Herramientas Ingenieria Industrial
42
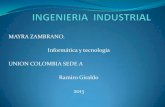
HERRAMIENTAS GENERALES DE INGENIERÍA INDUSTRIAL El número de trabajos específicos es muy grande Es necesario optimizar el esfuerzo DIAGRAMA DE PARETO : "No más del 20% de las actividades provocan el 80% de los resultados", Se debe hacer una lista de los factores que contribuyen al problema y clasificarlos con arreglo a la magnitud de sus contribuciones. Escoger la medición que se considerará como efecto importante 30% 15% 10% 45% 0% 5% 10% 15% 20% 25% 30% 35% 40% 45% 50% Actividad 3 Actividad 2 Actividad 1 Actividad 4 10% 20% 30% 40% 50% 60% 70% 80% 90% 100%
-
Upload
storresopazo -
Category
Documents
-
view
302 -
download
0
description
Herramientas de ingenieria industrial
Transcript of Herramientas Ingenieria Industrial

7/17/2019 Herramientas Ingenieria Industrial
http://slidepdf.com/reader/full/herramientas-ingenieria-industrial 1/42
HERRAMIENTAS GENERALES DE INGENIERÍA INDUSTRIAL
El número de trabajosespecíficos es muy grande
Es necesario optimizar elesfuerzo
DIAGRAMA DE PARETO : "No más del 20% de las actividadesprovocan el 80% de los resultados",
Se debe hacer una lista de los factores que contribuyen al problema y clasificarlos con
arreglo a la magnitud de sus contribuciones.
Escoger lamedición que se
considerarácomo efectoimportante
30%
15%
10%
45%
0%
5%
10%
15%
20%
25%
30%
35%
40%
45%
50%
Actividad 3 Actividad 2 Actividad 1 Actividad 4
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%

7/17/2019 Herramientas Ingenieria Industrial
http://slidepdf.com/reader/full/herramientas-ingenieria-industrial 2/42
DIAGRAMA DE ISHIKAWA : "Diagrama de Causa y Efecto" (Espina depescado), que esquematiza la aplicación de su método de determinación,análisis, y valoración de las fuentes de eventos”
Definir la ocurrencia de un eventoindeseable, o problema ( la
cabeza del pescado), como el
efecto.
Identificar los factores que contribuyen a suaparición como las causas . (espinas del pescado)
priorizar en base a contribución a la generación delproblema (fuerza de unión de la espina con lacabeza)
Atacar el problema a través de sus causas masimportantes
Experiencia
Capacitación
Moral

7/17/2019 Herramientas Ingenieria Industrial
http://slidepdf.com/reader/full/herramientas-ingenieria-industrial 3/42
CARTA GANTT : Distribución de tiempos y precedencias del conjunto detareas que componen una Labor.
Secuencia e importancia en uso de recursos asociados al tiempo (como
horas hombre, horas máquina, energía, etc.) de cada tarea
Descargar y Cargar PiezaDesbarbar
Preparar Pieza
Mover Pieza aPallet Salida
0 t1 t1+t2 t1+t2+t3 t1+t2+t3+t4
Ac
ti
vi
da
de
s
Carta Gantt de un operario que debe servir una Máquina-Herramienta
Hombre y Maquina Solo Operario

7/17/2019 Herramientas Ingenieria Industrial
http://slidepdf.com/reader/full/herramientas-ingenieria-industrial 4/42
Diagrama PERT : Project Evaluation and Review Techniqueherramienta de planeación y control de un trabajo complejo, a través de la identificacióndel "camino o Ruta Crítica"
Secuencia de actividades cuyos tiempos de ejecución afectan
directa e inmediatamente al tiempo total de ejecución del trabajo
El tiempo de ejecución de unaactividad especifica no esperfectamente conocido a priori,
si no que está caracterizado portres proyecciones de tiempo
top : Estimación Optimista (tiempo si las
condiciones de ejecución son ideales
tm : Estimación más Probable (tiempo si las
condiciones de ejecución son las normales)
tpe : Estimación Pesimista (tiempo si lascondiciones de ejecución son las peores
Prt(tm)
Prt(top)
Prt(tpe)
top tm tpe
E[T]=(top +tpe +4tm )/6
Distribución Triangular

7/17/2019 Herramientas Ingenieria Industrial
http://slidepdf.com/reader/full/herramientas-ingenieria-industrial 5/42
Diagrama PERT : Project Evaluation and Review Technique
Ejemplo: la elaboración de un producto requiere de la ejecución de 14 actividades cuyos
tiempos y precedencias son:Tarea A B C D E F G H I J K L M N
top 23 10 45 20 10 9 25 22 25 11 30 8 35 10
tm 23 12 45 21 11 9 32 23 40 11 30 8 41 13
t pe 23 20 45 25 13 9 34 27 45 11 30 8 56 14
Precedencia - - A A B
D C,D,
E F F
G E G
I J H
K H
K L
M
El Diagrama de actividades PERT (con tm) será:
A-23 C-45 F-9 G-32 H-23 L-8
M-41
B-12 D-21 K-30
N-13
E-11 I-40 J-11
.
Tarea Crítica
Tarea Ficticia

7/17/2019 Herramientas Ingenieria Industrial
http://slidepdf.com/reader/full/herramientas-ingenieria-industrial 6/42

7/17/2019 Herramientas Ingenieria Industrial
http://slidepdf.com/reader/full/herramientas-ingenieria-industrial 7/42
DIAGRAMA DE AFINIDAD: es útil para organizar las ideas, generadas enuna "Tormenta de ideas", en grupos afines que permitan explorar lasalternativas de mejora, esto es ¿Qué intentar?.
Ejemplo: si estamos interesados en reducir el tiempo de fabricación, generaremos un conjuntode ideas que serán organizadas en bloques de afinidad de modo que exploremos cada grupopermitiendo con esto una mayor amplitud en la exploración de alternativas.
Guías para reducir eltiempo de fabricación
Operario acargo
Equiposutilizados
Calidadestablecida
Set_uprequerido
Secuenciade tareas
1) Entrenar.
2) Motivar.3) Enriquecertrabajo.
4) Cambiar .
1) Modificar.
2) Cambiartecnología.
3) Mantención
preventiva
1) Modificar
inspecciones.2) Cambiarproveedores.
3) Monitoreo
de máquinas.
1) Eliminar.
2) Localizarherramientas.3) Aumentar
tamaño lotes
1) Modificar.
2) Combinartareas.3) Eliminar
tareas.
Diagrama de afinidad

7/17/2019 Herramientas Ingenieria Industrial
http://slidepdf.com/reader/full/herramientas-ingenieria-industrial 8/42
DIAGRAMA DE CONTINGENCIAS: mapa de eventos posibles durante laimplementación de una acción. Es la proyección de todos los contratiemposposibles y la indicación de las respuestas adecuadas para su superación,permitiendo responder eficaz y eficientemente al presentarse la contingencia
Contingencia posible Curso de acción recomendado Evento 1: Falla de la Maquina más alláde lo presupuestado.
Acción 1: Subcontratar operación:
a) Maestranza Concepción F 2985674
b) Maestranza Solesa F 2416785 Acción 2: Programar entrega yrecepción
ANÁLISIS DEL PANORAMA: desarrollar una nueva visión de lo que puedeser un proceso mejor y cómo funcionaría.
Apartándose de la rutina normal, desafiando todos los supuestos y restricciones,cuestionando lo obvio y proyectándose a lo mejor en cuanto a las tecnologíasdisponibles o en desarrollo, definiendo como deberían adecuarse para proporcionar elmejor proceso posible, considerando incluso la adaptación de tecnologías desarrolladaspara otros objetivos.

7/17/2019 Herramientas Ingenieria Industrial
http://slidepdf.com/reader/full/herramientas-ingenieria-industrial 9/42
BENCHMARKING: construcción de respuestas propias a partir de respuestasajenas ya probadas. Comparar el proceso actual con los mejores procesos enotras unidades de la misma empresa, otras empresas, o bien otras industrias,sean o no similares, existentes en el mundo, brindando enfoques de solución
con una medición probada del desempeño y muchas buenas ideas.Interno: se observa respuestas generadas por otras unidades dentro de la mismaorganización.
Externo: se observa a organizaciones no ligadas a la empresa.
Se debe comenzar con el benchmarking interno, debido a la facilidad deobtener datos detallados y óptima cooperación, pero no limitarse a él.
LISTADO DE PROS Y CONTRAS: instrumento de evaluación deacciones alternativas, consistente en listar las ventajas y desventajas decada una de las acciones, permitiendo generar una visión global de que
tan conveniente es una determinada acción.Ranking: instrumento de evaluación consistente en ordenar lasalternativas para cada criterio permitiendo generar una selección deacciones “Mejores”. Desechando las que no destacan en ningún criterio

7/17/2019 Herramientas Ingenieria Industrial
http://slidepdf.com/reader/full/herramientas-ingenieria-industrial 10/42
COMPARACIÓN DE FACTORES PONDERADOS: Es un instrumento deevaluación de alternativas complejas, a través de la consideración demúltiples factores u objetivos deseables,
Obtener valores de cada para cada alternativa, enuna misma escala
Criterioso
FactoresObtener un puntaje total por alternativa
Ponderar los criterios (Obtención Pesos)
AlternativasFactor
A B C D E
Descripción Peso Valor Puntaje Valor Puntaje Valor Puntaje Valor Puntaje Valor Puntaje
Inversión
Seguridad
V.P.N.
Mantención
Set_up
Total 1 - - - - -

7/17/2019 Herramientas Ingenieria Industrial
http://slidepdf.com/reader/full/herramientas-ingenieria-industrial 11/42
Ejemplo: Para la evaluación de alternativas se ha aplicado las dos primeras técnicas, restando solo la última.Obtener la alternativa a presentar, si los puntajes dados a los Criterios en sesión conjunta del equipo de diseño ylos dueños fueron:
Criterios Inversión
Inicial
Costo Unitario de
Producción
Seguridad del
personal
Flexibilidad del
Layout
Valor
publicitarioSuma
Puntaje
Puntaje asignado 54 65 23 27 36 205
La información de valoración en cada criterio para cada alternativa, obtenida en la última sesión, es:Criterio
Alternativa Inversión Ini.
MM$
C. Unitario
P.$/Unidad
Seguridad del
Perso.Puntos
Flexibilidad
Puntos
V. Publicitari
Puntos
A 234 → 234/234 = 1 1,02 70 2 → 2/6 =0,3333 2
B 323 → 234/323 =0,724 1,00 90 3 → 3/6 = 0,5 2
C 268 → 234/268 =0,873 1,02 82 3 → 3/6 =0,5 1
D 402 → 234/402 =0,582 0,97 100 6 → 6/6 =1 6
E 395 → 234/395 =0,592 0,97 97 6 → 6/6 =1 5
Pues para inversión Menos es Mejor, mientras que para Flexibilidad Mas es Mejor
Así:
Factor Alternativas
A B C D E
Descripción Peso Valor Puntaje Valor Puntaje Valor Puntaje Valor Puntaje Valor Puntaje
Inversión Ini. 0,2634 1,000 0,2634 0,725 0,1908 0,873 0,2299 0,582 0,1533 0,592 0,1559
C. Unitario P 0,3171 0,950 0,3012 0,970 0,3076 0,950 0,3012 1,000 0,3171 1,000 0,3171
Segu del Perso 0,1122 0,700 0,0785 0,900 0,1010 0,820 0,0920 1,000 0,1122 0,970 0,1088
Flexibilidad 0,1317 0,333 0,0439 0,500 0,0659 0,500 0,0659 1,000 0,1317 1,000 0,1317
V. Publicitari. 0,1756 0,333 0,0585 0,333 0,0585 0,167 0,0293 1,000 0,1756 0,833 0,1463
Total 1 - 0,7455 - 0,7237 - 0,7183 - 0,8899 - 0,8598

7/17/2019 Herramientas Ingenieria Industrial
http://slidepdf.com/reader/full/herramientas-ingenieria-industrial 12/42

7/17/2019 Herramientas Ingenieria Industrial
http://slidepdf.com/reader/full/herramientas-ingenieria-industrial 13/42
Paso
N °
Descripción Herramientas disponibles
1 Identificar
un
problema.
Análisis de Pareto
Análisis de Frecuencias
2 Identificar
causas
posibles.
Observación
Tormenta de ideas
Diagrama de Ishikawa
3 Priorizarcausas.
Análisis de ParetoEstratificación
Diagrama De Ishikawa
4 Generar
respuestas
alternativas
Análisis del Panorama
Tormenta de Ideas
Diagrama de afinidad
5 Evaluar
alternativas Valor Presente Neto
Lista de Pros y Contras
Comparación de Factores Ponderados
6 Generar
plan
Diagrama PERT
Carta Gantt
Diagrama de Contingencias
Diseño de Ingeniería: consiste en la aplicación sucesiva de seis pasos, como sigue:
definir con claridad el problema a resolver, paraello se debe recurrir a toda la información posible
separar los principales elementos que generan oprovocan la situación, a fin de focalizar el esfuerzo
crear un orden o jerarquía de las fuentes
generadoras de la situación, en base a sucontribución a su generación
Plantear opciones de acciones sobre las causasque impliquen un mejoramiento en la situación
valoración de cada opción de acción generada, enbase a los criterios definidos en los objetivos
elaborar el plan detallado con el que seimplantarán las soluciones propuestas y lasmedidas correctivas

7/17/2019 Herramientas Ingenieria Industrial
http://slidepdf.com/reader/full/herramientas-ingenieria-industrial 14/42
Realización Para poner en práctica las medidas remedio se debe seguir al pie de laletra el plan elaborado, además de involucrar a los afectados y explicarles laimportancia del problema y los objetivos que se persiguen.
La ejecución delplan Diseñado
involucrarámodificacionesen la situaciónlo cual siempre
generaráproblemas:
i.- Explicar clara y convincentemente la necesidad del cambio.ii.- Involucrar a las personas en la generación de alternativas.iii.- Introducir los cambios más grandes paso a paso.iv.- Enfatizar aquellos aspectos que benefician a los individuos involucrados.v.- Mostrar un interés genuino en las reacciones de los involucrados.vi.- Anunciar e introducir los cambios por intermedio del supervisor directo.
Resistenciaal Cambio
Inercia
Conflictos Personales
Resentimiento
Incertidumbre

7/17/2019 Herramientas Ingenieria Industrial
http://slidepdf.com/reader/full/herramientas-ingenieria-industrial 15/42
DISEÑO DE LA ESTACIÓN DE TRABAJO
Estación de Trabajo: Conjunto de Operario, Maquinas, Dispositivos y Espacios que cumplencon una etapa de avance en la Labor.
Está caracterizada por el número de máquinas, el número de trabajadores, dispositivos y losespacios requeridos tanto a la entrada o zona de carga de la máquina como a la salida o zonade descarga de la máquina. Lo cuál estará determinado por las velocidades y costos deoperación, además del número de piezas que se encontrarán simultáneamente en la estación
Ejemplo: Estación con dos Mesonesde trabajo y dos operarios
El la asignación de operarios y maquinas, asícomo el diseño de la Estación de Trabajo (ET),de tal manera de optimizar la operación sedenomina “Organización del trabajo” y es unatarea propia del Ing. Industrial
Se debe considerar:
Tasa de producciónCosto Unitario
Seguridad
Ergonomía

7/17/2019 Herramientas Ingenieria Industrial
http://slidepdf.com/reader/full/herramientas-ingenieria-industrial 16/42
DISEÑO DE LA ESTACIÓN DE TRABAJO
DETERMINACIÓN DEL TAMAÑO ÓPTIMO DE LOTE BATCH: Normalmente lafabricación, de un producto, se realiza mediante la elaboración de un grannúmero de unidades una tras otra hasta completar la cantidad requerida, que se
denomina "Modo Batch“ o “Lote Batch”, y luego se produce otro producto.
De 100 unidades de materia prima que ingresan a un proceso de transformación aproductos un determinado número serán rechazadas en el curso del proceso, las unidadesrestantes definen la "Tasa de Producción". Así tenemos:
Operación Inspección
M.Prima
M. Prima
procesada
Productos(Aceptados)
Rechazados(Defectuosos)
Definimos:
Productividad Producto Pr P :Máximode unidades de producto posibles deobtener (U/hr) , (Kg/h), etc
Productividad Carga Pr C :Máximode unidades de Materia Prima posibles deprocesar (U/hr) , (Kg/h), etc
Rendimiento η : Porcentaje de lasunidades de Materia Prima procesadasque se transforman en productos (U/hr) ,(Kg/h), etc
Pr P = η * Pr C
Rechazo r : Porcentaje de unidadesprocesadas que resultan defectuosas, enel largo plazo

7/17/2019 Herramientas Ingenieria Industrial
http://slidepdf.com/reader/full/herramientas-ingenieria-industrial 17/42
DISEÑO DE LA ESTACIÓN DE TRABAJO
Ejemplo: El Gerente de Producción de su empresa le solicita ayuda en la evaluación de una nueva tecnología,que revolucionará el proceso productivo. El diagrama de proceso es:
2a
4 3
2b
1
Máquina 1 2a 2b 3 4
% 90 85 90 95 90
Prc 35 18 10 28 25
Tiempo Cuello de Botella:
tiempo de la operación cuello debotella, es decir aquella operaciónque determina la capacidad de unproceso
Proceso: secuencia de
operaciones e inspeccionesque permiten la elaboraciónde un producto (Bien oServicio)
Rendimiento de un Proceso :
relación entre la salida y laentrada en un proceso, afectadopor los rendimientos de susoperaciones

7/17/2019 Herramientas Ingenieria Industrial
http://slidepdf.com/reader/full/herramientas-ingenieria-industrial 18/42
DISEÑO DE LA ESTACIÓN DE TRABAJO
Modelo analítico de Lote Batch : determinación del tamaño óptimo de lote Batch, de talforma de maximizar la contribución esperada, conocido como "Problema del Rechazo Admisible".
Sean:X : Variable aleatoria que denota el número de unidades buenas producidas.
p(x) : Probabilidad de producir exactamente x unidades buenas. Q : Tamaño del lote de producción en modo Batch.
R(Q,X) : Retorno resultante de producir Q unidades de las cuales exactamente X están buenas.
C(Q,X) : Costo de producir Q unidades de las cuales exactamente X están buenas
P(Q,X) : Contribución resultante de producir Q unidades de las cuales exactamente X
están buenas. P(Q,X) = R(Q,X) - C(Q,X)E[R(Q)] : Retorno esperado resultante de producir Q unidades E[C(Q)] : Costo esperado resultante de producir Q unidades
E[P(Q)] : Contribución esperada resultante de producir Q unidades. E[P(Q)] = E[R(Q)] - E[C(Q)]
Entonces, se tiene que:
Q
x
x p xQC xQ RQ P E
0
)(),(),()(

7/17/2019 Herramientas Ingenieria Industrial
http://slidepdf.com/reader/full/herramientas-ingenieria-industrial 19/42
DISEÑO DE LA ESTACIÓN DE TRABAJO
Ejemplo: un taller recibe una orden por 20 unidades de un producto específico dentro de su gama de productos, y recibirá
$4000 por cada unidad. Sólo puede efectuarse una corrida de producción. Si son producidas 18, 19 o 20 unidades buenas, el
cliente las aceptará. Mientras que no aceptará un lote con menos de 18 unidades ni tampoco aceptará unidades sobre las 20
solicitadas, por lo cual el exceso de producción deberán ser recicladas.El costo de los materiales, que pueden ser reciclados, es de $500 por unidad y los costos de producción son de $2.250 por
unidad procesada.
Así tenemos que :
y C(Q,x) = $2.750*Q
Q x siQ
x si xQ x
x siQ
xQ R
,,21),20(500$)20(4000$
20,19,18),(500$4000$
17,,1,0,500$
),(
por lo que;
Q Q
Q Q
x
Q x p x p x x pQ
x p xQC x p xQ R x p xQ R x p xQ RQ P E
0
20
18 21
17
0
20
18 21 0
*750.2)(*000.70)(**500.3)(**500
)(),()(),()(),()(),()(
20
18 21
20
18 21
*250.2)(*000.70)(**500.3)(
*2750)(*000.70)(**3500*500)(:
Q
Q
Q x p x p xQ P E así
Q x p x p xQQ P E luego

7/17/2019 Herramientas Ingenieria Industrial
http://slidepdf.com/reader/full/herramientas-ingenieria-industrial 20/42
Tamaño
de Lote Q 2.250Q E[P(Q)]
20 9.4 - 45000 -12100 21 9.4 0.1 47250 -7350
22 9.6 0.2 49500 -1900
23 7.7 0.4 51750 3200
24 5.7 0.5 54000 950
25 3.9 0.8 56250 13400
Tamaño
de Lote Q 2.250Q E[P(Q)]
26 3.9 0.8 58500 11150 27 2.2 0.9 60750 9250
28 - 1 63000 7000
29 - 1 65250 4750
30 - 1 67500 2500
DISEÑO DE LA ESTACIÓN DE TRABAJO
Además; las probabilidades en cuestión, en base a información histórica sobre trabajos anteriores de igual
complejidad son:
Unidades buenas por loteTamañoLote 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30
20 0.1 0.1 0.1 0.2 0.2 0.2 0.1
21 0.1 0.1 0.1 0.1 0.2 0.2 0.1 0.1
22 0.1 0.1 0.1 0.1 0.2 0.2 0.1 0.1
23 0.1 0.1 0.1 0.1 0.2 0.2 0.1 0.1
24 0.1 0.1 0.1 0.1 0.1 0.1 0.2 0.1 0.1
25 0.1 0.1 0.1 0.2 0.2 0.2 0.1
26 0.1 0.1 0.1 0.1 0.1 0.2 0.2 0.1 0
27 0.1 0.1 0.1 0.1 0.2 0.2 0.1 0.128 0.1 0.1 0.1 0.1 0.2 0.2 0.1 0.1
29 0.1 0.1 0.1 0.1 0.1 0.1 0.2 0.1 0.1
30 0.1 0.1 0.1 0.2 0.2 0.2 0.1
20
18
)( x
x xp
Q
x
x p21
)(
Q
x
x p21
)(
20
18
)( x
x xp
Y luego:
el lote óptimo será de Q = 25, unidades con una contribución esperada de $13.400.

7/17/2019 Herramientas Ingenieria Industrial
http://slidepdf.com/reader/full/herramientas-ingenieria-industrial 21/42
DISEÑO DE LA ESTACIÓN DE TRABAJO
REQUERIMIENTOS DE EQUIPOS : número mínimo de equipos de cada tipo que entregarán la
capacidad de producción requerida.
Si Mj indica el número de máquinas tipo j requeridas, entonces:
n
i ij
ijij
j H
T P M
1
Pij : Tasa de producción requerida para el producto i en la máquina j,
en unidades por período.
Tij : Tiempo de ciclo del producto i en la máquina j, horas por unidad
Hij : Disponibilidad de horas-producción para producto i en máquina j.
n : Total de productos diferentes a ser elaborados en máquinas tipo j
REQUERIMIENTOS DE OPERARIOS EN OPERACIONES MANUALES :
Si Aj indica el número de operarios tipo j requeridos, entonces:
n
i ij
ijij
j H
T P A
1
Pij : Tasa de producción requerida para el producto i en la operación
manual j, unidades por período .
Tij : Tiempo de ciclo del producto i en la operación j, hrs por unidad
Hij : Disponibilidad de horas-producción para el producto i en la operación j
n :Total de productos distintos a ser procesados en la operación manual j.

7/17/2019 Herramientas Ingenieria Industrial
http://slidepdf.com/reader/full/herramientas-ingenieria-industrial 22/42
DISEÑO DE LA ESTACIÓN DE TRABAJO
Ejemplo: Un determinado tipo de máquinarias es utilizada en la elaboración de 5 diferentes productos. La tasa
de producción requerida, así como los tiempos de producción unitarios y las horas disponibles por mes por
producto, están dadas en la siguiente tabla:Producto Producción mensual
requerida Tiempo de producción
unitario Disponibilidad
de horas producción
A 15.000 0.017 150
B 6.000 0.009 150
C 2.000 0.012 150
D 12.000 0.010 150 E 9.000 0.007 150
Ejemplo: Un determinado tipo de operarios elabora 4 diferentes productos a través de una operación manual.
La tasa de producción requerida, así como los tiempos de producción unitarios y las horas disponibles por
mes por producto, están dadas en la siguiente tabla:
Producto Producción mensual
requerida por producto Tiempo de producción
unitario (hrs./Unidad)
por producto
Disponibilidad
de horas producción por
producto y operario
A 10.000 0.022 150
B 8.000 0.019 150
C 3.000 0.026 150
D 7.000 0.018 150

7/17/2019 Herramientas Ingenieria Industrial
http://slidepdf.com/reader/full/herramientas-ingenieria-industrial 23/42
DISEÑO DE LA ESTACIÓN DE TRABAJO
Diagrama Hombre Máquina : permite el diseño de una única estación de trabajo,
determinando la relación exacta de los tiempos de ciclo de trabajo del operador (operadores) y el ciclo de
operación de su(s) máquina(s), dando la posibilidad de equilibrar perfectamente el trabajo de hombres y
máquinas. De esta forma nos permite determinar el número de operarios necesarios, ya sea que trabajen enequipo operando una o más máquinas , o un operario sirva a varias máquinas.
Definiciones:
i) Tiempo de ciclo del trabajador : Tiempo transcurrido desde el inicio del primer movimiento asociado a la
tarea elemental, hasta el final del último movimiento de la misma tarea, y luego todo se repite. Durante
este tiempo se procesa una pieza.
ii) Tiempo de ciclo de operación de la máquina: Tiempo transcurrido desde su detención e inicio dedescarga, posterior carga y operación hasta que se produzca su detención nuevamente. Durante este
tiempo se procesa una pieza.
iii) Tiempo de ocio: tiempo durante el cual el trabajador está inactivo como consecuencia del método de
trabajo. Normalmente en espera que una máquina finalice su operación automática.
iv) Tiempo productivo del operario: tiempo total en que el operario está en actividad dentro de cada ciclo
de operación.
v) Tiempo muerto: tiempo durante el cual una máquina está inactiva como consecuencia del método de
trabajo. Normalmente en espera que un operador finalice una actividad previa y quede disponible.
vii) Tiempo productivo de la máquina: tiempo total en que la máquina está en actividad dentro de cada ciclo
de operación.
Vii) Equilibrio de hombres y máquinas: estado en el cual el método de trabajo asegura que si es
adecuadamente ejecutado, minimizará los tiempos de ocio y los tiempos muertos.

7/17/2019 Herramientas Ingenieria Industrial
http://slidepdf.com/reader/full/herramientas-ingenieria-industrial 24/42
DISEÑO DE LA ESTACIÓN DE TRABAJO
Diagrama Hombre Máquina: es una representación a escala de los tiempos involucrados en cada
actividad que forma parte del método de trabajo para un ciclo de operación. Así se incluirá una columna para
representar la actividad de cada operador y cada máquina en forma coordinada.
Ejemplo : Un operador debe servir a dos máquinas tipo A y una máquina tipo B, con tiempo de viaje entre dos
máquinas de 0.5 minutos y que operan con los siguientes tiempos:
Máquina A
Actividad Tiempo(min.)
Descarga 1.0
Carga 1.5
Inspección 0.5
Operación
Automática 7.0
Máquina B
Actividad Tiempo(min.)
Descarga 0.9
Carga 0.5
Inspección 0.1
Operación
Automática 6.4

7/17/2019 Herramientas Ingenieria Industrial
http://slidepdf.com/reader/full/herramientas-ingenieria-industrial 25/42
Diagrama Hombre máquina
Operación: Manipulación de dos máquinas tipo A y una
máquina tipo B por un único operario. Inicio : Carga máquina A-1.
Termino : máquina A-1 termina operación automática.
Diagrama N0: 12
Método : Propuesto
Analista : G.C.V.
Fecha : 12/07/98
Operario Maquina A-1 Maquina A-2 Maquina B
Tiempo de Ocio de operario por ciclo 0.5Tiempo Productivo del Operario por ciclo 9.0Minutos Hombre por ciclo 9.5
Tiempo Muerto máquina A-1 por ciclo 0.0Tiempo Productivo máquina A-1 por ciclo 9.5Minutos máquina A-1 por ciclo 9.5
Tiempo Muerto máquina A-2 por ciclo 0.0Tiempo Productivo máquina A-2 por ciclo 9.5Minutos máquina A-2 por ciclo 9.5
Tiempo Muerto máquina B por ciclo 1.7Tiempo Productivo máquina B por ciclo 7.8Minutos máquina B por ciclo 9.5
0.0 --
Descargar A-1
1.0 --
Cargar A-1
2.5 --
Inspección A-13.0 --
Viaje a A-2
3.5 --
Descargar A-2
4.5 --
Cargar A-2
6.0 --Inspección A-2
6.5 --
Viaje a B
7.0 --
Descargar B
7.9 --
Cargar B8.4 --
Inspección B 8.5 --
Viaje a A-1
9.0 --
Tiempo de Ocio9.5 --
0.0 --
En Descarga
1.0 --
Cargándose
2.5 --
CorridaAutomática(7 minutos)
9.5 --
0.0 --
Corridaautomática
(3.5 minutos)
3.5 --
En Descarga
4.5 --
Cargándose
6.0 --
Corridaautomática
(3.5 minutos)
9.5 --
0.0 --
Corridaautomática
(5.3 minutos)
5.3--
Tiempo
Muerto(1.7 minutos)
7.0 --
En Descarga
7.9 --
Cargándose8.4 --
Corridaautomática
(1.1 minutos).9.5 --

7/17/2019 Herramientas Ingenieria Industrial
http://slidepdf.com/reader/full/herramientas-ingenieria-industrial 26/42
DISEÑO DE LA ESTACIÓN DE TRABAJO
Número De Máquinas Iguales Por Operario: En el caso en que todas las máquinas sean
iguales es posible determinar en forma analítica, el número de máquinas que serviría un operador ( o equipo
de operadores). En efecto, sean:
a: Tiempo total de las actividades concurrentes, es decir aquellas que requieren tanto del operador
como de la máquina en forma conjunta.
b: Tiempo total de las actividades del operador, independientes de la máquina, como inspección
empaque, etc.
t: Tiempo total de las actividades de la máquina, independientes del operador, como la corrida
automática.n‘ : número de máquinas a asignar a un operador para que no existan tiempos de ocio o t. muertos.
m : número de máquinas asignadas a un operador.
Tc : Tiempo de ciclo total.
Io : Tiempo de ocio del operador durante un ciclo.
Im : Tiempo Muerto de una máquina durante un ciclo.
TC(m) : Costo por unidad producida si se asigna m máquinas por operador.
C1 : Costo por hora-operador.C2 : Costo por hora-máquina.
Así, n', el número ideal de máquinas por operador, será:ba
t an
'
este número puede resultar una fracción, por lo que debemos encontrar m, el número de máquinas a
asignar realmente, considerando que:
'),(
',
nm sibam
nm sit aT c

7/17/2019 Herramientas Ingenieria Industrial
http://slidepdf.com/reader/full/herramientas-ingenieria-industrial 27/42
y entonces:
DISEÑO DE LA ESTACIÓN DE TRABAJO
Número De Máquinas Iguales Por Operario
'0'),()(
nm sinm sibamt a I o
'),()('0
nm sit abamnm si I m
el costo, por unidad de tiempo, de asignar m máquinas es C1+mC2
Como durante un ciclo se producen m unidades, se tiene que:
m
T mC C mTC c)()( 21
'),)((
',))((
)(
21
21
nm sibamC C
nm sim
t amC C
mTC reemplazando Tc, tenemos:
luego debemos asignar n o n+1 máquinas, según cual sea el costo menor.
Ejemplo: la operación de una máquina de corrida automática se realiza en los siguientes tiempos tipo:
Actividad Descarga Carga Inspección O. Automática
Tiempo tipo (min.) 0.9 0.5 0.1 6.4
¿Cuál es el número de máquinas a asignar a un operador si el costo por hora máquina es de $ 150, y el costo
por hora operador es de $20?

7/17/2019 Herramientas Ingenieria Industrial
http://slidepdf.com/reader/full/herramientas-ingenieria-industrial 28/42
Turno efectivo: es el tiempo que realmente los operarios están disponibles para laborar, durante un turno.
Normalmente se debe descontar un mínimo de 30 minutos destinado a colaciones.
DISEÑO DE LA ESTACIÓN DE TRABAJO
Determinación De La Efectividad De Un Proceso: Un proceso productivo, o una estación
de trabajo, no produce durante todo el transcurso de un turno, sino que sólo durante parte de él. Esto puede
ser por que no es necesario, debido a la carga de trabajo programada, o bien por que la maquinaria está
reservada para actividades de mantención u otras actividades, como lo es el entrenamiento. Así, el volumende producción obtenido no es un indicador directo de que tan beneficioso fue el trabajo; luego, para obtener
una medición adecuada es necesario establecer una relación entre el volumen de producción y el tiempo
invertido en ella, con el estándar existente. Para lo cual establecemos las siguientes definiciones:
Factor de operación: Porcentaje del turno efectivo, que en promedio, la maquinaria está disponible para
fabricar. Normalmente se debe descontar aquellos tiempos promedio que la maquinaria está en reparaciones
o es utilizada en otros fines como ser el entrenamiento de operarios.
Factor de utilización: Porcentaje del tiempo disponible para fabricar en que la maquina esta realmente
siendo utilizada. Suele ocurrir que la capacidad de la maquinaria es mayor que el requerimiento decapacidad y los operarios son temporalmente asignados a otras labores.
Índice de efectividad de operación: Nivel en el cual se cumple con los estándares de producción, medidos
en unidades de producto por unidad de tiempo.

7/17/2019 Herramientas Ingenieria Industrial
http://slidepdf.com/reader/full/herramientas-ingenieria-industrial 29/42
Ejemplo: Durante una determinada semana el taller opero bajo las siguientes condiciones:
a) Turno Pagado: 8 horas. b) Colación: 40 minutos.c) Factor de operación: 90%, en promedio las mantenciones ocupan un 10% del turno efectivo.
d) Factor de utilización: 80%, en promedio sólo se ha producido durante el 80% del tiempo en que la
maquinaria estuvo apta para producir, ya que el personal fue utilizado en otras labores.
e) Se trabajó 6 turnos en la semana, con 5 operarios por turno.
f) Se produjo un total de 240 unidades buenas, y 9 unidades rechazadas.
g) El costo de la mano de obra es de $ 3.500.-, por hora hombre.
h) El costo de las materias primas e insumos directos es de $650 por unidad procesada.
i) El costo de la maquinaria es de $ 4.500.-, por hora máquina. j) El estándar del taller corresponde a 1/7 unidades por minuto y 5.000 pesos por unidad.
DISEÑO DE LA ESTACIÓN DE TRABAJO
Determinación De La Efectividad De Un Proceso:
Turno efectivo = 8x60 – 40 = 440 minutos efectivos
Tiempo operable por turno = 440x90% = 396 minutos, apta para producir, por turno.
Tiempo en producción por turno = 396x80% = 316.8 minutos en producción, por turno.
Tiempo total en producción = 316.8x6 = 1900.8 minutos en producción.
por lo cual la tasa de producción en unidades por minuto es: 240/1900.8 = 0.126 [u/mín.]
y la efectividad de la semana será de 0.126/ (1/7) = 0.884, es decir, sólo se obtuvo un 88,4% de la producción estándar.
Además:
Costo total Mano de Obra = 8[hr/Turno]*6[Turnos]*3.500[$/hr]*5[operarios] = $ 840.000
Costo total Materiales = (240 + 9)[unidades procesadas]*650[$/unidad] = $ 161.850
Costo de uso maquinaría = 396[min./turno]*6[Turnos]*4.500/60[$/min.] = $ 178.200
Costo total de producción = = $ 1.180.050
por lo cual el costo unitario de producción fue de 1.180.050/240 = $ 4.917.-
La eficiencia de la semana será de
%7.101017.1000.51
917.41

7/17/2019 Herramientas Ingenieria Industrial
http://slidepdf.com/reader/full/herramientas-ingenieria-industrial 30/42
ANÁLISIS Y DISEÑO DE MÉTODOS
Métodos Y Productividad: El estudio de métodos tiene por objetivo mejorar la productividad,por medio de la reducción del tiempo de fabricación unitario, los consumos unitarios o del aumento dela producción por unidad de tiempo, y por lo tanto la reducción del costo directo de producción unitario.En general se define la “productividad total” por:
Si se reduce el tiempo de ciclo de fabricación (tiempo unitario), al meno s los consumos en M.O, Cap.,
y E., disminuyen, pues están ligados al tiempo dedicado a producir una unidad.
Si la producción se mantiene, por falta de mercado para utilizar el tiempo de producción liberado, la
productividad aumenta
Si acaso es posible colocar mas productos, además de aumentar la productividad aumenta tambiénla producción real.
Ejemplo: la estructura de costos unitarios de producción en una firma mono-productora es como sigue:
* Si el tiempo estándar de producción para el producto es de 5.27 minutos, ¿Cuál
es el precio al cual se debe ofrecer si se desea un margen del 20% sobre los
costos totales?
ITEM DE COSTO Costo [$]
Materiales 930 [Unid]
Herramientas 350 [hora ]
Insumos directos 200 [Unid ]
Energía directa 3 800 [hora ]
Infraestructura 15 000 [hora ]
Maquinaria 4 000 [hora ]
Mantención Maq. 920 [hora ]
M.O. directa 12 000 [hora ]
M.O. Indirecta 8 000 [hora ]
Costo Total
* Si se desea un plan de motivación en base a incentivos monetarios ¿Cuál es el
premio (porcentual) máximo a pagar por un 10% de disminución en el tiempo de
ciclo, respecto del estándar, si el precio es el de (a) ?
* ¿Cuál es el incremento de productividad?,¿cuál el incremento en la utilidad
total lograda en (b)?

7/17/2019 Herramientas Ingenieria Industrial
http://slidepdf.com/reader/full/herramientas-ingenieria-industrial 31/42
ANÁLISIS Y DISEÑO DE MÉTODOS
Diseño Del Producto : un producto se caracteriza por dos diseños.
Diseño Conceptual (permanente): se refiere a las características que lo hacen satisfacerdeterminadas necesidades de los clientes.
Diseño Físico (formal) : se desprende del anterior y las tecnologías accesibles, patronesculturales y disponibilidad de recursos que existen al inicio de la vida del producto.
Así un diseño físico no es permanente y si es posible un mejoramiento significativo se deberá cambiar. Sinembargo la necesidad de rediseños disminuirá si el diseño inicial es óptimo (de costo mínimo).
Principios básicos
de un diseño
óptimo
Utilizar un mínimo de partes o piezas componentes
Simplificar al máximo el diseño de las partes, el acabado y la forma deensamble
Mínimo número de operaciones de fabricación
Mínimos recorridos de transporte de piezas.
Utilizar los mejores materiales, minimizando los reprocesos y rechazos
Liberalizar las tolerancias definiendo operaciones clave las que debenser realizadas con exactitud.

7/17/2019 Herramientas Ingenieria Industrial
http://slidepdf.com/reader/full/herramientas-ingenieria-industrial 32/42
Piezas fundidas o coladas
1. Elimínese los núcleos de arena seca2. Minimice la profundidad (piezas más aplanadas)3. Use un peso mínimo con espesor suficiente para un colado sin
enfriar4. Elija formas simples5. Formas simétricas originan contracción uniforme6.- No use esquinas agudas7.- Superficies exactas entre si , ubicar en igual parte del modelo8.- Localice las líneas de división de modo que no afecten el
aspecto y utilización, y no necesiten alisado con esmeril9. Utilice patrones o modelos múltiples en vez de individuales10. Patrones metálicos y no madera
11 Moldes permanentes en vez de patrones de metal.
Piezas moldeadas
1.- Elimine inserciones de las partes2. Diseñe los moldes con un mínimo de partes3. Use formas sencillas
4. Localice líneas de modo de no necesitar limado y pulido5. Peso mínimo
Piezas troqueladas1. Emplee piezas troqueladas en vez de moldeadas, fundidas,
máquinadas o armadas2. Troquele en "rompecabezas" economiza material3. Agujeros en relación exacta, hacer con el mismo dado4. Diseñe para usar material en rollo
5. Menor número de movimientos de dado, entrega piezas conlongitud mínima y máxima resistencia
Piezas conformadas
1. Producir por estirado en vez de soldado o forjado2. Si es posible use estirados de poca profundidad
3. Use radios amplios en las esquinas4. Mejor doblado en vez de estirado5. Emplee conformado a partir de tiras o alambres en vez de
troquelados de lamina
7. Use rectificado sin centros en vez de entre centros8. Evite ahuses, conicidades y contornos conformados9. Considere un radio de entalle en hombros
Piezas armadas
1. Use tornillos autoroscantes2. Use pasadores en vez de tornillos3. Use remaches en vez de tornillos
4. Use remaches huecos en vez de macizos5. Use soldadura de punto en vez de remache6. Use soldadura directa e lugar de la de aporte suave o fuerte
7. Mejor piezas coladas en matriz o moldeadas que deconstrucción por armado
Piezas máquinadas
1. Use procedimientos de maquinado de rotación en vez decepillado
2. maquinado automático o semiautomático3. Reduzca número de hombros o escalones4. Omita acabados, si es posible5. Use acabado áspero si es satisfactorio6. Dimensione dibujos a partir del mismo punto utilizado para
medida e inspección
Piezas torneadas1. Elimine una segunda operación2. Use material con laminado en frío
3. Diseñe considerando el uso de tornos en vez de los de tornillo4. Use roscas laminadas en vez de cortadas
Piezas soldadas1. Use construcción de armado en vez de colado o forja2. Emplee tamaños mínimos de soldaduras
3- Mejor soldadura a nivel que vertical o sobre la cabeza4. Elimine bordes biselados antes de soldadura5. Use contornos cortados a soplete en vez de maquinados
6. Dispóngase las piezas a cortar de modo de aprovechar almáximo placas rectangulares estándar
7. Soldadura intermitente en vez de continua8. Use diseños de soldadura para máquinas automáticas
Tratamientos y acabados
1. Minimice tiempo de horneado2. Realice secado con aire en vez de horneado3. Use menor número de capas o lo mas delgadas
4. Elimine tratamientos y acabados
Ensambles
1. Hágalos simples2. Hágalos progresivos3. Elimine ensambles de prueba4. Háganse correctas las partes desde un principio de modo de no
requerir acomodos o ajustes. Dibujos de fabricación deben sercorrectos
Generalidades
1. Redúzcase el número de partes2.- Disminuya el número de operaciones3. Aminore la magnitud de los transportes de fabricación
Reglas para la obtención de un diseño de costo mínimo

7/17/2019 Herramientas Ingenieria Industrial
http://slidepdf.com/reader/full/herramientas-ingenieria-industrial 33/42
ANÁLISIS Y DISEÑO DE MÉTODOS
Diseño De Formularios: es posible mejorar los diseños de formularios de uso general en laindustria, aumentando la productividad de la recolección de datos y flujo de información.
Algunos criterios son:
1. Mantener un mínimo de información de entrada requerida.
2. Permitir el uso de distintos mecanismos de entrada de datos mediante eluso de espacios amplios.
3. Mantener un patrón lógico en el orden de entrada y la disposición de losespacios.
4. Utilizar colores para enfatizar la distribución y encauzamiento delformulario.
5. Dejar márgenes para disponer en archivos.
6. Reducir a una sola página para formularios que serán digitados acomputadora.
Medios Gráficos De Registro Y Análisis: El registro y análisis del proceso deelaboración de un producto o ejecución de un trabajo requiere de elementos visuales que representendicho proceso.Todo trabajo puede dividirse en una serie de movimientos, y el tiempo para realizar cada movimientoen particular determinara el tiempo total que ocupara el trabajo en estudio. Así, en un trabajo estaránpresentes una serie de elementos que permitirán describirle

7/17/2019 Herramientas Ingenieria Industrial
http://slidepdf.com/reader/full/herramientas-ingenieria-industrial 34/42
ANÁLISIS Y DISEÑO DE MÉTODOS
Elementos de descripción del trabajo
Elementos de descripción de la operación

7/17/2019 Herramientas Ingenieria Industrial
http://slidepdf.com/reader/full/herramientas-ingenieria-industrial 35/42
Therblig Código Descripción Forma de Mejora
Buscar B Tiempo en que los ojos o manos tratan deencontrar un objeto. Comienza cuando los ojos
se mueven en un intento de localizar un objeto,y termina cuando se fijan el objeto encontrado
Identifique perfectamente (Rótulos, colores)Use recipientes transparentes si es posible
Mejore la distribución y alumbradoPreubique las piezas, si es posible
Seleccionar SE Tiempo en que el operario escoge una piezaentre dos o mas semejantes. Generalmente sigueal buscar.
Estandarice herramientasSepare piezas y materiales en cajas distintasPrecolocar partes en bandejas
Tomar o Asir T Movimiento elemental que hace la mano alcerrar los dedos rodeando a una pieza hasta
lograr su control.
Utilice pestañas de agarre en cajas de piezasoperario toma mas de una pieza ala vez
Utilice plantillas que faciliten agarre
Alcanzar AL Movimiento de una mano vacía, sin resistencia,hacia o desde un objeto. Se inicia cuando la
mano se mueve hacia el objeto y termina cuandose detiene.
Acorte distanciasDe ubicación fija a objetos
Aumente las cantidades de objetos movidos simultáneamente
Mover M Movimiento de una mano con carga. Se iniciacuando la mano con carga se mueve hacia unsitio y termina cuando llega allí.
Use canaletas de gravedad y mecaniceElimine cambios bruscos de direcciónUse medios de transporte adecuados
Sostener SO Una mano soporta o ejerce control sobre unobjeto, mientras la otra ejecuta un trabajo útil.
Inicia cuando una mano ejerce control y terminacuando la otra finaliza su trabajo sobre el objeto.
Utilice dispositivos como Gancho, Sujetador, Prensa,Magnetismo, o fricción.
Soltar SL Movimiento de soltar un objeto. Se iniciacuando los dedos empiezan a separarse de la pieza y termina cuando todos los dedos quedan
libres de ella.
Prefiera soltar en tránsito, expulsor mecánico, o varias piezas al mismo tiempo
Que las manos queden dispuestas a próximo
Posicionar P Situar un objeto de modo que quede con unaorientación dada en un sitio especifico. Inicia
cuando las manos empiezan a manipular,voltear, girar o deslizar la pieza y finaliza tan
pronto como la mano inicie un soltar.
Use Guías, Embudo, Topes, Soporte, Biseles, Pasador,Chaveta, Marcas piloto
Use plantillas, modifique rebabasQue el objeto situado señale o sirva de marca piloto
Preposicionar PP Colocar un objeto en un sitio determinado demanera que pueda tomarse y ser llevado a la
posición en que ha de ser sostenido cuando senecesite.
Use dispositivos para sostener en posición, Guías,Dispositivos de apilar o giratorios, alimentación por
cartuchos o magazines
Inspeccionar I Tiempo de comparación de un objeto con un patrón dado o estándar. La mirada se fija en elobjeto y se produce una vacilación entre aceptar
y rechazar.
Elimine o combine con otra operaciónUse calibres o pruebas del tipo múltipleTrate de aplicar Umbrógrafo, Fotocelda, Luz polarizada,
pruebas acústicas, etc
Ensamblar E Movimiento para reunir dos piezas embonante.
Empieza cuando las dos piezas se ponen encontacto y termina al completarse la unión.
Use plantillas de sujeción, Topes, equipo automático,
Ensamble de varias unidades en forma simultanea
Desensambla DE Movimiento de separar piezas embonantes
unidas. Comienza en el instante en que una delas manos tiene el control del objeto y termina alcompletar el desensamble.
Busque herramientas mas eficientes, mecanizadas o eléctricas
Usar U Una o dos manos controlan un objeto mientrasse ejecuta un trabajo sobre él.
Busque herramientas mas eficientes, mecanizadas o eléctricas
Retraso
inevitable
RI Tiempo muerto en el ciclo de trabajoexperimentado por una o ambas manos.
Busque cambiar el proceso
Retraso
evitable
RE Tiempo muerto en el ciclo de trabajo y del quesolo el operario es responsable.
Motive al operario
Planear PL Tiempo en que el operario se detiene para
determinar el ciclo a seguir. Tiempo devacilación o duda.
De entrenamiento a operarios
Diseñe métodos claros
Descansar DES Necesidad que experimenta el operario dereponerse de la fatiga, varia según el trabajo y eloperario.
Use condiciones ambientales optimas, sillas cómodas, bancosde adecuada altura
Use medios mecanizados en cargas pesadas
Elementos básicos definidos por Frank y Lillian Gilberth

7/17/2019 Herramientas Ingenieria Industrial
http://slidepdf.com/reader/full/herramientas-ingenieria-industrial 36/42
ANÁLISIS Y DISEÑO DE MÉTODOS
Por motivos prácticos, normalmente el analista de métodos se limita a utilizar solo ocho divisionesbásicas
Nombre Símbolo Nombre Símbolo
Tomar o asir T Soltar SL
Alcanzar AL Posicionar P
Mover M Usar U
Sostener SO Retraso o Demora D
Diagrama De Flujo: representación del proceso que incluye un plano del área de trabajoconsiderada, mostrando la trayectoria seguida por el proceso en forma lineal, indicando lo quesucede a su paso por el proceso. Proporciona una vista compacta y general del proceso diseñado
Ejemplo: El proceso parte con la llegada de un camión desde la fábrica al centro de distribución entre 5:50 hrs. Y 6:00 hrs. En la
descarga intervienen 7 trabajadores que bajan los productos ordenados desde el camión, según su distribución, principalmente en
forma manual y vienen en cajas o bolsas codificadas; otro grupo de productos son descargados en bloques y están montados sobre
pallets. Los productos bajados se separan según recorridos, es todo el espacio destinado a los productos en tránsito es sectorizado.
Los productos que se manejan son tres: Cecinas, Lácteos y Carnes. Las cecinas y lácteos pueden quedar temporalmente a la
intemperie (el menor tiempo posible), en cambio las carnes y otros productos deben pasar de inmediato a cámaras de frío, para no
romper la “Cadena de Frío”, para esto se posee una Cámara de Frío y una de Congelado . Luego, efectuada la separación por
recorrido, se ubican en sus lugares temporales de almacenaje, las cecinas y lácteos al descubierto y las carnes pasan a una romana a
ser pesadas y luego temporalmente a la espera para ingresar a los congeladores, en donde algunas serán almacenadas y otrasdespachadas durante la misma mañana.
Durante la descarga y ubicación, los chóferes de los camiones pequeños se reúnen en una sala para realizar el papeleo de las
diferentes órdenes. Una vez que terminan se dirigen a la mercadería para efectuar una inspección visual, y se inicia el carguío de
los camiones pequeños, que realizarán la distribución. El proceso de carga consiste en que cada chofer junto a 2 pionetas
transportan la carga desde el almacenamiento temporal a los camiones, los que son llenados desde el fondo hacia fuera de acuerdo a
cómo los productos van a ser evacuados durante reparto. Al ingreso los productos son inspeccionados por los chóferes, que
dispondrán su localización al interior del camión. Al mismo tiempo, el camión grande, es retirado y en su lugar se ubican los otros
2 camiones pequeños. Al encontrarse los camiones cargados se retiran e inician su recorrido, con esto se da fin a la operación de
carga y descarga en el proceso de despacho. Luego durante el día está operación se repite.

7/17/2019 Herramientas Ingenieria Industrial
http://slidepdf.com/reader/full/herramientas-ingenieria-industrial 37/42
Diagrama de flujo del proceso de recepción y despacho de mercaderías
1 Descarga desde camión grande,
operación con inspección
2 Ordenar en el piso
3 Demora a la espera de ser trasladado
4 Transporte de cecinas y lácteos en
transito.
5 Demora a espera de cargar camión
chico.
6 Choferes ordenan y seleccionan Guías
7 Demora antes de comenzar a cargar
8 Cuadrar los pedidos con las ordenes.
9 Transporte a camión chico.
0 Demora de mercaderías en el piso
1 Carga e inspección en camión pequeño.
2 Transporte de carnes a cámara de frío.
3 Pesaje de carnes. Operación e
inspección
4 Demora en espera a ser transportado.
5 Transporte a almacenaje temporal.
6 Cámara de frío. Inspección y almacenaje
7 Cámara de congelación Insp. y
almacenaje
Cámara de Cámara de Frío
Congelación Sectores de Productos
En transito
17 16
5
8
Romana 4
15 12
1314 3 9
2 10
Sala 1 11
7 Camión Camión Camión Camión
Grande pequeño pequeño pequeño
6

7/17/2019 Herramientas Ingenieria Industrial
http://slidepdf.com/reader/full/herramientas-ingenieria-industrial 38/42
ANÁLISIS Y DISEÑO DE MÉTODOS
Diagrama Sinóptico : Detalla las operaciones e inspecciones que dicen relación con elproceso. Muestra, en forma compacta y general, toda la secuencia de operaciones e inspecciones quese realizan durante el proceso. Así en el caso del ejemplo anterior tenemos:
Diagrama Sinóptico de Proceso de Carga y Descarga de Camiones
Descarga Guía y
Camión Pedidos
grande
1
Romana
2
Inspecciones Encuadre
Temperatura Pedidos y
Ordenes
2
1
Carga
camión
Pequeño
1: Carnes.
2: Cecinas Y Lácteos.
Operación con Inspección.
Diagrama sinóptico

7/17/2019 Herramientas Ingenieria Industrial
http://slidepdf.com/reader/full/herramientas-ingenieria-industrial 39/42
ANÁLISIS Y DISEÑO DE MÉTODOS
Diagrama De Operaciones Del Proceso: Muestra la secuencia de operaciones queconforman el proceso, indicando los materiales en aquellas operaciones en donde son incluidos. Asíen el caso del proceso de la impresión de una revista que utiliza distintos tipos de papel, tenemos :
Encuadernado
Encuadernado
Doblado
n
Pa elGuillotinad
Plancha
Im resión
n
Tro uelado
n
Pa elGuillotinad
Plancha
E
Guillotinado
Revistas
Im resión
Repetición de la
Repeticiónimpresión
Diagrama de operaciones del proceso de impresión de revistas
Á É

7/17/2019 Herramientas Ingenieria Industrial
http://slidepdf.com/reader/full/herramientas-ingenieria-industrial 40/42
ANÁLISIS Y DISEÑO DE MÉTODOS
Diagrama De Operaciones Del Proceso Multiproducto : combinación de losdiagramas de operaciones del proceso de más de un producto que comparten el uso de los centros deproceso, con lo cual tenemos una visión gráfica de la carga y complejidad del trabajo en los centros.
ProductosOperaciones Artículo en
HojalataArtículo en hoja
aluminioArtículo impreso
en Alum.Artículo 1 Alum.
anodizadoArtículo 2 Alum.
anodizado
% de uso decapacidad de
la operación
1. Corte 1 1 1 3
A - 18B - 32C - 28D - 14 = 92
2. Pulido 218
3. Lavado 318
4. Niquelado 418
5. Soldado 1 1D - 14E - 8
=22
6. Anodizado 2 222
7. Coloreado 5 322
8. Estampado 5 2 2 4 4100
9. Grabado Color 58
10. Secado conaire
6 3A - 18B - 32
50
11. Retoques 7 4
50
12. Grabado profundo
8 550
13. Conservar 918
14. Enjuague 10 7 6 672
15. Lacado 11 8 378
16. Pintado spray 6 32
Participación (%) 18 32 28 14 8 100
Diagrama de operaciones multiproducto para un conjunto de placas de metal
Á Ñ É

7/17/2019 Herramientas Ingenieria Industrial
http://slidepdf.com/reader/full/herramientas-ingenieria-industrial 41/42
ANÁLISIS Y DISEÑO DE MÉTODOS
Carta De Ensamble : Descripción gráfica de como se unen secuencialmente las distintascomponentes para formar un producto. el siguiente ejemplo muestra la forma en que se elabora unaplancha de post-formado para cubiertas de muebles
Regrueso
1
Unión sustrato Unión
a1 a2 P
2 Tablero
Post-formado
Respaldo
3
Lámina
4
Cuadrado
5
Carta de ensamble
Á Ñ É

7/17/2019 Herramientas Ingenieria Industrial
http://slidepdf.com/reader/full/herramientas-ingenieria-industrial 42/42
ANÁLISIS Y DISEÑO DE MÉTODOS
Carta De Ensamble : Construya la Carta de ensamble de la preparación de un Pack decolación para una excursión de 350 personas. Este incluye: Un Sándwich de jamón y queso, dosJugos, un Chocolate y una Negrita, en una bolsa plástica.