II-05 Proc.consrevacion de Masa. Pulvimetalurgia

of 20
Transcript of II-05 Proc.consrevacion de Masa. Pulvimetalurgia
-
8/17/2019 II-05 Proc.consrevacion de Masa. Pulvimetalurgia
1/20
E.U.P. VALLADOLID. INGENIERIA DE LOS PROCESOS DE FABRICACION 5.1
Parte II. Lección 5. PROCESOS DE CONSERVACION DE MASA:Materiales en estado granular. Pulvimetalurgia.
5.1. INTRODUCCION A LA PULVIMETALURGIA.La pulvimetalurgia (metalurgia de polvos) es el nombre que recibe un proceso en el que se mezclan dosisconcretas de polvos metálicos finos, se comprimen a continuación para darles una forma definida(compactado) y luego se calientan en una atmósfera controlada (sinterizan), a una temperatura inferior al punto de fusión del ingrediente principal, durante un tiempo suficiente para que se traben las superficies delas partículas en contacto y se establezcan las propiedades buscadas.
Este proceso vulgarmente conocido, en su conjunto, como sinterizado, se presta fácilmente a la producciónen masa de piezas pequeñas de gran precisión y formas complicadas con un desperdicio reducido dematerial. El proceso admite materiales o mezclas poco comunes y permite lograr grados de porosidad o permeabilidad controlados.Sus campos de aplicación se orientan hacia los casos en que las ventajas económicas son de peso, o bien
hacia los que el producto no puede manufacturarse de otro modo.
En general, la manufactura de un producto a partir del estado granular o corpuscular cubre una amplia gamade materiales y de componentes o productos, tales como herramientas de carburo (pastillas cementadas osinterizadas para herramientas), componentes de polvo metálico, moldes de arena, cerámicas, hormigón, etc.
Un material granular es una mezcla de partículas o granos sólidos que pueden tener tamaños variados. Cadagrano o partícula puede ser una combinación de unidades más pequeñas, por ejemplo, los cristales de losgranos metálicos.
El uso de materiales granulares generalmente se debe a una o más de las siguientes razones:
El material particular existe o puede producirse únicamente en estado granular. Las propiedades deseadas (porosidad, combinación de materiales, etc.) sólo pueden obtenerse con
materiales granulares. La manufactura del producto es más económica que por otros métodos. Los componentes pequeños son difíciles de producir por otros métodos.
La metalurgia de polvos compite primordialmente con la fundición, la forja en frío y en caliente y el corte.Estos métodos normalmente implican diversas operaciones posteriores, mientras que con la pulvimetalurgialas piezas resultan acabadas.
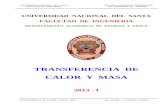
5.2. CARACTERISTICAS DE LOS PROCESOS PULVIMETALURGICOS.La producción de un componente mediante técnicas pulvimetalúrgicas normalmente abarca las siguientesetapas o fases representadas en la figura 5.1.
1.- Producción o selección del polvo2.- Preparación, incluyendo la mezcla y combinación3.- Compresión o compactación4.- Sintonización o tratamiento térmico5.- Tratamiento de postsinterización, si es necesario
-
8/17/2019 II-05 Proc.consrevacion de Masa. Pulvimetalurgia
2/20
Parte II. Lección 5.- PROCESOS DE CONSERVACION DE MASA: Materiales en estado granular.
5.2 E.U.P. VALLADOLID. INGENIERIA DE LOS PROCESOS DE FABRICACION
FASE
Selección de metal simple oaleado, pulverizado
Aditivos(lubricantes o aglutinantes)1. SELECCION
2. PREPARACION Dosificación y mezcla
3. COMPRESIÓN Compactación en prensa
Sinterizado
4. SINTERIZACION
5. POSTSINTERIZACION Segunda elaboración(optativa)
Acabado(optativo)
PRODUCTO ACABADO
Fig. 5.1 Esquema de un proceso pulvimetalúrgico
5.2.1. PRODUCCIÓN Y SELECCIÓN DE POLVOS METÁLICOS.Se han desarrollado diferentes métodos para la producción de polvos metálicos. Los más importantes son:
la reducción de minerales la volatilización o atomización la galvanoplastia
En la pulvimetalurgia convencional, los polvos producidos por la reducción de minerales se usanextensamente, pero en años recientes el empleo de polvos producidos por volatilización o atomización, hacrecido rápidamente.
Los polvos que se producen por galvanoplastia sólo se usan para casos especiales y su mercado estádisminuyendo. Los tipos de polvos y sus propiedades tienen una influencia notable en las propiedades
finales del componente, por lo cual es importante tener un conocimiento fundamental de los polvos.
5.2.1.1. Polvos producidos por reducción de minerales.El proceso de reducción se usa primordialmente para producir polvos de hierro.La pureza del polvo se relaciona directamente con la pureza del mineral. En la producción de polvos de hierro, el mineral de hierro puro y seco se tratatérmicamente en tambores sellados junto con polvo de carbón (cisco), coque,grava y creta a unos 1200 ºC durante unas 90 h (método de Hoeganaes).
Después de esta reducción, la masa de hierro resultante es triturada, molida ytratada térmicamente en una atmósfera de hidrógeno para reducir los óxidos y
recocer las partículas de polvo. Este polvo contiene las impurezas de losminerales y cada grano tiene muchos poros internos, lo cual hace que seainadecuado para ser comprimido a muy altas densidades, ya que requeriría presiones enormes para cerrar estos poros internos. El número y tamaño de los poros internos varía, dependiendo de las condiciones de producción y la formageneral de los granos es irregular.
Fig. 5.2 Molino de fricción de bolas
Además de polvo de hierro, se pueden producir, por reducción de minerales que los contengan, polvos demetales no ferrosos, como cobalto, molibdeno y tungsteno.
5.2.1.2. Polvos producidos por volatilización o atomización.
En la volatilización o atomización, los polvos se producen a partir del estado líquido del material, lo cualconcede gran libertad en la elección de materiales y en el proceso de aleación. La pureza de los polvos se
-
8/17/2019 II-05 Proc.consrevacion de Masa. Pulvimetalurgia
3/20
Parte II. Lección 5.- PROCESOS DE CONSERVACION DE MASA: Materiales en estado granular.
E.U.P. VALLADOLID. INGENIERIA DE LOS PROCESOS DE FABRICACION 5.3
relaciona directamente con la de las materias primas empleadas y con los procesos de fusión y refinado. Lasformas y tamaños de las partículas pueden variar dentro de limites amplios, dependiendo de los parámetrosdel proceso.
Fig. 5.3 Molino vibratorio
Un flujo de metal líquido que pasa a través de un orificio, es desmenuzado por un chorro de gas (aire o gasesinertes), de vapor de agua o de agua. La volatilización con gas produce partículas grandes y esféricas; lavolatilización con agua origina granos más pequeños e irregulares sin poros internos.
La volatilización puede usarse para producir polvos de hierro, de aceros (incluyendo los inoxidables), de plomo, de cinc, de aluminio, de bronces, de latones y otros. El uso de polvos producidos por volatilizaciónha crecido rápidamente debido a la pureza que se obtiene, las posibilidades de aleación y las propiedades del polvo.
Fig. 5.4 Producción de polvos metálicos
(Izda): Atomización en estado líquido(Dcha): Atomización mediante electrodo fungible rotatorio
-
8/17/2019 II-05 Proc.consrevacion de Masa. Pulvimetalurgia
4/20
Parte II. Lección 5.- PROCESOS DE CONSERVACION DE MASA: Materiales en estado granular.
5.4 E.U.P. VALLADOLID. INGENIERIA DE LOS PROCESOS DE FABRICACION
5.2.1.3. Polvos producidos por galvanoplastia (electrolisis). Después de una deposición electrolítica, el metal es triturado y molido hasta alcanzar el tamaño de granodeseado. Los polvos de hierro producidos por galvanoplastia son más costosos que los producidos porreducción o volatilización. Los polvos electrolíticos se usan únicamente cuando se pueden aprovechar sus propiedades especiales (incluyendo alta pureza, densidad y compresibilidad).
Otros procedimientos menos utilizados son: molturación, descomposición térmica de hidruros ycarbonilos y condensación de vapores metálicos. Estos métodos, solos o combinados, permiten obteneren forma pulverulenta casi cualquier metal o aleación. Tras su obtención, muchos de éstos sufren unaoperación de secado y quizá un termotratamiento antes de avanzar más en el proceso. Sólo tienen utilizaciónen aplicaciones especiales.
5.2.2. CARACTERÍSTICAS DE LOS POLVOS METÁLICOS.Para describir estas características se han desarrollado distintos métodos de ensayo estándares orecomendaciones SAE/ASTM/MPI.Según las mismas, un polvo metálico puede caracterizarse por:
- Composición química
- Distribución por tamaños de partículas- Forma de la partícula (esférica, irregular)- Características de su superficie- Estructura interna (poros, etc.)- Fluencia (capacidad de fluir) (ASTM 213.48/212.48)- Compresibilidad- Resistencia inicial (después de la compactación)- Propiedad de "sinterizabilidad" (cambio de dimensiones, resistencias, etc.)
Los fabricantes de polvos proporcionan toda la información necesaria acerca de sus productos, la cual debeestudiarse cuidadosamente antes de seleccionar un polvo para una aplicación especifica. La mayoría de lascaracterísticas o propiedades del polvo influyen en los procesos de compresión y sinterización, así como en
las resistencias inicial y final.
5.2.3. PREPARACIÓN DEL POLVO.La preparación de un polvo consiste principalmente en mezclar o combinar las partículas adecuadamente, para obtener una distribución uniforme por tamaño de las mismas, o del polvo cuando constituye la base delos elementos aleantes, o de un lubrificante si se trata de revestir las partículas con él.El proceso debe ser realizado cuidadosamente. Una mezcla excesiva puede originar endurecimiento pordeformación (acritud), desgaste de las partículas al chocar entre sí, formación de capas y otrosinconvenientes.La lubricación puede ser interna o externa. En la lubricación interna se mezcla un lubricante (estearato decinc o ácido esteárico, 0,25-1% por peso) con el polvo, lo cual aumenta su compresibilidad y disminuye suresistencia inicial. Después de la compresión el lubricante es extraído por tratamiento térmico (en aire a
375-425 ºC), antes de la sinterización en una atmósfera controlada. En la lubricación externa sólo selubrican las paredes de la matriz, evitando así el tratamiento térmico necesario para extraer el lubricante, pero este método no proporciona las propiedades de mejor compactación y fluencia.
Considerando los elementos aleantes, se debe distinguir entre elementos aleantes metálicos y no metálicos,ya que tienen velocidades de difusión diferentes y, por tanto, requieren tiempos de sinterización distintos para obtener una estructura homogénea.
En general, el polvo de hierro debe contener cantidades muy pequeñas de carbono y otros elementosaleantes no metálicos, ya que estos incrementan la dureza y disminuyen la compresibilidad (véase la Fig. 5).La compresibilidad se mide como la densidad obtenida con una presión de compactación de 400 N/mm2. El
método preferido es mezclar el polvo con grafito (un 1% de grafito da como resultado un acero con 0,8% deC después de la sinterización) de tal manera que se conserve una buena compresibilidad.
-
8/17/2019 II-05 Proc.consrevacion de Masa. Pulvimetalurgia
5/20
Parte II. Lección 5.- PROCESOS DE CONSERVACION DE MASA: Materiales en estado granular.
E.U.P. VALLADOLID. INGENIERIA DE LOS PROCESOS DE FABRICACION 5.5
La aleación realizada mezclando el polvo con las cantidades correctas de elementos metálicos requiere untiempo muy largo de sinterización para lograr una estructura homogénea. Para reducir el tiempo requeridode sinterización se usan los polvos prealeados, ya que la reducción de compresibilidad no es excesiva.(Véase la Fig. 5.5).
Si los polvos utilizados han sido obtenidos por reducción, la aleación con los elementos metálicosnormalmente es parcial, lo cual exige una etapa especial de aleación. El polvo puro se mezcla con los
elementos aleantes y se somete a tratamiento térmico, de tal manera que tenga lugar una difusión incompletadentro del polvo básico. Durante la sinterización final después de la compactación se completa la difusión.
Fig. 5.5 Influencia de los elementos aleantes en la compresibilidad de los polvos de acero
Si los polvos han sido fabricados por volatilización se obtiene una aleación verdadera o normal, ya que el polvo aleado se produce directamente a partir del estado liquido. Tales polvos se llaman polvos prealeados.
5.2.4. COMPRESIÓN O COMPACTACIÓN DE POLVOS. La tecnología de la compactación es un tema extenso y complejo que requiere un alto grado de inventivatécnica. Por tanto, la siguiente descripción se debe considerar elemental.
5.2.4.1. Fundamentos. El componente básico se especifica por su densidad, resistencia, tolerancias y otras propiedades esperadas yel polvo producido por su curva de compresibilidad, es decir, su densidad en función de la presión decompactación.
La figura 5.6-a muestra la relación existente entre la densidad del producto sinterizado en función de la presión de compactación y que hemos definido como curva de compresibilidad. En la misma, la densidad
aparente o de llenado es de 2,4 g/cm2 por lo que para una relación de compactación de 2 (es decir, la que da por resultado la mitad de la altura original), la densidad será de 4,8 g/cm2. Para fines prácticos, la relaciónde compactación debe estar en el intervalo de 2,5 a 2,8, que da lugar a densidades en el intervalo de 6 a 7g/cm2.
La figura 5.6-b muestra la relación de compresión en función de la presión de compactación.A partir de las dos curvas de la figura 6.6, se puede trazar la función que muestre el movimiento del troqueldentro de la matriz en función de la presión de compactación, basándose en la densidad esperada para un100% de movimiento del troquel, teniendo en cuenta que aproximadamente el 85% del movimiento ya se hallevado a cabo a presiones de compactación de 200 N/mm2, y para el 15% restante del movimiento, la presión de compactación debe aumentar desde 200 hasta alrededor de 800-1000 N/mm2, lo cual significa
que la prensa compactadora sólo necesita proporcionar altas presiones de compactación a lo largo de unalongitud de carrera muy corta.
-
8/17/2019 II-05 Proc.consrevacion de Masa. Pulvimetalurgia
6/20
Parte II. Lección 5.- PROCESOS DE CONSERVACION DE MASA: Materiales en estado granular.
5.6 E.U.P. VALLADOLID. INGENIERIA DE LOS PROCESOS DE FABRICACION
Aproximadamente el 90% de los componentes de polvo de uso industrial tienen densidades de 5,7 a 6,8g/cm2, pero en los últimos años ha aumentado la aplicación de componentes con densidades entre 7,0 y 7,2g/cm2, los cuales tienen excelentes propiedades mecánicas a un precio económico. Esto ha resultado posibledebido al desarrollo de mejores materiales para matrices con alta resistencia al desgaste y de polvos con altacompresibilidad.
Fig. 5.6 La densidad y la relación de compresión en funciónde la presión de compactación para el polvo de hierro
El llenado de la cavidad de la matriz generalmente se efectúa mediante dosificación por volumen, donde el polvo fluye al interior de la cavidad y el excedente se elimina raspándolo, con lo que se logran tolerancias de 1%. Si se requiere mayor precisión se debe dosificar por peso, pero esto es más tedioso.
Cuando el polvo ha sido compactado debe ser extraído de la matriz. La fase de eyección debe realizarsecuidadosamente, ya que puede surgir una fractura en los puntos o secciones débiles cuando se libera laenergía elástica o cuando hay fuerzas que actúan sobre una pequeña fracción de la superficie del polvo.Para obtener una producción óptima, el diseño del componente debe analizar cuidadosamente tanto la fasede compactación como la eyección antes de decidir la geometría final.
5.2.4.2. Principios de compactación o compresión.La figura 5.7 muestra los sistemas clásicos de compactación de polvo:
-a- por compresión simple,-b- por compresión por doble acción,-c- y -d- por compactación de componentes con más de un nivel, y-e- y -f- por compactación por doble acción con troqueles seccionales
El componente deseado debe tener, en general, una distribución uniforme de densidad por todas partes.Cuando se compacta polvo en una cavidad con un troquel móvil por compresión simple, (Fig. 5.7-a), las propiedades del polvo originan una distribución irregular de densidad debido a la fricción entre los granosindividuales y entre las partículas y las paredes de la matriz.Esto significa que la densidad disminuye al aumentar la distancia recorrida por el troquel. Debido a esto, conla compactación simple, sólo pueden producirse satisfactoriamente componentes delgados y casi planos.
Comprimiendo por ambos lados (compresión por doble acción Fig. 5.7-b) puede obtenerse una distribuciónmás uniforme de densidad para lo cual la relación altura/anchura debe mantenerse por debajo de 2 a 2,5,siempre que sea posible.
-
8/17/2019 II-05 Proc.consrevacion de Masa. Pulvimetalurgia
7/20
Parte II. Lección 5.- PROCESOS DE CONSERVACION DE MASA: Materiales en estado granular.
E.U.P. VALLADOLID. INGENIERIA DE LOS PROCESOS DE FABRICACION 5.7
Fig. 5.7 Principios de compactación de polvos:(a) compresión simple; (b) compresión por doble acción(c) y (d) compactación simple con más de un nivel;(e) y (f) compactación por doble ac. con troqueles seccionales
Para compactar componentes con alturas a diferente nivel (Fig. 5.7-c y 5.7-d), es necesario seccionar eltroquel inferior para obtener una misma relación de compresión (o sea igual densidad) en todo elcomponente debiendo cumplirse:
h
h
h
h p p
1
1
2
2 , ,
Las figuras 5.7-e y 5.7-f, muestran ejemplos del diseño de matrices cuando es necesario usar troquelesseccionados en la compactación por doble acción.
La figura 5.8 muestra los cuatro principios más importantes del diseño de matrices, ilustrando cómo afectael diseño de matrices al equipo de compresión. La compactación simple, figura 8.a, requiere dosmovimientos: uno activo de compresión, impartido por el troquel superior y un movimiento de eyección, proporcionado por el troquel inferior. Como ya se mencionó, sólo pueden producirse componentes delgados
y planos con este método.
-
8/17/2019 II-05 Proc.consrevacion de Masa. Pulvimetalurgia
8/20
Parte II. Lección 5.- PROCESOS DE CONSERVACION DE MASA: Materiales en estado granular.
5.8 E.U.P. VALLADOLID. INGENIERIA DE LOS PROCESOS DE FABRICACION
Fig. 5.8 Principios fundamentales en el diseño de matrices(a) Troquel inferior eyector (b) Troquel inferior activo y eyector(c) Troquel con matriz flotante (d) Troquel con eyección por retirada de matriz
La compactación por doble acción (Fig. 5.8-b) requiere el mismo número de movimientos que lacompactación sencilla, siendo la única diferencia que el troquel inferior está activo durante la compactacióny la eyección, los dos troqueles se mueven uno contra el otro a la misma velocidad. De esta manera se producen alrededor del 80% de todos los componentes de polvos en Estados Unidos y aproximadamente el40% en Europa.
La figura 5.8-c muestra la compactación con matriz flotante, donde el troquel inferior permaneceestacionario durante la fase de compactación. Un efecto similar al de la compactación por doble acción seobtiene con la matriz flotante, la cual desciende una distancia igual a la mitad de la carrera del troqueldebido a la fricción entre el polvo y las paredes de la matriz. La eyección se efectúa bajando un poco más lamatriz y manteniendo estacionario el troquel inferior hasta que salga el componente, o bien elevando el
troquel inferior.En la compactación con movimiento controlado de retirada de la matriz (Fig. 5.8d), la eyección se lleva acabo moviendo la matriz hacia abajo hasta que quede libre el componente.
Cualquier prensa mecánica (de excéntrica, de leva, de rótula, etc.) o hidráulica puede usarse con matricesflotantes y de retiro siempre que exista suficiente espacio para las herramientas.
5.2.4.3. Dimensionamiento y acuñación. Cuando las tolerancias dimensionales o las propiedades mecánicas obtenidas en la sinterización de las piezas compactadas no son satisfactorias, se puede llevar a cabo una operación posterior dedimensionamiento o acuñación.
La operación de dimensionamiento, se efectúa a presiones moderadas de compactación, y sirve paramejorar la precisión dimensional del producto. En series cortas se puede usar la matriz primaria decompresión o compactación para efectuar el dimensionamiento del compacto.La operación de acuñación tiene dos objetivos: mejorar las propiedades mecánicas del producto y satisfacerlas tolerancias dimensionales. Las propiedades mecánicas solamente pueden mejorarse aumentando ladensidad del compacto, lo que significa altas presiones de compactación (más altas o iguales a las presiones primarias de compactación). Por tanto, la acuñación requiere en general una matriz especial, con frecuenciade una mejor calidad que la de la matriz primaria, debido a las mayores presiones y a las condiciones dedesgaste.Cuando se emplea la acuñación, el proceso de sinterización efectuado entre la compactación primaria y laoperación de acuñación, a menudo es incompleto y constituye una presinterización por un tiempo corto y a
una temperatura considerablemente menor que la normal de sinterización, pero suficiente para recocer elcompacto.
-
8/17/2019 II-05 Proc.consrevacion de Masa. Pulvimetalurgia
9/20
Parte II. Lección 5.- PROCESOS DE CONSERVACION DE MASA: Materiales en estado granular.
E.U.P. VALLADOLID. INGENIERIA DE LOS PROCESOS DE FABRICACION 5.9
Después de la acuñación, se sinteriza completamente, produciendo un componente con excelentes propiedades mecánicas y dimensionales. Si los requerimientos del material son excepcionalmente altos, se puede efectuar una operación de dimensionamiento después de la acuñación.
Fig. 5.9 Diagrama de secuencias del proceso de compactación isostática
Los métodos de compresión descritos anteriormente son los más utilizados para producir componentes de polvo metálico para la construcción. Para producir componentes especializados, a menudo con materiales
difíciles de conformar, se han desarrollado distintos procesos de compactación además de la compresiónaxial, entre los que podemos citar la compactación isostática y por extrusión y laminación.
Compactación isostática. Aquí el polvo se coloca en un recipiente deformable hecho de plástico, hule,acero suave, etc., el cual se somete a una alta presión con fluidos en una cámara de alta presión. Elrecipiente se extrae después de la compactación. Se pueden obtener altas densidades de compactación coneste método, el cual se usa para fabricar productos de acero rápido y muchos otros componentesespecializados. En los últimos años el proceso ha tenido un uso relativamente amplio en la industria. Existendos métodos:
- Compactación isostática en seco- Compactación isostática sumergida
La figura 5.9 indica mediante un diagrama las secuencias de un proceso de compactación isostática.
-
8/17/2019 II-05 Proc.consrevacion de Masa. Pulvimetalurgia
10/20
Parte II. Lección 5.- PROCESOS DE CONSERVACION DE MASA: Materiales en estado granular.
5.10 E.U.P. VALLADOLID. INGENIERIA DE LOS PROCESOS DE FABRICACION
Extrusión y laminación. Es posible fabricar productos extruídos o laminados directamente a partir delestado granular. Se pueden escoger diferentes secuencias de calentamiento y procesamiento, dependiendodel material y de las propiedades esperadas. Este campo productivo se está expandiendo rápidamente.
Fig. 5.10 Matriz y perfil extruído Fig. 5.11 Ejemplo de laminación
5.2.5. SINTERIZACIÓN.El término "sinterización" se aplica tanto al proceso mediante el cual aumenta la resistencia del compactorecién comprimido y disminuye su porosidad, como a las operaciones prácticas necesarias para lograr esoscambios.Los factores más importantes en la sinterización son: la temperatura, el tiempo y la atmósfera. Las propiedades obtenidas después de la sinterización están influidas por el material del polvo, el tamaño yforma de las partículas, sus características superficiales y la presión de compactación aplicada.
Si la sinterización tiene lugar a temperaturas inferiores a los puntos de fusión de los constituyentes, elresultado será una sinterización en estado sólido. Si la sinterización se lleva cabo a temperaturas entre los puntos de fusión de dos de los constituyentes, se tendrá una sinterización con una fase líquida.La sinterización en estado sólido se usa para todos los componentes estructurales; la sinterización con unafase líquida se usa para productos especiales tales como carburos y cerámicas.
La temperatura y el tiempo de sinterización tienen una gran influencia en las propiedades finales del producto, si bien la densidad del componente es casi independiente de la temperatura y del tiempo ya que la
contracción del componente se compensa con una pérdida de peso debida a la reducción de los óxidos de lasuperficie, a la evaporación de los lubricantes y a otras causas.En los polvos de hierro, cuya resistencia a la tracción generalmente aumenta de forma considerable cuandola temperatura supera los 650º y disminuye cuando supera los 900º, la temperatura de sinterización oscila enel intervalo de 900 a 1150º.
El tiempo de sinterización tiene una considerable influencia en la resistencia a la tracción final. Un polvo dehierro que se sinteriza a 1150º en un tiempo total de unas 2 horas, alcanza un valor de resistencia del 85%del valor máximo sólo al cabo de 15 minutos. Ello hace que la sinterización, en la práctica, se realice en un período de 0,5 a 1,5 horas.En el sinterizado convencional, que en realidad es una operación de fritado de materiales, los comprimidosse someten a elevadas temperaturas en un ambiente de atmósfera controlada. Los metales se sinterizan, ensu mayoría, a temperaturas del 70 al 80% de la suya de fusión, mientras que ciertos materiales refractarios puede que requieran temperaturas cercanas al 90%. Cuando el producto se compone de más de un material,
-
8/17/2019 II-05 Proc.consrevacion de Masa. Pulvimetalurgia
11/20
Parte II. Lección 5.- PROCESOS DE CONSERVACION DE MASA: Materiales en estado granular.
E.U.P. VALLADOLID. INGENIERIA DE LOS PROCESOS DE FABRICACION 5.11
la temperatura de sinterización puede estar por encima de la de fusión de alguno de los ingredientes. En talcaso, los materiales de bajo punto de fusión se limitarán a fluir por los intersticios de los materiales de puntode fusión más alto.La mayoría de las operaciones de sinterizado se desarrollan en tres etapas a las que corresponden tres zonasdiferenciadas de muchos hornos.
La primera de ellas es la cámara de eliminación o purga, diseñada para consumir el aire, volatilizar yeliminar los lubricantes o aglutinantes, que pueden estorbar a una buena ligazón, y elevar lentamente latemperatura de los comprimidos de manera tal que el aire y el lubricante atrapados no generen una presióninterna con la hinchazón o fracturas consiguientes. Si hay presentes sustancias volátiles en cantidadesapreciables, el producto final tenderá a ser poroso y permeable; esto se aprovecha en algún caso.
La zona de alta temperatur a es el lugar donde realmente tiene lugar la unión por difusión en estado sólidoentre las partículas del polvo. El tiempo de permanencia en ella debe ser suficiente para alcanzar ladensidad pretendida y las propiedades finales, y suele estar comprendido entre 10 minutos y varias horas.
Por último, la zona de enfriamiento hace falta para rebajar la temperatura y evitar así la oxidación, con la
descarga al aire, y un posible choque térmico. Se emplean hornos tanto intermitentes como continuos (Fig.5.12).
En estas tres zonas las operaciones se desarrollan bajo atmósfera protectora. Esto es crítico porque las finas partículas de polvo exponen mucha superficie y, a alta temperatura, podría sobrevenir una oxidación rápidaque deteriorase de modo importante la calidad de la trabazón.Las más utilizadas son las atmósferas reductoras, normalmente basadas en hidrógeno, amoniaco disociado, ohidrocarburos pirolizados, capaces de reducir el oxígeno ya presente en la superficie de las partículas yeliminar los gases liberados durante el fritado. Durante éste, se forman uniones metalúrgicas entre las partículas del polvo.Si se han mezclado polvos de composiciones diferentes, pueden formarse aleaciones. Además, habrá
contracciones dimensionales, fenómeno que deberá compensarse al diseñar la matriz. El producto contienegeneralmente de un 10 a un 25% de porosidad.
Otro método es el sinterizado por descarga disruptiva. En éste, mientras las partículas se encuentrantodavía comprimidas, se hace saltar entre ellas una chispa eléctrica de alta energía. Esta descarga energéticadespoja de contaminantes la superficie de las partículas y, a causa del contacto íntimo resultante de la alta presión, la trabazón se establece casi instantáneamente. Este procedimiento elimina la necesidad del hornode fritado independiente y, además, proporciona un control dimensional más fácil, puesto que elimina prácticamente la contracción que tiene lugar durante el sinterizado convencional.
Fig. 5.12 Sección longitudinal de una instalación continua de sinterización1.- Zona de calentamiento 2.- Cámara de sinterización3.- Zona de enfriamiento lento 4.- Zona de enfriamiento por cámara5.- Apertura 6.- Termopar7.- Entrada de aire 8.- Control de temperatura y entrada agua
9.- Cinta transportadora refrigerada por agua
-
8/17/2019 II-05 Proc.consrevacion de Masa. Pulvimetalurgia
12/20
Parte II. Lección 5.- PROCESOS DE CONSERVACION DE MASA: Materiales en estado granular.
5.12 E.U.P. VALLADOLID. INGENIERIA DE LOS PROCESOS DE FABRICACION
En el prensado isostático en caliente se combinan la compactación y el sinterizado (Fig. 5.13). El polvo seencierra herméticamente en un recipiente flexible, estanco al aire y hecho el vacío y, seguidamente, seexpone a alta temperatura y alta presión, generalmente de 70 a 100 MPa y unos 1250ºC. Los productossalen con una densidad del 100% y propiedades uniformes e isótropas.Con este método pueden producirse formas muy complejas como piezas en forma de rejilla, suprimiendodesperdicios y costosas operaciones de mecanizado. Una modificación de este método permite producirvarillas, alambres y tochos pequeños especiales, mediante la extrusión en caliente de polvos encapsulados.
Las técnicas de prensado isostático en caliente se aplican mucho a la elaboración de metales como berilio,uranio, circonio y titanio de alta resistencia. En procesos ajenos a la pulvimetalúrgia, esta técnica se haempleado para cicatrizar porosidades internas en piezas moldeadas y para cerrar y sellar fisuras internas enotros productos.
Fig. 5.13 Esquema de instalación de compactación isostática en caliente
En la actualidad está iniciando su desarrollo la sinterización por explosivos cuyo fundamento seesquematiza en la figura 5.14.
Fig. 5.14 Compactación mediante explosivos
-
8/17/2019 II-05 Proc.consrevacion de Masa. Pulvimetalurgia
13/20
Parte II. Lección 5.- PROCESOS DE CONSERVACION DE MASA: Materiales en estado granular.
E.U.P. VALLADOLID. INGENIERIA DE LOS PROCESOS DE FABRICACION 5.13
5.2.6. TRATAMIENTOS POSTSINTERIZACIÓN (OPERACIONES DE ACABADO).Dependiendo de las propiedades deseadas para el componente, puede ser necesario tratar un productodespués de la sinterización para obtener esas propiedades. Estas operaciones de acabado puedendesarrollarse especialmente para compactos particulares o pueden consistir en procesos convencionales.Los más usuales son:
Impregnación Infiltración Tratamiento térmico Recubrimientos y tratamientos superficiales, y Mecanizado
5.2.6.1. Impregnación.Una amplia variedad de cojinetes autolubricados están hechos de compactos porosos impregnados con algúntipo de lubricante, casi siempre aceite. El compacto, que se produce con una porosidad de 25 a 35%, sesumerge en aceite caliente a presión o se trata al vacío, de tal manera que la red de poros se llene de aceite.El lubricante es liberado durante el servicio a un ritmo que depende de la carga y de la temperatura. Losmateriales generalmente tienen una base de hierro o bronce.La impregnación de compactos con plásticos, por ejemplo, se puede llevar a cabo para conseguircomponentes a presión o herméticos, cerrando los poros antes de aplicar el revestimiento metálico o de producir otras propiedades deseadas.
5.2.6.2. Infiltración. En este proceso, los poros del compacto se cierran llenándolos con un metal fundido cuyo punto de fusiónsea más bajo que el del constituyente principal del compacto. La infiltración se puede llevar a cabo ya seaen un proceso especial de presinterización o durante la sinterización normal. El material de infiltración puede aplicarse encima o debajo del compacto como un sólido que se funda a la temperatura real desinterización, o puede aplicarse como líquido. El metal fundido se introduce en el compacto por accióncapilar.
La resistencia de un componente puede ser incrementada por infiltración entre 70 y 100%. Un ejemplotípico es un compacto de hierro infiltrado con cobre.
5.2.6.3. Tratamiento térmico. Los compactos de polvo pueden ser tratados térmicamente por métodos convencionales. A mayor densidaddel compacto mejores resultados. los procesos de endurecimiento son aplicables a los compactos de hierro yacero: transformaciones de fase, carburación con gas, nitruración y carbonitruración.
5.2.6.4. Recubrimientos y tratamientos superficiales. Los componentes con altas densidades pueden ser recubiertos por procedimientos normales, pero paraaquellos que tienen densidades menores puede ser necesaria la impregnación con cera o plástico, porejemplo. También puede usarse la electrodeposición en tambor giratorio, la forja manual, etc. Losrecubrimientos con fosfato, la oxidación por vapor y el cromado, así como los métodos convencionales derecubrimiento metálico, pueden ser usados para mejorar las propiedades anticorrosivas de los compactos.
5.2.6.5. Mecanizado. Algunos compactos pueden ser mecanizados por procesos estandarizados, pero debe concederse atenciónespecial a los materiales y a la geometría de la herramienta. Para evitar la corrosión, no deben usarserefrigerantes que contengan agua. Los comprimidos pueden soldarse entre sí para conseguir formascomplejas usando los métodos usuales de soldadura.
5.2.7. VENTAJAS E INCONVENIENTES DE LOS PROCESOS PULVIMETALÚRGICOS.
Al igual que la mayoría de los demás procesos de manufactura, la pulvimetalurgia posee algunas ventajas einconvenientes propios que deben conocer los proyectistas para aprovecharlas acertada y económicamente.
-
8/17/2019 II-05 Proc.consrevacion de Masa. Pulvimetalurgia
14/20
Parte II. Lección 5.- PROCESOS DE CONSERVACION DE MASA: Materiales en estado granular.
5.14 E.U.P. VALLADOLID. INGENIERIA DE LOS PROCESOS DE FABRICACION
5.2.7.1. Principales ventajas.1. Desaparición del mecanizado.2. Gran rapidez de producción.3. Posibilidad de producir formas complicadas.4. Posibilidad de conseguir una amplia gama de composiciones.5. Posibilidad de conseguir una amplia gama de propiedades.6. Eliminación de la chatarra.
1. Desaparición del mecanizado. La precisión dimensional y el acabado obtenibles son tales que, enmuchos casos, puede eliminarse todo mecanizado. Cuando se requiera una precisión dimensionaldesacostumbrada, un simple estampado o matrizado dan unas precisiones equiparables a las de unmecanizado de fabricación.
2. Gran rapidez de producción. Las etapas del proceso son sencillas y pueden lograrse altas cadencias de producción. Las exigencias de mano de obra son reducidas porque el proceso es muy automatizaba. Launiformidad y reproducibilidad se cuentan entre las más altas.
3. Posibilidad de producir formas complicadas. Aparte de las limitaciones expuestas antes, es posible producir formas muy complicadas, tales como engranajes de combinación, levas y chavetas internas.Muchas veces pueden obtenerse por sintetizado piezas que no pueden mecanizarse ni fundirseeconómicamente.
4. Posibilidad de conseguir una amplia gama de composiciones. Pueden obtenerse sin inconvenientes piezas de un pureza muy alta, o combinarse materiales completamente distintos. Existe la posibilidad deajustar las composiciones a los pedidos.
5. Posibilidad de conseguir una amplia gama de propiedades. La densidad puede variar desde la de los
productos de alta porosidad o permeables, hasta la de los de alta densidad, equivalentes a sus homólogosforjados. El amortiguamiento de ruidos y vibraciones puede adaptarse a la medida de cada producto. Es, posible una amplia variación en la resistencia mecánica.
6. Eliminación de la chatarra. La pulvimetalurgia es el único proceso de fabricación ordinario en el que nose desperdicia material, mientras que en el moldeo, el mecanizado o la conformación en prensa, la chatarraexcede muchas veces del 50%. Esto es importante cuando intervienen materiales de precio, y a menudo posibilita la utilización de materiales más caros sin incremento del coste global del producto.
5.2.7.2. Inconvenientes principales.
Características mecánicas inferiores.
Costo de matrices relativamente alto. Costo de materiales elevado. Limitaciones de diseño.
1.- Características mecánicas inferiores. En la mayoría de los casos, para un material dado, las piezassinterizadas carecen de las propiedades físicas de las forjadas o fundidas. Por tanto, hay que limitar su usocuando intervienen tensiones mecánicas elevadas. No obstante, se puede alcanzar la resistencia mecánicanecesaria recurriendo a materiales diferentes, normalmente más caros, o a una segunda elaboración como laforja.
2.- Costo de matrices relativamente alto. Dado lo elevado de las presiones y la gran abrasión que se danen el proceso, las matrices deben construirse de materiales caros y ser relativamente robustas.
-
8/17/2019 II-05 Proc.consrevacion de Masa. Pulvimetalurgia
15/20
Parte II. Lección 5.- PROCESOS DE CONSERVACION DE MASA: Materiales en estado granular.
E.U.P. VALLADOLID. INGENIERIA DE LOS PROCESOS DE FABRICACION 5.15
3.- Costo de materiales elevado. Por unidad de peso, los metales en polvo son considerablemente máscaros que los laminados o fundidos. Sin embargo, la ausencia de chatarra y la desaparición del mecanizadosuelen compensar el costo de la materia prima.
4.- Limitaciones de diseño. Realmente, la pulvimetalurgia no es adecuada a determinadas formas. Así, las
piezas deben presentar una sección uniforme lo largo de la dirección de compresión, el cocientelongitud/diámetro está limitado y el tamaño global debe adaptarse a la capacidad de las prensas disponibles.
5.3. PROYECTO DE PIEZAS SINTERIZADAS.Al proyectar piezas a fabricar por pulvimetalurgia debe recordarse que se trata de un proceso especial y prever ciertos factores específicos del mismo.
Para proyectar piezas sintetizadas la Powder Metallurgy Parts Association recomienda seis reglas básicas:l.- La forma de la pieza debe permitir su expulsión de la matriz.2.- La forma de la pieza debe ser tal que el polvo no deba fluir entre paredes finas, ranuras estrechas ni
esquinas agudas.3.- La forma de la pieza debe permitir la construcción de un utillaje robusto.4.- La forma de la pieza debe tener en cuenta el espesor al cual se pueden compactar las piezas delgadas.5.- La pieza debe proyectarse con los menores cambios de sección posibles.6.- Aprovechar el hecho de que ciertas formas de obtención imposible, poco práctica o antieconómica por
otros métodos, son susceptibles de producción por pulvimetalurgia.
Para que la resistencia mecánica sea uniforme la densidad debe ser uniforme; por tanto y según se señala enlas figuras 5.15 y 5.16.
las piezas hay que diseñarlas con un espesor reducido en comparación con la sección transversal. Así, elcociente entre los espesores no prensado y final debe mantenerse siempre que se pueda, por debajo de 2.
el proyecto no debe contener ejes perpendiculares a la dirección de prensado.
deben eliminarse los diámetros escalonados, agujeros cóncavos, ranuras y entallas. hay que evitar los cambios bruscos de sección y los ángulos internos sin acuerdos generosos. se pueden moldear sin dificultad estriados rectos, pero no moleteados cruzados. el plano de encuentro entre los machos del molde debe estar en una superficie plana o cilíndrica, nunca en
una esfera. se deben evitar las acanaladuras angostas y profundas.
Fig. 5.15 Detalles de diseño correctos e incorrectos en piezas sinterizadas
-
8/17/2019 II-05 Proc.consrevacion de Masa. Pulvimetalurgia
16/20
Parte II. Lección 5.- PROCESOS DE CONSERVACION DE MASA: Materiales en estado granular.
5.16 E.U.P. VALLADOLID. INGENIERIA DE LOS PROCESOS DE FABRICACION
Fig. 5.16 Ejemplos del diseño de piezas fabricadas por pulvimetalurgia
-
8/17/2019 II-05 Proc.consrevacion de Masa. Pulvimetalurgia
17/20
Parte II. Lección 5.- PROCESOS DE CONSERVACION DE MASA: Materiales en estado granular.
E.U.P. VALLADOLID. INGENIERIA DE LOS PROCESOS DE FABRICACION 5.17
5.3.1. PROPIEDADES DE LAS PIEZAS SINTERIZADAS.Las propiedades mecánicas de los componentes de polvo metálico dependen principalmente de la porosidad,del tamaño y de la distribución de los poros y de las propiedades del metal base, fig. 5.17.
En la tabla 5.1 se señalan los valores típicos de las propiedades para distintos componentes de polvometálico.Para mejorar esas propiedades debe incrementarse la densidad, es decir, disminuir la porosidad, por algunode los procedimientos que más adelante se mencionan.
Grupo de materiales Densidad(g/cm3)
Resistencia a latracción(N/mm2)
Alargamiento(%)
Ejemplos de aplicaciones
Comprimidos de hierroy de baja aleación
5.2-6.8 5-20 2-8 Cojinetes y componentesestructurales para cargas lijeras
6.1-7.4 14-50 8-30 Componentes magnéticos, partesestructurales para cargas medias
Comprimidos de aceroaleado
6.8-7.4 20-80 2-15 Componentes estructurales paracargas pesadas
Comprimidos de aceroinoxidable
6.3-7.6 30-75 5-30 Componentes con buenaresistencia a la corrosión
Bronces 5.5-7.5 10-30 2-11 Filtros, cojinetesy componentesde máqyuinas
Latón 7.0-7.9 11-24 5-35 Componentes de máquinasTabla 5.1 Ejemplo de propiedades de los componentes de polvo metálico
Los criterios más empleados para incrementar la densidad, que como se ha indicado conlleva disminuir la porosidad, son:
- incremento de las presiones de compactación,- compactaciones o compresiones múltiples,- aplicación de polvos de alta compresibilidad,- infiltraciones, y- compresión o forja en caliente.
Un aumento en la presión de compactación superior a 600 N/mm2, dará como resultado un fuerte desgastede la matriz. Normalmente en la industria y para compresiones simples, se usan presiones comprendidas enel intervalo de 300 a 500 N/mm2.
La recompresión o acuñación no sólo aumenta las propiedades mecánicas sino que pueden ser utilizadas para obtener una alta precisión dimensional.
Los procedimientos más empleados son:
1.- Compresión + Sinterizado2.- Compresión + Sinterizado + Dimensionamiento3.- Compresión + Presinterizado + Acuñación + Sinterizado4.- Compresión + Presinterizado + Acuñación + Sinterizado + Dimensionamiento
El procedimiento 1 se emplea en el 80% de los casos, mientras que el procedimiento 2 tiene muy pocasaplicaciones.
Los procedimientos 3 y 4 sólo se emplean para componentes especiales, lo cual se debe a que debido aldesarrollo de los polvos de alta compresibilidad se pueden consegui componentes de alta resistencia con unasola compresión combinada con tratamiento térmico.
-
8/17/2019 II-05 Proc.consrevacion de Masa. Pulvimetalurgia
18/20
Parte II. Lección 5.- PROCESOS DE CONSERVACION DE MASA: Materiales en estado granular.
5.18 E.U.P. VALLADOLID. INGENIERIA DE LOS PROCESOS DE FABRICACION
Fig. 5.17 Influencia de la densidad del polvo de hierro ena) Resistencia a la tracción y esfuerzo de cedencia b) alargamiento antes de la roturac) resistencia al impactod) módulo de elasticidad
La infiltración por su costo sólo se emplea para usos especiales.En los últimos años ha aparecido un proceso de forja con sinterización que produce comprimidos con unadensidad relativa entre el 98 y 100% de la del material sólido con unas propiedades iguales a las del mismoe incluso con mejor comportamiento a la fatiga.
Por lo que se refiere a la precisión dimensional se puede establecer que: la compresión + sinterización producen tolerancias comparables a las de trabajo ordinario de mecanizado
(torneado, fresado, taladrado, ...). Los valores más comunes son 0,005 mm/mm en sentido axial y 0,002en sentido radial.
la compresión + sinterización + dimensionamiento (acuñación + sinterización) producen tolerancias
equivalentes a las del esmerilado (0,003 mm/mm en sentido axial y 0,001 en sentido radial).
-
8/17/2019 II-05 Proc.consrevacion de Masa. Pulvimetalurgia
19/20
Parte II. Lección 5.- PROCESOS DE CONSERVACION DE MASA: Materiales en estado granular.
E.U.P. VALLADOLID. INGENIERIA DE LOS PROCESOS DE FABRICACION 5.19
la compresión + sinterización + tratamiento térmico producen tolerancias que corresponden a la fundiciónen molde recubierto de cera, a la fundición a presión o al trabajo industrial de calidad media (0,010mm/mm en sentido axial y 0,005 en sentido radial).
La rugosidad de las superficies generalmente está en el intervalo de 10 a 15 m, pero el dimensionamiento
puede reducir estas cifras a 1 a 4 m.
5.3.2. APLICACIONES DE LA PULVIMETALURGIA.Los productos producidos por pulvimetalurgia pueden clasificarse, en cuatro grupos:
Productos porosos, tales como cojinetes, filtros, y reguladores de presión y caudal.
Productos deformas complicadas que requerirían un mecanizado considerable fabricados por otros procedimientos.
Productos de materiales de mecanizado muy difícil.
Productos en los que se reúnen las propiedades de dos metales, o de metales y no metales.
1.- Productos porosos, tales como cojinetes, filtros, y reguladores de presión y caudal.Un gran volumen de productos sinterizados lo constituyen cojinetes impregnados de aceite hechos dealeaciones de hierro o cobre. Se aplican extensamente en electrodomésticos y automóviles, ya que norequieren engrase durante toda su vida.
Los filtros pueden hacerse con poros de casi todas las medidas, algunos de hasta 0,0025mm.
2.- Productos de formas complicadas que requerirían un mecanizado considerable fabricados porotros procedimientos.Por sinterizado se fabrican grandes cantidades de pequeños engranajes. Gracias a la precisión y acabadofino, muchas piezas no necesitan más elaboración y otras, sólo un leve mecanizado final. Algunos de estosengranajes están impregnados en aceite y, por tanto, son autolubricados.
Otras formas complejas, tales como fiadores, levas y pequeñas palancas de disparo, que de ordinariosuponen unos costes de mecanizado elevados, es frecuente que puedan obtenerse económicamente por pulvimetalurgia.
3.- Productos de materiales de mecanizado muy difícil.
Una de las primeras aplicaciones modernas de la pulvimetalurgia fue a la producción de herramientas decorte de carburo de tungsteno. Ésta sigue siendo una aplicación importante, a la que se ha incorporado el usode otros carburos.
4.- Productos en los que se reúnen las propiedades de dos metales, o de metales y no metales.En la industria eléctrica, se acostumbra a combinar cobre y grafito en componentes tales como escobillas degrupos convertidores, a las que el cobre aporta su aptitud para admitir corrientes de gran intensidad y elgrafito la lubricación. Análogamente, se han construido cojinetes de grafito combinado con hierro o cobre,o de mezclas de dos metales, tales como estaño y cobre, en las que un metal más blando se dispersa en unamatriz de otro más duro. En los contactos eléctricos se combinan muchas veces cobre o plata con tungsteno,níquel o molibdeno.
El cobre o la plata proporcionan una gran conductividad, mientras que el tungsteno, níquel o molibdeno proveen de resistencia a la fusión a causa de la elevada temperatura de formación de arco de todos ellos.
-
8/17/2019 II-05 Proc.consrevacion de Masa. Pulvimetalurgia
20/20
Parte II. Lección 5.- PROCESOS DE CONSERVACION DE MASA: Materiales en estado granular.
En la figura 5.18 se muestran algunos de los productos normalmente obtenibles por sinterizado.
Fig.18 Ejemplos de piezas sinterizadas
- 0 - 0 - 0 -