FECHA: 21 DE ABRIL DE 1997. &UMNO: CARLOS G. …148.206.53.84/tesiuami/UAM2537.pdf · es afectado...
39
UNIVERSIDAD AUTONOMA METROPOLITANA IZTAPALAPA CARRERA: BIOLOGIA EXPERIMENTAL. - DE LA CALIDAD DE TRIGOS HARINEROS POR MEDIO DE PRUEBAS FISICAS QUIMICAS Y FECHA: 21 DE ABRIL DE 1997. &UMNO: CARLOS G. PEREZ PLASENCIA. MATRICULA: 89340354. MATERIA: PROYECTO TERMINAL DE INVESTIGACION ASESORES: M.en C. FERNANDO DIAZ DE LEON SANCHEZ. BIOL. HECTOR IGNACIO GONZALEZ S.ANTOY0.
Transcript of FECHA: 21 DE ABRIL DE 1997. &UMNO: CARLOS G. …148.206.53.84/tesiuami/UAM2537.pdf · es afectado...

UNIVERSIDAD AUTONOMA METROPOLITANA
IZTAPALAPA
CARRERA: BIOLOGIA EXPERIMENTAL. -
DE LA CALIDAD DE TRIGOS HARINEROS POR MEDIO
DE P R U E B A S F I S I C A S Q U I M I C A S Y
FECHA: 2 1 DE A B R I L DE 1 9 9 7 .
&UMNO: CARLOS G. PEREZ PLASENCIA.
MATRICULA: 8 9 3 4 0 3 5 4 .
MATERIA: PROYECTO TERMINAL DE I N V E S T I G A C I O N
ASESORES: M.en C . FERNANDO DIAZ DE LEON SANCHEZ.
B I O L . HECTOR IGNACIO GONZALEZ S.ANTOY0.

DETERMINACIÓN DE LA CALIDAD DE TRIGOS HARINEROS POR MEDIO DE PRUEBAS FISICAS,
QUIMICAS Y REOLOGICAS
CIMMYT
POR:
CARLOS G. PÉREZ PLASENCIA.
2

AGRADECIMIENTOS.
AI personal que trabaja en el Laboratorio de Calidad de Trigo en CIMMM;
en especial al Biólogo Héctor Gónzalez Santoyo, viejo amigo que hizó posible
la realización de este trabajo.
A la doctora Laura Pérez Flores jefa del Laboratorio de Fisiología Vegetal
de la UAM-I. AI M. en C. Fernando Díaz de León por los favores recibidos
3

iNDlCE
JUSTIFICACI~N
INTRODUCCI~N
OBJETIVOS
METODOLOGíA EMPLEADA
OBJETIVOS Y METAS ALCANZADAS
ANALISIS DE RESULTADOS
CONCLUSIONES
RECOMENDACIONES
LITERATURA CONSULTADA
5
7
15
16
23
24
33
34
35
4

DETERMINACIóN DE LA CALIDAD DE TRIGOS HARINEROS POR MEDIO
DE PRUEBAS FÍSICAS, QUÍMICAS Y REOL~GICAS
1 .- JUSTIFICACI~N
El trigo es uno de los cereales más cultivados en el mundo, representando el
29% de la producción total de cereales (FAO, 19136). Según la FA0 el área
promedio cultivada a nivel mundial para el trigo es de 235 millones de hectáreas
durante 1979-1981 y 229 millones de hectáreas en 1986. Aunque el área sembrada
ha disminuido un poco en este lapso de tiempo, la producción se ha incrementado
significativamente, aumentando de 443,5 millones de toneladas anuales durante
1979 - 1981 y 535.8 millones en 1986 (FAO, 1986). Este incremento en la
producción ha sido producto de la investigación cientifica.
El trigo es uno de los principales componentes de las dietas en el mundo
debido a su amplia adaptabilidad agronómica, facilidad de almacenamiento, y la
capacidad de la harina para producir una gama de comidas. La harina de trigo es
usada principalmente para la producción de alimentos homeados como pan,
galletas, pastelería, etc.; predominando su uso en la producción de pan,
principalmente porque la masa hecha de harina de trigo es cohesiva y viscoelástica
y por lo tanto tiene la capacidad de retener el gas generado durante la

fermentación en los procesos de producción donde se utilice levaduras. Sin
embargo diferentes variedades de trigo tienen distintas características para su uso
en la alimentación; es decir, existen variedades para determinado tipo de alimento
horneado.
Además de que las variedades de trigo tieneln características nutricionales
diferentes, sin embargo en países en vías de desarrollo como el nuestro no se tiene
un control sobre el tipo de harina de trigo que consume la población (4). Debido a
esto es necesario conocer las características físicas de la harina de trigo de la
variedad que será probada; pues se sabe que estas características están
relacionadas con la cantidad y calidad de proteínas que presenta el grano ( IO) . En
el presente trabajo se estudiarán estas características, para poder determinar en
trabajos posteriores cual es su posible uso comercial.

2.- INTRODUCCI~N
2.1 .- CLASES DE TRIGO Y TRITICALE
Botánicamente si bien se conocen unas 16 especies del genero Triticum, las
más difundidas son:T, aestivum (trigo para pan) de genomio hexaploide AABBDD,
apto para la panificación y T. durum (trigo fideo ó candeal), de genomio tetraploide
AABB, apto para la fabricación de fideos y pastas.
Actualmente, los fitomejoradores han obtenido por entrecruzamiento de las
especies Secale cereale X T. durum al triticale X de genomio hexaploide AABBRR y
de Secale cereale X T. aestivum al Triticale X de genomio octaploide AABBDDRR.
Estas nuevas especies de Triticale X tambien tienen la característica de formar
gluten. Comercialmente a los trigos se les clasifica por su época de siembra en
primaverales 6 invemales; por la textura del grano en duros o suaves y por el color,
en rojos o blancos (16).
2.2.- EVALUACIóN DE CALIDAD
El gluten es la masa viscoelástica formada cuando la harina es amasada bajo
una corriente de agua. Es un complejo formado principalmente por dos grupos de
proteínas: gliadinas y gluteninas, las primeras contribuyen principalmente a las
caracteristicas viscoelásticas del complejo de gluten. El gluten contribuye a las
propiedades viscoelásticas de la masa y es responsable de la variación en la
fuerza, tenacidad y extensibilidad de las harinas preparadas de diferentes
cultivares. Cabe considerar que el trigo es el Único cereal cuya harina tiene la
propiedad de formar gluten debido al agregado de agua y al amasado (5).
7

La fuerza de la masa, su tenacidad y extensibilidad son los principales
factores que controlan la calidad de la manufactura del pan, y la presencia o
ausencia de alguno de estos factores dicta el uso íinal de la variedad de trigo.
Estas características dependen principalmente del gluten y su valoración requiere
mediciones cuantitativas y cualitativas (1 5).
Para deteminar cuales son los parámetros de calidad que serán evaluados y
los metodos a usar, es importante definir los objetivos del análisis. Estos objetivos
son principalmente:
- Evaluación de la calidad de harina para un proceso de manufactura de pan
especifico
- Control de calidad para mantener uniforme la calidad de harina.
- Producción de diferentes tipos de trigo como opción alimenticia.
E n los primeros dos casos las propiedades funcionales como la fuerza de la
masa, tenacidad (6), extensibilidad absorción de agua, requerimentos de mezclado,
son importantes mediciones para el desarrollo de los procesos de producción de
pan; por lo tanto, las pruebas físicas de la masa (corno extensografía, alveografía,
mixografia) deben ser rutinarias para la evaluación de lotes comerciales de trigo
(1 5).
Las pruebas de panificación se usan para saber la calidad general de la
harina. Los trigos que producen un buen volumen de pan y una buena textura de la
miga, generalmente tienen un alto contenido de proteínas y gluten balanceado (9).
La calidad de panificación está influida por la combinación de los siguientes
factores:
8

- Sanidad del grano: enfermedades, crecimiento en diferentes tipos de ambientes.
- Proteína del gluten: cantidad del gluten, proporci6n de gliadinas y gluteninas,
presencia de subunidades de glutenina de buena calidad.
- Características de la molienda: tamaño de las partículas, refinamiento de la
harina.
- Características del amasado: tiempo requerido, tolerancia y manejo de la masa (2,
8).
Se han diseñado vanos instrumentos para evaluar las propiedades de la
harina. Dos que se emplean ampliamente son el extensógrafo de Brabender y el
alveógrafo de Chopin. En el extensógrafo una pieza de masa enrollada es estirada
hasta que se rompe; mientras se graba una curva llamada extensograma. En el
alveógrafo, una delgada pieza de masa es inflada hasta que la burbuja de masa se
rompe, mientras tanto se graba una curva llamada alveograma. Los extensogramas
y alveogramas producen información que pueden ser interpretados en terminos de
fuerza de la masa (área bajo la curva), resistencia a la extensión o tenacidad (altura
de la curva) y extensibilidad (longitid de la curva) Por conveniencia en facilidad de
operación y tiempo de prueba, el alveógrafo es utilizado más frecuentemente (14).
Harinas fuertes de trigo muestran grandes áreas ba.10 la curva; dependiendo de
cuanto descienda el valor de esta característica, una harina puede ser llamada
fuerte, intermedia ó débil. Además, harinas tenaces muestran grandes tasas de
extensibilidad/tenacidad; dependiendo de que tanto descienda el valor de esta
tasa, una harina puede ser llamada balanceada o extensible (7).
En el alveograma se pueden obtener el valor de W que corresponde al área
bajo la curva. Es una estimación de la fuerza del gluten y según Chopin, W es

proporcional a la deformación y al lapso que transcurre hasta la ruptura de las
láminas del gluten. Los diferentes tipos alveográficos según la fuerza del gluten
son:
fuerte: W > 300
intermedio: W = 200-300
débil w < 200
El valor P es la altura máxima de la curva . Colrresponde a la presión inicial
requerida para inflar la película y es una estimación de la resistencia que opone la
masa a ser extendida denominada tenacidad.
El valor G corresponde a la base de la curva y se denomina extensibilidad. La
extensibilidad es resultante de la propiedad que tiene el gluten para poder
extenderse y resistir a la deformación. Básicamente!, la extensibilidad del gluten
esta relacionada a la variedad de trigo y es un factor importante en cultivares. Los
diferentes tipos alveograficos para la relación P/G son:
Tenaz: PJG > 5
Balanceado P/G = 3-5
Extensible P/G < 3.
Los alveógrafos trabajan con muestras de harina de 50 ó 60 gramos. De
acuerdo a la humedad de cada muestra se detennina la cantidad de agua a
agregar. A su vez, de acuerdo a la altura del mixograma y al valor de

sedimentación, se determina que ajustes en cantidad de agua se deben hacer. Otro
factor que se tiene en cuenta para lo mismo es el valor de la dureza del grano (7).
Otro aparato de uso difundido es el mixografo de Swanson, el cual evalúa la
resistencia que ofrece la masa al amasado. Esta resistencia se registra en papel
cartográfico en movimiento , describiendo una gráfica denominada mixograma. El
porcentaje de proteína esta relacionado con la absorción de agua y tolerancia al
amasado, en concordancia con el volumen del pan. Este aparato ha sido utilizado
para estudiar los efectos de ingredientes afiadidos sobre las propiedades de
amasado, reología de la masa y control de calidad para evaluación de trigos duros,
suaves o cristalinos.
El tiempo de amasado se estima inicialmente en el mixograma y es el tiempo
que se requiere para dar a la masa una consistencia máxima (en la gráfica es la
altura maxima). Dicho valor se corrige posteriormente en la amasadora de pan al
dar un punto óptimo de textura de manera subjetiva ( I ) .
La absorción de agua se define como la cantidad de agua requerida para
obtener una masa de consistencia óptima. El nivel de esta agua esta influenciado
por vanos factores, el primero y el más importante es el contenido de proteína .
Otros constituyentes tales como las dextrinas, pentosanas y celulosa, tambien son
importantes, pero la importancia es poca debido a que se encuentran en pequeñas
cantidades (1 5, 17).
La producción de variedades de granos con calidad para manufactura de pan,
incluye dos fases, en la primera la búsqueda de las características deseadas en
1 1
poblaciones segregadas; en la segunda, se debe confirmar la presencia de los
tipos de calidad deseable en lineas avanzadas de la población (5).
Para la búsqueda de caracteristicas deseables en poblaciones, se utilizan
pruebas a pequeña escala para distinguir diferencias de calidad entre los diferentes
genotipos. Algunos de estas pruebas son la fermentación de Pelshenke, la prueba
de sedimentación de Zeleny, y la prueba de sedimentación con dodecil sulfato de
sodio (SDS) (9 ). Dado que la prueba de sedimentacitjn con SDS es más práctica y
sencilla, ha sido considerada como el test a pequeña escala mas utilizado; aunque
es afectado por las variaciones en el contenido de proteína (3).
Otro procedimiento relativamente nuevo para probar la calidad de harina de
trigo es el uso del test bioquímico electroforésis en gel de SDS-poliacrilamida (SDS
PAGE). Se ha observado por SDS-PAGE que las variaciones alelicas en
subunidades de alto peso molecular (HMW) de glutenina estan asociadas con la
calidad de la manufacura de pan. Así, ahora se sabe que algunas combinaciones
de las subunidades de HMW de glutenina estan relacionadas estrechamente a la
calidad del trigo (1 3).
Las masas hechas de harinas bien balanceadas (gran resistencia a la
extension) son fáciles de manipular y producen pan con migajas resistentes bajo
diferentes condiciones de manufactura (mezclado, manipulación, fermentación, etc;
mientras masas de harinas medianas tienen un uso más específico con respecto al
tipo de pan y proceso de manufactura (12).
12

La examinación de las relaciones entre sedimentación con SDS, W de
alveografo (Fuerza de la masa) y P/G (tasa de tenacidad / extensibilidad ) y
volumen de masa panificable, en varias poblacion,es producidas por CIMMYT,
muestran que valores W y P/G afectan en una forma similar el valor de
sedimentación con SDS y el volumen de masa painificable. Por lo tanto ambos
parámentros son usados extensivamente en CIMM’r7 como buenos estimadores
del potencial de manufactura de pan (5).
2.2.- CRITERIOS DE CALIDAD PARA LA MANUFACTURA DE PAN
Los principales factores que contribuyen a la calidad en la manufactura de pan
y que son inherentes a la harina de trigo, son la cantidad de proteínas y la calidad
de estas; ambos factores pueden diferir ampliamente entre las variedades de trigo.
La cantidad de proteínas es afectada principalmente por las condiciones de
crecimiento; es bien conocido que incrementos em la producción pueden ser
logrados por el aumento en la tasa de síntesis de carbohidratos y la consecuente
dilución de niveles de proteína en el grano. Por lo tanto, el aumento de la
producción de proteína en grano es un compromiso en CIMMYT. Los criterios de
calidad de proteínas estan relacionados con el gluten, la principal porción que
contiene proteínas en el grano de trigo (1 1, 15).
Aunque el proceso de manufactura de pan de una variedad de trigo está
controlado principalmente por la cantidad y calidad de proteinas presentes en el
gluten, puede ser afectado tambien por cambios que ocurran en el campo debidos
a las condiciones ambientales (daño del grano por congelamiento, calor, sequía,
13

exceso de húmedad, etc.); durante el almacenamiiento (crecimiento de moho,
ataque por insectos, etc) 6 durante la molienda (grado de daño en fécula, tamaño
de la partícula de harina, tasa de extracción de harina, adición de aditivos para
harina, etc.) (8).
Los tipos de pan consumidos alrededor del mundo son varios; segun Faridi,
pueden ser agrupados de acuerdo a su densidad en:
1.- Aquellos con alto volumen específico (Volumen/Peso) como el pan de cacerola
del Oeste
2.- Aquellos con volumen específico medio como los panes duros (Francés,
Italiano, etc.) y pan de centeno.
3.- Aquellos con bajo volumen específico como paries aplanados de Europa del
Norte, el Medio Este y en la península India.
La preferencia para uno o más tipos de pan e,n una población, depende de
hábitos culturales, como en el caso del chapati, un pan aplanado que ha sido
consumido en la India, Pakistán y Blangadesh desde hace miles de años;
condiciones economicas, como en países en vías de desarrollo cómo Perú y
Bolivia, donde debido a la carencia de fondos para producir o exportar trigo para
pan, los consumidores aceptan todos los tipos de pan que pueden ser producidos
sin considerar su calidad; la disponibilidad de trigo de calidad, por ejemplo, los
diferentes tipos de trigo producidos en Estados Unidos y Canadá no corresponden
siempre con el tipo de pan para el cual serán procesados. Por lo tanto, para
clasificar la calidad de una variedad de trigo es importante tomar en consideración
el tipo de pan y el tipo de proceso en la manufactura del pan involucrado; una
variedad disponible para el tipo Francés podría no ser disponible para pan de
hamburguesas (4).
14

3.- OBJETIVOS
3.1 GENERALES
3.1 .l.- Confirmar la presencia de los tipos de calidad deseable en los cultivares a
estudiar.
3.2 ESPECIFICOS
3.2.1.- Evaluación de la fuerza del gluten utilizando la prueba de sedimentación
con dodecil suifato de sodio.
3.2.2- Determinación del tiempo de amasado que nlecesitará la harina, por medio
del mixógrafo.
3.2.3- Evaluación de la fuerza del gluten, tenacidad y extensibilidad utilizando el
alveógrafo de Chopin
1 5

4.- METODOLOGIA EMPLEADA
4.1 PRUEBA DE SEDIMENTACIóN CON SDS.
4.1.1 .- EQUIPO Y REACTIVOS:
Probetas con tapón de 25 mL y graduación de 0.1 mL ó 0.5 mL.
Agitador tipo "vortex" de plancha que permita un hidratación rápida de la
harina.
Agitador oscilatorio que permita colocar las probetas en una base horizontal
con una velocidad de oscilación de 35 a 45 veces por minuto.
SOLUCIONES
1 .- Solución de azul brillante de Coomassie r-250 4mg/L.
2.- Solución de ácido láctico en agua: lb mL de ácido láctico al 85% más 80
mL de agua destilada.
3.- Solución de SDS al 2%.
4.- Solución de ácido láctico (17 mL de reactivo 2) más SDS (480 mL de
reactivo 3)
4.1.3.- PROCEDIMIENTO.
Pesar l g de harina integral en las probetas de 25 mL. Adicionar 6 mL de la
solución 1. Inmediatamente, agitar en el vórtex hasta humedecer totalmente la
muestra (2-4 seg.).
1 G

Iniciar el conteo del tiempo con un cronometro.
Realizar dos agitaciones posteriores a los 40 segundos y a los 4 minutos con
40 segundos.
5 segundos despues adicionar 19 mL de la solución 4; inmediatamente
colocar el tapón a las probetas y agitar en el agitador coscilatorio por 1 minuto.
A los4 minutos 45 segundos se adicionan 19 m1 del reactivo 4. Enseguida se
coloca el tapón a las probetas y se agitan en el agitador oscilatorio por 1 min.
AI minuto 6 de iniciada la determinación, se coilocan las probetas sobre una
base con fondo iluminado, dejando sedimentar las muestras por 14 minutos (es
decir, hasta completar 20 minutos desde el inicio).
Tomar la lectura del volúmen de sedimento con una aproximación de 0.5 mL,
al completar 20 minutos desde el inicio de la prueba
4.2.- METODO DEL MIXOGRAFO
4.2.1.- EQUIPO:
Mixógrafo con tazon de batido de 10 ó 35 g. (National Manufacturing Co. , 507
J St., Lincoln, NE68508-2935).
Tazón con fondo blanco para la estandarización del espacio libre entre el aspa
y el fondo del taz6n.
17

Pluma LeRoy No. 4 con reservorio para tinta de ‘1.875 pulgadas.
Molde para el alineamiento del aspa.
Balanza analítica.
Cronómetro.
El mixógrafo es un aparato con aspas giratorias que amasan un mezcla de
harina y agua, la cual se encuentra dentro del tazón. La resistencia de la masa al
movimiento de las aspas es registrado en el mixograma como una sene de picos.
La altura máxima de estos picos determina el tiempo de amasado.
4.2.2.- PROCEDIMIENTO
El procedimiento debe ser hecho a temperatura ambiente (25 F IOCJ. El
equipo, harina y agua deben de mantenerse en equilibrio con esta temperatura.
Con una espátula añadir la harina que sera amasada y que ya ha sido pesada
previamente, haciendo un orificio triangular en la harina al centro del tazón.
Con la ayuda de una pipeta autornatica añadir en el orificio triangular 20 mL
de harina. Inmediatamente colocar el tazón en posición sobre el mixógrafo, para
empezar a grabar el mixograma (antes de comenzar cada mixograma verificar que
la tinta de la pluma este fluyendo libremente); el cual debe tener una duración
mínima de 16 minutos para que sean grabados de tres a cuatro arcos; en este
punto se debe cortar el papel de mixograma.
4.3.- METODO DEL ALVEOGRAFO
1 8

4.3.1 .- EQUIPO Y REACTIVOS:.
Alveógrafo de Chopin el cual consiste de :
a) Mezclador de masa, con navaja mezcladora a una velocidad de 59 f I
revoluciones por minuto (rpm); con bureta graduada en porcentaje de
contenido de húmedad de 11.6 % a 17.8%
b) Cortador de masa
c) Grabador manométrico con tambor de grabado a velocidad lineal de 5.5
f O. I mmkegundo.
d) Escala de conversion y planimetro para interpretacion de alveogramas.
SOLUCIONES
Solución de NaCI. Disolver 25 gr de NaCl en agua desitilada y llevarlo a un
litro.
Aceite de parafina (parafina líquida ) con valor de ácido menor o igual a 0.05 y
viscosidad no mayor a 60 CP a 20 "C.
4.3.3.- PROCEDIMIENTO
En aparato debe de ser usado a temperatura constante entre 18 y 22 "C y a
una humedad relativa (RH) de 6915%.
Calibrar el alveografo con un flujo de aire hidros1:áticamente controlado el cual
debe pasar a través de la bureta de húmedad relativa del alveógrafo.
Colocar 60 gr de harina en el mezclador. Conelctar las aspas al reductor de
velocidad, que controla la velocidad de giro de las mismas. Encender el motor y el
19

cronómetro y añadir la cantidad de la solución de cloruro de sodio que se requiera
al tazón de amasado (esta cantidad es determinada por el contenido de húmedad
de la harina, la cual se encuentra especificada en la tabla de calibración). La
adición debe completarse en 20 segundos desde que se encendió la mezcladora.
Continuar con el mezclado durante 40 segundos más para completar un minuto.
Despues de este tiempo, se apaga la mezcladora y se quita la tapa; se retira
la masa que este adherida a las aspas con la espatula plastica devolviéndola al
tazón, esta operación debe ser completada en un minluto.
Depués de este tiempo, encender nuevamente l a mezcladora permitiendo que
la masa se bata durante seis minutos. Hecho esto se procede al aplanado de las
muestras.
Añadir dos volúmenes de aceite (los recipielntes vienen incluidos en el
aparato) en los recipientes de vidrio donde serán aplalnadas las muestas.
Despues de detener la mezcladora, abrir la ranura de extrusión. Encender la
mezcladora con dirección de rotación reversa, la masa saldrá en una tira. Cortar y
descartar los primeros dos cemtímetros de la banda d t = masa.
Cuando la banda de masa alcance la línea indicada por las pequeñas
muescas en el recipiente, cortar rapidamente la masa con movimientos hacia
adelante y hacia atras, utilizando un cuchillo ó espátula especial con navaja, las
muestras deben ser colectadas en los platos previamente aceitados.
20

Una vez que las muestras han sido colocadas sobre los platos aceitados; se
aplanan, para lo cual se debe utilizar un rodillo previamente aceitado. Moviéndolo
sobre la muestra de masa 12 veces, con tres movimientos rápidos hacia atras y
hacia adelante, seguidos de tres movimientos lentos sucesivamente.
Cortar los excedentes de las muestras de masa con movimientos limpios,
utilizando un cortador circular (indicados por las muescas que se encuentran en el
plato).
Inmediatamente colocar cada muestra en los platos de reposo del alveográfo
(a 25 k 0.2OC)., Comenzar la determinación 28 minutos después que se comenzó
con el mezclado de la masa; preparar el papel de colocándolo sobre el tambor de
grabado. Llenar la pluma con tinta, colocandola en la línea de cero. En el momento
en que la burbuja de masa comienza a ser infl~ada, el tambor de grabado
automaticamente rota; grabando así el alveograma
4.4.- MATERIAL BIOLOGICO.
Todas las líneas de cultivares empleados fueron proporcionados y crecidos en
los campos de cultivo del CIMMYT. A continuación se citan las líneas empleadas:
TUI, BOW/URES/KEA, GOV/AZ//MUS/3/DOD0/4/BOW, PRINIA, WUHlNEE5,
GANPRL, NANJlNG8611, TINAMOU, WUHAN, NING8675, SITELLA,
PAT24/ALD//DOVE/BUC, YANGMAI 4, YANGMAI 5, ZHENGZHOU 872,
SERVPG868.
21
Las líneas citadas arriba fueron crecidads en dos zonas geográficas
diferentes: Toluca, Méx. y Valle del Yaqui, Son.
LA METODOLOGíA ARRIBA SEÑALADA FUÉ REALIZADA EN SU TOTALIDAD
EN EL LABORATRIO DE CALIDAD DE TRIGO, EN LAS INSTALACIONES DEL
CIMMYT. TEXCOCO. ESTADO DE MÉXICO.
22

5.- ACTIVIDADES REALIZADAS
Búsqueda bibliográfica
Conocimiento del equipo utilizado
Determinacion de sedimentación por medio de SDS.
Detrminacion del tiempo de mezclado por medio del Mixográfo
Determinación de los diferentes valores obtenidos por el Alveógrafo de Chopin.
Colectas de campo (Toluca y Valle del Yaqui).
Presentación de Seminarios ante el personal que trabaja en el Laboratorio de
Calidad de Trigo del CIMMYT
Recopilación de los datos proporcionados por el Laboratorio de Calidad de Trigo
del ClMMYT
Análisis y discusión de los resultados
6.-OBJETIVOS Y METAS ALCANZADAS
S e cubrieron los objetivos que fueron planteados inicialmente, a pesar de que se cambió el enfoque original del trabajo; pues en un principio se planteó solamente la cqracterización de los tipos de calidad en los cultivares analizados con los métodos citados; ampliándolo posteriormente al análisis de la variación en la calidad del trigo dependiendo de las características agroclimatológicas del lugar dónde fué cultivado. Esto resultó en un trabajo más extenso y profundo que el planteado originalmente.
2 3

7.- ANALISIS DE RESULTADOS
La tabla 1 recopila todos los resultados importantes para la determinación de
la calidad del trigo; a continuación se cita el significado de la abreviaturas
utilizadas en el orden en que aparecen y las unidades en que se expresa dicha
característica. Como nota aclaratoria las abreviaciones provienen del significado
en inglés, aquí el significado se citará en español.
ABREV.
NUMERO DE ENTRADA ENTNO
CARACTERISTICAS
1
TESTWT
PROTEINA DE GRANO GRNPRO
PESO HECTOLITRICO KgIHI
I I
FLRPRO YO PROTEINA DE HARINA
FLRSDS mL SEDIMENTACION-SDS DE HARINA
ALVW
ALVEOGRAMA-PIG ALVPIG
ALVEOGRAMA-W
ALVPIL
S= Fuerte, MS= Medio fuerte, TIPO DE GLUTEN GLUTYP
ALVEOGRAMA-PIL
W=Débil, T=Tenaz, W= debil tenaz.
QUAGRP 1 - 4 . GRUPO DE CALIDAD I I
MlXTlM TIEMPO DE MEZCLADO
HMW-?A SUBUNIDADES 1A DE
GLUTENINAS
HMW-1 B SUBUNIDADES 1B DE ,
GLUTENINAS I
HMW-1 D - SUBUNIDADES 1 D DE
GLUTENINAS

! t
I I
! 1 I I
1
!
'N
-
0, d 3
1
! 3
? S
E
I
> . 1
>
u 3

T T

En la tabla 1 aparecen en negritas los Cultivares crecidos en el area agrícola
del Valle del Yaqui, Son., en cursivas aparecen los que fueron crecidos en Toluca,
Méx., en el período de verano 96. Es importante aclarar que una misma línea fué
cultivada en ambas regiones.
En esta tabla se observan los parámetros necesrios para establecer el grupo
de calidad al cual pertenecen cada una de las líneas' analizada. Algunos de estos
parámetros no fueron obtenidos en el presente trabajo, sino que se proporcinaron
por el Laboratorio de Calidad de Trigo del CIMMYT (marcados con * en la tabla 1).
Estos parámetros son peso hectolítrico, proteína de grano, proteína de harina y
subunidades de gluteninas. Fué necesaria la evaluación de dichas características,
además de los resultados obtenidos en el presente trabajo con el objeto de hacer
un análisis más amplio en lo que respecta a la calidad del trigo crecido en dos
zonas geográficas diferentes.
Los mejores grupos de calidad para panificación son el 4 y 1; de calidad
intermedia el 2 y los de menor calidad el 3 y - ( designando como - a los qltjvares
débiles -W- o débiles tenaces -W-).

FIG. 1 -- Peso hectolitrico (Kg/HI) de 10s cultiwares crecidos en el valle del Yaqui y Toluca.
80
8 70 ’ 60 p 50 w o 40
30 O
20 10
O
5
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
NUMERO DE ENTRADA
OTOLUCA
YAQUl
La figura 1 muestra las variaciones del peso hectolítrico para las diferentes
cruzas y pedigrees que fueron crecidas en Toluca y el Valle del Yaqui. Los
factores que influyen en este parámetro son el tamaño del grano; húmedad del
mismo; uniformidad; pero el más importante es la densidad, pues un grano
“chupado” tiene menor peso hectolítrico que uno lleno. Es evidente que los
mayores pesos hectolítricos fueron obtenidos bajo cclndiciones demenor húmedad
(Yaqui). Estos repercuten en los rendimientos de molienda, pues a bajos pesos
hectolítricos disminuyen dichos rendimientos. Las diferencias observadas en las
diferentes líneas analizadas (número de entrada) son muy parecidas; sin
embargo,se presenta una mayor diferencia en las líneas 1 , 19 y 20.

FIG 2.- Porcentaje del contenido de Proteina en grano para cultivares crecidos bajo diferentes condiciones climáticas.
14
12
10
8
6 4
2
O
CI
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
NUMERO DE ENTRADA
Las figuras 2 y 3 muestran las diferencias en e l contenido de proteínas en
grano y harina respectivamente, para las regiones ya mencionadas. La cantidad y
tipo de proteínas presentes en la harina influyen en la calidad de la masa. Las
harinas con alto contenido de proteínas (alrededor de 12%) son generalmente
más adecuadas para la panificación y las de bajos niveles (alrededor de 9%) para
pastelería y elaboración de galletas.
E n la figura 3 se indica el parámetro de calidad en el contenido de proteína
en harina; es importante la diferencia observada en dicho contenido; pues
mientras los cultivares crecidos en el Valle del Yaqui alcanzan en su mayoría el
porcentaje óptimo de dicho contenido, los cultivados en Toluca estan en su
mayoría por abajo del parámetro.
77
". . . . .-

En el caso de la figura 2, se aprecia que las líneas que presentan una
diferencia mayor son 1, 3, 6, 1 O, 16 y 17. Mientras que para la figura 3 las
diferencas más altas se encuentran en las líneas 1, 3 , 13 y 17.
FIG. 3.- Porcentaje de Proteína en Hariina para ambas condiciones climáticas..
14 1 2
10
c1 8 6 4
2 o . . . . . . , , , . . . . . , , , , , . ,
%
1 2 3 4 5 E 7 8 9 10 1 1 12 13 14 15 16 17 18 19 20 NUMERO DE ENTRADA
La cantidad del contenido de proteínas depend~e de diversos factores, entre
ellos condiciones climáticas, fertilización, fuente de nitrógeno, cultivar analizado,
etc. Evidentemente en este caso la condiciones agroclimatológicas donde fueron
crecidos los diferentes cultivares, modularon la expresión de la cantidad de
proteínas. Sin embargo, las subunidades IA, 1B y 'ID de gluteninas expresadas
bajo ambas condiciones ambientales no se vieron modificadas (ver tabla I),

FIG. 4.- Cantidad de Sedimentos Obtenidos po,r Precipitación con SDS (mL)
mL
20
15
10
5
O 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
NUMERO DE ENTRADA
La información que proporciona el método de sedimentación con SDS (fig. 4)
es en cuanto a la fuerza del gluten. Esta prueba les una medida que combina
calidad y cantidad de gluten; es decir, a mayor cantidad de sedimento, aumenta la
cantidad y calidad de proteínas que incide en el auimento en la calidad del trigo.
En la figura 4 puede apreciarse una mayor cantidad de sedimentos en las
muestras cultivadas en el Valle del Yaqui en comparación con las crecidas en
Toluca. Aquí las diferencias más altas se encuentran en las líneas 1, 2, 5, 7, 8, 11,
12, 14 y 15.
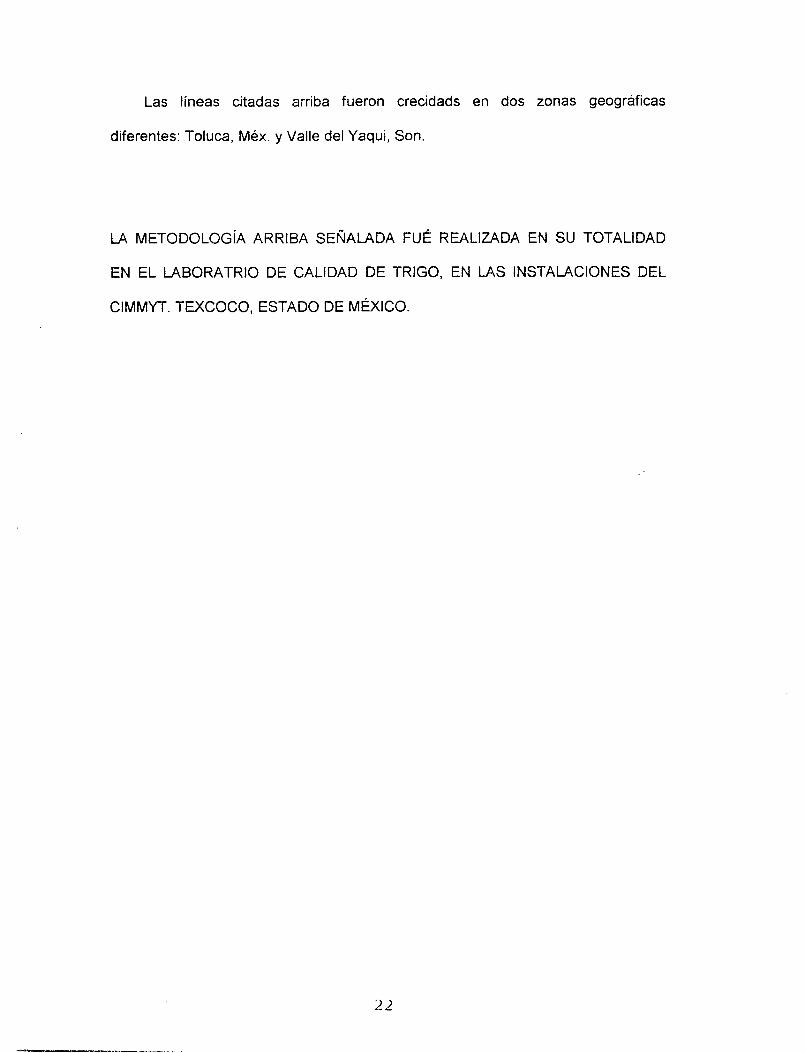
El área bajo la curva de las gráficas obtenidas en el alveógrafo de Chopin
proporcionan información acerca de la fuerza de la masa. Valores inferiores a 200
se relacionan con gluten débil; superiores a 300 se encuentran en tipos fuertes de
gluten; mientras que aquellos entre 200 y 300 son tipos intermedios de gluten. En
este caso, existe variación en los valores obtenidos, pues se esperaría (en
relación con los resultados anteriores) mayor fuerza de gluten para las líneas
cultivadas en el Yaqui. Sin embargo la evaluación de estas características de
manera aislada no proporciona un criterio en la determinación de calidad; más
bien debe considerarse la suma de diversos factores; que repercuten en la misma.
E n este caso, los valores proporcionados por el alveógrafo son la suma de
diferentes características físicas y químicas.
FIG 5.- AREA BAJO LA CURVA DEL ALVEOGFU"
.. 350 300 250 200 150 1 O0 50 O
YAQlJl
TOLUW
1 2 3 4 5 6 7 8 9 10 1 1 12 13 14 15 16 17 18 19 20 NUMERO DE ENTRADA

La figura 6 muestra los tiempos óptimos para e l mezclado de harina y agua
en el proceso de panificación; este parámetro es determinado por el mixógrafo de
Swanson e influye en la determinación del grupo de calidad.
Este parámetro es importante, pues el tiempo de mezclado esta en función
del porcentaje de proteína en harina, cantidad de c¿~rbohidratos y la absorción de
agua de la masa. A tiempos mayores, disminuye la cantidad de proteína y la
absorción de agua; es decir, este parámetro influye de manera inversa en el
grupo de calidad al que pertenezca la línea analizada.
En este caso las mayores diferencias se presentan en las líneas 1, 3, 4, 5, 10
y 13. Existe un comportamiento curioso con la línea 17 pues presenta un mayor
tiempo de mezclado el cultivar crecido en el Yaqui mientras que en los otros
parametros muestra en general mejor calidad calidad que su contraparte cultivada
en Toluca..

AI comparar los grupos de calidad (columna QUAGRP de la tabla 1) de las
distintas líneas, se observan diferencias en cuanto a la designación de dichos
grupos de calidad. Estas diferencias pueden dividirse! en dos:
1.- Líneas que muestran un mejor grupo de calidad al ser cultivadas en el
Yaqui (líneas 1, 3, 5, 7, 11, 12 y 20).
11.- Aquellas que no muestran diferencias en la determinación del grupo de
calidad (líneas 2. 4 6, 8, 9, 10, 13, 14, 15, 16, l;7, 18 y 19).
En este caso los datos representativos para hacer el análisis del grupo de
calidad provienen de los valores aportados por el niétodo de sedimentación con
SDS y alveografo de Chopin (W, P/G, P/L) principalmente, aunque las otras
características (porcentaje en contenido de proteína, tiempo de mezclado, etc.)
influyen en la determinación del grupo de calidad.
El hecho de observar estas diferencias en el grupo de calidad de las líneas
analizadas nos alude a quela calidad no solo depende de las características
agroclimatologicas del lugar dónde son cultivadals, sino tambien a factores
genéticos que pueden influir en la determinación de dicho grupo de calidad.
Esto puede ser de suma importancia para la correcta selección de líneas
susceptibles de ser optimizadas en determinada zona geográfica.

La tabla 2 recopila los criterios para determinar el tipo de gluten y el grupo de
calidad asignado.
TABLA 2.- Parámetros utilizados para designar la cal’idad de trigo (QUAGRP)
GLUTYP
-6 .5 0.5-1-1 1.8-2.5 MS (medio
<0.5 >3.0 S (fuerte)
P/G P/L (alveográfo) MIXTIM
fuerte) I I W (galletero)
5.5-7.0 e o 0 - 4 . 8 W (débil)
5.5-7.0 <200 3 >I .2
WT (débil tenaz)
>I .2 5 . 5 - ~ . c ~ I
1.8-2.5
T (tenaz) >7.0 >200 Y PIG alta >I .2 1.8-2.5
9.- CONCLUSIONES.
E n un programa de análisis de la calidad de trigo es importante conocer las
características de las zonas geográficas dónde serán cultivadas las cruzas que se
deseen analizar, pues es evidente que dichas condiciones pueden influir en la
calidad final del trigo.
No es posible determinar por medio de pruebas aisladas las características
de calidad presentes en la harina de trigo, pues esta depende de diversos
factores.
Por medio de un análisis como el presentado en este trabajo, se puede
determinar con certeza el tipo de calidad que puedan presentar los cultivares con
posibilidades para emplearse en programas de optirnización en la producción de
trigo.

10.- RECOMENDAClONEiS
AI observar los patrones electroforéticos para la determinación de
subunidades de gluteninas se muestra que no existen diferencias en la expresión
genética de dichas características bajo diferentes condiciones ambientales. Sin
embargo sería interesante determinar en trabajos fut:uros si existen diferencias en
la cantidad de gluteninas; de ser así determinar córno afecta dicha cantidad en la
calidad final del trigo. Es lógico pensar que se encontrarían diferencias en la
cantidad de gluteninas expresadas, pues como se citó inicialmente, estas y las
gliadinas son el principal componente proteico del trigo.
11 .-LITERATURA
1 .- AACC (1983) Aproved methods of the American Association of Cereal
Chemists, St. Paul, Minnesota
2.-AMAYA, A., Peña, R.J. y Varughese, g. (1986). Influence of grain hardness on
the milling and baking properties of recently developed
triticales. Proceedings of the International Triticale Symposium, Sidney.
Compyled by N. L. Darvey. Australian Institute of Agricultural Science.
3,- AXFORD, et al. (1978) Small-scale tests of breadmaking quality. Milling feed
and Fertiliser 161 : 18-20
4.- CAVEL, R. (1983). La panadería moderna. Ed. Americalee, S.R.L. Buenos
Aires 410 p.
5.- CIMMYT (1985) CIMMM Report on Wheat Improvement, 1983. International
Maize and Wheat Improvement Center, México, pp10-31.
6.- DICK, J. W. y Quick, J . S. (1983) A modified screening test for rapid
estimation of gluten strenght in early- generation durum wheat breeding
lines. Cereal Chem. 60:315-318.

7.- FARIDI, H. y Rasper, V. (1987) The alveograph htandbook. Published by the
American Association of Cereal Chemist, INC. St. Paul, Minnesota, USA.
8.- FINNEY, R. F. y Yamazaki (1967) Anality of hard, soft and durum wheats. In:
Wheat and Wheat Improvement. K.S. Quinseberry and L.P. Reitz. Ed.
American Society of Agronomy. Madison, wiscomsin. pp 471-503..
9.-GREENAWAY, N. S.; Hurst, N. S.; Neustad, M. H. y Zeleny, L. (1966).
Microsedimentation test for wheat. Cereal Science Today. 11 (5): 179-1 99.
10.- LAW, C. N. y Payne, P. I. (1983) Genetical aspects of breeding for
improved grain protein content and type in wheat. Journal of Cereal
Science. 1 :79-93.
11 .- LEBSOCK, K. L. et al. (1964) Variation and evalluation of mixing tolerance,
protein content and sedimentation value in early generations of spring
wheat, Triticum aestivum L.Crop Science. 4: 171-174
12.- MARTIN, D. J . y Stewart B. J. (1986) Dough mixing properties of a wheat-
rye derived cultivar. Euphytica 35:225-232
13.-MOONEN, J . H, E, y Zeven, A. C. (1984) SDS-PAGE of the high molecular
weight subunits of wheat glutenin and the characterization of lR(1B)
substitution and lBUlRS translocation lines. Euphytica. 33:3-8.
14.-OBUCHOWSKI, W. y Bushuk, W. (1980) Wheat hardness: comparison of
methods of its evaluation. Cereal Chern. 57(6):421-425.
15.-PEÑA, R. J. y Amaya, A.(1985). Rapid estimation of gluten quantity in bread
wheat, durum wheat and triticale using the sodium dodecyl sulfate (SDS)
sedimentation test,. International Maize and Wheat Improvement Center
(CIMMYT), México. Unpublished grain quality methods.
16.-PEÑA, R. J. y Balance, G.M. (1987) Comparison of gluten quality in
Triticale: A fractionation-reconstitution study. Cereal Chem. 64:128-132.
17.- ZELENY, L. (1 947). A simple sedimentation tes't for estimating the bread -
making and gluten qualities of wheat flour. Cereal Chemistry. 24:465
-7 7
." . . .. .. "" . . ..


















