
Influencia de La Temperatura de Colado, En Ausencia de Porosidades de Una Pieza de Al - Si Para p
41
1. Titulo: Influencia de de la temperatura de colado en la presencia de porosidades, en una pieza de Al – Si, para pistones de autos de la Ciudad de Trujillo. 2. Personal investigador 2.1. Autor: Avila Villanueva William 2.2. Coautor: Prentice Azañero, Cesar 3. Tipo de investigación 3.1. Por su naturaleza: Aplicada 3.2. Por su forma: Experimental 4. Régimen de investigación: Orientada 5. Localidad e institución donde se desarrollara el proyecto: El proyecto se desarrollara en la Ciudad de Trujillo, Universidad Nacional de Trujillo, Facultad de Ingeniería, 1
-
Upload
raulyepezsanchez -
Category
Documents
-
view
214 -
download
0
description
Influencia de La Temperatura de Colado, En Ausencia de Porosidades de Una Pieza de Al - Si Para p
Transcript of Influencia de La Temperatura de Colado, En Ausencia de Porosidades de Una Pieza de Al - Si Para p
1. Titulo: Influencia de de la temperatura de colado en la presencia de
porosidades, en una pieza de Al – Si, para pistones de autos de la
Ciudad de Trujillo.
2. Personal investigador
2.1. Autor: Avila Villanueva William
2.2. Coautor: Prentice Azañero, Cesar
3. Tipo de investigación
3.1. Por su naturaleza: Aplicada
3.2. Por su forma: Experimental
4. Régimen de investigación: Orientada
5. Localidad e institución donde se desarrollara el proyecto:
El proyecto se desarrollara en la Ciudad de Trujillo, Universidad Nacional de
Trujillo, Facultad de Ingeniería, Escuela de Ingeniería Metalúrgica, Laboratorio
de Fundición.
6. Duración del proyecto y horas semanales:
6 meses, empleando 8 horas semanales
1
7. Cronograma
Etapas inicio termino hrs. /semanales
Recolección de datos 20-01-05 19-03-05 8
Análisis de datos 20-03-05 19-05-05 8
Redacción del informe 20-05-05 19-07-05 8
8. Recursos
8.1. Recursos disponibles
8.1.1. Personal
N° Personal disponible Cantidad
1 Tesistas 2
2 Asesor 1
8.1.2. Bienes
N° Bienes disponibles Cantidad
1 Horno crisol 1
2 Equipo metalografico Varios
3 Microscopio eléctrico 1
4 Cámara fotográfica 1
8.1.3. Servicios
8.1.4. Local
Laboratorio de fundición de la Escuela de Ingeniería.
2

8.2. Recursos no disponibles
8.2.1. Personal
1 técnico de laboratorio
8.2.2. Bienes
N° Bienes no disponibles Cantidad
1 Reactivos Varios
2 Materiales de escritorio Varios
3 Recipientes Varios
4 Instrumentos Varios
8.2.3. Servicios
N° Servicios no disponibles Cantidad
1 Hospedaje y alimentación 30 días
2 Transporte 20
3 Servicio computo Global
4 Servicio internet Global
5 Impresiones, encuadernación 10
6 Revelados de fotos Global
8.2.4. Local
3
9. Presupuesto de recursos no disponibles
9.1. Bienes de consumo
Partida Descripción Cantidad S/.
5.3.11.30 Recipientes para muestras 25 500.00
5.3.11.30 Reactivos de laboratorio Varios 1 200.00
5.3.11.30 Materiales de escritorio Varios 400.00
5.3.11.30 Implementos de seguridad Varios 600.00
5.3.11.51 Cronómetros de control 01 100.00
5.3.11.51 Phmetro 01 1 200.00
5.3.11.51 Instrumentos de laboratorio Varios 800.00
Sub. – total S/. 4 800.00
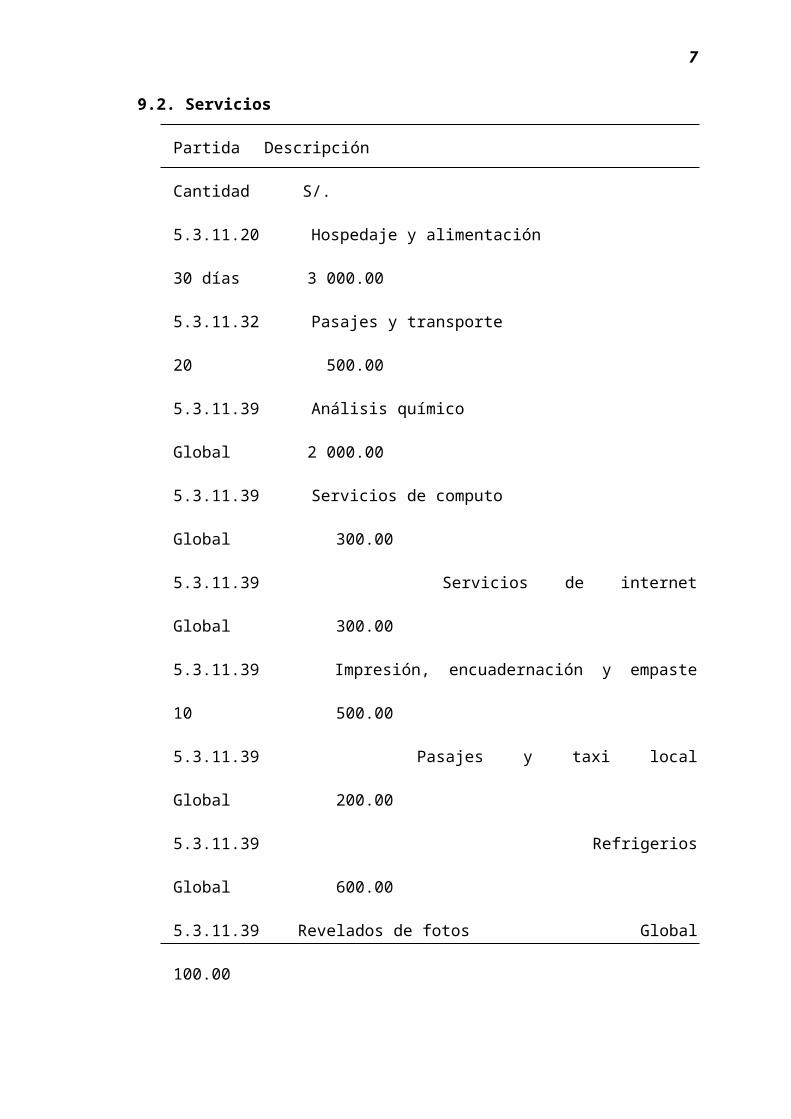
9.2. Servicios
Partida Descripción Cantidad S/.
5.3.11.20 Hospedaje y alimentación 30 días 3 000.00
5.3.11.32 Pasajes y transporte 20 500.00
5.3.11.39 Análisis químico Global 2 000.00
5.3.11.39 Servicios de computo Global 300.00
5.3.11.39 Servicios de internet Global 300.00
5.3.11.39 Impresión, encuadernación y empaste 10 500.00
5.3.11.39 Pasajes y taxi local Global 200.00
5.3.11.39 Refrigerios Global 600.00
5.3.11.39 Revelados de fotos Global 100.00
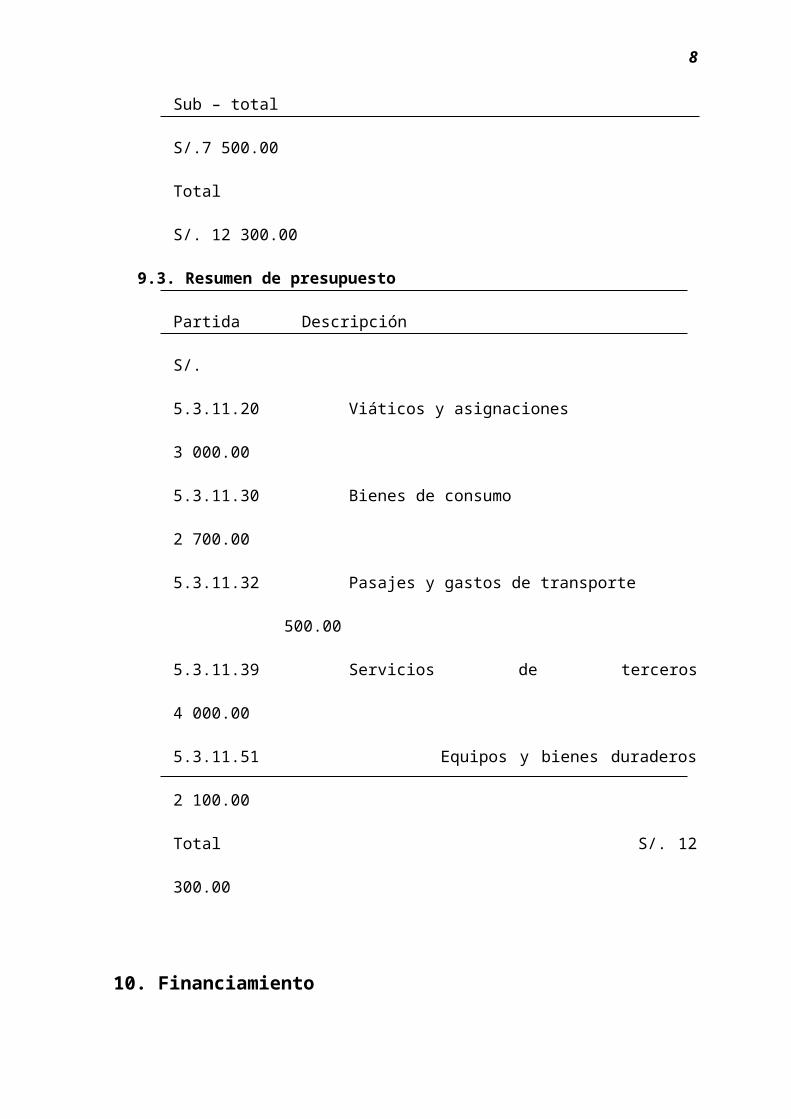
Sub – total S/.7 500.00
Total S/. 12 300.00
4

9.3. Resumen de presupuesto
Partida Descripción S/.
5.3.11.20 Viáticos y asignaciones 3 000.00
5.3.11.30 Bienes de consumo 2 700.00
5.3.11.32 Pasajes y gastos de transporte 500.00
5.3.11.39 Servicios de terceros 4 000.00
5.3.11.51 Equipos y bienes duraderos 2 100.00
Total S/. 12 300.00
10. Financiamiento
10.1. Con recursos propios : S/. 300. 00
10.2. Con recursos externos : S/. 12. 000. 00
5
II. PLAN DE INVESTIGACIÓN
6
1. Realidad problemática
Se ha observado, en repetidas veces que uno de los principales
problemas en una fundición o mejor dicho en una pieza fundida son las
porosidades que se presentan en estas.
Esta constatado que el uso de estas aleaciones de Al – Si es en poleas,
volantes, así como muy en general en pistones para autos, por su dureza
adecuada, su resistencia al impacto, su resistencia al desgaste (Figura 1 –
Apéndice).
La humedad del molde influye mucho, así como el tipo de arena que se va
a usar, para dar como resultado un mal moldeo, pues las proporciones de
arena y agua deben estar bien definidas.
La temperatura de colado, es un factor muy importante a tener en cuenta,
pues si no es la adecuada, tendremos un mal colado y provocando la
presencia de porosidades (Figura 2 – Apéndice).
Otro factor a tener en cuenta es la solubilidad del hidrogeno, que es un
elemento que no es muy soluble en el aluminio, y de esta manera tendremos
un exceso de gases que ayudaran a la presencia de porosidades en la pieza
fundida.
Todos estos factores contribuyen a la formación de porosidades, que luego
de un maquinado, habrá un mal aspecto superficial, teniendo como
consecuencia el desagrado del cliente; además de la mala calidad del
producto, por la presencia de los poros nos llevará al cambio del producto por
otro que no presente porosidades, teniendo como consecuencia pérdidas
económicas o accidentes durante el uso de las piezas (Figura 2 – Apéndice).
7
2. Antecedentes
Durante la solidificación de una aleación de aluminio silicio generalmente
se forman cristales equiaxiales y columnares cuyo grosor y longitud de los
cristales columnares dependen de la temperatura de colado y de los cambios
de temperatura que existen dentro del molde. Una aleación cerca al eutéctico
entre 11,7 a 12,7 % de silicio, fundida y enfriada lentamente consiste en
toscas hojuelas de silicio en una matriz de aluminio, bajo estas condiciones la
aleación baja su esfuerzo y ductilidad y desde la corriente del metal durante la
alimentación está afectada por agruparse partículas de silicio que tienden a
formar porosidades (Aguilar, T y Escobar, G. 1997, p.8).
Según Pacheco con respecto a las piezas fundidas de Al – Si, establece
que estas están destinas para el moldeado de las piezas perfiladas; refiere
que las aleaciones mas conocidas son Al – Si que han obtenido el nombre de
siluminio. El siluminio típico es una aleación eutéctica A l – 12 que contiene un
10 – 13 %. La aleación tiene excelentes propiedades de fundición, alta fluencia
líquida, pequeña contracción, etc. Las aleaciones de Al – Si resisten bien la
corrosión en una atmósfera húmeda y en agua de mar, se elaboran fácilmente
por corte, se sueldan y garantizan una excelente hermetización de los lingotes.
Un defecto de los siluminios consiste en la tendencia a la formación de
porosidades de gases. (2000, p. 89).
En 1979, se da un alcance acerca de la solubilidad del silicio, estando su
máxima expresión o rango en la solución sólida alfa, siendo 1.65 % de la
temperatura eutéctica de 1071° F. aunque la línea solvus muestra menor
solubilidad a menores temperaturas, estas aleaciones suelen ser no tratables
térmicamente. La aleación forjada 4033, que contiene 12,5 % de Si, tiene gran
8
capacidad de forjado y bajo coeficiente de expansión térmica se usa para
pistones de automóviles. (Avner, 1979, p. 485); el Al – Si forman una serie
eutéctica simple con algunas solubilidades de los sólidos en ambos extremos.
El eutéctico de Al – Si contiene 11.7 % de silicio y solidifica a 577 ° C. El
componente rico en aluminio, en condiciones de equilibrio, tiene 1.65 % de Si
a esta temperatura y el constituyente rico en Si contiene 0.5 % de Al. (King, F.
1992, p. 178).
Además el mismo autor, señala que en la actualidad se emplean en
pequeñas cantidades de aleaciones forjadas de Al – Si para aplicaciones
como las aleaciones de soldadura fuerte, se usaron antes para fines
arquitectónicos, donde la película anodinada de color gris oscuro ha
demostrado tener aceptación. Estas aleaciones también se utilizan para
varillas de soldar, de manera que el total de soldadura resultante se comporta
de una manera muy semejante a un vaciado, que se ha templado por
enfriamiento brusco de la misma composición (1992, p.178).
3. Marco teórico
3.1. El aluminio
El Aluminio es uno de los metales más modernos, pues fue
descubierto por el alemán Wholer en 1827, pero el procedimiento
industrial se debe al francés Sainte – Claire Deville, quien en 1854,
consiguió producir aluminio suficientemente puro. A partir de entonces se
lograron numerosos perfeccionamientos, el más importante de los cuales
es el representado por la introducción del procedimiento electrolítico,
debido a Heroult y Hall.
9
La producción del Aluminio en la actualidad, se efectúa
sistemáticamente como sigue: Primero se trata la bauxita, que constituye
el mas importante mineral de aluminio (Al2O3 55 – 65%) mientras el resto
esta representado por F2O3 – SiO2 , TiO2, H2O, etc.) mediante un proceso
químico, obteniéndose oxido puro o alumina (Al2O3), que se lleva a una
cuba electrolítica, el ánodo de la cual esta constituida por uno o dos
electrodos de carbón y el cátodo por el fondo de la cuba.
Dado que la alumina funde a temperatura muy elevadas (2040 ºC)
se disuelve en una sal denominada criolita (3NaF.AlF3) y de esta manera
se puede trabajar a unos 1000 ºC. Para producir 1 Kg. de aluminio se
necesitan 4 Kg. de bauxita y unos 3 kilovatios hora. (Capello, E, p.356)
3.2. Características del aluminio
Las características del aluminio que mayormente pueden interesar a
los fundidores son las siguientes:
Temperatura de Fusión--------------------------------657ºC
Temperatura de Ebullición----------------------------2200ºC
Calor Especifico-----------------------------------------0.22 Kcal/kgºC
Calor Latente de Fusión-------------------------------93 Kcal/Kg
Calor de Combustión-----------------------------------7200 Kcal/kg
Contracción Lineal-------------------------------------.65%
Coeficiente de Dilatación------------------------------25x10-6
Conductibilidad Térmica-------------------------------0.52 Kcal/seg.dm3.ºC
Peso Específico a 20ºC--------------------------------2.7
Peso Específico a 700ºC------------------------------2.38
10

Modulo de Elasticidad----------------------------------6750 kg/mm2
(Capello, E. p.356)
3.3. Efecto ejercido del silicio (Si) en el aluminio (Al)
El silicio es soluble en el aluminio hasta 1.95% a la temperatura
eutectica de 577ºC; al decrecer la temperatura la solubilidad disminuye
hasta quedar muy reducida a la temperatura ambiente. Aunque son
teóricamente susceptibles de temple estructural, las aleaciones binarias
de aluminio – Silicio no se somete a tal tratamiento, pues prácticamente
no se consiguen mejoramientos interesantes.
La adición de silicio mejora la resistencia mecánica de la aleación sin
reducir de modo notable la ductibilidad; la aleación eutectica, por ejemplo,
resulta suficientemente tenaz.
En fundición conviene el silicio porque mejora la colabilidad, reduce
la fragilidad al calor y permite obtener piezas compactas; por otro lado no
disminuye de modo notable la resistencia a la corrosión del aluminio puro,
por lo cual las piezas de aleación de aluminio – silicio se consideran de
mediana resistencia; ejerce en cambio un efecto pernicioso para la
mecanización. (Capello, E. p.357)
3.4. Moldeo de la pieza (Al-Si) en arena
Se observa que normalmente se usa el moldeo en verde (arena) por
cuanto se obtiene una mayor posibilidad de contracción de la pieza
durante la solidificación y una estructura mas fina; el moldeo en seco que
implica, como es sabido, el secado del molde, es adoptado
11

frecuentemente para los machos por cuanto deben poseer una
resistencia mecánica y una elevada permeabilidad. Desde el punto de
vista granulométrico, las mejores arenas de fundición son las de grano
fino, recomendadas para el caso de piezas en las que interese el aspecto
superficial y las de grano medio, indicadas para las piezas de fuerte
espesor, en las que la permeabilidad del molde es un requisito esencial.
Para el moldeo la arenas debe estar suficiente pero no
excesivamente húmeda (5 al 7%), para evitar los conocidos peligros
debido al vapor de agua que se forma durante la colada. (Capello, E.
p.360)
3.5. ¿Qué es fundición?
Es el arte de fabricar piezas llenando con un cristal fundido una
cavidad refractaria llamada molde. Por ello la industria de la fundición
tiene los siguientes objetivos:
- La preparación de un molde en el que se vierte el metal liquido que,
una vez solidificado y enfriado, formara piezas de forma y
dimensiones deseadas.
- La obtención de un metal o aleación que satisfaga las condiciones de
empleo impuestas. (Bader, O. p. 427)
3.6. Colada de una aleación de Al – Si
La colada se efectúa a temperaturas comprendidas entre los 750ºC
para el aluminio puro y los 680ºC para las aleaciones mas fusibles; por
otra parte la temperatura de colada se regulará según el tipo de moldeo
12

elegido; En el caso de las aleaciones aluminio – silicio al 13 % se
procederá a su desmoldeo y luego se eliminaran con la sierra los
apéndices de colada (bebederos, cargadores, y mazarotas) y las rebabas
con limas a propósito. (Capello, E. p.361)
3.7. Temperatura de colado
El mayor problema es la selección de la óptima temperatura de
colado para la aleación ya especificada, para entender este problema,
hay que añadir dos consideraciones importantes:
- Si una aleación se vacea a una temperatura demasiado baja, esta
comenzara a solidificar en el sistema de aleación y el molde no podrá
llenarse.
- Si un metal se vacea a una temperatura de colado excesivamente
alta, la arena en el sistema de alimentación y en las paredes del
molde serán atacadas muy severamente. Esto puede producir unas
superficies ásperas sobre la pieza y un atrapamiento de los productos
de reacción, sólidos líquidos y gases en la pieza.
Es evidente por lo tanto que una temperatura de colado debe
seleccionarse para evitar ambos tipos de defectos.
Además debido a las condiciones usuales de producción, bajo las
cuales muchas piezas se vacean desde una simple cuchara, es necesario
especificar un rango de temperatura de colado. El ancho de este rango
no debe dejarse a la discreción del operador (colador), quien siempre
optará por el rango más amplio posible. Lo estrecho del rango que pueda
13

mantenerse permite obtener piezas sanas y un buen acabado superficial.
(Flinn, R. 1987, p.60)
3.8. Las porosidades
Son huecos en la estructura solidificada, se presentan como
resultado de la disminución de la solubilidad en función de la temperatura
del liquido; si la temperatura disminuye, la solubilidad del gas disminuye.
(Verhoeven, 1987, p.321)
Las porosidades, los pequeños agujeros, las burbujas y las
sopladuras, todas tienen análogo aspecto. Se trata en efecto de burbujas
esféricas o aplanadas (vesículas) de superficie lisa provocados por gases
disueltos en el metal que escapan en el acto de la solidificación, o de
gases o vapores que se forman en el molde, o al contacto del molde con
el metal, y que, a causa de la escasa permeabilidad del molde, tratan de
encontrar un paso a través del molde liquido, donde quedan aprisionados
en el acto de las solidificación. (Capello. p.440)
El efecto perjudicial de las porosidades, se da en la concentración de
esfuerzo en los poros, lo cual depende de la forma del poro; y en la
reducción en el área que soporta la carga, lo cual depende de la fracción
volumétrica de la porosidad. (Shakelford, 1992, p.325)
3.9. El gas y la temperatura en una pieza de Al – Si
Muchos metales en estado líquido disuelven gran cantidad de gas.
El Al líquido permite la incorporación del H2 en solución. Sin embargo al
solidificarse, el Al solo puede retener en su estructura una pequeña
14

cantidad de gas. La cantidad de gas puede disolver en un metal fundido
esta dada por la ley de Sievert:
Donde Pgas es la presión parcial del gas en contacto con el metal y K
es una constante especifica para un sistema metal – gas particular, que
aumenta con el incremento de la temperatura.
Figura 1. Solubilidad del H en Al cuando
la presión parcial de H2 = 1 atm.
Referencia: Askeland, 1998, p.209
Análogamente, cuando se vierte el metal fundido a un molde el
colado, empieza a enfriarse desde el interior hasta la superficie limitante
debido a que el calor puede fluir, solo hacia afuera a través del molde.
El metal en la superficie se enfría ya que al principio el molde esta
relativamente frió, si el enfriamiento es severo, la superficie puede
endurecerse en forma apreciable (alta dureza, por tanto, posible alta
15

fragilidad). En las fundiciones usuales se produce una estructura de
grano fino cerrado cerca de la superficie y granos más gruesos hacia el
centro donde el enfriamiento es más lento. (Askeland, 1998, p.209-210)
3.10. Solubilidad del hidrogeno
A continuación según el I Seminario de Fundición realizado en la
Universidad Nacional de Ingeniería en el Departamento Académico de
Metalurgia, se describe la Solubilidad del Hidrogeno:
El hidrogeno es el gas que normalmente crea problemas en las
fundiciones no férreas, por la facilidad en que se disuelven en casi todos
ellos y por la gran posibilidad que tiene de encontrarse presente durante
la fusión: los vapores de agua procedentes de la humedad, de los
refractarios, crisoles, herramientas, etc., las grasas, productos hidratados
de corrosión pueden descomponerse a las temperaturas de trabajo
proporcionando hidrogeno. Hay que conocer como ingresa el gas en el
metal, su mecanismo, para comprender mejor los procedimientos de
desgasificación empleados.
El Hidrogeno molecular presente en la atmósfera del horno no puede
entrar directamente en el metal, ya este en estado sólido o líquido sino
que lo hace siguiendo los siguientes pasos:
Disociación Absorción Difusión Disolución
A veces la introducción del gas en el metal fundido no se hace a
través de la atmósfera del horno.
Este es el caso de la inyección y atrape del aire durante el vertido o
la introducción del gas en el metal colado cuando ocurre una reacción del
16
metal con el molde o una descomposición de la pintura y recubrimientos
volátiles de los moldes y coquillas.
3.10.1. Disociación
A temperatura de trabajo el H2 molecular se disocia según el
equilibrio:
H2 (gas molecular) 2H(gas
atómico)
Esto ocurre en la superficie del metal donde se fijan los
átomos de hidrogeno por una absorción activada.
Tratándose de un compuesto como el vapor de agua ocurre la
disociación en sus átomos constituyentes. Ejemplo: Si el metal es
el cobre, veamos el siguiente esquema:
Cu + 2H2O Cu +2H2(gas) + O2(gas)
Cu + H2(gas) Cu +2H ( en el metal)
El proceso de fijación del azufre y el oxigeno procedente del
anhídrido sulfuroso en el cobre fundido seria:
Cu + SO2(gas) Cu + S(gas) + O2
Cu + S(gas) Cu + S(en el metal)
Cu + O2(gas) Cu +2O(en el metal)
Debemos considerar que a medida que aumenta la
temperatura del proceso y disminuye la presión aumenta el grado
de disociación.
17

3.10.2. Absorción
Es el fenómeno por el cual se forma una capa fina de gas en
la superficie de los metales. Siempre dependiendo
fundamentalmente de las temperaturas de trabajo podemos
considerar dos tipos de absorción:
a. Absorción física o molecular
Las moléculas de hidrogeno no se fijan sobre el metal con
unas fuerzas de naturaleza física (Vander Walls) ocurre a bajas
temperaturas relativamente muy bajas y depende del estado de
la superficie y en menor proporción de las propiedades del gas.
b. Absorción química o activada
Por la que se fijan los átomos del gas sobre el metal. Las
fuerzas son de naturaleza química similares a las fuerzas de
atracción. La disociación de la molécula es el paso previo a la
absorción química. Tiene lugar a temperaturas mas elevadas
que la absorción física y no ocurre con todos los metales ni con
todos los gases.
La capacidad de absorción del metal es fundido del
estado superficial de este, siendo por ejemplo la película de
oxido un impedimento para la absorción del hidrogeno en el
aluminio.
18

3.10.3. Difusión
Los gases absorbidos en forma atómica por el metal son
ahora capaces de viajar por el interior de este. Hay una
tendencia de los átomos del gas a igualar la presión parcial del
gas en el medio que los rodea. De ahí que cuando el metal esta
exento de gas, la presión que esta en el interior del metal es nula
y los átomos comienzan a introducirse en la masa metálica hasta
que la presión gaseosa alcanza el valor de la presión del gas en
el exterior. De igual manera si anulamos la presión del gas
exterior del metal (barriendo la superficie con un gas inerte por
ejemplo), el gas que antes se introdujo en el metal fundido
tendería a salir para reducir su presión e igualarla a la exterior y
alcanzar el equilibrio.
La difusión proporciona una distribución homogénea del
gas dentro del metal. No todos los gases son capaces de
difundir en los metales. Así tenemos que el Argot, helio no
loasen, e cambio el hidrogeno, oxigeno, nitrógeno se difunden
con mucha facilidad especialmente el hidrogeno. Se cree que la
velocidad de difusión dentro del metal es función del tamaño del
átomo ya que la difusión se realiza a través de la red cristalina
del metal estando el gas en forma iónica, de esta manera que la
velocidad de de difusión del hidrogeno sea tan grande ya que es
el mas pequeño (esta formado por un solo protón).
19

El estado de la superficie libre del metal fundido, la capa de
oxido o fundentes que lo recubren modifican la cinética del
proceso, tanto si el gas pretende introducirse en el metal, como
si lo que pretenden es salir. Esta es la razón por la cual a veces
la desgasificación de un metal fundido por barrido de la superficie
del metal (o barboteo en su interior) con un gas inerte no sea
efectiva.
También alteran la difusión las impurezas o elementos
aleantes del metal ya que modifican la estructura cristalina de
este.
3.10.4. Disolución
El gas que en forma atómica viaja por el interior de la masa
metálica puede quedarse alojado en su interior, entre los átomos
del metal que constituyen el cristal. El gas quedaría entonces
alojado en el metal sólido y se dice que esta disuelto formando
solución sólida intersticial.
La solubilidad del gas en el metal se determina cuando el
gas disuelto y el gas exterior al metal están e equilibrio, no
presentan el volumen de gas que puede contener la unidad de
volumen del metal en unas condiciones de temperaturas y
presión determinadas. El tiempo que se tarda en alcanzar el
equilibrio depende fundamentalmente de los mismos factores,
que afectan el grado de absorción y velocidad de difusión como
20

son la temperatura y presión, capa de oxido, alteración térmica,
etc.
En el periodo de fusión son los gases solubles en el metal
principalmente, los que podrían ser responsables de la obtención
de piezas porosas ya que otros gases no solubles atrapados por
el metal escaparan a la atmósfera durante la fusión.
4. Formulación del Problema
¿En qué medida influye la temperatura de colado para la ausencia de
porosidades en una pieza de Al – Si, para pistones de autos en la ciudad de
Trujillo?
5. Hipótesis
“A menor temperatura de colado, mayor ausencia de porosidades“
6. Objetivos
6.1. Objetivo general
- Disminuir las porosidades en una pieza fundida de Al – Si.
6.2. Objetivos específicos
- Controlar la temperatura de colado del metal fundido de Al – Si.
- Disminuir la absorción de gases.
21

7. Definición operacional de las variables
Variable Tipo Dimensión Indicador Medición Instrumento Técnica
Temperatura V.I grados º C directa termocupla electrónico
de colado
Porosidad V.D % poros indirecta microscopio electrónico
x área
7.1. Temperatura de colado
Es un tipo de variable independiente que se expresa en grados
centígrados, obtenidas directamente por una termocupla, que esta
conectado a un aparato electrónico.
7.2. Porosidad
Es una variable dependiente, cuya dimensión es en porcentaje, que
indica el n° de poros x área presente, obtenida indirectamente a través de
un microscopio por vía electrónica.
8. Material y Métodos
8.1. Materiales
8.1.1. Material de estudio: Pistones de automóviles.
8.1.2. Universo: Pistones de automóviles.
8.1.3. Muestra: Pistones de automóviles volvo de la ciudad de Trujillo,
22

durante el año 2005.
- Composición Química: Silicio – 8 – 11 %
Otras pequeñas cantidades – 0.1 %
Aluminio – el resto
- Propiedades: Resistencia al impacto
Resistencia al desgaste.
8.1.4. Otros Materiales
- Discos abrasivos
- papeles abrasivos
- otros materiales usados para el maquinado.
8.1.5. Instrumentos y equipos
a. Instrumentos
- Caja de molde
- Tenazas
- Crisol
- Molde
- Malla para cernir
- Palanas
- Alisador
- Atacador
23

- Apisonador
b. Equipos
- Horno de crisol fijo
- Microscopio electrónico
- Equipo de seguridad
8.1.6. Instalaciones
Laboratorio de fundición, de la escuela de ingeniería metalurgia, de
la UNT.
8.2. Métodos
8.2.1. Contrastación lógica de la hipótesis
“Si disminuimos la temperatura de colado, debido a que queremos
minimizar la captación de gases; entonces, aumenta la ausencia
de porosidades, porque se mejora la eliminación de gas durante el
enfriamiento de la aleación, ya que a velocidades menores de
enfriamiento se favorece la eliminación natural de gases.
8.2.2. Modelo experimental
Variable independiente: temperatura de colado
Variable dependiente: porosidades
8.2.3. Matriz de datos
Será de acuerdo al modelo a utilizar.
24

8.2.4. Secuencia de pruebas
Será la que resulte del proceso de aleatorización de la matriz de
datos.
8.2.5. Procedimiento experimental
Se usara el procedimiento adecuado al modelo y variables de
estudio elegidos.
9. Referencias bibliográficas
- Aguilar , T y Escobar, G. (1997). Influencia de la temperatura de colado
y de la dosificación de refinador de grano Ti – B, sobre el tamaño
de grano y resistencia a la tracción de la aleación de aluminio
SAE – 332. Tesis de pregrado. UNT.
- Askeland, D (1998). Ciencia e Ingeniería de los materiales. 3º ed.
Internacional Thomson, México.
- Avner, S. ( 1979). Introducción a la metalurgia Física. 2º ed. Mc Graw
Hill, México
- Bader, O. diccionario enciclopédico de Metalurgia. Hemeroteca de la
Escuela de Ingeniería Metalúrgica de la UNT.
- Capello, E. (1992). Tecnología de la fundición
- Flinn, R. (1987). Fundamentos de la fundición de metales. 1º ed.
Revertte S.A, España
- King, F. (1942). El aluminio y sus aleaciones. 1º ed. Limusa, México
25

- Pacheco, A (2000). Variación de las propiedades mecánicas de la
aleación eutéctica Al – Si. Tesis de pregrado. UNT
- Reed Hill, R (1973). Principios de Metalurgia Física.2º ed. CECSA,
México.
- Rosario, S (1979). 1º seminario de fundición. Universidad Nacional de
Ingeniería. Lima.
- Shackerlford, J. (1992). Ciencia de Materiales para ingenieros. 3º ed.
Prentice Hall, México.
- Verhoeven, J. (1987). Fundamentos de Metalurgia Física. 1º ed.
Limusa, México.
26


















