Grupo galgano nos comparte su experiencia en el tema
33
1 “La inteligencia consiste no sólo en el conocimiento, Si no también, en la destreza de aplicarlo en la práctica” Aristóteles NUEVAS TECNOLOGÍAS EN EL RECICLAJE DE RESIDUOS
-
Upload
marcela1017 -
Category
Documents
-
view
215 -
download
1
description
En el ámbito de la tecnología y su consideración del medio ambiente, el Grupo Galeano nos explica el proceso que adoptan frente a esta nueva tendencia, la tecnología del reciclaje.
Transcript of Grupo galgano nos comparte su experiencia en el tema

1
“La inteligencia consiste no sólo en el conocimiento, Si no también, en la destreza de aplicarlo en la práctica” Aristóteles
NUEVAS TECNOLOGÍAS EN EL RECICLAJE DE RESIDUOS
1. INTRODUCCIÓN16
LAS POLÍTICAS AMBIENTALES FOMENTAN LA PREVENCIÓN, EL RECICLADO Y EL APROVECHAMIENTO DE LOS RESIDUOS, ASÍ COMO LA UTILIZACIÓN DE LOS MATERIALES Y DE LA ENERGÍA RECUPERADA, CON EL FIN DE NO MALGASTAR LOS RECURSOS NATURALES Y CONTRIBUIR A LA SOSTENIBILIDAD AMBIENTAL............. 16
LOS RESIDUOS PUEDEN CLASIFICARSE DE DIVERSOS MODOS....................................... 16
SEGÚN SU ESTADO FÍSICO SE DIVIDEN EN: SÓLIDOS., LÍQUIDOS. GASEOSOS. .......... 16
SEGÚN SU PROCEDENCIA SE DIVIDEN EN: INDUSTRIALES, AGRÍCOLAS., SANITARIOS. , RESIDUOS SÓLIDOS URBANOS. ..................................................................... 16
POR SU PELIGROSIDAD SE CLASIFICAN EN, RESIDUOS TÓXICOS Y PELIGROSOS, RADIOACTIVOS, INERTES. .......................................................................................................... 16
POR ÚLTIMO, EN CUANTO AL MARCO LEGAL SEGÚN LA LEY DE RESIDUOS, SE DISTINGUEN DOS CATEGORÍAS: RESIDUOS URBANOS, RESIDUOS PELIGROSOS. ...... 16
LOS RESIDUOS SÓLIDOS URBANOS SON AQUELLOS QUE SE ORIGINAN EN LOS NÚCLEOS DE POBLACIÓN COMO CONSECUENCIA DE LA ACTIVIDAD HABITUAL Y DIARIA DEL SER HUMANO. LAS PRINCIPALES APLICACIONES DE ESTOS RESIDUOS SON COMO FUENTE DE ENERGÍA, APROVECHÁNDOLOS DIRECTAMENTE O TRANSFORMÁNDOLOS EN OTRAS SUSTANCIAS COMBUSTIBLES, O COMO MATERIA PRIMA, PARA SOMETERLOS A UN PROCESO DE RECICLADO Y GENERAR OTROS PRODUCTOS. ...................................................................................................................................16
LOS RESIDUOS INDUSTRIALES FORESTALES SON LOS QUE ORIGINAN PRINCIPALMENTE LA INDUSTRIA MADERERA Y PAPELERA. SI EL VOLUMEN GENERADO ES ALTO, SE SUELEN USAR COMO MATERIA PRIMA EN OTRAS INDUSTRIAS DEL SECTOR. POR EL CONTRARIO, SI ES PEQUEÑO, SE USA COMO COMBUSTIBLE EN LA PROPIA INDUSTRIA O EN EL SECTOR DOMÉSTICO. DE TODOS LOS TIPOS DE INDUSTRIA DEL SECTOR DESTACAN LOS SIGUIENTES: ..........................16
INDUSTRIAS DE PRIMERA TRANSFORMACIÓN (SERRINES, VIRUTAS, CORTEZAS), QUE SE UTILIZAN COMO MATERIA PRIMA EN OTRAS INDUSTRIAS O COMO COMBUSTIBLE EN EL SECTOR. ..................................................................................................16
FABRICACIÓN DE PRODUCTOS DE MADERA (SERRINES, RECORTES, CHAPAS DE TABLEROS), QUE SE USAN COMO COMBUSTIBLE EN LA PROPIA INDUSTRIA. ............ 16
FABRICACIÓN DE PRODUCTOS DE CORCHO (POLVO DE CORCHO), QUE SE USA COMO COMBUSTIBLE EN LA PROPIA INDUSTRIA. ...............................................................17
FABRICACIÓN DE PASTA DE PAPEL (CORTEZAS, SERRINES Y LEJÍAS NEGRAS), QUE SE USAN COMO COMBUSTIBLE Y COMO MATERIA PRIMA DE SUSTANCIAS MINERALES......................................................................................................................................17
LOS RESIDUOS DE LA INDUSTRIA AGROALIMENTARIA Y AGRÍCOLA, AUNQUE PUEDA PARECER QUE GENERAN POCOS RESIDUOS, SON SUFICIENTES PARA QUE SE
2
PUEDAN REUTILIZAR EN OTRAS INDUSTRIAS DEL SECTOR. POR ESTE MOTIVO, Y A PESAR DE LA AMPLITUD DE ÉSTE, SÓLO SE VAN A MENCIONAR ALGUNAS INDUSTRIAS QUE GENERAN RESIDUOS SUSCEPTIBLES DE SER USADOS CON FINES ENERGÉTICOS. ............................................................................................................................... 17
EXTRACCIÓN DE ACEITE DE ORUJO DE LA ACEITUNA (ORUJILLO), QUE SE EMPLEA COMO COMBUSTIBLE EN LA PROPIA INDUSTRIA O EN INDUSTRIAS DE CERÁMICA.
17
ELABORACIÓN DE FRUTOS SECOS (CÁSCARAS DE PIÑONES, ALMENDRAS, ETC.), QUE SE EMPLEAN COMO COMBUSTIBLE EN EL PROPIO SECTOR O EN EL SECTOR DOMÉSTICO..................................................................................................................................... 17
INDUSTRIA CONSERVERA VEGETAL (HUESOS DE FRUTA, RESTOS DE ANIMALES), QUE SE EMPLEAN COMO COMBUSTIBLE O PARA TRANSFORMAR EN BIOGÁS. ..........17
FABRICACIÓN DE CERVEZA Y MALTA (BAGAZO Y LODOS DE DEPURADORA), QUE SE EMPLEAN PARA LA OBTENCIÓN DE BIOGÁS....................................................................17
2. NORMATIVA................................................................................................................................ 17
LA LEY 10/1998, DE 21 DE ABRIL, DE RESIDUOS ESTABLECE QUE "ES CUALQUIER SUSTANCIA U OBJETO PERTENECIENTE A ALGUNA DE LAS CATEGORÍAS QUE FIGURAN EN EL ANEXO DE ESTA LEY, DEL CUAL SU POSEEDOR SE DESPRENDA O TENGA LA INTENCIÓN U OBLIGACIÓN DE DESPRENDERSE. EN TODO CASO TENDRÁN ESTA CONSIDERACIÓN LOS QUE FIGUREN EN EL CATÁLOGO EUROPEO DE RESIDUO (CER), APROBADO POR LAS INSTITUCIONES COMUNITARIAS"...................... 17
3. SITUACIÓN ACTUAL .................................................................................................................18
LA GENERACIÓN DE RESIDUOS URBANOS CONTINÚA CRECIENDO. DESDE PRINCIPIOS DE LA DÉCADA DE LOS NOVENTA HA MOSTRADO UN INCREMENTO AÑO A AÑO, SITUÁNDOSE EN 2004 EN 524,5 KILOGRAMOS POR HABITANTE Y AÑO. ESPAÑA COMPARTE ESTA TENDENCIA AL ALZA CON LA MEDIA EUROPEA, QUE TAMBIÉN PRESENTA CRECIMIENTOS ANUALES CON VALORES SUPERIORES A LOS NUESTROS (567 KG/HAB/AÑO EN LA UE-15 Y 525 KG/HAB/AÑO EN LA UE-25). NO OBSTANTE, LA TASA ACTUAL DE CRECIMIENTO DE LA GENERACIÓN DE RESIDUOS URBANOS EN ESPAÑA ES LIGERAMENTE SUPERIOR A LA DE LA UE, POR LO QUE SE ALCANZARÁN LOS VALORES EUROPEOS EN POCO TIEMPO. LA INDUSTRIALIZACIÓN, EL DESARROLLO ECONÓMICO Y LA IMPLANTACIÓN DEL ESTADO DE BIENESTAR, CON LAS PAUTAS DE CONSUMO QUE CONLLEVA, HAN PROPICIADO QUE EN EL PERÍODO 1990-2004 LA GENERACIÓN DE RESIDUOS URBANOS POR HABITANTE AUMENTARA UN 62,2%, PRODUCIÉNDOSE UN TOTAL DE 22.735.142 TONELADAS DE RESIDUOS EN 2004..........................................................................................................................18
LA VARIACIÓN MÁS SIGNIFICATIVA DE LOS ÚLTIMOS AÑOS ES EL CONTINUO AUMENTO DE LA CANTIDAD DE RESIDUOS DIRIGIDOS A LAS PLANTAS DE TRIAJE Y COMPOSTAJE. EN UNA DÉCADA HA PASADO DE SER EL DESTINO DEL 12% DE LOS RESIDUOS PARA SITUARSE EN EL 32% EN 2004, TRIPLICÁNDOSE EL NÚMERO DE PLANTAS DESTINADAS A ELLO. EN ESPAÑA EXISTÍAN EN 2004 UNAS 77 PLANTAS DE
3
TRIAJE Y COMPOSTAJE QUE TRATARON MÁS DE SIETE MILLONES DE TONELADAS DE RESIDUOS, OBTENIENDO 811.184 TONELADAS DE COMPOST. ANDALUCÍA, MURCIA Y EN MAYOR PROPORCIÓN LA COMUNIDAD VALENCIANA Y CANTABRIA HAN SIDO LAS COMUNIDADES QUE MÁS UTILIZARON EL COMPOSTAJE COMO TRATAMIENTO, TODAS ELLAS POR ENCIMA DEL 50% EN LOS RESIDUOS TRATADOS
18
EN ESPAÑA EN 2005 SE RECOGIÓ EL 59% DEL PAPEL CONSUMIDO Y POR PRIMERA VEZ SE SUPERARON LOS 4 MILLONES DE TONELADAS DE PAPEL USADO, LLEGANDO A 4.322.600 TONELADAS................................................................................................................18
ESTAS CIFRAS, LAS MÁS ALTAS DEL PERIODO CONSIDERADO, NOS ACERCAN A LA MEDIA EUROPEA (60%). EL AHORRO EN VOLUMEN DE ALMACENAJE DE VERTEDERO ES RELEVANTE YA QUE SE PODRÍAN HABER LLENADO 40 ESTADIOS DE FÚTBOL CON EL PAPEL USADO SI NO HUBIERA SIDO RECICLADO..................................................18
A TRAVÉS DE LA RECOGIDA SELECTIVA (CONTENEDOR AZUL, PUNTOS LIMPIOS Y RECOGIDA PUERTA A PUERTA EN PEQUEÑOS COMERCIOS Y OFICINAS), EN 2005 SE RECUPERARON CASI 850.000 TONELADAS, UN 19% MÁS QUE EN EL AÑO ANTERIOR. LOS DATOS DE RECOGIDA Y RECICLAJE DE PAPEL MUESTRAN UNA TENDENCIA AL ALZA SOLAMENTE INTERRUMPIDA DURANTE LOS AÑOS 2002 Y 2003........................... 18
HAY QUE CONSIDERAR QUE, CONFORME SE ALCANZAN LOS OBJETIVOS MARCADOS, EL MARGEN DE MEJORA DISMINUYE. ............................................................ 19
LA TASA DE RECICLAJE SE HA ESTABILIZADO EN LOS ÚLTIMOS TRES AÑOS ANALIZADOS, ALCANZANDO LA CIFRA DE 62,5%. LA TENDENCIA ASCENDENTE DE LA RECOGIDA SELECTIVA HACE PREVER QUE LA TASA DE RECICLAJE AUMENTE EN LOS AÑOS VENIDEROS................................................................................................................. 19
POR COMUNIDADES AUTÓNOMAS, BALEARES Y NAVARRA SON LAS QUE MÁS ESFUERZOS EMPLEARON EN LA SEPARACIÓN SELECTIVA DE PAPEL, RECOGIENDO EN 2005 MÁS DE 40 KILOGRAMOS POR HABITANTE, MIENTRAS QUE LA MEDIA NACIONAL FUE DE EN 19,23 KILOGRAMOS POR HABITANTE............................................ 19
EL RECICLADO DE VIDRIO EN ESPAÑA PRESENTA UN CRECIMIENTO CONTINUO AUNQUE PAUSADO. ASÍ, EN LOS 16 AÑOS DEL PERIODO 1990-2005, LA TASA DE RECICLADO APENAS HA AUMENTADO 18 PUNTOS, AUNQUE EN LOS ÚLTIMOS SEIS AÑOS ESTA TASA HA EXPERIMENTADO UN CRECIMIENTO POR ENCIMA DEL 2% ANUAL. EN EL AÑO 2005 LA TASA DE RECICLADO ALCANZÓ UN VALOR DEL 45%, AL RECICLARSE 744.600 TONELADAS DE RESIDUOS DE ENVASES DE VIDRIO, LO QUE SUPONE UN INCREMENTO DE UN 10% CON RESPECTO AL AÑO ANTERIOR..................19
EL PANORAMA AUTONÓMICO MUESTRA QUE LA RIOJA Y PAÍS VASCO SON LAS COMUNIDADES............................................................................................................................... 19
AUTÓNOMAS QUE PRESENTAN MAYOR CANTIDAD DE VIDRIO RECOGIDO EN EL IGLÚ VERDE, SUPERANDO LOS 20 KILOGRAMOS POR HABITANTE. LE SIGUEN CATALUÑA, NAVARRA Y BALEARES. LA MEDIA NACIONAL SE SITÚA EN 11,6 KG DE VIDRIO POR HABITANTE.............................................................................................................. 19
4
LA TASA DE RECICLADO DE RESIDUOS DE ENVASES SE SITUÓ EN 2004 EN EL 47,4%, ACERCÁNDOSE AL OBJETIVO DEL 55% QUE ESTABLECE EL RD 252/2006 POR EL QUE SE REVISAN LOS OBJETIVOS DE RECICLADO Y VALORIZACIÓN ESTABLECIDOS EN LA LEY 11/1997, Y QUE DEBE ALCANZARSE ANTES DE 2009. ............................................ 19
EL AUMENTO DE LA DEPURACIÓN DE LAS AGUAS RESIDUALES ESTÁ ORIGINANDO UN INCREMENTO IMPORTANTE EN LA GENERACIÓN DE LODOS DE DEPURADORAS. ESTOS DEBEN SER CORRECTAMENTE GESTIONADOS COMO RESIDUOS, VALORIZÁNDOLOS Y EVITANDO QUE SUPONGAN UN PROBLEMA PARA EL MEDIO AMBIENTE........................................................................................................................................ 20
LA PRODUCCIÓN DE LODOS EN ESPAÑA PRESENTÓ UN CRECIMIENTO CONTINUO, AUMENTANDO EN 2005 UN 2,6% CON RESPECTO A 2004 Y UN 62,6% DESDE 1997. ESTE AUMENTO EN LA GENERACIÓN DE LODOS SE DEBE AL INCREMENTO EN EL NÚMERO DE ESTACIONES DE DEPURACIÓN Y EN LA CAPACIDAD DE LAS MISMAS. 20
4. TECNOLOGIAS APLICADAS EN EL RECICLADO DE RESIDUOS...................................... 20
4.1. RESIDUOS SÓLIDOS URBANOS............................................................................................ 20
LOS RESIDUOS SÓLIDOS URBANOS SON AQUELLOS QUE SE ORIGINAN EN LOS NÚCLEOS DE POBLACIÓN COMO CONSECUENCIA DE LA ACTIVIDAD HABITUAL Y DIARIA DEL SER HUMANO. ESTOS RESIDUOS SON RECOGIDOS Y CLASIFICADOS PARA SU POSTERIOR RECICLADO............................................................................................. 20
EN LA ACTUALIDAD LOS EQUIPOS DE RECOGIDA Y CLASIFICADO DE BASURA ESTÁN PROVISTOS DE DIVERSAS TECNOLOGÍAS QUE HACEN QUE LA RECOGIDA SEA MAS FÁCIL Y RÁPIDA, POR EJEMPLO: RECOLECTOR COMPACTADOR DE CARGA TRASERA, RECOLECTOR COMPACTADOR SATÉLITE, MINICOMPACTADOR DE CARGA TRASERA, RECOLECTOR COMPACTADOR DE CARGA LATERAL, CONTENEDORES SOTERRADOS, CUBOS RSU, CONTENEDORES DE CARGA LATERAL DE POLIETILENO,ETC.......................................................................................................................... 20
4.1.1. RESIDUOS SÓLIDOS URBANOS RSU................................................................................ 20
VIDRIO. SON LOS ENVASES DE CRISTAL, FRASCOS, BOTELLAS, ETC. .......................... 20
PAPEL Y CARTÓN. PERIÓDICOS, REVISTAS, EMBALAJES DE CARTÓN, ENVASES DE PAPEL, CARTÓN, ETC. .................................................................................................................. 20
RESTOS ORGÁNICOS. SON LOS RESTOS DE COMIDA, DE JARDINERÍA, ETC. EN PESO SON LA FRACCIÓN MAYORITARIA EN EL CONJUNTO DE LOS RESIDUOS URBANOS. 21
PLÁSTICOS. EN FORMA DE ENVASES Y ELEMENTOS DE OTRA NATURALEZA. ..........21
MADERA. EN FORMA DE MUEBLES MAYORITARIAMENTE. ............................................ 21
ESCOMBROS. PROCEDENTES DE PEQUEÑAS OBRAS O REPARACIONES DOMÉSTICAS 21
ETC 21
5
4.1.1.1. TECNOLOGÍA APLICADA EN EL TRATAMIENTO DE LOS RESIDUOS ORGÁNICOS..................................................................................................................................... 21
LA TECNOLOGÍA QUE SE APLICA A ESTE TIPO DE RESIDUO EN LA ACTUALIDAD ES:21
BIOMETANIZACIÓN. PROCESO ANAEROBIO......................................................................... 21
COMPOSTAJE EN TAMBORES O TÚNELES: PROCESO AEROBIO....................................... 21
SE TRATAN DIFERENTES FORMAS DE RESIDUOS ORGÁNICOS COMO POR EJEMPLO RESIDUOS BIOLÓGICOS, RESIDUOS INDUSTRIALES ORGÁNICOS, .................................. 21
LA METANIZACION ES UNA TECNOLOGÍA APTA PARA DIFERENTES FORMAS DE RESIDUOS ORGÁNICOS, LAS VENTAJAS QUE PRESENTA ESTE PROCESO ES QUE SE TRABAJA CON INDEPENDENCIA DE LA HUMEDAD DEL RESIDUO, ALTA FLEXIBILIDAD EN EL TRATAMIENTO DE DIFERENTES FORMAS DE RESIDUO, ALTA CALIDAD DEL BIOGÁS, BAJOS GASTOS DE EXPLOTACIÓN, ALTA CALIDAD DEL COMPOST, BAJO CONSUMO DE ENERGÍA, POCO DESGASTE..............................................21
TANTO EL ESTIÉRCOL LÍQUIDO COMO EL SOLIDÓ SON UTILIZADOS EN LA AGRICULTURA, INCLUSO EN LA AGRICULTURA ECOLÓGICA SI LA CALIDAD DE ESTOS ES ALTA. POR OTRO LADO EL BIOGÁS SE UTILIZA COMO CARBURANTE PARA EL CIUDADANO Y PARA RECOLECTORES DE BASURA............................................21
COMPOSTAJE EN TAMBORES: ES UN SISTEMA CERRADO PROPULSADO POR DEPRESIÓN DE DONDE SE ASPIRA EL AIRE MALOLIENTE MEDIANTE UN VENTILADOR Y SE TRATA ESTE AIRE EN UN BIOFILTRO. EL SISTEMA DE TAMBORES ES UNA ALTERNATIVA ECONÓMICA PARA CAUDALES BAJOS DE RESIDUOS ORGÁNICOS..................................................................................................................................... 21
COMPOSTAJE EN TÚNELES: LOS TÚNELES SON DE HORMIGÓN, DISPONIBLES EN DIFERENTES TAMAÑOS Y EQUIPADOS DE UN SUELO DE VENTILACIÓN. EN GENERAL, SE FERMENTA EL MATERIAL ORGÁNICO DURANTE DOS SEMANAS EN LOS TÚNELES. FINALMENTE EL MATERIAL EXPERIMENTA EL POST-COMPOSTAJE DEFINITIVO EN HACINAS. SE MIDEN PERMANENTEMENTE LOS PARÁMETROS DEL PROCESO COMO LA TEMPERATURA, EL CONTENIDO DE OXÍGENO Y DIÓXIDO DE CARBONO. SE CONSULTAN ESTOS PARÁMETROS PARA EL CONTROL DEL PROCESO DE COMPOSTAJE. SE ASPIRA EL AIRE MALOLIENTE DEL PROCESO DE COMPOSTAJE Y SE LO LIMPIA EN UN LAVADOR / BIOFILTRO..................................................................... 21
LAS MEJORES TECNOLOGÍAS DISPONIBLES PARA EL COMPOSTAJE DE FORSU (FRACCIÓN ORGÁNICA DE LOS RESIDUOS SÓLIDOS URBANOS), APUNTAN A UNA COMBINACIÓN DE BIOMETANIZACIÓN Y COMPOSTAJE AEROBIO. ESTE TIPO DE TECNOLOGÍAS NO TIENE NINGÚN PROBLEMA EN SER ADAPTADAS PARA RECIBIR IODOS DE DEPURACIÓN............................................................................................................... 22
LAS LIMITACIONES EN LA APLICACIÓN DE ESTA TECNOLOGÍA VENDRÍAN DADAS POR LA NORMATIVA LEGAL QUE PUDIERA SURGIR AL MEZCLAR DOS TIPOS DE RESIDUOS DISTINTOS: FORSU Y LODOS DEPURACIÓN....................................................... 22
6
RESIDUOS ADECUADOS ............................................................................................................. 22
METANIZACIÓN ............................................................................................................................ 22
COMPOSTAJE EN TÚNELES ........................................................................................................22
COMPOSTAJE EN TAMBORES ....................................................................................................22
PLANTAS DE SELECCIÓN ........................................................................................................... 22
RESIDUOS BIOLÓGICOS ..............................................................................................................22
X 22
X 22
X 22
_ 22
RESTOS DE COMIDA, RESIDUOS DE COCINA.........................................................................22
X* 22
_ 22
_ 22
_ 22
RESIDUOS VERDES....................................................................................................................... 22
_ 22
X 22
X 22
_ 22
DESECHOS RESIDUALES............................................................................................................. 22
_ 22
X 22
_ 22
X 22
BASURAS DOMÉSTICAS*.............................................................................................................22
X 22
X 22
X 22
X 22
RESIDUOS INDUSTRIALES ORGÁNICOS.................................................................................. 22
7
X 22
_ 22
_ 22
_ 22
ESTIÉRCOL...................................................................................................................................... 22
X* 22
_ 22
_ 22
_ 22
MATERIA PRIMA REGENERATIVA DE LA AGRICULTIRA (SILAJE) ................................. 22
X* 22
_ 22
_ 22
_ 22
LODOS DE DEPURADORA ...........................................................................................................22
X 22
X 22
_ 22
22
4.1.1.2. TECNOLOGÍA APLICADA EN EL TRATAMIENTO DE LOS PLÁSTICOS................. 23
LOS RESIDUOS PLÁSTICOS SE DIVIDEN EN TRES CLASES: A) RESIDUOS PLÁSTICOS DE TIPO SIMPLE: HAN SIDO CLASIFICADOS Y SEPARADOS ENTRE SÍ LOS DE DISTINTAS CLASES.B) RESIDUOS MIXTOS: LOS DIFERENTES TIPOS DE PLÁSTICOS SE HALLAN MEZCLADOS ENTRE SÍ. C) RESIDUOS PLÁSTICOS MIXTOS COMBINADOS CON OTROS RESIDUOS: PAPEL, CARTÓN, METALES. ES EL PROCESO DE RECICLADO MÁS UTILIZADO ES EL MECÁNICO, EL CUAL CONSISTE EN VARIAS ETAPAS DE SEPARACIÓN, LIMPIEZA Y MOLIDO EN EL RECICLADO QUÍMICO DESTACA LA METANÓLISIS Y LA GLICÓLISIS, SE LLEVAN A CABO A ESCALA INDUSTRIAL. EL PET SE DESHACE O DEPOLIMERIZA: SE SEPARAN LAS MOLÉCULAS QUE LO COMPONEN Y ESTAS SE EMPLEAN PARA FABRICAR OTRA VEZ PET. DEPENDIENDO DE SU PUREZA, ESTE MATERIAL PUEDE USARSE, INCLUSO, PARA EL ENVASADO DE ALIMENTOS..................................................23
8
EN CUANTO AL USO DEL PET COMO COMBUSTIBLE ALTERNO, LOS ENVASES PUEDEN EMPLEARSE PARA GENERAR ENERGÍA YA QUE ESTE MATERIAL TIENE UN PODER CALORÍFICO DE 6.3 KCAL/KG, Y PUEDE REALIZAR UNA COMBUSTIÓN EFICIENTE. ESTO ES POSIBLE YA QUE DURANTE SU FABRICACIÓN NO SE EMPLEAN ADITIVOS NI MODIFICADORES, LO CUAL PERMITE QUE LAS EMISIONES DE LA COMBUSTIÓN NO SEAN TÓXICAS, OBTENIÉNDOSE TAN SÓLO BIÓXIDO DE CARBONO Y VAPOR DE AGUA.
23
4.1.1.3. TECNOLOGÍA APLICADA EN EL TRATAMIENTO DEL VIDRIO..............................23
LOS ENVASES DE VIDRIO SE PUEDEN RECICLAR SIN QUE EL MATERIAL PIERDA NINGUNA DE SUS PROPIEDADES. UNA VEZ RECOGIDOS SON TRITURADOS FORMANDO UN POLVO GRUESO DENOMINADO CALCÍN, QUE SOMETIDO A ALTAS TEMPERATURAS EN UN HORNO, SE FUNDE PARA SER MOLDEADO NUEVAMENTE EN FORMA DE BOTELLAS, FRASCOS, TARROS, ETC. QUE TIENEN EXACTAMENTE LAS MISMAS CUALIDADES QUE LOS OBJETOS DE QUE PROCEDEN. EL PROCESO SUPONE UN AHORRO DE MATERIAS PRIMAS Y DE ENERGÍA MUY CONSIDERABLE...................23
CABE COMENTAR QUE NO EXISTE DIVERSIDAD TECNOLÓGICA PARA SU TRATAMIENTO. ESENCIALMENTE DICHO PROCESO CONSISTE EN SEPARAR LOS ELEMENTOS EXTRAÑOS QUE SUELEN ACOMPAÑAR AL VIDRIO (PAPEL, PLÁSTICOS, CORCHOS, PIEDRAS, METALES, PORCELANA, ETC.). LA SEPARACIÓN SE REALIZA MANUALMENTE Y/O CON EQUIPOS ESPECÍFICOS: IMANES FIJOS PARA EL HIERRO, CICLONES PARA PAPELES Y PLÁSTICOS DETECTOR DE METALES NO FÉRRICOS POR IMPULSOS MECÁNICOS "TRIMETAU", CAPTADORES DE CERÁMICAS Y PIEDRAS "SISTEMA TRIOPTIC". EN LA ACTUALIDAD, YA SE ESTÁ OPERANDO CON EQUIPO LÁSER PARA SEPARAR TODAS LAS IMPUREZAS...................................................................24
4.1.1.4. TECNOLOGÍA APLICADA EN EL TRATAMIENTO DE PAPEL Y CARTÓN.............24
CONSISTE EN LA RECUPERACIÓN DE LAS FIBRAS DE CELULOSA MEDIANTE SEPARACIÓN EN SOLUCIONES ACUOSAS A LAS QUE SE INCORPORAN SUSTANCIAS TENSIOACTIVAS CON EL FIN DE ELIMINAR LA TINTA. LA TINTA QUEDA EN LA SUPERFICIE DEL BAÑO Y SE PUEDE SEPARAR CON FACILIDAD.......................................24
UNA VEZ RETIRADA LA TINTA, SE SOMETE LA SUSPENSIÓN DE LAS FIBRAS A UN SECADO SOBRE UNA SUPERFICIE PLANA, PARA RECUPERARLAS. DESPUÉS SE LAS HACE PASAR POR UNOS RODILLOS QUE LAS APLANAN Y COMPACTAN, SALIENDO FINALMENTE LA LÁMINA DE PAPEL RECICLADO................................................................ 24
LA TÉCNICA MÁS UTILIZADA ACTUALMENTE POR LA INDUSTRIA DE CELULOSA ES LA DENOMINADA ECF O LIBRE DE CLORO ELEMENTAL, DONDE LAS PRINCIPALES SUSTANCIAS QUÍMICAS QUE SE UTILIZAN SON EL DIÓXIDO DE CLORO, SODA CÁUSTICA, OXÍGENO, PERÓXIDO DE HIDRÓGENO Y ÁCIDO SULFÚRICO. DICHA TÉCNICA A DIFERENCIA DE LA TRADICIONALMENTE UTILIZADA, BLANQUEO CON CLORO ELEMENTAL (CLORO GAS) GENERA CANTIDADES MUY INFERIORES DE COMPUESTOS POLICLORADOS, LOS CUALES SE CARACTERIZAN POR TENER BAJA
9

HIDROSOLUBILIDAD Y BIODISPONIBILIDAD Y ALTA PERSISTENCIA Y TOXICIDAD POR EJEMPLO DIOXINAS Y FURANOS...................................................................................... 24
4.1.1.5. TECNOLOGÍA APLICADA EN EL TRATAMIENTO DE METALES............................24
4.1.1.6. TECNOLOGÍA APLICADA EN EL TRATAMIENTO DE ESCOMBROS.......................25
4.1.1.7. TECNOLOGÍA APLICADA EN OTROS RESIDUOS.......................................................26
LOS NEUMÁTICOS ........................................................................................................................26
EN LA ACTUALIDAD SE PUEDEN UTILIZAR DIVERSOS MÉTODOS PARA LA RECUPERACIÓN DE NEUMÁTICOS Y LA DESTRUCCIÓN DE SUS COMPONENTES PELIGROSOS. EL SISTEMA DE TRATAMIENTO PUEDE CONVERTIR LOS NEUMÁTICOS EN ENERGÍA ELÉCTRICA MEDIANTE UN TRATAMIENTO DE TERMÓLISIS, PIROLISIS Y TRITURACIÓN MECÁNICA.LOS MATERIALES QUE SE OBTIENEN TRAS EL TRATAMIENTO DE LOS RESIDUOS DE NEUMÁTICOS, UNA VEZ SEPARADOS LOS RESTOS APROVECHABLES EN LA INDUSTRIA, EL MATERIAL RESULTANTE PUEDE SER USADO COMO PARTE DE LOS COMPONENTES DE LAS CAPAS ASFÁLTICAS QUE SE USAN EN LA CONSTRUCCIÓN DE CARRETERAS, CON LO QUE SE CONSIGUE DISMINUIR LA EXTRACCIÓN DE ÁRIDOS EN CANTERAS. LAS CARRETERAS QUE USAN ESTOS ASFALTOS SON MEJORES Y MÁS SEGURAS, PUEDEN USARSE TAMBIÉN EN ALFOMBRAS, AISLANTES DE VEHÍCULOS O LOSETAS DE GOMA. SE HAN USADO PARA MATERIALES DE FABRICACIÓN DE TEJADOS, PASOS A NIVEL, CUBIERTAS, MASILLAS, AISLANTES DE VIBRACIÓN., SUELOS DE ATLETISMO O PISTAS DE PASEO Y BICICLETA. .................... 26
POR OTRO LADO SE HA DESARROLLADO UNA TECNOLOGÍA INNOVADORA PARA EL RECICLAJE DE LOS NEUMÁTICOS FUERA DE USO. DONDE EN EL PROCESO PRODUCTIVO SE OBTIENEN SEPARADAMENTE LOS COMPONENTES DE LOS NEUMÁTICOS: NEGRO DE HUMO, ACERO Y ACEITE BASE, ASÍ COMO UN IMPORTANTE VOLUMEN DE GAS, EL CUAL, UNA VEZ LIMPIO, ES UTILIZADO COMO COMBUSTIBLE EN LOS GRUPOS GENERADORES QUE LO TRANSFORMAN EN ENERGÍA ELÉCTRICA.................................................................................................................... 26
4.2. RESIDUOS INDUSTRIALES.................................................................................................... 26
4.2.1. RESIDUOS INDUSTRIALES INERTES Y ASIMILABLES A LOS RSU .......................... 27
LOS RESIDUOS INERTES SON ESCOMBROS, GRAVAS, ARENAS Y DEMÁS MATERIALES QUE NO PRESENTAN RIESGO PARA EL AMBIENTE. HAY DOS POSIBLES TRATAMIENTOS PARA ESTOS MATERIALES: REUTILIZARLOS COMO RELLENO EN OBRAS PÚBLICAS O CONSTRUCCIONES O DEPOSITARLOS EN VERTEDEROS ADECUADOS. EL PRINCIPAL IMPACTO NEGATIVO QUE PUEDEN PRODUCIR ES EL VISUAL, POR O QUE SE DEBE USAR LUGARES ADECUADOS, COMO CANTERAS ABANDONADAS O MINAS AL AIRE LIBRE Y SE DEBEN RECUBRIR CON TIERRA Y PLANTAS PARA RECONSTRUIR EL PAISAJE. ..........................................................................27
10

LOS RESIDUOS SIMILARES A LOS SÓLIDOS URBANOS QUE SE PRODUCEN EN LAS INDUSTRIAS SUELEN SER RECOGIDOS Y TRATADOS DE FORMA SIMILAR AL RESTO DE LOS RSU...................................................................................................................................... 27
4.2.2. RESIDUOS INDUSTRIALES PELIGROSOS........................................................................ 27
SON LAS SUSTANCIAS QUE SON INFLAMABLES, CORROSIVAS, TÓXICAS O PUEDEN PRODUCIR REACCIONES QUÍMICAS, CUANDO ESTÁN EN CONCENTRACIONES QUE PUEDEN SER PELIGROSAS PARA LA SALUD O PARA EL AMBIENTE.RESIDUOS TÓXICOS Y PELIGROSOS (SEGÚN LAS DIRECTIVAS DE LA UNIÓN EUROPEA) SON LOS QUE CONTIENEN EN DETERMINADAS CONCENTRACIONES: AS, CD, BE, PB, SE, TE, HG, SB Y SUS COMPUESTOS,COMPUESTOS DE COBRE SOLUBLES ,FENOL, ÉTERES, SOLVENTES ORGÁNICOS, HIDROCARBUROS POLICÍCLICOS AROMÁTICOS CANCERÍGENOS, ISOCIANATOS, CIANUROS ORGÁNICOS E INORGÁNICOS, BIOCIDAS Y COMPUESTOS FITO-FARMACÉUTICOS, COMPUESTOS FARMACÉUTICOS, POLVO Y FIBRAS DE ASBESTO, PERÓXIDOS, CLORATOS Y PERCLORATOS, CARBONILOS DE METALES, ETC................................................................. 27
DE MANERA AMPLIA, EL TERMINO TRATAMIENTO SE REFIERE A CUALQUIER MÉTODO, TÉCNICA O PROCESO FÍSICO, QUÍMICO, TÉRMICO O BIOLÓGICO DISEÑADO PARA CAMBIAR LA COMPOSICIÓN DE UN RESIDUO PELIGROSO O MODIFICAR SUS PROPIEDADES FÍSICAS, QUÍMICAS O BIOLÓGICAS DE MODO DE TRANSFORMARLO EN NO PELIGROSO O BIEN EN MENOS PELIGROSO A EFECTOS DE HACER MAS SEGURAS LAS CONDICIONES ALMACENAMIENTO, TRANSPORTE O DISPOSICIÓN FINAL. 27
4.2.2.1. LAS TECNOLOGÍAS APLICADAS EN LOS DIVERSOS PROCESOS DE TRATAMIENTO DE LOS RESIDUOS ........................................................................................... 28
A) LA PRECIPITACIÓN METÁLICA IN-SITU (ISMP®) .............................................................28
ES UNA INNOVADORA TECNOLOGÍA DE ENMIENDA DE SUELOS. LA ISMP APROVECHA EL PROCESO BIOLÓGICO NATURAL DE GENERACIÓN DE SUELOS Y LA REDUCCIÓN MICROBIOLÓGICA DE SULFATOS PARA ELIMINAR LOS METALES PESADOS DE LAS AGUAS SUBTERRÁNEAS. LA ISMP UTILIZA LA ESTIMULACIÓN SULFATADA POR INFILTRACIÓN O POR INYECCIÓN DE UNA FUENTE DE CARBONO (POR EJEMPLO, DE GLUCOSA), DE NUTRIENTES ESPECIALES, VITAMINAS Y ELEMENTOS TRAZA. AL ESTIMULAR LA REDUCCIÓN MICROBIOLÓGICA DE SULFATOS EN ZONAS CON AGUA SUBTERRÁNEA CONTAMINADA, LOS MICROORGANISMOS CONVIERTEN LOS SULFATOS EN SULFITOS. ÉSTOS REACCIONAN INMEDIATAMENTE CON LOS METALES PESADOS DISUELTOS EN EL AGUA, COMO EL ZINC, EL CADMIO O EL NÍQUEL, Y FORMAN SULFITOS METÁLICOS INSOLUBLES. EN EL FONDO, SE TRATA DE UN PROCESO DE INMOVILIZACIÓN NATURAL, QUE IMPIDE QUE LOS METALES PESADOS ESCAPEN......................................28
B) LA TECNOLOGÍA LDO ............................................................................................................. 28
ES UN MÉTODO TOTALMENTE NUEVO DE MEDIR EL OXÍGENO DISUELTO (OD) EN EL AGUA (EN PARTICULAR EN EL AGUA RESIDUAL). ESTÁ BASADA EN EL PRINCIPIO DE
11
LUMINESCENCIA Y ES CAPAZ DE REDUCIR LA MEDICIÓN DE OD A UNA SIMPLE MEDICIÓN DE TIEMPO QUE, POR TANTO, CARECE DE DESVIACIÓN. LA MEDICIÓN SE HACE POR MEDIO DE UN REVESTIMIENTO SENSIBLE AL OXÍGENO (EN CONTACTO CON LA MUESTRA) QUE ES EXCITADO POR UN DIODO QUE EMITE LUZ AZUL. AL RELAJARSE EL MATERIAL EXCITADO, SE EMITE UNA LUZ ROJA, QUE ES EVALUADA POR UN FOTODETECTOR. EL TIEMPO QUE DURA ESTA RADIACIÓN CORRESPONDE A LA CONCENTRACIÓN DE OD....................................................................................................... 28
C) TECNOLOGÍA RVF™ (ROTACIÓN VIBRACIÓN FILTRACIÓN) ........................................28
CON LA TECNOLOGÍA CLÁSICA DE FILTRACIÓN POR MEMBRANA, ÉSTA SE ENSUCIA RÁPIDAMENTE, CON LO QUE EL FLUJO QUE LA ATRAVIESA SE REDUCE Y SE PRECISA UNA LIMPIEZA FRECUENTE................................................................................. 28
RVF™ PERMITE USAR MEMBRANAS SIMILARES (MICROFILTRACIÓN, ULTRAFILTRACIÓN, NANOFILTRACIÓN U ÓSMOSIS INVERSA) REDUCIENDO LA SUCIEDAD QUE SE ADHIERE A ESTAS MEMBRANAS. LA TECNOLOGÍA CONSISTE EN GENERAR TURBULENCIAS CERCA DE LA MEMBRANA MEDIANTE HÉLICES DE ROTACIÓN RÁPIDA, LO QUE CONSIGUE FILTRAR LÍQUIDOS MUY CONCENTRADOS (HASTA 5000 CP DE VISCOSIDAD, 20% DE AGUA O MENOS....). EL FILTRO RVF™ CONSISTE EN UNA CARCASA DE ACERO INOXIDABLE QUE CONTIENE MEMBRANAS DE DISCO Y UN EJE CON HÉLICES. LAS MEMBRANAS ESTÁN FIJAS Y LAS HÉLICES GENERAN MOVIMIENTOS TANGENCIALES CERCA DE LA MEMBRANA. EL LÍQUIDO ES INTRODUCIDO EN EL FILTRO POR UNA BOMBA Y SE OBTIENEN DOS FRACCIONES: EL AGUA PURIFICADA Y EL MATERIAL RETENIDO...................................28
D) EL SMF 2 ..................................................................................................................................... 29
ES UN ESPECTROFLUORÍMETRO PORTÁTIL DISEÑADO PARA TRABAJOS DE CAMPO, QUE SIRVE PARA MEDIR LA FLUORESCENCIA DE LAS AGUAS RESIDUALES. LA MEDICIÓN MÁS IMPORTANTE DE ESTE EQUIPO ES EL TRYPTDEAN, QUE INDICA LA CANTIDAD DE FOSFATO, NITRATO Y LA DEMANDA BIOLÓGICA DE OXÍGENO, MEDIDA ESTÁNDAR DE CONTAMINACIÓN.............................................................................29
LA PRUEBA CLÁSICA DE DBO TARDA 5 DÍAS, MIENTRAS QUE EL SMF 2 PROPORCIONA UNA LECTURA INSTANTÁNEA Y PERMITE TOMAR MEDIDAS CORRECTIVAS INMEDIATAMENTE........................................................................................... 29
E) REFINADO DE ACEITES USADOS...........................................................................................29
LA INNOVACIÓN CONSISTE EN UN PROCESO DE REFINADO DE ACEITES USADOS QUE OBTIENE UN ACEITE LUBRICANTE DE GRAN CALIDAD. ESTA NUEVA TECNOLOGÍA ES UNA MODIFICACIÓN DEL PROCESO DE EXTRACCIÓN DEL DISOLVENTE INTERLINE, UTILIZADO COMERCIALMENTE PARA RECUPERAR DIESEL Y DESTILADOS AL VACÍO DE LOS ACEITES USADOS. UN PRE-TRATAMIENTO QUÍMICO EN CONTINUO ANTES DE LA EXTRACCIÓN DEL DISOLVENTE Y UN NUEVO CONCEPTO DE DESTILACIÓN DEL ACEITE EXTRAÍDO SON LAS PRINCIPALES INNOVACIONES, PRODUCIÉNDOSE UN ACEITE LUBRICANTE DE GRAN CALIDAD SIN NECESIDAD DE LAS FASES DE ACABADO TRADICIONAL...................................................29
12

EL PROCESO MEJORADO NO PRODUCE NINGÚN RESIDUO Y ES MUY ECONÓMICO PORQUE NO ES NECESARIO NINGÚN TRATAMIENTO CON ARCILLA O HIDROGENACIÓN. ......................................................................................................................... 29
F) SHARON®.....................................................................................................................................30
SISTEMA DE REACTOR ÚNICO PARA ELIMINAR EL AMONIACO ALTAMENTE ACTIVO. 30
LOS SISTEMAS COMPACTOS DE TRATAMIENTO DE AGUA RESIDUALES ESTÁ CONCEBIDO ESPECIALMENTE PARA TRATAR EL NITRÓGENO PROCEDENTE DE LA DIGESTIÓN DE LODOS, DE LOS LIXIVIADOS DE VERTEDERO Y DE DISTINTAS AGUAS RESIDUALES INDUSTRIALES...................................................................................................... 30
SHARON® ES UN SISTEMA DE TRATAMIENTO BIOLÓGICO QUE CONVIERTE EL AMONIACO EN GAS NITRÓGENO, PRODUCE MENOS LODOS RESIDUALES Y CO2 Y AHORRA UN 25% DE ENERGÍA Y UN 40% EN ADITIVOS, COMPARADO CON LOS SISTEMAS BIOLÓGICOS CONVENCIONALES. ESTE MÉTODO ES UNA FORMA ECONÓMICAMENTE VIABLE DE REDUCIR EL CONTENIDO EN NITRÓGENO DEL EFLUENTE (LOS LODOS DE DIGESTIÓN SUELEN CONTENER 15-20% DE NITRÓGENO)
30
G) ECOUIT SPERANDA-1, INSTALACIÓN DE PROCESADO CATALÍTICO DE RESIDUOS PLÁSTICOS....................................................................................................................................... 30
TECNOLOGÍA DE PROCESADO DE RESIDUOS PLÁSTICOS DE POLIOLEFINA MEDIANTE UNA MEZCLA DE FRACCIONES HIDROCARBONATADAS (PARAFINA Y OLEFINA). LOS RESIDUOS SON TRANSFORMADOS EN PETRÓLEO O PARAFINA, ECONÓMICAMENTE RENTABLES. LA INSTALACIÓN CONSISTE EN CUATRO MÓDULOS DE 50 L/H CADA UNO. CADA MÓDULO CONTIENE UN GASIFICADOR PARA LOS RESIDUOS DE MADERA, UN SISTEMA DE APORTE DE MATERIAL (PLÁSTICO), UN HORNO, UN REACTOR/ ESTABILIZADOR DE PARAFINA, UN SISTEMA DE ENFRIAMIENTO Y UNA LÍNEA DE ALMACENAMIENTO. EL PROCESO SE LLEVA A CABO EN CONTINUO Y SU SENCILLEZ PERMITE TRATAR CUALQUIER POLIOLEFINA, POLIETILENO (DE ALTA Y BAJA DENSIDAD, LDPE, LLDPE, HDPE) O POLIPROPILENO. ADMITE IMPUREZAS COMO ARENA Y POLVO, PERO NO SUSTANCIAS TÓXICAS QUE CONTENGAN CL, N, S, METAL O MADERA. EL PRODUCTO FINAL OBTENIDO ES UNA MEZCLA DE HIDROCARBUROS QUE SE PUEDE PROCESAR Y UTILIZAR COMO MATERIA PRIMA EN REFINERÍAS, LA INDUSTRIA QUÍMICA Y PETROQUÍMICA O COMO CARBURANTE PARA MOTORES ESTACIONARIOS (POR EJ. GENERADORES). TAMBIÉN SE PUEDE OBTENER ACEITE, PARAFINA E INCLUSO ASFALTO. LO INNOVADOR DE ESTA TECNOLOGÍA ES QUE NO FUNCIONA CON PRESIÓN Y, POR TANTO, ES SEGURA....................................................................................................................... 30
H) TÉCNICA BIOTECNOLÓGICA PARA RECUPERAR EL CROMO....................................... 31
ESTA NUEVA METODOLOGÍA ESTÁ BASADA EN TÉCNICAS BIOTECNOLÓGICAS Y SE PRETENDE TRATAR LAS AGUAS RESIDUALES MEDIANTE UNA TÉCNICA BASADA EN
13

EL SECUESTRO ESPECÍFICO DEL CROMO POR HONGOS ACIDÓFILOS PARA POSTERIORMENTE PROCEDER A SU SEPARACIÓN............................................................... 31
I) TECNOLOGÍAS DE REUTILIZACIÓN DE AGUA INDUSTRIAL : MICROFILTRACIÓN Y ULTRAFILTRACIÓN TANGENCIAL,............................................................................................31
ESPECIALMENTE APLICABLES EN AGUAS QUE COMPORTAN UN DIFÍCIL TRATAMIENTO PARA CUMPLIR LOS PARÁMETROS DE VERTIDO, O BIEN SE DESEA APROVECHAR ENERGÍA O REACTIVOS CONTENIDOS......................................................... 31
J) TECNOLOGÍA CLAV DE SECADO TÉRMICO DE FANGOS................................................ 31
SE CONSIGUE LA REDUCCIÓN DE LA CANTIDAD DE FANGO DESTINADO A VERTEDERO. ELLO HACE POSIBLE LA VALORACIÓN DEL FANGO Y MEJORA SU PROCESO DE INERTIZACIÓN. LA DESHIDRATACIÓN TÉRMICA DE LODOS APORTA UNA REDUCCIÓN SUSTANCIAL DE LOS COSTES DE ELIMINACIÓN DE RESIDUOS ..... 31
K) TECNOLOGÍA DECBLEND ..................................................................................................... 31
BASADA EN UN PROCESO FÍSICO-QUÍMICO COMPACTO ESPECIALMENTE DISEÑADO PARA EL TRATAMIENTO DE AGUAS RESIDUALES Y ACONDICIONAMIENTO DE FANGOS, MEDIANTE LA APLICACIÓN DE UN PRODUCTO MULTIFUNCIONAL. SE OBTIENE UNA FLOCULACIÓN MUY COMPACTA QUE PROPORCIONA GRAN FACILIDAD DE SEPARACIÓN DEL AGUA DEPURADA Y UNA MAYOR CAPACIDAD DE DESHIDRATACIÓN DE LOS FANGOS RESPECTO LOS PROCEDIMIENTOS CONVENCIONALES. COMO CONSECUENCIA SE OBTIENE UNA IMPORTANTE REDUCCIÓN DE COSTES DE INVERSIÓN Y SUPERFICIE PARA SU IMPLANTACIÓN. SE BASA EN LA DOSIFICACIÓN DE UN ÚNICO PRODUCTO SÓLIDO QUE NO NECESITA SER NEUTRALIZADO Y QUE PROVOCA, CONJUNTAMENTE, LA COAGULACIÓN Y LA FLOCULACIÓN DE LA MATERIA EN SUSPENSIÓN. CONSIGUE ADEMÁS UNA GRAN COMPACTACIÓN DEL FLÓCULO, TRANSMITIÉNDOLE UN COMPORTAMIENTO HIDROFÓBICO. TODO ELLO PUEDE REALIZARSE EN REACTOR ÚNICO, LO CUAL SIMPLIFICA MUCHO LOS PROCEDIMIENTOS TRADICIONALES......................................... 31
L) DENOX..........................................................................................................................................31
ES UNA NUEVA TECNOLOGÍA UTILIZADA EN LA PLANTAS INCINERADORAS QUE PERMITE ACTUALIZAR CASI TOTALMENTE LAS ESCORIAS Y CENIZAS VOLANTES PRODUCIDAS. ................................................................................................................................. 31
M) OXIDACIÓN ANODICA............................................................................................................32
LA TÉCNICA DE LA OXIDACIÓN POR VÍA ANÓDICA DESTRUYE LOS RESIDUOS O LOS TRANSFORMA EN SUBESPECIES ASIMILABLES A LOS RESIDUOS URBANOS. ES DECIR, ESTA TÉCNICA PERMITE TRATAR LOS RESIDUOS INDUSTRIALES COMO RESIDUOS URBANOS, Y POR TANTO SUSCEPTIBLES DE SER TRATADOS CON MÉTODOS BIOLÓGICOS O FÍSICO-QUÍMICOS. ....................................................................... 32
LA IDEA DE LOS QUE LLEVAN A CABO EL PROYECTO ES TRANSFORMAR PARCIALMENTE LOS RESIDUOS, ES DECIR, NI INCINERACIÓN NI OXIDACIÓN TOTAL. ESTE ESTADO INTERMEDIO SE ALCANZA MEDIANTE ELECTRÓLISIS: .......................... 32
14
1. SE APLICAN ELECTRODOS CATALÍTICOS (DIMENSIONALMENTE ESTABLES) ........ 32
2. SE COMBINAN PROCESOS DE OXIDACIÓN CON LA ELECTROFLOCULACIÓN Y ELECTROCOAGULACIÓN EN CELDA PARALELA MEDIANTE EL USO DE ÁNODOS SOLUBLES ....................................................................................................................................... 32
3. EMPLEO DE TÉCNICAS DE MEMBRANAS, COMO LA MICROFILTRACIÓN, ULTRAFILTRACIÓN Y ÓSMOSIS INVERSA), Y CON TÉCNICAS TÉRMICAS DE ALTO RENDIMIENTO, COMO LA EVAPORACIÓN AL VACÍO. EL USO DE ESTAS TÉCNICAS TIENE POR OBJETIVO EL RECICLAJE DE COMPONENTES DE EFLUENTES EN FASES PREVIAS A LOS TRATAMIENTOS DE OXIDACIÓN Y LA OXIDACIÓN SECUENCIAL DE LAS FRACCIONES CONCENTRADAS O DILUIDAS NO RECICLADAS. ............................... 32
POR OTRA PARTE, LA MATERIA ORGÁNICA RESIDUAL PUEDE TRATARSE POR MÉTODOS AEROBIOS, YA SEA EMPLEANDO LECHOS BACTERIANOS O FANGOS ACTIVADOS..................................................................................................................................... 32
N) CARBÓN ACTIVO.......................................................................................................................32
LA ADSORCIÓN CON CARBÓN ACTIVADO ES UNA TECNOLOGÍA FRECUENTEMENTE APLICADA PARA LA SEPARACIÓN DE TRAZAS DE COMPUESTOS ORGÁNICOS DESDE UNA SOLUCIÓN ACUOSA. LA ADSORCIÓN ES UN FENÓMENO DE SUPERFICIE EN EL CUAL MOLÉCULAS SOLUBLES DE UNA SOLUCIÓN QUEDAN FIJADAS SOBRE LA SUPERFICIE SÓLIDA DE UN ADSORBENTE. POR TANTO UN DE LAS PROPIEDADES MAS DESEABLES DE UN ADSORBENTE ES QUE PRESENTE UNA ALTA RELACIÓN SUPERFICIE / VOLUMEN. LA ADSORCIÓN CON CARBÓN ACTIVADO PUEDE APLICARSE PARA TRATAR RESIDUOS ACUOSOS Y GASEOSOS CONTENIENDO UN AMPLIO ESPECTRO DE COMPUESTOS. PUEDE APLICARSE AL TRATAMIENTO DE:.................................................32
34
15
1. INTRODUCCIÓN
Las políticas ambientales fomentan la prevención, el reciclado y el aprovechamiento de los residuos,
así como la utilización de los materiales y de la energía recuperada, con el fin de no malgastar los
recursos naturales y contribuir a la sostenibilidad ambiental.
Los residuos pueden clasificarse de diversos modos.
Según su estado físico se dividen en: Sólidos., Líquidos. Gaseosos.
Según su procedencia se dividen en: Industriales, Agrícolas., Sanitarios. , Residuos sólidos
urbanos.
Por su peligrosidad se clasifican en, residuos tóxicos y peligrosos, Radioactivos, inertes.
Por último, en cuanto al marco legal según la Ley de Residuos, se distinguen dos categorías:
Residuos urbanos, Residuos peligrosos.
Los residuos sólidos urbanos son aquellos que se originan en los núcleos de población como
consecuencia de la actividad habitual y diaria del ser humano. Las principales aplicaciones de estos
residuos son como fuente de energía, aprovechándolos directamente o transformándolos en otras
sustancias combustibles, o como materia prima, para someterlos a un proceso de reciclado y generar
otros productos.
Los residuos industriales forestales son los que originan principalmente la industria maderera y
papelera. Si el volumen generado es alto, se suelen usar como materia prima en otras industrias del
sector. Por el contrario, si es pequeño, se usa como combustible en la propia industria o en el sector
doméstico. De todos los tipos de industria del sector destacan los siguientes:
Industrias de primera transformación (serrines, virutas, cortezas), que se utilizan como
materia prima en otras industrias o como combustible en el sector.
Fabricación de productos de madera (serrines, recortes, chapas de tableros), que se usan
como combustible en la propia industria.
16
Fabricación de productos de corcho (polvo de corcho), que se usa como combustible en la
propia industria.
Fabricación de pasta de papel (cortezas, serrines y lejías negras), que se usan como
combustible y como materia prima de sustancias minerales.
Los residuos de la industria agroalimentaria y agrícola, aunque pueda parecer que generan pocos
residuos, son suficientes para que se puedan reutilizar en otras industrias del sector. Por este motivo,
y a pesar de la amplitud de éste, sólo se van a mencionar algunas industrias que generan residuos
susceptibles de ser usados con fines energéticos.
Extracción de aceite de orujo de la aceituna (orujillo), que se emplea como combustible en la
propia industria o en industrias de cerámica.
Elaboración de frutos secos (cáscaras de piñones, almendras, etc.), que se emplean como
combustible en el propio sector o en el sector doméstico.
Industria conservera vegetal (huesos de fruta, restos de animales), que se emplean como
combustible o para transformar en biogás.
Fabricación de cerveza y malta (bagazo y lodos de depuradora), que se emplean para la
obtención de biogás.
2. NORMATIVA
La Ley 10/1998, de 21 de abril, de Residuos establece que "es cualquier sustancia u objeto
perteneciente a alguna de las categorías que figuran en el anexo de esta Ley, del cual su poseedor se
desprenda o tenga la intención u obligación de desprenderse. En todo caso tendrán esta
consideración los que figuren en el Catálogo Europeo de residuo (CER), aprobado por las
instituciones comunitarias".
17
3. SITUACIÓN ACTUAL
La generación de residuos urbanos continúa creciendo. Desde principios de la década de los noventa
ha mostrado un incremento año a año, situándose en 2004 en 524,5 kilogramos por habitante y año.
España comparte esta tendencia al alza con la media europea, que también presenta crecimientos
anuales con valores superiores a los nuestros (567 kg/hab/año en la UE-15 y 525 kg/hab/año en la
UE-25). No obstante, la tasa actual de crecimiento de la generación de residuos urbanos en España
es ligeramente superior a la de la UE, por lo que se alcanzarán los valores europeos en poco tiempo.
La industrialización, el desarrollo económico y la implantación del estado de bienestar, con las
pautas de consumo que conlleva, han propiciado que en el período 1990-2004 la generación de
residuos urbanos por habitante aumentara un 62,2%, produciéndose un total de 22.735.142
toneladas de residuos en 2004.
La variación más significativa de los últimos años es el continuo aumento de la cantidad de residuos
dirigidos a las plantas de triaje y compostaje. En una década ha pasado de ser el destino del 12% de
los residuos para situarse en el 32% en 2004, triplicándose el número de plantas destinadas a ello.
En España existían en 2004 unas 77 plantas de triaje y compostaje que trataron más de siete
millones de toneladas de residuos, obteniendo 811.184 toneladas de compost. Andalucía, Murcia y
en mayor proporción la Comunidad Valenciana y Cantabria han sido las comunidades que más
utilizaron el compostaje como tratamiento, todas ellas por encima del 50% en los residuos tratados
En España en 2005 se recogió el 59% del papel consumido y por primera vez se superaron los 4
millones de toneladas de papel usado, llegando a 4.322.600 toneladas.
Estas cifras, las más altas del periodo considerado, nos acercan a la media europea (60%). El ahorro
en volumen de almacenaje de vertedero es relevante ya que se podrían haber llenado 40 estadios de
fútbol con el papel usado si no hubiera sido reciclado.
A través de la recogida selectiva (contenedor azul, puntos limpios y recogida puerta a puerta en
pequeños comercios y oficinas), en 2005 se recuperaron casi 850.000 toneladas, un 19% más que en
18
el año anterior. Los datos de recogida y reciclaje de papel muestran una tendencia al alza solamente
interrumpida durante los años 2002 y 2003.
Hay que considerar que, conforme se alcanzan los objetivos marcados, el margen de mejora
disminuye.
La tasa de reciclaje se ha estabilizado en los últimos tres años analizados, alcanzando la cifra de
62,5%. La tendencia ascendente de la recogida selectiva hace prever que la tasa de reciclaje
aumente en los años venideros.
Por Comunidades Autónomas, Baleares y Navarra son las que más esfuerzos emplearon en la
separación selectiva de papel, recogiendo en 2005 más de 40 kilogramos por habitante, mientras que
la media nacional fue de en 19,23 kilogramos por habitante.
El reciclado de vidrio en España presenta un crecimiento continuo aunque pausado. Así, en los 16
años del periodo 1990-2005, la tasa de reciclado apenas ha aumentado 18 puntos, aunque en los
últimos seis años esta tasa ha experimentado un crecimiento por encima del 2% anual. En el año
2005 la tasa de reciclado alcanzó un valor del 45%, al reciclarse 744.600 toneladas de residuos de
envases de vidrio, lo que supone un incremento de un 10% con respecto al año anterior.
El panorama autonómico muestra que La Rioja y País Vasco son las Comunidades
Autónomas que presentan mayor cantidad de vidrio recogido en el iglú verde, superando los 20
kilogramos por habitante. Le siguen Cataluña, Navarra y Baleares. La media nacional se sitúa en
11,6 kg de vidrio por habitante.
La tasa de reciclado de residuos de envases se situó en 2004 en el 47,4%, acercándose al objetivo
del 55% que establece el RD 252/2006 por el que se revisan los objetivos de reciclado y
valorización establecidos en la Ley 11/1997, y que debe alcanzarse antes de 2009.
19

El aumento de la depuración de las aguas residuales está originando un incremento importante en la
generación de lodos de depuradoras. Estos deben ser correctamente gestionados como residuos,
valorizándolos y evitando que supongan un problema para el medio ambiente.
La producción de lodos en España presentó un crecimiento continuo, aumentando en 2005 un 2,6%
con respecto a 2004 y un 62,6% desde 1997. Este aumento en la generación de lodos se debe al
incremento en el número de estaciones de depuración y en la capacidad de las mismas.
4. TECNOLOGIAS APLICADAS EN EL RECICLADO DE RESIDUOS
4.1. RESIDUOS SÓLIDOS URBANOS
Los residuos sólidos urbanos son aquellos que se originan en los núcleos de población como
consecuencia de la actividad habitual y diaria del ser humano. Estos residuos son recogidos y
clasificados para su posterior reciclado
En la actualidad los equipos de recogida y clasificado de basura están provistos de diversas
tecnologías que hacen que la recogida sea mas fácil y rápida, por ejemplo: Recolector compactador
de carga trasera, Recolector compactador satélite, Minicompactador de carga trasera, Recolector
compactador de carga lateral, Contenedores soterrados, Cubos RSU, Contenedores de carga lateral
de polietileno,etc
4.1.1.Residuos sólidos urbanos RSU
Los residuos sólidos urbanos están compuestos de los siguientes materiales:
Vidrio. Son los envases de cristal, frascos, botellas, etc.
Papel y cartón. Periódicos, revistas, embalajes de cartón, envases de papel, cartón, etc.
20
Restos orgánicos. Son los restos de comida, de jardinería, etc. En peso son la fracción
mayoritaria en el conjunto de los residuos urbanos.
Plásticos. En forma de envases y elementos de otra naturaleza.
Madera. En forma de muebles mayoritariamente.
Escombros. Procedentes de pequeñas obras o reparaciones domésticas
etc
4.1.1.1.Tecnología aplicada en el tratamiento de los residuos orgánicos.
La tecnología que se aplica a este tipo de residuo en la actualidad es:
Biometanización. Proceso anaerobio
Compostaje en tambores o túneles: proceso aerobio
Se tratan diferentes formas de residuos orgánicos como por ejemplo residuos biológicos, residuos
industriales orgánicos,
La Metanizacion es una tecnología apta para diferentes formas de residuos orgánicos, las ventajas
que presenta este proceso es que se trabaja con independencia de la humedad del residuo, Alta
flexibilidad en el tratamiento de diferentes formas de residuo, Alta calidad del biogás, Bajos gastos
de explotación, alta calidad del compost, bajo consumo de energía, poco desgaste.
Tanto el estiércol líquido como el solidó son utilizados en la agricultura, incluso en la agricultura
ecológica si la calidad de estos es alta. Por otro lado el biogás se utiliza como carburante para el
ciudadano y para recolectores de basura.
Compostaje en tambores: es un sistema cerrado propulsado por depresión de donde se aspira el aire
maloliente mediante un ventilador y se trata este aire en un biofiltro. El sistema de tambores es una
alternativa económica para caudales bajos de residuos orgánicos.
Compostaje en túneles: los túneles son de hormigón, disponibles en diferentes tamaños y equipados
de un suelo de ventilación. En general, se fermenta el material orgánico durante dos semanas en los
túneles. Finalmente el material experimenta el post-compostaje definitivo en hacinas. Se miden
21
permanentemente los parámetros del proceso como la temperatura, el contenido de oxígeno y
dióxido de carbono. Se consultan estos parámetros para el control del proceso de compostaje. Se
aspira el aire maloliente del proceso de compostaje y se lo limpia en un lavador / biofiltro.
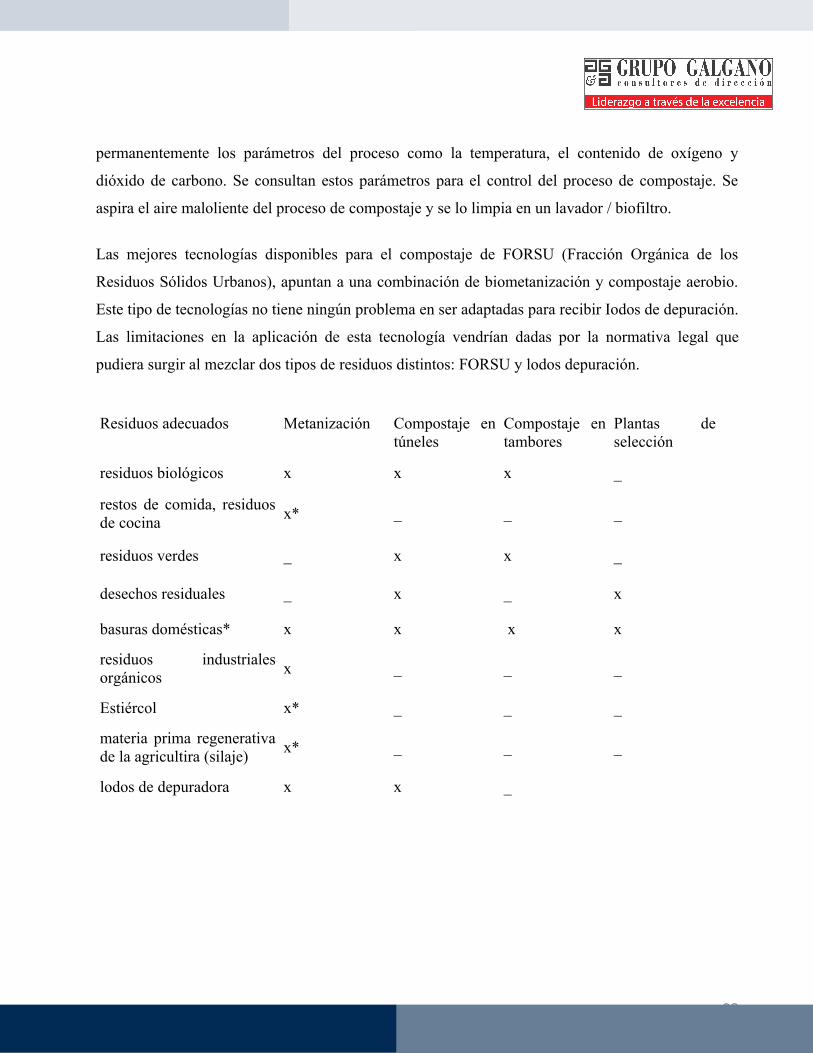
Las mejores tecnologías disponibles para el compostaje de FORSU (Fracción Orgánica de los
Residuos Sólidos Urbanos), apuntan a una combinación de biometanización y compostaje aerobio.
Este tipo de tecnologías no tiene ningún problema en ser adaptadas para recibir Iodos de depuración.
Las limitaciones en la aplicación de esta tecnología vendrían dadas por la normativa legal que
pudiera surgir al mezclar dos tipos de residuos distintos: FORSU y lodos depuración.
Residuos adecuados Metanización Compostaje en túneles
Compostaje en tambores
Plantas de selección
residuos biológicos x x x _
restos de comida, residuos de cocina x* _ _ _
residuos verdes _ x x _
desechos residuales _ x _ x
basuras domésticas* x x x x
residuos industriales orgánicos x _ _ _
Estiércol x* _ _ _
materia prima regenerativa de la agricultira (silaje) x* _ _ _
lodos de depuradora x x _
22

4.1.1.2.Tecnología aplicada en el tratamiento de los plásticos.
Los residuos plásticos se dividen en tres clases:
A) Residuos plásticos de tipo simple: han sido clasificados y separados entre sí los de distintas
clases.
B) Residuos mixtos: los diferentes tipos de plásticos se hallan mezclados entre sí.
C) Residuos plásticos mixtos combinados con otros residuos: papel, cartón, metales.
Es el proceso de reciclado más utilizado es el mecánico, el cual consiste en varias etapas de
separación, limpieza y molido
En el reciclado químico destaca la metanólisis y la glicólisis, se llevan a cabo a escala industrial. El
PET se deshace o depolimeriza: se separan las moléculas que lo componen y estas se emplean para
fabricar otra vez PET. Dependiendo de su pureza, este material puede usarse, incluso, para el
envasado de alimentos.
En cuanto al uso del PET como combustible alterno, los envases pueden emplearse para generar
energía ya que este material tiene un poder calorífico de 6.3 Kcal/Kg, y puede realizar una
combustión eficiente. Esto es posible ya que durante su fabricación no se emplean aditivos ni
modificadores, lo cual permite que las emisiones de la combustión no sean tóxicas, obteniéndose tan
sólo bióxido de carbono y vapor de agua.
4.1.1.3.Tecnología aplicada en el tratamiento del vidrio
Los envases de vidrio se pueden reciclar sin que el material pierda ninguna de sus propiedades. Una
vez recogidos son triturados formando un polvo grueso denominado calcín, que sometido a altas
temperaturas en un horno, se funde para ser moldeado nuevamente en forma de botellas, frascos,
tarros, etc. que tienen exactamente las mismas cualidades que los objetos de que proceden. El
proceso supone un ahorro de materias primas y de energía muy considerable.
23

Cabe comentar que no existe diversidad tecnológica para su tratamiento. Esencialmente dicho
proceso consiste en separar los elementos extraños que suelen acompañar al vidrio (papel, plásticos,
corchos, piedras, metales, porcelana, etc.). La separación se realiza manualmente y/o con equipos
específicos: imanes fijos para el hierro, ciclones para papeles y plásticos detector de metales no
férricos por impulsos mecánicos "trimetau", captadores de cerámicas y piedras "sistema trioptic".
En la actualidad, ya se está operando con equipo láser para separar todas las impurezas.
4.1.1.4.Tecnología aplicada en el tratamiento de papel y cartón.
Consiste en la recuperación de las fibras de celulosa mediante separación en soluciones acuosas a
las que se incorporan sustancias tensioactivas con el fin de eliminar la tinta. La tinta queda en la
superficie del baño y se puede separar con facilidad.
Una vez retirada la tinta, se somete la suspensión de las fibras a un secado sobre una superficie
plana, para recuperarlas. Después se las hace pasar por unos rodillos que las aplanan y compactan,
saliendo finalmente la lámina de papel reciclado.
La técnica más utilizada actualmente por la industria de celulosa es la denominada ECF o libre de
cloro elemental, donde las principales sustancias químicas que se utilizan son el dióxido de cloro,
soda cáustica, oxígeno, peróxido de hidrógeno y ácido sulfúrico. Dicha técnica a diferencia de la
tradicionalmente utilizada, blanqueo con cloro elemental (cloro gas) genera cantidades muy
inferiores de compuestos policlorados, los cuales se caracterizan por tener baja hidrosolubilidad y
biodisponibilidad y alta persistencia y toxicidad por ejemplo dioxinas y furanos.
4.1.1.5.Tecnología aplicada en el tratamiento de metales.
Los envases de acero estañado, más conocidos como hojalata, son perfectamente reciclables, se
emplean en la fabricación de otros envases o como chatarra en las fundiciones siderúrgicas después
de haber sido desestañada la hojalata. Los envases de aluminio se consideran materia prima en los
24
mercados internacionales. Su reciclado supone un elevado ahorro energético y los materiales
obtenidos mantienen sus propiedades al fundirse repetidas veces. Para separarlos del resto se utiliza
un mecanismo denominado de corrientes inducidas de Foucault que proyecta hacia fuera de la cinta
transportadora los envases de aluminio, pega a ésta los férricos y deja igual a los demás. En
combinación con sistemas de electroimanes sirve para completar la separación de los metales.
4.1.1.6.Tecnología aplicada en el tratamiento de escombros
Las instalaciones de reciclaje se construyen en dos versiones básicas: fijas y móviles. El principio de
funcionamiento de ambas es el mismo. Se trata de combinar procesos de machaqueo del escombro
recibido con cribados, por tamaño. Todo ello según sea el material recibido y el producto que desea
obtenerse. En ambos casos, los tipos de escombros tratables son los de material cerámico, asfálticos,
hormigón en masa, armado y prefabricado, mezclas de tierras y piedras naturales.
Por el contrario, las instalaciones móviles se diseñan con el objeto de desplazarse dentro de
escombreras, según la disposición de los materiales en la misma, entre distintas obras o zonas con
varias obras para tratar los escombros producidos. Este tipo de instalación se caracteriza
principalmente porque cada elemento (criba, machacadora, etc.) está instalado sobre un equipo
autoportante, normalmente de orugas, que permite su propio desplazamiento y la carga sobre
camión. La combinación de varias de estas unidades, según necesidades, puede alcanzar incluso
mayor versatilidad que una instalación fija.
Los productos obtenidos se pueden emplear en distintos usos según características. La mejor calidad
se obtiene mediante triturado y clasificado y la peor, únicamente con cribado. Los usos más
habituales son como material estabilizador de explanadas, drenajes, subbases de carreteras, aporte
en mantenimiento de pistas y caminos, consolidación de terrenos, rellenos varios, etc. Se han
realizado multitud de ensayos para determinar las propiedades exactas de cada tipo de producto con
el objetivo de ampliar su campo de uso. Hoy en día, la aplicación más ambiciosa es el empleo como
25
árido en hormigón, la cual se encuentra paralizada, debido principalmente a la ausencia de criterios
de aceptación de los materiales.
4.1.1.7.Tecnología aplicada en otros residuos.
Los neumáticos
En la actualidad se pueden utilizar diversos métodos para la recuperación de neumáticos y la
destrucción de sus componentes peligrosos. El sistema de tratamiento puede convertir los
neumáticos en energía eléctrica mediante un tratamiento de termólisis, pirolisis y trituración
mecánica.
Los materiales que se obtienen tras el tratamiento de los residuos de neumáticos, una vez separados
los restos aprovechables en la industria, el material resultante puede ser usado como parte de los
componentes de las capas asfálticas que se usan en la construcción de carreteras, con lo que se
consigue disminuir la extracción de áridos en canteras. Las carreteras que usan estos asfaltos son
mejores y más seguras, Pueden usarse también en alfombras, aislantes de vehículos o losetas de
goma. Se han usado para materiales de fabricación de tejados, pasos a nivel, cubiertas, masillas,
aislantes de vibración., suelos de atletismo o pistas de paseo y bicicleta.
Por otro lado se ha desarrollado una tecnología innovadora para el reciclaje de los neumáticos fuera
de uso. donde en el proceso productivo se obtienen separadamente los componentes de los
neumáticos: negro de humo, acero y aceite base, así como un importante volumen de gas, el cual,
una vez limpio, es utilizado como combustible en los grupos generadores que lo transforman en
energía eléctrica
4.2. RESIDUOS INDUSTRIALES
La industria genera una gran cantidad de residuos muchos de los cuales son recuperables. El
problema está en que las técnicas para aprovechar los residuos y hacerlos útiles son caras.
26

4.2.1.Residuos industriales inertes y asimilables a los RSU
Los residuos inertes son escombros, gravas, arenas y demás materiales que no presentan riesgo para
el ambiente. Hay dos posibles tratamientos para estos materiales: reutilizarlos como relleno en obras
públicas o construcciones o depositarlos en vertederos adecuados. El principal impacto negativo que
pueden producir es el visual, por o que se debe usar lugares adecuados, como canteras abandonadas
o minas al aire libre y se deben recubrir con tierra y plantas para reconstruir el paisaje.
Los residuos similares a los sólidos urbanos que se producen en las industrias suelen ser recogidos y
tratados de forma similar al resto de los RSU.
4.2.2.Residuos industriales peligrosos
Son las sustancias que son inflamables, corrosivas, tóxicas o pueden producir reacciones químicas,
cuando están en concentraciones que pueden ser peligrosas para la salud o para el ambiente.
Residuos tóxicos y peligrosos (según las directivas de la Unión Europea) son los que contienen en
determinadas concentraciones: As, Cd, Be, Pb, Se, Te, Hg, Sb y sus compuestos,Compuestos de
cobre solubles ,Fenol, éteres, solventes orgánicos, hidrocarburos policíclicos aromáticos
cancerígenos, Isocianatos, cianuros orgánicos e inorgánicos, Biocidas y compuestos fito-
farmacéuticos, Compuestos farmacéuticos, Polvo y fibras de asbesto, Peróxidos, cloratos y
percloratos, Carbonilos de metales, etc
De manera amplia, el termino tratamiento se refiere a cualquier método, técnica o proceso físico,
químico, térmico o biológico diseñado para cambiar la composición de un residuo peligroso o
modificar sus propiedades físicas, químicas o biológicas de modo de transformarlo en no peligroso
o bien en menos peligroso a efectos de hacer mas seguras las condiciones almacenamiento,
transporte o disposición final.
27
4.2.2.1.Las tecnologías aplicadas en los diversos procesos de tratamiento de los
residuos
a) La precipitación metálica in-situ (ISMP®)
Es una innovadora tecnología de enmienda de suelos. La ISMP aprovecha el proceso biológico
natural de generación de suelos y la reducción microbiológica de sulfatos para eliminar los
metales pesados de las aguas subterráneas. La ISMP utiliza la estimulación sulfatada por
infiltración o por inyección de una fuente de carbono (por ejemplo, de glucosa), de nutrientes
especiales, vitaminas y elementos traza. Al estimular la reducción microbiológica de sulfatos en
zonas con agua subterránea contaminada, los microorganismos convierten los sulfatos en
sulfitos. Éstos reaccionan inmediatamente con los metales pesados disueltos en el agua, como el
zinc, el cadmio o el níquel, y forman sulfitos metálicos insolubles. En el fondo, se trata de un
proceso de inmovilización natural, que impide que los metales pesados escapen.
b) La tecnología LDO
Es un método totalmente nuevo de medir el oxígeno disuelto (OD) en el agua (en particular en el
agua residual). Está basada en el principio de luminescencia y es capaz de reducir la medición
de OD a una simple medición de tiempo que, por tanto, carece de desviación. La medición se
hace por medio de un revestimiento sensible al oxígeno (en contacto con la muestra) que es
excitado por un diodo que emite luz azul. Al relajarse el material excitado, se emite una luz roja,
que es evaluada por un fotodetector. El tiempo que dura esta radiación corresponde a la
concentración de OD
c) Tecnología RVF™ (Rotación Vibración Filtración)
Con la tecnología clásica de filtración por membrana, ésta se ensucia rápidamente, con lo que el
flujo que la atraviesa se reduce y se precisa una limpieza frecuente.
RVF™ permite usar membranas similares (microfiltración, ultrafiltración, nanofiltración u
ósmosis inversa) reduciendo la suciedad que se adhiere a estas membranas. La tecnología
consiste en generar turbulencias cerca de la membrana mediante hélices de rotación rápida, lo
28

que consigue filtrar líquidos muy concentrados (hasta 5000 cp de viscosidad, 20% de agua o
menos....). El filtro RVF™ consiste en una carcasa de acero inoxidable que contiene membranas
de disco y un eje con hélices. Las membranas están fijas y las hélices generan movimientos
tangenciales cerca de la membrana. El líquido es introducido en el filtro por una bomba y se
obtienen dos fracciones: el agua purificada y el material retenido.
d) El SMF 2
Es un espectrofluorímetro portátil diseñado para trabajos de campo, que sirve para medir la
fluorescencia de las aguas residuales. La medición más importante de este equipo es el
Tryptdean, que indica la cantidad de fosfato, nitrato y la demanda biológica de oxígeno, medida
estándar de contaminación.
La prueba clásica de DBO tarda 5 días, mientras que el SMF 2 proporciona una lectura
instantánea y permite tomar medidas correctivas inmediatamente
e) Refinado de aceites usados
La innovación consiste en un proceso de refinado de aceites usados que obtiene un aceite
lubricante de gran calidad. Esta nueva tecnología es una modificación del proceso de extracción
del disolvente Interline, utilizado comercialmente para recuperar diesel y destilados al vacío de
los aceites usados. Un pre-tratamiento químico en continuo antes de la extracción del disolvente
y un nuevo concepto de destilación del aceite extraído son las principales innovaciones,
produciéndose un aceite lubricante de gran calidad sin necesidad de las fases de acabado
tradicional.
El proceso mejorado no produce ningún residuo y es muy económico porque no es necesario
ningún tratamiento con arcilla o hidrogenación.
29

f) SHARON®
Sistema de reactor único para eliminar el amoniaco altamente activo.
Los sistemas compactos de tratamiento de agua residuales está concebido especialmente para
tratar el nitrógeno procedente de la digestión de lodos, de los lixiviados de vertedero y de
distintas aguas residuales industriales.
SHARON® es un sistema de tratamiento biológico que convierte el amoniaco en gas nitrógeno,
produce menos lodos residuales y CO2 y ahorra un 25% de energía y un 40% en aditivos,
comparado con los sistemas biológicos convencionales. Este método es una forma
económicamente viable de reducir el contenido en nitrógeno del efluente (los lodos de digestión
suelen contener 15-20% de nitrógeno)
g) ECOUIT SPERANDA-1, instalación de procesado catalítico de residuos plásticos .
Tecnología de procesado de residuos plásticos de poliolefina mediante una mezcla de fracciones
hidrocarbonatadas (parafina y olefina). Los residuos son transformados en petróleo o parafina,
económicamente rentables. La instalación consiste en cuatro módulos de 50 l/h cada uno. Cada
módulo contiene un gasificador para los residuos de madera, un sistema de aporte de material
(plástico), un horno, un reactor/ estabilizador de parafina, un sistema de enfriamiento y una línea
de almacenamiento. El proceso se lleva a cabo en continuo y su sencillez permite tratar
cualquier poliolefina, polietileno (de alta y baja densidad, LDPE, LLDPE, HDPE) o
polipropileno. Admite impurezas como arena y polvo, pero no sustancias tóxicas que contengan
Cl, N, S, metal o madera. El producto final obtenido es una mezcla de hidrocarburos que se
puede procesar y utilizar como materia prima en refinerías, la industria química y petroquímica
o como carburante para motores estacionarios (por ej. generadores). También se puede obtener
aceite, parafina e incluso asfalto. Lo innovador de esta tecnología es que no funciona con
presión y, por tanto, es segura.
30

h) Técnica biotecnológica para recuperar el cromo
Esta nueva metodología está basada en técnicas biotecnológicas y se pretende tratar las aguas
residuales mediante una técnica basada en el secuestro específico del cromo por hongos
acidófilos para posteriormente proceder a su separación.
i) Tecnologías de reutilización de agua industrial : Microfiltración y Ultrafiltración tangencial,
Especialmente aplicables en aguas que comportan un difícil tratamiento para cumplir los
parámetros de vertido, o bien se desea aprovechar energía o reactivos contenidos.
j) Tecnología CLAV de secado térmico de fangos
Se consigue la reducción de la cantidad de fango destinado a vertedero. Ello hace posible la
valoración del fango y mejora su proceso de inertización. La deshidratación térmica de lodos
aporta una reducción sustancial de los costes de eliminación de residuos
k) Tecnología DECBLEND
Basada en un proceso físico-químico compacto especialmente diseñado para el tratamiento de
aguas residuales y acondicionamiento de fangos, mediante la aplicación de un producto
multifuncional. Se obtiene una floculación muy compacta que proporciona gran facilidad de
separación del agua depurada y una mayor capacidad de deshidratación de los fangos respecto
los procedimientos convencionales. Como consecuencia se obtiene una importante reducción de
costes de inversión y superficie para su implantación. Se basa en la dosificación de un único
producto sólido que no necesita ser neutralizado y que provoca, conjuntamente, la coagulación y
la floculación de la materia en suspensión. Consigue además una gran compactación del flóculo,
transmitiéndole un comportamiento hidrofóbico. Todo ello puede realizarse en reactor único, lo
cual simplifica mucho los procedimientos tradicionales.
l) DENOX
Es una nueva tecnología utilizada en la plantas incineradoras que permite actualizar casi
totalmente las escorias y cenizas volantes producidas.
31

m) Oxidación anodica
La técnica de la oxidación por vía anódica destruye los residuos o los transforma en subespecies
asimilables a los residuos urbanos. Es decir, esta técnica permite tratar los residuos industriales
como residuos urbanos, y por tanto susceptibles de ser tratados con métodos biológicos o físico-
químicos.
La idea de los que llevan a cabo el proyecto es transformar parcialmente los residuos, es decir,
ni incineración ni oxidación total. Este estado intermedio se alcanza mediante electrólisis:
1. Se aplican electrodos catalíticos (dimensionalmente estables)
2. Se combinan procesos de oxidación con la electrofloculación y electrocoagulación en celda
paralela mediante el uso de ánodos solubles
3. Empleo de técnicas de membranas, como la microfiltración, ultrafiltración y ósmosis
inversa), y con técnicas térmicas de alto rendimiento, como la evaporación al vacío. El uso
de estas técnicas tiene por objetivo el reciclaje de componentes de efluentes en fases previas
a los tratamientos de oxidación y la oxidación secuencial de las fracciones concentradas o
diluidas no recicladas.
Por otra parte, la materia orgánica residual puede tratarse por métodos aerobios, ya sea
empleando lechos bacterianos o fangos activados.
n) Carbón activo
La adsorción con carbón activado es una tecnología frecuentemente aplicada para la separación
de trazas de compuestos orgánicos desde una solución acuosa. La adsorción es un fenómeno de
superficie en el cual moléculas solubles de una solución quedan fijadas sobre la superficie sólida
de un adsorbente. Por tanto un de las propiedades mas deseables de un adsorbente es que
presente una alta relación superficie / volumen.
La adsorción con carbón activado puede aplicarse para tratar residuos acuosos y gaseosos
conteniendo un amplio espectro de compuestos. Puede aplicarse al tratamiento de:
Líquidos con compuestos orgánicos con metales pesados y halógenos.
32

Compuestos orgánicos de nitrógeno.
Metales pesados, quelatos.
Compuestos orgánicos volátiles.
El carbón activado agotado contendrá todos los constituyentes removidos de la corriente
residual. El mismo una vez agotado puede ser regenerado o bien dispuesto en un relleno de
seguridad.
La principal ventaja de esta tecnología es su aptitud para lograr bajos niveles de concentración
en el efluente tratado, para un gran número de compuestos, incluyendo compuestos orgánicos
halogenados. También es posible tratar efluentes conteniendo: clorofenoles, cresoles, cianuros,
insecticidas, fenoles, tolueno, xileno, y otros productos químicos orgánicos.
La adsorción con resinas es un proceso en el cual una sustancia orgánica es removida de una
solución acuosa y puede ser recuperada si esto es deseable., el proceso implica la adsorción de
compuestos orgánicos sobre una resina sintética ubicada en un lecho fijo. El residuo acuoso
ingresa en flujo descendente a través del manto de resina, el cual está contenido en un recipiente
cilíndrico de acero inoxidable. Esta tecnología se emplea para tratar efluentes conteniendo:
fenoles, compuestos que le dan coloración al líquido y pesticidas.
33