Hornos de fusión para fundiciones ferrosas
48
Curso TECNOLOGÍA DE LA FUNDICIÓN Instructores: Ings. Jorge Madias y Marcelo Valentini Hotel Howard Johnson 9 de Julio, Buenos Aires, 16 y 17 de abril de 2015
-
Upload
jorge-madias -
Category
Engineering
-
view
95 -
download
4
Transcript of Hornos de fusión para fundiciones ferrosas

Curso TECNOLOGÍA
DE LA FUNDICIÓN
Instructores: Ings. Jorge Madias y Marcelo Valentini
Hotel Howard Johnson 9 de Julio, Buenos Aires, 16 y 17 de abril de 2015
Tecnología de la fundición
Contenido
Introducción
Diseño y modelación
Arenas de moldeo
Moldeo
Fusión
Tratamiento y colada
Calidad y defectos
2

Materias primas
Fusión
Composición química
Desulfuración
Fusión 3

Materias primas 4
Retornos nodular
Retornos gris
Chatarra de acero
Lingote de arrabio
Chatarra de fundición
Ferroaleaciones
Recarburante
Desulfurante
Nodulizante
Inoculante

Materias primas 5
Retornos nodular y gris
Costo similar al de las piezas (excepto la limpieza)
Valor mucho menor: promedio ponderado de los precios de los contenidos (chatarra de acero, lingote, ferroaleaciones, inoculante)
La diferencia entre el valor y el costo se carga al cliente, de ahí la importancia de tener un rendimiento metálico alto
Calidad: excelente
Separar los grados aleados, si los hay, es simple
No se justifica económicamente usar retorno de fundición nodular para fundición gris; no reemplaza el efecto de herencia que posee el lingote de fundición
Materias primas 6
Chatarra de acero
Tiene buen precio y calidad siempre que
No varíe de una partida a otra
No contenga elementos que interfieran con la
esferoidización del grafito (ejemplo, plomo) o que causen
formación de carburos (ejemplo, cromo)
Tenga manganeso relativamente bajo
Haya un suministro continuado
Al comparar con el costo del lingote hay que incluir el
costo de recarburar
Materias primas 7
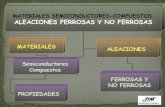
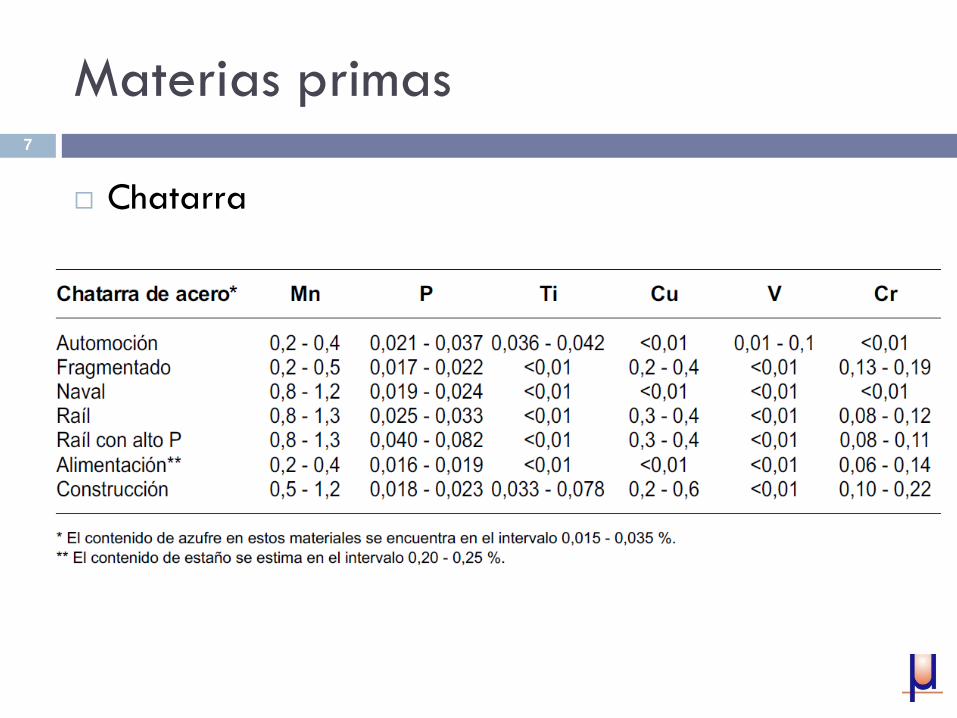
Chatarra

Materias primas 8
Chatarra
Conclusiones de un estudio detallado de la influencia de los distintos tipos de
chatarra
Se puede hacer fundición nodular con carga metálica de hasta 50 % de chatarras de
acero comerciales.
Es necesario disponer de una estimación de los elementos químicos presentes en las
chatarras de acero disponibles y conocer sus implicaciones metalúrgicas
El elemento de aleación más importante aportado por las chatarras de acero es el
manganeso. Se puede emplear hasta el 0,80% como promotor de perlita sin que se
presente formación de carburos asociados a la presencia de manganeso en la matriz
metálica
No hay una influencia del tipo de chatarra con respecto a la formación de carburos,
siempre que la inoculación esté bien hecha
El uso de chatarras que aportan cobre, cromo y vanadio aumenta la carga de rotura y
el límite elástico de las aleaciones fabricadas y disminuye el alargamiento

Materias primas 9
Lingote de arrabio
A diferencia de la fundición gris, que se beneficia de que haya algo de lingote en la carga para la formación de grafito del tipo A, la fundición nodular no requiere de arrabio para ese propósito
La cantidad de arrabio a cargar está determinada por el control de la composición química
Para nodular debe ser
alto en C (>4%)
bajo en Si (<1%, y en ciertos casos <0,5%)
Bajo Mn para diluir el Mn de la chatarra de acero (y otros elementos)

Materias primas 10
Lingote de arrabio
Especificación (ejemplo)
Tipo C (%) Si (%) Mn (%) P (%) S (%)
Economia 3,50-4,50 0,50
máx.
0,50 0,050 0,015
Elen 3,50-4,50 0,50
máx.
0,35 0,035 0,015
Ema 3,50-4,50 0,50
máx.
0,35 0,030 0,015
Efigênia 3,50-4,50 0,50
máx.
0,25 0,025 0,015
Eva 3,50-4,50 0,50
máx.
0,25 0,020 0,015

Materias primas 11
Chatarra de fundición nodular
sólo si se sabe que es 100% nodular
Ferroaleaciones:
de composición conocida
libre de elementos dañinos (Cr, B, etc.)
Composición certifica por el proveedor

Materias primas 12
Recarburantes
Son más importantes cuando se usa más chatarra de acero
Cenizas < 2%
Azufre < 1% (ideal 0,3 % máximo)
Tamaño 1,5 a 10 mm, dependiendo del tipo de agitado disponible
Tipos:
Grafito natural
Grafito sintético
Coque de petróleo calcinado
En la fabricación de fundición gris o nodular en cubilote, aún con alto porcentaje de chatarra de acero, la recarburación se produce en el horno, en contacto con la cama de coque
Materias primas 13
Desulfurantes
Carburo de calcio (CaC2)
Por debajo de malla 20
Carbonato de sodio (Na2CO3)
En polvo
FeSiMg
Lo mismo que para nodulizar (limitado por el aporte de
silicio y el costo)
Materias primas 14
Nodulizante
FeSiMgCe
Mg puro
Inoculante
FeSi
FeSiBa
FeSiZr

Materias primas 15
Consumos - Argentina
Unidad 2008 2009 2010 2011 2012
Arrabio t 28000 27000 18000 20000 2000
Chatarra t 200000 190000 146000 160000 156000
Ferroaleaciones
Energía eléctrica MW 197 140 150 160 163
Gas natural m3 42500 30000 33000 34000 32800
Coque t 25000 16000 16500 17500 11500

Fusión 16
Horno de inducción
Horno de cubilote
Horno eléctrico de arco

Fusión 17
Horno de inducción
La carga metálica o parte de ella está rodeada por una bobina conductora de electricidad a través de la cual pasa corriente eléctrica alterna
Esta corriente crea un campo magnético que genera corrientes parásitas en el metal cargado
Por la resistencia, parte de la energía eléctrica representada por las corrientes parásitas se transforma en calor, elevando la temperatura de la carga
Lo más usual es utilizar la frecuencia de red (en Argentina 60 Herz)
Video

Fusión 18
Horno de inducción
Hay dos tipos: sin núcleo
y con canal
Predomina el sin núcleo
Con canal: sólo
fundiciones que funden
en cubilote y tratan el
metal en el horno con
canal (proceso dúplex)

Fusión 19
Horno de inducción
Consumo de energía para fusión de carga fría y calentamiento hasta 1480 oC en el orden de los 500 KWh/t
Buena eficiencia térmica para calentar metal líquido (65%, versus 5% del cubilote y 20% del horno de arco)
Un aumento de 60 oC en la temperatura de 1 t consume 13-15 kWh
Por eso hay consumo mínimo cuando se cuela sólo el 20% del metal que está en el horno y se vuelve a recargar
Secuencia de carga con pie líquido
Recarburante, chatarra de acero, retorno y lingote
Secuencia de carga fría
Bloque prefundido de 20% de la carga total
Recarburante, chatarra de acero liviana, chatarra de acero pesada, lingote
Fusión 20
Horno de inducción
Precalentamiento con gas
Llevando la carga a 540-870 oC, se pueden ahorrar 100 a
150 kWh/t y aumentar la velocidad de fusión 20-25%
Alta velocidad de fusión: dos crisoles con una unidad
de potencia
Está casi todo el tiempo conectado
El tiempo de horno desconectado para extracción de
escoria, sangrado y carga puede ser el 30% del total
Fusión 21
Horno de inducción
Refractarios
Sílice apisonada con una
«formaleta» de acero
La «formaleta» se puede
fundir con la carga o
extraer y reutilizar

Fusión 22
Horno de inducción
Refractarios

Fusión 23
Horno de inducción
Fortalezas
No requiere coque ni electrodos
Se puede producir un amplio abanico de materiales
Control fácil y rápido de la temperatura del metal líquido
Ajuste fácil de la composición química
Velocidad de fusión variable con facilidad
Buena performance ambiental, sin necesidad de alta
inversión en equipamiento

Fusión 24
Horno de inducción
Debilidades
Limitaciones en los materiales que se pueden cargar
Limitaciones en la realización de tareas metalúrgicas que
requieren de la interacción de la escoria con el metal
líquido
Defosforación
Desulfuración

Fusión 25
Horno de inducción
Tendencias recientes
Alta potencia
Automatización
Empieza a aplicarse
Extracción de humos
Sistema de extracción del revestimiento
Retroescoriado
Robot para muestreo y otras operaciones

Fusión 26
Horno de cubilote
Permite obtener un metal base útil, siempre que se
hagan los controles necesarios
Dos hornos del mismo diseño operados de la misma
forma puede proporcionar metales de diferentes
características
La calidad del metal de un horno dado puede variar
en el tiempo
Video

Fusión 27
Horno de cubilote
Fortalezas
Eficiencia térmica, en unidades grandes
Aceptación de una gran variedad de materiales de carga
Menor sensibilidad al nivel de oxidación de la chatarra
Variantes de diseño
Viento caliente: Bajo costo de fusión para grandes
producciones

Fusión 28
Horno de cubilote
Variables
Altura de cama
Caudal de aire soplado
Humedad del aire soplado
Temperatura del aire soplado
Relación coque-aire soplado
Relación coque-carga metálica
Humedad del coque
Calidad y tamaño del coque
Construcción del horno
Revestimiento
Carga metálica
Calidad y cantidad de los componentes no metálicos de la carga
Composición de la escoria
Desescoriado

Fusión 29
Horno de cubilote
Tipos
Con o sin refractarios
Con escoria ácida o básica
Soplo frío o caliente
Escoreo frontal o trasero
Con o sin enriquecimiento del aire con oxígeno
Fusión 30
Horno de cubilote
El factor determinante de la calidad del metal es el
tipo de escoria
Basicidad: (%CaO + %MgO)/SiO2
Basicidad<1: escoria ácida; >1 escoria básica
A mayor basicidad, menor contenido de azufre y
mayor contenido de carbono

Fusión 31
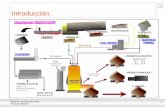
Horno de cubilote
Influencia de la escoria y la temperatura de sangrado
en los tenores de carbono y azufre

Fusión 32
Horno de cubilote
Debilidades
Alta generación de gas
Para tener una performance ambiental adecuada, hace
falta una inversión importante
Es conveniente tener equipamiento aguas abajo (proceso
Duplex)
Control de temperatura y composición química más complejo

Fusión 33
Horno de cubilote
Tendencias recientes
Extracción de humos por debajo de la carga
Viento caliente
Equipamiento para tratamiento de los gases
Cuba sin revestimiento (hornos grandes)
Alto nivel de automatización

Fusión 34
Horno de cubilote

Fusión 35
Comparación (ejemplo)
Planta nueva; 40 t/h; 16 h diarias; 4000 h/año. Cubilote de viento caliente; horno de
inducción sin núcleo de media frecuencia. Estudio de Kuttner, 2001. Costos en EEUU

Fusión 36
Tendencias (fundición nodular y fundición gris)
Argentina (Ricardo Velázquez, La industria de la Fundición en Argentina)
1980 20% inducción, 80% cubilote
2010 80% inducción, 20% cubilote
Brasil (Roberto de Deus)
2010 70% inducción, 30% cubilote

Fusión 37
Tendencias
Reemplazo de hornos de cubilote de viento frío por
hornos de inducción
El cubilote de viento caliente, como unidad de fusión
primaria, mantiene ventajas para grandes
producciones (100-200 t/día)
El horno eléctrico de arco sobrevive en los casos en que
está disponible, porque es un equipo ya amortizado
que tiene bajo costo de mantenimiento y no tiene
problemas ambientales importantes

Composición química 38
La definición más importante es la de los contenidos de carbono y de silicio
Se definen en función de
Espesor de pared mínimo y máximo de la pieza
Matriz deseada
Para una pieza dada
Si se desea matriz ferrítica: carbono más bajo y silicio más alto
Piezas finas
Mayor contenido de carbono y de silicio

Composición química 39
Espesor de pared (mm) Matriz deseada, en bruto de colada
Mínimo Máximo Predominio de perlita Predominio de ferrita
Carbono (%) Silicio (%) Carbono (%) Silicio (%)
3,2 3,2 4,00 3,75 3,95 4,00
6,3 3,70 3,75 3,65 4,00
12,7 3,50 3,75 3,35 4,00
25,4 3,20 3,75 3,15 4,00
50,8 3,05 3,75 3,00 4,00
101,6 o más 3,00 3,75 2,95 4,00
6,3 6,3 3,90 3,25 3,75 3,75
12,7 3,70 3,25 3,55 3,75
25,4 3,40 3,25 3,25 3,75
50,8 3,25 3,25 3,10 3,75
101,6 o más 3,20 3,25 3,05 3,75

Composición química 40
Espesor de pared (mm) Matriz deseada, en bruto de colada
Mínimo Máximo Predominio de perlita Predominio de ferrita
Carbono (%) Silicio (%) Carbono (%) Silicio (%)
12,7 12,7 3,85 2,75 3,70 3,25
25,4 3,55 2,75 3,40 3,25
50,8 3,40 2,75 3,25 3,25
101,6 o más 3,35 2,75 3,20 3,25
25,4 25,4 3,60 2,50 3,50 3,00
50,8 3,45 2,50 3,35 3,00
101,6 o más 3,40 2,50 3,30 3,00
50,8 50,8 3,60 2,10 3,40 2,75
101,6 o más 3,55 2,10 3,35 2,75
101,6 3,60 2,00 3,40 2,50

Composición química 41
Manganeso
Durante la solidificación, se segrega a los bordes de la
célula eutéctica
Allí puede formar carburo de manganeso, muy estable
y difícil de descomponer aún con un recocido a alta
temperatura
Además incrementa el contenido de perlita
Cuando se puede usar más silicio, se puede tolerar más
manganeso
La chatarra de acero aporta manganeso
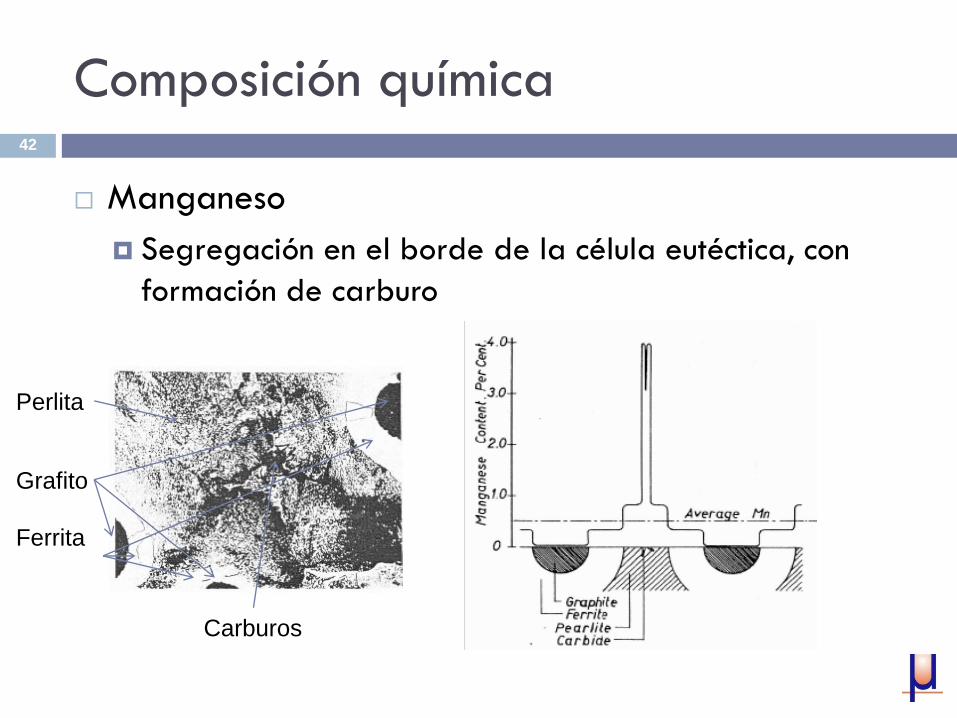
Composición química 42
Manganeso
Segregación en el borde de la célula eutéctica, con
formación de carburo
Ferrita
Perlita
Carburos
Grafito

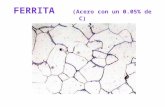
Composición química
Mn: Influencia sobre la
microestructura
Mn: tolerancia en
función del Si
43

Desulfuración 44
Para poder obtener fundición nodular la desulfuración hasta 0,02% S es un requisito básico
Los nodulizantes pueden utilizarse para esto, pero si el contenido de azufre es alto (por ejemplo, >0,04%) conviene hacer una desulfuración previa
Porque el costo es elevado
Porque se incorpora silicio al metal
El metal de cubilote ácido requiere desulfuración
Con carburo de calcio: 1 a 2% por cada 0,1% a bajar
Puede hacerse en un antecrisol con revestimiento básico
Desulfuración externa: para 3 a 5 t (en cantidades menores se pierde mucha temperatura), con agitado mecánico o gaseoso

Ejercicio 45
Utilizando la planilla de cálculo de carga,
preparar cargas con contenido creciente de
chatarra de acero y verificar los cambios que
ocurrirían en la composición del metal líquido

Ejercicio 46
Porqué el horno de inducción se convirtió en la
herramienta preferida para la preparación de
metal líquido en las fundiciones pequeñas y
medianas?

Ejercicio 47
Analizar el equipamiento de fusión de las empresas
presentes

Lecturas adicionales
Madías, J.; «Alternativas para la obtención de metal líquido: cubilote, horno de inducción y horno de arco». COLFUN, Buenos Aires, Argentina, octubre de 2010 (presentación)
Asenjo, I.; Larrañaga, P.; Garay, J.; Sertucha, J..; «Influencia de la composición química de diferentes chatarras de acero sobre las propiedades mecánicas de la fundición con grafito esferoidal». Revista de Metalurgia del CENIM, Julio-Agosto 2011, pp. 307-318
Martín, A.; Madias, J.; «Influencia de las propiedades del coque sobre los parámetros metalúrgicos y el consumo de coque en el horno de cubilote». COLFUN 3, Tandil, Argentina, noviembre 2007
48