Fundición en Arena y a La Cera Perdida
47
INTEGRANTES: - PAZ SAAVEDRA, EDUARDO. - PUMAYALLA PORTILLA, ALISSON. - SALAS OTINIANO, MARITA. - SANDOVAL AHUMADA, DIEGO. FUNDICIÓN EN ARENA Y A LA CERA PERDIDA
-
Upload
harold-garcia-haro -
Category
Documents
-
view
86 -
download
9
description
Ingeniería de Procesos
Transcript of Fundición en Arena y a La Cera Perdida
INTEGRANTES: - PAZ SAAVEDRA, EDUARDO.
- PUMAYALLA PORTILLA, ALISSON.
- SALAS OTINIANO, MARITA.
- SANDOVAL AHUMADA, DIEGO.
FUNDICIÓN
EN ARENA Y
A LA CERA
PERDIDA
INTRODUCCIÓN
INTRODUCCIÓN
FUNDICIÓN:
« Proceso de fabricación de piezas,
comúnmente metálicas pero
también de plástico, consistente
en fundir un material e introducirlo en
una cavidad, llamada molde, donde
se solidifica.»

EDAD DE
COBRE
MOLDES DE
PIEDRA REQUERIMIENTOS
ESPECÍFICOS
GUERRA SUPERVIVIENCIA
INTRODUCCIÓN
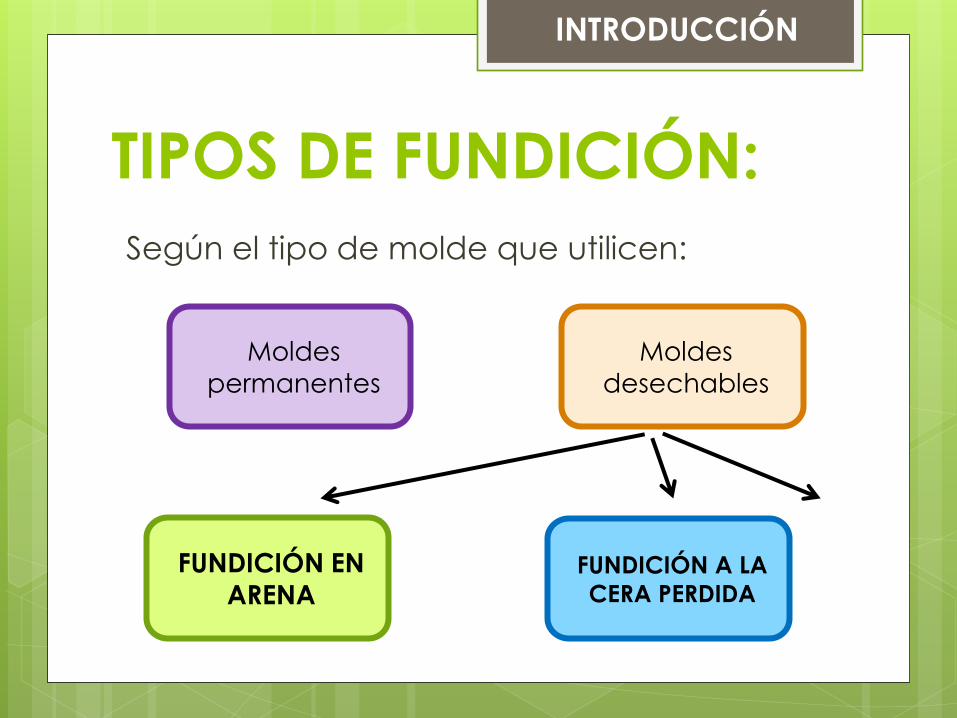
TIPOS DE FUNDICIÓN:
Según el tipo de molde que utilicen:
Moldes
permanentes
Moldes
desechables
FUNDICIÓN A LA
CERA PERDIDA
FUNDICIÓN EN
ARENA
INTRODUCCIÓN

FUNDICIÓN EN
ARENA
DEFINICIÓN
FUNDICIÓN EN ARENA

FUNDICIÓN EN ARENA
ORÍGENES
MUY
ANTIGUOS
MÁS
UTILIZADO
MAYOR PARTE
DE LA
PRODUCCIÓN

ELEMENTOS
FUNDICIÓN EN ARENA

1. ARENA:
FUNDICIÓN EN ARENA
ARENA DE
SÍLICE
SiO2
AGLUTINANTE
Arcilla
Bentonita
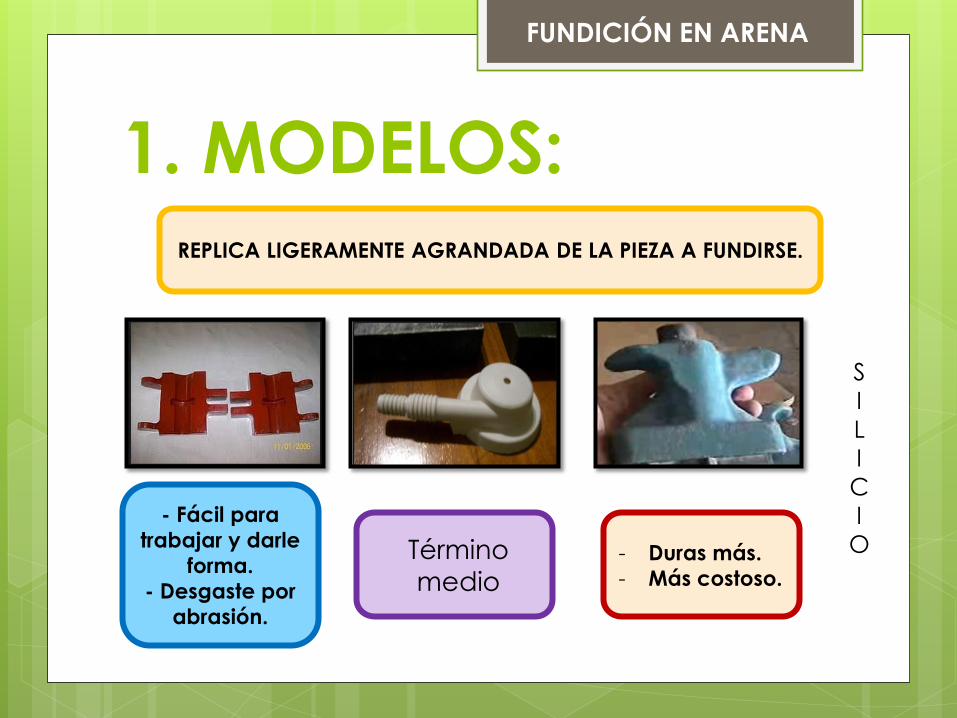
1. MODELOS:
FUNDICIÓN EN ARENA
REPLICA LIGERAMENTE AGRANDADA DE LA PIEZA A FUNDIRSE.
- Fácil para
trabajar y darle
forma.
- Desgaste por
abrasión.
- Duras más.
- Más costoso.
Término medio
S
I
L
I
C
I
O
FUNDICIÓN EN ARENA
1.1. Modelo sólido
Manufactura
fácil. Difícil para hacer el
molde de arena.
Producción de poca
cantidad.
FUNDICIÓN EN ARENA
1.2. Modelos divididos
Partes de forma
compleja.
División coincide
con línea de
separación.
Producción de
moderada cantidad.

FUNDICIÓN EN ARENA
1.2. M. con placa de
acoplamiento:
Agujero de la placa, permiten alineación
perfecta de partes del molde.

FUNDICIÓN EN ARENA
1.2. M. con doble placa de
acoplamiento:
Las dos partes del molde pueden
hacerse por separado.

Un corazón es un modelo de tamaño
natural de las superficies interiores de la
parte.
El corazón se hace generalmente
de arena compactada. El tamaño real del
corazón debe incluir las
tolerancias para contracción y
maquinado lo mismo que
el patrón.
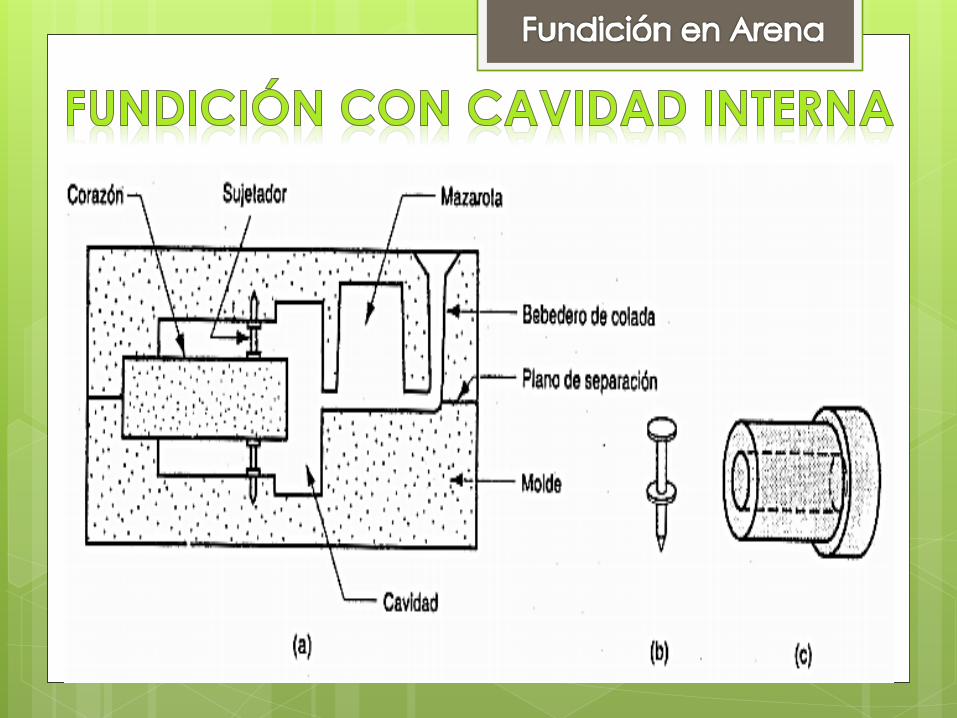

El molde es una cavidad que tiene la
forma geométrica de la pieza que se va
fundir. La arena de fundición es sílice
(SiO2) o sílice mezclada con otros
minerales.
La arena de moldeo que se utiliza para realizar los
moldes, requiere una serie de cualidades:
Refractabilidad: Resistencia a altas
temperaturas.
Permeabilidad: Para permitir el escape de gases
y vapores.
Cohesión y Resistencia: Para reproducir y
conservar la forma del modelo.
Poder de disgregación: Para permitir la
extracción de la pieza.
Buena colapsabilidad: Para permitir que la pieza
se contraiga durante el enfriamiento.
Buen control de humedad: Arenas húmedas
enfrían la pieza rápidamente.
Los moldes de arena verde se hacen de una
mezcla de arena, arcilla y agua, el término
"verde" se refiere al hecho de que el molde
contiene humedad al momento del vaciado.
Los moldes de arena verde tienen:
Suficiente resistencia en la mayoría de sus
aplicaciones
Buena permeabilidad y reutilización
Son los menos costosos.

Un molde de arena seca se fabrica con
aglomerantes orgánicos en lugar de arcilla. El
molde se cuece en una estufa grande a
temperaturas que fluctúan entre 204 ºC y 316 ºC.
El molde de arena seca proporciona :
Un mejor control dimensional
Es más costoso
La velocidad de producción es reducida
Sus aplicaciones se limitan generalmente a
fundiciones de tamaño medio y grande y en
velocidades de producción bajas.

PROCESO DE
FUNDICIÓN CON
ARENA

1) Se prepara arena de
fundición o mezcla de moldeo
Constituida usualmente
por:
Arena Silícica de un
tamaño meno de 2 mm y mayor de 0.5 mm.
Glutinante (Bentonita)
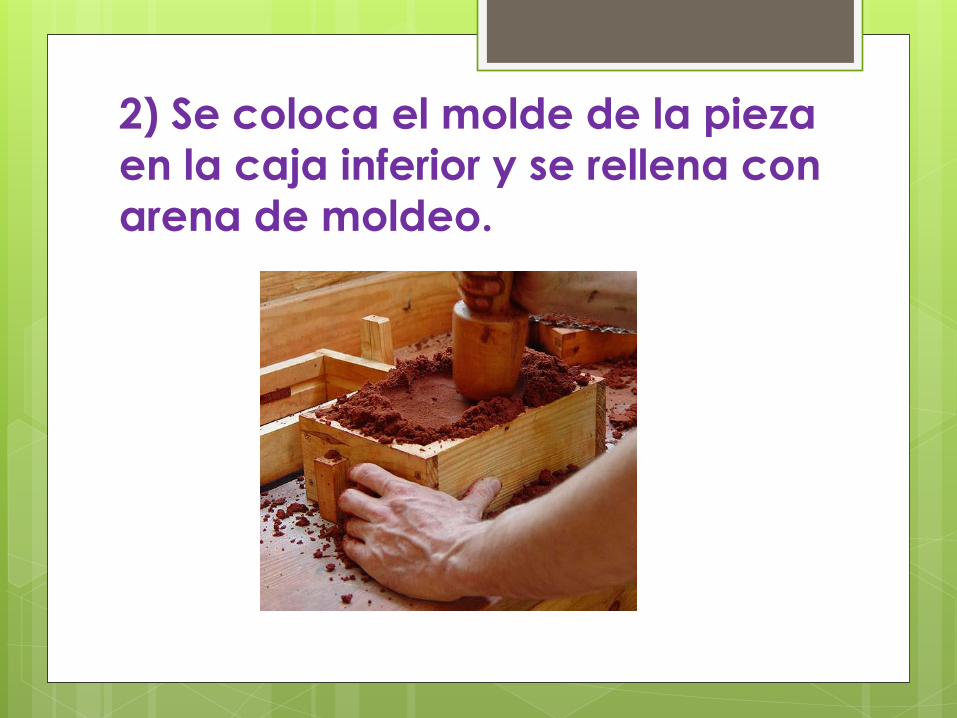
2) Se coloca el molde de la pieza
en la caja inferior y se rellena con
arena de moldeo.
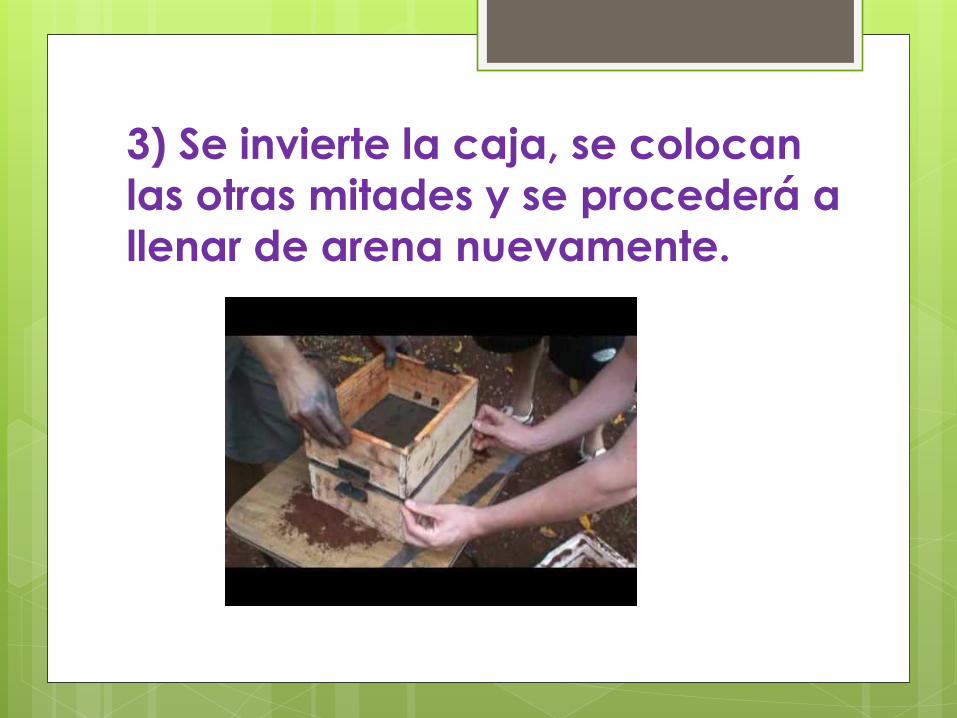
3) Se invierte la caja, se colocan
las otras mitades y se procederá a
llenar de arena nuevamente.

4) Se realizarán los conductos de
alimentación del metal y el
bebedero.
5) Elaboración del macho
aparte.
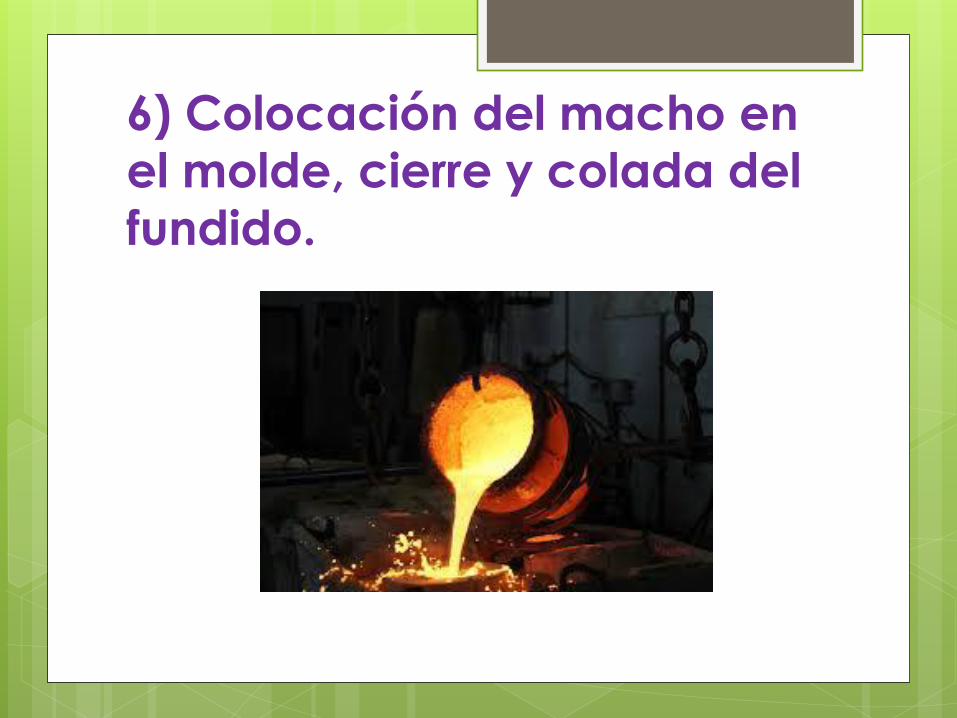
6) Colocación del macho en
el molde, cierre y colada del
fundido.


APLICACIONES
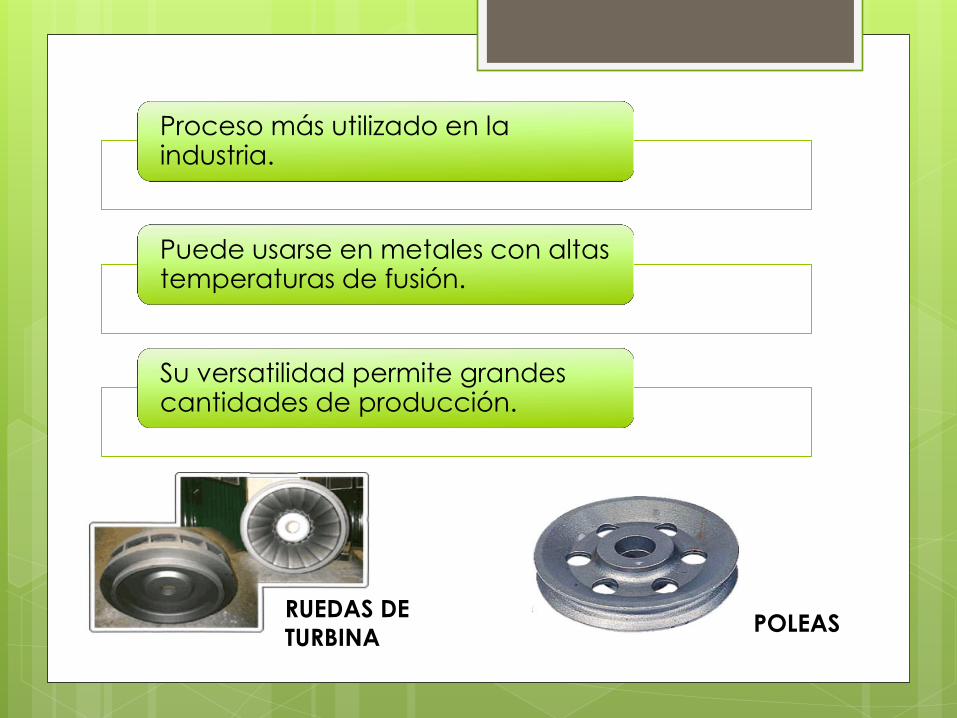
Proceso más utilizado en la industria.
Puede usarse en metales con altas temperaturas de fusión.
Su versatilidad permite grandes cantidades de producción.
POLEAS RUEDAS DE
TURBINA

FUNDICIÓN A LA
CERA PERDIDA

Es posiblemente uno de los procesos de fundición más antiguos.
En su esencia básica, el proceso consiste en la fabricación de un modelo de cera.
Asegura un mayor precisión geométrica de las piezas.

PROCESO
FUNDICIÓN A LA CERA PERDIDA
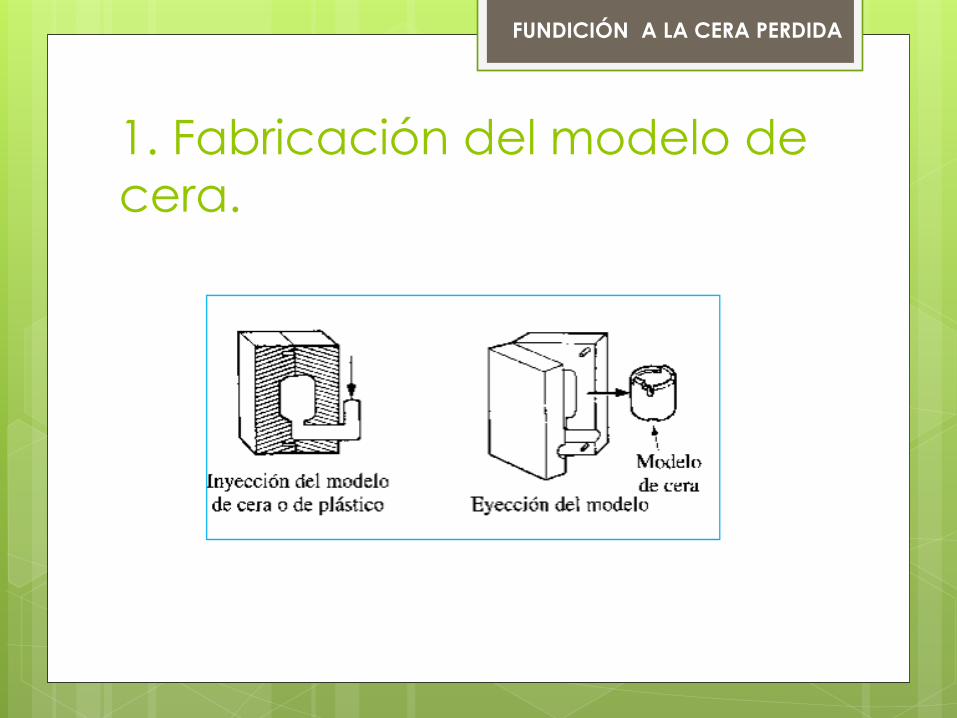
1. Fabricación del modelo de
cera.
FUNDICIÓN A LA CERA PERDIDA

2. Construcción del molde.
FUNDICIÓN A LA CERA PERDIDA

3. Fundición de la cera.
FUNDICIÓN A LA CERA PERDIDA

4. Inyección del metal
fundido.
FUNDICIÓN A LA CERA PERDIDA
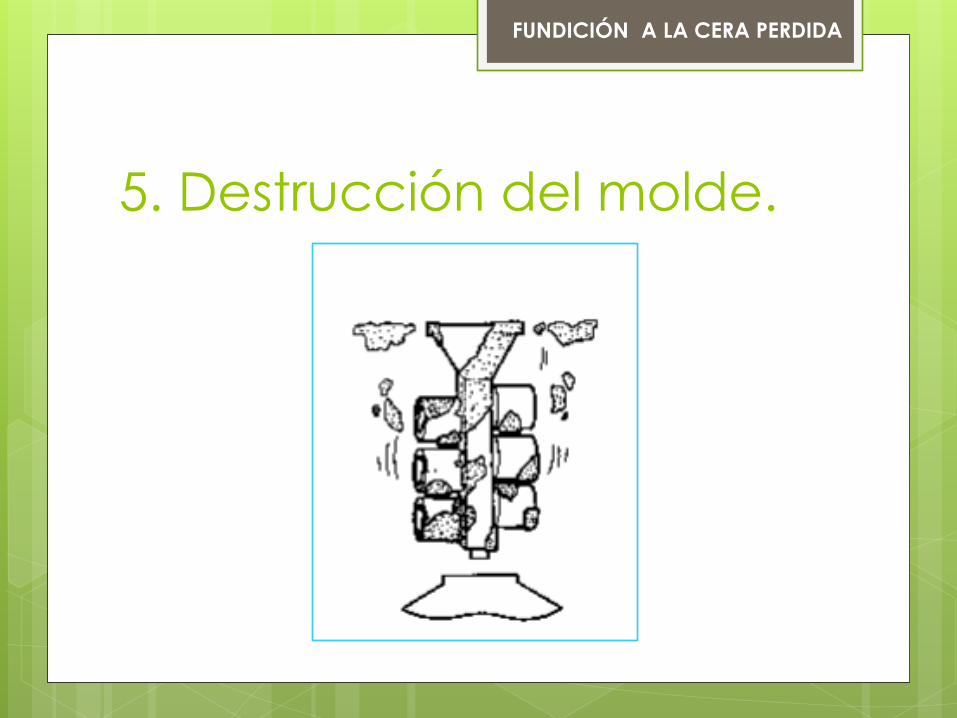
5. Destrucción del molde.
FUNDICIÓN A LA CERA PERDIDA

APLICACIÓN
FUNDICIÓN A LA CERA PERDIDA
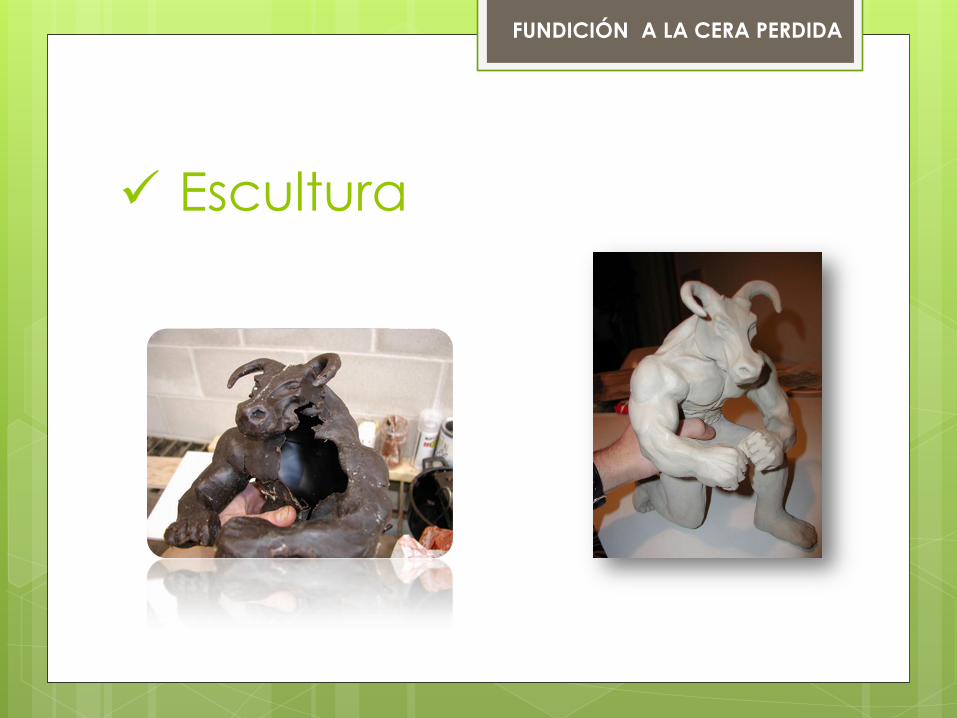
Escultura
FUNDICIÓN A LA CERA PERDIDA

Joyería
FUNDICIÓN A LA CERA PERDIDA

Piezas de cañerías y
máquinas
FUNDICIÓN A LA CERA PERDIDA

IMPORTANCIA
FUNDICIÓN A LA CERA PERDIDA

FUNDICIÓN A LA CERA PERDIDA
Sirve para realizar piezas de diseños muy
complejos.
Utilizado principalmente para piezas que requieran
mucha precisión.