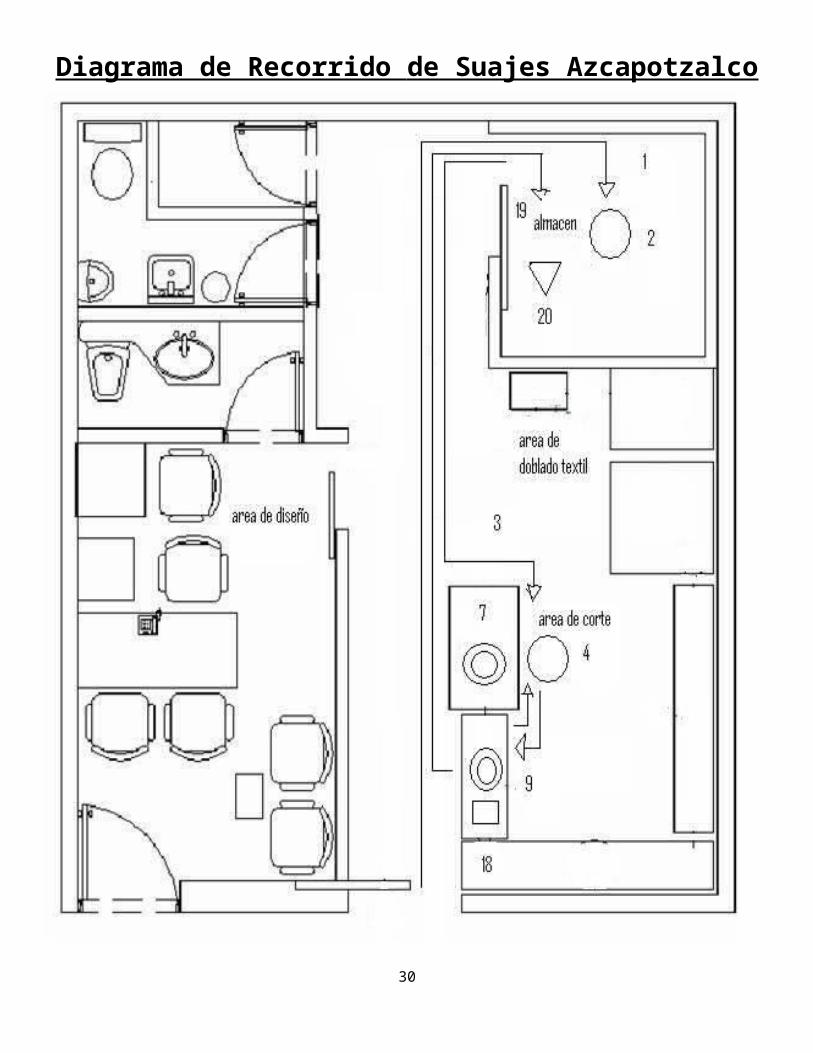
Diagrama de Recorrido de Suajes Azcapotzalco
27

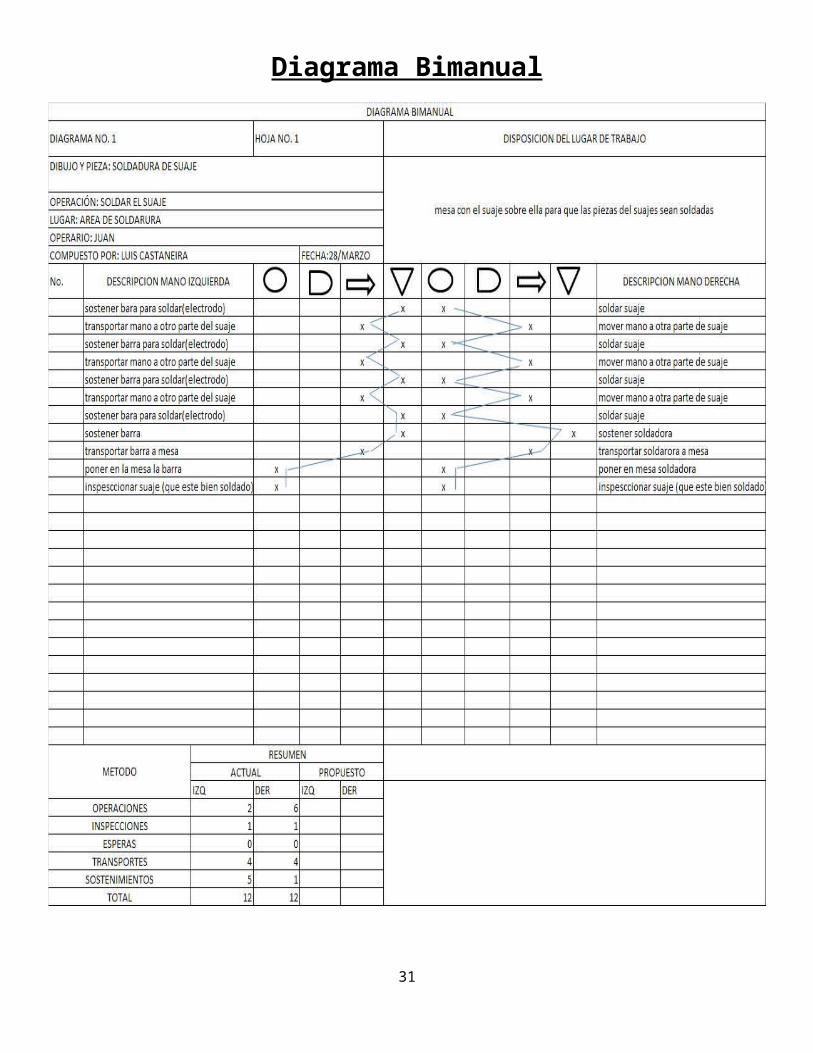
Diagrama Bimanual
28
Análisis de la operación
Se revisara la producción de la empresa para ver qué factores afectan la productividad
con el fin de buscar una mejora para que la empresa sea más rentable, el método que se
tiene actualmente puede mejorar.
Finalidad de la operación
Mejorar las condiciones de trabajo así como contar con las medidas de seguridad
necesarias para poder llevar a cabo el proceso del armado de los suajes y elaboración
del producto con esto se reducirá el tiempo de producción de éste, reduciendo los
costos y tiempos de elaboración.
Diseño de la pieza
No se pueden simplificar la elaboración de los suajes ya que no siempre son los mismos
modelos y van de acuerdo con las especificaciones del cliente pero diferentes áreas en
la empresa se pueden simplificar como las áreas de torno y soldadura se pueden unir ya
que los trabajadores están especializados en las dos áreas y pueden realizar fácilmente
el trabajo, de esta manera se reduciría el número de operaciones y distancias por parte
del trabajador es importante que utilicen acero para cortar los suajes ya que otro
material no es tan resistente.
Tolerancias y especificaciones
La calidad de los suajes está controlada ya que siempre se usa el mismo material y se
cumplen con las especificaciones que el cliente pida , esto se realiza verificando la pieza
cumpla con las dimensiones especificadas y enviando una muestra al cliente para su
aprobación y posterior mente comenzar con la producción, pero se puede mejorar ya
que en la elaboración como es todo hecho a mano tiende a encontrarse errores que
pueden ser por un mal diseño o falla del operador lo que se busca es dar capacitación a
los empleados ya que se ha detectado que algunos son nuevos.
Materiales
29
Al momento de realizar los suajes se tomaron encuentra diversos materiales pero al final
se escogió el acero, este se estandarizo y todos los suajes usan el mismo material, pero
al momento de la elaboración de los suajes se encuentra que existe mucho desperdicio
no solo del acero sino también de los materiales ocupados en el momento de la
elaboración como al hacer cajas de cartón solo se usa una parte de este y lo demás se
tira, o al hacer trabajos sobre hojas de papel se ve mucho desperdicio. Se podría buscar
una forma para modificar los diseños de los suajes para que exista menos desperdicio y
lo demás reciclarlo.
Procesos de manufactura
El proceso que se lleva a cabo es artesanal, no se podría implementar un sistema
automatizado ya que la producción no es en serie, si no que la producción es de acuerdo
con las necesidades y especificaciones que el cliente necesita. Todos los suajes son
hechos a mano los operadores ya tienen mecanizado las operaciones que tienen que
realizar para su armado, las instalaciones son las adecuadas para el trabajo aunque se
encuentran mal distribuidas y con un importante desorden que afecta al momento de
producir el suajes y los diversos productos que se realizan con ellos, el tiempo empleado
para la elaboración depende de la complejidad de los suajes.
Preparación y herramental
Las herramientas con las que cuentan los trabajadores son viejas y en ocasiones hay que
repararlas, esto altera el tiempo de armado del producto, los empleados al llegar a la
empresa pierden tiempo al esperar las instrucciones sobre que van a producir, se puede
mejorar la planeación y controlar mejor la producción.
Manejo de materiales
Al producir no tienen problemas con los materiales empleados en la elaboración, el
problema viene con el espacio y la distribución se cuenta con un desorden en las áreas
de trabajo en ocasiones no tienen lugar donde poner los materiales, se debe usar los
materiales con más cuidado y tener un buen inventario.
30
Distribución de planta
Como ya se ha mencionado no hay suficiente espacio entre cada área de trabajo, y se
cuenta con un desorden en las áreas de trabajo y esto provoca retrasos, hay dos plantas
y los trabajadores tienen que andar subiendo y bajando ya que no tienen un puesto fijo y
pierden mucho tiempo en trasladarse de cada área, los trabajadores están
acostumbrados a estas condiciones pero se podrían mejorar teniendo como resultado
una mejor productividad, se podría tener un mejor control sobre los inventarios. Se tiene
una distribución en línea, se pueden implementar graficas para ver el recorrido del
personal para ver como se podría mejorar la distribución de las áreas.
Condiciones de trabajo
Las condiciones con las que se cuentan en mayoría son buenas, se cuenta con una
buena iluminación, la maquinaria no hace mucho ruido, los trabajadores cuentan con
todo el material de seguridad necesarios para trabajar, el problema es el desorden que
hay en las áreas.
Propuestas de mejora
Se analizaron los diversos factores que afectan la productividad y en base a ello se
propone:
1. Capacitación al personal.
2. Actualización de maquinaria.
3. Asociarse con grandes empresas.
4. Contar con un nuevo inventario.
5. Hacer una mejora para la distribución de la planta.
6. Hacer limpieza en cada área para ampliar el espacio.
31
7. Hacer un segundo piso.
8. Que los trabajadores se concentren más al realizar el trabajo.
9. Contratar personal temporal para cuando la carga de trabajo sea demasiada.
10. Contar con un supervisor de todas las zonas.
11. Colocar carteles de seguridad y límites en las máquinas.
12. Implementar un control de tiempos (en cuanto tiempo se lleva cada acción).
13. Todo gran poder conlleva una gran responsabilidad.
14. Que se recicle la mayor parte del material desperdiciado.
15. Realizar limpieza por lo menos dos veces a la semana.
16. Capacitar al técnico en diseño.
Principios del diseño del trabajo
En la empresa sus áreas de trabajo no están del todo bien elaboradas pero en general
las condiciones de comodidad que tienen los operarios son aceptables no muestran
fatiga solo existe un turno y es de 9 a 6.
En el área de soldadura las alturas de las mesas es adecuado a las de los trabajadores
mantienen una postura donde sus brazos pueden realizar las operaciones de manera
adecuada, los inconvenientes son que las herramientas que el operario ocupa se
encuentran mal distribuidas por lo que tiene recorridos que no son necesarios, un
ejemplo es cuando tienen que ocupar el esmeril este se encuentra en otra mesa y se
trasladan de un lugar a otro esto genera pérdida de tiempo y fatiga al trabajador , las
demás herramientas se encuentran dentro del área de alcance de las manos pero no
tiene una posición fija, por lo que en ocasiones pierden tiempo al buscar.
32

En el área de maquila las prensas que utilizan para producir los productos de igual
forma se encuentran a la altura recomendada, pero todo el día se encuentran de pie
realizando la misma actividad, recorriendo una distancia para colocar el producto
terminado en un lugar que estorba cuando se acumula.
Una propuesta de mejora, enfocada en reducir cansancio del trabajador y disminuir
tiempos es que las herramientas tengan
un lugar fijo dentro de su alcance para
que no se estén trasladando de un lugar
a otro, tener una mejor organización al
colocar producto ya que este llega a
estorbar, colocarles un banco para que
puedan realizar actividades sentados ya
que pasan 8 horas de pie realizando la
misma actividad.
Diseño & Fabricación en Suajes
Azcapotzalco
33

Dada a la investigación teórica que realizamos, nos topamos con un enfoque el cual se
adapta en gran medida a lo que busca la empresa que estuvimos visitando a lo largo del
semestre. El enfoque al que nos referimos es el DFMA que concibe la integración de
puntos importantes como la ingeniería del diseño en la cual en esta empresa es de vital
importancia dado que los Suajes se
hacen por pedido; según el gusto y las
especificaciones del cliente.
En este sentido el producto que ofrece
Suajes es diverso esto hace que la
homogeneidad de piezas sea difícil
pues no todos los clientes tienen las
mismas especificaciones, por lo
consiguiente los costos de fabricación
se disparan dado que no se ocupa el
material en su totalidad.
Como pudimos observar algunos
trabajadores dejan maquinas encendidas sin que estas realicen trabajo alguno, esto a la
larga causa costos innecesarios que se reflejan en la ganancia de la organización. En
temas posteriores revisaremos el modo de fabricación, el montaje y la calidad con la que
se rigen los productos terminados.
En cuanto al recurso humano con el que cuenta la empresa es de esperarse que no
cuenten con las calificaciones pertinentes para realizar este trabajo, con calificaciones
me refiero a estudios previos en soldaduras o algún grado técnico en para la
manipulación de maquina pesada que cuenta la empresa.
Hemos analizado el recurso humano pero también es de vital importancia los materiales
y la tecnología con la que se cuenta, en la empresa se cuenta con maquinaria vieja, en
nuestro punto de vista no requieren maquinaria moderna pues el producto que sacan al
mercado es de buena calidad, lo que requieren en si es que les den el correcto
mantenimiento pues de 4 prensas que posee la empresa solo una estaba en
funcionamiento. El darle un buen mantenimiento a las estaciones de trabajo a la larga
nos dará un resultado positivo en la productividad y eficiencia.
34
DFMA
En la actualidad encontramos que las empresas trasnacionales son más rentables
haciendo el uso de técnicas y herramientas propias del DFMA para, Suajes Azcapotzalco
no es una trasnacional pero en gran medida podemos aplicar las mejorías aplicadas en
otras empresas en la “nuestra”.
Simplificar los productos y mejorar la calidad
Como hemos analizado la variedad de productos que realizan en esta empresa es
infinita, por ello existen costos innecesarios. Nuestra propuesta fue que la variedad
de productos se disminuyera así como ofrecerle al cliente un solo diseño, pues era
similar a los que ellos pedían solo que con algunas diferencias de medidas.
Mejorar la comunicación entre los departamentos de diseño, fabricación, compras
y gestión.
Al estar dentro de la empresa pudimos constatar de la mala comunicación que
existe en entre las áreas ya mencionadas, pues la oficina de compras y gestión no
se vinculaba mucho con los trabajadores a tal grado que ordenaban de forma
inadecuada el material. Esto suceso paso cuando el ingeniero de producción
encargo cierta cantidad de madera y el área de compras compro menos de lo
requerido por el ingeniero, esto causo un retraso en la producción de ese día. Mi
equipo sugirió hacer una revisión semanal
Recortar los costes de fabricación y montaje
Al analizar el diagrama de tiempos y movimientos pudimos detectar cuales son los
movimientos innecesarios que en el proceso de compresión el trabajador toma
mucho tiempo de espera al iniciar la maquina. Estos tiempos muertos se traducen
en dinero que pierde la empresa y la baja productividad que llega a tener la
organización.
35

Mecanización y Automatización
Mecanización
En la empresa en el área de maquila y
corte se utilizan maquinas especializadas
para la producción estás son prensas que
facilitan el trabajo del hombre ya que este
no realiza esfuerzo, si bien las maquinas
ya son algo viejas todavía cumplen con su
función.
Toda la empresa cuenta con herramientas
que les ayudan con su trabajo y que estos
no realicen actividades que los desgasten,
en el aspecto de mecanización no se
encuentra un gran problema ya que
cuentan con las herramientas y maquinaria necesaria para su labor, el problema es el
desorden en la empresa, aunque los trabajadores parecen acostumbrados podrían
realizar el trabajo si las herramientas y el lugar de la maquinaria estuviera distribuido de
una mejor forma.
Enfocando correctamente la mecanización en la empresa, utilizando las herramientas
correctamente se puede incrementar la productividad de la empresa mejorando los
procesos y de esa forma ser más competitivos.
36

Automatización
La automatización es el uso de sistemas o elementos computarizados y
electromecánicos para controlar maquinarias y/o procesos industriales sustituyendo a
operadores humanos, en la empresa no se cuentan con sistemas automatizados todo el
trabajo lo hace el hombre, debido al poco espacio no se puede aplicar una
automatización de una buena forma.
Aunque sería una buena propuesta automatizar la empresa se reducirían los costos de
fabricación, existiría una mayor cantidad de productos terminados y una reducción de
trabajo así como menos intervención de los trabajadores.
Llevar a cabo una automatización en la empresa reduciría costos, pero para
implementarla se requiere un gran capital, ya que las áreas se tendrían que rediseñar y
por el poco espacio no es posible además de que traería unas desventajas como
mantenimiento de las maquinas así como una reducción del personal. La automatización
es una una buena propuesta para la empresa ya que en ocasiones no cumplen con los
pedidos pero implementarla lleva grandes costos y tiempo.
Enfoque de servicioLa empresa tiene constante interacción con sus clientes y proveedores, los clientes son
la parte fundamental de la empresa son los que requieren los servicios en este caso los
suajes, debe existir una buena relación para determinar los tiempos de entrega, los
costos, los pagos, las especificaciones del producto, la empresa conoce sus capacidades
y en base en eso se hacen planes para entregar el producto y no existan inconvenientes
en este proceso.
El enfoque de servicio debe tomar en cuenta
todas las interacciones que puede ocurrir con
el cliente, el cliente recibe el servicio según su
necesidad y especificaciones las cuales son
tomadas en cuenta por el personal que lo
37

atiende y llevado a las demás áreas para su producción. La empresa considera un alto
nivel de participación del personal, la empresa compite en el mercado con otras
empresas para que esta tenga éxito se debe de dar un buen servicio que el cliente
tenga una buena percepción de la empresa y a su vez la empresa debe buscar mejoras
continuas para bajar sus costos y mejorar servicio de esa forma ganan todos.
La empresa cuenta con un are dedicada a los servicios donde trata al cliente y se
manejan las operaciones que se deben de realizar, un problema que se puede presentar
es ya en la producción, se pueden retrasar las entregas, una propuesta de mejora es
aplicar técnicas para que estos retrasos no ocurran, de esa forma se tiene una buena
interacción y se logra un mejor enfoque de servicio.
Asignación de cargas de trabajo a
hombres y maquinas aplicado a
Suajes
Azcapotzalco
38

En esta empresa de Suajes el horario es de 9 de la mañana a 6 de la tarde con una hora
de comida, pudimos notar que la mayoría de los trabajadores llegaban tarde esto hace
que se retrase la jornada laboral lo cual recae directamente en perdida de dinero.
Al estar algunos días en la empresa pudimos notar movimientos que son en cierta
medida peligrosos para el trabajador, como levantar una pieza de madera de 80 kg sin
ninguna protección para el trabajador, lo que en un futuro puede dañar la salud del
trabajador (el trabajador si cuenta con seguro social).
La fatiga
La fatiga como revisamos en la investigación es la baja de ritmos de actividad del
trabajador en el cual se denota cansancio, inseguridad y una disminución en la
efectividad. La tarea del ingeniero industrial es disminuir esta fatiga causada en su
mayoría por la excesiva carga de trabajo por parte del operario.
Retomando la empresa donde desarrollamos nuestro lo visto en clase, ideamos en una
forma de repartir el trabajo dado por la experiencia que tenía el operario en cierta
maquina y tener algunos descansos de 10 min por hora para que el trabajador no se
sienta mecanizado sino trabaje en un ambiente organizacional adecuado.
Uno de los operarios nos comentaba que muchos trabajadores faltan a su jornada laboral
por golpes o fracturas que sufren durante la jornada laboral incluso uno de ellos nos
comento que un operario se fracturo un dedo a propósito para faltar y cobrar la prima
por accidente laboral. Este tipo de incidentes buscamos erradicar con la implementación
de medidas de seguridad y protección para el trabajador obligatoria con esto los
accidentes disminuirían.
Para nuestra sorpresa al ingeniero le agrado la idea acerca de proteger al operario con
equipo especial lo cual incluía guantes, casco, mascarilla para soldar, botas de casquillo
y una bata para protegerlo de cualquier material con el que se pudiera lesionar.
Posturas del Trabajo
Durante el proceso de suaje el operario permanece de pie durante toda la jornada
laboral, hablamos con algunos de los operarios en la planta con más experiencia en el
39
ramo nos comentaron que ya tenían algunas complicaciones en las piernas y no
aguantaban la jornada extenuante.
Al desarrollar el proceso del suaje el operario debe estar atento a la presa en este caso
de rodillo teniendo siempre los ojos en las manos, sino podría tener algún tipo de
accidente pero como su vista está fijada en el suaje no contempla lo que está pisando
que en muchas ocasiones es material que ya no se utiliza por la mala planeación e
higiene del lugar.
Evaluación: económica, técnica, social, ecológica, legal y ética.
La empresa lleva a cabo varios procesos y para llevar un buen control de ellas se tienen
que estar evaluando constante mente con el fin de localizar los errores y corregirlos, la
evaluación se lleva a cabo con varios criterios que deben ser presentados a la dirección
de la empresa para sí es el caso su aprobación.
En la evaluación económica se debe de tomar en cuenta cuánto va costar producir algo,
cambiar maquinaria o contratar personal y en base en eso ver cuáles serán los
beneficios obtenidos en la empresa, al hacer la evaluación se ve reflejado si es lo que la
empresa requiere o no.
Al realizar la evaluación técnica de la empresa se revisan las instalaciones y se llega a
una conclusión, en este caso podemos observar que las maquinas ya están viejas pero
cumplen su función sin problema pero no solo se revisa la maquinaria si no toda la
instalación y nos damos cuenta que presenta un deterioro algunas partes están
abandonadas y con un desorden importante que puede causar problemas a los
trabajadores una propuesta de mejora es que se de mantenimiento general y una
ampliación de la empresa.
40

En lo que se refiere a la
evaluación social, se toma en
cuenta si las condiciones que la
empresa genera están teniendo
una repercusión en la sociedad,
esto podría decirse si está
generando empleos, estas
decisiones son consideras por los
directivos.
La evaluación ecológica que la
empresa realiza es buena ya que
no genera gran desperdicio y lo
que va quedando se busca reciclar para generar un bajo impacto ambiental, dentro de
esta evaluación nos percatamos que en el momento de cortar cartón con los suajes para
elaborar las cajas de cartón queda una parte que se desperdicia esta es recolectada y
reciclada, evitando daños al ambiente, además de que los componentes utilizados no
son tóxicos o afectan de una manera muy severa, los metales que sobran en la
elaboración de los suajes se buscan reciclar ahí mismo elaborando otras suajes.
En concreto en la evaluación ecológica si se toman en cuenta las regulaciones y se
busca reciclar lo más posible, el gran desorden y poco espacio de la empresa en
ocasiones no permite la optima aplicación de las normas y una propuesta de mejora
seria poner un mejor orden y una mejor distribución para maximizar los beneficios.
En la evaluación ética y legal, se busca cumplir con los requerimientos legales, las
normas, las especificaciones que son necesarios para la operación de la empresa,
respecto a la ética se pretende en cumplir con lo moral, no hacer cosas ilegales, como
tirar desperdicios tratar mal al personal, esto se cumple de buena forma y así debe ser si
no se quiere problemas.
Las evaluaciones que realizamos nos muestran aspectos de la empresa que en general
se cumplen de una buena forma, aunque cuenta con problemas que pueden mejorar,
para una mejor productividad y mejoramiento del entorno laborar.
41

Presentación e Implantación del
Método Propuesto
Al llegar a la parte del método propuesto nos enfocamos principalmente en la seguridad
del trabajador y en su bienestar a lo largo de su jornada laboral para ello sugerimos
algunas condiciones de generales de trabajo como los son el uso de guantes al momento
de el proceso suaje a su vez el operario contarán con batas industriales para su
protección.
Este simple cambio dentro de la empresa significa un poco de incomodidad de parte del
trabajador para realizar sus labores normales, esta incomodidad se puede ver reflejada
con mayor fuerza si el trabajador tiene más experiencia en el ramo, pero al platicar con
ellos acerca de los riesgos que conlleva hacer este trabajo sin medidas de seguridad
toman en cuenta nuestros puntos y el proceso de suajes se lleva a cabo con guantes y
batas industriales.
El brindarles el equipo de trabajo a los operarios tardo aproximadamente 2 semanas en
lo que el ingeniero encargado de la planta conseguía las herramientas necesarias, la
entrega no fue inmediata ni a la par a todos los trabajadores lo que dificulto que estos
empezarán a tomar en serio las nuevas medidas de seguridad dentro de la empresa.
De la misma manera estos guantes y bata nuevos tendrán un lugar específico en donde
ser depositados para que no se mezclen o se lleguen a perder, cada par de guantes y
bata tiene el nombre del operario para que sean objetos personales con un gran valor, el
cual es la seguridad dentro de la organización.
El implantar el método fue un tanto difícil porque el personal de la empresa pues creían
que nuestras ideas no tenían ningún sentido o no eran acordes con los objetivos de la
empresa, de muchas propuestas que tuvimos con el dueño la única que le pareció
42

convincente fue la de brindar más seguridad a sus trabajadores para que estos no
incurrieran en inasistencias.
Esperamos que con el tiempo las
condiciones de higiene y seguridad
en la empresa mejoren, por parte de
la empresa nos extendieron la mano
para que volvamos a visitar e
implantar nuevas ideas en el
proceso, siento yo eso no sucederá
debido a la poca cooperación que hubo pero esto nos deja con una experiencia de cómo
convencer al dueño de la empresa que las propuestas de mejora con las que cuentas,
pueden ser significativas dentro de la organización a mediano y largo plazo.
43
















![INSTITUTO POLITÉCNICO NACIONAL · Instituto Politécnico Nacional ÍNDICE [Escribir texto] INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA](https://static.fdocuments.ec/doc/165x107/5e727d63eb19c64ebc38993a/instituto-politcnico-nacional-instituto-politcnico-nacional-ndice-escribir.jpg)

