Hierro, Fundiciones y Aceros
178
-
Upload
ricardoramirezaranda -
Category
Documents
-
view
65 -
download
11
description
Química industrial del Hierro (traducción española del original francés) 1902
Transcript of Hierro, Fundiciones y Aceros







u
<¡r¡>
Pequeña Enciclopedia Práctica D E
[• QUÍMICA I NDUST RIAL
V •
(' G
: v
bajo la dirección d« I F . ^ T X ^ O ^ N T , i«>^t»iero.quiniJrn.
H I E R R O , F U N D Í G Í O H E S Y ACEROS
TRADUCIDO DEL FRANCÉS Y ADICIONAD] rOIi E l , DOCTOll
DON JOAQüLX OLJI El) ILL A V PUIG Académico, Consejero do Sanidad del Reino, Catedrático, Autor de
multitud de publicaciones, ele.
I l u s t r a d o c o n g r a b a d o s .
M A P R T D '%^ké J7 M B K E E Í A K D I T O K I A T I y ' t V v
fiyfij^S r>R 1 ? A T T J J Y - f ! A I L 1 J E T Í B E H I J O S l ' l a z a d o S a n t a A n a , u ú r a . 1 0 .
8
1 .
••a
: \
y S N\
• . /
5)V - X T ;
\ )
•-A
( A r7)
r '; •\ ;j) If. ! ^


HIERRO, FUNDICIONES Y ACEROS

PRINCIPALES CORRESPONSALES A L A T A . — Vitoria: López Miinain, P. L.
Larrañaga. ALBACSTR.—Vicente Vilar, S. Huiz. He
Uin: M. Furiò. Villarrobledo: T. Pé
rez. ALICANTE.—Costa y Mira, F. Alema
ñy . Alcoy: José Pérez Bote!!a,C. Vi
laplana y conip.*, J. H o r e n s Peri
cas. Elche: F. Ferrández. AtmnÍA.—G. Gajate, I. García. AVILA.—Lucas Marl in , A. López. BADAJOZ.—González, Claramonty com
pañía. Don Benito: N . Alvarez Mu
ñoz. BALEARES. — Palma: Juan A. López.
Mahón. M. Busutil. Manacor: B. Frau BARCELONA.— A.'J . Bastinos, J. GüeLl,
JuanLlordachs , E . Piaget . Matará: M. N o g u e r . Sabadell: M. l i eren
Euer. Tarrasa: Gorina. Vieh: №. arriga Meslanza. Vllanueva y Gel
trú: A. Madrona. BORIJOS.—C. Avila é hijo, Hijos de S.
Rodríguez . CACBRBS.—J. del Pozo y Mateos. CÁDIZ.—Ibáñez y Prado, Manuel Mo
rillas. Jerez de la Frontera: José Bueno, M. Gener. Linea de la Con
cepción: Juan dé los Santos. Puerto de Santa Maria: J. L. García, M. Carrillo. San Fernando: José Gay. Veger: Francisco Aragón.
CANARIAS. — Las Patinai A. Delgado Martín Velaseo. Orotava: Viuda de Herreros. Santa Cruz de la Palma: T . Torres Lujan. Santa Cruz de Te
nerife: Delgado Yúniar. CASTELLÒ».—J. Rovira Borras, M. Pe
rales. Vinaroz. Juan Botella. CUIDAD REAL.—Ramón C. Rubisco . CÓRDOBA.—Viuda de Gacto. Lovera, F.
A. da Muela. Lueena: F. Bérgillos. CORONA.—E. Carré, Escudero Viuda de
Ferrere hijos. Ferrol: Viudaé hijos de Oberlin, Eduardo Vavala. San
tiago: J. Escribano, Gali Campa. CUBNCA.—Viuda de Gómez
:
éhijo.
GERONA.—Paciano Torres . GRANADA.—L. Guevara,' Paulino Ven
tara Sabatel (Viuda é hijos de), Dá
maso Santaló . GUADA LA JAR A.—Antero Concha. GUIPÚZCOA.—San Sebastián: J. Baroja
É hijo, V. Benquet, Libreria Cen
tral, Viuda de Osos. HOBLVA.—Viuda ó hijos de Muñoz. LlosscA.—F. Iglesias Lacostena, Lean
dro Pérez.
J A É N . — C. Uribes . Andujar: A. Bar
rios . Linares: Eloy Montes. LRÓN. — M. Garzo Herederos de Mi
ñón. Astorga: Viuda i hijo» de Ló
pez. LÉRIDA.—J. Amores , E. Ribelles. LOGROÑO, —Hijos de Alesón, Cipriano
García, C. G i l , Venancio de Pablo (Viuda de).
L U G O . — J u a n A u t o n i o Menéndez. MADRID.—Alcalá: J . Lobo. M A L A G A . — J . Dnarte, J. González Pé
rez, M. Fernández y hermano. Ron
da, J. Saenz. MURCIA.—Viuda de J. Perel ló , C. Bo
tel la , López y cornp.8 Cartagena: W .
y L. García hermanos , G. Bant. NAVARRA. — Pamplona: R. Bescansa
Roldan Pérez y C .a
t Araniburii, Vin^ da de Carrió.
ORRNSR.—Nemesio Pérez, V. Miranda. OVIEDO. — Juan Martínez . Aviles: F.
Fernández. Gijón: H. Andrade, L. Menéndez.
PALBNCIA.—A. Z . Menéndez, Rincón. PONTEVEDRA.—A. García. Joaquín Poza
Cobas. Tufj: Lorenzo Pérez Hermi
da (Viuda é hijos de) . Vigo: E. Do
mínguez, E. Krapf, J. Nie to . SALAMANCA.—Viuda de C a l ó j é hijo,
M. Hernández, Hidalgo, V. Oliva. SATÍTANDRR.—J. B. Melendez y Valdor,
L. Gutiérrez . SRGOVIA.—M. Mecina. SBVILLA.—Fé ( J . A. ) , Sanz, E. Torres . S O R I A . — P . N . Sebastián. TARRAGONA. — J . Font é hijos, S . Gi
nesta Salas . R e « s : Agust ín Torre
ja. Tortosa: F. Mestre , Bernis her
manos. T R R Ü R L . — P . Punter Navarro . T O L E D O . — R . Gómez Menor, J. Pelaez
(Viuda ó hijos de). VALENCIA. — Pascual Agui lar (en tes
tamentaría), Ramón Ortega, Pubul y Morales.
VALLADOLID. — A. Martín Sánchez, L. Miñón, J. Montero, Hijos de Nuevo .
VIZCATA. — Bilbao: Bulfy y comp.", Docliao, A. Apellaniz, E. Villar.
ZAHORA.—Viuda de M. Rico, P. Sendín . ZARAGOZA.—A. Al lué , Crespo y Alcon
ehel , Gasea, Sanz.
Ig;a de Cuba. HABANA.—Santiago López, José López.
—M. Ricoy.
(La lista de corresponsales termina en el tomo siguiente,)

PEQUEÑA ENCICLOPEDIA DE QUÍMICA INDUSTRIAL PRACTICA P U B L I C A D A B A J O L A D I R E C C I Ó N D E F . B I L L Ó N
I n g e n i e r o q u í m i c o .
UST.0 3 7
HIERRO. FUNDICIONES Ï ACEROS TRADUCIDO D E L FRANCÉS Y ADICIONADO CON VARIAS NOTAS
POK EL DOCTOE
DON JOAQUÍN OLMEDILLA Y PUIG Académico, Consejero de Sanidad, Catedrático,
Doctor en Farmacia y'.graduado de Doctor en Medicina, Licenciado en Ciencias,^ autor de multitud de publicaciones, etc.
ILUSTRADO CON GRABADOS
MADRID L I B R E R Í A E D I T O K I A L
D E B A I L L Y - B A I L L I E R E É H I J O S P l a z a d e S a n t a A n a , núm. 1 0 .
1902


ADVERTENCIA DEL TRADUCTOR
El presente tomo de la colección debía figurar por derecho propio y de nna manera indiscutible en el número de los asuntos que han de tratarse en la misma. En efecto, el hierro es, por su índole, un metal de tal interés en la industria, que ocupa sin género alguno de duda el número primero de la escala en importancia y merece estar á la cabeza de los asuntos industriales, como un factor esencia-llsimo é insustituible en esas "grandes manifestaciones de la yida de los pueblos.
Tratar del hierro equivale á ocuparse de uno de los asuntos que tienen relación inmediata con casi la totalidad de las industrias, por lo cual puede considerarse como la clave de cuanto al mundo industrial se refiere el estudio del indicado metal, que constituye la vida de un sinnúmero de manifestaciones del trabajo, en que la química representa el primer papel, y á esta ciencia corresponde la resolución de los grandes problemas que en tal concepto hay planteados.
Minerales de hierro, ó sea primeras materias de que ha de servirse el metalurgista para beneficiar el cuerpo que ha de obtener"; aparatos que se emplean en todas estas operaciones, donde se requiere mucho tiempo y especiales circunstancias para llevarlas á cabo; herramientas y utensilios que en gran número se necesitan, y otra porción de detalles propios del asunto, figuran en este tomo para cons-
B 1 L L Ó N . — T O M U .xx.wu.-i

— 2 —
tituir interesante fragmento de una obra de química industrial, siempre con el carácter de elementalísima y popula-rizadora, propio de todos los volúmenes de la colección.
Trece capítulos forman el libro, que comienzan desde la historia y propiedades del hierro y terminan con la fabricación del acero, exponiendo, aunque de un modo breve y sucinto, todos los asuntos que en la complicada metalurgia del hierro se necesita conocer para obtener los fructíferos resultados inherentes á las operaciones que se practican bien y sin dar al olvido ninguna de las advertencias que hay precisión de tener presentes en un asunto en que la química industrial, desde ya lejana fecha, tuvo que resolver los problemas de esta índole demandados por la imperiosa necesidad de obtener un metal de tan multiplicados y vitales usos.
Las notas que he intercalado en los sitios que oportunamente lo reclamaban sirven para ampliar algunos conceptos y consignar datos que completan las ideas expuestas por el autor, así como para consignar lo relativo á nuestro país en cuanto á criaderos de minerales ferruginosos, rico como pocos en ese particular.
He adicionado también algunas noticias referentes á la historia del hierro, curiosa en extremo y de interés general.
A estas brevísimas frases redúcense las indicaciones que he creído conveniente hacer, con el fin de llamar la atención del lector para que las tenga presente en el uso de este volumen y pueda utilizar mejor los conocimientos que aquí se exponen.
.. JOAQUÍN OLMEMLLA. : ¡ ;

HIERRO, FUNDICIONES Y ACEROS
CAPÍTULO PRIMERO
H I S T O R I A . — P R O P I E D A D E S D E L H I E R B O
El hierro se ha conocido evidentemente desde la antigüedad más remota. Nadie ignora. los primeros pasos de la industria humana, en que se usaban instrumentos formados de piedras redondeadas, hachas, guijarros, ganchos, etc., siendo el primer progreso que se realizó cuando la piedra pulimentada sustituyó á la piedra quebrantada.
Más tarde fué cuando descubrimos el metal en las edades prehistóricas. Los primeros que se hallan son el oro, la plata y aun el cobre, que se presentan en estado, nativo en las arenas y no necesitan apenas metalurgia alguna. El bronce ha podido emplearse mucho antes que el hierro, y así parecen demostrarlo los recientes descubrimientos de la arqueología.
Sin embargó, la metalurgia del bronce no es ya tan sencilla como la de la fundición, y acaso la ausencia de utensilios ú objetos de hierro se debe á su desaparición, á consecuencia de la mayor facilidad del metal para oxidarse y de una disolución posible y fatal por los agentes exteriores.
En las épocas históricas se abandonó el bronce por la mayoría de los pueblos civilizados. Los galos y bretones, luchando contra Julio César por su independencia, empleaban armas de acero y de hierro. ' Los primeros metalurgistas, los Sequanais de Bérgatno y de Brixia, los Bituriges y Pretocorianos, que no tenían rivales, según Estrabón, para la fabricación del hierro, empleaban

_ 4 —
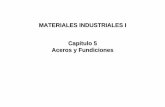
.№7. 1.—Forja catalana ó bajo horno.
En el siglo xv se descubrió la fusión del hierro al estado de carburo (harsten). La fundición permitió entonces la fabri
cación del hierro á precio económico. Se reconoció que los hornos, ya más elevados, permitían obtener indiferentemente la fundición ó el hierro.
La fundición se obtenía manteniendo la masa metálica en fusión bajo un lecho de escorias, que de este modo impedía su oxidación ulterior.
El hierro, por el contrario, se preparaba aumentando la proporción de mineralcon relación á la del carbón y haciendo que cayera con cuidado la capa de escorias que sobrenadaba
todos hornos de afinación, simples hoyos practicados en el suelo y rodeados de una pared de gres. Se mezclaba en ellos el mineral con carbón, se encendía todo y se transformaba en una masa metálica fundida.
Estos "bajos hornos son el origen de los hornos medios, que han llegado hasta nuestros días con los nombres especiales de método catalán, navarro, corso, argelino, sueco, alemán, etcétera.

— 5 —
Se demuestra á la larga que los productos obtenidos se l iquidan tanto más fácilmente cuanto más elevado es el horno
•y la elevación de temperatura sigue siendo más continua. Desde principios del siglo x n i se encuentran en Francia
hornos de 3,5 metros de altura, abiertos en la parte superior y cuyo centro se ensancha considerablemente. Cincuenta años después se tienen en Alsacia verdaderos altos hornos de 5 á 6 metros de altura, de ancho vientre y abertura superior estrecha.
Casi en la misma época, la Borgoña, la Champaña, el Eisel, la región del Mein y los Países Bajos utilizaban el alto horno.
En 1475, Ricardo, duque dé GlocésteT y hermano de Eduardo IV, introdujo la industria de los altos hornos en el condado de Grlocéster.
En 1530 publicó Agrícola una obra muy completa acerca de los procedimientos técnicos empleados en esta época. Se conocían entonces dos métodos para extraer el hierro de su mineral:
El método directo, método catalán, por reducción en un horno bajo.
El método indirecto, extracción del hierro al estado de fundición y reducción de ésta á metal puro.
Se conoce también, y su origen' lo ignoramos, otra combinación de hierro y carbono: el acero, muy notable por sus especiales y útilísimas propiedades. • Los indios conocían el acero de fundición. Ellos fabrica-ron esas hojas maravillosas que el Occidente acababa de tomar de Damasco, y que por esa razón se denominaron damasquinadas.
Los egipcios, por la misma naturaleza de sus trabajos, parecen indicarnos la necesidad del conocimiento del acero, indispensable para el trabajo del granito.

— 6 —
Griegos y romanos aprecian, en Oriente y en Egipto, la metalurgia del acero; después parece que se olvidó el secreto del mismo, y durante la EJad Media extrae Europa del Oriente el acero que necesita.
Los moros en España fabricaron un acero de raras condiciones, y en esto parece, como en muchas otras cosas, continuarse las tradiciones de la civilización griega y romana.
En el siglo x u se instalaron en Inglaterra algunas fábricas de acero
(') No ha sido el hierro el metal que primero conoció la Humanidad, pues han tenido en eso la preferencia el oro, el cobre y la plata. Pero si la fecha de su conocimiento, aunque muy remota, no es tan lejana como en éstos, ha ofrecido en cambio la ventaja de ocupar un sitio mucho más interesante en las continuas necesidades de la vida social, para identificarse con el hombre y ser su consumo el termómetro de la cuitara y la panta más cierta de la civilización y el progreso. Los primeros datos positivos que acerca del particular se conocen hay que referirlos á cuatro mil años antes de la Era Cristiana, en que Tubalcain trabajaba el hierro con alguna perfección. Se sabe que en Egipto se usaba desde la cuarta dinastía de los Faraones, y los fenicios comerciaban con él en época tan remota que se asigna llegó á dos mil quinientos años antes de la Era Cristiana.
El fundamento de la creencia que los egipcios conocieron el hierro desde remotos tiempos es el hallarse figuras y símbolos jeroglíficos tallados en piedras tan duras como el granito y el basalto, para cuya ejecución eran indispensables instrumentos fabricados con nna sustancia todavía más dura, la cual debía ser el acero.
Los tártaros consideraban las masas de hierro en estado nativo como caídas del cielo y le conceptuaban sagrado é inviolable.
El temple del hierro data de cerca de mil años antes de la Era Cristiana, pues que Homero, hablando del cíclope Polifemo, refiere que cuando Ulises le reventó el ojo se oyó un silbido muy semejante al que produce un hacha enrojecida por la acción del fuego cuando se sumerge en agua fría, lo cual prueba que en aquella época se sabía la manera de templar el hierro.
Moisés, en sentido metafórico, ya indica la dureza del hierro, y dice que una dominación tiránica es una dominación de hierro y un corazón

En 1556 nos habla Agrícola de la carburación del hierro puro por el carbón de madera, y el acero que se obtiene por este procedimiento ó sea acero de cementación.
En nuestros días conocemos y utilizamos estas mismas materias, y el estudio del hierro comprende tres partes:
1 . a La fundición. 2 . a El hierro. 3 . a El acero. La fundición, combinación de hierro y carbón; el acero, de
composición cualitativa idéntica, pero con una proporción de carbono incomparablemente menor, y, por último, el hierro puro, poseen los tres propiedades físicas especiales que les hacen preferibles unos á otros, según el uso que de ellos haya de hacerse.
El hierro es un metal gris azulado, de brillo francamente metálico; posee un sabor débil, especial y desagradable, mientras que sus combinaciones lo manifiestan en un grado mucho mayor; puede, sin embargo, decirse que exhala un olor muy débil.
insensible una cadena de hierro. El hierre se cita muchas veces en la* lliada, y se le da el calificativo de duro de trabajar.
Los alquimistas lo dedicaron á Marte, para significar el uso principal á que se destinaba, que es el de la construcción de armas.
Plinio dice: «De todos los minerales, los de hierro son los que se hallan más umversalmente esparcidos, y la mayor diferencia del hierro la pro-i duce la templadura, que consiste en sumergir en agua el hierro enrojecido por el fuego, cuyo procedimiento dio gran reputación á muchas ciudades de España, como la antigua Bilbilis (hoy Oalatayud)».
En los himnos del más antiguo de los libros sagrados de la India, éí Jtig- Veda, se cita muchas veces el hierro, así como el oro y el bronce. • Los egipcios colocaban el hierro en la lista de los ocho productos minerales preciosos.
El hierro, en latín ferrum, deriva esta palabra, según unos del sánscrito dhriti, que significa dureza, y en concepto de otros de fedrum, ó lo que es lo mismo, piedra, para indicar la resistencia. (iV. del T.)

— 8 —
Sus propiedades características son sn tenacidad, ductilidad y maleabilidad. El hierro es el más tenaz de todos los cuerpos. Puede sin que se rompa suspenderse de un hilo de hierro de 2 milímetros de diámetro el enorme peso de 240.659 kilogramos.
Este es, por. consiguiente, el número que representa el límite de ruptura, la tenacidad de un hilo de hierro de 2 milímetros de diámetro. El hierro es muy dúctil y puede estirarse en hilos muy finos en la rielera.
El hierro es perfectamente maleable, y las hojas que se obtienen en el laminador llevan el nombre de palastro.
La sección del hierro, cuando se parte, es granosa, y el grano tanto más fino cuanto más puro es el metal.
El batido le hace quebradizo; es preciso, para volverle su tenacidad, someterle á lá operación del recocido.
El hierro dulce ó el hierro puro se funde á 1500° y varía su densidad de 7,6 á 7,78. , Los hierros malos, siendo los menos pesados, será su coeficiente de dilatación de 0,001187, según Oabvert y Johnson; la conductibilidad calorífica del hierro es 119/1000 de la de la plata; la capacidad calorífica de 0,1138, y la conductibilidad eléctrica 1444/100000 de la de la plata (Matthiessen).
El hierro posee la notable propiedad de soldarse á sí mismo á una temperatura muy inferior á la de su punto de fusión.
El hierro no presenta una gran dureza; se gasta con bastante rapidez por el frotamiento.
El hierro industrial jamás es puro; siempre contiene algunas impurezas, que modifican más ó menos sus propiedades. El carbono es el cuerpo más activo que se encuentra en él.
El hierro dulce es el más puro de los hierros industriales; el más rico en carbono es el hierro duro. La fusibilidad y la dureza aumentan paralelamente con las proporciones de carbono, pero al mismo tiempo pierde el hierro juna parte de su facultad de prolongación.

Es generalmente producido en pequeñas masas y al estado pastoso; si se suelda en seguida á sí mismo por medio del forjado, hace la masa compacta, eliminando de la misma semifluida las impurezas y granos sólidos que contiene.
El hierro puede de este modo obtenerse en grandes masas al estado líquido. Tiene entonces un valor más elevado en carbono, y lleva los nombres de hierro fundido, hierro homogéneo y acero extr adulce.
Cuando el valor en carbono llega á 4 por 1.000, el metal resalta acero; ha adquirido una nueva propiedad, el temple.
La templadura consiste en enfriar rápidamente un metal, calentado á una temperatura muy alta, sumergiéndole en un baño líquido. El temple tiene por objeto aumentar la dureza del metal y su resistencia al choque; al mismo tiempo que la textura se hace más homogénea, desaparecen los cristales y la masa resulta amorfa.
Insistiremos en las propiedades del acero en el estudio de los hierros industriales. Lo mismo haremos con la fundición y demás combinaciones del hierro con los metaloides.
Desde el punto de vista químico, el hierro es inalterable al aire seco á la temperatura ordinaria.
Enrojecido se combina con el oxígeno, dando origen al óxido magnético F e 3 0 4 . La combustión del hierro puede efectuarse con calor y luz en el oxígeno puro, y es un experimento muy clásico en las cátedras quemar en un frasco de oxígeno un hilo de hierro sujeto al tapón del mismo y mantenido de este modo en el centro del frasco.
Al aire húmedo, el hierro se hidrata y se transforma en herrumbre, con formación de amoníaco. Para preservarle de la acción del aire sé cubre el hierro, ya de un barniz ó de un esmalte, ya también de un metal menos oxidable que él.
'Se le cubre.de cinc y forma el hierro galvanizado ó de estaño y constituye la hoja de lata.

— 10 —
El hierro se combina directamente con el cloro, el bromo y el yodo, dando origen á cloruro, bromuro ó yoduro ferrosos. El azufre en flor, mezclado en frío con las limaduras de hierro y un poco de agua, dará origen á sulfuro ferroso, con desprendimiento considerable de calor y luz. A esta reacción atribuía Lemery en el siglo xv i la cansa de las erupciones volcánicas. Se han reunido en el centro de la tierra masas considerables de azufre y hierro, y el agua del mar, al llegar á ponerse en contacto con estas masas, determina, en su concepto, la combinación. La aparición de un volcán es la manifestación externa de la misma.
El hierro, como hemos visto, se combina con el carbono para producir las fundiciones y los aceros.
Con los metales da origen á cierto número de aleaciones: ferroaluminio, ferromanganeso, ferrotitano, hierro y aluminio, ferroníquel, hierro galvanizado, hoja de lata, etc., que son en el momento actual productos industriales de la mayor importancia.
El hierro descompone los ácidos diluidos, desprendiendo hidrógeno y dando origen á la sal de hierro correspondiente.
El hierro, por último, descompone el amoníaco, desprendiendo todavía en este caso hidrógeno y produciendo nifcriiro de hierro (').
(*) El Herró es el más tenaz de todos los metales, susceptible de hermoso pulimento; cristaliza en cubos cuando, después de fundido, se enfría con lentitud. A la temperatura del rojo descompone el vapor acuoso, formándose óxido férrico y desprendiendo hidrógeno. Se disuelve en los ácidos clorhídrico y sulfúrico diluidos, desprendiendo hidrógeno.
Puesto el hierro en contacto con el ácido nítrico fumante no es atacadoi ni tampoco cuando después de este baño se pone en contacto con^otro ácido más diluido, pero en el momento en que se toca este hierro con otro alambre de cobre se verifica la reacción con intensidad. Es que ha pasado el hierro primero de activo á pasivo y despula se ha vuelto al estado que antes tenía. (JV. del T.)

CAPÍTULO II
P R O P I E D A D E S D E LOS C O M P U E S T O S ' D E H I E R B O
Hemos visto en el capítulo anterior las propiedades del hierro metálico, y no insistiremos en las más importantes de ellas más que para facilitar el estudio de las mismas sales.
Como hemos visto, el hierro metálico es gris claro, se funde á 1.500 grados; fundido es blanco y adquiere un brillo particular. Al aire húmedo se oxida y enmohece. Calentado al rojo blanco se quema en el aire. Se disuelve en los ácidos, desprendiendo hidrógeno y formándose sales de protóxido, si el ácido empleado no es un agente de oxidación, como, por ejemplo, el ácido nítrico.
El hierro desaloja el metal en gran número de sales metálicas; se forma entonces la sal de hierro correspondiente; tal es, por ejemplo, la acción del hierro sobre el sulfuro de ccbre:
Cu SO* + Fe = Cu -f Fe SO*.
El hierro no puede obtenerse químicamente puro más que por reducción de su óxido por el hidrógeno. El hierro más puro que se emplea en la industria, el hierro dulce, el hierro de cuerdas de piano, contiene todavía 0,30 por 100 próximamente de carbono. El acero es más rico en carbono que el hierro dulce, de 0,09 á 1,9 por 100; es también más duro. La fundición contiene una proporción todavía mayor de carbono, cuya proporción puede llegar en algunos casos á 7 por 100; el carbono está allí en parte combinado con el hierro, en parte

bajo la forma de grafito. Cuando se disuelve la fundición en los ácidos, el carbono grafito forma una masa negra y el carbono combinado gases hidrocarbonados; estos últimos comunican al hidrógeno desprendido un olor desagradable. Disolviendo la fundición ó el acero en las sales metálicas, el sulfato cúprico, el cloruro mercúrico, etc., queda todo el carbono como depósito insoluble.
En estos últimos años se han empezado á fabricar cierto número de aleaciones de hierro.
Las aleaciones ferromangánicas contienen 25 á 80 por 100 de manganeso; la fundición mangánica es menos rica en manganeso. El ferrocromo contiene proporción variable y á veces considerable de cromo. El ferroaluminio contiene general-monte 10 por 100 de aluminio. Se emplean también aleaciones de níquel y tungsteno, cuya proporción puede llegar á 80 por 100. Todas estas aleaciones son solubles en los ácidos.
El hierro da con los ácidos dos especies de sales, las sales ferrosas, en las que el hierro reemplaza dos átomos de hidró -geno, y son las sales ad mínimum de oxidación ó sales de protóxido, por ejemplo:
El sulfato ferroso SOO?e. El nitrato ferroso.. (NO) 2l?e.
• El cloruro ferroso , Cl'Fe.
Las sales férricas, por el contrario, son combinaciones en las que el metal reemplaza 3 átomos de hidrógeno; son las sales ad máximum de oxidación ó sales de sesquióxido, por ejemplo:
El sulfato férrico . (SO'^Fe5. El cloruro férrico.. . Cl'Fe.
Cada una de estas series corresponde á un óxido diferente:
El protóxido de hierro ú óxido ferroso. FeO. El sesquióxido de hierro ú óxido férrico jTe'O3.

Las sales ferrosas en solución, ó aun al estado seco, son compuestos inestables cuando se hallan en presencia del aire, porque absorben el oxígeno para formar compuestos férricos. La mayor parte de los compuestos ferrosos se disuelven fácilmente en el agua y en los ácidos.
El hidrato deprotóxido de hierro ó hidrato ferroso se precipita por los álcalis y el amoníaco bajo la forma de un polvo blanco, que resulta casi instantáneamente verde y en seguida pardo por oxidación. Insoluble en un exceso de potasa, se convierte por la ebullición en una masa negra de óxido de hierro magnético F e 3 0 4 .
El sulfhidrato amónico forma en las sales ferrosas un precipitado negro de sulfuro hidratado de hierro.
Las soluciones muy débiles de los compuestos ferrosos se colorean en verde por el sulfhidrato amónico y sólo después de un tiempo bastante largo es cuando se forma un precipitado negro de sulfuro. La presencia del cloruro amónico favorece la precipitación.
Las reacciones más sensibles y características de las sales ferrosas, así como las de las sales férricas, como veremos más adelante, son las reacciones de los cianuros dobles.
El ferrocianuro potásico, K 4FeO> 6, da un precipitado blanco de ferrocianuro ferroso, K 2 Fe 3 (FeCy 6 ) 2 , que rápidamente se oxida al aire como todos los compuestos ferrosos, adquiere un tinte azul y se transforma en compuesto férrico, en azul de Prusia. Del mismo modo, el precipitado puede oxidarse por el cloruro y por el ácido nítrico. Estas reacciones de oxidación pueden expresarse por las siguientes ecuaciones:
2 K3(FeCy«) + 3 FeCl» = K 3Fe 5(FeCy 6) s + 6 KC1. 3 K 5Fe 3(FeCy e) -f 8 Cl = 2 Fe*(FeCy<¡);s -f- 6 KC1 + FeCl».
El ferricianuro de potasio, K 3(FeOy 6), da un precipitado azul idéntico al azul de Prusia, cuya composición Fe 3 (FeOj 6 , 2

— 14 —
se aproxima á la de este compuesto. Los dos son insoluoles en el ácido clorhídrico.
La facilidad de oxidación tan notable de los compuestos ferrosos constituye también una de sus propiedades más fundamentales.
Para esta reacción pueden emplearse todos los procedimientos de oxidación; pero hay dos agentes de oxidación muy cómpdos, el ácido nítrico y el cloro.
1.° Se hierve la solución de sal ferrosa, añadiendo gota á gota ácido nítrico concentrado hasta que el liquido adquiera un tinte pardo amarillento. Una parte del ácido nítrico se descompone, desprendiendo bióxido de ázoe. La oxidación por el ácido nítrico debe hacerse en presencia de un ácido mineral libre y fije, del ácido sulfúrico por ejemplo. La oxidación es tanto más lenta cnanto menos concentrada es la solución, por lo cual las soluciones débiles deben concentrarse previamente por evaporación.
4 SOíJTe -f 2 SO*W + 2 NO*H = 2 (SO'jKFe» + NO + H"0.
Es necesaria la presencia de un ácido, porque los compuestos férricos exigen relativamente una cantidad mayor de ácido para formar sales neutras que los compuestos ferrosos, de lo cual puede adquirirse la convicción comparando las dos fórmulas Fe(S0 4 ) y Fe 2 (S0 4 ) 3 , por ejemplo.
Si el ácido no está en cantidad suficiente, se forma cierta porción de sales básicas, generalmente insolubles. Así, por ejemplo, oxidando el sulfato ferroso por el ácido nítrico, sin añadir ácido sulfúrico, se obtiene sulfato férrico, Fe(S0 4 ) 3 , soluble, y sulfato básico de hierro, Fe«(S0 4) a = 2 F e 2 0 8 S O \ insoluble en el agua.
Las relaciones que unen las sales ferrosas y las férricas son, por consiguiente, muy estrechas.
"2." ha oxidación por el cloro se realiza haciendo pasar una

— 15 —
corriente de cloro gaseoso por las soluciones de sales ferrosas ó tratándolas por agua de cloro ó agua de bromo. Así es que una solución ferrosa concentrada por evaporación, acidulada por ácido clorhídrico concentrado, se peroxida cuando se calienta en presencia del clorato potásico. El ácido clorhídrico en presencia del clorato desprende cloro, que transforma las sales de protóxido en sales de sesquióxido:
2 FeCP + Cl» = 2 FeCl=; 3 FeSO'+ Cl3 = Fe=(SO*)5 -f-FeCl'.
La reacción total se expresa por la ecuación siguiente:
6 FeCl 2 + 6 HC1 + KCIO3 = 6 FeCl 3 + 3 BTO + KC1.
Las sales férricas que de este modo se obtienen son compuestos por lo general inestables; las sales formadas por ácidos volátiles, ácidos orgánicos y ácido nítrico, son fácilmente descompuestas por el calor, dejando un residuo de óxido de hierro. Las soluciones de estas sales son amarillas ó pardas, contienen con frecuencia sales básicas que se forman por la acción del agua.
En solución acuosa, la mayor parte de éstas sales dan por ebullición sales básicas insolubles.
El hidrato férrico tiene color pardo, es muy soluble en los ácidos; el óxido anhidro es menos soluble en los ácidos que el hidrato.
Los álcalis y el amoniaco forman en las sales férricas un precipitado de hidrato de hierro, insoluble en un. exceso de reactivo. Los ácidos orgánicos impiden la formación del precipitado.
El carbonato de bario precipita en frío el hidrato y la sal básica, y esta precipitación es fácil. -: El clorhidrato amónico da un precipitado negro de proto-

sulfuro de hierro PeS. El hidrógeno sulfurado reduce las sales férricas y se deposita azufre:
2 FeCls + EPS = 2 FeCl2 + 2 HCl -f S.
El acetato de sodio colora las sales férricas en pardo, formando acetato de hierro neutro Fe (C 2 H 3 0 2 ) 3 . Por ebullición se separa del acetato básico, bajo la forma de un precipitado rojo pardo, insoluble en agua, muy soluble en el ácido clorhídrico.
Por último, las reacciones más características y sensibles de ]as sales férricas son todavía las reacciones de los cianuros.
El sulfocianuro de hierro,' Fe(CNS) 3, se disuelve en el agua, que •colora en rojo subido; se forma por la acción del sulfocianuro potásico sobre las soluciones de las sales férricas; cuando estas últimas estén en pequeñas cantidades hay que emplear un gran exceso de sulfocianuro potásico. Basta una pequeña cantidad de Fe(CyS) 3 para colorar de rojo grandes cantidades de agua. Esta reacción es, pues, muy sensible para las sales férricas. Si la coloración no es bien manifiesta, se coloca un pedazo de papel blanco en la parte superior del tubo de ensayo. También puede hacerse uso con ventaja del éter, en el que se disuelve el sulfocianuro, coloreándose de rojo; el éter coloreado de rojo sobrenada.
La presencia de cierta cantidad de ácido nítrico libre, que descompone el sulfocianuro de hierro, impide la reacción. En presencia del acetato de sodio no se produce la coloración sino cuando se añade una gran cantidad de ácido clorhídrico, que descompone el acetato de sodio. En general puede decirse que la presencia de gran número de sales disminuye la sensibilidad de la reacción. Las sales ferrosas no forman sulfocianuro de hierro por la acción del sulfocianuro potásico.
La acción del sulfocianuro potásico sobre el cloruro de hierro es un equilibrio químico; el cloruro de hierro da sulfo-

cianuro de hierro y cloruro potásico, y viceversa; estas dos últimas sales dan cloruro de hierro y KCyS, Este equilibrio químico está representado por el siguiente esquema:
FeCl» + 3 K C j S ^ : F e ( C y S ) 5 + 3 KC1.
Un equilibrio químico que representa siempre una reacción puede hacerse ya en un sentido, ya en otro, y se indica lo po
sible de esta reversibilidad por medio de dos flechas que se dirigen en sentido contrario.
Cuando una de las sales se encuentra en gran exceso, como en este caso el snlfocianuro potásico, se realiza la reacción, dirigiéndose en la ecuación de izquierda á derecha; se forma, por consiguiente, una gran cantidad de sulfocianuro de hie
rro. Por eso debe emplearse en esta reacción, para descubrir las sales férricas, un gran exceso de sulfocianuro potásico.
El ferrocianuro férrico es un precipitado, llamado azul de Prusia, que se forma cuando las sales férricas se tratan por el ferrocianuro potásico, K*(Cy
6
Fe):
Fe<(Cy6
Fe)5=±4FeCy. 3FeCy2
.
Es una reacción muy sensible; cuando las sales férricas se mezclan con una pequeña cantidad de sales ferrosas, el preci
pitado es primero verdoso, pero no tarda en resultar HZUI. El azul de Prusia es algo soluble en el cloruro de hierro; por eso debe añadirse éste gota á gota:
3 K<ey«íe) + 4 F e № = Fe'ÍQy'Fe)* j12 KC1.
El azul de Prusia se caracteriza por su insolubilidad en el ácido clorhídrico y por la formación de un precipitado de óxido férricoxuandose lava con la potasa cáustica. Esta úl
tima reacción es análoga á la acción general de la potasa cáus
BIIXÓN.—TOMO X ^ V J ] . — 2

— -18 —
tica sobre las sales férricas. Se forma en estas condiciones ferro-cianuro potásico, K 3 Cv 6 Fe:
Fe'(Cy 8Fe)3-j-12 KHO = 3 K4(Cy»Fe) + 4 FelHO)'.
Jamás deben dejarse al aire las soluciones acidas de ferro-cianuro potásico, porque aun en la ausencia total de hierro puede en este caso formarse un depósito de azul de Prusia y se descompone el ácido ferrócianhídrico.
Recordemos aquí la notable propiedad qué poseen todos los reactivos del hierro de no dar jamás reacción positiva en las soluciones de ferrocianuro ó ferricianuro potásico, que contienen, sin embargo, hierro; estos reactivos no descubren el hierro sino después de la descomposición del cianuro por el ácido sulfúrico concentrado. Eso explica cómo puede investigarse el hierro en un reactivo que contenga el mismo metal.
El ferricianuro de potasio, designado alguna vez con el nombre de prusiato rojo de potasio, K 3FeCv 6, no da precipitado con las sales férricas; solamente se colora el líquido de pardo.
El tanino forma con las sales férricas en solución neutra un precipitado negro. ' Del mismo modo que hemos estudiado las reacciones de oxidación que permiten pasar de las sales ferrosas á las férricas podemos pasar por reducción de las sales férricas á las ferrosas. ^
Frecuentemente las sales férricas son reducidas por el cinc yacido clorhídrico en caliente, es decir, por el hidrógeno en estado naciente. Si se emplea el ácido sulfuroso (anhídrido) como reductor, se hace la reducción á expensas deíhidrógeno del agua, cuyo oxígeno, que resulta libre, transforma el ácido sulfuroso en sulfúrico: :
FeCF> + H = FeClJ + Hpi; 2 F e C P + 2 H 5 Ó + S 0 5 = 2FeCl 2 + 2HCI-f-H 2SO'. ;

— 19 —
Al lado del ácido sulfuroso puede emplearse el ácido hipo
sulfuroso, que, como es sabido, se descompone por la acción de los ácidos en azufre y ácido sulfuroso:
2 EeCl5 + Na
2
S«(> + H'O = 2 EeCl» + 2 NaCl + H2
S0< + S.
El hiposulfito sódico colora las soluciones férricas en vio
lado subido; si se eleva la temperatura, el líquido resulta opalino áconsecuencia de un precipitado de azufre; en solu
ción acida, cuando el hiposulfito de sosa está en &xceso, se desprende ácido sulfuroso.
Por último, las sales férricas pueden reducirse también por el cloruro estannoso:
2 F e № + SnCl2 = 2 EeCl
5 + SnCl* (').
Óxidos de hierro.
Los óxidos de hierro más importantes son:
El subóxido. ÍVO. El óxido ferroso EeO. Los óxidos de batíduras Ee
8
0 ' y Eee
O'. El óxido magnético de hierro EVO
1
. El óxido férrico. Fe
5
Oa
. El anhídrido férrico EeO
3
.
Los óxidos de batiduras y el óxido magnético no represen
tan en suma más que combinaciones del óxido ferroso con el óxido férrico.
(') He aq_uí un resumen de los principales caracteres de las sales ferro
sas y férricas, además de los indicados en el original francés: Sales ferrosas.—Color verdoso; sabor atramentario, áspero. Con la po
tasa, precipitado blanco, que luego pasa á rojo. Con el ácido oxálico dan color amarillo. Con el cloruro áurico dan un precipitado pardo de oro mny dividido. Con el nitrato argéntico, precipitado gris blanquecino de plata metálica. Con una corta cantidad de ácido nítrico toman un color pardo casi negro. El permanganato potásico se decolora con rapidez.
Sales férrieas.—Su color varía desde el blanco al rojo (algunas hay

Este último puede considerarse, en efecto, como un ácido que produce entonces toda una serie de sales, los ferritos.
Así se tiene:
/ Calcio ÍVO !(CaO)4. l Magnesio. . . I"e'05MyO.
Elferrito de.. .(Manganeso J?e'03MnO. Cinc ÍVCranO.
( Hierro JBV03FeO.
Cierto número de estos ferritos se encuentran en la Naturaleza: son las gahnitas, las disluitas, las franklinitas, la magnetita, etc.; pertenecen todos á un grupo de óxidos dobles, de que es tipo la espinela ó alumínalo de magnesia:
AP0 3MgO.
Las propiedades de los óxidos de hierro pueden resumirse del modo siguiente:
El protóxido de hierro ú óxido ferroso se obtiene anhidro tratando al rojo sombra el peróxido de hierro por una corriente de óxido de carbono y ácido carbónico (anhídrido), mezclados en volúmenes iguales. Recién precipitado de la solución de una sal ferrosa por medio de un álcali, por ejemplo la potasa, se presenta bajo la forma de un hidrato blanco verdoso, que se oxida rápidamente, transformándose primero en hidrato magnésico verdoso y después en hidrato férrico amarillo de orín de hierro.
verdes). La potasa, sosa y amoníaco dan un precipitado rojo y voluminoso de óxido férrico hidratado. Los carbonates alcalinos dan un precipitado del mismo color. Con el fosfato sódico dan un precipitado blanco. La tintura de agallas produce un precipitado de color negro que tira á violáceo. El succinato y el benzoato amónico dan un precipitado rojo. Todas las sales férricas son descomponibles por el fuego. Además, el precipitado azul bien conocido que forman con el cianuro ferrosopotá; sico y la coloración roja intensa con él sulfocianuro potásico. {N. del T.)

El hidrato ferroso es muy débilmente soluble en el agua, pero lo es mucho más en amoníaco, donde forma una solución inestable, que se altera rápidamente al aire, dejando depositar hidrato férrico.
El peróxido de hierro ú óxido férrico ya se ha mencionado en el curso de nuestra Enciclopedia (véase Augusto Perret, Colores minerales), y se ha designado con frecuencia con el nombre de cólcotar, teniendo en esta forma muchos usos.
Se obtiene el óxido férrico anhidro, ya sea por calcinación de los hidratos, ya por la calcinación de una sal ó por testación de los sulfuros.
La calcinación de los nitratos, por ejemplo, produce el cólcotar. Lo mismo sucede con el sulfato ferroso, que al mismo tiempo produce una mezcla de anhídrido sulfúrico y anhídrido sulfuroso:
2 Sü >Fe = Fe'F 3 -)- SO 5 + SO 5.
Esta operación se ha realizado industrialmente en iíord-hausen en la fabricación del ácido sulfúrico fumante.
Puede obtenerse empleando esta reacción un óxido cristalino, mezclando el sulfato ferroso con un poco de sal antes de la testación; se presenta entonces en forma de pajitas casi negras.
El cólcotar se produce también industrialmente, en la fabricación del ácido sulfúrico ordinario, cuando se tuestan las piritas para producir anhídrido sulfuroso: ,
2 F eS a -f- 7 O = F e 3 0 3 + 2 SO s .
El hidrato férrico es el precipitado que se obtiene tratando por un álcali una sal férrica en solución; es una masa gelatinosa amarillorrojiza, de hidratación y fórmula muy variables, según las condiciones de precipitación.

El hidrato férrico normal será el que se obtendrá por precipitación de una solución de cloruro férrico por la potasa; corresponde á la fórmula
Fe'ÍOHyóFe'O'SBPO,
pero pierde rápidamente el agua, y desecado en el vacío forma un polvo blanco amarillento, que no contiene más que la mitad del agua primitiva y que corresponde á la fórmula
2 Fe'O3, 3 EPO.
Es también la composición de la herrumbre ordinaria el producto que se forma por oxidación é hidratación simultáneas del hierro al contacto del aire húmedo.
Si se hierve el hidrato férrico durante algunos minutos con agua pierde aún ésta y se transforma en un compuesto todavía menos rico en agua:
Fe'O'H'O.
Por último, el hidrato férrico puede también deshidratarse por completo por una larga ebullición con agua; se transforma entonces en F e 2 0 8 anhidro. Esta transformación puede hacerse con más rapidez por una simple combinación á 200 ó 300°.
Si se efectúa esta combinación á una temperatura más elevada se observa que la masa resulta bruscamente incandescente. Por enfriamiento se obtiene un cólcotar de un color rojo vivo, que difiere también de todos los demás hidratos anteriores por su difícil solubilidad en los ácidos.
Por último, al rojo blanco, el óxido férrico pierde el oxígeno y se transforma en oxido magnético:
Fe'O*.
Se conoce una forma bastante singular del hidrato férrico,

• — 23 —
resultante de la acción prolongada durante siete ú ocho ho • ras del agua hirviendo. -. El producto que se obtiene es de un rojo de ladrillo, resis
tente á los. ácidos, como el cólcotar calcinado á alta tempe-ratura.no produciendo azul de Prusia en presencia delferro-cianuro potásico..
Este hidrato da con el ácido acético ó ácido nítrico muy diluido una solución clara por transparencia y turbia por reflexión, que precipita por la adición de un sulfato alcalino ó de un ácido concentrado.
Hemos indicado los óxidos de las batiduras en la enumeración de los óxidos de hierro. Son productos que se obtienen cuando se golpea con un martillo una barra de hierro enrojecida.
El óxido de hierro magnético, F e 3 0 4 , que hemos referido su presencia en la Naturaleza, donde se designa con el nombre de piedra magnética, piedra imán, etc., se caracteriza principalmente por sus propiedades eléctricas. Atrae las limaduras de hierro por medio de un imán.
Se obtiene artificialmente por la calcinación de una mezcla de cloruro ferroso y carbonato sódico ó por la acción del agua hirviendo sobre el hidrato ferroso, ó también tratando el hidrato férrico en suspensión en agua hirviendo por las limaduras de hierro.
El hidrato magnético se obtiene tratando una solución de moléculas iguales de sulfato ferroso y sulfato férrico por él amoníaco.
Por último, se conoce el etiope marcial de los farmacéuticos, que se obtiene exponiendo al aire las limaduras de hierro húmedas.
El óxido de hierro magnético ú óxido ferroso férrico no tiene grandes aplicaciones, así como el último compuesto que nos resta, que es el ácido férrico.

Él anhídrido férrico es desconocido. Sólo se conocen algunos ferrafcos preparados, ya por la acción del nitrato potásico sobre el óxido férrico, ya por la acción del cloro sobre el hidrato férrico en suspensión en una lejía alcalina.
Son compuestos relativamente poco estables, de los que un gran número son insolubles y que las dificultades que rodean su preparación impiden por completo su introducción en la práctica industrial.
Sulfuros de hierro.
Los principales sulfnros de hierro conocidos son:
Subsulf uro de hierro. . Fe»S. ídem id.. . : Fe !S. Sulfuro ferroso FeS. Sulfuro férrico Fe 3 S 3 . Sulfuro magnético Fe 3 S ! . Pirita Fe'S». Bisulfuro . FeS'. Trisulfuro FeS 3 .
El sulfuro ferroso se obtiene muy fácilmente mezclando 3 partes de hierro en limaduras con 2 partes de azufre. Se humedece la mezcla íntima con cierta proporción de agua caliente, y se obtiene al cabo de algunos instantes un considerable desprendimiento de calor; hay desprendimiento abundante de vapor de agua, alguna vez incandescencia; la masa entra en fusión, y el producto corresponde á la fórmula
FeS.
Este experimento se hizo primero por Lemery, que explicaba de este modo la formación de los volcanes en el terreno; practicaba un agujero en la tierra, llenaba esta cavidad de ana mezcla de hierro y azufre, cubría el montículo formado

— 25 —
por una capa de arena, lo regaba con agua y lo abandonaba á sí mismo. Al cabo de cierto tiempo se veían desprenderse abundantes humos de vapor acuoso, anhídrido sulfuroso y gas sulfhídrico; eran, según Lemery, las fumarolas volcánicas precursoras de la erupción.
Después aparecían algunos puntos incandescentes, el sulfuro de hierro salía por los orificios así producidos y, por último, con frecuencia iba acompañado el fenómeno de proyecciones de materiales sólidos.
Habrá, pues, según el autor, en las entrañas de la tierra aglomeraciones de azufre y hierro, que en contacto del agua del mar darán origen á los volcanes.
En apoyo de esta teoría, tan ingeniosa para su época, se añade la correlación que se observa entre la situación de los volcanes y la proximidad del litoral. Así es que este experimento ha quedado consignado con el nombre justamente célebre de volcán de Lemery.
Se obtiene también sulfuro ferroso tratando una sal ferrosa por un sulfuro alcalino ó de un modo más sencillo fundiendo juntamente azufre y hierro (').
En estas condiciones.es una masa negruzca, que se parte en pequeños fragmentos, que tratados por un ácido dan lugar á desprendimiento de súlftdo hidrico:
FeS + 2 HC1 = FeCl5 + H'S.
El más interesante de todos los sulfuros de hierro es evi-
(') Para obtener el sulfuro ferroso se mezclan íntimamente tres partes •de limaduras de hierro y dos de flor de azufre, se coloca la mezcla en un crisol de barro de doble capacidad que la necesaria, se calienta primero ¡suavemente hasta el rojo oscuro y luego se eleva hasta el rojo blanco,- se iunde la masa y Be vierte en una plancha de hierro. Se presenta en un color'negro y con irisaciones. Se emplea en los laboratorios para obtener el hidrógeno sulfurado, poniéndole en contacto con ácido sulfúrico diluido. (iV. del T.)

— 26 —-
Pirita Algarve Theux. Westfalia. carbonífera
(Portugal). ne Cornoúailles.
49,30 45,01 45,60 . 38,10 41,40 39,60 38,50 34,40 5,80 » B Indicios 0,60 0,30 0,60 —
Indicios 1,80 6,00 —
Talio ' — •• Indicios Indicios —
Cal 0,10 0,20 0,10 4,90 Indicios Indicios Indicios 5,10
0,30 .' — — —
0,20 0,30 0,50 0,30
» B B 14,40 2,00 12,20 0,70 1,40 0,05 0,20 0,30 0,90
99,90 99,90 100,30 100,00
Estos son hermosos cristales amarillos, que sirven principalmente para la fabricación del azufre y del anhídrido sul furoso.
Sometido á la destilación da un sulfuro magnético, Fe 8 S 4 , y azufre,
3 JB\sS«' = Fe'S» + S».
También puede obtenerse la pirita haciendo reaccionar sul-
dentemente el disulfúro, que se encuentra en la Naturaleza y del cual nos ocuparemos detalladamente en el estado natural del metal.
Existe casi puro bajo la forma de pirita, cuya composición, variable según los sitios, será respecto á algunos la siguiente, según PattinBon:

furo de carbono al estado gaseoso sobre el óxido de hierro á una alta temperatura.
Del mismo modo, la acción del anhídrido sulfuroso sobre el hierro metálico forma sulfuro, con producción accesoria de sulfito y sulfato ferroso.
Una mezcla de sulfuro de hierro, sulfuro de potasio y azufre en exceso da sulfuro de hierro en forma de cristales amarillos octaédricos.
Se conoce, por último, la pirita magnética, cuya fórmula es
Fe'S».
Se considera como la combinación de un sesquisulfuro con un monosulfuro de hierro:
. Fe»S'-f5FeS.
Este cuerpo tiene el aspecto y el color bronceado de la pirita; sus propiedades magnéticas están bastante desarrolladas.
Se le reproduce fácilmente, calcinando el bisulfuro ó tostando el óxido con un exceso de azufre.
Otro medio muy sencillo y entretenido, como experimento, consiste en obtenerle frotando un cilindro de azufre con una barra de hierro enrojecida.
Cuando quiere obtenerse la pirita para la preparación del hidrógeno sulfurado, se prepara proyectando el azufre en un crisol calentado hasta el rojo y que contenga limaduras de hierro.
Otra pirita magnética corresponde al óxido magnético, y tiene por fórmula:
* Fe^S*.
El persul/uro de hierro, FeS 3 , que corresponde al anhídrido férrico, se obtiene bajo la forma de una solución verde por la acción del hidrógeno sulfurado sobre el ferrato potásico.

— 28 —
Cloraros de hierro.
Los cloruros de hierro son dos, que se obtienen bajo distintas formas: el cloruro ferroso y el cloruro férrico.
El cloruro ferroso tiene por fórmula
FeCl'.
La manera más sencilla de obtenerlo es hacer pasar una corriente de ácido clorhídrico gaseoso por el hierro á la temperatura del rojo sombra.
Se obtienen entonces pajitas brillantes, de un color blanco amarillento, que se disuelven con la mayor facilidad en el agua y en el alcohol.
El mismo cuerpo se obtiene por la acción del cloruro amónico sobre las limaduras de hierro muy finas. En este caso son pequeños cristales hexagonales.
El cloruro ferroso se hidrata muy fácilmente; con frecuencia se encuentra bajo la forma
FeCP + i EPO.
Cuando se concentra, los cristales que forma son diferentes de los anteriores; su color es verdoso y pertenecen al sistema clinorrómbico.
Si se calienta fuertemente el cloruro ferroso hidratado, se funde con prontitud y forma al abrigo del aire una masa amorfa, blanca, mientras que se forma al mismo tiempo un oxicloruro verde por la acción del aire atmosférico.
Anhidro, tiene la mayor afinidad el cloruro ferroso para el amoníaco, que absorbe en frío, produciendo
EeCl' + eNHs,
que es un polvo blanco muy oxidable.

— 29 —
El cloruro férrico se llama también sesquicloruro de hierro ó per cloruro de hierro.
Su fórmula es: Fe'Cl8.
Su preparación es muy sencilla. Para obtenerle anhidro basta hacer pasar cloro seco y en exceso sobre el hierro calentado hasta el rojo.
La operación se hace en un tubo de porcelana terminado en un segundo tubito de vidrio, en cuya extremidad se condensa y solidifica por sublimación
Es un cuerpo sólido extraordinariamente volátil, de color violeta; se presenta bajo la forma de placas delgadas y delicuescentes, que se disuelven en el agua, formando una solución acida de color amarillo muy intenso.
El éter es extraordinariamente ávido de cloruro férrico; es bastante para desalojar éste de su solución en agua y formar de este modo una solución de cloruro férrico en éter, que es igualmente amarilla.
El cloruro férrico calentado al rojo se descompone por el vapor de agua hirviendo, dando protóxido de hierro y ácido clorhídrico.
Esta reacción se verifica igualmente al aire libre que en vasos cerrados.
La combinación del amoníaco con el cloruro férrico es una masa roja, que se descompone instantáneamente por el calor.
Su fórmula es: Fe'Cl» + 2 NBX
Se obtiene un cloruro férrico anhidro con la mayor facili-
(') Puede emplearse en vez de tubo de porcelana uno de barro de Zamora, por ser más resistente á los cambios bruscos de temperatura y no tan expuesta su fractura. (iV. del X.)

— 30 —
dad haciende actuar el agua sobre el cloruro anhidro ó bien haciendo que el cloro gaseoso actúe sobre una solución acuosa de cloruro ferroso. El agua -regia y el ácido nítrico dan los mismos resultados sobre el cloruro ferroso, así como el ácido clorhídrico reaccionando sobre el hidrato de sesquióxido de hierro.
El cloruro férrico se emplea en farmacia como hemostático enteramente inofensivo; alguna vez se usa contra el crup y las anginas graves,.
El cloruro férrico se combina alguna vez con los metales, para formar cloruros dobles; tales son el cloruro férrico potásico, el cloruro férrico amónico y el cloruro férrico sódico.
Los oxicloruros de hierro ó cloruros básicos de hierro son también en gran número; tienen propiedades muy diferentes-Ninguno de ellos es importante en particular por sus propiedades y sobre todo por su empleo.
No hablaremos de los compuestos de hierro con el bromo ó los bromuros y con el flúor ó fluoruros; estas dos clases de cuerpos no presentan un interés bastante manifiesto.
Yoduros de hierro.
:Los yoduros de hierro se dividen, del mismo modo que los cloruros, en yoduro férrico y yoduro ferroso.
El yoduro férrico tiene por fórmula
FelA- '
Jamás ha podido obtenerse en otro estado que en el de solución pardoamarillenta, por la acción del ácido yodhídricb
-sobre el hidrato férrico ó haciendo reaccionar un exceso de yodo sobre el hierro. • El .yoduro ferroso, cuya fórmula es
Fel>,

— 31 —
se obtiene mezclando con precaución yodo y limaduras de hierro en presencia del agua tibia. >
La combinación, de parda que era primitivamente, resulta poco á poco de color verde claro.-
Puede también emplearse la acción directa del yodo sobre las limaduras de.hierro á la temperatura del rojo sombra.
De este modo.se obtiene un peryoduro que deja depositar por enfriamiento yodo y yoduro ferroso químicamente puro.
Sales de hierro.
Las principales sales de hierro, al menos las más importantes, son log nitratos ferroso y férrico, los carbonatos ferroso y férrico, los sulfatos ferroso y férrico. •
Nitrato de hierro.
El nitrato ferroso tiene por fórmula:
(NO 3) 2 Fe.
Se prepara por disolución del protosulfuro de hierro en el ácido nítrico muy diluido, pero en estas condiciones se obtiene una mezcla de nitrato ferroso y férrico.
El primero está representado por una masa verdosa, que por ebullición se transforma en nitrato, férrico.
El agua le disuelve con tanta más facilidad cuanto más elevada es la temperatura.
El nitrato férrico tiene por fórmula:
(N0 5) 6(FeS).
Se obtiene por la disolución del hierro ó su hidrato en el ácido nítrico. El metal es atacado inmediatamente, y da nitrato ferroso si el ácido está muy diluido, una mezcla de los nitratos ferroso y férrico si está un poco más concentrado y, por último, nitrato férrico sólo si el ácido está muy concentrado. -. :.'

El nitrato férrico se emplea con freeuencia como mordiente en el teñido y estampado.
Para este uso se obtiene mezclando:
Sulfato ferroso 16 Vs k g M . Agua.. ' 5 litros. Acido nítrico de 36° B. . . . . 3kgrs. Acido clorhídrico. . ; 1 7z kg.
Alguna vez también se opera con la mezcla siguiente:
Acido nítrico 2 partes. Agua 1 — Torneaduras de hierro c. s.
Los nitratos básicos de hierro son muy numerosos, pero poco importantes.
Su propiedad fundamental es la de ser todos incristali-zables.
CárBonatos de hierro.
El carbonato ferroso tiene por fórmula
CO'Fe,
existe en gran cantidad en la Naturaleza y lleva el nombre de siderosa ó también el de hierro espático.
Se prepara calentando una mezcla de carbonato calcico cloruro ferroso.
El carbonato férrico no se conoce al estado de pureza; sólo se conoce su hidrato, de la fórmula:
3J?e30=, COJ + 8H=0.
La proporción de agua varía mucho,iegún la temperatura. Cuanto más se elevaésta, más disminuye la cantidad de agua.

— 33 —
Sulfatos de hierro.
El sulfato ferroso tiene por fórmula:
SCWe + 7 H 5 0 .
Alguna vez se designa también con el nombre de vitriolo verde ó caparrosa verde.
Este nombre procede de los antiguos alquimistas, que daban el nombre genérico de vitriolo á todos los sulfatos, mientras que al ácido sulfúrico le llamaban aceite de vitriolo.
Se le puede preparar haciendo que reaccione el ácido sulfúrico sobre el hierro metálico, ó mejor, para obtenerle en mayor cantidad, por oxidación de las piritas en contacto del aire atmosférico.
El sulfato de hierro comercial está muy mezclado con sulfato cúprico, de cinc, de manganeso y de magnesia.
Puro es bastante difícil de conservar, sobre todo si no se le preserva de la acción del aire exterior.
Para obtenerle al estado de perfecta pureza hay que prepararle por la disolución del hierro en el ácido sulfúrico.
Sé disuelve en el aafua, dando un líquido verde azulado. El siguiente cuadro (*) da una idea de su solubilidad en el
agua. Cien partes de sulfato cristalizado se disuelven:
á 10° en 164 partes de agua. á 15° en 143 . — á 24° en 87 — á 43° en 66 — á 60° en 38 á 90° en 27 — á 100° en 30 —
(') Dictionnaire de Chimie appliquée, Wurtz. BILLÓN.—TOMO X X V I I . — 3

— 34 —
Se emplea el sulfato ferroso en la industria del ácido sulfúrico, para la preparación del cólcotar; en la tintorería en general, para la reducción del índigo, y en la fabricación del azul de Prusia. -
Los sulfates férricos son numerosos y se obtienen oxidando él sulfato ferroso.
La fórmula del sulfato férrico normal es
( S O ^ F e 2 .
Si se disuelve el óxido férrico en ácido sulfúrico se obtiene sulfato férrico.
Del mismo modo si se trata por el ácido nítrico una solución dé sulfato ferroso, en la proporción de dos moléculas de sulfato para una de ácido sulfúrico,
2 SCHFe + O + SCMEP = (SO^JFe" + H 2 0 .
Es un polvo de color blanco amarillento, fácilmente descomponible por el calor.
Pasaremos en silencio los demás compuestos de hierro con los metaloides, que tienen mucha menos importancia, así como las aleaciones, de que nos reservamos hablar con motivo de los diversos metales que las conciernen.

CAPÍTULO III
E S T A D O N A T U R A L . — M I N E R A L E S D E H I E R R O
El hierro es uno de los elementos más abundantes en la Naturaleza; se encuentra en casi todos los terrenos, en la inmensa mayoría de los minerales y de las rocas, en el agua del mar, etc.
Según Clarke {Journ. of TU Frank. Imt, 1890, 419), la constitución cuantitativa de la costra terrestre será:
Oxígeno. . . . Silicio Aluminio.. . . H i e r r o Calcio Magnesio.. . . Sodio. . . . . . Potasio Hidrógeno. . . Titano Carbono.. . . . Cloro y bromo Fósforo- . . . . . Manganeso.. . Azufre Bario Nitrógeno. . .
Los demás elementos sólo se hallan en muy pequeña cantidad.
El hierro es, pues, muy abundante y está tan esparcido que
49,98 por 100. 25,30 —. 7,26 —
5 , 0 8 — 3,51 — 2,50 — • 2,28 — i 2,23 —
_0,94 — 0,30 — 0,21 — 0,15 — 0,09 — " 0,07 — 0,04 — 0,03 — 0,02 —

— 36 —
nos es casi materialmente imposible describir todas las especies minerales que lo contienen.
Dejando á un lado el hierro nativo, que existe en cantidad muy pequeña ó insignificante para que pueda entrar en la categoría de materia explotable, podemos dividir los minerales en tres grupos:
1.° Los minerales ricos y puros, qneno contienen ni azufre ni fósforo, formados por consiguiente tan sólo de carbonates ú óxidos.
Estos son, no citando más que los, principales: Los minerales de Suecia, sesquióxido y óxido magnéticos. Los minerales de Argelia, generalmente manganesíferos. Los minerales de la isla de Elba, hierro oligisto, etc. Los minerales americanos, procedentes .de las orillas del
lago Ohamplain y del lago Superior. Por último, todas las hematites de Tafna, Bilbao, Lake
District ('), Alemania, etc. Estos minerales contienen generalmente de 55 á 65 por 100
de hierro; muy estimados en la industria, son por desgracia mucho más raros que los demás, que los minerales sulfurados en particular.
2.° Los rr^erales medianos, menos ricos que los anteriores, no contienen más que 45 á 50 por 100 de hierro. Pueden también explotarse con ventaja si no contienen azufre ni fósforo.
Estos son sobre todo limonitas ó hidratos férricos, hematites, carbonates, etc.
Por el contrario, los minerales sulfurosos y fosforosos no pueden proporcionar más que hierros muy comunes y de mala calidad: el Blackband de Escocia; los minerales silíceos y aluminosos de las formaciones secundarias francesas y alema-
(') Estas últimas llevan el nombre de red, ores por su coloración roja.

— 37 —
ñas; los minerales pisolífcicos; los minerales oolíticos; los carbonates y silicatos de las hulleras, que se utilizan también por su riqueza en hierro y su valor en metal, que puede llegar con frecuencia hasta un 50 por 100.
3.° Los minerales inferiores ó minerales fosforosos se emplean casi únicamente para las fundiciones de forja ó las fundiciones destinadas al pudelado; son los minerales hidratados oolíticos de Longwy yNancy, el mineral carbonatado oolítico de Cleveland, los minerales impuros de "Westfalia, de Bélgica, dé Alemania, de los Estados Unidos, etc.
Estos minerales, abandonados durante mucho tiempo á causa de su fósforo, en nuestros días se tratan activamente gracias á los procedimientos de desfosforación por los suelos básicos.
Consignamos en las páginas 38 y 39 un cuadro comparativo, según Deshayes, de la composición de los minerales ricos, medios é inferiores
Las especies minerales que contienen hierro en cantidades suficientes para considerarse, ya como minerales, ya desde el punto de vista mineralógico, son cuerpos generalmente bien cristalizados y perfectamente definidos.
El hierro nativo de origen terrestre se ha encontrado en la Groenlandia en Ovifak, bajo la forma de gruesas masas metálicas encajadas en el basalto. Contienen generalmente á ó 5 por 100 de carbono, azufre y níquel.
Es también conocido un hierro niquelífero, la awaruita, Ni 2 Fe, que se encuentra en granos finos en una serpentina de Nueva Celanda.
Por último, los meteoritos esparcidos en la superficie del-globo contienen principalmente hierro, una proporción de níquel que puede llegar hasta 20 por 100, de cromo, cobalto, silicio, fósforo y azufre.
(*) Dict. de Wurtz; Suplemento, Metalurgia del hierro.

— 38 —
P R O C E D E N C I A S
Minerales ricos y puros
Minerales bastante puros
Minerales medio pobres.
Minerales inferiores, ricos é impuros
Mokta-EI-Hadid (Argelia) Isla de Elba Bilbao (España) Banemora (Suecia) Tagilsk (Ural) Furness (Inglaterra) Whitehaven (Inglaterra) Hematites roja de Cnmberland Magnetita de Carinthia Hierro oligisto de Namur Mineral del Lago Superior (E. D.) Mineral (le Virginia (E. ü.) Mineral de Iron Muntain (E. ü.) Mineral magnético de Port-Henry (E. U.)..
Mineral espático de Állevard Saint-Fleurant Fontanes Mineral oxidado de la Afoulte (Ardeche). Glkawalka num. 1 (Rusia) Olkawalka núm. 5 (Rusia)
Blackband de Escocia.
Mineral espáticG de Carintbia Mineral espático de Siegen (Alemania) . Hematites de Schwelm (Alemania) . . . Hematites del Lago Superior (E. ü . ) . . . Alabama núm. 6 (E. U.) Mineral de Peter Totten (E. U.) Franklinita de los Estados Unidos. . . .
Mineral de Ars-sur-Moselle Mineral de Privas Gran Guardia Abraham (Suecia) Soflewka núm. 2 (Rusia) Mineral de Cleveland (E. € . ) Blackband calcinado do Westfalia. . . . . . . Mineral de Sterkrade (E. U.) Mineral de Ilseda núm. 1 Mineral de Ilseda núm. 2 Mineral (le Ringwood Cannon (E. U . ) . . - . Mineral de Ringwood Saint Georges (E. U.). Mineral de Ringwood Miller (E. U.) Mineral Brandon (E. U.) Residuos de las piritas de Alemania
5S,92 61,00 56,40 50,70 05.50 60,55 C(i,6t 00,60 5X,0G 58,50 05,04 65,71 66,04 71,11
42,86 43,00 46.51 45,74 53,25 44,40
41,00
44.33 42,90 52,68 55,80 49,65 48,91 45,52
44.50 40,71 60,90 57,77 50,00 47,60 53,60 56,75 27,65 46,20 60,40 59,30 46,51 66,00
— 39 —
Fi203 Mn20 AI203 CaO MgO Si S S P DIYItKSriS
Péi-iliiias por calcinación.
81,25 1,75 2,20 0,70 6,50 „ Señales. 4,65 > » Señales. » » 6.20 Señales. 0,04
80,80 » 4,10 i.00 5,20 » » » 0,50 8,10 6,57 15,8 Señales. » » 0,07 » 10,35 »
86,50 0,30 2,77 1,46 6,18 » i> 0,06 0,07 » » 93,16 » )) 0,07 » 5,08 Señales. )> » 0,42 0,53 18,27 0,125 Señales,
83,50 0,50 1,40 2,70 » 10,00 » » » 0,85 0,92 0,77 7,13 0,30 0,110 » 4,45 0,20 0,12 4,10 » Señales. O2 = 0,15 » » 0,08 0,46 » 4,75 0,16 » » » 0,05 » 1,04 » 0,020 ,TÍ02:Lo,45
61,29 5,50 5,50 1,50 G,85 13,70 » 7,70 62,00 » 7,00 20,00 » 4,00
» 4,62 0,7S » 12,78 0,150 0,0S9 3,75 2,07 16,75 0,215
» » » 1,45 » 7,50 0,150 0,288 » » 9,10 0,070 0,586 »
Materias bituminosas.
2,00 1,51 0,2S 0,250 » 7,70 Pérdidas por calcinación
» 4,55 1,28 » 0,50 » » 57,95 » » 5,50 1,59 0,45 5,87 » 0,090
52,40 0,56 9,55 0,55 0,74 22,00 0,170 0,050 12,12 » 2,05 0,45 0,55 12,52 0,050 0,150 » » » » » Í> )> )>
» » 11,70 0,42 0,07 0,150 » » )> » 0,30 » » ZnO = 25,5
65,40 » 1,10 5,60 » 13,30 0,500 7,20 10,35 » 10,90 0,525
» » 1,50 4,00 1,27 10,00 » 1,270 » » 3,50 » 1,55 . )) '0,676
» 7,90 7,40 5,S0 7,10 )) 0,800 » » )) » » » 0,720 0,500 76,80 1,00 » » 6,52 » 0,640 14,18
5,22 3,60 0,30 8,04 1,690 0,89 20,54 » 5,22 a 0,960 )>
» 5,09 0,85 0,07 18,10 2,4(50 Ti02 = 0,80 0,59 2,58 0,21 2,00 1,100 Ti02 = 0,65
» 3,00 5,04 » 4,60 » 2,080 Ti O 2 — 0,50 » 4,50 2,25 1,14 12,69 0,220 0,490 » » »
i » » » 0,250 n Cu = 0,05
!

— 40 —
Los sulfuras de hierro son muy numerosos, constituyen desgraciadamente un deplorable mineral de hierro. Se tuestan para eliminar el azufre, que de este modo se transforma en anhídrido sulfuroso, el cual sirve para la fabricación del ácido sulfúrico.
La pirita magnética ó pirrotina, de fórmula variable entre J7e6S7 y F e u S 1 2 , es bastante frecuente en los filones; acompa. ña á la cordierita en Baviera, se encuentra en los Pirineos en algunos meteoritos, etc. Son masas granudas, compactas, con frecuencia escamosas, de color amarillo bronceado ó rojizo y de brillo débilmente metálico.
La pirita,(') ordinaria ó bisulfuro de hierro es muy abundante; lleva todavía los nombres de hierro sulfurado amarillo, eisenkia, schevefelkia, xantopirita, etc.
Se presenta bajo la forma de masas cristalinas, de color amarillo de oro (de donde se deriva su nombre de pirita amarilla), dotadas de un intenso brillo metálico y perfectamente pulimentadas. Los cristales separados son frecuentes; por ejemplo, en los esquistos arcillosos de las Ardenas se encuentran pequeños cubos muy lindos.
La pirita forma también masas compactas, alguna vez concrecionadas, á veces globulares, estalactíticas ó granulosas, alguna vez pseudomórficas, modeladas sobre cristales extraños ó fósiles vegetales ó animales.
La composición déla pirita pura es:
Fe i . . 46,67 S 53,33
pero conserva con frecuencia níquel, cobalto, cobre, estaño; alguna vez, como en Hungría, oro y plata, y por último talio.
La pirita cristaliza en el sistema cúbico, donde afecta las
(') De TcuptTT|£, sílex pirómaco, pirita de Herró ó pirita de cobre.

— 41 —
formas más diversas: cubo, octaedro, dodecaedro, pentagonal icosaedro, etc. Los más hermosos ejemplares vienen de Tra-versell, en el Piamonte; de la isla de Elba, de Falhun, en Sue» cia; de Kongsberg, en Noruega, y de Alston-Moor, en Derbyshire. Las minas de Chessy, cerca de Lyón, suministran á la industria del ácido sulfúrico masas enormes de pirita marcial.
La pirita blanca ó marcasita tiene la misma composición que la anterior, pero difiere de ella por su forma cristalina, que es ortoirómbica y por su poca estabilidad. Abandonada al aire se transforma fácilmente en sulfato ferroso, y esta propiedad se utiliza siempre para la fabricación del vitriolo verde, del alumbre, del ácido sulfúrico de Nordhausen, etc.
Su color es amarillo claro, con tendencia al gris ó al verdoso. El arseniosulfuro de hierro ó mispiquel FeAsS, ó hierro arsenical, ó arseniopirita, era ya conocido desde tiempo de Agrícola con el nombre de mispiquel. Corresponde más bien industrialmente al mineral de arsénico que al mineral de hierro, y sólo de un modo accesorio es como se extrae de él un metal de inferior calidad.
Se presenta generalmente bajo, la forma de masas cristalinas, fibrosas, compactas, de un intenso lustre metálico, de color blanco de plata, alguna vez amarillento; va asociado con frecuencia á los minerales de estaño y de plata.
Citemos, por último, como recuerdo el arseniuro de hierro FeAs 2 ó lolingita y la léucopirita Fe 2 As 3 .
Los verdaderos minerales de hierro son los óxidos y las sales, que podemos resumir de este modo:
l.» Óxidos anhi - ( Fe'O 4' dros, de polvo l negro ó rojo.. ( p e s o 5 ,
/ Oligisto ordinario y oligisto mi-• caceo (los dos cristalizados). ( Hematites roja amorfa, de ganga
arcillosa.

— 42 —
ÍVOH'O. 2.» Óxidos hidra- [ F e 2 0 3 3 H 5 0 .
tados de polvo amarillo, que no exceden de ^ Fe'O 3 2 H'O.. 60 por 100 de hierro | Por último
, Fe50»ntPO.
3." Sales. ' Carbonatos.
'. Silicatos, generalmente poco explotados. . .
Getita ó pirrosiderita. Hematites parda, con frecuencia
sulfurosa, en.masas mamilares de ganga arcillosa.
Xantosiderita. / Hematites amarilla, fosforosa, de \ ganga arcillocaleárea. i Limonita. \ Minerales en granos generalmente
aluminosos. j Hierro espático cristalizado. I Hierro litoideo en ríñones en los
terrenos hullíferos. Chamoisita. Basalto. Granate. Jaspe, etc.
La magnetita, hierro oxidulado ó magneteisenerz, se encuentra en los terrenos más antiguos, en las rocas cristalinas me-tamórficas, en los gneù, en masas más ó menos considerables-Forma masas con frecuencia magnetipolares y lleva entonces el nombre de piedra imán.
Cristalizado en el sistema cúbico, las mejores muestras vienen de Traversela, en el Piamonte, y de Wonnak, en el Wermeland. Va acompañado de cuarzo, arcilla, hornblenda, clorita, epidota, granate y alguna vez espato de Islandia.
Es un excelente mineral, que da aceros incomparables; se encuentra principalmente en Suecia, en el Ural, en Argelia y en los Estados Unidos.
Suecia está á la cabeza de la producción, pues en 1888 suministró 956.000 toneladas, que se descomponen así: '
260.000 para la provincia de Kopparberg. 250.000 para la provincia de Westmanland. 290.000 para la provincia de OErebro. 120.000 para la provincia de Wermland.

— 43 —
Argelia, en los alrededores de Bona, en Mokta y Hadid, suministró una magnetita mezclada con sesquióxido. La totalidad de la producción era en 1888 de 384.000 toueladas.
Oerdeña suministró en San León y Zuglesia la magnetita traída á Francia de San Esteban y G-ivors.
Alemania no produjo en 1888 más que 20.000 toneladas» procedentes de Erzgobirge, del Bosque Negro, etc.
Austria cuenta con una producción todavía menor, mientras qué España posee por el contrario yacimientos importantes en Murcia, Málaga y G-ibraltar.
Rusia tiene yacimientos de una importancia comparable á la de los yacimientos suecos. Las minas de Ural, Wisokaja, Gora y Blagodat Gora dieron en "1888 nna producción de 650.000 toneladas.
Los Estados Unidos y la América del Norte poseen, en fin, tres enormes yacimientos: el primero, en el estado de Nueva York, ha producido en 1888 996.000 toneladas; el segundo» en Nueva Jersey, con una producción de 445.000 toneladas, y, por último, el tercero en Pensilvauia, que da actualmente 735.000 toneladas.
La ^producción completa se eleva de este modo á 2.241.000 toneladas.
Dos minerales .se aproximan singularmente á la magnetita, la cromita y la frariklinüa. Sus fórmulas son las siguientes:
Para la franklinita variable de.
5 (ZnFe)30*, 2 Fe F-i, M L V O 1
á 8 (ZnFe)'O*, iFeO*, Mn K0 4 .
Para la cromita variable de (FeMg) (Cr 3Al»)0 J
hasta (FéMg) (Cr'Al'Fe^O4,
• ó bien (FeMgCr) (Cr=A12Fe2)04

— 41 —
La franklinita, que se encontró en Nueva Jersey por Fran-klin y Stirling, en razón á su mayor cantidad de cinc se ha explotado ventajosamente, como para la extracción de este cuerpo.
En cuanto á la cromita, que se encuentra en diferentes puntos de la tierra, sirve para la preparación de los compuestos cromados.
El hierro oligisto, llamado también hematites, hierro especular, óxido de hierro rojo, hematites roja, rotheisenerz, etcétera, representa el sesquióxido de hierro anhidro; está formado de cristales romboédricos isomorfos de corindón, de un gris metálico subido, con' frecuencia irisados en la superficie, opacos, de fractura concoidea; alguna vez se presenta en masas compactas, grises ó rojas, granulosas ó laminares; otras veces fibrosas, con tintas negras ó rojas; por último, frecuentemente terreas y coloreadas de rojo más ó menos vivo. En este último caso el cuerpo se designa con el nombre de ocre rojo ó sanguíneo, mezcla de arcilla y sesquióxido de hierro; si la proporción, de arcilla resulta muy grande, llegamos al ocre amarillo.
La forma cristalina pertenece principalmente á las rocas cristalinas. Va asociada por lo general al cuarzo; se encuentra en grandes masas en la isla de Elba, en los montes Urales, en Suecia, en los Vosgos, en Framont, etc.
Las formas amorfas, compactas ó fibrosas, acompañan en los yacimientos al oligisto cristalizado; constituyen masas con gneis ó granito con las calizas de lías en los gres rojos, gres vosgiano, etc.
Por último, se halla la hematites bajo la forma oolítica en Francia cerca de Caen y en Westfalia.
Francia no es más rica en oligisto que en magnetita. Su producción total fué en 1888 de 152.000 toneladas.
Bélgica e 3 algo más rica en la cuenca del Sambre, que con-

— 45 —
tiene mineral oolítico y alcanza una producción de 200.000 toneladas.
Alemania produce por año 75.000 toneladas (en 1888) de un mineral que contiene cuarzo y alúmina, pero que es muy inferior por la presencia de 0,5 por 100 de fósforo.
Italia, con la isla de Elba, suministra un mineral en paji-tas, cuya producción fué en 1887 de 230.000 toneladas.
España es muy rica en hierro oligisto, que expide á Inglaterra, á Bélgica y á Alemania para fabricarlo allí. Citaremos las localidades de Cartagena y Bilbao, donde la producción en 1888 fué de 3.301.000 toneladas (*).
Inglaterra tiene hierro oligisto y hematites en el Nord-Lancashire y el Cumberland, que producen en totalidad unas 2.729.000 toneladas.
Por último, los Estados norteamericanos producen más de 5.000.000 de toneladas en los Estados de Virginia, Alabama y Tenesia.
El óxido de hierro se halla alguna vez asociado al ácido titánico, y existen todos los intermedios con proporciones crecientes de titano entre el hierro oligisto y el hierro lita-nado ó ilmenita isomorfa. Forma entonces un polvo cristalino
I
(') España es, en efecto, mny abundante en minerales de hierro. Muchas provincias del Norte, y además la de Almería, presentan ejemplos marcados de esta riqueza.
Los diferentes óxidos de hierro se encuentran en varias localidades de nuestro país en cantidad suficiente para citarse como criaderos notables.
La hematites roja se halla en las cordilleras Cantábrica y del Guadarrama, en Valencia, Cataluña y Aragón, así como también en Hiende-laencina, Cabo de Gata y otras varias localidades.
La limonita se halla en Somorrostf o (Provincias Vascongadas), Gabá, Barcelona, Monóvar, Herrerías, Ojén (Málaga), Molina de Aragón y otros varios puntos.
El hierro magnético lo hay en El Escorial, Sierra Bermeja, Marbella y Valleareara, en Cataluña (iV. del T.)

— 46 —
negro de hierro, con brillo semimetálico, de una densidad de 4,3 á 4,9.
El óxido férrico hidratado está representado por cierto número de formas mineralógicas; de este modo la getita está asociada á los. otros óxidos en Siegen y en Gornouailles. No contiene más que una molécula de agua; forma pequeñas laminitas, escamosas ó fibrosas, de matices amarillo rojizo ó pardo, negruzco, en costras mamilares de color negro de pez, etcétera.
Los minerales de hierro más esparcidos y abundantes son principalmente las limonitas ó hematites pardas, formadas de óxido férrico hidracado.
Son masas amorfas, fibrosas; es entonces la hematites parda propiamente dicha. Estas masas estalactíticas se encuentran mamilares y en ríñones concrecionados.
Se presentan alguna vez en granos casi esféricos, con frecuencia huecos en el interior; es según el tamaño el mineral pisolitico ó el mineral oolitico. En este último caso,.los granos están con frecuencia soldados y dispuestos en capas estratificadas.
Cuando el óxido férrico está mezclado con proporciones notables de arcilla se tienen las limonitas terrosas, que forman los ocres amarillo, rojo, etc. Son generalmente minerales muy pobres é inexplotables, que forman masas blandas que se parten á la presión, manchando los dedos de un matiz que varía del pardo al amarillo.
Alguna vez se designan con el nombre de mineral de pantanos las masas vitreas ó resinosas formadas por limonitas terreas ricas en fósforo.
Por último, la etites ó piedra de águila forma nodulos de limonita, con una cavidad en la cual un núcleo movible forma una especie de cascabel, y el hierro geódico no es más que un gres ferruginoso.

_ 47 —
Al lado de la limonita debemos citar, sustancias muy próximas, la xantosiderita ó mineral amarillo de hierro, F e 2 0 3 , H 2 0 , y la bauxita,.que no es más que la anterior, en la que un átomo de hierro está reemplazado por un átomo de alúmina.
Las dos son masas rojizas ó amarillentas, amorfas y sólo la primera se explota como mineral de hierro.
Se' encuentran las hematites pardas y las limonitas en el terreno triásico para los yacimientos del G-ard y Ardéche, pero principalmente son los terrenos jurásicos y cretáceos donde se hallan la mayor parte de los yacimientos explo-~ tados.
En Francia, en Semur, en Mazenay y en Ohange, explotados por el Crensot, se encuentran yacimientos que pertenecen á las etapas inferiores del lías; actualmente producen más de 200.000 toneladas. ' El mineral oolítico pertenece á las capas superiores del
lías, en toda la parte Nordeste de Francia, en los alrededores de Longwy, de Hayange, de Ottange, de Pompey y de Frouard. 1
La producción excede de 800.000 á 1.000.000 de toneladas, con un precio de reventa de 3 francos por tonelada.
El lías superior se explota todavía en los Vosgos, la Alta Saona, el Ain, el Isére,. la Meuse, el Aube, el Doubs y los Ardennes.
El hierro pisolítico es de origen terciario, y se explota en Francia en el Oher, el Indre, Oóte-d'Or, el Alto Saona y el Doubs.
Las sales de hierro son en primer término los carbonatas, de los que el más importante es la siderosa ó hierro espático, isomorfo con el espato de Islandia, el carbonato de magnesia y el carbonato manganoso. Así se encuentra en masas cristalinas asociadas en proporciones variables. •

— 48 —
La esferosiderita constituye una variedad nodular ó concrecionada muy compacta.
Cuando contiene un gran exceso de manganeso lleva el nombre de oligonita.
Se encuentra carbonato de hierro amorfo en ríñones ó en capas, llamadas blackband, en los terrenos hullíferos; lleva entonces el nombre de carbonato de hierro litoideo.
La producción total en el mundo ha sido durante el año 1888:
/ Toneladas.
Inglaterra 3.795.000 Alemania l.OSO.000 Austria Hungría 600.000 Estados Unidos 103 000 Erancia 52.000
Citaremos además, como mineral mucho menos importante, la chamoisita, que es un silicato que se encuentra en Cha-moison-en-Valais, notable por su calidad y color gris verdoso, cuya composición es:
Oxido ferroso 60,50 por 100. Sílice 14,30 — Alúmina 7,80 — Agua 17,40 —
La bertierina es un silicato todavía más rico. No hablaremos de los numerosos silicatos que contienen
hierro y que no podrían explotarse, los basaltos, granates, etcétera.
Alguna vez se encuentra el hierro al estado de sulfato; entonces es la mélanteria ó caparrosa verde, soluble en el agua y alterable al aire, y la copiapita de Chile, de color amarillo de limón, etc.

— 49 —
Podemos reunirlos en el siguiente cuadro:
Densidad. Color.
Melantería. , SO»H , 4Fe. . 1,8 á 2 Verde. Oopiapita. . . S 60 3 r ,H' 4Fe'. » Amarillo de limón. Opatelita. . . S 60'MHSFe 6. » Amarillo claro. Fibroferrita.. S W f F ' F e 6 . » Amarillo. Botriógeno (hierro sulfatado
rojoj » Rojo jacinto.
La dialoquita es un fosfosulfato de hierro amarillo, cuya composición es la siguiente:
Acido sulfúrico 15 por 100. Acido fosfórico '. 15 -j-Oxido ferroso 40 — Agua 30 —
Los fosfatos de hierro son bastante numerosos; la vivianita, P 3 0 , 6 H 1 6 F e 3 , de la densidad 2,6, forma masas azules, alguna vez cristalizadas.
Citaremos también la dufrenita, de la densidad 3,3, y las variedades mangapesíferas triplita, trifilina y ckildrenita.
Podemos dar como ejemplo la composición de esta última:
Oxido ferroso. 31 .por 100. Anhidrido fosfórico 29 — Agua 17 — Alúmina . 14 — Oxido manganoso 9 —
Los arseniatos no tienen importancia alguna; sólo pueden indicarse la fármacosiderita y la escorodita.
En resumen, la producción total del mundo puede representarse, según Dammer (Handbuch der Chemischen Technologie), de la siguiente manera:
BILLÓN.—TOMO X X V I I . — 4

— ñO —
P A Í S E S
Gran Bretaña Estados Unidos Alemania con el Luxembuigo.
Francia Rusia Sueeia ' Austria Hungría Argelia Italia Bélgica y Holanda. Cuba Canadá Grecia Suiza.. Asia Australia. Portugal.. Noruega.. . . . . . .
Anos. Toneladas.
1888 14.824.000 1887 11.684.000 1888 10.665.000 1887 6.796.000 1889 2.579.000 1887 1.043.000 1887 903.000 1887 847.000/ 1886 635.000 1887 438.000 1886 209.000 1887 185.000 1885 113.000 1887 78.000 1883 57.000 1886 19.000 1888 16.000 1888 13.000 1883 12.000 1886 200
51.116.200

CAPÍTULO IY
E L H I E K B O D E S D E E L P U N T O D E V I S T A GEOLÓGICO
Podemos preguntarnos cuál es el origen del hierro existente en las entrañas de la tierra, de donde se extrae en cantidades siempre grandes.
Se ha calculado ya desde hace mucho tiempo que la densidad media de la tierra es 5,5, mientras que la de la corteza terrestre propiamente dioha no es más que 2,5 á 2,8; esto indica que el núcleo central es mucho más denso y más compacto, y se ha aceptado la idea de que de esta masa procede la totalidad del hierro terrestre.
Las rocas eruptivas son los detritus de la esfera metálica central de la tierra solidificada, oxigenada y escorificada.
En estas rocas se halla principalmente el hierro al estado de silicatos, los cuales bajo influencias diversas y alguna vez bastante superficiales se transforman en otros cuerpos; así, por ejemplo, el agua cargada de ácido carbónico ha bastado para transformar un silicato de Tiierro en hematites parda.
Al lado de estos yacimientos de origen ígneo encontramos yacimientos de hierro sedimentarios; son particularmente los óxidos y.los carbonates.
En las rocas ígneas pueden distinguirse muchas clases de yacimientos de hierro:
1.° Los lechos de inclusión, debidos á la concentración de la roca en el momento de su cristalización.

2.° Los lechos filones, bajo influencias hidrotermales, con separación de metal de la roca en que estaba engarzado.
3.° Los lechos de sustitución y los de ensanchamiento, cuyos solos nombres indican su modo de formación.
Cada uno de estos yacimientos está formado generalmente del mineral particular que le caracteriza.
l.° Los lechos de hierro en inclusiones están formados principalmente de magnetita, engarzada en diversas rocas. Encontramos ejemplos de esto en los yacimientos de Arendal, en Noruega, TJral, proximidades de Nijni Taguil, Blagodat Gora, etc., y del Piamoute, en Traversela.
Los yacimientos en filones propiamente dichos están separados de los yacimientos de inclusión por los lechos de contacto, que se enlazan con ellos en muchos puntos de vista.
En efecto, en estos últimos, el metal se halla en contacto con la magnetita.
Los principales están en Servia, en Hungría y en el Banat. (Allí no sólo se encuentra la magnetita, sino que la ganga
contiene también una fuerte proporción de granate y el mineral está en contacto con la caliza. Así está formado el yacimiento donde existe alojada la mina Paulus, cerca de Mora-vieza-, en el Banat.
La mina Franciscus, que se halla próxima á ésta, se halla desprovista de caliza.
Por último, la mina Pedro y Pallo, situada también en el Bamit, presenta masas lenticulares de hierro magnético puro.
En el Ural, en la vertiente asiática, hay minas de hierro muy importantes, que se refieren al grupo de que nos ocupamos.
Allí, en los yacimientos de Visokaya Gora, el hierro está en contacto con las sienitas.
En el Piamonte, en Traversela, la masa está formada de magnetita de ganga caliza y cuarzosa; está de tal manera

— 53 —
mezclada con el mineral cúprico, que alguna vez se explota particularmente para este metal.
2.° Los lechos filones son de bastante mayor rareza. Se conocen filones mezclados en las rocas de diabasa ó de
hematites, como en el Hartz; carbonatos incluidos en micas-quistos; por último, filones incluidos en terrenos sedimentarios, por ejemplo, hematites ó carbonato.
En Iron-Mountain se encuentra hierro oligisto, que resulta una melafira porfiroide.
Por último, en los Pirineos, al lado de Canigou, en las bien conocidas minas de Olette, Py, Patera, Fillols, San Esteban y Pomers, hay filones que proceden de los esquistos y calizas; estos filones están formados de carbonato de hierro espático ó de óxidos de hierro, entre los que se halla la hematites parda. Además se encuentra hierro oligisto y hierro magnético. Su mezcla es frecuente y existen todos sus intermedios.
Las minas de Canigou, la mayor parte se han explotado desde la más remota antigüedad. Los antiguos practicaban largas galerías, en forma de canales irregulares, cuyos fragmentos encontramos hasta más de 25 metros de profundidad.
En general, el espesor de la capa actualmente explotada es bastante pequeño, de 5 á 20 metros; esta línea está apenas inclinada, alguna vez enteramente vertical y se compone generalmente de:
Espesor.
Arcilla mezclada con hierro 0,11 metro. Hierro espático y pirita . 0,á0 — Pirita sola muy densa. . 0,30 — Hidrato férrico que contiene la mitad de
m a n g a n e s o . . . . . . ¿ 12,00 —
Según Pnchs y Delaunay ('), á los que nos referimos para
C) Fuchs y Delaunay, Traite des gîtes minéraux et métallifères.— Baudry y comp.a, editores, 1893.

— 54 —
el estudio de estos datos, el precio de coste de la explotación subterránea de Batera, en el Canigou, está representado por las siguientes cifras.
Para una tonelada de mineral crudo:
Derribo 2 á 3,00 francos. Carga y arrastre 0,40 — Aceites y grasas 0,12 — Hierro de las herramientas 0,35 — Madera 0,20 — Varios 0,43 -
Total '3,50 á 4,50 francos.
Amortización del material de mina 0,40 francos. Trabajos preparatorios 0,25 — Transporte exterior 0,40 —
Total 1,05 francos.
Para una tonelada de mineral tostado:
Gastos de derribo 4.67 á 6,00 francos. Amortización 1,56 — Tostación y gastos accesorios. . . . 3,29 á 3,87 — Carga en el ferrocarril de vía es
trecha 0,25 — Transporte de los hornos (1.a- parte) 2,00 á 3,00 — Transbordo al camino de hierro
grande . 0,17 — Transporte (2. a parte) 2,80 —
Total 14,65 á 17,65 francos.
No. están comprendidos los gastos generales. Los yacimientos de Riancé constituyen, masas de filones de
hematites, en los cuales ésta se sustituye alguna vez en las ca- ' lizas liásicas.
Aquí todavía las explotaciones son muy antiguas. El mineral, distribuido con mucha irregularidad, parece

— 55 —
formar tres especies de columnas, que se dirigen hacia el interior de la tierra.
Estas columnas forman como una serie de gruesas lentí-culas, unidas por delgados filetes de mineral.
El mineral es compacto, cristalizado y granoso. Alguna vez se encuentra mezclado con él una especie de
carbonato llamado negro, fácilmente transformable en óxido rojo, ligeramente hidratado.
Desde el punto de vista de la extracción, se reconocen en esta región: las minas fuertes ó minas gruesas, las minas negras y las minas pobres.
En las primeras se encuentra principalmente la hematites. En las segundas se halla el hierro espático. En las últimas, detritus de mineral rico muy mezclado. Se encuentran también en España, en las provincias de
Almería y Murcia, yacimientos de hierro que se asemejan .mucho á los de los Pirineos.
Se hallan, ya en los esquistos, ya en las calizas; se les reconoce y se han descubierto fácilmente, porque una parte de mineral viene á la superficie y puede así indicar en qué sitio debe practicarse la mina.
El producto de estos yacimientos es un hierro hidratado, blanco, rojo pardusco. Alguna vez contiene cierta cantidad de manganeso (1 á 6 por 100).
La ganga es esquistosa; á medida que se desciende en profundidad se hace más espesa y su contenido menos considerable, hasta que ya no se encuentra ^hierro en el espesor de los esquistos.
En resumen, se está allí en presencia de la hematites filtrada en venas y en placas en el esquisto, alguna vez en pequeñas masas en la caliza.
Es raro, aunque sucede alguna vez, encontrar hierro espático en el interior.

— 56 — '
En el Isére, cerca de Allevard y de Vizille, hay minerales de hierro contenidos en la siderosa.
En general es el carbonato de hierro mezclado con hierro espático. Alguna vez se puede eocontrar al mismo tiempo un poco de blenda, pirita de cobre y galena.
3.° Los lechos de sustitución y ensanche y los sedimentarios se encuentran con frecuencia en los depósitos marinos ó lacustres.
Existen allí, ya por la acción del agua acida sobre las calizas) ya por la filtración de estas, aguas en la superficie del terreno.
Estos lechos se hallan con frecuencia al estado de granos de hematites y se ven en todas las capas de los terrenos formados.
Son muy abundantes en Suecia y Noruega. En los terrenos primitivos, que están todos más ó menos
metamorfizndos, no siempre se encuentra hematites, sino más bien hierro oligisto y magnetita.
Se admite también que cuando el hierro se encuentra en el fondo de los pantanos cenagosos se halla transformado y precipitado bajo la forma de carbonato; se encuentra asimismo formado en diferentes sitios de la Silesia, de Inglaterra y en Francia, en el departamento del G-ard.
Además de la formación de que hablamos hay otras mucho más complejas y cuyo origen es con frecuencia difícil demostrar.
Son capas que después que l'ega el hierro á su nivel se han triturado y mezclado, y es casi imposible descubrir la procedencia de los elementos.
Sin entrar en las teorías más ó menos admitidas, nos contentaremos, pues, con estudiar las capas que contienen hierro dispuesto de este modo, fundándonos en ejemplos bien conocidos.

— 57 -
E n el laurentiano se e n c u e n t r a n m a s a s estrat i f icadas de
m a g n e t i t a y h i e r r o o l i g i s t o .
S e h a l l a n p a r t i c u l a r m e n t e en los E s t a d o s U n i d o s , en
N u e v a Y o r k , P e n s i l v a n i a ( O o r n w a l l ) y N u e v a J e r s e y .
A l g u n a v e z la m a g n e t i t a está i n c r u s t a d a en masas de
sienita , ó b i e n se h a l l a a l r e d e d o r de la p i r i t a de h i e r r o y l a
c h a l c o p i r i t a , ó, p o r ú l t i m o , gneis m e z c l a d o con s i e n i t a .
E l laurentiano y e l huroniano t i e n e n t a m b i é n c r i a d e r o s de
hierro en S u e c i a y N o r u e g a .
S o n m a s a s c o r t a d a s de m a g n e t i t a y de hierro o l i g i s t o ; se
e n c u e n t r a en m e d i o del m i c a s q u i s t o gneis c u a r z o s o y feldes-
p á t i c o ; a l g u n a vez hay t a m b i é n en los a lrededores h o r n b l e n d a ,
a m i a n t o , t a l c o , e p i d o t a , s e r p e n t i n a , g r a n a t e , e t c .
E s t o s m i n e r a l e s se e x p l o t a n c o n é x i t o en el país m i s m o ;
c o n t i e n e n en g e n e r a l 4 0 á 5 0 p o r 1 0 0 ' d e hierro p u r o , pero
por otra p a r t e se e m p l e a n sólo h a s t a que t ienen u n a r i q u e z a
de 20 por LOO.
E s t o s minerales n o c o n t i e n e n fósforo, todo lo m á s 3/1000
por 1 0 0 ; p e r o a l g u n a v e z e s t á n m e z c l a d o s c o n un puco d e
m a n g a n e s o , c u y a c o n d i c i ó n hace que sean m u y b u s c a d o s p a r a
l a fabr icac ión de los a c e r o s .
E n t r e todos los e jemplares procedentes de las m i n a s d e
Suecia , d a r e m o s c o m o e jemplo e l anál is is de u n m i n e r a l p r o
cedente de G r o e n d a l :
Oxídulo de hierro 64,00 por 100. Sílice 19,00 — Cal.. 9,00 — Magnesia 5,00 — Oxido de hierro 2,00 — Azufre 0,50 — Alúmina.".. . 0,15 — Protóxido de manganeso 0,35 —
P o r ú l t i m o , cerca del L a g o S u p e r i o r , en los E s t a d o s U n i

dos, hay capas de hematites roja situadas, ya en las cuarcitas, ya en las filadas huronianas; las capas huronianas comprenden las cuarcitas, cloritosquitas muy estratificadas.
La hematites que se explota á cielo abierto se funda sobre estas capas; es muy compacta, con frecuencia granosa y aun cristalizada.
En Mokta-el-Hadid, no lejos de Bona (Argelia), en el departamento de Oonstantina, se encuentran muchas capas y masas de magnetita y de hierro oligisto.
Estas capas están en relación con gneis hojosos, esquistos micáceos y mezclados con un poco de granate; por último, gneis esquistosos y glandnlosos, que contienen mica negra y mica blanca.
El mineral de hierro es aquí un yacimiento de sustitución; en efecto, toma el sitio de las calizas que le rodean, hallándose, ya en la parte superior, ya á un lado, ya en la parte inferior.
Allí el hierro se encuentra bajo ¡a forma de masas lenticulares, interpuestas aquí y allí, en medio de las capas de que acabamos de hablar.
Algunas piritas de hierro se encuentran también en estos lechos y se explotan con éxito'.
Por último, en Portugal, en Santiago, se han descubierto masas de oligisto y magnetita que comunican con la caliza primitiva.
Estas masas están contenidas en una ganga calcárea y cuarzosa, combinada con silicatos y cloritas.
En el cambriano no se encuentran, por decirlo así, minerales de hierro.
Se cita, sin embargo, pero como curiosidad, .una masa en las capas de fauna primordial, cuya masa está situada en la provincia de Asturias.
En el siluriano, el hierro es, por el contrario, bastante

— 5U —
frecuente. Entre los lechos más importautes citaremos los de Segré, Saint-ftemy, Krivoiroy, Bohemia y Oerdeña.
En Ségré tenemos una mezcla de oligisto y magnetita en las cuarcitas silurianas; forma gran número de capas, constituidas por hidrato de hierro y hierro oligisto, cuya composición es próximamente:
Oxido de hierro. . . . - Sílice ' . . . . Alúmina. . Cal.. Acidó fosfórico.. . . . Magnesia Acido titánico Pérdida en el análisis,
En Saint-Remy, en Calvados, se encuentran también estrechas capas de hematites mezcladas con un poco de fósforo; desgraciadamente, falcando por completo el manganeso, no pueden tostarse y fundirse sino mezcladas con otras que reúnan las condiciones de que están desprovistas.
En Rusia, en Krivoi-Rog, hay importantes minerales de hierro. Son pajitas de hierro oligisto, ó bien de hematites roja, que forman rocas, y también la magnetita.
Su ganga es siempre muy cuarzosa; se le asigna una composición que se aproxima á ésta:
Hierro •. 66,00 por 100. Sílice ' '10,00 — Alúmina 3,00 — Fósforo 1,50 — Azufre. 0,50 —
»
En Bohemia, no lejos de Praga, se han encontrado capas regulares de mineral de hierro colocadas sobre esquistos revueltos,
77,00 por 100 . 16,00 —
2 ,00 — 1,00 — 1.50 -0,50 — 0;50 — 1,50 —

— 60 —
Por último, en San León, en la Cerdefia, existe una capa de hidrato de hierro cubierta por un banco de granate; su valor es próximamente de 50 á 55 por 100.
En el devoniano no se conocen yacimientos de hierro que tengan verdadera importancia.
Sin embargo, hay en Estiria calizas impregnadas muy irregularmente de hierro.
Alguna vez se halla el mineral en forma de lentejuelas de siderosa, envueltas*en la misma caliza en el interior de las capas de esquisto.
En el Harz, en Elbingerode, se conocen masas de hematites roja bastante importantes y muy ricas en fósiles.
En el carlonifero y el hullero se presenta el hierro bajo muchas formas; bien son masas sustituidas ó también lentejuelas de esferosiderita, desparramadas aquí y allí en los esquistos.
Estando próximos á la hulla, han sido muy explotados estos yacimientos y han producido grandes riquezas; tales son el blaclchand de Escocia, la hematites de Cumberland y el roheneiseosheim de Westfalia.
Se ha encontrado alguna vez que proceden del granito y en sitios muy profundos.
Se les atribuye esta fórmula:
Fe a03 90,00 por 100. SiO2.'. 7,00 — CO=,HO.. . . < . 2,00 — CaO 0,50 — ATO 2 0,50 —
Contienen, pues, próximamente de 60 á 65,por 100 de hierro.
En el permiano, el hierro ha llegado á colorear de rojo todo un piso formado de gres.

— 61 —
Se encuentra en capas arcillosas de unos 20 metros de espesor. La dolomía contiene de él importantes yacimientos.
En el trias se halla el hierro, sobre todo en el gres abigarrado, donde se explota con éxito, principalmente en Silesia.
Se encuentran cantidades considerables de él en el G-ard y el Ardéche; se halla allí el hierro en la dolomía; la riqueza del mineral en hierro es de 40 á 4 5 por 1 0 0 .
Se encuentra también en el Ardéche un poco de carbonato de hierro sin alterar, que suministra elementos análogos á las piedras.de águila cuaternarias.
El hetangiano, piso de calizas de lumaquelas, produce una capa de mineral de hierro que en Borgoña puede llegar á un espesor de 1 metro á 1 , 5 0 .
Esta capa se ha explotado por las fábricas del Creusot, y se ha encontrado que contiene próximamente 30 á 4 0 por 1 0 0 de hierro.
En el sinemuriano se han encontrado en Alemania lechos importantes de hematites parda oolítica, cuyo espesor puede alcanzar á 1 5 metros.
Por último, en el toarciano se hallan los más importantes minerales de hierro que hay en Francia.
Están situados en la frontera de Alsacia-Lorena; se encuentran también en el Cleveland y en Alemania.
Los primeros, los de Alsacia, se han explotado desde los primeros-siglos-de la Era Cristiana, y se han encontrado por decirlo así y descubierto de nuevo á mediados del siglo XIX.
El mineral está constituido por una mezcla de silicatos y silicoaluminatos de hierro, todo ello mezclado con una papilla de arcilla y caliza que contenía oolitas en gran número.
La proporción de hierro es- de 3 5 á 4 0 por 1 0 0 ; el mineral contiene un poco de fósforo, 1 por 100 próximamente.
En el bajociano se encuentra alguna vez una oolita ferru- t

— 62 —
ginosa en la base del terreno, mezclada con silicato de hierro. Estas capas se hallan de un modo manifiesto en el Jura.
En el calloviano se conocen bancos ferruginosos que alternan con margas esquistosas.
El mineral está formado, por debajo de la capa oolítica, de una capa de óxido rojo de 6 á 8 metros de espesor, que es la más rica.
En el oxfordiano existe, cerca del G-ard, un aglomerado de hematites lenticular roja, que se encuentra igualmente en los alrededores de Chátillon-sur-Seine.
En el cretáceo hay calizas ferruginosas con hidratos de hierro más profundos.
En la misma región se ha encontrado la presencia de minerales, de hierro granulado, llamados minerales milioliticos y grupos de hierro geódicos, que proceden acaso de la dislocación de las capas neocomianas.
Estos minerales se encuentran en los Cárpatos y en Francia en el Alto Marne.
En Bilbao se hallan, pertenecientes á la' misma época, grupos de hematites envueltos en las calizas turonianas, ó bien extendidos sobre gres abigarrados y margas.
Alguna vez se presenta el mineral con una tinta purpurina muy marcada y se llama campanil, palabra que equivale á campana por el ruido que causa mediante el choque de lús pedazos de mineral unos con otros, cuyo ruido es característico y bastante fuerte.
Se conocen todavía la vena y el rubio, rojo sombra y amarillento, más ricos en hierro y cuya explotación se hace difícil á causa de la disposición de la mina.
En el oligoceno se encuentran muy superficialmente masas de hierro granudo, dispuesto en capas de arcilla colocadas sobre calizas de la época jurásica.
Alrededor de las masas se encuentran granos férricos,

— 63 —
rodeados de carbonato de cal cristalizado y que forman de este modo capas de una especie de marga que se llama el castillard, cada vez más rico si se aproxima á la bolsa principal.
Por último, se encuentra alguna vez este hierro granudo formando especie de filones estrangulados, y después abultados en algunos puntos y colocados en grietas calcáreas.
Alguna vez se encuentran masas parecidas en el departamento de Meurthe y Moselle.
Por último, en toda la isk de Elba se conocen capas de hierro oligisto que se refieren á la misma época.
Estos minerales están distribuidos sobre esquistos ó calizas, y alguna vez se refieren á los granitos terciarios y á los pórfidos eocenos, distribuidos convenientemente.
Estos minerales varían en cuanto á calidad; los mejores contienen 60 por 100 de hierro metálico, lo cual constituye un mineral muy rico; así, las minas de la isla de Elba son muy conocidas y explotadas desde la mayor antigüedad: ya las cita Virgilio como muy importantes.
Por último, en la provincia de Oran, cerca de Tafna, hay lentejuelas de hematites que parece pertenecen á la misma época; estas lentejuelas están dispuestas en forma de rosarios, de modo que forman una especie de filón.
La hematites que los forma es de color rojo subido ó azul negruzco, que se pulveriza muy fácilmente; para que sea posible su empleo en Francia, las fábricas francesas exigen minerales en pedazos gruesos.
Por último, en Túnez se explotan lechos análogos cerca de Tabarka, Los minerales allí son ricos: pueden producir hasta 65 por 100 de hierro metálico.
Estos son hematites pardas ó rojas y hierro oligisto micáceo; no contienen fósforo, por decirlo así.
Por último, terminaremos este rápido estudio sobre los

— 64 —
yacimientos del hierro diciendo algunas palabras del hierro extraído de los lagos y pantanos, que se encuentran actualmente sobre todo en Polonia, en Silesia, en Lusace, en el Barat, en Escandinavia, en Jutlandia, en Finlandia y orillas del Donetz.
Éstos minerales pueden alcanzar un espesor de 10 centímetros y habrá que profundizar próximamente 10 metros antes de encontrar su superficie.
Su presencia se indica en el terreno por los manantiales ferruginosos y también por los pantanos y aguas estancadas ferruginosas en mayor ó menor grado.
Se ha observado que siguen el curso de los ríos durante muchos kilómetros; así es que están situadas estas explotaciones en Holanda, Alemania, Eusia y Polonia.

CAPÍTULO Y
E L H I E R R O E N LA I N D U S T R I A
El hierro se presenta en la industria bajo tres diferentes formas, que constituyen por decirlo así tres metales especiales. Estos son: el hierro, el acero y la fundición.
El hierro es el metal puro; posee las propiedades que hemos descrito anteriormente.
Es maleable, sobre todo en caliente; su tenacidad es extrema; su densidad varía de 7 ,6 á 7 , 8 .
El más puro lleva el nombre de hierro dulce, pero aun en este caso contiene todavía una pequeña proporción de carbón. Esta proporción aumenta tanto más cuanto más fusible se hace el hierro y sobre todo más resistente; entonces es el hierro duro.
La proporción de carbono en el hierro puede; elevarse hasta 4/1000 por 100.
Por cima de esto se hallan ya los aceros, aunque esta diferencia no sea esencial; algunos aceros pueden contener una proporción menor de carbón.
El hierro se obtiene, ya al estado pastoso, ya en grandes masas en el estado líquido.
Entonces es el hierro fundido, acero extradulce ó hierro homogéneo.
Los aceros están caracterizados por la propiedad de la templadura; es decir, que pueden adquirir una elasticidad especial por la brusca inmersión en un baño frío cuando están calientes.
BILLÓN.—TOMO XXVII.—5

Los. aceros contienen 0,25 por 100 de carbono hasta 1,5 por 100. Así se obtienen aceros extradulces, aceros dulces, aceros duros, aceros extraduros y aceros silvestres.
Los primeros se designan generalmente con el nombre de hierro fundido. Los últimos no tienen aplicación alguna, y están constituidos por un metal que contiene 2 por 100 de carbono próximamente.
Las fundiciones no tienen maleabilidad alguna; son quebradizas; se funden á 1.200°; son incapaces de soldarse ni de forjarse, pero pueden por el contrario moldearse.
Podemos resumir las propiedades de los tres metales del modo siguiente -. _
Hierro. Proporción de carbono 0,00 á 0,25 por 100. Densidad 7,6 á 7,8. Punto de fusión, maleabilidad, duc
tilidad 1 500 á r.600». El hierro»se suelda y se forja.
Acero. Proporción de carbono 0,25 á 1,50 por 100. Densidad 7,2 á 7,9. Punto de fusión 1.500°.
El acero se forja y se templa.
Fundición. Proporción de carbono.. . . . . . . . 2,50 á 6,00 por 100. Densidad 6,8 á 7,5. Punto de fusión 1.200°. Maleabilidad, ductilidad Nulas.
La fundición se moldea.
Vemos, por consiguiente, la influencia considerable que ejerce en las propiedades del hierro la introducción en la masa de una pequeña cantidad de carbón.
Otro corto número de cuerpos tienen análogas influencias,

— 67 —
Algunos son útiles, otros perjudiciales. Esta acción tiene lugar principalmente en los aceros, que se modifican de un modo extraordinario por la introducción de ciertos metales.
El silicio endurece al acero con menos fuerza que el carbono. Guando se quieren producir aceros siliciados se introduce,
en el metal en fusión ferrosilicio, aleación de silicio y hierro que contiene 8 á 15 por 100 de silicio.
Un acero así preparado disuelve el hidrógeno y el ázoe. Se obtienen aceros muy duros para utensilios con las si
guientes proporciones:
Carbono 1 por 100. Silicio 1 —
El manganeso es un desoxidante, hace el metal particularmente maleable. Auxilia á la templadura, y el metal que ha sido moderadamente endurecido antes lo es mucho después.
Aumenta, por último, la tenacidad, y sus valores son muy variables:
De 0,5 á 1 por 100 no actúa sobre la elasticidad. De 1,5 á 2 por 100 hace el metal muy sensible al templado,
con algunas abolladuras á veces durante la operación. De 8 á 12 por 100 de manganeso se tiene un metal que no
se templa ya, pero que, por el contrario, resulta dulce por esta operación.
El ferromanganeso es muy duro; no se deja limar, sino, por el contrario, se forja y lamina muy bien.
Alguna vez se asocia al manganeso cierta proporción de tungsteno y se obtiene un acero llamado infernal.
Por último, según Kern, cualquier acero, para poderse trabajar, debe contener manganeso.
El aluminio posee casi las mismas propiedades reductores que el manganeso.
A menos de 1 por 100 el aluminio disminuye la fluidez

— 68 —
acero; con una proporción de 1 por 100 aumenta la resistencia á la ruptura; con 5 por 100 ya no tiene maleabilidad.
El cromo endurece los aceros; el máximum de acción se produce principalmente con la proporción de 2 á 2 V2 P o r
100 de cromo. La resistencia resulta entonces considerable. Se hace uso principalmente de aceros cromados para los
muelles, proyectiles de penetración, etc. El níquel disminuye la fragilidad del acero, aumenta el lí
mite de elasticidad y la carga de ruptura. Se han obtenido aceros niquelocromados. suministrando
para la fabricación barras derechas de excelentes resultados. El cobre da resistencia al acero. El tungsteno suministra al metal una dureza incomparable. El molibdeno presenta las mismas propiedades, pero el me
tal obtenido es menos quebradizo. Para la fabricación de ios blindajes se fabrican en el Oreu-
sot aceros que contienen de 0,2 á 0,3 por 100 de cromo y 0,2 á 0,5 por 100 de molibdeno.
Al lado de estos cuerpos hay cierto número de metaloides extraordinariamente perjudiciales á la buena calidad de los hierros, fundiciones y aceros.
El oxígeno oxida el metal y le hace quebradizo, es decir, impropio para el forjado y laminado.
El acero que contiene un poco de óxido de hierro presenta gran número de pajitas. El manganeso y el aluminio tienen la gran ventaja de desoxidar el hierro.
El ázoe juega un papel importante en el trabajo del hierro y vuelve al acero quebradizo; sin embargo, según Premy> es el principal agente de aceración.
La cementación^ no se produce en presencia del carbono químicamente puro; tiene lugar, por el contrario, en presencia de los cuerpos azoados.
EÍ azufre en muy pequeña porción no impide el trabajo

— 69 —
del hierro en frío; desciende el punto de fusión, hace la fundición dura y quebradiza y produce abolladuras. Por último, aun á la dosis de 0,15 por 100 hace el hierro quebradizo.
El fósforo es perjudicialísimo para los aceros que contienen cierta proporción de carbono; les hace extremadamente quebradizos. Es el cuerpo más perjudicial, á causa de las licuaciones que produce en la barra; sin embargo, se pueden obtener alguna vez aceros fosforados regulares, á condición de que el metal esté casi completamente privado de carbono.
Se obtienen en la industria formas variadas del hierro, cada una de las cuales responde á necesidades distintas.
Estudiaremos en este tomo: 1.° Las fundiciones del alto horno. 2.° Las fundiciones de segunda fusión. 3.° El hierro. 4.° Los aceros. Para terminar esta reseña general creemos útil exponer un
cuadro de la producción media del hierro y sus derivados. En 1890, la producción del hierro en los diferentes países
fué la siguiente: Toneladas.
Estados Unidos Gran Bretaña • Alemania con el Luxemburgo. Francia Austria-Hungría Bélgica Rusia Suecia.. España
9.350.000 8.030.000 4.660.000 1.970.000
950.000 790.000 750.000 450.000 180.000 26.000 13.000
Canadá Italia La producción total de los demás países fué
próximamente. 350.000
Lo que da un total para todo el mundo de.. 27.500.000

CAPÍTULO VI
TRATAMIENTO DE LOS MINERALES
La explotación de los minerales de hierro varía mucho Re-gún su naturaleza y la localidad en que se encuentran.
La extracción de los minerales de hierro se hace alguna vez al aire libre, en la superficie del suelo. Es un caso muy raro, en que sólo se emplea el azadón, pala y carro, alguna vez vagonetas en vez de vagones.
Puede asemejarse á los procedimientos primitivos la explotación de los minerales que se hallan en el fondo de los pantanos, que se retinen y se extraen del agua por medio de dragas.
Cuando el mineral se encuentra en cuencas ó en bolsas se extrae por medio de simples cabrias á brazo, por tracción animal ó mecánica.
La explotación subterránea se hace por medio de excavaciones y galerías.
Los minerales en forma de rocas, masas ó filones necesitan naturalmente una explotación más costosa que los minerales pulverulentos ó en granos, pero en cambio su pieparación es mucho más fácil.
El mineral va siempre asociado á materias extrañas que le impurifican, la ganga, que es necesario separarle.
Un primer apartado se hace en el sitio mismo de la explotación. De este modo se separa el mineral en grueso y en pequeño; el grueso se somete de consiguiente al primer que-

— 71 —
brantado, que le divide en fragmentos de 10 á 15 centímetros próximamente. El mineral así preparado se somete al schei-dage, nuevo quebrantamiento que efectúan mujeres y niños, y á un apartado que le divide en:
1.° Mineral bueno para tratar. 2.° Mineral mezclado grueso para triturar, en el que es fácil
de separar lo impuro. 3.° Mineral fino mezclado para triturar, en el cual, por el
contrario, la ganga y el mineral están'íntimamente asociados. 4.° Lo inútil, que se arroja.
Mg. 2.—Lavador de corriente de agua ascendente.
Esta operación da, pues, por resultado enriquecer considerablemente al mineral.
Se procede entonces á la limpieza ó elección de los minerales. Basta un lavado para separar al mineral en granos de su ganga, frecuentemente ligera y arenosa.
El lavado se efectúa en este caso en cubas colocadas en planchas de fundición de vertiente inclinada. Puede también hacerse uso de aparatos clasificadores, qne estudiaremos más adelante.
Cuando .los minerales están en pedazos de grosor mediano, aglomerados por arcilla ó tierras grasas, se limpian haciéndoles pasar, ya á cajas metálicas de fondo perforado que se agi-

tan con la mano mientras se hace pasar por ellas ima corriente de agua, ya á los batanes, especie de artesas cilindricas donde se mueven por medio de paletas mecánicas por un árbol horizontal, ya sobre todo por medio de aparatos desfangadores llamados trommels. Estos están formados por tambores de palastro que giran alrededor de su eje, mientras que láminas metálicas fijas colocadas en su interior dividen el .mineral en presencia del agua.
Fig. 3.—Trommel ó aparato desfangador.
Si los fragmentos son demasiado gruesos ó bien si afectan formas irregulares, si son detritus agujereados por ejemplo ó fragmentos cavernosos, se debe proceder á las operaciones del lavado y machacado ó trituración. En el primer caso se hace uso de pilones llamados mazos, en el segundo se emplean cilindros trituradores.
El pilón está formado por un cilindro de madera ó un vastago de hierro llamado flecha, terminado en su parte inferior por una pesada zapatilla de fundición; una concita levanta el pilón y le deja caer sobre el suelo de una artesa que contiene el mineral, donde circula constantemente una corriente de agua bastante rápida. (
Las porciones pulverizadas se arrastran en estas condiciones.

— 73 —
El peso de un pilón es variable, 50 á 250 kilogramos, al mismo tiempo que su altura de caída es de 10 á 30 centímetros. Esta altura debe ser tanto menor cuanto quiera obtenerse una pulverización más perfecta.
Fig. 4.—Pilón.
Una batería de pilones comprende generalmente 3 á 5 asociados en la misma artesa. Su suelo está alguna vez formado por una placa de fundición de 10 á 12 centímetros de espesor, pero con frecuencia se prepara amontonando á una altura

— 74 —
de 40 á 50 centímetros cascote por medio de los mismos pilones en un revestimiento de manipostería.
El agua sale de la artesa arrastrando el mineral triturado, ya pasando á través de una rejilla cuyas mallas tengan la dimensión suficiente para el grosor del mineral, ya distribuyéndolo por cima de una pared menos elevada que las demás.
Se proyecta el mineral en la artesa por medio de una pala o se alimenta automáticamente el aparato mediante tolvas. El mineral sale de la tolva por un plano inclinado que llega hasta la artesa. Este plano está provisto de un reborde en su parte inferior, cuyo reborde impide la salida continua del mineral; además se mantiene en equilibrio en su parte media por un sostén especial. Cuando la capa del mineral disminuye en la artesa, el pilón desciende y viene entonces á chocar en cada caída con un' tambor, estando el plano en equilibrio. Entonces caen algunos fragmentos del mineral y el pilón vuelve á subir. Por este plano es como llega el agua á la artesa.
Podemos, por último, resumir en el siguiente cuadro las constantes de un pilón mediano:
Peso 125 kgrs. Número de golpes por minuto 60 Altura de la caída : 20 cm.
Cantidad de mineral duro pulverizado en veinticuatro horas:
Para un grueso de 2 mm 0,80 m3. Para un grueso de 1 mm 0,40 m5. Para un grueso de '/a m m ,25 m 3. Puerza necesaria 1 caballo de vapor.
Los cilindros trituradores están formados de dos cilindros del mismo diámetro, de superficie muy resistente, que giran

— 7 5 —
alrededor de u n eje h o r i z o n t a l , d i r i g i e n d o el u n o el m o v i
m i e n t o del o tro p o r r u e d a s de e n g r a n a j e .
E l m i n e r a l se api la e n u n a t o l v a q u e supera los c i l i n d r o s .
E l d i á m e t r o de los c i l i n d r o s d e b e ser p r o p o r c i o n a d o á su
separación, y p o r c o n s i g u i e n t e á la d i m e n s i ó n de los f r a g
m e n t o s q u e p r o d u c e n . L a s d i m e n s i o n e s de los c i l i n d r o s t r i t u
radores p u e d e n resumirse del m o d o s i g u i e n t e :
Diámetro 0 , 3 5 — 1 m. Longitud 0 , 2 5 — 1 m. Velocidad en la circunferencia 0 , 3 0 — 1 m.
Fig. 5.—Cilindros trituradores.
P a r a u n a l o n g i t u d de 30 c e n t í m e t r o s y u n a v e l o c i d a d d e
30 c e n t í m e t r o s , la p r o d u c c i ó n de u n p a r de c i l i n d r o s será e n
u n a hora de i h e c t o l i t r o s de m i n e r a l , p a s a n d o de u n d i á m e
tro de 5 c e n t í m e t r o s á u n d i á m e t r o de i m i l í m e t r o s . •
R e c o r d a r e m o s que p u e d e n superponerse m u c h o s pares de
c i l indros , t e n i e n d o los m á s b a j o s u n a s e p a r a c i ó n b a f t a n t e
grande , d i v i d i e n d o el m i n e r a l q u e pasa e n t o n c e s d i r e c t a m e n t e
á los c i l i n d r o s in fer iores . E n este caso se e m p l e a n á m e n u d o
como c i l indros d e v a s t a d o r e s super iores c i l i n d r o s a c a n a l a d o s .

— 76 —
Cuando el mineral está íntimamente mezclado con la ganga se tritura en un aparato especial llamado concuasador americano, formado por una placa de fundición móvil, puesta en movimiento por una palanca excéntrica ó un árbol acodado que le aproxima ó separa de una placa de fundición análoga, pero fija.
El mineral que pasa á esta especie de máquina se tritura finamente y cae entonces en la parte inferior.
Alguna vez se emplean para triturar los minerales de hierro muelas verticales que giran en una artesa cilindrica.
Entonces es necesario separar la ganga del mineral propiamente dicho y clasificar los minerales según el tamaño de los pedazos.
Los fragmentos obtenidos en la trituración se echan en cribas, formadas por telas metálicas ó barras entrecruzadas, cuya separación determina el tamaño de los pedazos.
Las cribas pueden estar fijas é inclinadas de tal modo que el mineral que las atraviesa ruede en su superficie y caiga hacia fuera; pueden ser movibles, suspendidas por cadenas ó resortes, de tal manera que una máquina especial imprima repetidas sacudidas que activen el laminado del mineral.
Con frecuencia se superponen muchas cribas á fin de clasificar metódicamente los pedazos por su tamaño.
Los aparatos giratorios llamados trommels ó clasificadores mecánicos, se emplean de preferencia. Están fundados en el principio de las cribas de molinero. Su órgano fundamental es un cilindro ó un tronco de cono de palastro perforado, dotado.de un movimiento de rotación continuo alrededor de su eje, estando éste ligeramente inclinado sobre Ja horizontal.
Llega el mineral á la parte superior al mismo tiempo que una corriente de agua. Gracias al movimiento de rotación, los pedazos son arrastrados á la parte inferior y pasan de este modo ante los orificios de la tela, cuyos orificios crecen á

— 77 —
medida que se desciende; los pedazos más gruesos caen hacía fuera ó en el segundo trommel, que los clasifica de nuevo.
La separación del mineral y su ganga se verifica fundándose en las diferencias de densidad. Podemos recordar en el siguiente cuadro, ideado por Lalande las dimensiones délos principales elementos que pueden encontrarse en un mineral:
Oro más ó menos argentífero.. . 12 á 20 Mercurio 13,6 Plata. . 10,4 Cobre 8,4 á 9 Galena 7.5 Argirosa (sulfuro de plata) 6,9 á 7,2 -Volfram 7,1 á 7,3 Casiterita 6,8 á 7,1 Cinabrio 6,8 á 8,2 Mispíquel 6 á 6,2 Argiritrosa ó plata roja 5,5 Pirita 5 á 5,2 Cobre gris . 5 á 5,1 Filipsita 4,9 á 5,1 Magnetita 4,8 á 5,2 Bstibina. .' 4,6 Baritina 4,3 á 4,7 Chalcopirita 4,1 á 4,3 Blenda .' 4,1 Siderosa 3,6 á 3,9 Calamina .3,3 á 3,6 Fluorina 3,1 Calcita 2,6 á 3,0 Feldespato . . . 2,5 á 8,9 Cuarzo 2,5 á 2,7 Yeso 2,2 á 2,4
Se hace entonces que caigan los minerales que se van á clasificar en una masa de agua. Si los pedazos son rigurosa-
(') Wurtz, Dictionnaire de Chimie.

— 78 —
mente de la misma talla, la velocidad de su caída está en razón inversa de su densidad. Si no es así, siendo muy variable la forma de los fragmantos, hay necesidad de que intervenga otro factor.
En algunos aparatos se hace caer el mineral á un líquido animado de un movimiento ascensional.
El llamado sptiz latten es un aparato formado por una serie de canales encajados unos en otros, unos inclinados de abajo arriba y otros de arriba abajo. En sus puntos de reunión inferior presentan orificios de evacuación; recorre los canales una corriente de agua, que sube por consiguiente por unos y baja por otros.
El diámetro de los canales va aumentando de tal modo que la velocidad de la corriente de agua va disminuyendo. El mineral se arrastra por la corriente de agua tanto más lejos cuanto es más rápida. El aparato spits luüen tiene el inconveniente de gastar mucha, agua. /
Alguna vez se hace uso de una caja cuadrangular, que afecta la forma de un tronco de pirámide que descansa sobre la pequeña base. Una corriente de agua que llega por la parte inferior de la caja determina una corriente de agua ascensional que levanta las porciones más ligeras.
La corriente de agua puede ser horizontal. Se hace uso entonces de regueras de 25 centímetros y más de anchura, atravesadas por una rápida corriente de agua; los fragmentos de mineral son arrastrados á una distancia tanto mayor cuanto son más ligeros.
Existen todavía muchos aparatos clasificadores, de que hablaremos detalladamente con motivo de la metalurgia de los demás metales, porque la clasificación no tiene para el hierro gran importancia. Remitimos, pues, al lector, para más detalles, á los siguientes volúmenes de nuestra Enciclopedia.
El tratamiento preliminar de los minerales de hierro debe

— 79 —
completarse á menudo por una tostación en el caso de los minerales sulfurados ó arseniados, carbonatados ó simplemente muy hidratados. Se elimina de este modo vapor de agua, ácido carbónico (anhidrido), azufre, arsénico, etc., y el producto de la tostación es sesquióxido de hierro. Además, esta tostación, disgregando la materia, facilita la pulverización de los minerales duros y la hace mucho más económica.
La tostación puede hacerse de tres modos distintos: 1.° La tostación en montones al aire libre. Se dispone sobre
un área empedrada, colocada entre cuatro paredes de altura variable de 2 á 4 metros, una capa de leña menuda; por cima se coloca otra capa de mineral, y así se continúa alternando sin cesar mineral y combustible.
El mineral tostado se extrae por medio de aberturas practicadas en la base.
La cocción y tostación en estas condiciones dejan con frecuencia mucho que desear. Muchos pedazos tostados imperfectamente, llamados sapos, necesitan con frecuencia una segunda operación.
2.° La tostación en homo de cuba se hace en hornos análogos á los hornos de cal, en los que se coloca la mitad de mineral y de combustible por capas sucesivas y superpuestas.
La operación rara vez es completa, pero tiene la ventaja de ser allí ,1a calcinación uniforme.
3." La tostación en homo de reverbero es mucho mejor. Produce una tostación tan perfecta, que puede servir aun para los más pequeños fragmentos.
Alguna vez se reemplaza la tostación en los minerales que no lo necesitan por una exposición más ó menos prolongada al aire.

CAPÍTULO VII
MATERIALES DE CONSTRUCCIÓN DE LOS HORNOS
Antes de abordar el estudio del alto horno nos parece indispensable tratar en particular la composición de las materias refractarias cuyo empleo es casi único en toda fábrica, puesto que estas materias se emplean, no sólo en la construcción de los altos hornos y crisoles, sino también en todos los aparatos que les rodean.
La piedra refractaria se extrae en primer término de las canteras de Anjou y el Maine, después de Bélgica ó Inglaterra.
La piedra refractaria es de gres hullífero, de color grisáceo, de granos finos y bastante regular.
Conviene, sin embargo, no explotarla en gruesos bloques, porque éstos no son siempre perfectamente homogéneos y se pierden grandes porciones de ellos tallándolos, por ejemplo, por socavaciones.
Estos crisoles tienen una duración máxima de dos años. Durante mucho tiempo se han empleado las piedras de
Huy, que son pudingas aglomeradas que contienen cuarzo y esquisto micáceo; pero esta composición, complicada por sí misma, las hace inaptas para losusos de que hablamos, porque estas piedras se disgregan cen la mayor rapidez.
Las piedras del Creusot, que son gres triásico, se aprecian bastante. Se emplean en las fábricas mismas del Creusot, en Givors, Commentry y Marquise para el montado de los crisoles.

El precio de la piedra refractaria conducida al sitio en que debe usarse es muy variable, según la proximidad de las canteras á la fábrica; sin embargo, puede darse como término medio el precio de 50 á 60 francos los 1.000 kilogramos.
La fabricación de los ladrillos refractarios es bastante delicada. Con frecuencia se emplea para esto arena cuarzosa fina, que se encuentra en muchas partes, de Francia, sobre todo en los alrededores de las explotaciones de arcilla.
Los mejores ladrillos contienen próximamente:
Sílice 60 á 65 por 100. Alúmina. 25 á 35 —
La pasta de ladrillos comprende en general: detritus refractarios triturados, arcilla refractaria, cuarzo calcinado y triturado y arena silicea.
Esta última materia se reemplaza alguna vez por guijarros pulverizados y cok igualmente reducido á polvo.
Alguna vez se añade á esta composición tierras especiales, destinadas á dar mayor resistencia á los productos fabricados.
Por ejemplo, se tendrá esta fórmula para los ladrillos de los altos hornos:
Guijarros pulverizados 57 por 100. Tierra de Villera 7 — Ladrillos viejos pnlverizados 36 —
Los ladrillos de fabricación inglesa tienen alguna vez una composición algo distinta de los franceses; contienen óxido férrico y álcalis en mayor cantidad. _
He aquí la composición de los ladrillos de Stourbridge, que son los más apreciados:
Sílice. . 64 por 100, Alúmina . 33 Oxido férrico 2 — Álcalis j . . . . . 1 —
B I L L Ó N . — - T O M O X X V I I . — 6

Desde hace algún tiempo se emplea ya, por otra parte, para la fabricación de los crisoles, el amianto combinado con tierra refractaria y grafito; esta mezcla ha dado siempre resultados excelentes.
Materiales de modelado. — Estos materiales son arenas y tierras, que contienen proporciones definidas de alúmina y sílice.
La primera sirve para darles la consistencia fuerte que es indispensable que tengan.
La sílice es el cuerpo refractario por excelencia. Tierras y arenas deben contener por término medio:
Sílice' • • • . 82,5-por 100. Alúmina í 17,5 —
A estos dos elementos esenciales se unen con frecuencia en muy pequeñas proporciones potasa, cal, magnesia y óxido de hierro. .
La acción ejercida por estos diferentes cuerpos no es suficiente para alterar la calidad de las arenas, en atención á su pequeña cantidad; á pesar de ello, la potasa hace la pasta untuosa y jabonosa y los óxidos metálicos la coloran de matices diversos.
He aquí la composición exacta de una arena de modelado elegida para las pastas delicadas y muy usada en Francia:
Sílice. . 69 por 100.
Pero la composición de estas materias es todavía bastante variable como proporciones y no podemos indicar de un modo más explícito su análisis.
Alúmina. . . . Cal Oxido de hierro. Potasa Agua y pérdidas.
13 2 3 4 9

— 83 —
Para ensayar el valor de una arena ó de una mezcla refractaria se hace con ella un molde, en el cual se vierte la fundición en fusión; si el metal sale á borbotones y arroja burbujas gaseosas, si la superficie no es absolutamente limpia, la mezcla refractaria debe desecharse.
Se repite la experiencia muchas veces, tomando moldes de diferentes tallas y espesores.
Si la mezcla refractaria ha resistido en todas partes se puede emplear sin temor alguno.
Para los moldeados de piezas importantes y de grandes dimensiones es un asunto de interés la porosidad del molde. La mezcla refractaria debe ser muy porosa, á fin de que puedan desprenderse los diferentes gases con facilidad y pronto.
En la arena refractaria,, la mejor es la que presenta al tacto y á la vista granos gruesos muy resistentes; cuanto más elevado sea el punto de fusión del metal que estos contengan, más granuda y refractaria debe ser la arena del molde.
Es necasario siempre evitar con el mayor cuidado emplear, aunque sea en muy pequeñas proporciones, tierras de moldear arcillosas ó grasas.
Una vez secas estas sustancias, se disgregan con- la mayor facilidad.
En resumen, si una arena es suficientemente silícea para no romperse al secarse, bastante arcillosa para comprimirse hasta quedar muy dura, es bastante refractaria y puede servir sin inconveniente alguno para montar piezas y recibir el metal fundido.
Naturalmente, una arena, si es de buenas condiciones, debe poderse emplear sola sin mezcla alguna; tales son las del Alto Marne, la Meuse, Anjou y Bretaña.
Cuando no pueden tenerse materiales de calidad muy superior es necesario que experimenten antes de usarlos ciertos tratamientos que los mejoran.

— 84" —
Así es que las arenas muy blandas, muy arcillosas, exigen cocerse y calcinarse antes de dedicarse al moldeado.
Generalmente no se emplea sólo arena nueva, se mezcla con fuerte proporción de vieja.
Esta última realiza, una economía al fabricante y al mismo tiempo da á la mezcla algunas cualidades adquiridas en sus usos anteriores que la arena nueva no podrá tener.
La arena vieja puede entrar en la mezcla hasta un 70 á 75 por 100 sin inconveniente alguno para el moldeado.
Alguna vez, para ayudar á la limpieza de los objetos moldeados, se mezcla á la pasta del molde cierta proporción de polvo de carbón de madera ó de hulla; al mismo tiempo la porosidad de estas materias facilita el desprendimiento de gases.
A veces se mezclan también las arenas nuevas con estiércol seco de caballo, basura seca ó casca, todo'ello para evitar que los moldes se grieteen ó resquebrajen al secarse.
Además, según los objetos que han de fundirse, debe diferir mucho la mezcla refractaria: para pequeñas piezas, el grano debe ser fino, la arena no demasiado dura; para los objetos grandes, por el contrario, el grano debe ser grueso, con realce y la arena suficientemente compacta,
Las arenas usadas son muy variables; sin embargo, pueden clasificarse en seis grupos distintos, según sus propiedades:
1." Arena de grano grueso, verde y grasa, bastante refractaria.
2.° Arena verde fina, blanda y muy plástica. 3.° Arena verde, un poco grasa y muy silícea. 4.° Arena amarilla fina, untuosa y magra. 5.° Arena roja, de grano grueso, muy refractaria. 6.° Arena de ladrillo, ocrácea, que no puede emplearse sino
después de muchas preparaciones, como el triturado, tamizado, calcinación, etc. ,

— 85 —
La composición media de estas diversas sustancias es próximamente:
Sílice.. . 85 por 100. Alúmina 8 — Arcilla calcárea 5 — Oxido férrico 2 —
En general se emplean mezclas que producen próximamente esta composición con prioridad de una á otra sustancia, según el uso especial á que se destina la mezcla, debiendo las unas ser más plásticas y las otras más secas y duras.
La procedencia de estas diversas arenas es también muy variable; se extraen de Fontenay, Montrouge, Versalles y, por último, de todos los alrededores de Paris.
Es necesario, cuando se han de conservar almacenadas las arenas, procurar protegerlas contra los' ataques de la humedad, la cual las deteriora y hace incómodas de todas suertes.
Para ello se las vuelve á entrar durante algún tiempo, y se colocan bajo un cobertizo cerrado por todas partes.
Las arenas cuestan, por término medio, 6 á 8 francos el metro cúbico, comprendiendo todo; la extracción y la carga solamente cuestan próximamente un franco; el resto constituye los gastos de transporte, descarga, almacenaje, desecado, entretenimiento, etc.
La tierra que se va á moldear debe ser glutinosa y grasa, muy refractaria y bastante porosa, á fin de que no se desparrame durante la salida del líquido en fusión.
Las tierras refractarias más buscadas son las rojas semi-grasas, que se combinan con arenas viejas de moldeados bastante grasos.
Estas tierras deben responder átres especies de condiciones: Si son demasiado grasas hay necesidad de recocerlas, lo
que aumenta considerablemente el precio de coste.

— 86 —
Si son calcáreas, no son bastante consistentes. También sucede que para las arenas se emplean con fre
cuencia mezclas de tierras más bien que una sola especie de ellas. -
Desde hace mucho tiempo se ha establecido en las manufacturas en que se construyen ciertas máquinas la costumbre de triturar la arena y la tierra, que se calcinan y ponen en condición de servir con las mayores ventajas posibles.
Como ya hemos dicho, se emplea ahora para evitar la adherencia de las piezas moldeadas á las paredes polvo de hulla ó de carbón de madera que se llama negro.
En otro tiempo producía la misma fábrica el negro que se necesitaba; ahora es costumbre el tener que adquirirlo.
Para conseguirlo á un precio ventajoso se ha recurrido desgraciadamente con frecuencia á fraudes. Por ejemplo, se expende con el nombre de negro residuos de cribas que han quedado en las hulleras, que se mojan á fin de hacerle más pesado poco antes de entregarlo al comprador.
No todos los carbones convienen para la fabricación de los negros.
Los mejores son las hullas grasas, cortadas con regularidad y que se pulverizan de golpe.
Alguna vez sé emplean también negros compuestos, es decir, formados de muchas capas, una de carbón de .encina, otra de hulla ó de un negro vegetal cualquiera.
El negro de carbón de madera debe obtenerse con carbones de madera blanda, como el álamo, abeto y abedul; su polvo es más impalpable que el que procede de los carbones más duros y secos.
Cuando la calidad de ellos es muy buena, el negro de hulla vale próximamente 75 francos la tonelada y el negro de carbón de madera 200 francos.

— 87 —
Alguna vez, los fundidores trituran por sí mismos los negros que necesitan; la primera materia la suministra entonces el residuo de las tamizaciones sucesivas, verificadas en los diferentes carbones empleados en la fábrica.
Alguna vez, para acompañar los diferentes negros y para los mismos usos que ellos, se emplea el polvo de pizarra muy fino y untuoso, que impide la adherencia á los moldes, cuyo inconveniente hay que temer siempre.
El peso de los negros vegetales varía mucho según el grado de sequedad que se les ha hecho experimentar.
En efecto, para operar la trituración del carbón de madera es necesario humedecerle bastante; por otra parte, absorbe el mismo una gran proporción de agua, lo cual evita el polvo, que constituiría una pérdida.
Pero si la desecación no es perfecta, hay déficit para el comprador; es necesario siempre hacer pasar los negros pulverizados por la estufa antes de emplearlos.
En cuauto al negro mineral, es enteramente inútil; será perjudicial mojarlo antes de la trituración ó durante ella.

C A P Í T U L O V I I I
EL ALTO HORNO
El alto horno está esencialmente formado de un macizo de materiales refractarios que alguna vez se designa con el nombre de rueda ó masa, provisto de una cavidad ó cuerpo, en el que se dispone el material y el combustible.
El cuerpo del horno está formado de do3 troncos de cono de alturas desiguales, unidos por su base ancha. El tronco de cono inferior está, pues, invertido y forma los etalajes. El tronco de cono superior, de una altura generalmente mucho más considerable, se llama cuba; se termina en su parte superior por un orificio, por el cual se vierto en el horno mineral y combustible; es el cargadero.
La circunferencia en que se encuentran la cuba y los etalajes se llama vientre, porque es la parte más ancha del horno.
La parte inferior lleva el nombre de obra; se extiende desde la base inferior de los etalajes hasta el fondo del horno ó suelo del crisol.
Por último, los etalajes y la obra constituyen todo un macizo de mamposteria que viene directamente á aplicarse sobre la cuba.
Las disposiciones de esta fabricación son muy variadas en general; los canales están sólidamente rodeados de una chapa de palastro, fija por sí misma á la cuba mediante las columnas de sostén.
Por otra parte, se practican en la obra orificios destinados

<— 89 —
de un alto horno. Fig. 1.—Tobera y cortaviento.

— 90 — *
á dejar pasar el cañón de chimenea ó- porfcaviento, con una especie de pieza situada en la embocadura del tubo y de un grueso de 21 á 25 centímetros.
El portaviento viene á introducirse en el orificio abierto y más ancho de la tobera.
Próximamente á la mitad de la altura de la obra hay orificios por los que penetran las toberas, conductos por los que se inyecta el viento en el horno. El orificio de una tobera lleva el nombre de nariz ú hocico. Las dos caras de la obra en que están colocadas las toberas se llaman cosieras. Si, por último, el horno no presenta más que una sola tobera, la pared que está enfrente se designa con el nombre de contraviento.
Las toberas pueden ser de todas clases: de serpentines, de pared hueca, etc.
Las toberas de serpentines, llamadas también toberas inglesas, están formadas de un serpentín de hierro forjado, cubierto enteramente y colocado en medio de una gruesa capa de fundición moldeada.
El serpentín es hueco, y debe contener el agua destinada á enfriar la tobera.
Un sistema más sencillo es el que consiste en un simple serpentín, cuyas espiras están en contacto áfin de formar un tubo que llene completamente el espacio.
Las toberas de serpentines de cualquier sistema que sea no se emplean mucho en atención á la facilidad con que se ensucian y la dificultad de su limpieza.
En efecto, por pocas sales que tenga el agua que sirve para el enfriamiento del aparato se depositan en el interior del serpentín, y ya se comprende que la forma de éste se presta muy poco á los diversos procedimientos de limpieza.
Las_ toberas de hierro forjado son más cómodas, pero cuestan caras si quieren tenerse de buena calidad.

— 91 —
En efecto, en otro tiempo se hacían de palastro, pero éste no resiste á la acción del calor. Se fabrican ahora de bronce, ó mejor todavía de cobre rojo, lo 4que permite conservarlas durante mucho tiempo en buen estado.
En general, las toberas son en número de 5 ; sin embargo, se eleva alguna vez este número hasta 7 ú 11, cuando se necesita añadir mucho combustible para producir una combustión viva.
Mg. 8.—Anteorisol.
La parte inferior de los etalajes comprendida entre el suelo y las toberas lleva el nombré de crisol; en esta cavidad es donde se reúne el metalen fusión.
El crisol presenta una parte exterior, que se designa con el nombre de antecrisol.
Está cerrado por una pared inclinada, cubierta de una placa de fundición llamada dama, en la cual caen las escorias.
La pared opuesta á la dama es la llamada rustina. Supuesta la presencia del antecrisol, una parte de la pared del horno descansa sobre esta cavidad, y la cubierta así colocada se de-

— 92 —
signa con el nombre de falsa timpa. La falsa timpa se termina exteriormente por una masa de fundición que la protege contra la llama y que continúa una placa igualmente de fundición, sosteniendo además eu este punto el macizo exterior de la obra.
La masa de fundición es la timpa; la placa que la continúa, el tacret.
Se ba ensayado reemplazar el antecrisol por una disposición distinta, pues se deteriora con la mayor facilidad.
Además, en el sitio en que se trabaja, retardando la corriente de aire, produce un enfriamiento bastante largo.
Ahora se cierra completamente el crisol, no practicando en él más que una abertura especial, destinada á que salga la escoria formada.
Pero él contacto de las escorias en cuestión es muy perjudicial para los materiales refractarios que constituyen los eta-lajes y el mismo crisol. La solidez de estas partes es con frecuencia muy comprometida para las escorias que se hallan á una temperatura muy elevada.
Se ha intentado también enfriar las paredes, á fin de impedir que se funda la escoria y se infiltre en su espesor. Por el contrario, esto permite que se fije allí en parte y se forme lo que se llama un guarnecido, que es una protección para el porvenir.
Para ello se disponen en el espesor de la pared serpentines ó simples enfriadores de fundición de circulación de agua.
Se emplean también depósitos de circulación de agua libre ó planchas de fundición por las que el agua corre siguiendo un camino en forma de hélice; este último sistema es acaso el más cómodo, más práctico y sobre todo más regular; se le puede dirigir á voluntad, deteniendo ó activando la corriente según los casos.
El alto horno está sobrepuesto de una chimenea que se

— 93 —
dispone entonces al niv.el del cargadero, con una abertura llamada puerta ele carga.
La forma del alto horno puede ser más ó menos modificada, y damos á continuación algunos diseños de altos hornos, que indican los diferentes perfiles que pueden presentar.
Fig. 9.—Guarneció"o y circiilaeión de agua fría por las toberas.
La altura de un alto horno es bastante variable, y depende principalmente de la naturaleza de los combustibles.
Para un altó horno de carbón de madera es de 8 á 13 metros.
Para un alto horno de hulla ó antracita.. 13 á 16 — Para un alto horno de cok 16 á 26 — ,

— 94 —
Mg. 10.—Alto horno; corte vertical.
que se inyecta y por la cantidad de metal que se quiere obtener en veinticuatro horas. Una regla dé que no debe pres-cindirse nunca es la relación de. 1/5 que generalmente se es-
Las demás dimensiones se determinan por la calidad del mineral empleado, por la intensidad de la corriente de aire

— 95 —
tablece entre la altura total del alto horno y su diámetro al vientre.
Para fijar las ideas, podemos dar las dimensiones principales de dos altos hornos de carbón de madera y dos altos hornos calentados por medio del cok.
Con estas cifras puede reconstituirse con facilidad el perfil interior de cada aparato.
En los dos altos hornos de cok que señalamos está unida la cuba á los etalajes por una porción cilindrica que mide:
En el horno de Hayange 1,60 metros. En el horno del Creusot 1,25 —
ALTOS HORNOS ALTOS HORNOS D E CAUBÓN D E MADERA DE COK
Horno Horno Horno Horno de de de Hayange del
Bairón. Fraisans. (Ais. Lor.) C r e u s o t .
8,60 m. 11,00 m. 11,82 m. 16,35 m. Distancia del suelo alas toberas. 0,50 B 0,75 B 0,62 B 0,70 B
Distancia de las toberas á los 0,90 B" 0,10 » ; 1,30 » 1,30 B
1,40 » 3,15 » 2,30 B 3,20 B
Altura de los etalajes al carga-5,20 » 7,00 » 7.60 » 11,15 B
•0,45 » 1,00 » 0,60 » 1,30 B
Anchura de las t o b e r a s . . . . 0,50 B 1,25 » 0,65 B 1,75 B
Diámetro en el origen de los 0,55 B 1,25 » 1,00 » 2,15 »
Diámetro del vientre 1,70 B 3,00 » 3.00 » 5,00 B
Diámetro del c a r g a d e r o . . . . 0,55 » 1,75 B 1,20 » 3,00 » 1 2 2 3
Producción de fundición en 24 2.000 k. 4.500 k. 8á 9.000k 25.000 k.

— 96 —
El alto horno debe construirse con el mayor cuidado, en atención á la temperatura que ha de soportar; por eso debe reforzarse de todas las maneras posibles.
La cuba está para ello formada de dos cubiertas superpuestas que no se tocan.
La primera, interior, es una capa refractaria de espesor variable, aproximándose siempre á las siguientes dimensiones:
Está formada de ladrillos refractarios que contienen una fuerte proporción de alúmina del mismo espesor que la pared, de manera que ésta no está formada más que de una capa de ladrillos.
La segunda cubierta, colocada en el exterior de la anterior y separada de ella por un espacio de 10 centímetros próximamente, constituye lo que se llama la camisa; el espacio medio
Fig. 11.—Alto horno; corte horizontal.
En la parte inferior. . . A la altura del vientre. Al nivel del cargadero.
0,80 metro. 0,60 — 0,45 —

— 97 —
Fig. 1S.—Sostén de columnata Fig. 13.—Sostén de columnata sencilla. doble.
En algunos casos la camisa, en lugar de estar simplemente reforzada de hierro, está cubierta por completo de una chapa de palastro.
Alguna vez, sin embargo, se suprime completamente la camisa.
Se rodea de un fuerte círculo la cuba; las hendiduras son B I L L Ó N . — T O M O X X V I I . — 7
está generalmente lleno de cok ó detritus refractarios de cualquier clase.
La camisa está igualmente formada de una sola fila de ladrillos, de ordinario más ligeros que los que sirven para la confección de la misma cuba.

- 98 —
Fig. 14.—Sostén de cuadro.
darse cuenta al primer golpe de vista de los desperfectos que acaban de producirse.
Generalmente está sostenida por pilares aislados, que defienden la parte inferior del alto horno.
Se han abandonado por completo las gruesas mamposte-
entonces más frecuentes. Pero este inconveniente se repara con la facilidad con que pueden remediarse los accidentes que se producen; en efecto, estando la cuba sin cubierta es fácil

— 99 —
rías que rodeaban la parte inferior del aparato, y se han reemplazado por un ligero guarnecido de pilares ó sostenes con columnas de diferentes modelos.
De éstos se conocen tres principales: los sostenes de columnata simple, los sostenes de columnata doble y los sostenes por cuadros.
En los primeros, la cuba y su camisa están sostenidas por una sola fila de columnas, sobre cuyo capitel se ostenta una ancha placa de fundición que sirve de base á toda la mam-postena.
En los sostenes de columnata doble, la cuba y la camisa están sostenidas cada una por una fila de columnas separadas, alguna vez de diferente altura.
Por último, en el tercer género, el sostén por cuadros, están sostenidas la cuba y la camisa por piezas, cuya parte inferior está clavada á una placa de fundición.
Las materias que se introducen en el alto horno por el cargadero son:
£ 1 combustible.
Los combustibles son la parte esencial, sin la que ningún mineral puede ser beneficiado.
Salvo para las operaciones qne se realizan por la acción química pura, la metalurgia necesita siempre el calor.
Estudiemos, pues, los cuerpos que sirven más particularmente para producir la combustión; todo combustible emplea el carbono y el hidrógeno.
Este último cuerpo no existe jamás libre, pero es un combustible por su combinación con el carbono.
En cuanto al carbono, es combustible siempre y bajo todas formas.
La combustión del carbón de madera produce ácido carbónico y agua. Sin embargo, cuando el carbón de madera se

— 100 —
quema al aire libre, no produce llama y su combustión desprende ácido carbónico (anhídrido), que se transforma rápidamente en óxido de carbono.
La madera se quema bien y con una llama más ó menos larga, produciendo carbón de madera.
Las diferentes formas de carbono empleadas como combustible tienen poderes caloríficos distintos, y por regla general cuanto más mezclado ó impuro está el carbono mayor es el número que representa el poder calorífico del cuerpo.
El siguiente cuadro, cuyos números son debidos á Fabre y Silbermann, La.voisier, Dulong y Despretz, da una idea de este poder calorífico:
Calorías.
Diamante ." 7.710,10 Grafito 7.796,60 Carbón de madera en retortas - 8.047,30 Carbón de madera en muelas 7.912,00 Carbón de madera en hornos. 8.080,00
Los diferentes combustibles empleados en las artes industriales, las necesidades domésticas, etc., pueden comprender la madera, la turba, el lignito, la antracita, la hulla, el petróleo, los aceites minerales, las esencias minerales, las materias grasas, los gases combustibles, el óxido de carbono y el hidrógeno; en cuanto á los productos naturales, dan origen á carbones de madera, cok, gas, esencias, residuos de destilación é hidrocarburos.
No haremos más que citar la mayor parte de estos cuerpos, y no, nos detendremos en realidad más que en la madera, la hulla, el cok, la turba y la antracita.
La industria del hierro emplea estos diferentes cuerpos, ya tal como son, ya previantente carbonizados, ya por último al estado gaseoso.

— 101 —
Madera.—Antes de la explotación minera de la hulla en gran escala era la madera el único combustible capaz de emplearse para la fabricación del hierro y la fundición.
Algunas fábricas consideran todavía la madera susceptible de producir mejores fundiciones y superiores aceros á los que suministra la hulla; nosotros somos de este parecer.
Por otra parte, la fundición moldeada comercial no puede obtenerse de buena calidad sino con carbón de madera, á falta de la misma madera.
Garlón de madera.— El carbón de madera puede obtenerse de diferentes modos.
Alguna vez se carboniza la madera en muelas de base rectangular ó circular; este medio, muy primitivo, da carbón de buena calidad, pero no es económico, ó bien se carboniza la madera en hornos cerrados, calentados por muchos hogares (hornos de Violette).
Esta carbonización, tan sencilla como teórica, es muy difícil de practicar. Las muelas exigen mucho cuidado en su construcción y los hornos exigen igualmente mucho en la conducción del fuego.
La madera que se va á carbonizar debe elegirse con gran cuidado, pues el peso, la densidad y la calidad del carbón dependen de ello.
El peso del carbón varía mucho con las esencias de los árboles; así es que:
/ Roble pesa 20 á 22 kilogr. '' \ Haya 24 á 28 — (rftp!" '
El carbón de. . Ojaranzo 21 á 25 — j^í (¡y'-yr I Pinabete. . . . . . . . 19 á 23 — \*\ ¡fyty I Madera blanca 15 á 18 — V.-^V"
Puede darse como término medio del carbón mezclado y hecho en el monte un peso de 22 kilogramos por hectolitro.

Las localidades que más particularmente se ocupan de la fabricación del carbón de madera son los departamentos de Meurthe y Mosela, Ardennes, Meuse y Alto Marne.
Esta fabricación comprende las operaciones siguientes: 1 . a Compra de la hectárea de cortes de madera. 2. a Corte y apartado de la madera. 3 . a Apilamiento de los fragmentos de madera. 4. a Distribución en muelas. 5. a Carbonización propiamente dicha. 6. a Transporte de los carbones. 7.a-Recepción en la fábrica metalúrgica. Estos diferentes trabajos se pagan separadamente á obre
ros especiales; hay obreros cortadores y apiladores, carboneros y obreros que se ocupan del transporte.
Según Guettier ('), estos gastos suben á:
Derribo 6 corte 0,35 franco. Conducción y acarreo 0,50 —
El rendimiento en carbón de la madera varía con su naturaleza y condiciones.
El'siguiente cuadro establece el término de comparación entre las diferentes maderas:
Carbón. Cenizas. Pérdidas.
Roble . 0,24 0,03 0,73 Haya 0,22 0,08 0,70 Ojaranzo 0,18 0,08 .0,76 Olmo 0,19 0,11 0,70 Abedul 0,17 0,11 0,72 Álamo blanco 0,17 0,11 0,72 Chopo 0,15 0,10 0,75 Pinabete 0,19 0,15 0,67
(') Le fondeur en métaux; Bernard, editor.

— 103 —
Turba.—La turba es un combustible de calidad algo inferior, que no conviene á la fusión; no se puede emplear más que para la tostación de los minerales.
Por otra parte, su rendimiento es muy escaso; cuando la carbonización se hace en buenas condiciones, no excede de 30 á 35 por 100.
Sin embargo, se ha podido obtener con la turba de las Ardennes un rendimiento particular elevado, que se descompone del modo siguiente:
Carbono 43 por 100. Materias volátiles 32 — Cenizas 25 —
La turba suministra un carbón ligero y frágil; absorbe fácilmente la humedad, y en este caso se quema difícil mente, mientras que se quema muy bien cuando está seca.
Hulla y cok.—Desde hace un siglo, la producción de la hulla ha aumentado de un modo considerable, y sin embargo, este combustible, dado su consumo siempre creciente en Francia, exige la importación en gran escala.
Francia tiene cuatro grandes centros de criaderos hu-llíferos: el Loire, el Delfinado, el Aveyrón y el Centro.
Desde el punto de vista mineralógico, se divide la hulla producida en tres categorías: la hulla parda, la hulla negra y la hulla iluminante ó antracita.
La segunda de estas tres categorías es casi la única empleada en metalurgia; se subdivide en tres géneros: hulla seca, hulla magra y hulla grasa.
La hulla seca no puede emplearse sola, en atención á la poca consistencia del carbón que produce.
En cuanto á las otras dos especies, su carbonización da combustibles de buena calidad, teniendo sus usos particulares.

La hulla carbonizada se conoce con el nombre de cok, palabra inglesa que significa carbón cocido.
Las hullas grasas son muy productivas; dan alguna vez 80 por 100 de cok esponjoso, mientras que las hullas magras jamás pueden tener un rendimiento superior á 50 por 100.
La cocción de la hulla tiene lugar en general en hornos especiales; sin embargo, alguna vez puede recurrirse á la carbonización en montones ó haces. Esta operación es larga, dura casi treinta y seis horas; pero su coste es por desgracia bastante elevado, pudiendo evaluarse del modo siguiente:
Construcción de las pilas 1,65 francos. Carbonización propiamente dicha 1,00 — Destrucción de las pilas 0,85 — Carga del cok producido 0,40 — Entretenimiento de la herramienta 0,20 —
Por último, se pueden emplear dos especies de hornos para la carbonización de la hulla: 1.°, los hornos franceses; 2.°, los hornos ingleses.
Los hornos franceses son circulares y están provistos de una puerta para la descarga, mientras que la carga tiene lugar por la parte superior. Su precio es próximamente 450 francos.
Los hornos ingleses son elípticos y tienen dos puertas, una para la.carga y otra para la descarga; su precio de coste es más elevado y varía de 600 á 700 francos.
He aquí las dimensiones usadas en estos hornos:
Total para una tonelada. . . . . 4,10 francos.
Horno francés. Horno inglés.
Longitud.. T> Anchura » 2,75
1,75 1,25 0.40
5,00 m
Diámetro interior 2,40 m, Altura de la bóveda . . . . 1,00 Diámetro de la chimenea. . - 0,30

— 105 —
92 por 100. 6 — 2 —
87,50 por 100 4,50 — 7,00 — 1,00 —
Desde hace algún tiempo se han ensayado muchas especies de hornos, acerca de los cuales no podemos detenernos en este sitio. , Nos basta consignar que se ha hecho producir á la hulla un 75 por 100 de su peso de cok.
Además de la carbonización experimenta ahora la hulla otras diversas operaciones, tales como el apartado, lavado, trituración, etc., que se hacen en aparatos especiales.
Para que el cok sea lo mejor posible conviene emplearle después de haber permanecido dos ó más meses en la fábrica. Antes de este tiempo no está suficientemente seco; transcurrido este período se hace más friable, se desmenuza y se tiene una pérdida más ó menos considerable.
Antracita.—La antracita se ha ensayado hace ya algún tiempo para la calefacción de los altos hornos con el auxilio del aire caliente, pero desgraciadamente los resultados no han sido tan brillantes como había derecho á esperar desde luego.
La antracita tiene una composición que puede comprenderse de este modo:
Carbono Materias volátiles Cenizas..
Este análisis procede de un carbón del Isére; los de Inglaterra y América tienen una composición algo distinta:
Carbono Materias volátiles Cenizas. . . . . . Azufre. . . . . .
El mineral así preparado se somete á una reducción metódica.

— 106 —
£ 1 mineral y el fundente.
Se disponen capa por capa, alternando. El combustible frecuentemente es el cok, alguna vez la
hulla ó carbón de madera. La necesidad de nuevas cargas se indica por el descenso
de la masa que se observa en el cargadero. Para ello se introduce una sonda acodada, cuya rama ver
tical tiene precisamente por altura la de una carga. Los minerales se cargan por medio de circones de palastro. Casi siempre se introduce la misma cantidad de carbón, y
es por consiguiente necesario que varíe, según las condiciones, la cantidad de mineral introducido.
Los fundentes son sustancias que tienen por objeto combinarse con la ganga á la elevada temperatura del alto horno y determinar la fusión de ella y su fácil separación del metal. Ayudan á la reducción completa del mineral; hoy no podríamos prescindir de ellos.
Los fundentes están constituidos con frecuencia por el óxido de hierro, mezclado con la cal, sílice, alúmina y magnesia.
Se emplean uno después de otro, según la naturaleza de la ganga que rodean; sirven con ella para formar la escoria que rodeará al mineral hasta el momento mismo que se funda la masa.
La elección del ¿fundente es minuciosa y más delicada de lo que parece á primera vista; es muy importante desde el punto de vista de la calidad del metal que se va á obtener.
Cuando no hay completa seguridad en el fundente que se ha empleado, podemos darnos cuenta de su valor examinando la escoria producida al fin de la operación. Esta debe ser bastante gruesa sin ser viscosa, bastante oscura sin ser negra y

— 107 —
no debe contener ninguna ó sólo muy pocas partículas ferrosas.
La escoria debe, pues, variar con cada especie de combustible que se queme.
A una ganga arcillosa, por ejemplo, se añadirá castina ó carbonato de cal.
Si la ganga es caliza, se añade erbúa ó arcilla; en los dos casos se determina de este modo la formación da, un silicato fusible de alúmina y cal, y es el cuerpo que lleva el nombre de escoria.
Estas escorias arrastran también sulfuros, cenizas, etc. Las escorias acidas son las ricas en sílice; las básicas son,
por el contrario, las que contienen una escasa proporción de ella.
El límite es un término medio de 40 por 100. Pueden contener otras bases además de la alúmina y la cal; por ejemplo, la magnesia ó la barita; aun el hierro ó el manganeso entran casi siempre en la composición de las escorias; dan en este caso una gran fluidez, al mismo tiempo que oscurecen el color.
La magnesia y la barita aumentan también la fusibilidad. El espato flúor que se usa alguna vez y los álcalis hacen
el mismo papel. La reducción de los óxidos metálicos se opera en el alto
horno del modo siguiente: Bajo la acción de la corriente gaseosa que se envía por las
toberas al alto homo se quema el carbón y se transforma en ácido carbónico (anhídrido). Este á su vez pasará por el carbón incandescente y se reducirá al estado de óxido de carbono.
Este óxido es el que transformará los óxidos metálicos y dará el metal. Este metal sale fundido al mismo tiempo que la escoria al crisol donde se reúne, mientras que los gases ca-

— 108 —
lientes pasan sobre las primeras materias, las calcinan, deshidratan y concluyen por quemarse, transformando el óxido de carbono en ácido carbónico.
Los gases calientes son arrastrados fuera. Antes se dejaba que se perdieran en la atmósfera. Hoy se recogen para recuperar en gran parte el calor perdido de este modo.
En la primera mitad del siglo x ix se ha tratado de realizar una gran economía de combustible, calentando el aire que viene de las máquinas soplantes antes de introducirlo en las toberas. Se han construido con este objeto muchos aparatos.
Los primeros y más sencillos consistían en una canalización más ó menos larga de fundición, por la cual pasaba el aire caliente, hallándose todo dispuesto en el centro de un macizo de manipostería. Al salir los gases del alto horno pasaban por este sitio rodeando la tubería y esa canalización se elevaba á cierta temperatura.
El gas que se insuflaba por las toberas circulaba por esta canalización á temperatura elevada y recuperaba de este modo cierta porción del calor de los gases que salían del alto horno.
Los inconvenientes de estos aparatos residen en la rápida destrucción del metal y las dificultades de que soporten los tubos una temperatura tan elevada. Así es que en nuestros días se han reemplazado por aparatos de ladrillo, que pueden Soportar sin inconveniente alguno temperaturas mucho más elevadas.
Los principales son los aparatos Whitwell y Cowper. Sólo describiremos una de las formas del aparato "Whitwell,
no siendo los demás sistemas más-que modificaciones de forma y de disposición, permaneciendo el mismo el principio y el conjunto del aparato.
En este aparato, saliendo los gases del alto horno, no salen al aire libre, falta que antes se cometía y que debe evitarse siempre.

— 109 —
Mg. 15.—Alto horno; cara externa.
El mismo recuperador está formado por tabiques de ladrillo. Circulando los gases alrededor de ellos, les cede el exceso de calor que poseen y salen entonces frÍ03 á la parte exterior.
Cuando el recuperador se calienta de e3ta manera, se deja
Un obturador especial cierra el orificio del cargadero y conduce los gases al recuperador, como lo indican las figuras 1 5 y 16.

— 110 —
de dirigir los gases calientes al aparato y se encaminan á otro recuperador idéntico y próximo.
Se hace entonces pasar por el recuperador caliente el aire que va á servir para alimentar las toberas, cuyo aire se ca-

lienta mientras los ladrillos se' enfrían. Durante este tiempo se calienta el segundo recuperador y se vuelve á empezar la serie de operaciones, haciendo pasar alternativamente en cada aparato el aire caliente que procede del cargadero y el aire frío destinado á las toberas,
En un alto horno en marcha podemos, pues, distinguir: 1.° La zona de combustión, en la qne vemos el aire proce
dente de las toberas llegar á ponerse en contacto con las materias, minerales y combustible, enrojecidos en el vientre del alto horno.
El carbón se quema allí por completo. Las escorias y el metal fundidos atraviesan esta parte del
alto horno bajo la forma de gotitas que se reúnen en el crisol.
2° La zona de fusión, en la que el hierro se combina con el carbón, produciendo la fundición.
El -anhídrido carbónico producido en la zona anterior se encuentra en presencia del carbón enrojecido.
Se reduce y pasa al estado de óxido de carbono. 3.° La zona de reducción, la más importante, en la que el
óxido de carbono reacciona 'sobre el mineral y le transforma en hierro metálico, con producción de ácido carbónico.
El óxido de hierro rojo se reduce por cierta proporción de carbón, cuyo carbón procede principalmente de la fijación en la superficie del mineral de un carbón muy dividido ó carbón de impregnación, procedente de la descomposición total del óxido de carbono por el calor.
En esta misma zona, la temperatura es bastante elevada y toda la masa está enrojecida.
En esta región es donde el carbonato de cal, la castina que se ha introducido, se transforma en cal y empieza á formarse la escoria.
4.° La zona de calcinación, en la parte superior del alto

-— J12 —
horno, que permite á los gases y á los productos muy calientes de la combustión calentar, calcinar y preparar las primeras materias nuevamente introducidas.
La marcha de un alto horno puede describirse del modo siguiente:
El aparato se deseca primeramente con el mayor cuidado, por medio de un fuego suave de madera que rodea el crisol durante dos ó tres días; después se dispone á la altura de las toberas una rejilla grosera, en la cual se coloca madera seca ó hulla, que se quema todavía allí durante algunos días.
Cuando la desecación es casi total se separa la rejilla y se rodea la parte baja del alto horno de carbones encendidos. Se llena entonces toda la cavidad de combustibles y se cierran todas las aberturas. El fuego se propaga lentamente. Se vuelven á colocar entonces las barras que forman rejilla, lo cual activa el tiro. Se echan por el cargadero algunas porciones de castina y se vierte por encima una pequeña cantidad de mineral. Se continúa entonces añadiendo carbones, fundentes y mineral poco á poco y á medida que se necesite.
Estas son las escorias que aparecen primero en las toberas; anuncian la llegada próxima del metal.
Se dispone entonces la dama. Se llena el antecrisol de una capa de cenizas y se hace que llegue el aire. La marcha de un alto horno resulta regular. Escorias y metal se acumulan en el crisol. Las escorias sobrenadan y salen fuera del crisol.
La fundición debe extraerse. Las primeras veces, para calentar el crisol, se llena completamente de hierro colado.
Algunas horas después que ha entrado el aire se debe sondar toda la obra con una barra para permitir el deslizamiento de la escoria. Esta operación se designa por los obreros con el nombre de realzado del viento.
Las escorias se deslizan sobre la dama á medida que llegan áella.

— 113 —
B I L L Ó N . — T O M O X X V I I . — 8
Cuando se trata de efectuar la primera extracción, se detiene la corriente, se quitan carbones y las escorias sobrenadan en el metal mediante un gancho llamado cremadera.
Se vacia entonces el metal fundido por medio de bolsas que el obrero introduce en la masa en fusión y que retira llenas de metal.
Fig. 17.— Gancho ó barra.
La salida por la ruptura se efectúa en los altos hornos, en que la dama se reemplaza por una placa gruesa atravesada, siguiendo la dirección de una línea vertical constituida por una serie de agujeros que se obturan con tapones de arcilla.
Cuando se trata de proceder á la extracción se perfora con un golpe de barra cada uno de estos tapones, empezando por el más alto.
El metal en fusión se derrama entonces en las bolsas que presenta el obrero al chorro de metal fundido ó se deja simplemente salir éste á unas regueras de arena, donde se solidifica (»).
(') El alto horno, cuyo origen data del siglo xvr, tiene la forma de dos conos truncados unidos por su base, y deben distinguirse en él dos columnas, una gaseosa ascendente y rápida y otra sólida que desciende lentamente. Empieza el oxígeno del aire por combinarse con el carbono para formar ácido carbónico (anhídrido), que en presencia de un exceso de carbono pasa al estado de óxido de carbono. Es, pues, una serie de oxidaciones y reducciones en las diferentes capas de mineral y combustible que contiene el horno alternativamente. En la última región se desprende el anhídrido carbónico. El cianógeno, bajo la forma de cianuro potásico, formado por el nitrógeno atmosférico, el carbón y el álcali de las cenizas, contribuyen á que se reduzca el óxido de hierro, primero á óxido ferroso y después á hierro metálico. fN. del T.)

CAPÍTULO IX
FUNDICIONES DE SEGUNDA FUSIÓN
El hierro colado, á la salida de los altos hornos, pasa á aparatos particulares, otra especie de altos hornos que llevan diferentes nombres y son:
Los cubilotes, llamados también hornos de mango. Los hornos de reverbero. Los hornos de crisoles. Con la fundición de primera fusión vienen á reunirse en
estos aparatos los detritus, los objetos imperfectos, las porciones que no se han fundido muy bien, todo lo que es imposible utilizar y se designa con el nombre de bocagsa.
La disposición adoptada en los cubilotes se asemeja á la de los altos hornos. Es decir, que en estos aparatos, que reciben también el viento de las máquinas soplantes, se mezclan la fundición de primera fusión y el combustible. La fundición producida va á un crisol, situado en la parte inferior del aparato; allí es donde hay que tomarla, en pequeñas ó en grandes cantidades.
En ePsegundo sistema, los hornos de reverbero, están separados el combustible y la fundición de primera colada.
Un suelo horizontal ó ligeramente inclinado sostiene la fundición, que se mantiene fundida por la llama que apenas llega y por la reverberación del calórico del combustible. Del suelo cae á un crisol, de donde se extrae del mismo modo que
los altos hornos. Este crisol puede estar colocado, ya en

una de las extremidades del suelo, ya por bajo de una chimenea de tiro, ya también cerca de la rejilla de combustible. Alguna vez también, pero esto es más raro, se emplean hornos que tengan dos suelos inclinados; en este caso se coloca el crisol en medio, entre los dos suelos.
En los hornos de crisol, el metal está colocado en crisoles redondeados que rodean el combustible y están cubiertos. Su forma general es la de un cilindro ó un prisma. Están alimentados, ya por una simple corriente de aire por medio de una chimenea de tiro, ya por un "ventilador ó ya también por una máquina soplante.
La elección de los combustibles que hay que emplear en estas diferentes especies de aparatos debe hacerse con el mayor cuidado.
Los cubilotes se calientan con cok; alguna vez, sin embargo, se emplea carbón de encina, pero esto no se hace en Francia, dada la forma elevada y estrecha de los hornos, á la que no se adapta todavía.
El cok que se emplea debe estar bien dividido; si se emplea un cok mal depurado ó piritoso, sólo puede obtenerse como resultado fundición blanca de mala calidad. Si el cok está demasiado cocido se desmorona, y en este caso produce detritus de polvo en gran cantidad, que perjudican mucho á la producción de una fundición de buenas condiciones.
Las fábricas de segunda fusión no pueden hacer el cok ellas mismas; compran, pues, todo hecho, en cuanto les es posible.
Así es como estas fundiciones se aprovisionan en Bélgica, Sarrebruck ó en la cuenca del Loire.
Las fábricas del Norte van á comprar el cok á Bélgica y al Norte de Francia, principalmente al Faso de Calais.
Por último, las fábricas del centro de Francia lo toman en Blanzy, Oommentry y el Creusot, mientras que las del Mediodía van á Decazeville, Aubin, etc.

— 116 —
Algunas fábricas, sin embargo, prefieren tomar el cok en Inglaterra.
ED París son los coks de Jeinmapes, Lagrappe y el Paso de Caláis los que han tenido mayor éxito.
El cok empleado en los cubilotes debe ser bastante grueso y evitarse cuidadosamente dividirle demasiado al almacenarle, porque en este caso suministra una gran porción de desperdicios y residuos.
En general, el cok procedente de las fábricas de gas es poco apreciado, porque retiene demasiado azufre; por otra parte, el cok cocido al aire libre es con frecuencia poco ventajoso y más caro.
En todo caso, las fundiciones emplean para sus cubilotes coks lavados.
Se prefieren las hullas magras, que no se hinchan en la cocción para dar un cok pesado y duro, pero que se quema bien, de brillo débil y algo sedoso.
De un modo general, los coks más convenientes á los cubilotes no deben dar más cantidad de cenizas que un 5 á 10 por 100.
Debe evitarse, sobre todo en estos hornos, tomar cok que contenga todavía algunos detritus de piedras, gres ó arcilla esquistosa, de que sólo una pequeña cantidad basta para dar una mala fundición.
Para los hornos de reverbero se emplea con frecuencia la hulla, que con la leña puede suministrar llamas necesarias para la marcha del horno.
La leña es siempre muy superior, pero de un empleo muy costoso.
La hulla grasa, quemándose bien, da mucho calor y es la mejor para los hornos de reverbero.
En los países desprovistos de hulla se puede emplear, sin embargo, la turba; es preciso en este caso cambiar un poco

— 117 —
la disposición interior del hogar y no aproximar demasiado el crisol á la rejilla.
Alguna vez se mezclan la turba y la leña á fin de tener el calor de la una y la llama de la otra.
De todos modos se emplea la turba, ya cruda, ya carbonizada, y se mezcla con ella una pequeña porción de hulla.
Cuando se emplean simultáneamente estos tres combustibles no se les pone sino en el momento mismo de la operación.
Se empieza con una mezcla de hulla y turba y se le da un último golpe de fuego con una brazada de leña.
Se calientan los hornos de crisol por medio del cok. Este se divide con igualdad y da un calor intenso, regular
y durable. En estos hornos no se mira tanto la calidad del combus
tible, porque éste no está en contacto inmediato con el metal-Así es que se puede sin peligro para la calidad del futuro producto emplear el cok del gas.
Los hornos á que llega el aire con más energía y donde por consiguiente el tiro es mayor pueden emplear cok de mayor densidad.
Por último, se podría en rigor emplear para la calefacción de los hornos de crisoles hulla cruda; resultaría económico, pero sería entonces necesario aumentar la intensidad de la corriente de aire, y este combustible necesitaría además un trabajo y una vigilancia continuos.
Por último, algunos fundidores emplean el carbón de leña para revestir el vértice del crisol en los últimos momentos de la operación, ó bien también, cuando su consumo es muy escaso y no permite comprar mucha cantidad de cok, para que resulte económico.
Algunas fundiciones de calidad inferior ó viejas no pueden emplearse solas.

Su mezcla, por el contrario, puede dar muy buenos resultados.
Por ejemplo, la fundición blanca puede, por ciertos procedimientos de carburación, dar buena fundición gris; pero estos procedimientos, lejos de ser económicos, son por el contrario desastrosos desde el punto de vista económico para el fundidor.
Una mezcla bien hecha da la mayor cantidad posible de las cualidades que le faltan; por ejemplo, á la fundición blanca de muy mala calidad se puede añadir por pequeñas porciones:
Cloruro amónico 1,25 Peróxido de manganeso 0,50
ó bien también una aleación de manganeso y silicio, ó por último un poco de tungsteno.
De este modo, la fundición blanca, sin ser un producto de primera calidad, puede al menos emplearse con éxito en algunos usos particulares.
La mayor parte de las fábricas no saben emplear las fundiciones quemadas, así es que pueden obtenerse éstas á muy bajo precio. Esto permite realizar un beneficio en el caso que se empleen; en efecto, puede hacerse uso de ellas para hacer barras de rejillas, pesas de reloj, pesos de balanza, etc.
Hacia el fin del día, cuando el horno desciende, aprovechan los fundidores con frecuencia la alta temperatura que indica el crisol para proyectar en él granallas y menudencias que se funden sin añadir combustible para dar fundiciones casi blancas, muy usuales en mezclas para fundir los objetos citados.
En el momento de volver á fundir el hierro, los pedazos, detritus y fundiciones de todas clases, se les despoja de la tierra y de la arena que les ha quedado adherentes, y que si no se tuviese este cuidado se correría el riesgo de obturar la cuba, necesitándose una cantidad mayor de combustible.

— 119 —
Podemos consignar varios ejemplos de mezclas usadas con éxito en algunas fábricas. Si no son recetas infalibles, por lo menos pueden dar una idea de las sustancias empleadas.
Por ejemplo, para obtener una fundición gris, tenaz, dura, fácil de trabajar al cincel y á la lima, que pueda emplearse para estatuas y ornamentos esculturales, se mezclará:
Detritus de Escocia 20,00 por 100. Detritus de fábrica 37,50 — Mezcla de bocages grises 42,50 —
Esta mezcla se emplea en las fábricas de la Meuse y el Alto Marne.
Pueden obtenerse buenos tubos, de pequeño diámetro, empleando:
Detritus de Escocia 20 por 100. Bocages manchados 80 —
Es una mezcla gris, de grano apretado. Para los tubos de diámetro superior se emplea una mezcla
de calidad mediana, pero suficiente, que comprende:
Salmones grises del mismo país 30 por 100. t manchados 30 —
grises 40 —
En la abadía de Evaux se conocen diferentes mezclas. Por ejemplo, para el mismo uso que la primera que dimos,
se emplea:
Detritus de Escocia, Calder núm. 1 20,00 por 100. Detritus de fábrica ó del Alto Marne. . . . 37,50 — Mezcla de bocages grises 42,50 —
Para los tubos se emplea:
Detritus de Escocia 20 por 100. Mezcla de bocages manchados de blanco. . . 80 —

— 120 —
Para algunas piezas de mecánica emplea la misma fábrica: G-arstherria núm. 1 ó fundición Calder. . . . 30 por 100.
• Detritus grises (de la fábrica) 70 —
Para-las piezas de frente al fuego: Pedazos gruesos de bocage gris. . . . . . . 40 por 110. Bocage de segunda fusión 20 á 35 — Bocage manchado gris ¿ 40 á 25 —
Se puede también mezclar, para barras de rejillas y tubos gruesos, esta mezcla, de que se hace uso en Marquise:
Detritus grises de la primera fusión. . . 45 á 60 por 100. Manchado 30 á 40 — Calder ó Carnbroe núm. 1 25 á 00 —
Con esta sustancia, una barra de 20 milímetros se rompe con un esfuerzo de 880 á 950 kilogramos.
Con la siguiente mezcla, las barras no sostienen una carga de más de 800 kilogramos:
Chapas de Marquise, grises ó negras 30 por 100. Detritus de la primera fusión 35 — Detritus déla primera fusión manchada de gris 35 —
Para las piezas de prensa hidráulica se puede emplear:
Bessèges núm. 1 15 por 100. Carnbroe ú Ormesby núm. 2 10 — Fundición manchada resistente y chapas
de Marquise 40 á 30 — Fundición de piezas incompletas y bocage
grueso 40 á 45 —
La Compañía de Fives Lille y la Sociedad Cail emplean para la construcción de los cilindros de vapor esta mezcla:
Fundición del Perigord núm. 1 (á la madera). 50 por 100. Fundición manchada gris núm. 3, granos grue
sos (Clos-Mortier) : . . . 30 — • Detritus de la segunda fusión. 20 —

CAPÍTULO X
FABRICACIÓN DE LAS FUNDICIONES DE SEGUNDA FUSIÓN
La fabricación de las fundiciones de segunda fusión puede hacerse, como hemos visto, por tres métodos:
1.° Método del cubilote. 2.° Método del horno de reverbero. 3j° Método del horno de crisol.
Cubilotes.
Los cubilotes, que llevan también otra porción de nombres, como hornos de manga, hornos de cuba, hornos á la Wilkinson, existen en todas las fábricas de fundición que se ocupan de la refundición del hierro en segunda fusión.
Las primeras formas empleadas fueron las de un tronco de cono ó de un elipsoide, cuya forma de crisoles era la que se empleaba con los fuegos de forjas. • Estas son todavía las formas que habían adoptado los antiguos para los hoyos, donde se mezclaba mineral y combustible en fosas ó en la tierra, que revestían con una capa de piedra refractaria.
Se emplearon también las calabazas, hornos de manga que representaban un tonel y se conservaron durante mucho tiempo con religiosidad en Suecia.
Por último, en 1827 aparecieron los hornos Karsten, de pequeñas dimensiones, con un canal para la salida de los vapores y montados como los altos hornos.

— 122 —
Mg. 18.—Cubilote.
Todos estos hornos ofrecen, cuando están calentados por medio del cok, una altura de l m , 9 0 como máximum, mientras que los hornos de manga, en los que sólo puede quemarse el carbón de madera, exigen una altura total de 2m ,30 por lo menos.
Hacia 1850, los perfeccionamientos realizados en la construcción consistían en no gastar más que 15 á 20 kilogramos de cok por 100 kilogramos de fundición obtenida.
Por último, se empleaba en las forjas de Layner, no lejos de Coblentz, un cubilote de pequeñas dimensiones, que presenta una cuba cilindrica ó un tronco de cono para la segunda refundición.

— 123 —
Fig. 19.— Cubilote; parte inferior.
rior, ya dos cilindros del mismo diámetro, separados por una estrangulación formada de una porción cilindrica, limitada en la parte superior y en la inferior por dos troncos de cono, cuyas grandes bases están vueltas del lado de los dos grandes cilindros. Estas formas no han variado desde dicha época; no han variado porque son las mejores, y sería difícil ahora encontrarlas más cómodas.
Por último, hacia el año 1854 vinieron los cubilotes Mohne, cuyas formas se emplean todavía hoy.
Ya son dos cilindros superpuestos, el inferior de menor diámetro, separados por un tronco de cono de gran base supe-

— 124 — '
En cuanto á las dimensiones de los diferentes cubilotes, sólo diremos breves palabras. Las cubas deberán ser bastante elevadas; en efecto, si esta condición no se satisface, la fundición se prepara imperfectamente á su salida del aparato.
El suelo debe estar siempre ligeramente inclinado, á fin de que el metal se vierta con más facilidad.
En-general, los cubilotes se hacen de palastro ó de fundición, y se colocan sobre una mamposteríá de gres ó de ladrillos, la cual tiene resistencia bastante para sostener el conjunto del aparato.
Las fundaciones hechas de ladrillos tienen una altura de un mgtro próximamente y el macizo de mamposteríá se eleva á más de 0 m ,50; se cubre de una ancha placa de fundición, formada de dos partes, destinada á sostener la parte inferior de la cubierta.
Los vapores salen por agujeros practicados en su espesor. Por último, otra placase fija aun lado del macizo, por el cual
se sacan las fundiciones, y se le protege de la acción del fuego. Cuando se emplea el palastro, éste presenta un espesor de
7 á 8 milímetros al menos. Si se hace uso de la fundición, el espesor debe ser mucho mayor, 30 milímetros lo menos; las cubiertas afectan la forma de cilindros, que se encajan unos en otros para formar la cubierta total.
Ordinariamente se evalúa la carga de metal y de combustible que se va á emplear, en peso mejor que en volumen, porque de este modo es más fácil darse cuenta exactamente del precio de coste.
La fundición al cubilote se hace y vigila por un fundidor y ayudante fundidor, que conviene elegir los más hábiles que sea posible. En general no deben funcionar los cubilotes más que durante el día.
Las herramientas de que se sirven los fundidores que trabajan al cubilote se componen de muchas barras de diferente

— 125 —
grueso; agujas de hierro redondeadas, de que se hace uso para formar los agujeros de salida y limpiar los suelos; después los útiles, compuestos de una cabeza de fundición con mango de madera, á cuyo alrededor se ponen los tapones de arcilla para enlodar y tapar los agujeros; por último, de una garra de hierro, igualmente destinada á la limpieza-del suelo, y un arcón de hierro para bajar las cargas.
También pueden contarse como utensilios una serie de cubos para la extracción del cok, una placa de fundición que protege á los obreros, taladros cilindricos y otra porción de herramientas para la inmediata reparación de las diferentes partes del aparato.
No se puede todavía apreciar la cantidad de pérdida producida por el hierro refundido sino dándose cuenta exacta de la cantidad de combustible empleado, de la dirección é intensidad del viento y sobre todo de la naturaleza del metal que se va á refundir. Por ejemplo, la transformación de la fundición blanca en fundición gris es muy costosa, precisamente porque la cantidad de desperdicio es considerable, á la vez que hay necesidad de emplear mucho combustible.
Admitiendo la operación hecha con el mayor cuidado posible, es necesario siempre apreciar la pérdida en 8 á 10 por 100.
Se ha llegado ahora á utilizar como calórico próximamente 50 por 100 del calor producido y 48 por 100 del calor total. Antes no se conseguía recoger sino próximamente 30 por 100 del calor producido y 18 á 20 por 100 del calor total; esto no nos extrafia cuando examinamos el análisis hecho por Ebel-men de los gases que salen por el cargadero:
Por 100.
Nitrógeno Acido carbónico (anhídrido) Oxido de c a r b o n o . . . . . . . Hidrógeno
73 á 74 15 á 10 11 á 14
l a 2

Según las investigaciones hechas recientemente en la Escuela de Minas, para un cubilote cilindrico que quema 19'
•kilogramos-de cok y 100 kilogramos de fundición, se puede representar el calor engendrado del modo siguiente:
Calorías.
Utilizado por kilogramo de fundición 275 Perdido 435 Calor sensible de los gases . 240
Queda, pues, además de las 275 calorías utilizadas, el calor producido por el ácido carbónico, el calor perdido en las paredes, el calor adquirido por la escoria y el calor sensible de los gases, todo ello formando próximamente un total de 1.185 calorías, distribuidas del modo siguiente:
Calorías.
Calor del ácido carbónico 520 Calor perdido 405 Calor de la escoria 20 Calor de los gases 240
Se han estudiado las diferentes zonas de combustión en los cubilotes y se han encontrado tres:
1 , a Una zona oxidante, en la que el aire se halla en exceso calentado por su paso por medio de las partículas de carbono.
2 . a Una zona neutra, que ofrece la más alta temperatura, en la cual el ácido carbónico se halia en proporción fuerte, con más el ázoe, el oxígeno y el óxido de carbono.
3 . a Una zona reductora de más baja temperatura, donde está principalmente el óxido de carbono con el ácido carbónico y el ázoe libres.
La producción de los cubilotes se evalúa fácilmente según las dimensiones del diámetro interior del aparato y se han consignado en el siguiente cuadro de A. Gautier (*):
(') Le fondeur en métaux; E. Bernard, editor.

— 127 — Diámetro, Producción por hora.
Pequeños cubilotes. . . 0 , 5 0 á 0m,60 O á 1.200 kgs. Medianos cubilotes. . . O ,75 á 1 ,20 2.500 á i 000 — Grandes cubilotes. . . . 0 ,50 á 2 ,00 5.000 á 7.000 —
Como las dimensiones del aparato varían según el combustible, el metal y los materiales de construcción empleados, la producción depende también indirectamente de estos diversos agentes.
Los principales cubilotes empleados son los de Molina, Ireland (sobre todo en Alemania), la Escuela de Angers y Voisin; vienen en seguida los de Krigar, Mackensie, Woodard (Manchéster), Heaton, Sumerson (de aire caliente), Canham y Wilson. ..'
Los cubilotes Ireland son aparatos de carga fuerte; damos, según Guettier, las dimensiones de una aparato constituido según este sistema:
Altura total . 8,20 metros. Distancia del suelo al cargadero 3,70 — Diámetro de la cuba 1,15 — Altura de la cuba. . 1,90 — Altura de los etalajes 0,51 — Altura del crisol 1,20 —
Se añade á la masa en fusión cierta cantidad de fundentes calcáreos.
Los cubilotes de Ireland, usados en Alemania, están provistos de aparatos especiales que distribuyen el aire de un modo circular.
Los cubilotes de la Escuela de Angers y los cubilotes Voisin son análogos á los anteriores, pero los primeros están provistos de una cámara de aire y los otros presentan una comunicación entre las toberas superiores é inferiores.
Los cubilotes Krigar se. emplean en Alemania con las siguientes dimensiones:

— 128 — Altura de la cuba. . . Diámetro de la cuba. Altura del etalaje. . , Diámetro del etalaje. Altura
2,25 á 2,50 m.
0,25 á0,30 0,80 1.20
1
El cubilote Mackensie presenta una disposición especial, en virtud de la cual los etalajes están separados del crisol por un depósito circular que lleva el aire al horno.
El cubilote Canham es de tiro natural. En el cubilote Woodard, el tiro está determinado por un
chorro de vapor. El cubilote Heaton es de tiro natural. El cubilote Sumerson es de aire caliente. El cubilote Wilson es de aspiración de aire, etc.
En los hornos de reverbero se opera con frecuencia la fusión de la fundición gris obtenida por una mezcla de minerales y fundentes, particularmente en los hornos muy altos y de pequeño diámetro.
Las fundiciones blancas no se funden en estos hornos, porque dejan mucho desperdicio; lo mismo sucede con las fundiciones negras.
Por otra parte, de cualquier manera, en los hornos de reverbero la fundición abandona generalmente todo lo que contiene de carbono y silicio y se desnaturaliza sensiblemente.
En general, la forma de los hornos de reverbero que se emplean mucho varía según el uso particular á que se destinan, pero todos están formados de tres partes esenciales:
1 . a TJn hogar provisto de una rejilla que sostendrá el combustible.
Hornos de reverbero.

2.* Un crisol, en el que se pone el metal que se va á fundir. 3 . a Una chimenea.
Un tubo llamado rastrero pone en comunicación la chimenea y el horno.
B I L L Ó N . — T O M O X X V I I . — 9

— 130 —
Por último, la rejilla está distante del crisol y separada por un puente ó altar, destinado á impedir la mezcla del metal con el combustible.
Aunque sólo la experiencia pueda indicar verdaderamente las mejores dimensiones que hay que dar á los hornos de reverbero, sin embargo, se ha notado que un suelo de dimen-

/ — 131 —
Fig. 22.—Horno de reverbero; eorte vertical.
bero fuera de los talleres, con los que comunica tínicamente por el sitio que sirve para extraer la fundición recocida.
Para aumentar el tiro de la chimenea se coloca la rejilla por cima de una fosa suficientemente ancha, de modo que no: pueda calentarse por los carbones inflamados que saltan fácik mente de la rejilla. • . > . • n;
El suelo, que está ligeramente inclinado hacia el agujero
siones tres veces mayores que las de la rejilla era muy favorable á una buena fusión.
El aire debe llegar fácil y libremente por bajo de la rejilla. Se consigne este resultado construyendo los hornos de rever-

— 132 —
de salida, afecta la forma rectangular ó trapezoidal; sin embargo, ahora se prefieren los suelos horizontales, porque se calientan con más regularidad, lo que da una fundición más homogénea, no teniendo el riesgo de haber sido blanqueada por un lado y no liquidada por otro; la cantidad de combustible que hay que emplear parece, por desgracia, superior en este último caso. -
Las dimensiones y disposición del rastrero tienen bastante importancia.
En efecto, de su mayor anchura puede depender un escaso tiro superficial; en el caso contrario, el aire pasa con demasiada rapidez y hay que temer todavía que el calor sea escaso y por tanto la combustión muy lenta.
En cuanto á la chimenea, cuanto más elevada sea tanto mejor, á menos que sea una cosa exagerada; su diámetro será mediano, ni demasiado ancho que impida el tiro ni demasiado estrecho que no pudieran salir fácilmente los vapores.
De ordinario, la fundición que se trabaja en los hornos de reverbero es lá que sale en pedazos de 10 centímetros de ¡ado próximamente. Se dispone en la rejilla, sosteniendo la primera fila con ladrillos refractarios, á fin de que no esté en contacto inmediato con el suelo". De esta manera todo él metal está en'contacto con la llama en el mismo momento.
Cuando los pedazos de fundición son irregulares, los más voluminosos están colocados cerca del puente, en que el calor es más intenso; lo mismo se hace con los pedazos que parecen más refractarios.
Se comprende fácilmente que los suelos inclinados son más difíciles de cargar que los horizontales; en efecto, éstos pueden estar guarnecidos uniformemente del metal, mientras que los primeros exigen cierta habilidad para disponer el metal en equilibrio, á fin de que ningún pedazo pueda caer en el crisol antes de su fusión completa.

— 133 —
Según las fábricas, se carga el suelo antes ó después de' haber encendido.
Si el hogar está rojo, entonces el metal ya está dispuesto, la fundición es más rápida y se recoge el metal; el producto obtenido puede ser mejor, pero el gasto de combustible es sensiblemente mayor que cuando te enciende mientras el metal está preparado.
El único combustible usado para la fusión del hierro en los hornos de reverbero es la hulla; cuando se trata de fundir cobre, latón ó bronce se emplea una mezcla de leña, turba y hulla.
La vigilancia de la fusión consiste principalmente en el entretenimiento de la rejilla, que deberá estar siempre bien alimentada y limpia; es decir, que no se debe dejar que se obture con los desperdicios del carbón ó las cenizas.
Todo este trabajo es muy sencillo y exige, sin embargo, gran atención, sin la cual cierta cantidad de fundición se quema inevitablemente.
No se pueden consignar cifras exactas respecto al tiempo necesario para una buena fusión; sin embargo, se ha apreciado que bastan de dos á cinco horas para fundir 700 á 3.000 kilogramos.
Las herramientas empleadas para un horno de reverbero son barras rectas ó curvas, palas de hierro con mango de madera y los utensilios necesarios para las reparaciones.
Los hornos de reverbero son en resumen menos ventajosos que los cubilotes, porque no pueden, como estos últimos, servir para refundir cualquier especie de hierro crudo; por consiguiente, no pueden servir para el trabajo diario de los moldeados. -
Una de sus ventajas reside, sin embargo, en el gasto dé combustible.
En efecto, para los hornos de reverbero no hay necesidad

de carbonizar la hulla para transformarla en cok, puesto que : sirve en el estado natural y se emplea más bien un volumen menor que el necesario á la producción de cok por los cubilotes.
En resumen, los hornos de reverbero son buenos, principalmente en algunos casos particulares, tales como:
Aquel en que fuera imposible para poner en acción las máquinas soplantes de un cubilote.
Cuando se quieran producir fundiciones de una gran resistencia.
Cuando los pedazos que hay que refundir tienen un tamaño tal que no podrían entrar en un cubilote.
Cuando deban servir como hornos accesorios en los cubilotes ya instalados.
Por último, cuando hay necesidad de una fundición provisional para ejecutar grandes trabajos en el mismo sitio.
Hornos de crisol.
Los hornos de crisol se emplean para la fabricación de objetos pequeños.
La mejor fundición que hay que emplear es una fundición gris mezclada, á fin de que no sea demasiado porosa ni demasiado suave.
Alguna vez tanibién, cuando no se puede hacer de otra manera, se emplea la fundición negra aleada á residuos ya refundidos muchas veces.
La cuba de un horno de crisol, ó dicho de otro modo, el espacio en que se encuentran los crisoles, es de forma cilindrica ó cuadrangular.
En general, cada horno está construido para no contener más que un crisol; se ha experimentado que el trabajo es más cómodo de esta manera como entretenimiento y vigilancia 7

— 135 —
el gasto no aumenta, ó si acaso en una cantidad insigni-. ficante.
Los hornos de crisol tienen una gran ventaja: no exigen terreno ó sitio especial; pueden estar en todas partes en que haya una chimenea; por ejemplo, la chimenea de un horno de reverbero puede servir perfectamente para el horno de crisol en el intervalo del servicio del primero.
A V I ^ K M
Mg, 23,— Horno de crisol.
Aunque se emplean ahora ventiladores para los hornos de crisol, sin embargo, basta una simple corriente de aire, al menos para la fundición del cobre, del cinc y del estaño; pero cuando se trata de fundir el hierro, hay un tiro más activo.
La primera cubierta de un horno de crisol debe presentar una gran solidez; así es que esta cubierta externa casi siempre es de ladrillos refractarios, mientras que basta de ladrillos ordinarios para el resto, y todo ello sostenido por medio de tirantes y pasadores de hierro.

— 136 —
Los crisoles de estos hornos son generalmente de arcilla refractaria, grafito ó gres.
Los crisoles de grafito, llamados de mina de plomo, son de un precio más elevado, pero de mayor duración y exigen muchas menos precauciones cuando se calientan.
Los mejores crisoles son los que se llaman crisoles de Picardía, de una solidez muy superior á la de los demás, y se recomiendan para la fusión del cobre y de la fundición.
Bel mismo modo, los crisoles dé Deyeux (de Liancourt) y los crisoles ingleses (Doulton) son muy apreciados en Francia y casi los únicos que se emplean.
Existen también los que se llaman crisoles cocidos, á los que se da formas análogas á las de los anteriores.
El trabajo de los hornos de crisol es sencillo. Se enciende todo el horno y se revisa el estado de los cri
soles. Todos los crisoles en buenas condiciones se calientan suavemente, á fin de acostumbrarlos á la llama, de modo que no puedan hendirse en el curso de la operación.
Cuando los crisoles están bien se sopla, primerojcbn suavidad y después aumentando progresivamente; los crisoles se
Fig. 24.—Horno de crisol.

— 137 — .
calientan en el horno al rojo blanco; después se vuelven á colocar en el horno por última vez, y cuando han experimentado todas estas pruebas son capaces de contener el metal que se va á fundir y soportar la calefacción el tiempo necesario.
Alguna vez, sin embargo, para calentar los crisoles, se los coloca inmediatamente en el horno y se cubren por completo de combustible, hasta que se hayan calentado lo suficiente.
Se dispone el metal en los crisoles, después de haber sido ligeramente calentado, ya sobre el rastrero, ya en cualquier otra parte del aparato.
La vigilancia del trabajo consiste en observar si los crisoles presentan averías; si se hienden sólo en la parte superior, el mal es reparable y puede remediarse por medio de una soldadura hecha con pedazos de vidrio rotos; si la quiebra procede de la parte inferior, el medio mejor es prescindir del crisol y preparar en seguida un segundo.
Se llama queso una especie de disco de ladrillos refractarios que debe servir de sostén de pie al crisol cuando, por estar demasiado bajo, se sumergiera mucho en el horno.
Una vez terminada la fusión se separa el crisol por medio de garfios, llamados rodajas; se le lleva al molde y se verifica la salida en la dirección que la imprimen las rodajas.
Cuando el crisol está vacío se vuelve al horno rodeado de carbón reciente y continúa la operación como ha comenzado para una nueva fusión.
Las herramientas que se usan para el trabajo de los hornos de crisol no son muy numerosas: rodajas de diversos tamaños, tenazas y palas; un descremador, especie de bolsa ancha agujereada con un mango largo encorvado; un ovillo, vaso ancho agujereado, en el que se comprimen los objetos pequeños, y, por último, una rielera.
La pérdida que se produce en los hornos de crisol es muy variable.

CAPÍTULO XI
F A B R I C A C I Ó N D E L H I E R R O
H o r n o de p u d e l a r .
Una vez obtenida la fundición, debe transformarse, ya en hierro, ya en acero. Es lo que se llama el afinado.
Para la transformación del hierro se hace esta operación por muchos procedimientos.
Unos dan el metal al estado pastoso, que fe somete en seguida á otras diversas operaciones, cuyo resultado puede obtenerse en dos procedimientos diferentes:
1.° El afinado en el bajo hogar. 2.° El pudelado ó afinación en el horno de reverbero. 1." Afinación en el lajo hogar.—El primero es cada vez
menos empleado, así es que no nos ocuparemos de él sino para dar algunos detalles acerca del segundo, que es más importante; en efecto, el primer procedimiento es costoso é insuficientemente eficaz, porque deja carbono en la fundición.
El metal se funde allí en contacto directo con el combustible, que es carbón de madera; se dirige en seguida sobre él una corriente de aire, fuertemente oxidada.
El crisol rectangular está formado de placas de fundición del mismo modo que el suelo.
Estas placas llevan todas nombres especiales: la que sostiene las toberas se llama loarma-, la opuesta á la cara donde se trabaja se llama rusiina ó también silicio; por último, la opuesta á las toberas es el contraviento.

— 139 — •
Fig. 25.—Homo antiguó de afinación (Prusia).
De aquí, que el combustible sólido y el metal no estén en contacto inmediato.
El horno de reverbero empleado por Cort está formado dé tres partes distintas:
Un hogar con rejilla y cenicero, y un laboratorio que le sigue inmediatamente, con el suelo plano, que forma la segunda parte; por último, el puente ó altar separa el hogar del suelo.
Los primeros aparatos de esta especie poseían un suelo de arena arcillosa, lo que durante mucho tiempo hizo que se rechazase como defectuoso el procedimiento; de este modo se Obtenían, en efecto, hierros silíceos y fosforados, impropios para los usos generales.
Una placa horizontal es la placa de trabajo, y está sostenida por otra vertical con ranchas aberturas, destinadas á la salida de las escorias.
2.° Pudelado.—La afinación en el horno de reverbero ó pudelado se inventó en 1784 por Henry Cort.
La primer diferencia con el procedimiento anterior es el uso del cok ó de la hulla como combustible, con exclusión del carbón de madera, mucho más costoso. '

— 140 —
Mg. 36.—Horno de pudelár sencillo; corte vertical.
Alguna vez se reemplazan estas placas de fundición por vigas igualmente de fundición que están huecas y llenas de agua. :
Para economizar en cuanto sea posible el calor desarrollado en el horno de pudelar, cnyo entretenimiento es costoso, va seguido generalmente de un suelo de dimensiones más pequeñas, el cual, enrojecido, permite fundir los residuos, que.se emplearán en-la operación inmediata.
Por último, las llamas que han pasado á este segundo suelo sirven alguna vez para calentar las calderas de vapor que se colocan con frecuencia por cima del horno.
En 1818 fué cuando Baldwin Rogers propuso ?1 empleo de un suelo de fundición, á fin de evitar la acción química del suelo de arena silícea; esta invención no pasó realmente á la práctica hasta 1830.
Del mismo modo se reemplazaron también los ladrillos de la parte inferior del laboratorio por placas dé fundición que sé enfriaban por medio de una corriente de agua.

— 141 —
El pudelado puede hacerse de dos maneras: 1. a El pudelado seco ó frío, procedimiento ordinario. 2. a El pudelado graso, caliente ó hirviendo. En el primer caso se calienta la fundición sin que se trans
forme en estado líquido, á fin de que esté dividida en grumos, y se agita con fuerza con una barra para exponerla mejor á la acción de la llama.
\Mg.37.—Horno de Rielar sencillo; corte horizontal.
El suelo del horno de reverbero que se. emplea está cubierto de escorias ferruginosas y de herraje viejo, que se transforma en una masa uniforme después de un golpe de fuego al rojo blanco.
Esta especie de pudelado se emplea para producir los hierros comunes.
En el .segundo caso, del pudelado grasp, se liquida la fundición y se agita fuertemente con las escorias y residuos muy oxidados y por tanto muy oxidantes.
Se opera en un horno cuyas paredes y suelo estén bien enfriados.
La marcha de la operación es bastante sencilla. Se calienta el horno; cuando ha llegado á buena tempera
tura se introduce en él una carga de 200 kilogramos próxi-

142 —
mámente, compuesta de masas de fundición que pesan de 25 á 30 kilogramos cada una, á las que se añaden batiduras ricas en escorias.
Se cierra la puerta del horno y se activa el fuego á fin de obtener la fusión lo más rápidamente posible.
Para agitar la masa- se introduce por una pequeña abertura practicada en la puerta móvil un largo gancho ó barra encorvada en ángulo recto, que el obrero cambia de cinco en cinco minutos, porque pasado este tiempo está demasiado caliente para sostenerla con la mano y además para que tenga suficiente rigidez.
A esta operación sucede la escorificación de las materias (sílice, óxido de manganesoj ácido fosfórico). En seguida viene el período de descarburación; es decir, qué se quema el carbono, transformándose en óxido de carbono y anhídrido carbónico.
Para que la afinación vaya lo más lejos posible, á medida que desaparece el carbono se eleva la temperatura.
Por úítimo, llega un momento en que el hierro pastoso en grumos se fija y hace imposible el manejo del mismo.
Ha terminado la carburación. El obrero divide entonces la masa en 5 ó 6 porciones, que
son las lupas, que comprime, bate y redondea con la mayor rapidez posible. 1
Terminada la lupa se deposita en un carretón metálico; es una masa esponjosa, incrustada de escorias, de la que una depuración ulterior la priva, dando á todo una forma geométrica.
Esta operación de depurado puede hacerse por muchos procedimientos.
Se emplea ya un martillo pilón, y es entonces el singlado llamado por percusión, ya también prensas ó rotatorias, y es el llamado por presión.

— 143 —
La lupa, así privada de las escorias y habiendo adquirido una forma más regular, toma el nombre de masiado.
Éste se transporta inmediatamente al laminador, que le transforma en una larga lámina plana; es lo que se llama el hierro bruto, formado de un esbozo de pudelado (*). Pero el metal no puede emplearse en este estado; está todavía demasiado mezclado é irregular en su textura, muyheterogénea.
Las operaciones ulteriores tienen por objeto darle más densidad, eliminando las escorias que quedan todavía y expulsando el manganeso, carbón y silicio que contiene.
Para ello se apelotona el hierro; es decir, que en el horno de pudelar, donde acaba de introducirse, se le hace experimentar un calor considerable, que fluidifica de nuevo las escorias y facilita su expulsión. Esta operación dulcifica el hierro, quitándole todavía carbón.
Hemos visto cuan difícil es, fatigoso y aun arriesgado el trabajo de formación de las lupas; así es que hace mucho tiempo se ha tratado de producirle mecánicamente.
En 1863, Lemut, en su fábrica de Clos-Mortier, instaló •con ese objeto un aparato de este género; se componía de dos ganchos de hierro, con un movimiento de vaivén mediante una máquina y que sé deslizan en el suelo paralelamente á la misma.
(') El afinado de la fundición tiene por objeto priyar al hierro de los «nerpos extraños para que adquiera los caracteres que le son propios. El procedimiento para afinar, empleando la hulla en vez del carbón vegetal, <la por resultado el quemar el azufre que la hulla cede al hierro. Se inventó en Inglaterra y se usa mucho en España, en Málaga y las inmediaciones de Almería, en las herrerías de los señores Heredia, según se •consigna en una obra de química española. Consiste en fundir el hierro •colado, calentarle en un horno de reverbero hasta la fusión pastosa y agitarle hasta que se haya quemado el carbono y las materias extrañas. Se le da entonces la forma de masas cuadradas y se reduce á barras. Se consigne un hierro homogéneo y dulce. (N. del T.)

— 144 —
El trabajo del' obrero no consiste entonces más que en reemplazar de tiempo en tiempo los ganchos, que se calientan demasiado.
Las lupas se hacen en seguida con la mano. Este procedimiento no es todavía bastante enérgico; he
aquí otro, debido al ingeniero Espinasse, cuyo efecto es mucho más considerable.
Por una abertura de la bóveda del horno penetra un vastago vertical de hierro, provisto inferiormerfte de dos paletas destinadas á la agitación.
Este sistema no es todavía perfecto, dada la imposibilidad de cambiar las paletas cuando están-demasiado calientes.
Por último, la invención de más importancia y mejor comprendida en este género es la del ingeniero del Creusot señor Bouvard.
Eué inspirada desde luego por un horno rotativo construido en América por Danks, cuya invención se abandonó pronto por las dificultades de su entretenimiento.
El aparato se compone: 1.° Del motor que produce el movimiento de rotación. 2.° De la cámara giratoria á que está fija la guarnición. 3.° Del hogar de rejilla, de forma cilindrica. 4.° De la caja de humos. La guarnición del horno está formada: 1." De una capa de ladrillos de mineral, reunidos y solda
dos por medio de un cemento de la misma naturaleza. 2.° De una capa compuesta de mineral rico y virutas de
palastro, que al calor se oxida y forma un barniz de escorias perfectamentete sólido.
Esta segunda capa es la única que hay que renovar de tiempo en tiempo.
Para dividir la materia de la carga, demasiado considerable en el momento de la formación de las lupas, se hace

— 145 —
descender al baño una especie de tabique vertical, que hace el oficio de cuchillo. , La cámara giratoria está rodeada de un circuito por el que
circula el agua fría, lo que impide la deformación del aparato. Se comprende fácilmente la marcha de la operación. Se
introduce la fundición líquida; el movimiento impreso al . baño renueva constantemente las superficies de oxidación y opera una mezcla perpetua de las diferentes partes, las escorias y la fundición.
Fig. 28.—Horno rotativo del Oreusot, sistema Bonvard-
Terminado el trabajo y estando formadas las lupas, se extraen del horno por medio de tenazas y se someten á la acción del martillo pilón.
A pesar de sus numerosas ventajas, presenta este aparato grandes defectos. • Por ejemplo, una vez formadas las lupas y siendo de un
peso muy considerable, es más difícil y á veces imposible extraerlas completamente de las escorias, poco fusibles, porque están siempre muy oxidadas, dada la disposición del horno.
Por otra parte, los fragmentos de mineral que proceden del guarnecido se introducen en la lupa y no pueden elimi-
B I L L Ó N . — - T O M O X X V I I . — 1 . 0

— 146 —.
narse, lo que impide que el hierro esté perfectamente unido y homogéneo.
Así, el hierro obtenido por el procedimiento de Bouvard se emplea principalmente para mezclarle con baños de fundición en fusión, debiendo servir para fabricar el acero. '
Atrae cierta cantidad de oxígeno que ayuda á la combustión de los cuerpos extraños.
Por último, en 1873 fué cuando Pernot, ingeniero en Saint-Chamond, construyó prácticamente un horno de suelo movible, al que dio su nombre. ,
Fig. 39.—Horno rotativo, sistema Pernot.
. El conjunto está compuesto: 1.° Del fogón, hogar de hulla ó de gas. 2° Del rastrero. 3.° Del laboratorio, cuyo suelo es el único movible. Este suelo se compone de una cuenca de palastro, cuyo
fondo está aplastado, y de un revestido de minerales ricos cementados.
La rotación se determina por una rueda dentada. Cuando el metal empieza á cuajarse, el obrero, con un
gancho, rompe las masas y tiene lugar la formación de las lupas, como en los hornos anteriores.
Desde hace algunos años, el pudelado ha experimentado

— 147 —
todavía otras transformaciones, sobre todo desde el punto de vista de la calefacción.
Casi por completo se ha abandonado la hulla, que, como la turba y el lignito, se considera como demasiado oxigenada, que contiene mucha agua y se transforma en gases, que es ahora el combustible más usado.
Se hace uso del gasógeno Siemens-Martín, cuya figura adjunta da la explicación suficiente del mismo.
Este aparato está fundado en la recuperación del calor. Otro sistema, inventado por Ponsard, está fundado, por el
contrario, en la conductibilidad; en efecto, los productos gaseosos de la combustión pasan por una multitud de.espa-cios separados por paredes muy delgadas; están aislados unos de otros por conductos análogos llenos del aire exterior, que se calienta de este modo.
Por último, en 1894 inventó Bonchill unpudelado directo por medio de,l gas.
Los hornos son dobles y calentados por muchos gasógenos.
En resumen: del pudelado por medio del gas parece resultar una notable economía, dada la i apidez de las operaciones.
Con el horno de pudelar pueden obtenerse tres especies de metal:
1. a Hierro nervioso, que es un metal dulce. 2 . a Hierro.granudo, que es bastante duro. ¿$.a Acero, que es muy duro.
- La primera de estas tres especies es un hierro menos duro, más rico en escorias que los otros y más afinado al mismo tiempo. '
Si la temperatura ha sido relativamente poco elevada y la fundición ha dado una escoria poco fluida, el hierro obtenido Berá ciertamente hierro nervioso.
Cuanta mayor sea la fluidez de la escoria más se retardará

— 148 —

• — 149 —
y limitará la afinación, porque la escoria no se mezclará fácilmente con la fundición.
De este modo, el producto obtenido será más duro; será el hierro granudo ó el acero.
Para obtener uno de estos cuerpos es necesario que la fundición esté manganesada, es decir, que contenga cierta proporción de manganeso que impida una rápida des carburación, lo que da siempre una escoria más fluida; lo mismo sucede con el fósforo.
Se hace siempre experimentar al hierro granudo una agitación enérgica.

CAPÍTULO XII
EL- ACEBO
Acero de c e m e n t a c i ó n .
Se da generalmente el nombre de acero á todo metal maleable obtenido mediante la fusión.
Los aceros preparados actualmente para la metalurgia son de tres especies:
1. a Acero fundido al crisol. 2 . a Acero Bessemer. 3 . a Acero Siemens-Martín. Acero fundido al crisol.—Podemos describir la fabricación
del acero fundido al crisol dividiéndola en dos operaciones sucesivas:
1. a La cementación. 2 . a La fusión. La cementación es la operación en virtud de la cual se car
bura el hierro dulce calentándole al rojo con carbón ó simplemente con una materia rica en carbono.
Deben emplearse para la preparación del acero por cementación hierros tan puros como sea posible; los hierros de Sue-cia, por ejemplo, han gozado durante mucho tiempo una reputación merecida, en virtud de la cual se les prefería á.cualquier otro para este uso.
Hoy los altos hornos franceses producen un metal perfecto, que ocupa un sitio de los más distinguidos al lado de las fundiciones suecas.

El hierro así elegido está en contacto con una materia rica ea carbón, un cemento.
El cemento más generalmente usado es el carbón de madera de roble.
La cementación se hace en grandes cajas rectangulares de materiales'refractarios, cuyas dimensiones son generalmente:
Anchura 1,20 metros. Altura 1 ,20 — Longitud 3,60 —
Se construyen estas cajas yuxtaponiendo unas á otras por medio de un mortero de tierra ó piedras refractarias.
Se dispone desde luego en el fondo de la caja una capa de pequeños fragmentos de carbón de madera; el metal, bajo la forma de barras de hierro que miden 5 á 10 milímetros de anchura por 15 de espesor, con una longitud variable^ forma una segunda capa que se cubre de carbón de madera; después se dispone una capa de barras de hierro, y así sucesivamente.
Se cubre finalmente la superficie de una capa espesa de polvo de asperón, que le preserva del contacto del aire; todo, por último, se cubre de una cúpula de ladrillos rojos, que forman una chimenea.
Se disponen las cajas', unas al lado de otras, en hornos, donde se calientan por medio de un hogar inferior, al mismo tiempo que una disposición especial dirige la llama alrededor de cada caja.
Durante una semana la temperatura debe elevarse progresiva y lentamente hasta el rojo blanco y mantenerse á este nivel por lo menos una semana.
Se efectúa la carburación primero en la superficie y gana poco á poco las partes más profundas de las barras de hierro. Se sigue la marcha de la operación, examinando algunas

barras testigos que hay colocadas en cada caja, delante de un orificio que les permite poderlas retirar fácilmente del interior durante todo el tiempo de la calefacción.
Una vez terminada la operación se suspende el fuego. Se hace el enfriamiento tan lento como es posible, durando por lo menos una semana. El tiempo total exigido, por consiguiente, para una sola cementación es próximamente de tres semanas.
La cubierta formada por la capa de polvo de asperón, se parte y extraen las barras. El metal presenta en su superficie numerosas resquebrajaduras, y lleva el nombre de acero de gallina. • Las proporciones que hay que guardar en la cementación son:
Hierro. 1.000 kilogr. Cemento ó carbón de madera. . . . 600 á 650 — Hulla. 1.200 á 1.400 —
Las cajas pueden servir próximamente de veinte á cuarenta veces.
La cantidad de carbono absorbida por el hierro no es uniforme en las diferentes partes de la barra metálica.
Las partes superficiales se carburan mucho más que las profundas.
Es necesario, para hacer la masa homogénea, someter el metal á una fusión completa en un crisol especial.
Estos crisoles tienen una forma especial, como lo indica la figura 31.
Se fabrican con materias refractarias, y consignamos, según Chomienne, la composición empleada en el Loire para la fabricación de los crisoles; mezcla de tierra aluminosa de Mus-sidan ó de Baignolle, detritus de crisoles ó de grafito y cok, pulverizados en las siguientes proporciones.

— ,153 — Tierra de Mussidan cocida 7 cubos. Tierra de Mussidan cruda 6 — Grafito /. , . 1 _ Detritus de crisoles '. . . 1 — Qok machacado 4: litros
Fig. 31 . — Crisol.
El cubo empleado mide: '
Diámetro. . . . 0,330 metro. Altura.. . . . . 0,300 ' —
Se mezclan 4 ó 4 y medio cubos de agua de diámetroy altura iguales á 0,300. Las materias pasan después á experimentar una trituración previa.
Se somete en seguida la tierra de Mussidan á una impreg-. dación metódica en cajas de fundición y la pasta se moldea
en forma de ladrillos que tengan próximamente:
. Longitud 0,22 metro. Anchura . 0 , 1 0 —

— 154 —
Se secan primero á una temperatura conveniente y en seguida se calcinan; después se trituran de nuevo y se mezclan.
Pasan acto continuo al malaxador, que los transforma en masas ó porciones de un peso medio de 22 kilogramos.
Estas porciones deben permanecer por lo menos un mes en un sitio fresco antes de pasar á donde se forman los crisoles.
Para la fabricación de los crisoles se emplean moldes especiales que hay necesidad de dar con aceite interiormente antes de emplearlos.
El crisol montado se transporta á una estufa á 50°, donde permanece tres meses.
Se conserva en seguida en un sitio bien seco hasta el momento en que se va á usar.
Se lleva al recocido, donde se calienta durante ocho horas próximamente y de un modo progresivo hasta 700°.
A partir de este momento tan sólo es cuando puede entrar en un horno Siemens.
Los crisoles se hacen de pequeñas dimensiones; de este modo el oxígeno contenido en el interior se absorbe fácilmente y la atmósfera que rodea el metal en fusión es neutra; es absolutamente necesario también que el crisol esté bien enlosado; con este objeto se hace la cubierta de una tierra más grasa, á ñn de que el primer calor se fije de un modo sólido al crisol mismo.
El crisol permanece en el horno de hora y media á tres horas.
Cuando estima el fundidor que el acero está en punto se separa el crisol del fuego por medio de fuertes tenazas; después se quita la tapa y se vierte el acero en una rielera. .
Esta operación es siempre muy delicada; hay un momento preciso en que debe hacerse: si se separa el acero demasiado pronto', está muy hinchado; si se deja mucho tiempo al fuego, resulta quebradizo y empañado.

— 155 —
Cuando no se quiere producir sino una pequeña cantidad de cok se hace uso alguna vez, á pesar de sus numerosos inconvenientes, de un horno doble.
Este horno puede contener 4 ó 6 crisoles; se calienta por medio del cok, del que se hace un consumo considerable, que es por término medio 2 á 3 toneladas para producir una tonelada de acero en fusión.
Si se funden grandes cantidades de acero se emplean por el contrario los hornos Siemens, calentados por medio del gas. Sus dimensiones permiten que contengan'18 á 36 crisoles á la vez.
Estos crisoles se conservan más fácilmente y más tiempo cuando se someten al calor regular del gas.
Su carga reunida puede llegar hasta 30 toneladas, que se vierten en una sola rielera.
La separación de los crisoles se verifica fácilmente, gracias á la altura del horno, que está situado al nivel del suelo.
El acero fundido en el crisol es el acero fino ó semiduro, y se emplea para muelles de carruajes, cuchillería superior, diferentes herramientas y moldeado de obuses.

CAPÍTULO XIII
FABRICACIÓN DEL ACERO POR REDUCCIÓN DE LA FUNDICIÓN
Siendo la fundición un compuesto mucho más carburado. que el acero, puede reducírsela parcialmente y obtener de esta manera el acero.
Los procedimientos fundados en este método son dos, el procedimiento Bessemer y el procedimiento Siemens-Martín.
Acero óblentelo por el procedimiento Bessemer. — Descarburar las fundiciones por una corriente de aire, violentamente dirigido á través de su masa, he aquí el principio de Bessemer.
Con este objeto se emplean fundiciones de primera ó de segunda fusión, que proceden, ya de un alto horno, ya de un cubilote; en este último caso se han tomado fundiciones de. desperdicios que han servido al cubilote para refundir.
A fin de obtener fundiciones más homogéneas, algunas fábricas inglesas, americanas y alemanas trasvasan éstas del alto horno á un gran depósito que contiene próximamente 100 toneladas ó más. Este depósito toma el nombre de mezclador; de este recipiente puede pasar la fundición á un segundo parecido y aun á otro tercero, montados todos sobre carretones que oscilan fácilmente por carriles.
Una buena fundición debe reunir determinadas condiciones; por ejemplo, debe ser caliente, es decir, que su riqueza en silicio ha de ser suficiente para que al quemarse produzca el calor que se desea; la fundición no debe contener dema-

— 157 —
Fig. 32.— Convertidor Bessemer.
Esta retorta está rodeada por una placa de fundición con dos apéndices: el primero hueco, que es el canal por donde •entra el aire, y el segundo macizo, con una rueda de engranaje que se mueve por medio de una cremallera que pone en acción un pistón hidráulico.
Un conducto lateral permite la llegada del aire á la parte inferior del aparato, que presenta cierto número de toberas. Estas últimas consisten en conos de arcilla refractaria con
siadas impurezas, que perjudicarían de un modo considerable á la producción de un buen acero.
El aparato de Bessemer se hace de palastro y fundición, guarnecido de tierra refractaria, y afecta la forma de una voluminosa retorta que oscila.

— 158 —
agujeros del diámetro de 10 milímetros. Esta parte del aparato, que es muy frágil, debe reemplazarse con frecuencia.
El conjunto del aparato lleva el nombre de convertidor Bessemer.
Para evitar todo accidente, el convertidor debe presentar un volumen séxtuplo del de la fundición que haya de emplearse, y ésta no debe subir más de 50 centímetros de altura.
La presión del aire debe ser bastante fuerte, sin lo cual no podría atravesar la capa de hierro fundido.
Se da generalmente á la retorta una capacidad que varía de 5 á 7 toneladas; sin embargo, hay algunas que pueden contener hasta 15 toneladas.
Estudiemos ahora la marcha del aparato. , Este se calienta primero lentamente con cok, cuya temperatura se activa por medio de una corriente de aire; de este modo las paredes de los ladrillos refractarios llegan al rojo sombra. El aparato se invierte entonces de modo que caigan los detritus menudos, y por último se vuelve á poner en su
"posición horizontal y se carga. Para ello se emplea un adoquín de palastro con ladrillos refractarios. Se hace llegar el aire al interior y se hace que oscile el convertidor hasta la posición vertical.
Durante la primera parte de la operación, que se llama el jperiodo de escarificación, se observan penachos de chispas de llamas cortas y un coronamiento marcado. Es el silicio casi en totalidad y mucho manganeso que se consumen. En este, momento, el espectro de la llama es continuo y presenta una raya amarilla.
Por último, algún tiempo después se ve elevarse la temperatura, agrandarse la llama y resultar el ruido más intenso. Al mismo tiempo la llama presenta rayas verdes, lo que prueba la combustión del manganeso. La descarburación comienza realmente en este momento.

— 159 —
Cuando ál cabo de cierto tiempo el espectro sólo presenta las rayas del sodio, la operación ha terminado.
Se ven aparecer entonces humos silenciosos y el ruido cesa.
El metal obtenido contiene óxido de hierro, que es un inconveniente para los diversos usos; para remediarlo se añade fundición blanca brillante, previamente fundida en un pequeño cubilote que contiene manganeso y una fuerte proporción de carbono; de esta manera se reduce el óxido de hierro contenido en el baño.
Esta fundición, que se llama spiegeleisen, no basta cuando es dulce; en este caso se emplea un cuerpo que contiene, á más de acero, manganeso, en la proporción de 60 á 80 por 100, que es el ferromanganeso.
En el momento en que se mezcla se obtiene una gran llama clara de color amarillo.
Si por desgracia no existe, es que se ha detenido el aire demasiado pronto y se debe hacer que vuelva durante algunos instantes.
Una operación completa dura próximamente media hora. . Sólo después de 25 fusiones de éstas es cuando hay que pensar en reparar el fondo y de 150 las paredes.
Mientras que fuera de Francia el acero obtenido por el procedimiento Bessemer sirve para cierto número de objetos, en Francia se emplea casi exclusivamente en la preparación de los railes y las traviesas.
El aparato descrito anteriormente es el convertidor ácido, de revestido silíceo, que emplea fundiciones silíceas que no contienen fósforo ó apenas indicios de él.
Se hace uso también del convertidor básico, construido por los Sres. Thomas y Gilchrist en 1883.
Este aparato de revestido calizo es muy buscado, porque permite'el empleo de fundiciones de inferior calidad, ó al

— 160 —
menos que no se hayan empleado sino en casos de poca importancia.
Permite también este aparato la eliminación del azufre. El convertidor básico exige una presión de aire mayor y
adiciones de cal más considerables; éstas pueden elevarse á 15 ó 20 por 100 del peso de la fundición'empleada; se introduce al principio de la fusión.
La duración total de la insuflación de aire no llega á un cuarto de hora.
El convertidor básico tiende en todas partes á reemplazar al convertidor ácido; en efecto, da aceros más pobres en carbono, que se sueldan con mucha mayor facilidad que los producidos con el convertidor ácido.
Este acero sirve para hacer railes, chapas y palastros, para la construcción de barras y traviesas, etc.
Acero óotenidó por el procedimiento Siemens-Martin.—Por este procedimiento, la fusión de la fundición tiene lugar en un horno de reverbero sobre el palastro en medio de la llama.
Esta primera parte es original esencialmente de los hermanos Martín, mientras que su aplicación industrial se debe al empleo del horno de Siemens.
Este aparato permite obtener un calor muy considerable para fundir grandes masas de materia, á veces 30 ó 40 toneladas. '
En general se introduce-la fundición fría en el horno; sin. embargo, hay casos en que para obtener aceros de calidad muy superior se calienta previamente la fundición en un horno llamado de recalentar.
Cuando la fusión está en marcha se la mezclan pedazos de hierro inútiles y acero que ha empezado á calentarse; esto puede hacerse al principio de la operación, y se ha demostrado que la fusión no se perturbaba, por eso.

Siendo la llama oxidante, el metal se descarbura durante la fusión.
Cuando no hay burbujas en la superficie del líqnido puede considerarse la operación como terminada.
El procedimiento Siemens-Martín es muy usado y suministra, después del de Bessemer, la mayor cantidad del acero producido; en general los hornos empleados pueden contener de 10 á 12 toneladas, construyéndose unas veces mucho más pequeños y otras mucho más grandes.
El horno Siemeñs-Martín es más económico y seguro que el anterior.
Dada la lentitud de la operación, es fácil darse cuenta en todos los momentos de su marcha y sus progresos.
También se pueden reemplazar los pedazos de hierro y acero por minerales ricos en hierro que proceden de Bilbao ó de la isla de Elba, y que se añaden por porciones sucesivas-
Una vez terminada la fusión, se mezclan los ferromanga-nesos finamente triturados y que se han calentado previamente.
En totalidad dura la operación unas diez horas, consagrando cuatro de ellas á la fusión.
Este procedimiento es muy cómodo, porque permite operar en pequeño y puede ensancharse fácilmente, según las necesidades.
Del mismo modo que se han construido convertidores básicos hay ahora suelos básicos.
Se introduce próximamente 75 por 100 de fundición en el horno y el resto de residuos, teniendo cuidado de colocar una pequeña cantidad de arcilla, destinada á producir una buena escoria básica. • ' •
Para las porciones del aparato que, construidas de materias básicas, tengan escasa resistencia, se colocan ladrillos silíceos; de este modo se fabrican la bóveda y los "postes.
B I L L Ó N . — T O M O X X V I I . —11

En resumen, este aparato tiene, cuando se trabaja, grandes ventajas; se hacen las operaciones más fáciles y rápidas y rinden productos superiores á los demás, pero por desgracia los gastos que ocasiona son- mayores que por los demás procedimientos (').
(') Diremos, como resumen final, lo siguiente: Para que el hierro se convierta en acero no basta el carbono, sino que
es indispensable la concurrencia del nitrógeno; por lo tanto, en el acero hay tres elementos: hierro, carbono y nitrógeno, á más de otros cuerpos en pequeñísimas cantidades. Las principales especies de acero son: el tle cementación, el fundido y el llamado natural.
La composición cualitativa del acero natural es la siguiente: carbono, silicio, arsénico, azufre, cobre, manganeso, aluminio y hierro. Este último se halla en la proporción de un 98 por 100 y él carbono en la de 1 por 100.
El acero es de color blanco agrisado, de fractura fino-granosa y muy sonoro. El acero templado llega á rayar el vidrio y su tenacidad es muy considerable. Se puede magnetizar por simple contacto. Calentado hasta el rojo y enfriado con rapidez se produce la templadura, con lo cual adquiere mayor dureza. El recocido completa la templadura, dando todavía mayor.dureza al acero, y el color que toma en su superficie sirve de guía para conocer el temple, pudiendo ser amarillo de paja, violado y azul celeste, según los grados á que se somete. De todos modos, la dureza y elasticidad que adquiere el acoro con la templadura se pone de. manifiesto en lo que sucede con las espadas, cuya fabricación lia dado á Toledo universal renombre. (K. dd T.) *

Í N D I C E
planas
ADVERTENCIA DEL TRADUCTOK 1
CAPÍTULO I.—Historia. Propiedades del hierro 8
CATÍTULO II.—Propiedades de los compuestos de hierro.. 11 Óxidos de hierro - 19 Sulfuros de hierro ; 24 Cloraros de hierro . . . . . 28 Yoduros de hierro 30 Sales de hierro , . .' 31 Carbbnatos de hierro 32 Sult'atos de hierro. . ¡ 33
CAPÍTULO III,—Estado>natural. Minerales de hierro. . ' 35
CAPÍTULO I V . — E l hierro desde el punto de vista geológico . . . . . 51
CAPÍTULO V . — E l hierro de la industria. . 6 5
CAPÍTULO VI.—Tratamiento de. los minerales 70
CAPÍTULO V I I . • Materiales de construcción de los hornos . 80
CAPÍTULO V I I I . — E l alto Jwmo 8§ El combustible. 99 El mineral y el fundente 106
CAPÍTULO IX.—Fundiciones de segunda fusinó.. . . . . 1.14'

— 164 —
Telnán de Cliaroarlín.—Irnp. de Bailly-Baillière ú Hijos.
CAPÍTULO ^.—Fabricación de las fundiciones de segunda fusión. . 1 ^ 1 .
Cubilotes. . . .• 121 Hornos de reverbero. 128 Hornos de crisol... . 134
CAPÌTOLO XI.-—Fabricación del hierro. . 18i{ Horno de pude!ar " . - 138
H.
CAPÍTULO XI I .—£ l acero.... . . . . . 150 Acero de cementación.. loO
C¿TÍTULO 'XIII. —Fabricación del acero por reducción . de la fundición. . ........... 156