
I. DESARROLLO TÉCNICO DE LA INVESTIGACIÓN.
12
I. DESARROLLO TÉCNICO DE LA INVESTIGACIÓN. 1. Resumen. El presente trabajo tiene como objetivo estudiar la degradación de la lignina y sus derivados presentes en el agua residual de una industria papelera por medio de la ozonación simple. La degradación de la lignina con ozono, se realizó sin y con pretratamiento con coagulación química, usando el sulfato ferrico (Fe 2 (SO 4 ) 3 ) como coagulante (35 mg/l como Fe) a pH de agua residual de 8.00. La concentración de ozono utilizada en fase gas fue de 37 mg/L. La coagulación previa mostró un efecto significativo en la descomposición de lignina con ozono, ya que el tiempo de ozonación después de la coagulación fue reducido en 60 %. El seguimiento de la dinámica de descomposición de lignina y sus derivados se realizó con un espectrofotómetro UV/VIS (Perkin Elmer – Lambda 2B) entre 190 – 700 nm. La absorbancia característica fue obtenida en longitud de onda 270 nm. Se estudiaron las estructuras de los lodos, tanto de los lodos precipitados, como de los lodos coagulados, mediante la técnica FTIR. Se observó que los lodos precipitados contienen principalmente sustancias húmicas, mientras que los lodos coagulados contienen lignina y sus derivados. 2. Introducción. Históricamente, la industria de la pulpa y del papel ha sido considerada como una de las más grandes consumidoras de recursos naturales (madera, agua) y energía (combustibles fósiles y electricidad) y como un significativo contribuidor de descarga de contaminantes al medio ambiente. La madera es el material principal para la industria de la pulpa y el papel, está compuesta de fibras de celulosa, carbohidratos como azucares y lignina, como una sustancia adhesiva para las fibras de celulosa. Las actuales limitaciones medioambientales han provocado la disminución del consumo de los recursos naturales para su utilización industrial. La industria de la fabricación del papel y cartón constituye un claro ejemplo de esta tendencia, como muestra su evolución hacia el uso de materias primas fibrosas recicladas y/o alternativas, hacia un menor consumo de agua y hacia la disminución de la calidad del agua de alimentación a la planta (Chen y Horan, 1998). Las fuentes de contaminación de los circuitos de aguas en la fabricación del papel y cartón son: las materias primas fibrosas, los aditivos y el agua de alimentación. Las cuales proporcionan una carga de contaminantes como son: ácidos resinicos, ceras, así como la lignina y sus derivados, organoclorados, dioxinas, diparabenzofenilos, etc. Estas estructuras son resistentes a la biodegradación y a los tratamientos para su eliminación de los efluentes, puesto que generalmente se trata de los productos con las estructuras más complejas. La estructura química de la lignina no esta bien definida, se sabe que es un biopolímero natural, el cual puede estar ligada a una estructura aromática, una combinación de fenilpropano, unidos con diferentes sustitutos, combinados por éter o carbón-carbonos unidos. En la figura 1 se presenta una estructura hipotética de la lignina (Freire y col., 2001). Se sabe que el proceso de producción de papel genera un alto grado de contaminación sobre el medio ambiente, tanto por los volúmenes de descarga como por su contenido. Los efluentes de la industria papelera poseen alta coloración, sólidos suspendidos, pH inestable, alta demanda química de oxígeno (DQO) y demanda bioquímica de oxigeno (DBO 5 ), además de cloruros, sulfatos, etc (Thompson y col., 2001). Por otro lado, estos contaminantes pueden ser cancerigenos, debido a las cloro ligninas y cloro fenoles que se forman a lo largo del proceso.
Transcript of I. DESARROLLO TÉCNICO DE LA INVESTIGACIÓN.
I. DESARROLLO TÉCNICO DE LA INVESTIGACIÓN.
1. Resumen.
El presente trabajo tiene como objetivo estudiar la degradación de la lignina y sus derivados presentes en el agua
residual de una industria papelera por medio de la ozonación simple. La degradación de la lignina con ozono, se
realizó sin y con pretratamiento con coagulación química, usando el sulfato ferrico (Fe2 (SO4)3) como coagulante (35
mg/l como Fe) a pH de agua residual de 8.00. La concentración de ozono utilizada en fase gas fue de 37 mg/L. La
coagulación previa mostró un efecto significativo en la descomposición de lignina con ozono, ya que el tiempo de
ozonación después de la coagulación fue reducido en 60 %. El seguimiento de la dinámica de descomposición de
lignina y sus derivados se realizó con un espectrofotómetro UV/VIS (Perkin Elmer – Lambda 2B) entre 190 – 700 nm.
La absorbancia característica fue obtenida en longitud de onda 270 nm. Se estudiaron las estructuras de los lodos,
tanto de los lodos precipitados, como de los lodos coagulados, mediante la técnica FTIR. Se observó que los lodos
precipitados contienen principalmente sustancias húmicas, mientras que los lodos coagulados contienen lignina y sus
derivados.
2. Introducción.
Históricamente, la industria de la pulpa y del papel ha sido considerada como una de las más grandes consumidoras
de recursos naturales (madera, agua) y energía (combustibles fósiles y electricidad) y como un significativo
contribuidor de descarga de contaminantes al medio ambiente. La madera es el material principal para la industria de
la pulpa y el papel, está compuesta de fibras de celulosa, carbohidratos como azucares y lignina, como una sustancia
adhesiva para las fibras de celulosa. Las actuales limitaciones medioambientales han provocado la disminución del
consumo de los recursos naturales para su utilización industrial. La industria de la fabricación del papel y cartón
constituye un claro ejemplo de esta tendencia, como muestra su evolución hacia el uso de materias primas fibrosas
recicladas y/o alternativas, hacia un menor consumo de agua y hacia la disminución de la calidad del agua de
alimentación a la planta (Chen y Horan, 1998).
Las fuentes de contaminación de los circuitos de aguas en la fabricación del papel y cartón son: las materias primas
fibrosas, los aditivos y el agua de alimentación. Las cuales proporcionan una carga de contaminantes como son:
ácidos resinicos, ceras, así como la lignina y sus derivados, organoclorados, dioxinas, diparabenzofenilos, etc. Estas
estructuras son resistentes a la biodegradación y a los tratamientos para su eliminación de los efluentes, puesto que
generalmente se trata de los productos con las estructuras más complejas.
La estructura química de la lignina no esta bien definida, se sabe que es un biopolímero natural, el cual puede estar
ligada a una estructura aromática, una combinación de fenilpropano, unidos con diferentes sustitutos, combinados por
éter o carbón-carbonos unidos. En la figura 1 se presenta una estructura hipotética de la lignina (Freire y col., 2001).
Se sabe que el proceso de producción de papel genera un alto grado de contaminación sobre el medio ambiente,
tanto por los volúmenes de descarga como por su contenido. Los efluentes de la industria papelera poseen alta
coloración, sólidos suspendidos, pH inestable, alta demanda química de oxígeno (DQO) y demanda bioquímica de
oxigeno (DBO5), además de cloruros, sulfatos, etc (Thompson y col., 2001).
Por otro lado, estos contaminantes pueden ser cancerigenos, debido a las cloro ligninas y cloro fenoles que se forman
a lo largo del proceso.

2
Figura 1. Estructura hipotética de la lignina. Se sabe que un grupo importante de compuestos son responsables de la toxicidad de esta agua residual, la resina
derivada de los árboles y los ácidos grasos, pueden alcanzar los 500-550 mg/L; esta cantidad de tóxicos en el río
dañan la vida de los peces y otra vida acuática. Los efluentes que se reducen a pulpa mecánica tienen
concentraciones mortales medianas de 4 - 10 % en análisis juvenil de la trucha. Los ácidos resinicos (Figura 2) son los
componentes tóxicos principales con valores de 0.4 - 1.1 mg/L.

3
Figura 2. Tipo de ácidos resinicos: ácido pimárico (1), ácido sandaracopimárico (2), ácido isopimárico (3), ácido
abietico (4), ácido levopimarico (5), ácido palustrico (6), ácido neo abietico (7) and ácido dehidroabiético (8).
3. Métodos Experimentales.
3.1. Coagulación Química
Para este paso fue necesario hacer un pretratamiento químico, para eliminar el contenido de sulfatos y/o carbonatos
presentes en la muestra, con el fin de optimizar la dosis de coagulante; los pasos del pretratamiento químico, se
describen a continuación:
• Ajustar la solución a un pH de 2 a 2.5, con ácido sulfúrico, con el fin de eliminar los carbonatos y/o sulfatos
presentes (tiempo de reposo 4 horas).
• Neutralizar la muestra con hidróxido de sodio ajustando el pH en un rango de 8 a 8.5 (tiempo de reposo 2
horas)
• Adición del coagulante
4
• Agitación durante 10 minutos
• Reposo 4 horas
El coagulante utilizado fue sulfato ferrico “FERIX-3”, adquirido por Kenwater de México, S.A. de C.V, variando la dosis,
haciendo una comparación de las mismas en base a la variación de sus espectros en el UV-VIS (Perkin Elmer –
Lambda 2B), para obtener la dosis optima.
3.2. Producción y medición del consumo de ozono El ozono fue producido con oxígeno seco de la marca “Infra”, con una pureza del 99.5 %, por medio de un generador
(tipo descarga corona) HTU500 (“AZCO” Industries Limited - Canada), con un flujo de operación de oxígeno de 0.5
L/min., con una concentración de ozono de 35 – 38 mg/L. El ozono se analizó a la salida del reactor, en fase gas
mediante un analizador de ozono, de la marca Ozone Analyzer BMT 963 (BMT Messtechnik, Berlín), para el monitoreo
tanto para el consumo como para la descomposición de ozono.
3.2. Ozonación
La experimentación se llevo a cabo a temperatura ambiente (23± 3°C), en un reactor de vidrio con capacidad máxima
de 230 mL tipo semi- continuo. En la parte inferior del reactor se coloco una placa de cerámica porosa que sirve como
medio difusivo, de ese mismo lado se inyecto la mezcla de ozono/oxigeno; por la parte superior del reactor tiene una
salida a la cual se coloco el medidor de ozono en fase gas y a un equipo de computo que recibe los datos para ser
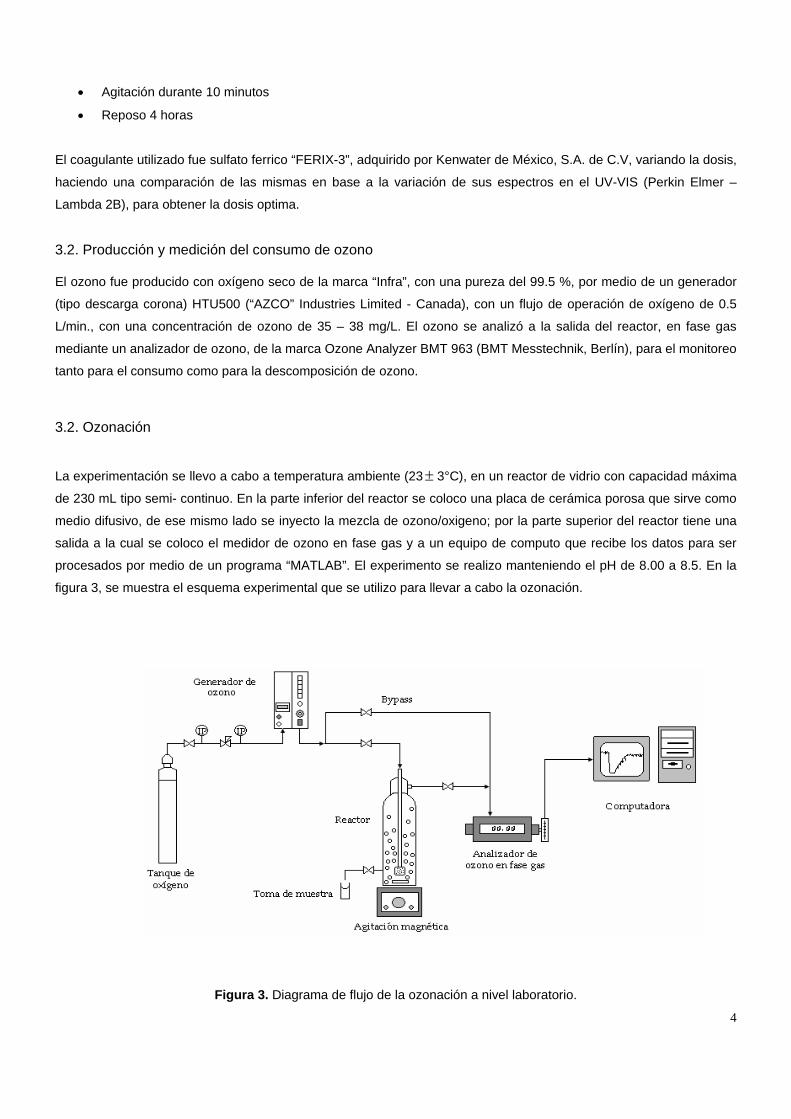
procesados por medio de un programa “MATLAB”. El experimento se realizo manteniendo el pH de 8.00 a 8.5. En la
figura 3, se muestra el esquema experimental que se utilizo para llevar a cabo la ozonación.
Figura 3. Diagrama de flujo de la ozonación a nivel laboratorio.

5
3.3. Análisis de muestras
La muestra analizada presentaba un lodo, el cual fue filtrado, analizándolo en un espectrofotómetro infrarrojo. La
solución filtrada fue coagulada con sulfato ferrico; siendo analizada su estructura con la misma técnica, como el
precipitado obtenido después de la filtración.
Una vez realizada la coagulación química a diferentes concentraciones de sulfato ferrico, sin variación de pH, se
controló su efectividad en un espectrofotómetro UV-VIS (Perkin Elmer –Lambda 2B) entre 190 -700 nm, para
determinar la dosis optima de coagulante; en el mismo equipo se realizo la dinámica de descomposición de la lignina,
después de la ozonación. Además, por la técnica FTIR se realizó el análisis de la estructura de los lodos coagulados y
precipitados.
4. Resultados y Discusión
4.1 Efecto de la dosis de coagulante Aunque la dosis de coagulante varía desde 100 hasta 35 mg/L en contenido de Fe, se observa en la tabla 1, que la
cantidad de sólidos coagulados permanece prácticamente igual (de 0,42 a 0,40 g). Por lo que, se puede concluir, que
la dosis óptima de coagulante es la de 35 mg/L como contenido de Fe, por ser éste el valor mínimo.
Tabla 1. Comparación de resultados de la coagulación a diferentes concentraciones de sulfato ferrico.
Condición Fe (mg/L) pH Sólidos coagulados (g)
1
100
8.14
0.4221
2
68.5
8.31
0.4087
3
50
8.2
0.4023
4
35
8.06
0.4052
La figura 3 muestra la dinámica de la eliminación de la lignina, variando la concentración de coagulante. Claramente
se puede observar que para el caso de 100 mg/L de coagulante, el espectro que resulta esta por arriba del inicial, esto
se puede deber a que a esta concentración de coagulante, se tiene un exceso de Fe, lo cual forma un complejo con
los contaminantes presentes en el agua, dando como resultado un aumento en la absorbancia. Variando la
concentración de coagulante, se puede determinar la dosis óptima que corresponde a la máxima disminución de

6
absorbancia bajo longitudes de onda de 210 y 270 nm. Para estas condiciones de operación, la dosis óptima fue de
35 mg/L.
Figura 3. Efecto de las concentraciones de Fe2(SO4)3 sobre la eficiencia de coagulación de la lignina (λ = 210 y 270
nm).
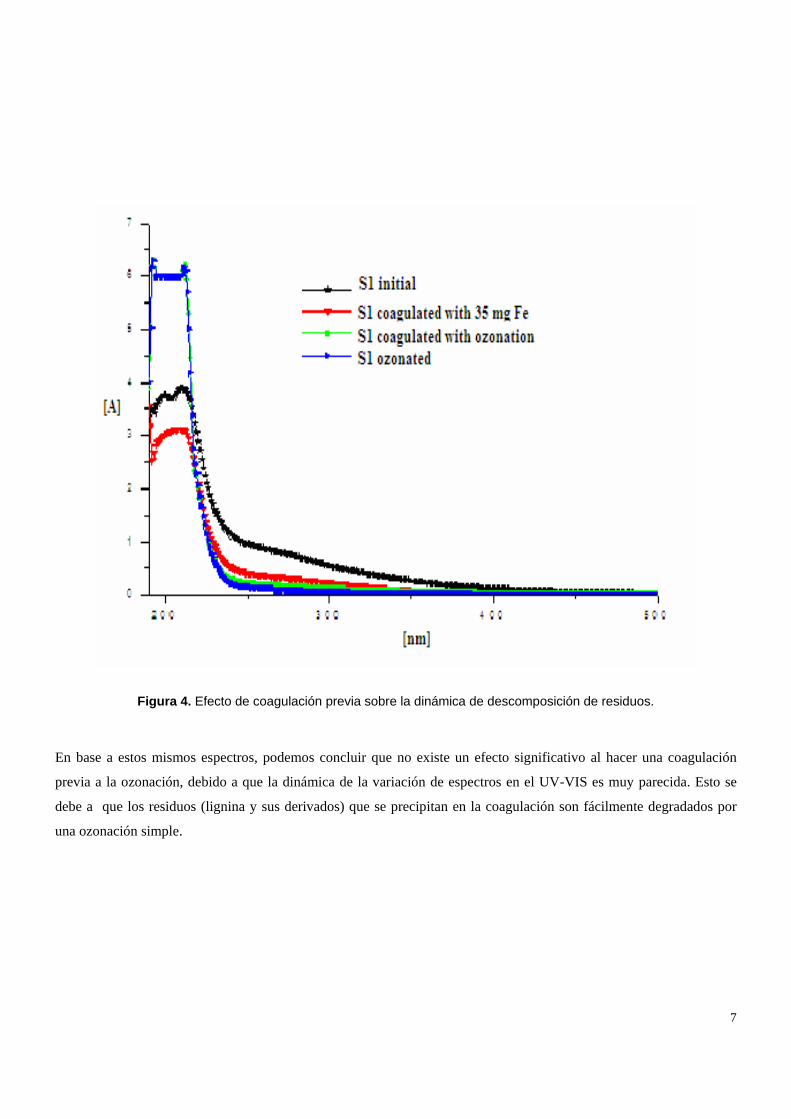
La figura 4 muestra una comparación de los espectros tanto iniciales, como coagulados y ozonados con coagulación
química y sin ella. Observándose un aumento en la concentración de ácidos (longitud de onda 210 – 220 nm) y una
degradación de los contaminantes que se encuentran en la región de 250 – 300 nm.
7
Figura 4. Efecto de coagulación previa sobre la dinámica de descomposición de residuos.
En base a estos mismos espectros, podemos concluir que no existe un efecto significativo al hacer una coagulación
previa a la ozonación, debido a que la dinámica de la variación de espectros en el UV-VIS es muy parecida. Esto se
debe a que los residuos (lignina y sus derivados) que se precipitan en la coagulación son fácilmente degradados por
una ozonación simple.

8
4.2 Comparación de la estructura de los lodos precipitados y coagulados Los lodos precipitados y coagulados bajo diferentes condiciones fueron analizados por la técnica IR. La figura 5
muestra la variación de los espectros de los sólidos presentes en la muestra inicial y además se presentan los
espectros de los lodos a diferentes condiciones de coagulación.
Figura 5. Variación de los espectros IR de los sólidos presentes en la muestra inicial y los espectros de los lodos a
diferentes condiciones de coagulación.

9
Claramente podemos observar que los espectros son diferentes, debido a que la estructura química del lodo
precipitado es distinta a la estructura química de los lodos coagulados. En la misma figura podemos ver que los
espectros de los lodos coagulados a distintas dosis de coagulante son los mismos, debido a que los compuestos
coagulados tienen las mismas estructuras químicas. Siendo la concentración óptima de coagulante 35 mg/L, ya que a
esa concentración se obtiene la mayor absorbancia en el pico característico (1400 cm-1).
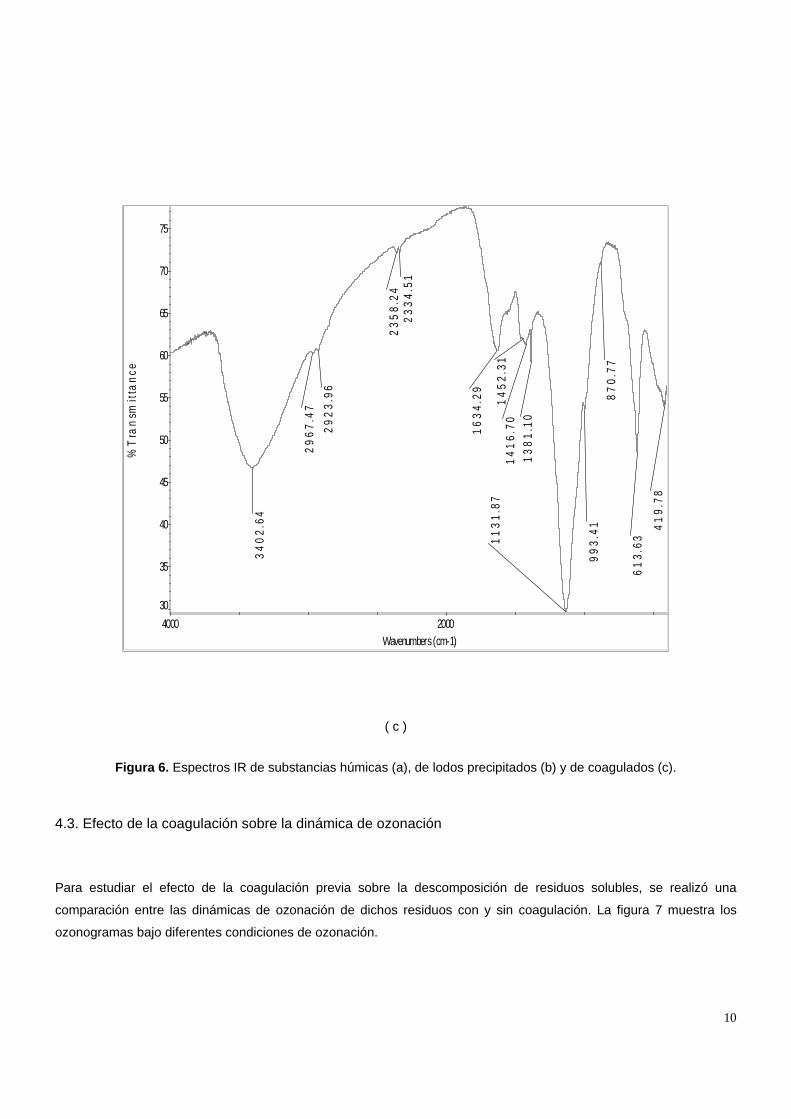
En la figura 6 (a-c) se presentan los espectros IR de estándares de substancias húmicas, de lodos precipitados,
además de lodos coagulados. Como puede verse, los lodos precipitados son sustancias húmicas (HS), debido a la
presencia del pico característico de 1450-1500 cm-1 en su espectro. Sin embargo, el lodo coagulado tiene otra
estructura química (diferente a la estructura de HS). Suponemos que el pico característico de 1130cm-1 del residuo
coagulado corresponde a la lignina.
(a) and (b)
10
419.
78
613.
63
870.
7799
3.41
1131
.87
1381
.10
1416
.70
1452
.31
1634
.29
2334
.51
2358
.24
2923
.96
2967
.47
3402
.64
30
35
40
45
50
55
60
65
70
75
%T
rans
mitt
ance
2000 4000 Wavenumbers (cm-1)
( c )
Figura 6. Espectros IR de substancias húmicas (a), de lodos precipitados (b) y de coagulados (c).
4.3. Efecto de la coagulación sobre la dinámica de ozonación
Para estudiar el efecto de la coagulación previa sobre la descomposición de residuos solubles, se realizó una
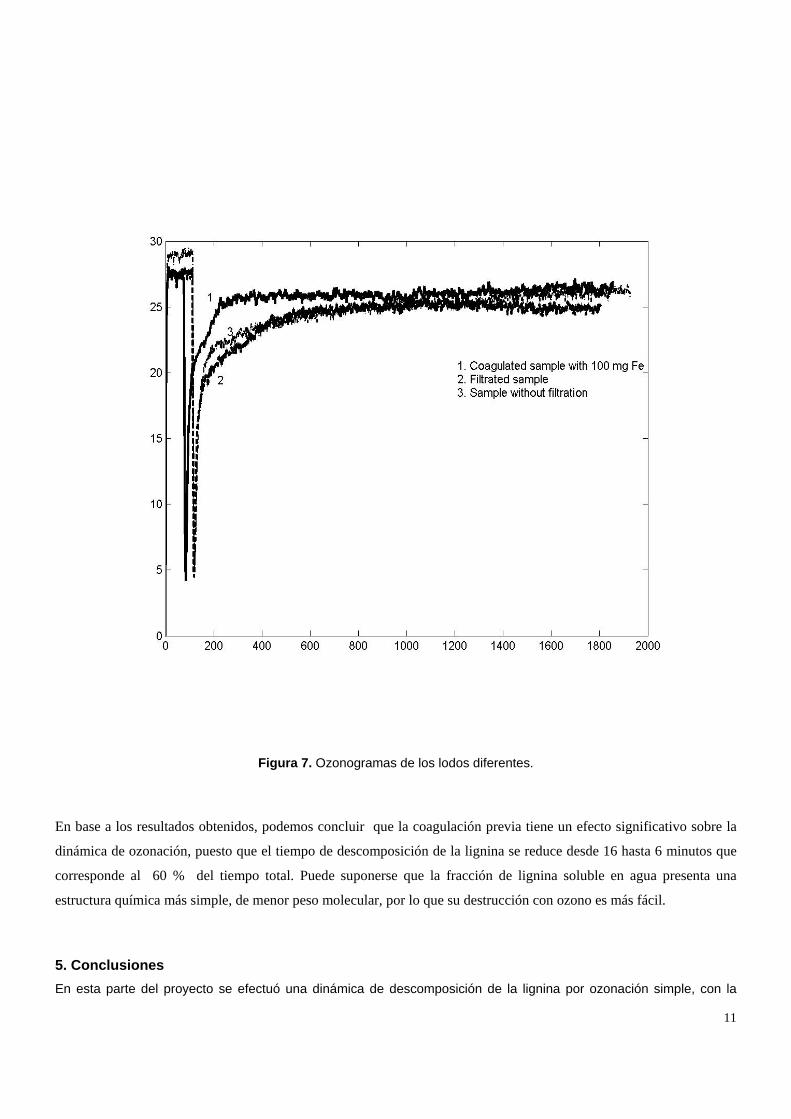
comparación entre las dinámicas de ozonación de dichos residuos con y sin coagulación. La figura 7 muestra los
ozonogramas bajo diferentes condiciones de ozonación.
11
Figura 7. Ozonogramas de los lodos diferentes.
En base a los resultados obtenidos, podemos concluir que la coagulación previa tiene un efecto significativo sobre la
dinámica de ozonación, puesto que el tiempo de descomposición de la lignina se reduce desde 16 hasta 6 minutos que
corresponde al 60 % del tiempo total. Puede suponerse que la fracción de lignina soluble en agua presenta una
estructura química más simple, de menor peso molecular, por lo que su destrucción con ozono es más fácil.
5. Conclusiones En esta parte del proyecto se efectuó una dinámica de descomposición de la lignina por ozonación simple, con la

12
ayuda de una coagulación previa y sin ella, siendo la concentración optima de coagulante de 35 mg/L, en la cual se
observó claramente un efecto importante en la reducción de contaminantes en el agua. Dicha coagulación tiene un
efecto significativo en la reducción del tiempo total de ozonación, que puede llegar hasta un 60 %. Por otro lado, se
determinó que los lodos precipitados son sustancias húmicas, y que los lodos coagulados son lignina y sus derivados.
Sin embargo, no queda claro qué utilización puede darse a la lignina coagulada puesto que ella es un residuo muy
tóxico. Por esa razón proponemos estudiar una coagulación con ácido sulfúrico para obtener sulfolignina como lodo
en la segunda parte del proyecto. Esta sustancia tiene aplicación en otras industrias. Las fracciones ligeras de la
lignina, las cuales son solubles en agua, pueden descomponerse con ozono con la formación de una mezcla de
ácidos simples como productos finales de ozonación, estos últimos son no tóxicos y biodegradables.
6. Impacto
1. En base a los resultados obtenidos, puede afirmarse que el principal impacto de esta investigación es la posibilidad
de poder proponer un esquema de tratamiento de agua residual de industria papelera utilizando una coagulación
previa, y posteriormente, una ozonación simple durante 10-15 minutos.
2. Es necesario señalar que después del tratamiento con ozono, puede tratar agua con bacterias o hongos con la
reducción significativa del tiempo de tratamiento.
Referencias 1. Chen W. and N. J. Horan (1998), Treatment of a High Strength Pulp and Paper Mill Effluent for Wastewater Re-Use.
Environmental Technology, 19: 173-182.
2. Laari, A., S. Korhonen, J. Kallas and T. Tuhkanen (2000), Selective Removal of Lipophilic Wood Extractives from
Paper Mill Water Circulations by Ozonation. Ozone Science and Engineering, 22: 585-605.
3. Freire R.S., Kubota L.T. and Duran N. (2001), Remediation and Toxicity Removal from Kraft E1 Paper Mill Affluent
by Ozonization. Environmental Technology, 22: 897 - 904.
4. Thompson G., Swain J., Kay M., Forster C.F. Treatment of Pulp and Paper Mill Effluent. A Review. Bioresource
Technology, 77: 275 – 286 (2001).
5. John Ralph, Knut Lundquist, Gosta Brunow, Fachuang Lu, Hoon Kim, Paul F. Schatz, Jane M. Marita, Ronald D.
Hatfield, Sally A. Ralph, Jorgen Holst Christensen & Wout Boerjan. Lignins: Natural polymers from oxidative coupling of
4-hidroxyphrnyl-propanoids. Phitochemistry Reviews, 3: 29-60 (2004).
6. Korhonen Susanna and Tuhkanen Tuula Effects of Ozone on Resin Acids in Termomechanical Pulp and Paper Mill
Circulation Waters. Ozone Science and Engineering, 22: 575 – 584(2000).


















