FUGAS Y CONSECUENCIAS EN EQUIPOS PRINCIPALES EN PLANTA DE...
29
Punta Arenas,19 de Noviembre, 2014 FUGAS Y CONSECUENCIAS EN EQUIPOS PRINCIPALES EN PLANTA DE ÁCIDO SULFÚRICO
Transcript of FUGAS Y CONSECUENCIAS EN EQUIPOS PRINCIPALES EN PLANTA DE...

Punta Arenas,19 de Noviembre, 2014
FUGAS Y CONSECUENCIAS EN EQUIPOS PRINCIPALES
EN PLANTA DE ÁCIDO SULFÚRICO
NORACID fue constituida por los grupos Ultramar y Belfi conel fin de implementar la Planta de Ácido Sulfúrico –Mejillones, primera en Chile a gran escala que opera porcombustión de azufre. Impulsada por un conjunto decompañías mineras, actualmente abastece a la II Región, tantode ácido sulfúrico para la gran minería del cobre, como deenergía eléctrica a través del Sistema Interconectado delNorte Grande (SING).
Noracid

Ubicación

Outotec desarrollo la ingeniería, suministro de
equipos, supervisión para la construcción,
montaje y puesta en marcha de la planta de
ácido.
Belfi fue responsable del montaje de equipos
de la planta, así como también de la ingeniería
suministro e instalación de equipos
de los servicios auxiliares.
El Proyecto

Presentación
• Noracid es una Planta que produceÁcido Sulfúrico a partir de lacombustión de Azufre.
• Producción: 720.000 Ton/ Año
• La recuperación de calor, en laetapa de combustión del azufre yen la etapa de conversión de SO2 aSO3, permite producir 100 T/h devapor, el que se usa para generar25.4 MW de energía eléctricamediante un turbogenerador.
– Consumo de la planta (Aprox. 6 MW)
– El excedente, es entregado al sistema interconectado de Norte Grande .
Quemador de Azufre
Estanque de Fusión
De Azufre
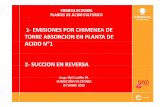
Producción de Acido Sulfúrico - Sistema de
Recuperación de Calor y Generación de Energía Eléctrica
Planta de Mejillones
Supercalentador 2
Economizador 2
Supercalentador 1
Economizador 1
Vapor a Turbina, 500 oC y 60 bar
Vapor de Caldera, 281oCy 64 bar
Agua Tratada
Azufre Líquido
Caldera
G
Estanque de
Alimentación
de Agua
Condensados
Agua Tratada
de Planta
Condensado
Turbogenerador
Gas Salida 1era. Capa
de Convertidor, 615 oC
Gas Entrada 2da. Capa
de Convertidor, 430 oC
Gas Salida 2dra. Capa
de Convertidor, 520 oC
Gas Entrada 3dra. Capa
de Convertidor, 430 oC
Gas Salida 4tra. Capa
de Convertidor, 435 oC
Gas Entrada Torre de
Absorción Final, 150 oCVapor de Baja a Estanque
de Fusión de Azufre, 165º C, 6 bar
26 MW
Aire
Gas a Convertidor
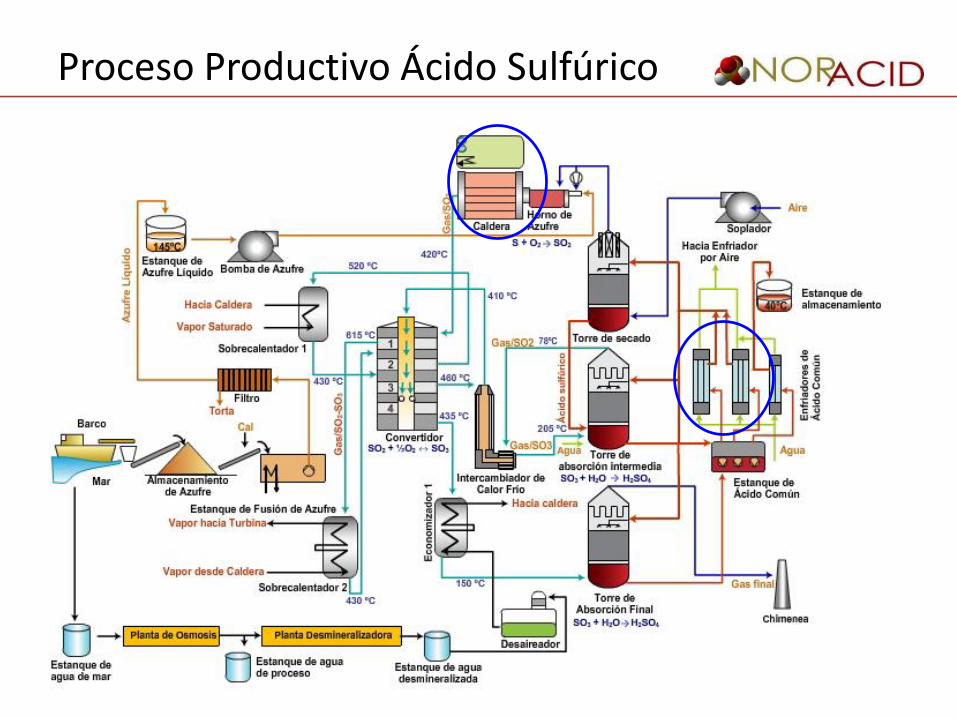
Proceso Productivo Ácido Sulfúrico
Antecedentes
Inicio puesta en marcha, 23 Junio 2011.
Aumento gradual de carga hasta alcanzar el 100 % de capacidad.
La tarde del 23 de Julio 2011 la planta comenzó a presentar desbalance enalgunas variables operacionales.
Disminución temperatura del gas a la entrada del convertidor. Desbalance en la concentración de acido sulfúrico. Gran cantidad de generación de neblina acida dentro de la TAI. Gran cantidad de condensado en los toma de muestras de gases, principalmente en el
toma de muestra de la entrada y salida de la TAI.
Con el objetivo de evaluar la procedencia de condensado en el flujo de gasse decide detener y depurar la planta.
7
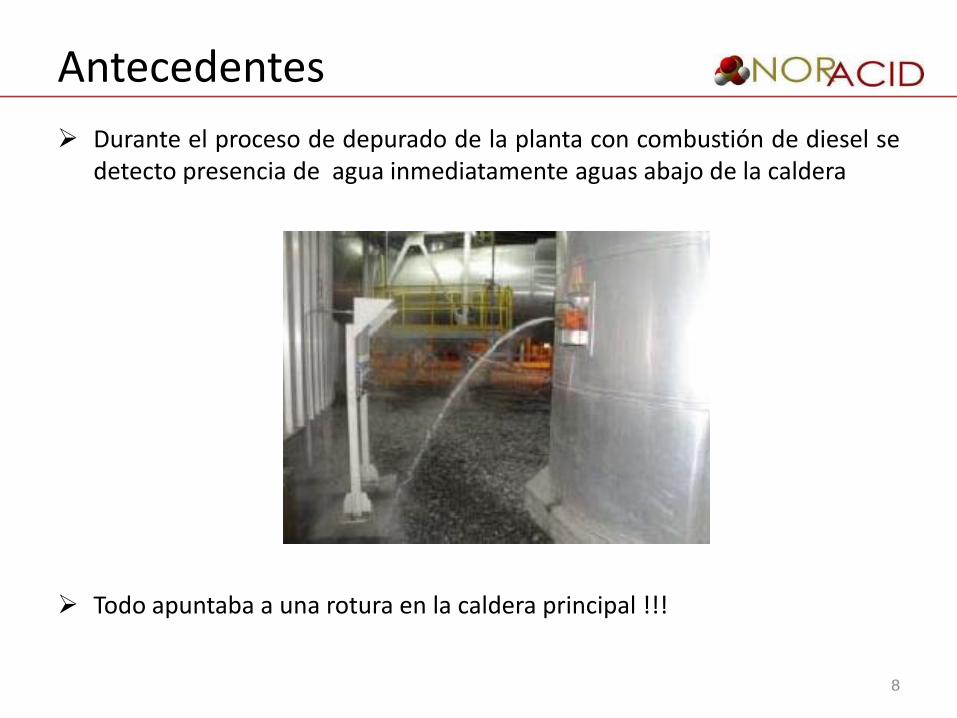
Antecedentes
Durante el proceso de depurado de la planta con combustión de diesel sedetecto presencia de agua inmediatamente aguas abajo de la caldera
Todo apuntaba a una rotura en la caldera principal !!!
8
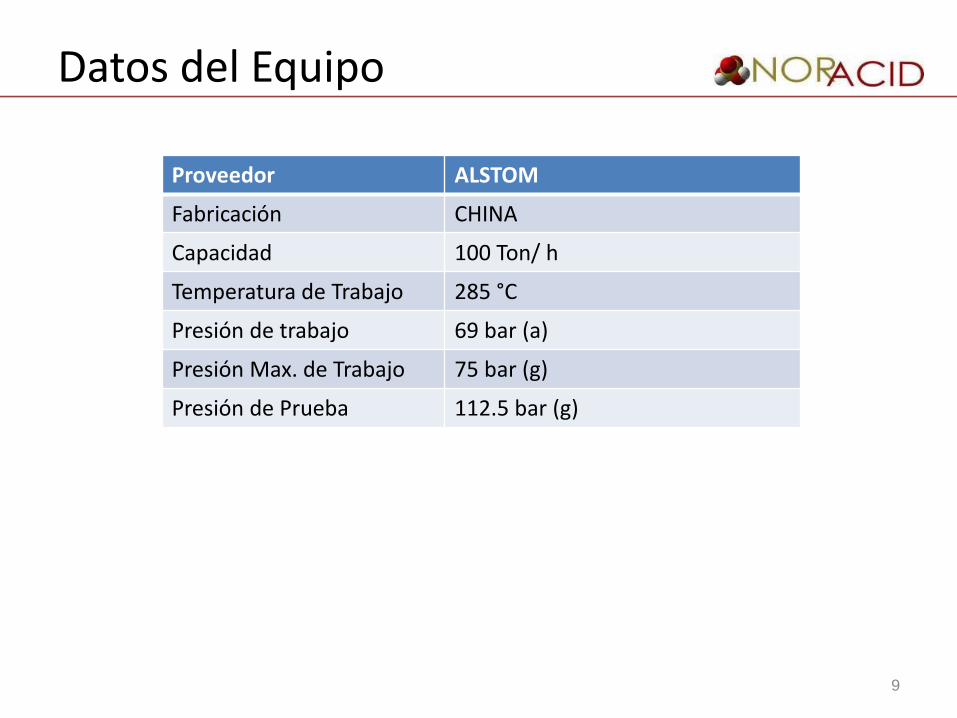
Datos del Equipo
9
Proveedor ALSTOM
Fabricación CHINA
Capacidad 100 Ton/ h
Temperatura de Trabajo 285 °C
Presión de trabajo 69 bar (a)
Presión Max. de Trabajo 75 bar (g)
Presión de Prueba 112.5 bar (g)

Resultado Inspección
10
Fuga de agua en la unión con la placa espejo y tubo.
Producto de la erosión provocada por al agua a presión, daño en la zonaaledaña ( 3 tubos)

Impacto Sobre la Planta de Ácido
Las consecuencias de una fuga de vapor en la planta de ácido impactan
tanto a corto como a largo plazo, ya que implican:
Detención de planta para realizar la reparación de la falla
Costo de reparación y mantenimiento
Corrosión internas de equipos
Pérdida de producción de ácido sulfúrico y energía eléctrica
Reducción en la vida útil del equipo
11

Daño a EquiposConvertidor:
En general, el catalizador mostraba un color más azulado, esto demuestra impacto producto de la humedad que ingreso al convertidor. +5 (V5+) : Color Amarillo
+4 (V4+): Color verdoso
+3( V3+ ) : Color azul oscuro o negro
Se enviaron muestras a los laboratorios de BASF Alemania, donde se realizaron las pruebas de actividad y dureza, arrojando niveles aceptables para la operación.
12
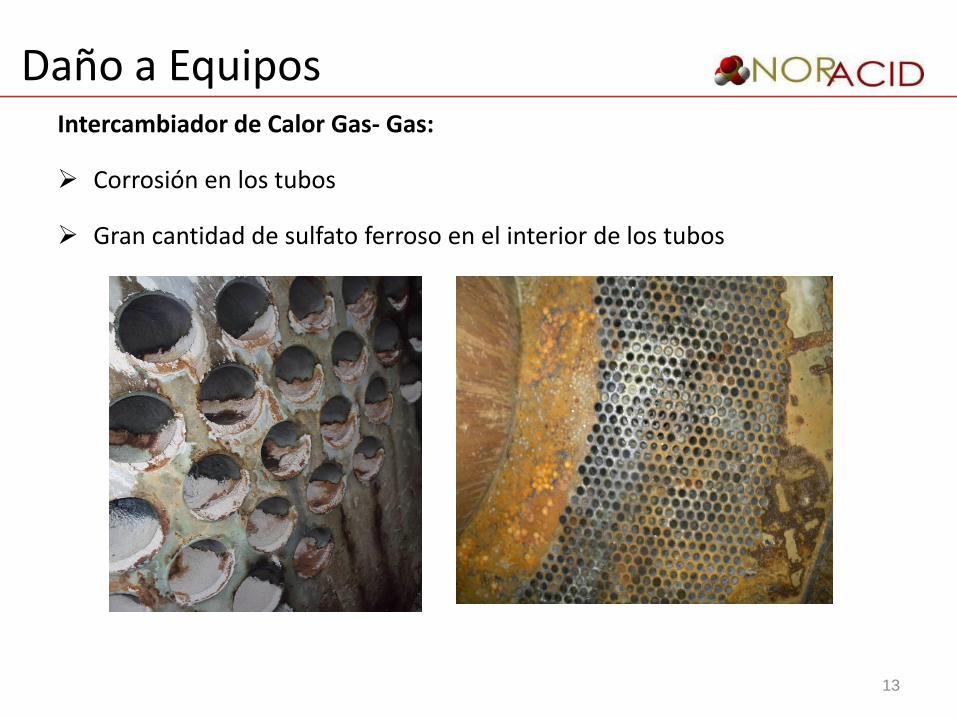
Daño a EquiposIntercambiador de Calor Gas- Gas:
Corrosión en los tubos
Gran cantidad de sulfato ferroso en el interior de los tubos
13
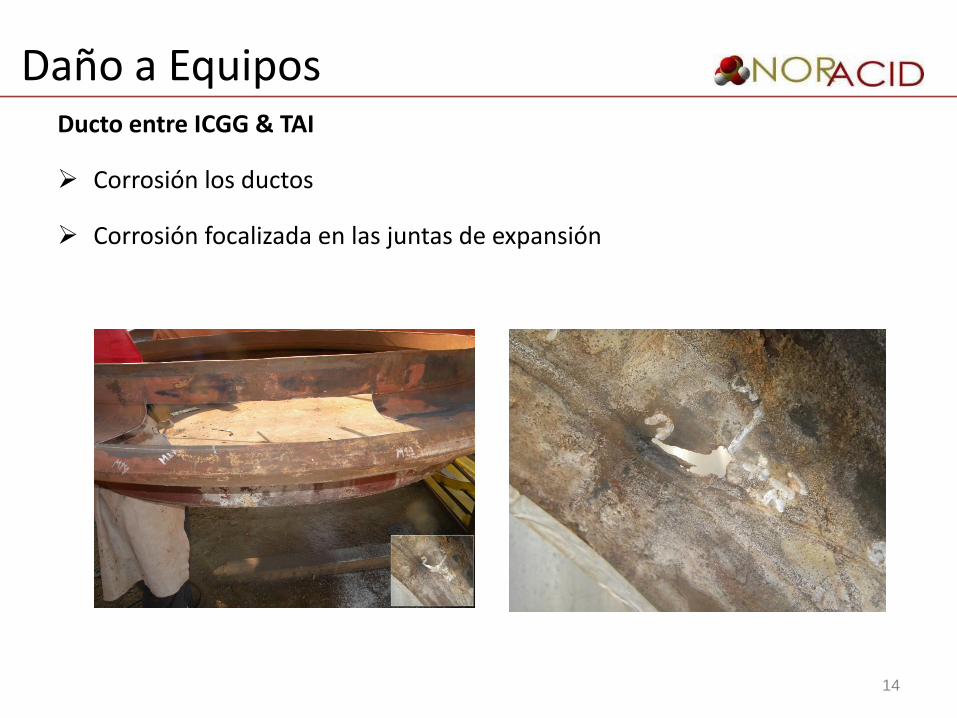
Daño a EquiposDucto entre ICGG & TAI
Corrosión los ductos
Corrosión focalizada en las juntas de expansión
14
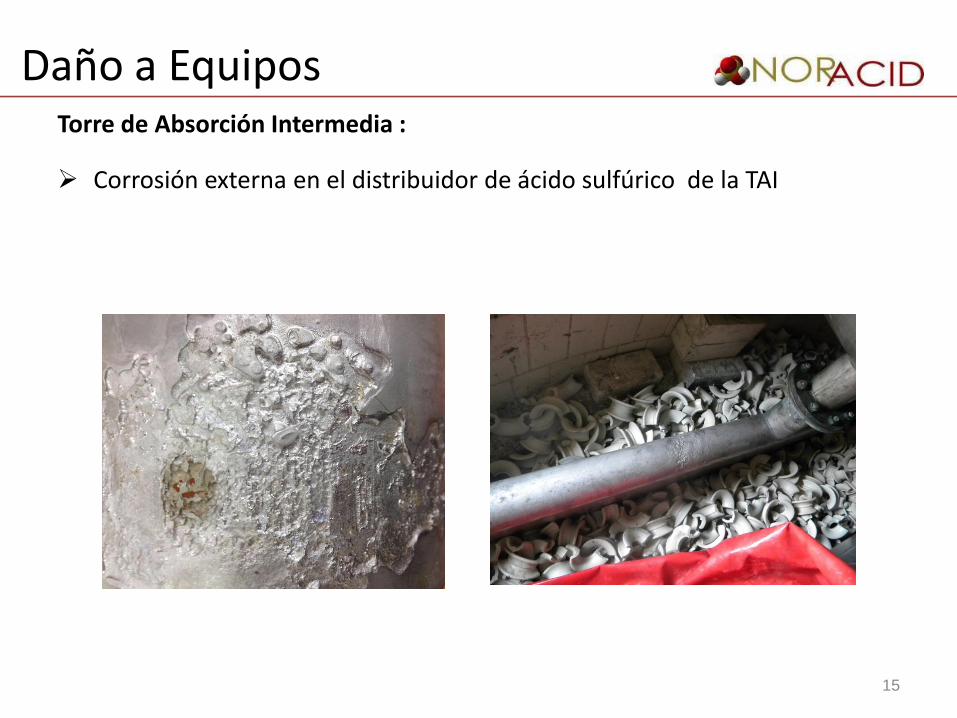
Daño a EquiposTorre de Absorción Intermedia :
Corrosión externa en el distribuidor de ácido sulfúrico de la TAI
15
Actividades de Reparación
Intercambiador de Calor Gas- Gas
Limpieza del intercambiador gas – gas. Retiro de las juntas de expansión dañadas. Reparación de las juntas de expansión. Montaje de las juntas de expansión reparadas.
Torre de absorción Intermedia
Desmontaje de la distribuidor de ácido Reparación del piping del sistema de irrigación. Limpieza de la cámara superior de los filtros de vela para remover
restos de borra adheridos a la pared y al piso.
16
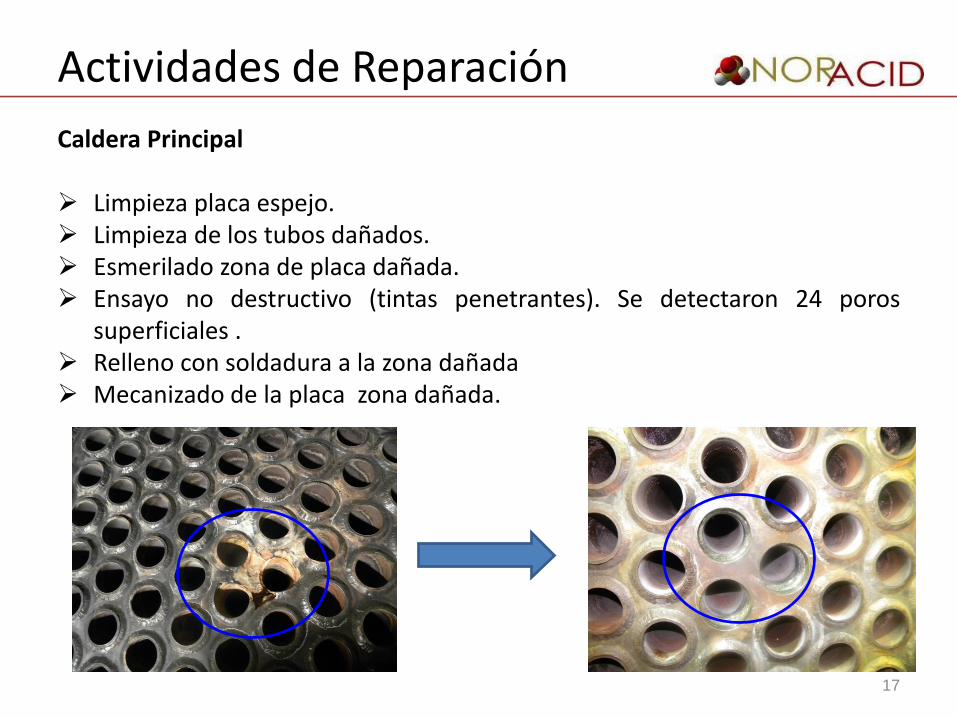
Actividades de Reparación
Caldera Principal
Limpieza placa espejo. Limpieza de los tubos dañados. Esmerilado zona de placa dañada. Ensayo no destructivo (tintas penetrantes). Se detectaron 24 poros
superficiales . Relleno con soldadura a la zona dañada Mecanizado de la placa zona dañada.
17

Actividades de Reparación
Caldera Principal
Posterior a la reparación se realizo prueba hidrostática, resultandoinsatisfactoria.
Se detectaron dos fugas de agua.
18
Fuga de agua

Actividades de Reparación Caldera Principal
En pruebas aleatorias se detectaron 4 poros de mayor tamaño yprofundidad por lo cual se decido remover el total de soldadurasexistentes.
Procedimiento
Mecanizado para remover la soldadurade todos los tubos ,Total: 1299 x 2
Soldadura nueva entre tubo y placa espejo
19

Proceso de Reparación Caldera
20
1 2
3

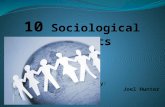
Fuga en enfriadores de acido
Una vez ejecutados los trabajos de reparación de la caldera.
Se inicia la producción de Acido Sulfúrico.
Después de 24 horas de operación, se detectó un bajo pH enel agua de refrigeración.
Aumento de temperaturas en al agua de enfriamiento.
Aumento de presión en el circuito cerrado de enfriamiento.
Primeras sospechas apuntaban a una fuga en uno de losenfriadores de ácido y por tanto se detuvo la planta.
21
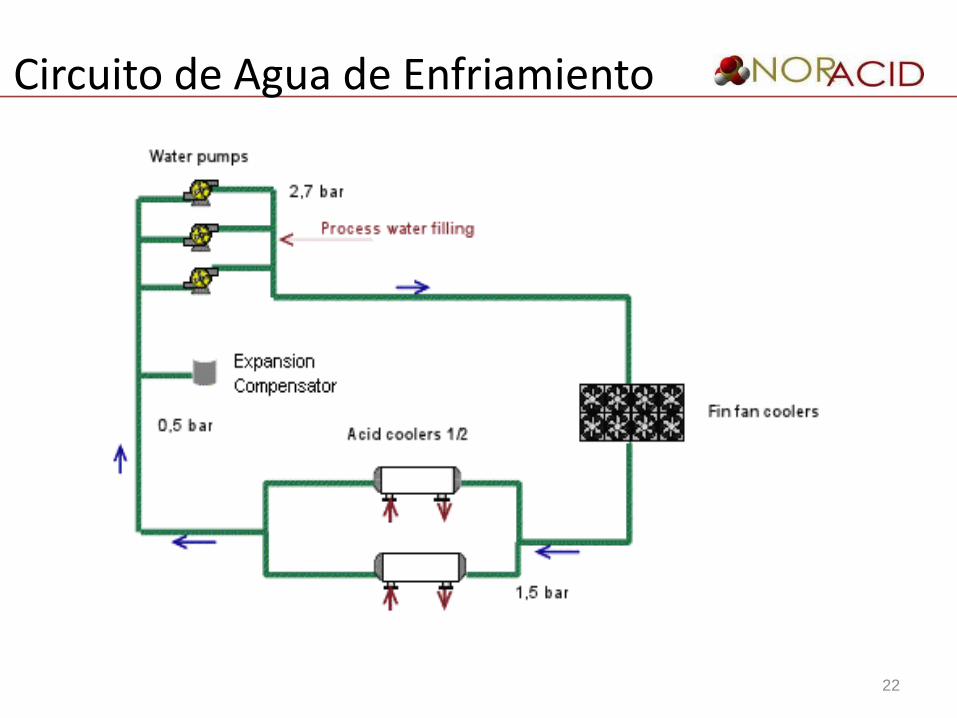
Circuito de Agua de Enfriamiento
22
Liberación de Hidrogeno
Poco después de detener la planta se produjeron unasucesión de explosiones, la primera ocurrió en la Torre deSecado y luego varias en la Torre de Absorción Intermedia.
La investigación del incidente indicó que al momento dedetener la planta, el circuito de agua presión más alta que elcircuito de ácido.
Provocando que el flujo de agua se dirigiese hacia el lado delácido causando dilución y generación de calor incrementandoasí significativamente la temperatura, lo que aceleró lacorrosión del material de los tubos y la liberación dehidrógeno.
23
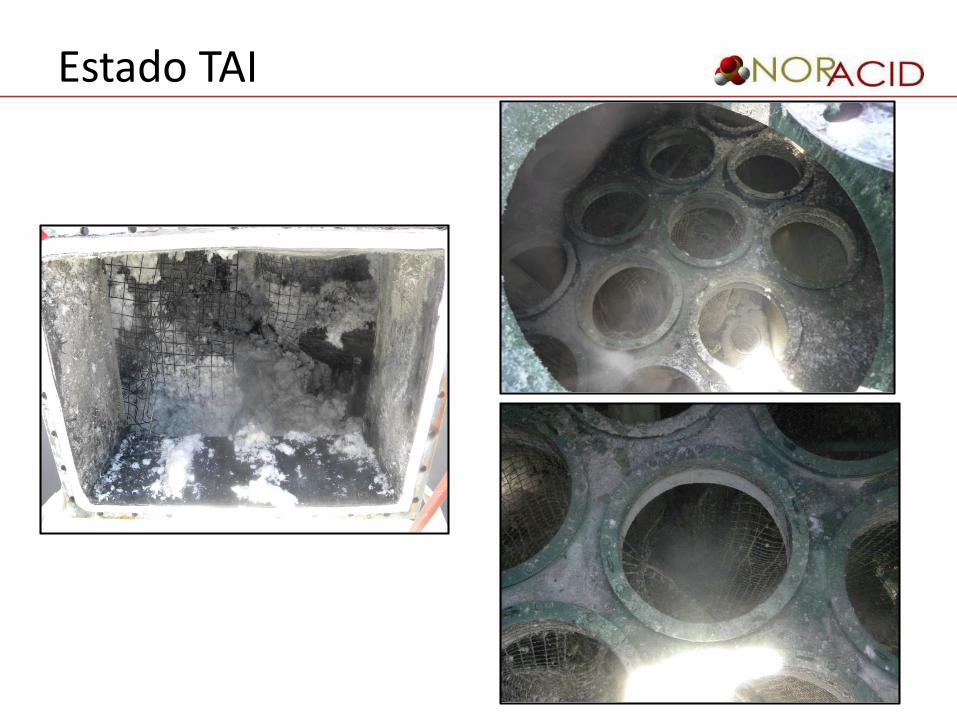
Estado TAI
24
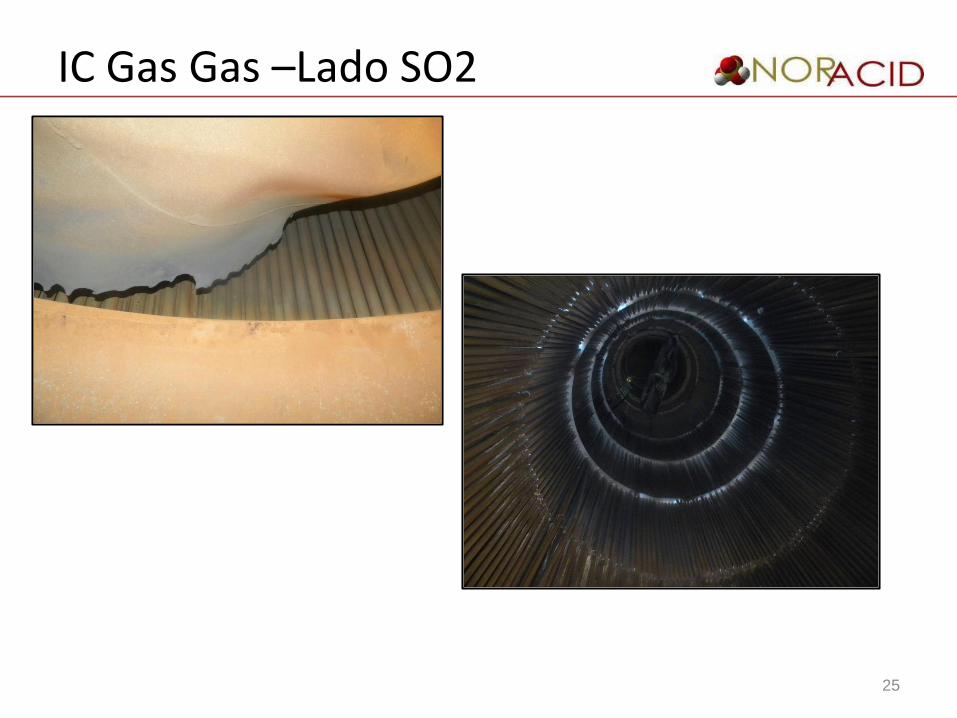
IC Gas Gas –Lado SO2
25

Enfriadores de Acido
26
Lecciones Aprendidas HAZOP
P Lado Agua < P Lado Acido.
Drenajes de tamaño adecuados.
Instrumentación redundante.
Control de la variables criticas ( pH, Agua Dilución, P, T)
Aislar los enfriadores de acido (lado agua).
En caso de un sistema cerrado nunca detenga las bombas de
ácido, antes de drenar el lado agua.
Mantener en funcionamiento el soplador una vez detenida la
planta .
Elección correcta de los materiales para los enfriadores de
acido
27
28
Las consecuencias a corto y a largo plazo de una fuga
vapor / acido, va a depender del tiempo en que se detecte la
fuga y se detenga la planta.
¿ Preguntas?
29