HYSYS-separadores.pdf
340
ESCUELA POLITÉCNICA NACIONAL FACULTAD DE INGENIERÍA EN GEOLOGÍA Y PETRÓLEOS ESTUDIO DE FACTIBILIDAD PARA LA OPTIMIZACIÓN DE LAS FACILIDADES DE PRODUCCIÓN DE LA ESTACIÓN PICHINCHA, CORRESPONDIENTE AL CAMPO LIBERTADOR PROYECTO PREVIO A LA OBTENCIÓN DEL TÍTULO DE INGENIEROS EN PETRÓLEOS FREDDY ROLANDO SALGUERO VILLAFUERTE CARLOS ALBERTO ZURITA CADENA DIRECTOR: ING: CARLOS LAZCANO Quito, Enero 2010
Transcript of HYSYS-separadores.pdf
ESCUELA POLITÉCNICA NACIONAL
FACULTAD DE INGENIERÍA EN GEOLOGÍA Y
PETRÓLEOS
ESTUDIO DE FACTIBILIDAD PARA LA OPTIMIZACIÓN DE LAS
FACILIDADES DE PRODUCCIÓN DE LA ESTACIÓN PICHINCHA,
CORRESPONDIENTE AL CAMPO LIBERTADOR
PROYECTO PREVIO A LA OBTENCIÓN DEL TÍTULO DE INGENIEROS EN
PETRÓLEOS
FREDDY ROLANDO SALGUERO VILLAFUERTE
CARLOS ALBERTO ZURITA CADENA
DIRECTOR: ING: CARLOS LAZCANO
Quito, Enero 2010

II
DECLARACIÓN
Nosotros, Freddy Rolando Salguero Villafuerte y Carlos Alberto Zurita Cadena,
declaramos bajo juramento que el trabajo aquí descrito es de nuestra autoría; que
no ha sido previamente presentada para ningún grado o calificación profesional; y,
que hemos consultado las referencias bibliográficas que se incluyen en este
documento.
A través de la presente declaración cedemos nuestros derechos de propiedad
intelectual correspondientes a este trabajo, a la Escuela Politécnica Nacional,
según lo establecido por la Ley de Propiedad Intelectual, por su Reglamento y por
la normatividad institucional vigente.
---------------------------------------- -------------------------------------
Carlos Zurita Freddy Salguero
III
CERTIFICACIÓN
Certifico que el presente trabajo fue desarrollado por Freddy Rolando
Salguero Villafuerte y Carlos Alberto Zurita Cadena, bajo mi supervisión.
--------------------------------
Ing. Carlos Lazcano
DIRECTOR

IV
AGRADECIMIENTOS
A la vida
Freddy S.

V
AGRADECIMIENTOS
Al Ingeniero Carlos Lazcano por su dirección y amistad.
Al Ingeniero Guillermo Ortega por su acertada supervisión.
Al Ingeniero Vladimir Cerón, quién nos ayudó en la recopilación de la información
para el desarrollo del proyecto.
Finalmente nuestro agradecimiento a la Facultad de Ingeniería en Geología y
Petróleos de la Escuela Politécnica Nacional y a todos quienes brindaron su
amistad.
Carlos Alberto

VI
DEDICATORIA
Dedicado a la verdad
“Yo soy el camino, la verdad y la vida”
Jesús
Freddy S.

VII
DEDICATORIA
Al ser, que es la inspiración del mundo “DIOS”.
A mis padres Eduardo Zurita y Cecilia Cadena, gracias por confiarme sus
infortunios porque ese fue mi aliento, espero no haberles decepcionado.
A la dama de hermoso rostro y temperamento explosivo “Doris”, tu sola presencia
viola la norma, es más trasciende tú aroma, aquel aroma de toque sagrado sin
duda una venerable poción.
A mi otro yo “Nicolás Zurita” tú sola existencia es una vendaval de luz en la oscura
inmundicia, aunque no te he transmitido el amor que mereces, en tributo a lo
divino en tí, tienes mi vida.
A Ismael Zurita, su sonrisa e inocencia vivirá por siempre en mí.
A mis tíos Fabián, Celso y Humberto por haberme dedicado su pensar.
A Luis Tipanta y Magdalena Narváez, quienes crearon a mi dama “Doris”, ya
que gracias a su pasión es causa y efecto, gracias por su apoyo.
Finalmente a todos aquellos videntes que me condenaban al fracaso……….
“El fracaso de algunos es la gloria de otros, sin embargo la gloria no refleja necesariamente los
sueños, tú fracaso jamás será mi gloria, tú gloria provocará un segundo de envidia, pero la envidia
adecuada es sinónimo de admiración”.
La gloria es un sueño ajeno, no es un título ni refleja la culminación de algo.
Se preguntarán ¿Cuál es mi sueño? sencillamente la felicidad de los míos y ¿Cuál es mi gloria?
mi gloria es tú aprecio”.
LEVIATHAN
VIII
CONTENIDO
DECLARACIÓN ................................................................................................................................. II
CERTIFICACIÓN .............................................................................................................................. III
AGRADECIMIENTOS ....................................................................................................................... IV
AGRADECIMIENTOS ........................................................................................................................ V
DEDICATORIA.................................................................................................................................. VI
DEDICATORIA................................................................................................................................. VII
CONTENIDO ................................................................................................................................... VIII
ÍNDICE DE TABLAS ........................................................................................................................XV
ÍNDICE DE FIGURAS .................................................................................................................. XVIII
ÍNDICE DE FOTOS ..........................................................................................................................XX
ÍNDICE DE ANEXOS ......................................................................................................................XXI
RESUMEN ......................................................................................................................................XXII
CAPÍTULO 1 ...................................................................................................................................... 1
CONCEPTOS BÁSICOS ................................................................................................................... 1
1.1 SIMULACIÓN DE PROCESOS .............................................................................................................. 1
1.1.1 HYSYS ............................................................................................................................. 2
1.2 PETRÓLEO ............................................................................................................................................... 3
1.2.1 CARACTERÍSTICAS ......................................................................................................... 4
1.2.1.1 Composición ............................................................................................................... 4
1.2.1.1.1 Hidrocarburos Alifáticos ...................................................................................... 4
1.2.1.1.2 Hidrocarburos Cíclicos ....................................................................................... 5
1.2.1.1.3 Hidrocarburos Mixtos .......................................................................................... 5
1.2.1.2 Propiedades Físico-Químico ...................................................................................... 5
1.3 GAS NATURAL ......................................................................................................................................... 8
1.3.1 CLASIFICACIÓN ............................................................................................................... 8
1.3.2 CARACTERÍSTICAS DEL GAS ........................................................................................ 9
1.3.2.1 Composición ............................................................................................................... 9
1.3.2.2 Propiedades Físico-Químico .................................................................................... 10
1.4 AGUA DE FORMACIÓN ........................................................................................................................ 12
1.4.1 CARACTERÍSTICAS ....................................................................................................... 12
1.4.1.1 Composición ............................................................................................................. 12
1.4.1.2 Características Físico-Químico: ............................................................................... 13
1.5 EMULSIÓN .............................................................................................................................................. 14

IX
1.5.1 EMULSIFICANTE ............................................................................................................ 14
1.5.2 DEMULSIFICANTE ......................................................................................................... 15
1.6 FACILIDADES DE PRODUCCIÓN DE UNA ESTACIÓN TIPO ...................................................... 16
1.6.1 MÚLTIPLE ....................................................................................................................... 18
1.6.2 SISTEMA DE SEPARACIÓN PRIMARIA ....................................................................... 18
1.6.2.1 Separador ................................................................................................................. 19
1.6.2.1.1 Tipos de Separadores ....................................................................................... 19
1.6.2.1.2 Componentes .................................................................................................... 21
1.6.2.1.3 Eficiencia ........................................................................................................... 22
1.6.3 SISTEMA DE SEPARACIÓN SECUNDARIA ................................................................. 24
1.6.3.1 Componentes ........................................................................................................... 24
1.6.3.2 Eficiencia .................................................................................................................. 25
1.6.4 SISTEMA DE DESHIDRATACIÓN ................................................................................. 27
1.6.4.1 Tanque de Lavado ................................................................................................... 27
1.6.4.1.1 Componentes .................................................................................................... 28
1.6.4.1.2 Eficiencia ........................................................................................................... 29
1.6.4.2 Calentador ................................................................................................................ 31
1.6.4.2.1 Componentes .................................................................................................... 31
1.6.4.2.2 Eficiencia ........................................................................................................... 32
1.6.5 TANQUES DE ALMACENAMIENTO .............................................................................. 33
1.6.5.1 Tipos ......................................................................................................................... 33
1.6.5.1.1 Tanques Atmosféricos ....................................................................................... 33
1.6.5.1.2 Tanques a Presión ............................................................................................ 34
1.6.5.2 Elementos................................................................................................................. 34
1.6.6 SISTEMA TRANSFERENCIA ......................................................................................... 35
1.6.6.1 Componentes ........................................................................................................... 36
1.6.7 SISTEMA DE REINYECCIÓN DE AGUA DE FORMACIÓN .......................................... 37
1.6.7.1 Calidad del Agua ...................................................................................................... 37
1.6.7.2 Tratamiento Químico ................................................................................................ 38
1.6.7.3 Tipos ......................................................................................................................... 40
1.6.7.3.1 Sistema Cerrado ............................................................................................... 40
1.6.7.3.2 Sistema Abierto ................................................................................................. 41
1.6.8 SISTEMA DE INYECCIÓN DE QUÍMICOS ................................................................... 42
1.6.8.1 Componentes ........................................................................................................... 42
1.6.9 SISTEMA DE RECUPERACIÓN DE CONDENSADO ................................................... 42
1.6.10 SISTEMA DE COMPRESIÓN DE GAS ........................................................................ 43
1.6.10.1 Calidad del Gas ...................................................................................................... 43
1.6.10.2 Componentes ......................................................................................................... 44
1.6.10.2.1 Compresor ....................................................................................................... 44
1.6.10.2.2 Aero-enfriador ................................................................................................. 46
X
1.6.10.2.3 Scrubbers ........................................................................................................ 46
1.6.10.2.4 Filtro de Combustible ...................................................................................... 47
1.6.10.2.5 Panel de Control .............................................................................................. 47
1.6.10.2.6 Accesorios ....................................................................................................... 47
1.6.10.3 Eficiencia ................................................................................................................ 48
1.6.11 SISTEMA DE GAS FLARE, MECHERO Y VENTEO.................................................... 49
1.6.11.1 Flare Knockout o Depurador de Gas ..................................................................... 49
1.6.11.2 Mechero.................................................................................................................. 49
1.6.12 SISTEMA DE AUTOMATIZACIÓN Y ADQUISICIÓN DE DATOS ............................... 49
1.6.12.1 Componentes ......................................................................................................... 50
1.6.13 SISTEMA CONTRA INCENDIOS ................................................................................. 51
1.6.13.1 Componentes ......................................................................................................... 51
1.6.14 SISTEMA DE GENERACIÓN ELÉCTRICA .................................................................. 53
1.6.14.1 Tipos de Generadores ............................................................................................ 53
1.6.15 SISTEMAS COMPLEMENTARIOS .............................................................................. 54
CAPÍTULO 2: DESCRIPCIÓN DE LA ESTACIÓN PICHINCHA .................................................... 55
2.1 DESCRIPCIÓN DEL CAMPO PICHINCHA ........................................................................................ 55
2.1.1 UBICACIÓN GEOGRÁFICA ........................................................................................... 55
2.1.2 GEOLOGÍA ...................................................................................................................... 56
2.1.3 RESERVAS .................................................................................................................... 57
2.1.4 ESTADO DE LOS POZOS ............................................................................................. 59
2.1.5 HISTÓRICO DE PRODUCCIÓN ..................................................................................... 61
2.1.6 PROYECCIÓN DE PRODUCCIÓN ............................................................................... 64
2.1.6.1 Proyección Producción ........................................................................................... 65
2.1.6.2 Proyección del Incremento de Producción ............................................................... 68
2.1.6.3 Proyección Acumulada ............................................................................................ 71
2.2 DESCRIPCIÓN DE LAS FACILIDADES DE PRODUCCIÓN DE LA ESTACIÓN PICHINCHA ... 74
2.2.1 MÚLTIPLE ....................................................................................................................... 74
2.2.2 SISTEMA DE SEPARACIÓN PRIMARIA ....................................................................... 75
2.2.2.1 Separador de Prueba ............................................................................................... 75
2.2.2.2 Separadores de Producción ..................................................................................... 76
2.2.3 SISTEMA DE SEPARACIÓN SECUNDARIA ................................................................. 77
2.2.3.1 Bota Desgasificadora ............................................................................................... 77
2.2.3.2 Tanque de Lavado ................................................................................................... 78
2.2.4 SISTEMA DE ALMACENAMIENTO ................................................................................ 79
2.2.5 SISTEMA DE TRANSFERENCIA ................................................................................... 80
2.2.5.1 Bomba Booster ......................................................................................................... 80
2.2.5.2 Bombas de Alta Presión ........................................................................................... 81
2.2.6 SISTEMA DE RECIRCULACIÓN .................................................................................... 82
XI
2.2.7 SISTEMA DE REINYECCIÓN DE AGUA ....................................................................... 83
2.2.7.1 Bomba Booster ......................................................................................................... 83
2.2.7.2 Bombas de Inyección ............................................................................................... 84
2.2.7.3 Piscinas API ............................................................................................................. 85
2.2.8 SISTEMA DE INYECCIÓN DE QUÍMICOS .................................................................... 86
2.2.9 SISTEMA DE RECUPERACIÓN DE CONDENSADOS ................................................. 87
2.2.10 SISTEMA DE COMPRESIÓN DE GAS ........................................................................ 88
2.2.10.1 Compresor .............................................................................................................. 89
2.2.10.2 Aero-enfriador ........................................................................................................ 91
2.2.10.3 Scrubbers ............................................................................................................... 91
2.2.10.4 Filtro de Combustible ............................................................................................. 92
2.2.11 SISTEMA CONTRA INCENDIOS ................................................................................. 93
2.2.11.1 Tanque de Agua ..................................................................................................... 93
2.2.11.2 Sistema de Bombeo ............................................................................................... 94
2.2.11.3 Tanque de Espuma ................................................................................................ 94
2.2.11.4 Redes de Tubería ................................................................................................... 95
2.2.11.5 Sistema de Detección Neumático .......................................................................... 95
2.2.11.6 Monitores ................................................................................................................ 95
2.2.11.7 Sistema de Dispersión ........................................................................................... 95
2.2.11.8 Accesorios .............................................................................................................. 95
2.2.12 SISTEMA DE GENERACIÓN ELÉCTRICA .................................................................. 96
2.2.13 SISTEMA DE AIRE DE INSTRUMENTOS ................................................................... 98
2.2.14 SUMIDEROS ............................................................................................................... 100
2.3 DESCRIPCIÓN DE LOS PROCESOS DE PRODUCCIÓN DE LA ESTACIÓN PICHINCHA ..... 102
2.3.1 PROCESO DE ENTRADA Y SEPARACIÓN PRIMARIA ............................................. 102
2.3.2 PROCESO DE SEPARACIÓN SECUNDARIA ............................................................ 105
2.3.3 PROCESO DE ALMACENAMIENTO ........................................................................... 106
2.3.4 PROCESO DE TRANSFERENCIA ............................................................................... 107
2.3.5 PROCESO DE REINYECCIÓN AGUA ......................................................................... 108
2.3.6 PROCESO DE RECUPERACIÓN DE CONDENSADO ............................................... 110
2.3.7 PROCESO DE COMPRESIÓN DE GAS ..................................................................... 110
2.3.8 SISTEMA DE AIRE DE INSTRUMENTOS .................................................................. 112
2.3.9 BALANCE DE MATERIA Y ENERGÍA ......................................................................... 113
2.4 PROBLEMAS DE OPERACIÓN ........................................................................................................ 118
2.5 PROPUESTAS DE MEJORAS .......................................................................................................... 120
2.5.1 PROPUESTA 1 ............................................................................................................ 120
2.5.2 PROPUESTA 2 ............................................................................................................ 123
2.5.3 PROPUESTA 3 ............................................................................................................. 123
XII
CAPÍTULO 3: SIMULACIÓN DE LOS PROCESOS DE PRODUCCIÓN ..................................... 126
3.1 INTRODUCCIÓN A LA SIMULACIÓN .............................................................................................. 126
3.1.1 ECUACIONES DE ESTADO ......................................................................................... 126
3.1.2 PROCEDIMIENTO PARA CARACTERIZAR LA CORRIENTE DE CRUDO Y GAS .... 127
3.2 INFORME DE SIMULACIÓN ............................................................................................................. 135
3.2.1 CONDICIONES DE ENTRADA ACTUALES ................................................................. 135
3.2.2 CONDICIONES CLIMÁTICAS ..................................................................................... 136
3.2.3 CARACTERIZACIÓN DEL PETRÓLEO ...................................................................... 136
3.2.4 CASOS DE SIMULACIÓN ........................................................................................... 139
3.2.5 CRITERIOS BÁSICOS PARA LA SIMULACIÓN ......................................................... 140
3.2.6 SIMULACIÓN DE LA PROPUESTA 1 .......................................................................... 141
3.2.6.1 Descripción del Proceso ......................................................................................... 141
3.2.6.2 Producción de Petróleo ......................................................................................... 142
3.2.6.3 Energía para Calentamiento de Agua .................................................................... 143
3.2.6.4 Producción de Gas ................................................................................................ 144
3.2.6.5 Producción de Agua de Formación ........................................................................ 145
3.2.6.6 Balance de Materia y Energía ............................................................................... 145
3.2.7 SIMULACIÓN DE LA PROPUESTA 2 .......................................................................... 148
3.2.7.1 Descripción del Proceso ......................................................................................... 148
3.2.7.2 Producción de Petróleo ......................................................................................... 149
3.2.7.3 Energía para Calentamiento de Agua .................................................................... 150
3.2.7.4 Producción de Gas ................................................................................................ 150
3.2.7.5 Producción de Agua de Formación ........................................................................ 152
3.2.7.6 Balance de Materia y Energía ................................................................................ 152
3.2.8 SIMULACIÓN DE LA PROPUESTA 3 .......................................................................... 155
3.2.8.1 Descripción del Proceso ......................................................................................... 155
3.2.8.2 Producción de Gas y Condensados ....................................................................... 155
3.2.8.3 Balance de Materia y Energía ................................................................................ 156
CAPÍTULO 4: ANÁLISIS TÉCNICO .............................................................................................. 158
4.1 PROPUESTA 1 ..................................................................................................................................... 158
4.1.1 EVALUACIÓN DEL SISTEMA DE SEPARACIÓN PRIMARIA .................................... 159
4.1.1.1 Caso 1 .................................................................................................................... 160
4.1.1.2 Caso 3 .................................................................................................................... 163
4.1.1.3 Dimensionamiento del Separador Horizontal Bifásico ........................................... 165
4.1.2 SISTEMA DE SEPARACIÓN SECUNDARIA ............................................................... 170
4.1.2.1 Bota Desgasificadora ............................................................................................. 170
4.1.2.2 Tanque de Lavado ................................................................................................. 173
4.1.3 SISTEMA DE CALENTAMIENTO ................................................................................. 178
4.1.3.1 Calentador .............................................................................................................. 178

XIII
4.1.3.2 Bomba Booster de Calentamiento ........................................................................ 178
4.1.4 SISTEMA DE ALMACENAMIENTO Y TRANSFERENCIA ........................................... 179
4.1.4.1 Tanque de Reposo ................................................................................................. 179
4.1.4.2 Sistema de Transferencia ...................................................................................... 182
4.1.5 SISTEMA REINYECCIÓN DE AGUA DE FORMACIÓN .............................................. 185
4.1.5.1 Características del Agua de Formación ................................................................. 185
4.1.5.2 Equipos de Bombeo .............................................................................................. 186
4.2 PROPUESTA 2 ..................................................................................................................................... 188
4.2.1 SISTEMA DE SEPARACIÓN TRIFÁSICA .................................................................. 188
4.2.2 SISTEMA DE SEPARACIÓN SECUNDARIA ............................................................... 193
4.2.2.1 Bota Desgasificadora ............................................................................................ 193
4.2.2.2 Tanque de Lavado ................................................................................................. 194
4.2.3 SISTEMA DE CALENTAMIENTO ................................................................................. 196
4.2.3.1 Calentador .............................................................................................................. 196
4.2.3.2 Bomba Booster de Calentamiento ........................................................................ 197
4.2.4 SISTEMA DE ALMACENAMIENTO Y TRANSFERENCIA ........................................... 197
4.2.5 SISTEMA DE REINYECCIÓN DE AGUA DE FORMACIÓN ........................................ 198
4.2.5.1 Características del Agua de Formación ................................................................. 198
4.2.5.2 Tanque de Desnatado ........................................................................................... 198
4.2.5.3 Dimensionamiento del Tanque de Agua de Formación ......................................... 202
4.2.5.4 Sistema de Bombeo ............................................................................................... 203
4.3 VENTAJAS Y DESVENTAJAS DE LAS PROPUESTAS ................................................................ 204
4.3.1 PROPUESTA N°1 ......................................................................................................... 204
4.3.2 PROPUESTA N° 2 ...................................................................................................... 205
4.3.3 RESULTADO................................................................................................................. 206
4.4 PROPUESTA 3 ..................................................................................................................................... 207
4.4.1 VENTAJAS Y DESVENTAJAS ..................................................................................... 209
4.4.2 RESULTADO................................................................................................................ 210
CAPÍTULO 5: ANÁLISIS ECONÓMICO ....................................................................................... 212
5.1 COSTOS ................................................................................................................................................ 214
5.1.1 PROPUESTA 1 ............................................................................................................. 214
5.1.1.1 Producción de Petróleo .......................................................................................... 214
5.1.1.2 Reinyección de Agua de Formación ...................................................................... 214
5.1.1.3 Costo Combustible de Calentamiento .................................................................... 218
5.1.1.4 Costo de Equipos ................................................................................................... 221
5.1.1.5 Costo Total ............................................................................................................. 222
5.1.2 PROPUESTA 2 ............................................................................................................. 223
5.1.2.1 Producción de Petróleo .......................................................................................... 223
5.1.2.2 Reinyección de Agua ............................................................................................ 223

XIV
5.1.2.3 Costo Combustible de Calentamiento .................................................................... 223
5.1.2.4 Costo de Equipos ................................................................................................... 225
5.1.2.5 Costo Total ............................................................................................................. 226
5.2 INGRESOS ........................................................................................................................................... 227
5.2.1 PROPUESTA 1 ............................................................................................................. 227
5.2.1.1 Químico “Demulsificante” ....................................................................................... 227
5.2.1.2 Químico “Antiparafínico” ......................................................................................... 229
5.2.1.3 Producción de Petróleo de Pozos Nuevos ............................................................. 230
5.2.1.4 Ingreso Total........................................................................................................... 232
5.2.2 PROPUESTA 2 ............................................................................................................ 233
5.2.2.1 Químico “Demulsificante” ....................................................................................... 233
5.2.2.2 Químico “Antiparafínico” ......................................................................................... 236
5.2.2.3 Mantenimiento del Sistema de Reinyección de Agua ............................................ 236
5.2.2.4 Producción de Petróleo de Pozos Nuevos ............................................................. 239
5.2.2.5 Ingreso Total........................................................................................................... 240
5.3 FLUJO NETO DE CAJA ...................................................................................................................... 241
5.3.1 PROPUESTA 1 ............................................................................................................ 241
5.3.2 PROPUESTA 2 ............................................................................................................ 242
5.4 EVALUACIÓN DEL PROYECTO ...................................................................................................... 243
5.4.1 VALOR ACTUAL NETO ................................................................................................ 243
5.4.2 TASA INTERNA DE RETORNO .................................................................................. 244
5.4.3 RELACIÓN COSTO-BENEFICIO.................................................................................. 246
5.4.4 PERIODO DE RECUPERACIÓN DE LA INVERSIÓN ................................................. 247
CAPITULO 6: CONCLUSIONES Y RECOMENDACIONES ......................................................... 250
6.1 CONCLUSIONES ................................................................................................................................. 250
6.2 RECOMENDACIONES ...................................................................................................................... 252
ABREVIATURAS ........................................................................................................................... 254
UNIDADES ..................................................................................................................................... 257
ANEXOS ........................................................................................................................................ 259
REFERENCIAS BIBLIOGRÁFICAS.............................................................................................. 316

XV
ÍNDICE DE TABLAS
TABLA 1.1: CLASIFICACIÓN-CRUDOS ..................................................................................................................... 6
TABLA 1.2: DUREZA-AGUA DE FORMACIÓN ......................................................................................................... 13
TABLA 2.1: RESERVAS DEL CAMPO LIBERTADOR AL 31 DE DICIEMBRE DEL 2007 ......................................... 58
TABLA 2.2: ESTADO DE LOS POZOS ..................................................................................................................... 60
TABLA 2.3: PRODUCCIÓN HISTÓRICA .................................................................................................................. 61
TABLA 2.4: PROYECCIÓN DE PRODUCCIÓN ........................................................................................................ 65
TABLA 2.5: PRODUCCIÓN INICIAL DEL CAMPO .................................................................................................... 68
TABLA 2.6: PROYECCIÓN DE PRODUCCIÓN DE LOS POZOS A PERFORAR ..................................................... 69
TABLA 2.7: PROYECCIÓN DE PRODUCCIÓN ACUMULADA ................................................................................. 71
TABLA 2.8: POZOS QUE INGRESAN AL MÚLTIPLE ............................................................................................... 75
TABLA 2.9: CARACTERÍSTICAS DEL SEPARADOR DE PRUEBA ......................................................................... 76
TABLA 2.10: CARACTERÍSTICAS DE LOS SEPARADORES DE PRODUCCIÓN ................................................... 77
TABLA 2.11: DIMENSIONES DEL TANQUE DE LAVADO ....................................................................................... 79
TABLA 2.12: DIMENSIONES DEL TANQUE DE SURGENCIA ................................................................................. 80
TABLA 2.13: CARACTERÍSTICAS DE LA BOMBA BOOSTER ................................................................................ 81
TABLA 2.14: CARACTERÍSTICAS DE LA BOMBAS DE TRANSFERENCIA ............................................................ 82
TABLA 2.15: CARACTERÍSTICAS DE LA BOMBA DE RECIRCULACIÓN............................................................... 83
TABLA 2.16: CARACTERÍSTICAS DE LAS BOMBAS BOOSTER ............................................................................ 84
TABLA 2.17: CARACTERÍSTICAS-BOMBAS DE INYECCIÓN ................................................................................. 85
TABLA 2.18: CARACTERÍSTICAS DE LAS BOMBAS DE QUÍMICOS ..................................................................... 86
TABLA 2.19: QUÍMICOS DE INYECCIÓN................................................................................................................. 87
TABLA 2.20: DIMENSIONES DE SCRUBBERS ....................................................................................................... 88
TABLA 2.21: CARACTERÍSTICAS DEL COMPRESOR ............................................................................................ 90
TABLA 2.22: CARACTERÍSTICAS DEL AERO-ENFRIADOR ................................................................................... 91
TABLA 2.23: CARACTERÍSTICAS DE SCRUBBERS DE COMPRESIÓN ................................................................ 92
TABLA 2.24: CARACTERÍSTICAS DE FILTROS DE COMBUSTIBLE ...................................................................... 93
TABLA 2.25: CARACTERÍSTICAS DE BOMBAS CONTRA INCENDIOS ................................................................. 94
TABLA 2.26: ACCESORIOS DEL SISTEMA CONTRA INCENDIOS ........................................................................ 96
TABLA 2.27: CARACTERÍSTICAS DEL GENERADOR ............................................................................................ 97
TABLA 2.28: CARACTERÍSTICAS DEL COMPRESOR DE AIRE............................................................................. 99
TABLA 2.29: DATOS DE PLACA DE TANQUES DE AIRE COMPRIMIDO ............................................................... 99
TABLA 2.30: CARACTERÍSTICAS DE LA BOMBA SUMIDERO ............................................................................. 101
TABLA 2.31: PRESIÓN Y TEMPERATURA-MANIFOLD......................................................................................... 104
TABLA 2.32: DATOS DE PRESIÓN Y TEMPERATURA DE LOS SEPARADORES ............................................... 105
TABLA 2.33: DATOS DE PRESIÓN Y TEMPERATURA: B-01, T-01 Y T-02 ........................................................... 107
TABLA 2.34: PRESIÓN Y TEMPERATURA DEL PROCESO DE TRANSFERENCIA ............................................. 108
TABLA 2.35: PRESIÓN Y TEMPERATURA DEL PROCESO DE REINYECCIÓN .................................................. 109
TABLA 2.36: PRESIÓN Y TEMPERATURA -TRATAMIENTO DE GAS .................................................................. 112
TABLA 2.37: BALANCE DE MATERIA Y ENERGÍA ................................................................................................ 114
TABLA 2.38: BALANCE DE MATERIA Y ENERGÍA-COMPRESIÓN DE GAS ........................................................ 116
TABLA 3.1: CARACTERÍSTICAS DEL PETRÓLEO ................................................................................................ 137
TABLA 3.2: COMPOSICIÓN DEL GAS ................................................................................................................... 138
TABLA 3.3: PRODUCCIÓN 2009, 2014 Y 2025 ..................................................................................................... 140
TABLA 3.4: PRODUCCIÓN DE CRUDO ................................................................................................................. 142

XVI
TABLA 3.5: PROPIEDADES DEL CRUDO.............................................................................................................. 142
TABLA 3.6: ENERGÍA PARA CALENTAMIENTO DE AGUA .................................................................................. 143
TABLA 3.7: PRODUCCIÓN DE GAS ...................................................................................................................... 144
TABLA 3.8: PROPIEDADES DEL GAS ................................................................................................................... 145
TABLA 3.9: AGUA DE REINYECCIÓN ................................................................................................................... 145
TABLA 3.10: BALANCE DE MATERIA Y ENERGÍA ................................................................................................ 146
TABLA 3.11: PRODUCCIÓN DE CRUDO ............................................................................................................... 149
TABLA 3.12: PROPIEDADES DEL CRUDO ............................................................................................................ 149
TABLA 3.13: ENERGÍA PARA CALENTAMIENTO ................................................................................................. 150
TABLA 3.14: PRODUCCIÓN DE GAS .................................................................................................................... 151
TABLA 3.15: PROPIEDADES DEL GAS ................................................................................................................. 151
TABLA 3.16: AGUA DE REINYECCIÓN ................................................................................................................. 152
TABLA 3.17: BALANCE DE MATERIA Y ENERGÍA ................................................................................................ 153
TABLA 4.1: DATOS-SISTEMA SEPARACION ........................................................................................................ 160
TABLA 4.2: LONGITUD EFECTIVA ........................................................................................................................ 161
TABLA 4.3: TIEMPO DE RETENCIÓN VS. CAUDAL .............................................................................................. 162
TABLA 4.4: TIEMPO DE RETENCIÓN VS. CAUDAL .............................................................................................. 162
TABLA 4.5: DATOS-SISTEMA DE SEPARACION .................................................................................................. 163
TABLA 4.6: TIEMPO DE RETENCIÓN .................................................................................................................... 164
TABLA 4.7: TIEMPO DE RETENCIÓN .................................................................................................................... 164
TABLA 4.8: DATOS ................................................................................................................................................. 165
TABLA 4.9: CAPACIDAD DE MANEJO DE GAS .................................................................................................... 168
TABLA 4.10: DIMENSIONAMIENTO DEL SEPARADOR ........................................................................................ 169
TABLA 4.11: DATOS ............................................................................................................................................... 170
TABLA 4.12: DATOS ............................................................................................................................................... 173
TABLA 4.13: DATOS ............................................................................................................................................... 173
TABLA 4.14: TIEMPO DE RESIDENCIA ................................................................................................................. 176
TABLA 4.15: ENERGÍA PARA CALENTAMIENTO DE AGUA ................................................................................ 178
TABLA 4.16: TIEMPO DE RESIDENCIA DEL TANQUE DE REPOSO ................................................................... 181
TABLA 4.17: CAPACIDAD DE LAS BOMBAS DE TRANSFERENCIA .................................................................... 183
TABLA 4.18: CARACTERISTICAS-AGUA DE FORMACIÓN .................................................................................. 186
TABLA 4.19: CAPACIDAD DE BOMBEO ................................................................................................................ 187
TABLA 4.20: DATOS ............................................................................................................................................... 189
TABLA 4.21: CAPACIDAD DE GAS ........................................................................................................................ 190
TABLA 4.22: CAPACIDAD DE LÍQUIDO ................................................................................................................. 192
TABLA 4.23: DATOS ............................................................................................................................................... 193
TABLA 4.24: TIEMPO DE RESIDENCIA ................................................................................................................. 195
TABLA 4.25: ENERGÍA PARA CALENTAMIENTO DE AGUA ................................................................................ 197
TABLA 4.26: DATOS ............................................................................................................................................... 198
TABLA 4.27: DIMENSIONES-TANQUE DESNATADOR ......................................................................................... 200
TABLA 4.28: DIMENSIONES-TANQUE DESNATADOR ......................................................................................... 201
TABLA 4.29: DATOS ............................................................................................................................................... 202
TABLA 4.30: RESULTADOS SIMULACIÓN ............................................................................................................ 208
TABLA 5.1: PRECIO DIARIO DEL CRUDO ............................................................................................................ 213
TABLA 5.2: COSTO DE QUÍMICOS ........................................................................................................................ 216
TABLA 5.3: COSTOS POR MANTENIMIENTO ....................................................................................................... 217
TABLA 5.4: COSTOS DE COMBUSTIBLE DEL CALENTADOR ............................................................................. 220
XVII
TABLA 5.5: COSTO COMBUSTIBLE-BOMBA BOOSTER ...................................................................................... 220
TABLA 5.6. COSTOS DE EQUIPOS- PROPUESTA 1 ............................................................................................ 221
TABLA 5.7: COSTO TOTAL- PROPUESTA 1 ......................................................................................................... 222
TABLA 5.8: COSTOS DE COMBUSTIBLE-CALENTADOR .................................................................................... 224
TABLA 5.9: COSTO COMBUSTIBLE-BOMBA BOOSTER ...................................................................................... 225
TABLA 5.10: COSTO DE EQUIPOS-PROPUESTA 2 ............................................................................................. 225
TABLA 5.11: COSTO DE INVERSIÓN INICIAL-PROPUESTA 2 ............................................................................. 226
TABLA 5.12: AHORRO DEMULSIFICANTE ............................................................................................................ 228
TABLA 5.13: INGRESO POR PRODUCCIÓN DE POZOS NUEVOS ...................................................................... 231
TABLA 5.14: INGRESOS-PROPUESTA 1 .............................................................................................................. 232
TABLA 5.15: AHORRO DEMULSIFICANTE ............................................................................................................ 235
TABLA 5.16: AHORRO POR MANTENIMIENTO .................................................................................................... 238
TABLA 5.17: INGRESOS PROPUESTA 2............................................................................................................... 240
TABLA 5.18: FLUJO DE CAJA-PROPUESTA 1 ...................................................................................................... 241
TABLA 5.19: FLUJO DE CAJA-PROPUESTA 2 ...................................................................................................... 242
TABLA 5.20: VALOR ACTUAL NETO ..................................................................................................................... 244

XVIII
ÍNDICE DE FIGURAS
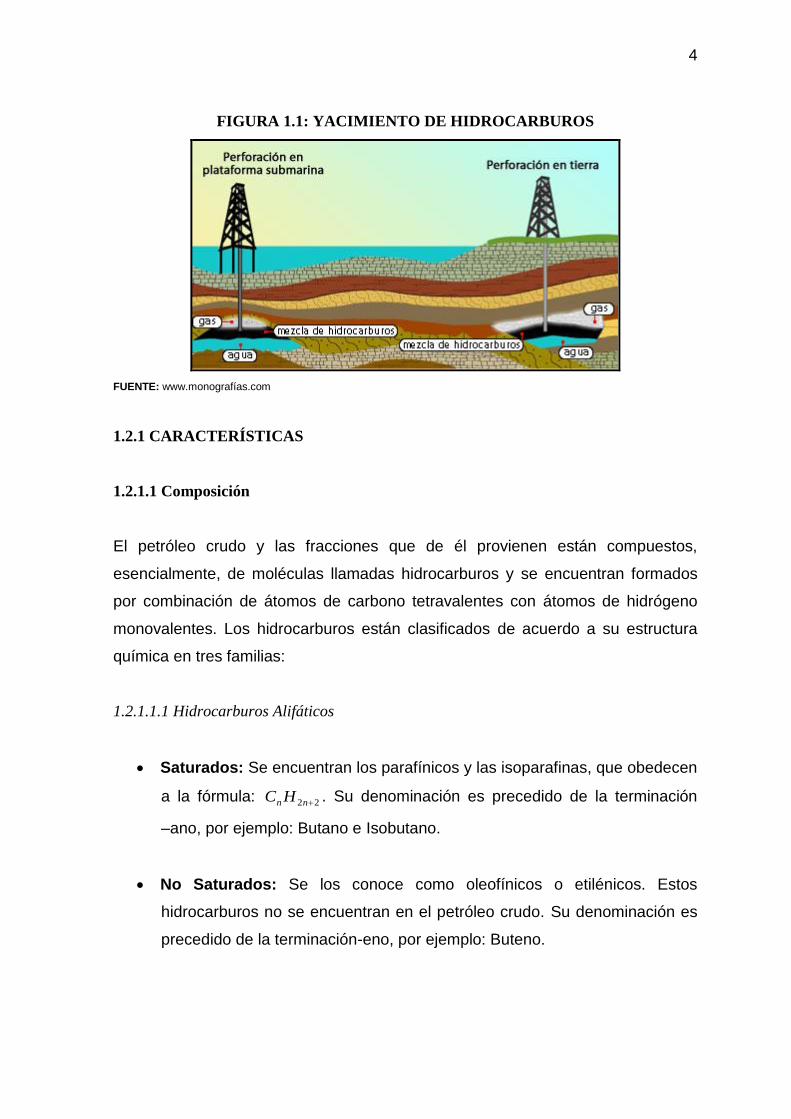
FIGURA 1.1: YACIMIENTO DE HIDROCARBUROS .................................................................................................. 4
FIGURA 1.2: DISPOSICIÓN DEL AGUA DE FORMACIÓN ...................................................................................... 12
FIGURA 1.3: DIAGRAMA DE TRATAMIENTO DE PETRÓLEO ............................................................................... 18
FIGURA 1.4: SEPARADOR BIFÁSICO ..................................................................................................................... 19
FIGURA 1.5: SEPARADOR TRIFÁSICO ................................................................................................................... 20
FIGURA 1.6: SEPARADOR VERTICAL .................................................................................................................... 21
FIGURA 1.7: BOTA DESGASIFICADORA ................................................................................................................ 26
FIGURA 1.8: TEMPERATURA DE DESHIDRATACIÓN ........................................................................................... 30
FIGURA 1.9: CALENTADOR DE AGUA (TIPO HORIZONTAL) ................................................................................ 32
FIGURA 1.10: TANQUE DE TECHO FLOTANTE ..................................................................................................... 34
FIGURA 1.11: SCRUBBER ....................................................................................................................................... 43
FIGURA 1.12: DIAGRAMA-TIPOS DE COMPRESORES ......................................................................................... 45
FIGURA 1.13: AEROENFRIADOR ............................................................................................................................ 46
FIGURA 1.14: SISTEMA DE COMPRESIÓN ............................................................................................................ 47
FIGURA 1.15: ESQUEMA DE LA RED DE SCADA .................................................................................................. 50
FIGURA 2.1: UBICACIÓN CAMPO PICHINCHA ....................................................................................................... 56
FIGURA 2.2: PRODUCCIÓN HISTÓRICA DE LA ESTACIÓN PICHINCHA.............................................................. 63
FIGURA 2.3: PROYECCIÓN DE LA PRODUCCIÓN DE PETRÓLEO ...................................................................... 66
FIGURA 2.4: PROYECCIÓN DE LA PRODUCCIÓN DE AGUA DE FORMACIÓN ................................................... 67
FIGURA 2.5: PROYECCIÓN DE LA PRODUCCIÓN DE GAS .................................................................................. 67
FIGURA 2.6: PROYECCIÓN DE LA PRODUCCIÓN DE PETRÓLEO ...................................................................... 69
FIGURA 2.7: PROYECCIÓN DE LA PRODUCCIÓN DE AGUA DE FORMACIÓN ................................................... 70
FIGURA 2.8: PROYECCIÓN DE LA PRODUCCIÓN DE GAS .................................................................................. 70
FIGURA 2.9: PROYECCIÓN DE LA PRODUCCIÓN DE PETRÓLEO ...................................................................... 72
FIGURA 2.10: PROYECCIÓN DE LA PRODUCCIÓN DE AGUA .............................................................................. 72
FIGURA 2.11: PROYECCIÓN DE LA PRODUCCIÓN DE GAS ................................................................................ 73
FIGURA 2.12: ESQUEMA OPERACIONAL DEL COMPRESOR .............................................................................. 90
FIGURA 2.13: PROCESOS DE LA ESTACIÓN PICHINCHA .................................................................................. 115
FIGURA 2.14: PROCESOS DE COMPRESIÓN DE GAS ....................................................................................... 117
FIGURA 2.15: DIAGRAMA PROPUESTA 1 ........................................................................................................... 122
FIGURA 2.16: DIAGRAMA PROPUESTA 2 ............................................................................................................ 124
FIGURA 2.17: DIAGRAMA PROPUESTA 3 ............................................................................................................ 125
FIGURA 3.1: PANTALLA DE INICIO DE HYSYS 3.2 .............................................................................................. 128
FIGURA 3.2: COMPONENTES ............................................................................................................................... 128
FIGURA 3.3: PAQUETE DE PROPIEDADES DE FLUIDOS ................................................................................... 129
FIGURA 3.4: ECUACION DE ESTADO PENG-ROBINSON .................................................................................... 129
FIGURA 3.5: OPCIÓN OIL MANAGER ................................................................................................................... 130
FIGURA 3.6: PROPIEDADES DEL CRUDO ........................................................................................................... 130
FIGURA 3.7: DESTILACIÓN ASTM D86 ................................................................................................................. 131
FIGURA 3.8: INSERTAR DATOS DE LA DESTILACIÓN ASTM D-86 .................................................................... 131
FIGURA 3.9: CALCULATE ...................................................................................................................................... 132
FIGURA 3.10: CURVA DE AJUSTE CUT/BLEND ................................................................................................... 132
FIGURA 3.11: CORRIENTE DE CARACTERIZACIÓN ........................................................................................... 133
XIX
FIGURA 3.12: AMBIENTE DE SIMULACIÓN .......................................................................................................... 133
FIGURA 3.13: INGRESO DE LA COMPOSICIÓN DEL DE GAS ............................................................................ 134
FIGURA 3.14: INGRESO DE CONDICIONES DE OPERACIÓN ............................................................................ 134
FIGURA 3.15: CARACTERIZACIÓN DEL FLUIDO DE ENTRADA ......................................................................... 139
FIGURA 3.16: SIMULACIÓN-PROPUESTA 1-CASO 3 ........................................................................................... 147
FIGURA 3.17: SIMULACIÓN- PROPUESTA 2-CASO 3 .......................................................................................... 154
FIGURA 4.1: DETERMINACIÓN DE K .................................................................................................................... 167
FIGURA 4.2: VOLUMEN DINÁMICO DEL TANQUE DE LAVADO .......................................................................... 174
FIGURA 4.3: TIEMPO DE RESIDENCIA TANQUE DE LAVADO ............................................................................ 177
FIGURA 4.4: VOLUMEN DINÁMICO DEL TANQUE DE REPOSO ......................................................................... 180
FIGURA 4.5: TIEMPO DE RESIDENCIA ................................................................................................................. 182
FIGURA 4.6: TIEMPO DE TRANFERENCIA DE PETRÓLEO ................................................................................. 184
FIGURA 4.7: TIEMPO DE RESIDENCIA ................................................................................................................. 196
FIGURA 4.8: DIÁMETRO VS LONGITUDES EFECTIVAS ...................................................................................... 202
FIGURA 5.1: PRECIO DEL PETRÓLEO MES DE JUNIO 2009 .............................................................................. 214
FIGURA 5.2: COSTOS DE COMBUSTIBLE DEL CALENTADOR........................................................................... 219
FIGURA 5.3: COSTOS DE COMBUSTIBLE DEL CALENTADOR........................................................................... 224
FIGURA 5.4: PROYECCIÓN CONSUMO DEMULSIFICANTE ................................................................................ 228
FIGURA 5.5: AHORRO DEMULSIFICANTE ........................................................................................................... 229
FIGURA 5.6 PROYECCIÓN AHORRO DE DEMULSIFICANTE .............................................................................. 236
FIGURA 5.7: AHORRO MANTENIMIENTO ............................................................................................................. 238
FIGURA 5.8: VAN VS TIR (PROPUESTA 1) ........................................................................................................... 245
FIGURA 5.9: VAN VS TIR (PROPUESTA 2) ........................................................................................................... 246
FIGURA 5.10: PRI VS FNC (PROPUESTA 1) ......................................................................................................... 248
FIGURA 5.11: PRI VS FNC (PROPUESTA 2) ......................................................................................................... 248
XX
ÍNDICE DE FOTOS
FOTO N°1.1: MANIFOLD ........................................................................................................................................ 261
FOTO N°1.2: SISTEMA DE SEPARACIÓN PRIMARIA ........................................................................................... 261
FOTO N°1.3: SALIDA DE FLUIDOS DEL SISTEMA DE SEPARACIÓN ................................................................ 262
FOTO N°1.4: BOTA DESGASIFICADORA .............................................................................................................. 262
FOTO N°1.5: TANQUE DE LAVADO ...................................................................................................................... 263
FOTO N°1.6: TANQUE DE SURGECIA O REPOSO .............................................................................................. 263
FOTO N°1.7: SISTEMA DE TRANSFERENCIA DE PETRÓLEO ............................................................................ 264
FOTO N°1.8: SCRUBBER SCB 01/02/03 ................................................................................................................ 264
FOTO N°1.9: SCRUBBER SCB 06/07/08 ................................................................................................................ 265
FOTO N° 1.10: SISTEMA DE COMPRESIÓN DE GAS .......................................................................................... 265
FOTO N°1.11: COMPRESOR ................................................................................................................................. 266
FOTO N°1.12: AEROENFRIADOR.......................................................................................................................... 266
FOTO N°1.13: FILTRO DE COMBUSTIBLE............................................................................................................ 267
FOTO N°1.14: SISTEMA DE COMPRESIÓN DE GAS ........................................................................................... 267
FOTO N°1.15: SISTEMA CONTRA INCENDIOS .................................................................................................... 268
FOTO N°1.16: SCI DE TANQUES........................................................................................................................... 268
FOTO N° 1.17: SISTEMA DE DISPERSIÓN- COMPRESOR .................................................................................. 269
FOTO N°1.18: SISTEMA DE REINYECCIÓN DE AGUA DE FORMACIÓN ............................................................ 269
FOTO N° 1.19: PISCINAS ....................................................................................................................................... 270
FOTO N°1.20: TRANSFORMADORES-SISTEMA INTERCONECTADO ................................................................ 270
FOTO N°1.21: GENERADOR A DIESEL ................................................................................................................. 271
FOTO N° 1.22: INYECCIÓN DE QUÍMICOS-TANQUE DE LAVADO ...................................................................... 271
FOTO N° 1.23: INYECCIÓN DE QUÍMICOS-RYA .................................................................................................. 272
FOTO N° 1.24: SISTEMA DE AIRE DE INSTRUMENTOS...................................................................................... 272
FOTO N°1.25: SUMIDERO ..................................................................................................................................... 273
FOTO N° 1.26: SISTEMA DE RECIRCULACIÓN .................................................................................................... 273
XXI
ÍNDICE DE ANEXOS
ANEXO 1: FOTOGRAFÍAS DE LAS FACILIDADES DE PRODUCCIÓN DE LA ESTACIÓN PICHINCHA ........ 260
ANEXO 2: LISTADO DE EQUIPOS ................................................................................................................... 274
ANEXO 2.1: UBICACIÓN DE LOS EQUIPOS ......................................................................................................... 275
ANEXO 2.2: BOMBAS ............................................................................................................................................. 276
ANEXO 2.3: TANQUES ........................................................................................................................................... 277
ANEXO 2.4: RECIPIENTES A PRESIÓN ................................................................................................................ 278
ANEXO 2.5: COMPRESORES ................................................................................................................................ 279
ANEXO 2.6: MECHEROS ....................................................................................................................................... 279
ANEXO 3: DATOS DE CAMPO Y LABORATORIO ............................................................................................ 281
ANEXO 3.1: PROYECCIÓN DE PRODUCCIÓN DIARIA ........................................................................................ 282
ANEXO 3.2: CROMATOGRAFÍA DE GASES ESTACIÓN PICHINCHA .................................................................. 283
ANEXO 3.3: CARACTERIZACIÓN DEL CRUDO .................................................................................................... 284
ANEXO 3.4: DESTILACIÓN ASTM-D86 .................................................................................................................. 285
ANEXO 3.5: CARACTERIZACIÓN DEL AGUA DE FORMACIÓN........................................................................... 286
ANEXO 3.6: FORECAST DE PRODUCCIÓN-ESTACIÓN PICHINCHA .................................................................. 287
ANEXO 3.7: REPORTE DE REINYECCIÓN DE AGUA/DICIEMBRE 2008 ............................................................. 288
ANEXO 4: PLANOS PFD ................................................................................................................................. 289
ANEXO 4.1: PLANO PFD DE LA ESTACIÓN PICHINCHA ..................................................................................... 290
ANEXO 4.2: SISTEMA CONTRA INCENDIO .......................................................................................................... 291
ANEXO 4.3: MANIFOLD ......................................................................................................................................... 292
ANEXO 4.4: SISTEMA DE COMPRESIÓN DE GAS ............................................................................................... 293
ANEXO 4.5: PFD- PROPUESTA 1 .......................................................................................................................... 294
ANEXO 4.6: PFD-PROPUESTA 2 ........................................................................................................................... 295
ANEXO 4.7: PFD-PROPUESTA 3 ........................................................................................................................... 296
ANEXO 4.8: SISTEMA DE REINYECCIÓN DE AGUA-CERRADO ......................................................................... 297
ANEXO 4.9: SISTEMA DE REINYECCIÓN DE AGUA-ABIERTO ........................................................................ 298
ANEXO 4.10: DIMENSIONES DE TANQUES-NORMA API 650 ......................................................................... 299
ANEXO 5: COSTOS DE PRODUCCIÓN ........................................................................................................... 300
ANEXO 6: BALANCE DE MATERIA Y ENERGÍA ............................................................................................... 301
ANEXO 6.1: PROPUESTA 1-CASO 1 ..................................................................................................................... 302
ANEXO 6.2: PROPUESTA 1-CASO 2 ..................................................................................................................... 304
ANEXO 6.3: PROPUESTA 1-CASO 3 ..................................................................................................................... 306
ANEXO 6.4: PROPUESTA 2-CASO 1 ..................................................................................................................... 308
ANEXO 6.5: PROPUESTA 2-CASO 2 ..................................................................................................................... 310
ANEXO 6.6: PROPUESTA 2-CASO 3 ..................................................................................................................... 312
ANEXO 6.7: PROPUESTA 3-CASO 1 ..................................................................................................................... 314

XXII
RESUMEN
El objetivo central del presente estudio es optimizar los procesos de tratamiento
del petróleo, gas y agua de formación de la Estación de Producción Pichincha
correspondiente al Campo Libertador, para tal propósito se ha determinado las
propiedades que intervienen en el proceso y en el dimensionamiento de los
equipos tomando en consideración: la producción máxima de fluido de la
proyección de producción y la caracterización del petróleo, gas y agua.
En la actualidad la Estación de Producción Pichincha presenta problemas de
operación en sus procesos ya que fue inicialmente diseñada para manejar bajos
cortes de agua y altas ratas de gas.
Se analiza el funcionamiento de los equipos para tres propuestas planteadas, se
comprueba su capacidad operativa para manejar la producción actual y máxima
en el 2025. Finalmente se analiza cual es la propuesta más factible de
implementar.
Por último se evalúa la rentabilidad de las propuestas mediante un análisis
económico concluyendo que la propuesta más rentable y factible es la Propuesta2
ya que permite obtener mayor rentabilidad.
XXIII
PRESENTACIÓN
Los procesos físicos y químicos de los distintos tipos de elementos que
conforman un proceso de producción, pueden ser simulados a través del uso de
modelos matemáticos, para lo cual existen herramientas como son los
simuladores de procesos.
El objetivo principal del presente proyecto es modelar y optimizar los procesos de
tratamiento de crudo, en las Facilidades de Producción de la Estación Pichincha
usando como herramienta la simulación de procesos.
El estudio inicia con una descripción general del campo de producción como es su
ubicación, geología y producción. Posteriormente se da una descripción técnica
de todos los sistemas que conforman la estación de producción con el objeto de
visualizar la magnitud de operación y las características de los equipos.
Finalmente para evaluar si es factible y rentable la implementación de los cambios
recomendados se realiza el respectivo análisis técnico-económico de las
propuestas.
El complemento al estudio técnico es la evaluación económica, para estudiar la
rentabilidad futuras de los cambios recomendados, con el objeto de viabilizar
cambios realizables y factibles.
CAPÍTULO 1
CONCEPTOS BÁSICOS
1.1 SIMULACIÓN DE PROCESOS
Se define como una técnica para evaluar un proceso, en base al cálculo del
balance de materia y energía, en donde ocurren transformaciones físicas,
químicas o energéticas.
Un simulador de procesos es un paquete informático que permite calcular
propiedades físicas, químicas y termodinámicas de un proceso a través de la
aplicación de modelos matemáticos. De acuerdo al tipo, estructura y uso que
tengan, los simuladores se clasifican: según el tipo en: específicos y generales;
por su estructura en: fijos y variables.
Los simuladores específicos, son desarrollados para representar un proceso en
particular o parte de él; mientras que los simuladores generales representan una
gran variedad de procesos, por lo que son flexibles y de mayor aplicación.
En cambio en los simuladores de estructura fija, el programa ejecutivo es
exactamente el mismo sin importar qué se está simulando; mientras que en los de
estructura variable, el programa ejecutivo es codificado automáticamente para
cada proceso.
Finalmente por su uso son de régimen estacionario, dinámico, de diseño, de
evaluación económica y de control. Siendo los de mayor uso los simuladores de
régimen estacionario, debido a la simplicidad en su formulación matemática y a su
estabilidad numérica.

2
1.1.1 HYSYS
Es un software de simulación de procesos de estructura variable de régimen
estacionario y/o dinámico, que permite construir y ejecutar un modelo de proceso.
Entre las ventajas y desventajas del software tenemos las siguientes:
Ventajas:
Predice propiedades de operación como: presión y temperatura de las
corrientes y mezclas en el proceso.
Permite optimizar las condiciones de operación del proceso.
Secciona el diagrama de flujo permitiendo utilizar diferentes opciones de
simulación a lo largo del proceso.
Es muy aplicado a procesos industriales hidrocarburíferos como: refinación,
destilación, tratamiento de petróleo, entre otros.
Desventajas
Es susceptible a los parámetros que caracterizan a la corriente de entrada.
Es dependiente de los parámetros termodinámicos.
Ya que se trata de un simulador, éste genera modelos aproximados de un
proceso real.

3
1.2 PETRÓLEO
El petróleo es una sustancia aceitosa de color oscuro de origen natural, que se ha
formado principalmente de Carbono e Hidrógeno.
El origen del petróleo se basan fundamentalmente en dos teorías: inorgánica y
orgánica. El origen inorgánico resulta de la llamada hipótesis cósmica de Sokolov
(1892) que deduce la formación de los hidrocarburos del petróleo a partir de
carbono e hidrógeno a las épocas de formación de la Tierra y de otros planetas
del Sistema Solar. Los hidrocarburos formados anteriormente durante la
consolidación de la Tierra se absorbieron por el magma y, más tarde al enfriarse
ésta, por las grietas y fracturas penetraron en las rocas sedimentarias de la
corteza terrestre.
La idea del origen orgánico propuesta por primera vez por Lomonósov (1763) ,
estima que la fuente de la formación del petróleo lo constituyen los restos
orgánicos de organismos vegetales y animales, principalmente inferiores que han
habitado tanto en el seno del agua (plancton), como en el fondo de los depósitos
de agua. Evidentemente, un gran papel en la acumulación de la materia orgánica
de los sedimentos junto al fondo lo desempeñaron las bacterias.
El lugar donde se ha formado el petróleo se denomina roca madre, pero no es el
sitio de donde se extrae actualmente el petróleo. La explotación hidrocarburífera
es de los “yacimientos”, definida como una estructura de la corteza terrestre que
posee porosidad, permeabilidad y capas sellantes a su alrededor, permitiendo el
almacenamiento de hidrocarburos que han emigrado desde la roca madre.
4
FIGURA 1.1: YACIMIENTO DE HIDROCARBUROS
FUENTE: www.monografías.com
1.2.1 CARACTERÍSTICAS
1.2.1.1 Composición
El petróleo crudo y las fracciones que de él provienen están compuestos,
esencialmente, de moléculas llamadas hidrocarburos y se encuentran formados
por combinación de átomos de carbono tetravalentes con átomos de hidrógeno
monovalentes. Los hidrocarburos están clasificados de acuerdo a su estructura
química en tres familias:
1.2.1.1.1 Hidrocarburos Alifáticos
Saturados: Se encuentran los parafínicos y las isoparafinas, que obedecen
a la fórmula: 22 nn HC . Su denominación es precedido de la terminación
–ano, por ejemplo: Butano e Isobutano.
No Saturados: Se los conoce como oleofínicos o etilénicos. Estos
hidrocarburos no se encuentran en el petróleo crudo. Su denominación es
precedido de la terminación-eno, por ejemplo: Buteno.

5
1.2.1.1.2 Hidrocarburos Cíclicos
Saturados: En este grupo se encuentran los naftenos de formula general
22 nn HC . Su denominación es la misma de los parafínicos, precedida del
prefijo ciclo. Existen el ciclopropano, el ciclobutano, el ciclopentano y el
ciclohexano.
No Saturados: Con un doble enlace están los ciclooleofínicos, con dos
dobles enlaces están los cilodiolefínicos y con tres dobles enlaces los
bencénicos o aromáticos.
1.2.1.1.3 Hidrocarburos Mixtos
Las dos familias precedentes pueden calificarse de raza pura. Las reacciones de
sustitución permiten dar lugar una molécula híbrida que presenta por herencia,
caracteres comunes a las razas.
1.2.1.2 Propiedades Físico-Químico
Densidad: Se define como la masa de la sustancia por el volumen que
ésta ocupa. En el Sistema Internacional la unidad de densidad es el
kilogramo por metro cúbico (kg/m3), mientras que en el Sistema Inglés es la
libra por pie cúbico (lb/ft3). La densidad relativa es la relación entre el peso
de un determinado volumen de muestra a una temperatura T y el peso del
mismo volumen de agua a una temperatura determinada. La elección del
estado de referencia a 4°C permite la identificación de las cifras de la
densidad específica.
Caaguadevolumenmismodelpeso
Capetróleodevolumenundepesoo
4
56.15 (1.1)

6
Asimismo para medir la densidad se utiliza el grado API, definido por el
Instituto Americano del Petróleo como:
5.1315.141
O
API
(1.2)
De acuerdo a la densidad al petróleo crudo se lo clasifica en liviano, medio,
pesado y extrapesado:
TABLA 1.1: CLASIFICACIÓN-CRUDOS
TIPO DE CRUDO °API γo
Liviano >31.1 <0.87
Medio 22.3 a 31.1 0.87 a 0.92
Pesado 10 a 22.3 0.92 a 1.00
Extrapesado <10 >1.00
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
Masa Molecular: Es la característica físico-química más importante de la
sustancia, y se define como la masa que posee una molécula del
compuesto. La formula empírica más difundida para determinar la masa
molecular de los derivados del petróleo es la relación establecida por
Vóinov:
2
medmedmed cTbTaM (1.3)
Donde a,b,c son constantes diferentes para cada clase de hidrocarburos;
medT , la temperatura media de ebullición del derivado del petróleo y se
determina por la correspondiente tabla o monograma.
Viscosidad: Es una magnitud física que mide la resistencia interna al flujo
de un fluido, resistencia debido al frotamiento de las moléculas que se
deslizan unas contra otras. La viscosidad dinámica o absoluta “μ” se

7
expresa en poises o centipoises, en el Sistema CGS; un poise equivale a
gr/cm.s. La viscosidad cinemática es la relación de la viscosidad absoluta
en centipoises a la densidad en gramos/centímetro cúbico, medidas ambas
a la misma temperatura, se expresa en centistokes:
(1.4)
Pour Point: Temperatura mínima a la cual el fluido fluye libremente. Es un
indicativo de la tendencia de los crudos a formar ceras, especialmente
aquellos con alto contenido de parafinas.
Factor de Caracterización (Kuop): Nelson, Watson y Murphy, de la
Sociedad U.O.P. (Universal Oil Products), han intentado establecer una
relación matemática simple entre el peso específico y la temperatura
denominado factor de caracterización Kuop.
o
med
uop
TK
3
(1.5)
Donde T es la temperatura de ebullición, expresada en grados Rankine.
El valor del factor varía en un rango de 10-13 de acuerdo a la familia de
hidrocarburos:
Kuop=13: parafínicos normales e iso
Kuop=12: hidrocarburos mixtos con ciclo y cadena equivalentes
Kuop=11: nafténicos puros o aromáticos ligeramente
sustituidos
Kuop=10: aromáticos puros
8
1.3 GAS NATURAL
Es una mezcla de compuestos de hidrocarburo y pequeñas cantidades de
distintos no hidrocarburos, existentes en fase gaseosa o en solución con petróleo
en depósitos naturales subterráneos y en las condiciones correspondientes a
dichos depósitos. El metano (CH4) es su principal constituyente, además contiene
etano (C2H6), propano (C3H8), butano (C4H10), pentano(C5H12), hexano(C6H14) y
pequeñas cantidades de compuestos pesados (C7+). Entres los gases típicos no
hidrocarburos están: dióxido de carbono (CO2), helio (He), sulfuro de hidrógeno
(H2S) y nitrógeno (N2).
1.3.1 CLASIFICACIÓN
De acuerdo al Comité AGA el gas natural se clasifica en dos categorías, basadas
en el tipo de ocurrencia en el depósito:
Gas No Asociado: Se define como gas natural libre, no en contacto con el
petróleo en el yacimiento.
Gas Asociado - Mezclado: Es el volumen combinado del gas natural que
se presenta en los depósitos de crudo, bien sea como gas libre (asociado)
formando un casquete gaseoso por encima y en contacto con el petróleo, o
como gas en solución en el crudo (mezclado).
Además de esta clasificación, al gas se le atribuye diferentes denominaciones de
acuerdo a su composición:
Gas Húmedo: Es el que tiene un contenido alto de propano hasta heptano.
Gas Seco: El que tiene un contenido bajo de propano hasta heptano.
9
Gas Ácido: Es aquel que contienen contaminantes como el azufre y el gas
carbónico.
Gas Licuado de Petróleo “GLP”: Está constituido por fracciones licuables
del gas natural, principalmente de propano y butano.
Gas Natural Licuado: Es la conversión del gas natural en líquido,
mediante bajas temperaturas y presiones relativamente altas, operación
que contrae su volumen con el fin de transportarlo.
1.3.2 CARACTERÍSTICAS DEL GAS
1.3.2.1 Composición
Para analizar el comportamiento del gas, es necesario determinar los
componentes que lo conforman. Para determinar la composición del gas natural
se utiliza un método físico de separación conocido como “Cromatografía”, y así
espeficar los componentes principales, la fracción molar de agua, de dióxido de
carbono, sulfuro de hidrógeno, nitrogéno, etc.
Los componentes del gas natural se pueden clasificar en:
Combustibles: Son los hidrocarburos parafínicos que van desde el metano
hasta el hexano y fracciones más pesadas.
Diluyentes: Se definen como compuestos inertes que disminuyen el poder
calorífico del gas, los principales son: dióxido de carbono, oxígeno, helio,
nitrógeno,etc.
Contaminantes: son aquellos que provocan efectos de corrosividad y
toxicidad. Dentro de los principales contaminante están: sulfuro de
hidrógeno, azufre orgánico y libre, disulfuro de carbono y sulfuro de
carbonilo.
10
1.3.2.2 Propiedades Físico-Químico
Peso Molecular: El peso molecular aparente de un gas natural, formado
por „n‟ componentes, puede calcularse a partir de la fracción molar y pesos
moleculares individuales de cada componente, mediante la siguiente
ecuación matemática:
)(1
wi
n
i
ia MYM
(1.6)
Donde:
Ma : Peso molecular aparente de la mezcla de gas
Mwi: Peso molecular del componente „i‟ de la mezcla de gas
Yi : Fracción molar del componente „i‟ de la mezcla de gas
n : Número de componentes en la mezcla de gas
Gravedad Específica: La gravedad especifica de un gas o de una mezcla
de gases en general, γg, es definida como la razón de la densidad del gas a
la densidad del aire seco, cuando son medidas a las mismas condiciones
de presión y temperatura; es decir:
aire
g
g
(1.7)
Donde:
γg : Gravedad especifica del gas natural
g : Densidad del gas natural
aire : Densidad del aire

11
Factor de Compresibilidad: Conocido como factor de desviación, el cual
permite corregir el comportamiento ideal de los gases (z=1) a su
comportamiento real.
Poder Calorífico: Se lo define como el calor liberado al quemarse
completamente un volumen unitario de gas bajo determinadas condiciones
de presión y temperatura. El poder calorífico bruto se puede calcular de la
siguiente manera:
n
i
ii PCYPC1
)( (1.8)
Donde:
PC: Poder calorífico del gas natural
Yi : Fracción molar del componente „i‟ de la mezcla de gas
PCi: Poder calorífico del componente „i‟ del gas
Calor Específico: Es la cantidad de calor necesaria para aumentar en un
grado la temperatura de una unidad de masa de una sustancia. Si el
calentamiento se produce manteniendo constante el volumen de la
sustancia o su presión, se habla de calor específico a volumen constante
(Cv) o a presión constante (Cp) respectivamente. En el Sistema
Internacional de unidades, el calor específico se expresa en julios por
kilogramo y kelvin; en ocasiones también se expresa en calorías por gramo
y grado centígrado.
Coeficiente Adiabático: Es la relación del calor específico a presión
constante y el calor específico a volumen constante (Cp / Cv).
v
p
C
C (1.9)
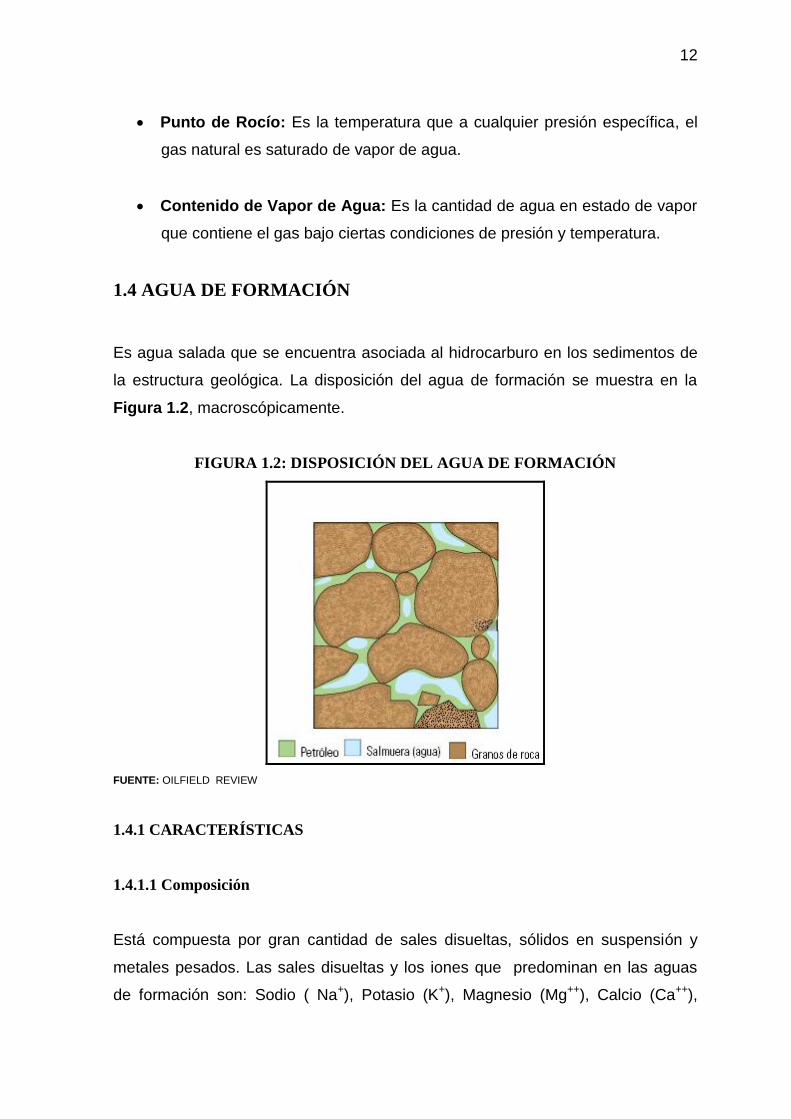
12
Punto de Rocío: Es la temperatura que a cualquier presión específica, el
gas natural es saturado de vapor de agua.
Contenido de Vapor de Agua: Es la cantidad de agua en estado de vapor
que contiene el gas bajo ciertas condiciones de presión y temperatura.
1.4 AGUA DE FORMACIÓN
Es agua salada que se encuentra asociada al hidrocarburo en los sedimentos de
la estructura geológica. La disposición del agua de formación se muestra en la
Figura 1.2, macroscópicamente.
FIGURA 1.2: DISPOSICIÓN DEL AGUA DE FORMACIÓN
FUENTE: OILFIELD REVIEW
1.4.1 CARACTERÍSTICAS
1.4.1.1 Composición
Está compuesta por gran cantidad de sales disueltas, sólidos en suspensión y
metales pesados. Las sales disueltas y los iones que predominan en las aguas
de formación son: Sodio ( Na+), Potasio (K+), Magnesio (Mg++), Calcio (Ca++),
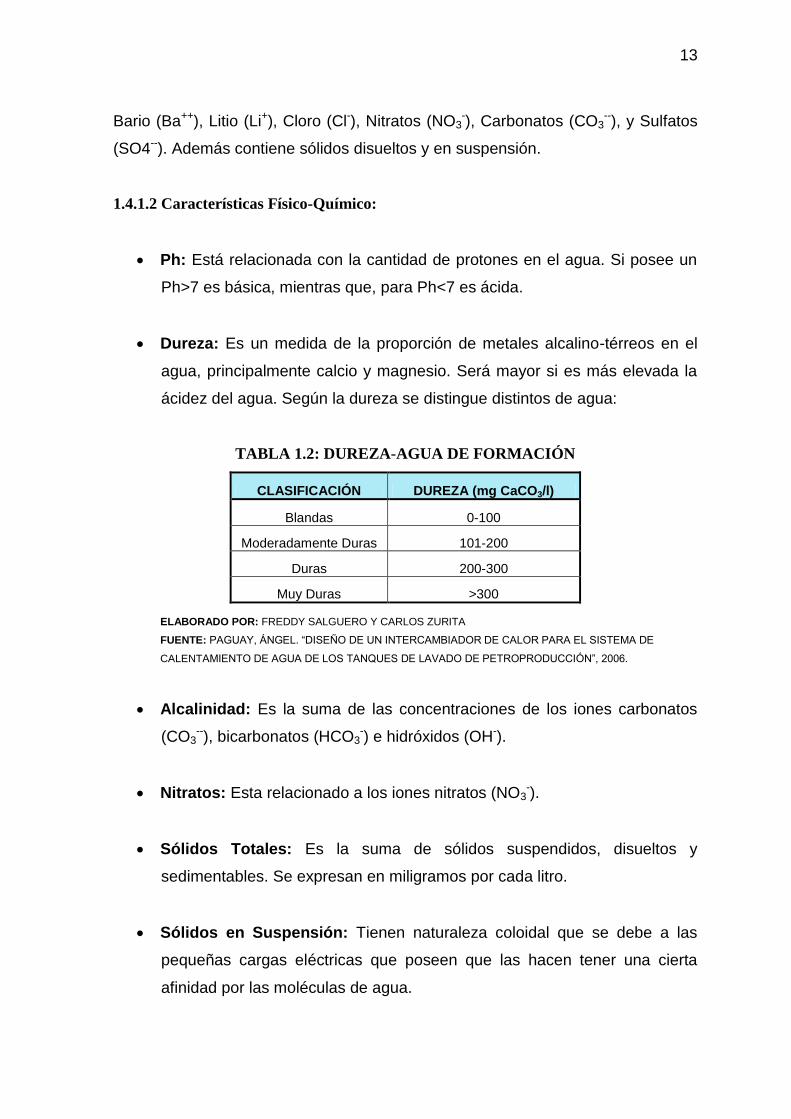
13
Bario (Ba++), Litio (Li+), Cloro (Cl-), Nitratos (NO3-), Carbonatos (CO3
--), y Sulfatos
(SO4--). Además contiene sólidos disueltos y en suspensión.
1.4.1.2 Características Físico-Químico:
Ph: Está relacionada con la cantidad de protones en el agua. Si posee un
Ph>7 es básica, mientras que, para Ph<7 es ácida.
Dureza: Es un medida de la proporción de metales alcalino-térreos en el
agua, principalmente calcio y magnesio. Será mayor si es más elevada la
ácidez del agua. Según la dureza se distingue distintos de agua:
TABLA 1.2: DUREZA-AGUA DE FORMACIÓN
CLASIFICACIÓN DUREZA (mg CaCO3/l)
Blandas 0-100
Moderadamente Duras 101-200
Duras 200-300
Muy Duras >300
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: PAGUAY, ÁNGEL. “DISEÑO DE UN INTERCAMBIADOR DE CALOR PARA EL SISTEMA DE
CALENTAMIENTO DE AGUA DE LOS TANQUES DE LAVADO DE PETROPRODUCCIÓN”, 2006.
Alcalinidad: Es la suma de las concentraciones de los iones carbonatos
(CO3--), bicarbonatos (HCO3
-) e hidróxidos (OH-).
Nitratos: Esta relacionado a los iones nitratos (NO3-).
Sólidos Totales: Es la suma de sólidos suspendidos, disueltos y
sedimentables. Se expresan en miligramos por cada litro.
Sólidos en Suspensión: Tienen naturaleza coloidal que se debe a las
pequeñas cargas eléctricas que poseen que las hacen tener una cierta
afinidad por las moléculas de agua.
14
Sólidos Disueltos: Son iones de sales minerales que el agua ha disuelto a
su paso, al incrementar su concentración aumenta la conductividad del
agua.
Oxígeno Disuelto: Es la concentración de oxígeno disuelto en el agua, se
lo expresa en partes por millón (ppm). La solubilidad del oxígeno y la
temperatura tiene una relación inversa.
Turbidez: Mide el grado de transparencia y limpieza del agua. Está en
función directa con la cantidad de sólidos en suspensión que el agua
contiene. Su unidad es el NTU.
Concentración de Bacterias Sulfato Reductoras: Lo constituyen
aproximadamente nueve familias o géneros de bacterias sulfato
reductoras. Son capaces de reducir los iones sulfato y sulfito en el agua a
iones sulfuro, generando sulfuro de hidrógeno (H2S) como subproducto, el
cual es altamente corrosivo. Su concentración se mide en el número de
colonias por cada mili-litro.
1.5 EMULSIÓN
Una emulsión es una mezcla de dos líquidos inmiscibles de manera más o menos
homogénea. Un líquido (la fase dispersa) es dispersado en otro (la fase continua
o fase dispersante). La emulsión de agua en el petróleo es una suspensión cuasi-
estable donde pequeñas partículas de agua se encuentran dispersas en el crudo.
1.5.1 EMULSIFICANTE
Para que exista una emulsión debe haber dos líquidos mutuamente inmiscibles,
un agente emulsificante y agitación. En la producción de petróleo, éste y el agua
son mutuamente dos líquidos inmiscibles, las parafinas, los asfaltenos, los fluidos
de workover y lodos de perforación constituyen agentes emulsificantes.
15
La acción del emulsificante consiste en:
Disminuir la tensión superficial de la gota de agua y formar gotas más
pequeñas.
Formar una capa viscosa alrededor de las gotas de agua, impidiendo
unirse cuando chocan.
Formar moléculas polares que son atraídas por las gotas de agua,
formando un campo eléctrico que genera un rechazo hacia las otras gotas,
impidiendo su unión.
1.5.2 DEMULSIFICANTE
Son químicos que neutralizan el efecto de los agentes emulsificantes,
promoviendo la separación del aceite y el agua. Éste debe desintegrar la interfase
que se ha generado alrededor de la gota de agua, permitiendo la unión con otras
gotas y su posterior coalescencia.
Los agentes demulsificantes están compuestos de varios productos químicos:
Ésteres: Son deshidratadores que provocan el lento asentamiento de las
gotas de agua, si existe una sobre-dosificación ocurre el efecto inverso.
Di-epóxicos: Excelentes deshidratadores, provocan un asentamiento lento
de las gotas de agua.
Uretanos: Son deshidratadores, que provocan el mismo efecto que los
anteriores.
Resinas: Son deshidratadores que provocan un rápido asentamiento de
las gotas de agua, dando una agua limpia.
16
Poli-alquílenos: Son deshidratadores pobres que generan un
asentamiento lento.
Glicoles: Se hace necesario su uso cuando se mezcla con otros
demulsificantes.
Sulfonatos: Son humectantes de sólidos que tienen capacidad para el
asentamiento de las gotas.
Poliéster Aminas: Agentes activos de superficie.
Oxialquilados: Son agentes humectantes que se usan en mezclas.
Poliaminas: Lentos asentadores de gotas de agua.
Alcanolaminas: Rápidos asentadores de gotas de agua.
1.6 FACILIDADES DE PRODUCCIÓN DE UNA ESTACIÓN TIPO
Se conoce como facilidades de producción al conjunto de equipos, líneas de flujo
e instalaciones que se utilizan para: deshidratar, desgasificar, almacenar y
bombear el petróleo.
En una facilidad de producción el fluido que producen los pozos es receptado en
un múltiple de recolección (manifold); desde donde se envía al sistema de
separación primaria, que consta de separadores en los cuales se separan el fluido
en dos fases: líquida y gaseosa. La corriente de líquido es enviado a la bota
desgasificadora en la que se elimina el gas residual del líquido; posteriormente
ocurre la separación agua-petróleo por decantación en el tanque de lavado y el
petróleo con BSW ≤1% queda disponible para ser almacenado en el tanque de
surgencia para ser transportado por oleoducto hacia el tanque de
almacenamiento.
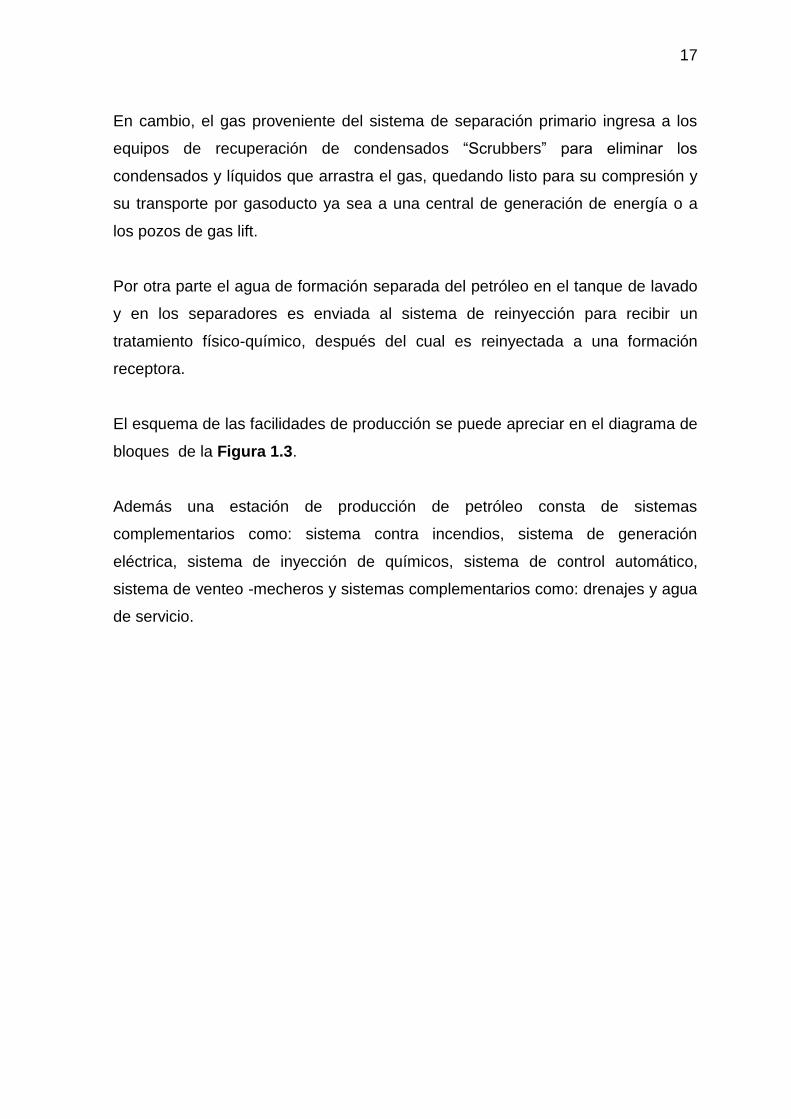
17
En cambio, el gas proveniente del sistema de separación primario ingresa a los
equipos de recuperación de condensados “Scrubbers” para eliminar los
condensados y líquidos que arrastra el gas, quedando listo para su compresión y
su transporte por gasoducto ya sea a una central de generación de energía o a
los pozos de gas lift.
Por otra parte el agua de formación separada del petróleo en el tanque de lavado
y en los separadores es enviada al sistema de reinyección para recibir un
tratamiento físico-químico, después del cual es reinyectada a una formación
receptora.
El esquema de las facilidades de producción se puede apreciar en el diagrama de
bloques de la Figura 1.3.
Además una estación de producción de petróleo consta de sistemas
complementarios como: sistema contra incendios, sistema de generación
eléctrica, sistema de inyección de químicos, sistema de control automático,
sistema de venteo -mecheros y sistemas complementarios como: drenajes y agua
de servicio.
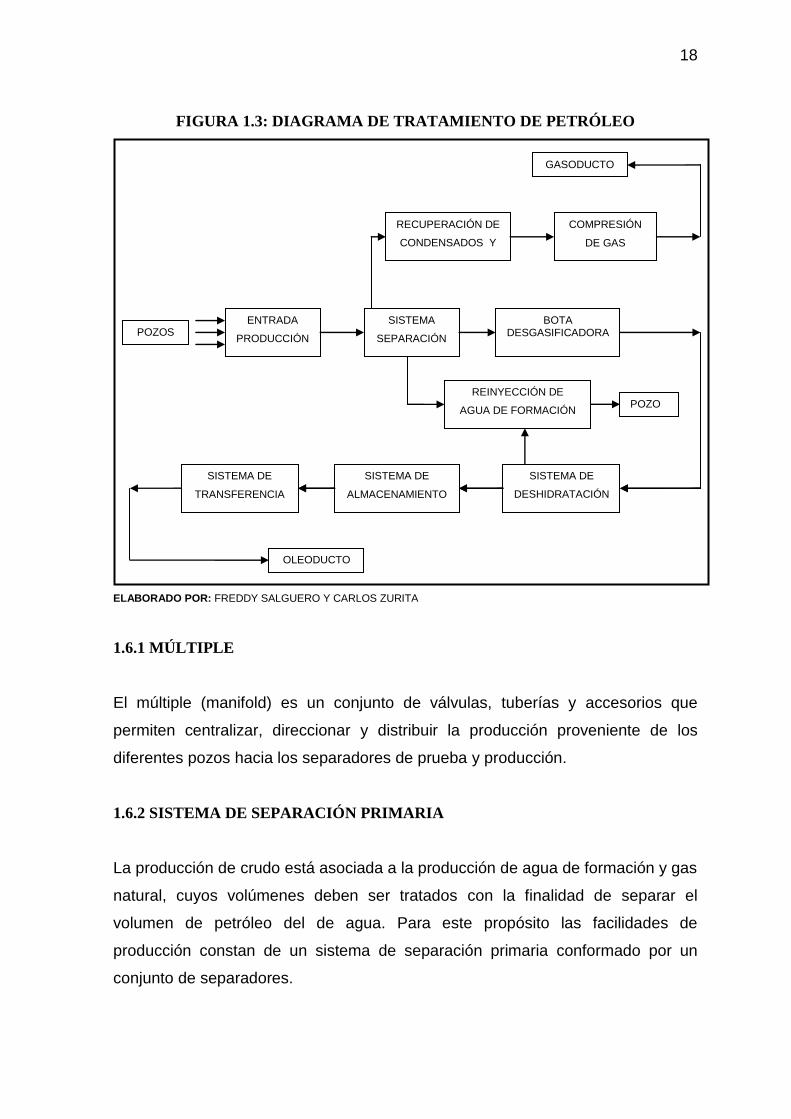
18
FIGURA 1.3: DIAGRAMA DE TRATAMIENTO DE PETRÓLEO
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
1.6.1 MÚLTIPLE
El múltiple (manifold) es un conjunto de válvulas, tuberías y accesorios que
permiten centralizar, direccionar y distribuir la producción proveniente de los
diferentes pozos hacia los separadores de prueba y producción.
1.6.2 SISTEMA DE SEPARACIÓN PRIMARIA
La producción de crudo está asociada a la producción de agua de formación y gas
natural, cuyos volúmenes deben ser tratados con la finalidad de separar el
volumen de petróleo del de agua. Para este propósito las facilidades de
producción constan de un sistema de separación primaria conformado por un
conjunto de separadores.
ENTRADA
PRODUCCIÓN
DE POZOS
SISTEMA
SEPARACIÓN
PRIMARIA
BOTA DESGASIFICADORA
SISTEMA DE
DESHIDRATACIÓN
SISTEMA DE
ALMACENAMIENTO
SISTEMA DE
TRANSFERENCIA
REINYECCIÓN DE
AGUA DE FORMACIÓN
RECUPERACIÓN DE
CONDENSADOS Y
LÍQUIDOS
COMPRESIÓN
DE GAS
OLEODUCTO
GASODUCTO
POZOS
POZO
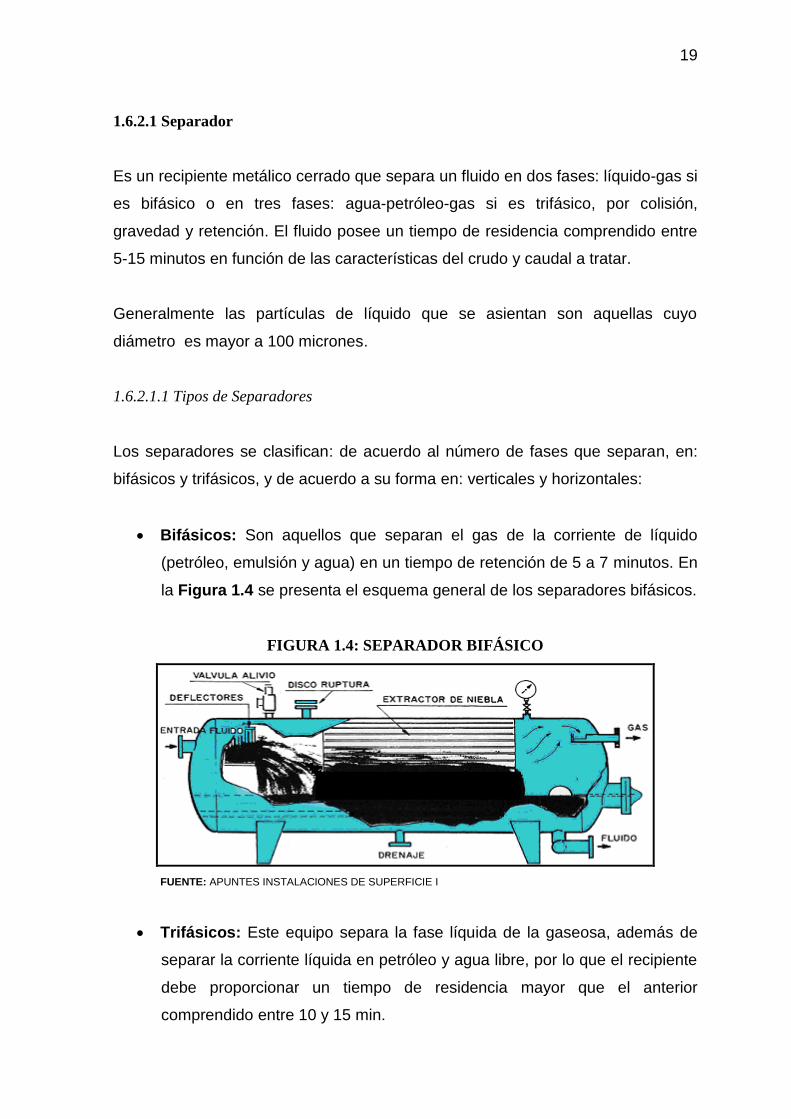
19
1.6.2.1 Separador
Es un recipiente metálico cerrado que separa un fluido en dos fases: líquido-gas si
es bifásico o en tres fases: agua-petróleo-gas si es trifásico, por colisión,
gravedad y retención. El fluido posee un tiempo de residencia comprendido entre
5-15 minutos en función de las características del crudo y caudal a tratar.
Generalmente las partículas de líquido que se asientan son aquellas cuyo
diámetro es mayor a 100 micrones.
1.6.2.1.1 Tipos de Separadores
Los separadores se clasifican: de acuerdo al número de fases que separan, en:
bifásicos y trifásicos, y de acuerdo a su forma en: verticales y horizontales:
Bifásicos: Son aquellos que separan el gas de la corriente de líquido
(petróleo, emulsión y agua) en un tiempo de retención de 5 a 7 minutos. En
la Figura 1.4 se presenta el esquema general de los separadores bifásicos.
FIGURA 1.4: SEPARADOR BIFÁSICO
FUENTE: APUNTES INSTALACIONES DE SUPERFICIE I
Trifásicos: Este equipo separa la fase líquida de la gaseosa, además de
separar la corriente líquida en petróleo y agua libre, por lo que el recipiente
debe proporcionar un tiempo de residencia mayor que el anterior
comprendido entre 10 y 15 min.
20
Se diferencia del separador bifásico en sus accesorios y características
entre las que se encuentra: capacidad de líquido adecuado para la
separación, controlador de nivel de la interfase agua-petróleo y salidas
independientes para el petróleo y el agua, como se muestra en la Figura
1.5.
FIGURA 1.5: SEPARADOR TRIFÁSICO
FUENTE: APUNTES INSTALACIONES DE SUPERFICIE I
Por su forma se clasifica en:
Horizontal: Es un recipiente cilíndrico cerrado de forma horizontal. En éste
el fluido entra en dirección paralela al eje horizontal y choca contra una
placa, este cambio en la dirección del fluido realiza la primera separación
de líquido y gas. En este tipo de separadores el volumen para la zona
líquida está comprendido entre el 50% y 75% de su volumen total. En el
esquema anterior se aprecia este tipo de separador.
Vertical: Es un recipiente cilíndrico cuya posición relativa es vertical y el
fluido ingresa perpendicularmente. Su diseño es diferente al horizontal,
diferenciándose en poseer una menor superficie para la ascensión de las
partículas gaseosas del líquido (ver Figura 1.6).

21
FIGURA 1.6: SEPARADOR VERTICAL
FUENTE: APUNTES INSTALACIONES DE SUPERFICIE I
1.6.2.1.2 Componentes
Un separador está constituido principalmente de los siguientes componentes:
Eliminador de Niebla: Su objetivo es retener las partículas de líquido que
contiene la corriente de gas. Estas partículas varían de tamaño,
aproximadamente desde 10 hasta 100 micrones.
Deflectores: Su función es realizar un cambio repentino de dirección y
velocidad de flujo a la entrada del separador. Estos dispositivos tienen
diferentes diseños desde un plato esférico, un ángulo de hierro hasta un
cono, para realizar un cambio repentino en la dirección del fluido.
22
Bafles: Son placas verticales perforadas espaciadas a lo largo de la
interfase gas-líquido y perpendiculares al flujo. Su función es estabilizar el
régimen de flujo de turbulento a laminar, y así, mejorar la separación de las
moléculas de gas que se encuentran en la corriente de líquido.
Sand Jet: Este accesorio es indispensable en fluidos con alto contenido de
sólidos, ya que permite extraer los sólidos asentados. Su funcionamiento
se basa en la inyección de fluido a través de una tobera. Este dispositivo se
coloca donde se acumula la arena, funcionando con fluido a presión
mediante toberas de inyección, que hagan posible la remoción de la arena.
1.6.2.1.3 Eficiencia
Los principales factores que afectan al proceso de separación del fluido en sus
fases en estos equipos son:
Presión: Al disminuir la presión de separación, la corriente de gas arrastra
líquido.
Temperatura: A medida que disminuye la temperatura de separación, se
incrementa la recuperación de líquidos en el separador, afectando a la
capacidad de líquido del separador. Además si la temperatura es baja se
forman los hidratos y disminuye la eficiencia de los demulsificantes.
Composición: Si se presenta cambios bruscos en la composición de la
mezcla afecta a parámetros como la densidad del gas, y por consiguiente
su velocidad crítica.
Densidad del Líquido y Gas: Las densidad del líquido y el gas, afectan la
capacidad de manejo de gas de los separadores. La capacidad de manejo
de gas de un separador, es directamente proporcional a la diferencia de
densidades e inversamente proporcional a la densidad del gas.

23
Viscosidad del Gas: De la Ley de Stokes se concluye que a medida que
aumenta la viscosidad del gas, disminuye la velocidad de asentamiento y
en consecuencia disminuye la capacidad y eficiencia del separador.
Tamaño de las Partículas: El tamaño de las partículas suspendidas en el
flujo de gas, es un factor importante en la determinación de la velocidad de
asentamiento y en la separación por gravedad. Las partículas más
pequeñas son separadas mediante extractores de neblina y métodos
electrostáticos.
Velocidad Crítica del Gas: Generalmente cuando se aumenta la velocidad
del gas a través del separador, sobre un valor establecido en su diseño,
aunque se incremente el volumen de gas manejado no se separan
totalmente las partículas de líquido mayores de 100 micrones en la sección
de separación secundaria. Con esto se ocasiona que se inunde el extractor
de niebla y, como consecuencia, que haya arrastres repentinos de baches
de líquido en el flujo de gas que sale del separador.La velocidad crítica del
gas obedece a la expresión:
g
gl
CV
(1.10)
Donde:
φ: Constante de Sounders y Brown
ρl: Densidad del líquido a condiciones de operación, lb/ft3
ρg: Densidad del gas a condiciones de operación, lb/ft3
Tiempo de Residencia: Se define como el tiempo promedio que una
molécula de líquido es retenida en el recipiente. Por lo tanto, el tiempo de
retención es el volumen de almacenamiento de líquido dividido por la tasa
de flujo de líquido. El tiempo de residencia depende principalmente del
24
caudal, temperatura y las condiciones físico-químico del hidrocarburo que
ingresa al separador.
1.6.3 SISTEMA DE SEPARACIÓN SECUNDARIA
Una separación adicional del gas remanente de la fase líquida se realiza en la
Bota Desgasificadora.
Está constituida de 2 cilindros verticales concéntricos, el fluido proveniente de los
separadores ingresa hacia el cilindro interno y sube hasta chocar con un deflector
cónico, descendiendo la fase líquida por el espacio anular entre el cilindro interno
y externo. El gas que se libera por proceso de expansión brusca es liberada por
la parte superior hacia el mechero (ver Figura 1.7). La bota desgasificadora
también sirve como separador de producción alterno en el caso de que los
separadores de producción se inunden.
1.6.3.1 Componentes
El diseño de una bota desgasificadora es más simple que el de un separador, al
igual que sus componentes internos, siendo estos:
Deflector: El deflector de una bota desgasificadora, tiene la forma de un
sombrero chino, con un ángulo de 45°, y se encuentra a la salida del tubo
interno concéntrico por donde asciende el fluido multifásico. El deflector
cambia la dirección de flujo, ocasionando la liberación de gas que ha sido
arrastrado o se encuentra en solución en la corriente de líquido en la salida
del separador.
Bafles Perforados: La bota de gas tiene arriba del deflector una serie de
placas o bafles con un ángulo de inclinación de 45°. El gas atraviesa los
bafles perforados, reteniéndose los líquidos arrastrados en la corriente de
gas.

25
1.6.3.2 Eficiencia
Entre los factores que afectan el rendimiento de la bota se puntualiza los
siguientes:
Tamaño de la Bota Desgasificadora: Cuando el fluido choca en el
deflector y desciende por el anular, permite la liberación de gas, la cual
necesita recorrer una longitud apropiada para que decanten las gotas de
líquido que arrastra la corriente de gas.
Disposición de los Bafles: Este parámetro permite mayor o menor aporte
de área superficial para evitar que pequeñas gotas de líquido escapen en
la corriente de gas, pues al chocar con la superficie del agujero del bafle,
se retienen los líquidos y descienden al fondo de la bota.
Diámetro de las Boquillas: El diámetro de las boquillas de la bota
desgasificadora tanto a la entrada como a la salida de gas y de líquido
está regularizado por normas, que permiten utilizar velocidades apropiadas
a fin de evitar la erosión de las boquillas debido al ingreso de sólidos.
Tiempo de residencia: El tiempo de residencia debe permitir la
eliminación del gas residual existente en la corriente líquida. Al considerar
a la bota desgasificadora como un separador vertical, en el caso de que se
inunden los separadores, ésta debe proporcionar un tiempo de residencia
aproximado de 5 minutos.
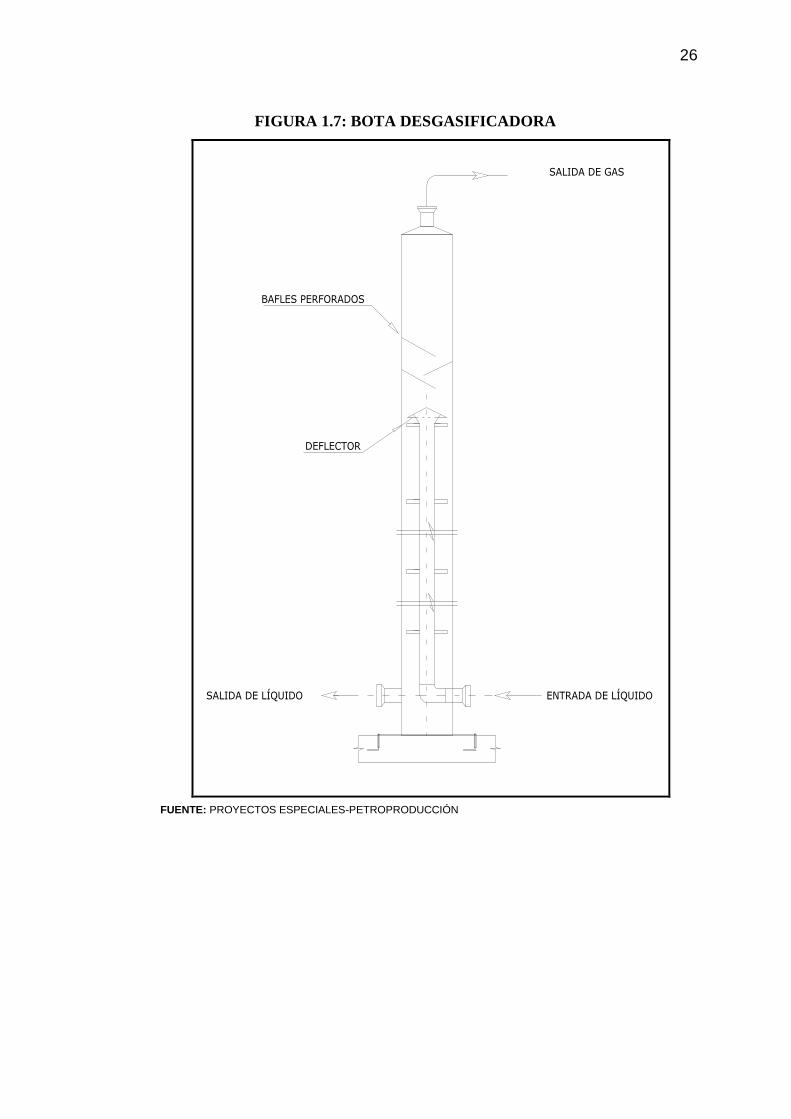
26
FIGURA 1.7: BOTA DESGASIFICADORA
ENTRADA DE LÍQUIDOSALIDA DE LÍQUIDO
SALIDA DE GAS
DEFLECTOR
BAFLES PERFORADOS
FUENTE: PROYECTOS ESPECIALES-PETROPRODUCCIÓN
27
1.6.4 SISTEMA DE DESHIDRATACIÓN
Este sistema está constituido por el Tanque de Lavado y Calentador:
1.6.4.1 Tanque de Lavado
Es un recipiente metálico de forma cilíndrica generalmente de techo cónico fijo.
Su función principal es tratar las emulsiones remanentes, de agua en petróleo. El
agua se separa del petróleo por decantación, en función del tiempo de residencia.
El fluido y la emulsión agua-petróleo antes de ingresar al tanque de lavado son
sometidos a un proceso de separación primario, en el cual se libera la mayor
cantidad de gas en solución. Esto permite que una cantidad relativamente baja de
gas se libere en el tanque de lavado.
El agua libre contenida en el crudo se puede separar en el tanque de lavado
mediante gravedad. Sin embargo, cuando el agua y el crudo forman emulsiones,
es necesario comenzar su tratamiento antes de que ingrese al tanque. Esto se
hace generalmente mediante el uso de calor y/o químicos demulsificantes.
Uno de los parámetros más importantes es el tiempo de retención, que constituye
el tiempo que debe pasar la emulsión en el tanque para que el petróleo y el agua
se separen adecuadamente. Generalmente se requiere que el crudo que sale del
tanque posea un BSW<1%. Los tiempos de retención más comunes están
comprendidos entre 4 y 36 horas, considerando que el rango óptimo está entre 8
y 12 horas.
28
1.6.4.1.1 Componentes
Cuerpo del Tanque: Es la parte principal del tanque. En éste los fluidos se
agrupan en 3 zonas: la superficial formada por el petróleo deshidratado, la
media formada por la emulsión y la inferior que contiene el colchón de
agua.
Deflectores: En muchos casos es necesario incrementar el tiempo de
residencia de la emulsión en un Tanque de Lavado. Esto se puede lograr
aumentando el diámetro del tanque, sin embargo, es optable instalar
sistemas deflectores en el interior del tanque. Los deflectores hacen
posibles que el fluido entre en contacto con un mayor número de zonas,
evitando la canalización y mejorando la separación.
Placas Internas: El tanque tiene una serie de placas internas distribuidas
en trayectoria sinusoidal de tal forma que facilitan la separación del agua
del petróleo. Estas placas están instaladas desde el fondo del tanque hasta
una plancha antes del tope del tanque, y atraviesan la fase de petróleo,
emulsión y agua.
Pierna Hidrostática: Es un dispositivo externo que tiene como finalidad
determinar la altura del colchón de agua (aproximadamente 8 pies).
Válvulas de Presión y Vacío: En la parte superior del techo del tanque
existen cuatro válvulas de presión y vacío, para aliviar el exceso de presión
ocasionado por el gas liberado que se acumula en la parte superior del
tanque. La otra función de estas válvulas es la de evitar que la presión
interna del tanque disminuya, puesto que toma aire del ambiente y lo
suministra al interior del tanque de ser necesario, equilibrando la presión
interna del tanque.
29
1.6.4.1.2 Eficiencia
La operación de un tanque es influenciado por los siguientes parámetros:
Altura del Colchón de Agua: En el interior del tanque se forma un colchón
de agua, su altura varía en un rango de 8 a 12 pies dependiendo de las
necesidades. Su función es elevar la fase de crudo que se encuentra arriba
de éste hacia la boquilla de descarga del tanque.
Temperatura: Una temperatura óptima en el tanque de lavado presenta
ventajas sobre los líquidos y emulsiones, ya que:
a) Acelera la ruptura de la emulsión y agilita el asentamiento debido
a la reducción de las viscosidades tanto del agua como del
petróleo.
b) Reduce la acción del emulsificante, incrementado la rapidez de
acción.
c) Aumenta la diferencia de densidades entre el agua y el petróleo,
generando una mayor velocidad de asentamiento.
d) Permite que los crudos parafínicos no afecte la descarga hacia el
tanque de surgencia.
La temperatura óptima es función de la gravedad específica del petróleo, la
misma que debe ser adecuada para que no existan pérdidas excesivas de
componentes livianos del crudo (Figura 1.8).

30
FIGURA 1.8: TEMPERATURA DE DESHIDRATACIÓN
0.6 0.7 0.8 0.9 1.0 1.1
20
40
60
80
100
Densidad Relativa del Petróleo
Tem
peratu
ra d
e D
esh
idrata
ció
n
[ºC
]
FUENTE: GÓMEZ, “APUNTES DE MANEJO DE LA PRODUCCIÓN” CAPÍTULO VII, pág 21,
http://www.ingenieria.unam.mx/~jagomezc/materias/ARCHIVOS_CONDUCCION/CAPITULO%20I.pdf
Estabilidad de la Emulsión: Dependiendo de las características de la
emulsión, ésta puede ser: suave o estable. Una emulsión estable requiere
mayor temperatura y mayor concentración de químicos para liberar el
crudo atrapado en ella.
Tiempo de Residencia: El tiempo de residencia en el tanque es el lapso
en el cual las gotas de petróleo se separan del agua y las gotas de agua
descienden del petróleo para asentarse en el fondo del tanque, es decir es
el tiempo en el cual ocurre la deshidratación del petróleo. El tiempo de
residencia para un tanque se determina con la relación:
Q
Vtr 24 (1.11)

31
Donde:
tr: Tiempo de residencia del petróleo, hr
V: Volumen real del crudo en el tanque, bls
Qo: Caudal de petróleo, BPPD
1.6.4.2 Calentador
Cuando la temperatura del fluido que llega al tanque de lavado es menor a la
temperatura óptima, es necesario elevar la temperatura del fluido por medio del
calentamiento. El aumento de temperatura reduce la viscosidad de la fase
primaria, ocasionando velocidades de asentamiento más rápidas.
En los calentadores el combustible es quemado en el tubo interno llamado tubo
de fuego, con el objeto de elevar la temperatura del agua que atraviesa la sección
anular.
1.6.4.2.1 Componentes
Quemador: Es el lugar donde se quema el gas natural, para calentar el
volumen de agua.
Cuerpo o Coraza: Es el recipiente dentro del cual se incluye el tubo de
fuego, este elemento se construye en acero inoxidable.
Tubo de Fuego: Es el elemento en forma de U que se acopla entre el
quemador y la coraza, por éste circulan los gases de combustión.
Arrestaflama: Evita esparcir las llamas de combustión hacia el exterior.

32
FIGURA 1.9: CALENTADOR DE AGUA (TIPO HORIZONTAL)
TUBO DE FUEGO
ARRESTA FLAMA
BAFLES
ENTRADA MANHOLE
P.I. T.C.
SALIDA
FUENTE: PROYECTOS ESPECIALES - PETROPRODUCCIÓN
1.6.4.2.2 Eficiencia
Los principales factores que afectan la eficiencia de un calentador son:
Diseño del Calentador: El diseño influye mucho en la transferencia de
calor, ya que de acuerdo al análisis de los calentadores artesanales
instalados en Petroproducción estos alcanzan una eficiencia máxima de
24%1.
Diferencia de Temperatura del Líquido: De acuerdo a ésta se determina
la capacidad del calentador, mientras mayor sea la diferencia de
temperatura del líquido en la entrada y salida el calentador es de mayor
capacidad.
Caudal de Líquido: El caudal de agua incide directamente en la cantidad
de calor suministrada.
1 PAGUAY Ángel, Diseño de Intercambiadores de Calor para el Sistema de Calentamiento de Agua de los Tanques de
Lavado de Petroproducción, Quito, 2006, pág 30.
33
Poder Calorífico del Gas Natural: Los compuestos más importantes del
gas es el metano y el dióxido de carbono, puesto que el primero es el que
proporciona el mayor porcentaje de poder calorífico al gas, mientras que el
dióxido de carbono lo resta. Un gas natural adecuado para este uso debe
contener una cantidad de metano mayor a un 50% sobre el resto de
componentes del gas y además debe contener una concentración máxima
de dióxido de carbono del 15%.
1.6.5 TANQUES DE ALMACENAMIENTO
Son estructuras metálicas de formas geométricas, ya sea cilíndrica o esférica, que
permiten almacenar grandes volúmenes de hidrocarburos. Se clasifican
principalmente en tanques atmosféricos y tanques a presión.
1.6.5.1 Tipos
1.6.5.1.1 Tanques Atmosféricos
Son aquellos tanques que han sido diseñados para operar a presiones de hasta
0.5 psi sobre la presión atmosférica, medido en la parte superior del tanque. De
acuerdo al tipo de techo se sub-clasifican en:
Techo Fijo: Son aquellos en los cuales su cubierta o techo está soldada a
las paredes del cuerpo del tanque directamente o través de una estructura
(ángulo) soportante. Tienen la forma cilíndrica vertical y su techo es cónico.
Son usados para almacenar compuestos de fracciones pesadas o
productos de baja presión de vapor.
Techo Flotante: Son los tanques en los cuales la cubierta o techo se
encuentra flotando sobre el nivel del líquido, su posición es móvil, depende
del volumen y la altura del producto existente en el tanque. Este diseño
permite disminuir la evaporación del producto, al encontrarse el área del

34
techo en contacto con el fluido, eliminando la formación de vapores
hidrocarburíferos que podrían salir a la atmósfera.
FIGURA 1.10: TANQUE DE TECHO FLOTANTE
FUENTE: APUNTES DE INSTALACIONES DE SUPERFICIE I
1.6.5.1.2 Tanques a Presión
Están diseñados para soportar presiones superiores a 15 psi, se caracterizan por
tener la forma geométrica de una esfera para altos volúmenes y cilíndrica con
tapas circulares para tanques de baja capacidad. Éstos son herméticamente
cerrados o sea no tienen evaporación, ni relación con el medio ambiente, por
cuanto la presión de vapor de los productos que almacena son altos.
1.6.5.2 Elementos
Base del tanque: Se encuentra formado por un anillo de cimentación
periférica, que soporta las cargas del peso de la estructura del tanque y del
fluido almacenado.

35
Cubeto: Es un cerramiento de forma cuadrada o rectangular en cuya área
se encuentra el tanque. Permite almacenar un y medio veces del volumen
del tanque.
Fondo: Es el piso del tanque, el cual está formado por la unión de
planchas de acero.
Cuerpo: Corresponde a las paredes de forma cilíndrica del tanque,
formado por varios anillos circulares, que ubicados uno a continuación de
otro suman la altura total.
Techo: Puede ser fijo o flotante, su estructura permite que el fluido no esté
expuesto directamente a la intemperie, lluvia o rayos solares.
Accesorios: Constituyen: válvula de alivio y vacío, sistema de medición
de volumen-densidad-temperatura, escotilla de limpieza, entrada de
hombre (manhole), boquillas de entrada-salida y drenaje, plataforma y
escalera helicoidal, sistema de espuma y de agua contra incendio, sistema
de alumbrado, tubo y boca de aforo.
1.6.6 SISTEMA TRANSFERENCIA
El sistema de transferencia está constituido por la unidad LACT (Transferencia de
Control Automático en la Localidad). Su función principal es transportar el crudo
tratado en la facilidad de producción hasta una central de almacenamiento. Las
unidades LACT incluyen instrumentos que miden la calidad y cantidad del crudo a
transportar; si el aceite es de mala calidad (normalmente alto contenido de agua)
el bombeo se detiene.

36
1.6.6.1 Componentes
La unidad LACT cuenta con los siguientes dispositivos:
Unidades de Bombeo: Para elevar la presión del petróleo y recompensar
las pérdidas de presión por fricción a lo largo del oleoducto.
Medidor de Flujo: Para cuantificar el volumen de transferencia.
Tablero de Control: Permite manejar las funciones principales del sistema
de tranferencia, como encendido y apagado.
Sistema de Muestreo: Conformado por un receptáculo de muestras y una
sonda de muestreo, que permite recolectar muestras continuamente.
Sistema de Monitoreo de BSW: Compuesto de una sonda y un monitor
de BSW, el mismo que verifica si el crudo a transportar posee un BSW
dentro del rango operacional, en contraposición el crudo es desviado a una
unidad de tratamiento.
Extractor de Niebla: Para separar y extraer el gas que está contenido en
el aceite.
Filtro: Remueve la basura y partículas sólidas que arrastra el aceite.
Bomba de Inyección: Permite inyectar inhibidor de corrosión en el aceite.
Regulador de Presión: Mantiene una presión constante en la unidad.
Instrumentos: Mide la presión y temperatura (manómetros y termómetros).

37
1.6.7 SISTEMA DE REINYECCIÓN DE AGUA DE FORMACIÓN
El objetivo principal del sistema es inyectar el agua de formación producida, la
cual debe poseer características físico-químico adecuadas.
La reinyección de agua de formación se realiza con dos fines principales:
Reducir el impacto ambiental
Proveer de presión a un yacimiento de petróleo, a este método se lo
denomina “Recuperación Secundaria”.
1.6.7.1 Calidad del Agua
El agua de inyección es rigurosamente analizada, a fin de controlar todos sus
requisitos de calidad. Antes de bombearla a los pozos se lleva un registro
continuo de sus propiedades como: PH, cloro residual, contenido de oxígeno,
sulfito residual, contenido de hierro total, sólidos en suspensión, etc. Los rangos
de estos requerimientos son:
PH 6-7
Cl residual 0.5-3 ppm
Contenido de oxígeno < 5 ppb
Sulfito residual 3-5 ppm
Contenido de Hierro< 0.5 ppm
Sólidos Totales ≤50 ppm
Contenido de petróleo≤20ppm
Diámetro máximo de partículas 5 micrones
Contenido bacteriológico total < 10000 colonias/ml
Contenido de Bacterias Sulforeductoras< 100 colonias/ml.
Turbidez ≤ 15NTU

38
1.6.7.2 Tratamiento Químico
En la industria hidrocarburífera es sumamente importante realizar los tratamientos
químicos, con el fin de que el agua de formación reúna los requerimientos de
calidad y además para alargar la vida útil de la infraestructura instalada.
Anticorrosivos: Los inhibidores de corrosión son tradicionalmente usados
para disminuir la velocidad a la que ocurre la corrosión. Los inhibidores
usados son generalmente de naturaleza orgánica y trabajan formando un
film protector en la superficie del metal que impide que el agua esté en
contacto con la superficie.
Antiparafínicos: Las parafinas son cadenas rectas y ramificadas de
hidrocarburos de varias longitudes, son parte de la familia química de los
alcanos. Las moléculas de parafina contienen entre 20 y 80 o más átomos
de carbono y tienen un punto de fusión conocido.
Surfactantes: El término surfactante en la industria petrolera se aplica a
aquellos químicos que se usan para cambiar la mojabilidad, a los agentes
espumantes, dispersantes y limpiadores. Estos químicos tienen la
capacidad de reducir la tensión superficial de un líquido, la tensión
interfacial entre dos líquidos inmiscibles y el ángulo de contacto entre un
sólido y un líquido. Básicamente los surfactantes son moléculas orgánicas
compuestas de un grupo soluble en aceite (hidrofóbico) y un grupo soluble
en agua (hidrofílico).
Antiescala: Las aguas de formación son complejas y diversas. Estas
pueden variar desde 0.1% hasta 40% en peso de sólidos disueltos. El
carbonato de calcio CaCO3--, es el depósito de incrustación más
frecuentemente encontrado en la producción de petróleo y ocurre en todas
las regiones geográficas. Por lo que es necesario la aplicación de un
químico que anule la precipitación de escalas en el agua.

39
Bactericidas: El crecimiento bacteriano en los sistemas de inyección de
agua pueden causar muchos problemas. Estos incluyen la corrosión
inducida biológicamente, la formación de sólidos que puede disminuir la
inyectividad de los pozos y la producción de sulfuro de hidrógeno que
puede causar la acidificación de los fluidos del reservorio. En la mayoría de
los casos, la única manera de solucionar los problemas de bacterias es
mediante tratamientos con químicos bactericidas. Estos químicos inhiben el
crecimiento por interferencia con las funciones vitales generales o
específicas de la bacteria.
Agentes Tensoactivos y Detergentes: Son sustancias que presentan
actividad en la superficie, reduciendo la tensión superficial del líquido en el
que esta disuelto o bien la tensión superficial de la interface si hubiera otra
fase presente. Mientras que los detergentes son las sustancias que tienen
la propiedad química de disolver la suciedad o las impurezas de un objeto
sin corroerlo.
Clarificadores: Las aguas producidas contienen sólidos suspendidos y
aceite emulsionado. Para el tratamiento de éstas, es común la aplicación
de los clarificadores. En general, los productos de peso molecular más bajo
se los conoce como coagulantes y aquellos con peso molecular alto son los
floculantes.
Controladores de PH: Mantienen un PH neutro.
Recuperadores de Oxígeno: Son los encargados de recuperar el oxígeno
disuelto en el agua y así prevenir problemas de corrosión.

40
1.6.7.3 Tipos
1.6.7.3.1 Sistema Cerrado
Este sistema está diseñado para impedir el contacto del agua con el aire, con la
finalidad de reducir problemas de corrosión e inhibir la precipitación de carbonatos
de calcio que se dan con la presencia del oxígeno (ver Anexo 4.8).
Los equipos que constituyen generalmente los sistemas cerrados son:
Tanque de Desnatado: Recipiente que proporciona el tiempo de retención
adecuado para que el crudo residual ascienda a la superficie donde puede
ser desnatado y recogido.
Filtro: Permite eliminar la mayor cantidad de partículas sólidas (>8
micrones), antes de que del agua ingrese a la bomba de inyección. Este
equipo está constituido por una capa porosa de agente filtrante o por un
lecho de material granular no poroso.
Tanque de Retrolavado: Es un tanque donde se almacena el material
recuperado de la filtración, el cual posteriormente se retira y se deposita en
las piscinas para desechos.
Tanque de Almacenamiento: Es el receptáculo del agua libre de sólidos y
trazas de crudo, desde aquí se alimenta de forma continua a las bombas
de inyección. Generalmente estos poseen un colchón de gas (gas blanket)
a una presión ligeramente mayor a la atmosférica, para evitar la
oxigenación del agua al contacto con el aire y así prevenir la corrosión.
Tanque Sumidero: Se trata de un tanque rectangular de hormigón ubicado
en el subsuelo y se encuentra conectado al tanque de lavado con el objeto
de recircular el fluido que llega a éste.

41
Sistema de Bombas: A la estructura geológica “formación receptora” se
realiza un estudio para determinar el grado de admisión “prueba de
admisión”. De acuerdo a este análisis se diseña el equipo de bombeo en
superficie, que además debe vencer las pérdidas de presión por fricción en
la tubería.
1.6.7.3.2 Sistema Abierto
Este sistema se caracteriza por mantener en contacto el agua de formación con el
aire, por lo que la corrosión y los problemas causados por las incrustaciones se
hacen presentes, (ver Anexo 4.9).
Los componentes que caracterizan a este sistema son las piscinas, como se
detalla a continuación:
Separador API: Son tanques atmosféricos rectangulares de hormigón que
se instalan en el subsuelo y es el lugar donde se separa y recupera el
crudo emulsionado que permanece en el agua. Después de la piscina o
separador API se envía el agua a dos piscinas adicionales.
Piscina de Retención: Permite la vaporización de las fracciones livianas
del crudo remanente y la decantación por gravedad de los sólidos en
suspensión. El tiempo de residencia del agua en estas piscinas está
alrededor de 1 día, luego del cuál pasará a una piscina de oxidación por un
canal de desagüe.
Piscina de Oxidación: Permite la aireación, vaporización de las sustancias
volátiles y foto-oxidación por la acción de factores climáticos como los
rayos del sol y el viento. Además permite la degradación microbiana de los
restos de hidrocarburos y la continuación de la depositación por gravedad
de los sólidos restantes. El tiempo de residencia del agua en está piscina
es de 3 días aproximadamente.

42
1.6.8 SISTEMA DE INYECCIÓN DE QUÍMICOS
Tiene como objetivo proveer continuamente de químicos al sistema de
reinyección de agua y al sistema de separación agua-petróleo.
1.6.8.1 Componentes
Está constituido por tanques de polietileno, bombas dosificadoras y capilares.
Tanque de Almacenamiento: Son recipientes de polietileno, donde se
almacenan los químicos. Éstos se encuentran graduados para verificar el
volumen del químico.
Bombas Dosificadoras: Bombean continuamente el químico a cada punto
de inyección desde los tanques de almacenamiento.
Capilares: Es el medio a través del cual se traslada el químico. Poseen un
diámetro aproximado de ¼ de pulgada.
1.6.9 SISTEMA DE RECUPERACIÓN DE CONDENSADO
Para la recuperación de condensados y líquidos de la corriente de gas
proveniente de los separadores, se utilizan equipos cilíndricos verticales
denominados Scrubbers.
Los Scrubbers en su estructura y funcionamiento son semejantes a los
separadores verticales bifásicos (ver Sección 1.6.2.1.1).
Este equipo consta de un deflector a la entrada, bafles y un rompeniebla en la
parte superior de éste, como se muestra en la Figura 1.11. La función de cada
uno es la misma que la que desempeñan en un separador (ver Sección
1.6.2.1.2).

43
FIGURA 1.11: SCRUBBER
FUENTE: APUNTES INSTALACIONES DE SUPERFICIE I
1.6.10 SISTEMA DE COMPRESIÓN DE GAS
En sí, este sistema tiene la finalidad de elevar la presión del flujo de gas y eliminar
los condensados de gas y agua para lograr transportarlo de un sitio a otro a través
de un gasoducto. Por lo tanto el gas antes de ser transportado por un gasoducto
debe poseer varias características como:
1.6.10.1 Calidad del Gas
Contenido de Vapor de Agua: El gas antes de ser transportado por un
gasoducto debe poseer una cantidad limitada de vapor de agua, la que
está en función del contenido de dióxido de carbono.
a) 7 lbs H2O/MMPCE, si el porcentaje molar de CO2<1%.
b) 5 lbs H2O/MMPCE, si la fracción molar es 1%<CO2<3%.
c) 2 lbs H2O/MMPCE, si la fracción molar es CO2>3%.

44
Contenido de Azufre: El contenido máximo de azufre es de 229 mg/MPCE
a condiciones estándar. Mientras que el contenido de sulfuro de hidrógeno
(H2S) no debe exceder los 4ppm, el control del contenido de éste es de
mucha importancia para evitar problemas causados por corrosión.
Contenido de Dióxido de Carbono: Generalmente su contenido no debe
exceder el 3% en volumen. El alto contenido de CO2 produce la reducción
del poder calorífico del gas y también problemas de corrosión en presencia
de agua.
Punto de Rocío: El punto de rocío máximo de cualquier gas para ser
transportado debe mantenerse a 20°F por encima de la temperatura
ambiente. Esto es importante ya que el gas natural contiene fracciones de
pentanos y otros hidrocarburos más pesados, los cuales se condensan
cuando la temperatura del gas es menor a la de rocío.
Impurezas: Pueden ser sólidas y como líquidas: líquidos del gas natural,
petróleo, aceites, lubricantes, agua salada, suspensiones y sólidos. Su
remoción está relacionada con la reducción de problemas operacionales.
1.6.10.2 Componentes
1.6.10.2.1 Compresor
Un compresor es una máquina de fluido que está construida para aumentar la
presión y desplazar cierto tipo de fluidos llamados compresibles, tal como lo son
los gases y los vapores. Esto se realiza a través de un intercambio de energía
entre la máquina y el fluido, en el cual el trabajo ejercido por el compresor es
transferido a la substancia que pasa por él convirtiéndose en energía de flujo,
aumentando su presión y energía cinética e impulsándola a fluir.

45
De acuerdo a su principio de operación, éstos se clasifican en:
a) Compresores Dinámicos: En este tipo de compresores se produce la
presión al aumentar la velocidad del gas que pasa por un impulsor y
luego al recuperarla en forma controlada para producir el flujo y presión
deseada
b) Compresores de Desplazamiento Positivo: Son de capacidad
constante, es decir presenta una pequeña variación en el flujo para una
amplia gama de presiones.
FIGURA 1.12: DIAGRAMA-TIPOS DE COMPRESORES
FUENTE: COMPRESIÓN Y TRATAMIENTO DEL GAS NATURAL DE ANCÓN, pág 87 , www.dspace.com.

46
1.6.10.2.2 Aero-enfriador
Al realizar el proceso de compresión, es decir al incrementar la presión, se genera
un aumento en la temperatura del gas por lo que es necesario enfriarlo a una
temperatura apta y manejable de los equipos. El corte transversal de un aero-
enfriador se observa en la Figura 1.13:
FIGURA 1.13: AEROENFRIADOR
FUENTE: COMPRESIÓN Y TRATAMIENTO DEL GAS NATURAL DE ANCÓN, pág 112, www.dspace.com.
1.6.10.2.3 Scrubbers
En el proceso de compresión se da la recolección de líquidos, que son producto
de la variación de temperatura que adquiere el gas por el aumento de la presión a
la que es comprimido y luego enfriado. Para la recolección de la fase líquida es
necesario equipos denominados scrubbers, tanto a la entrada como a la salida del
compresor.

47
1.6.10.2.4 Filtro de Combustible
En el caso de que el compresor funcione con gas natural como combustible, es
necesario retirar los condensados que posea el gas antes de su ingreso al motor.
Su funcionamiento es semejante al de un scrubber, donde se drena los líquidos.
1.6.10.2.5 Panel de Control
Es necesario un panel de control para controlar el encendido, el apagado del
motor, la velocidad del motor, la temperatura, etc.
1.6.10.2.6 Accesorios
Entre los accesorios e instrumentos que un sistema de compresión debe poseer
encontramos: medidores de temperatura, flujo y presión, además encontramos
válvulas de alivio y controlador del nivel de aceite del motor.
FIGURA 1.14: SISTEMA DE COMPRESIÓN
FUENTE: COMPRESIÓN Y TRATAMIENTO DEL GAS NATURAL DE ANCÓN, pág 104, www.dspace.com.

48
1.6.10.3 Eficiencia
Presión de Entrada del Gas: De acuerdo a la presión de entrada, se
define la carga de trabajo del compresor, es decir el diferencial de presión
va a ser mayor o menor.
Temperatura de Entrada: Afecta al flujo volumétrico y los requerimientos
del cabezal para el servicio de compresión, razón por la que debe
conocerse y controlarse durante la compresión.
Temperatura de Salida: Está influenciada por la temperatura de entrada,
por la relación de presión de descarga y de entrada, el calor especifico del
gas y por la eficiencia del compresor. La temperatura de descarga afecta,
la tendencia a la formación de espuma en el gas, el número de etapas y la
capacidad de trabajo de los aero-enfriadores.
Composición del Gas: Es importante conocer la composición del gas,
especialmente la fracción molar de los componentes pesados debido a que
éstos son los que se condensan.
Flujo de Gas: Marca la capacidad de trabajo del compresor y por lo tanto
su eficiencia de compresión.
Peso Molecular y Factor de Desviación: Afecta la conversión de la tasa
de flujo másico o tasa de flujo volumétrico y a la relación de presión.
Coeficiente Adiabático: Afecta la conversión de la tasa de flujo másico o
tasa de flujo volumétrico y a la relación de presión.
49
1.6.11 SISTEMA DE GAS FLARE, MECHERO Y VENTEO
1.6.11.1 Flare Knockout o Depurador de Gas
Son separadores bifásicos de baja presión instalados antes del mechero.
Cumplen la función de remover cualquier residuo líquido o condensado que se
hubiere formado en la línea de gas luego de la separación.
Esta separación final permite obtener un gas libre de condensados para ser
quemado en el mechero. La descarga de los líquidos es bombeada al ingreso del
proceso a través de la bota desgasificadora.
1.6.11.2 Mechero
Los mecheros son usados en la mayoría de las plantas hidrocarburíferas para
destruir los vapores tóxicos e inflamables a través de su combustión. Se dispone
de varios diseños, siendo los más usados los mecheros elevados sobre el nivel
del suelo para operación asistida por vapor o aire.
1.6.12 SISTEMA DE AUTOMATIZACIÓN Y ADQUISICIÓN DE DATOS
Denominado SCADA por sus siglas en inglés, este sistema que consiste de un
conjunto de equipos monitorea y controla las variables del proceso. Cumple
funciones básicas como:
Adquisición de datos.
Monitoreo de eventos.
Procesamiento de eventos.
Funciones de supervisión y control.
Colección y análisis de los datos de disturbios o perturbaciones.
Cálculos y reportes.

50
1.6.12.1 Componentes
Entre los componentes principales tenemos:
Computadoras (situadas en la estación maestra).
Equipo de comunicación (Cableado, microondas, telefónica, etc.)
Unidades terminales remotas RTU (situadas en subestaciones).
Equipo de interfase (transductores, transformadores de potencial, de
corriente, réles, etc).
Un ejemplo de aplicación del sistema SCADA se muestra en la Figura 1.15:
FIGURA 1.15: ESQUEMA DE LA RED DE SCADA
FUENTE: OLEODUCTO DE CRUDOS PESADOS DEL ECUADOR
51
1.6.13 SISTEMA CONTRA INCENDIOS
Los objetivos principales de la protección contra incendios para las estaciones de
producción y almacenamiento de petróleo son:
Prevenir la iniciación del incendio en cualquier sitio de la estación.
Prevenir la propagación grave del mismo.
Prevenir accidentes a las personas.
Prevenir daños materiales de los sistemas de la facilidad de producción.
1.6.13.1 Componentes
Tanque de Agua: Es del tipo empernado, construido sobre una base
circular de hormigón armado. El nivel de agua debe estar sobre los 2/3
partes del tanque.
Bomba de Presurización (Jokey): Mantiene presurizada la red de
distribución de agua y tiene como objeto disminuir el tiempo de respuesta
en la actuación del sistema, también detecta fujas y obstrucciones en las
tuberías.
Bombas: Impulsan el agua a la presión requerida en toda la red de
distribución. El sistema está diseñado para que el motor se encienda
automáticamente o manualmente y permanezca en operación bajo
cualquier circunstancia, y se apague manualmente.
Control Master: Cumple varias actividades:
a) Carga de baterías.
b) Enciende la alarma cuando el sistema falla.
c) Enciende el motor automáticamente o manualmente.
d) Apaga el motor por sobre-revoluciones.
e) Indica fallas de lubricación.

52
f) Indica sobrecalentamiento y activa la alarma.
g) Comanda el orden de encendido.
Proporcionador: Es un tanque hermético compuesto de dos secciones,
una exterior de acero y otra interior (blazer) de caucho, opera por una
presión de agua, la misma que se encuentra entre el blazer y el tanque de
acero. Dentro del blazer se encuentra el químico que formará la espuma.
Monitores de Agua: Están localizados en la parte exterior de los diques
del tanque de lavado y almacenamiento y son operados manualmente.
Monitores de Espuma: Están localizados en los mismos lugares que los
monitores de agua y además en los separadores.
Cámaras de Espuma: Situadas en la parte superior lateral de los tanques.
Su operación es automática.
Líneas de Flujo de Agua: A través de un manifold se distribuye el agua a
los monitores, redes y proprocionador.
Líneas de Flujo de Espuma: Teóricamente llamada de espuma, ésta
canaliza el flujo desde el venturi del proporcionador hacia los monitores de
espuma y a las cámaras en los tanques donde al mezclarse con el aire
forma la espuma.
Sistema de Detección: Su función principal es detectar el fuego a través
de los detectores automáticos que se encuentran en el techo de los
tanques de almacenamiento y lavado.

53
1.6.14 SISTEMA DE GENERACIÓN ELÉCTRICA
Proporciona la energía eléctrica necesaria para el accionamiento de:
Motores Eléctricos
Iluminación
Cargadores de Batería
Equipos de Control
Un generador eléctrico es todo dispositivo capaz de mantener una diferencia de
potencial eléctrico entre dos de sus puntos, llamados polos. Los generadores
eléctricos son máquinas destinadas a transformar la energía mecánica en
eléctrica.
1.6.14.1 Tipos de Generadores
Se clasifican en dos tipos fundamentales: primarios y secundarios.
Generadores Primarios: Son los que convierten en energía eléctrica la
energía de otra naturaleza (ejemplo: mecánica) que reciben o de la que
disponen inicialmente.
Generadores Secundarios: Entregan una parte de la energía eléctrica
que han recibido previamente.
54
1.6.15 SISTEMAS COMPLEMENTARIOS
En una facilidad de producción de petróleo, existen pequeños sub-sistemas que
cumplen funciones específicas y que también son de importancia, entre estos
podemos citar:
Drenajes: Existen drenajes para recolección de distintos tipos de aguas
como: contaminadas, servidas y de lluvia.
Agua Potable: Permite la distribución de agua potable para consumo
humano en toda la estación.
Compresores de Aire: Proporciona de aire a presión para diferentes usos.
Estacionamientos: Lugares para el estacionamiento de vehículos.
Vías de acceso: Lo constituyen carreteras para el tránsito vehicular dentro
de la facilidad y además para el tránsito peatonal.
Rótulos de Advertencias: Para informar a los visitantes de los accesorios
que deben usar en cada área para evitar cualquier accidente.
Cuarto del Operador: Es la oficina del operador.
Laboratorio: Está constituido de una serie de instrumentos necesarios
para la medición de las propiedades del crudo in situ.
55
CAPÍTULO 2
DESCRIPCIÓN DE LA ESTACIÓN PICHINCHA
La Estación de Producción Pichincha fue construida en el año de 1983 con una
capacidad de diseño de 50000 BFPD. En un inicio su diseño también era para dar
tratamiento al gas natural y servir de fuente de alimentación a pozos con el
Sistema Gas Lift, sin embargo la caída de la producción de gas natural, en al año
2000 ha dejado fuera de servicio a éste.
Actualmente se procesa un caudal promedio de petróleo de 3834 barriles al día,
mientras que de agua 8663 barriles al día y de gas 890000 pies cúbicos al día.
Esta producción proviene del Campo Pichincha con los pozos: 2, 5, 7, 8, 9, 10,
13D y 14D y del Campo Secoya con los pozos: 11, 18, 21, 24, 29, 30 y 31.
En el estudio de este capítulo se da una descripción del Campo Pichincha, de las
facilidades de producción de la Estación Pichincha y además como se lleva a
cabo los procesos de tratamiento.
2.1 DESCRIPCIÓN DEL CAMPO PICHINCHA
2.1.1 UBICACIÓN GEOGRÁFICA
El Campo Pichincha se ubica en el sector Pacayacu, provincia de Sucumbíos, con
las siguientes coordenadas geográficas: Latitud: 00º 06‟ 00‟‟ Norte - 00º 04‟00‟‟
Sur y Longitud: 76º 33‟ 00‟‟ Este - 76º 36‟ 30‟‟ Oeste.
Se encuentra limitado por: el Campo Secoya al Norte; el Campo Carabobo al Sur,
el Campo Cuyabeno al Este y El Campo Atacapi al Oeste (ver Figura 2.1). Éste al
igual que los Campos Secoya, Shuara y Shushuqui conforman el Campo
Libertador.

56
FIGURA 2.1: UBICACIÓN CAMPO PICHINCHA
FUENTE: YACIMIENTOS- PETROPRODUCCIÓN
2.1.2 GEOLOGÍA
El Campo Libertador está formado por una combinación de trampas
estratigráficas y estructurales, presenciando altos estructurales principales-
fallados, de bajo relieve como: Secoya y Shuara y altos estructurales secundarios
como: Shushuqui, Pacayacu, Pichincha y Carabobo. La parte estructural principal
del Campo Libertador lo constituyen los sub-campos Pichincha y Carabobo con
un eje principal de 8 km (N-S) y un eje secundario de 2 km (E-O).
Las principales arenas productoras de petróleo pertenecen a la formación Napo,
siendo estas la arena Usuperior, Uinferior y T, las mismas que reciben el soporte de
presión de un sistema acuífero fuertemente activo que mantiene la presión del

57
yacimiento sobre la presión del punto de burbuja. El espesor saturado de petróleo
para estas arenas está comprendido entre 15 y 32 pies.
La arena Basal Tena (BT) situada en la base de la formación Tena es reconocida
como reservorio secundario de petróleo. El espesor saturado de petróleo fluctúa
entre 2 y 20 pies, siendo éste menor que el de las arenas principales.
2.1.3 RESERVAS
Son volúmenes de hidrocarburos existentes en el yacimiento y factibles de
recuperación. En el presente estudio se define las siguientes clasificaciones de
reservas:
Reservas Probadas: Son los volúmenes de petróleo que se encuentran en
los yacimientos y que han sido probados con la perforación de pozos y se
pueden recuperar hasta un límite económico de rentabilidad.
Reservas Remanentes: Son los volúmenes de petróleo recuperables,
cuantificadas a cualquier fecha posterior al inicio de la producción
comercial, que todavía permanecen en el yacimiento.
Al 31 de Diciembre del 2007, se establece para el Campo Libertador un volumen
de Reservas Probadas de petróleo de 440227136 BF con un factor de recobro de
15, 31, 41 y 25% para Basal Tena, T, Uinferior y Usuperior respectivamente, que
corresponden a los sub-campos: Secoya, Shuara, Shushuqui y Pichincha.
El Campo Libertador alcanza una producción acumulada de 316779129 barriles
al 31 de Diciembre del 2007, por lo tanto las reservas remanentes constituyen
123448007BF (ver Tabla 2.1).
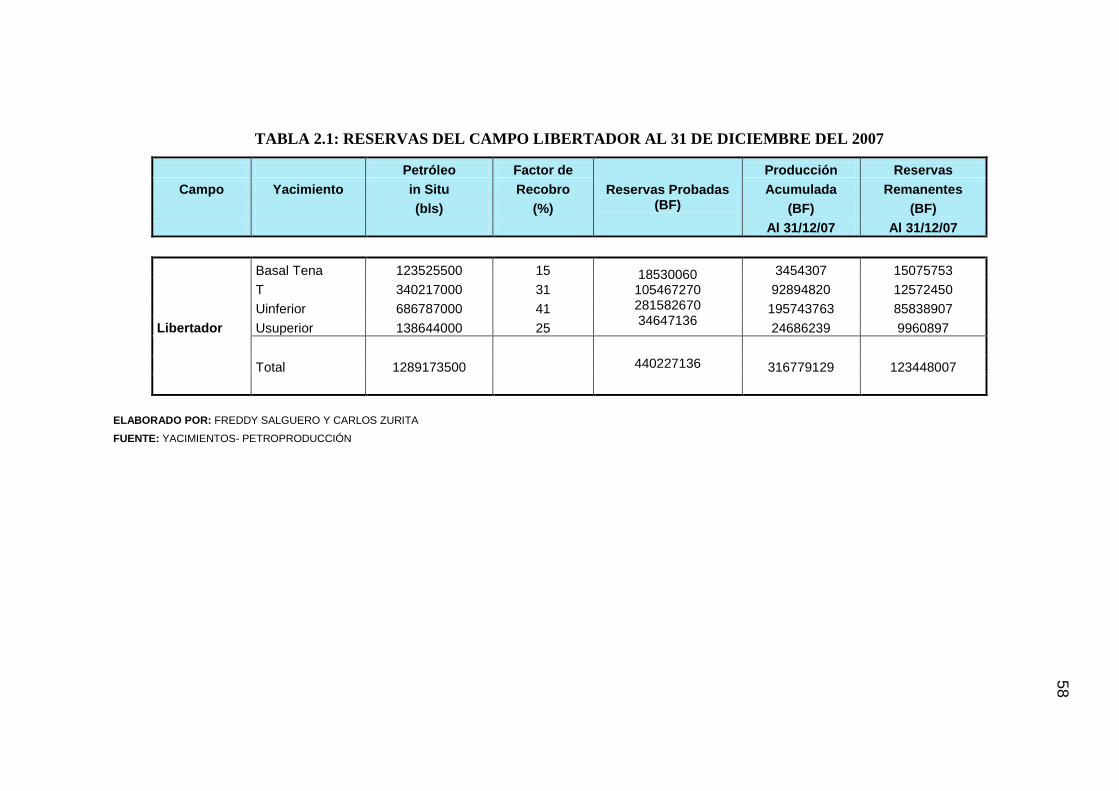
58
TABLA 2.1: RESERVAS DEL CAMPO LIBERTADOR AL 31 DE DICIEMBRE DEL 2007
Petróleo Factor de
Reservas Probadas (BF)
Producción Reservas
Campo Yacimiento in Situ Recobro Acumulada Remanentes
(bls) (%) (BF) (BF)
Al 31/12/07 Al 31/12/07
Basal Tena 123525500 15 18530060 105467270 281582670 34647136
3454307 15075753
T 340217000 31 92894820 12572450
Uinferior 686787000 41 195743763 85838907
Libertador Usuperior 138644000 25 24686239 9960897
440227136
Total 1289173500 316779129 123448007
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: YACIMIENTOS- PETROPRODUCCIÓN
5
8
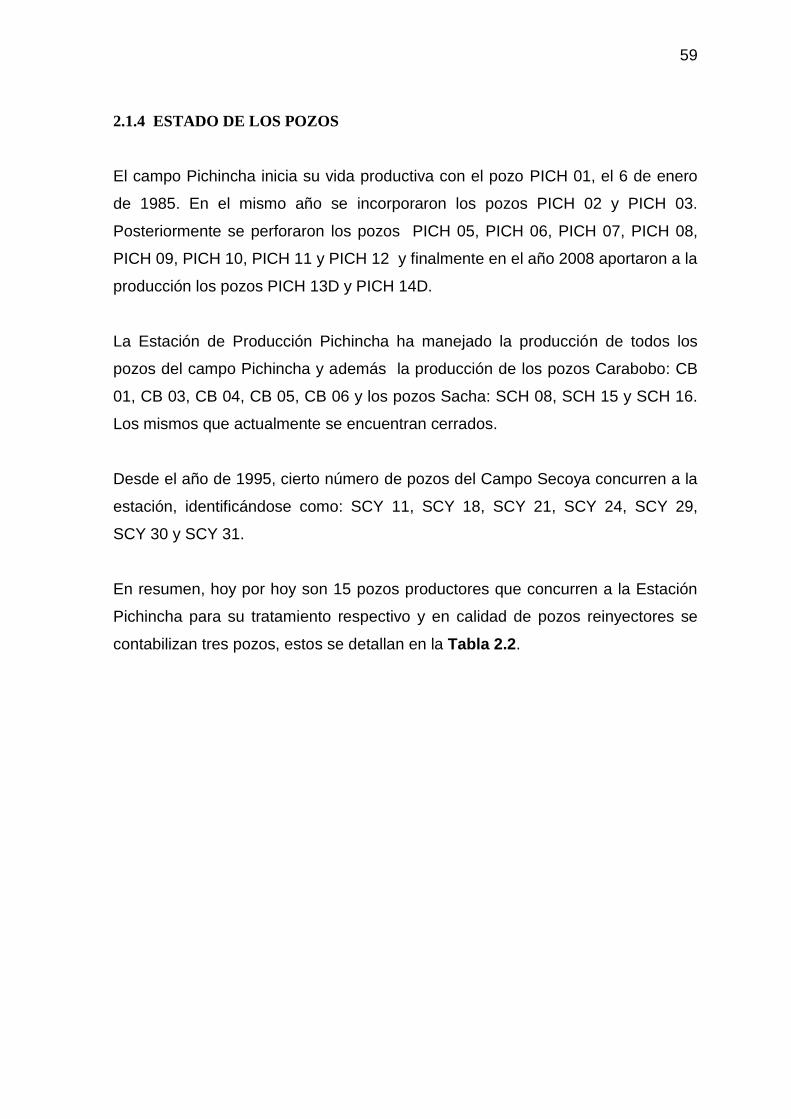
59
2.1.4 ESTADO DE LOS POZOS
El campo Pichincha inicia su vida productiva con el pozo PICH 01, el 6 de enero
de 1985. En el mismo año se incorporaron los pozos PICH 02 y PICH 03.
Posteriormente se perforaron los pozos PICH 05, PICH 06, PICH 07, PICH 08,
PICH 09, PICH 10, PICH 11 y PICH 12 y finalmente en el año 2008 aportaron a la
producción los pozos PICH 13D y PICH 14D.
La Estación de Producción Pichincha ha manejado la producción de todos los
pozos del campo Pichincha y además la producción de los pozos Carabobo: CB
01, CB 03, CB 04, CB 05, CB 06 y los pozos Sacha: SCH 08, SCH 15 y SCH 16.
Los mismos que actualmente se encuentran cerrados.
Desde el año de 1995, cierto número de pozos del Campo Secoya concurren a la
estación, identificándose como: SCY 11, SCY 18, SCY 21, SCY 24, SCY 29,
SCY 30 y SCY 31.
En resumen, hoy por hoy son 15 pozos productores que concurren a la Estación
Pichincha para su tratamiento respectivo y en calidad de pozos reinyectores se
contabilizan tres pozos, estos se detallan en la Tabla 2.2.
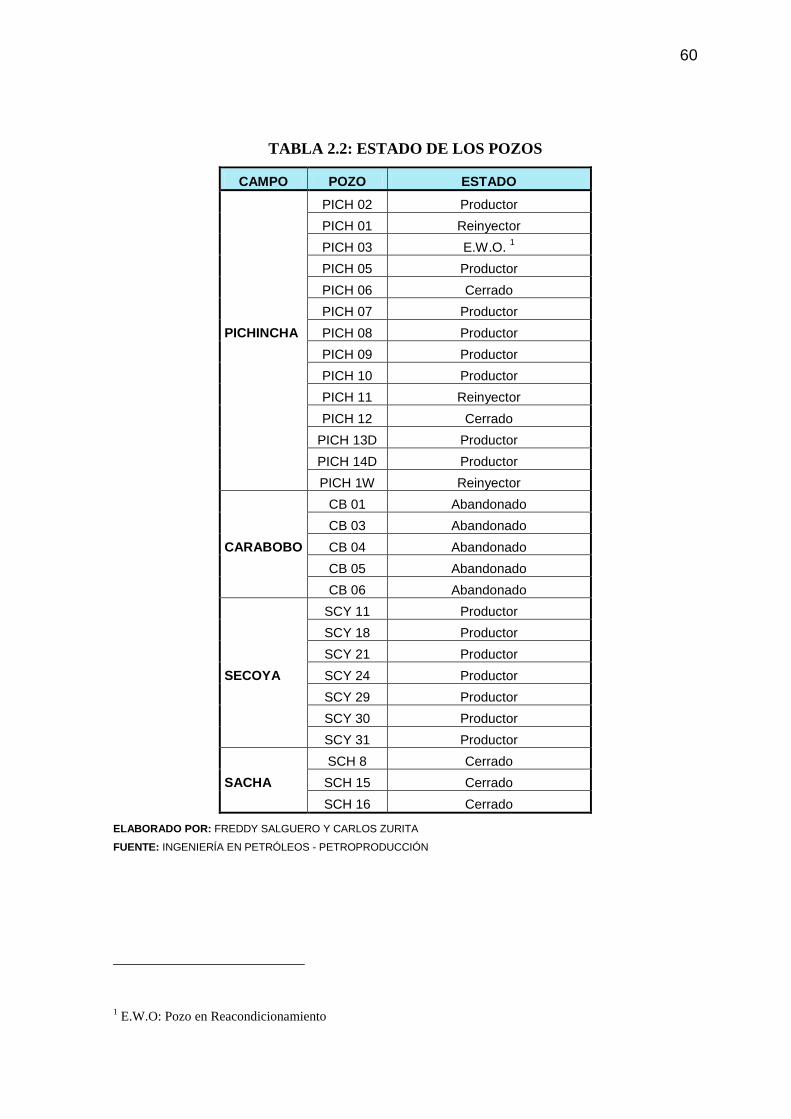
60
TABLA 2.2: ESTADO DE LOS POZOS
CAMPO POZO ESTADO
PICH 02 Productor
PICH 01 Reinyector
PICH 03 E.W.O. 1
PICH 05 Productor
PICH 06 Cerrado
PICH 07 Productor
PICHINCHA PICH 08 Productor
PICH 09 Productor
PICH 10 Productor
PICH 11 Reinyector
PICH 12 Cerrado
PICH 13D Productor
PICH 14D Productor
PICH 1W Reinyector
CB 01 Abandonado
CB 03 Abandonado
CARABOBO CB 04 Abandonado
CB 05 Abandonado
CB 06 Abandonado
SCY 11 Productor
SCY 18 Productor
SCY 21 Productor
SECOYA SCY 24 Productor
SCY 29 Productor
SCY 30 Productor
SCY 31 Productor
SCH 8 Cerrado
SACHA SCH 15 Cerrado
SCH 16 Cerrado
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: INGENIERÍA EN PETRÓLEOS - PETROPRODUCCIÓN
1 E.W.O: Pozo en Reacondicionamiento

61
2.1.5 HISTÓRICO DE PRODUCCIÓN
El presente historial de producción proporciona información sobre los caudales de
petróleo, agua y gas que la Estación Pichincha ha dado tratamiento desde el año
2000 hasta el año 2008. A sabiendas que para el año 2008 los pozos que aportan
a la producción totalizan en un número de quince: Pichinchas: 2, 5, 7, 8, 9, 10,
13D y 14D y Secoyas: 11, 18, 21, 24, 29, 30 y 31.
La declinación de producción de petróleo y gas que tiene el campo dan indicios de
que las arenas productoras: Uinferior, Usuperior, Tinferior y Tsuperior se encuentran en su
proceso de agotamiento y depletación, muestra de aquello es el cierre de 11
pozos de un total de 28 pozos que han aportado a la producción.
TABLA 2.3: PRODUCCIÓN HISTÓRICA
TIEMPO PETRÓLEO AGUA GAS BSW
(año) (bls) (bls) (MMPCE) (%)
2000 4195986 2631150 2731.46 38.67
2001 4277428 2786133 2151.57 39.22
2002 4135677 5022001 1975.11 54.62
2003 3390916 5797363 1791.78 63.22
2004 2743258 6398216 1487.26 69.93
2005 2176001 6994571 1342.2 76.34
2006 1648735 6333482 580.65 79.36
2007 1650070 4764846 463.47 73.83
2008 1399410 3161995 324.89 69.32
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: YACIMIENTOS – PETROPRODUCCIÓN
Desde enero del 2000 hasta diciembre del 2002 la producción de petróleo ha
sufrido altos y bajos manteniendo una producción promedio de 11515 BPPD con
un BSW de 44. 2%. Desde entonces la producción ha disminuido anualmente en
un 17% hasta Diciembre del 2006. Todo el año 2007 la producción de pertróleo

62
se ha conservado semejante al año 2006 en un promedio de 4520 BPPD con un
BSW de 74% y finalmente para el año 2008 ésta ha caído a un promedio de 3833
BPPD.
La producción de gas también ha sobrellevado declinaciones fuertes una del 21%
(2000-2001), 57% (2005-2006) y 30% (2007-2008).
Por el contrario la producción de agua ha ido en incremento con un máximo de un
80% (2001 - 2002), durante el año 2003 hasta el año 2005 la producción de agua
mantiene incrementos anuales de un 10% aproximadamente y finalmente a partir
para el 2006 la producción de agua ha sido controlada disminuyendo 29%
anualmente.
La producción de agua se ha reducido por el cierre de pozos con altos cortes de
agua (BSW) contabilizando un total de 11 pozos cerrados, de estos, dos pozos
(PCH 01 y PICH 11) se han rediseñado su completación para convertirlos en
pozos reinyectores.

63
FIGURA 2.2: PRODUCCIÓN HISTÓRICA DE LA ESTACIÓN PICHINCHA
FUENTE: YACIMIENTOS - PETROPRODUCCIÓN
6
3

64
2.1.6 PROYECCIÓN DE PRODUCCIÓN
Representa los caudales futuros de producción tanto de petróleo, agua y gas,
para esto se construye las curvas de declinación de producción. La curva de
declinación exponencial es la más usada ya que está representada por una línea
recta fácil de extrapolar, sin embargo hay que tomar en cuenta que es un modelo
matemático que no se basa en leyes físicas que gobiernan el flujo de petróleo,
gas y agua a través de la formación.
Declinación Exponencial: La expresión matemática para la tasa de
declinación puede ser expresada como:
t
oQQ exp (2.1)
Donde:
Q : Tasa de producción al tiempo t, bls/día
Qo : Tasa de producción inicial a t=0, bls/día
θ : Declinación exponencial, 1/año
t : Tiempo, años
La tasa declinación se calcula con las ecuaciones:
t
tt
Q
QQd 1 (2.2)
exp1d (2.3)

65
Donde:
1 tt QQ : Caudales a un intervalo de un año, bls/día
d : Tasa de declinación
2.1.6.1 Proyección Producción
El análisis de la proyección la producción diaria promedia de petróleo, agua y gas
de acuerdo a la declinación exponencial se detalla en la Tabla 2.4, a partir del
año 2009 hasta el 2025.
TABLA 2.4: PROYECCIÓN DE PRODUCCIÓN
TIEMPO PETRÓLEO AGUA BSW GAS
(año) (BPPD) (BAPD) (%) (MPCS)
2009 3551 9284 72 813
2010 3290 9947 75 743
2011 3047 10658 78 679
2012 2823 11419 80 621
2013 2615 12235 82 568
2014 2422 13109 84 519
2015 2244 14045 86 474
2016 2079 15048 88 433
2017 1926 16123 89 396
2018 1784 17275 91 362
2019 1652 18509 92 331
2020 1531 19831 93 302
2021 1418 21248 94 276
2022 1314 22766 95 252
2023 1217 24392 95 231
2024 1127 26135 96 211
2025 1044 28002 96 193
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: YACIMIENTOS - PETROPRODUCCIÓN
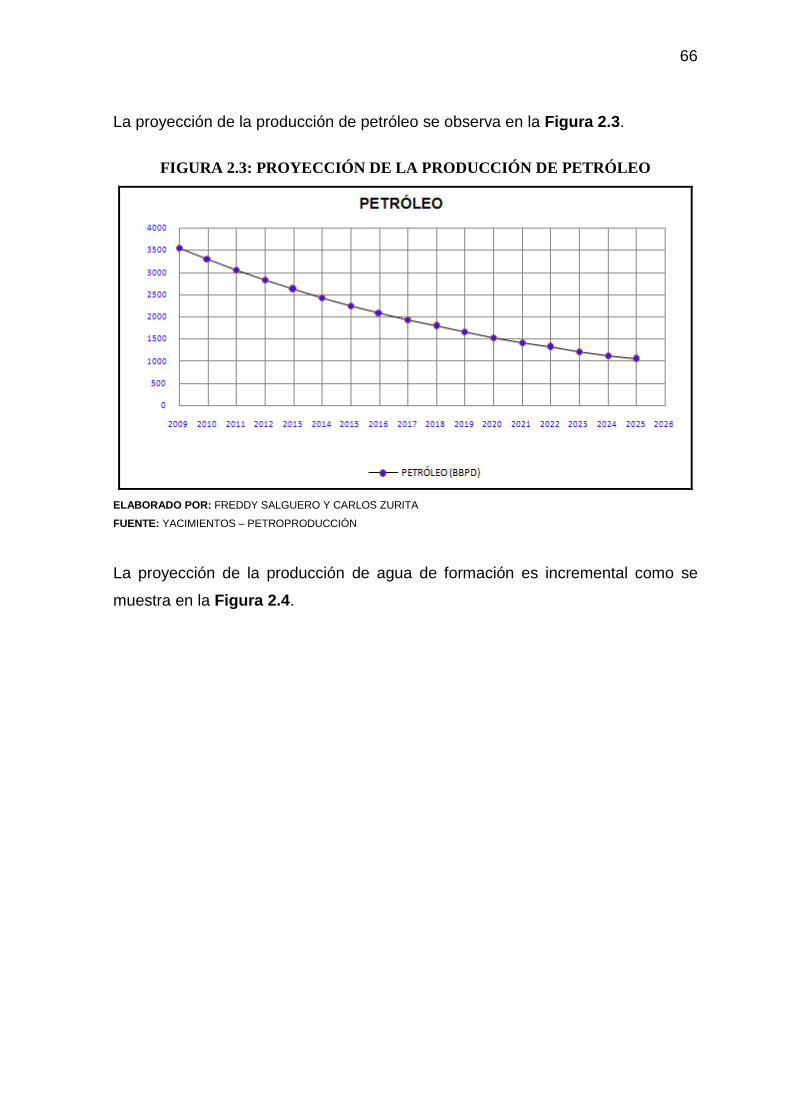
66
La proyección de la producción de petróleo se observa en la Figura 2.3.
FIGURA 2.3: PROYECCIÓN DE LA PRODUCCIÓN DE PETRÓLEO
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: YACIMIENTOS – PETROPRODUCCIÓN
La proyección de la producción de agua de formación es incremental como se
muestra en la Figura 2.4.
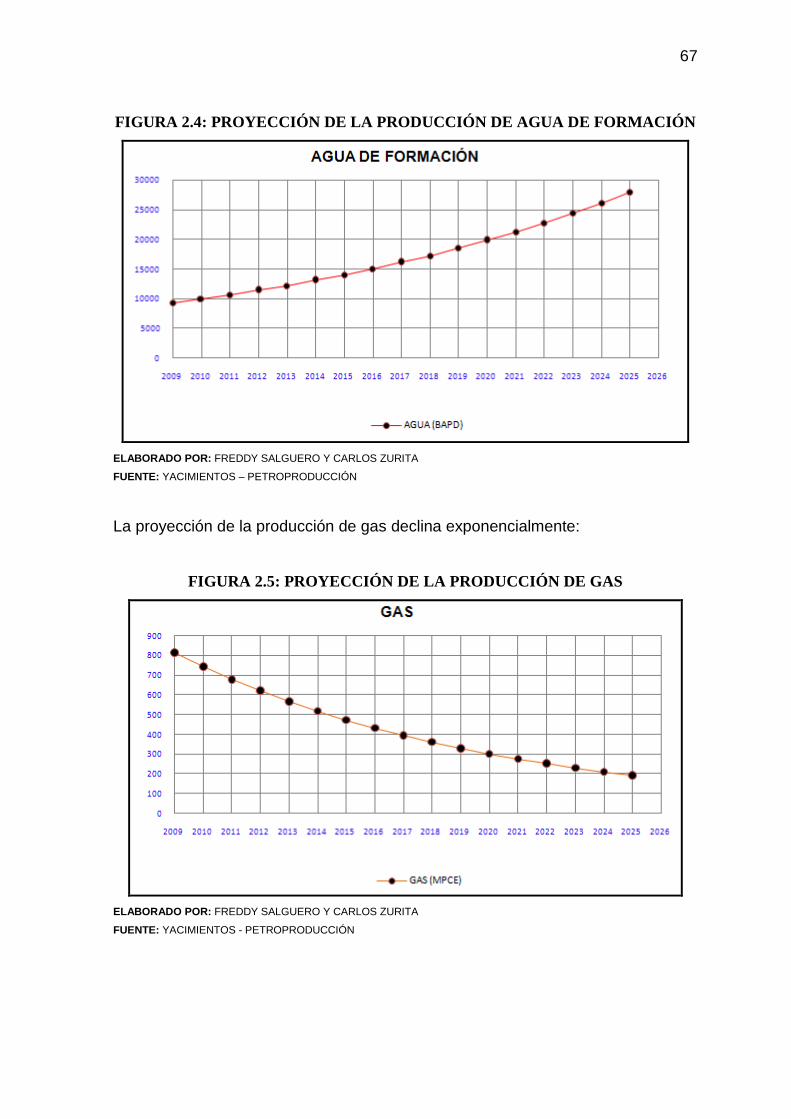
67
FIGURA 2.4: PROYECCIÓN DE LA PRODUCCIÓN DE AGUA DE FORMACIÓN
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: YACIMIENTOS – PETROPRODUCCIÓN
La proyección de la producción de gas declina exponencialmente:
FIGURA 2.5: PROYECCIÓN DE LA PRODUCCIÓN DE GAS
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: YACIMIENTOS - PETROPRODUCCIÓN
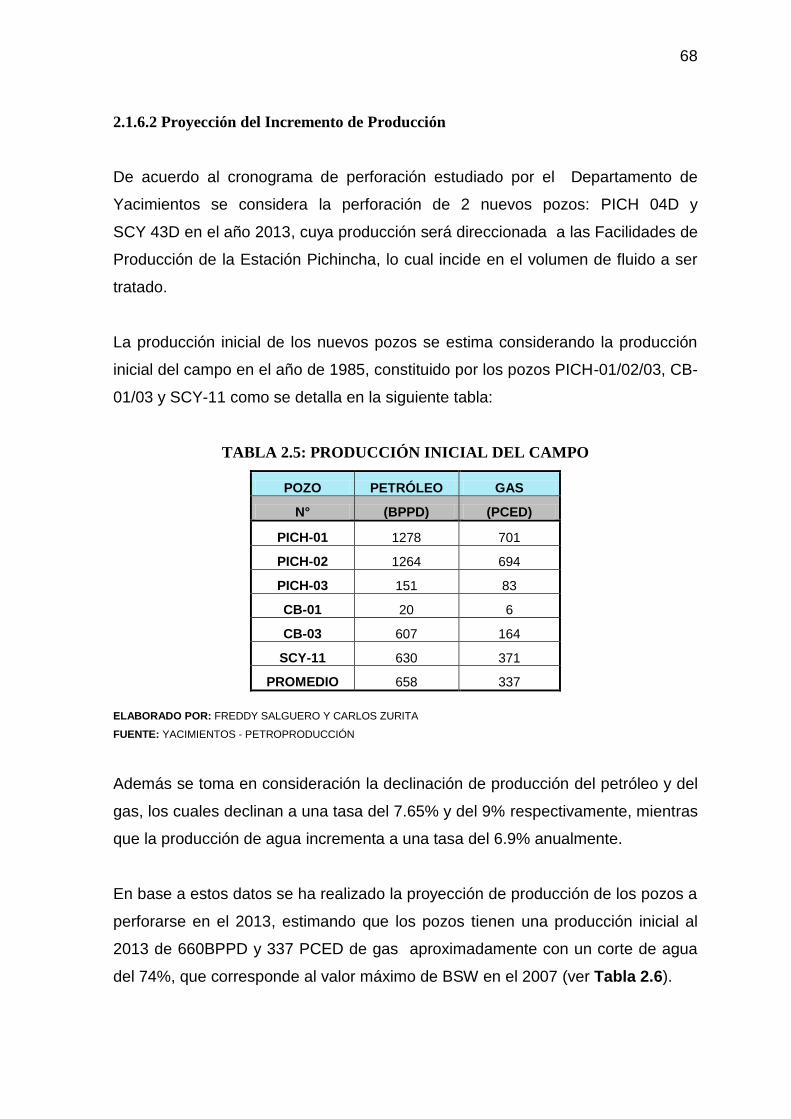
68
2.1.6.2 Proyección del Incremento de Producción
De acuerdo al cronograma de perforación estudiado por el Departamento de
Yacimientos se considera la perforación de 2 nuevos pozos: PICH 04D y
SCY 43D en el año 2013, cuya producción será direccionada a las Facilidades de
Producción de la Estación Pichincha, lo cual incide en el volumen de fluido a ser
tratado.
La producción inicial de los nuevos pozos se estima considerando la producción
inicial del campo en el año de 1985, constituido por los pozos PICH-01/02/03, CB-
01/03 y SCY-11 como se detalla en la siguiente tabla:
TABLA 2.5: PRODUCCIÓN INICIAL DEL CAMPO
POZO PETRÓLEO GAS
N° (BPPD) (PCED)
PICH-01 1278 701
PICH-02 1264 694
PICH-03 151 83
CB-01 20 6
CB-03 607 164
SCY-11 630 371
PROMEDIO 658 337
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: YACIMIENTOS - PETROPRODUCCIÓN
Además se toma en consideración la declinación de producción del petróleo y del
gas, los cuales declinan a una tasa del 7.65% y del 9% respectivamente, mientras
que la producción de agua incrementa a una tasa del 6.9% anualmente.
En base a estos datos se ha realizado la proyección de producción de los pozos a
perforarse en el 2013, estimando que los pozos tienen una producción inicial al
2013 de 660BPPD y 337 PCED de gas aproximadamente con un corte de agua
del 74%, que corresponde al valor máximo de BSW en el 2007 (ver Tabla 2.6).

69
TABLA 2.6: PROYECCIÓN DE PRODUCCIÓN DE LOS POZOS A PERFORAR
TIEMPO PETRÓLEO AGUA BSW GAS
(año) (BPPD) (BAPD) (%) (MPCS)
2014 1220 4015 77 615
2015 1130 4302 79 562
2016 1047 4609 81 514
2017 970 4939 84 470
2018 898 5291 85 429
2019 832 5669 87 392
2020 771 6074 89 358
2021 714 6508 90 328
2022 661 6973 91 299
2023 613 7471 92 274
2024 568 8005 93 250
2025 526 8577 94 229 ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: YACIMIENTOS - PETROPRODUCCIÓN
FIGURA 2.6: PROYECCIÓN DE LA PRODUCCIÓN DE PETRÓLEO
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: YACIMIENTOS - PETROPRODUCCIÓN

70
FIGURA 2.7: PROYECCIÓN DE LA PRODUCCIÓN DE AGUA DE FORMACIÓN
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: YACIMIENTOS – PETROPRODUCCIÓN
FIGURA 2.8: PROYECCIÓN DE LA PRODUCCIÓN DE GAS
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: YACIMIENTOS – PETROPRODUCCIÓN
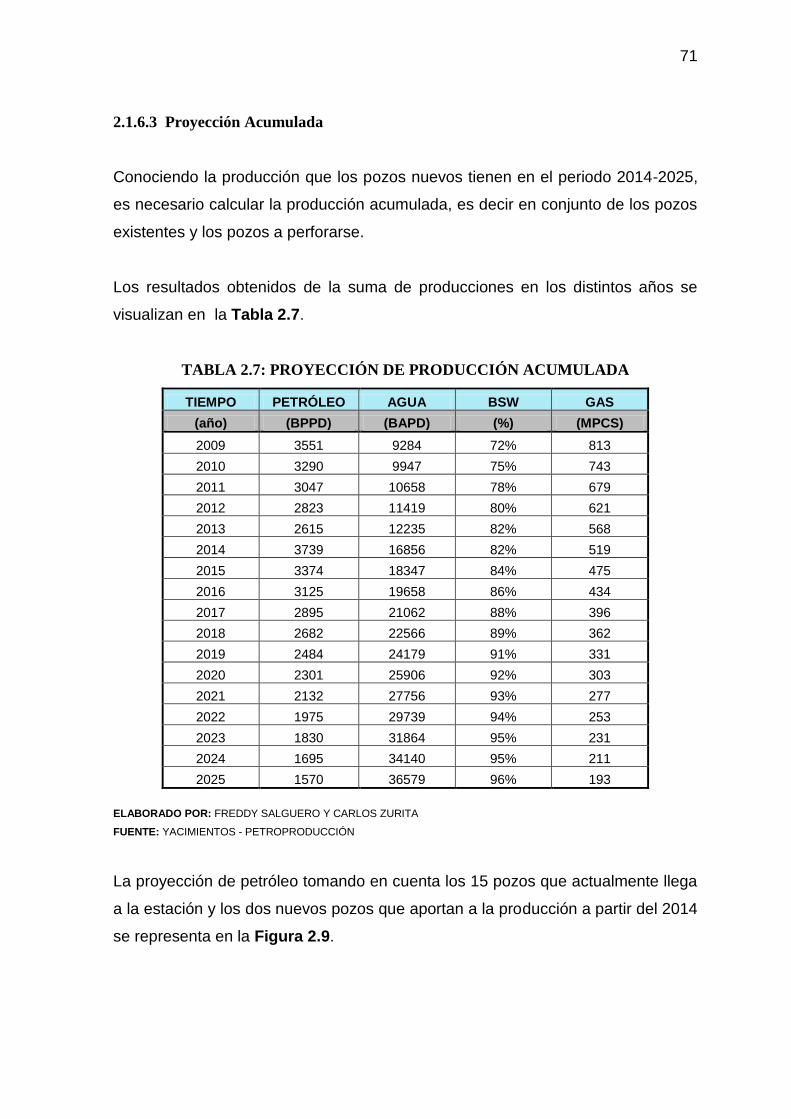
71
2.1.6.3 Proyección Acumulada
Conociendo la producción que los pozos nuevos tienen en el periodo 2014-2025,
es necesario calcular la producción acumulada, es decir en conjunto de los pozos
existentes y los pozos a perforarse.
Los resultados obtenidos de la suma de producciones en los distintos años se
visualizan en la Tabla 2.7.
TABLA 2.7: PROYECCIÓN DE PRODUCCIÓN ACUMULADA
TIEMPO PETRÓLEO AGUA BSW GAS
(año) (BPPD) (BAPD) (%) (MPCS)
2009 3551 9284 72% 813
2010 3290 9947 75% 743
2011 3047 10658 78% 679
2012 2823 11419 80% 621
2013 2615 12235 82% 568
2014 3739 16856 82% 519
2015 3374 18347 84% 475
2016 3125 19658 86% 434
2017 2895 21062 88% 396
2018 2682 22566 89% 362
2019 2484 24179 91% 331
2020 2301 25906 92% 303
2021 2132 27756 93% 277
2022 1975 29739 94% 253
2023 1830 31864 95% 231
2024 1695 34140 95% 211
2025 1570 36579 96% 193
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: YACIMIENTOS - PETROPRODUCCIÓN
La proyección de petróleo tomando en cuenta los 15 pozos que actualmente llega
a la estación y los dos nuevos pozos que aportan a la producción a partir del 2014
se representa en la Figura 2.9.
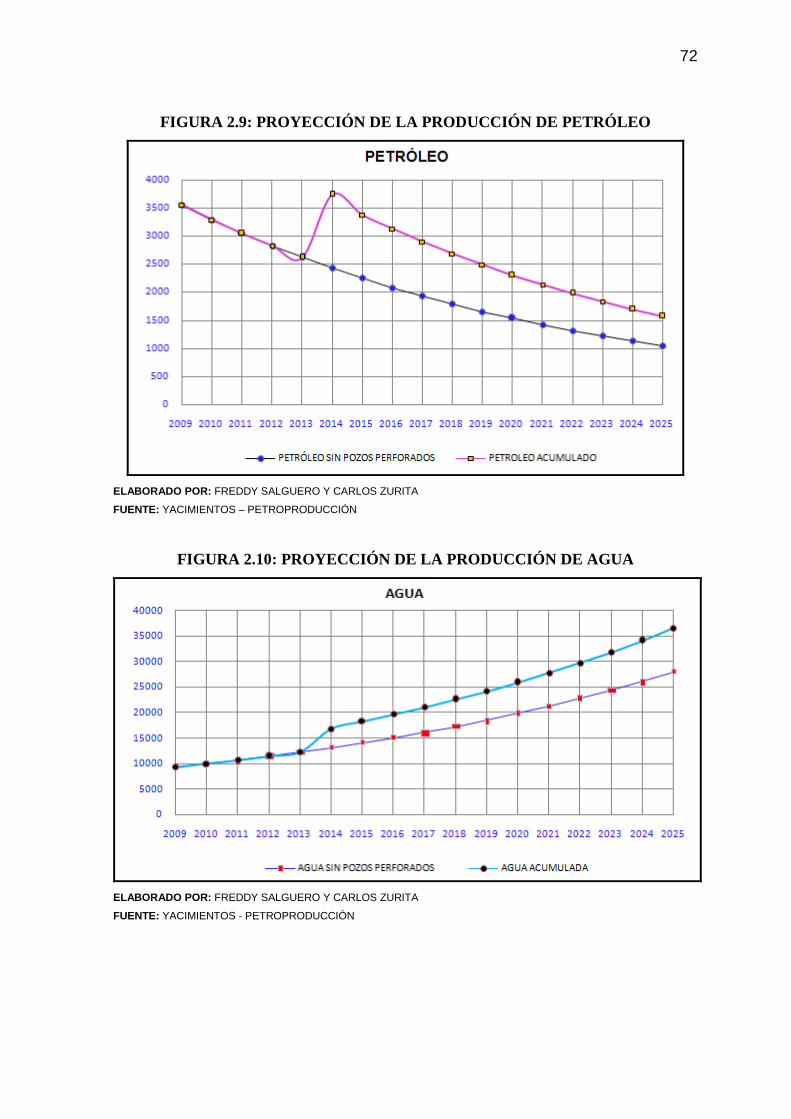
72
FIGURA 2.9: PROYECCIÓN DE LA PRODUCCIÓN DE PETRÓLEO
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: YACIMIENTOS – PETROPRODUCCIÓN
FIGURA 2.10: PROYECCIÓN DE LA PRODUCCIÓN DE AGUA
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: YACIMIENTOS - PETROPRODUCCIÓN

73
Finalmente la proyección de producción de gas está representada en la Figura
2.11:
FIGURA 2.11: PROYECCIÓN DE LA PRODUCCIÓN DE GAS
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: YACIMIENTOS – PETROPRODUCCIÓN

74
2.2 DESCRIPCIÓN DE LAS FACILIDADES DE PRODUCCIÓN
DE LA ESTACIÓN PICHINCHA
A continuación se describen las Facilidades de Producción que conforman la
Estación Pichincha.
2.2.1 MÚLTIPLE
Al múltiple o manifold ingresa la producción de 15 pozos, cuya producción
promedia diaria de petróleo, agua y gas es: 3833BPPD, 8665BAPD y 890MPCED
respectivamente.
En la Estación Pichincha el múltiple de producción consta de 4 secciones A, B, C
y D, cada una de las cuales constan de cinco entradas de 4in de diámetro,
sumando un total de veinte entradas, quince están en uso y cinco se encuentran
disponibles para futuros pozos, como se muestra en la Fotografía 1.1 del
Anexo1. Desde el manifold se direcciona el fluido hacia los separadores de
prueba y producción a través de una tubería de 4in y tres de 8in respectivamente,
como se visualiza en el diagrama del Anexo 4.3.
Los pozos que ingresan a cada sección del manifold se representan en la Tabla
2.8:

75
TABLA 2.8: POZOS QUE INGRESAN AL MÚLTIPLE
SECCIÓN POZO
SECOYA 18
A SECOYA 31
PICHINCHA 08
SECOYA 29
PICHINCHA 10
PICHINCHA 09
PICHINCHA 05
B PICHINCHA 02
SECOYA 11
PICHINCHA 13
C PICHINCHA 07
SECOYA 21
PICHINCHA 14 D
D SECOYA 24
SECOYA 30
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: YACIMIENTOS – PETROPRODUCCIÓN
2.2.2 SISTEMA DE SEPARACIÓN PRIMARIA
Actualmente la Estación Pichincha cuenta con cuatro separadores horizontales
bifásicos: uno de prueba (SP-01) y tres de producción: S-01/S-02/S-03 (ver
Fotografía 1.2).
2.2.2.1 Separador de Prueba
Es un separador horizontal bifásico “SP-01”, el fluido que proviene a través de una
línea de 4in desde el manifold ingresa al separador de prueba por una tubería de
6in, aquí el fluido es separado en dos fases: líquido y gas. El líquido es evacuado
por una línea de 4in pasando por un filtro, luego por un medidor de flujo tipo
turbina y por último por una válvula de control de nivel. Mientras que por la parte
superior del separador, el gas es conducido por una línea de 6in al Mechero

76
“M-02” atravesando una válvula de control de presión y un medidor de flujo tipo
placa de orificio, como se muestra en la Fotografía 1.3.
Las características de diseño y trabajo del separador de prueba se detallan en la
siguiente tabla:
TABLA 2.9: CARACTERÍSTICAS DEL SEPARADOR DE PRUEBA
SEPARADOR DE PRUEBA (SP-01)
Fecha de Construcción (Año) 1992
Ancho (in) 48
Largo (ft) 16
Pdiseño (psi) 100
Tdiseño (°F) 122
Poperación (psi) 27
Toperación (°F) 120 ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: ESTACIÓN PICHINCHA
2.2.2.2 Separadores de Producción
El fluido proveniente del manifold a través de una línea de 8in ingresa a los
separadores horizontales bifásicos de producción (S-01, S-02, S-03) en igual
proporción (33.3%), para ser separado en dos fases (líquido-gas). La parte
líquida es descargada del recipiente por medio de una línea de 6in a través de
una válvula de control de nivel, para luego ser enviada por una línea de 8in hacia
la bota desgasificadora. La fase de gas es conducida por una línea de 6in
atravesando inicialmente la válvula de control de presión (control pressure valve)
para luego ser direccionada hacia el scrubber “SCB-01”.
Cada separador está provisto de un indicador de presión, nivel y temperatura, con
el objeto de controlar las variables de operación (presión, temperatura, nivel) para
un óptimo funcionamiento de los equipos de separación.

77
Los datos de diseño y operación de los separadores de producción se describen
en la siguiente tabla:
TABLA 2.10: CARACTERÍSTICAS DE LOS SEPARADORES DE PRODUCCIÓN
SEPARADOR S-01 S-02 S-03
Fecha de Reparación (Año) 2004 2004 2004
Ancho (in) 78 60 60
Largo (ft) 22 22 22
Pdiseño (psi) 100 100 100
Tdiseño (°F) 120 120 120
Poperación (psi) 28 27 25
Toperación (°F) 120 120 120
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA FUENTE: ESTACIÓN PICHINCHA
2.2.3 SISTEMA DE SEPARACIÓN SECUNDARIA
Después de la separación primaria el fluido es direccionado al sistema de
separación secundaria para realizar una separación adicional en: petróleo, agua y
gas.
2.2.3.1 Bota Desgasificadora
A la bota desgasificadora “BO-01” ingresa el fluido multifásico proveniente de los
separadores de prueba (SP-01) y producción (S-01/S-02/S-03) para eliminar una
cantidad adicional de gas que todavía permanece en solución en la fase líquida
(agua y petróleo). El líquido desgasificado es descargado a través de una línea de
12in hacia el tanque de lavado (T-01), mientras que el gas es descargado por la
parte superior hacia el mechero (M-01) a través de una línea de 12in.
La Estación de Producción Pichincha cuenta con una bota desgasificadora cuyas
dimensiones son: 46in de diámetro y 54ft de altura, como se observa en la
Fotografía 1.4.

78
2.2.3.2 Tanque de Lavado
La fase líquida proveniente de la bota desgasificadora (BO-01) es direccionada al
tanque de lavado (T-01), donde tiene un tiempo de residencia aproximado de 42
horas. En este lapso de tiempo ocurre la separación de la fase acuosa por
decantación, el agua se asienta en el fondo del tanque y el petróleo sobre ésta.
Entre el agua y el petróleo está definida una interface denominada emulsión.
El tanque de lavado mantiene una altura de agua constante en el tiempo de
aproximadamente 8ft, denominada colchón de agua. El flujo de agua restante es
enviado directamente al sistema de reinyección de agua por medio de una tubería
de 10in. Mientras que el petróleo con un BSW≤1%, es evacuado por rebose a
una altura de 33ft a través de una línea de 12in, además existen dos líneas
adicionales del mismo diámetro a 14ft y 20 ft en el caso de que sea necesario
evacuar el petróleo a aquellas alturas.
En el techo del tanque de lavado están instaladas cuatro válvulas de alivio.
También consta de una línea de venteo (12in) para desalojar los gases que se
acumulan en el tanque hacia los mecheros (M-03/M-04), (ver Fotografía 1.5).
El tanque de lavado posee una capacidad operativa de 30468bls, una altura de 36
ft con un diámetro de 80 ft. Estas características se detallan en la Tabla 2.11:

79
TABLA 2.11: DIMENSIONES DEL TANQUE DE LAVADO
TANQUE
CAPACIDAD NOMINAL CAPACIDAD OPERATIVA ALTURA DIÁMETRO
(bls) (bls) (ft) (ft)
T-01 32260 30468 36 80
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: ESTACIÓN PICHINCHA
2.2.4 SISTEMA DE ALMACENAMIENTO
El sistema de almacenamiento en las Facilidades de Producción de la Estación
Pichincha está constituido por el Tanque de Surgencia o Reposo.
El tanque de reposo “T-02” almacena el crudo proveniente del tanque de lavado
(T-01) por lo que posee mayor capacidad. Durante el tiempo de residencia
(aproximadamente 233 horas) el agua que todavía permanece en emulsión en el
crudo se separa, se asienta en la parte inferior del tanque y se recircula al tanque
de lavado (T-01) a través de una línea de 6in.
Por el contrario, el crudo con un BSW≤0.25% es evacuado por una línea de 12in
a 22ft de altura, para llegar al sistema de transferencia. Al igual que el tanque de
lavado, el tanque de reposo posee dos líneas auxiliares de 12in para el crudo a
13ft y a 3ft.
Además, consta de un techo cónico fijo con cuatro válvulas de alivio y una línea
de venteo de gas de 12in direccionada a los mecheros “M-03/04”, (ver Fotografía
1.6).
El tanque de surgencia con un diámetro de 90ft y una altura de 36ft posee una
capacidad nominal de 40820bls, (ver Tabla 2.12).
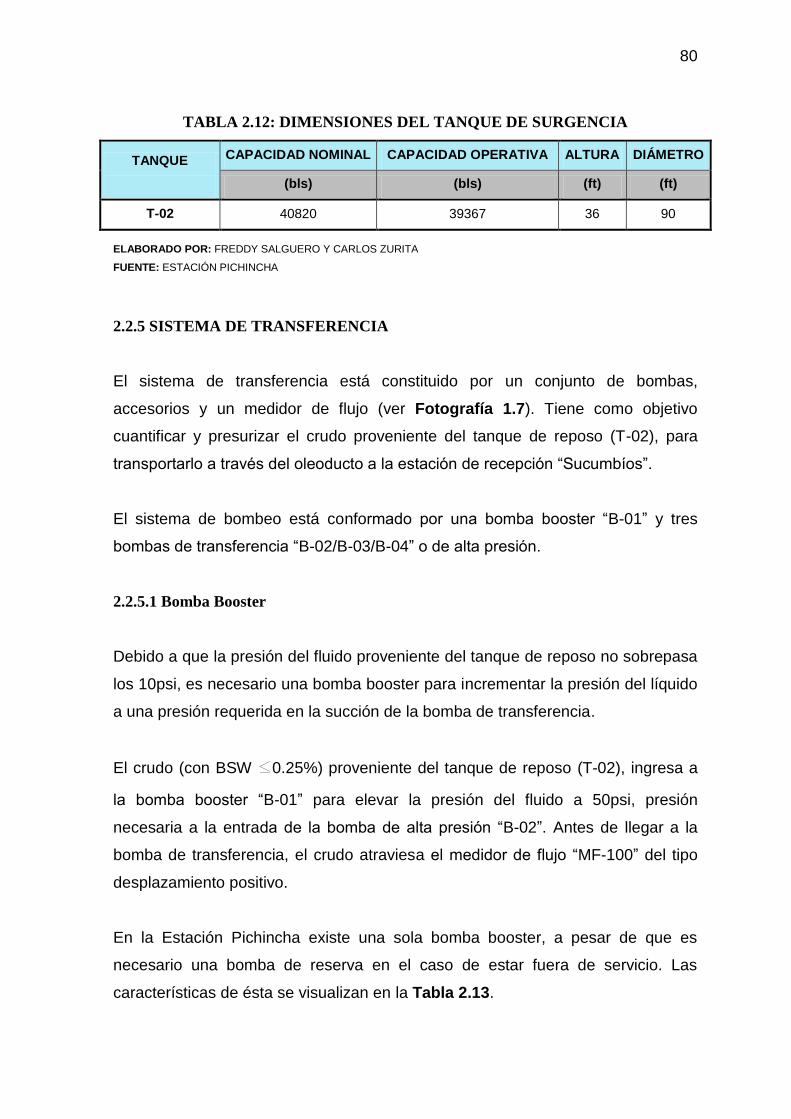
80
TABLA 2.12: DIMENSIONES DEL TANQUE DE SURGENCIA
TANQUE
CAPACIDAD NOMINAL CAPACIDAD OPERATIVA ALTURA DIÁMETRO
(bls) (bls) (ft) (ft)
T-02 40820 39367 36 90
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: ESTACIÓN PICHINCHA
2.2.5 SISTEMA DE TRANSFERENCIA
El sistema de transferencia está constituido por un conjunto de bombas,
accesorios y un medidor de flujo (ver Fotografía 1.7). Tiene como objetivo
cuantificar y presurizar el crudo proveniente del tanque de reposo (T-02), para
transportarlo a través del oleoducto a la estación de recepción “Sucumbíos”.
El sistema de bombeo está conformado por una bomba booster “B-01” y tres
bombas de transferencia “B-02/B-03/B-04” o de alta presión.
2.2.5.1 Bomba Booster
Debido a que la presión del fluido proveniente del tanque de reposo no sobrepasa
los 10psi, es necesario una bomba booster para incrementar la presión del líquido
a una presión requerida en la succión de la bomba de transferencia.
El crudo (con BSW ≤0.25%) proveniente del tanque de reposo (T-02), ingresa a
la bomba booster “B-01” para elevar la presión del fluido a 50psi, presión
necesaria a la entrada de la bomba de alta presión “B-02”. Antes de llegar a la
bomba de transferencia, el crudo atraviesa el medidor de flujo “MF-100” del tipo
desplazamiento positivo.
En la Estación Pichincha existe una sola bomba booster, a pesar de que es
necesario una bomba de reserva en el caso de estar fuera de servicio. Las
características de ésta se visualizan en la Tabla 2.13.
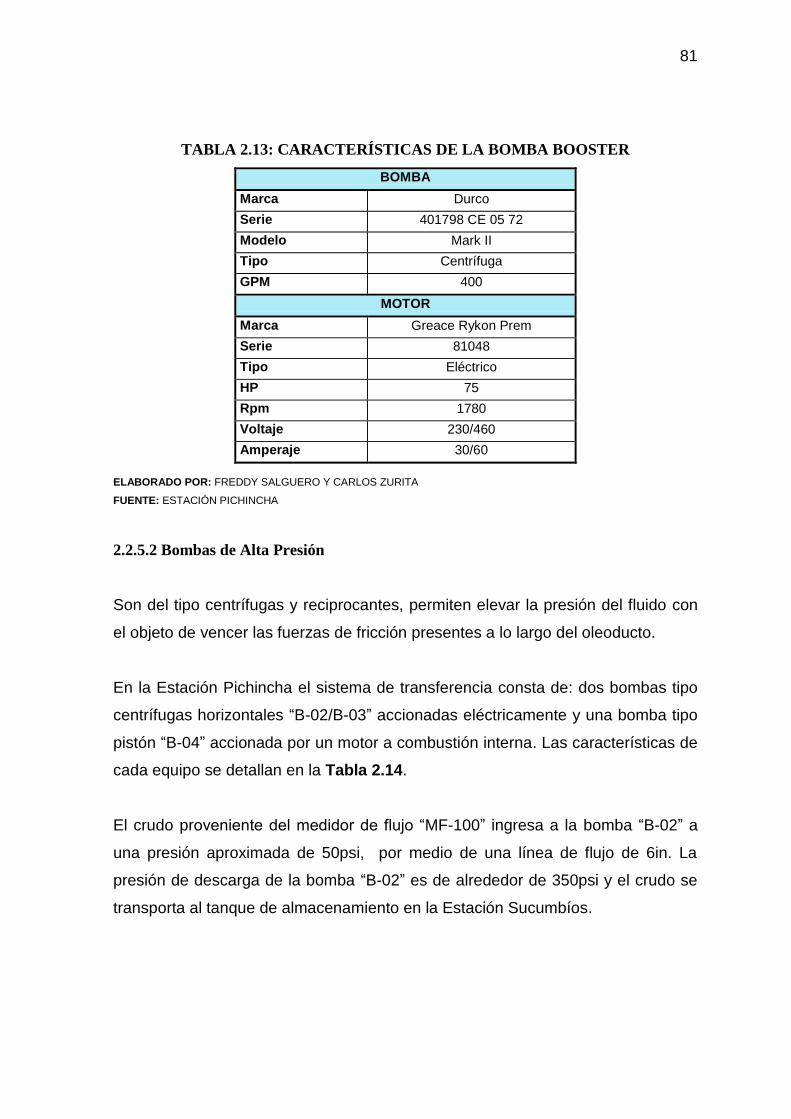
81
TABLA 2.13: CARACTERÍSTICAS DE LA BOMBA BOOSTER
BOMBA
Marca Durco
Serie 401798 CE 05 72
Modelo Mark II
Tipo Centrífuga
GPM 400
MOTOR
Marca Greace Rykon Prem
Serie 81048
Tipo Eléctrico
HP 75
Rpm 1780
Voltaje 230/460
Amperaje 30/60
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: ESTACIÓN PICHINCHA
2.2.5.2 Bombas de Alta Presión
Son del tipo centrífugas y reciprocantes, permiten elevar la presión del fluido con
el objeto de vencer las fuerzas de fricción presentes a lo largo del oleoducto.
En la Estación Pichincha el sistema de transferencia consta de: dos bombas tipo
centrífugas horizontales “B-02/B-03” accionadas eléctricamente y una bomba tipo
pistón “B-04” accionada por un motor a combustión interna. Las características de
cada equipo se detallan en la Tabla 2.14.
El crudo proveniente del medidor de flujo “MF-100” ingresa a la bomba “B-02” a
una presión aproximada de 50psi, por medio de una línea de flujo de 6in. La
presión de descarga de la bomba “B-02” es de alrededor de 350psi y el crudo se
transporta al tanque de almacenamiento en la Estación Sucumbíos.

82
TABLA 2.14: CARACTERÍSTICAS DE LA BOMBAS DE TRANSFERENCIA
BOMBA B-02 B-03 B-04
Marca Ingerso Ingerso Wheathy Gaso
Serie 691037 1290006 22604
Modelo x x 2652
Tipo Centrífuga Centrífuga Pistón
GPM 500 500 600
MOTOR
Marca Greace Rykon Prem Greace Rykon Prem Caterpillar
Serie x 10MN446502 6TB15418
Modelo x x 3406
Tipo Eléctrico Eléctrico Combustión Interna
HP 250 250 325
Rpm 3570 3563 1800
Voltaje 460 460 x
Amperaje 278 278 x ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: ESTACIÓN PICHINCHA
2.2.6 SISTEMA DE RECIRCULACIÓN
Este sistema permite re-circular el agua de formación del tanque de surgencia
(T-02) hacia el tanque de lavado (T-01) a través de una bomba booster de 15HP,
mediante un juego de válvula y tuberías de 4in. El sistema de recirculación se
puede apreciar en la Fotografía 1.26 y las características de la bomba se
aprecian en la Tabla 2.15.
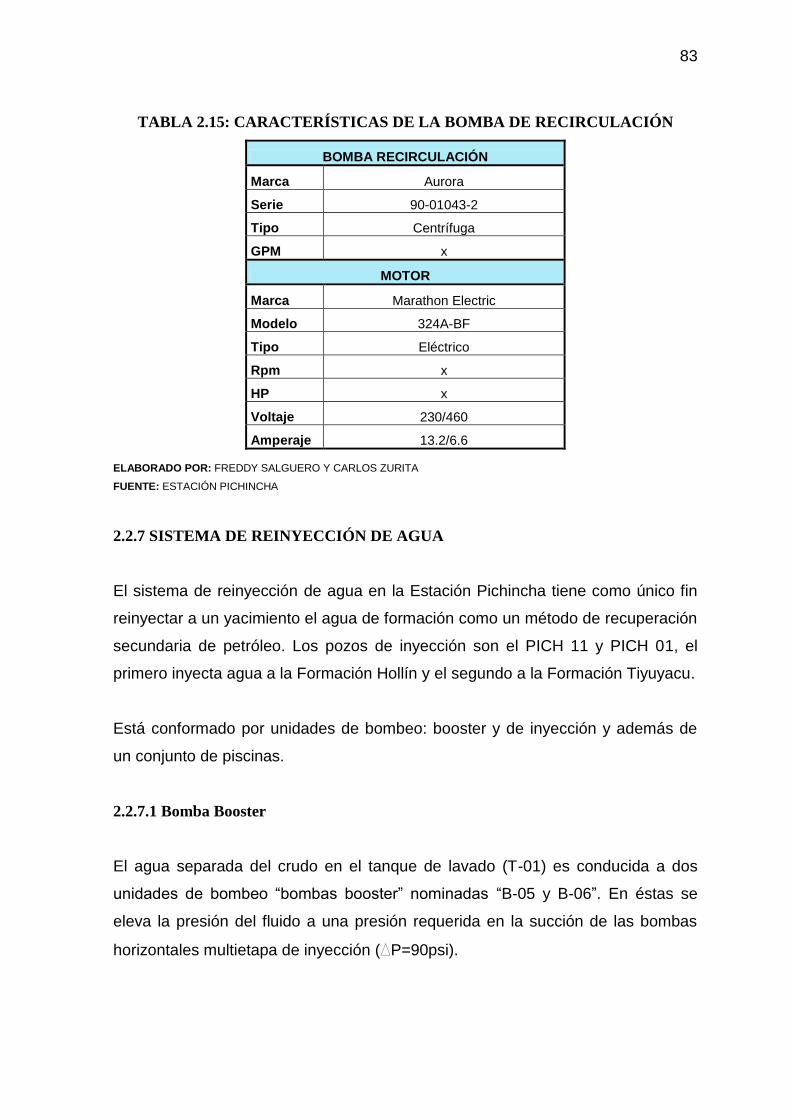
83
TABLA 2.15: CARACTERÍSTICAS DE LA BOMBA DE RECIRCULACIÓN
BOMBA RECIRCULACIÓN
Marca Aurora
Serie 90-01043-2
Tipo Centrífuga
GPM x
MOTOR
Marca Marathon Electric
Modelo 324A-BF
Tipo Eléctrico
Rpm x
HP x
Voltaje 230/460
Amperaje 13.2/6.6 ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: ESTACIÓN PICHINCHA
2.2.7 SISTEMA DE REINYECCIÓN DE AGUA
El sistema de reinyección de agua en la Estación Pichincha tiene como único fin
reinyectar a un yacimiento el agua de formación como un método de recuperación
secundaria de petróleo. Los pozos de inyección son el PICH 11 y PICH 01, el
primero inyecta agua a la Formación Hollín y el segundo a la Formación Tiyuyacu.
Está conformado por unidades de bombeo: booster y de inyección y además de
un conjunto de piscinas.
2.2.7.1 Bomba Booster
El agua separada del crudo en el tanque de lavado (T-01) es conducida a dos
unidades de bombeo “bombas booster” nominadas “B-05 y B-06”. En éstas se
eleva la presión del fluido a una presión requerida en la succión de las bombas
horizontales multietapa de inyección (∆P=90psi).

84
Las características de estas dos unidades se tabulan a continuación:
TABLA 2.16: CARACTERÍSTICAS DE LAS BOMBAS BOOSTER
BOMBA B-05 B-06
Marca DURCO DURCO
Serie 0101-6766B 0700-2903B
Modelo MARK III STD MARK III STD
Tipo Centrífuga Centrífuga
GPM 360 360
MOTOR
Marca Greace Rykon Prem Greace Rykon Prem
Tipo Eléctrico Eléctrico
HP 50 50
Rpm 3545 3530
Voltaje 230/460 AC 230/460 AC
Amperaje 118.6/59.3 118.6/59.3
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: ESTACIÓN PICHINCHA
2.2.7.2 Bombas de Inyección
El agua de formación con una presión aproximada de 110psi ingresa a la bomba
horizontal multietapa REDA-03, atravesando el medidor de flujo “MF-105” del tipo
turbina. A la salida de la bomba el fluido posee una presión de 3350psi, presión
con la cual se envía hacia el cabezal del pozo inyector PICH 11 a través de una
línea de 4in.
El sistema de reinyección de agua, consta de cuatro unidades de inyección:
REDA-01 y REDA-02 para inyectar al pozo PICH 01, mientras que las unidades
REDA-03 y REDA-04 inyectan al pozo PICH 11, (ver Fotografía 1.18).
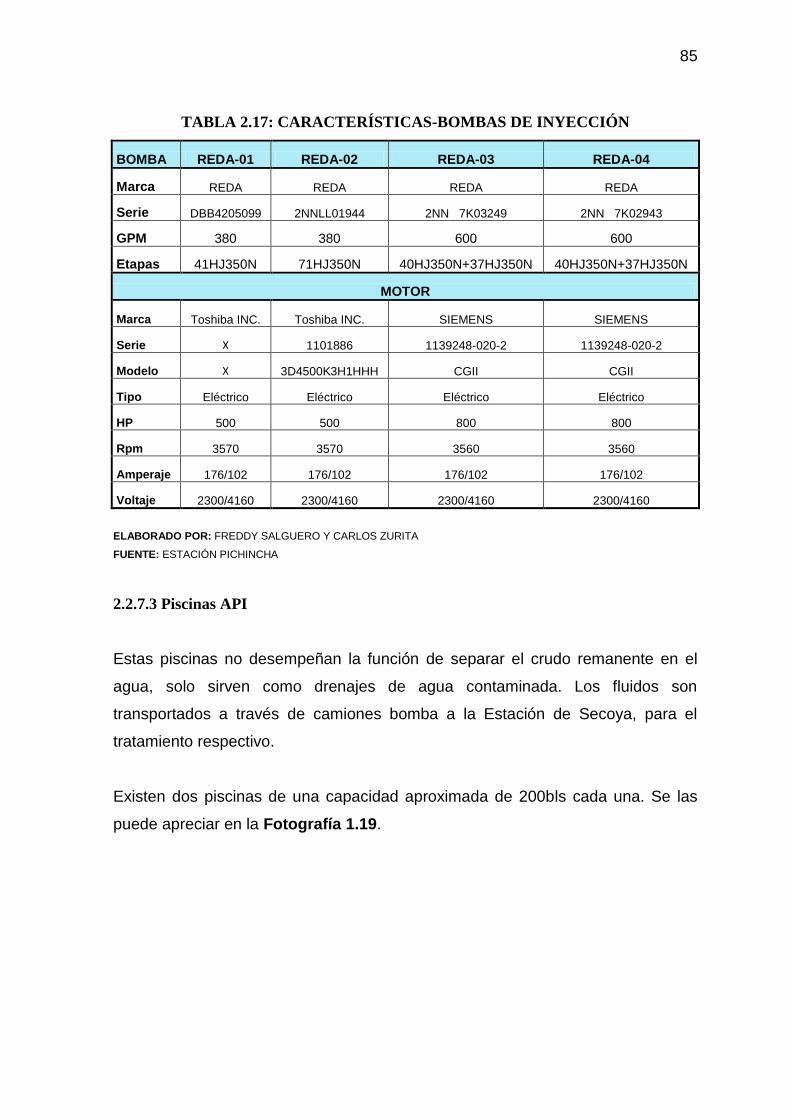
85
TABLA 2.17: CARACTERÍSTICAS-BOMBAS DE INYECCIÓN
BOMBA REDA-01 REDA-02 REDA-03 REDA-04
Marca REDA REDA REDA REDA
Serie DBB4205099 2NNLL01944 2NN 7K03249 2NN 7K02943
GPM 380 380 600 600
Etapas 41HJ350N 71HJ350N 40HJ350N+37HJ350N 40HJ350N+37HJ350N
MOTOR
Marca Toshiba INC. Toshiba INC. SIEMENS SIEMENS
Serie X 1101886 1139248-020-2 1139248-020-2
Modelo X 3D4500K3H1HHH CGII CGII
Tipo Eléctrico Eléctrico Eléctrico Eléctrico
HP 500 500 800 800
Rpm 3570 3570 3560 3560
Amperaje 176/102 176/102 176/102 176/102
Voltaje 2300/4160 2300/4160 2300/4160 2300/4160
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: ESTACIÓN PICHINCHA
2.2.7.3 Piscinas API
Estas piscinas no desempeñan la función de separar el crudo remanente en el
agua, solo sirven como drenajes de agua contaminada. Los fluidos son
transportados a través de camiones bomba a la Estación de Secoya, para el
tratamiento respectivo.
Existen dos piscinas de una capacidad aproximada de 200bls cada una. Se las
puede apreciar en la Fotografía 1.19.

86
2.2.8 SISTEMA DE INYECCIÓN DE QUÍMICOS
El sistema de inyección de químicos se encuentra conformado por:
6 Tanques de almacenamiento.
4 Bombas de dosificación.
Redes de Capilares.
Las características de diseño de las bombas dosificadoras se detallan en las
Tabla 2.18.
TABLA 2.18: CARACTERÍSTICAS DE LAS BOMBAS DE QUÍMICOS
BOMBA BIQ-01 BIQ-02 BIQ-03 BIQ-04
Ubicación R.Y.A R.Y.A Manifold Manifold
Marca Textsteam Chemical
Textsteam Chemical
Textsteam Chemical
Textsteam Chemical
Serie MM105383 AY000454 AY00036 AY00013
Tipo Reciprocante Reciprocante Reciprocante Reciprocante
Inyecta a Salida del T-01 Entrada a REDA Salida del Manifold Salida del Manifold
MOTOR
Marca Electric Motors Franklin Electric Electric Motors Franklin Electric
Serie TO404220220 1121007410 W0708022325 1121007410
Tipo Eléctrico Eléctrico Eléctrico Eléctrico
HP 4-Jan 1/2 1/4 1/2
Rpm 1725 1725 1725 1725
Voltaje 115/230 115/230 115/230 115/230
Amperaje 5/2.5 x 5/2.5 x ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: ESTACIÓN PICHINCHA
Los químicos se inyectan previo al sistema de separación primaria (salida del
múltiple de producción), en la línea de agua a la salida del tanque de lavado y en
el sistema de reinyección de agua, (observar Fotografías 1.22 y 1.23).

87
Las ratas de inyección promedias diarias de los químicos que proporciona la
empresa CHAMPION TECHNOLOGY ECUADOR S.A. a Diciembre del 2008 se
visualizan en la siguiente tabla:
TABLA 2.19: QUÍMICOS DE INYECCIÓN
QUÍMICO LUGAR DE INYECCIÓN gal/día
Demulsificante JXZ1704 Salida del Manifold 10
Antiparafínico JDN92 Salida del Manifold 10
Antiescala MX-302 Salida de agua del wash tank 5.2
Anticorrosivo Proterquim 1176 Antes de bombas booster de R.Y.A. 7.4
Biocida BAC-91 Entrada al pulmón de bombas REDA 9.9
Surfactante Deterquim 273 Pulmón de bombas REDA 3.1
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: ESTACIÓN PICHINCHA
2.2.9 SISTEMA DE RECUPERACIÓN DE CONDENSADOS
Este sistema está constituido por equipos denominados Scrubbers, que son
separadores bifásicos del tipo vertical diseñados para separar la fracción líquida
del flujo de gas.
El gas proveniente de los separadores de producción (S-01/S-02/S-03) ingresa al
scrubber “SCB-01” por una línea de flujo de 6in. El gas es evacuado por la parte
superior a través de una línea de 6in hacia el segundo scrubber “SCB-02” y luego
hacia el tercero “SCB-03” consecutivamente, finalmente es direccionado a través
de una línea de 10in al sistema de compresión de gas, (ver Fotografía 1.8).
Los líquidos recolectados son drenados en cada scrubber por medio de una
válvula de control y un controlador de nivel, a través de una línea de 2in.

88
En el caso de que el flujo de gas no se envíe al sistema de compresión de gas
existe un by-pass hacia los mecheros “M-01 y M-02”, en este trayecto están
instalados: el medidor de flujo “MF-101” y los scrubbers “SCB-06”, “SCB-07” y
“SCB-08” conectados en serie, (ver Fotografía 1.9).
Los scrubbers “SCB-01”, “SCB-02” y “SCB-03” poseen una capacidad semejante,
al igual que los “SCB-06”, “SCB-07” y “SCB-08”, cuyas dimensiones son:
TABLA 2.20: DIMENSIONES DE SCRUBBERS
SCRUBBER
CAPACIDAD NOMINAL
ALTURA
DIÁMETRO
(bls) (ft) (ft)
SCB-01 13 17 2.5
SCB-02 10 17 2
SCB-03 10 17 2
SCB-06 8 9 2.5
SCB-07 4 7 2
SCB-08 2 6 1.6
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: ESTACIÓN PICHINCHA
2.2.10 SISTEMA DE COMPRESIÓN DE GAS
El gas natural proveniente del scrubber “SCB-03” llega al sistema de sistema de
compresión a una presión promedio de 20psig, la cual no es suficiente para
vencer las pérdidas de presión por fricción en el trayecto del gasoducto que llega
a la Estación Secoya, por tal razón existe la necesidad de incrementar la presión
del gas mediante compresión.
89
El sistema de compresión de gas dispone de dos unidades compresoras “CO-01”
y “CO-02” de dos etapas una en funcionamiento y otra en stand-by, dos
scrubbers: uno a la entrada “SCB-04” y otro a la salida del compresor “SCB-05”,
medidores de flujo MF-102/MF-103/MF-104, medidores de presión y temperatura
en cada etapa del compresor, (ver Fotografía 1.14).
2.2.10.1 Compresor
El gas proveniente del scrubber “SCB-04” ingresa a la etapa de compresión N°1,
en la cual se eleva la presión del flujo de gas en un ∆P=10psi. Al realizar este
trabajo mecánico aumenta la temperatura, de modo que el flujo de gas necesita
reducir la temperatura antes de pasar a la siguiente etapa. Por lo tanto el gas es
enfriado en el aero-enfriador “E-02”, accionado por la misma unidad compresora.
En la segunda etapa de compresión se eleva un mismo diferencial de presión que
la N°1 (∆P=10psi) al flujo de gas, para luego conducirlo al aero-enfriador “E-02"
reduciendo así su temperatura aproximadamente a 100°F, (ver Figura 2.12).
Los condensados generados durante el proceso de compresión son drenados en
cada etapa del compresor y a su salida en el scrubber “SCB-05”.

90
FIGURA 2.12: ESQUEMA OPERACIONAL DEL COMPRESOR
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: ESTACIÓN PICHINCHA
Las principales propiedades mecánicas de diseño de las dos unidades de
compresión se detallan a continuación:
TABLA 2.21: CARACTERÍSTICAS DEL COMPRESOR
COMPRESOR CO-01 CO-02
Marca Ajax Ajax
Serie 10193 10192
Modelo DPC-360 DPC-360
Pdiseño 500 500
MOTOR
Marca Ajax Ajax
Serie 83248 83488
HP 360 360
Rpm 250/400 250/400
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: ESTACIÓN PICHINCHA

91
2.2.10.2 Aero-enfriador
La función del aero-enfriador es reducir la temperatura del flujo de gas que ha
pasado el proceso de compresión en cada etapa. Cada unidad de compresión
posee un aero-enfriador el “AE-01” para el compresor “CO-01” y el “AE-02” para el
“CO-02”. Las características de diseño son semejantes y se aprecian en la tabla a
continuación:
TABLA 2.22: CARACTERÍSTICAS DEL AERO-ENFRIADOR
AERO-ENFRIADOR AE-01 AE-02
Año 1990 1990
Marca
AIR-X-CHANGERS
AIR-X-CHANGERS
Serie
9087162A
9087162B
Modelo 84 VV 84 VV
Pmáxima 400 psi a 350°F 400 psi a 350°F
Tmínima 50 °F a 400 psi 50 °F a 400 psi
Capacidad 978745 BTU/hr 978745 BTU/hr
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: ESTACIÓN PICHINCHA
2.2.10.3 Scrubbers
El gas proveniente del sistema de recuperación de condensado llega al scrubber
“SCB-04” a través de una línea de 10in. En este equipo se realiza una separación
más simplificada de los condensados de hidrocarburos y vapor de agua, antes del
ingreso al compresor “CO-02”. Por una línea de 10in ingresa al compresor para su
proceso.
En el proceso de compresión, es decir al elevar la presión del flujo de gas,
también se eleva la temperatura por lo que necesita un sistema de enfriamiento.
Claro, está que durante estos cambios de temperatura se genere la condensación
de ciertas fracciones de gas, por lo que es necesario un equipo de recolección de
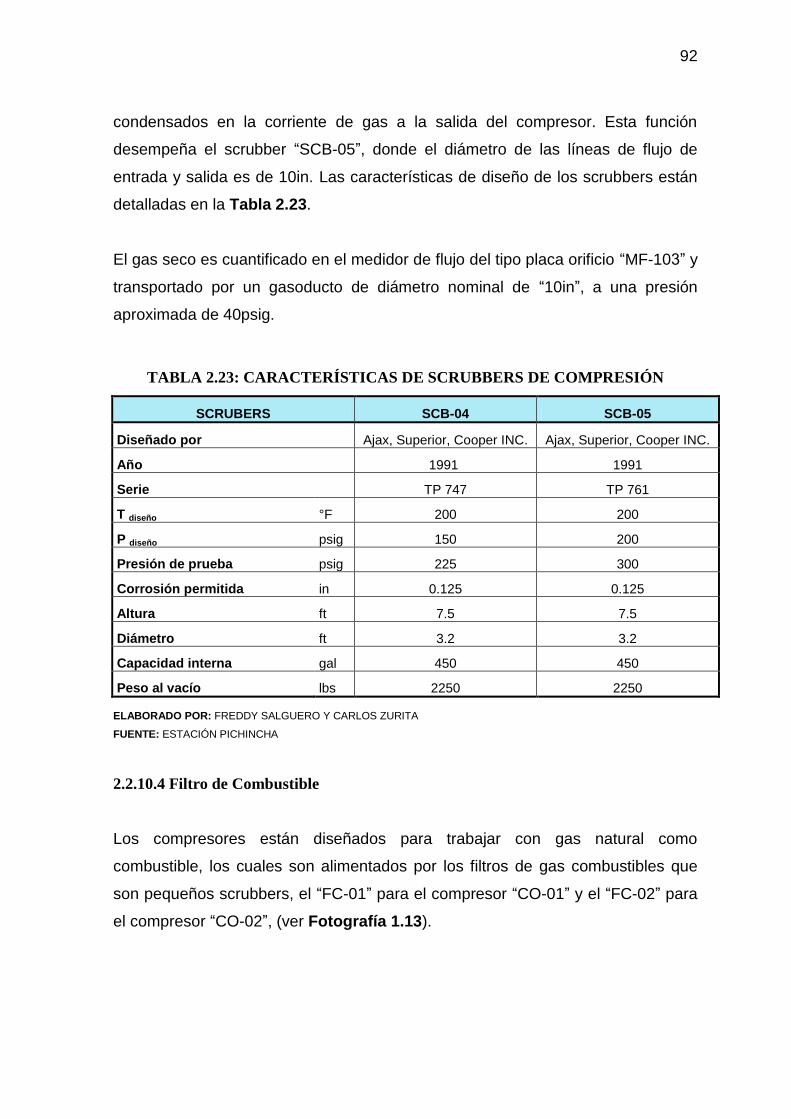
92
condensados en la corriente de gas a la salida del compresor. Esta función
desempeña el scrubber “SCB-05”, donde el diámetro de las líneas de flujo de
entrada y salida es de 10in. Las características de diseño de los scrubbers están
detalladas en la Tabla 2.23.
El gas seco es cuantificado en el medidor de flujo del tipo placa orificio “MF-103” y
transportado por un gasoducto de diámetro nominal de “10in”, a una presión
aproximada de 40psig.
TABLA 2.23: CARACTERÍSTICAS DE SCRUBBERS DE COMPRESIÓN
SCRUBERS SCB-04 SCB-05
Diseñado por Ajax, Superior, Cooper INC. Ajax, Superior, Cooper INC.
Año 1991 1991
Serie TP 747 TP 761
T diseño °F 200 200
P diseño psig 150 200
Presión de prueba psig 225 300
Corrosión permitida in 0.125 0.125
Altura ft 7.5 7.5
Diámetro ft 3.2 3.2
Capacidad interna gal 450 450
Peso al vacío lbs 2250 2250 ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: ESTACIÓN PICHINCHA
2.2.10.4 Filtro de Combustible
Los compresores están diseñados para trabajar con gas natural como
combustible, los cuales son alimentados por los filtros de gas combustibles que
son pequeños scrubbers, el “FC-01” para el compresor “CO-01” y el “FC-02” para
el compresor “CO-02”, (ver Fotografía 1.13).

93
El filtro “FC-02” toma el gas de la línea de flujo a la salida del compresor
“CO-02”, en éste se drenan los condensados de hidrocarburo y vapor de agua,
mientras que el gas seco se re-direcciona al motor del compresor.
Las características de los filtros: FC-01 y FC-02 son:
TABLA 2.24: CARACTERÍSTICAS DE FILTROS DE COMBUSTIBLE
FILTRO DE COMBUSTIBLE FC-01 FC-02
Año de construcción 1991 1991
Marca Howard Welding Howard Welding
Serie 931 930
Máxima Presión 275psi @ 100ºF 275psi @ 100ºF ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: ESTACIÓN PICHINCHA
2.2.11 SISTEMA CONTRA INCENDIOS
En la Estación Pichincha el sistema contra incendios consta de los siguientes
equipos:
2.2.11.1 Tanque de Agua
Es del tipo empernado, en donde se almacena el agua que se succiona desde
una fuente de agua natural cercana a la estación. Posee una capacidad de
2500bls, para una altura de 25ft y un diámetro de 27ft. La función del talque de
agua “TSC-001” es proporcionar continuamente de agua al sistema contra
incendios.

94
2.2.11.2 Sistema de Bombeo
Consta de dos bombas, una accionada eléctricamente “BSC-002” y la “BSC-001”
a combustión interna en caso de fallas eléctricas. Las características de éstas
determinan la capacidad de bombeo que tiene este sistema:
TABLA 2.25: CARACTERÍSTICAS DE BOMBAS CONTRA INCENDIOS
BOMBA BSC-001 BSC-002
Marca Aurora Aurora
Serie 87-66526 87-66527
Modelo 5-481-11B 5-481-11C
Tipo Centrífuga Centrífuga
GPM 1000 1000
MOTOR
Marca Clarke GM Diesel INC. General Electric
Modelo DDFP 08GT4371 5k405AL1180
Serie 8G-189074 8271015
Tipo Combustión Interna Eléctrico
HP 195 150
Rpm 3300 3560
Voltaje x 460 V
Amperaje x 173
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: ESTACIÓN PICHINCHA
2.2.11.3 Tanque de Espuma
Es el equipo donde se mezcla el agente espumante y el agua a cierta presión. El
tanque de espuma en este sistema posee una capacidad de 1000gal, el mismo
que está diseñado para soportar una presión máxima de trabajo de 650psi.

95
2.2.11.4 Redes de Tubería
La distribución de las redes de tubería tanto de agua como de espuma está
representada en diagrama del sistema contra incendios del Anexo 4 (PFD 4.2-
Anexo 4).
2.2.11.5 Sistema de Detección Neumático
Se encuentra ubicado en los tanques de lavado y reposo y en el sistema de
compresión de gas. El sistema de detección neumático utiliza bulbos presurizados
para la detección de indicios de un incendio, una vez detectado se activa la
alarma ubicada en el sistema contra incendios para dar aviso al personal.
2.2.11.6 Monitores
Existen dos tipos de monitores en la Estación Pichincha, los de agua y los de
espuma, ambos se encuentran ubicados alrededor del tanque de lavado y de
reposo, (ver PFD 4.2). Observar la Fotografía 1.16.
2.2.11.7 Sistema de Dispersión
Consiste de una serie de boquillas conectadas a una tubería alimentada de agua.
Se ubican en la parte superior de cada compresor, en el caso de alarma de
incendio se activan y dispersan de forma continua el agua, (ver Fotografía 1.17).
2.2.11.8 Accesorios
Además de los elementos anteriores, el sistema contra incendios también consta
de boquillas de agua, mangueras, extintores de fuego. Se ubican
estratégicamente para una acción inmediata, (ver PFD 4.2).

96
A continuación se detalla la ubicación y la cantidad de accesorios del sistema
contra incendios:
TABLA 2.26: ACCESORIOS DEL SISTEMA CONTRA INCENDIOS
UBICACIÓN MATERIAL CANTIDAD
Tanques
Lanzadores de espuma 6
Lanzadores de agua 6
Captación de Gas
Lanzadores de agua 2
Extintores de fuego 4
Sistema de Rociadores 2
Gas Lift
Extintores de fuego 2
Laboratorio
Extintor 1
Fire Blanket 1
Oficina del Operador
Mangueras de 3" 2
Boquillas 1
Separadores
Extintor 1
S. C. I.
Mangueras de 3" 4
Extintor 1
Transferencia
Extintor 1
R. Y. A.
Extintor 1
Garita
Extintor 1
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA FUENTE: ESTACIÓN PICHINCHA
2.2.12 SISTEMA DE GENERACIÓN ELÉCTRICA
El sistema de generación tiene la finalidad de proporcionar la energía eléctrica
necesaria para poner en funcionamiento los equipos eléctricos de la facilidad de
producción en el caso de que el sistema interconectado no funcione.
La energía requerida es proporcionada por dos fuentes: El Sistema
Interconectado de Electricidad (SEIP) y/o un generador, (ver Fotografías 1.20 y
1.21).

97
Actualmente la demanda diaria en los campos de Petroproducción rodea los
36MW; presentando un déficit de 17.4MW, el cual se lo cubre con el alquiler de
generación cuyo costo está en el orden de 0.15 a 0.18USD/KWh.
En los sub-campos del Campo Libertador se consume alrededor de 13987KW en
las horas pico. Este es abastecido en un 78.5% (10993KW) por Petroproducción y
el 21.5% (2980KW) es comprado a la empresa Ecuapet.
En la Estación Pichincha existe un generador a diesel marca Caterpillar cuyas
características se detallan en la siguiente tabla:
TABLA 2.27: CARACTERÍSTICAS DEL GENERADOR
GENERADOR
Marca CATERPILLAR INC.
Serie 6DA02734
Modelo SR4
KW 411
MOTOR
Marca CATERPILLAR INC.
Serie 78Z03911
Modelo 3408B
Tipo Combustión Interna
HP 551
Rpm 1800
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: ESTACIÓN PICHINCHA

98
2.2.13 SISTEMA DE AIRE DE INSTRUMENTOS
En la facilidad de producción existen válvulas automáticas, que controlan el nivel
de fluido y la presión en los equipos. La fuerza que se requiere para accionar una
válvula de control es proporcionada por un actuador neumático. Para aplicaciones
pequeñas o medianas se les transmite una señal neumática en el orden de 3 a
15psi a través de aire comprimido en un compresor.
En cada separador existe un controlador de nivel a la salida del líquido y un
controlador de presión en la salida de gas, contabilizando un total de 6
controladores, mientras que en los scrubbers se encuentran instalados un total
de 10 controladores.
El compresor de aire “CA-100” toma el aire del medio ambiente y lo comprime
hasta 40psi. El aire se almacena en el tanque horizontal del compresor “TCA-100”
de capacidad de 1600gal (ver Fotografía 1.24), desde donde es transportado a
un tanque adicional “TCA-200” de capacidad de 800gal. Luego es distribuido a
todas las válvulas de control. Las características del compresor de aire “CA-100”
se detallan a continuación:
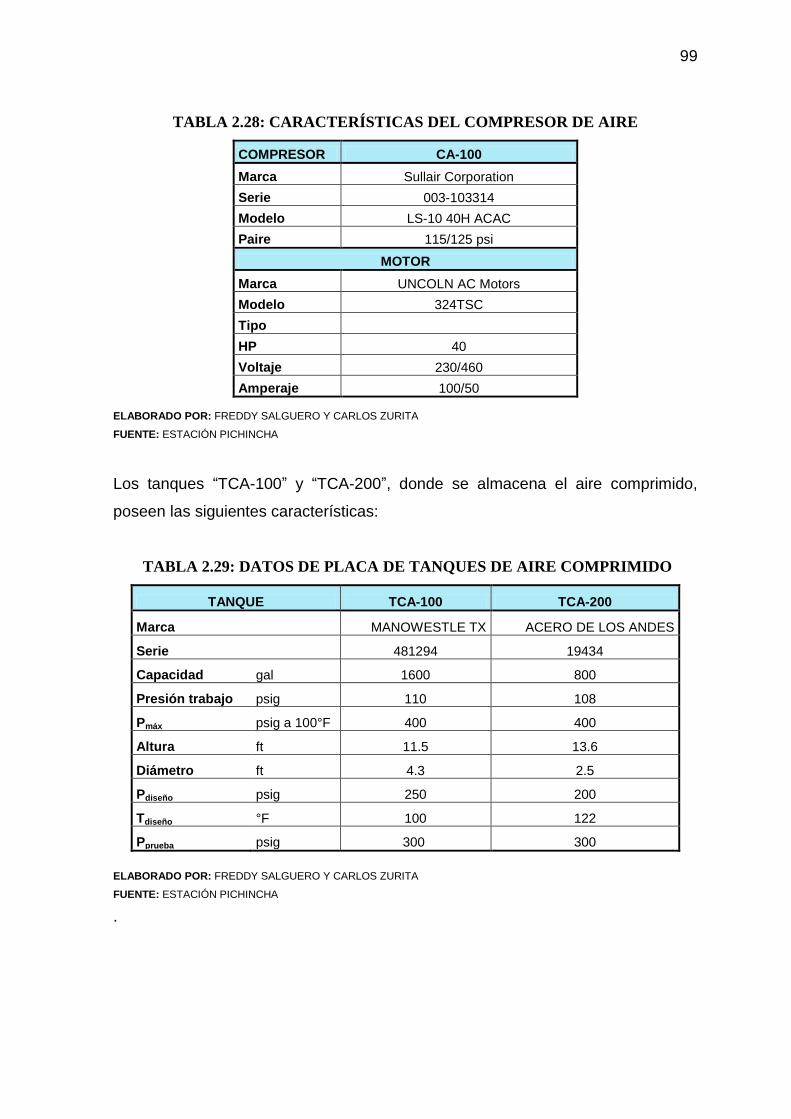
99
TABLA 2.28: CARACTERÍSTICAS DEL COMPRESOR DE AIRE
COMPRESOR CA-100
Marca Sullair Corporation
Serie 003-103314
Modelo LS-10 40H ACAC
Paire 115/125 psi
MOTOR
Marca UNCOLN AC Motors
Modelo 324TSC
Tipo
HP 40
Voltaje 230/460
Amperaje 100/50
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: ESTACIÓN PICHINCHA
Los tanques “TCA-100” y “TCA-200”, donde se almacena el aire comprimido,
poseen las siguientes características:
TABLA 2.29: DATOS DE PLACA DE TANQUES DE AIRE COMPRIMIDO
TANQUE TCA-100 TCA-200
Marca MANOWESTLE TX ACERO DE LOS ANDES
Serie 481294 19434
Capacidad gal 1600 800
Presión trabajo psig 110 108
Pmáx psig a 100°F 400 400
Altura ft 11.5 13.6
Diámetro ft 4.3 2.5
Pdiseño psig 250 200
Tdiseño °F 100 122
Pprueba psig 300 300
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: ESTACIÓN PICHINCHA
.
100
2.2.14 SUMIDEROS
Considerados como sistemas de almacenamiento de aguas contaminadas, las
que provenien del proceso de tratamiento y de las aguas de lluvia.
Existen 3 sumideros en la Estación Pichincha:
Sumidero de agua lluvia (Piscina).
De scrubbers, separadores, toma muestras y desperdicios químicos que
está direccionado al tanque de lavado.
El sumidero de laboratorio donde concurren la mezcla de fluidos que se
usan en las pruebas de laboratorio.
El sumidero que está direccionado al tanque de lavado (T-01) posee una bomba
de recirculación cuyas características se encuentran detalladas en la Tabla 2.30,
mientras que el fluido de los otros sumideros es transportado por camiones
bomba a las piscinas de tratamiento de la Estación Secoya.

101
TABLA 2.30: CARACTERÍSTICAS DE LA BOMBA SUMIDERO
BOMBA SUMIDERO
Marca Aurora Pumps
Modelo 531ABR
Serie 051291632-1
GPM 100
Tipo Centrífuga
MOTOR
Marca Marathon Electric
Modelo CM184TTGS7049DUL
Tipo Eléctrico
HP 5
Rpm 1735
Voltaje 230/460
Amperaje 13.2/6.6
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: ESTACIÓN PICHINCHA
El PFD 4.1 del Anexo 4 representa en detalle las Facilidades de Producción de la
Estación Pichincha, para una mejor comprensión de lo descrito en la Sección 2.2
de este capítulo.

102
2.3 DESCRIPCIÓN DE LOS PROCESOS DE PRODUCCIÓN DE
LA ESTACIÓN PICHINCHA
La Estación de Producción Pichincha consta en la actualidad de un múltiple
(manifold), tres separadores bifásicos de producción (S-01/S-02/S-03), un
separador bifásico de prueba (SP-01), una bota desgasificadora (BO-01), un
tanque de lavado (T-01), un tanque de surgencia (T-02), un sistema de
transferencia de crudo, un sistema de reinyección de agua de formación y un
sistema de compresión de gas.
El crudo procesado se transfiere a los tanques de almacenamiento, mientras que
el gas comprimido se envía al Sistema de Gas Lift, ambos a la Estación Central
Sucumbíos.
El volumen total de la producción de agua de formación se reinyecta a los pozos
por medio de bombas de alta presión previo a un tratamiento químico.
La mayoría de gas proveniente de los separadores se conduce al sistema de
compresión de gas y una pequeña fracción se quema en el mechero o tea de alta
presión (M-02).
La filosofía de operación consiste de una serie de procesos secuenciales e
independientes: proceso de recolección y separación primaria, proceso de
separación secundaria, almacenamiento, transferencia, recuperación de
condensado, captación de gas y reinyección de agua de formación.
2.3.1 PROCESO DE ENTRADA Y SEPARACIÓN PRIMARIA
La producción de los pozos PICH 02, PICH 05, PICH 07, PICH 08, PICH 09,
PICH 10, PICH 13D y PICH 14D pertenecientes al Campo Pichincha y los pozos
SCY 11, SCY 18, SCY 21, SCY 24, SCY 29, SCY 30 y SCY 31 pertenecientes al
Campo Secoya se recolecta en la Estación Pichincha en el manifold,
103
(ver Forecast de Producción: Anexo3.6). Ésta se cuantifica en una rata promedio
diaria de: 3834BPPD, 8663BAPD y 890.1MPCED de petróleo, agua y gas
respectivamente.
De acuerdo a las mediciones1 el fluido multifásico de entrada posee una
temperatura máxima de 171°F y una mínima de 83°F, mientras que su presión de
entrada varía en un rango de 22psig - 32psig, con un promedio de 108°F y
28.4psig respectivamente.
Luego de la recolección, la producción es llevada al sistema de separación
primaria constituido por tres separadores bifásicos de producción: S-01, S-02 y
S-03 y un separador bifásico de prueba SP-01. En el separador de prueba se
cuantifica la producción de líquido (agua+petróleo+emulsión) y gas de un solo
pozo. En los separadores de producción se da tratamiento a la producción de los
15 pozos que arriban al manifold, cada uno en proporciones iguales, es decir
1278BPPD, 2888 BAPD y 298MPCED, aproximadamente.
En el trayecto manifold – separadores se realiza la inyección de dos químicos:
Demulsificante “JXZ 1704” y “Antiparafínico JDN 92” a una rata de 10gal/día cada
uno.
Los datos de presión que se registran en los manómetros del manifold y las
temperaturas resultado de las mediciones, se detallan en la siguiente tabla:
1 Mediciones realizadas en la Estación Pichincha, con medidor infrarrojo de temperatura, al 16 de Diciembre
del 2008
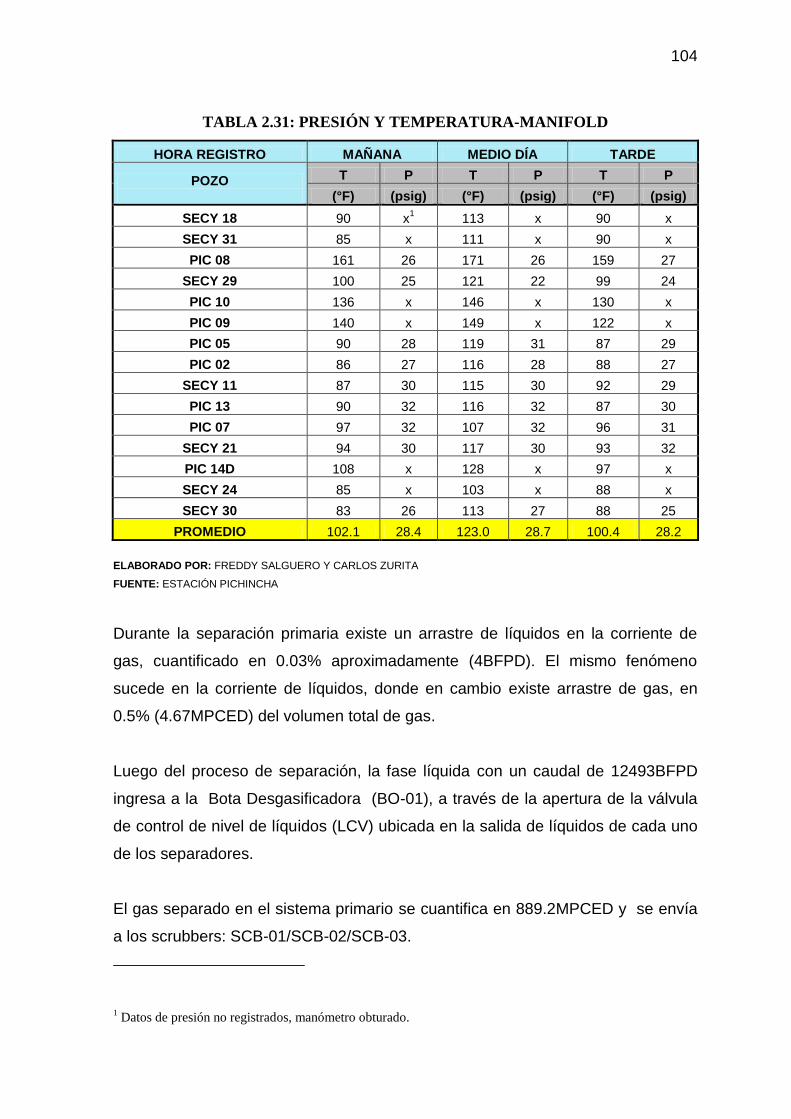
104
TABLA 2.31: PRESIÓN Y TEMPERATURA-MANIFOLD
HORA REGISTRO MAÑANA MEDIO DÍA TARDE
POZO
T P T P T P
(°F) (psig) (°F) (psig) (°F) (psig)
SECY 18 90 x1 113 x 90 x
SECY 31 85 x 111 x 90 x
PIC 08 161 26 171 26 159 27
SECY 29 100 25 121 22 99 24
PIC 10 136 x 146 x 130 x
PIC 09 140 x 149 x 122 x
PIC 05 90 28 119 31 87 29
PIC 02 86 27 116 28 88 27
SECY 11 87 30 115 30 92 29
PIC 13 90 32 116 32 87 30
PIC 07 97 32 107 32 96 31
SECY 21 94 30 117 30 93 32
PIC 14D 108 x 128 x 97 x
SECY 24 85 x 103 x 88 x
SECY 30 83 26 113 27 88 25
PROMEDIO 102.1 28.4 123.0 28.7 100.4 28.2
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: ESTACIÓN PICHINCHA
Durante la separación primaria existe un arrastre de líquidos en la corriente de
gas, cuantificado en 0.03% aproximadamente (4BFPD). El mismo fenómeno
sucede en la corriente de líquidos, donde en cambio existe arrastre de gas, en
0.5% (4.67MPCED) del volumen total de gas.
Luego del proceso de separación, la fase líquida con un caudal de 12493BFPD
ingresa a la Bota Desgasificadora (BO-01), a través de la apertura de la válvula
de control de nivel de líquidos (LCV) ubicada en la salida de líquidos de cada uno
de los separadores.
El gas separado en el sistema primario se cuantifica en 889.2MPCED y se envía
a los scrubbers: SCB-01/SCB-02/SCB-03.
1 Datos de presión no registrados, manómetro obturado.

105
En la Tabla 2.32 se describe las variables de temperatura y presión en los
separadores bifásicos:
TABLA 2.32: DATOS DE PRESIÓN Y TEMPERATURA DE LOS SEPARADORES
EQUIPO
Pentrada Tentrada Ptrabajo Ttrabajo Tgas Tlíquido
(psig) (°F) (psig) (°F) (°F) (°F)
Ma
ñana
SP-01 28 104 25 x 106 104
S-03 x 106 26 x 105 106
S-02 x 110 22 122 109 102
S-01 x 107 25 124 105 104
Me
dio
día
SP-01 30 115 27 x 113 112
S-03 x 117 26 x 116 115
S-02 x 120 23.5 141 120 119
S-01 x 116 28 140 115 113
Ta
rde
SP-01 27 106 24 x 104 99
S-03 x 104 26 x 102 101
S-02 x 100 22.5 115 100 100
S-01 x 103 25 126 99 102
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: ESTACIÓN PICHINCHA
2.3.2 PROCESO DE SEPARACIÓN SECUNDARIA
La fase líquida cuantificada en 12493BFPD proveniente del sistema de
separación primaria ingresa a la bota desgasificadora (BO-01) a una presión de
23psi y a una temperatura de 108°F.
En la bota desgasificadora el gas en solución remanente que se encuentra en la
fase líquida es separado, aproximadamente 14MPCED. Éste se conduce al
mechero o tea de baja presión (M-01), a una presión de 2psi (máxima) y a una
temperatura aproximada de 106ºF; mientras que el líquido es evacuado hacia el
tanque de lavado (T-01) en un caudal de 12488BFPD, a una presión de 15psi y a
una temperatura de 108°F para continuar con su proceso de separación.

106
El líquido proveniente de la bota desgasificadora (BO-01) se acumula en el tanque
de lavado (T-01), en donde por decantación se separa el agua del petróleo a una
temperatura promedio de 108°F.
El gas es venteado en los mecheros M-03 y M-04, a una presión máxima de 2psi
y a una temperatura de 106ºF. Ocho pies del tanque de lavado se mantiene con
agua para el lavado del petróleo (colchón de agua). La fracción restante de agua
separada: 8665BAPD con un arrastre de 15ppm de crudo se descarga hacia el
sistema de reinyección a 108°F y 12psi.
Finalmente 3825BPPD, con un corte de agua de 1% (máximo), a 108°F y 12psi,
se descarga hacia el tanque de reposo (T-02) para su almacenamiento.
2.3.3 PROCESO DE ALMACENAMIENTO
El crudo proveniente del tanque de lavado (T-01) ingresa al tanque de surgencia
o reposo (T-02) a una temperatura aproximada de 108°F y a una presión de
12psig.
En este recipiente ocurre un segundo proceso de separación, obteniéndose
cantidades adicionales de agua y gas. El flujo de gas con un caudal de
5.59MPCED, se ventea en los mecheros M-03 y M-04. El agua separada
30.94BAPD, se re-circula hacia el tanque de la lavado (T-01).
El crudo: 3822BPPD, con un BSW del 0.2%, es evacuado del tanque de reposo a
una temperatura de 107°F y a una presión de 8psig hacia la bomba booster (B-01)
del sistema de transferencia.

107
Las mediciones de temperatura en el proceso de separación secundaria y
almacenamiento, se listan en la siguiente tabla:
TABLA 2.33: DATOS DE PRESIÓN Y TEMPERATURA: B-01, T-01 Y T-02
EQUIPO
Tentrada Tsalida-crudo Tsalida-Gas Tsalida-agua
( °F ) ( °F ) ( °F ) ( °F )
Ma
ñana BO-01 107 108 105 -
T-01 107 108 106 107
T-02 106 106 106 109
Me
dio
día
BO-01 110 110 110 -
T-01 111 110 111 111
T-02 110 112 110 112
Ta
rde BO-01 103 103 104 -
T-01 102 102 103 100
T-02 103 106 103 105 ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: ESTACIÓN PICHINCHA
2.3.4 PROCESO DE TRANSFERENCIA
El caudal de petróleo (3822BPPD con BSW del 0.2%) proveniente del tanque de
reposo (T-02) ingresa a la bomba booster (B-01) a 8psi y 107°F, para incrementar
su presión hasta los 50psig, que es la presión de succión adecuada para la
bomba de transferencia (B-02). En el trayecto entre B-01 y B-02 se encuentra el
medidor de flujo MF-100, donde se cuantifica el caudal de petróleo.
Luego, el petróleo pasa a la etapa de transferencia de energía, donde ingresa a la
bomba (B-02) con una presión de 50psig, para salir a una presión de 350psig y
a una temperatura de 109°F con destino al tanque de oleoducto de la Estación
Sucumbíos.

108
Las presiones registradas y las temperaturas medidas, en el sistema de
transferencia son:
TABLA 2.34: PRESIÓN Y TEMPERATURA DEL PROCESO DE
TRANSFERENCIA
EQUIPO
Tentrada Tsalida Pentrada Psalida
(°F) (°F) (psig) (psig)
Ma
ñan
a
B-01 103 x 103 50
B-02 104 49 105 350
Me
dio
día
B-01 110 x 111 50
B-02 111 48 112 340
Ta
rde
B-01 105 x 107 50
B-02 107 49 107 340
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: ESTACIÓN PICHINCHA
2.3.5 PROCESO DE REINYECCIÓN AGUA
El agua de formación proveniente del tanque de lavado (T-01) en un caudal
8665BAPD con un contenido de 15ppm de crudo aproximadamente, recibe un
tratamiento químico con la inyección de: Antiescala “MX-302” e Inhibidor de
Corrosión “PROTERQUIM 1176” a una rata de 5.2 y 7.4gal/día, respectivamente.
Posteriormente al agua se la recibe en la bomba booster B-05 a una presión de
12psig y a una temperatura de 107°F. Ésta permite alcanzar una presión de
110psig, la cual es necesaria en la succión de la bomba de inyección para evitar
cavitación.
En el trayecto de la bomba booster y la bomba de inyección, el caudal de agua se
contabiliza en un medidor de flujo tipo turbina MF-105 y recibe un tratamiento
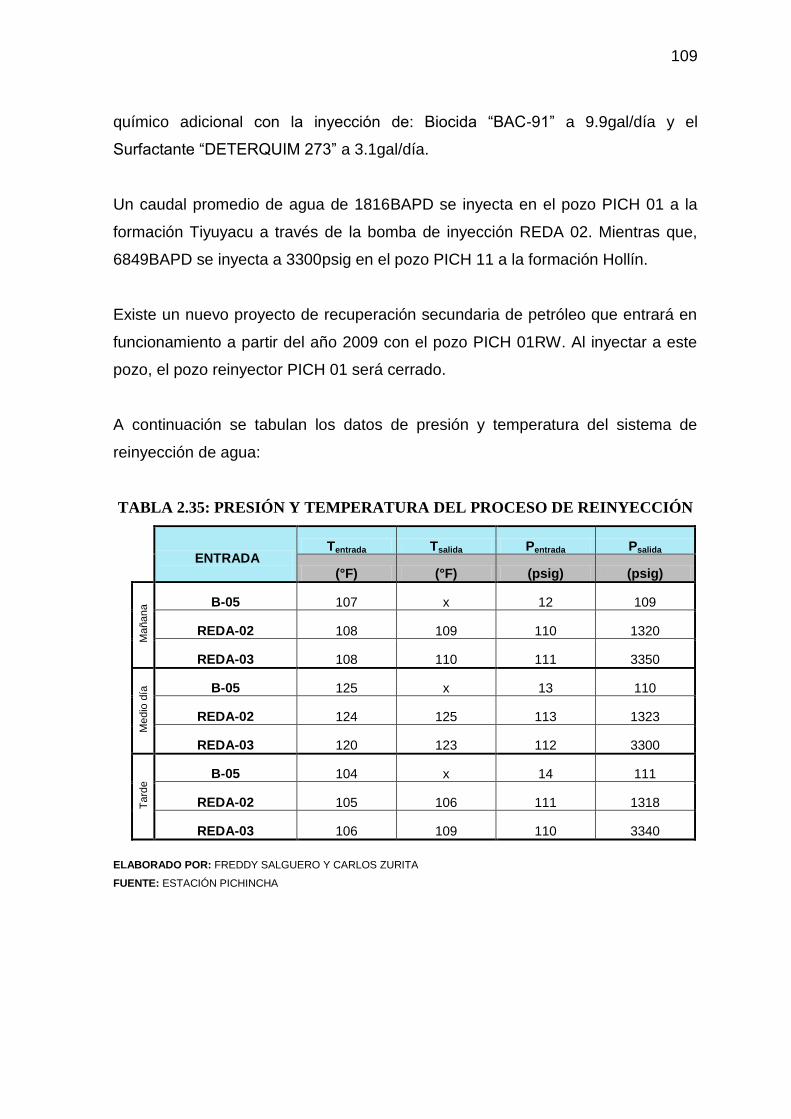
109
químico adicional con la inyección de: Biocida “BAC-91” a 9.9gal/día y el
Surfactante “DETERQUIM 273” a 3.1gal/día.
Un caudal promedio de agua de 1816BAPD se inyecta en el pozo PICH 01 a la
formación Tiyuyacu a través de la bomba de inyección REDA 02. Mientras que,
6849BAPD se inyecta a 3300psig en el pozo PICH 11 a la formación Hollín.
Existe un nuevo proyecto de recuperación secundaria de petróleo que entrará en
funcionamiento a partir del año 2009 con el pozo PICH 01RW. Al inyectar a este
pozo, el pozo reinyector PICH 01 será cerrado.
A continuación se tabulan los datos de presión y temperatura del sistema de
reinyección de agua:
TABLA 2.35: PRESIÓN Y TEMPERATURA DEL PROCESO DE REINYECCIÓN
ENTRADA
Tentrada Tsalida Pentrada Psalida
(°F) (°F) (psig) (psig)
Ma
ñana B-05 107 x 12 109
REDA-02 108 109 110 1320
REDA-03 108 110 111 3350
Me
dio
día
B-05 125 x 13 110
REDA-02 124 125 113 1323
REDA-03 120 123 112 3300
Ta
rde B-05 104 x 14 111
REDA-02 105 106 111 1318
REDA-03 106 109 110 3340
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: ESTACIÓN PICHINCHA

110
2.3.6 PROCESO DE RECUPERACIÓN DE CONDENSADO
El gas separado en el sistema de separación primaria se cuantifica en
889.2MPCED y se envía a los scrubbers: SCB-01/SCB-02/SCB-03 para drenar
los líquidos (1.58BFPD), desde donde 819MPCED se direcciona al sistema de
compresión de gas y 71MPCED se quema en el mechero o tea de alta presión M-
02.
Hay que destacar que generalmente el gas combustible para el mechero M-02 es
proporcionado por el scrubber SCB-03, sin embargo existe la opción de que sea
surtido por los scrubbers SCB-06/SCB-07/SCB-08 cuando todo el gas se quema,
es decir cuando no se envía gas al sistema de compresión. Las condiciones de
operación se muestran en la Tabla 2.36.
2.3.7 PROCESO DE COMPRESIÓN DE GAS
El gas proveniente del sistema de recuperación de condensados: 819MPCSD
ingresa al sistema de compresión de gas, pasando primero por el scrubber de
succión SCB-04, a una presión de 23psig y una temperatura de 106°F. En el
scrubber SCB-04 se drena los líquidos que alcanzan 0.32BAPD.
A diciembre del 2008 el compresor CO-01 no está en funcionamiento por causas
de reparación, por lo que el gas que ingresa es comprimido en el compresor CO-
02.
El compresor CO-02 es de dos etapas, a la primera etapa el gas ingresa a una
temperatura y presión de: 105°F y 23psig, para obtener una temperatura y
presión final de: 129°F y 31psig. Previo a la segunda etapa ocurren dos procesos:
el flujo de gas pasa a través del aero-enfriador AE-02 para reducir la temperatura
a 104°F y los condensados que conforman 0.64BAPD se drenan en un scrubber.
La segunda etapa consiste en el mismo procedimiento que la anterior, se realiza
la compresión del gas y luego se enfría a 101° F en el mismo aero-enfriador
(AE-02).

111
La presión de descarga del compresor es de alrededor de 40psig, con ésta y a
una temperatura de 10°F el flujo de gas contabilizado en el medidor de flujo
MF-102 ingresa al scrubber de descarga SCB-05. En el scrubber de descarga se
drenan los condensados a un caudal aproximado de 0.41BAPD.
Finalmente, el gas seco es cuantificado nuevamente en el medidor de flujo tipo
placa orificio MF-103 (567.2MPCED) y se lo transfiere al Sistema de Gas Lift de la
Estación Secoya.
El gas que se utiliza como combustible del compresor C0-02, se lo capta de la
línea de descarga de éste, en un volumen estimado del 30% del gas comprimido,
es decir 243MPCED. Antes de llegar al motor, al gas se lo drena de los
condensados en el filtro FC-02, para evitar posteriores daños.
Los datos de presión registrados y las temperaturas en este sistema se visualizan
en la Tabla 2.36:
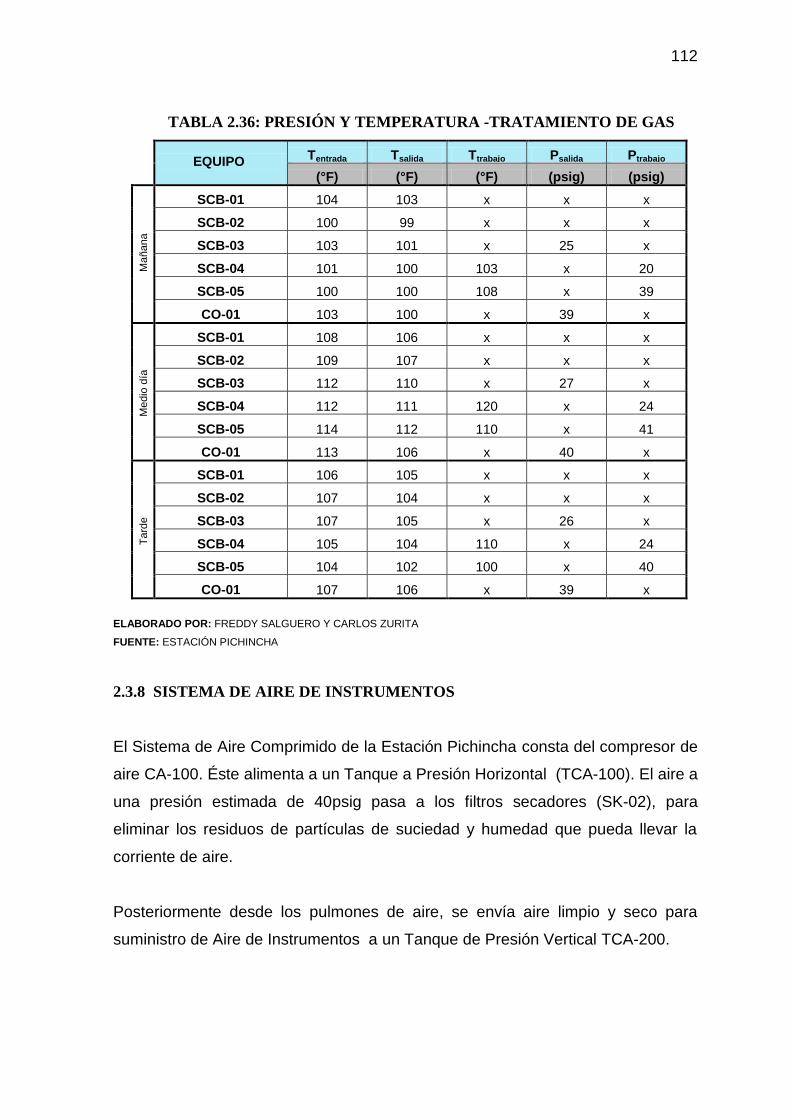
112
TABLA 2.36: PRESIÓN Y TEMPERATURA -TRATAMIENTO DE GAS
EQUIPO
Tentrada Tsalida Ttrabajo Psalida Ptrabajo
(°F) (°F) (°F) (psig) (psig)
Ma
ñana
SCB-01 104 103 x x x
SCB-02 100 99 x x x
SCB-03 103 101 x 25 x
SCB-04 101 100 103 x 20
SCB-05 100 100 108 x 39
CO-01 103 100 x 39 x
Me
dio
día
SCB-01 108 106 x x x
SCB-02 109 107 x x x
SCB-03 112 110 x 27 x
SCB-04 112 111 120 x 24
SCB-05 114 112 110 x 41
CO-01 113 106 x 40 x
Ta
rde
SCB-01 106 105 x x x
SCB-02 107 104 x x x
SCB-03 107 105 x 26 x
SCB-04 105 104 110 x 24
SCB-05 104 102 100 x 40
CO-01 107 106 x 39 x
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: ESTACIÓN PICHINCHA
2.3.8 SISTEMA DE AIRE DE INSTRUMENTOS
El Sistema de Aire Comprimido de la Estación Pichincha consta del compresor de
aire CA-100. Éste alimenta a un Tanque a Presión Horizontal (TCA-100). El aire a
una presión estimada de 40psig pasa a los filtros secadores (SK-02), para
eliminar los residuos de partículas de suciedad y humedad que pueda llevar la
corriente de aire.
Posteriormente desde los pulmones de aire, se envía aire limpio y seco para
suministro de Aire de Instrumentos a un Tanque de Presión Vertical TCA-200.

113
2.3.9 BALANCE DE MATERIA Y ENERGÍA
El balance de materia y energía se sustenta en la Ley de la Conservación de la
Energía, la cual establece que “La energía no se crea ni se destruye solo se
transforma”.
El balance de materia y energía en un sistema se puede escribir de manera
general como:
+ - - =
El balance de materia y energía, del proceso de tratamiento del crudo y de
separación de condensados que se realiza en la Estación Pichincha se detalla en
la Tabla 2.37:
ENTRADA GENERACIÓN SALIDA CONSUMO ACUMULACIÓN

114
TABLA 2.37: BALANCE DE MATERIA Y ENERGÍA
CORRIENTE
P T GAS CRUDO AGUA
DESCRIPCIÓN (psig) (°F) (MMPCED) (BPPD) (BAPD)
1 28.4 107.5 0.890 3834 8663 Fluido de Entrada
2 28.4 107.5 0.889 1.578 0.079 Gas del Separador
3 28.4 107.5 0.001 3833 8663 Líquido del Separador
4 23.4 107.5 0.005 3831 8662 Entrada a la Bota
5 2.0 106.0 0.014 0.00 0.00 Gas de la Bota
6 15.0 107.5 0.000 3826 8662 Entrada a tanque lavado
7 2.0 106.3 0.003 0.00 0.00 Gas del tanque de lavado
8 12.0 107.5 0.000 3825 38.63 Crudo del tanque de lavado
9 12.0 107.5 0.000 0.13 8665 Agua del tanque de lavado
10 8.0 107.4 0.000 3822 7.659 Crudo del tanque de reposo
11 2.0 106.0 0.006 0.00 0.00 Gas del tanque de reposo
12 8.0 107.4 0.000 0.00 30.94 Agua del tanque de reposo
14 20.0 107.4 0.000 0.00 30.94 Agua de recirculación
16 50.0 107.5 0.000 3822 7.659 Salida de bomba booster
18 350.0 108.6 0.000 3822 7.656 Salida de bomba booster
20 26.4 106.5 0.890 1.567 0.019 Entrada a scrubber
21 26.4 106.5 0.890 0.039 0.00 Gas a scrubber
22 26.4 106.5 0.000 1.528 0.019 Líquido de scrubber
23 26.4 106.5 0.890 0.00 0.00 Gas de scrubber
24 26.4 106.5 0.000 0.039 0.00 Líquido de scrubber
25 26.4 106.5 0.890 0.00 0.00 Gas de scrubber
26 26.4 106.5 0.000 0.00 0.00 Líquido de scrubber
27 26.4 106.5 0.819 0.00 0.00 Gas a compresor
29 26.4 106.5 0.071 0.00 0.00 Gas a tea de alta
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: ESTACIÓN PICHINCHA
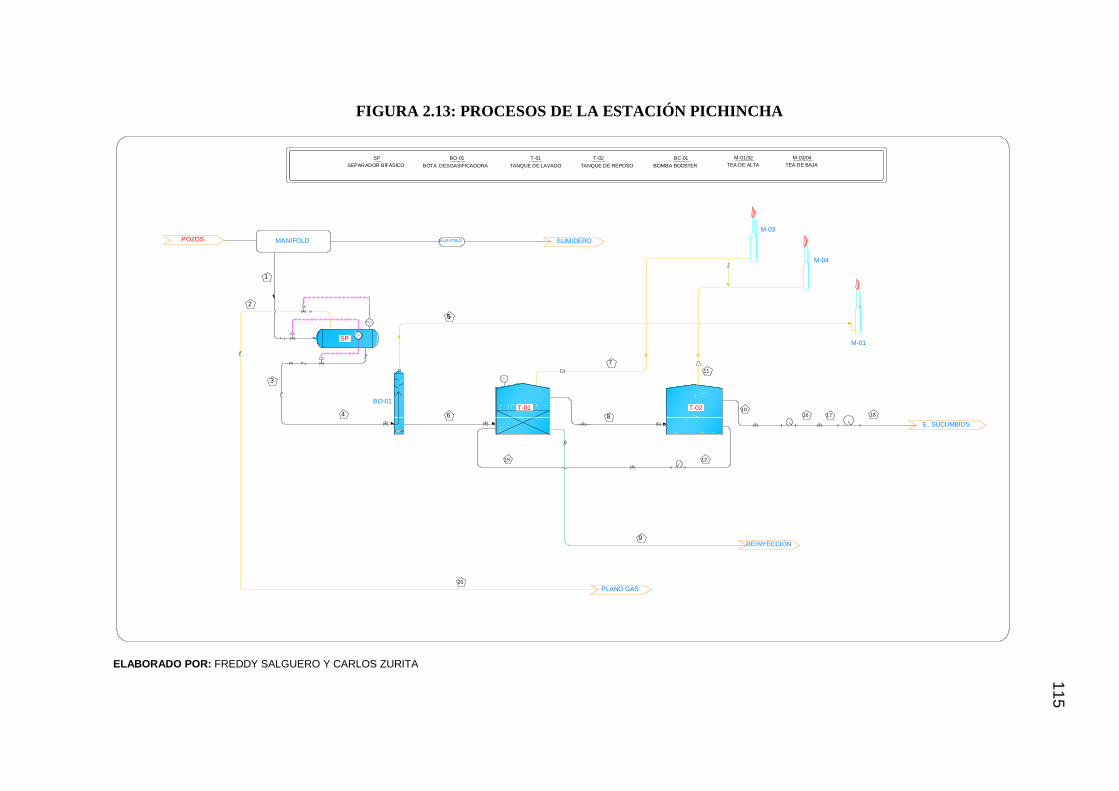
115
FIGURA 2.13: PROCESOS DE LA ESTACIÓN PICHINCHA
SP
BO-01T-02T-01
M-01
M-03
M-04
T-01
TANQUE DE LAVADO
T-02
TANQUE DE REPOSO
BC-01
BOMBA BOOSTER
M-01/02
TEA DE ALTA
REINYECCIÓN
PLANO GAS
E. SUCUMBÍOS
POZOS MANIFOLD
SP
SEPARADOR BIFÁSICO
BO-01
BOTA DESGASIFICADORA
M-03/04
TEA DE BAJA
LIC
PIC
LIC
MUESTREO SUMIDERO
2
5
1
3
4 6 8
7
9
5
15 12
1016 17 18
11
20
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
1
15

116
El proceso de compresión de gas presenta el siguiente balance de materia y
energía:
TABLA 2.38: BALANCE DE MATERIA Y ENERGÍA-COMPRESIÓN DE GAS
CORRIENTE
P T GAS CRUDO AGUA DESCRIPCIÓN
(psig) (°F) (MMPCED) (BPPD) (BAPD)
100 23.4 106.2 0.819 0.00 0.00 Entrada a Compresión
101 23.4 104.9 0.819 0.00 0.320 Entrada a scb. de entrada
102 23.4 104.9 0.819 0.00 0.00 Gas del scb. de entrada
103 23.4 104.9 0.819 0.00 0.00 Entrada al compresor
117 23.4 104.9 0.000 0.00 0.3204 Lìquidos del scb. entrada
104 31.0 128.8 0.819 0.00 0.00 Salida Etapa 01
105 31.0 103.6 0.815 0.00 0.648 Salida del aeroenfriador
106 31.0 103.6 0.815 0.00 0.00 Salida scrubber comp.
107 31.0 103.6 0.000 0.00 0.648 Líquido scrubber comp.
109 40.0 127.2 0.815 0.00 0.00 Salida Etapa 02
110 40.0 101.0 0.810 0.00 0.585 Salida del aeroenfriador
111 40.0 101.0 0.567 0.00 0.409 Gas a scb.r de salida
112 40.0 101.0 0.243 0.00 0.175 Combustible
113 40.0 101.0 0.567 0.00 0.00 Gas a Secoya
114 40.0 101.0 0.000 0.00 0.409 Líquido de scb. de salida
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: ESTACIÓN PICHINCHA

117
FIGURA 2.14: PROCESOS DE COMPRESIÓN DE GAS
TRATAMIENTO DE GAS
GAS LIFT -SECOYA
COMBUSTIBLE COMPRESOR
SCB-01
SCB-02
SCB-03
SCB-04
SCB-05
ETAPA 2
ETAPA 1
SCB-06
TEA DE ALTA
EQU IPO DESCRIPCIÓN
SCB-01
SCB-02
SCB-03
SCB-04
SCB-05
SCB-06
SCB-07
SCB-08
CO-02
E-02
CO-02
CO-02
E-02
SCB-07
SCB-08
SCRUBBER 1-RECUPERACIÒN DE CONDENSADOS
SCRUBBER 2-RECUPERACIÓN DE CONDENSADOS
SCRUBBER 3-RECUPERACIÓN DE CONDENSADOS
SCRUBBER DE ENTRADA AL SIST. CAPTACIÓN
SCRUBBER DE SALIDA AL SIST. DE CAPTACIÓN
SCRUBBER DE GAS A MECHERO
SCRUBBER DE GAS A MECHERO
SCRUBBER DE GAS A MECHERO
COMPRESOR Nº2
AERO-ENFRIADOR
E-02
20
22
21
23
24
27
100
29
26
25
101
116
117
102
118
103
104105
107
106
109 110
111
112
113
114
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
1
17
118
2.4 PROBLEMAS DE OPERACIÓN
La infraestructura presente en la Estación Pichincha fue diseñada y construida
bajo el criterio de producción de crudo con cantidades de agua relativamente
bajas, además su tecnología de control es obsoleta ya que en su mayoría es
manual.
Los problemas que presenta la estación actualmente en los procesos de
tratamiento de petróleo, agua y gas son los siguientes:
En la mayoría de los subprocesos no existe la instrumentación de control
básica como: medidores de temperatura, flujo, presión y nivel. Mientras que
varios de los existentes se encuentran averiados ya que no reciben
mantenimiento.
En el separador de prueba, el medidor de flujo tipo turbina a la salida del
petróleo-agua se tapona con frecuencia por la presencia de sólidos.
El medidor de flujo tipo turbina instalado en el sistema de reinyección
restringe el flujo normal por la presencia de sólidos, lo que provoca baja
presión en la succión de las bombas de alta presión.
El filtro de gas combustible FC-02 del compresor CO-02 está inundado, lo
que provoca que se filtre condensados al motor ocasionando daños al
mismo, por lo que necesita mantenimiento continuo.
Fallas eléctricas provocan el paro del sistema de aire de instrumentos que
controla todo el proceso.

119
El compresor trabaja actualmente solamente al 25% de su capacidad
nominal (2MMPCSD), por lo que se encuentra sobre-dimensionado.
Con frecuencia se apaga el compresor de gas por baja presión de succión.
El tanque de reposo está actualmente lleno de lodo superando la altura de
descarga de la bomba de recirculación tanque de reposo-tanque de lavado.
El crudo de transferencia de la estación se despacha con un BSW superior
a 0.1 %, por lo que los tanques de despacho a Lago Agrio requieren ser
drenados continuamente.
Existe una sola bomba booster en el sistema de transferencia, por lo que
no existe una de respaldo en caso de daño.
Se reinyecta agua tratada solo químicamente sin ningún tratamiento físico,
lo que ocasiona desgaste en los equipos de reinyección, además de
taponamiento en algunos pozos reinyectores.
Las piscinas API del sistema de reinyección contienen agua que es
depositada por vacuum, el agua no recibe ningún tipo de tratamiento antes
de ser inyectado.
Los fluidos provenientes de los sumideros que son enviados al tanque de
lavado sin tratamiento físico-químico afectan la calidad del producto.
En la estación existen dos drenajes ciegos que se inundan cuando llueve
excesivamente ocasionando contaminación.
Hay la presencia de líquidos en la corriente de gas que se quema en los
mecheros, lo que provoca focos de contaminación. Esto se debe a que no
existe un sistema Flare Knockout Drum o depurador de gas antes del
mechero.
120
El sistema contra incendios es parcialmente manual, por lo que en caso de
incendio se dificulta la activación del mismo. Además no se encuentra
presurizado ya que no posee bomba de presurización y no existen
hidrantes instalados en el área de la separación primaria.
2.5 PROPUESTAS DE MEJORAS
Considerando los problemas de operación se plantea dos alternativas de mejoras
en el proceso de tratamiento de petróleo, gas y agua de la Estación Pichincha
aprovechando las instalaciones existentes y minimizando el impacto ambiental.
2.5.1 PROPUESTA 1
La Propuesta 1 involucra los siguientes cambios en el proceso:
Instalación de un separador bifásico adicional para el sistema de
separación primaria.
Instalación de un calentador de agua para el sistema de separación
secundaria.
Esta propuesta consiste en una separación bifásica: líquido y gas. La fase líquida:
crudo + agua + emulsión que sale del separador debe ser tratada en un proceso
adicional, para ello se eleva la temperatura de la mezcla a 120°F. La temperatura
de 120°F es la temperatura óptima en el tanque de lavado T-01 que corresponde
a un crudo de densidad relativa de 0.885 (ver Figura 1.8).

121
El fluido de calentamiento es una fracción de agua, la cual se recircula desde el
tanque de lavado (T-01) al calentador (CL-01) y luego se vuelve a inyectar al flujo
de fluidos que ingresa a la Bota Desgasificadora (BO-01).
El diagrama de procesos la Propuesta 1 se representa en la Figura 2.15.

122
FIGURA 2.15: DIAGRAMA PROPUESTA 1
SP
BO-01T-02T-01
M-01
M-02
M-03
M-04
T-01
TANQUE DE LAVADO
T-02
TANQUE DE REPOSO
BC-01
BOMBA BOOSTER
M-01/02
TEA DE ALTA
REINYECCIÓN
PLANO GAS
TRANSFERENCIA
CL-01
GAS COMBUSTIBLE
POZOS MANIFOLD
CL-01
CALENTADOR
BC-01
SP
SEPARADOR BIFÁSICO
BO-01
BOTA DESGASIFICADORA
M-03/04
TEA DE BAJA
LIC
PIC
LIC
TC
MUESTREO SUMIDERO
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
1
22
123
2.5.2 PROPUESTA 2
La propuesta 2 involucra los siguientes cambios en el proceso:
Instalación de un separador trifásico para el sistema de separación
primaria.
Instalación de un calentador de agua para el sistema de separación
secundaria.
Esta propuesta consiste en una separación trifásica: crudo + agua en emulsión,
gas y agua libre. La mezcla crudo-agua que sale del separador, con
aproximadamente 20% de BSW se somete a un proceso de deshidratación, para
ello se eleva la temperatura de la mezcla a 120°F.
De igual forma que la Propuesta 1, el fluido de calentamiento es una fracción de
agua, la cual se recircula desde el tanque de lavado (T-01) al calentador (CL-01)
y luego se vuelve a inyectar al flujo de fluidos que ingresa a la Bota
Desgasificadora (BO-01), (ver Figura 2.16).
2.5.3 PROPUESTA 3
La propuesta 3 involucra los siguientes cambios en el proceso de compresión de
gas:
Instalación de un sistema de enfriamiento
Instalación un intercambiador de calor.
Instalación de un scrubber.
Se plantea enfriar el gas, remover los líquidos formados y volverlo a calentar, de
modo que el gas se aleje de su punto de rocío, evitando que se produzca
condensados de hidrocarburo y/o vapor de agua, (ver Figura 2.17).
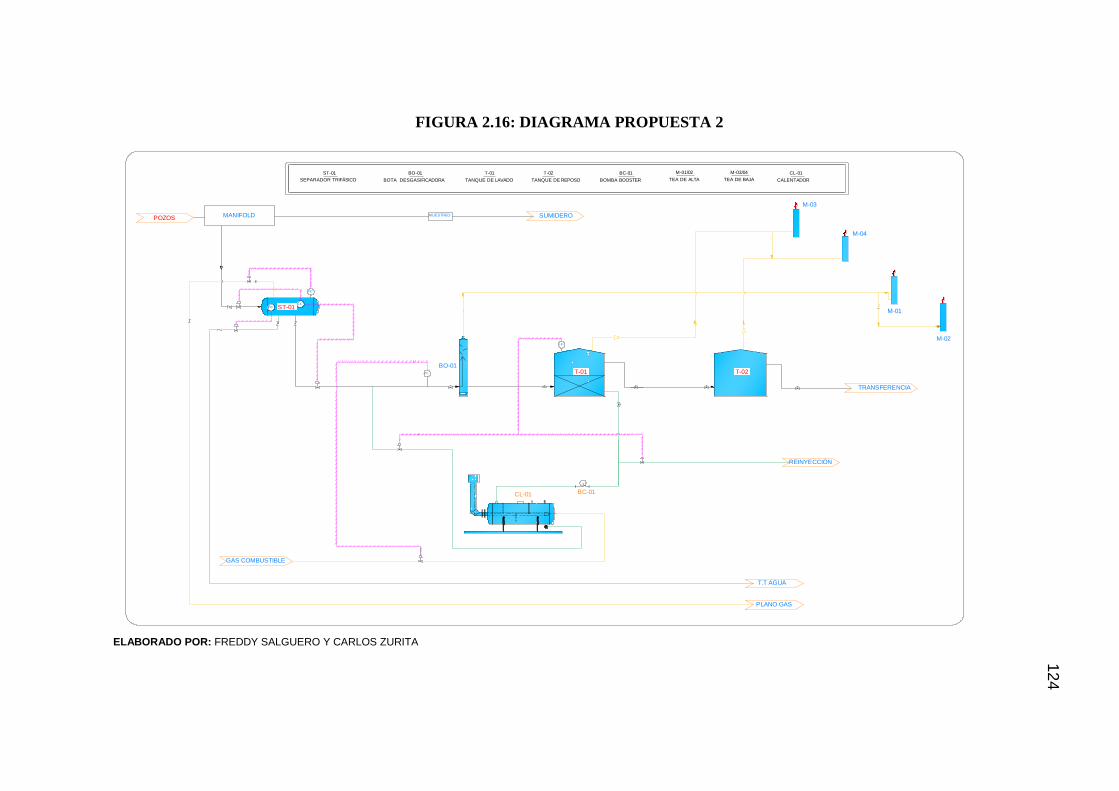
124
FIGURA 2.16: DIAGRAMA PROPUESTA 2
ST-01
BO-01T-02T-01
M-01
M-02
M-03
M-04
T-01
TANQUE DE LAVADO
T-02
TANQUE DE REPOSO
BC-01
BOMBA BOOSTER
M-01/02
TEA DE ALTA
REINYECCIÓN
PLANO GAS
TRANSFERENCIA
CL-01
GAS COMBUSTIBLE
POZOS MANIFOLD
CL-01
CALENTADOR
BC-01
ST-01
SEPARADOR TRIFÁSICO
BO-01
BOTA DESGASIFICADORA
M-03/04
TEA DE BAJA
LIC
PIC
LIC
TC
MUESTREO SUMIDERO
PIC
T.T AGUA
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
12
4
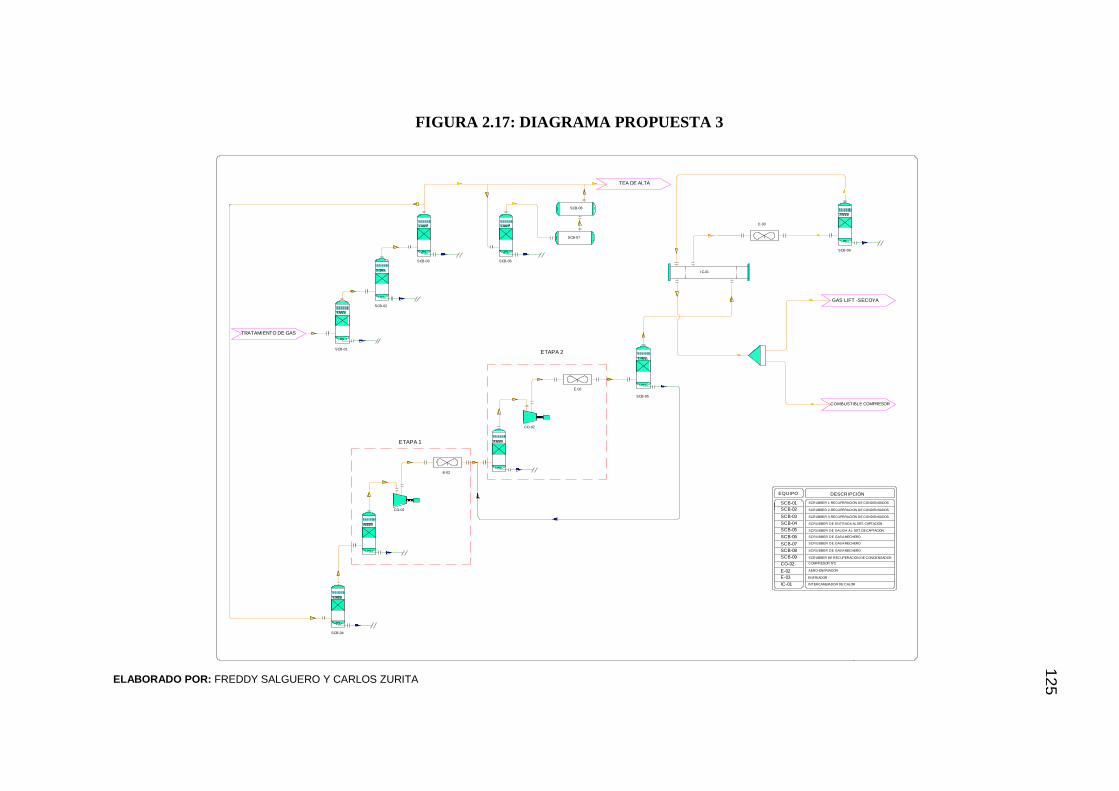
125
FIGURA 2.17: DIAGRAMA PROPUESTA 3
TRATAMIENTO DE GAS
GAS LIFT -SECOYA
COMBUSTIBLE COMPRESOR
SCB-01
SCB-02
SCB-03
SCB-04
SCB-05
IC-01
E-03
SCB-09
ETAPA 2
ETAPA 1
SCB-06
TEA DE ALTA
EQUIPO DESCRIPCIÓN
SCB-01
SCB-02
SCB-03
SCB-04
SCB-05
SCB-06
SCB-07
SCB-08
SCB-09
CO-02
E-02
E-03
IC-01
CO-02
CO-02
E-02
SCB-07
SCB-08
SCRUBBER 1-RECUPERACIÒN DE CONDENSADOS
SCRUBBER 2-RECUPERACIÓN DE CONDENSADOS
SCRUBBER 3-RECUPERACIÓN DE CONDENSADOS
SCRUBBER DE ENTRADA AL SIST. CAPTACIÓN
SCRUBBER DE SALIDA AL SIST. DE CAPTACIÓN
SCRUBBER DE GAS A MECHERO
SCRUBBER DE GAS A MECHERO
SCRUBBER DE GAS A MECHERO
SCRUBBER DE RECUPERACIÓN DE CONDENSADOS
COMPRESOR Nº2
AERO-ENFRIADOR
ENFRIADOR
INTERCAMBIADOR DE CALOR
E-02
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
1
25

126
CAPÍTULO 3
SIMULACIÓN DE LOS PROCESOS DE PRODUCCIÓN
La simulación de los procesos para las Propuestas 1 y 2 se realiza en el
simulador Hysys Hyprotech® versión 3.2. Ésta inicia con la selección de las
ecuaciones de estado y la caracterización de los fluidos: crudo, agua y gas. La
caracterización de los fluidos se realiza en base a los datos de las pruebas de
laboratorio.
Al ingresar al ambiente de simulación, es necesario caracterizar la corriente de
entrada, para lo cual se dispone de los datos de presión, temperatura y flujo.
Estos son el resultado de las mediciones de campo y de la proyección de
producción 2009-2025.
Se estudia la simulación para casos de producción máxima de gas, crudo y agua,
a los que se les conoce como: Caso 1, Caso2 y Caso3, respectivamente. Los
resultados no deben exceder un error del 1% respecto a los caudales de fluido
que están registrados en la proyección de producción.
3.1 INTRODUCCIÓN A LA SIMULACIÓN
3.1.1 ECUACIONES DE ESTADO
La complejidad del comportamiento de una sustancia pura sugiere la dificultad de
su descripción mediante una ecuación. La aplicación de un modelo inadecuado
en el diseño y simulación puede cambiar los resultados de la simulación y por lo
tanto obtener resultados sin validez. El comportamiento de una solución depende
de la naturaleza de cada componente, de las cantidades presentes y de las
condiciones de presión y temperatura.
Cada modelo termodinámico ha sido desarrollado para intervalos específicos de
condiciones y para ciertas sustancias, por lo tanto un modelo no puede reproducir

127
el comportamiento de todos los compuestos y en todas las condiciones de
operación.
Las propiedades se calculan con ecuaciones de estado, modelos de coeficientes
de actividad o modelos especiales (correlaciones teóricas, empíricas o híbridas).
Las ecuaciones de estado son usadas para modelar un sistema de fases en
equilibrio. Para el aceite, gas y aplicaciones petroquímicas la ecuación de estado
de Peng Robinson generalmente es el modelo recomendado para el cálculo de
propiedades termodinámicas y resuelve rigurosamente sistemas de una, dos y
tres fases con alto grado de confiabilidad.
3.1.2 PROCEDIMIENTO PARA CARACTERIZAR LA CORRIENTE DE CRUDO
Y GAS
Antes de realizar la simulación es necesario seleccionar las ecuaciones de estado
y caracterizar el crudo. Éste procedimiento previo a la simulación se detalla paso
a paso a continuación:

128
1.- Para acceder al software Hysys 3.2, haga click en el botón Inicio, Programas,
Hyprotech, Hysys 3.2 (o pulse el botón en el icono de Hysys en el escritorio de
Windows). A continuación se muestra la ventana de inicio del software.
FIGURA 3.1: PANTALLA DE INICIO DE HYSYS 3.2
2.- Seleccionar la opción File, New Case (nuevo caso) y añadir los componentes
de caracterización del gas según la cromatografía, seleccionando la opción Add
Pure.
FIGURA 3.2: COMPONENTES

129
3.- Escoger la opción Fluid Pkgs y Add para seleccionar las ecuaciones de
estado que gobernará el proceso.
FIGURA 3.3: PAQUETE DE PROPIEDADES DE FLUIDOS
4.- Escoger la opción EOSs (Ecuaciones de Estado) y el paquete de propiedades
Peng Robinson, el cual es recomendado para la mayoría de aplicaciones en
donde existan hidrocarburos.
FIGURA 3.4: ECUACION DE ESTADO PENG-ROBINSON

130
5.- Pulsar la opción Oil Manger y luego haga click en Enter Oil Enviroment para
caracterizar el crudo.
FIGURA 3.5: OPCIÓN OIL MANAGER
6.- La caracterización del crudo se realiza en la opción Assay, para ingresar las
propiedades del crudo hacer clic en Add, Input Data y seleccionar la opción
Used en Bulk Properties. En la ventana ingresamos las propiedades del Anexo
3.3.
FIGURA 3.6: PROPIEDADES DEL CRUDO
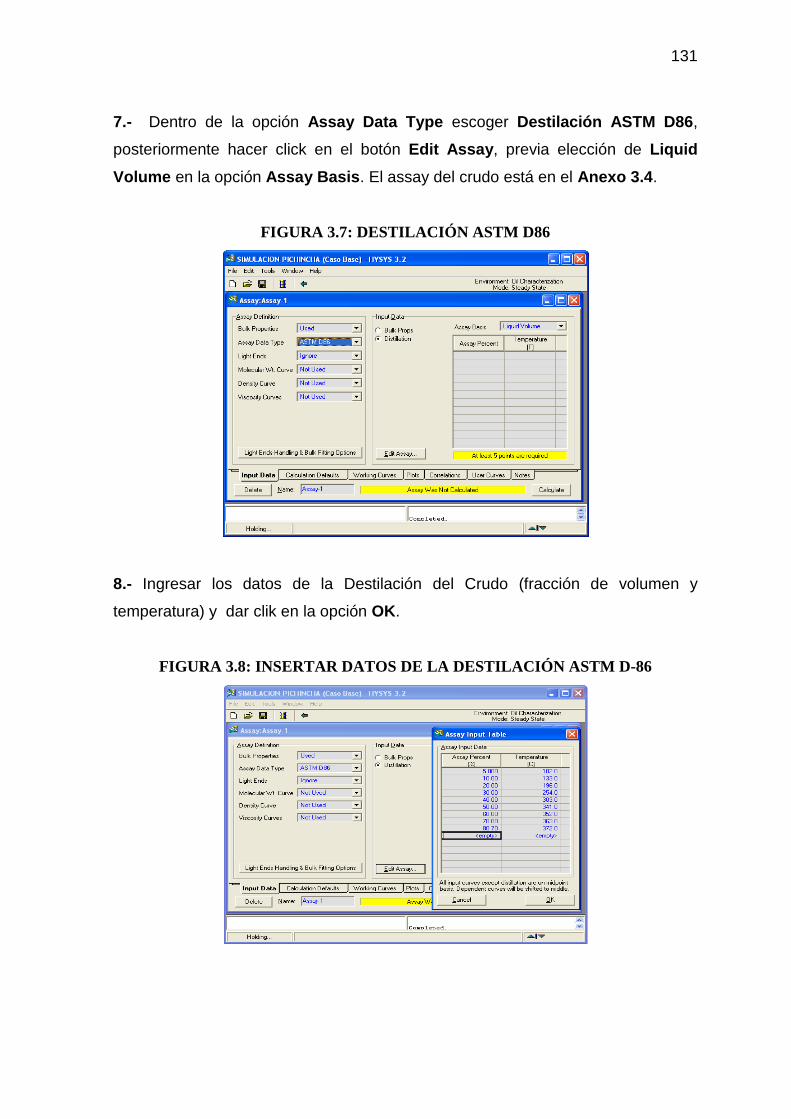
131
7.- Dentro de la opción Assay Data Type escoger Destilación ASTM D86,
posteriormente hacer click en el botón Edit Assay, previa elección de Liquid
Volume en la opción Assay Basis. El assay del crudo está en el Anexo 3.4.
FIGURA 3.7: DESTILACIÓN ASTM D86
8.- Ingresar los datos de la Destilación del Crudo (fracción de volumen y
temperatura) y dar clik en la opción OK.
FIGURA 3.8: INSERTAR DATOS DE LA DESTILACIÓN ASTM D-86
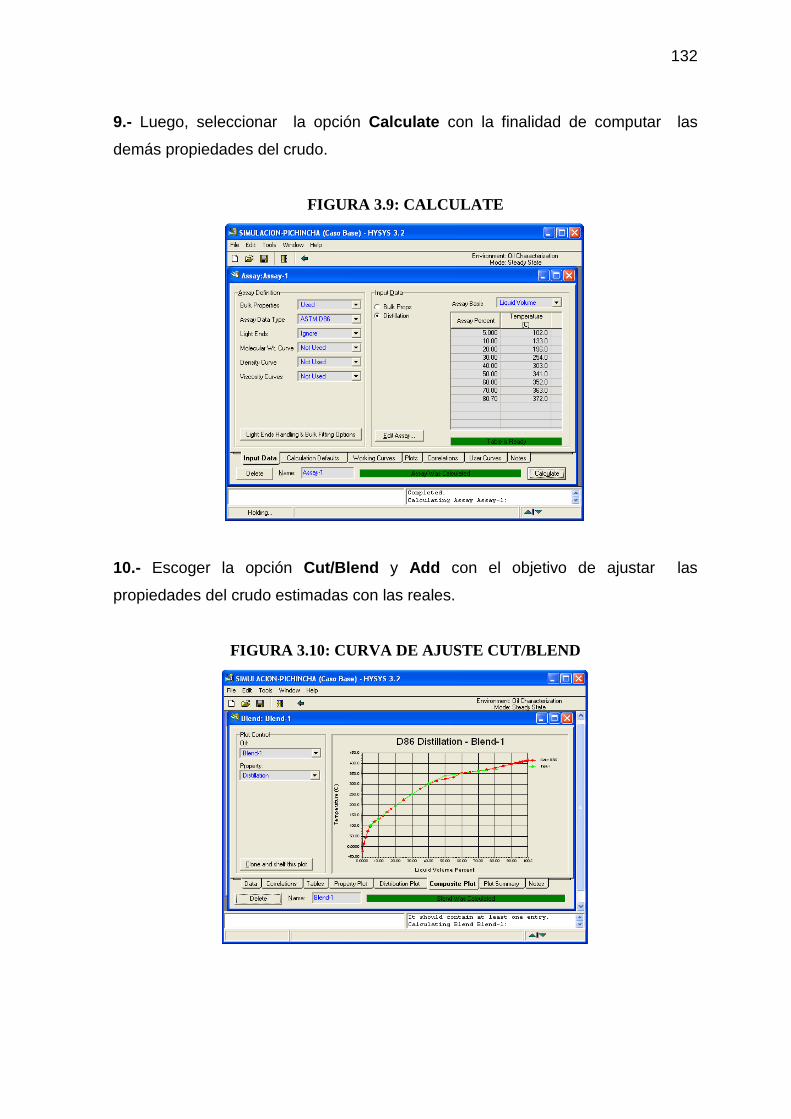
132
9.- Luego, seleccionar la opción Calculate con la finalidad de computar las
demás propiedades del crudo.
FIGURA 3.9: CALCULATE
10.- Escoger la opción Cut/Blend y Add con el objetivo de ajustar las
propiedades del crudo estimadas con las reales.
FIGURA 3.10: CURVA DE AJUSTE CUT/BLEND
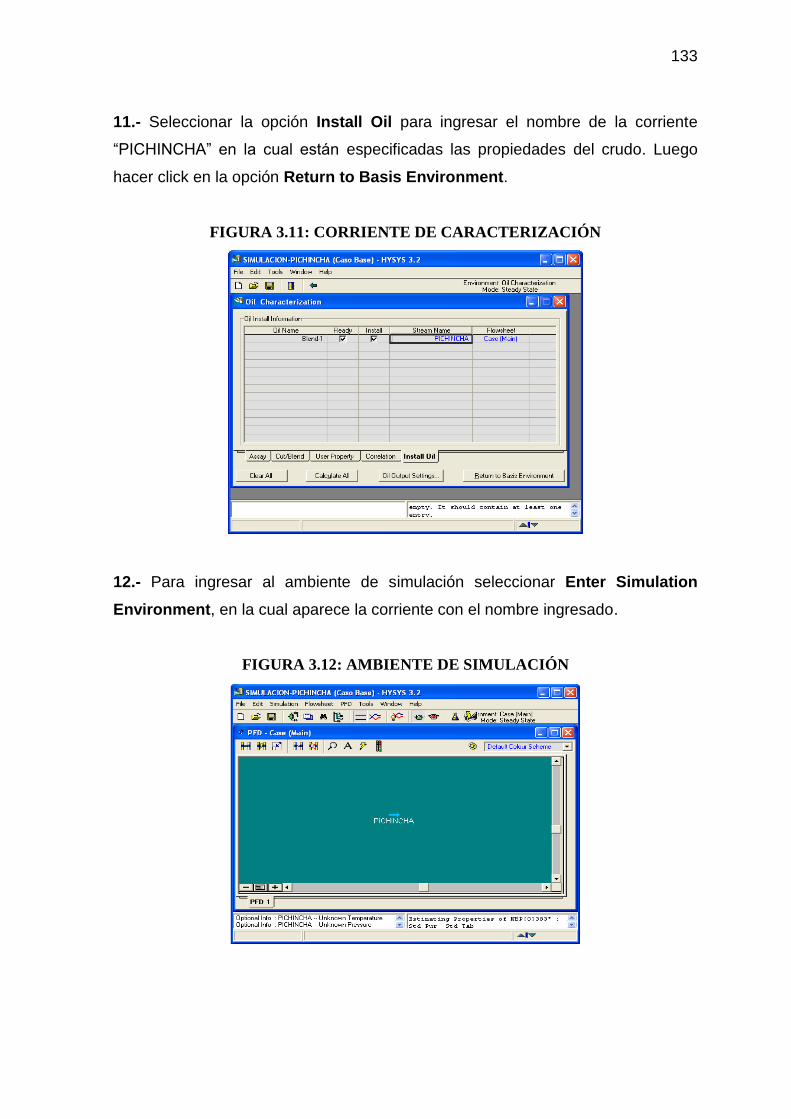
133
11.- Seleccionar la opción Install Oil para ingresar el nombre de la corriente
“PICHINCHA” en la cual están especificadas las propiedades del crudo. Luego
hacer click en la opción Return to Basis Environment.
FIGURA 3.11: CORRIENTE DE CARACTERIZACIÓN
12.- Para ingresar al ambiente de simulación seleccionar Enter Simulation
Environment, en la cual aparece la corriente con el nombre ingresado.
FIGURA 3.12: AMBIENTE DE SIMULACIÓN
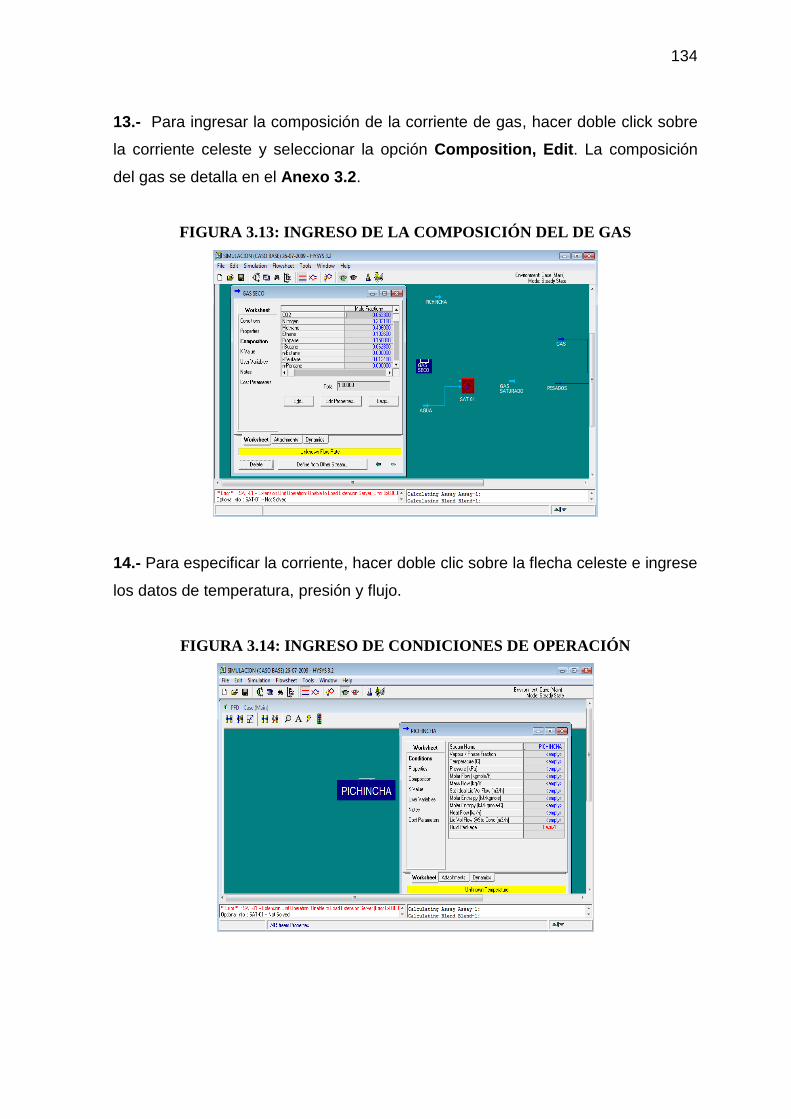
134
13.- Para ingresar la composición de la corriente de gas, hacer doble click sobre
la corriente celeste y seleccionar la opción Composition, Edit. La composición
del gas se detalla en el Anexo 3.2.
FIGURA 3.13: INGRESO DE LA COMPOSICIÓN DEL DE GAS
14.- Para especificar la corriente, hacer doble clic sobre la flecha celeste e ingrese
los datos de temperatura, presión y flujo.
FIGURA 3.14: INGRESO DE CONDICIONES DE OPERACIÓN
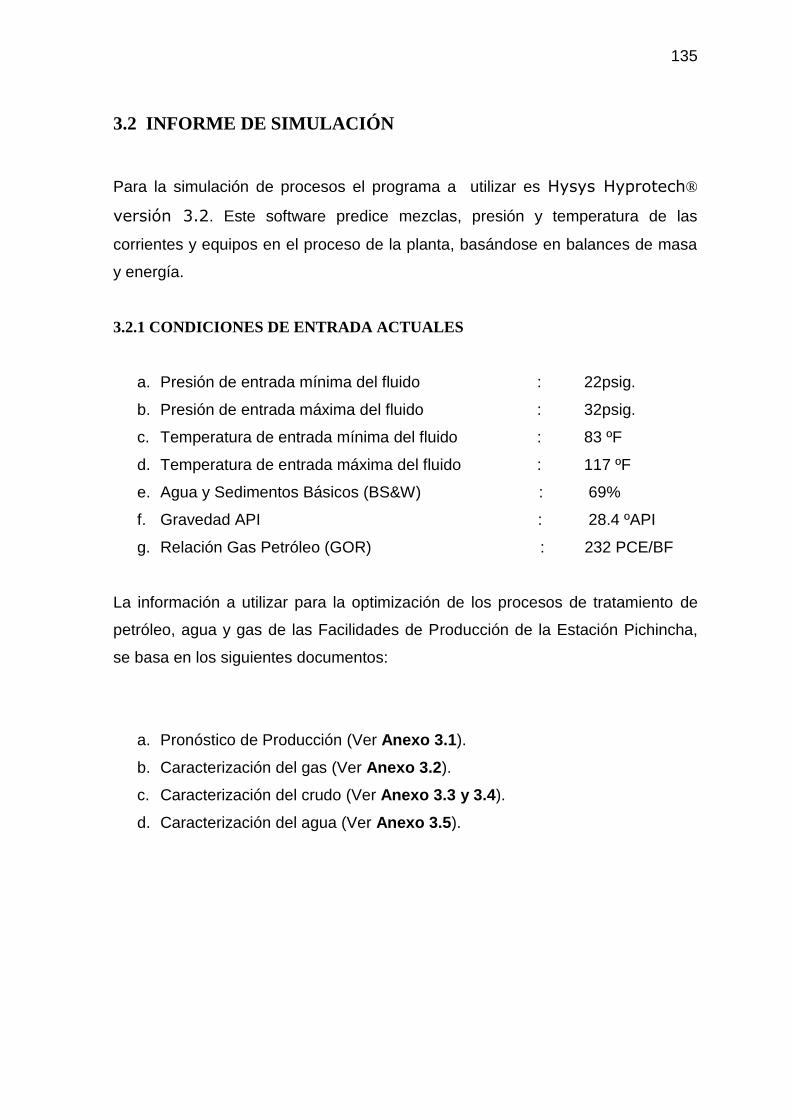
135
3.2 INFORME DE SIMULACIÓN
Para la simulación de procesos el programa a utilizar es Hysys Hyprotech®
versión 3.2. Este software predice mezclas, presión y temperatura de las
corrientes y equipos en el proceso de la planta, basándose en balances de masa
y energía.
3.2.1 CONDICIONES DE ENTRADA ACTUALES
a. Presión de entrada mínima del fluido : 22psig.
b. Presión de entrada máxima del fluido : 32psig.
c. Temperatura de entrada mínima del fluido : 83 ºF
d. Temperatura de entrada máxima del fluido : 117 ºF
e. Agua y Sedimentos Básicos (BS&W) : 69%
f. Gravedad API : 28.4 ºAPI
g. Relación Gas Petróleo (GOR) : 232 PCE/BF
La información a utilizar para la optimización de los procesos de tratamiento de
petróleo, agua y gas de las Facilidades de Producción de la Estación Pichincha,
se basa en los siguientes documentos:
a. Pronóstico de Producción (Ver Anexo 3.1).
b. Caracterización del gas (Ver Anexo 3.2).
c. Caracterización del crudo (Ver Anexo 3.3 y 3.4).
d. Caracterización del agua (Ver Anexo 3.5).

136
3.2.2 CONDICIONES CLIMÁTICAS
Las condiciones ambientales promedio del sitio son las siguientes:
Velocidad promedio del viento : 2.5 ft/s
Clima: Húmedo
Temperatura ambiente en el sitio
Máximo: 81° F
Mínimo: 71° F
Humedad relativa promedio: 80%
Promedio de lluvia: 110in /año
3.2.3 CARACTERIZACIÓN DEL PETRÓLEO
El fluido multifásico proveniente de los pozos es una mezcla principalmente de
tres fluidos: la pesada de hidrocarburos, la liviana de gases y la de agua.
La corriente pesada es caracterizada de acuerdo a la siguiente información:
Peso molecular
Densidad
Viscosidad a dos temperaturas diferentes
Destilación ASTM D 86
Estos datos son introducidos en el simulador HYSYS versión 3.2 a través de la
opción “Bulk Properties” y “Assay”. La caracterización del crudo se ha realizado
en el Laboratorio de Corrosión de Lago Agrio (Anexo 3.3) y la Destilación ASTM
D-86 en el Laboratorio de Ingeniería Química de la Universidad Central (Anexo
3.4).

137
En la Tabla 3.1 se muestra los valores de las propiedades del petróleo utilizados
para la caracterización del crudo.
TABLA 3.1: CARACTERÍSTICAS DEL PETRÓLEO
PARÁMETROS UNIDAD VALOR
Densidad ºAPI 28.4
Viscosidad a 104 ºF
cstk
14.85
Viscosidad a 120 ºF 11.33
Kuop 11.2
PI - 174.2
5% - 215.6
10% - 271.4
20% - 384.8
Destilación ASTM D86 ºF 30% - 489.2
40% - 577.4
50% - 645.8
60% - 665.6
70% - 685.4
PF - 701.6
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: LABORATORIO DE CORROSIÓN - PETROPRODUCCIÓN
La corriente de gas se caracteriza con su composición y además cumple con la
Relación Gas-Petróleo (GOR) a la entrada del proceso. Esta corriente de gas está
compuesta desde Metano hasta Pentano, Nitrógeno (N2), Dióxido de Carbono
(CO2) y Azufre (S2). Los datos de la composición del gas fueron obtenidos del
Informe de Cromatografía del Laboratorio de Corrosión de Lago Agrio que se
encuentra en el Anexo 3.2.
En la Tabla 3.2 se puede observar la composición de gas a la salida de los
separadores y del gas comprimido que se transporta a la Estación Secoya.

138
TABLA 3.2: COMPOSICIÓN DEL GAS
COMPONENTE
%MOLAR %MOLAR
(Gas-Separador) (Gas-Compresor)
P(psi)/T(°F) 14/102 30/92
CO2 5.33 6.87
N2 20.31 2.72
CH4 40.6 49.63
C2H6 10.26 12.34
C3H8 15.88 18.99
i-C4H10 6.28 7.68
i-C5H12 1.34 1.77
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: LABORATORIO DE CORROSIÓN - PETROPRODUCCIÓN
Para simular la corriente de entrada, se satura en agua la corriente de gas, luego
se la mezcla con la corriente pesada del petróleo y finalmente se introduce la
corriente de agua. Las corrientes de gas y de hidrocarburos pesados deben
cumplir con la relación gas-petróleo (GOR), mientras que la corriente de agua se
ajusta con el corte de agua (BSW), todas se mezclan a las condiciones iniciales
promedias del proceso (108º F y 28.4psig).
En la Figura 3.15 se muestra el esquema de la caracterización del crudo en la
simulación.

139
FIGURA 3.15: CARACTERIZACIÓN DEL FLUIDO DE ENTRADA
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: HYSYS 3.2
3.2.4 CASOS DE SIMULACIÓN
En base a la proyección de producción 2009–2025 de la Estación Pichincha
perteneciente al Área Libertador (Anexo 3.1), se evalúan tres casos de simulación
de los procesos de producción:
Caso1: Corresponde a la producción máxima de gas, para el año 2009.
Caso 2: Corresponde a la producción máxima de petróleo, para el año
2014.
Caso 3: Corresponde a la producción máxima de agua, para el año 2025.
En la Tabla 3.3 se observa los datos de la proyección de producción para el
Caso 1,2 y 3 respectivamente.
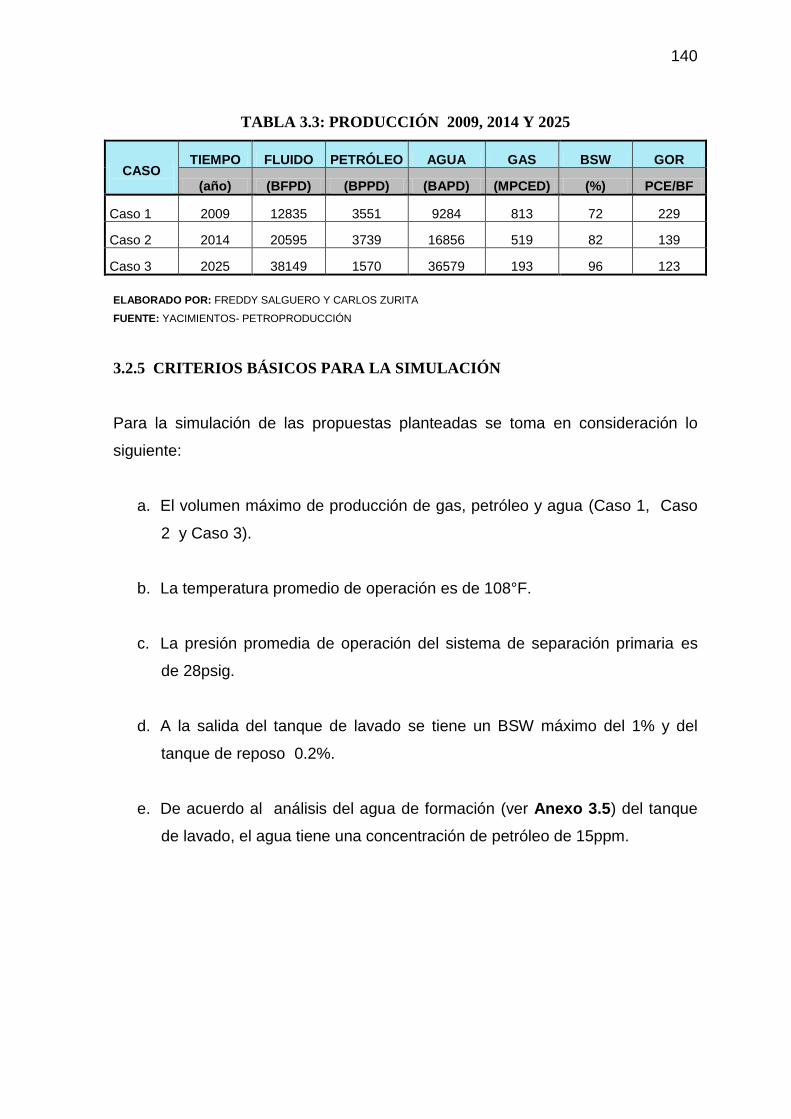
140
TABLA 3.3: PRODUCCIÓN 2009, 2014 Y 2025
CASO
TIEMPO FLUIDO PETRÓLEO AGUA GAS BSW GOR
(año) (BFPD) (BPPD) (BAPD) (MPCED) (%) PCE/BF
Caso 1 2009 12835 3551 9284 813 72 229
Caso 2 2014 20595 3739 16856 519 82 139
Caso 3 2025 38149 1570 36579 193 96 123
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: YACIMIENTOS- PETROPRODUCCIÓN
3.2.5 CRITERIOS BÁSICOS PARA LA SIMULACIÓN
Para la simulación de las propuestas planteadas se toma en consideración lo
siguiente:
a. El volumen máximo de producción de gas, petróleo y agua (Caso 1, Caso
2 y Caso 3).
b. La temperatura promedio de operación es de 108°F.
c. La presión promedia de operación del sistema de separación primaria es
de 28psig.
d. A la salida del tanque de lavado se tiene un BSW máximo del 1% y del
tanque de reposo 0.2%.
e. De acuerdo al análisis del agua de formación (ver Anexo 3.5) del tanque
de lavado, el agua tiene una concentración de petróleo de 15ppm.
14
1

141
3.2.6 SIMULACIÓN DE LA PROPUESTA 1
3.2.6.1 Descripción del Proceso
Al sistema de separación primaria bifásica (S-01/S-02/S-03) ingresa la producción
de los pozos productores, en este proceso se obtiene dos corrientes
independientes: una de gas y otra de líquido (crudo, agua y emulsión).
La corriente de gas de salida del sistema de separación primaria se trata en el
sistema de recuperación de condensado (SCB-01/ SCB-02/ SCB-03), en donde
se atrapan los condensados. Una fracción de gas se utiliza como combustible del
calentador de agua (CL-01), mientras que el resto se envía al sistema de
compresión de gas (CO-02) y a la TEA de alta presión (M-02). En el caso de que
el gas es enviado directamente desde los separadores hacia el mechero (M-02),
el gas es direccionado hacia los scrubbers (SCB-06/ SCB-07/ SCB-08).
La corriente de líquido (crudo, agua y emulsión) que sale del sistema de
separación primario pasa a través de la bota desgasificadora (BO-01), hasta
situarse en el tanque de lavado (T-01). En la bota de gas se separa una cantidad
de gas que luego se quema en la TEA de baja presión (M-01).
En el tanque de lavado (T-01) se rompe la emulsión mediante un tiempo de
residencia, por decantación y calentamiento; posteriormente una fracción de
agua es enviada al calentador (CL-01) en donde por transferencia de calor se
eleva su temperatura, mientras que el resto es conducido al sistema de
reinyección de agua. Por otro lado el crudo deshidratado pasa por rebose al
tanque de surgencia (T-02), de donde el crudo es bombeado a un tanque de
almacenamiento ubicado en la Estación Central Sucumbíos.

142
3.2.6.2 Producción de Petróleo
La producción de crudo obtenida en de la simulación para los casos a evaluar se
muestra en la Tabla 3.4. El crudo posee una concentración de agua máxima del
0.2%.
TABLA 3.4: PRODUCCIÓN DE CRUDO
VARIABLE
CASO 1
CASO 2
CASO 3
Petróleo (Propuesta 1) (BPPD)
3536
3723
1562
Petróleo Proyectado (BPPD)
3551
3739
1570
Arrastre de petróleo en el gas y agua.
0.42%
0.46%
0.51%
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
En la Tabla 3.5 se observa algunas características del crudo, obtenidas en la
simulación los que son muy similares a los datos del laboratorio.
TABLA 3.5: PROPIEDADES DEL CRUDO
VARIABLE
LABORATORIO
CASO 1
CASO 2
CASO 3
API 60ºF 28.4 28.53 28.57
28.58
Viscosidad a 104ºF (cstk) 14.85 14.85 14.86
14.84
Viscosidad a 120ºF (cstk) 11.33 11.66 11.62
11.60
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
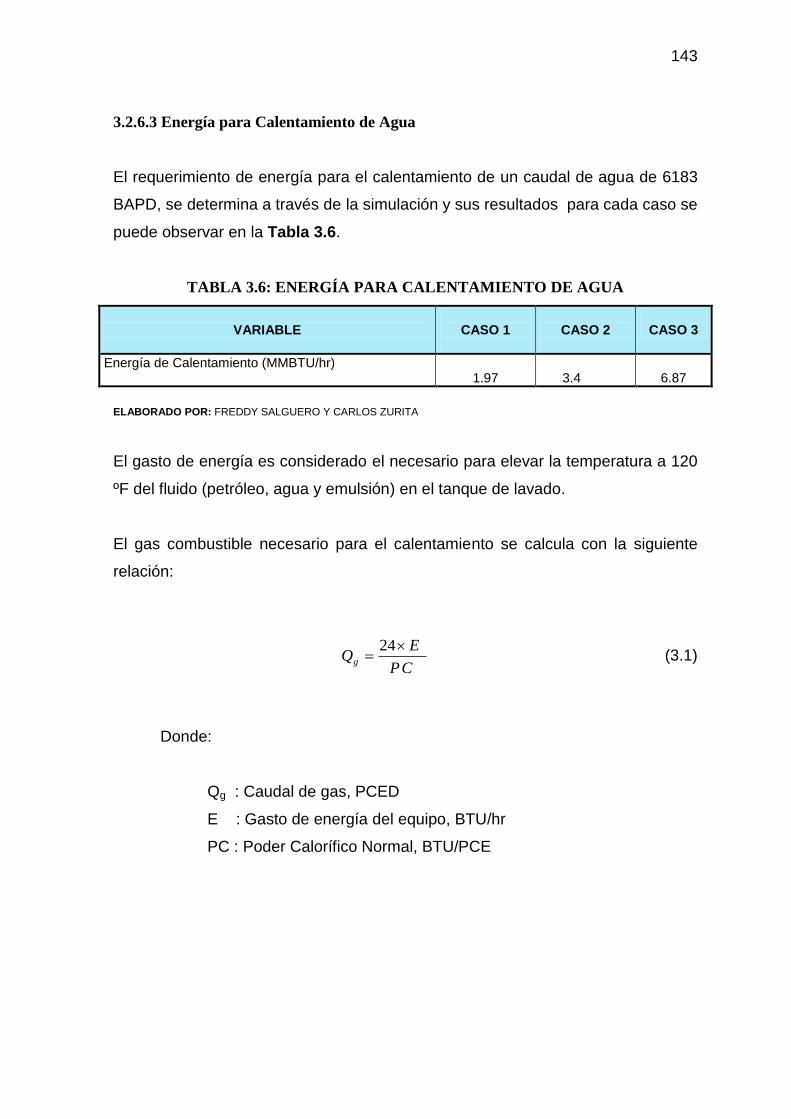
143
3.2.6.3 Energía para Calentamiento de Agua
El requerimiento de energía para el calentamiento de un caudal de agua de 6183
BAPD, se determina a través de la simulación y sus resultados para cada caso se
puede observar en la Tabla 3.6.
TABLA 3.6: ENERGÍA PARA CALENTAMIENTO DE AGUA
VARIABLE
CASO 1
CASO 2
CASO 3
Energía de Calentamiento (MMBTU/hr)
1.97 3.4
6.87
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
El gasto de energía es considerado el necesario para elevar la temperatura a 120
ºF del fluido (petróleo, agua y emulsión) en el tanque de lavado.
El gas combustible necesario para el calentamiento se calcula con la siguiente
relación:
CP
EQg
24 (3.1)
Donde:
Qg : Caudal de gas, PCED
E : Gasto de energía del equipo, BTU/hr
PC : Poder Calorífico Normal, BTU/PCE

144
Reemplazando para los casos de estudio, tenemos:
PCEDQ
PCEDQ
PCEDQ
CASOg
CASOg
CASOg
144517904.1140
687.624
71400904.1140
64.324
41441904.1140
697.124
3
2
1
3.2.6.4 Producción de Gas
La producción de gas se detalla en la Tabla 3.7:
TABLA 3.7: PRODUCCIÓN DE GAS
VARIABLE
CASO1
CASO 2
CASO3
Gas a Compresión 700229 376100
48330
Gas Combustible a Calentador 41441 71400
144517
Salida Bota Desgasificadora (a M-01) 18810 21370
10860
Gas del tanque de lavado 3928 4414
2169
Gas del tanque de reposo 6500 7180
2560
Gas a mechero M-02 71000 71000 0
Gas a mechero M-03/04 10430 11590
4729
Producción total (PCED) 841980 514460
208436
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
Las propiedades del gas simulado son muy similares a las obtenidas en la
cromatografía como se aprecia en la Tabla 3.8.
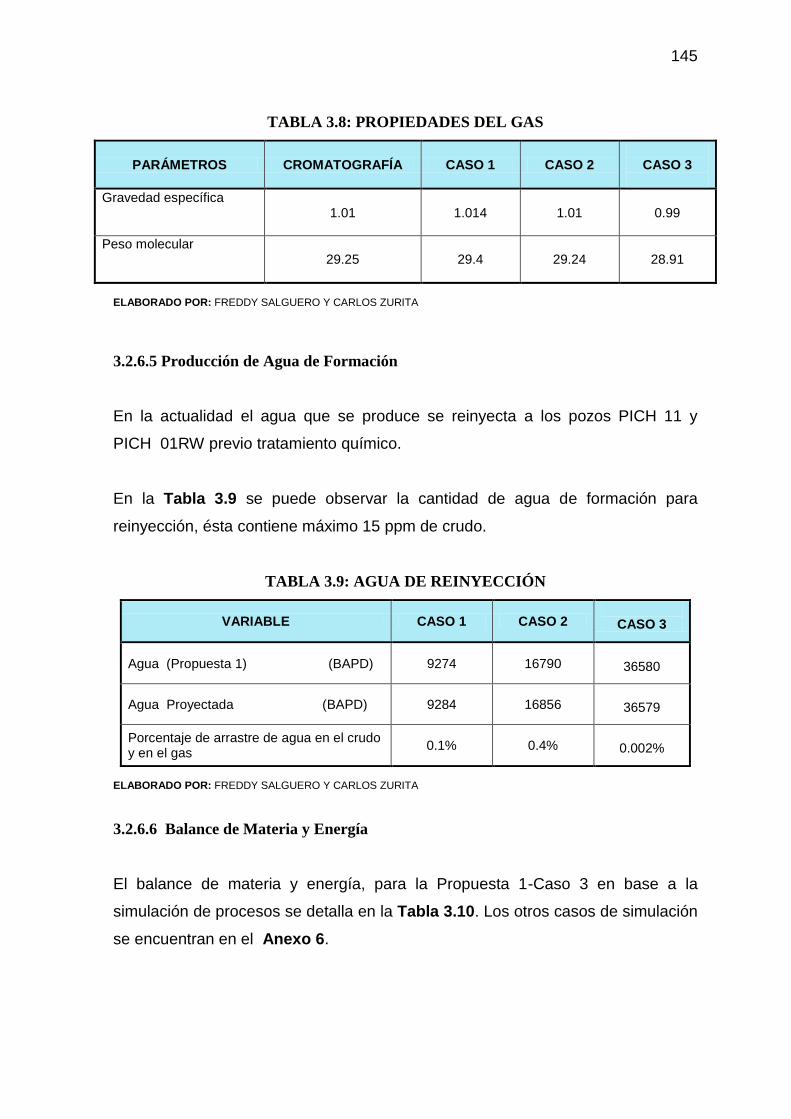
145
TABLA 3.8: PROPIEDADES DEL GAS
PARÁMETROS CROMATOGRAFÍA CASO 1 CASO 2
CASO 3
Gravedad específica 1.01 1.014 1.01
0.99
Peso molecular 29.25 29.4 29.24
28.91
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
3.2.6.5 Producción de Agua de Formación
En la actualidad el agua que se produce se reinyecta a los pozos PICH 11 y
PICH 01RW previo tratamiento químico.
En la Tabla 3.9 se puede observar la cantidad de agua de formación para
reinyección, ésta contiene máximo 15 ppm de crudo.
TABLA 3.9: AGUA DE REINYECCIÓN
VARIABLE CASO 1 CASO 2
CASO 3
Agua (Propuesta 1) (BAPD) 9274 16790
36580
Agua Proyectada (BAPD) 9284 16856
36579
Porcentaje de arrastre de agua en el crudo y en el gas
0.1% 0.4%
0.002%
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
3.2.6.6 Balance de Materia y Energía
El balance de materia y energía, para la Propuesta 1-Caso 3 en base a la
simulación de procesos se detalla en la Tabla 3.10. Los otros casos de simulación
se encuentran en el Anexo 6.

146
TABLA 3.10: BALANCE DE MATERIA Y ENERGÍA
CORRIENTE
TEMPERATURA PRESIÓN GAS CRUDO AGUA
DESCRIPCIÓN (°F) (psig) (MMPCED) (BPPD) (BAPD)
1 107.70 28.40 0.1931 1570 36580 Entrada al separador
2 107.70 28.40 0.0004 1569 36580 Líquido del separador
3 107.70 23.40 0.0026 1568 36580 Lìquido del separador
4 120.00 23.00 0.0047 1568 42760 Mezcla a120ºF
5 118.40 2.00 0.0109 0.00 0.00 Gas de la Bota Desg.
6 120.00 15.00 0.0000 1565 42760 Líquido de la Bota Desg.
7 120.00 12.00 0.0000 1563 15.79 Crudo (BSW <1%)
8 120.00 12.00 0.0000 0.641 42760 Agua del Tanque Lavado
9 118.70 2.00 0.0022 0.00 0.00 Gas del Tanque de Lavado
10 120.00 12.00 0.0000 0.549 36580 Agua a reinyección
11 120.00 12.00 0.0000 0.093 6183 Agua a bomba de calent.
13 120.10 38.00 0.0000 0.093 6183 Agua a calentador
14 193.60 28.00 0.0000 0.093 6183 Agua de calentador
15 193.60 23.00 0.0000 0.093 6183 Agua a entrada a la Bota
16 119.90 8.00 0.0000 1562 3.13 Crudo (BSW <0.2%)
17 119.00 2.00 0.0026 0.00 0.00 Gas del Tanque de Reposo
18 119.90 8.00 0.0000 0.00 12.64 Agua del Tanque de Reposo
20 119.90 20.00 0.0000 0.00 12.64 Agua de recirculación
21 119.90 15.00 0.0000 0.00 12.64 Agua a Tanque de Lavado
22 120.00 50.00 0.0000 1562 3.13 Crudo de Bomba Booster
23 120.10 40.00 0.0000 1562 3.13 Crudo a Bomba de Transf.
24 121.10 350.00 0.0000 1562 3.13 Crudo a E. Sucumbìos
25 118.90 2.00 0.0047 0.00 0.00 Gas a mecheros M-03 y M-04
26 107.70 28.40 0.1927 0.34 0.017 Gas del separador
27 106.10 23.40 0.1928 0.33 0.00 Gas a scrubber SCB-01
28 106.10 23.40 0.1928 0.01 0.00 Gas a scrubber SCB-02
29 106.10 23.40 0.0000 0.00 0.32 Líquidos de scrubber SCB-01
30 106.10 23.40 0.1928 0.00 0.00 Gas a scrubber SCB-03
31 106.10 23.40 0.0000 0.01 0.00 Líquido de scrubber SCB-02
32 106.10 23.40 0.1928 0.00 0.00 Gas de scrubber SCB-03
33 106.10 23.40 0.0000 0.00 0.00 Líquido de scrubber SCB-03
34 106.10 23.40 0.0483 0.00 0.00 Gas a compresión
35 106.10 23.40 0.1445 0.00 0.00 Gas a calentador
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA

147
FIGURA 3.16: SIMULACIÓN-PROPUESTA 1-CASO 3
1
47
148
3.2.7 SIMULACIÓN DE LA PROPUESTA 2
3.2.7.1 Descripción del Proceso
El sistema de separación primaria trifásica (ST-01/ST-02) recibe la producción de
los pozos productores. En este proceso se obtiene tres corrientes independientes:
una de gas, una de petróleo con emulsión y otra de agua libre.
La corriente de gas de salida del sistema de separación primaria se envía al
sistema de recuperación de condensado (SCB-01/ SCB-02/ SCB-03), en donde
se atrapan los condensados. Éste posee tres usos: combustible del calentador de
agua (CL-01), alimenta al sistema de compresión de gas y a la TEA de alta
presión (M-02). En el caso de que el gas se envía directamente desde los
separadores hacia el mechero (M-02), el gas es direccionado hacia los scrubbers
(SCB-06/ SCB-07/ SCB-08).
El crudo con un BSW del 20% que sale del sistema de separación primario pasa
a través de una bota desgasificadora (BO-01), hasta situarse en el tanque de
lavado (T-01). En la bota desgasificadora se separa una cantidad de gas que
luego se quema en la TEA de baja presión (M-01).
En el tanque de lavado (T-01) se rompe la emulsión mediante un tiempo de
residencia, por efecto de la gravedad y calentamiento. Para el calentamiento se
usa una fracción de agua que se direcciona al calentador (CL-01) en donde por
transferencia de calor se eleva la temperatura de ésta. Por otro lado el crudo
deshidratado pasa por rebose al tanque de surgencia (T-02), de donde el crudo se
bombea a un tanque de almacenamiento ubicado en la Estación Central
Sucumbíos.
El agua libre proveniente de separador trifásico con una concentración asumida
máxima de 200ppm se envía al sistema de reinyección de agua para su
tratamiento físico-químico y su inyección.
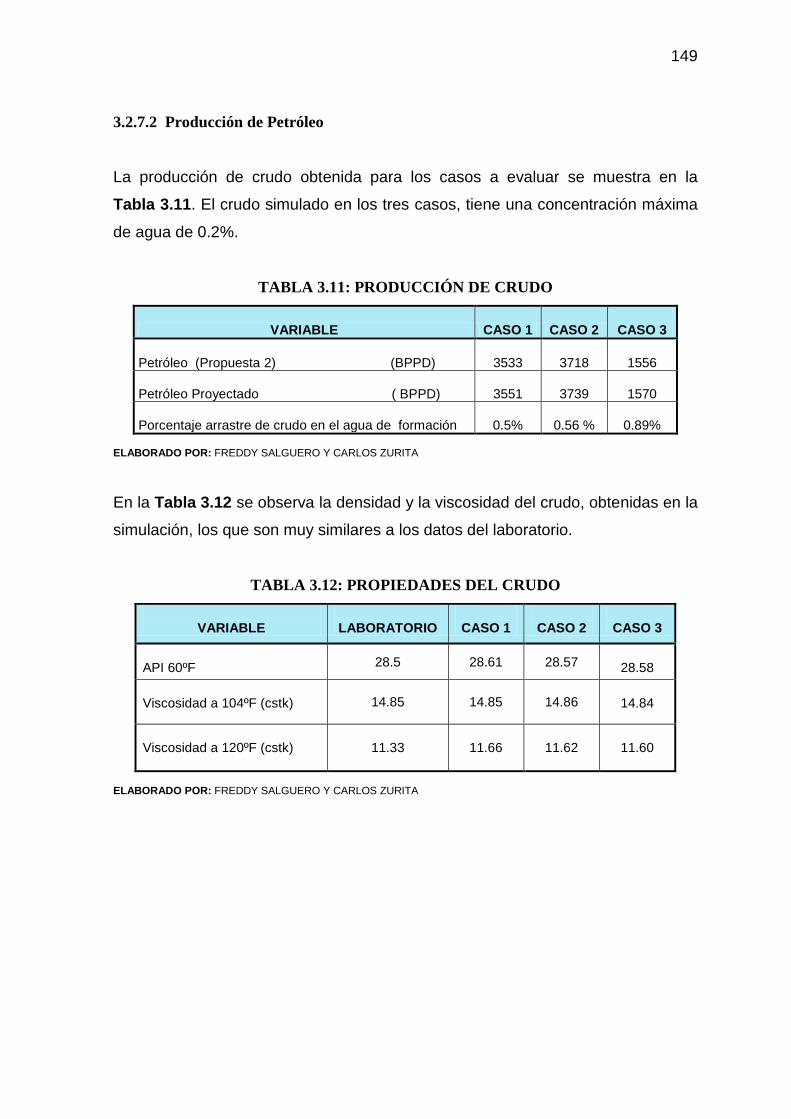
149
3.2.7.2 Producción de Petróleo
La producción de crudo obtenida para los casos a evaluar se muestra en la
Tabla 3.11. El crudo simulado en los tres casos, tiene una concentración máxima
de agua de 0.2%.
TABLA 3.11: PRODUCCIÓN DE CRUDO
VARIABLE CASO 1 CASO 2
CASO 3
Petróleo (Propuesta 2) (BPPD) 3533 3718
1556
Petróleo Proyectado ( BPPD) 3551 3739
1570
Porcentaje arrastre de crudo en el agua de formación 0.5% 0.56 %
0.89%
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
En la Tabla 3.12 se observa la densidad y la viscosidad del crudo, obtenidas en la
simulación, los que son muy similares a los datos del laboratorio.
TABLA 3.12: PROPIEDADES DEL CRUDO
VARIABLE
LABORATORIO
CASO 1
CASO 2
CASO 3
API 60ºF 28.5 28.61 28.57
28.58
Viscosidad a 104ºF (cstk) 14.85 14.85 14.86
14.84
Viscosidad a 120ºF (cstk) 11.33 11.66 11.62
11.60
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA

150
3.2.7.3 Energía para Calentamiento de Agua
La Propuesta 2 determina el calentamiento de 1000 BAPD. La energía necesaria
para elevar la temperatura de ésta y consecuentemente elevar la temperatura de
la mezcla de fluidos que ingresa a la bota desgasificadora de 108°F a 120°F, varía
en cada caso, y sus valores son los siguientes:
TABLA 3.13: ENERGÍA PARA CALENTAMIENTO
VARIABLE
CASO 1
CASO 2
CASO 3
Energía de Calentamiento (MMBTU/hr)
0.60
0.93
1.47
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
Para determinar el gas combustible reemplazamos en la Ecuación 3.1:
PCEDQ
PCEDQ
PCEDQ
CASOg
CASOg
CASOg
30923904.1140
647.124
19520904.1140
693.024
12622904.1140
66.024
3
2
1
3.2.7.4 Producción de Gas
El gas que se produce en la estación se distribuye a compresión, combustible y a
combustión. El flujo de cada corriente de gas que forma parte del proceso de
tratamiento se presenta en la Tabla 3.14:

151
TABLA 3.14: PRODUCCIÓN DE GAS
VARIABLE CASO 1 CASO 2
CASO 3
Gas a Compresión 717500 412100
70880
Gas Combustible a Calentador 12622 19520
30923
Salida Bota Desgasificadora ( a M-01) 34250 42450 35890
Gas del tanque de lavado 3219 3501
1448
Gas del tanque de reposo 5871 6398
2282
Gas a mechero M-02 71000 71000
71000
Gas a mechero M-03/04 9090 9898
3730
Producción total (PCED) 844462 554968
212423
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
Las propiedades del gas obtenidas en la simulación son muy similares a las
obtenidas en la cromatografía como se aprecia en la Tabla 3.15.
TABLA 3.15: PROPIEDADES DEL GAS
PARÁMETROS CROMATOGRAFÍA CASO 1 CASO 2
CASO 3
Gravedad específica 1.01 1.014 1.01
0.99
Peso molecular 29.25 29.4 29.24
28.91
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
El gas liberado en los separadores pasa al proceso de recuperación de
condensado compuesto por tres scrubbers: SCB-01/ SCB-02/ SCB-03. Éste se
usa para alimentar a: al sistema de compresión, al mechero de alta presión M-02
y al calentador CL-01 como combustible. El compresor utiliza combustible una
fracción del mismo gas que lo alimenta, ésta rodea un tasa del 35% del flujo de
gas de compresión.

152
3.2.7.5 Producción de Agua de Formación
La totalidad del agua producida es reinyectada a los pozos PICH 11 y PICH 01
previo tratamiento físico-químico.
En la Tabla 3.16 se puede observar la cantidad de agua de formación para
reinyección con una concentración máxima de 15ppm de crudo.
TABLA 3.16: AGUA DE REINYECCIÓN
CORRIENTE CASO 1 CASO 2
CASO 3
Agua (Propuesta 1) (BAPD) 9273 16797
36578
Agua Proyectada (BAPD) 9284 16856
36579
Diferencia de agua (BAPD) 0.12% 0. 35%
0.002%
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
3.2.7.6 Balance de Materia y Energía
La Propuesta 2 para la producción máxima de agua, presenta el siguiente
balance de materia y energía. Para los otros casos se detalla en el Anexo 6.

153
TABLA 3.17: BALANCE DE MATERIA Y ENERGÍA
CORRIENTE
TEMPERATURA PRESIÓN GAS CRUDO AGUA
DESCRIPCIÓN (°F) (psig) (MMPCED) (BPPD) (BAPD)
1 107.70 28.40 0.1931 1570 36590 Entrada al separador
2 107.70 28.40 0.0205 1564 7318 Líquido del separador
3 107.70 23.40 0.0236 1562 7318 Lìquido del separador
4 120.00 23.00 0.0275 1561 8318 Mezcla a120ºF
5 118.50 2.00 0.0359 0 0 Gas de la Bota Desg.
6 120.00 15.00 0.0000 1557.000 8318.000 Líquido de la Bota Desg.
7 120.00 12.00 0.0000 1556 15.72 Crudo (BSW <1%)
8 120.00 12.00 0.0000 0.1247 8315.000 Agua del Tanque Lavado
9 118.70 2.00 0.0014 0.000 0.000 Gas del Tanque de Lavado
10 120.00 12.00 0.0000 0.1097 7315 Agua a reinyección
11 120.00 12.00 0.0000 0.015 1000 Agua a bomba de calent.
13 120.00 38.00 0.0000 0.015 1000.000 Agua a calentador
14 217.00 28.00 0.0000 0.015 1000 Agua de calentador
15 217.00 23.00 0.0000 0.015 1000 Agua a entrada a la Bota
16 119.80 8.00 0.0000 1555 3.116 Crudo (BSW <0.2%)
17 119.00 2.00 0.0023 0 0 Gas del Tanque de Reposo
18 119.80 8.00 0.0000 0 12.58 Agua del Tanque de Reposo
20 119.90 20.00 0.0000 0 12.58 Agua de recirculación
21 119.90 15.00 0.0000 0 12.58 Agua a Tanque de Lavado
22 120.00 50.00 0.0000 1555 3.116 Crudo de Bomba Booster
23 120.00 40.00 0.0000 1555 3.115 Crudo a Bomba de Transf.
24 121.10 350.00 0.0000 1555 3.114 Crudo a E. Sucumbìos
25 118.90 2.00 0.0037 0 0 Gas a mecheros M-03 y M-04
26 107.70 28.40 0.1727 0.3014 0.01507 Gas del separador
27 106.10 23.40 0.1728 0.294 0.000 Gas a scrubber SCB-01
28 106.10 23.40 0.1728 0.0075 0.000 Gas a scrubber SCB-02
29 106.10 23.40 0.0000 0.287 0.000 Líquidos de scrubber SCB-01
30 106.10 23.40 0.1728 0.000 0.000 Gas a scrubber SCB-03
31 106.10 23.40 0.0000 0.007507 0.000 Líquido de scrubber SCB-02
32 106.10 23.40 0.1728 0.000 0.000 Gas de scrubber SCB-03
33 106.10 23.40 0.0000 0.000 0.000 Líquido de scrubber SCB-03
34 106.10 23.40 0.0709 0.000 0.000 Gas a compresión
35 106.10 23.40 0.0309 0.000 0.000 Gas a calentador
36 106.10 23.40 0.0710 0.000 0.000 Gas a mechero de alta M-02
37 107.70 28.40 0.0000 5.855 29270.000 Agua libres del separador
38 107.70 23.40 0.0000 5.855 29270.000 Agua a Tratamiento
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA

154
FIGURA 3.17: SIMULACIÓN- PROPUESTA 2-CASO 3
15
4
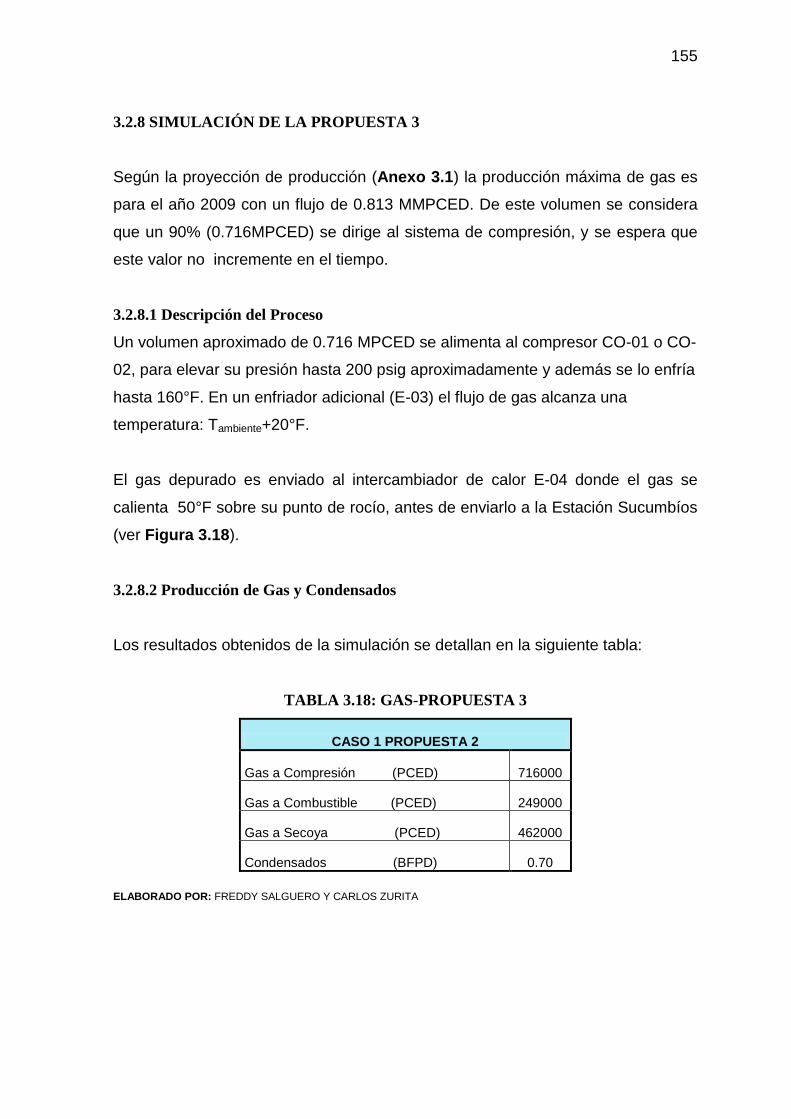
155
3.2.8 SIMULACIÓN DE LA PROPUESTA 3
Según la proyección de producción (Anexo 3.1) la producción máxima de gas es
para el año 2009 con un flujo de 0.813 MMPCED. De este volumen se considera
que un 90% (0.716MPCED) se dirige al sistema de compresión, y se espera que
este valor no incremente en el tiempo.
3.2.8.1 Descripción del Proceso
Un volumen aproximado de 0.716 MPCED se alimenta al compresor CO-01 o CO-
02, para elevar su presión hasta 200 psig aproximadamente y además se lo enfría
hasta 160°F. En un enfriador adicional (E-03) el flujo de gas alcanza una
temperatura: Tambiente+20°F.
El gas depurado es enviado al intercambiador de calor E-04 donde el gas se
calienta 50°F sobre su punto de rocío, antes de enviarlo a la Estación Sucumbíos
(ver Figura 3.18).
3.2.8.2 Producción de Gas y Condensados
Los resultados obtenidos de la simulación se detallan en la siguiente tabla:
TABLA 3.18: GAS-PROPUESTA 3
CASO 1 PROPUESTA 2
Gas a Compresión (PCED) 716000
Gas a Combustible (PCED) 249000
Gas a Secoya (PCED) 462000
Condensados (BFPD) 0.70
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
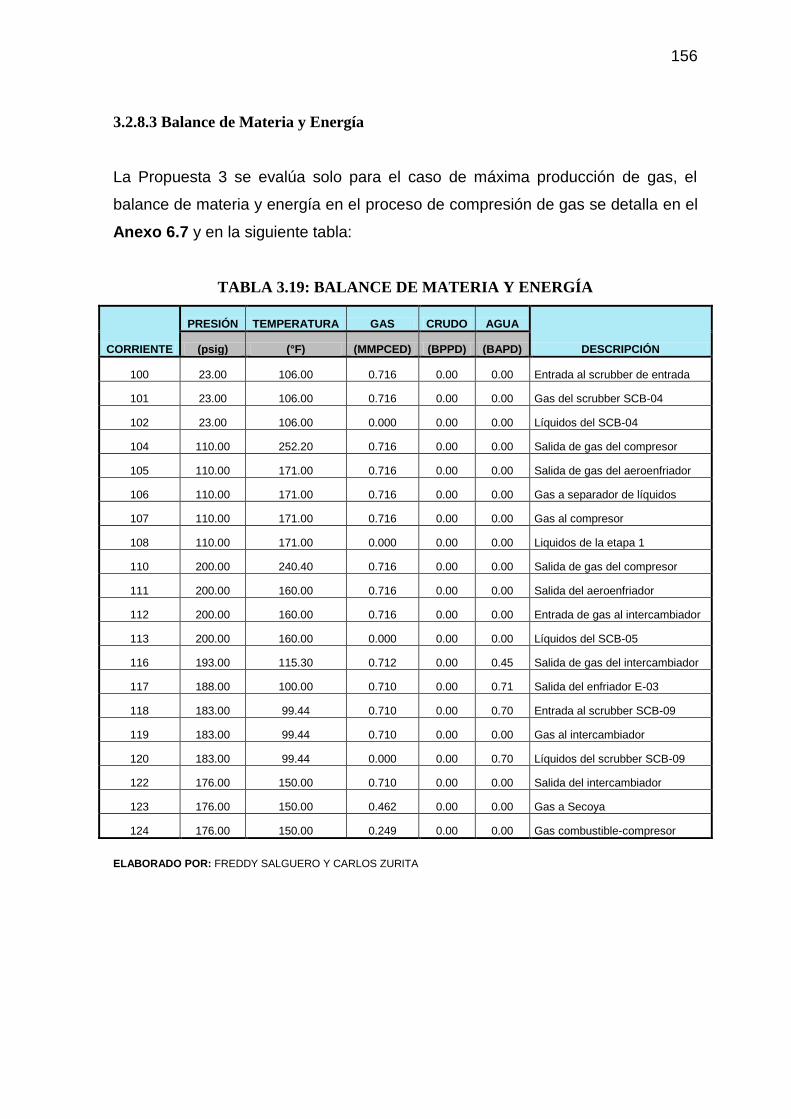
156
3.2.8.3 Balance de Materia y Energía
La Propuesta 3 se evalúa solo para el caso de máxima producción de gas, el
balance de materia y energía en el proceso de compresión de gas se detalla en el
Anexo 6.7 y en la siguiente tabla:
TABLA 3.19: BALANCE DE MATERIA Y ENERGÍA
CORRIENTE
PRESIÓN TEMPERATURA GAS CRUDO AGUA
DESCRIPCIÓN (psig) (°F) (MMPCED) (BPPD) (BAPD)
100 23.00 106.00 0.716 0.00 0.00 Entrada al scrubber de entrada
101 23.00 106.00 0.716 0.00 0.00 Gas del scrubber SCB-04
102 23.00 106.00 0.000 0.00 0.00 Líquidos del SCB-04
104 110.00 252.20 0.716 0.00 0.00 Salida de gas del compresor
105 110.00 171.00 0.716 0.00 0.00 Salida de gas del aeroenfriador
106 110.00 171.00 0.716 0.00 0.00 Gas a separador de líquidos
107 110.00 171.00 0.716 0.00 0.00 Gas al compresor
108 110.00 171.00 0.000 0.00 0.00 Liquidos de la etapa 1
110 200.00 240.40 0.716 0.00 0.00 Salida de gas del compresor
111 200.00 160.00 0.716 0.00 0.00 Salida del aeroenfriador
112 200.00 160.00 0.716 0.00 0.00 Entrada de gas al intercambiador
113 200.00 160.00 0.000 0.00 0.00 Líquidos del SCB-05
116 193.00 115.30 0.712 0.00 0.45 Salida de gas del intercambiador
117 188.00 100.00 0.710 0.00 0.71 Salida del enfriador E-03
118 183.00 99.44 0.710 0.00 0.70 Entrada al scrubber SCB-09
119 183.00 99.44 0.710 0.00 0.00 Gas al intercambiador
120 183.00 99.44 0.000 0.00 0.70 Líquidos del scrubber SCB-09
122 176.00 150.00 0.710 0.00 0.00 Salida del intercambiador
123 176.00 150.00 0.462 0.00 0.00 Gas a Secoya
124 176.00 150.00 0.249 0.00 0.00 Gas combustible-compresor
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
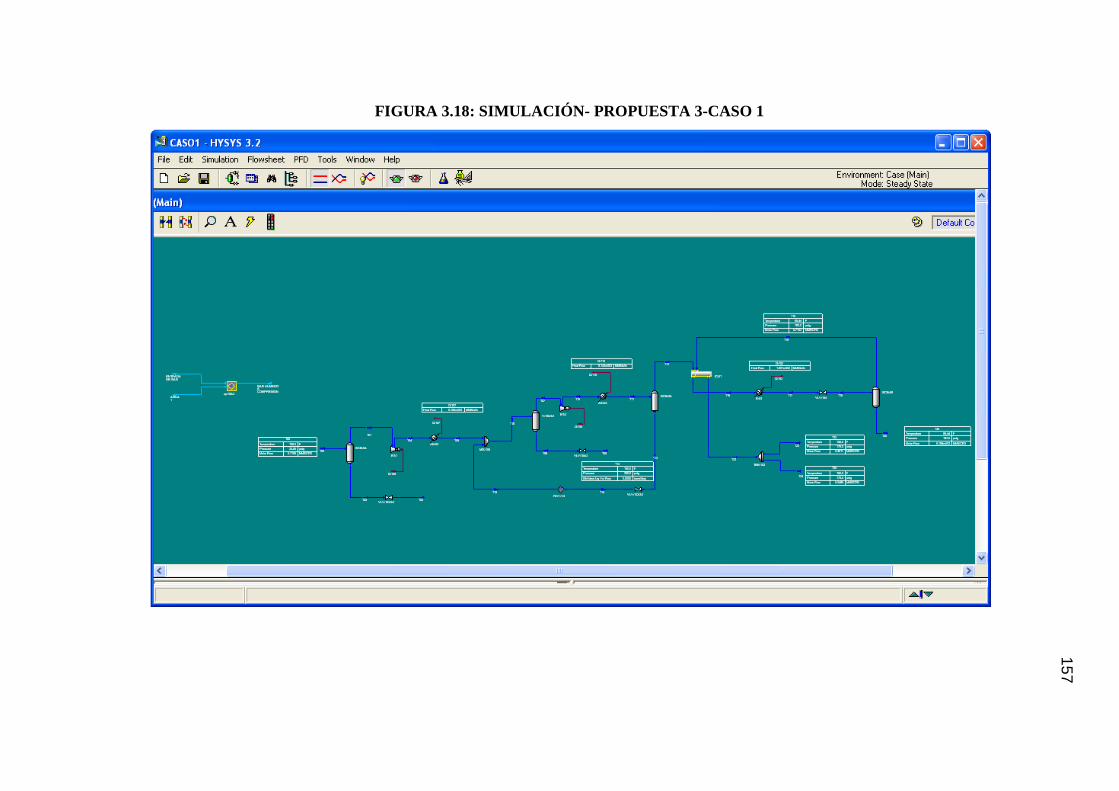
157
FIGURA 3.18: SIMULACIÓN- PROPUESTA 3-CASO 1
1
57

158
CAPÍTULO 4
ANÁLISIS TÉCNICO
En el presente capítulo se evalúa la capacidad instalada de las Facilidades de la
Estación Pichincha considerando las propuestas planteadas, además se expone
las ventajas y desventajas de cada una de las alternativas con la finalidad de
determinar cuál es la más factible de implementar para las condiciones presentes
y futuras.
La información a utilizar para la optimización y redimensionamiento de las
facilidades de producción de la Estación de Producción de Pichincha, se basa en
los siguientes datos:
1) Proyección de producción (ver Anexo 3.1).
2) Caracterización del gas (Ver Anexo 3.2).
3) Caracterización del crudo (ver Anexo 3.3 y Anexo 3.4).
4) Caracterización del agua (ver Anexo 3.5).
4.1 PROPUESTA 1
Para la evaluación y redimensionamiento de las Facilidades de Producción de la
Estación, se toma en consideración lo siguiente:
La capacidad de la estación debe ser la adecuada para manejar el máximo
flujo de fluidos en base a la proyección de producción.
El factor de seguridad en el dimensionamiento de la capacidad de los
equipos de separación y almacenamiento es del 20%.

159
El tiempo de retención del fluido en el separador bifásico es de 7 minutos,
tiempo óptimo recomendado para los campos de Petroproducción.
Los separadores deberán proveer suficiente tiempo de retención (5 a 7
minutos) para los bifásicos.
La bota desgasificadora es evaluada como un separador vertical tomando
como caso excepcional la inundación de los separadores horizontales y la
producción total es dirigida a ésta. La capacidad de líquidos debe proveer
un tiempo de retención comprendido entre 5 y 7 minutos.
La capacidad de gas de la bota desgasificadora debe estar dimensionada a
un equivalente del 10% del flujo total de gas que se produce.
El gasto de energía para elevar la temperatura a 120ºF en el tanque de
lavado se determina mediante la simulación de procesos en el simulador
Hysys 3.2, el mismo que constituye un valor de referencia o guía y más
no de diseño.
4.1.1 EVALUACIÓN DEL SISTEMA DE SEPARACIÓN PRIMARIA
La Estación de Producción Pichincha consta de tres separadores de producción
construidos bajo la Norma ASME Sección VII, en cada uno se trata el 33.3% del
volumen total de producción.
Para evaluar la operación de los separadores para las condiciones actuales (Caso
1) y futuras (Caso 3), se calcula el tiempo de retención que provee al fluido, el
mismo que deberá oscilar entre 5 a 7 minutos y además debe cumplir la relación
de Slenderness (Longitud/Diámetro) en un rango de 3 a 4.
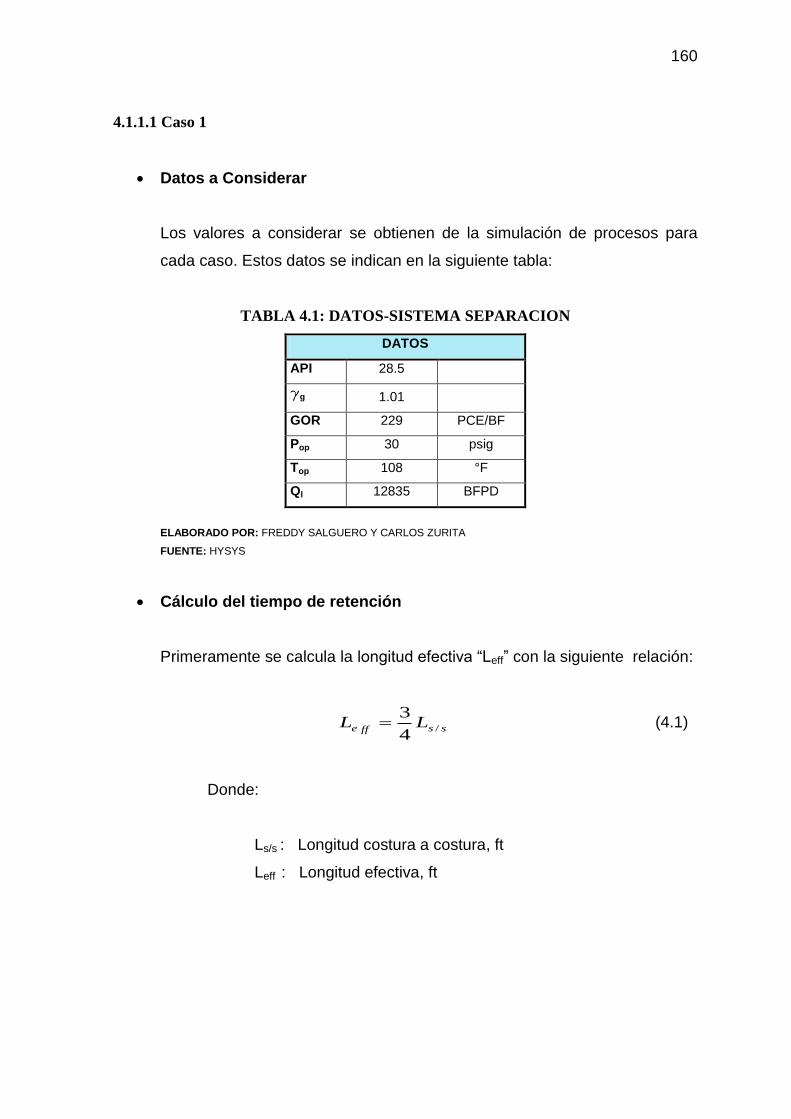
160
4.1.1.1 Caso 1
Datos a Considerar
Los valores a considerar se obtienen de la simulación de procesos para
cada caso. Estos datos se indican en la siguiente tabla:
TABLA 4.1: DATOS-SISTEMA SEPARACION
DATOS
API 28.5
gg 1.01
GOR 229 PCE/BF
Pop 30 psig
Top 108 °F
Ql 12835 BFPD
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: HYSYS
Cálculo del tiempo de retención
Primeramente se calcula la longitud efectiva “Leff” con la siguiente relación:
ssffe LL /4
3 (4.1)
Donde:
Ls/s : Longitud costura a costura, ft
Leff : Longitud efectiva, ft

161
Reemplazando las dimensiones de los tres separadores de producción S-
01, S-02 y S-03, en la Ecuación 4.1:
TABLA 4.2: LONGITUD EFECTIVA
EQUIPO
DIÁMETRO Ls-s 12Ls-s/D Leff
(in) (ft) (ft)
S-01 78 22 3.4 16.5
S-02/S-03 60 22 4.4 16.5
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
Para calcular el tiempo de retención necesario para manejar un caudal de
4236BFPD que corresponde al 33.3% del total de líquidos, se utiliza la
siguiente fórmula:
l
eff
rQ
LDt
27.0 (4.2)
En donde:
tr : Tiempo de retención, min
D : Diámetro del separador, in
Leff : Longitud efectiva, ft
Ql : Caudal de líquido, BFPD
Para los dos separadores de producción S-02 y S-03, el tiempo de
retención es de 9.8 minutos, concluyendo que estos equipos están
sobredimensionados actualmente.
Para un tiempo de retención óptimo que es de 7 minutos es necesario un
caudal de 5940BFPD como se muestra en la Tabla 4.3:
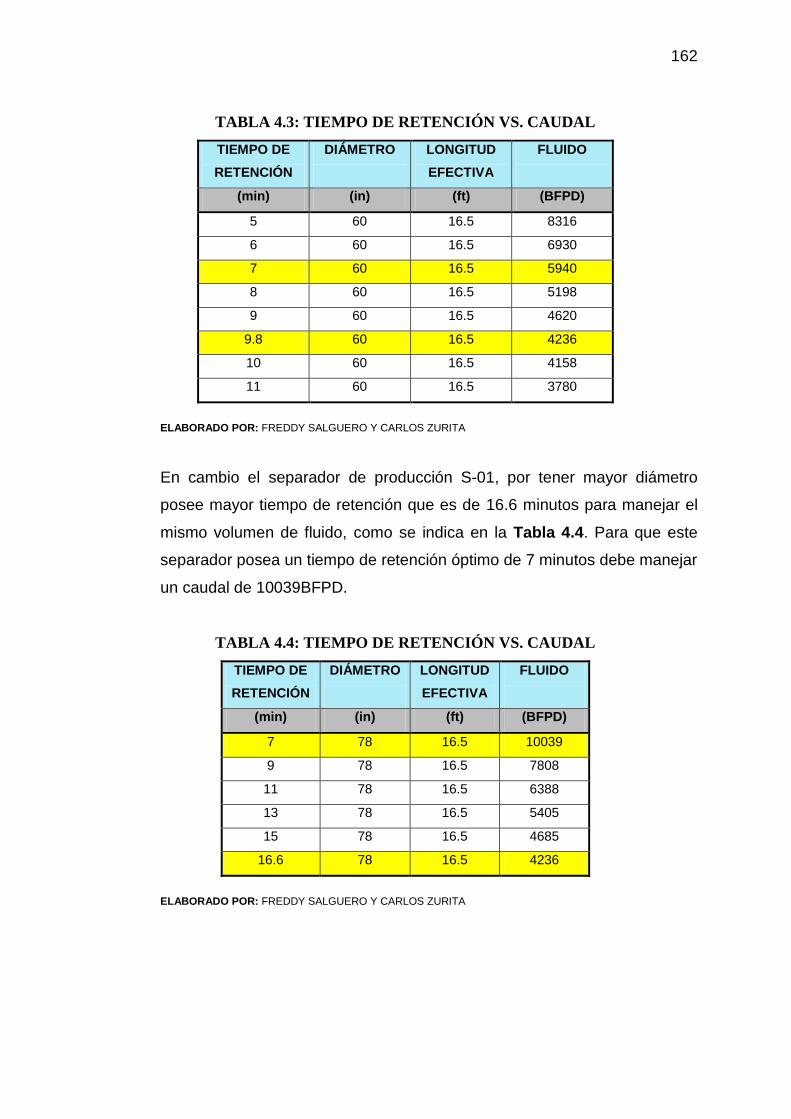
162
TABLA 4.3: TIEMPO DE RETENCIÓN VS. CAUDAL
TIEMPO DE
RETENCIÓN
DIÁMETRO
LONGITUD
EFECTIVA
FLUIDO
(min) (in) (ft) (BFPD)
5 60 16.5 8316
6 60 16.5 6930
7 60 16.5 5940
8 60 16.5 5198
9 60 16.5 4620
9.8 60 16.5 4236
10 60 16.5 4158
11 60 16.5 3780
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
En cambio el separador de producción S-01, por tener mayor diámetro
posee mayor tiempo de retención que es de 16.6 minutos para manejar el
mismo volumen de fluido, como se indica en la Tabla 4.4. Para que este
separador posea un tiempo de retención óptimo de 7 minutos debe manejar
un caudal de 10039BFPD.
TABLA 4.4: TIEMPO DE RETENCIÓN VS. CAUDAL
TIEMPO DE
RETENCIÓN
DIÁMETRO
LONGITUD
EFECTIVA
FLUIDO
(min) (in) (ft) (BFPD)
7 78 16.5 10039
9 78 16.5 7808
11 78 16.5 6388
13 78 16.5 5405
15 78 16.5 4685
16.6 78 16.5 4236
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA

163
4.1.1.2 Caso 3
Para la evaluación de los separadores de producción en el caso de máxima
producción de agua se considera que del caudal de fluido total (38149BFPD) se
trata el 33.3% en cada separador de producción.
Datos a Considerar
Para la evaluación del tiempo de retención de los separadores de
producción S-01, S-02 y S-03 se considera los siguientes datos:
TABLA 4.5: DATOS-SISTEMA DE SEPARACION
DATOS
API 28.5
gg 1.01
GOR 53.66 PCE/BF
Pop 30 psig
Top 108 °F
Ql 15107 BFPD
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: HYSYS
Cálculo del tiempo de retención
Para un caudal de 15107BFPD el tiempo de retención es de 2.8 minutos
(ver Tabla 4.6), él cual es insuficiente por lo que existe pérdidas de fluidos
por arrastre de líquido en el gas. Con un tiempo de retención de 7 minutos
(tiempo óptimo) los separadores S-02 y S-03 permiten separar un caudal
de fluido de 5940BFPD cada uno.
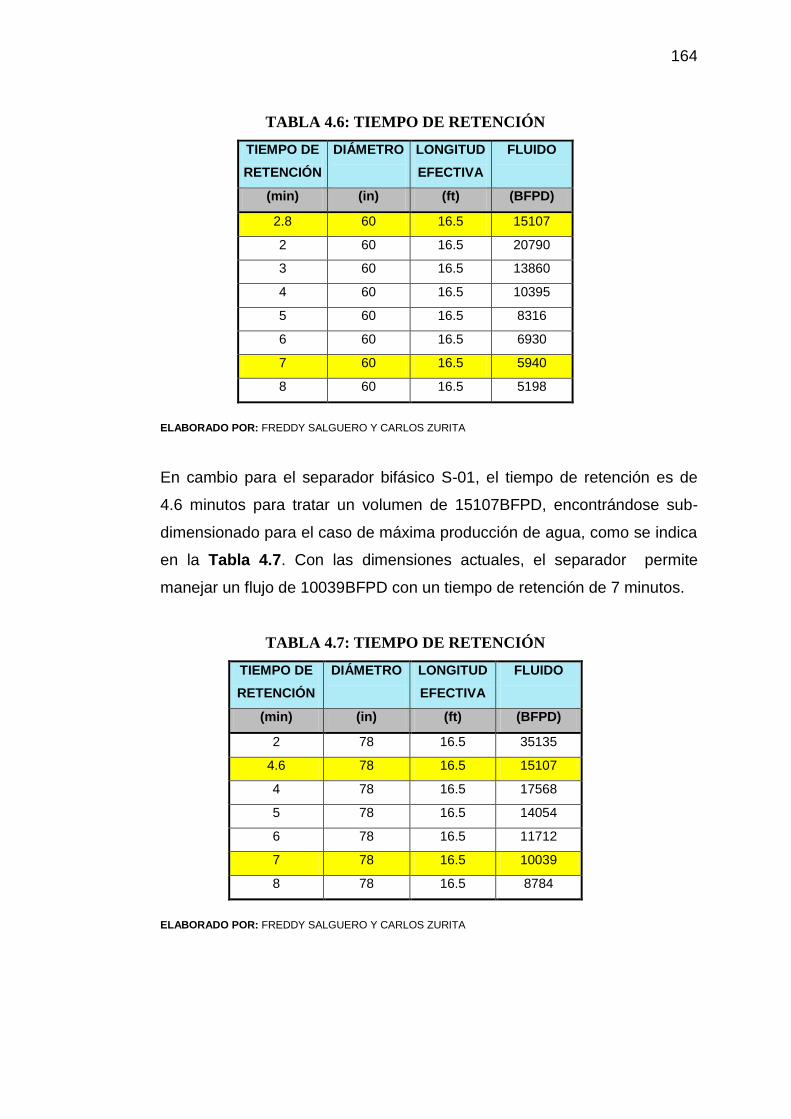
164
TABLA 4.6: TIEMPO DE RETENCIÓN
TIEMPO DE
RETENCIÓN
DIÁMETRO
LONGITUD
EFECTIVA
FLUIDO
(min) (in) (ft) (BFPD)
2.8 60 16.5 15107
2 60 16.5 20790
3 60 16.5 13860
4 60 16.5 10395
5 60 16.5 8316
6 60 16.5 6930
7 60 16.5 5940
8 60 16.5 5198
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
En cambio para el separador bifásico S-01, el tiempo de retención es de
4.6 minutos para tratar un volumen de 15107BFPD, encontrándose sub-
dimensionado para el caso de máxima producción de agua, como se indica
en la Tabla 4.7. Con las dimensiones actuales, el separador permite
manejar un flujo de 10039BFPD con un tiempo de retención de 7 minutos.
TABLA 4.7: TIEMPO DE RETENCIÓN
TIEMPO DE
RETENCIÓN
DIÁMETRO
LONGITUD
EFECTIVA
FLUIDO
(min) (in) (ft) (BFPD)
2 78 16.5 35135
4.6 78 16.5 15107
4 78 16.5 17568
5 78 16.5 14054
6 78 16.5 11712
7 78 16.5 10039
8 78 16.5 8784
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA

165
Analizando los resultados obtenidos se prevee que para el año 2025 el
sistema de separación primaria está subdimensionado, por lo que se
requiere la implementación de un separador bifásico adicional. Sin
embargo los tres separadores de producción tienen una capacidad de
manejo instalada de 21919BFPD con tiempo de retención de 7 minutos, por
lo tanto éstos permiten manejar la producción hasta el año 2015
(21721BFPD) sin tomar en cuenta su vida útil.
4.1.1.3 Dimensionamiento del Separador Horizontal Bifásico
El volumen de fluidos a tratar por el separador bifásico es sobredimensionado en
un 20%, como factor de seguridad. Los datos considerados para el
dimensionamiento son los obtenidos del Simulador de Procesos Hysys 3.1.
Datos a Considerar
TABLA 4.8: DATOS
DATOS
GAS 118750 PCED
FLUIDO 23860 BFPD
BSW 96 %
GOR 123 PCE/BF
ro 28.5 ºAPI
gw 0.990
γg 1.007
zg 0.985
µo @ 108°F 15.820 cp
tr 7.000 min
Pop 28.400 psig
Top 108.000 °F
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: HYSYS

166
Cálculo de la Capacidad de Gas
Primeramente, se determina la relación presión temperatura:
op
gop
T
PS
(4.3)
Donde:
S : Relación presión-temperatura
Pop : Presión de operación, psia
Top : Temperatura de operación, R
γg : Gravedad específica del gas
Reemplazando,
0764.0460108
007.1)7.144.28(
S
Ingresando a la Figura 4.1 con S y el °API determinamos la constante K
que es de 0.13:

167
FIGURA 4.1: DETERMINACIÓN DE K
FUENTE: APUNTES DE INSTALACIONES II
Para calcular la longitud efectiva se emplea la siguiente ecuación, la misma
que es válida para diámetros de molécula de 100 micrones:
KP
QzTLD
op
gop
eff
42 (4.4)
Donde:
Leff : Longitud efectiva del separador, ft
D : Diámetro del separador, in
Top : Temperatura de trabajo, R
Pop : Presión de trabajo, psia
Z : Factor de desviación del gas
Qg : Caudal de gas, MMPCED
CD : Coeficiente de arrastre
2/1
D
gl
gCK
, en este caso se obtiene de la Fig 4.1
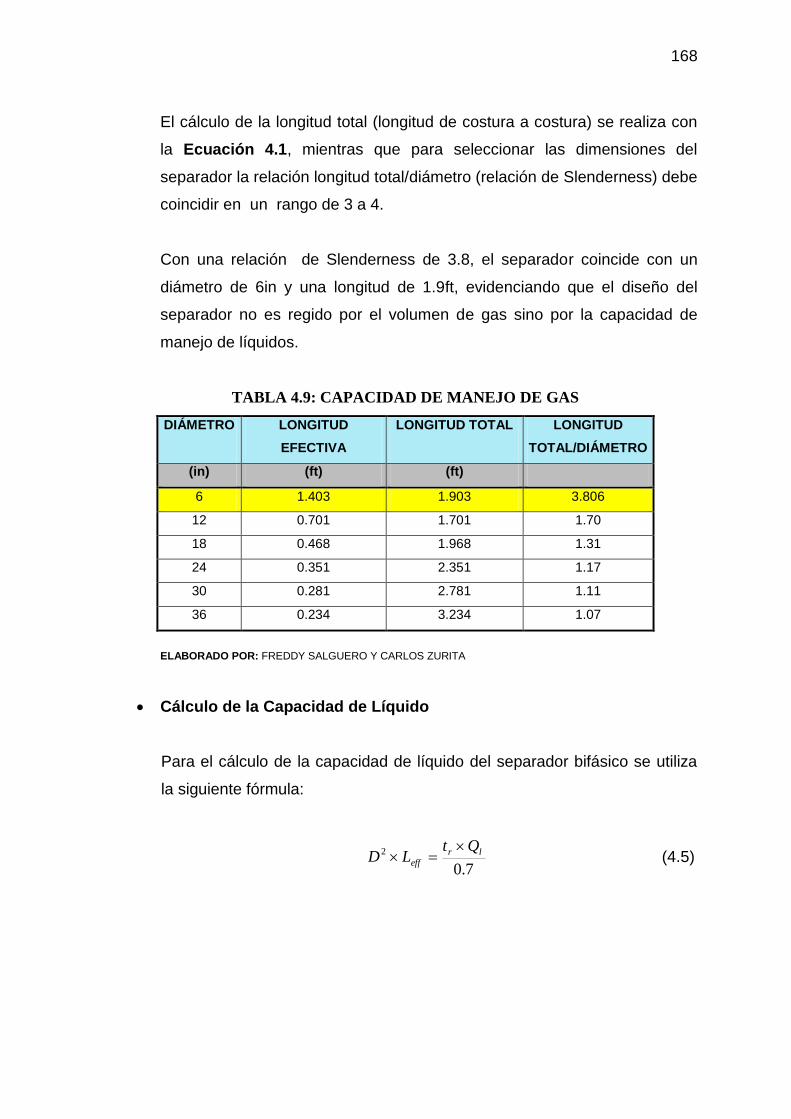
168
El cálculo de la longitud total (longitud de costura a costura) se realiza con
la Ecuación 4.1, mientras que para seleccionar las dimensiones del
separador la relación longitud total/diámetro (relación de Slenderness) debe
coincidir en un rango de 3 a 4.
Con una relación de Slenderness de 3.8, el separador coincide con un
diámetro de 6in y una longitud de 1.9ft, evidenciando que el diseño del
separador no es regido por el volumen de gas sino por la capacidad de
manejo de líquidos.
TABLA 4.9: CAPACIDAD DE MANEJO DE GAS
DIÁMETRO
LONGITUD
EFECTIVA
LONGITUD TOTAL
LONGITUD
TOTAL/DIÁMETRO
(in) (ft) (ft)
6 1.403 1.903 3.806
12 0.701 1.701 1.70
18 0.468 1.968 1.31
24 0.351 2.351 1.17
30 0.281 2.781 1.11
36 0.234 3.234 1.07
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
Cálculo de la Capacidad de Líquido
Para el cálculo de la capacidad de líquido del separador bifásico se utiliza
la siguiente fórmula:
7.0
2 lreff
QtLD
(4.5)

169
Donde:
D : Diámetro del separador, in
Leff : Longitud efectiva, ft
tr : Tiempo de residencia, min
Ql : Caudal de líquidos, BFPD
Reemplazando y asumiendo el diámetro del separador se obtienen los
resultados expuestos en la Tabla 4.10.
TABLA 4.10: DIMENSIONAMIENTO DEL SEPARADOR
DIÁMETRO
LONGITUD
EFECTIVA
LONGITUD TOTAL
LONGITUD
TOTAL/DIÁMETRO
(in) (ft) (ft)
90 29.448 39.264 5.2
96 25.882 34.510 4.3
102 22.927 30.569 3.6
108 20.450 27.267 3.0
114 18.354 24.472 2.6
120 16.565 22.086 2.2
126 15.025 20.033 1.9
132 13.690 18.253 1.7
138 12.525 16.700 1.5
144 11.503 15.338 1.3
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
La relación de Slenderness a seleccionar equivale a 3.6, para un diámetro
del separador bifásico de 102in y una longitud de 31ft.

170
4.1.2 SISTEMA DE SEPARACIÓN SECUNDARIA
4.1.2.1 Bota Desgasificadora
Este equipo maneja como máximo el 10% del gas total producido, el mismo que
no ha sido liberado en los separadores horizontales.
Capacidad de Manejo de Gas
La máxima producción de gas natural es en el año 2009 (Anexo 3.1), en
este estudio le denominamos Caso 1 y es para éste que se evalúa la
capacidad de gas que posee la bota desgasificadora.
TABLA 4.11: DATOS
DATOS
D 46 in
h 54 ft
Top 120 °F
Pop 16.7 psia
z 0.984
γg 1.09
API 28.5
Qg 0.813 MMPCED
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: HYSYS
Determinamos la relación presión/temperatura con la Ecuación 4.3:
03.0460120
09.17.16
S

171
Ingresando a la Figura 4.1: con S y el °API determinamos la constante K
que es de 0.12.
Para calcular la capacidad de gas se utiliza la siguiente ecuación:
KzT
PDC
op
op
g
504
2
(4.6)
Donde:
Cg : Capacidad de gas, MMPCED
D : Diámetro de la bota desgasificadora, in
Pop : Presión de operación, psia
Top : Temperatura de operación, R
Z : Factor de desviación del gas
2/1
D
gl
gCK
, en este caso se obtiene de la Fig 4.1
Reemplazando,
MMPCEDCg 023.112.0984.0)460120(504
7.16462
El 10% de la producción máxima de gas constituye 0.0813MMPCED,
debido a que la capacidad es de 1.023MMPCED la bota desgasificadora
posee capacidad suficiente, encontrándose sobredimensionada.

172
Capacidad de Manejo de Líquidos
El tiempo de residencia es de gran importancia en la bota desgasificadora y
se calcula como el cociente de la capacidad del recipiente sobre el volumen
de líquido, considerando que el líquido abarca un 70% de su altura total.
Este equipo sirve como separador de producción alterno temporal en el
caso de que los separadores primarios se inunden y exista la necesidad de
trabajar en bypass. Si la bota desgasificadora no considera esto en su
diseño no sirve para éste propósito, el fluido pasaría directamente al tanque
de lavado y aquí se produciría la separación total.
Considerando a la bota desgasificadora como un separador bifásico
vertical, el tiempo de residencia para el caudal máximo de fluido (Caso 3)
debe estar entre 5 y 7 minutos.
El tiempo de residencia se calcula con la siguiente expresión:
l
or
Q
Vt 1440 (4.7)
Donde:
Vo : Volumen operativo, bls
tr : Tiempo de residencia, min
Ql : Caudal de fluido total, BFPD

173
TABLA 4.12: DATOS
DATOS
Ql(2009) (BFPD) 12835
Ql (2025) (BFPD) 38149
h (ft) 37.8
Vo (bls) 77.7
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
Reemplazando,
min7.812835
7.771440 rt
De los datos obtenidos se puede evidenciar que la capacidad de manejo de
fluido actualmente es óptimo ya que provee un tiempo de residencia de 8.7
minutos. Sin embargo para el año 2025 la capacidad de líquido es
insuficiente ya que ofrece un tiempo de residencia de 2.4 minutos, por lo
tanto en caso de inundación del sistema de separación primaria no existe la
posibilidad de utilizar a este equipo como un separador alterno.
4.1.2.2 Tanque de Lavado
Debido a que el tanque actualmente instalado en la Estación Pichincha ya tiene
dimensiones totalmente establecidas, se evalúa el tiempo de residencia del fluido
producido desde el año 2009 hasta el 2025 según el pronóstico de producción.
TABLA 4.13: DATOS
EQUIPO
hTOTAL hDESCARGA hCOLCHÓN hDINÁMICA D V
(ft) (ft) (ft) (ft) (ft) (bls)
T-01 36 33 8 25 80 32260
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA

174
Para calcular el comportamiento del mismo bajo las condiciones descritas en la
Propuesta 1 se calcula el tiempo de residencia que proporciona el tanque de
lavado. Para esto definimos el volumen dinámico de fluido, manteniendo un
mínimo de 8ft de colchón de agua:
dd hD
V
4
2 (4.8)
Donde:
Vd: Volumen dinámico, bls
D : Diámetro del tanque, ft
hd: Altura dinámica, ft
FIGURA 4.2: VOLUMEN DINÁMICO DEL TANQUE DE LAVADO
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
175
Reemplazando,
blsVd 22380254
802
Con este volumen determinamos el tiempo de residencia del tanque de lavado,
dividiendo para la producción de fluido del pronóstico de producción.
l
dr
Q
Vt 24 (4.9)
Donde:
tr : Tiempo de residencia, hr
Vd: Volumen dinámico, bls
Ql: Caudal total de fluido, BFPD
En la Tabla 4.14 se presenta los cálculos realizados para tiempos de residencia
en base a la proyección de la producción, también se considera la producción de
los nuevos pozos a partir del año 2014.

176
TABLA 4.14: TIEMPO DE RESIDENCIA
TIEMPO FLUIDO tr
(año) (BFPD) (hr)
2009 12835 42
2010 13236 41
2011 13705 39
2012 14242 38
2013 14850 36
2014 20766 26
2015 21721 25
2016 22783 24
2017 23957 22
2018 25248 21
2019 26663 20
2020 28207 19
2021 29888 18
2022 31714 17
2023 33693 16
2024 35835 15
2025 38149 14 ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
El punto crítico de análisis se encuentra en el año 2025, momento en el que se
produce el máximo caudal de fluidos. En este año el tanque de lavado
proporciona un tiempo de residencia de 14 horas para la fase líquida, tiempo
suficiente para la deshidratación del crudo ya que normalmente éste oscila entre 8
y 12 horas.

177
La representación gráfica del tiempo de residencia respecto al caudal de fluido,
es:
FIGURA 4.3: TIEMPO DE RESIDENCIA TANQUE DE LAVADO
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
En el tanque de lavado también existe la coalescencia o precipitación de los
sólidos, el mismo que está en función del tiempo de residencia. Actualmente se
obtiene una concentración de sólidos de 15ppm en el agua a la salida del tanque,
con un tiempo de residencia de 42 horas.
Debe llevarse a cabo un estudio del cambio o varianza que la concentración de
sólidos posee en el agua y en el crudo a las respectivas salidas del tanque de
lavado en función del tiempo de residencia, para viabilizar un tratamiento de
sólidos.

178
4.1.3 SISTEMA DE CALENTAMIENTO
4.1.3.1 Calentador
El requerimiento de energía para el calentamiento de 6183BAPD para la
Propuesta 1 planteada se determina mediante la simulación y los resultados para
cada caso se puede observar en la Tabla 4.15.
TABLA 4.15: ENERGÍA PARA CALENTAMIENTO DE AGUA
VARIABLE
PROPUESTA 1
Caso 1 Caso 2 Caso 3
Energía de calentamiento (MMBTU/hr) 1.97 3.4 6.87
Gas Combustible (PCED) 41440 71400 144500
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
La energía requerida como equivalente del volumen de gas es la necesaria para
elevar la temperatura de 108°F a 120ºF del fluido multifásico en el tanque de
lavado.
4.1.3.2 Bomba Booster de Calentamiento
Para estimar el volumen de gas equivalente a la energía requerida por la bomba,
para elevar la presión del agua de 12 a 28psi, se utiliza la Ecuación 3.1:
PCEDQg 197904.1140
936124
La potencia requerida por la bomba booster se calcula en base a la Ecuación
4.10, con la potencia teórica de 3.7HP obtenida en la simulación:

179
he
hHPHP
(4.10)
Donde:
HP : Potencia real, HP
HPh: Potencia del simulador, HP
ηe : Eficiencia eléctrica, 0.9
ηh : Eficiencia hidraúlica, 0.8
Reemplazando,
HPHP 14.58.09.0
7.3
4.1.4 SISTEMA DE ALMACENAMIENTO Y TRANSFERENCIA
4.1.4.1 Tanque de Reposo
Debido a que el tanque de reposo instalado posee dimensiones totalmente
establecidas, se evalúa el comportamiento del mismo bajo las condiciones
descritas en la Propuesta 1. Para este propósito se determina el tiempo de
residencia en función del volumen dinámico del petróleo con una altura dinámica
de 30.4ft, (ver Figura 4.4):
dd hD
V
46.22
2 (4.11)

180
Donde:
Vd: Volumen dinámico, bls
D : Diámetro del tanque, ft
hd: Altura dinámica, ft
FIGURA 4.4: VOLUMEN DINÁMICO DEL TANQUE DE REPOSO
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
Reemplazando,
blsVd 344434.3046.22
902
Luego determinamos el tiempo de residencia del petróleo para esta alternativa
con la siguiente ecuación:
o
dr
Q
Vt 24 (4.12)
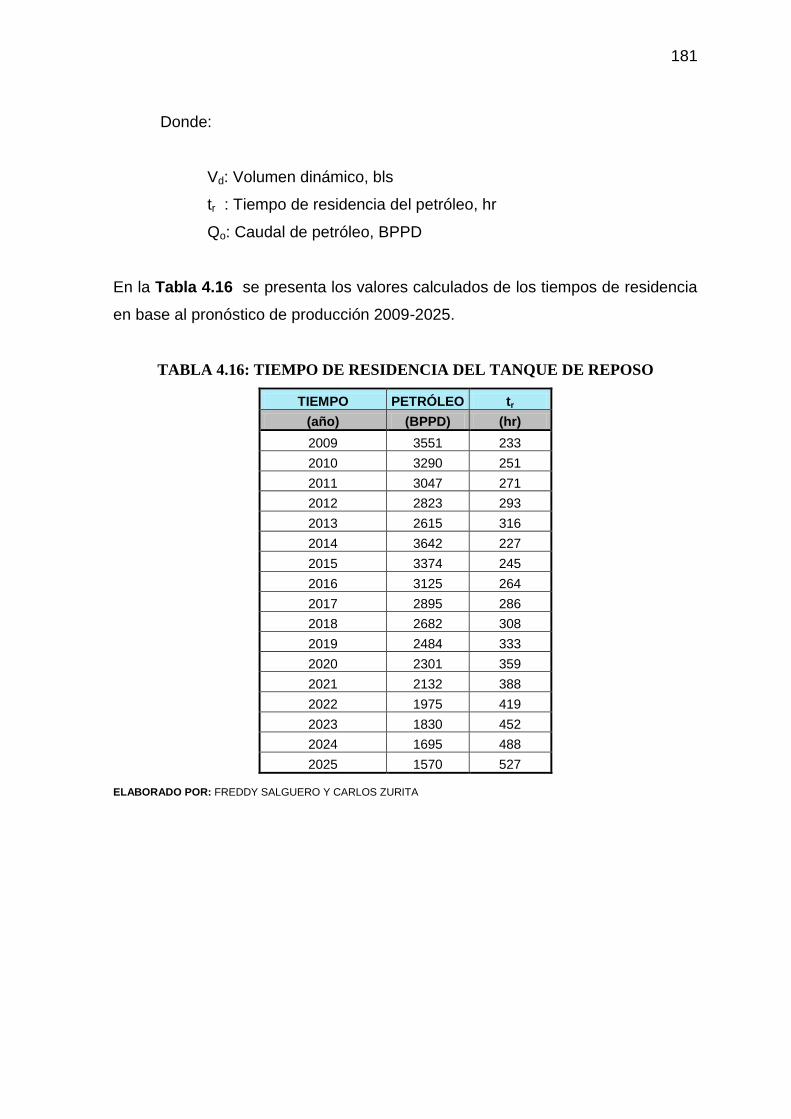
181
Donde:
Vd: Volumen dinámico, bls
tr : Tiempo de residencia del petróleo, hr
Qo: Caudal de petróleo, BPPD
En la Tabla 4.16 se presenta los valores calculados de los tiempos de residencia
en base al pronóstico de producción 2009-2025.
TABLA 4.16: TIEMPO DE RESIDENCIA DEL TANQUE DE REPOSO
TIEMPO PETRÓLEO tr
(año) (BPPD) (hr)
2009 3551 233
2010 3290 251
2011 3047 271
2012 2823 293
2013 2615 316
2014 3642 227
2015 3374 245
2016 3125 264
2017 2895 286
2018 2682 308
2019 2484 333
2020 2301 359
2021 2132 388
2022 1975 419
2023 1830 452
2024 1695 488
2025 1570 527 ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
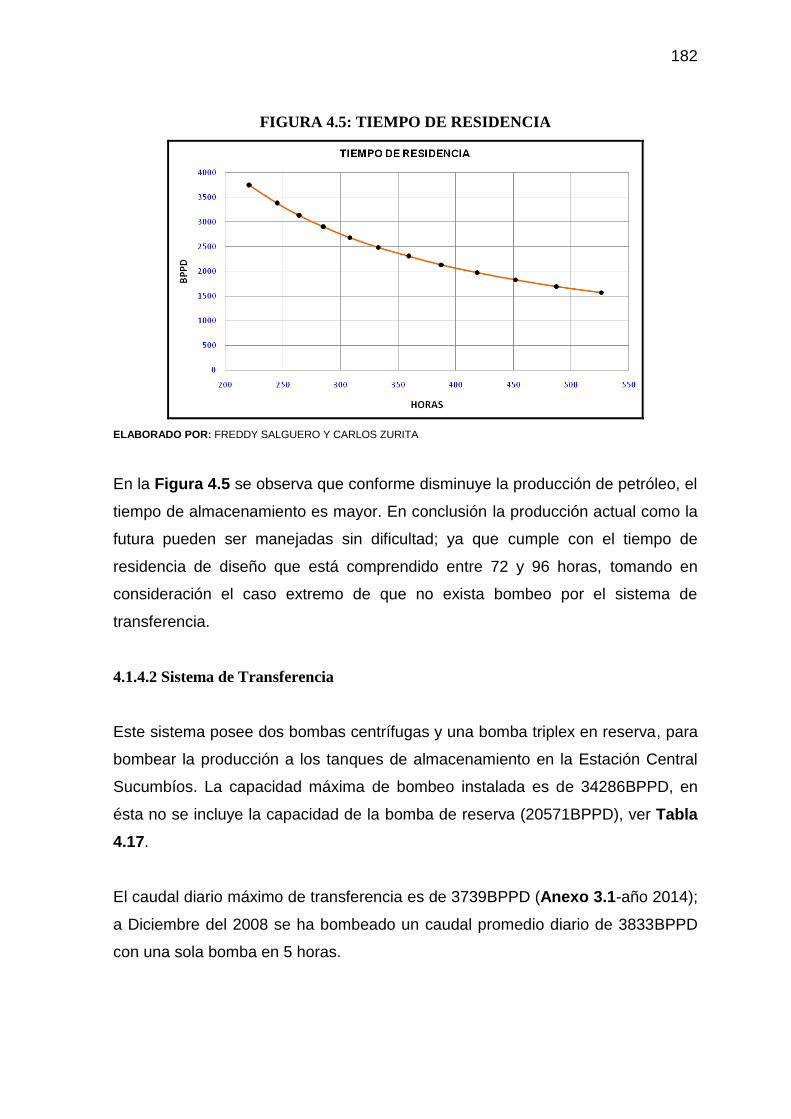
182
FIGURA 4.5: TIEMPO DE RESIDENCIA
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
En la Figura 4.5 se observa que conforme disminuye la producción de petróleo, el
tiempo de almacenamiento es mayor. En conclusión la producción actual como la
futura pueden ser manejadas sin dificultad; ya que cumple con el tiempo de
residencia de diseño que está comprendido entre 72 y 96 horas, tomando en
consideración el caso extremo de que no exista bombeo por el sistema de
transferencia.
4.1.4.2 Sistema de Transferencia
Este sistema posee dos bombas centrífugas y una bomba triplex en reserva, para
bombear la producción a los tanques de almacenamiento en la Estación Central
Sucumbíos. La capacidad máxima de bombeo instalada es de 34286BPPD, en
ésta no se incluye la capacidad de la bomba de reserva (20571BPPD), ver Tabla
4.17.
El caudal diario máximo de transferencia es de 3739BPPD (Anexo 3.1-año 2014);
a Diciembre del 2008 se ha bombeado un caudal promedio diario de 3833BPPD
con una sola bomba en 5 horas.
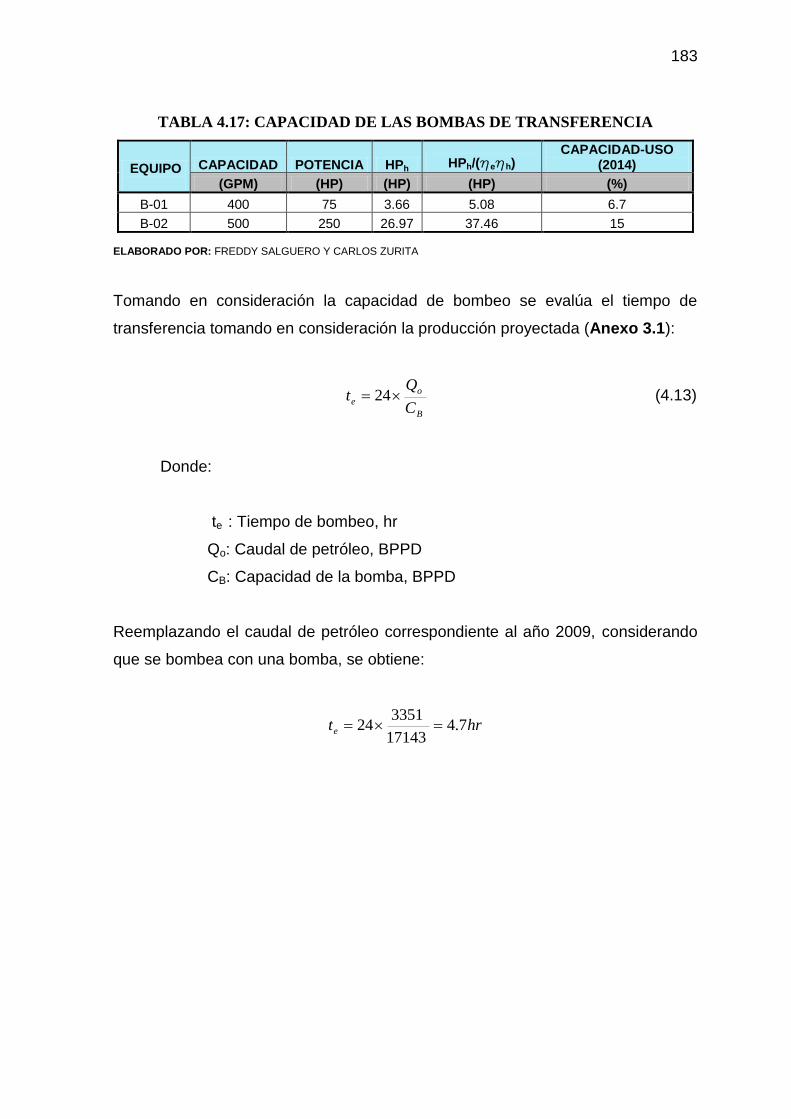
183
TABLA 4.17: CAPACIDAD DE LAS BOMBAS DE TRANSFERENCIA
EQUIPO
CAPACIDAD POTENCIA HPh HPh/(ηeηh) CAPACIDAD-USO
(2014)
(GPM) (HP) (HP) (HP) (%)
B-01 400 75 3.66 5.08 6.7
B-02 500 250 26.97 37.46 15
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
Tomando en consideración la capacidad de bombeo se evalúa el tiempo de
transferencia tomando en consideración la producción proyectada (Anexo 3.1):
B
oe
C
Qt 24 (4.13)
Donde:
te : Tiempo de bombeo, hr
Qo: Caudal de petróleo, BPPD
CB: Capacidad de la bomba, BPPD
Reemplazando el caudal de petróleo correspondiente al año 2009, considerando
que se bombea con una bomba, se obtiene:
hrte 7.417143
335124
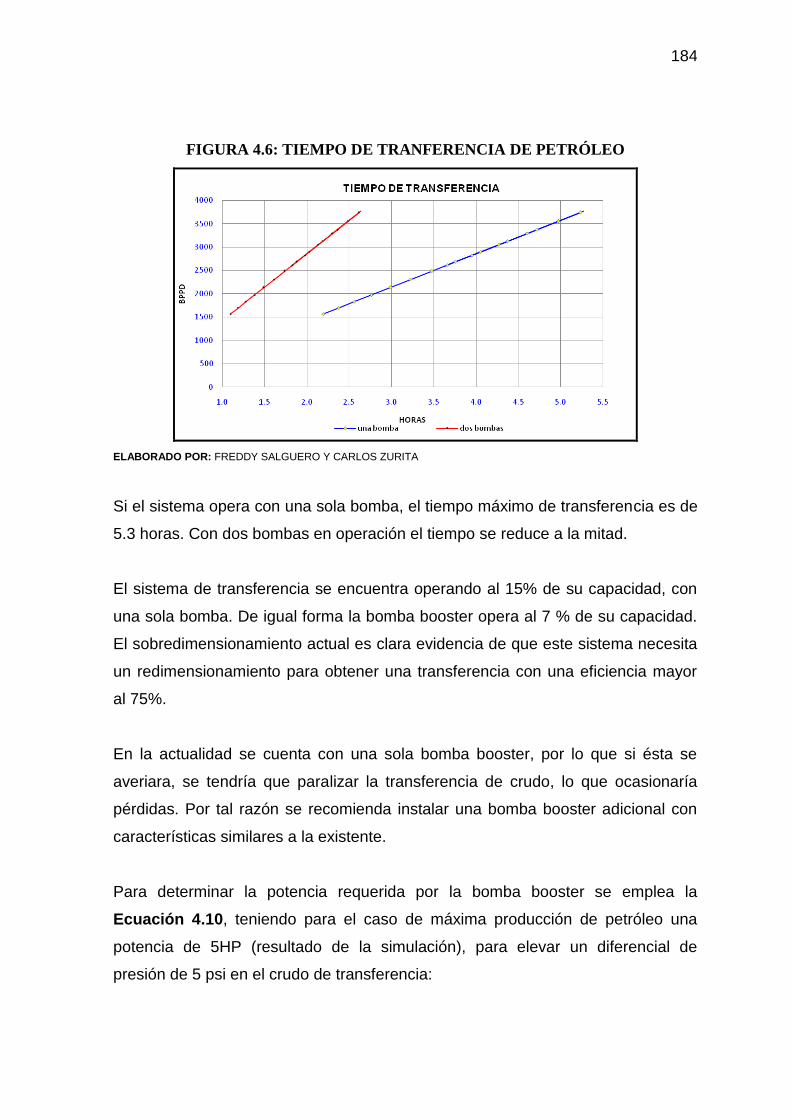
184
FIGURA 4.6: TIEMPO DE TRANFERENCIA DE PETRÓLEO
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
Si el sistema opera con una sola bomba, el tiempo máximo de transferencia es de
5.3 horas. Con dos bombas en operación el tiempo se reduce a la mitad.
El sistema de transferencia se encuentra operando al 15% de su capacidad, con
una sola bomba. De igual forma la bomba booster opera al 7 % de su capacidad.
El sobredimensionamiento actual es clara evidencia de que este sistema necesita
un redimensionamiento para obtener una transferencia con una eficiencia mayor
al 75%.
En la actualidad se cuenta con una sola bomba booster, por lo que si ésta se
averiara, se tendría que paralizar la transferencia de crudo, lo que ocasionaría
pérdidas. Por tal razón se recomienda instalar una bomba booster adicional con
características similares a la existente.
Para determinar la potencia requerida por la bomba booster se emplea la
Ecuación 4.10, teniendo para el caso de máxima producción de petróleo una
potencia de 5HP (resultado de la simulación), para elevar un diferencial de
presión de 5 psi en el crudo de transferencia:
185
HPHP 58.09.0
6.3
4.1.5 SISTEMA REINYECCIÓN DE AGUA DE FORMACIÓN
4.1.5.1 Características del Agua de Formación
El agua de formación para la reinyección debe cumplir principalmente con los
siguientes requerimientos:
Concentración de petróleo en agua ≤ 20ppm.
Sólidos suspendidos totales ≤ 50ppm
Oxígeno disuelto < 5ppb
PH = 7
De acuerdo al análisis realizado por el Departamento de Corrosión del Campo
Libertador, las características del agua de formación cumplen los requerimientos
básicos para la reinyección. Esta caracterización se debe principalmente a tres
factores: tratamiento químico, arenas semiconsolidadas y tiempo de retención
elevado en la deshidratación.
Es por esta razón que el sistema de agua no requiere actualmente un sistema de
tratamiento físico. Hay que enfatizar que, en vista de que el flujo diario de fluido
sufre un incremento desde los 12835BFPD hasta los 38149BFPD (años: 2009 a
2025), el tiempo de residencia del fluido en el tanque de lavado disminuye de 42 a
14 horas (ver Figura 4.3). Esto ocasiona que la concentración de sólidos
suspendidos en el agua sea mayor en la salida del tanque, en consecuencia
estudios posteriores de este aspecto decidirán la necesidad de un sistema de
filtración.

186
TABLA 4.18: CARACTERISTICAS-AGUA DE FORMACIÓN
PARÁMETROS TANQUE-LAVADO
PH 7
Temperatura °F 110
Dureza Total, mg/l CaCO3 6000
Dureza Cálcica, mg/l CaCO3 4600
Dureza Magnesica, mg/l CaCO3 1400
Alcalinidad Total, mg/l CaCO3 450
Hierro, mg/l Fe++ 15.10
Sulfatos, ppm SO4 = 230
Cloruros, ppm Clˉ 23100
Densidad Relativa 1.02
Oxigeno, ppb 0.60
CO2, mg/l 45
H2S, mg/l 0.20
Oil en agua ppm 15
Sólidos (STS) ppm 22
FUENTE: DEPARTAMENTO DE CORROSIÓN-PETROPRODUCCIÓN
4.1.5.2 Equipos de Bombeo
La capacidad de bombeo de los equipos que llevan a cabo la inyección del agua
de formación se detalla en la Tabla 4.19, en conjunto con la potencia requerida
por el sistema:

187
TABLA 4.19: CAPACIDAD DE BOMBEO
BOMBA
CAPACIDAD POTENCIA HPh HPh/(ηeηh)
CAPACIDAD
USO (2025)
(BAPD) (HP) (HP) (HP) (%)
BOOSTER (B-05) 12342 50 28.8 40 80
BOOSTER (B-06) 12342 50 28.8 40 80
BOOSTER (ADICIONAL) 7974 29 16 22.3 80
REDA-01 13029 500 314 436 87.2
REDA-02 13029 500 314 436 87.2
REDA-03 20571 800 528 733.3 92
REDA-04 20571 800 503 699 87.4
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: ESTACIÓN PICHINCHA
Las bombas booster (B-05 y B-06) suman una capacidad de bombeo total
24684BAPD, las cuales no satisfacen las necesidades del sistema de reinyección
desde año 2017 (21062BAPD) al año 2025 en donde la producción de agua
proyectada es de 36579BAPD, por lo que se recomienda la instalación de una
bomba booster de 29HP (Tabla 4.19), sumando una capacidad total de
32658BAPD. Es importante la recomendación de instalar una bomba booster de
respaldo, en caso de cualquier percance que se pueda presentar, ésta debe
poseer características semejantes a la bomba B-05 o B-06.
La bombas de reinyección de alta presión (REDA-01, REDA-02, REDA-03 y
REDA-04) acumulan una capacidad de diseño de 67200BAPD, es decir si éstas
trabajan al 100%. Analizando los resultados de la simulación, obtenemos una
funcionabilidad de las mismas con una eficiencia que bordea el 90% (Tabla 4.19),
está en función del caudal y de la presión de descarga. Los datos de simulación
del sistema de reinyección de agua son visualizados en el Anexo 6.3.
188
4.2 PROPUESTA 2
Las condiciones bajo las cuales es evaluada la Propuesta 2 son:
La capacidad de la planta de tratamiento debe ser la adecuada para
manejar el 100% del total de producción de fluido.
Como factor de seguridad en el dimensionamiento de los equipos, el flujo
de fluidos que maneja éstos es sobredimensionado en un 20%.
El flujo de fluidos proveniente del sistema de separación primaria, es
enviado a la bota desgasificadora y luego al tanque de lavado+calentador.
Los separadores trifásicos proveen un tiempo de retención de 10 minutos.
El agua libre a la salida del separador trifásico posee una concentración
máxima de petróleo en agua de 200ppm.
Los nuevos equipos a dimensionar para dar tratamiento al agua de
formación deben diseñarse para reducir el contenido de petróleo en el agua
de 200ppm a menos de 20ppm, y el contenido de sólidos disueltos a
50ppm como mínimo.
4.2.1 SISTEMA DE SEPARACIÓN TRIFÁSICA
En la presente propuesta se reemplaza los separadores bifásicos por dos
separadores trifásicos. Cada uno posee una capacidad de diseño de 24800BFPD
con un 96% de BSW (año 2025).

189
Para su dimensionamiento se considera lo siguiente:
a) Las líneas de interfase se encuentran definidas.
b) La temperatura y presión se consideran constantes.
c) Las gotas de fluido de las fases a separar son esféricas.
d) Las fases a separar son inmiscibles.
e) El diámetro de partícula máximo del líquido que se escapa por el extractor
de neblina es de 100 micrones.
f) El tiempo de retención en el separador trifásico es de 10 minutos.
Datos a Considerar
Para el dimensionamiento del separador trifásico tomamos como
referencia la producción proporcionadas por Petroproducción y las
propiedades obtenidas en la simulación, éstas que se exponen en la Tabla
4.20.
TABLA 4.20: DATOS
DATOS
Gas 0.814 MMPCED
Fluido 22890 BFPD
BSW 96 %
GOR 123 PCED/BF
γo 0.88
γw 0.994
γg 1.007
zg 0.98
µo 15.89 cp
µw 0.63 cp
Pop 28.4 psig
Top 108 °F
tr 10 min
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
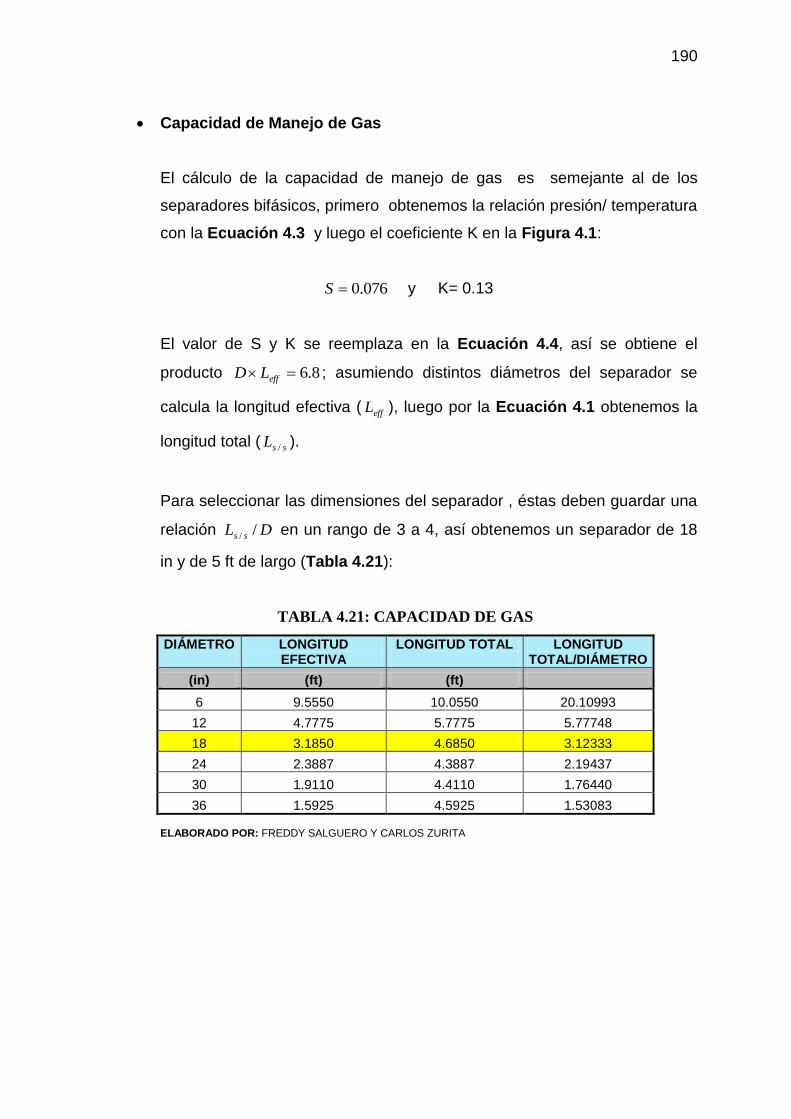
190
Capacidad de Manejo de Gas
El cálculo de la capacidad de manejo de gas es semejante al de los
separadores bifásicos, primero obtenemos la relación presión/ temperatura
con la Ecuación 4.3 y luego el coeficiente K en la Figura 4.1:
076.0S y K= 0.13
El valor de S y K se reemplaza en la Ecuación 4.4, así se obtiene el
producto 8.6 effLD ; asumiendo distintos diámetros del separador se
calcula la longitud efectiva ( effL ), luego por la Ecuación 4.1 obtenemos la
longitud total ( ssL / ).
Para seleccionar las dimensiones del separador , éstas deben guardar una
relación DL ss // en un rango de 3 a 4, así obtenemos un separador de 18
in y de 5 ft de largo (Tabla 4.21):
TABLA 4.21: CAPACIDAD DE GAS
DIÁMETRO
LONGITUD EFECTIVA
LONGITUD TOTAL
LONGITUD TOTAL/DIÁMETRO
(in) (ft) (ft)
6 9.5550 10.0550 20.10993
12 4.7775 5.7775 5.77748
18 3.1850 4.6850 3.12333
24 2.3887 4.3887 2.19437
30 1.9110 4.4110 1.76440
36 1.5925 4.5925 1.53083
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
191
Capacidad de Manejo de Líquidos
Inicialmente los separadores de la Estación Pichincha eran trifásicos, sin
embargo el agua de separación era descargada con alta concentración de
petróleo debido a que el tiempo de residencia no era el adecuado. Estos
separadores fueron adecuados a bifásicos y son los que actualmente
operan.
Para nuestro diseño se considera un tiempo de residencia de 10 minutos.
El caudal de fluido considerado es el máximo (2025) con un
sobredimensionamiento del 20% (45779BFPD). Tal flujo es demasiado
para tratar en un solo separador, planteando la instalación de dos
separadores trifásicos con capacidad de manejo de 22890BFPD que
corresponde al 50% del flujo total.
Para determinar la capacidad de retención de la fase líquida utilizamos la
siguiente relación:
wo QQtrLeffD 42.12 (4.14)
Donde:
D : Diámetro del separador, in
Leff: Longitud efectiva, ft
tr : Tiempo de residencia, min
Qo : Caudal de petróleo, BPPD
Qw : Caudal de agua, BAPD
Reemplazando los valores y asumiendo diámetros para el separador,
obtenemos los resultados expuestos en la Tabla 4.22:

192
TABLA 4.22: CAPACIDAD DE LÍQUIDO
DIÁMETRO
LONGITUD
EFECTIVA
LONGITUD TOTAL
LONGITUD
TOTAL/DIÁMETRO
(in) (ft) (ft)
90 40.127 53.503 7.1
96 35.268 47.024 5.9
102 31.241 41.655 4.9
108 27.866 37.155 4.1
114 25.010 33.347 3.5
120 22.572 30.096 3.0
126 20.473 27.298 2.6
132 18.654 24.872 2.3
138 17.067 22.756 2.0
144 15.675 20.899 1.7
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
Para seleccionar el diámetro y longitud apropiados, la relación de
Slenderness (Ls-s/D) de estar comprendida entre 3 y 4.
En base a este criterio se requiere implementar un separador trifásico de
114in de diámetro y 33ft de largo. El separador trifásico proporciona una
capacidad de manejo de 22889BFPD, alcanzando a tratar el fluido hasta el
año 2016 (22783BFPD) con un tiempo de residencia de 10 minutos. A
partir del año 2017 se recomienda la instalación del segundo separador
trifásico, en conjunto los dos separadores satisfacen las necesidades en el
tema separación hasta el año 2025.

193
4.2.2 SISTEMA DE SEPARACIÓN SECUNDARIA
4.2.2.1 Bota Desgasificadora
Datos a Considerar
Para determinar la capacidad operativa de la bota de gas se emplea los
siguientes datos:
TABLA 4.23: DATOS
DATOS
D 46 in
h 54 ft
Top 120 °F
Pop 16.7 psia
z 0.99
γg 1.07
API 28.5
Qg 0.813 MMPCED
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
Cálculo de la Capacidad de Gas
Se determina la relación presión/temperatura con la Ecuación 4.3:
03.0460120
07.17.16
S
Luego, en la Figura 4.1: con S y el °API se determina la constante K que
es de 0.11 y se calcula la capacidad de manejo de gas de la bota
desgasificadora con la Ecuación 4.6:
MMPCEDCg 11.011.099.0)460120(504
7.16462

194
El 10% de la producción máxima de gas (año 2009) es de 0.081MMPCED,
por lo tanto la bota desgasificadora puede manejar sin ningún problema el
10% del flujo máximo de gas.
Capacidad de Manejo de Líquidos
Debido a que el 80% del agua se evacúa en el separador trifásico y a que
la máxima producción de crudo es en el año 2014, el máximo flujo de
fluidos que llega a la bota desgasificadora es en el 2014, si se mantiene
constante el flujo de agua que recircula por el calentador.
El tiempo de residencia que proporciona este equipo se calcula con un
caudal de fluido equivalente a 8245BFPD (corriente # 5-Anexo 6.5), para
su determinación se emplea la Ecuación 4.7, así:
min6.138245
7.771440 rt
El tiempo de retención se encuentra fuera de rango (> 5min),
encontrándose la bota desgasificadora sobredimensionada.
4.2.2.2 Tanque de Lavado
El tanque de lavado posee un volumen dinámico de 22380bls, con este volumen
determinamos el tiempo de residencia del fluido, considerando que el separador
trifásico permite eliminar el 80% de agua.

195
En la Tabla 4.24 se exhiben los cálculos del tiempo de residencia en función de
la producción promedia diaria de cada año, utilizando la Ecuación 4.9,
obteniéndose:
TABLA 4.24: TIEMPO DE RESIDENCIA
TIEMPO PETRÓLEO AGUA
20%
AGUA FLUIDO
TIEMPO DE
RESIDENCIA
(año) (BPPD) (BAPD) (BAPD) (BFPD) (hr)
2009 3551 9284 1857 5408 99
2010 3290 9947 1989 5279 102
2011 3047 10658 2132 5179 104
2012 2823 11419 2284 5107 105
2013 2615 12235 2447 5062 106
2014 3642 17124 3425 7067 76
2015 3374 18347 3669 7043 76
2016 3125 19658 3932 7057 76
2017 2895 21062 4212 7108 76
2018 2682 22566 4513 7195 75
2019 2484 24179 4836 7320 73
2020 2301 25906 5181 7483 72
2021 2132 27756 5551 7683 70
2022 1975 29739 5948 7923 68
2023 1830 31864 6373 8202 65
2024 1695 34140 6828 8523 63
2025 1570 36579 7316 8886 60
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA

196
FIGURA 4.7: TIEMPO DE RESIDENCIA
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
El tiempo de residencia de la Propuesta 2 respecto a la Propuesta 1 se duplica y
en algunos casos se cuadriplica. Esta ventaja proporciona mayor concentración
de sólidos resultado del asentamiento gravitacional y de la reducción del flujo de
agua en el separador (80%).
4.2.3 SISTEMA DE CALENTAMIENTO
4.2.3.1 Calentador
El requerimiento de energía para calentar 1000BAPD para la Propuesta 2 se
determina a través de la simulación. Estos resultados son re-editados en la Tabla
4.25 a partir de los resultados de la simulación que se ha detallado en la Sección
3.2.7.3.

197
TABLA 4.25: ENERGÍA PARA CALENTAMIENTO DE AGUA
VARIABLE
PROPUESTA 2
Caso 1 Caso 2 Caso 3
Energía de calentamiento (MMBTU/hr) 0.60 0.91
1.47
Gas combustible (PCED) 12620 19140
30920
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
El gas combustible es menor en comparación con la Propuesta 1, ya que el 80%
del caudal de agua que ingresa al sistema de separación primaria es enviado al
sistema de tratamiento de agua para reinyección.
4.2.3.2 Bomba Booster de Calentamiento
La energía requerida por la bomba booster es de 1514BTU/hr. El volumen de gas
equivalente a la energía requerida, considerando que el equipo utiliza como
combustible el mismo gas de la estación, se calcula con la Ecuación 3.1:
PCEDQg 32904.1140
151424
En cambio, la potencia de la bomba booster se calcula con la Ecuación 4.10, con
una potencia teórica de 0.6HP obtenida en la simulación:
HPHP 83.08.09.0
6.0
4.2.4 SISTEMA DE ALMACENAMIENTO Y TRANSFERENCIA
La evaluación de este sistema está regidos en base a la producción de petróleo
(Anexo 3.1) y conociendo que ésta es constante para las Propuestas 1 y 2, el
tiempo de bombeo es el mismo al de la propuesta anterior (ver Sección 4.1.4.2).

198
4.2.5 SISTEMA DE REINYECCIÓN DE AGUA DE FORMACIÓN
4.2.5.1 Características del Agua de Formación
En el Subcapítulo 4.1.5.1 se ha concluido que el agua de formación a la salida
del tanque de lavado no necesita tratamiento físico, ya que actualmente cumple
con los requerimientos básicos de inyección.
Sin embargo, al implementar un separador trifásico se considera que el agua libre
separada (80%) contiene una concentración máxima de 200ppm de petróleo en
agua. Por lo que es necesario la instalación de un tanque de desnatado y un
tanque de almacenamiento de agua de formación, para reducir la concentración
de petróleo hasta un rango <20ppm.
4.2.5.2 Tanque de Desnatado
La razón anterior justifica la instalación de un tanque de desnatado. Éste es de la
forma cilíndrica y proporciona un tiempo de retención máximo de 15 minutos,
dando tratamiento a partículas con diámetros ≤200 micrones.
Datos a Considerar
TABLA 4.26: DATOS
DATOS
Qw 35116 BFPD
γw 0.994
µw 0.627 cp
γo 0.884
dp 200 μm
trw 15 min
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA

199
Dimensionamiento por el Diámetro de Partícula
Considerando que el diámetro de partícula es de 200 micrones, el
dimensionamiento se realiza mediante la siguiente ecuación:
2
1000
pow
wwefft
d
QLD
(4.15)
Donde:
Dt : Diámetro del tanque, in
Leff: Altura efectiva del tanque, ft
Qw : Caudal de agua, BAPD
µw : Viscosidad del agua, cp
γw : Gravedad específica del agua
γo : Gravedad específica del petróleo
dp : Diámetro de partícula, μm
Reemplazando,
5.6706
200884.0994.0
627.04706010002
effLD
Asumimos varios diámetros del tanque para calcular la altura efectiva y la
altura costura-costura del tanque (ver Tabla 4.27).

200
TABLA 4.27: DIMENSIONES-TANQUE DESNATADOR
DIÁMETRO
LONGITUD
EFECTIVA
LONGITUD
TOTAL
LONGITUD
TOTAL/DIÁMETRO
(in) (ft) (ft)
90 55.6 74.1 9.9
96 52.1 69.5 8.7
102 49.1 65.4 7.7
108 46.3 61.8 6.9
114 43.9 58.5 6.2
120 41.7 55.6 5.6
126 39.7 52.9 5.0
132 37.9 50.6 4.6
138 36.3 48.4 4.2
144 34.8 46.3 3.9
147 34.0 45.4 3.7
151 33.1 44.2 3.5
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
Dimensionamiento por el Tiempo de Retención
Mediante el tiempo de residencia el dimensionamiento se realiza con la
ecuación:
wrwefft QtLD 4.12 (4.16)
Donde:
Dt : Diámetro del tanque, in
Leff: Altura efectiva del tanque, ft
trw : Tiempo de residencia del agua, min
Qw : Caudal de agua, BAPD
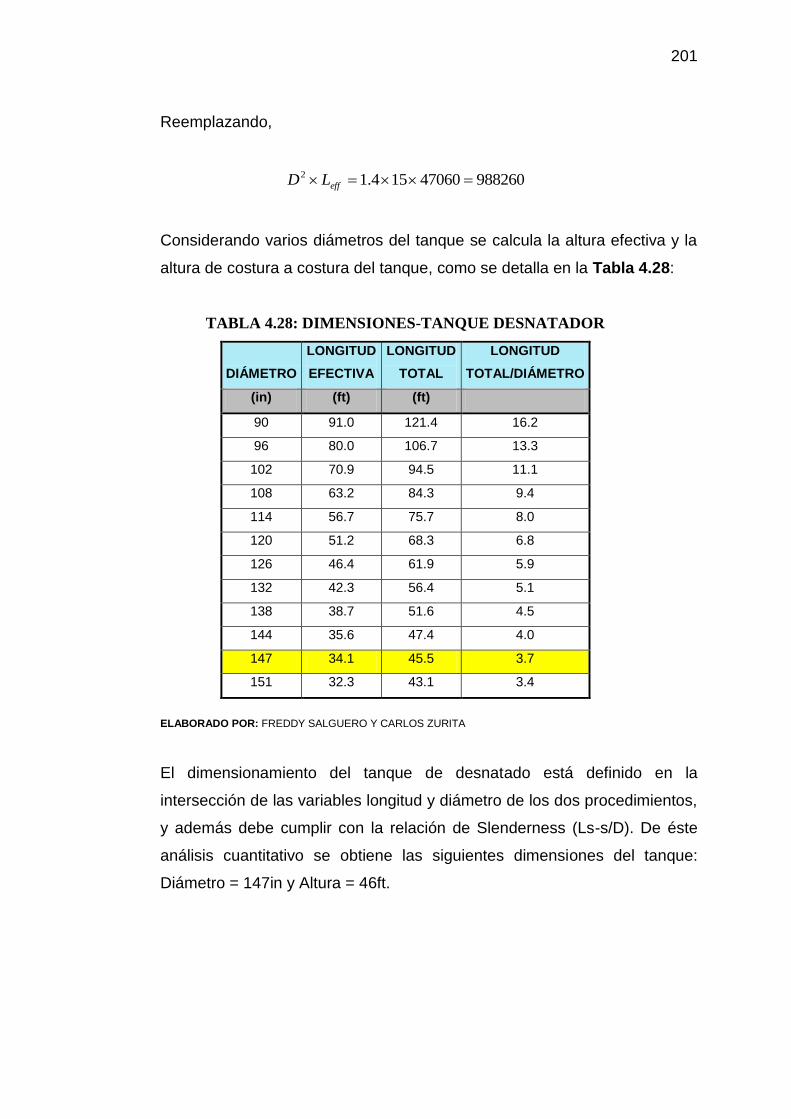
201
Reemplazando,
98826047060154.12 effLD
Considerando varios diámetros del tanque se calcula la altura efectiva y la
altura de costura a costura del tanque, como se detalla en la Tabla 4.28:
TABLA 4.28: DIMENSIONES-TANQUE DESNATADOR
DIÁMETRO
LONGITUD
EFECTIVA
LONGITUD
TOTAL
LONGITUD
TOTAL/DIÁMETRO
(in) (ft) (ft)
90 91.0 121.4 16.2
96 80.0 106.7 13.3
102 70.9 94.5 11.1
108 63.2 84.3 9.4
114 56.7 75.7 8.0
120 51.2 68.3 6.8
126 46.4 61.9 5.9
132 42.3 56.4 5.1
138 38.7 51.6 4.5
144 35.6 47.4 4.0
147 34.1 45.5 3.7
151 32.3 43.1 3.4
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
El dimensionamiento del tanque de desnatado está definido en la
intersección de las variables longitud y diámetro de los dos procedimientos,
y además debe cumplir con la relación de Slenderness (Ls-s/D). De éste
análisis cuantitativo se obtiene las siguientes dimensiones del tanque:
Diámetro = 147in y Altura = 46ft.
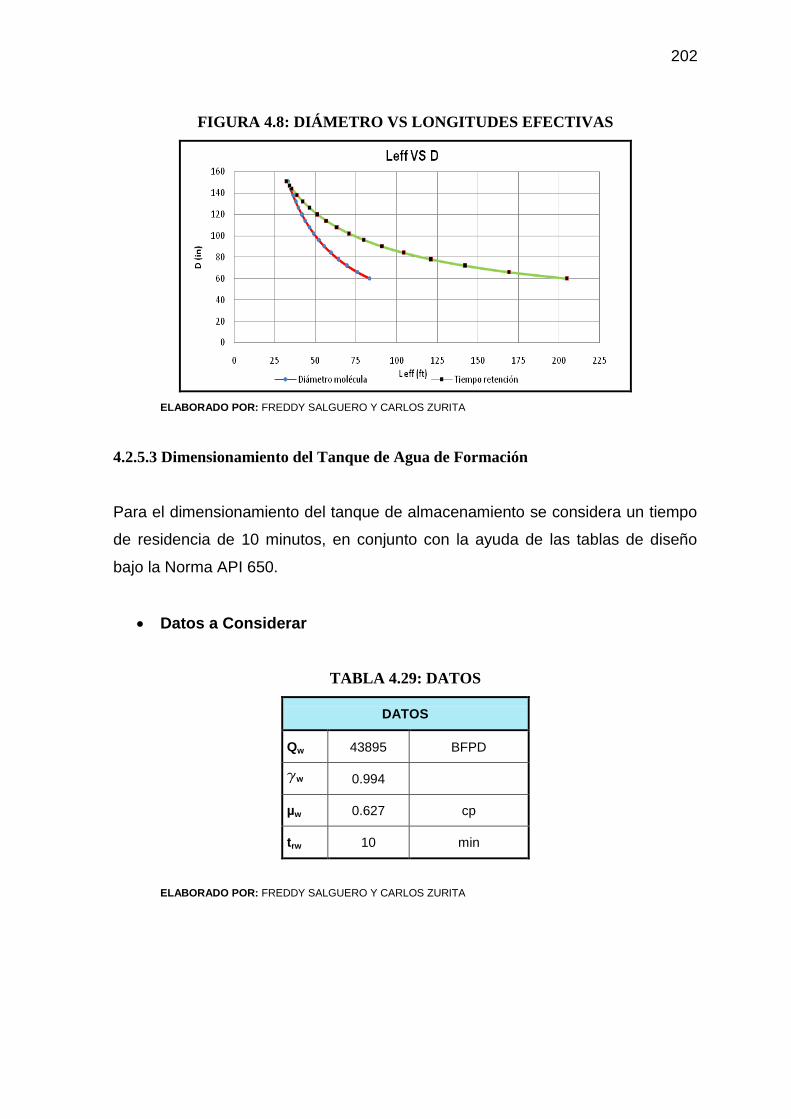
202
FIGURA 4.8: DIÁMETRO VS LONGITUDES EFECTIVAS
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
4.2.5.3 Dimensionamiento del Tanque de Agua de Formación
Para el dimensionamiento del tanque de almacenamiento se considera un tiempo
de residencia de 10 minutos, en conjunto con la ayuda de las tablas de diseño
bajo la Norma API 650.
Datos a Considerar
TABLA 4.29: DATOS
DATOS
Qw 43895 BFPD
gw 0.994
µw 0.627 cp
trw 10 min
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA

203
El volumen del tanque de almacenamiento se calcula con la siguiente
relación:
1440
rww tQV
(4.17)
Donde:
V : Volumen del Tanque, bls
trw: Tiempo de retención del agua, min
Qw: Caudal de agua, BAPD
Reemplazando,
blsV 3051440
1043895
Con el volumen de 305bls ingresamos a la Tabla de Capacidades de
acuerdo a la Norma API 650 del Anexo 4.10. La capacidad más proxima es
de 335bls, cuyas dimensiones son: Diámetro = 120in y Altura = 24ft.
4.2.5.4 Sistema de Bombeo
El volumen máximo de agua de formación a reinyectar (36579BAPD) en el
año 2025 es el mismo para la Propuesta1 y 2, por lo que el requerimiento
en el sistema de bombeo es el mismo al descrito en la Sección 4.1.5.2.
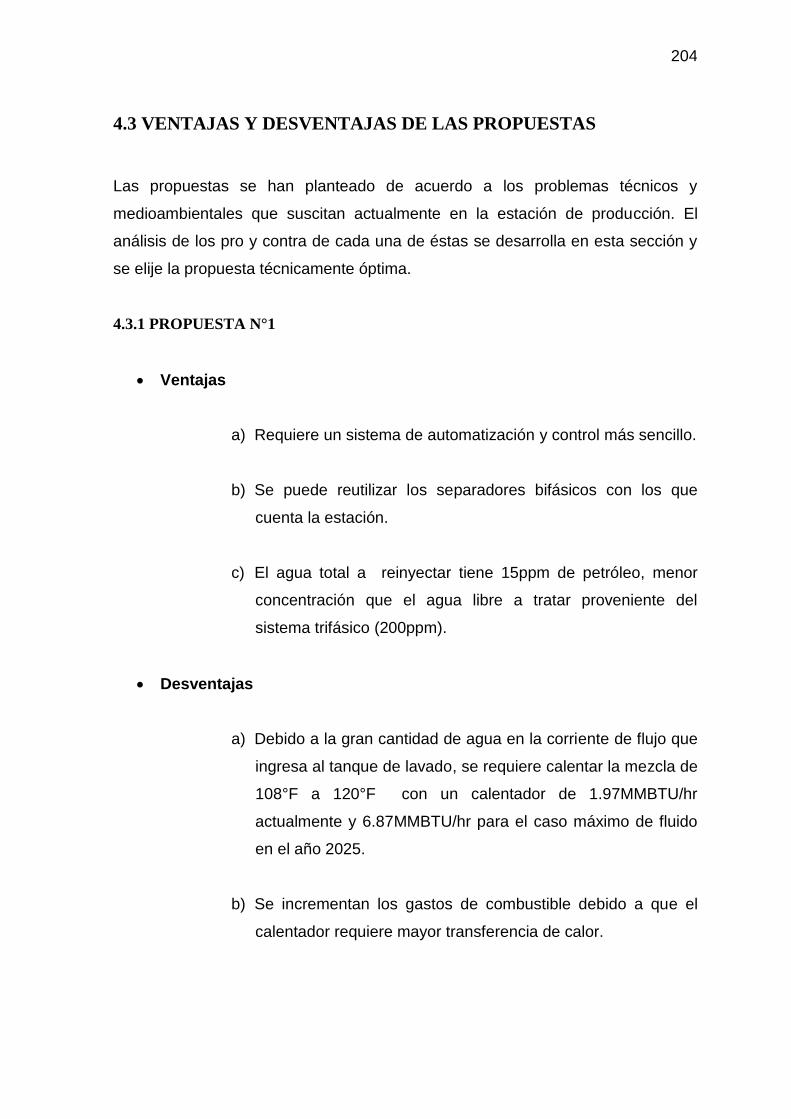
204
4.3 VENTAJAS Y DESVENTAJAS DE LAS PROPUESTAS
Las propuestas se han planteado de acuerdo a los problemas técnicos y
medioambientales que suscitan actualmente en la estación de producción. El
análisis de los pro y contra de cada una de éstas se desarrolla en esta sección y
se elije la propuesta técnicamente óptima.
4.3.1 PROPUESTA N°1
Ventajas
a) Requiere un sistema de automatización y control más sencillo.
b) Se puede reutilizar los separadores bifásicos con los que
cuenta la estación.
c) El agua total a reinyectar tiene 15ppm de petróleo, menor
concentración que el agua libre a tratar proveniente del
sistema trifásico (200ppm).
Desventajas
a) Debido a la gran cantidad de agua en la corriente de flujo que
ingresa al tanque de lavado, se requiere calentar la mezcla de
108°F a 120°F con un calentador de 1.97MMBTU/hr
actualmente y 6.87MMBTU/hr para el caso máximo de fluido
en el año 2025.
b) Se incrementan los gastos de combustible debido a que el
calentador requiere mayor transferencia de calor.

205
c) La bota desgasificadora, en el caso de que se la utilice como
sistema de separación primaria se inundaría ya que ofrece un
tiempo de retención de 2.4 minutos.
d) El tiempo de residencia del agua en el tanque de lavado es
mucho menor que en la Propuesta 2, ya que hay mayor
volumen total de fluido a tratar.
e) Se requiere tratar químicamente el 100% del agua para
reinyección proveniente del tanque de lavado, en el caso de
que las características físico-químico varíen a lo largo del
tiempo y excedan los rangos permitidos.
f) Al ser mayor la cantidad de fluido a calentar se requiere
tuberías y equipos de bombeo de mayor capacidad.
4.3.2 PROPUESTA N° 2
Ventajas
a) Debido a que la corriente de crudo lleva consigo el 20% de
agua (emulsionada) se requiere para calentar la mezcla de
108ºF a 120°F un calentador de 0.60MMBTU/hr actualmente
y 1.47MMBTU/hr para el caso máximo de agua.
b) En comparación con la Propuesta 1, se requiere menor
volumen de gas combustible.
c) Debido a un mayor tiempo de residencia del agua en el
tanque de lavado, la concentración de sólidos y crudo en el
agua a la salida de éste es menor.
206
d) El consumo de químicos disminuye, ya que al instalar un
separador trifásico el volumen de agua disminuye en un 80%.
e) Se requiere equipos de bombeo y tuberías de menor
capacidad y diámetro que las asociadas a la Propuesta 1.
Desventajas
a) Los separadores trifásicos son equipos más costosos que los
separadores bifásicos.
b) Requiere un sistema de automatización y control más
sofisticado.
c) Se requiere tratar el agua proveniente del separador
trifásico antes de reinyectar, debido a que la concentración de
crudo es aproximadamente de 200ppm, mientras que el agua
proveniente del tanque de lavado no requiere tratamiento.
4.3.3 RESULTADO
Después de realizar una comparación entre las dos propuestas en función de sus
ventajas y desventajas se recomienda implementar la Propuesta 2 por las
siguientes razones:
Permite manejar altos cortes de agua (>85%).
Reduce los requerimientos de químicos demulsificante y antiparafínico en
el tiempo.
207
El requerimiento de energía del calentador es menor.
Ofrece mayor tiempo de residencia en el tanque de lavado, proporcionando
menor concentración de sólidos disueltos en el agua de reinyección.
4.4 PROPUESTA 3
El flujo de gas enviado al sistema de compresión es comprimido hasta 200psig en
el compresor CO-02 y enfriado hasta 160°F en el aeroenfriador E-02.
Adicionalmente se disminuye la temperatura hasta 20°F por encima de la
temperatura ambiente (100°F) en el enfriador E-03 y se drenan los condensados
en el scrubber (SCB-09). Finalmente el gas es calentado hasta 150°F así el gas
se aleja de su punto de rocío mediante el uso de un intercambiador de calor (IC-
01) para luego ser transferido al Sistema de Gas Lift de la Estación Secoya.
La capacidad de trabajo del compresor CO-01 y CO-02 es de 360HP, mientras
que la capacidad del enfriador es de 636100BTU/hr. En la Propuesta 3 el
compresor con el máximo flujo de gas trabaja con una potencia de 123HP (Tabla
4.30), el rendimiento de éste alcanza el 34% confirmando que el equipo debe ser
reemplazado por un compresor de menor capacidad que proporcione un
rendimiento mayor al 80%. Mientras tanto el aeronfriador alcanza un rendimiento
aproximado al 29%, concentrándose fuera del rango óptimo.
El equipo de compresión-aeroenfriador fue diseñado para altas ratas de gas que
era característico de hace 20 años, la caída brusca de la producción de gas es la
responsable de los rendimientos bajos que poseen los equipos.
El análisis de la producción de gas en el campo hasta el año 2025, el tiempo de
vida de los equipos de compresión que ha llegado al tiempo de utilidad (20 años)
y el bajo rendimiento del proceso en sí son pruebas suficientes para reemplazar,
sustituir y modernizar este sistema.

208
La capacidad del enfriador adicional (E-03) es de aproximadamente 20000BTU/hr
para enfriar el gas hasta 50°F sobre su punto de rocío (100°F), éste y otros
parámetros como la condiciones de operación de cada etapa se obtienen de la
simulación y se detallan en la Tabla 4.30:
TABLA 4.30: RESULTADOS SIMULACIÓN
EQUIPO
T1 T2 P1 P2 ENERGIA
(°F) (°F) (psig) (psig) (MBTU/hr)
COMPRESOR (CO-02)
Etapa 1 106 252 23 110 151.6 (84HP)
Etapa 2 171 240.4 110 200 71.48 (39HP)
ENFRIADOR (E-02)
Etapa 1 252 171 110 110 91.6
Etapa 2 240.4 160 200 200 91.6
ENFRIADOR (E-03) 115 100 193 188 19.6 ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
209
4.4.1 VENTAJAS Y DESVENTAJAS
Ventajas
a) Proporciona un gas limpio de líquidos y condensados.
b) Reduce la velocidad de corrosión del gasoducto y de los
equipos del sistema de compresión.
c) Reduce el mantenimiento continuo del sistema compresor-
motor.
d) Conduce al uso adecuado del recurso gas natural,
optimizando los procesos y reduciendo el impacto ambiental
que ocurre al quemar éste.
Desventajas
a) Requiere el re-diseño del sistema de compresión: tuberías,
accesorios, compresor, enfriador, intercambiador de calor y
scrubbers.
b) Requiere de un sistema de automatización y control.
c) Necesita nuevos estudios para convalidar en una solución
rentable, óptima y amigable con el medio ambiente.
210
4.4.2 RESULTADO
Considerando las ventajas y desventajas es necesario e incondicional
implementar esta solución, claro está que también se debe justificar la
rentabilidad, pero también está claro que las condiciones de trabajo del sistema
de compresión son de baja eficiencia.
Nuestra percepción de la Propuesta 3, no constituye un punto central en nuestro
estudio, es por eso que únicamente se plantea la propuesta, recomendando su
implementación. El estudio de pre-factibilidad debe ser analizado por el
departamento responsable del Campo Libertador que maneja la producción de la
Estación Pichincha.
La reducción del flujo de gas que se ha tenido en los últimos 10 años, hace
además que el flujo de gas sea centralizado u ocupe una franja central de la
tubería, ya que éstas se instalaron hace 20 años para capacidades superiores.
Este problema ocasiona el rápido enfriamiento de la corriente de gas por
intercambio de calor con el medio ambiente. Si el gas se enfría genera
condensados que son visibles en los filtros de combustible, tanto así que estos se
encuentran inundados.
El gas que se comprime en la Estación Pichincha se transporta a través del
gasoducto a la Estación de Compresión Secoya, donde este flujo junto con el de
otras estaciones ingresan a los compresores y este gas se utiliza para
levantamiento artificial de la producción de varios pozos. El Departamento de
Ingeniería en Petróleos del Campo Libertador estiman que estos pozos
funcionarán bajo este sistema de levantamiento artificial hasta el año 2011.
Entonces, surge la pregunta ¿Es factible llevar a cabo la implementación de la
Propuesta 3?, por medio de la cual planteamos varias alternativas
complementarias:
211
El gas puede ser redireccionado al Sistema de Generación Eléctrica de la
Estación Secoya.
En el caso de no enviar el flujo de gas natural a la Estación Secoya,
realizar un estudio de factibilidad de un sistema de generación eléctrica
propio de la Estación Pichincha, o resultado de la unificación de estaciones
de producción cercanas.
La utilización del 100% del gas natural como combustible es otra
alternativa.
212
CAPÍTULO 5
ANÁLISIS ECONÓMICO
El tema económico del presente estudio se fundamenta en el cálculo de flujo neto
de caja (ingresos-costos), el cual puede ser positivo o negativo. Este es un
indicativo de si existen ganancias o reembolsos de activos. Nuestro proyecto
plantea como objetivo optimizar los procesos de producción con la inversión que
generan los propios recursos que se industrializa.
Los costos son referenciales más no determinantes o absolutos que permiten
conseguir una guía en este aspecto económico.
El principal ingreso es la producción de los nuevos pozos a partir del año 2013. El
segundo ingreso de importancia es el ahorro en tratamiento químico de acuerdo a
cada propuesta.
El precio promedio del barril es de 66.50 USD, tomando en cuenta el costo del
barril de crudo de los meses de junio y julio del 2009, según la fuente del Banco
Central del Ecuador. Este precio se toma como referencia para el estudio
económico del proyecto, teniendo en cuenta solo como indicativo.

213
TABLA 5.1: PRECIO DIARIO DEL CRUDO
FECHA VALOR (USD)
Julio-13-2009 59.69
Julio-10-2009 59.89
Julio-09-2009 60.41
Julio-08-2009 60.14
Julio-07-2009 62.93
Julio-06-2009 64.05
Julio-02-2009 66.73
Julio-01-2009 69.31
Junio-30-2009 69.89
Junio-29-2009 71.49
Junio-26-2009 29.16
Junio-25-2009 69.63
Junio-24-2009 68.14
Junio-23-2009 68.74
Junio-22-2009 66.93
Junio-19-2009 69.55
Junio-18-2009 71.37
Junio-17-2009 71.03
Junio-16-2009 70.47
Junio-15-2009 70.62
Junio-12-2009 72.04
Junio-11-2009 72.68
Junio-10-2009 71.33
Junio-09-2009 70.01
Junio-08-2009 68.09
Junio-05-2009 68.44
Junio-04-2009 68.81
Junio-03-2009 66.12
Junio-02-2009 68.55
Junio-01-2009 68.58
PROMEDIO 66.50 FUENTE: BANCO CENTRAL DEL ECUADOR
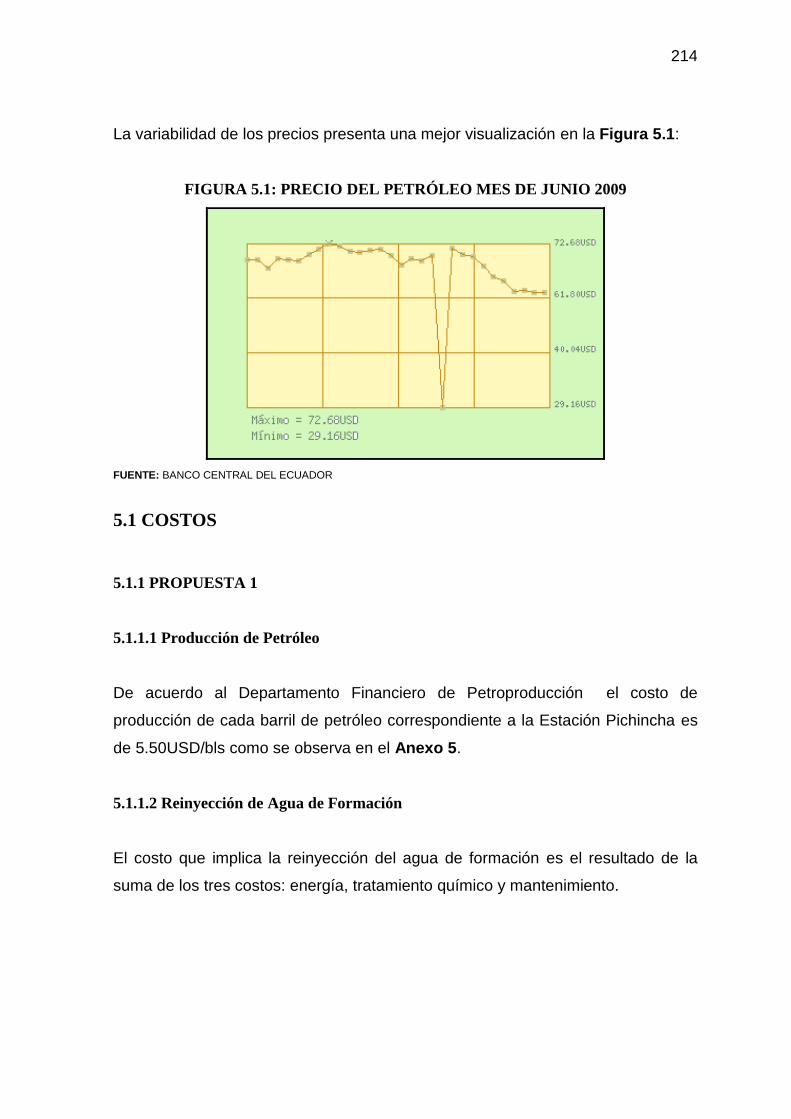
214
La variabilidad de los precios presenta una mejor visualización en la Figura 5.1:
FIGURA 5.1: PRECIO DEL PETRÓLEO MES DE JUNIO 2009
FUENTE: BANCO CENTRAL DEL ECUADOR
5.1 COSTOS
5.1.1 PROPUESTA 1
5.1.1.1 Producción de Petróleo
De acuerdo al Departamento Financiero de Petroproducción el costo de
producción de cada barril de petróleo correspondiente a la Estación Pichincha es
de 5.50USD/bls como se observa en el Anexo 5.
5.1.1.2 Reinyección de Agua de Formación
El costo que implica la reinyección del agua de formación es el resultado de la
suma de los tres costos: energía, tratamiento químico y mantenimiento.

215
Costo de Energía
Considerando que el costo de energía es constante durante el periodo de
duración del proyecto, e igual a 0.15USD por cada KW-h.
De acuerdo al reporte de reinyección (Anexo 3.7), se inyecta al pozo PICH
01 con la bomba REDA 02 y al pozo PICH 11 con la bomba REDA 03 en
un tiempo de 4 y 24 horas respectivamente, la energía consumida por
éstas representa un total de 47KW. El caudal promedio que se inyecta por
día es el caudal de producción de agua de formación, es decir 9284BAPD.
EhoraCosto KW $ (5.1)
Donde:
$KW: Costo de 1 KW-h de energía, USD
E : Cantidad de energía consumida, KW
Reemplazando,
hrUSDhoraCosto /05.74715.0
El costo por barril es igual al costo por hora dividido para el caudal, así:
wQ
horaCosto
blsCosto
24
(5.2)
Reemplazando en la Ecuación 5.2,
blsUSDblsCosto /02.09284
05.724
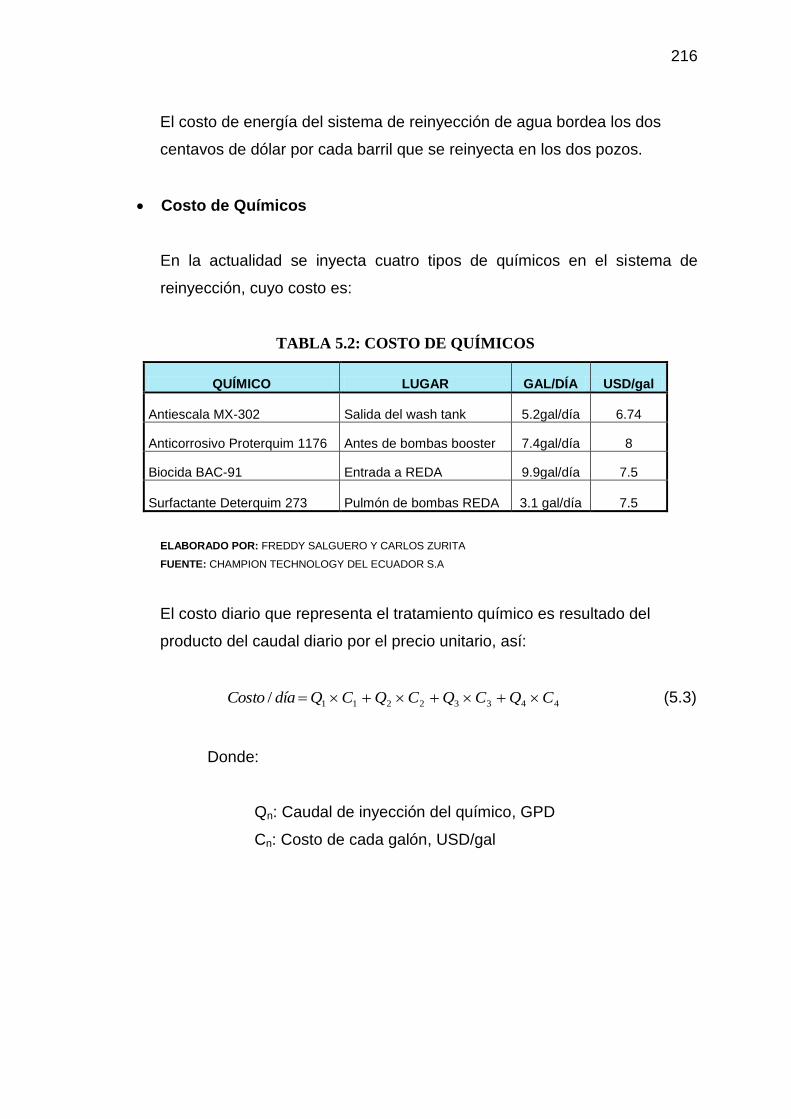
216
El costo de energía del sistema de reinyección de agua bordea los dos
centavos de dólar por cada barril que se reinyecta en los dos pozos.
Costo de Químicos
En la actualidad se inyecta cuatro tipos de químicos en el sistema de
reinyección, cuyo costo es:
TABLA 5.2: COSTO DE QUÍMICOS
QUÍMICO LUGAR GAL/DÍA USD/gal
Antiescala MX-302 Salida del wash tank 5.2gal/día 6.74
Anticorrosivo Proterquim 1176 Antes de bombas booster 7.4gal/día 8
Biocida BAC-91 Entrada a REDA 9.9gal/día 7.5
Surfactante Deterquim 273 Pulmón de bombas REDA 3.1 gal/día 7.5
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: CHAMPION TECHNOLOGY DEL ECUADOR S.A
El costo diario que representa el tratamiento químico es resultado del
producto del caudal diario por el precio unitario, así:
44332211/ CQCQCQCQdíaCosto (5.3)
Donde:
Qn: Caudal de inyección del químico, GPD
Cn: Costo de cada galón, USD/gal
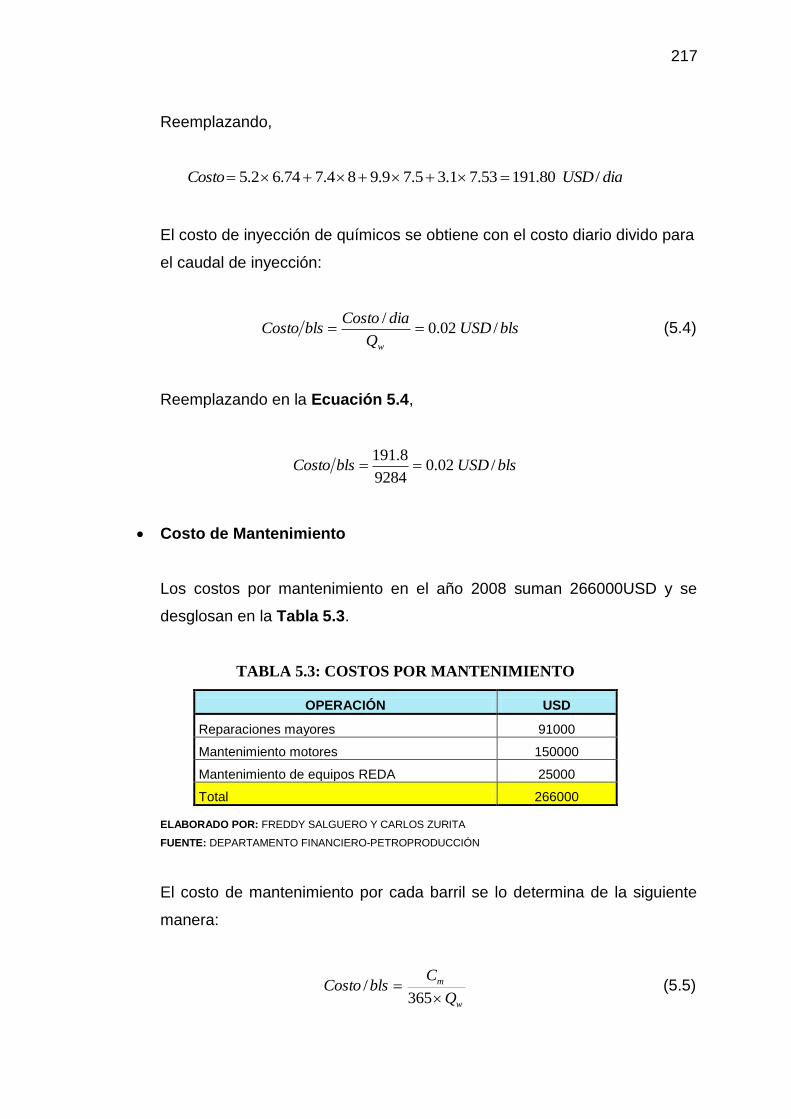
217
Reemplazando,
diaUSDCosto /80.19153.71.35.79.984.774.62.5
El costo de inyección de químicos se obtiene con el costo diario divido para
el caudal de inyección:
blsUSDQ
diaCostoblsCosto
w
/02.0/
(5.4)
Reemplazando en la Ecuación 5.4,
blsUSDblsCosto /02.09284
8.191
Costo de Mantenimiento
Los costos por mantenimiento en el año 2008 suman 266000USD y se
desglosan en la Tabla 5.3.
TABLA 5.3: COSTOS POR MANTENIMIENTO
OPERACIÓN USD
Reparaciones mayores 91000
Mantenimiento motores 150000
Mantenimiento de equipos REDA 25000
Total 266000
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: DEPARTAMENTO FINANCIERO-PETROPRODUCCIÓN
El costo de mantenimiento por cada barril se lo determina de la siguiente
manera:
w
m
Q
CblsCosto
365/ (5.5)

218
Donde:
Cm: Costo anual de mantenimiento, USD/año
Qw : Caudal de agua de reinyección, BAPD
Reemplazando,
blsUSDblsCosto /08.09284365
266000/
Costo Total
Sumando los tres costos desglosados anteriormente da un total de
0.12USD por cada barril reinyectado de agua:
ntoMantenimieCostoQuímiCostoEnergíaCostoTotalCosto cos (5.6)
blsUSDTotalCosto /12.080.002.002.0
5.1.1.3 Costo Combustible de Calentamiento
Calentador
Considerando que el costo del combustible es 9USD/MPCE, se obtienen
los costos de combustible que usa el calentador y la bomba de
calentamiento de agua.
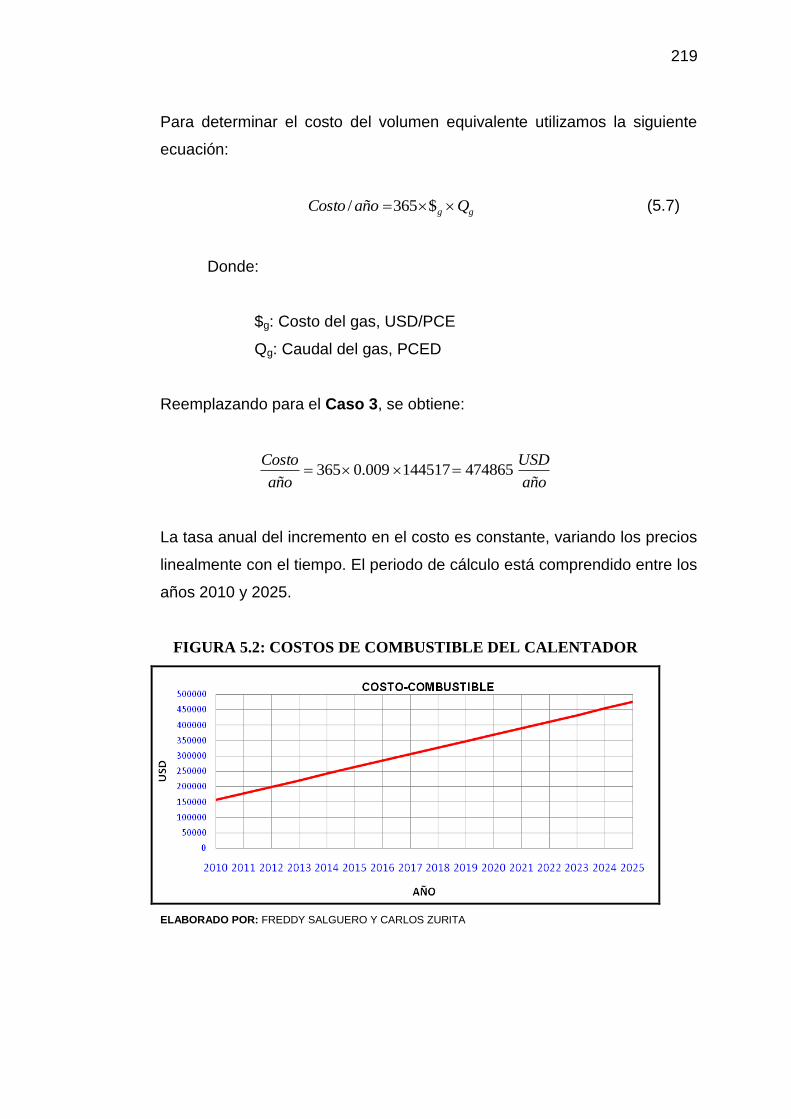
219
Para determinar el costo del volumen equivalente utilizamos la siguiente
ecuación:
gg QañoCosto $365/ (5.7)
Donde:
$g: Costo del gas, USD/PCE
Qg: Caudal del gas, PCED
Reemplazando para el Caso 3, se obtiene:
año
USD
año
Costo474865144517009.0365
La tasa anual del incremento en el costo es constante, variando los precios
linealmente con el tiempo. El periodo de cálculo está comprendido entre los
años 2010 y 2025.
FIGURA 5.2: COSTOS DE COMBUSTIBLE DEL CALENTADOR
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA

220
TABLA 5.4: COSTOS DE COMBUSTIBLE DEL CALENTADOR
TIEMPO COSTO-COMBUSTIBLE
(año) (USD)
2010 157304.69
2011 178475.38
2012 199646.06
2013 220816.75
2014 241987.44
2015 263158.13
2016 284328.81
2017 305499.50
2018 326670.19
2019 347840.88
2020 369011.56
2021 390182.25
2022 411352.94
2023 432523.63
2024 453694.31
2025 474865.00
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
Bomba Booster
Se considera que el costo de energía para la bomba booster se mantiene
constante en el tiempo, así:
TABLA 5.5: COSTO COMBUSTIBLE-BOMBA BOOSTER
PROPUESTA 1
Energía (BTU/hr) 9362
Combustible (PCED) 156
Costo (USD/día) 1.40
Costo (USD/año) 512
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA

221
5.1.1.4 Costo de Equipos
Los costos refrendados en esta sección o numeral son referenciales
basados en la investigación a diferentes proveedores, más no son
absolutos.
De acuerdo a las propuestas planteadas para el caso máximo de agua los
equipos necesarios para implementarlos y sus costos se detalla a
continuación en las Tabla 5.6. Cabe mencionar que los costos
aproximados fueron obtenidos de los proveedores.
TABLA 5.6. COSTOS DE EQUIPOS- PROPUESTA 1
EVALUACIÓN DE PROPUESTA 1
EQUIPOS N° DIMENSIONES CONDICIONES USD
Calentador de Agua 1 7.87 MMBTU/hr ΔT = 20 °F; P=38 psig 2‟300000
Bomba de recirculación de agua 1 6183 BAPD ΔP = 30 psig 8000
Bomba booster (transferencia) 1 4000 BPPD ΔP = 40 psig 6000
COSTO INVERSIÓN INICIAL 2314000
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: DEPARTAMENTO FINANCIERO-PETROPRODUCCIÓN
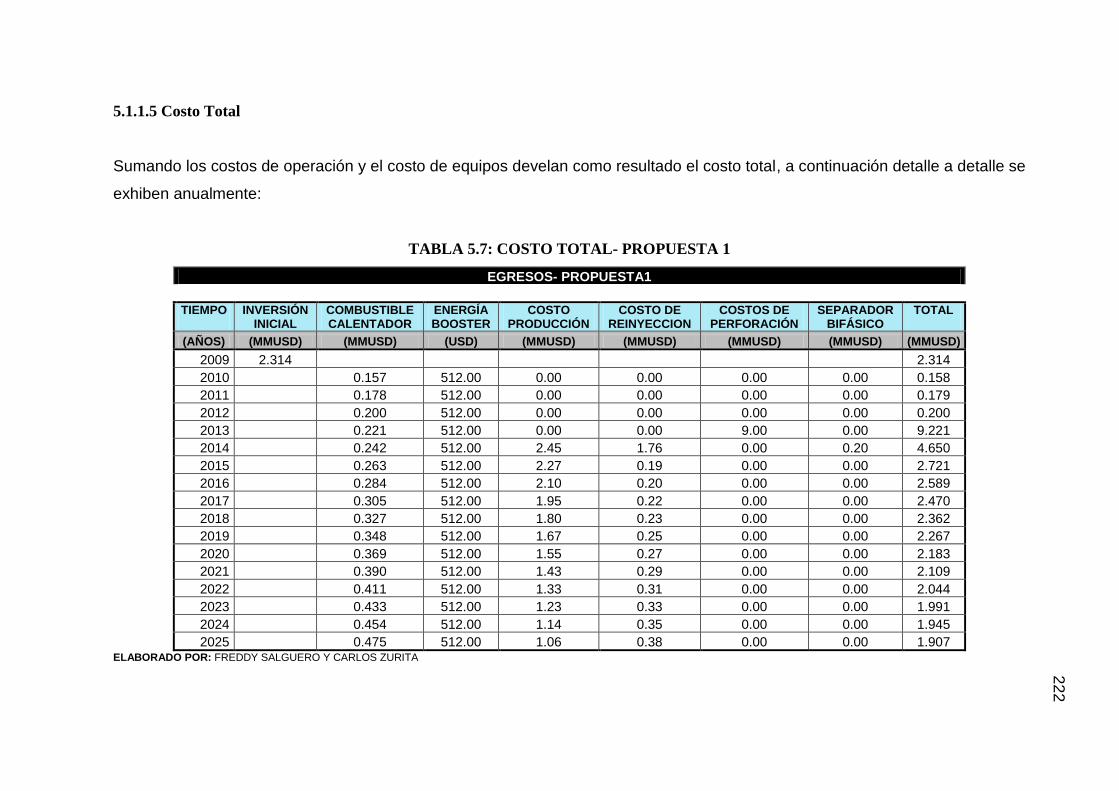
222
5.1.1.5 Costo Total
Sumando los costos de operación y el costo de equipos develan como resultado el costo total, a continuación detalle a detalle se
exhiben anualmente:
TABLA 5.7: COSTO TOTAL- PROPUESTA 1
EGRESOS- PROPUESTA1
TIEMPO
INVERSIÓN INICIAL
COMBUSTIBLE CALENTADOR
ENERGÍA BOOSTER
COSTO PRODUCCIÓN
COSTO DE REINYECCION
COSTOS DE PERFORACIÓN
SEPARADOR BIFÁSICO
TOTAL
(AÑOS) (MMUSD) (MMUSD) (USD) (MMUSD) (MMUSD) (MMUSD) (MMUSD) (MMUSD)
2009 2.314 2.314
2010 0.157 512.00 0.00 0.00 0.00 0.00 0.158
2011 0.178 512.00 0.00 0.00 0.00 0.00 0.179
2012 0.200 512.00 0.00 0.00 0.00 0.00 0.200
2013 0.221 512.00 0.00 0.00 9.00 0.00 9.221
2014 0.242 512.00 2.45 1.76 0.00 0.20 4.650
2015 0.263 512.00 2.27 0.19 0.00 0.00 2.721
2016 0.284 512.00 2.10 0.20 0.00 0.00 2.589
2017 0.305 512.00 1.95 0.22 0.00 0.00 2.470
2018 0.327 512.00 1.80 0.23 0.00 0.00 2.362
2019 0.348 512.00 1.67 0.25 0.00 0.00 2.267
2020 0.369 512.00 1.55 0.27 0.00 0.00 2.183
2021 0.390 512.00 1.43 0.29 0.00 0.00 2.109
2022 0.411 512.00 1.33 0.31 0.00 0.00 2.044
2023 0.433 512.00 1.23 0.33 0.00 0.00 1.991
2024 0.454 512.00 1.14 0.35 0.00 0.00 1.945
2025 0.475 512.00 1.06 0.38 0.00 0.00 1.907 ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
2
22

223
5.1.2 PROPUESTA 2
5.1.2.1 Producción de Petróleo
De acuerdo al Departamento Financiero de Petroproducción el costo por producir
un barril de petróleo en la Estación Pichincha es de 5.50USD/barril como se
observa en el Anexo 5.
5.1.2.2 Reinyección de Agua
Los costos de reinyección para la Propuesta 2 representan los mismos costos
que de la Propuesta 1, detallados con anterioridad en la Sección 5.1.1.2.En total
los costos de reinyección ascienden a 12 centavos de dólar por cada barril que se
reinyecta.
5.1.2.3 Costo Combustible de Calentamiento
Calentador
Realizando la misma consideración que la de la Propuesta 1 el costo de
gas combustible es de 9USD/MPCE y con el uso de la Ecuación 5.7 se
calcula el costo anual que representa utilizar el gas como combustible:
año
USD
año
Costo10157230920009.0365
Anualmente varía el gas requerido como combustible, manteniendo constante el
precio por MPCE de gas. Los resultados de los cálculos anuales de los costos
hasta el año 2025 en dólares son:

224
TABLA 5.8: COSTOS DE COMBUSTIBLE-CALENTADOR
TIEMPO COSTO-COMBUSTIBLE
(año) (USD)
2010 45214.19
2011 48971.38
2012 52728.56
2013 56485.75
2014 60242.94
2015 64000.13
2016 67757.31
2017 71514.50
2018 75271.69
2019 79028.88
2020 82786.06
2021 86543.25
2022 90300.44
2023 94057.63
2024 97814.81
2025 101572.00 ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FIGURA 5.3: COSTOS DE COMBUSTIBLE DEL CALENTADOR
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA

225
Bomba Booster
TABLA 5.9: COSTO COMBUSTIBLE-BOMBA BOOSTER
PROPUESTA 2
Energía (BTU/hr) 1514
Combustible (PCED) 32
Costo (USD/día) 0.29
Costo (USD/año) 105
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
5.1.2.4 Costo de Equipos
Los costos referenciales de los equipos recomendados para instalar de acuerdo a
esta propuesta, se detallan a continuación:
TABLA 5.10: COSTO DE EQUIPOS-PROPUESTA 2
EVALUACIÓN DE PROPUESTA 2
EQUIPOS N° DIMENSIONES CONDICIONES USD
Separador Trifásico 1 24800BFPD (114"*33ft) 108/150°F 28/125psig 500000
Calentador de Agua 1 2.47 MMBTU/hr ΔT = 32 F; P=38 psig 200000
Bomba de recirculación de agua 1 1000 BAPD ΔP = 30 psig 5000
Bomba booster (transferencia) 1 4000 BPPD ΔP = 40 psig 6000
Tanque de Desnatado 1 966 bbl(147‟‟*46ft) 80°F 30 psig 500000
Tanque de Agua de Formación 1 335bbl (120‟‟*24ft) 80°F 30 psig 5000
COSTO INVERSIÓN INICIAL 1211500
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: DEPARTAMENTO FINACIERO

226
5.1.2.5 Costo Total
En la Tabla 5.11 se exhibe en detalle el total de costos que implica la puesta en marcha de la Propuesta 2:
TABLA 5.11: COSTO DE INVERSIÓN INICIAL-PROPUESTA 2
EGRESOS- PROPUESTA 2
TIEMPO
INVERSIÓN INICIAL
COMBUSTIBLE CALENTADOR
ENERGÍA BOOSTER
COSTO PRODUCCIÓN
COSTO DE REINYECCION
COSTOS DE PERFORACIÓN
SEPARADOR TRIFÁSICO
TOTAL
(AÑOS) (MMUSD) (MMUSD) (USD) (MMUSD) (MMUSD) (MMUSD) (MMUSD) (MMUSD)
2009 1.210 1.210
2010 0.045 105.00 0.000 0.00 0.00 0.00 0.045
2011 0.049 105.00 0.000 0.00 0.00 0.00 0.049
2012 0.053 105.00 0.000 0.00 9.00 0.00 9.053
2013 0.056 105.00 0.000 0.00 0.00 0.00 0.057
2014 0.060 105.00 2.449 1.76 0.00 0.00 4.268
2015 0.064 105.00 2.268 0.19 0.00 0.00 2.521
2016 0.068 105.00 2.102 0.20 0.00 0.50 2.872
2017 0.072 105.00 1.947 0.22 0.00 0.00 2.235
2018 0.075 105.00 1.803 0.23 0.00 0.00 2.110
2019 0.079 105.00 1.670 0.25 0.00 0.00 1.998
2020 0.083 105.00 1.548 0.27 0.00 0.00 1.897
2021 0.087 105.00 1.433 0.29 0.00 0.00 1.805
2022 0.090 105.00 1.327 0.31 0.00 0.00 1.723
2023 0.094 105.00 1.231 0.33 0.00 0.00 1.652
2024 0.098 105.00 1.140 0.35 0.00 0.00 1.589
2025 0.102 105.00 1.056 0.38 0.00 0.00 1.533
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
2
26
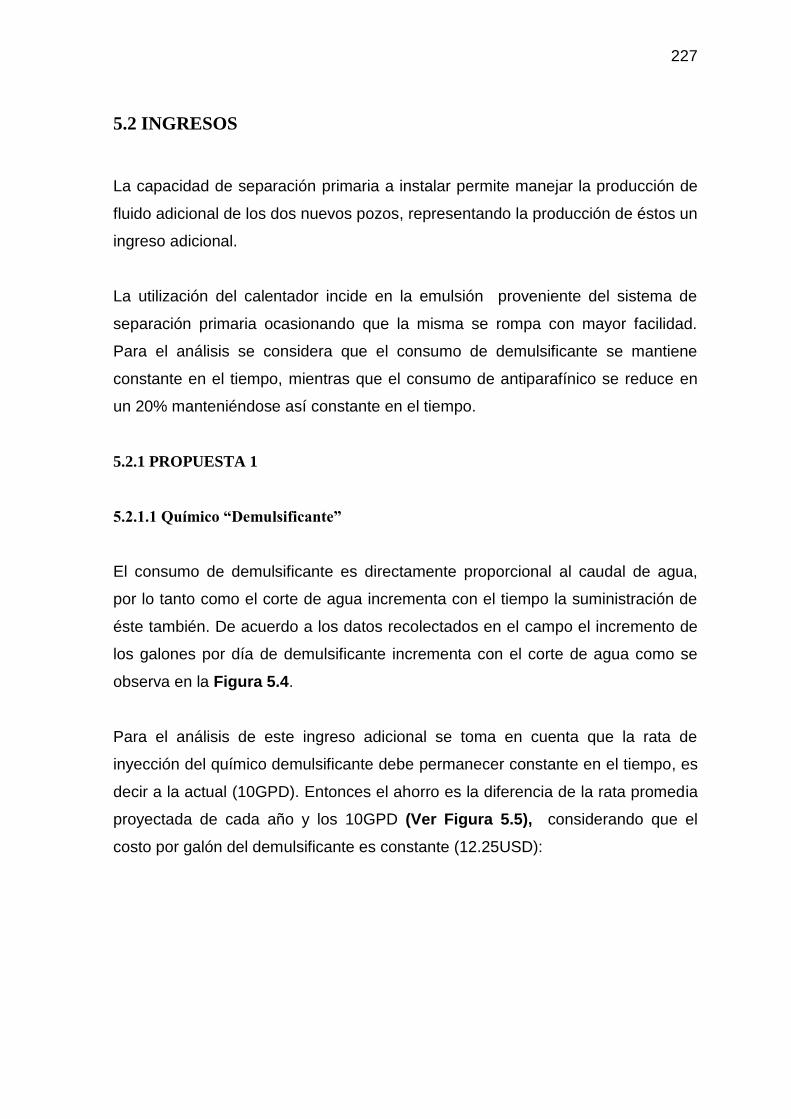
227
5.2 INGRESOS
La capacidad de separación primaria a instalar permite manejar la producción de
fluido adicional de los dos nuevos pozos, representando la producción de éstos un
ingreso adicional.
La utilización del calentador incide en la emulsión proveniente del sistema de
separación primaria ocasionando que la misma se rompa con mayor facilidad.
Para el análisis se considera que el consumo de demulsificante se mantiene
constante en el tiempo, mientras que el consumo de antiparafínico se reduce en
un 20% manteniéndose así constante en el tiempo.
5.2.1 PROPUESTA 1
5.2.1.1 Químico “Demulsificante”
El consumo de demulsificante es directamente proporcional al caudal de agua,
por lo tanto como el corte de agua incrementa con el tiempo la suministración de
éste también. De acuerdo a los datos recolectados en el campo el incremento de
los galones por día de demulsificante incrementa con el corte de agua como se
observa en la Figura 5.4.
Para el análisis de este ingreso adicional se toma en cuenta que la rata de
inyección del químico demulsificante debe permanecer constante en el tiempo, es
decir a la actual (10GPD). Entonces el ahorro es la diferencia de la rata promedia
proyectada de cada año y los 10GPD (Ver Figura 5.5), considerando que el
costo por galón del demulsificante es constante (12.25USD):
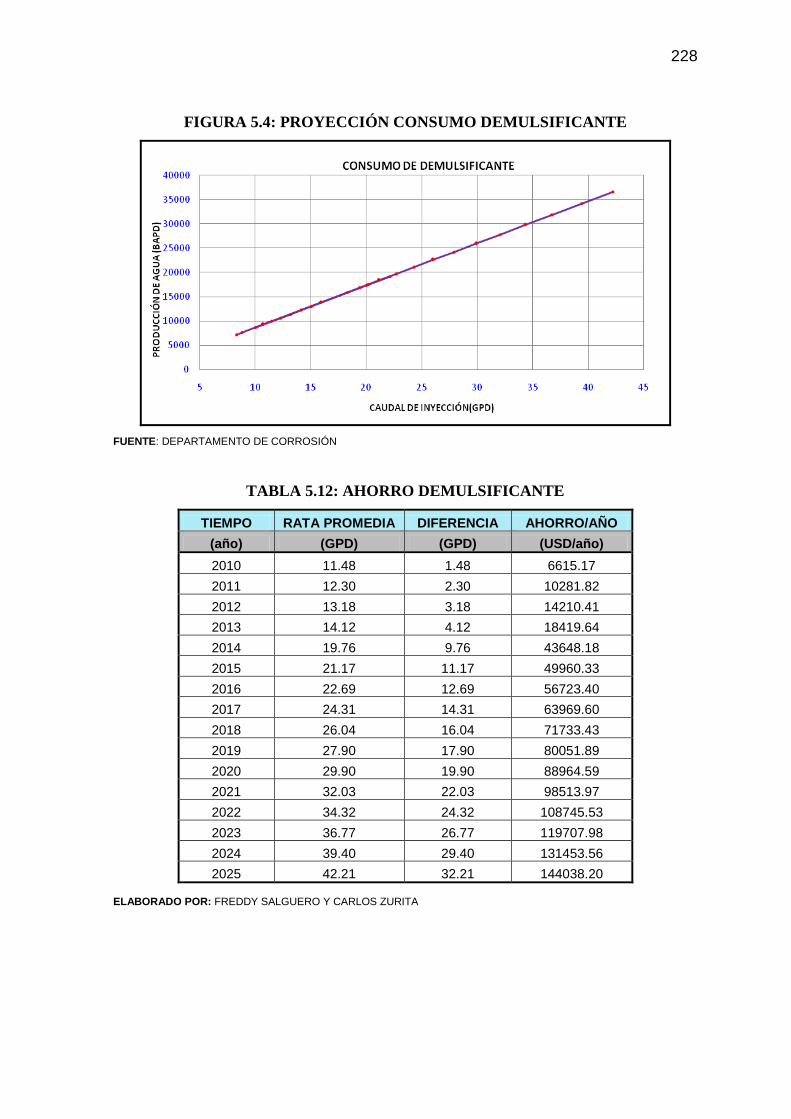
228
FIGURA 5.4: PROYECCIÓN CONSUMO DEMULSIFICANTE
FUENTE: DEPARTAMENTO DE CORROSIÓN
TABLA 5.12: AHORRO DEMULSIFICANTE
TIEMPO RATA PROMEDIA DIFERENCIA AHORRO/AÑO
(año) (GPD) (GPD) (USD/año)
2010 11.48 1.48 6615.17
2011 12.30 2.30 10281.82
2012 13.18 3.18 14210.41
2013 14.12 4.12 18419.64
2014 19.76 9.76 43648.18
2015 21.17 11.17 49960.33
2016 22.69 12.69 56723.40
2017 24.31 14.31 63969.60
2018 26.04 16.04 71733.43
2019 27.90 17.90 80051.89
2020 29.90 19.90 88964.59
2021 32.03 22.03 98513.97
2022 34.32 24.32 108745.53
2023 36.77 26.77 119707.98
2024 39.40 29.40 131453.56
2025 42.21 32.21 144038.20 ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA

229
FIGURA 5.5: AHORRO DEMULSIFICANTE
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
5.2.1.2 Químico “Antiparafínico”
Al elevar la temperatura a 120°F del fluido multifásico en el tanque de lavado con
la utilización de un calentador de agua, se considera que el consumo de químico
antiparafínico se reduce un 20%.
Si actualmente se inyecta 10GPD de antiparafínico el consumo se reduce a
8GPD. Considerando que el costo del químico es constante hasta el año 2025 e
igual a 6.75USD/gal, el ahorro anual por este motivo es igual a:
AAA CQI 365 (5.8)
Donde:
IA : Ingreso por ahorro de químico antiparafínico, USD/año
QA: Exceso de caudal de inyección del quimico, GPD
CA: Costo por galón de antiparafínico, USD/gal

230
año
USDI A 54.494978.62365
5.2.1.3 Producción de Petróleo de Pozos Nuevos
Con la perforación de los pozos: PCH-04D y SCY 43D en el año 2013,
obtenemos una producción adicional a partir del 2014. En el desglose de ingresos
se estima el valor por este concepto, estimando que el precio del barril de petróleo
es constante en el tiempo e igual a 66.50USD. En la Tabla 5.13 se observan los
ingresos calculados por la venta de petróleo de los dos pozos nuevos.
OOP CQI 365 (5.9)
Donde:
IP : Ingreso por producción de petróleo, USD
Qo: Caudal adicional de petróleo, BPPD
Co: Precio del barril de petróleo, USD/bls
MMUSDIP 96.315.661317365
231
TABLA 5.13: INGRESO POR PRODUCCIÓN DE POZOS NUEVOS
TIEMPO PETRÓLEO INGRESO ANUAL
(año) (BPPD) (MMUSD)
2014 1317 31.96
2015 1130 27.42
2016 1047 25.41
2017 970 23.53
2018 898 21.80
2019 832 20.20
2020 771 18.71
2021 714 17.33
2022 661 16.05
2023 613 14.87
2024 568 13.78
2025 526 12.76
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
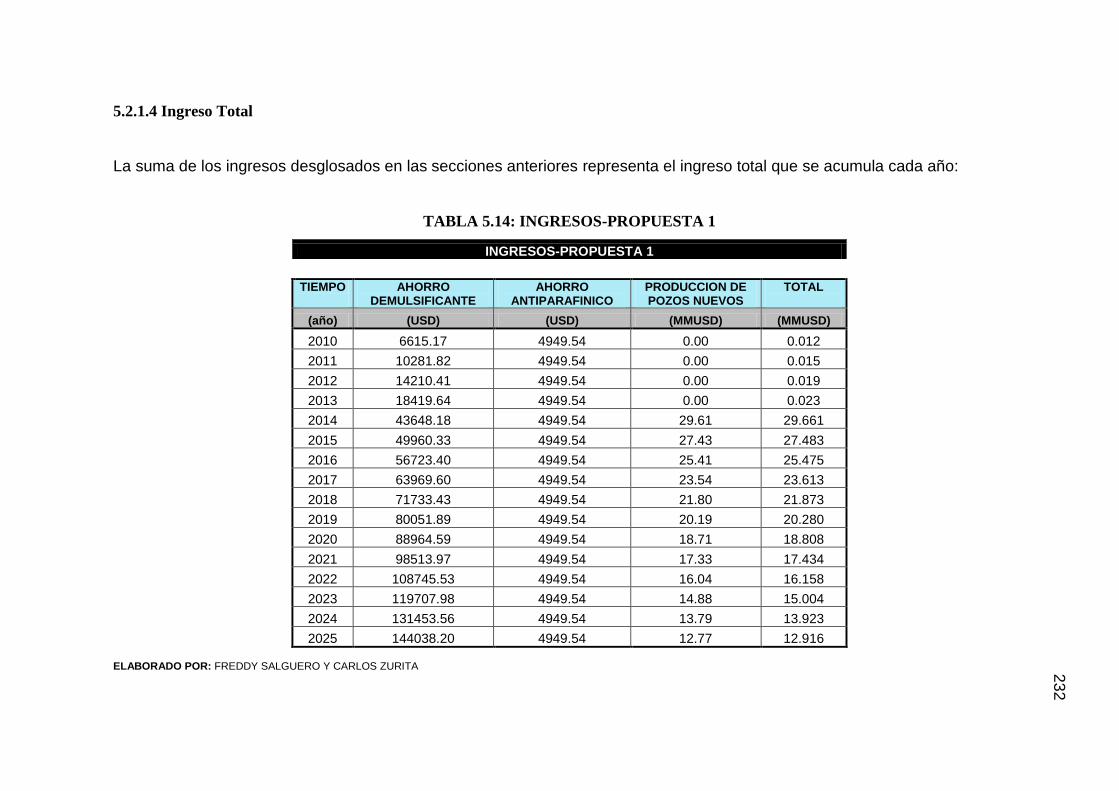
232
5.2.1.4 Ingreso Total
La suma de los ingresos desglosados en las secciones anteriores representa el ingreso total que se acumula cada año:
TABLA 5.14: INGRESOS-PROPUESTA 1
INGRESOS-PROPUESTA 1
TIEMPO
AHORRO DEMULSIFICANTE
AHORRO ANTIPARAFINICO
PRODUCCION DE POZOS NUEVOS
TOTAL
(año) (USD) (USD) (MMUSD) (MMUSD)
2010 6615.17 4949.54 0.00 0.012
2011 10281.82 4949.54 0.00 0.015
2012 14210.41 4949.54 0.00 0.019
2013 18419.64 4949.54 0.00 0.023
2014 43648.18 4949.54 29.61 29.661
2015 49960.33 4949.54 27.43 27.483
2016 56723.40 4949.54 25.41 25.475
2017 63969.60 4949.54 23.54 23.613
2018 71733.43 4949.54 21.80 21.873
2019 80051.89 4949.54 20.19 20.280
2020 88964.59 4949.54 18.71 18.808
2021 98513.97 4949.54 17.33 17.434
2022 108745.53 4949.54 16.04 16.158
2023 119707.98 4949.54 14.88 15.004
2024 131453.56 4949.54 13.79 13.923
2025 144038.20 4949.54 12.77 12.916 ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
2
32

233
5.2.2 PROPUESTA 2
5.2.2.1 Químico “Demulsificante”
Este ingreso a caja es consecuencia del desecho del agua libre en el separador
trifásico (80%), restando un 20% de agua que en conjunto con el petróleo
separado debe ser tratado químicamente en el tanque de lavado.
La concentración del demulsificante necesaria para el tratamiento en el tanque de
lavado se calcula con la siguiente relación:
l
q
Qppm
42
1000000 (5.10)
Donde:
ppm Q: Concentración del químico, ppm
Qq : Consumo de químico, GPD
Ql : Caudal de líquido, BFPD
Reemplazando en la ecuación anterior se tiene:
ppmppmQ 6.181283542
100000010
El caudal del demulsificante es:
000000'1
42 tQ
WT
QppmQ
(5.11)

234
Donde:
QWT : Consumo de químico demulsificante, GPD
ppmQ: Concentración del químico, ppm
Qt : Caudal de tratamiento, BFPD
GPDQWT 34.4000000'1
55666.1842
Por lo tanto el caudal ahorrado es de 10GPD-4.34GPD = 5.65GPD. De esta
manera el ingreso por ahorro de químico en el 2009 es:
DDD CQI 365 (5.12)
Donde:
ID: Ingreso por ahorro en la inyección de demulsificante, USD
QD: Caudal ahorrado de demulsificante, GPD
CD: Costo por galón, USD/gal
gal
USDI D 56.2526236525.1265.5

235
En la Tabla 5.15 se detalla el ahorro anual de demulsificante:
TABLA 5.15: AHORRO DEMULSIFICANTE
TIEMPO
AGUA
FLUIDO
RATA PROMEDIA CONCENTRACIÓN
CAUDAL AHORRADO AHORRO
(año) (BAPD) (BFPD) (GPD) (ppm) (GPD) (USD)
2010 9947 13236 11.48 20.65 4.58 30857
2011 10658 13705 12.30 21.37 4.65 34213
2012 11419 14242 13.18 22.03 4.73 37795
2013 12235 14850 14.12 22.64 4.81 41612
2014 16856 20595 19.45 22.49 6.72 56951
2015 18347 21721 21.17 23.21 6.87 63974
2016 19658 22783 22.69 23.71 7.03 70017
2017 21062 23957 24.31 24.16 7.21 76438
2018 22566 25248 26.04 24.56 7.42 83261
2019 24179 26663 27.90 24.92 7.66 90511
2020 25906 28207 29.90 25.24 7.93 98216
2021 27756 29888 32.03 25.52 8.23 106408
2022 29739 31714 34.32 25.77 8.57 115121
2023 31864 33693 36.77 25.99 8.95 124394
2024 34140 35835 39.40 26.18 9.37 134268
2025 36579 38149 42.21 26.35 9.83 144786 ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
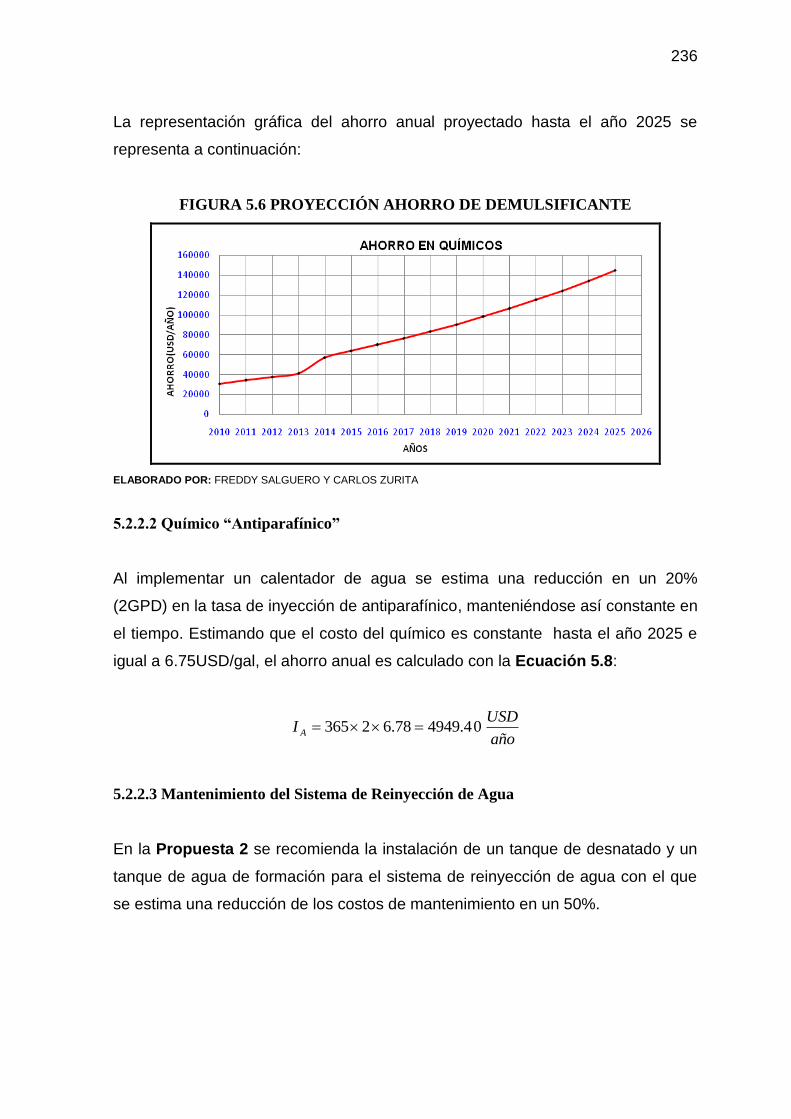
236
La representación gráfica del ahorro anual proyectado hasta el año 2025 se
representa a continuación:
FIGURA 5.6 PROYECCIÓN AHORRO DE DEMULSIFICANTE
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
5.2.2.2 Químico “Antiparafínico”
Al implementar un calentador de agua se estima una reducción en un 20%
(2GPD) en la tasa de inyección de antiparafínico, manteniéndose así constante en
el tiempo. Estimando que el costo del químico es constante hasta el año 2025 e
igual a 6.75USD/gal, el ahorro anual es calculado con la Ecuación 5.8:
año
USDI A 04.494978.62365
5.2.2.3 Mantenimiento del Sistema de Reinyección de Agua
En la Propuesta 2 se recomienda la instalación de un tanque de desnatado y un
tanque de agua de formación para el sistema de reinyección de agua con el que
se estima una reducción de los costos de mantenimiento en un 50%.

237
El costo de mantenimiento por cada barril se lo determina de la siguiente manera:
W
m
Q
CbblCosto
365/ (5.13)
Donde:
Cm: Costo de mantenimiento, USD/año
Qw: Caudal de agua a reinyectar, BAPD
bls
USDblsCosto 04.0
9284365
133000/
El ingreso por mantenimiento es el resultado del producto del costo del barril por
el caudal de agua a reinyectar anualmente:
wM QCI (5.14)
USDIM 40.135546338866004.0
El ahorro por cada año se representa en la Tabla 5.16 y Figura 5.7:

238
TABLA 5.16: AHORRO POR MANTENIMIENTO
TIEMPO AGUA REINYECTADA AHORRO
MANTENIMIENTO
(año) (bls) (USD)
2009 3388660 135546.40
2010 3630655 145226.20
2011 3890170 155606.80
2012 4167935 166717.40
2013 4465775 178631.00
2014 6250260 250010.40
2015 6696655 267866.20
2016 7175170 287006.80
2017 7687630 307505.20
2018 8236590 329463.60
2019 8825335 353013.40
2020 9455690 378227.60
2021 10130940 405237.60
2022 10854735 434189.40
2023 11630360 465214.40
2024 12461100 498444.00
2025 13351335 534053.40 ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FIGURA 5.7: AHORRO MANTENIMIENTO
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA

239
5.2.2.4 Producción de Petróleo de Pozos Nuevos
Los ingresos por la producción de petróleo de los nuevos pozos son los mismos a
los de la Propuesta 1, como se detalla en la Tabla 5.17.
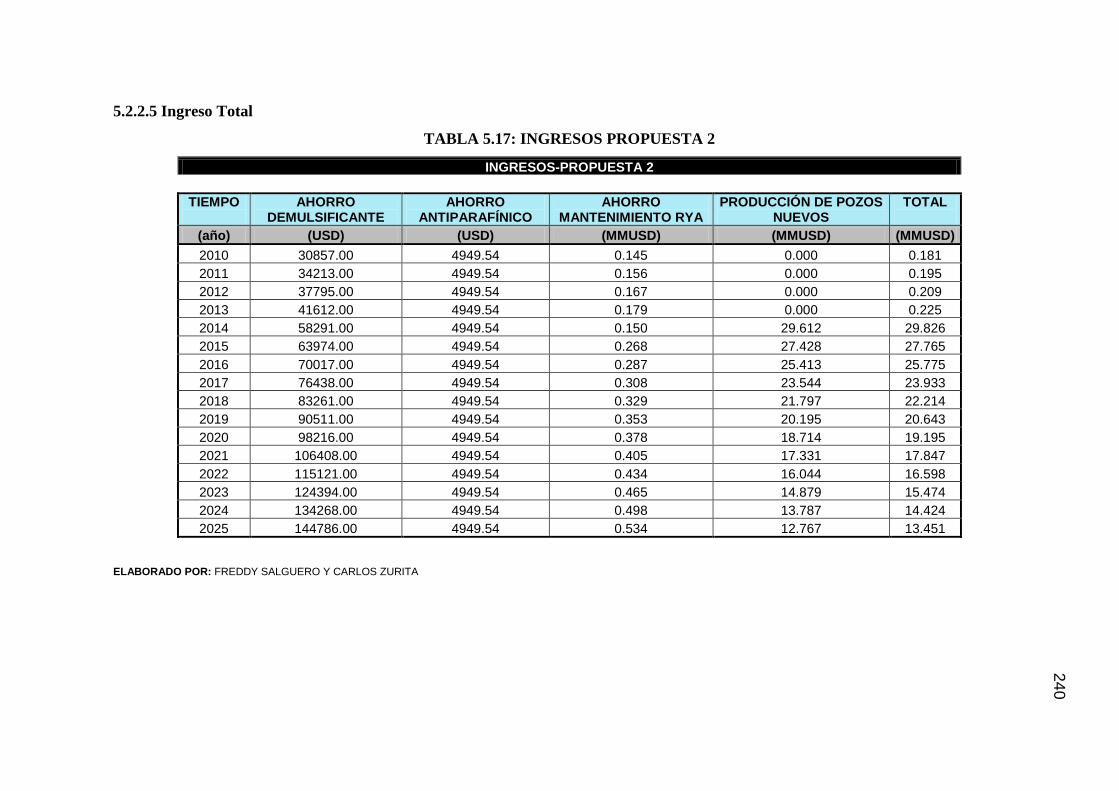
240
5.2.2.5 Ingreso Total
TABLA 5.17: INGRESOS PROPUESTA 2
INGRESOS-PROPUESTA 2
TIEMPO
AHORRO DEMULSIFICANTE
AHORRO ANTIPARAFÍNICO
AHORRO MANTENIMIENTO RYA
PRODUCCIÓN DE POZOS NUEVOS
TOTAL
(año) (USD) (USD) (MMUSD) (MMUSD) (MMUSD)
2010 30857.00 4949.54 0.145 0.000 0.181
2011 34213.00 4949.54 0.156 0.000 0.195
2012 37795.00 4949.54 0.167 0.000 0.209
2013 41612.00 4949.54 0.179 0.000 0.225
2014 58291.00 4949.54 0.150 29.612 29.826
2015 63974.00 4949.54 0.268 27.428 27.765
2016 70017.00 4949.54 0.287 25.413 25.775
2017 76438.00 4949.54 0.308 23.544 23.933
2018 83261.00 4949.54 0.329 21.797 22.214
2019 90511.00 4949.54 0.353 20.195 20.643
2020 98216.00 4949.54 0.378 18.714 19.195
2021 106408.00 4949.54 0.405 17.331 17.847
2022 115121.00 4949.54 0.434 16.044 16.598
2023 124394.00 4949.54 0.465 14.879 15.474
2024 134268.00 4949.54 0.498 13.787 14.424
2025 144786.00 4949.54 0.534 12.767 13.451
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
2
40
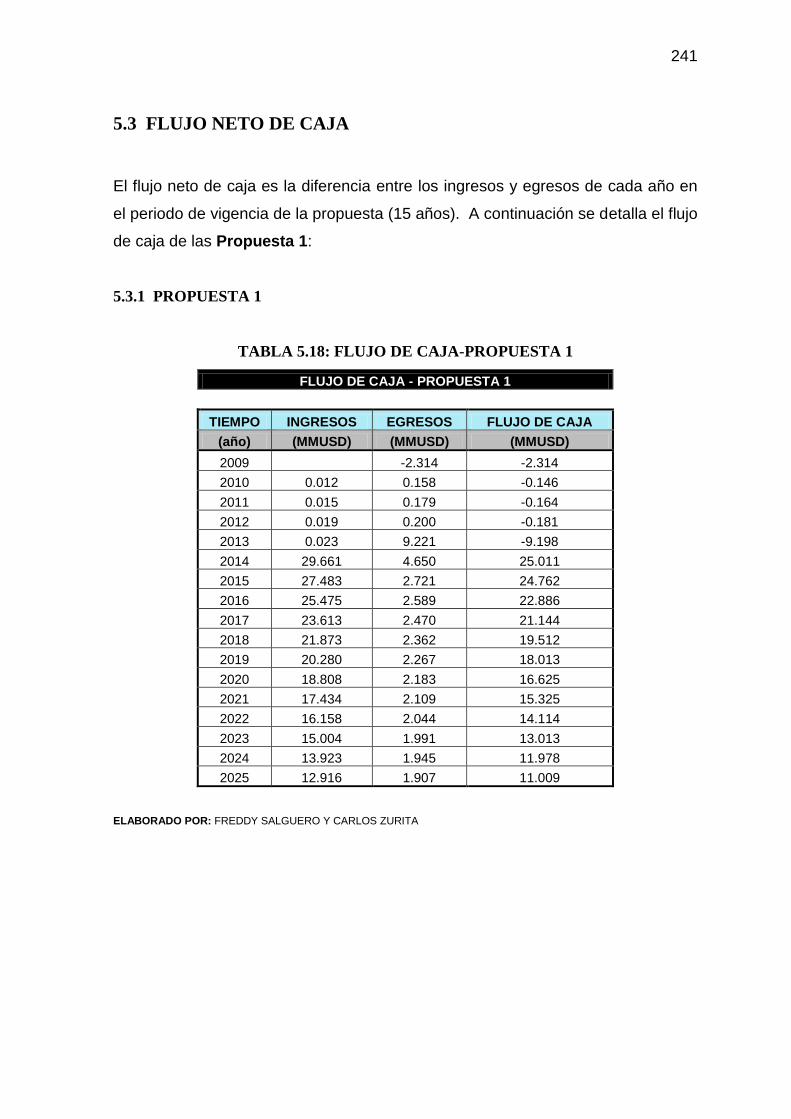
241
5.3 FLUJO NETO DE CAJA
El flujo neto de caja es la diferencia entre los ingresos y egresos de cada año en
el periodo de vigencia de la propuesta (15 años). A continuación se detalla el flujo
de caja de las Propuesta 1:
5.3.1 PROPUESTA 1
TABLA 5.18: FLUJO DE CAJA-PROPUESTA 1
FLUJO DE CAJA - PROPUESTA 1
TIEMPO INGRESOS EGRESOS FLUJO DE CAJA
(año) (MMUSD) (MMUSD) (MMUSD)
2009 -2.314 -2.314
2010 0.012 0.158 -0.146
2011 0.015 0.179 -0.164
2012 0.019 0.200 -0.181
2013 0.023 9.221 -9.198
2014 29.661 4.650 25.011
2015 27.483 2.721 24.762
2016 25.475 2.589 22.886
2017 23.613 2.470 21.144
2018 21.873 2.362 19.512
2019 20.280 2.267 18.013
2020 18.808 2.183 16.625
2021 17.434 2.109 15.325
2022 16.158 2.044 14.114
2023 15.004 1.991 13.013
2024 13.923 1.945 11.978
2025 12.916 1.907 11.009
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
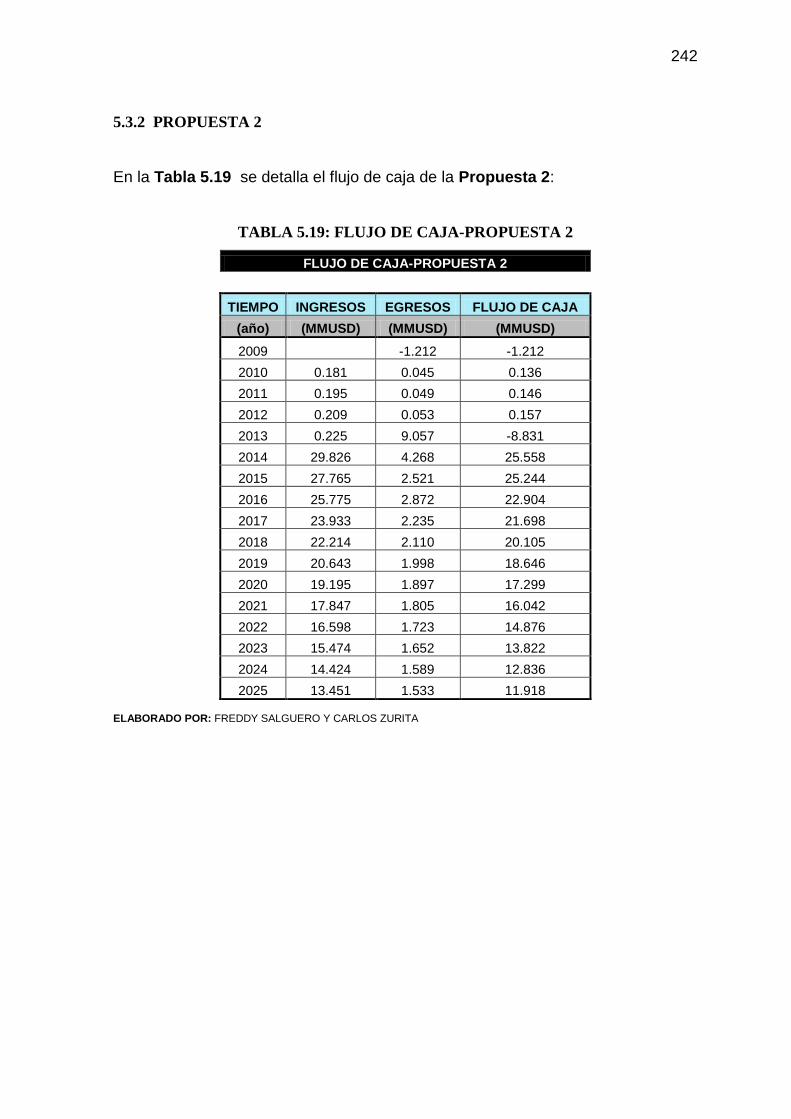
242
5.3.2 PROPUESTA 2
En la Tabla 5.19 se detalla el flujo de caja de la Propuesta 2:
TABLA 5.19: FLUJO DE CAJA-PROPUESTA 2
FLUJO DE CAJA-PROPUESTA 2
TIEMPO INGRESOS EGRESOS FLUJO DE CAJA
(año) (MMUSD) (MMUSD) (MMUSD)
2009 -1.212 -1.212
2010 0.181 0.045 0.136
2011 0.195 0.049 0.146
2012 0.209 0.053 0.157
2013 0.225 9.057 -8.831
2014 29.826 4.268 25.558
2015 27.765 2.521 25.244
2016 25.775 2.872 22.904
2017 23.933 2.235 21.698
2018 22.214 2.110 20.105
2019 20.643 1.998 18.646
2020 19.195 1.897 17.299
2021 17.847 1.805 16.042
2022 16.598 1.723 14.876
2023 15.474 1.652 13.822
2024 14.424 1.589 12.836
2025 13.451 1.533 11.918
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA

243
5.4 EVALUACIÓN DEL PROYECTO
La evaluación económica se basa fundamentalmente en el concepto de dos
índices: el valor actual neto (VAN) y la tasa interna de retorno (TIR), cuyos
parámetros determinan si el proyecto es o no rentable.
Un proyecto es económicamente rentable cuando:
El valor actual neto (VAN) es mayor que cero.
La tasa interna de retorno (TIR) es mayor a la tasa de actualización.
La tasa de actualización que el Departamento Financiero de Petroproducción
contempla en sus proyectos es del 12% anual.
5.4.1 VALOR ACTUAL NETO
Constituye la suma algebraica de los valores actualizados de cada mes o cada
año:
n
kk
k
i
FNCVAN
0 1 (5.15)
Donde:
FNCk: Flujo neto de caja del año k
i: Tasa de actualización anual (i=12%)

244
Los valores actualizados del flujo neto de caja de cada año para las dos
propuestas se muestran en la Tabla 5.20:
TABLA 5.20: VALOR ACTUAL NETO
TIEMPO PROPUESTA 1 PROPUESTA 2
(año) (MMUSD) (MMUSD)
2009 -2.314 -1.212
2010 -0.131 0.121
2011 -0.131 0.116
2012 -0.129 0.111
2013 -5.845 -5.613
2014 14.192 14.502
2015 12.545 12.789
2016 10.353 10.360
2017 8.540 8.763
2018 7.036 7.250
2019 5.800 6.003
2020 4.779 4.973
2021 3.934 4.118
2022 3.234 3.409
2023 2.663 2.828
2024 2.188 2.345
2025 1.796 1.944
VAN 68.510 72.810 ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
Tomando en consideración el periodo de vigencia del proyecto: 2010-2025, tanto
la Propuesta 1 y Propuesta 2 son rentables ya que el valor actual neto (VAN) es
mayor a cero.
5.4.2 TASA INTERNA DE RETORNO
Es la tasa de rendimiento por período con la cual la totalidad de los beneficios
actualizados son exactamente igual a los desembolsos expresados en moneda
actual, dentro de la siguiente ecuación la encontramos implícitamente:
010
n
kk
k
TIR
FNCVAN (5.16)

245
Los criterios para evaluar la factibilidad del proyecto en base a la tasa interna
de retorno son:
Cuando la tasa interna de retorno es mayor a la tasa de actualización (i), el
proyecto es rentable.
Cuando la tasa interna de retorno es igual a la tasa de actualización (i), el
proyecto no tiene ni pérdidas ni ganancias.
Cuando la tasa interna de retorno es menor a la tasa de actualización (i), el
proyecto no es rentable.
En la Figura 5.8 se aprecia que la tasa interna de retorno para la Propuesta 1 es
del 28%, ésta es mayor al 12% por tal razón es rentable.
FIGURA 5.8: VAN VS TIR (PROPUESTA 1)
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
Mientras que en la Figura 5.9 se observa que la tasa interna de retorno “TIR” es
del 29% superando a la tasa de actualización del 12% y es mayor a la de la
Propuesta 1 (28%).

246
Los resultados enclavan en que las dos propuestas son viables económicamente,
teniendo una ligera ventaja la Propuesta 1 por poseer una tasa interna de retorno
mayor.
FIGURA 5.9: VAN VS TIR (PROPUESTA 2)
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
5.4.3 RELACIÓN COSTO-BENEFICIO
Antes de reportar si un proyecto es rentable es necesario el análisis de otros
índices de evaluación aparte del TIR y el VAN. La relación costo-beneficio
evidencia la rentabilidad de un proyecto considerando los ingresos generados, los
costos y la inversión.
inversiónosactualizadCostos
osactualizadIngresosRCB
)(
)( (5.17)
Si, RCB>1, proyecto aceptable (los ingresos son mayores que los
egresos).
Si, RCB=1, proyecto indiferente (los ingresos son iguales a los
egresos).
Si, RCB<1, proyecto no viable (los ingresos son menores que los
egresos).

247
36.5212.1459.15
481.89
6.4324.2765.16
588.87
2
1
MMUSDMMUSD
MMUSDRCB
MMUSDMMUSD
MMUSDRCB
PROPUESTA
PROPUESTA
La relación costo-beneficio de la segunda propuesta es mayor que 1 y mayor que
la de la Propuesta 1, por lo tanto ésta es la más rentable.
5.4.4 PERIODO DE RECUPERACIÓN DE LA INVERSIÓN
Se define como el tiempo necesario para recuperar la inversión mediante los
flujos netos de caja.
El periodo de recuperación de la inversión (PRI) no es un valor explícito por lo que
está expuesto a procesos iterativos con la sumatoria de los flujos de caja que
comprendan al PRI entre ellos hasta encontrar el periodo buscado.
PRI
k
kFNCSFNC0
0 (5.18)
Donde:
PRI= Periodo necesario para recuperar la inversión
SFNC= Suma Acumulada de los Flujos Netos de Caja
FNCk= Flujo Neto de Caja al año k

248
Los resultados obtenidos se evidencian en las Figuras 5.10 y 5.11:
FIGURA 5.10: PRI VS FNC (PROPUESTA 1)
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
En la Propuesta 1 el capital invertido se recuperará en 4.51 años de implementar
las mejoras planteadas.
FIGURA 5.11: PRI VS FNC (PROPUESTA 2)
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA

249
Según la Figura 5.11 se observa que el tiempo de recuperación de la inversión es
de 4.35 años, recuperándose la inversión en menor tiempo en comparación con la
Propuesta 1. Esto aventaja a la Propuesta 2 para su implementación.

250
CAPITULO 6
CONCLUSIONES Y RECOMENDACIONES
6.1 CONCLUSIONES
La Propuesta 1 comprende la instalación de: un separador bifásico de
23860BFPD, un calentador de 6.87MMBTU/hr, una bomba booster para el
sistema de deshidratación con una potencia de 6.42HP y una bomba
booster de transferencia de 5HP. Las capacidades de instalación están
analizadas hasta el año 2025, periodo de estudio del proyecto.
La Propuesta 2 comprende la instalación de: dos separadores trifásicos de
22889BFPD cada uno, un calentador de 1.47MMBTU/hr, una bomba
booster para el sistema de deshidratación con una potencia de 1.5 HP y
una bomba booster de transferencia con una potencia de 5HP.
La Propuesta 3, comprende la instalación de: un enfriador de capacidad de
20000BTU/hr, un scrubber de capacidad de manejo de gas de
0.72MMPCED y un intercambiador de calor.
La Propuesta 2 presenta las siguientes ventajas respecto la Propuesta 1:
mayor VAN (72.810MMUSD/68.510MMUSD), mayor TIR (29%/28%),
mayor RCB (5.36/4.6) y menor PRI (4.35años/4.51años). Económicamente
se ha analizado que la Propuesta 2 es más rentable que la Propuesta 1.
La Propuesta 1 y Propuesta 2 son técnicamente realizables y
económicamente rentables. Para cumplir con el objetivo principal del
proyecto, la propuesta más eficiente es la uno.
La separación primaria para la Propuesta 2 requiere actualmente de la
instalación de un separador trifásico de 22889BFPD, el mismo que brinda
251
tratamiento hasta el año 2016, después del cual es necesario la instalación
del segundo separador trifásico de semejante capacidad.
La bota desgasificadora posee capacidad suficiente para realizar su
trabajo, pero se encuentra subdimensionada en el caso extremo de
desempeñar la función de separador bifásico vertical al proporcionar un
tiempo de residencia al fluido menor de 5 minutos.
El tiempo de residencia del fluido en el tanque de lavado y reposo es mayor
para la Propuesta 2 respecto a la Propuesta 1, duplicándose y en algunos
casos cuadruplicándose. Ventaja que proporciona menor concentración de
sólidos disueltos en las salidas de agua y crudo, además la emulsión es
más vulnerable a romperse.
El sistema de transferencia se encuentra sobredimensionado, su capacidad
de operación no sobrepasa el 15%.
La temperatura de deshidratación del crudo es de 120ºF de acuerdo a la
Figura 1.8 para un crudo con una gravedad específica de 0.88. Los
beneficios de trabajar a esta temperatura son principalmente: reducción de
las parafinas o ceras y control de la emulsión en el crudo.
El calentador para la Propuesta 1 posee una capacidad de calentamiento
de 6.87MMBTU/hr y para la Propuesta 2 1.47MMBTU/hr. La gran
diferencia es consecuencia de la eliminación del 80% del agua como agua
libre en los separadores, sin tener que calentar esa cantidad de agua en la
Propuesta 2.
La implementación del sistema de deshidratación se justifica con el ahorro
que se obtiene en el tratamiento químico considerando: la rata de inyección
de demulsificante se mantiene a lo largo del tiempo, mientras que la de
antiparafínico es 20% menor a la actual manteniéndose así en el tiempo.

252
El sistema de bombeo del sistema de reinyección de agua requiere la
instalación de dos bombas booster de 29HP (una de respaldo) a partir del
2017, para satisfacer los requerimientos de inyección hasta el año 2025.
Las bombas de inyección de alta presión, poseen capacidad para trabajar
hasta el año 2025 a una eficiencia del 92%.
La concentración excedente de crudo en el agua libre de separación
(≤200ppm), es tratada en el tanque de desnatado de 35116BFPD, en
donde se recupera el crudo, mientras que el agua limpia se envía a un
sistema de almacenamiento de 49240BFPD.
El sobredimensionamiento actual de los equipos de compresión de gas es
evidente, al proporcionar una eficiencia del 25%.
6.2 RECOMENDACIONES
Llevar un análisis exhaustivo a lo largo del tiempo del contenido de sólidos
del agua de reinyección para mantener una concentración dentro de los
rangos permisibles, y si sobrepasa se recomienda instalar un sistema de
tratamiento de sólidos.
Se requiere que el Sistema de Tratamiento de Agua sea cerrado para
evitar que cualquier ingreso de aire al sistema fomente el crecimiento de
bacterias sulforeductoras, que corroen los sistemas de tubería, tratamiento,
almacenamiento y bombeo.
Instalar un tanque desnatador de 35116BFPD para el fluido proveniente
del sistema de separación trifásica, ya que esta contiene una concentración
de petróleo en agua ≤ 200ppm. En consecuencia el agua tratada necesita
un sistema de almacenamiento por lo que requiere un tanque de
almacenamiento de 49240BFPD.

253
Es necesario la instalación de dos bombas booster en el año 2017 con una
potencia de 29HP para el sistema de reinyección de agua, y así cubrir la
necesidad hasta el año 2025.
Realizar un análisis costo-beneficio de la Propuesta 3 para determinar si la
instalación de los equipos de compresión justifican la producción del gas
comprimido.
Instalar un depurador de gas pre-ingreso a la tea o mechero, ya que se
evidencia gran cantidad de crudo en los bajos del mechero, ocasionando
daño al medio ambiente.
Instalar un compresor de aire cuyo motor funcione a diesel para evitar la
paralización del sistema de aire de instrumentos por fallas eléctricas.
Se recomienda la instalación de equipos de monitoreo y vigilancia a
distancia (SCADA) para el control de parámetros tales como: presión, flujo,
temperatura y nivel, indispensables para el control eficiente de la
producción.
La modernización del sistema contra incendios implementando sistemas de
detección automáticos y sistemas de control eficientes, es necesario.
El sistema contraincendios necesita una bomba de presurización, para
mantener el sistema de tuberías de agua presurizadas, en caso de
cualquier evento de incendio.
El distanciamiento y la identificación de equipos y líneas no es adecuado.
Actualmente existen normas que rigen su disposición.

254
ABREVIATURAS
VARIABLE DESCRIPCIÓN UNIDAD
Mmed Masa molecular media lb/mol
Tmed Temperatura media de ebullición R
υ Viscosidad cinemática ctsk
μ Viscosidad dinámica cp
r Densidad gr/cm3
Kuop Factor de caracterización adimensional
γo Gravedad específica del petróleo adimensional
Ma Peso molecular aparente del gas lb/mol
Mwi Peso molecular del componente lb/mol
Yi Fracción molar del componente adimensional
N Número de componentes adimensional
γg Gravedad específica del gas adimensional
ρg Densidad del gas gr/cm3
ρaire Densidad del aire gr/cm3
PC Poder calorífico del gas BTU/PCE
PCi Poder calorífico del componente BTU/PCE
λ Coeficiente adiabático adimensional
Cp Calor específico a presión constante J/(kg x K)
Cv Calor específico a volumen constante J/(kg x K)
Vc Velocidad crítica del gas ft/s
Φ Constante de Sounders y Brown adimensional
ρl Densidad de líquido lb/ft3
tr Tiempo de residencia hr, min
V Volumen bls
Q Caudal bls/día
Θ Declinación exponencial 1/año
T Tiempo año
D Tasa de declinación adimensional
Qg Caudal de Gas PCED, MMPCED

255
VARIABLE DESCRIPCIÓN UNIDAD
E Energía BTU/hr, KW/hr
Leff Longitud efectiva ft
Ls/s Longitud costura a costura (total) ft
D Diámetro in,ft
Ql Caudal del líquido BFPD
S Relación presión-temperatura adimensional
Pop Presión de operación psia
Top Temperatura de operación R
z Factor de desviación del gas adimensional
Cg Capacidad de gas MMPCED
Vo Volumen operativo bls
Vd Volumen dinámico bls
hd Altura dinámica ft
HP Potencia real HP
HPh Potencia-simulador hysys HP
ηe Eficicencia eléctrica adimensional
ηh Eficicencia hidráulica adimensional
Qo Caudal de petróleo BPPD
te Tiempo de bombeo hr
CB Capacidad de la bomba BPPD
Dt Diámetro del tanque in
μw Viscosidad de agua cp
γw Gravedad específica del agua adimensional
dp Diámetro de partícula μm
trw Tiempo de residencia del agua min
V Volumen bls, ft3
hs/s Altura total ft
Pd Presión de descarga psig, psia
$KW Costo de KW-h de energía USD

256
VARIABLE DESCRIPCIÓN UNIDAD
Qn Caudal de inyección de químico gal/día
Cn Costo por galón de químico USD/gal
Cm Costo anual de mantenimiento USD/año
$g Costo del gas USD/PCE
IA Ingreso por ahorro de químico antiparafínico USD/año
QA Caudal excedente de inyección gal/día
CA Costo por galón de antiparafínico USD/gal
Ip Ingreso por producción de petróleo USD
Co Costo del barril de petróleo USD/bls
ppm Q Concentración del químico Ppm
Qq Caudal de químico gal/día
Qt Caudal de tratamiento BFPD
ID Ingreso por ahorro de demulsificante USD
QD Caudal ahorrado de demulsificante gal/día
CD Costo de demulsificante por galón USD/gal
IM Ingreso por mantenimiento USD
VAN Valor actual neto MMUSD
FNC Flujo neto de caja MMUSD
i Tasa de actualización %
TIR Tasa interna de retorno %
RCB Relación costo-beneficio adimensional
SFNC Suma acumulada de los flujos netos de caja MMUSD

257
UNIDADES
UNIDAD DESCRIPCIÓN VARIABLE
API Grado API Densidad
lb/mol Libra por mol de sustancia Peso Molecular
R Grado Rankine Temperatura absoluta
cp Centipoises Viscosidad dinámica
ctsk Centistokes Viscosidad cinemática
gr/cm3 Gramo por centímetro cúbico Densidad
BTU/hr BTU por hora Poder Calorífico, Transferencia de calor
J/(kg x K) Julios por kilogramo por kelvin Calor Específico
ft/s Pies por segundo Velocidad
lb/ft3 Libra por pie cúbico Densidad
hr Horas Tiempo
bls Barriles Volumen
BPPD Barriles de petróleo por día Caudal de petróleo
BAPD Barriles de agua por día Caudal de agua
BFPD Barriles de fluido por día Caudal de agua y petróleo
PCED Pies cúbicos estándar por día Caudal de gas
MPCED Mil pies cúbicos estándar por día Caudal de gas
MMPCED Millones de pies cúbicos estándar por día Caudal de gas
lb Libras Masa
BF Barriles fiscales (condiciones estándar) Volumen de Petróleo
PCE Pies cúbicos estándar Volumen de gas
MPCE Mil pies cúbicos estándar Volumen de gas
MMPCE Millones de pies cúbicos estándar Volumen de gas
% Fracción por cada 100 Porcentaje
bls/día Barriles por día Caudal
1/año Fracción por año Declinación exponencial
año Años Tiempo
ft Pies Longitud
in Pulgadas Diámetro
psi Libra fuerza por pulgada cuadrada Presión

258
psia Libra fuerza por pulgada cuadrada Presión absoluta
psig Libra fuerza por pulgada cuadrada Presión manométrica
° F Grado Fahrenheit Temperatura
GPM Galones por minuto Capacidad de bombeo
Rpm Revoluciones por minuto Velocidad de rotación
HP Caballos fuerza Potencia neta
gal/día = GPD Galones por día Caudales bajos
gal Galones Volumen
MW Mega Watt Energía
KW Kilo Watt Energía
KW/hr Kilo Watt por hora Gasto de energía
ppm Partes por millón Concentración bajas
PCE/BF Pie cúbico estándar por barril fiscal Relación gas-petróleo
in/año Pulgadas por año Cantidad de lluvia
min Minutos Tiempo
ppb Parte por billón Concentraciones bajas
PH Concentración de iones hidrógeno Acidez
mg/l Miligramo por litro Concentarciones de sólidos
μm Micrón Diámetro de partícula
USD Dólares americanos Precios
MMUSD Millón de dólares Precios altos
259
ANEXOS
260
ANEXO 1: FOTOGRAFÍAS DE LAS FACILIDADES DE
PRODUCCIÓN DE LA ESTACIÓN PICHINCHA

261
FOTO N°1.1: MANIFOLD
FOTO N°1.2: SISTEMA DE SEPARACIÓN PRIMARIA
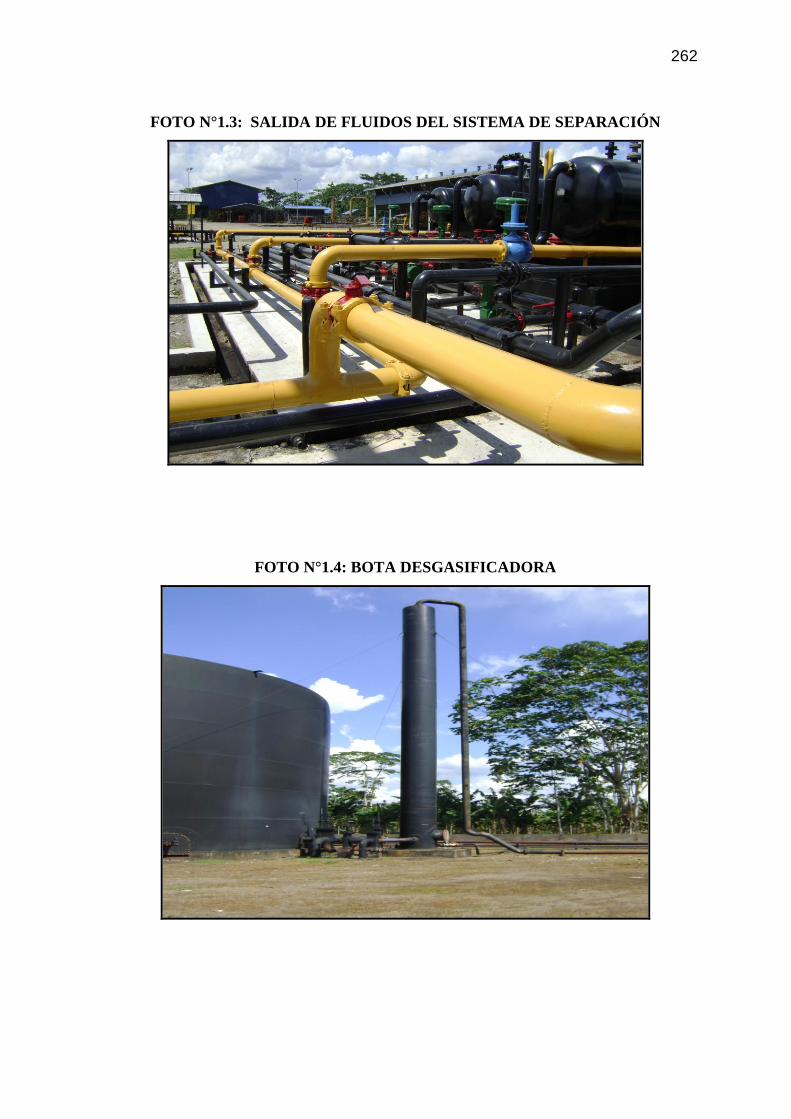
262
FOTO N°1.3: SALIDA DE FLUIDOS DEL SISTEMA DE SEPARACIÓN
FOTO N°1.4: BOTA DESGASIFICADORA

263
FOTO N°1.5: TANQUE DE LAVADO
FOTO N°1.6: TANQUE DE SURGECIA O REPOSO
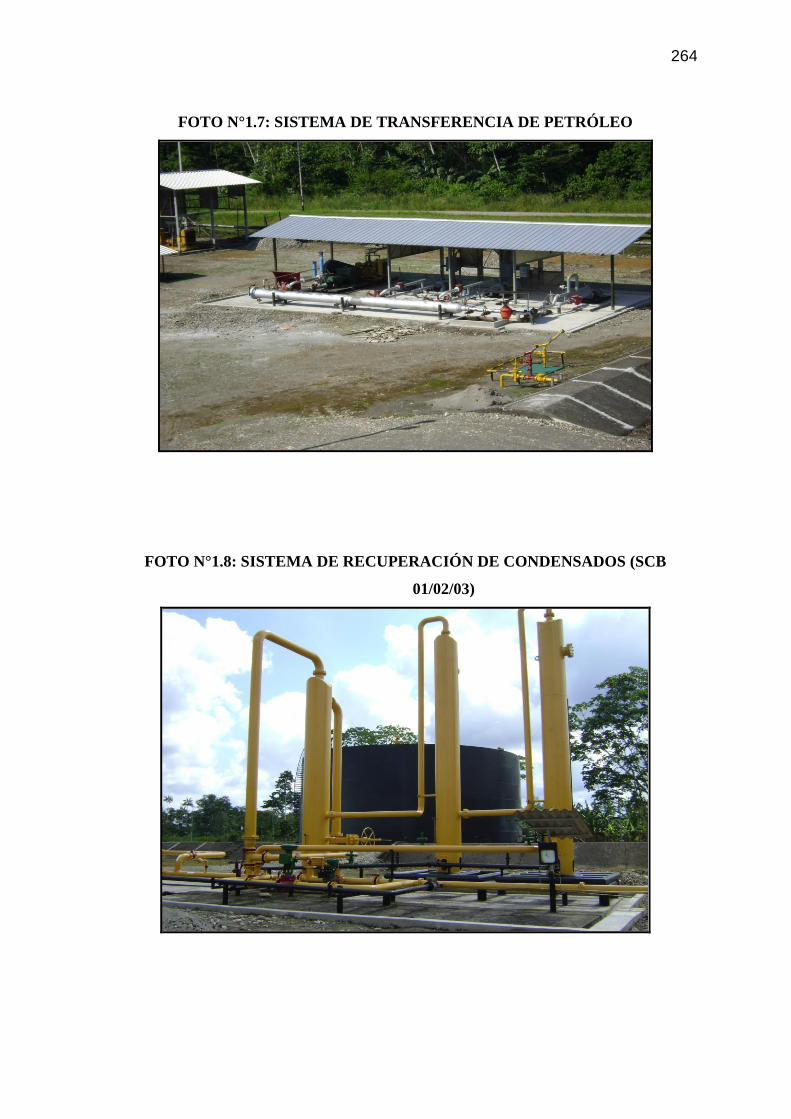
264
FOTO N°1.7: SISTEMA DE TRANSFERENCIA DE PETRÓLEO
FOTO N°1.8: SISTEMA DE RECUPERACIÓN DE CONDENSADOS (SCB
01/02/03)
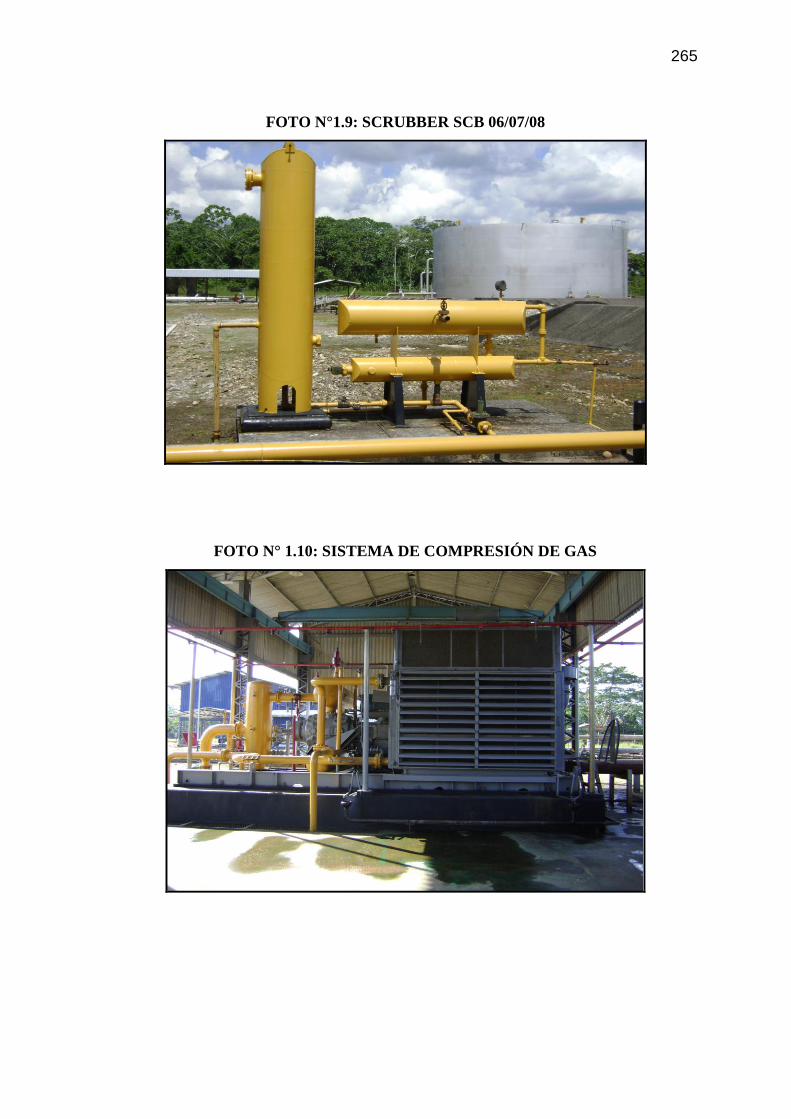
265
FOTO N°1.9: SCRUBBER SCB 06/07/08
FOTO N° 1.10: SISTEMA DE COMPRESIÓN DE GAS

266
FOTO N°1.11: COMPRESOR
FOTO N°1.12: AEROENFRIADOR

267
FOTO N°1.13: FILTRO DE COMBUSTIBLE-COMPRESOR
FOTO N°1.14: SISTEMA DE COMPRESIÓN DE GAS LIFT

268
FOTO N°1.15: SISTEMA CONTRA INCENDIOS
FOTO N°1.16: MONITORES DE TANQUES

269
FOTO N° 1.17: SISTEMA DE DISPERSIÓN- COMPRESOR
FOTO N°1.18: SISTEMA DE REINYECCIÓN DE AGUA DE FORMACIÓN

270
FOTO N° 1.19: PISCINAS API
FOTO N°1.20: TRANSFORMADORES DE ENERGÍA

271
FOTO N°1.21: GENERADOR DE ELECTRICIDAD
FOTO N° 1.22: INYECCIÓN DE QUÍMICOS PRE-SISTEMA DE SEPARACIÓN

272
FOTO N° 1.23: INYECCIÓN DE QUÍMICOS-REINYECCIÓN DE AGUA
FOTO N° 1.24: SISTEMA DE AIRE DE INSTRUMENTOS

273
FOTO N°1.25: SUMIDERO
FOTO N° 1.26: SISTEMA DE RECIRCULACIÓN

274
ANEXO 2: LISTADO DE EQUIPOS

275
ANEXO 2.1: UBICACIÓN DE LOS EQUIPOS
FUENTE: PETROPRODUCCIÓN-PROYECTOS ESPECIALES
2
75

276
ANEXO 2.2: BOMBAS
DATOS DEL FABRICANTE
EQUIPO
DESCRIPCIÓN
TIPO
MODELO
MARCA
SERIE
PRESIÓN. DES(psig)
NPSH
Altura Dinámica
(ft)
Diseño de flujo (GPM)
HP
Etapas
Rpm motor
OBSERVACIONES
B-05 BOMBA BOOSTER
REINYECCIÓN DE AGUA CENTRÍFUGA 4*3-10
RV MARK III STD DURCO 0700-2903B 60 S/INF S/INF 360 50 N/A 3530 Construída norma API-
610
B-06
BOMBA BOOSTER REINYECCIÓN DE AGUA
CENTRÍFUGA 2K*4*3-82-73RV MARK III STD DURCO 0101-6766B 60 10 300 360 50 N/A 3545
Construída norma API-610
BSC-02 BOMBA DE AGUA S.C.I. CENTRÍFUGA 6*4 5-481-11C AURORA 87-66527 S/INF S/INF 346 1000 150 N/A 3560
Motor eléctrico norma API-610
BSC-01 BOMBA DE AGUA S.C.I. CENTRÍFUGA 6*4 5-481-11B AURORA 87-66526 S/INF S/INF 346 1000 195 N/A 3300 Motor combustión interna
BOMBA RECIRCULACIÓN
TANQUE-TANQUE CENTRÍFUGA 2*2;5*5 324A-BF AURORA 90-01043-2 33 S/INF S/INF S/INF 7.5 N/A N/A Construída norma API-
610
REDA-01
BOMBA DE REINYECCIÓN DE AGUA
CENTRÍFUGA MULTIETAPA CCT-AFL-INC REDA 2NN1C00308 1816 25 2100 600 500 41 3570
Construída norma API-674, Fuera de Servicio
REDA-02
BOMBA DE REINYECCIÓN DE AGUA
CENTRÍFUGA MULTIETAPA 86SSSCCT REDA 2NNLL01944 1816 25 2100 600 500 41 3570
Construída norma API-674.
REDA-04
BOMBA DE REINYECCIÓN DE AGUA
CENTRÍFUGA MULTIETAPA CCT-AFL-INC REDA 2NN7K02943 3250 18 5500 380 800 77 3553
Construída norma API-674
REDA-03
BOMBA DE REINYECCIÓN DE AGUA
CENTRÍFUGA MULTIETAPA CCT-AFL-INC REDA 2NN7K02949 3100 18 5500 380 800 77 N/A
Construída norma API-674.
BOMBA SUMIDERO
TRANSFERENCIA DE CRUDO BOMBA CENTRÍFUGA
1.5*2-9B 531A-BF AURORA 05-1291632-
1 40 S/INF 70 100 5 S/INF 1375 Construida norma API-
610
BOMBA DE SERVICIO DE
LIMPIEZA BOMBA CENTRÍFUGA
2*1*5 MSC-1000 JCRAN I-BPICI S/INF S/INF S/INF S/INF 7.5 S/INF 3460 Construida norma API-
610
B-01 BOMBA BOOSTER
TRANSFERENCIA CRUDO BOMBA CENTRÍFUGA
2*6*4 MARK III DURCO 401798 51 S/INF S/INF 400 75 S/INF 1780 Construida norma API-
610
B.02 BOMBA TRANSFERENCIA
CRUDO BOMBA CENTRÍFUGA
3*6*15A S/INF IR 1290006 242 S/INF 986 500 250 S/INF 3563 Construida norma API-
610
B-03 BOMBA TRANSFERENCIA
CRUDO BOMBA CENTRÍFUGA
3*6*15A S/INF IR 691037 242 S/INF 986 500 250 S/INF 3570 Construida norma API-
610
B-04 BOMBA TRANSFERENCIA
CRUDO BOMBA DUPLEX 94
GPM 2652 GASO 22604 400 S/INF 808 600 325 S/INF 1800 Construida norma API-
610
2
76

277
ANEXO 2.3: TANQUES
DIMENSIONES
EQUIPO
DESCRIPCIÓN
TIPO
CAPACIDAD ( bls)
DIÁMETRO (ft)
ALTURA (ft)
MATERIAL
N°DE ANILLOS
OBSERVACIONES
T-01 TANQUE DE LAVADO TANQUE DE TECHO
CÓNICO FIJO 32260 80 36 ASTM A 383
Gr. C 6 Construída norma API-650
T-02 TANQUE DE REPOSO TANQUE DE TECHO
CÓNICO FIJO 40820 90 36 ASTM A 383
Gr. C 6 Construída norma API-650
T-03 TANQUE DE AGUA CONTRA
INCENDIOS TANQUE DE TECHO
CÓNICO FIJO 2600 29 24 ASTM A 383
Gr. C 4 Motor eléctrico norma API-12B
T-05 TANQUE DE AGUA DE
UTILIDADES TANQUE DE TECHO
CÓNICO FIJO 250 14 10 S/INF 2 Construída norma API-650
T-04 TANQUE DE DIESEL TANQUE DE TECHO
CÓNICO FIJO 250 12 12 S/INF S/INF Construída norma API-650
2
77
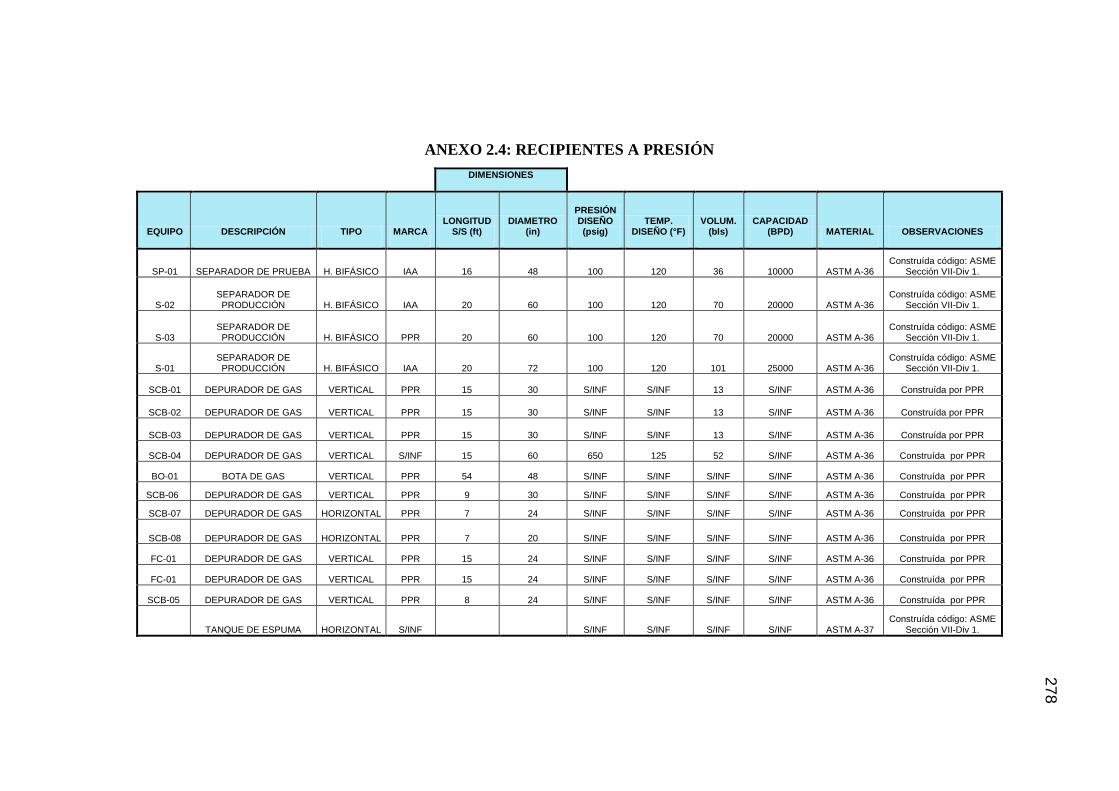
278
ANEXO 2.4: RECIPIENTES A PRESIÓN
DIMENSIONES
EQUIPO
DESCRIPCIÓN
TIPO
MARCA
LONGITUD S/S (ft)
DIAMETRO (in)
PRESIÓN DISEÑO (psig)
TEMP. DISEÑO (°F)
VOLUM. (bls)
CAPACIDAD (BPD)
MATERIAL
OBSERVACIONES
SP-01 SEPARADOR DE PRUEBA H. BIFÁSICO IAA 16 48 100 120 36 10000 ASTM A-36 Construída código: ASME
Sección VII-Div 1.
S-02 SEPARADOR DE PRODUCCIÓN H. BIFÁSICO IAA 20 60 100 120 70 20000 ASTM A-36
Construída código: ASME Sección VII-Div 1.
S-03 SEPARADOR DE PRODUCCIÓN H. BIFÁSICO PPR 20 60 100 120 70 20000 ASTM A-36
Construída código: ASME Sección VII-Div 1.
S-01 SEPARADOR DE PRODUCCIÓN H. BIFÁSICO IAA 20 72 100 120 101 25000 ASTM A-36
Construída código: ASME Sección VII-Div 1.
SCB-01 DEPURADOR DE GAS VERTICAL PPR 15 30 S/INF S/INF 13 S/INF ASTM A-36 Construída por PPR
SCB-02 DEPURADOR DE GAS VERTICAL PPR 15 30 S/INF S/INF 13 S/INF ASTM A-36 Construída por PPR
SCB-03 DEPURADOR DE GAS VERTICAL PPR 15 30 S/INF S/INF 13 S/INF ASTM A-36 Construída por PPR
SCB-04 DEPURADOR DE GAS VERTICAL S/INF 15 60 650 125 52 S/INF ASTM A-36 Construída por PPR
BO-01 BOTA DE GAS VERTICAL PPR 54 48 S/INF S/INF S/INF S/INF ASTM A-36 Construída por PPR
SCB-06 DEPURADOR DE GAS VERTICAL PPR 9 30 S/INF S/INF S/INF S/INF ASTM A-36 Construída por PPR
SCB-07 DEPURADOR DE GAS HORIZONTAL PPR 7 24 S/INF S/INF S/INF S/INF ASTM A-36 Construída por PPR
SCB-08 DEPURADOR DE GAS HORIZONTAL PPR 7 20 S/INF S/INF S/INF S/INF ASTM A-36 Construída por PPR
FC-01 DEPURADOR DE GAS VERTICAL PPR 15 24 S/INF S/INF S/INF S/INF ASTM A-36 Construída por PPR
FC-01 DEPURADOR DE GAS VERTICAL PPR 15 24 S/INF S/INF S/INF S/INF ASTM A-36 Construída por PPR
SCB-05 DEPURADOR DE GAS VERTICAL PPR 8 24 S/INF S/INF S/INF S/INF ASTM A-36 Construída por PPR
TANQUE DE ESPUMA HORIZONTAL S/INF S/INF S/INF S/INF S/INF ASTM A-37 Construída código: ASME
Sección VII-Div 1.
27
8

279
ANEXO 2.5: COMPRESORES
EQUIPO
DESCRIPCIÓN
TIPO
MODELO
MARCA
SERIE
STROKE (in)
VELOCIDAD (Rpm)
MÁX PRES. (psi)
FLUJO (MMSCFD)
ETAPAS
HP
OBSERVACIONES
CO-03 COMPRESOR DE
GAS COMPRESOR
RECIPROCANTE MW-64 WHITE
SUPERIOR 329610 10.5 900 1500 S/INF 4 1408 No funciona
CO-01 COMPRESOR DE
GAS COMPRESOR
RECIPROCANTE DPC-360 AJAX 10192 S/INF S/INF 500 2 2 Reparación
CO-02 COMPRESOR DE
GAS COMPRESOR
RECIPROCANTE DPC-361 AJAX 10193 S/INF S/INF 500 2 2 Operando
CA-100 COMPRESOR DE
AIRE S/INF LS-10 40H
ACAC SULLAIR 003-103314 S/INF S/INF S/INF S/INF S/INF 40 Operando
2
79
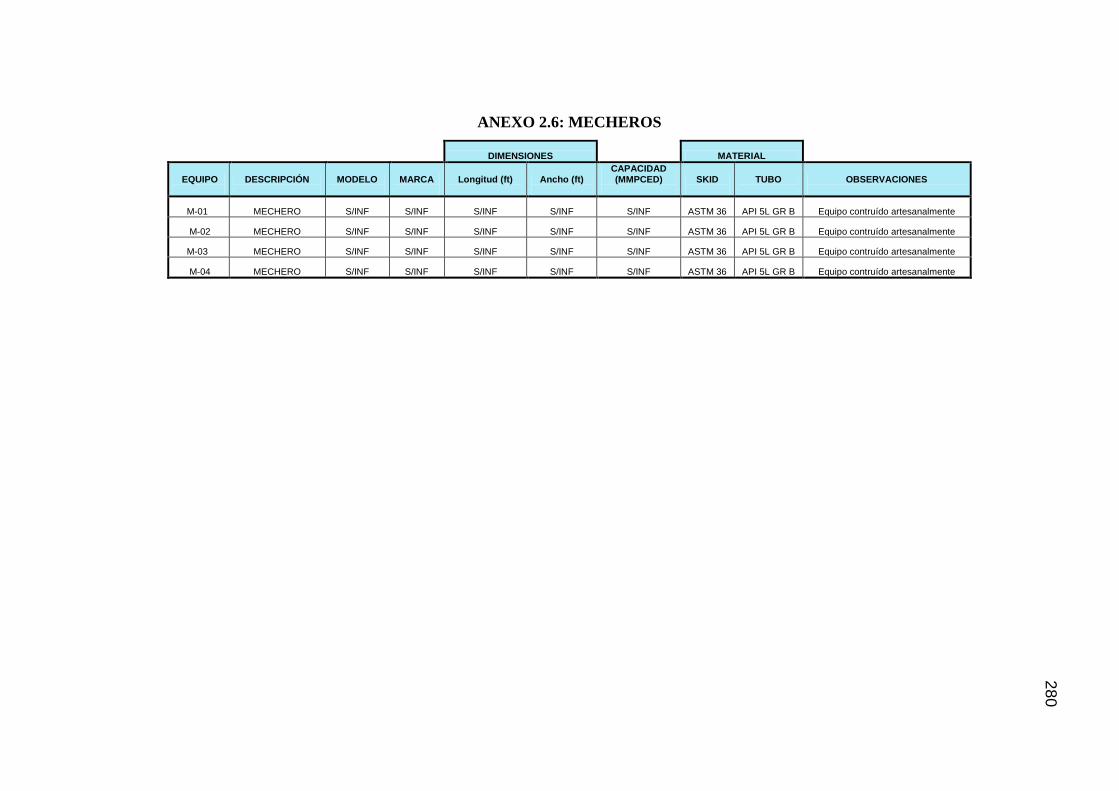
280
ANEXO 2.6: MECHEROS
DIMENSIONES MATERIAL
EQUIPO
DESCRIPCIÓN
MODELO
MARCA
Longitud (ft)
Ancho (ft)
CAPACIDAD (MMPCED)
SKID
TUBO
OBSERVACIONES
M-01 MECHERO S/INF S/INF S/INF S/INF S/INF ASTM 36 API 5L GR B Equipo contruído artesanalmente
M-02 MECHERO S/INF S/INF S/INF S/INF S/INF ASTM 36 API 5L GR B Equipo contruído artesanalmente
M-03 MECHERO S/INF S/INF S/INF S/INF S/INF ASTM 36 API 5L GR B Equipo contruído artesanalmente
M-04 MECHERO S/INF S/INF S/INF S/INF S/INF ASTM 36 API 5L GR B Equipo contruído artesanalmente
28
0

281
ANEXO 3: DATOS DE CAMPO Y LABORATORIO

282
ANEXO 3.1: PROYECCIÓN DE PRODUCCIÓN DIARIA
TIEMPO PETRÓLEO AGUA FLUIDO BSW GAS
(año) (BPPD) (BAPD) (BFPD) (%) (MPCED)
2009 3551 9284 12835 72 % 814
2010 3290 9947 13236 75% 743
2011 3047 10658 13705 78% 679
2012 2823 11419 14242 80% 621
2013 2615 12235 14850 82% 568
2014 3739 16856 20595 82% 519
2015 3374 18347 21721 84% 475
2016 3125 19658 22783 86% 434
2017 2895 21062 23957 88% 396
2018 2682 22566 25248 89% 362
2019 2484 24179 26663 91% 331
2020 2301 25906 28207 92% 303
2021 2132 27756 29888 93% 277
2022 1975 29739 31714 94% 253
2023 1830 31864 33693 95% 231
2024 1695 34140 35835 95% 211
2025 1570 36579 38149 96 % 193
ELABORADO POR: FREDDY SALGUERO Y CARLOS ZURITA
FUENTE: PETROPRODUCCIÓN-YACIMIENTOS
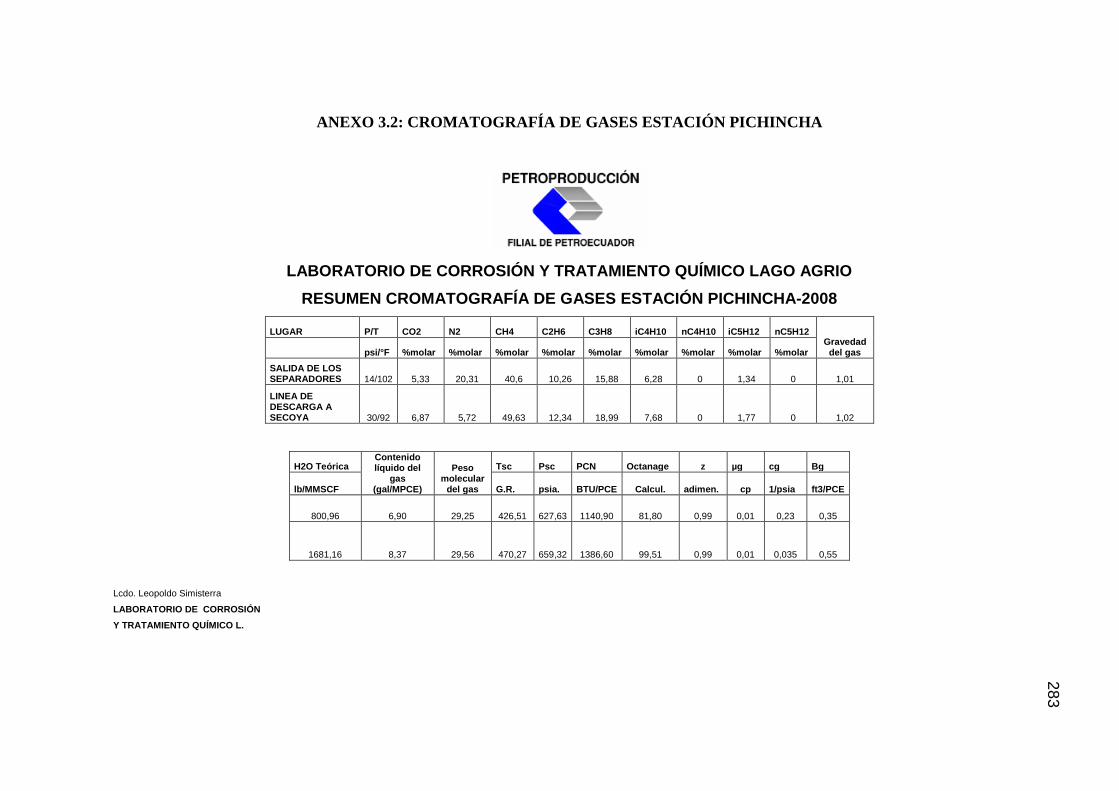
283
ANEXO 3.2: CROMATOGRAFÍA DE GASES ESTACIÓN PICHINCHA
LABORATORIO DE CORROSIÓN Y TRATAMIENTO QUÍMICO LAGO AGRIO
RESUMEN CROMATOGRAFÍA DE GASES ESTACIÓN PICHINCHA-2008
LUGAR P/T CO2 N2 CH4 C2H6 C3H8 iC4H10 nC4H10 iC5H12 nC5H12 Gravedad
del gas psi/°F %molar %molar %molar %molar %molar %molar %molar %molar %molar
SALIDA DE LOS SEPARADORES 14/102 5,33 20,31 40,6 10,26 15,88 6,28 0 1,34 0 1,01
LINEA DE DESCARGA A SECOYA 30/92 6,87 5,72 49,63 12,34 18,99 7,68 0 1,77 0 1,02
H2O Teórica Contenido líquido del
gas (gal/MPCE)
Peso molecular
del gas
Tsc Psc PCN Octanage z µg cg Bg
lb/MMSCF G.R. psia. BTU/PCE Calcul. adimen. cp 1/psia ft3/PCE
800,96 6,90 29,25 426,51 627,63 1140,90 81,80 0,99 0,01 0,23 0,35
1681,16 8,37 29,56 470,27 659,32 1386,60 99,51 0,99 0,01 0,035 0,55
Lcdo. Leopoldo Simisterra
LABORATORIO DE CORROSIÓN
Y TRATAMIENTO QUÍMICO L.
2
83
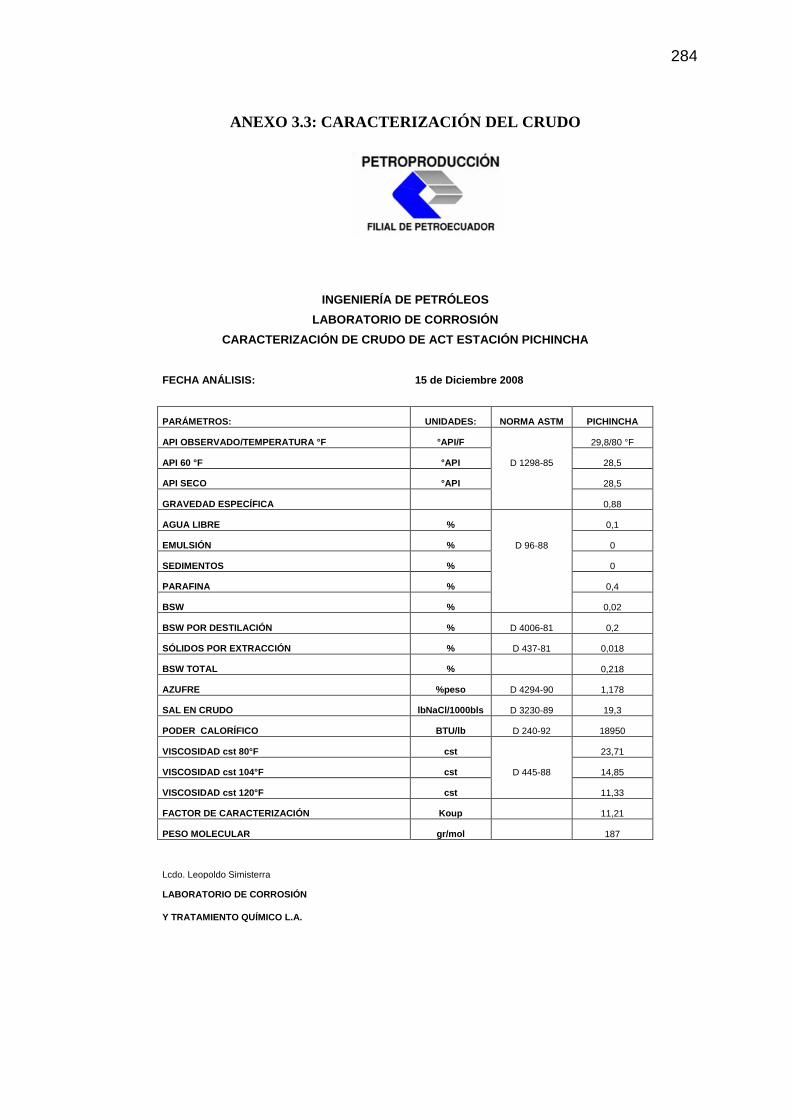
284
ANEXO 3.3: CARACTERIZACIÓN DEL CRUDO
INGENIERÍA DE PETRÓLEOS
LABORATORIO DE CORROSIÓN
CARACTERIZACIÓN DE CRUDO DE ACT ESTACIÓN PICHINCHA
FECHA ANÁLISIS: 15 de Diciembre 2008
PARÁMETROS: UNIDADES: NORMA ASTM PICHINCHA
API OBSERVADO/TEMPERATURA °F °API/F 29,8/80 °F
API 60 °F °API D 1298-85 28,5
API SECO °API 28,5
GRAVEDAD ESPECÍFICA 0,88
AGUA LIBRE % 0,1
EMULSIÓN % D 96-88 0
SEDIMENTOS % 0
PARAFINA % 0,4
BSW % 0,02
BSW POR DESTILACIÓN % D 4006-81 0,2
SÓLIDOS POR EXTRACCIÓN % D 437-81 0,018
BSW TOTAL % 0,218
AZUFRE %peso D 4294-90 1,178
SAL EN CRUDO lbNaCl/1000bls D 3230-89 19,3
PODER CALORÍFICO BTU/lb D 240-92 18950
VISCOSIDAD cst 80°F cst 23,71
VISCOSIDAD cst 104°F cst D 445-88 14,85
VISCOSIDAD cst 120°F cst 11,33
FACTOR DE CARACTERIZACIÓN Koup 11,21
PESO MOLECULAR gr/mol 187
Lcdo. Leopoldo Simisterra
LABORATORIO DE CORROSIÓN
Y TRATAMIENTO QUÍMICO L.A.

285
ANEXO 3.4: DESTILACIÓN ASTM-D86
FUENTE: UNIVERSIDAD CENTRAL DEL ECUADOR
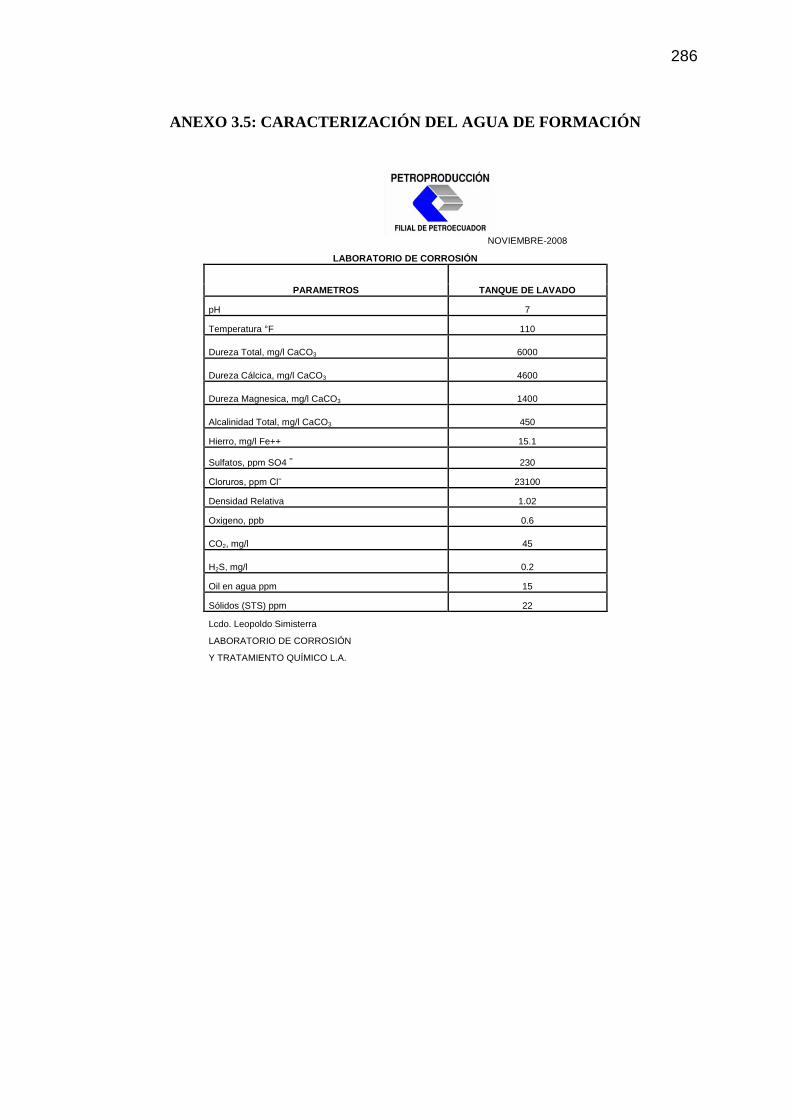
286
ANEXO 3.5: CARACTERIZACIÓN DEL AGUA DE FORMACIÓN
NOVIEMBRE-2008
LABORATORIO DE CORROSIÓN
PARAMETROS TANQUE DE LAVADO
pH 7
Temperatura °F 110
Dureza Total, mg/l CaCO3 6000
Dureza Cálcica, mg/l CaCO3 4600
Dureza Magnesica, mg/l CaCO3 1400
Alcalinidad Total, mg/l CaCO3 450
Hierro, mg/l Fe++ 15.1
Sulfatos, ppm SO4 = 230
Cloruros, ppm Clˉ 23100
Densidad Relativa 1.02
Oxigeno, ppb 0.6
CO2, mg/l 45
H2S, mg/l 0.2
Oil en agua ppm 15
Sólidos (STS) ppm 22
Lcdo. Leopoldo Simisterra
LABORATORIO DE CORROSIÓN
Y TRATAMIENTO QUÍMICO L.A.
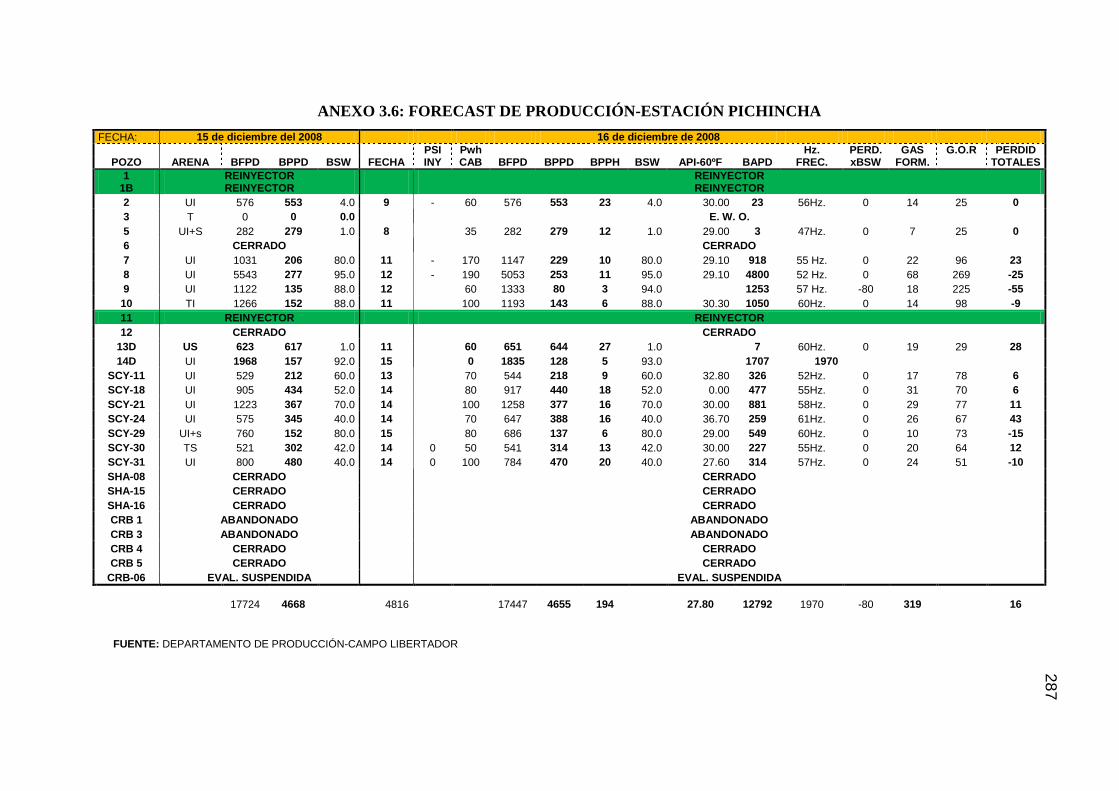
287
ANEXO 3.6: FORECAST DE PRODUCCIÓN-ESTACIÓN PICHINCHA
FECHA: 15 de diciembre del 2008 16 de diciembre de 2008
PSI Pwh Hz. PERD. GAS G.O.R PERDID POZO ARENA BFPD BPPD BSW FECHA INY CAB BFPD BPPD BPPH BSW API-60ºF BAPD FREC. xBSW FORM. TOTALES
1 REINYECTOR REINYECTOR 1B REINYECTOR REINYECTOR
2 UI 576 553 4.0 9 - 60 576 553 23 4.0 30.00 23 56Hz. 0 14 25 0
3 T 0 0 0.0 E. W. O.
5 UI+S 282 279 1.0 8 35 282 279 12 1.0 29.00 3 47Hz. 0 7 25 0
6 CERRADO CERRADO
7 UI 1031 206 80.0 11 - 170 1147 229 10 80.0 29.10 918 55 Hz. 0 22 96 23
8 UI 5543 277 95.0 12 - 190 5053 253 11 95.0 29.10 4800 52 Hz. 0 68 269 -25
9 UI 1122 135 88.0 12 60 1333 80 3 94.0 1253 57 Hz. -80 18 225 -55
10 TI 1266 152 88.0 11 100 1193 143 6 88.0 30.30 1050 60Hz. 0 14 98 -9
11 REINYECTOR REINYECTOR
12 CERRADO CERRADO
13D US 623 617 1.0 11 60 651 644 27 1.0 7 60Hz. 0 19 29 28
14D UI 1968 157 92.0 15 0 1835 128 5 93.0 1707 1970
SCY-11 UI 529 212 60.0 13 70 544 218 9 60.0 32.80 326 52Hz. 0 17 78 6
SCY-18 UI 905 434 52.0 14 80 917 440 18 52.0 0.00 477 55Hz. 0 31 70 6
SCY-21 UI 1223 367 70.0 14 100 1258 377 16 70.0 30.00 881 58Hz. 0 29 77 11
SCY-24 UI 575 345 40.0 14 70 647 388 16 40.0 36.70 259 61Hz. 0 26 67 43
SCY-29 UI+s 760 152 80.0 15 80 686 137 6 80.0 29.00 549 60Hz. 0 10 73 -15
SCY-30 TS 521 302 42.0 14 0 50 541 314 13 42.0 30.00 227 55Hz. 0 20 64 12
SCY-31 UI 800 480 40.0 14 0 100 784 470 20 40.0 27.60 314 57Hz. 0 24 51 -10
SHA-08 CERRADO CERRADO
SHA-15 CERRADO CERRADO
SHA-16 CERRADO CERRADO
CRB 1 ABANDONADO ABANDONADO
CRB 3 ABANDONADO ABANDONADO
CRB 4 CERRADO CERRADO
CRB 5 CERRADO CERRADO
CRB-06 EVAL. SUSPENDIDA EVAL. SUSPENDIDA
17724 4668 4816 17447 4655 194 27.80 12792 1970 -80 319 16
FUENTE: DEPARTAMENTO DE PRODUCCIÓN-CAMPO LIBERTADOR
2
87
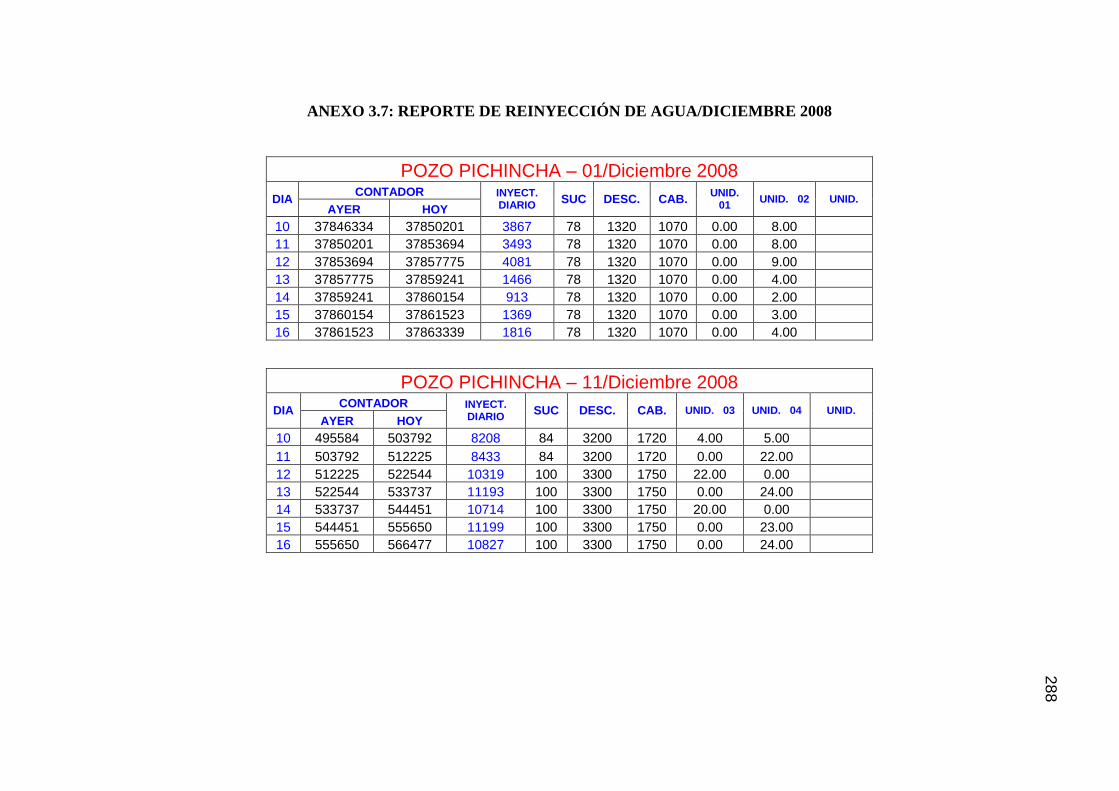
288
ANEXO 3.7: REPORTE DE REINYECCIÓN DE AGUA/DICIEMBRE 2008
POZO PICHINCHA – 01/Diciembre 2008
DIA CONTADOR INYECT.
DIARIO SUC DESC. CAB.
UNID. 01
UNID. 02 UNID. AYER HOY
10 37846334 37850201 3867 78 1320 1070 0.00 8.00
11 37850201 37853694 3493 78 1320 1070 0.00 8.00
12 37853694 37857775 4081 78 1320 1070 0.00 9.00
13 37857775 37859241 1466 78 1320 1070 0.00 4.00
14 37859241 37860154 913 78 1320 1070 0.00 2.00
15 37860154 37861523 1369 78 1320 1070 0.00 3.00
16 37861523 37863339 1816 78 1320 1070 0.00 4.00
POZO PICHINCHA – 11/Diciembre 2008
DIA CONTADOR INYECT.
DIARIO SUC DESC. CAB. UNID. 03 UNID. 04 UNID.
AYER HOY
10 495584 503792 8208 84 3200 1720 4.00 5.00
11 503792 512225 8433 84 3200 1720 0.00 22.00
12 512225 522544 10319 100 3300 1750 22.00 0.00
13 522544 533737 11193 100 3300 1750 0.00 24.00
14 533737 544451 10714 100 3300 1750 20.00 0.00
15 544451 555650 11199 100 3300 1750 0.00 23.00
16 555650 566477 10827 100 3300 1750 0.00 24.00
2
88

289
ANEXO 4: PLANOS PFD
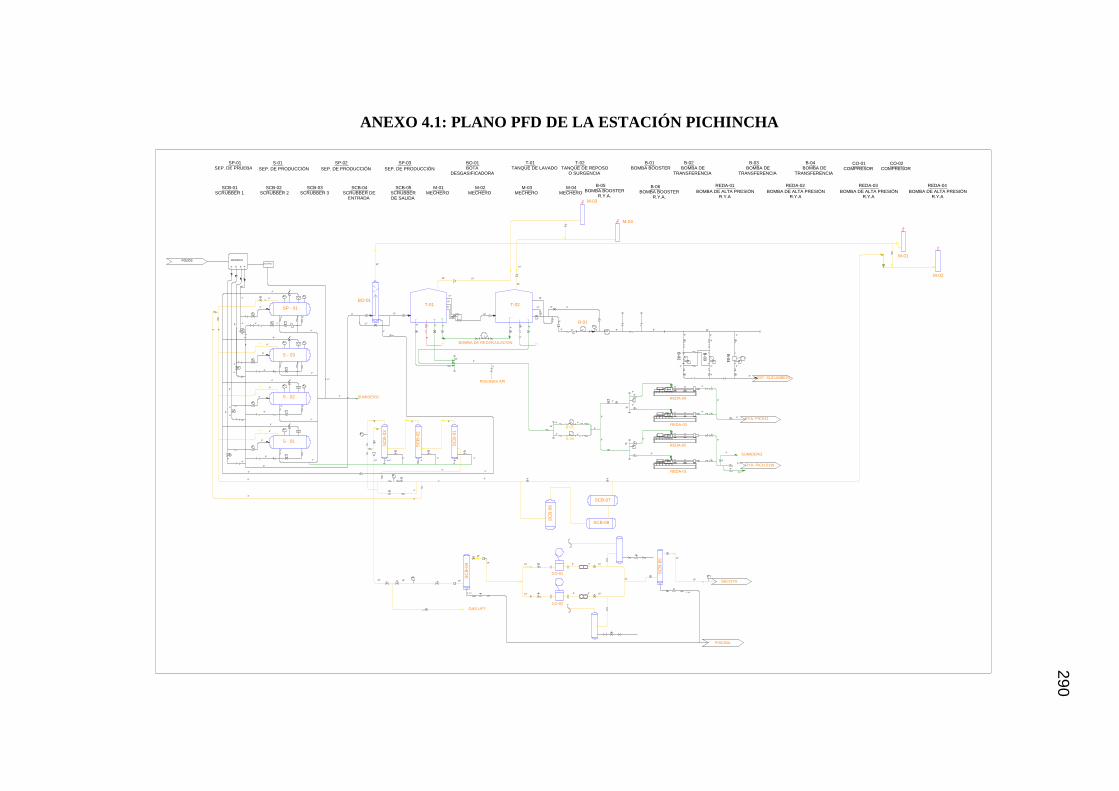
290
ANEXO 4.1: PLANO PFD DE LA ESTACIÓN PICHINCHA
SP-01 SEP. DE PRUEBA
SP - 01
BO-01T-02T-01
M-01
M-02
BOMBA DE RECIRCULACION
REDA-04
REDA-03
EST. SUCUMBÍOS
CO-02
CO-01
SECOYA
LC FI
LC
S - 03
LC
LC
LC
LC
S - 02
LC
LC
LC
S - 01
LC
LC
LC
MANIFOLD
FQI
B-05
FI
REDA-02
REDA-01
B-01
B-0
4
B-06
RYA. PICH11
SC
B-0
3
SC
B-0
2
SC
B-0
1
SC
B-0
4
SC
B-0
5
PI TI
PI TI
PI TI
PI
MUESTREO
SUMIDERO
4"8" 8"8"
4"
4"
8"
8"
8"
4"
4"
4"
4"
4"
4"
4"
4"
4"
4"
6"
6"
6"
6"
4"
4"
4"
4"
4"
4" 2"
6"
6"
6"
6"
8"
6"6"
4"
6"
6"
8"
4"
4"
4"
4"
6"
4"
4"
4"
4"
4"
4"
4"
3 1/2"
6"
6"
6"
PI
PI
SCI SCI
PI
PI
B-0
3
B-0
2
PI
PI
PISCINAS API
PI
PI
RYA. PICH-01W
SUMIDERO
PI
GAS LIFT
PISCINA
PI
8" 12"
4"
12"
12"
10"20"
10"
6"
6" 4"
12"
10"
10"
12"
12"
12"
12"
12"
20"
10"
6"
6"
4"
8"
12"
6" 6" 8" 8" 22"
6" 6" 6"
8"
6"6"6"
26"6"
6"
16"
4"
4"
4"
4"
6"
6"
6"
4"
26"
26"
6"
6"
4"
4"
8"
6"
6"
6"
6"
4"
3 1/2"
3 1/2"
6"
10"
2"
1 1/2" 4"4" 4" 4"
6"4"
6"
4"
4"
12"
6"6"
12" 16" 10"
10"
16"
2 1/2"
10"
10"
6" 6"
6" 6"
10"
10"
10"
10"
10"
2 1/2"
M-03
M-04
S-01
SEP. DE PRODUCCIÓN
SP-02
SEP. DE PRODUCCIÓN
SP-03
SEP. DE PRODUCCIÓN
BO-01BOTA
DESGASIFICADORA
T-01 TANQUE DE LAVADO
T-02 TANQUE DE REPOSO
O SURGENCIA
B-01 BOMBA BOOSTER
B-02 BOMBA DE
TRANSFERENCIA
B-03 BOMBA DE
TRANSFERENCIA
B-04 BOMBA DE
TRANSFERENCIA
SCB-01 SCRUBBER 1
SCB-02 SCRUBBER 2
SCB-03 SCRUBBER 3
SCB-04 SCRUBBER DE
ENTRADA
SCB-05 SCRUBBERDE SALIDA
CO-01 COMPRESOR
CO-02COMPRESOR
M-01MECHERO
M-02MECHERO
M-03MECHERO
M-04MECHERO
B-05 BOMBA BOOSTER
R.Y.A.
B-06 BOMBA BOOSTER
R.Y.A.
REDA-01
BOMBA DE ALTA PRESIÓNR.Y.A
REDA-02
BOMBA DE ALTA PRESIÓNR.Y.A
REDA-03
BOMBA DE ALTA PRESIÓNR.Y.A
REDA-04
BOMBA DE ALTA PRESIÓNR.Y.A
POZOS
SC
B-0
6
SCB-07
SCB-08
2
90

291
ANEXO 4.2: SISTEMA CONTRA INCENDIO
S I M B O L O G I A
2
91
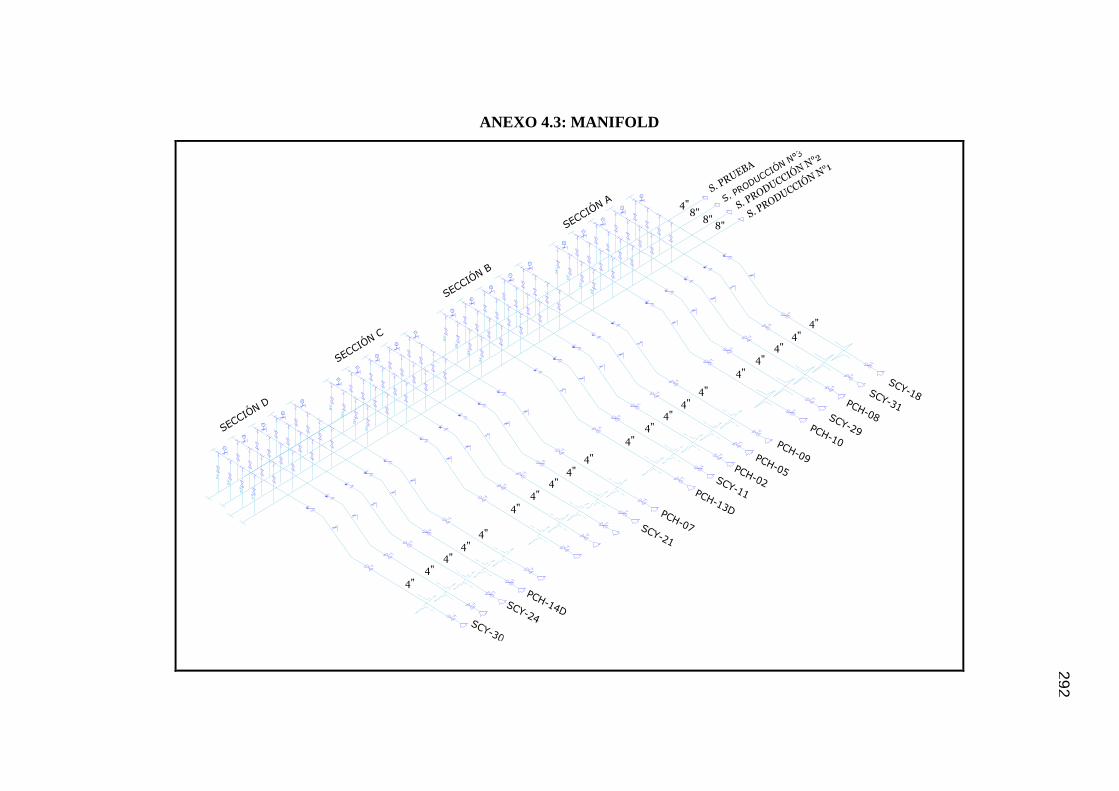
292
ANEXO 4.3: MANIFOLD
4"
4"8"
8"8"
S. PRUEBA
S. PRODUCCIÓ
N N°1
4"4"
4"
4"
4"
4"4"
4"
4"
4"
4"4"
4"
4"
4"
4"4"
4"
4"
SCY-24
PCH-14D
SCY-21
PCH-07
PCH-13D
SCY-11
PCH-02
PCH-05
PCH-09
PCH-10
SCY-29
PCH-08
SCY-31
SCY-18
SECCIÓN D
SECCIÓN C
SECCIÓN B
SECCIÓN A
2
92

293
ANEXO 4.4: SISTEMA DE COMPRESIÓN DE GAS
TRATAMIENTO DE GAS
GAS LIFT -SECOYA
COMBUSTIBLE COMPRESOR
SCB-01
SCB-02
SCB-03
SCB-04
SCB-05
ETAPA 2
ETAPA 1
SCB-06
TEA DE ALTA
INGENIERÍA EN PETRÓLEOSCARRERA Nº 1
ESTACIÒN
TEMA P FD DE COMP RE SIÒN DE GAS
ESTACIÒN PICHINCHA - CAMPO LIBERTADO R
FECHA
DISEÑO
2009-09-25
F. SALGUERO
C. ZURITA
ESC SIN ESCALA
E SC UE LA P OL I T ÉC NI CA N AC I ONAL
EQUIPO DESCRIPCIÓN
SCB-01
SCB-02
SCB-03
SCB-04
SCB-05
SCB-06
SCB-07
SCB-08
CO-02
E-02
CO-02
CO-02
E-02
SCB-07
SCB-08
SCRUBBER 1-RECUPERACIÒN DE CONDENSADOS
SCRUBBER 2-RECUPERACIÓN DE CONDENSADOS
SCRUBBER 3-RECUPERACIÓN DE CONDENSADOS
SCRUBBER DE ENTRADA AL SIST. CAPTACIÓN
SCRUBBER DE SALIDA AL SIST. DE CAPTACIÓN
SCRUBBER DE GAS A MECHERO
SCRUBBER DE GAS A MECHERO
SCRUBBER DE GAS A MECHERO
COMPRESOR Nº2
AERO-ENFRIADOR
E-02
20
22
21
23
24
27
100
29
26
25
101
116
117
102
118
103
104105
107
106
109 110
111
112
113
114
2
93
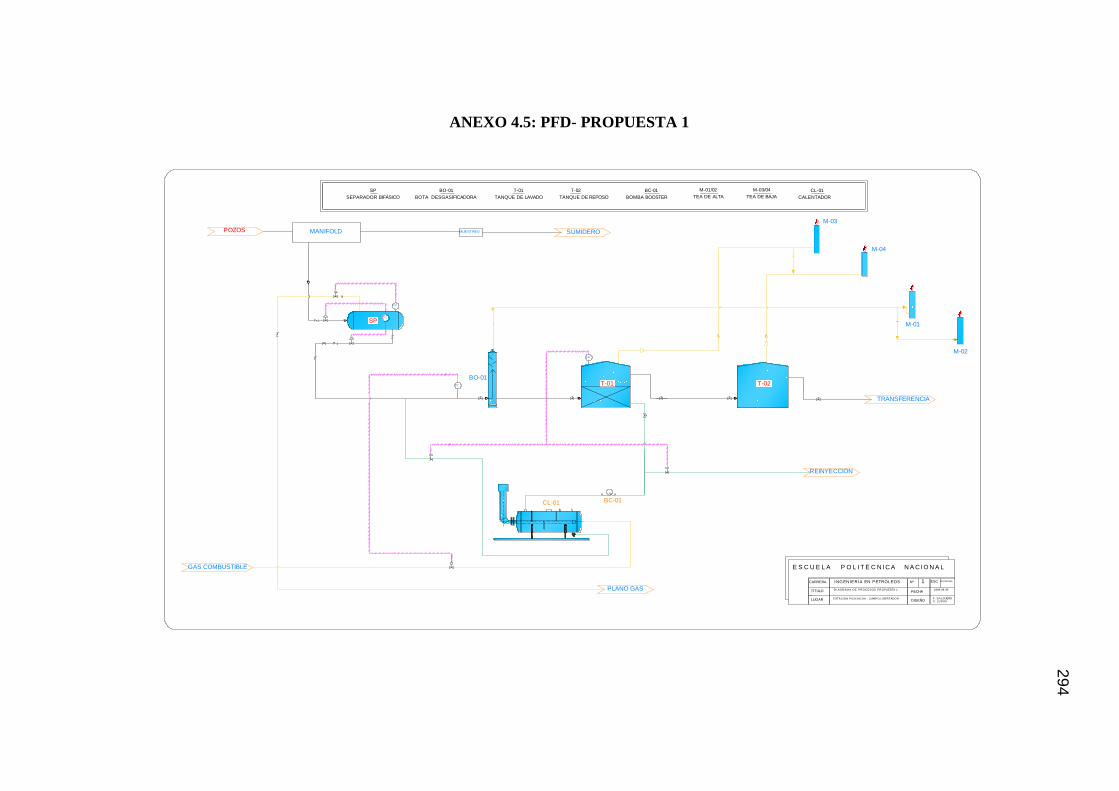
294
ANEXO 4.5: PFD- PROPUESTA 1
SP
BO-01T-02T-01
M-01
M-02
M-03
M-04
T-01
TANQUE DE LAVADO
T-02
TANQUE DE REPOSO
BC-01
BOMBA BOOSTER
M-01/02
TEA DE ALTA
REINYECCIÓN
PLANO GAS
TRANSFERENCIA
CL-01
GAS COMBUSTIBLE
POZOS MANIFOLD
CL-01
CALENTADOR
BC-01
SP
SEPARADOR BIFÁSICO
BO-01
BOTA DESGASIFICADORA
I NG ENIERÍ A EN PETRÓLEOSCARRERA Nº 1
LUGAR
TÌTULO D I AGR AM A D E PR OC ESOS PR OPUESTA 1
ESTACIÒN PICH INC HA - C AMPO LIBERTADO R
FECHA
DISEÑO
2009-09-25
F. SALGUEROC. ZURITA
ESC SIN ESCALA
E S C U E L A P O L I T É C N I C A N A C I O N A L
M-03/04
TEA DE BAJA
LIC
PIC
LIC
TC
MUESTREO SUMIDERO
2
94
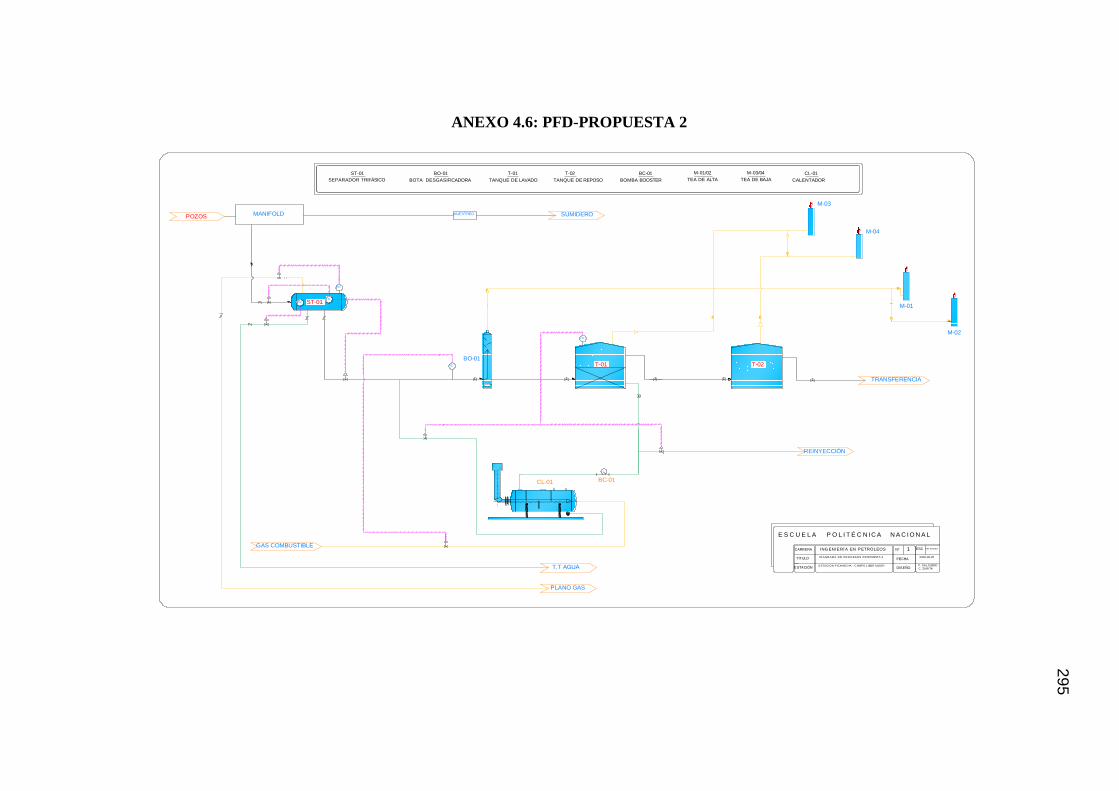
295
ANEXO 4.6: PFD-PROPUESTA 2
ST-01
BO-01T-02T-01
M-01
M-02
M-03
M-04
T-01
TANQUE DE LAVADO
T-02
TANQUE DE REPOSO
BC-01
BOMBA BOOSTER
M-01/02
TEA DE ALTA
REINYECCIÓN
PLANO GAS
TRANSFERENCIA
CL-01
GAS COMBUSTIBLE
POZOS MANIFOLD
CL-01
CALENTADOR
BC-01
ST-01
SEPARADOR TRIFÁSICO
BO-01
BOTA DESGASIFICADORA
I NG ENIERÍ A EN PETRÓLEOSCARRERA Nº 1
ESTACIÒN
TÌTULO DI AGR AM A D E PR OC ESOS PR OPUESTA 2
ESTACIÒN PICH INC HA - C AMPO LIBERTADOR
FECHA
DISEÑO
2009-09-25
F. SALGUERO
C. ZURITA
ESC SIN ESCALA
E S C U E L A P O L I T É C N I C A N A C I O N A L
M-03/04
TEA DE BAJA
LIC
PIC
LIC
TC
MUESTREO SUMIDERO
PIC
T.T AGUA
2
95

296
ANEXO 4.7: PFD-PROPUESTA 3
TRATAMIENTO DE GAS
GAS LIFT -SECOYA
COMBUSTIBLE COMPRESOR
SCB-01
SCB-02
SCB-03
SCB-04
SCB-05
IC-01
E-03
SCB-09
ETAPA 2
ETAPA 1
SCB-06
TEA DE ALTA
INGENIERÍA EN PETRÓLEOSCARRERA Nº 1
ESTACIÒN
TEMA D I AGRA MA DE PROCES OS P ROPUESTA Nº3
ESTACIÒN PICHINCHA - CAMPO LIBERTADO R
FECHA
DISEÑO
2009-09-25
F. SALGUERO
C. ZURITA
ESC SIN ESCALA
E S C UE L A P O L IT É C NI CA N A C IO NA L
EQUIPO DESCRIPCIÓN
SCB-01
SCB-02
SCB-03
SCB-04
SCB-05
SCB-06
SCB-07
SCB-08
SCB-09
CO-02
E-02
E-03
IC-01
CO-02
CO-02
E-02
SCB-07
SCB-08
SCRUBBER 1-RECUPERACIÒN DE CONDENSADOS
SCRUBBER 2-RECUPERACIÓN DE CONDENSADOS
SCRUBBER 3-RECUPERACIÓN DE CONDENSADOS
SCRUBBER DE ENTRADA AL SIST. CAPTACIÓN
SCRUBBER DE SALIDA AL SIST. DE CAPTACIÓN
SCRUBBER DE GAS A MECHERO
SCRUBBER DE GAS A MECHERO
SCRUBBER DE GAS A MECHERO
SCRUBBER DE RECUPERACIÓN DE CONDENSADOS
COMPRESOR Nº2
AERO-ENFRIADOR
ENFRIADOR
INTERCAMBIADOR DE CALOR
E-02
2
96

297
ANEXO 4.8: SISTEMA DE REINYECCIÓN DE AGUA-CERRADO
T-20
T-01
TANQUE DE LAVADO
T-10
TANQUE DE PULIDOBA-001, BA-002, BA-003
BOMBAS BOOSTER
BQ-001, BQ-002, BQ-003
BOMBAS DE INYECCIÓN DE
QUÍMICOS
QUÍMICO 1
POZO
GAS BLANKET
T-20
TANQUE DE
ALMACENAMIENTO
T-30
TANQUE DE RETROLAVADO
BH-001, BH-002, BH-003
BOMBAS DE ALTA PRESIÓN
I NG ENIERÍ A EN PETRÓLEOSCARRERA Nº 1
LUGAR
TÌTULO S IS TE MA D E RE IN YE CC IÓ N DE AGUA CERRADO
ESTAC IÓN TIPO
FECHA
DISEÑO
2009- 09-25
F . SALGUERO
C . ZU RITA
ESC SIN ESCALA
E S C U E L A P O L I T É C N I C A N A C I O N A L
LIC
T-01
T-10
BH-001
BH-002
BH-003
POZO
POZO
F-1
00
BQ-003
BQ-002
BQ-001
QUÍMICO 2
QUÍMICO 3
SUMIDERO
T-30
DESDE BO-01
MECHERO
BA-001
BA-002
BA-003
F-100
FILTRO
2
97
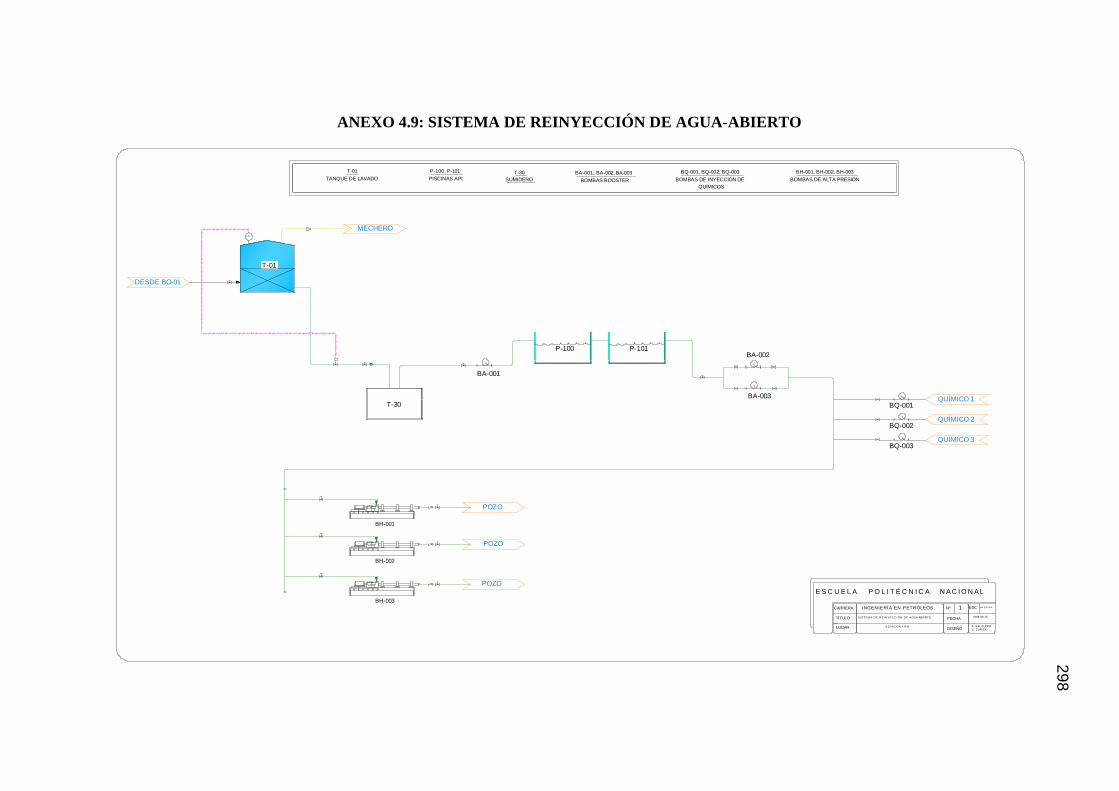
298
ANEXO 4.9: SISTEMA DE REINYECCIÓN DE AGUA-ABIERTO
T-01
TANQUE DE LAVADO
P-100, P-101
PISCINAS APIBA-001, BA-002, BA-003
BOMBAS BOOSTER
BQ-001, BQ-002, BQ-003
BOMBAS DE INYECCIÓN DE
QUÍMICOS
QUÍMICO 1
POZO
T-30
SUMIDERO
BH-001, BH-002, BH-003
BOMBAS DE ALTA PRESIÓN
INGEN IERÍA EN PETRÓLEOSCARRERA Nº 1
LUGAR
TÌTULO SI ST EM A D E R EI N YEC C I ÓN D E AGUA ABIERTO
ESTACIÓN T IPO
FECHA
DISEÑO
2009-09-25
F. SALGUERO
C. ZURITA
ESC SIN ESCALA
E S C U E L A P O L I T É C N I C A N A C I O N A L
LIC
T-01
BH-001
BH-002
BH-003
POZO
POZO
BQ-003
BQ-002
BQ-001
QUÍMICO 2
QUÍMICO 3
T-30
DESDE BO-01
MECHERO
BA-001
BA-002
BA-003
P-100 P-101
2
98

299
ANEXO 4.10: DIMENSIONES DE TANQUES-NORMA API 650
2
99

300
ANEXO 5: COSTOS DE PRODUCCIÓN
3
00

301
ANEXO 6: BALANCE DE MATERIA Y ENERGÍA
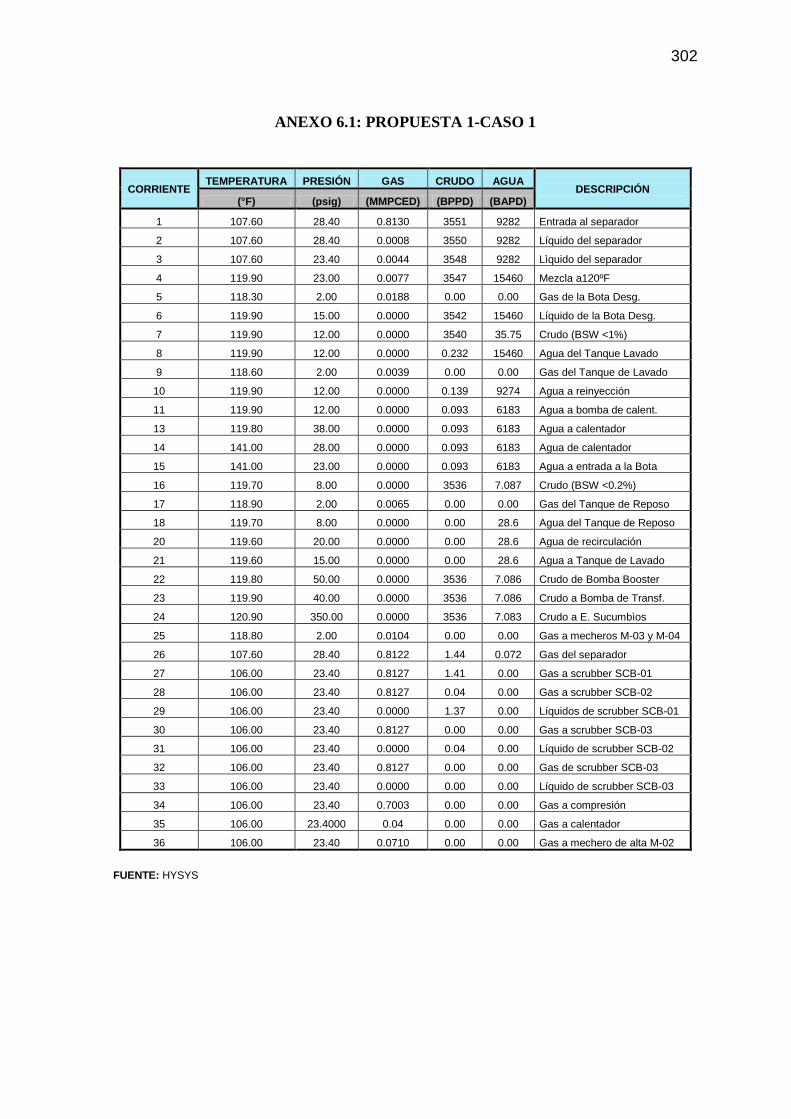
302
ANEXO 6.1: PROPUESTA 1-CASO 1
CORRIENTE
TEMPERATURA PRESIÓN GAS CRUDO AGUA DESCRIPCIÓN
(°F) (psig) (MMPCED) (BPPD) (BAPD)
1 107.60 28.40 0.8130 3551 9282 Entrada al separador
2 107.60 28.40 0.0008 3550 9282 Líquido del separador
3 107.60 23.40 0.0044 3548 9282 Lìquido del separador
4 119.90 23.00 0.0077 3547 15460 Mezcla a120ºF
5 118.30 2.00 0.0188 0.00 0.00 Gas de la Bota Desg.
6 119.90 15.00 0.0000 3542 15460 Líquido de la Bota Desg.
7 119.90 12.00 0.0000 3540 35.75 Crudo (BSW <1%)
8 119.90 12.00 0.0000 0.232 15460 Agua del Tanque Lavado
9 118.60 2.00 0.0039 0.00 0.00 Gas del Tanque de Lavado
10 119.90 12.00 0.0000 0.139 9274 Agua a reinyección
11 119.90 12.00 0.0000 0.093 6183 Agua a bomba de calent.
13 119.80 38.00 0.0000 0.093 6183 Agua a calentador
14 141.00 28.00 0.0000 0.093 6183 Agua de calentador
15 141.00 23.00 0.0000 0.093 6183 Agua a entrada a la Bota
16 119.70 8.00 0.0000 3536 7.087 Crudo (BSW <0.2%)
17 118.90 2.00 0.0065 0.00 0.00 Gas del Tanque de Reposo
18 119.70 8.00 0.0000 0.00 28.6 Agua del Tanque de Reposo
20 119.60 20.00 0.0000 0.00 28.6 Agua de recirculación
21 119.60 15.00 0.0000 0.00 28.6 Agua a Tanque de Lavado
22 119.80 50.00 0.0000 3536 7.086 Crudo de Bomba Booster
23 119.90 40.00 0.0000 3536 7.086 Crudo a Bomba de Transf.
24 120.90 350.00 0.0000 3536 7.083 Crudo a E. Sucumbìos
25 118.80 2.00 0.0104 0.00 0.00 Gas a mecheros M-03 y M-04
26 107.60 28.40 0.8122 1.44 0.072 Gas del separador
27 106.00 23.40 0.8127 1.41 0.00 Gas a scrubber SCB-01
28 106.00 23.40 0.8127 0.04 0.00 Gas a scrubber SCB-02
29 106.00 23.40 0.0000 1.37 0.00 Líquidos de scrubber SCB-01
30 106.00 23.40 0.8127 0.00 0.00 Gas a scrubber SCB-03
31 106.00 23.40 0.0000 0.04 0.00 Líquido de scrubber SCB-02
32 106.00 23.40 0.8127 0.00 0.00 Gas de scrubber SCB-03
33 106.00 23.40 0.0000 0.00 0.00 Líquido de scrubber SCB-03
34 106.00 23.40 0.7003 0.00 0.00 Gas a compresión
35 106.00 23.4000 0.04 0.00 0.00 Gas a calentador
36 106.00 23.40 0.0710 0.00 0.00 Gas a mechero de alta M-02
FUENTE: HYSYS
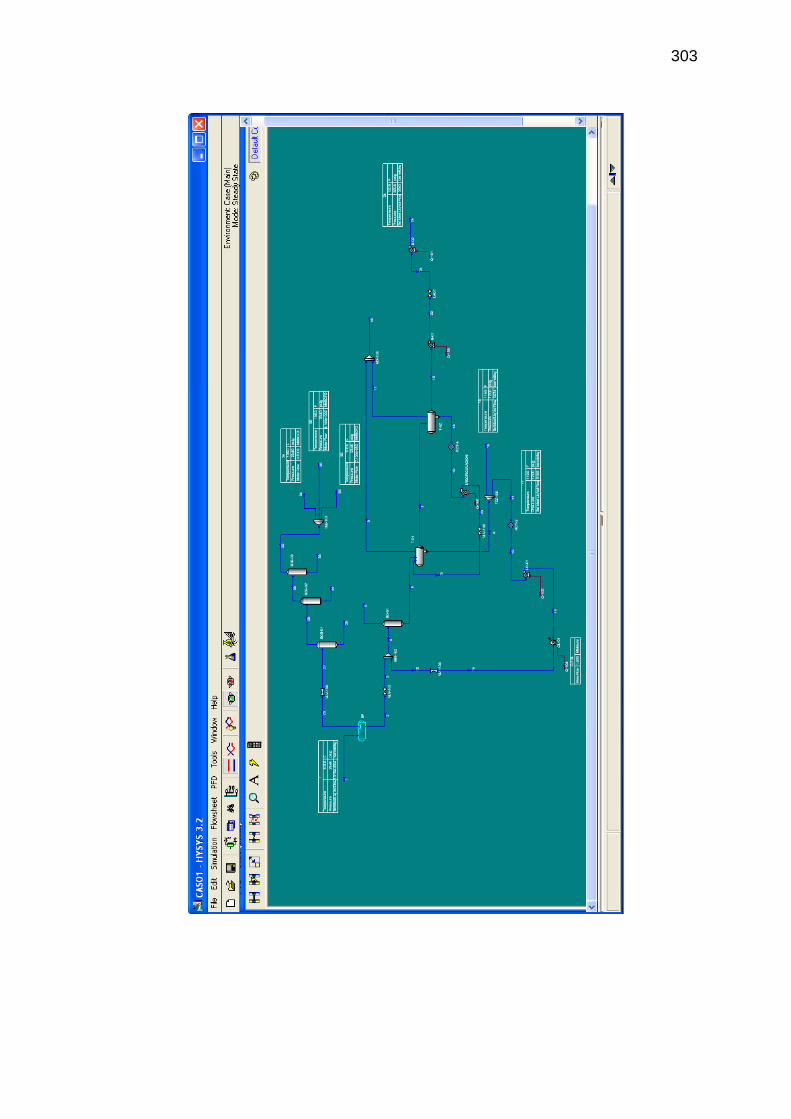
303

304
ANEXO 6.2: PROPUESTA 1-CASO 2
CORRIENTE
PRESIÓN TEMPERATURA GAS CRUDO AGUA DESCRIPCIÓN
(psig) (°F) MMPCED BPPD BAPD
1 28.40 107.60 0.5190 3739 16800 Entrada de fluido
2 28.40 107.60 0.0009 3738 16800 Salida de líquido del separador
3 28.40 107.60 0.5181 0.905 0.045 Salida de gas del separador
4 23.40 107.60 0.0049 3737 16800 Líquido a la bota
5 23.00 120.00 0.0088 3735 22980 Fluido a 120ºF a la bota
6 2.00 118.40 0.0214 0.000 0.000 Gas de la bota
7 15.00 120.00 0.0000 3729 22980 Líquido de la bota
8 12.00 120.00 0.0000 3727 37.650 Crudo del tanque de lavado
9 2.00 118.70 0.0044 0.000 0.000 Gas del tanque de lavado
10 12.00 120.00 0.0000 0.3446 22970 Agua del tanque de lavado
11 8.00 119.80 0.0000 3723 7.462 Crudo a bomba booster
12 2.00 118.90 0.0072 0.000 0.000 Gas del tanque de reposo
13 8.00 119.80 0.0000 0.000 30.110 Agua de tanque de reposo
15 20.00 119.70 0.0000 0.000 30.120 Agua de recirculación
17 50.00 119.90 0.0000 3723 7.461 Crudo de bomba booster
19 350.00 121.00 0.0000 3723 7.458 Crudo a E. Sucumbíos
20 2.00 118.80 0.0116 0.000 0.000 Gas a mecheros M-03 y M-04
21 12.00 120.00 0.0000 0.2519 16790 Agua a reinyección
22 12.00 120.00 0.0000 0.09274 6183 Agua a bomba de calent.
24 38.00 120.00 0.0000 0.09274 6183 Agua a calentador
25 28.00 156.50 0.0000 0.0927 6183 Agua de calentador
26 23.00 156.50 0.0000 0.0927 6183 Agua a bota
27 23.40 106.00 0.5185 0.8829 0.000 Gas a scrubber
28 23.40 106.00 0.5185 0.02254 0.000 Gas de scrubber
29 23.40 106.00 0.0000 0.000 0.860 Líquidos de scrubber
30 23.40 106.00 0.5185 0.000 0.000 Gas de scrubber
31 23.40 106.00 0.0000 0.02254 0.000 Líquidos de scrubber
32 23.40 106.00 0.5185 0.000 0.000 Gas de scrubber
33 23.40 106.00 0.0000 0.000 0.000 Líquidos de scrubber
34 23.40 106.00 0.3761 0.000 0.000 Gas a compresión
35 23.40 106.00 0.0714 0.000 0.000 Gas a calentador
36 23.40 106.00 0.0710 0.000 0.000 Gas a mechero de alta M-02
FUENTE: HYSYS

305

306
ANEXO 6.3: PROPUESTA 1-CASO 3
CORRIENTE
TEMPERATURA PRESIÓN GAS CRUDO AGUA
DESCRIPCIÓN (°F) (psig) (MMPCED) (BPPD) (BAPD)
1 107.70 28.40 0.1931 1570 36580 Entrada al separador
2 107.70 28.40 0.0004 1569 36580 Líquido del separador
3 107.70 23.40 0.0026 1568 36580 Lìquido del separador
4 120.00 23.00 0.0047 1568 42760 Mezcla a120ºF
5 118.40 2.00 0.0109 0.00 0.00 Gas de la Bota Desg.
6 120.00 15.00 0.0000 1565 42760 Líquido de la Bota Desg.
7 120.00 12.00 0.0000 1563 15.79 Crudo (BSW <1%)
8 120.00 12.00 0.0000 0.641 42760 Agua del Tanque Lavado
9 118.70 2.00 0.0022 0.00 0.00 Gas del Tanque de Lavado
10 120.00 12.00 0.0000 0.549 36580 Agua a reinyección
11 120.00 12.00 0.0000 0.093 6183 Agua a bomba de calent.
13 120.10 38.00 0.0000 0.093 6183 Agua a calentador
14 193.60 28.00 0.0000 0.093 6183 Agua de calentador
15 193.60 23.00 0.0000 0.093 6183 Agua a entrada a la Bota
16 119.90 8.00 0.0000 1562 3.13 Crudo (BSW <0.2%)
17 119.00 2.00 0.0026 0.00 0.00 Gas del Tanque de Reposo
18 119.90 8.00 0.0000 0.00 12.64 Agua del Tanque de Reposo
20 119.90 20.00 0.0000 0.00 12.64 Agua de recirculación
21 119.90 15.00 0.0000 0.00 12.64 Agua a Tanque de Lavado
22 120.00 50.00 0.0000 1562 3.13 Crudo de Bomba Booster
23 120.10 40.00 0.0000 1562 3.13 Crudo a Bomba de Transf.
24 121.10 350.00 0.0000 1562 3.13 Crudo a E. Sucumbìos
25 118.90 2.00 0.0047 0.00 0.00 Gas a mecheros M-03 y M-04
26 107.70 28.40 0.1927 0.34 0.017 Gas del separador
27 106.10 23.40 0.1928 0.33 0.00 Gas a scrubber SCB-01
28 106.10 23.40 0.1928 0.01 0.00 Gas a scrubber SCB-02
29 106.10 23.40 0.0000 0.00 0.32 Líquidos de scrubber SCB-01
30 106.10 23.40 0.1928 0.00 0.00 Gas a scrubber SCB-03
31 106.10 23.40 0.0000 0.01 0.00 Líquido de scrubber SCB-02
32 106.10 23.40 0.1928 0.00 0.00 Gas de scrubber SCB-03
33 106.10 23.40 0.0000 0.00 0.00 Líquido de scrubber SCB-03
34 106.10 23.40 0.0483 0.00 0.00 Gas a compresión
35 106.10 23.40 0.1445 0.00 0.00 Gas a calentador
FUENTE: HYSYS
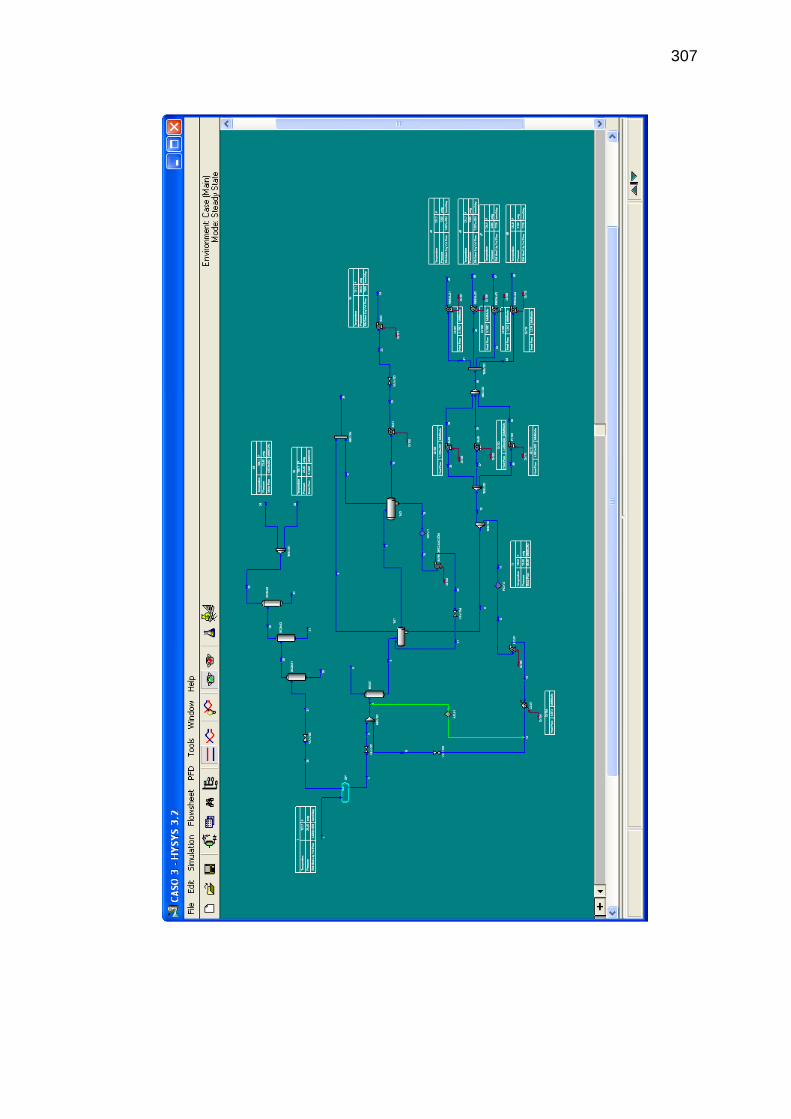
307

308
ANEXO 6.4: PROPUESTA 2-CASO 1
CORRIENTE
TEMPERATURA PRESIÓN GAS CRUDO AGUA DESCRIPCIÓN
(°F) (psig) (MMPCED) (BPPD) (BAPD)
1 107.60 28.40 0.8129 3551 9282 Entrada al separador
2 107.60 28.40 0.0123 3548 1855 Líquido del separador
3 107.60 23.40 0.0166 3546 1855 Lìquido del separador
4 120.00 23.00 0.0215 3543 2855 Mezcla a120ºF
5 118.30 2.00 0.0343 0.00 0.00 Gas de la Bota Desg.
6 119.90 15.00 0.0000 3537 2855 Líquido de la Bota Desg.
7 119.90 12.00 0.0000 3536 35.71 Crudo (BSW <1%)
8 119.90 12.00 0.0000 0.043 2847 Agua del Tanque Lavado
9 118.60 2.00 0.0032 0.00 0.00 Gas del Tanque de Lavado
10 119.90 12.00 0.0000 0.028 1847 Agua a reinyección
11 119.90 12.00 0.0000 0.015 1000 Agua a bomba de calent.
13 119.90 38.00 0.0000 0.015 1000 Agua a calentador
14 160.00 28.00 0.0000 0.015 1000 Agua de calentador
15 160.00 23.00 0.0000 0.015 1000 Agua a entrada a la Bota
16 119.70 8.00 0.0000 3533 7.079 Crudo (BSW <0.2%)
17 118.90 2.00 0.0059 0.00 0.00 Gas del Tanque de Reposo
18 119.70 8.00 0.0000 0.00 28.58 Agua del Tanque de Reposo
20 119.60 20.00 0.0000 0.00 28.58 Agua de recirculación
21 119.60 15.00 0.0000 0.00 28.58 Agua a Tanque de Lavado
22 119.80 50.00 0.0000 3533 7.079 Crudo de Bomba Booster
23 119.90 40.00 0.0000 3533 7.078 Crudo a Bomba de Transf.
24 120.90 350.00 0.0000 3533 7.076 Crudo a E. Sucumbìos
25 118.80 2.00 0.0909 0.00 0.00 Gas a mecheros M-03 y M-04
26 107.60 28.40 0.8006 1.42 0.071 Gas del separador
27 106.00 23.40 0.8012 1.38 0.00 Gas a scrubber SCB-01
28 106.00 23.40 0.8012 0.04 0.00 Gas a scrubber SCB-02
29 106.00 23.40 0.0000 1.35 0.00 Líquidos de scrubber SCB-01
30 106.00 23.40 0.0801 0.00 0.00 Gas a scrubber SCB-03
31 106.00 23.40 0.0000 0.04 0.00 Líquido de scrubber SCB-02
32 106.00 23.40 0.8012 0.00 0.00 Gas de scrubber SCB-03
33 106.00 23.40 0.0000 0.00 0.00 Líquido de scrubber SCB-03
34 106.00 23.40 0.7175 0.00 0.00 Gas a compresión
35 106.00 23.4000 0.01 0.00 0.00 Gas a calentador
36 106.00 23.40 0.0710 0.00 0.00 Gas a mechero de alta M-02
37 107.60 28.40 0.0000 1.49 7425.00 Agua libre del separador
38 107.60 23.40 0.0000 1.49 7425.00 Agua a tratamiento
FUENTE: HYSYS
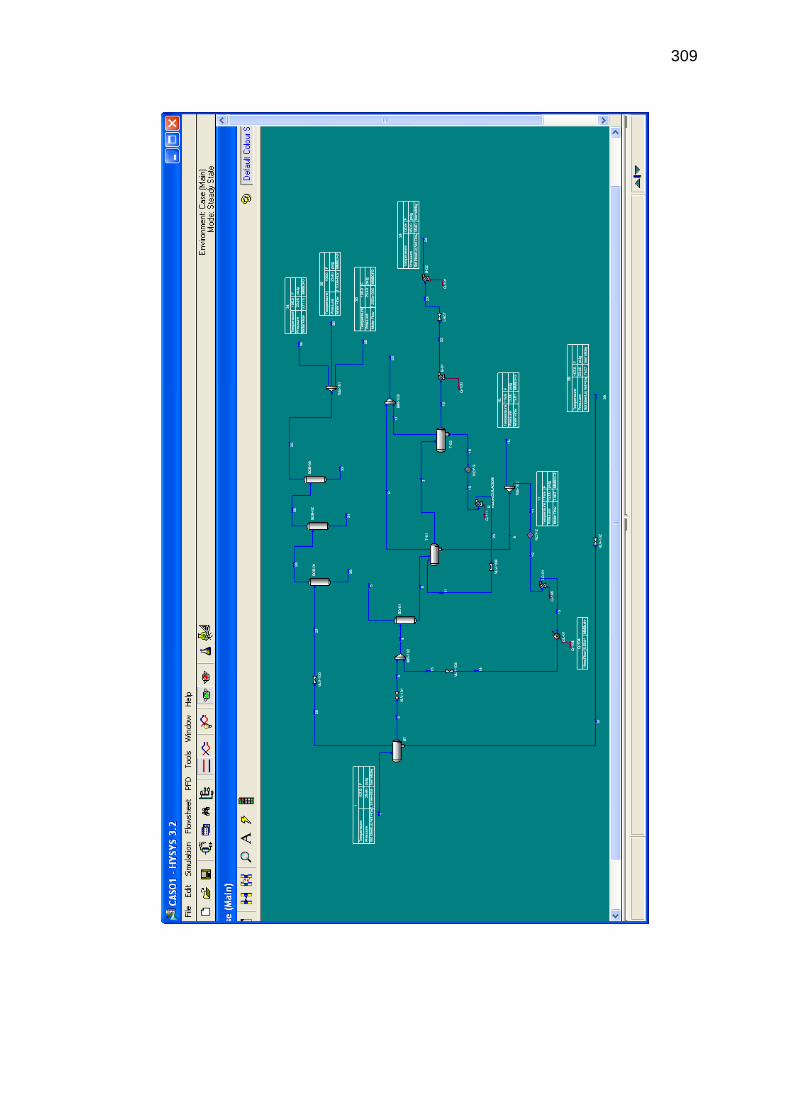
309
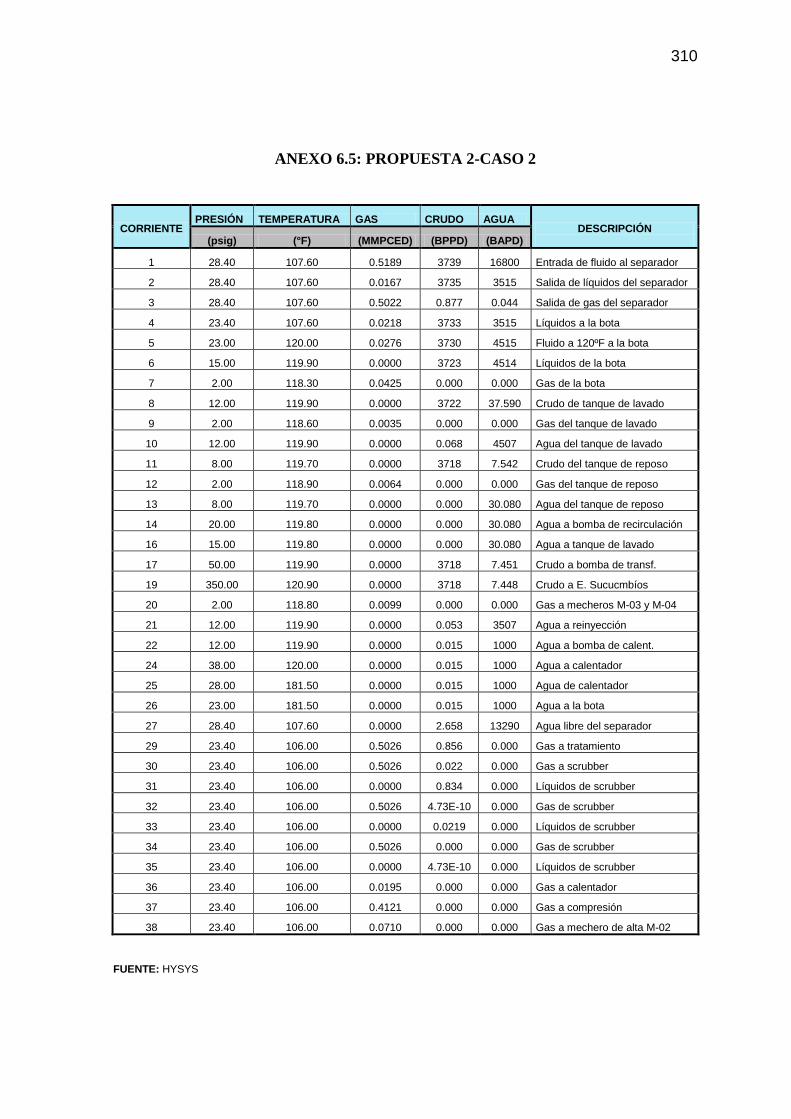
310
ANEXO 6.5: PROPUESTA 2-CASO 2
CORRIENTE
PRESIÓN TEMPERATURA GAS CRUDO AGUA DESCRIPCIÓN
(psig) (°F) (MMPCED) (BPPD) (BAPD)
1 28.40 107.60 0.5189 3739 16800 Entrada de fluido al separador
2 28.40 107.60 0.0167 3735 3515 Salida de líquidos del separador
3 28.40 107.60 0.5022 0.877 0.044 Salida de gas del separador
4 23.40 107.60 0.0218 3733 3515 Líquidos a la bota
5 23.00 120.00 0.0276 3730 4515 Fluido a 120ºF a la bota
6 15.00 119.90 0.0000 3723 4514 Líquidos de la bota
7 2.00 118.30 0.0425 0.000 0.000 Gas de la bota
8 12.00 119.90 0.0000 3722 37.590 Crudo de tanque de lavado
9 2.00 118.60 0.0035 0.000 0.000 Gas del tanque de lavado
10 12.00 119.90 0.0000 0.068 4507 Agua del tanque de lavado
11 8.00 119.70 0.0000 3718 7.542 Crudo del tanque de reposo
12 2.00 118.90 0.0064 0.000 0.000 Gas del tanque de reposo
13 8.00 119.70 0.0000 0.000 30.080 Agua del tanque de reposo
14 20.00 119.80 0.0000 0.000 30.080 Agua a bomba de recirculación
16 15.00 119.80 0.0000 0.000 30.080 Agua a tanque de lavado
17 50.00 119.90 0.0000 3718 7.451 Crudo a bomba de transf.
19 350.00 120.90 0.0000 3718 7.448 Crudo a E. Sucucmbíos
20 2.00 118.80 0.0099 0.000 0.000 Gas a mecheros M-03 y M-04
21 12.00 119.90 0.0000 0.053 3507 Agua a reinyección
22 12.00 119.90 0.0000 0.015 1000 Agua a bomba de calent.
24 38.00 120.00 0.0000 0.015 1000 Agua a calentador
25 28.00 181.50 0.0000 0.015 1000 Agua de calentador
26 23.00 181.50 0.0000 0.015 1000 Agua a la bota
27 28.40 107.60 0.0000 2.658 13290 Agua libre del separador
29 23.40 106.00 0.5026 0.856 0.000 Gas a tratamiento
30 23.40 106.00 0.5026 0.022 0.000 Gas a scrubber
31 23.40 106.00 0.0000 0.834 0.000 Líquidos de scrubber
32 23.40 106.00 0.5026 4.73E-10 0.000 Gas de scrubber
33 23.40 106.00 0.0000 0.0219 0.000 Líquidos de scrubber
34 23.40 106.00 0.5026 0.000 0.000 Gas de scrubber
35 23.40 106.00 0.0000 4.73E-10 0.000 Líquidos de scrubber
36 23.40 106.00 0.0195 0.000 0.000 Gas a calentador
37 23.40 106.00 0.4121 0.000 0.000 Gas a compresión
38 23.40 106.00 0.0710 0.000 0.000 Gas a mechero de alta M-02
FUENTE: HYSYS
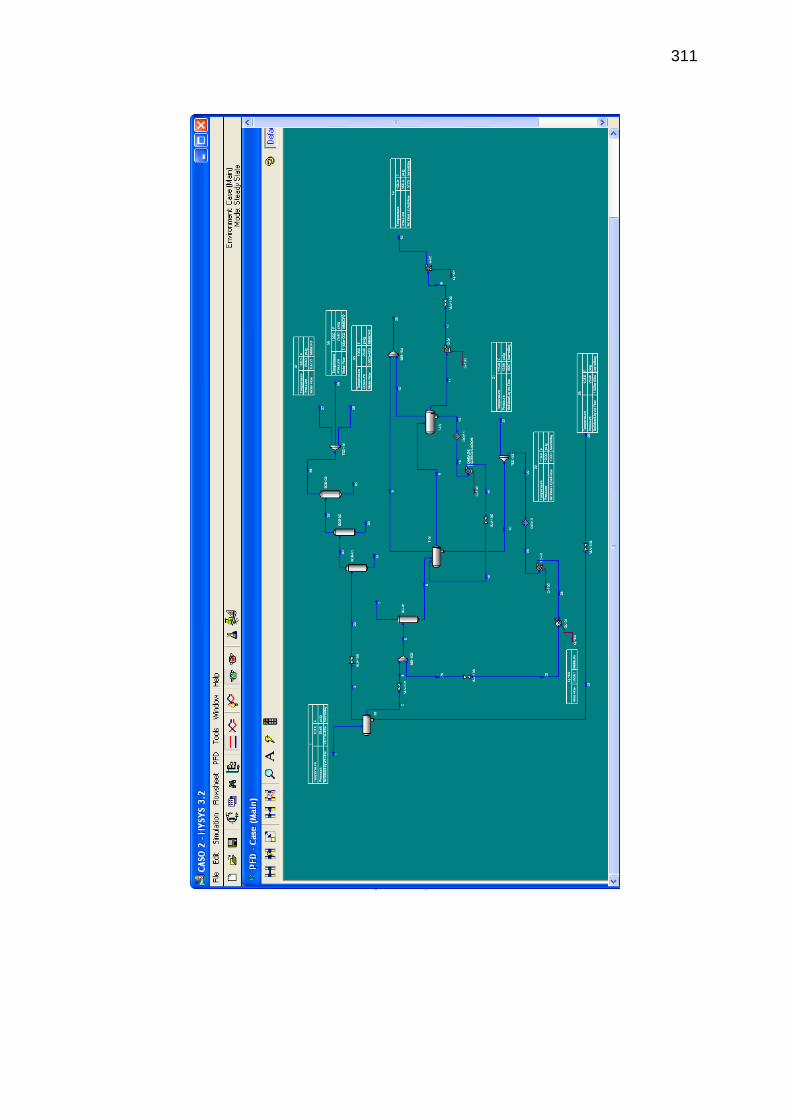
311

312
ANEXO 6.6: PROPUESTA 2-CASO 3
CORRIENTE
TEMPERATURA PRESIÓN GAS CRUDO AGUA DESCRIPCIÓN
(°F) (psig) (MMPCED) (BPPD) (BAPD)
1 107.70 28.40 0.1931 1570 36590 Entrada al separador
2 107.70 28.40 0.0205 1564 7318 Líquido del separador
3 107.70 23.40 0.0236 1562 7318 Lìquido del separador
4 120.00 23.00 0.0275 1561 8318 Mezcla a120ºF
5 118.50 2.00 0.0359 0 0 Gas de la Bota Desg.
6 120.00 15.00 0.0000 1557 8318 Líquido de la Bota Desg.
7 120.00 12.00 0.0000 1556 15.72 Crudo (BSW <1%)
8 120.00 12.00 0.0000 0.1247 8315.000 Agua del Tanque Lavado
9 118.70 2.00 0.0014 0.000 0.000 Gas del Tanque de Lavado
10 120.00 12.00 0.0000 0.1097 7315 Agua a reinyección
11 120.00 12.00 0.0000 0.015 1000 Agua a bomba de calent.
13 120.00 38.00 0.0000 0.015 1000.000 Agua a calentador
14 217.00 28.00 0.0000 0.015 1000 Agua de calentador
15 217.00 23.00 0.0000 0.015 1000 Agua a entrada a la Bota Desg.
16 119.80 8.00 0.0000 1555 3.116 Crudo (BSW <0.2%)
17 119.00 2.00 0.0023 0 0 Gas del Tanque de Reposo
18 119.80 8.00 0.0000 0 12.58 Agua del Tanque de Reposo
20 119.90 20.00 0.0000 0 12.58 Agua de recirculación
21 119.90 15.00 0.0000 0 12.58 Agua a Tanque de Lavado
22 120.00 50.00 0.0000 1555 3.116 Crudo de Bomba Booster
23 120.00 40.00 0.0000 1555 3.115 Crudo a Bomba de Transf.
24 121.10 350.00 0.0000 1555 3.114 Crudo a E. Sucumbìos
25 118.90 2.00 0.0037 0 0 Gas a mecheros M-03 y M-04
26 107.70 28.40 0.1727 0.3014 0.01507 Gas del separador
27 106.10 23.40 0.1728 0.294 0.000 Gas a scrubber SCB-01
28 106.10 23.40 0.1728 0.0075 0.000 Gas a scrubber SCB-02
29 106.10 23.40 0.0000 0.287 0.000 Líquidos de scrubber SCB-01
30 106.10 23.40 0.1728 0.000 0.000 Gas a scrubber SCB-03
31 106.10 23.40 0.0000 0.007507 0.000 Líquido de scrubber SCB-02
32 106.10 23.40 0.1728 0.000 0.000 Gas de scrubber SCB-03
33 106.10 23.40 0.0000 0.000 0.000 Líquido de scrubber SCB-03
34 106.10 23.40 0.0709 0.000 0.000 Gas a compresión
35 106.10 23.40 0.0309 0.000 0.000 Gas a calentador
36 106.10 23.40 0.0710 0.000 0.000 Gas a mechero de alta M-02
37 107.70 28.40 0.0000 5.855 29270.000 Agua libres del separador
38 107.70 23.40 0.0000 5.855 29270.000 Agua a Tratamiento
FUENTE: HYSYS
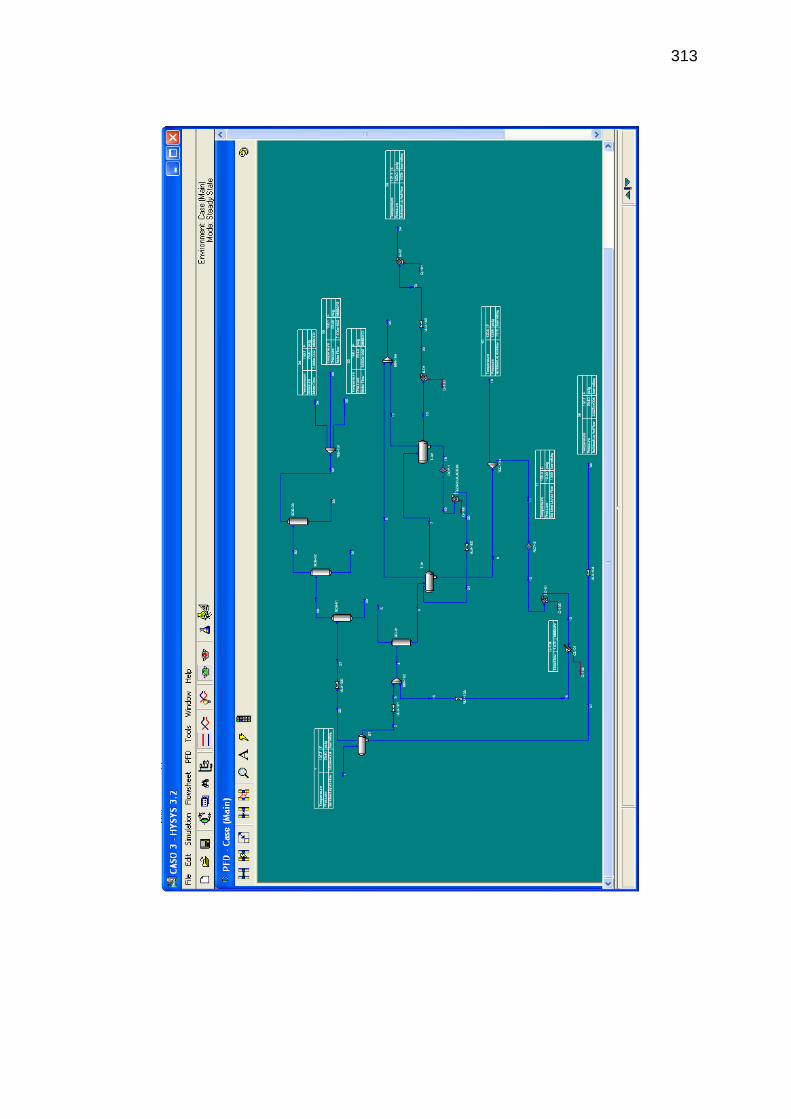
313

314
ANEXO 6.7: PROPUESTA 3-CASO 1
CORRIENTE
PRESIÓN TEMPERATURA GAS CRUDO AGUA DESCRIPCIÓN
(psig) (°F) (MMPCED) (BPPD) (BAPD)
100 23.00 106.00 0.716 0.00 0.00 Entrada al scrubber de entrada
101 23.00 106.00 0.716 0.00 0.00 Gas del scrubber
102 23.00 106.00 0.000 0.00 0.00 Líquidos del scrubber
104 110.00 252.20 0.716 0.00 0.00 Salida de gas del compresor
105 110.00 171.00 0.716 0.00 0.00 Salida de gas del aeroenfriador
106 110.00 171.00 0.716 0.00 0.00 Gas a separador de líquidos
107 110.00 171.00 0.716 0.00 0.00 Gas al compresor
108 110.00 171.00 0.000 0.00 0.00 Liquidos de la etapa 1
110 200.00 240.40 0.716 0.00 0.00 Salida de gas del compresor
111 200.00 160.00 0.716 0.00 0.00 Salida del aeroenfriador
112 200.00 160.00 0.716 0.00 0.00 Entrada de gas al intercambiador
113 200.00 160.00 0.000 0.00 0.00 Líquidos del SCB-05
116 193.00 115.30 0.712 0.00 0.45 Salida de gas del intercambiador
117 188.00 100.00 0.710 0.00 0.71 Salida del enfriador E-03
118 183.00 99.44 0.710 0.00 0.70 Entrada al scrubber SCB-09
119 183.00 99.44 0.710 0.00 0.00 Gas al intercambiador
120 183.00 99.44 0.000 0.00 0.70 Líquidos del scrubber SCB-09
122 176.00 150.00 0.710 0.00 0.00 Salida del intercambiador
123 176.00 150.00 0.462 0.00 0.00 Gas a Secoya
124 176.00 150.00 0.249 0.00 0.00 Gas combustible-compresor
FUENTE: HYSYS
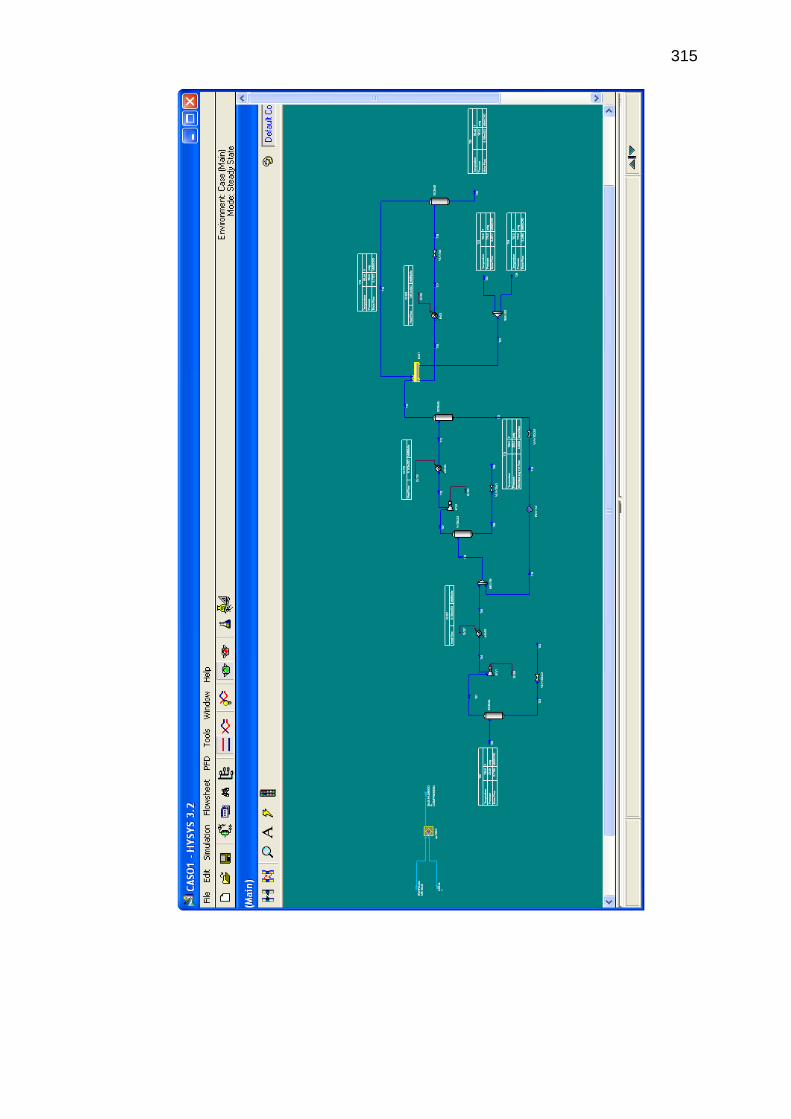
315
316
REFERENCIAS BIBLIOGRÁFICAS
LIBROS
1. BRANAN CARL (2000), Soluciones Prácticas para el Ingeniero Químico,
Texas
2. GÓMEZ JOSÉ (1984), Manejo de la Producción en Superficie, UNAM
3. CRAFT B.C Y HAWKINS M.F.(1968), Ingeniería Aplicada de Yacimientos
Petrolíferos.
REPORTES
1. Operadores de Producción de la Estación Pichincha, (2008), Reporte de
Producción de la Estación Pichincha, Mes de Diciembre.
2. Laboratorio de Corrosión de Lago Agrio (2008), Reporte de Caracterización
del Crudo y Cromatografía del Gas Natural de la Estación Pichincha, Mes
de Diciembre.
PROYECTOS DE TITULACIÓN
1. LAZCANO Carlos (2005), Estudio de la Factibilidad para la Optimización de
la Planta de Gas del Campo Industrial Shushufindi, Quito 2005
2. ESPINOZA Jofre, SÁNCHEZ Marcial (2006), Diagnóstico y Rediseño de
las Facilidades de Separación en el Área Auca, Guayaquil, 2006.
317
3. CARRILLO Brito, YUNDA Marco (2008), Redimensionamiento de las
Facilidades de las Facilidades de Producción del Campo VHR, Quito, 2008.
4. PAGUAY Ángel, Diseño intercambiadores de calor para el Sistema de
Calentamiento de Agua de los tanques de Lavado de Petroproducción,
Quito, 2006.
5. LIZANO Guillermo, Optimización de los Separadores de Petróleo
Automatizando los Controladores del Proceso, Quito, 2001