
Informe sobre la adecuación de las instalaciones … · sobre mejores técnicas disponibles (MTD)...
70
1 Informe sobre la adecuación de las instalaciones actuales de la empresa CEMENTOS COSMOS S.A. en Toral de los Vados, para la valorización de neumáticos al final de su vida útil (NFU).
Transcript of Informe sobre la adecuación de las instalaciones … · sobre mejores técnicas disponibles (MTD)...

1
Informe sobre la adecuación de las instalaciones
actuales de la empresa CEMENTOS COSMOS S.A. en Toral de los Vados, para la valorización de neumáticos
al final de su vida útil (NFU).

2
ÍNDICE
1 Introducción.............................................................................................................. 3
2 Objetivo, motivación y alcance del informe ............................................................. 4
3 Proceso productivo ................................................................................................... 5 3.1 Preparación de materias primas y acondicionamiento de combustibles .................... 6 3.2 Producción del clinker en horno rotatorio ................................................................... 7 3.3 Molienda del clinker con otros aditivos ....................................................................... 9
4 Uso de NFU como combustible alternativo en la industria cementera. Legislación y condicionantes técnicos ................................................................................................. 10
5 Adecuación de las instalaciones actuales de la empresa para la valorización energética de NFU .......................................................................................................... 12
6 Mejores Técnicas Disponibles (MTD) implicadas en la valorización energética de NFU ................................................................................................................................ 14
7 Calidad del clinker, utilizando parcialmente NFU como combustible alternativo. 27
8 Conclusiones ........................................................................................................... 28
9 Bibliografía .............................................................................................................. 29
10 Anexos ................................................................................................................ 30

3
1 Introducción
La Comisión Europea, en su Comunicación sobre “Uso eficiente de los recursos naturales”, afirma que la utilización más eficiente de los recursos ayudará a la Unión Europea a alcanzar muchos de los objetivos ya fijados en distintas áreas para el crecimiento y el empleo, y será un elemento clave para avanzar en la lucha contra el cambio climático. Este organismo europeo destaca entre las mejores prácticas de eficiencia, el uso de residuos como combustible en las cementeras, pues reduce las emisiones de CO2, los costes energéticos y da una solución ambientalmente correcta a los residuos. Es por ello, que la recuperación de residuos en cementeras es una actividad avalada por la Unión Europea, y así se recoge en el documento de referencia sobre mejores técnicas disponibles (MTD) para la fabricación del cemento (BREF), publicado por la Comisión Europea.
Los neumáticos al final de su vida son uno de los residuos más habitualmente utilizados en la Unión Europea para su valorización energética. Debido a las características de este combustible alternativo, en las instalaciones donde ya se está utilizando no sólo no incrementan las emisiones, sino que se reducen las concentraciones en algunos de los contaminantes que se controlan ambientalmente.
La industria cementera presenta una capacidad de reciclaje material y valorización energética de neumáticos al final de su vida útil para alcanzar los siguientes objetivos que deben perseguir las políticas de gestión de residuos en el ámbito europeo:
- “Disminuir el vertido y fomentar de forma eficaz la prevención y la reutilización, el reciclado de la fracción reciclable, así como otras formas de valorización de la fracción no reciclable de los residuos.”
- “Reducir la contribución de los residuos al cambio climático fomentando la aplicación de las medidas de mayor potencial de reducción.”
Esta capacidad se sitúa actualmente en más de 426.700 t/a autorizadas en España, de las cuales se emplearon en 2016 un total de 132.287 (19 instalaciones autorizadas de las 33 operando). En la actualidad, cada vez más instalaciones se van sumando a la valorización energética de neumáticos al final de su vida útil.

4
2 Objetivo, motivación y alcance del informe El objetivo del presente informe es estudiar desde el punto de vista teórico, si las instalaciones presentan las condiciones adecuadas para la sustitución parcial del combustible actual (coque de petróleo) por una mezcla de coque y neumáticos fuera de uso (NFU). En dicho estudio se hará uso de la normativa ambiental aplicable y de la documentación e informes técnicos aportados por la propia empresa COSMOS S.A.
La motivación de la empresa Cementos COSMOS S.A. es corroborar si es factible utilizar este tipo de combustible mezcla con NFU, y si es así, solicitar la modificación de la autorización ambiental integrada para poder ejecutar dicha valorización energética en el horno de clinker de la factoría.
El alcance de este informe es evaluar la validez de las instalaciones y el proceso productivo para valorizar energéticamente los NFU como un combustible que sustituiría un porcentaje del combustible actual, coque de petróleo.
El comportamiento ambiental del futuro proceso productivo, utilizando como fuente energética una mezcla que coque y NFU, estará justificado en la medida que el resultado de este estudio concluya la adecuación de las instalaciones a las condiciones técnicas que avalan el proceso de valorización energética en los hornos de cemento, reguladas en el Real Decreto 815/2013. Adicionalmente, para completar la evaluación ambiental, sería conveniente habilitar además de los controles de emisiones en chimenea, que ya se realizan, controles de inmisiones en las áreas del entorno de la empresa que permitan comprobar la no afección al medio natural.

5
3 Proceso productivo
El proceso de fabricación de esta factoría es por vía seca, y se puede dividir en tres grandes fases:
• Preparación de materias primas y acondicionamiento de combustibles: Obtención y preparación de todas las materias primas utilizadas en el proceso, caliza, margas, correctores férricos y silíceos y pizarras, para producir una mezcla llamada crudo. Acondicionamiento del combustible principal y alternativos.
• Producción del clinker en horno rotatorio: Obtención del clinker mediante cocción del crudo en horno rotatorio a temperaturas de los gases de hasta 2000ºC en la zona de la llama, y de hasta 1450ºC en el resto del horno.
• Molienda del clinker con otros aditivos: Estos componentes pueden ser escoria, cenizas volantes, puzolana y la mezcla de estos con el clinker, junto con las condiciones de cocción de éste dan lugar a los diferentes tipos de cementos.
A continuación, se muestra un diagrama de flujo que recoge cada una de estas fases además de la de expedición de productos terminados.
Figura 1. Diagrama de flujo del proceso de fabricación de cemento en la fábrica de Cosmos en Toral de los Vados.
MOLINO DE CRUDO
SILO DE CLINKER
NAVE DE MATERIALES
CALIZA MARGAS/PIZARRAS
CORRECTOR FÉRRICO
CORRECTOR SILÍCEO
MATERIAS PRIMAS
SECUNDARIAS
SILOS DE HOMOGENEIZACIÓN Y ALMACENAMIENTO
INTERCAMBIADOR
HORNO
MOLINO DE CARBÓN
NAVE DE CARBÓN
COMBUSTIBLES ALTERNATIVOS
BIOMASA
DEPÓSITO DE GASÓLEO
ENFRIADOR
REGULADOR DE FRAGUADO
CENIZAS VOLANTES
CLINKER
FILLER CALIZO
MOLINO DE CEMENTO III
MOLINO DE CEMENTO V
MOLINO DE CEMENTO IV
SILOS DE CEMENTO
GRANEL
ENSACADO

6
3.1 Preparación de materias primas y acondicionamiento de combustibles
La preparación de materias primas se puede dividir en tres etapas: prehomogenización, molienda de crudo y homogenización y almacenamiento de crudo.
- Prehomogenización: Todas las materias primas procedentes de la cantera son almacenadas en la nave de prehomogenización y almacenamiento. Se trata de una nave cerrada y semicircular, atravesada longitudinalmente por una ménsula de hormigón por donde discurre la cinta transportadora procedente de la cantera. Dicha nave presenta una longitud de 210 m y 4.6 m de luz, presenta una capacidad para cuatro pilas de caliza de 8000 t. cada una, y dos de margas/pizarras de 5000 t. cada una.
Figura 2. Nave de prehomogenización
- Molienda del crudo: En esta etapa se muelen de forma conjunta todas las materias primas conforme a la dosificación requerida, para que en la siguiente fase en el horno se produzcan las reacciones físico-químicas esperadas, que dan lugar a las proporciones adecuadas de los componentes del clinker.
Los materiales que alimentan al molino de crudo proceden de la nave de prehomogenización, aunque previamente una machacadora de martillos reduce el tamaño de partícula de los materiales por debajo de 10mm. Este material desmenuzado entra en el molino de bolas que reduce su tamaño hasta la finura adecuada para el proceso térmico posterior. El molino posee distintas tolvas, en las que se introduce no sólo el material de la nave de prehomogenización, sino también la procedente de la nave de correctores férricos y silíceos. Cada una de estas tolvas cuenta con su correspondiente báscula dosificadora.
El ventilador del molino de crudo, situado al final de la instalación, aspira los gases de escape del horno de clinker, pasando éstos a través de la machacadora y el molino, y arrastrando el material más fino hasta un separador estático de paletas móviles. A partir de éste, los finos, que son el crudo que se alimentará al horno, son arrastrados hasta los ciclones, donde tiene lugar la separación del fluido que va finalmente al filtro híbrido, y los finos de crudo que son transportados a los silos correspondientes. El material más grueso que no presenta el tamaño de partícula adecuado se retorna de nuevo al molino de bolas para su reprocesado.
- Homogenización y almacenamiento de crudo: Todo el crudo molido se transporta mediante un elevador a los dos silos de homogenización (2400 t/silo), y de aquí a los

7
silos de almacenamiento. La alimentación al horno se realiza desde estos últimos silos de almacenamiento, consistiendo este sistema de alimentación en un depósito regulador apoyado sobre tres células de pesaje, el cual dosifica a un caudalímetro que regula la cantidad de material crudo que demanda el horno.
El combustible sólido (coque de petróleo) se almacena en una nave (6000 t.) y desde allí se traslada mediante cintas transportadoras capotadas al molino de carbón, donde se seca y muele hasta alcanzar una finura adecuada para su utilización. El molino tiene una capacidad de producción de 12 t/h y aprovecha los gases calientes procedentes de la clinkerización para el secado. A la salida del molino, el carbón se almacena hasta su uso en un depósito de 215 toneladas de capacidad, desde donde se distribuye a las básculas de los dos quemadores. Se dispone de un depósito de 40 m3 para el almacenamiento de gasóleo, combustible empleado desde 2015 en los arranques del horno de clinker.
3.2 Producción del clinker en horno rotatorio
Esta fase consta de tres partes, en la primera se produce un intercambio de calor entre el material crudo y los gases de combustión del horno. La segunda es la que ocurre cuando el material crudo llega al horno rotatorio, y una última en la que se enfría el clinker producido. Cada una de estas partes se desarrolla en un equipo diferente, así la primera se realiza en el intercambiador de calor, la segunda en el propio horno y la última en el enfriador de clinker.
Figura 3. Horno de clinker
El crudo se incorpora al intercambiador en suspensión de gases de cuatro etapas (torre de ciclones en 4 etapas) dotado de precalcinador. La primera está provista de dos ciclones en paralelo, las tres etapas restantes tienen un ciclón cada una. Un ventilador situado al final de la instalación aporta la energía necesaria para el transporte de gases y polvo. El crudo es arrastrado por los gases calientes hasta los ciclones de la primera etapa, produciéndose una separación polvo-gas. Las partículas de polvo son proyectadas hacia las paredes apartándose de la corriente de gas y cayendo por gravedad al conducto de la etapa siguiente, donde la elevada velocidad de los gases
8
arrastra el polvo en suspensión hasta el ciclón de la segunda etapa, donde comienza nuevamente la separación polvo-gas. Con este sistema se consigue el intercambio de calor entre los gases de escape del horno que se enfrían y el calentamiento del crudo. En el conducto de salida de los gases del horno rotatorio, a la entrada de gases del cuarto ciclón, existe una combustión secundaria, donde se incorpora el 30% del combustible total del horno, para que, en dicho punto, el crudo que está entrando al horno alcance una temperatura de al menos 850ºC, temperatura necesaria para que tenga lugar la descarbonatación de la caliza. Para alcanzar esta temperatura en el crudo, la temperatura de combustión y de los gases será necesariamente superior a 850ºC. El horno es de tipo rotatorio, formado por un cilindro de acero de 71 m, forrado interiormente con material refractario, con una inclinación del eje en entorno al 3,5%. El crudo, a medida que avanza en el horno hacia la zona de mayor temperatura, va completando su descarbonatación, formándose parcialmente una fase líquida a una temperatura de 1.400 -1.500ºC, donde el óxido de calcio reacciona con la sílice, la alúmina y el hierro para formar silicatos, aluminatos y ferritos de calcio que están presenten en los minerales clinkerizados, y finalmente originándose los nódulos de clinker.
Los gases procedentes del horno son extraídos del sistema mediante un ventilador exhaustor. El contenido calorífico en estos gases se recupera mediante su empleo posterior en el secado de materias primas y de combustibles. El exceso es acondicionado en una torre de refrigeración con capacidad para tratar 460000 m3/h a
380ºC, donde se inyecta agua mediante toberas y bombas de alta presión, obteniéndose una temperatura de salida de gases de 130º C. Los gases procedentes de la torre de refrigeración junto con los del molino de crudo son depurados en un filtro híbrido y una vez depurados son finalmente expulsados por chimenea a la atmósfera.
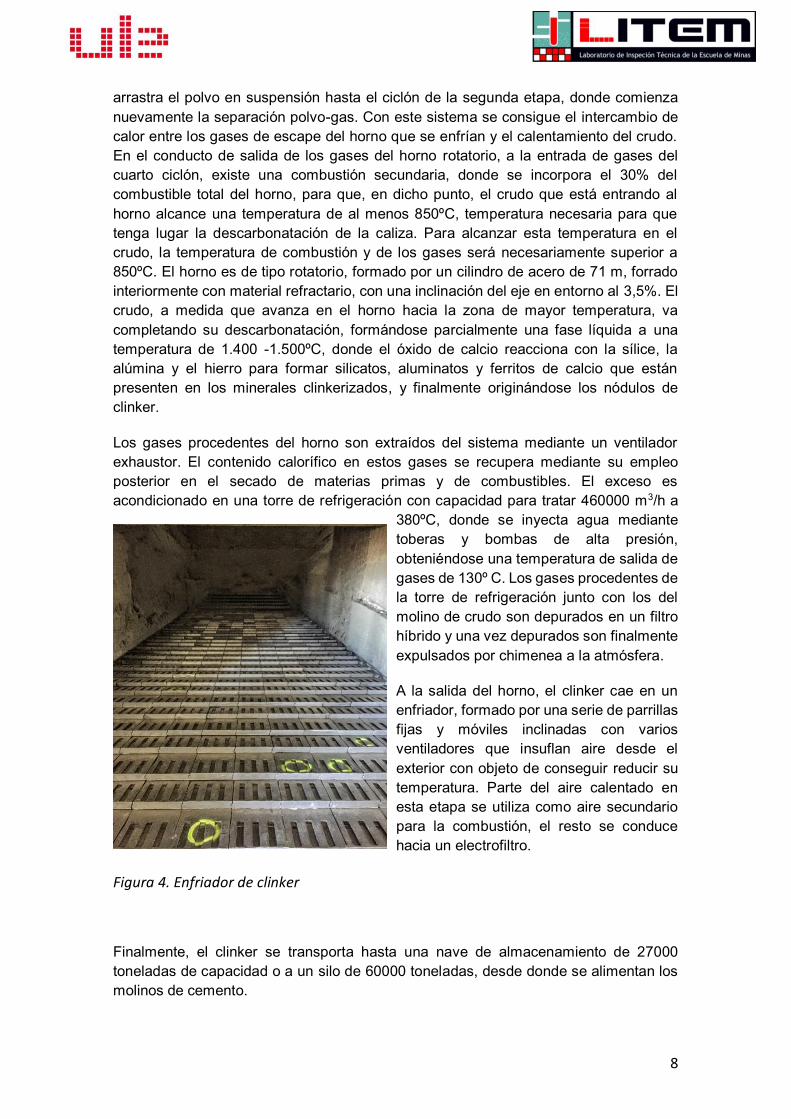
A la salida del horno, el clinker cae en un enfriador, formado por una serie de parrillas fijas y móviles inclinadas con varios ventiladores que insuflan aire desde el exterior con objeto de conseguir reducir su temperatura. Parte del aire calentado en esta etapa se utiliza como aire secundario para la combustión, el resto se conduce hacia un electrofiltro.
Figura 4. Enfriador de clinker
Finalmente, el clinker se transporta hasta una nave de almacenamiento de 27000 toneladas de capacidad o a un silo de 60000 toneladas, desde donde se alimentan los molinos de cemento.

9
3.3 Molienda del clinker con otras adiciones
La molienda del clinker que se obtiene en la fase anterior junto con diferentes adiciones es lo que da lugar a los diferentes tipos de cemento. Estas adiciones pueden ser filler calizo, cenizas volantes, escorias de alto horno, puzolanas, etc. En la fábrica de Toral, la molienda se lleva a cabo en la actualidad empleando como regulador de fraguado yeso (artificial y/o natural), y como adiciones filler calizo y cenizas volantes.
Existen tres instalaciones de molienda con molinos de bolas de doble cámara con separador que trabajan en circuito cerrado y disponen de básculas dosificadoras para cada uno de los componentes, que los dosifican de acuerdo con la composición del cemento que se esté fabricando en ese momento. Los molinos están dotados de filtros de mangas para la retención de las partículas de polvo en la desaireación de las instalaciones. A la salida de los molinos, los productos terminados son conducidos hasta los silos de almacenamiento.
La expedición de los diferentes tipos de cemento se realiza a granel en camión o ferrocarril y en sacos.
UNIDAD DE CRUDO - HOMOGENEIZACIÓN

10
4 Uso de NFU como combustible alternativo en la industria cementera. Legislación y condicionantes técnicos
El uso de neumáticos fuera de uso para su valorización energética en la industria cementera está regulado en Europa de manera específica desde el año 2000 mediante la Directiva 2000/76/CE de incineración de residuos, que recogía las condiciones que deben cumplir varias instalaciones industriales de tratamiento térmico de residuos, entre ellas los hornos de cemento, en cuanto a controles de funcionamiento y emisiones, comunes para toda Europa. Esta Directiva ha sido incorporada en la Directiva de Emisiones Industriales 2010/75/UE (Prevención y Control Integrados de la contaminación), y sus requisitos se basan en el objetivo de alcanzar “un grado elevado de protección del medio ambiente y la salud de las personas”, mediante el “establecimiento y mantenimiento de condiciones operativas y de requisitos técnicos rigurosos, así como de valores límites de emisión para las instalaciones de incineración o coincineración de residuos”. Por otro lado, se tiene que aclarar que los NFU o “neumáticos al final de su vida útil” están catalogados como residuos no peligrosos según la Decisión de la Comisión, de 18 de diciembre de 2014 , por la que se modifica la Decisión 2000/532/CE, sobre la lista de residuos, de conformidad con la Directiva 2008/98/CE del Parlamento Europeo y del Consejo. El uso de neumáticos al final de su vida útil para su valorización energética en los hornos de cemento viene regulado en unas disposiciones adicionales para los hornos de cemento donde se coincineran residuos, y se encuentran en un apartado específico en la Parte 2 del Anejo 2 del Reglamento de emisiones industriales, aprobado en el Real Decreto 815/2013 , de 18 de octubre, donde se referencian los valores límite de emisión de los diferentes contaminantes atmosféricos que se generan en este proceso. De especial relevancia para el estudio que nos ocupa, es lo regulado en este mismo Real Decreto 815/2013, en el artículo 31, apartados 2 y 3 se hace referencia a los condicionantes técnicos de operación que deben cumplir las instalaciones en las que se lleve a cabo la coincineración de residuos:
“2. Las instalaciones de coincineración de residuos se diseñarán, equiparán, construirán y explotarán de modo tal que la temperatura de los gases resultantes de la coincineración de residuos se eleve de manera controlada y homogénea, incluso en las condiciones más desfavorables, hasta, como mínimo 850ºC, durante, al menos, dos segundos. Si se coincineran residuos peligrosos que contengan más de un 1% de sustancias organohalogenadas, expresadas en cloro, la temperatura deberá elevarse, como mínimo hasta 1100ºC, durante al menos dos segundos.” “3. Las instalaciones de incineración y coincineración de residuos tendrán y utilizarán un sistema automático que impida la alimentación de residuos en los siguientes casos:
a) En la puesta en marcha hasta que se haya alcanzado la temperatura de 850ºC o 1100ºC, según los casos contemplados en los apartados 1.b) y 2, o la temperatura que resulte exigible de acuerdo con lo establecido en el artículo 32. b) Cuando no se mantenga la temperatura de 850ºC o 1100ºC, según los casos contemplados en los apartados 1.b) y 2, o la temperatura que resulte exigible de acuerdo con lo establecido en el artículo 32. c) Cuando las mediciones en continuo muestren que se está superando algún valor límite de emisión del artículo 39.3 debido a perturbaciones o fallos en los dispositivos de limpieza de los gases residuales.”

11
Por otro lado, en la Decisión de ejecución de la comisión de 26 de marzo de 2013 por la que se establecen las conclusiones sobre las mejores técnicas disponibles (MTD) para la fabricación de cemento, cal y óxido de magnesio conforme a la directiva 2010/75/UE del Parlamento Europeo y del Consejo, sobre las emisiones industriales, recoge en varias MTD´s relacionadas con las emisiones de PCDD/F lo siguiente en relación a las condiciones técnicas de la instalación:
“12. Al objeto de lograr un tratamiento adecuado de los residuos utilizados en el horno como combustible o materia prima, la MTD consiste en aplicar las técnicas siguientes:
a) Introducir los residuos en el horno a través de los puntos de alimentación adecuados en lo relativo a la temperatura y tiempo de permanencia, en función del diseño y funcionamiento del horno. c) Aplicar el proceso apropiado para que la temperatura del gas resultante de la coincineración de los residuos se eleve de forma controlada y homogénea, incluso en las condiciones más desfavorables, hasta los 850ºC durante un periodo de dos segundos. e) Alimentar los residuos de forma continuada y uniforme f) Retrasar o detener la coincineración de residuos en operaciones como la puesta en marcha o las paradas cuando no se pueden alcanzar las temperaturas y los tiempos de permanencia adecuados con arreglo a los puntos a y d.
“27. Al objeto de evitar o mantener un nivel bajo las emisiones de PCDD/F de los gases producidos durante los procesos de combustión del horno, la MTD consiste en aplicar alguna de las técnicas siguientes, o una combinación de ellas:
e) Técnica: Enfriar rápidamente los gases de combustión del horno a una temperatura inferior a los 200ºC y reducir al mínimo el tiempo de permanencia de los gases de combustión y del contenido de oxígeno en aquellas zonas en las que el rango de temperatura se sitúe entre 200 y 450ºC. Aplicabilidad: Aplicable a los hornos largos de vía húmeda y seca sin precalentador. Esta característica es inherente al horno moderno con precalentador y precalcinador. f) Técnica: Detener la coincineración de residuos en las operaciones de puesta en marcha y apagado.
Para el caso que nos ocupa, estos residuos serían neumáticos al final de su vida útil (NFU), y por tanto la industria cementera que los utilice como combustible alternativo en el horno de clinker tendrá que cumplir tanto los límites de emisión recogidos en la norma referenciada antes para coincineración de residuos, como los condicionantes técnicos que se han de aplicar en la instalación donde se realice esta valorización energética.

12
5 Adecuación de las instalaciones actuales de la empresa para la valorización energética de NFU
Una vez conocidos los condicionantes técnicos que deben cumplir este tipo de instalaciones para llevar a cabo la valorización de NFU, se va a comprobar si las instalaciones de la empresa son aptas para realizar este proceso.
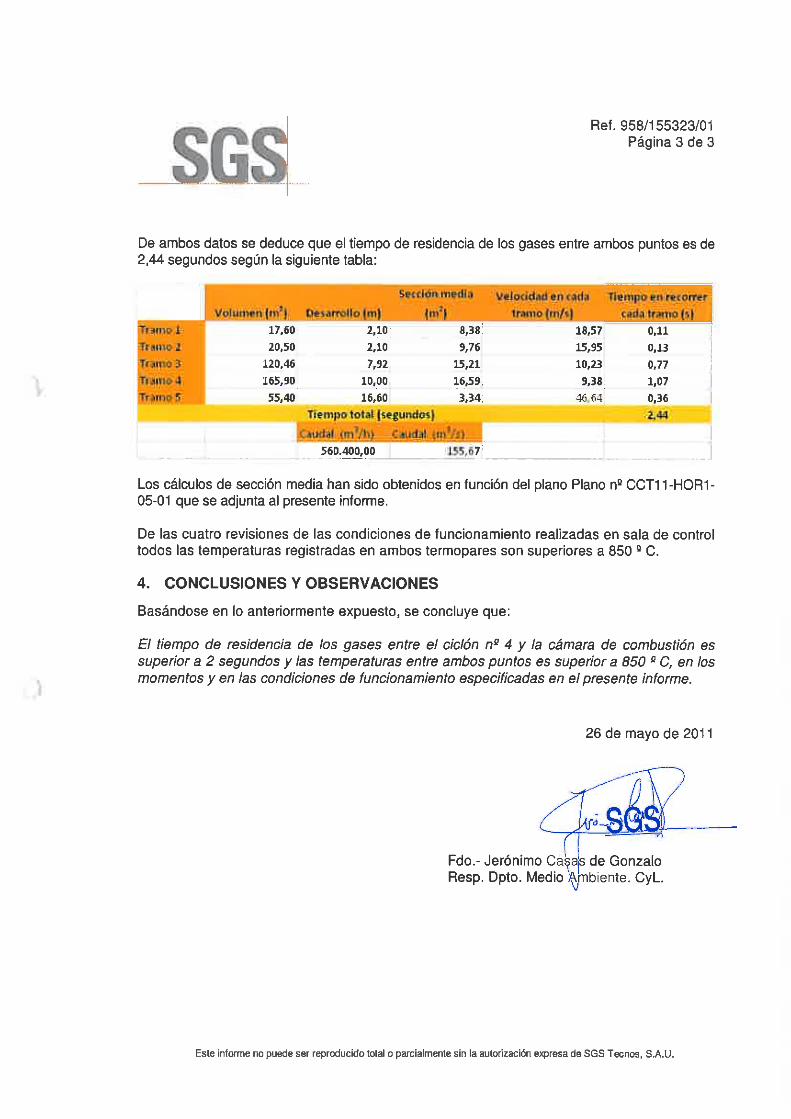
En relación a la temperatura y tiempo de residencia de los gases en el punto donde se introducirían los combustibles alternativos, NFU, los gases de salida presentan una temperatura superior a 850ºC y con un tiempo de residencia justo entre la cámara de humos y el ciclón 4, superior a 2 segundos. Estos fueron los resultados obtenidos por los ensayos de temperatura y cálculo de tiempo de residencia realizados en mayo de 2011 por la empresa SGS TECNOS S.A. (entidad de inspección acreditada por ENAC con acreditación 08/EI/093) cuyo informe completo se encuentra en el Anexo 1. Se realizó el cálculo de tiempo de residencia, conociendo volumen, velocidad de los gases y desarrollo en metros, y cuyo resultado fue de 2,44 segundos. En cuanto a los valores de temperatura registrados (se realizaron al menos 4 medidas) entre los dos termopares (entrada y salida de gases) siempre estuvo por encima de 850ºC. En el siguiente diagrama de flujo (Figura 4) se recogen con dos círculos rojos los puntos en los que se ubicaron los termopares para realizar la medida de temperatura. Como se aprecia en la foto, en ese momento, la temperatura a la salida de los gases hacia arriba fue de 892ºC.
Figura 4. Detalle de la cuarta etapa y precalcinador
Una vez en el intercambiador los gases se enfrían rápidamente por intercambio calorífico con la materia prima o crudo que entra en contracorriente. Una vez salen los gases del intercambiador son enfriados en una torre de lavado con agua, reduciendo la temperatura de los gases hasta un valor por debajo de 200ºC (Figura 5).

13
Figura 5. Detalle de la temperatura de los gases a la salida de la torre de refrigeración con agua.
En relación a las instalaciones de almacenaje y alimentación de NFU, en la actualidad la empresa está autorizada para uso de biomasa y cuenta con nave de almacenamiento para combustible alternativo (biomasa/NFU), un sistema de dosificación y cinta transportadora que permitiría la alimentación de este combustible de forma continuada y uniforme. Desde el sistema de dosificación ubicado en la nave de almacenamiento, el combustible se enviaría por cinta transportadora capotada hacia el punto de entrada que presenta un sistema de tres clapetas que se abrirían y cerrarían de forma alternativa para la entrada correcta de este combustible (Figura 6). Puesto que el gestor de NFU suministraría el combustible ya triturado no haría falta ninguna instalación para este cometido en la fábrica. El tamaño habitual de uso serían trozos de NFU de 50x50.
Figura 6. Nave de almacenamiento, transporte por cinta capotada y punto de entrada del combustible alternativo.
Nave de almacenamiento de combustible
alternativo
Cinta transportadora combustible alternativo
hacia el quemador secundario
Entrada de coque al quemador secundario
Entrada combustible alternativo

14
6 Mejores Técnicas Disponibles (MTD) implicadas en la valorización energética de NFU
En el marco de la prevención y control integrados de la contaminación (IPPC), existe un organismo designado por la Comisión Europea, EIPPCB (European IPPC Bureau), encargado de elaborar documentos que recogen las Mejores Técnicas Disponibles (MTD) en diversos sectores industriales. Estos documentos son los llamados BREF (BAT References Documents) o Documentos de Referencia sobre las Mejores Técnicas Disponibles. En este sentido, cabe señalar el Documento de Referencia sobre las Mejores Técnicas Disponibles para industrias del cemento, cal y óxido de magnesio, de mayo de 2010. De igual forma, se hace uso también de un documento referenciado en un apartado anterior: la Decisión de ejecución de la comisión de 26 de marzo de 2013 por la que se establecen las conclusiones sobre las mejores técnicas disponibles (MTD) para la fabricación de cemento, cal y óxido de magnesio conforme a la directiva 2010/75/UE del Parlamento Europeo y del Consejo, sobre las emisiones industriales. En esta Decisión se recogen las "conclusiones sobre las MTD" asociadas al documento BREF anterior, y en ella se establecen entre otros, la descripción de las MTDs, la información para evaluar su aplicabilidad, los niveles de emisión y las monitorizaciones asociadas.
Asimismo, es conveniente referenciar también al documento Guía de Mejores Técnicas Disponibles en España de Fabricación de Cemento, publicado por el Ministerio de Medio Ambiente durante el año 2004. Esta Guía toma como base de partida el BREF anterior sobre cemento y cal (marzo de 2000), teniendo en cuenta la realidad de la industria cementera española, tanto desde el punto de vista tecnológico como medioambiental.
De todas las MTD que se aplican actualmente en las instalaciones de Cementos COSMOS, se va a hacer referencia sólo a aquellas que están de alguna forma implicadas con el uso de NFU y el cumplimiento de los condicionantes para la valorización energética de este residuo en las instalaciones de la empresa. Para recopilar esta información se ha hecho uso de documentación aportada por la empresa (Anexo 2). A continuación, se enumeran las MTD y el cumplimiento por parte de la empresa:
1. Al objeto de mejorar el comportamiento medioambiental global de las plantas o instalaciones de fabricación de cemento, cal y óxido de magnesio, la MTD aplicable a la producción consiste en implementar y respetar un sistema de gestión ambiental (SGA):
La fábrica dispone de un Sistema de Gestión Ambiental (SGA) conforme a la norma UNE-EN-ISO 14001 implantado y certificado desde el año 2006, cuyo alcance es la producción de clinker y cemento gris, que avala el compromiso de la Dirección con la protección del medio ambiente y la prevención de la contaminación. La copia del certificado en vigor en la actualidad del SGA se recoge en el Anexo 3.
3. Al objeto de reducir las emisiones del horno y de aprovechar eficientemente la energía, la MTD consiste en conseguir un proceso de combustión uniforme y estable, cuyos parámetros se acerquen lo más posible a los valores de referencia establecidos para los mismos, aplicando las técnicas siguientes:

15
Técnica a Optimizar el control del proceso, incluido el control automático por ordenador
b Utilizar alimentadores gravimétricos modernos de combustibles sólidos
La empresa cuenta con un sistema de control moderno para la monitorización y control del proceso, centralizado en la sala de control, desde donde se sigue todo el proceso realizado en la fábrica: transporte de materias primas hasta la fábrica, molienda de crudo, molienda de combustible, proceso de clinkerización, molienda de cemento y transporte a los silos.
El operador de sala de control supervisa el funcionamiento del sistema, visualizando en tiempo real todas las informaciones necesarias sobre los eventos del proceso (curvas, alarmas, etc), realiza un control total de operación incluyendo cambios de parámetros de regulación y dispone de un diagnóstico completo de los procesos con visualización de imágenes y alarmas desde el puesto de mando centralizado (CEMAT PCS7), actuando en función del programa de producción establecido
Complementariamente, en 2014 se llevó a cabo la implantación de un Sistema Experto ABB de operación de las instalaciones, que hace que la operación y el control se realicen de forma automática, complementando la supervisión manual que realizaba el operador de sala, lo que ha permitido optimizar el funcionamiento de los procesos mediante un modelo de control predictivo, reduciendo la variabilidad y trabajando lo más próximo a los límites operacionales establecidos. El Sistema Experto realiza la supervisión de los elementos críticos de control, realizando la toma de la mejor decisión mediante la ejecución de pequeños cambios frecuentes, reconoce condiciones anormales y actúa para corregirlas. El Sistema Experto se programó para los procesos de la preparación de materia prima, la molienda de combustible, el horno, enfriador de clinker y la molienda de cemento. Salvo en los períodos en los que existe alguna anomalía en el proceso, el sistema experto está conectado, llegando a un grado de utilización del 90%
Por otra parte, la planta cuenta con sistemas gravimétricos modernos de alimentación de combustibles. Son sistemas dosificadores de máxima fiabilidad que funcionan realizando una alimentación homogénea y precisa de combustible sólido tanto en el quemador principal situado en la cabeza del horno, como en el precalcinador
4. Al objeto de reducir o prevenir las emisiones, la MTD consiste en llevar a cabo una selección y un control cuidadosos de todas las sustancias a introducir en el horno.
Tanto las materias primas como los combustibles que se emplean en la instalación pasan rigurosos controles de calidad en su recepción, establecidos en el Plan de Control de Calidad de fábrica, amparado documental y operacionalmente por la realización de auditorías externas, conformes a las normas UNE EN ISO 9001 y las requeridas por el marcado CE de cemento y la marca N de producto a las que está sujeta la organización. A partir de los controles de materias primas se puede regular, además de la calidad de los productos fabricados, las posibles afecciones sobre las emisiones del horno.

16
5. La MTD consiste en llevar a cabo de forma regular la monitorización y la medición de los parámetros y emisiones del proceso, y en monitorizar las emisiones con arreglo a las normas EN correspondientes o, si no se dispone de normas EN, con arreglo a las normas ISO u otras normas nacionales o internacionales que garanticen el suministro de datos de una calidad científica equivalente, entre ellos los siguientes:
El sistema de control de proceso recoge la monitorización de los parámetros de proceso que permiten asegurar la estabilidad del mismo y controlar los parámetros críticos, tales como temperaturas de gases y materiales de entrada al horno en distintas fases del proceso de clinkerización, contenido en O2 residual en los gases de salida del horno que garantizan la existencia de una atmósfera oxidante durante la combustión, presiones, caudales de gases y de materiales de entrada al proceso de clinkerización, composición del crudo de entrada al horno y flujos másicos de alimentación de combustibles al horno.
Por otra parte, la instalación dispone de Sistemas Automáticos de Medida (SAM) debidamente calibrados para la monitorización en continuo de las emisiones a la atmósfera procedentes de los procesos de combustión del horno, que monitorizan en continuo las emisiones de partículas, NOx, SO2, CO, HCl, HF, COT y la emisión de NH3 debido a la aplicación de la técnica SNCR. A su vez, en este foco se realizan medidas puntuales voluntarias de emisiones de PCDD/F y metales (Figura 7).
Junto con el foco de emisión de combustión del Horno, los focos de emisión correspondientes al enfriador de clinker y molinos de carbón y cemento, disponen

17
a su vez de Sistemas Automáticos de Medida para la monitorización de emisiones de partículas.
Vista general SAM horno (A) Sondas extractivas analizadores de gases (B) Equipo no extractivo HF (C) Equipo no extractivo partículas (ud. medida) (D) Equipo no extractivo partículas (ud. control)
(A) Sondas extractivas analizadores de gases, (B) Caudalimetro de gases
Analizador extractivo, SickMaihak MCS 100E
Analizador extractivo, ThermoFid
Analizador no extractivo, Sick RM230 Analizador no extractivo, NeoMonitor
Figura 7. Sistema automático de medida de los parámetros críticos de los gases procedentes del horno a la salida por chimenea
El resto de focos de emisión no sistemática, cuentan con sistemas de depuración de emisiones sometidos a la gestión del mantenimiento de las instalaciones, de tal
A
A B
C
D
B A
18
forma que sus emisiones son controladas periódicamente, de acuerdo a la frecuencia que haya sido establecida.
6. Al objeto de reducir el consumo de energía, la MTD consiste en utilizar hornos de proceso seco con precalcinación y precalentamiento multietapa.
En relación a las MTD encaminadas a la reducción del consumo de energía, la empresa cuenta con un proceso de fabricación de clinker por “vía seca”, con intercambiador de calor en una torre de ciclones de 4 etapas, dotado de un precalcinador donde se realiza la combustión de una parte del combustible previo a la entrada de material al horno, tal y como se expone en el punto 3.2 de este informe.
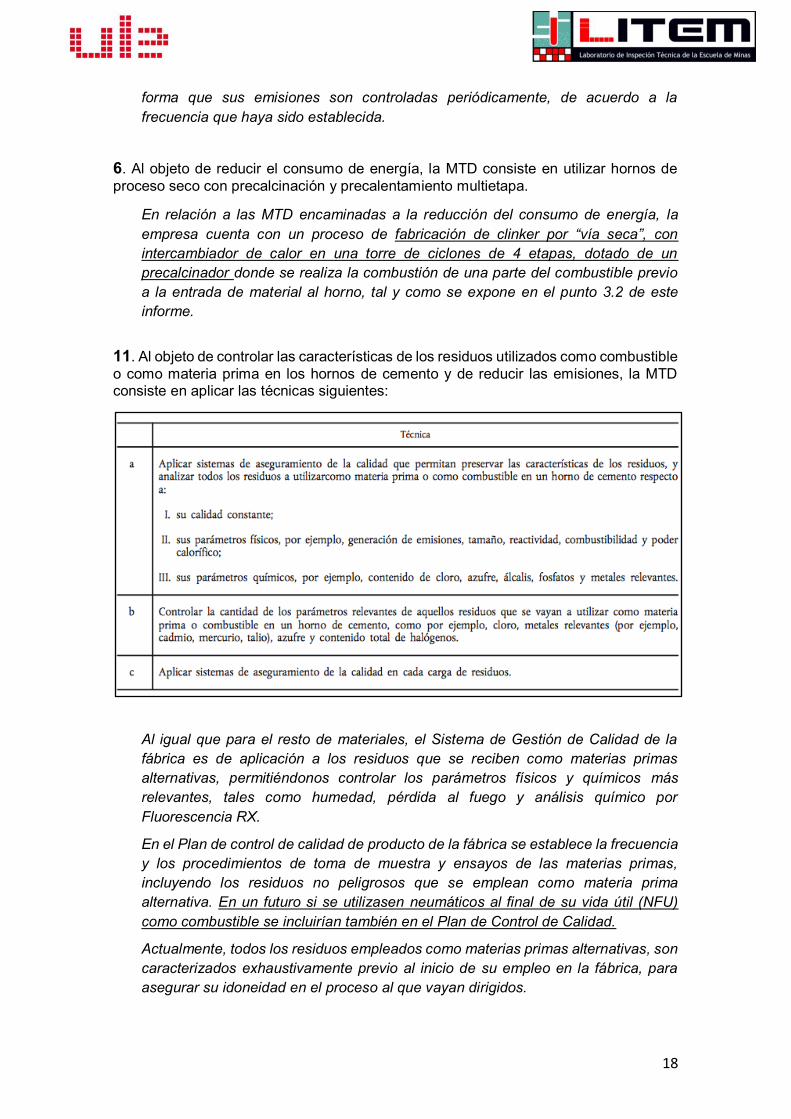
11. Al objeto de controlar las características de los residuos utilizados como combustible o como materia prima en los hornos de cemento y de reducir las emisiones, la MTD consiste en aplicar las técnicas siguientes:
Al igual que para el resto de materiales, el Sistema de Gestión de Calidad de la fábrica es de aplicación a los residuos que se reciben como materias primas alternativas, permitiéndonos controlar los parámetros físicos y químicos más relevantes, tales como humedad, pérdida al fuego y análisis químico por Fluorescencia RX.
En el Plan de control de calidad de producto de la fábrica se establece la frecuencia y los procedimientos de toma de muestra y ensayos de las materias primas, incluyendo los residuos no peligrosos que se emplean como materia prima alternativa. En un futuro si se utilizasen neumáticos al final de su vida útil (NFU) como combustible se incluirían también en el Plan de Control de Calidad.
Actualmente, todos los residuos empleados como materias primas alternativas, son caracterizados exhaustivamente previo al inicio de su empleo en la fábrica, para asegurar su idoneidad en el proceso al que vayan dirigidos.

19
12. Al objeto de lograr un tratamiento adecuado de los residuos utilizados en el horno como combustible o materia prima, la MTD consiste en aplicar las técnicas siguientes:
Aunque en la actualidad la instalación no utiliza residuos como combustibles alternativos, se pretende que para un futuro se pueda utilizar como combustible parcial neumáticos fuera de uso (NFU).
En cualquier caso, la instalación se encuentra adaptada y cuenta con las garantías de que el horno es adecuado para ello, ya que su diseño y operación garantizan el control de la temperatura y el tiempo de residencia en el punto donde se introducirían los combustibles alternativos (Temperatura superior a 850ºC y tiempo de residencia de los gases superior a 2 segundos). Además, el sistema de control está preparado para detener la alimentación de residuos cuando no se diesen las condiciones requeridas para su utilización.
La fábrica cuenta con una instalación para la alimentación de combustibles alternativos con un sistema de dosificación y alimentación que permitiría la alimentación de residuos de forma continuada y uniforme, constituido por una báscula dosificadora desde donde se envía el material hacia el punto de alimentación. Esta instalación es la que actualmente se emplea para la alimentación de biomasa forestal al horno.

20
17. Al objeto de reducir las emisiones de partículas de los gases producidos durante los procesos de combustión del horno, la MTD consiste en la limpieza de los gases de combustión mediante filtros.
El sistema depurador de partículas de los efluentes gaseosos emitidos a través de la chimenea del horno consiste en un filtro híbrido (Figura 8), puesto en marcha en el año 2009, tras llevar a cabo la transformación del filtro electrostático (ESP) que existía anteriormente, realizando una sustitución de dos de los tres campos electrostáticos del filtro por una cámara de mangas. Con esta modificación en el sistema depurador se logró eliminar los episodios de emisiones de partículas en situaciones anormales (problemas en la torre de acondicionamiento de gases, disparos de la cámara electrostática del filtro, etc.).
Figura 8. Filtro híbrido: Filtro electrostático + filtro de mangas
21
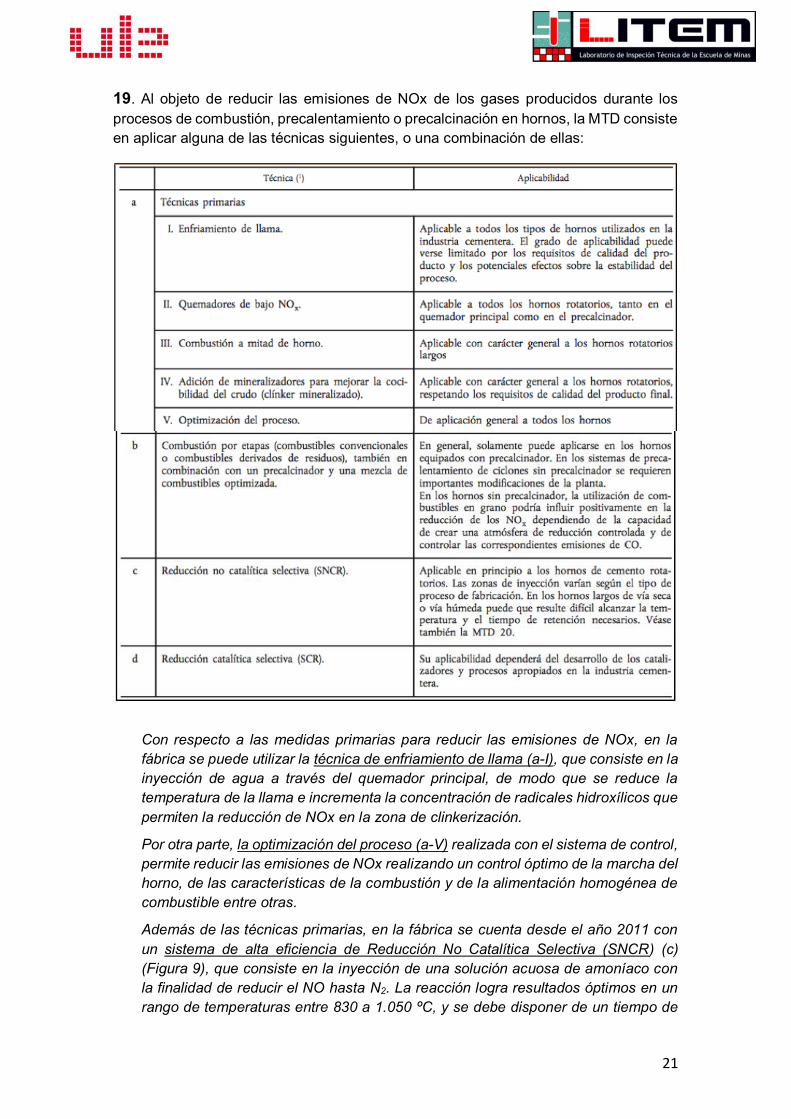
19. Al objeto de reducir las emisiones de NOx de los gases producidos durante los procesos de combustión, precalentamiento o precalcinación en hornos, la MTD consiste en aplicar alguna de las técnicas siguientes, o una combinación de ellas:
Con respecto a las medidas primarias para reducir las emisiones de NOx, en la fábrica se puede utilizar la técnica de enfriamiento de llama (a-I), que consiste en la inyección de agua a través del quemador principal, de modo que se reduce la temperatura de la llama e incrementa la concentración de radicales hidroxílicos que permiten la reducción de NOx en la zona de clinkerización.
Por otra parte, la optimización del proceso (a-V) realizada con el sistema de control, permite reducir las emisiones de NOx realizando un control óptimo de la marcha del horno, de las características de la combustión y de la alimentación homogénea de combustible entre otras.
Además de las técnicas primarias, en la fábrica se cuenta desde el año 2011 con un sistema de alta eficiencia de Reducción No Catalítica Selectiva (SNCR) (c) (Figura 9), que consiste en la inyección de una solución acuosa de amoníaco con la finalidad de reducir el NO hasta N2. La reacción logra resultados óptimos en un rango de temperaturas entre 830 a 1.050 ºC, y se debe disponer de un tiempo de

22
retención suficiente para que los agentes inyectados puedan reaccionar con el NO, para ello la inyección de agente reductor se realiza en las etapas del Intercambiador donde se da esa ventana de temperaturas.
Figura 9. A) Detalle de uno de los inyectores de agua amoniacal del sistema SNCR. B) Panel control de la inyección de agua amoniacal. 20. En el caso de aplicar la SNCR, la MTD consiste en lograr una reducción eficiente de los NOx, manteniendo la emisión de amoníaco adicional al nivel más bajo posible mediante las técnicas siguientes:
La eficacia de la técnica SNCR depende de varios factores. Para asegurar una reducción eficaz de las emisiones de NOx, debe asegurarse una relación estequiométrica adecuada entre la disolución amoniacal y el NOx, una ventana óptima de temperaturas y un tiempo mínimo en el que se den esas temperaturas para que tenga lugar la reacción. Si la temperatura a la que se inyecta el agente a está por debajo del rango de temperatura considerado óptimo, la reacción química se da en un bajo grado, obteniéndose niveles de reducción muy bajos, y emisiones del agente reductor que no ha reaccionado (conocido como slip del agente reductor). Por otra parte, si la temperatura está por encima de la ventana de temperaturas óptima, el agente reductor se oxida a NO sin haber reaccionado con los NOx, no consiguiéndose reducción en las emisiones.
A B
23
Previo a la instalación del sistema SNCR, en 2009, se implantó en el SAM de la chimenea del horno la medición en continuo de NH3, para monitorizar la emisión de amoníaco una vez puesto en marcha el SNCR.
El sistema SNCR instalado en la fábrica está diseñado para un funcionamiento completamente automático con un alto nivel de seguridad, garantizando la eficiencia en la reducción de las emisiones de NOx. Previo a su instalación, se realizaron pruebas en campo para conocer los puntos de inyección en los que la ventana de temperaturas es óptima, al objeto de lograr la máxima eficacia en su operación.
El sistema de control emplea entre otros, como parámetros de regulación, la concentración de NOx en chimenea, las temperaturas existentes en los puntos de inyección y el valor residual de amoníaco en chimenea, optimizando la cantidad de agente reductor inyectado, así como el número y la ubicación de los inyectores empleados en cada momento. Las seguridades del sistema de control automático permiten detener la inyección de agente reductor cuando la reacción no tiene lugar en condiciones óptimas, o cuando se detecta una emisión de amoníaco superior al valor de consigna en el programa.
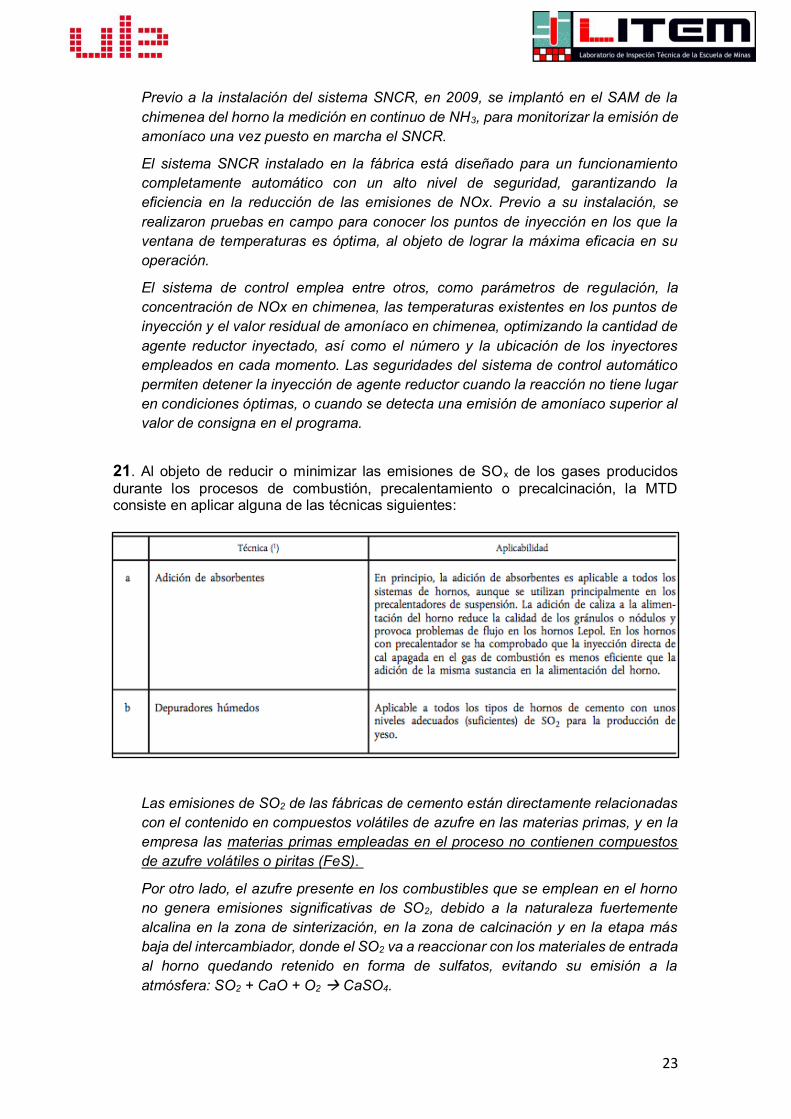
21. Al objeto de reducir o minimizar las emisiones de SOx de los gases producidos durante los procesos de combustión, precalentamiento o precalcinación, la MTD consiste en aplicar alguna de las técnicas siguientes:
Las emisiones de SO2 de las fábricas de cemento están directamente relacionadas con el contenido en compuestos volátiles de azufre en las materias primas, y en la empresa las materias primas empleadas en el proceso no contienen compuestos de azufre volátiles o piritas (FeS).
Por otro lado, el azufre presente en los combustibles que se emplean en el horno no genera emisiones significativas de SO2, debido a la naturaleza fuertemente alcalina en la zona de sinterización, en la zona de calcinación y en la etapa más baja del intercambiador, donde el SO2 va a reaccionar con los materiales de entrada al horno quedando retenido en forma de sulfatos, evitando su emisión a la atmósfera: SO2 + CaO + O2 Æ CaSO4.
24
Por todo esto, las emisiones de SO2 de la instalación han estado en niveles muy inferiores al VLE de aplicación (en torno al 1% del VLE de 400 mg/Nm3, no siendo por tanto necesaria la aplicación de esta MTD de referencia para dar cumplimiento a los límites reglamentarios.
25. Al objeto de reducir las emisiones de HCl de los gases producidos durante los procesos de combustión, precalentamiento o precalcinación en hornos, la MTD consiste en aplicar alguna de las técnicas primarias siguientes, o una combinación de ellas:
La sustitución parcial de coque por NFU con un contenido en cloro, similar o inferior al del coque, garantiza que las emisiones de HCl se mantendrán en niveles similares a los actuales (Anexos 4 y 5). Históricamente, las emisiones de HCl se encuentran en niveles inferiores al VLE exigido en las instalaciones donde se utilizan combustibles alternativos.
Además, la limitación en el contenido de cloro en los combustibles y materias primas que se emplean en el proceso es necesario para garantizar la regularidad de marcha del horno (evitando pegaduras en la torre de ciclones) y la calidad del producto final.
26. Al objeto de evitar o reducir las emisiones de HF de los gases producidos durante los procesos de combustión, precalentamiento o precalcinación en hornos, la MTD consiste en aplicar alguna de las técnicas primarias siguientes, o una combinación de ellas:
Al igual que para el cloro, las materias primas empleadas en la fabricación de clinker contienen únicamente trazas de fluoruros, por lo que su influencia sobre las emisiones de HF es prácticamente nula.
Históricamente, las emisiones de HF en la instalación son muy bajas, inferiores al 1% del VLE exigido en las instalaciones donde se utilizan combustibles alternativos.

25
27. Al objeto de evitar o de mantener en un nivel bajo las emisiones de PCDD/F de los gases producidos durante los procesos de combustión del horno, la MTD consiste en aplicar alguna de las técnicas siguientes, o una combinación de ellas:
La distribución de la temperatura y el tiempo de residencia en hornos rotatorios proporcionan unas condiciones particularmente favorables para que los compuestos orgánicos introducidos, vía combustibles o derivados de ellos, sean completamente destruidos. Varias investigaciones han demostrado que en los hornos de cemento la formación y emisión de dioxinas es muy baja ya que no se dan los factores determinantes para su formación (BREF 2010).
Esta MTD correspondiente a evitar o mantener en un bajo nivel las emisiones de dioxinas y furanos se aplicaría mediante las prácticas descritas en las MTD nº 11 y 12 descritas anteriormente. En cuanto al enfriamiento de los gases de combustión, tal los gases que salen del horno se enfrían rápidamente en la torre de acondicionamiento de gases (T<200ºC) y en el molino de crudo, antes de su entrada al filtro híbrido.
26
28. Al objeto de evitar de minimizar las emisiones de metales de los gases producidos durante los procesos de combustión del horno, la MTD consiste en aplicar alguna de las técnicas siguientes, o una combinación de ellas:
Esta MTD correspondiente a la minimización de las emisiones de metales, se aplica como ya se ha justificado previamente en las MTD nº 11 y 17, al contar con un sistema de aseguramiento de la calidad que garantiza las características de los materiales utilizados, y un filtro híbrido que minimiza la emisión de partículas.
27
7 Calidad del clinker, utilizando parcialmente NFU como combustible alternativo.
La calidad del combustible es un parámetro fundamental tanto para fabricar un inmejorable producto intermedio (clinker), como para que el producto final, el cemento, cumpla con los más altos estándares de calidad marcados por la norma. Es por ello, que previo al uso de combustibles alternativos, se debe de conocer suficientemente todas las interacciones que pueda tener su uso en la calidad del cemento que se fabrica, que como no puede ser de otra forma es el principal objetivo de la fábrica de cementos.
Una de las ventajas de sustituir parte del coque por NFU en el horno es que parte de los componentes del neumático, como sílice y acero, forman parte de los recursos necesarios para la producción del clinker, es por ello que sería beneficioso para el clinker y se ahorrarían materias primas, sobre todo mineral de hierro. En relación al poder calorífico, el neumático fuera de uso presenta un valor similar a un carbón, en el anexo 4 se recoge el poder calorífico de un lote de NFU utilizado en la cementera de Oural en la localidad de Lugo, y en este caso el valor en base seca es de 27170 KJ/Kg (6494 Kcal/Kg).
Además, el contenido en azufre total del neumático suele estar por debajo del 2% (Anexo 4), mientras que el del coque de petróleo suele ser mucho más alto, el utilizado por Cementos COSMOS está en torno al 6%, según análisis aportados por la empresa, Anexo 5.
La sustitución parcial del coque de petróleo por NFU, presentaría las siguientes ventajas entre otras:
- La calidad del clinker no se vería modificada como consecuencia del cambio en el mix de combustible.
- Se reduciría el consumo de un recurso combustible fósil procedente del petróleo. - Además de su poder calorífico, el uso de NFU aportaría al proceso hierro y sílice
(componentes del neumático). Estos óxidos son constituyentes naturales del clinker, por tanto, se realizaría una recuperación tanto energética como material del NFU.
La empresa es propietaria de otra fábrica de cementos, Factoría de Oural en Lugo, donde ya realizan valorización energética con NFU, y lógicamente en la puesta a punto del proceso se tuvieron que ajustar los parámetros de proceso de alimentación de materias primas, combustibles, etc., para finalmente seguir produciendo los diferentes tipos de cemento con los mismos estándares de calidad.
28
8 Conclusiones A continuación, se recogen las conclusiones más relevantes de este informe:
1. La instalación se encuentra adaptada y cuenta con las garantías de que el horno es adecuado para ello, ya que la temperatura de los gases resultantes de la combustión en el quemador secundario (en el que actualmente se utiliza coque, y en un futuro posiblemente se utilice NFU), presenta una temperatura superior a 850ºC durante un tiempo de residencia superior a 2 segundos. Por tanto, cumpliría con los condicionantes técnicos de operación que exige en el artículo 31, apartado 2 del Real Decreto 815/2013. Además, el sistema de control está preparado para detener la alimentación de combustible alternativo cuando no se diesen las condiciones requeridas, como puesta en marcha/parada u otras situaciones en las que no se garantizase la temperatura y tiempo de residencia adecuados, o las mediciones en continuo muestren que se está superando los valores límite de emisión de contaminantes.
2. Como se recoge en el apartado 6 de este informe, concretamente en la MTD nº27, se realiza un enfriamiento rápido de los gases de combustión que salen del horno, primero a través del intercambiador de calor en contracorriente con la materia prima que entra, y posteriormente en una torre de acondicionamiento de gases con agua fría, llevando su temperatura hasta valores inferiores a 200ºC, antes de su entrada al filtro híbrido. De esta forma se cumpliría el artículo 31, apartado 3 del Real Decreto 815/2013.
3. La fábrica dispone de la infraestructura necesaria para almacenar, transportar e introducir el combustible alternativo, NFU, al sistema intercambiador-horno. Para ello cuenta con nave de almacenamiento, dosificadores gravimétricos y cinta transportadora capotada hasta el punto de entrada de combustible alternativo para su combustión. Esta instalación es la que actualmente se emplea para la alimentación de biomasa forestal al horno.
4. La empresa tiene experiencia en la valorización energética de NFU, puesto que realizan este proceso ya en la fábrica de cementos de Oural (Lugo). Esto acelerará la puesta a punto del proceso, en caso de realizar la valorización energética de NFU, comenzando antes a producir los diferentes tipos de cemento con la misma calidad que hasta ahora.
Finalmente, la dirección de la empresa COSMOS S.A. ha manifestado que, a través de un convenio con la Universidad de León, se realizarán varias campañas de toma de muestras y análisis de contaminantes en el entorno de la fábrica.
Fdo: Jorge Cara Jiménez Fdo: Jorge J. Blanes Peiró Investigador LITEM Director LITEM

29
9 Bibliografía • Aprovechamiento energético de neumáticos usados en la industria cementera europea.
Dra. Claude Lorea, Dr. Willen Van Loo. Medio Ambiente, nº 879, septiembre 2005.
• DECISIÓN DE EJECUCIÓN DE LA COMISIÓN de 26 de marzo de 2013 por la que se establecen las conclusiones sobre las mejores técnicas disponibles (MTD) para la fabricación de cemento, cal y óxido de magnesio conforme a la Directiva 2010/75/UE del Parlamento Europeo y del Consejo, sobre las emisiones industriales.
• Decisión de la Comisión, de 18 de diciembre de 2014, por la que se modifica la Decisión 2000/532/CE, sobre la lista de residuos, de conformidad con la Directiva 2008/98/CE del Parlamento Europeo y del Consejo.
• DIRECTIVA 2000/76/CE DEL PARLAMENTO EUROPEO Y DEL CONSEJO de 4 de diciembre de 2000 relativa a la incineración de residuos
• DIRECTIVA 2010/75/UE DEL PARLAMENTO EUROPEO Y DEL CONSEJO de 24 de noviembre de 2010 sobre las emisiones industriales (prevención y control integrados de la contaminación) (versión refundida).
• Guía de Mejores Técnicas Disponibles en España de Fabricación de Cemento. Dirección General de Calidad y Evaluación Ambiental. Secretaría General de Medio Ambiente. 2004.
• Guía de métodos de medición y factores de emisión del sector cementero en España (Nov 2014). OFICEMEN y CONSULNIMA.
• Informe sobre recuperación energética de neumáticos fuera de uso en hornos de clinker (2014). (F.CEMA).
• Mejora del rendimiento en una cementera mediante el empleo de combustibles alternativos. A. López, F. Blanco, M.A. Gutiérrez. Revista Electrónica de Medioambiente UCM. (ISBN: 1886-3329). 2012
• Real Decreto 815/2013, de 18 de octubre, por el que se aprueba el Reglamento de emisiones industriales y de desarrollo de la Ley 16/2002, de 1 de julio, de prevención y control integrados de la contaminación.
• Reciclado y valorización de residuos en la industria cementera en España (2014). Fundación Laboral del Cemento y el Medio Ambiente (F.CEMA).
• Reference Document on Best Available Techniques in the Cement, Lime and Magnesium Oxide Manufacturing Industries. European Commission. May 2010. (BREF).
• Valorización de residuos en la industria cementera europea: Estudio comparado. Fundación Laboral del Cemento y el Medio Ambiente (F.CEMA).
30
10 Anexos
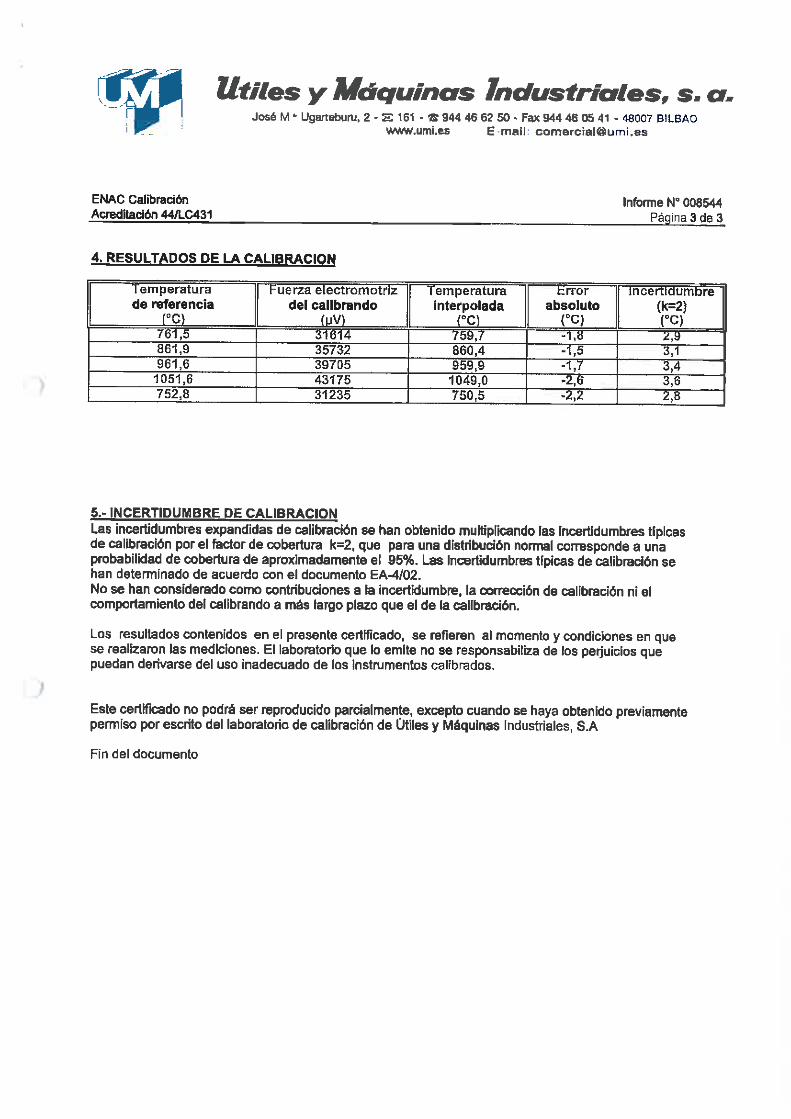
Anexo 1. Informe de cálculo de tiempo de residencia de gases de emisión entre la salida de la cámara de humos y en el ciclón 4. Empresa SGS TECNOS S.A.
Anexo 2. Informe sobre las Mejores Técnicas Disponibles aplicadas en la actualidad por CEMENTOS COSMOS S.A., en su fábrica de Toral de los Vados para prevenir la contaminación, y que formaba parte de la documentación presentada por la empresa en la actual autorización ambiental integrada aprobada.
Anexo 3. Copia del certificado en vigor en la actualidad del SGA
Anexo 4: Análisis químico de un lote de neumáticos (NFU) que actualmente se está utilizando en la factoría de Oural para su valorización energética.
Anexo 5. Informe de análisis del coque verde de petróleo que se utiliza actualmente como combustible en la fábrica
31
ANEXO 1
Informe de cálculo de tiempo de residencia de gases de emisión entre la salida de la cámara de humos y en el ciclón 4. Empresa SGS TECNOS S.A













32
ANEXO 2 Informe sobre las Mejores Técnicas Disponibles aplicadas en la actualidad por CEMENTOS COSMOS S.A., en su fábrica de Toral de los Vados para prevenir la contaminación, y que formaba parte de la documentación presentada por la empresa en la actual autorización ambiental integrada aprobada.

1. MEJORES TÉCNICAS DISPONIBLES
1.1. INTRODUCCIÓN
Se definen como Mejores Técnicas Disponibles, en adelante MTD, la fase más eficaz y avanzada
de desarrollo de las actividades y de sus modalidades de explotación, que demuestren la
capacidad práctica de determinadas técnicas para constituir la base de los valores límite de
emisión y otras condiciones de la autorización destinadas a evitar o, cuando ello no sea
practicable, reducir las emisiones y el impacto en el conjunto del medio ambiente y la salud de
las personas, tal y como se recoge en la Ley 5/2013, de 11 de junio, por la que se modifican la
Ley 16/2002, de 1 de julio, de prevención y control integrados de la contaminación y la Ley
22/2011, de 28 de julio, de residuos y suelos contaminados.
El objetivo de este capítulo es analizar de forma rigurosa y exhaustiva, las Mejores Técnicas
Disponibles aplicadas en la actualidad por CEMENTOS COSMOS S.A., en su fábrica de Toral
de los Vados para prevenir la contaminación.
Para realizar este análisis, se han empleado los siguientes documentos de referencia:
- Documento BREF “Reference Document on Best Available Techniques in the Cement,
Lime and Magnesium Oxide Manufacturing Industries”, European Commission, mayo de
2010.
- Decisión de Ejecución de la Comisión de 26 de marzo de 2013 por la que se establecen
las conclusiones sobre las mejores técnicas disponibles (MTD) para la fabricación del
cemento, cal y óxido de magnesio, conforme a la Directiva 2010/75/UE del Parlamento
Europeo y del Consejo, sobre las emisiones industriales.
En los siguientes apartados se hace una evaluación de todas las conclusiones sobre las MTD
establecidas en la actualidad para la industria del cemento, siguiendo el orden establecido en la
Decisión de Ejecución de la Comisión de 26 de marzo de 2013, y resaltando aquellos aspectos
que por su importancia así lo requieran..
1.2. CONCLUSIONES SOBRE LAS MTD GENERALES
1.2.1. SISTEMAS DE GESTIÓN AMBIENTAL (SGA)
1. Al objeto de mejorar el comportamiento medioambiental global de las plantas o instalaciones
de fabricación de cemento, cal y óxido de magnesio, la MTD aplicable a la producción consiste
en implementar y respetar un sistema de gestión ambiental (SGA):
La fábrica dispone de un Sistema de Gestión Ambiental conforme a la norma UNE-EN-ISO 14001
implantado y certificado desde el año 2006, cuyo alcance es la producción de clinker y cemento
gris, que avala el compromiso de la Dirección con la protección del medio ambiente y la
prevención de la contaminación.
Los datos del certificado del Sistema de Gestión Ambiental se recogen en el apartado 2.3.11 de
esta Memoria, adjuntándose así mismo una copia del certificado en vigor en la actualidad en el
Anexo 7.
1.2.2. RUIDO
2. Al objeto de reducir o minimizar las emisiones acústicas durante los procesos de fabricación
de cemento, cal y óxido de magnesio, la MTD consiste en una combinación de las técnicas
siguientes:
Técnica
a Seleccionar un emplazamiento apropiado para los procesos ruidosos b Encerrar los procesos o equipos ruidosos c Aislar las vibraciones producidas por los procesos o equipos d Revestir el interior y el exterior con materiales amortiguadores de impactos.
e Aislar acústicamente los edificios para proteger los procesos ruidosos en los que intervengan equipos de transformación de materiales
f Construir muros de protección o pantallas naturales contra el ruido g Instalar silenciadores de salida en las chimeneas de escape
h Revestir con material aislante los conductos y ventiladores finales situados en edificios con aislamiento acústico
i Cerrar las puertas y ventanas de las zonas cubiertas j Instalar aislamiento acústico en los edificios destinados a la maquinaria
k Instalar aislamiento acústico en los huecos de las paredes, por ejemplo mediante la colocación de compuertas en la boca de entrada de las cintas transportadoras
l Instalar elementos insonorizantes en las salidas de gases, por ejemplo en las salidas de gases limpios de los equipos de filtrado.
m Reducir el caudal en los conductos n Instalar aislamiento acústico en los conductos
o Evitar el acoplamiento de las fuentes de ruido con los elementos que pudieran entrar en resonancia, por ejemplo, compresores y conductos
p Instalar silenciadores en los grupos filtro/ventilador q Instalar módulos insonorizados en los dispositivos técnicos (por ejemplo, compresores). r Utilizar protectores de goma en los molinos (para evitar el contacto entre metales).

s Construir edificios o plantar árboles y arbustos entre la zona protegida y la actividad generadora de ruido.
El ruido ambiental generado por las actividades desarrolladas en las instalaciones de Toral de
los Vados en CEMENTOS COSMOS tiene su origen, fundamentalmente, en el funcionamiento
de la maquinaria. Los equipos mecánicos (molinos, cintas transportadoras, etc.) generan ruido
como consecuencia de la fricción y choque entre materiales sólidos. Los ventiladores,
compresores y conducciones de gases generan ruido por fricción de los gases con los conductos,
y por fricción con gases a distinta velocidad (soplantes, transportadores neumáticos, etc.).
Con objeto de reducir esta emisión de ruido ambiental, en la instalación están implantadas
algunas de las técnicas citadas en la MTD de ruido, tal y como se ha citado en el apartado 6.1.4
de esta Memoria:
- Aislamiento acústico y cierre de los edificios destinados a maquinaria: aislamiento de la
sala de compresores de extracción de los silos de cemento 11-14, aislamiento en la
transferencia de las cintas de transporte de materias primas E-7 y E-8, cerramiento de la
sala de compresores del molino Unidan, aislamiento acústico y cierre del edificio del
molino de crudo.
- Encerrar procesos o equipos ruidosos: aislamiento con cabina acústica de los
ventiladores del reostato del ventilador principal del horno.
- Silenciadores de salida en las chimeneas de escape de los focos principales (molinos,
ensacadoras,…).
- Aislamiento de las vibraciones producidas por los procesos o equipos, ventiladores
principales del horno, molino de crudo y filtro híbrido. Todos los ventiladores y
compresores se montan sobre amortiguadores.
- Todos los compresores de nueva generación adquiridos, disponen de cabina de
insonorización propia. Sírvanse como ejemplo la sustitución de los compresores de los
silos de homogeneización de crudo por equipos con cabina insonorizada, soplante de
aire primario del horno, soplantes de extracción de los silos de crudo, soplante de
transporte neumático de carbón, soplante coriolis intercambiador,…
- El edificio de dosificación de carbón al intercambiador está hecho con panel con
absorción y aislamiento acústico.
- Muros de protección o pantallas naturales contra el ruido: el cierre perimetral de la fábrica
está reforzado en varios tramos con pantallas acústicas y cierre de bloque, además la
instalación dispone de una pantalla natural de arbolado de gran porte (Cupressocyparis
leylandii) en el lateral del perímetro de la fábrica paralelo a la carretera de acceso a Toral
de los Vados, y recientemente ha plantado una pantalla vegetal en el perímetro de la
fábrica en el tramo comprendido entre el depósito de agua industrial y la nave de
correctores.
1.3. CONCLUSIONES SOBRE LAS MTD PARA LA INDUSTRIA CEMENTERA
1.3.1. TÉCNICAS PRIMARIAS GENERALES
3. Al objeto de reducir las emisiones del horno y de aprovechar eficientemente la energía, la
MTD consiste en conseguir un proceso de combustión uniforme y estable, cuyos parámetros
se acerquen lo más posible a los valores de referencia establecidos para los mismos,
aplicando las técnicas siguientes:
Técnica a Optimizar el control del proceso, incluido el control automático por ordenador b Utilizar alimentadores gravimétricos modernos de combustibles sólidos
CEMENTOS COSMOS cuenta con sistema de control moderno para la monitorización y control
del proceso, centralizado en la sala de control, desde donde se sigue todo el proceso realizado
en la fábrica: transporte de materias primas hasta la fábrica, molienda de crudo, molienda de
combustible, proceso de clinkerización, molienda de cemento y transporte a los silos.
El operador de sala de control supervisa el funcionamiento del sistema, visualizando en tiempo
real todas las informaciones necesarias sobre los eventos del proceso (curvas, alarmas, etc),
realiza un control total de operación incluyendo cambios de parámetros de regulación y dispone
de un diagnóstico completo de los procesos con visualización de imágenes y alarmas desde el
puesto de mando centralizado (CEMAT PCS7), actuando en función del programa de producción
establecido.
Complementariamente, en 2014 se llevó a cabo la implantación de un Sistema Experto ABB de
operación de las instalaciones, que hace que la operación y el control se realicen de forma
automática, sustituyendo la supervisión manual que realizaba el operador de sala, lo que ha
permitido optimizar el funcionamiento de los procesos mediante un modelo de control predictivo,
reduciendo la variabilidad y trabajando lo más próximo a los límites operacionales establecidos.
El Sistema Experto realiza la supervisión de los elementos críticos de control, realizando la toma
de la mejor decisión mediante la ejecución de pequeños cambios frecuentes, reconoce
condiciones anormales y actúa para corregirlas. El Sistema Experto se programó para los
procesos de la preparación de materia prima, la molienda de combustible, el horno, enfriador de
clinker y la molienda de cemento. Salvo en los períodos en los que existe alguna anomalía en el
proceso, el sistema experto está conectado, llegando a un grado de utilización del 90%
Por otra parte, la planta cuenta con sistemas gravimétricos modernos de alimentación de
combustibles. Son sistemas dosificadores de máxima fiabilidad que funcionan realizando una
alimentación homogénea y precisa de combustible sólido tanto en el quemador principal situado
en la cabeza del horno, como en el precalcinador.

4. Al objeto de prevenir y/o reducir las emisiones, la MTD consiste en llevar a cabo una selección
y un control cuidadosos de todas las sustancias introducidas en el horno.
Tanto las materias primas como los combustibles que se emplean en la instalación pasan
rigurosos controles de calidad en su recepción, establecidos en el Plan de Control de Calidad de
fábrica, amparado documental y operacionalmente por la realización de auditorías externas,
conformes a las normas UNE EN ISO 9001 y las requeridas por el marcado CE de cemento y la
marca N de producto a las que está sujeta la organización. A partir de los controles de materias
primas se puede regular, además de la calidad de los productos fabricados, las posibles
afecciones sobre las emisiones del horno.
1.3.2. MONITORIZACIÓN
5. La MTD consiste en llevar a cabo de forma regular la monitorización y la medición de los
parámetros y emisiones del proceso, y en monitorizar las emisiones con arreglo a las normas
EN correspondientes o, si no se dispone de normas EN, con arreglo a las normas ISO u otras
normas nacionales o internacionales que garanticen el suministro de datos de una calidad
científica equivalente, entre ellos los siguientes:
Técnica Aplicabilidad
a Mediciones continuas de los parámetros del proceso para comprobar la estabilidad del mismo, por ej. temperatura, contenido de O2, presión y caudal
Aplicable con carácter general
b
Monitorización y estabilización de los parámetros críticos del proceso, es decir, homogeneidad de la mezcla de materias primas y de la alimentación del combustible, dosificación regular y exceso de oxígeno.
Aplicable con carácter general
c Medición continua de las emisiones de NH3 cuando se aplique la SNCR Aplicable con carácter general
d Medición continua de la emisiones de partícula, NOx, SO y CO
Aplicable a los procesos de combustión en horno. e Medición periódica de las emisiones de PCDD/F y
metales
f Medición continua o periódica de las emisiones de HCl, HF y COT.
g Medición continua o periódica del contenido de partículas Aplicable a las actividades sin combustión en horno.
El sistema de control de proceso recoge la monitorización de los parámetros de proceso que
permiten asegurar la estabilidad del mismo y controlar los parámetros críticos, tales como
temperaturas de gases y materiales de entrada al horno en distintas fases del proceso de
clinkerización, contenido en O2 residual en los gases de salida del horno que garantizan la
existencia de una atmósfera oxidante durante la combustión, presiones, caudales de gases y de
materiales de entrada al proceso de clinkerización, composición del crudo de entrada al horno y
flujos másicos de alimentación de combustibles al horno.
Por otra parte, como ya se ha descrito en el apartado 6.1.1.1. la instalación dispone de Sistemas
Automáticos de Medida (SAM) debidamente calibrados para la monitorización en continuo de las
emisiones a la atmósfera procedentes de los procesos de combustión del horno, que monitorizan
en continuo las emisiones de partículas, NOx, SO2, CO, HCl, HF, COT y la emisión de NH3 debido
a la aplicación de la técnica SNCR. A su vez, en este foco se realizan medidas puntuales
voluntarias de emisiones de PCDD/F y metales.
Junto con el foco de emisión de combustión del Horno, los focos de emisión correspondientes al
enfriador de clinker y molinos de carbón y cemento, disponen a su vez de Sistemas Automáticos
de Medida para la monitorización de emisiones de partículas.
El resto de focos de emisión no sistemática, cuentan con sistemas de depuración de emisiones
sometidos a la gestión del mantenimiento de las instalaciones, de tal forma que sus emisiones
son controladas periódicamente, de acuerdo a la frecuencia que haya sido establecida.
1.3.3. CONSUMO DE ENERGÍA Y SELECCIÓN DEL PROCESO
6. Al objeto de reducir el consumo de energía, la MTD consiste en utilizar hornos de proceso
seco con precalcinación y precalentamiento multietapa.
En relación a las MTD encaminadas a la reducción del consumo de energía, CEMENTOS COSMOS en su fábrica de Toral de los Vados, cuenta con un proceso de fabricación de clinker
por “vía seca”, con intercambiador de calor en una torre de ciclones de 4 etapas, dotado de un
precalcinador donde se realiza la combustión de una parte del combustible previo a la entrada
de material al horno, tal y como se ha descrito en el apartado 3 de esta Memoria.
7. Al objeto de reducir o minimizar el consumo de energía térmica, la MTD consiste en aplicar
una combinación de las técnicas siguientes:
Técnica Aplicabilidad
a
Utilizar hornos mejorados y optimizados y un proceso de combustión uniforme y estable, cuyos parámetros se acerquen lo más posible a los valores de referencia establecidos para el proceso, aplicando las técnicas siguientes: I. optimización del control del proceso, con
sistemas de control automático por ordenador; II. alimentadores gravimétricos modernos de
combustibles sólidos; III. precalentamiento y precalcinación en la
medida que resulte posible, teniendo en cuenta la configuración del sistema de horno existente.
Aplicable con carácter general. Para los hornos existentes, la aplicabilidad del precalentamiento y la precalcinación dependerá de la configuración del sistema de horno.

b
Recuperar el exceso de calor de los hornos, especialmente de sus zonas de enfriamiento. En particular, el exceso de calor procedente de la zona de enfriamiento (aire caliente) del horno o del precalentador puede utilizarse para el secado de las materias primas
Aplicable con carácter general a la industria cementera. La recuperación del exceso de calor de la zona de enfriamiento es aplicable cuando se emplean enfriadores de parrillas. En los enfriadores rotatorios, la eficiencia de recuperación es limitada.
c
Aplicar el número apropiado de etapas en el precalentador de ciclones, en función de las características y propiedades de las materias primas y combustibles utilizados.
Las etapas de los precalentadores de ciclones son aplicables a las nuevas plantas y a las grandes modificaciones.
d Utilizar combustibles cuyas características influyan positivamente sobre el consumo de energía térmica
La técnica es aplicable con carácter general a los hornos de cemento, en función de la disponibilidad de combustibles, y a los hornos existentes, en función de las posibilidades técnicas de inyectar el combustible dentro del horno.
e
Cuando se sustituyan los combustibles convencionales por combustibles derivados de residuos, utilizar unos sistemas de horno de cemento adecuados y optimizados para la combustión de los residuos.
Aplicable con carácter general a todos los tipos de hornos de cemento.
f Minimizar los caudales en derivación. Aplicable con carácter general a la industria cementera.
Como ya se ha citado anteriormente, la instalación dispone de un sistema de control automático
de proceso, alimentadores gravimétricos modernos de combustibles, precalentamiento
multietapa con un intercambiador de calor de 4 etapas y precalcinador.
Con respecto al aprovechamiento residual de los gases, una fracción del aire utilizado para
enfriar el clinker en el Enfriador, se utiliza como aire secundario en la combustión. Además, los
gases de escape del horno se aprovechan para el secado de materias primas y combustible
sirviendo al mismo tiempo para el inertizado y arrastre de este último a través del circuito de
molienda, de modo que la molienda de crudo y de carbón lleva acompañada un secado
simultáneo.
En cuanto a los combustibles empleados, solo se utilizan aquellos que por sus características
contribuyan positivamente a una marcha estable del horno, y por tanto a un consumo energético
óptimo en el horno.
El control del proceso permite detectar las anomalías del proceso y los desvíos en los parámetros
que indiquen la existencia de caudales en derivación que tratan de mitigarse y reducirse al
mínimo con el fin de tener un mínimo consumo térmico.
8. Al objeto de reducir el consumo de energía primaria, la MTD consiste en estudiar si es posible
reducir el contenido de clinker del cemento y de los productos derivados del cemento.
La reducción del ratio clinker/cemento, es una forma de expresar la reducción del contenido en
clinker por unidad de cemento producido. Esta técnica se emplea para reducir el consumo de
energía y las emisiones de la industria del cemento. Todo lo que suponga disminuir la proporción
de clinker, para cuya elaboración es preciso sinterizar materiales a temperaturas en torno a los
1.450ºC en un horno rotativo, constituye una reducción de las emisiones totales (derivadas del
proceso y de los combustibles) por unidad de cemento elaborado.
En CEMENTOS COSMOS la reducción de la proporción de clinker en el cemento se consigue
con la utilización de materias primas de naturaleza activa como adiciones a cementos que por
su tipo lo permitan. El empleo de adiciones del tipo hidráulicas o puzolánicas, que tal y como
define la UNE EN 197-1 son aquellas que finamente molidas en presencia de agua reaccionan o
por si mismas o con los productos de hidratación del clinker y desarrollan resistencias. En el caso
de CEMENTOS COSMOS se emplean ceniza volante, como adición activa, y caliza, en la
fabricación de los cementos tipo II y tipo IV, y caliza en una clase de cemento tipo I.
9. Al objeto de reducir en consumo de energía primaria, la MTD consiste en examinar la
posibilidad de construir plantas de cogeneración o plantas de generación combinada de calor
y electricidad.
En el caso de CEMENTOS COSMOS se están realizando estudios de recuperación de calor de
los gases del enfriador y/o del horno para la generación de electricidad, pero actualmente la
implantación de esta MTD no se considera económicamente viable.
10. Al objeto de reducir o minimizar el consumo de energía eléctrica, la MTD consiste en aplicar
alguna de las técnicas siguientes, o una combinación de ellas:
Técnica
a Utilizar sistemas de gestión de potencia b Utilizar trituradoras y otros equipos eléctricos con un alto grado de eficiencia energética c Utilizar sistemas de monitorización mejorados d Reducir las fugas de aire en el sistema e Optimizar el control de proceso
La fábrica dispone de sistemas de gestión de energía que permiten optimizar el consumo
eléctrico. Los motores de gran potencia están equipados con variadores de frecuencia, que
facilitan las operaciones de arranque, paro y regulación de velocidad adaptándose a las
necesidades del proceso, optimizando su consumo eléctrico. Se realiza un control de los
consumos energéticos individuales de motores principales y de distintas áreas de la instalación,
así como de la energía reactiva.
Las fugas de aire del sistema, se detectan en el incremento del consumo eléctrico de la
instalación y se atajan diariamente. Se ha realizado una fuerte inversión en la adquisición de
nuevos equipos de producción de aire comprimido y en la reforma y racionalización de la red de
aire de la fábrica, para minimizar consumos y poder así reducir la presión de trabajo de los
compresores.
Tener un sistema de control moderno y que la tecnología avance, permite monitorizar cada vez
más parámetros para poder tener un mejor control operacional, lo que redunda en la
minimización de consumos.
Tal y como se recoge en la MTD nº 3, se dispone de un sistema de control automático para la
optimización del control del proceso (Sistema Experto), que permite operar con una mayor
eficiencia.
1.3.4. UTILIZACIÓN DE RESIDUOS
11. Al objeto de controlar las características de los residuos utilizados como combustible o como
materia prima en los hornos de cemento y de reducir las emisiones, la MTD consiste en aplicar
las técnicas siguientes:
Técnica
a
Aplicar sistemas de aseguramiento de la calidad que permitan preservar las características de los residuos, y analizar todos los residuos a utilizar como materia prima o como combustible en un horno de cemento respecto a: I. su calidad constante;
II. sus parámetros físicos, por ejemplo, generación de emisiones, tamaño, reactividad, combustibilidad y poder calorífico;
III. sus parámetros químicos, por ejemplo, contenido de cloro, azufre, álcalis, fosfatos y metales relevantes.
b Controlar la cantidad de los parámetros relevantes de aquellos residuos que se vayan a utilizar como materia prima o combustible en un horno de cemento, como por ejemplo, cloro, metales relevantes (por ejemplo, cadmio, mercurio, talio), azufre y contenido total de halógenos.
c Aplicar sistemas de aseguramiento de la calidad en cada carga de residuos.
Al igual que para el resto de materiales, el Sistema de Gestión de Calidad de la fábrica es de
aplicación a los residuos que se reciben como materias primas alternativas, permitiéndonos
controlar los parámetros físicos y químicos más relevantes, tales como humedad, pérdida al
fuego y análisis químico por Fluorescencia RX.
En el Plan de control de calidad de producto de la fábrica de Toral se establece la frecuencia y
los procedimientos de toma de muestra y ensayos de las materias primas, incluyendo los
residuos no peligrosos que se emplean como materia prima alternativa, y que se han descrito en
el apartado 5.5.
Además, todos los residuos empleados como materias primas alternativas, son caracterizados
exhaustivamente previo al inicio de su empleo en la fábrica, para asegurar su idoneidad en el
proceso al que vayan dirigidos.
12. Al objeto de lograr un tratamiento adecuado de los residuos utilizados en el horno como
combustible o materia prima, la MTD consiste en aplicar las técnicas siguientes:
Técnica
a Introducir los residuos en el horno a través de los puntos de alimentación adecuados en lo relativo a la temperatura y tiempo de permanencia, en función del diseño y funcionamiento del horno.
b Incorporar los residuos que contengan compuestos orgánicos que puedan volatilizarse antes de llegar a la zona de calcinación en las zonas adecuadas de altas temperaturas del sistema del horno.
c Aplicar el proceso apropiado para que la temperatura del gas resultante de la coincineración de los residuos se eleve de forma controlada y homogénea, incluso en las condiciones más desfavorables, hasta los 850 °C durante un período de dos segundos.
d Elevar la temperatura hasta 1 100 °C si se coincineran residuos peligrosos con un contenido superior al 1 % de sustancias orgánicas halogenadas, expresadas en cloro.
e Alimentar los residuos de forma continuada y uniforme
f Retrasar o detener la coincineración de residuos en operaciones como la puesta en marcha o las paradas cuando no se puedan alcanzar las temperaturas y los tiempos de permanencia adecuados con arreglo a los anteriores puntos a) a d).
La instalación en la actualidad no utiliza residuos como combustibles alternativos.
En cualquier caso, la instalación se encuentra adaptada y cuenta con las garantías de que el
horno es adecuado para ello, ya que su diseño y operación garantizan el control de la
temperatura y el tiempo de residencia en el punto donde se introducirían los combustibles
alternativos. Además, el sistema de control está preparado para detener la alimentación de
residuos cuando no se diesen las condiciones requeridas para su utilización.
CEMENTOS COSMOS cuenta con una instalación para la alimentación de combustibles
alternativos con un sistema de dosificación y alimentación que permitiría la alimentación de
residuos de forma continuada y uniforme, constituido por una báscula dosificadora desde donde
se envía el material hacia el punto de alimentación. Esta instalación es la que actualmente se
emplea para la alimentación de biomasa forestal al horno.
13. La MTD consiste en aplicar un sistema de gestión de la seguridad en el almacenamiento, la
manipulación y la incorporación de residuos peligrosos, como, por ejemplo, un enfoque
basado en el riesgo de acuerdo con el origen y el tipo de residuo, así como en el etiquetado,
comprobación, muestreo y ensayo de los residuos que se vayan a manipular.
CEMENTOS COSMOS no emplea residuos peligrosos ni como combustibles ni como materias
primas alternativas, por tanto esta MTD no resulta de aplicación en la actualidad.
1.3.5. EMISIONES DE PARTÍCULAS
1.3.5.1. EMISIONES DIFUSAS DE PARTÍCULAS

14. Al objeto de minimizar o evitar las emisiones difusas de partículas en las operaciones que las
generan, la MTD consiste en aplicar alguna de las técnicas siguientes, o una combinación de
ellas:
Técnica Aplicabilidad
a Aplicar criterios de simplificación y linealidad en el diseño de la instalación.
Aplicable únicamente a las nuevas plantas
b Aislar o encapsular las operaciones que generen partículas, como la trituración, el tamizado y el mezclado.
Aplicable con carácter general
c Cubrir las cintas transportadoras y los sistemas elevadores, diseñados como sistemas cerrados, cuando los materiales pulverulentos puedan generar emisiones difusas de partículas.
d Reducir las fugas de aire y los puntos de derrame. e Utilizar dispositivos y sistemas de control automáticos
f Vigilar para que las operaciones se realicen con normalidad de manera continuada.
g
Llevar a cabo un mantenimiento adecuado y completo de la instalación mediante sistemas de aspiración, ya sean fijos o móviles:
- Durante las operaciones de mantenimiento o en los casos de avería de los sistemas de transporte pueden producirse derrames de materiales. Deberán utilizarse sistemas de aspiración para evitar que se produzcan emisiones difusas de partículas durante las operaciones de traslado. En los edificios de nueva construcción pueden instalarse con facilidad sistemas de aspiración fijos, mientras que en los antiguos normalmente es más fácil instalar sistemas móviles y conexiones flexibles.
- En determinados casos es posible mejorar el proceso de circulación mediante sistemas de transporte neumáticos.
h
Ventilar y recoger las partículas mediante filtros de mangas:
- En la medida de lo posible, toda manipulación de materiales deberá realizarse en sistemas cerrados mantenidos a una presión negativa. El aire succionado por este procedimiento se filtrará con un filtro de mangas antes de emitirlo a la atmósfera.
i
Utilizar sistemas de almacenamiento cerrados dotados de sistemas de manipulación automática:
- Se considera que los silos para clínker y las zonas cerradas de almacenamiento de materias primas completamente automatizadas constituyen la solución más eficaz al problema de las emisiones difusas de partículas generadas por el almacenamiento de grandes volúmenes de materiales. Estos sistemas de almacenamientos disponen de uno o varios filtros de mangas para evitar la emisión difusa de partículas durante las operaciones de carga y descarga.
- Utilizar silos de almacenamiento con la capacidad adecuada, dotados de indicadores de nivel, sistemas de desconexión automática y filtros capaces de eliminar las emisiones atmosféricas de partículas producidas durante las operaciones de llenado
j
En las operaciones relacionadas con la expedición, carga y descarga de cemento, utilizar tuberías de llenado flexibles equipadas con sistemas de extracción de partículas, orientadas hacia la plataforma de carga del camión.
Las principales fuentes de emisiones difusas en las instalaciones de CEMENTOS COSMOS en
Toral de los Vados se generan en el transporte, almacenamiento y la manipulación de las
materias primas, los combustibles y el clinker, y en los viales por el tráfico de vehículos por la
fábrica.
En lo relativo a las operaciones generadoras de emisiones difusas de partículas, tales como la
trituración y molienda, estas se realizan en sistemas cerrados, que trabajan en depresión,
evitando la fuga de partículas.
Con respecto al transporte de materiales, todas las operaciones de tránsito interno de materiales
en la fábrica (caliza, correctores, combustibles, clinker, adiciones del cemento…) se realizan en
sistemas cerrados (cintas transportadoras capotadas y elevadores cerrados).
Por otra parte, el área de mantenimiento se encarga de reparar las fugas de aire que se puedan
producir como consecuencia de averías y/o roturas en las instalaciones. Además, en la
instalación se dispone de equipos de aspiración (camión aspirador y barredora) para recoger los
derrames de material que se puedan producir como consecuencia de averías en los sistemas de
transporte de materiales y para mantener en adecuado estado de limpieza las vías de circulación
de la factoría. En las plantas de los principales edificios, se han habilitado tubos que facilitan la
conexión de mangueras de aspiración al camión aspirador para recoger materiales derramados.
Existe un sistema centralizado de limpieza, instalado en un molino de cemento.
En cuanto a la existencia de sistemas de depuración de emisiones en desaireaciones de
transferencias en cintas transportadoras, elevadores, cargues, etc, la instalación dispone de
filtros de mangas tal y como se refleja en el apartado 6.1.1.4 de esta Memoria.
Con respecto al almacenamiento y manipulación de materiales, el almacenamiento de materias
primas se lleva a cabo en la nave de prehomogeneización, nave cerrada que dispone de un
sistema de apilamiento y extracción de material automático. En cuanto al almacenamiento de
clinker, éste en su mayoría se realiza en el silo de clinker, que dispone de filtro de mangas para
su desaireación, y en menor medida, en la nave principal, que se encuentra prácticamente
cerrada y en proceso de automatización.
En cuanto a la expedición del cemento, los cargues de graneles, tanto en camiones como en
cisternas de ferrocarril, se realiza mediante cargues equipados con mangueras telescópicas
diseñadas a tal efecto, dotadas de sus correspondientes desaireaciones con filtros de mangas.
En cuanto a las fugas de aire, Cementos Cosmos, dispone de pocos equipos que trabajen en
presión, pero en ellos se garantiza que no existen fugas, pues son equipos de transporte de
material en los que una fuga de aire supone fuga de material también por lo que se paraliza la
instalación hasta subsanar el defecto existente. Por lo general todas las instalaciones trabajan
en depresión y la planta adolece más de caudales en derivación.

15. Al objeto de minimizar o evitar las emisiones difusas de partículas en las zonas de
almacenamiento a granel, la MTD consiste en aplicar alguna de las técnicas siguientes, o una
combinación de ellas:
Técnica
a Cubrir las zonas de almacenamiento a granel o las pilas con pantallas, muros o cerramientos con vegetación de crecimiento vertical (barreras cortaviento, naturales o artificiales, para la protección de las pilas aire libre).
b
Utilizar barreras cortaviento para las pilas al aire libre:
- Aunque se debería evitar almacenar los materiales pulverulentos en pilas al aire libre, si se hace es posible reducir las partículas difusas mediante el empleo de barreras cortaviento convenientemente diseñadas.
c
Utilizar sistemas de aspersión de agua y supresores químicos de partículas:
- Cuando la fuente de partículas difusas esté bien localizada, es posible instalar un sistema de aspersión de agua. La humidificación de las partículas contribuye a aglomerarlas y a que el polvo se asiente. También se dispone de una diversidad de agentes químicos que mejoran la eficiencia global del sistema de aspersión de agua.
d
Cuidar la pavimentación, riego, limpieza y mantenimiento de las vías de acceso: - Los espacios utilizados por los camiones deberán pavimentarse siempre que se pueda, y su
superficie se mantendrá lo más limpia posible. El riego de las vías de acceso puede limitar las emisiones difusas de partículas especialmente con tiempo seco. También pueden limpiarse mediante máquinas barredoras. Se aplicarán las buenas prácticas en materia de limpieza y mantenimiento con el fin de reducir al mínimo las emisiones difusas de partículas.
e
Garantizar la humidificación de las pilas:
- Es posible reducir las emisiones difusas de partículas de las pilas mediante una humidificación suficiente de los puntos de carga y descarga y la utilización de cintas transportadoras ajustables en altura.
f En caso de que no sea posible evitar las emisiones difusas de partículas en las zonas de carga y descarga, ajustar la altura de la descarga a la variación de la altura de la pila, preferiblemente de forma automática, o bien reducir la velocidad de descarga.
En la instalación, salvo situaciones excepcionales no se realizan apilamientos de materiales al
aire libre.
En lo relativo al apilamiento en la nave de prehomogeneización del material procedente de la
cantera, previo a la descarga, se dispone de un sistema que supresión de polvo, que mediante
una serie de boquillas, pulveriza agua y agentes tensoactivos específicos para la supresión de
polvo sobre el material en la transferencia de cintas y en la descarga a las pilas en la nave,
evitando la generación de emisiones difusas en el transporte y almacenamiento de caliza y
margas.
Con respecto a la generación de emisiones difusas por circulación de vehículos, todos los viales
de circulación de la planta se encuentran pavimentados, además, periódicamente se realizan
reparaciones del firme en función del grado de deterioro del mismo, o pavimentación de nuevas
zonas. La instalación cuenta con una barredora industrial para la aspiración de los viales.
Asimismo todos los camiones que transporten materiales particulados, tienen la obligación de
circular toldados, evitando la dispersión a la atmósfera de partículas del material transportado.
En cuanto a la descarga de materiales en las naves de almacenamiento, los sistemas
automáticos de descarga minimizan la velocidad de descarga con el fin de reducir la generación
de polvo.
1.3.5.2. EMISIONES CANALIZADAS DE PARTÍCULAS PROCEDENTES DE ACTIVIDADES GENERADORAS DE PARTÍCULAS
16. Al objeto de reducir las emisiones canalizadas de partículas, la MTD consiste en aplicar un
sistema de gestión del mantenimiento enfocado especialmente al funcionamiento de los filtros
empleados en las actividades generadoras de partículas distintas de los procesos de
combustión del horno y de enfriado, así como del procedimiento de molienda principal. En el
marco de este sistema de gestión, la MTD implica la limpieza con filtros de los gases de salida.
Los focos emisores de partículas de la planta, distintos de los procesos de combustión del horno,
de enfriado del clinker, y de molienda, son los debidos a las desaireaciones de silos,
transferencias, cargues, etc, que han sido descritos anteriormente en el apartado 6.1.1.4 de esta
Memoria, así como las características de los filtros de mangas de los que disponen para filtrar el
aire cargado de partículas antes de su descarga a la atmósfera.
La gestión del mantenimiento realizada en CEMENTOS COSMOS incluye estrategias definidas
de mantenimiento para los sistemas de depuración de emisiones. Estas estrategias se
encuentran recogidas en las “Rutas de Mantenimiento” que se realizan a intervalos planificados
para cada filtro, llevando así a cabo un programa de revisión y mantenimiento preventivo de los
filtros de mangas instalados en la factoría.
1.3.5.3. EMISIONES DE PARTÍCULAS PROCEDENTES DE LOS PROCESOS DE COMBUSTIÓN DEL HORNO
17. Al objeto de reducir las emisiones de partículas de los gases producidos durante los procesos
de combustión del horno, la MTD consiste en la limpieza de los gases de combustión mediante
filtros.
Técnica Aplicabilidad
a Precipitadores electrostáticos (ESP) Aplicable a todos los sistemas de hornos b Filtros de mangas
c Filtros híbridos
El sistema depurador de partículas de los efluentes gaseosos emitidos a través de la chimenea
del horno consiste en un filtro híbrido, puesto en marcha en el año 2009, tras llevar a cabo la
transformación del filtro electrostático (ESP) que existía anteriormente, realizando una sustitución
de dos de los tres campos electrostáticos del filtro por una cámara de mangas, y cuyas
características básicas aparecen reflejadas en la tabla 6.3 del apartado 6.1.1.1.2 de esta
Memoria.

Con esta modificación se logró eliminar los episodios de emisiones de partículas en situaciones
anormales (problemas en la torre de acondicionamiento de gases, disparos de la cámara
electrostática del filtro,…).
1.3.5.4. EMISIONES DE PARTÍCULAS PROCEDENTES DE LOS PROCESOS DE ENFRIADO Y MOLIENDA
18. Al objeto de reducir las emisiones de partículas de los gases producidos durante los procesos
de enfriado y molienda, la MTD consiste en la limpieza de los gases de escape mediante
filtros.
Técnica Aplicabilidad
a Precipitadores electrostáticos (ESP) Aplicable con carácter general a los enfriadores de clinker y molinos de cemento.
b Filtros de mangas c Filtros híbridos
El clinker a la salida del horno cae al enfriador donde se insufla aire frío por debajo de las parrillas
para enfriarlo. Al atravesar el lecho de clinker caliente, éste se enfría, cediendo su calor al aire,
parte del cual se empleará para la combustión (aire secundario).
El aire empleado para el enfriamiento del clinker y no necesario para la combustión, es emitido
a la atmósfera, habiéndolo sometido previamente a un proceso de depuración en un filtro
electrostático (ESP), cuyas características aparecen reflejadas en la tabla 6.7 del apartado
6.1.1.2.2.
Los filtros electrostáticos o electrofiltros, generan un campo electrostático en la trayectoria que
siguen las partículas dentro de la corriente de aire. Las partículas adquieren una carga negativa
y se desplazan hacia las placas colectoras cargadas positivamente. Las placas colectoras se
sacuden o vibran periódicamente, desalojando el material adherido para que caiga en las tolvas
de recogida colocadas debajo.
En cuanto a los focos emisores de partículas asociados a la molienda de combustible y de
cemento (focos 3 a 9), cada uno de estos focos dispone de un filtro de mangas como sistema de
depuración de emisiones. Las características de todos ellos se encuentran recogidas en la tabla
6.12 del apartado 6.1.1.3.
Los filtros de mangas permiten recoger las partículas de forma eficaz. El principio fundamental
en la fabricación del filtro consiste en utilizar una membrana textil permeable al gas que es capaz
de retener las partículas. El material del filtro adopta generalmente una disposición simétrica. Al
principio el polvo se deposita tanto sobre las fibras superficiales como en el interior del tejido,
pero a medida que las partículas se acumulan sobre la capa superficial, el propio polvo se
convierte en el principal elemento filtrante. A medida que la costra de polvo se vuelve más
espesa, aumenta la resistencia ofrecida al paso del gas. Por lo tanto, es necesario limpiar
periódicamente el elemento filtrante para controlar la caída de presión del gas que atraviesa el
filtro.
1.3.6. COMPUESTOS GASEOSOS
1.3.6.1. EMISIONES DE NOx
19. Al objeto de reducir las emisiones de NOx de los gases producidos durante los procesos de
combustión, precalentamiento o precalcinación en hornos, la MTD consiste en aplicar alguna
de las técnicas siguientes, o una combinación de ellas:
Técnica Aplicabilidad
a Técnicas primarias
1. Enfriamiento de llama
Aplicable a todos los tipos de hornos utilizados en la industria cementera. El grado de aplicabilidad puede verse limitado por los requisitos de calidad del producto y los potenciales efectos sobre la estabilidad del proceso.
2. Quemadores de bajo NOx Aplicable a todos los hornos rotatorios, tanto en el quemador principal como en el precalcinador
3. Combustión a mitad del horno Aplicable con carácter general a los hornos rotatorios largos
4. Adición de mineralizadores para mejorar la cocibilidad del crudo (clínker mineralizado)
Aplicable con carácter general a los hornos rotatorios, respetando los requisitos de calidad del producto final.
5. Optimización del proceso De aplicación general a todos los hornos
b
Combustión por etapas (combustibles convencionales o combustibles derivados de residuos), también en combinación con un precalcinador y una mezcla de combustibles optimizada
En general, solamente puede aplicarse en los hornos equipados con precalcinador. En los sistemas de precalentamiento de ciclones sin precalcinador se requieren importantes modificaciones de la planta. En los hornos sin precalcinador, la utilización de combustibles en grano podría influir positivamente en la reducción de los NO x dependiendo de la capacidad de crear una atmósfera de reducción controlada y de controlar las correspondientes emisiones de CO.
c Reducción no catalítica selectiva (SNCR).
Aplicable en principio a los hornos de cemento rotatorios. Las zonas de inyección varían según el tipo de proceso de fabricación. En los hornos largos de vía seca o vía húmeda puede que resulte difícil alcanzar la temperatura y el tiempo de retención necesarios. Véase también la MTD 20.
d Reducción catalítica selectiva (SCR). Su aplicabilidad dependerá del desarrollo de los catalizadores y procesos apropiados en la industria cementera.
Con respecto a las medidas primarias para reducir las emisiones de NOx, en la fábrica de Toral
de los Vados se puede utilizar la técnica de enfriamiento de llama, que consiste en la inyección
de agua a través del quemador principal, de modo que se reduce la temperatura de la llama e
incrementa la concentración de radicales hidroxílicos que permiten la reducción de NOx en la
zona de clinkerización.

Por otra parte, la optimización del proceso realizada con el sistema de control, permite reducir
las emisiones de NOx realizando un control óptimo de la marcha del horno, de las características
de la combustión y de la alimentación homogénea de combustible entre otras.
Además de las técnicas primarias, en la fábrica de CEMENTOS COSMOS se cuenta desde el
año 2011 con un sistema de alta eficiencia de Reducción No Catalítica Selectiva (SNCR), que
consiste en la inyección de una solución acuosa de amoníaco con la finalidad de reducir el NO a
N2. La reacción logra resultados óptimos en un rango de temperaturas entre 830 a 1.050 ºC, y
se debe disponer de un tiempo de retención suficiente para que los agentes inyectados puedan
reaccionar con el NO, para ello la inyección de agente reductor se realiza en las etapas del
Intercambiador donde se da esa ventana de temperaturas.
20. En el caso de aplicar la SNCR, la MTD consiste en lograr una reducción eficiente de los NOx,
manteniendo la emisión de amoníaco adicional al nivel más bajo posible mediante las técnicas
siguientes:
Técnica
a Aplicar una eficiencia apropiada y suficiente de reducción de los NOx, junto con un proceso operativo estable.
b Aplicar una buena distribución estequiométrica del amoníaco con el fin de lograr la máxima eficiencia de reducción de los NO x y reducir el escape de NH3
c Mantener al nivel más bajo posible las emisiones correspondientes a la salida de NH3 adicional (generadas por el amoníaco sin reaccionar) en los gases de combustión, teniendo en cuenta la correlación entre la eficiencia en la reducción de los NOx y el escape de NH3 .
La eficacia de la técnica SNCR depende de varios factores. Para asegurar una reducción eficaz
de las emisiones de NOx, debe asegurarse una relación estequiométrica adecuada entre la
disolución amoniacal y el NOx, una ventana óptima de temperaturas y un tiempo mínimo en el
que se den esas temperaturas para que tenga lugar la reacción.
Si la temperatura a la que se inyecta el agente a está por debajo del rango de temperatura
considerado óptimo, la reacción química se da en un bajo grado, obteniéndose niveles de
reducción muy bajos, y emisiones del agente reductor que no ha reaccionado (conocido como
slip del agente reductor). Por otra parte si la temperatura está por encima de la ventana de
temperaturas óptima, el agente reductor se oxida a NO sin haber reaccionado con los NOx, no
consiguiéndose reducción en las emisiones.
Previo a la instalación del sistema SNCR, en 2009, se implantó en el SAM de la chimenea del
horno la medición en continuo de NH3, para monitorizar la emisión de amoníaco una vez puesto
en marcha el SNCR.
El sistema SNCR instalado en la fábrica de Toral de los Vados está diseñado para un
funcionamiento completamente automático con un alto nivel de seguridad, garantizando la
eficiencia en la reducción de las emisiones de NOx. Previo a su instalación, se realizaron pruebas
en campo para conocer los puntos de inyección en los que la ventana de temperaturas es óptima,
al objeto de lograr la máxima eficacia en su operación.
El sistema de control emplea entre otros, como parámetros de regulación, la concentración de
NOx en chimenea, las temperaturas existentes en los puntos de inyección y el valor residual de
amoníaco en chimenea, optimizando la cantidad de agente reductor inyectado así el número y la
ubicación de los inyectores empleados en cada momento. Las seguridades del sistema de control
automático permiten detener la inyección de agente reductor cuando la reacción no tiene lugar
en condiciones óptimas, o cuando se detecta una emisión de amoníaco superior al valor
consignado en el programa.
1.3.6.2. EMISIONES DE SOx
21. Al objeto de reducir o minimizar las emisiones de SOx de los gases producidos durante los
procesos de combustión, precalentamiento o precalcinación, la MTD consiste en aplicar
alguna de las técnicas siguientes:
Técnica Aplicabilidad
a Adición de absorbentes
En principio, la adición de absorbentes es aplicable a todos los sistemas de hornos, aunque se utilizan principalmente en los precalentadores de suspensión. La adición de caliza a la alimentación del horno reduce la calidad de los gránulos o nódulos y provoca problemas de flujo en los hornos Lepol. En los hornos con precalentador se ha comprobado que la inyección directa de cal apagada en el gas de combustión es menos eficiente que la adición de la misma sustancia en la alimentación del horno.
b Depuradores húmedos Aplicable a todos los tipos de hornos de cemento con unos niveles adecuados (suficientes) de SO 2 para la producción de yeso.
Las emisiones de SO2 de las fábricas de cemento están directamente relacionadas con el
contenido en compuestos volátiles de azufre en las materias primas. Cuando se emplean
materias primas que contienen compuestos orgánicos de azufre o piritas (FeS), las emisiones de
SO2 pueden ser altas. En estos casos el SO2 es el principal compuesto de azufre emitido (99%),
aunque también se generan pequeñas cantidades de SO3 y en condiciones reductoras, puede
generarse sulfuro de hidrógeno (H2S).
El azufre presente en los combustibles que se emplean en el horno no genera emisiones
significativas de SO2, debido a la naturaleza fuertemente alcalina en la zona de sinterización, en
la zona de calcinación y en la etapa más baja del intercambiador, donde el SO2 va a reaccionar
con los materiales de entrada al horno quedando retenido en forma de sulfatos, evitando su
emisión a la atmósfera: SO2 + CaO + O2 Æ CaSO4.
Históricamente, las emisiones de SO2 de la instalación de CEMENTOS COSMOS han estado en
niveles muy inferiores al VLE de aplicación (en torno al 1% del VLE de 600 mg/Nm3), ya que las
materias primas empleadas en el proceso no contienen compuestos de azufre volátiles, no
siendo por tanto necesaria la aplicación de esta MTD de referencia para dar cumplimiento a los
límites reglamentarios.
22. Al objeto de reducir las emisiones de SO2 del horno, la MTD consiste en optimizar el proceso
de molienda de materias primas.
Como ya se ha explicado en la MTD anterior, las materias primas procedentes de la cantera Val
de la Cal, no contienen compuestos de azufre volátiles, por lo cual no generan emisiones de SO2,
y el SO2 procedente de la combustión de los combustibles reacciona en el horno e intercambiador
con quedando retenido en los materiales de entrada al horno, por lo que el SO2 no llega al molino
de crudo, donde también podría ser retenido en las materias primas.
1.3.6.3. EMISIONES DE CO Y DISPAROS POR CO
23. Al objeto de minimizar la frecuencia de los disparos por CO y de mantener su duración total
por debajo de los 30 minutos al año, cuando se utilizan precipitadores electrostáticos (ESP)
o filtros híbridos, la MTD consiste en aplicar las técnicas siguientes de manera combinada:
Técnica
a Gestionar correctamente los disparos por CO con el fin de reducir los períodos de parada del ESP.
b Medir continuamente de forma automática el CO mediante equipos de monitorización con tiempos de respuesta cortos y ubicados cerca de la fuente de CO.
La emisión de CO está relacionada con pequeñas cantidades de materia orgánica contenida en
las materias primas, aunque también puede producirse por una combustión incompleta o
combustión inadecuada en el interior del horno.
CEMENTOS COSMOS dispone de un equipo de monitorización que mide en continuo la
concentración de CO en los gases de salida del horno. Este equipo se ubica en la salida del
intercambiador tal que el sistema de control automático de proceso detiene automáticamente la
cámara electrostática del filtro híbrido cuando se alcanzan niveles de CO que pudieran dar lugar
a un riesgo de explosión en el interior del filtro. Simultáneamente a la parada de la cámara
electrostática del filtro, cuando se alcanza el nivel de consigna establecido para el CO, se detiene
la alimentación de combustible en el precalcinador, deteniendo la combustión anómala que ha
dado lugar a esta generación de monóxido de carbono.
Por otra parte, como ya se ha explicado en apartados anteriores, el sistema de control automático
de proceso en funcionamiento en CEMENTOS COSMOS favorece la estabilidad de éste, y junto
con el sistema gravimétrico de alimentación de combustible, que realiza una alimentación
homogénea y precisa de combustible en el precalcinador, reduce los disparos por CO.
Cabe reiterar que desde la puesta en marcha del filtro híbrido, los posibles disparos de la cámara
electrostática del filtro por puntas de CO, no dan lugar a emisiones elevadas de partículas en la
chimenea del horno, como ya se ha explicado en la MTD número 17, ya que en caso de disparo
de la cámara electrostática, la depuración de los gases de salida se mantendría en las cámaras
de mangas.
1.3.6.4. EMISIONES DE CARBONO ORGÁNICO TOTAL (COT)
24. Al objeto de mantener bajo el nivel de las emisiones de carbono orgánico total (COT) de los
gases producidos durante los procesos de combustión del horno, la MTD consiste en evitar
la incorporación al sistema del horno de materias primas con un alto contenido de compuestos
orgánicos volátiles (COV) a través de la vía de alimentación de materias primas.
La emisión de COT en los hornos de clinker es función de la presencia de materia orgánica volátil
en las materias primas y no del tipo de combustible empleado. Estas emisiones se deben
fundamentalmente a la volatilización de esta materia orgánica en las primeras etapas del proceso
al realizar el calentamiento.
Para evitar la incorporación al sistema del horno de materias primas con un alto contenido de
COV se realizan controles periódicos a los correctores empleados. No obstante la marga
proveniente de nuestra cantera, presenta zonas puntuales con alto contenido en materia
orgánica que resulta difícil de separar por su irregularidad (antiguas tierras de labor y restos del
manto vegetal), originando puntas de COT.
1.3.6.5. EMISIONES DE CLORURO DE HIDRÓGENO (HCl) Y FLUORURO DE HIDRÓGENO (HF).
25. Al objeto de reducir las emisiones de HCl de los gases producidos durante los procesos de
combustión, precalentamiento o precalcinación en hornos, la MTD consiste en aplicar alguna
de las técnicas primarias siguientes, o una combinación de ellas:
Técnica
a Utilización de materias primas y combustibles con bajo contenido de cloro.
b Limitar la cantidad de cloro de los residuos utilizados como materia prima o combustible en los hornos de cemento
Las materias primas de nuestra cantera empleadas en la fabricación de clinker contienen
únicamente trazas de cloruros, por lo que su influencia sobre las emisiones de HCl es
prácticamente nula, al igual que los combustibles fósiles empleados. Históricamente, las
emisiones de HCl se encuentran en niveles inferiores al VLE exigido en las instalaciones donde
se utilizan combustibles alternativos.
Además, la limitación en el contenido de cloro en los combustibles y materias primas que se
emplean en el proceso, es necesario para garantizar la regularidad de marcha del horno
(evitando pegaduras en la torre de ciclones) y la calidad del producto final.

26. Al objeto de evitar o reducir las emisiones de HF de los gases producidos durante los procesos
de combustión, precalentamiento o precalcinación en hornos, la MTD consiste en aplicar
alguna de las técnicas primarias siguientes, o una combinación de ellas:
Técnica
a Utilización de materias primas y combustibles con un bajo contenido de flúor.
b Limitar la cantidad de flúor de los residuos utilizados como materia prima o combustible en los hornos de cemento.
Al igual que para el cloro, las materias primas de nuestra cantera empleadas en la fabricación de
clinker contienen únicamente trazas de fluoruros, por lo que su influencia sobre las emisiones de
HF es prácticamente nula.
Históricamente, las emisiones de HF en nuestra instalación son muy bajas, inferiores al 1% del
VLE exigido en las instalaciones donde se utilizan combustibles alternativos.
1.3.7. EMISIONES DE PCDD/F
27. Al objeto de evitar o de mantener en un nivel bajo las emisiones de PCDD/F de los gases
producidos durante los procesos de combustión del horno, la MTD consiste en aplicar alguna
de las técnicas siguientes, o una combinación de ellas:
Técnica Aplicabilidad
a Seleccionar y controlar cuidadosamente las entradas al horno (materias primas), por ejemplo, en lo relativo al cloro, cobre y compuestos orgánicos volátiles.
Aplicable con carácter general
b Seleccionar y controlar cuidadosamente las entradas al horno (combustibles), por ejemplo, en lo relativo al cloro y cobre.
Aplicable con carácter general
c Limitar o evitar la utilización de residuos que contengan materiales orgánicos clorados. Aplicable con carácter general
d Evitar la utilización de combustibles con un alto contenido de halógenos (por ejemplo, cloro) para el quemador secundario
Aplicable con carácter general
e
Enfriar rápidamente los gases de combustión del horno a una temperatura inferior a los 200 °C, y reducir al mínimo el tiempo de permanencia de los gases de combustión y del contenido de oxígeno en aquellas zonas en las que el rango de temperatura se sitúe entre 300 y 450 °C.
Aplicable a los hornos largos de vía húmeda y seca sin precalentador. Esta característica es inherente al horno moderno con precalentador y precalcinador.
f Detener la coincineración de residuos en las operaciones de puesta en marcha y apagado Aplicable con carácter general
La distribución de la temperatura y el tiempo de residencia en hornos rotatorios proporcionan
unas condiciones particularmente favorables para que los compuestos orgánicos introducidos,
vía combustibles o derivados de ellos, sean completamente destruidos. Varias investigaciones
han demostrado que en los hornos de cemento la formación y emisión de dioxinas es muy baja
ya que no se dan los factores determinantes para su formación (BREF 2010).
Esta MTD correspondiente a evitar o mantener en un bajo nivel las emisiones de dioxinas y
furanos se aplicaría mediante las prácticas descritas en las MTD nº 11 y 12 descritas
anteriormente. En cuanto al enfriamiento de los gases de combustión, tal y como se explica en
el apartado 3.3.3 de esta Memoria, los gases que salen del horno se enfrían en la torre de
acondicionamiento de gases y en el molino de crudo, antes de su entrada al filtro híbrido.
1.3.8. EMISIONES DE METALES
28. Al objeto de minimizar las emisiones de metales de los gases producidos durante los procesos
de combustión del horno, la MTD consiste en aplicar alguna de las técnicas siguientes, o una
combinación de ellas:
Técnica
a Seleccionar materiales con un bajo contenido de los metales relevantes y limitar el contenido de los mismos, especialmente del mercurio, en los materiales utilizados
b Aplicar un sistema de aseguramiento de la calidad para garantizar las características de los residuos utilizados.
c Aplicar técnicas eficaces para evitar la emisión de partículas, como las descritas en la MTD 17.
Esta MTD correspondiente a la minimización de las emisiones de metales, se aplica como ya se
ha justificado previamente en las MTD nº 11 y 17, al contar con un sistema de aseguramiento de
la calidad que garantiza las características de los materiales utilizados, y un filtro híbrido que
minimiza la emisión de partículas.
1.3.9. PÉRDIDAS Y RESIDUOS DEL PROCESO
29. Al objeto de reducir los residuos sólidos generados durante el proceso de fabricación de
cemento y de ahorrar materias primas, la MTD consiste en lo siguiente:
Técnica Aplicabilidad
a Reutilización, siempre que sea posible, de las partículas recogidas en el proceso
Aplicable con carácter general, pero en función de la composición química de las partículas.
b Utilizar las partículas, siempre que sea posible, para elaborar otros productos comerciales.
Es posible que la utilización de partículas para elaborar otros productos comerciales quede fuera del control del titular.
Con respecto a la reducción de los residuos sólidos generados durante el proceso, el
funcionamiento de la instalación realiza históricamente la reutilización del polvo recogido en los
sistemas de filtración, incorporándolo de nuevo al proceso.

En el caso del proceso de clinkerización, el polvo recuperado en el filtro híbrido se recoge en un
silo metálico desde donde es conducido de nuevo al horno, y el polvo de clinker recuperado en
el electrofiltro del enfriador se conduce a la rastra que transporta el clinker a su almacenamiento.
En la molienda de carbón, el material recuperado en el filtro se conduce al silo de carbón molido,
y en los filtros de mangas de los molinos de cemento el material recogido se recupera como
producto final.
1.4. RESUMEN DE LAS MTD APLICADAS
A modo de resumen, en la siguiente tabla, se recogen las MTD anteriormente descritas,
describiendo si es una técnica de aplicación en la actualidad o no en la fábrica de CEMENTOS COSMOS en Toral de los Vados:
Resumen de las MTD en la industria cementera Aplicación
Gestión medioambiental MTD 1
- Adoptar y aplicar un Sistema de Gestión Medioambiental (SGMA) que incorpore las funciones enumeradas en la MTD 1. SI
Ruido MTD 2 - Combinar las técnicas enumeradas en la MTD 2 para reducir o minimizar las emisiones acústicas. SI
Medidas/técnicas primarias generales
MTD 3, 4, 5
- Lograr un proceso de combustión uniforme y estable, con parámetros aproximados a los establecidos para el proceso, reduciendo las emisiones del horno y aprovechando eficientemente la energía, mediante la aplicación de las medidas/técnicas enumeradas en la MTD 3.
- Llevar a cabo de manera cuidadosa la selección y el control de todas las sustancias que se introducen en el horno con el fin de evitar o reducir las emisiones (MTD 4)
- Monitorizar y medir de forma regular los parámetros y emisiones del proceso que se enumeran en la MTD 5.
SI
Consumo de energía y selección del proceso
MTD 6 - Utilizar hornos de proceso seco con precalcinación y precalentamiento
multietapa, para reducir el consumo de energía. SI
Consumo energético MTD 7, 8, 9, 10
- Reducir o minimizar el consumo de energía térmica mediante una combinación de las medidas/técnicas que se describen en la MTD 7.
- Reducir el consumo energético primario estudiando la posible reducción del contenido de clinker del cemento y de los productos del cemento (MTD 8).
- Reducir el consumo energético primario considerando la posibilidad de plantas de cogeneración/generación combinada de calor y electricidad (MTD 9).
- Reducir o minimizar el consumo de energía eléctrica mediante la aplicación, de forma individual o combinada, de las técnicas descritas en la MTD 10.
SI
(1)
Control de calidad de residuos MTD 11
- Aplicar las técnicas enumeradas en la MTD 11 para controlar las características de los residuos utilizados como combustible o materia prima en los hornos, y reducir las emisiones.
SI
Incorporación de residuos al horno MTD
12
- Aplicar las técnicas enumeradas en la MTD 12 para lograr un tratamiento adecuado de los residuos utilizados en el horno como combustible o como materia prima.
SI
Gestión de la seguridad en la utilización de residuos peligrosos
MTD 13
- Aplicar un sistema de gestión de la seguridad en el almacenamiento, la manipulación y la incorporación de residuos peligrosos. NO
Emisiones difusas de partículas
MTD 14, 15
- Minimizar o evitar las emisiones difusas de partículas en las operaciones que las generan aplicando individualmente o de forma combinada las técnicas que se describen en la MTD 14.
- Minimizar o evitar las emisiones difusas de partículas en las zonas de almacenamiento a granel aplicando individualmente o de forma combinada las técnicas que se describen en la MTD 15.
SI
Emisiones canalizadas de partículas derivadas
de operaciones con emisión de partículas
MTD 16
- Aplicar un sistema de gestión del mantenimiento enfocado al funcionamiento de los filtros empleados en las actividades generadoras de partículas distintas de los procesos de combustión del horno, de enfriado y de molienda principal.
SI
Emisiones de partículas derivadas de procesos
de combustión del horno MTD 17
- Reducir las emisiones de partículas de los gases producidos durante los procesos de combustión del horno mediante la limpieza de los gases de combustión mediante filtros.
SI

Resumen de las MTD en la industria cementera Aplicación
Emisiones de partículas derivadas de procesos de enfriado y molienda
MTD 18
- Reducir las emisiones de partículas procedentes de los gases producidos durante los procesos de enfriado y molienda mediante la limpieza de los gases de escape con filtros.
SI
Emisiones de NOx MTD 19, 20
- Aplicar individualmente o de forma combinada las técnicas que se describen en la MTD 19 para reducir las emisiones de NOx de los gases producidos durante los procesos de combustión, precalentamiento o precalcinación en hornos.
- En caso de aplicar la SNCR, lograr una reducción eficiente de los NOx manteniendo la emisión de amoníaco adicional al nivel más bajo posible mediante las técnicas que se describen en la MTD 20.
SI
Emisiones de SOx MTD 21, 22
- Aplicar alguna de las técnicas descritas en la MTD 21 para reducir o minimizar las emisiones de SOx en los gases producidos durante los procesos de combustión, precalentamiento y precalcinación.
- Optimizar el proceso de molienda de materias primas para reducir las emisiones de SOx.
NO
Emisiones de CO y disparos por CO
MTD 23
- Cuando se apliquen precipitadores electrostáticos o filtros híbridos, minimizar la frecuencia de los disparos por CO y mantener su duración por debajo de los 30 minutos al año en total mediante una combinación de las técnicas descritas en la MTD 23.
SI
Emisiones de carbono orgánico total
MTD 24
- Mantener bajo el nivel de las emisiones COT de los gases producidos durante los procesos de combustión del horno evitando la incorporación al horno de materias primas con un alto contenido de compuestos orgánicos volátiles a través de la vía de entrada de materias primas.
SI
Emisiones de ácido clorhídrico (HCl) y de ácido fluorhídrico (HF)
MTD 25, 26
- Aplicar individualmente o de forma combinada las técnicas descritas en las MTD 25 y 26 para reducir las emisiones de HCl y HF respectivamente de los gases producidos durante los procesos de combustión, precalentamiento o precalcinación en hornos.
SI
Emisiones de PCDD/F MTD 27
- Aplicar individualmente o de forma combinada las técnicas descritas en la MTD 27 para evitar o mantener en un nivel bajo las emisiones de PCDD/F. SI
Emisiones de metales MTD 28
- Aplicar individualmente o de forma combinada las técnicas descritas en la MTD 28 para minimizar las emisiones de metales de los gases producidos durante los procesos de combustión.
SI
Pérdidas/residuos del proceso MTD 29
- Aplicar las técnicas/medidas que se describen en la MTD 29 para reducir los residuos sólidos generados durante el proceso de fabricación de cemento y de ahorrar materias primas.
SI
Tabla 7.1 Resumen de las Mejores Técnicas Disponibles
(1) En la actualidad no se considera la posibilidad de construir plantas de cogeneración o plantas de generación combinada de
calor y electricidad.
33
ANEXO 3 Copia del certificado en vigor en la actualidad del SGA

34
ANEXO 4 Análisis químico de un lote de neumáticos (NFU) que actualmente se está utilizando en la factoría de Oural para su valorización energética.



35
ANEXO 5 Informe de análisis del coque verde de petróleo que se utiliza actualmente como combustible en la fábrica de Toral de los Vados
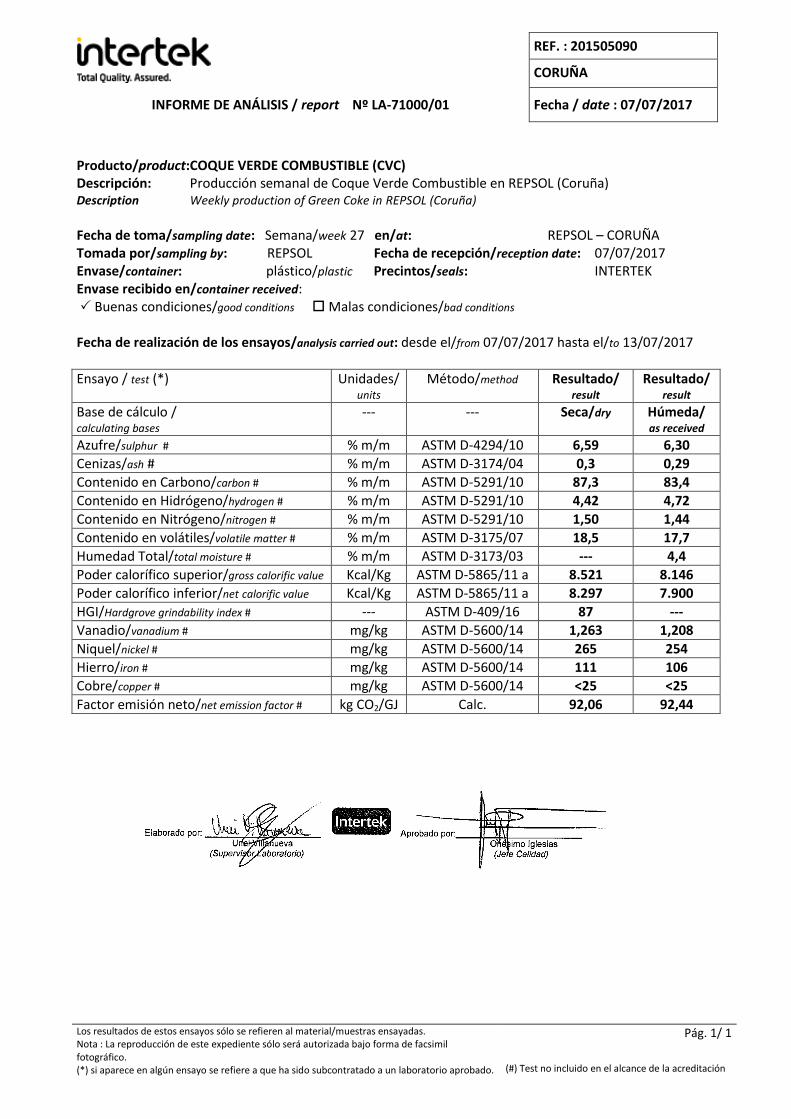
REF. : 201505090
CORUÑA
INFORME DE ANÁLISIS / report Nº LA-71000/01 Fecha / date : 07/07/2017
Los resultados de estos ensayos sólo se refieren al material/muestras ensayadas. Nota : La reproducción de este expediente sólo será autorizada bajo forma de facsimil fotográfico. (*) si aparece en algún ensayo se refiere a que ha sido subcontratado a un laboratorio aprobado.
Pág. 1/ 1
(#) Test no incluido en el alcance de la acreditación
Producto/product: COQUE VERDE COMBUSTIBLE (CVC) Descripción: Producción semanal de Coque Verde Combustible en REPSOL (Coruña) Description Weekly production of Green Coke in REPSOL (Coruña) Fecha de toma/sampling date: Semana/week 27 en/at: REPSOL – CORUÑA Tomada por/sampling by: REPSOL Fecha de recepción/reception date: 07/07/2017 Envase/container: plástico/plastic Precintos/seals: INTERTEK Envase recibido en/container received: Buenas condiciones/good conditions Malas condiciones/bad conditions
Fecha de realización de los ensayos/analysis carried out: desde el/from 07/07/2017 hasta el/to 13/07/2017
Ensayo / test (*) Unidades/ units
Método/method Resultado/ result
Resultado/ result
Base de cálculo / calculating bases
--- --- Seca/dry Húmeda/ as received
Azufre/sulphur # % m/m ASTM D-4294/10 6,59 6,30
Cenizas/ash # % m/m ASTM D-3174/04 0,3 0,29
Contenido en Carbono/carbon # % m/m ASTM D-5291/10 87,3 83,4
Contenido en Hidrógeno/hydrogen # % m/m ASTM D-5291/10 4,42 4,72
Contenido en Nitrógeno/nitrogen # % m/m ASTM D-5291/10 1,50 1,44
Contenido en volátiles/volatile matter # % m/m ASTM D-3175/07 18,5 17,7
Humedad Total/total moisture # % m/m ASTM D-3173/03 --- 4,4
Poder calorífico superior/gross calorific value Kcal/Kg ASTM D-5865/11 a 8.521 8.146
Poder calorífico inferior/net calorific value Kcal/Kg ASTM D-5865/11 a 8.297 7.900
HGI/Hardgrove grindability index # --- ASTM D-409/16 87 ---
Vanadio/vanadium # mg/kg ASTM D-5600/14 1,263 1,208
Niquel/nickel # mg/kg ASTM D-5600/14 265 254
Hierro/iron # mg/kg ASTM D-5600/14 111 106
Cobre/copper # mg/kg ASTM D-5600/14 <25 <25
Factor emisión neto/net emission factor # kg CO2/GJ Calc. 92,06 92,44


















