Extracción por Solventes de Cobre.pdf
63
OCTOBER 20, 2014 CYTEC.COM © Cytec Industries EXTRACCION POR SOLVENTES DEL COBRE Juan Carlos Sánchez – Sales Account Manager MEP
-
Upload
daniel-alanguia -
Category
Documents
-
view
266 -
download
21
Transcript of Extracción por Solventes de Cobre.pdf
OCTOBER 20, 2014
CYTEC.COM
© Cytec Industries
EXTRACCION POR SOLVENTES DEL COBREJuan Carlos Sánchez – Sales Account Manager MEP
No se puede mostrar la imagen en este momento.
2© Cytec Industries
No se puede mostrar la imagen en este momento.
Introducción
El proceso de lixiviación de minerales es proceso no selectivo, el cual genera una carga ampliade impurezas en sus soluciones acuosas. Por lo anterior, es de suma importancia purificar estassoluciones y concentrarlas para ingresar al proceso de EW.
Para esto, el proceso más utilizado en la línea de hidrometalúrgica de producción de metales esla Extracción por Solvente, teniendo aplicaciones en la industria de:
- Co – Ni- Tierras Raras- Uranio- Mo- Re- As- Cu- Zn, etc.
En general la Extracción por Solvente se define como el paso de un elemento disuelto en unafase acuosa impura a otra solución acuosa pura y concentrada, mediante una fase inmisciblellamada fase orgánica.
No se puede mostrar la imagen en este momento.
3© Cytec Industries
No se puede mostrar la imagen en este momento.
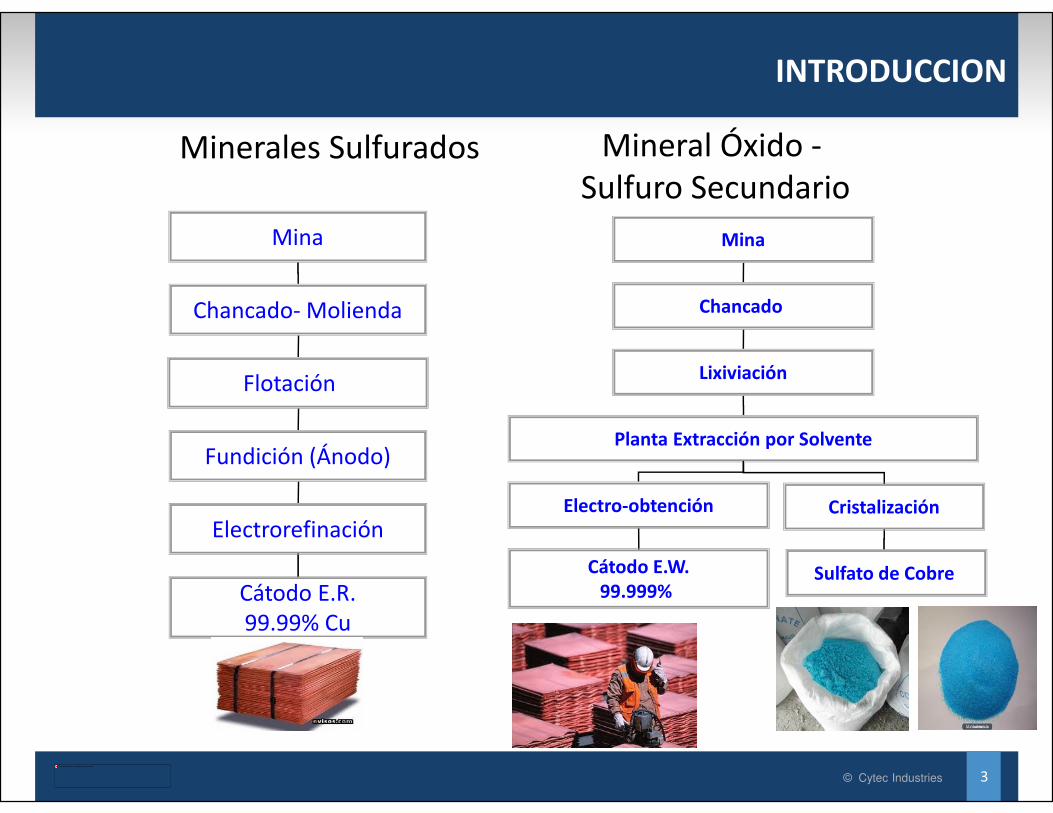
INTRODUCCION
Minerales Sulfurados
Mina
Chancado- Molienda
Flotación
Fundición (Ánodo)
Electrorefinación
Cátodo E.R.99.99% Cu
Mineral Óxido -Sulfuro Secundario
Mina
Chancado
Lixiviación
Planta Extracción por Solvente
Electro-obtención
Cátodo E.W.99.999%
Cristalización
Sulfato de Cobre
No se puede mostrar la imagen en este momento.
4© Cytec Industries
No se puede mostrar la imagen en este momento.
Descripción Clásica de los Procesos Hidrometalúrgicos
Se define como aquellos procesos que extraen los elementos metálicos (cobre, oro y
otros) disolviéndolos desde el mineral o concentrados (fase sólida), mediante el
empleo de una fase líquida, para luego recuperarlo reduciéndolo a su estado metálico.
Lixiviación:
Disolver cobre desde materiales donde forma parte constituyente (mineral, concentrado y otras fuentes).
Permite obtener una solución acuosa conocida como PLS.
No se puede mostrar la imagen en este momento.
5© Cytec Industries
No se puede mostrar la imagen en este momento.
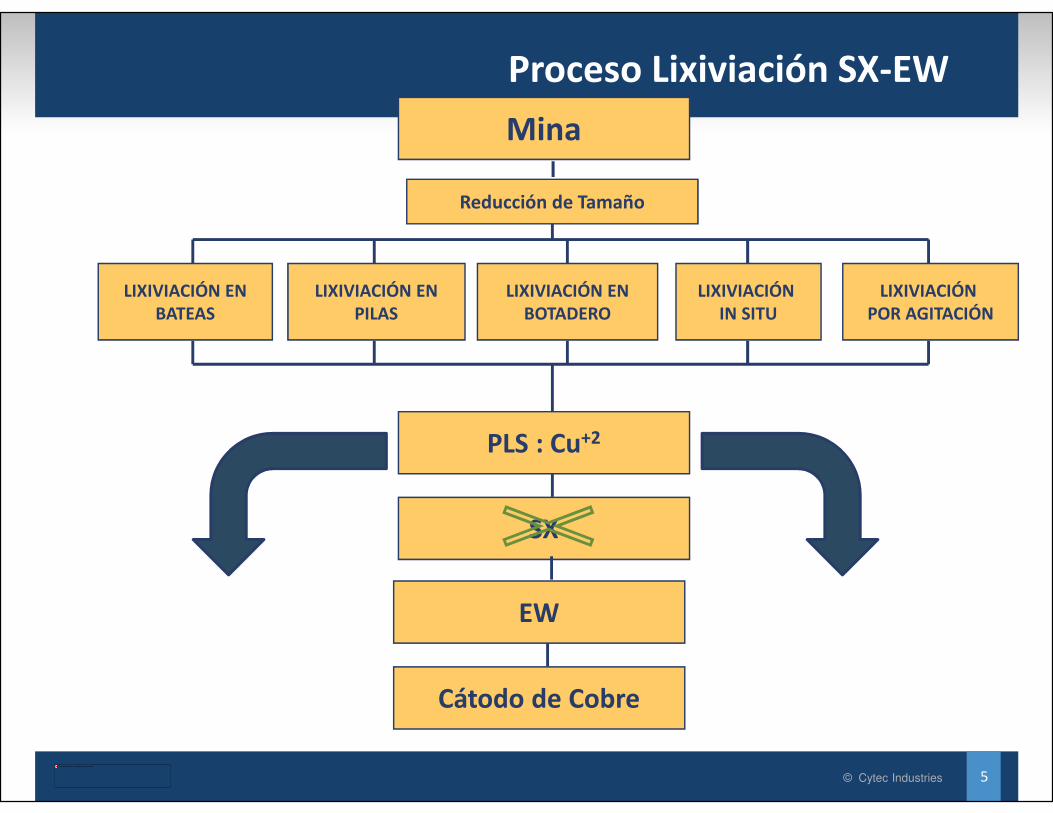
Mina
LIXIVIACIÓN ENBATEAS
LIXIVIACIÓN ENPILAS
LIXIVIACIÓN IN SITU
LIXIVIACIÓN ENBOTADERO
PLS : Cu+2
EW
SX
Cátodo de Cobre
Proceso Lixiviación SX-EW
LIXIVIACIÓN POR AGITACIÓN
Reducción de Tamaño
No se puede mostrar la imagen en este momento.
6© Cytec Industries
No se puede mostrar la imagen en este momento.
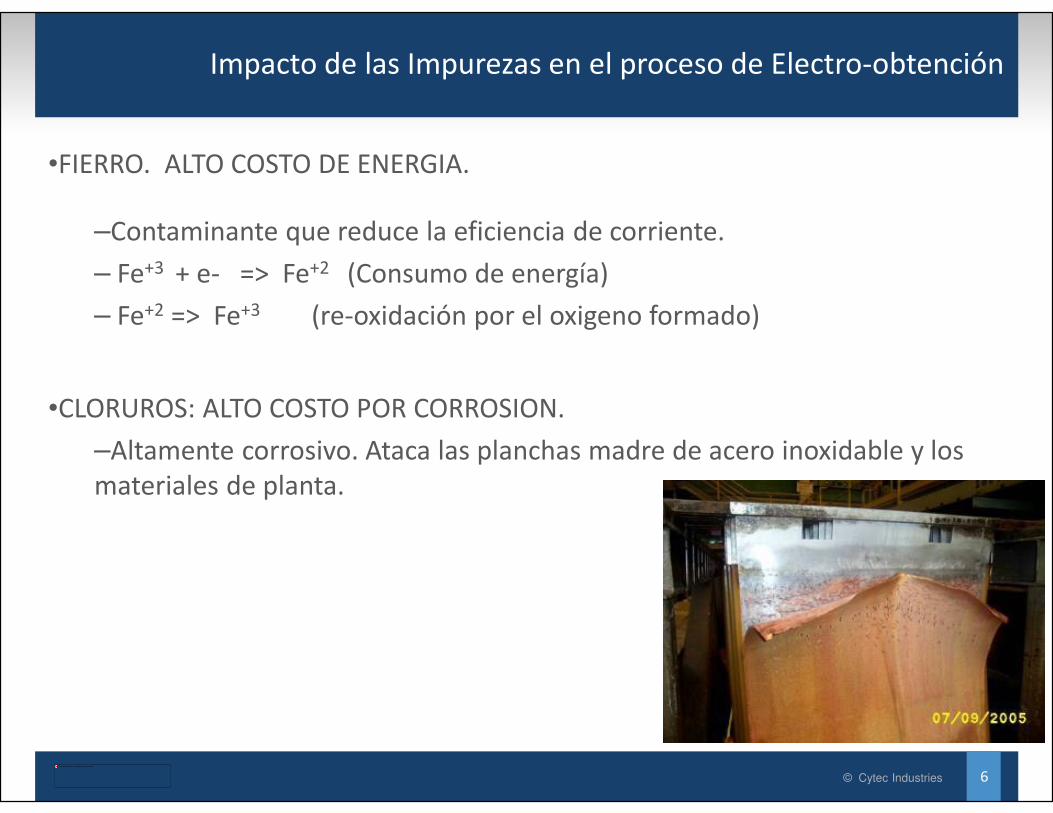
Impacto de las Impurezas en el proceso de Electro-obtención
•FIERRO. ALTO COSTO DE ENERGIA.
–Contaminante que reduce la eficiencia de corriente.
– Fe+3 + e- => Fe+2 (Consumo de energía)
– Fe+2 => Fe+3 (re-oxidación por el oxigeno formado)
•CLORUROS: ALTO COSTO POR CORROSION.
–Altamente corrosivo. Ataca las planchas madre de acero inoxidable y los materiales de planta.
No se puede mostrar la imagen en este momento.
7© Cytec Industries
No se puede mostrar la imagen en este momento.
Impacto de las Impurezas en el Proceso de Electro-obtención
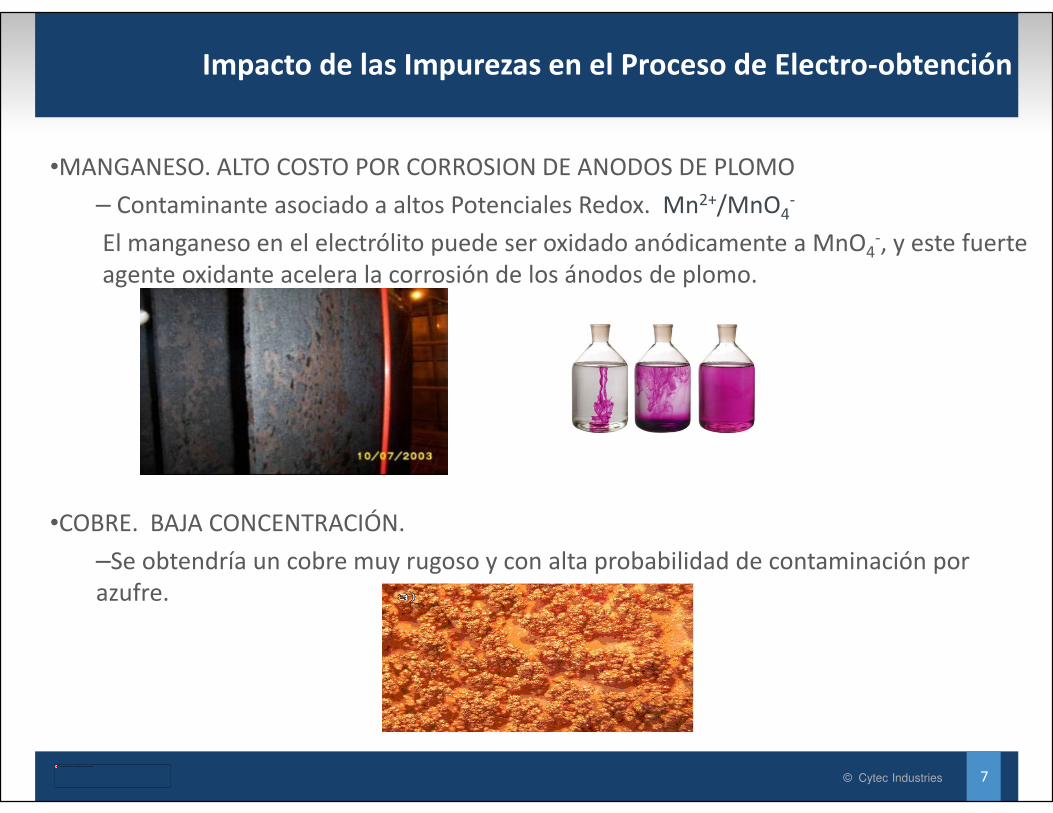
•MANGANESO. ALTO COSTO POR CORROSION DE ANODOS DE PLOMO
– Contaminante asociado a altos Potenciales Redox. Mn2+/MnO4-
El manganeso en el electrólito puede ser oxidado anódicamente a MnO4-, y este fuerte
agente oxidante acelera la corrosión de los ánodos de plomo.
•COBRE. BAJA CONCENTRACIÓN.
–Se obtendría un cobre muy rugoso y con alta probabilidad de contaminación por azufre.
No se puede mostrar la imagen en este momento.
8© Cytec Industries
No se puede mostrar la imagen en este momento.
Reseña Histórica
No se puede mostrar la imagen en este momento.
9© Cytec Industries
No se puede mostrar la imagen en este momento.
Historia
La Extracción por Solventes ( SX ) en hidrometalurgia se inició en 1942 con el proyectoManhattan, proyecto en el que se utilizó éter como disolvente de extracción para larecuperación y purificación de uranio a partir de soluciones de ácido nítrico.
El éter sin embargo pronto fue sustituido con el fosfato de tributilo ( TBP ) como disolventepara la extracción de nitrato de uranilo. El proceso de SX luego fue luego aplicado a larecuperación de uranio a partir de ácido sulfúrico a través de licores producidos en la lixiviaciónde minerales de uranio. En el año 1950 nuevamente hubo cambios en los extractantesutilizando aminas de alquilo y ácidos fosfórico ( DEHPA ) .
Por lo tanto, el desarrollo de la historia de el proceso de Extracción por Solvente siempre hasido función de la capacidad y nuevos desarrollos de extractante capaces de extraer en formaóptima y operacionalmente viable los distintos elementos producidos por la lixiviación.
El proceso de SX en esos tiempos también era aplicado para la separación y recuperación demetales más exóticos, tales como Zr / Hf y Nb / Ta .
No se puede mostrar la imagen en este momento.
10© Cytec Industries
No se puede mostrar la imagen en este momento.
Historia
Sin embargo, no fue hasta el desarrollo de los extractantes por hydroxyoxime desarrollado porlo que entonces era General Mills Inc., en la década de 1960, donde su aplicación en larecuperación de cobre a partir de soluciones con ácido sulfúrico producidas en la lixiviación enpilas de minerales oxidados de cobre, que se produjo el mayor avance en la aplicación delproceso de SX en el procesamiento hidrometalúrgico de gran escala de metales de base y entransición.
Para el caso del Cu fue en recién 1963 cuando se lanzó al mercado un extractante capaz deextraer Cu en forma selectiva llamado Lix 63, con aplicaciones a nivel laboratorio y plantapiloto.
Luego en 1968 se inicia la primera operación industrial de SX-EW en Ranchers Bluebird enArizona, Norteamérica, donde se procesaban soluciones diluidas, evitando la cementación.Para esto se utilizó el extractante Lix 64 que fue una versión mejorada del Lix 63. para luego serreemplazo por el Lix 64N. Estos reactivos fueron llamados de primera generación.
No se puede mostrar la imagen en este momento.
11© Cytec Industries
No se puede mostrar la imagen en este momento.
Historia
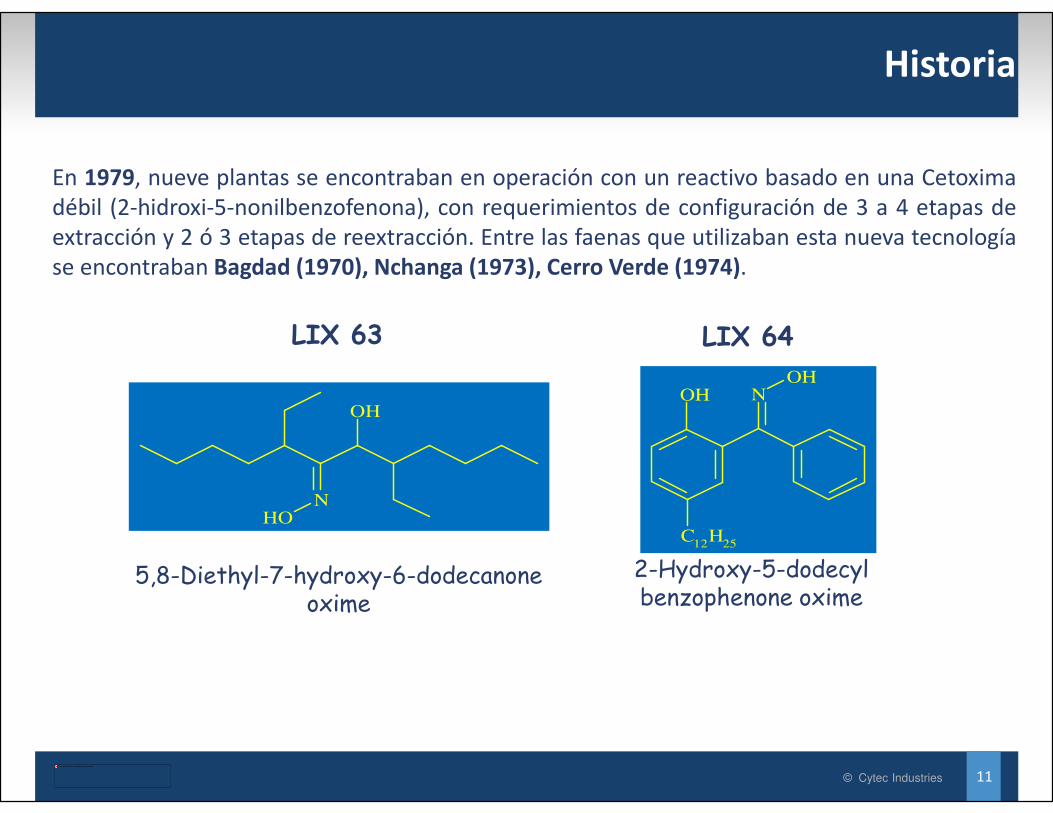
En 1979, nueve plantas se encontraban en operación con un reactivo basado en una Cetoximadébil (2-hidroxi-5-nonilbenzofenona), con requerimientos de configuración de 3 a 4 etapas deextracción y 2 ó 3 etapas de reextracción. Entre las faenas que utilizaban esta nueva tecnologíase encontraban Bagdad (1970), Nchanga (1973), Cerro Verde (1974).
5,8-Diethyl-7-hydroxy-6-dodecanone oxime
OH
OHN
2-Hydroxy-5-dodecyl benzophenone oxime
OH
C12
H25
OHN
LIX 64LIX 63
No se puede mostrar la imagen en este momento.
12© Cytec Industries
No se puede mostrar la imagen en este momento.
Historia
En este punto fueron introducidos los primeros reactivos basados en Aldoximas, con lo cuál selograba un extractante más fuerte, con mejor cinética y selectividad Cu/Fe.
Con el descubrimiento de la Aldoxima se mejora el comportamiento de los reactivos basadosen Cetoximas, saliendo al mercado los primeros extractantes entre mezcla aldoxima ycetoxima.
A finales de la década de los 70, se incorpora el uso de modificadores junto a las Aldoximaspara mejorar su comportamiento en reextracción. Aquí los primeros modificadores empleadoscorresponden a nonilfenol. Este es posteriormente reemplazado por Tridecanol y también porel Ester (TXIB). (1986).
En Chile, la aplicación de la extracción por solvente comenzó en 1980 en la Mina Lo Aguirre,SMP. Luego en 1985 Codelco lo implementó en Minera El Teniente para extraer el cobre desdelos drenajes de Mina, posteriormente se implementó en Chuquicamata en el 1988.
No se puede mostrar la imagen en este momento.
13© Cytec Industries
No se puede mostrar la imagen en este momento.
Resumen
• Inicialmente se necesita operar con soluciones diluidas en Cu y con moderado pH.
• Posteriormente con la intensificación de la operación de lixiviación en pilas se requiere operar con soluciones más concentradas en cobre y también se requiere operar a menores pH.
• Para reducir gastos de inversión se requieren plantas más compactas.
• Se requieren buena selectividad Cu/Fe, para minimizar descartes de electrolito en EW.
No se puede mostrar la imagen en este momento.
14© Cytec Industries
No se puede mostrar la imagen en este momento.
Historia
Debido a las características de alta extracción y selectividad con respecto al Fe, es que amediados de la década de los 90, existía un dominio amplio por el uso de Aldoximasmodificadas y secundariamente mezcla aldo/ceto.
Sino a finales de la década de los 90, un fenómeno ocurrido en Lomas Bayas llamado Nitración,pone en tela de juicio el uso de aldoximas modificadas. Para entonces la presencia de nitrato enel PLS de Lomas Bayas generó una degradación y estabilización del complejo de Cu delextractante Lix612 (Aldoxima modificada con Ferrimond). Aquí la solución se encontró con eluso de extractante Lix 84I (cetoxima con Nonilfenol). Renació el Uso de Cetoxima.
Finalmente en los últimos 10 años ha habido distintos desarrollos en cuanto al fenómeno denitración, la cual permitió tener una aldoxima modificada con protección a los fenómenos denitración, Acorga ®NR.
Otros desarrollos los últimos años han sido Acorga ®OR (resitentes a la degradación oxidativa),Acorga Booster (Aceleramiento de formulaciones de extractantes), Acorga ® OPT (mezclaaldo/ceto modificada).
No se puede mostrar la imagen en este momento.
15© Cytec Industries
No se puede mostrar la imagen en este momento.
Definición Extracción por Solvente
No se puede mostrar la imagen en este momento.
16© Cytec Industries
No se puede mostrar la imagen en este momento.
1- Separar y purificar: Uno o más metales del PLS, altamente
impuro, extrayendo el o los metales deseados, o bien, extrayendo las
impurezas dejando en las soluciones el o los metales de interés.
2- Concentración: De los metales disueltos con el objetivo de
disminuir los volúmenes a procesar y así hacer viable el proceso
siguiente (EW).
3- Cambio de medio: Transferencia de los metales disueltos, desde
una solución acuosa a otra solución acuosa diferente.
EXTRACCION POR SOLVENTE
No se puede mostrar la imagen en este momento.
17© Cytec Industries
No se puede mostrar la imagen en este momento.
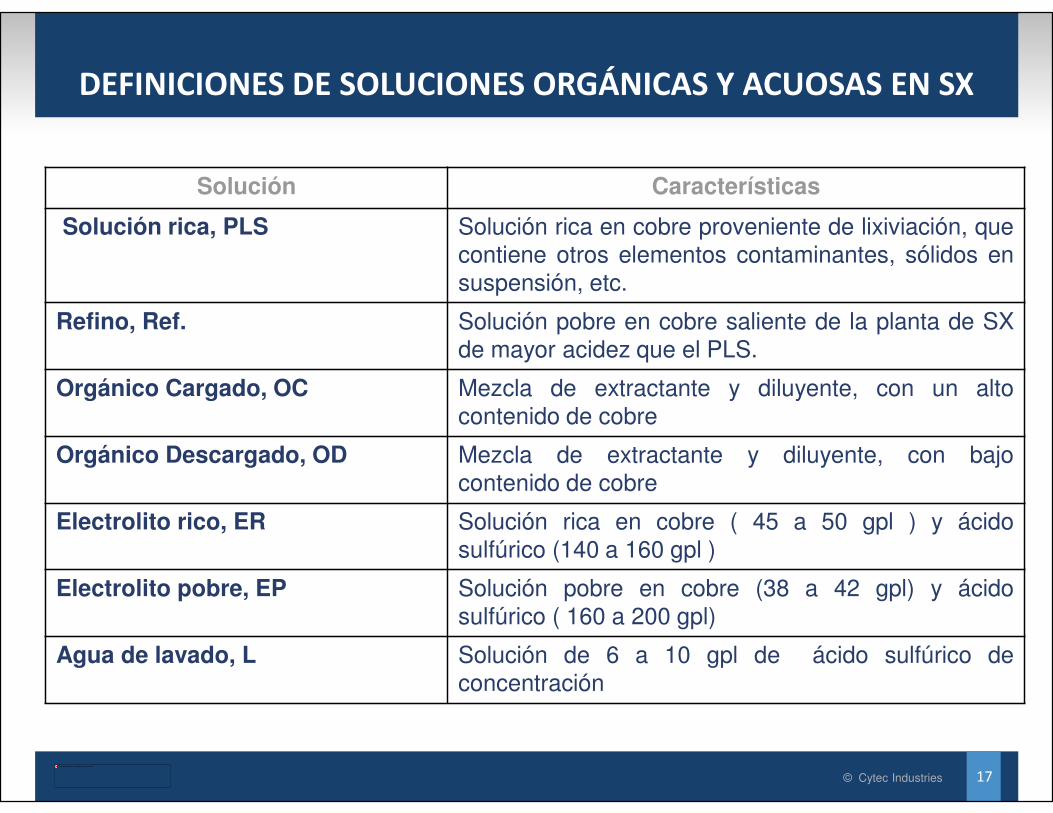
DEFINICIONES DE SOLUCIONES ORGÁNICAS Y ACUOSAS EN SX
Solución Características
Solución rica, PLS Solución rica en cobre proveniente de lixiviación, quecontiene otros elementos contaminantes, sólidos ensuspensión, etc.
Refino, Ref. Solución pobre en cobre saliente de la planta de SXde mayor acidez que el PLS.
Orgánico Cargado, OC Mezcla de extractante y diluyente, con un altocontenido de cobre
Orgánico Descargado, OD Mezcla de extractante y diluyente, con bajocontenido de cobre
Electrolito rico, ER Solución rica en cobre ( 45 a 50 gpl ) y ácidosulfúrico (140 a 160 gpl )
Electrolito pobre, EP Solución pobre en cobre (38 a 42 gpl) y ácidosulfúrico ( 160 a 200 gpl)
Agua de lavado, L Solución de 6 a 10 gpl de ácido sulfúrico deconcentración
No se puede mostrar la imagen en este momento.
18© Cytec Industries
No se puede mostrar la imagen en este momento.
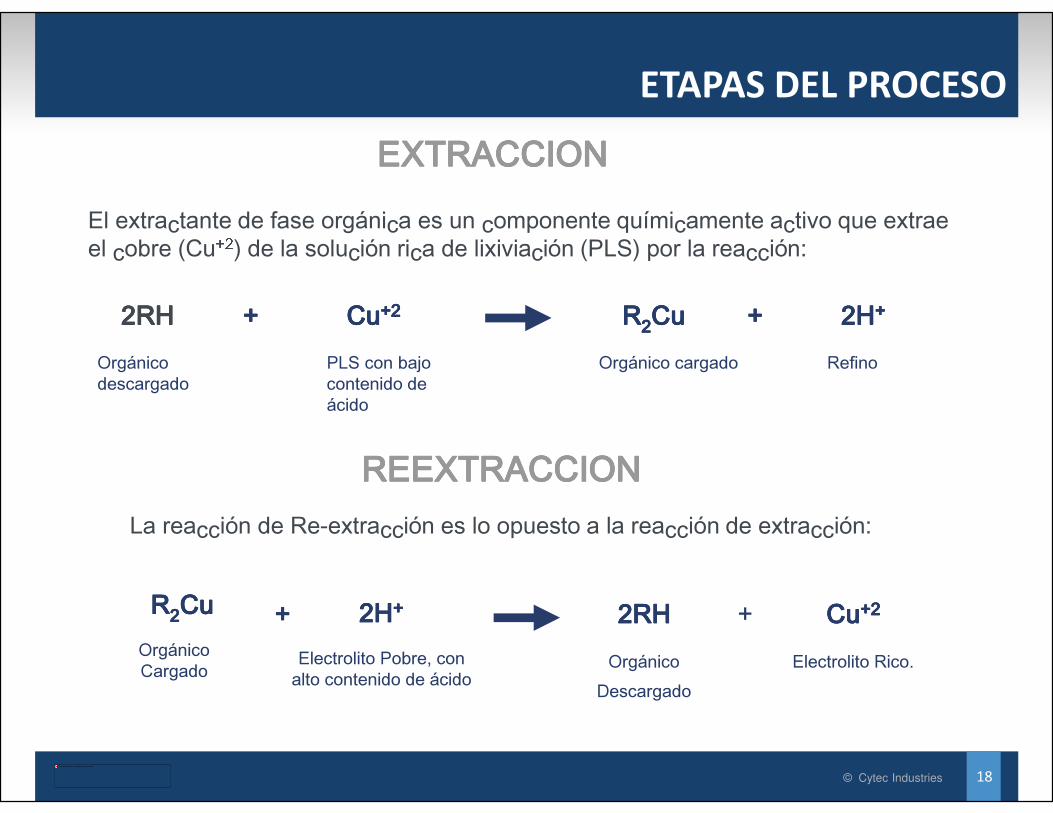
EXTRACCIONEXTRACCIONEXTRACCIONEXTRACCIONEl extractante de fase orgánica es un componente químicamente activo que extrae el cobre (Cu+2) de la solución rica de lixiviación (PLS) por la reacción:
REEXTRACCIONREEXTRACCIONREEXTRACCIONREEXTRACCIONLa reacción de Re-extracción es lo opuesto a la reacción de extracción:
2RH 2RH 2RH 2RH + + + + CuCuCuCu+2+2+2+2 RRRR2222CuCuCuCu + + + + 2H2H2H2H++++
Orgánico descargado
PLS con bajo contenido de ácido
Orgánico cargado Refino
2H2H2H2H+++++ + + + RRRR2222CuCuCuCu 2RH2RH2RH2RH + CuCuCuCu+2+2+2+2
Electrolito Pobre, con alto contenido de ácido
Orgánico Cargado Orgánico
DescargadoElectrolito Rico.
ETAPAS DEL PROCESO
No se puede mostrar la imagen en este momento.
19© Cytec Industries
No se puede mostrar la imagen en este momento.
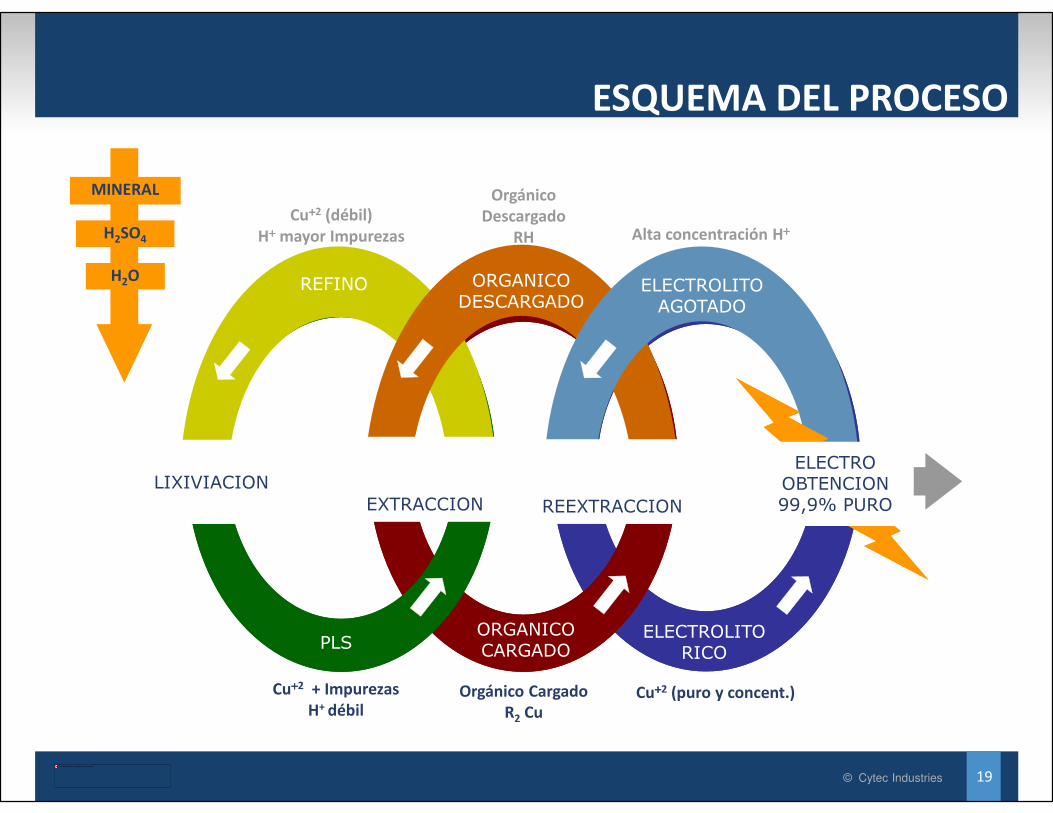
ESQUEMA DEL PROCESO
LIXIVIACIONEXTRACCION REEXTRACCION
ELECTROOBTENCION99,9% PURO
Cu++++2 + ImpurezasH+ débil
Cu++++2 (débil)H++++ mayor Impurezas
REFINO
PLS
ORGANICODESCARGADO
ORGANICOCARGADO
Orgánico CargadoR2 Cu
OrgánicoDescargado
RH
ELECTROLITOAGOTADO
ELECTROLITORICO
Cu++++2 (puro y concent.)
Alta concentración H++++
H2O
H2SO4
MINERAL
No se puede mostrar la imagen en este momento.
20© Cytec Industries
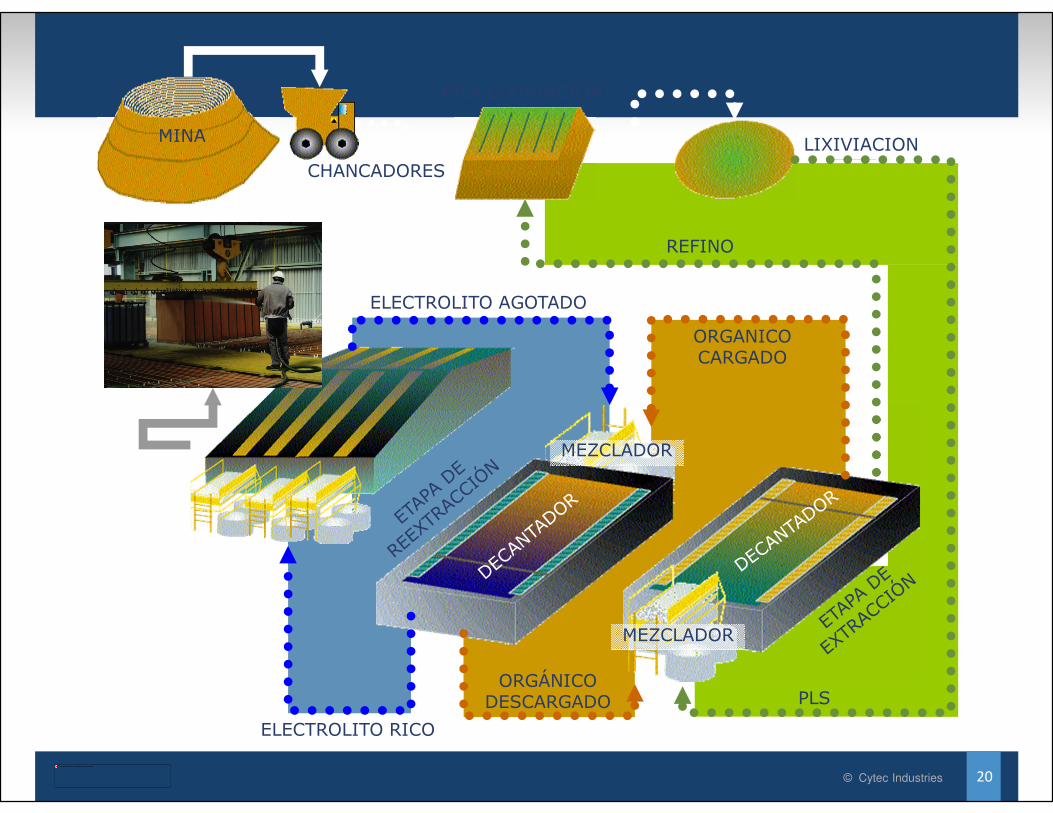
No se puede mostrar la imagen en este momento.
MINA
PILA LIXIVIACIÓN
LIXIVIACION
REFINO
PLS
MEZCLADOR
MEZCLADOR
ORGANICOCARGADO
ELECTROLITO RICO
ORGÁNICODESCARGADO
ELECTROLITO AGOTADO
CHANCADORES
No se puede mostrar la imagen en este momento.
21© Cytec Industries
No se puede mostrar la imagen en este momento.
Conceptos Fundamentales
No se puede mostrar la imagen en este momento.
22© Cytec Industries
No se puede mostrar la imagen en este momento.
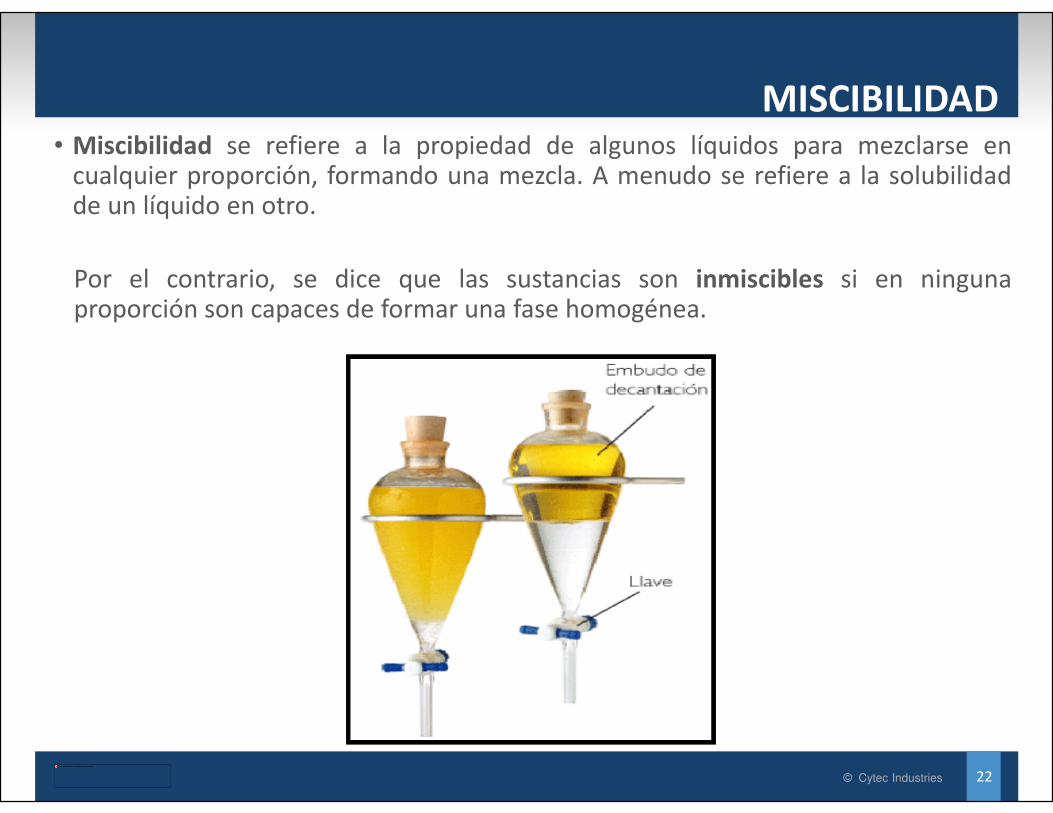
MISCIBILIDAD• Miscibilidad se refiere a la propiedad de algunos líquidos para mezclarse en
cualquier proporción, formando una mezcla. A menudo se refiere a la solubilidadde un líquido en otro.
Por el contrario, se dice que las sustancias son inmiscibles si en ningunaproporción son capaces de formar una fase homogénea.
No se puede mostrar la imagen en este momento.
23© Cytec Industries
No se puede mostrar la imagen en este momento.
PARA LA RE-EXTRACCIÓN, LA RELACIÓN SE INVIERTE. DE ESTA MANERA, DADO QUEAHORA LA FASE RECEPTORA ES LA FASE ACUOSA:
descarga se que orgánica fase laen Mión concentrac
descarga la de receptora acuosa fase laen Mión concentrac'=D
LA EXTRACCIÓN SE MIDE POR LA RAZÓN DE DISTRIBUCIÓN, D, QUE SE DEFINE COMO LARELACIÓN ENTRE LAS CONCENTRACIONES DE EQUILIBRIO, DE LA FASE ORGÁNICA Y LAFASE ACUOSA. CUANTO MAYOR SEA D, MÁS EFICIENTE SERÁ LA TRANSFERENCIA.
acuosa fase laen Mión concentrac
orgánica fase laen Mión concentrac=D
RAZON DE DISTRIBUCION
No se puede mostrar la imagen en este momento.
24© Cytec Industries
No se puede mostrar la imagen en este momento.
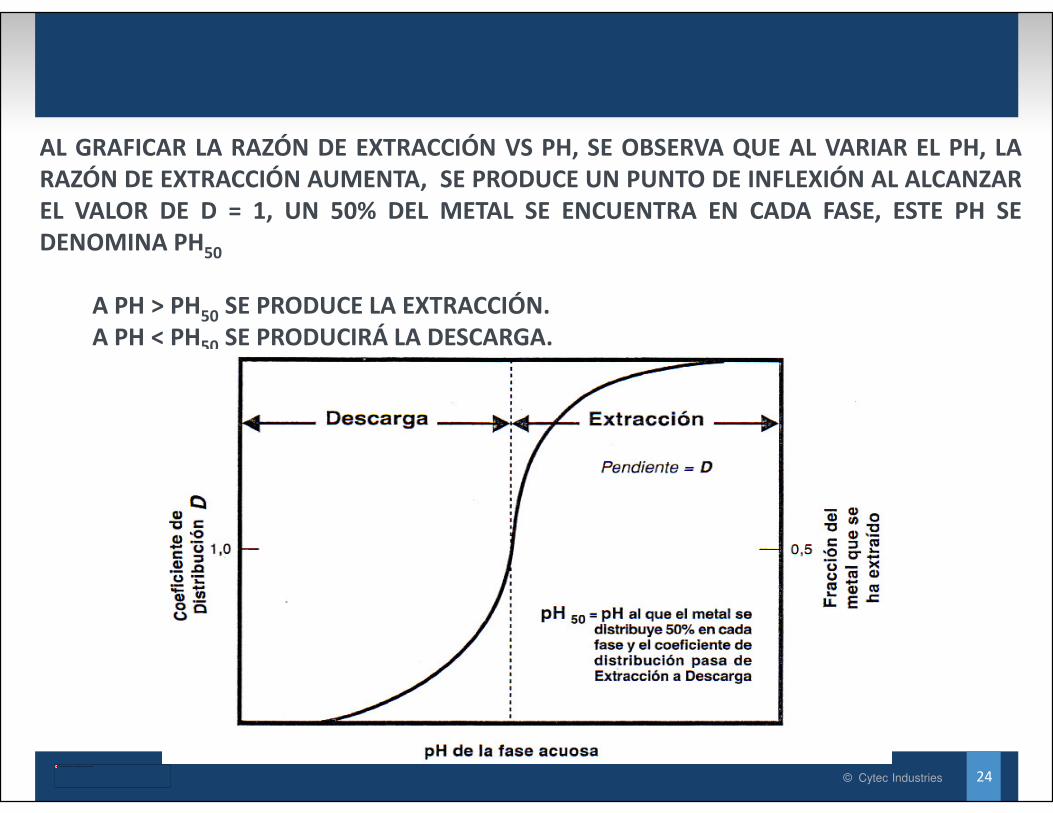
AL GRAFICAR LA RAZÓN DE EXTRACCIÓN VS PH, SE OBSERVA QUE AL VARIAR EL PH, LARAZÓN DE EXTRACCIÓN AUMENTA, SE PRODUCE UN PUNTO DE INFLEXIÓN AL ALCANZAREL VALOR DE D = 1, UN 50% DEL METAL SE ENCUENTRA EN CADA FASE, ESTE PH SEDENOMINA PH50
A PH > PH50 SE PRODUCE LA EXTRACCIÓN.A PH < PH50 SE PRODUCIRÁ LA DESCARGA.
No se puede mostrar la imagen en este momento.
25© Cytec Industries
No se puede mostrar la imagen en este momento.
DIAGRAMA DE MC-CABE THIELELa construcción de este diagrama, nos entrega parámetros relevantes, en eldiseño de una planta de SX, tales como:
1. Número de etapas.
2. Concentraciones de las soluciones resultantes.
3. Eficiencia por etapa y Recuperación Global de la especie valiosa en laoperación.
4. Carga máxima del reactivo orgánico.
No se puede mostrar la imagen en este momento.
26© Cytec Industries
No se puede mostrar la imagen en este momento.
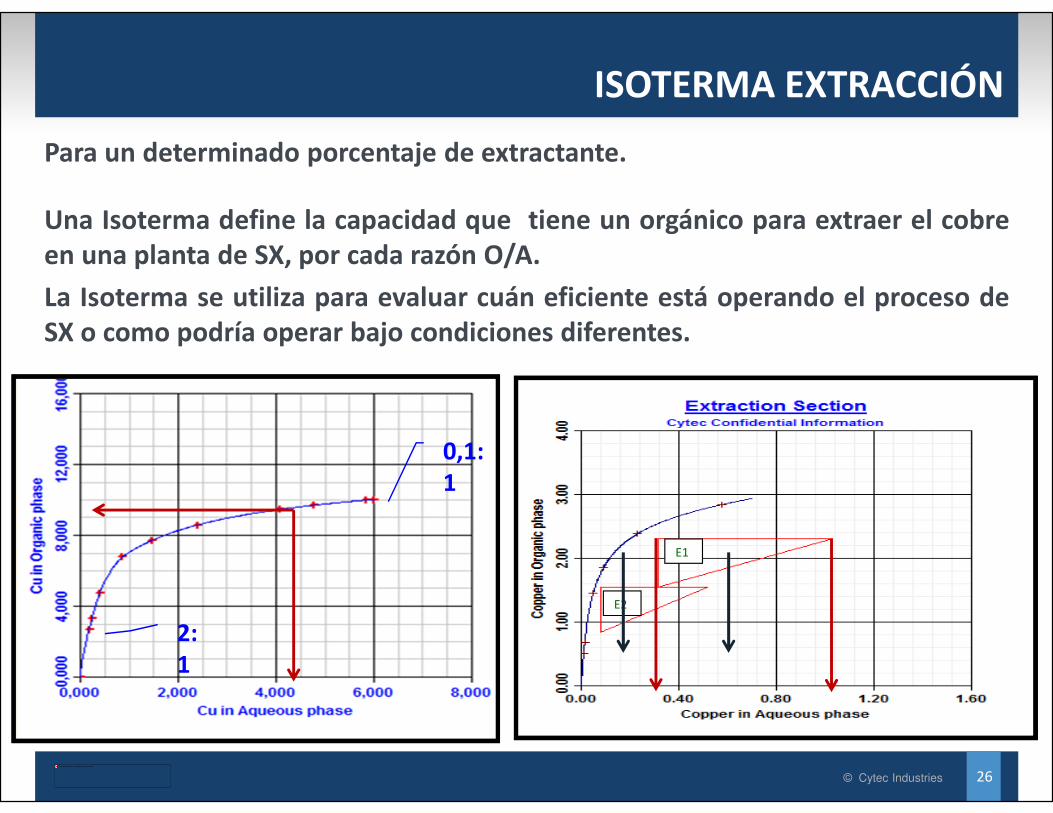
ISOTERMA EXTRACCIÓN
Para un determinado porcentaje de extractante.
Una Isoterma define la capacidad que tiene un orgánico para extraer el cobreen una planta de SX, por cada razón O/A.
La Isoterma se utiliza para evaluar cuán eficiente está operando el proceso deSX o como podría operar bajo condiciones diferentes.
E1
E2
2:1
0,1:1
No se puede mostrar la imagen en este momento.
27© Cytec Industries
No se puede mostrar la imagen en este momento.
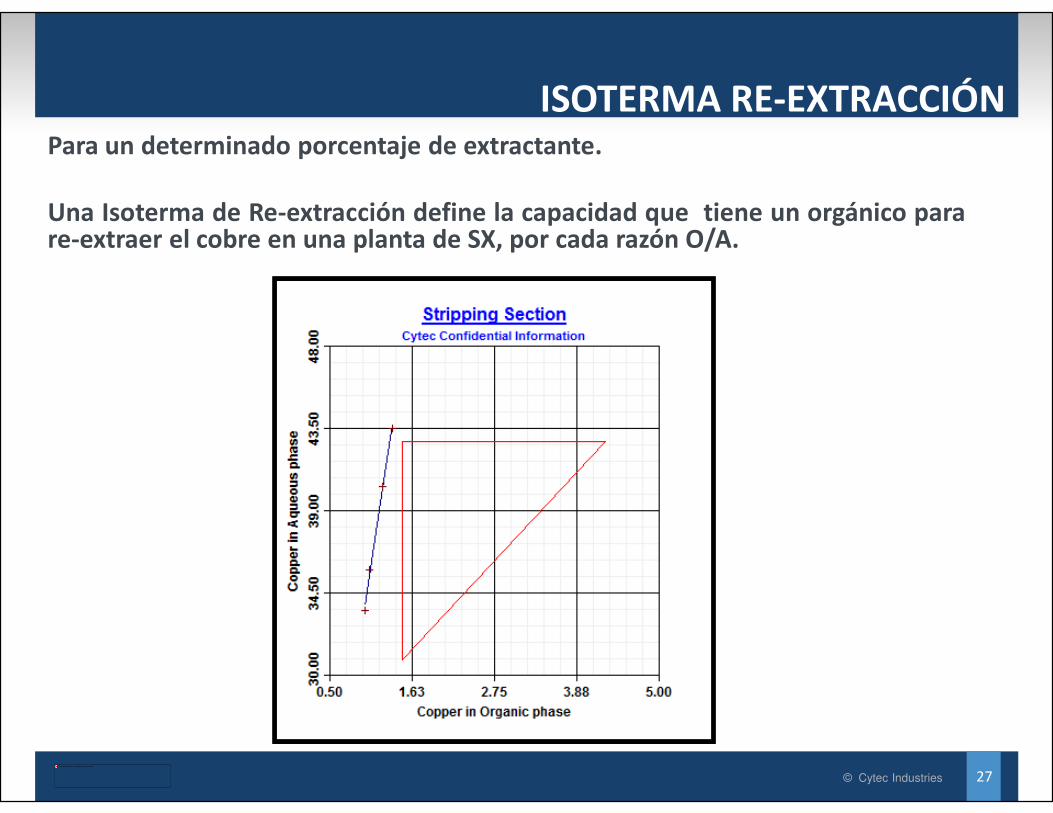
ISOTERMA RE-EXTRACCIÓNPara un determinado porcentaje de extractante.
Una Isoterma de Re-extracción define la capacidad que tiene un orgánico parare-extraer el cobre en una planta de SX, por cada razón O/A.
No se puede mostrar la imagen en este momento.
28© Cytec Industries
No se puede mostrar la imagen en este momento.
SELECTIVIDAD Cu /Fe
- Es de suma importancia la selectividad Cu/Fe, debido a los costos asociados en el proceso EW, debido a presencia de Fe en los electrolitos.
- Los costos asociados debido la presencia de Fe en EW son:- Consumo de energía- Purga:
- Perdidas de sulfato de Co- Perdidas de reactivos catódicos- Perdidas de acido y cobre (1%)- Mayores consumos de extractante y diluyentes.- Mayores consumo de agua tratada
No se puede mostrar la imagen en este momento.
29© Cytec Industries
No se puede mostrar la imagen en este momento.
SELECTIVIDAD Cu /Fe
0
5
10
15
20
25
30
10 20 30 40 50 60 70 80 90 100 110
Fe C
o-e
xtr
acti
on
(p
pm
)
Load Organic(%)
Aldo Mod. 10% Aldo Mod 20% Aldo Mod 30% Aldo Mod 40% Aldo Mod 50% Cetoxima
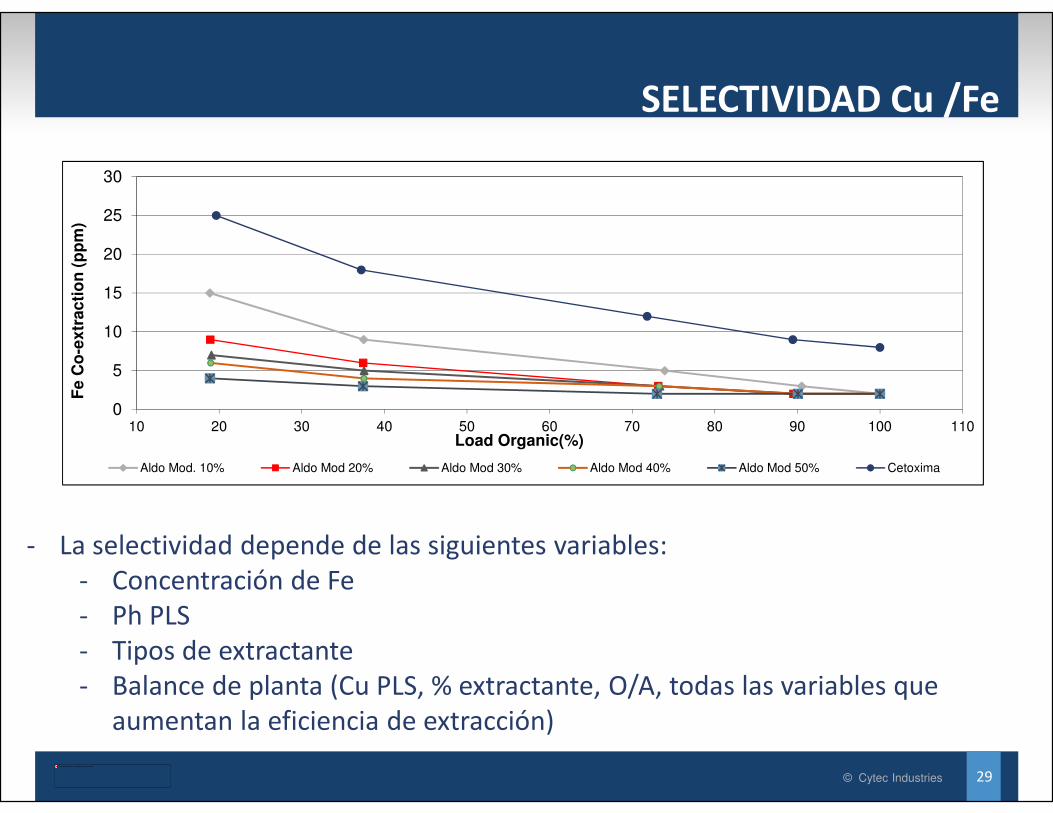
- La selectividad depende de las siguientes variables:- Concentración de Fe- Ph PLS- Tipos de extractante- Balance de planta (Cu PLS, % extractante, O/A, todas las variables que
aumentan la eficiencia de extracción)
No se puede mostrar la imagen en este momento.
30© Cytec Industries
No se puede mostrar la imagen en este momento.
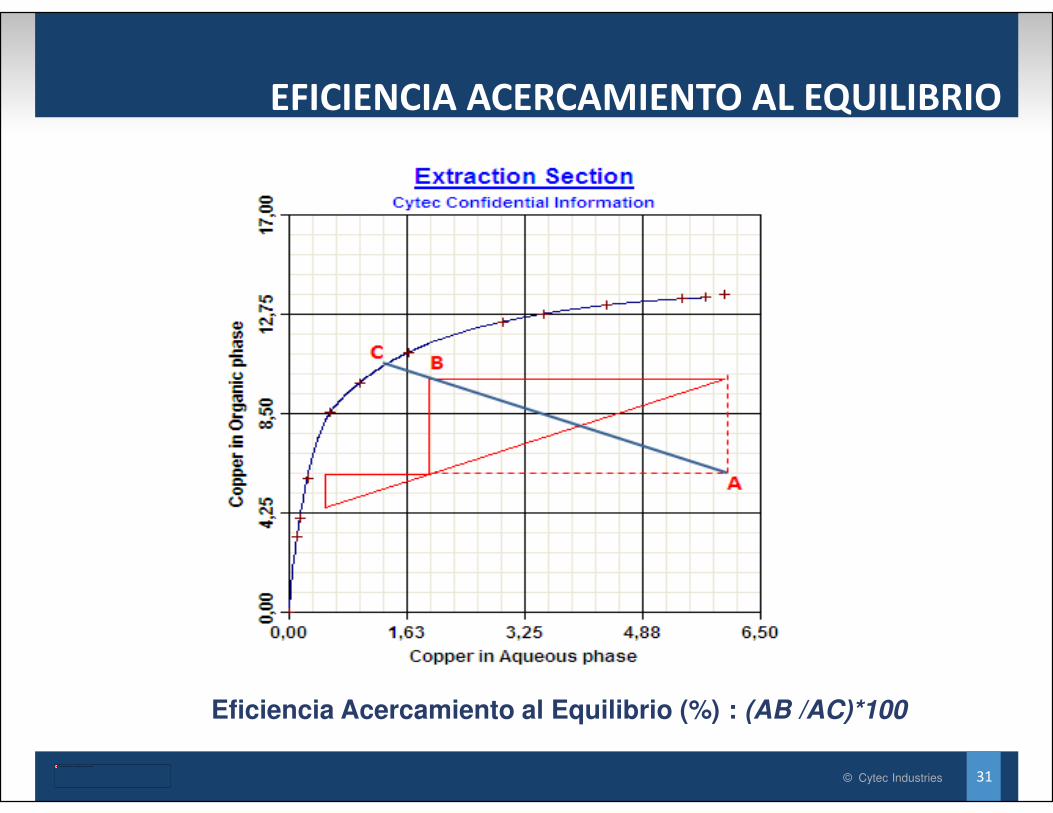
EFICIENCIA ACERCAMIENTO AL EQUILIBRIO• La eficiencia por etapa entrega una indicación sobre la forma en
que se están mezclando las soluciones y su acercamiento alequilibrio.
• La ventaja de monitorear frecuentemente la EAE es la capacidadde actuar a tiempo y mitigar los efectos de condicionesoperacionales adversas, tales como:
– Descenso de la temperatura de proceso.– Nivel de agitación deficiente en mezcladores.– Deterioro de las propiedades físico química de la fase orgánica.– Baja tensión interfacial, alta viscosidad– Deterioro de propiedades física química de la fase acuosa.– Aumento de impurezas, aumento de viscosidad.
• Si se puede actuar sobre estas variables e incrementar EAE, estopermitirá mantener la meta de producción, menores costo porconsumo de extractante y menor contaminación del electrolito.
No se puede mostrar la imagen en este momento.
31© Cytec Industries
No se puede mostrar la imagen en este momento.
EFICIENCIA ACERCAMIENTO AL EQUILIBRIO
Eficiencia Acercamiento al Equilibrio (%) : (AB /AC)*100
No se puede mostrar la imagen en este momento.
32© Cytec Industries
No se puede mostrar la imagen en este momento.
ASPECTOS CINÉTICOSLa cinética de procesos metalúrgicos y químicos comúnmente se encuentran gobernadospor tres aspectos que controlan la velocidad del proceso:
- Difusión de los productos o reactantes desde el seno de la solución (capa limite).(convección externa agitación)
- Difusión en la capa producto (oxima libre en interfaz)- Reacción química
Para SX del Cu las posibles limitancias se encuentran en la reacción química y estasdependen principalmente de tres variables de la naturaleza de las molecular delextractante, temperatura y presión.
Las aldoximas tienen una mayor cinética de reacción que la cetoxima , debido al volumendel grupo funcional (metilo v/s Hidrogeno) y a los efectos electrónicos de su molécula.
Debido a lo anterior, es que un reactivo basado en aldoximas tiene una cinética mayorque los basados en cetoxima y esto se ve reflejado en la variable EAE, influyendo demanera directa en la recuperación de SX.
No se puede mostrar la imagen en este momento.
33© Cytec Industries
No se puede mostrar la imagen en este momento.
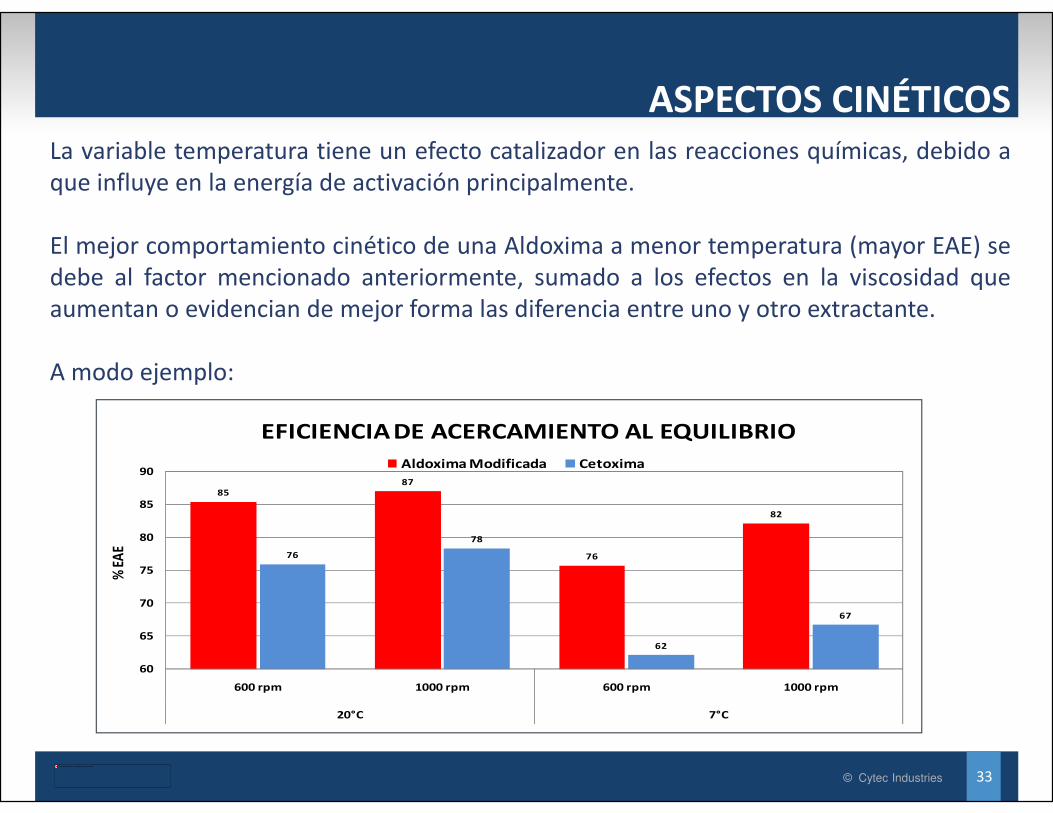
ASPECTOS CINÉTICOSLa variable temperatura tiene un efecto catalizador en las reacciones químicas, debido aque influye en la energía de activación principalmente.
El mejor comportamiento cinético de una Aldoxima a menor temperatura (mayor EAE) sedebe al factor mencionado anteriormente, sumado a los efectos en la viscosidad queaumentan o evidencian de mejor forma las diferencia entre uno y otro extractante.
A modo ejemplo:
8587
76
82
76
78
62
67
60
65
70
75
80
85
90
600 rpm 1000 rpm 600 rpm 1000 rpm
20°C 7°C
% E
AE
EFICIENCIA DE ACERCAMIENTO AL EQUILIBRIO
Aldoxima Modificada Cetoxima
No se puede mostrar la imagen en este momento.
34© Cytec Industries
No se puede mostrar la imagen en este momento.
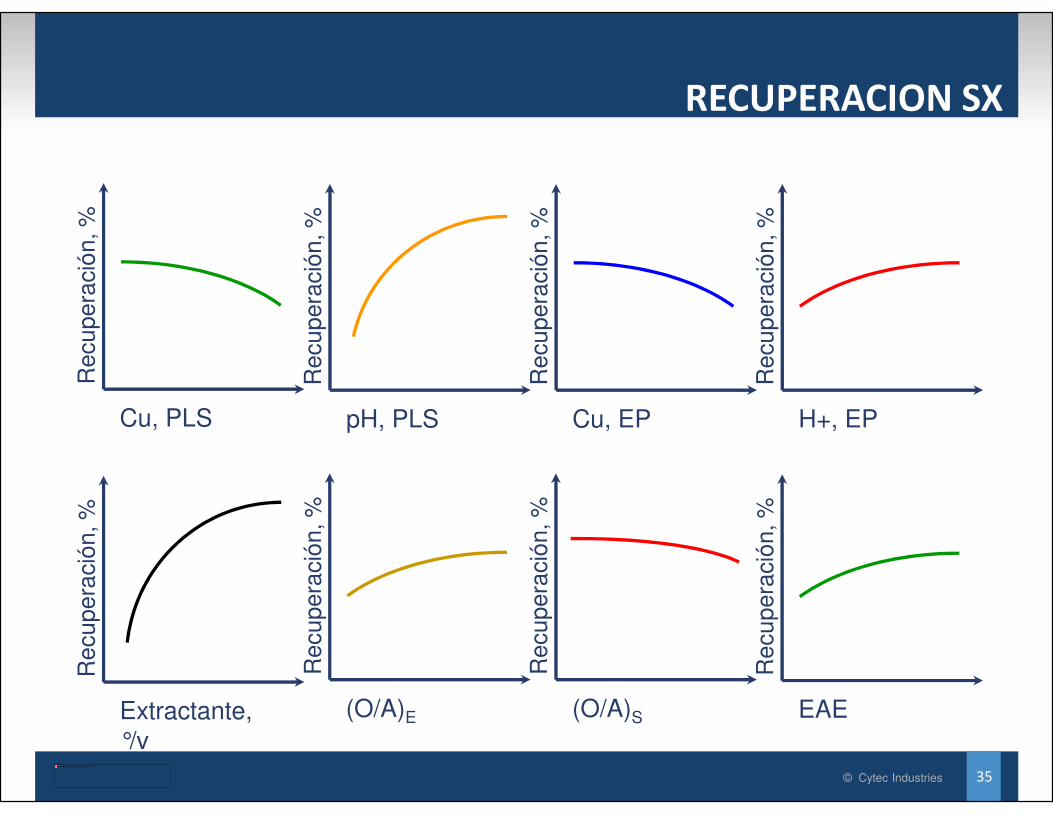
RECUPERACION SX
La Recuperación SX se encuentra en función de las siguientesVariables:
• Cu PLS
• pH PLS
• Cu EP
• H+ EP
• % Extractante
• O/A externa (extracción y reextracción)
• EAE (tipo de oxima)
• Temperatura
No se puede mostrar la imagen en este momento.
35© Cytec Industries
No se puede mostrar la imagen en este momento.
Cu, PLS
Re
cu
pera
ció
n, %
pH, PLS
Re
cu
pera
ció
n, %
Cu, EP
Re
cu
pera
ció
n, %
H+, EP
Re
cu
pera
ció
n, %
Extractante, °/v
Re
cu
pera
ció
n, %
(O/A)E
Re
cu
pera
ció
n, %
(O/A)S
Re
cu
pera
ció
n, %
EAE
Re
cu
pera
ció
n, %
RECUPERACION SX
No se puede mostrar la imagen en este momento.
36© Cytec Industries
No se puede mostrar la imagen en este momento.
Aspectos Operacionales
No se puede mostrar la imagen en este momento.
37© Cytec Industries
No se puede mostrar la imagen en este momento.
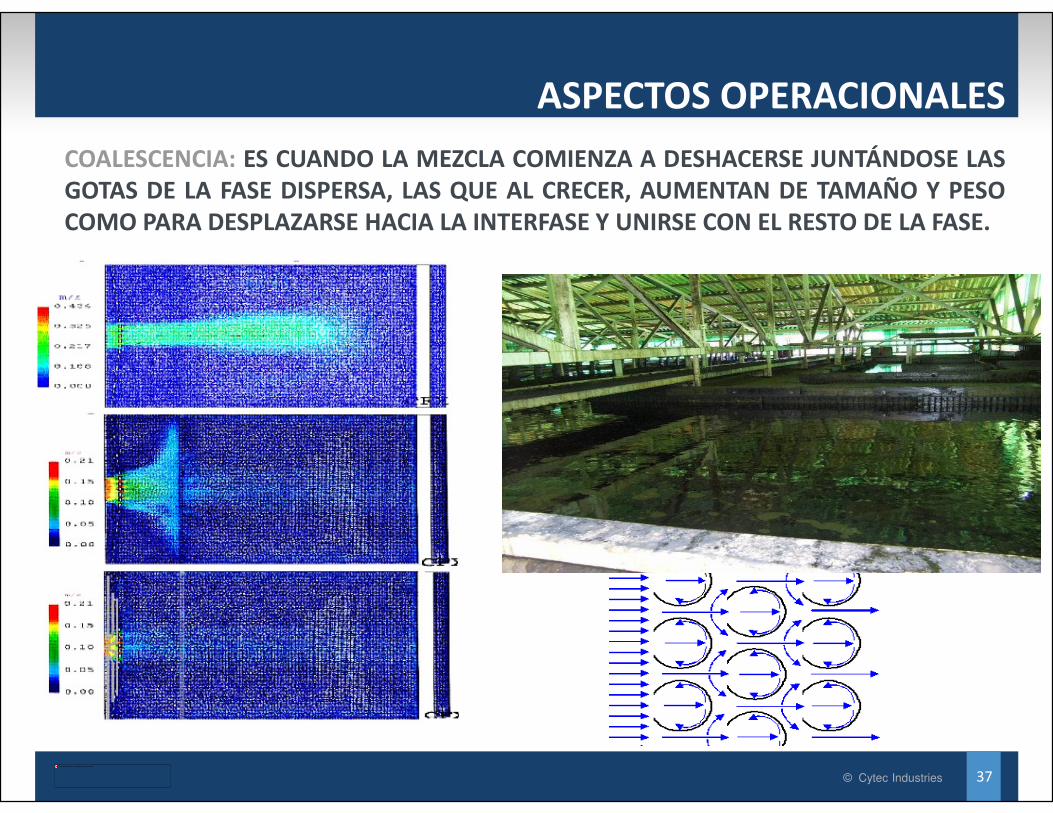
COALESCENCIA: ES CUANDO LA MEZCLA COMIENZA A DESHACERSE JUNTÁNDOSE LASGOTAS DE LA FASE DISPERSA, LAS QUE AL CRECER, AUMENTAN DE TAMAÑO Y PESOCOMO PARA DESPLAZARSE HACIA LA INTERFASE Y UNIRSE CON EL RESTO DE LA FASE.
ASPECTOS OPERACIONALES
No se puede mostrar la imagen en este momento.
38© Cytec Industries
No se puede mostrar la imagen en este momento.
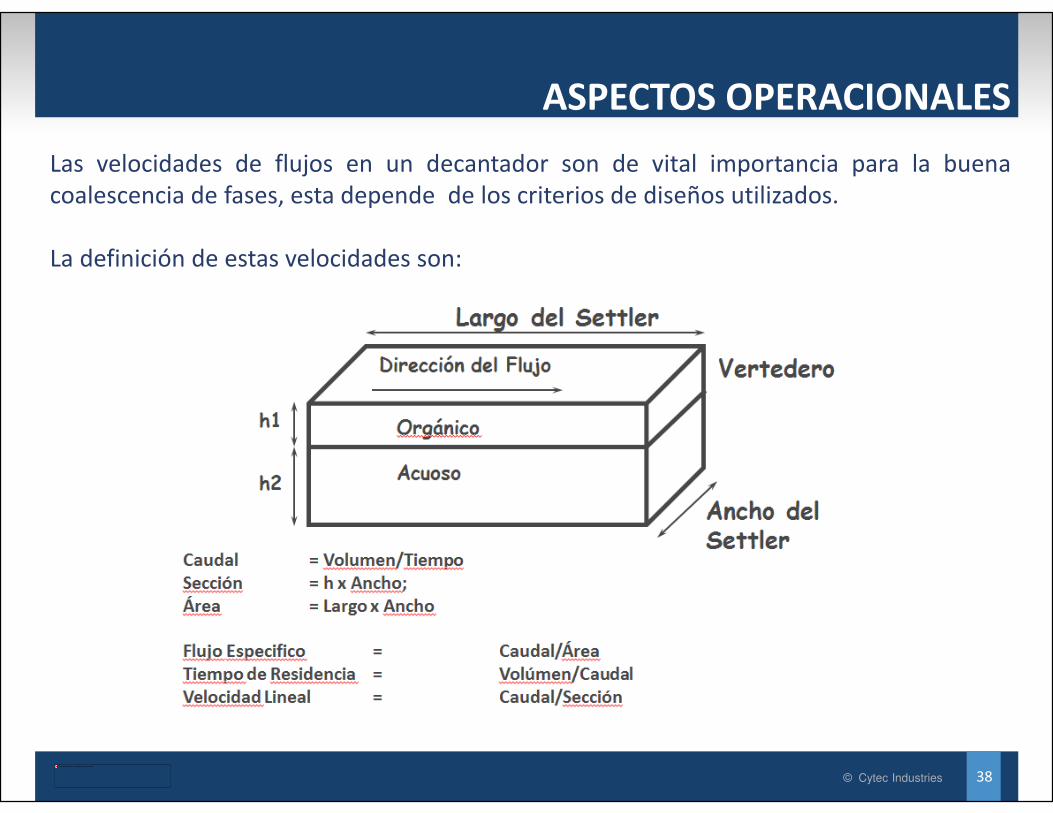
Las velocidades de flujos en un decantador son de vital importancia para la buenacoalescencia de fases, esta depende de los criterios de diseños utilizados.
La definición de estas velocidades son:
ASPECTOS OPERACIONALES
No se puede mostrar la imagen en este momento.
39© Cytec Industries
No se puede mostrar la imagen en este momento.
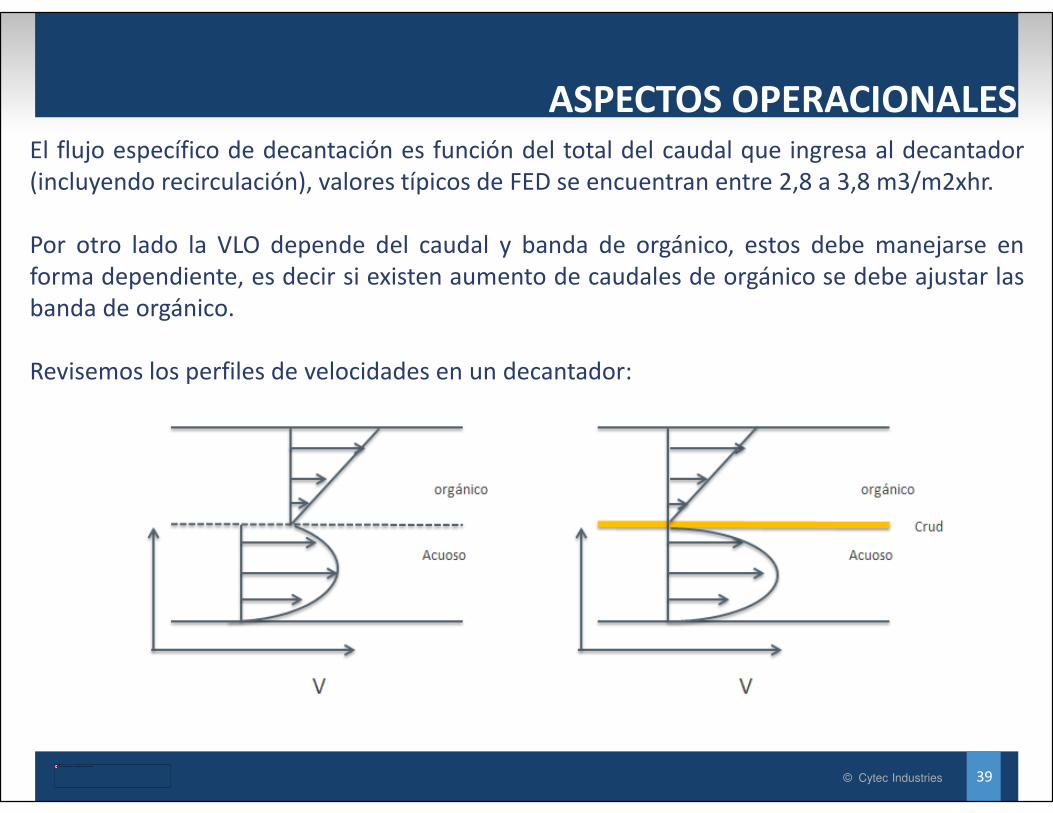
El flujo específico de decantación es función del total del caudal que ingresa al decantador(incluyendo recirculación), valores típicos de FED se encuentran entre 2,8 a 3,8 m3/m2xhr.
Por otro lado la VLO depende del caudal y banda de orgánico, estos debe manejarse enforma dependiente, es decir si existen aumento de caudales de orgánico se debe ajustar lasbanda de orgánico.
Revisemos los perfiles de velocidades en un decantador:
ASPECTOS OPERACIONALES
No se puede mostrar la imagen en este momento.
40© Cytec Industries
No se puede mostrar la imagen en este momento.
ARRASTRES O/A – A/O
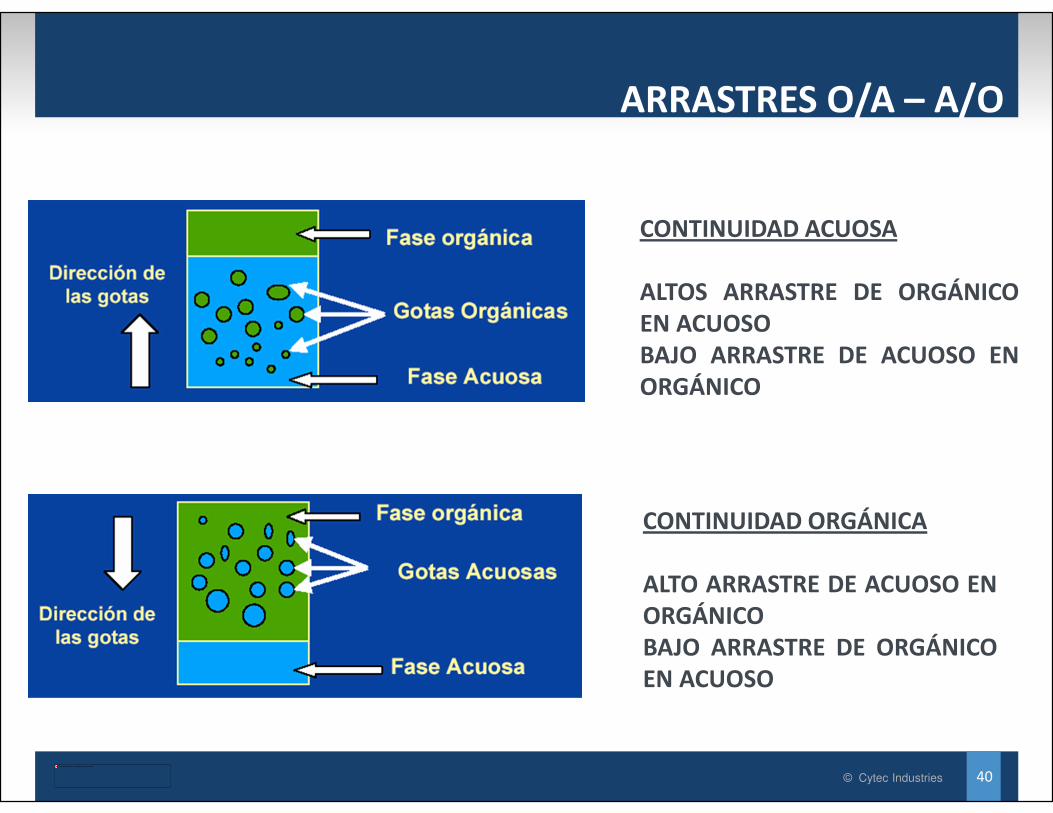
CONTINUIDAD ACUOSA
ALTOS ARRASTRE DE ORGÁNICOEN ACUOSOBAJO ARRASTRE DE ACUOSO ENORGÁNICO
CONTINUIDAD ORGÁNICA
ALTO ARRASTRE DE ACUOSO ENORGÁNICOBAJO ARRASTRE DE ORGÁNICOEN ACUOSO
No se puede mostrar la imagen en este momento.
41© Cytec Industries
No se puede mostrar la imagen en este momento.
DE QUE DEPENDEN LOS ARRASTRES:
- VLO- FED- CALIDAD DE LA FASE ORGÁNICA- VISCOSIDAD DE LA SOLUCIÓN- TEMPERATURA- AGITACIÓN- NIVELES DE CRUD- CONDICIÓN DE OPERACIÓN DE EQUIPOS (LIMPIEZA PICKET FENCE,
DECANTADOR, ETC.)- CONTINUIDAD DE FASES- FENÓMENOS DE DEGRADACIÓN Y NITRACIÓN- EVENTOS OPERACIONALES
ARRASTRES O/A – A/O
41
No se puede mostrar la imagen en este momento.
42© Cytec Industries
No se puede mostrar la imagen en este momento.
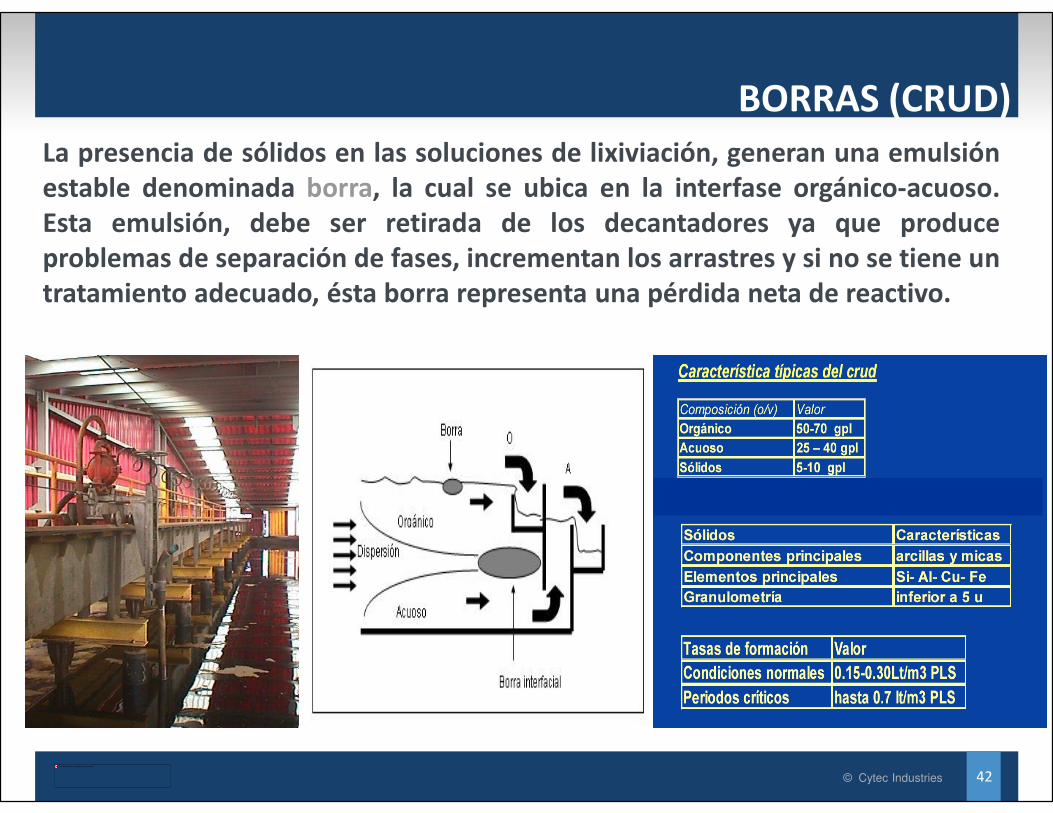
BORRAS (CRUD)La presencia de sólidos en las soluciones de lixiviación, generan una emulsiónestable denominada borra, la cual se ubica en la interfase orgánico-acuoso.Esta emulsión, debe ser retirada de los decantadores ya que produceproblemas de separación de fases, incrementan los arrastres y si no se tiene untratamiento adecuado, ésta borra representa una pérdida neta de reactivo.
No se puede mostrar la imagen en este momento.
43© Cytec Industries
No se puede mostrar la imagen en este momento.
Características del Orgánico
No se puede mostrar la imagen en este momento.
44© Cytec Industries
No se puede mostrar la imagen en este momento.
Existen cinco clases de reactivos orgánicos,
a) Quelanteb) Acido orgánicoc) Sustitución del liganted) Extracción neutra o solvatantee) Formación de par iónico.
Reactivos orgánicos del tipo Quelante
Quelato significa pinzas, el extractante enlaza químicamente elion metálico en dos sitios, de manera similar como se toma unobjeto entre el dedo pulgar e índice. para lograr el enlace con elion metálico, por cada molécula de extractante se libera de un ionhidrógeno, de acuerdo a la reacción:
CLASIFICACIÓN GENERAL REACTIVOS ORGÁNICOS
No se puede mostrar la imagen en este momento.
45© Cytec Industries
No se puede mostrar la imagen en este momento.
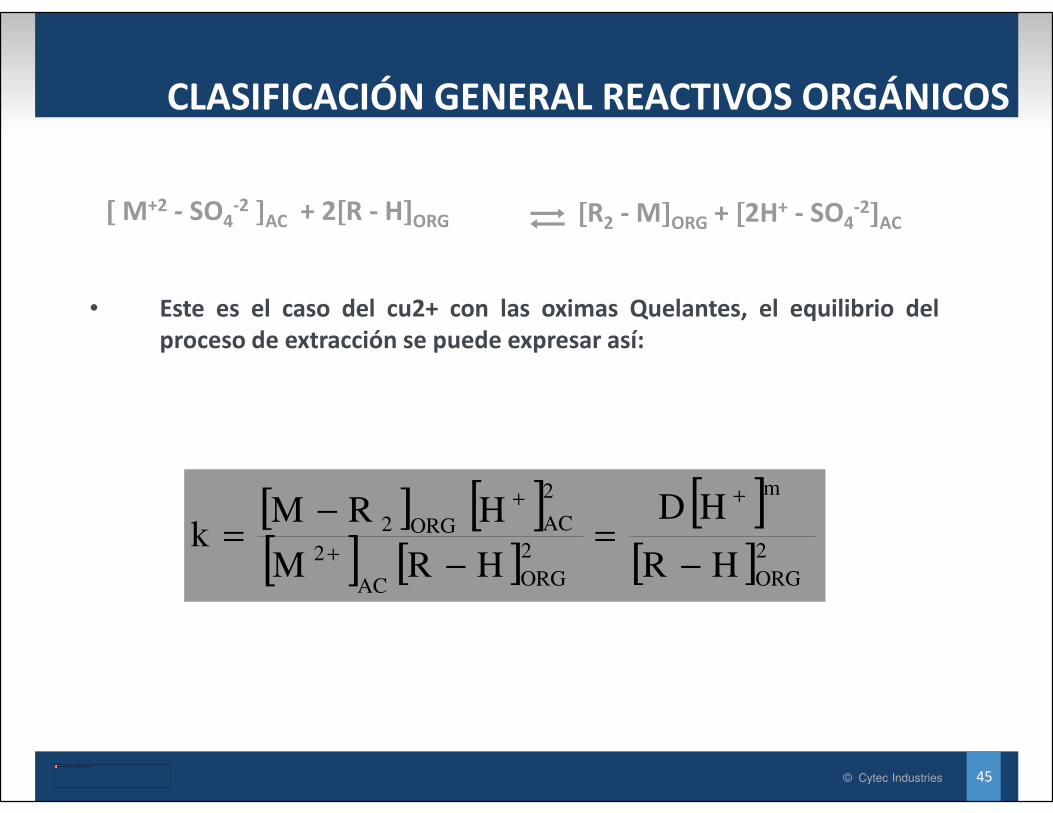
• Este es el caso del cu2+ con las oximas Quelantes, el equilibrio delproceso de extracción se puede expresar así:
[ ] [ ][ ] [ ]
[ ][ ]2
ORG
m
2
ORGAC
2
2
ACORG2
HR
HD
HRM
HRMk
−=
−
−=
+
+
+
[[[[ M+2 - SO4-2 ]]]]AC + 2[[[[R - H]]]]ORG [[[[R2 - M]]]]ORG + [[[[2H+ - SO4
-2]]]]AC
CLASIFICACIÓN GENERAL REACTIVOS ORGÁNICOS
No se puede mostrar la imagen en este momento.
46© Cytec Industries
No se puede mostrar la imagen en este momento.
EL EXTRACTANTE DEBE CONTAR CON UNA COMBINACIÓN DE LAS SIGUIENTES
CARACTERÍSTICAS IDEALES:
1. SER ALTAMENTE SELECTIVOS
2. SER INMISCIBLE CON LAS SOLUCIONES ACUOSAS
3. SEPARARSE FÁCILMENTE DE LA FASE ACUOSA
4. FÁCIL REGENERACIÓN EN SUS CARACTERÍSTICAS FÍSICO-QUÍMICAS
5. CARGAR Y DESCARGAR EL METAL LO BASTANTE RÁPIDO
6. SER SOLUBLE EN DILUYENTES ORGÁNICOS
7. NO SER INFLAMABLE, TÓXICO, VOLÁTIL, CANCERÍGENO, CONTAMINANTE.
8. NO DEBE PROMOVER EMULSIONES ESTABLES.
9. DEBE TENER UN COSTO ECONÓMICAMENTE ACEPTABLE.
CARACTERISTICAS DEL EXTRACTANTE
No se puede mostrar la imagen en este momento.
47© Cytec Industries
No se puede mostrar la imagen en este momento.
LA FASE ORGÁNICA ESTÁ CONFORMADA POR EL EXTRACTANTE, SOLVENTE Y MODIFICADOR EN
ALGUNOS CASOS, LOS EXTRACTANTES REQUIEREN SER DILUIDOS. EL SOLVENTE REDUCE LA
VISCOSIDAD DEL ORGÁNICO, ADEMÁS, DE DISMINUIR LA CONCENTRACIÓN DEL EXTRACTANTE. CUYAS
CARACTERÍSTICAS SE MENCIONAN A CONTINUACIÓN:
1- SOLUBILIZAR AL EXTRACTANTE Y AL COMPLEJO ÓRGANO-METÁLICO FORMADO.
2- SER INSOLUBLE EN LA FASE ACUOSA.
3- TENER BAJA VISCOSIDAD.
4.- TENER UNA DENSIDAD QUE FAVOREZCA LA SEPARACIÓN DE FASES.
5- SER QUÍMICAMENTE ESTABLE BAJO TODAS LAS CONDICIONES DEL CIRCUITO.
6- TENER UN ALTO PUNTO DE INFLAMACIÓN (FLASHPOINT).
7- TENER BAJAS PÉRDIDAS POR EVAPORACIÓN.
8- NO INTERFERIR EN LAS REACCIONES DE EXTRACCIÓN Y DESCARGA DEL METAL.
9- ESTAR DISPONIBLE CON FACILIDAD, EN GRANDES CANTIDADES Y A BAJO COSTO.
CARACTERISTICAS DEL SOLVENTE
No se puede mostrar la imagen en este momento.
48© Cytec Industries
No se puede mostrar la imagen en este momento.
Química Orgánica Extractantes
No se puede mostrar la imagen en este momento.
49© Cytec Industries
No se puede mostrar la imagen en este momento.
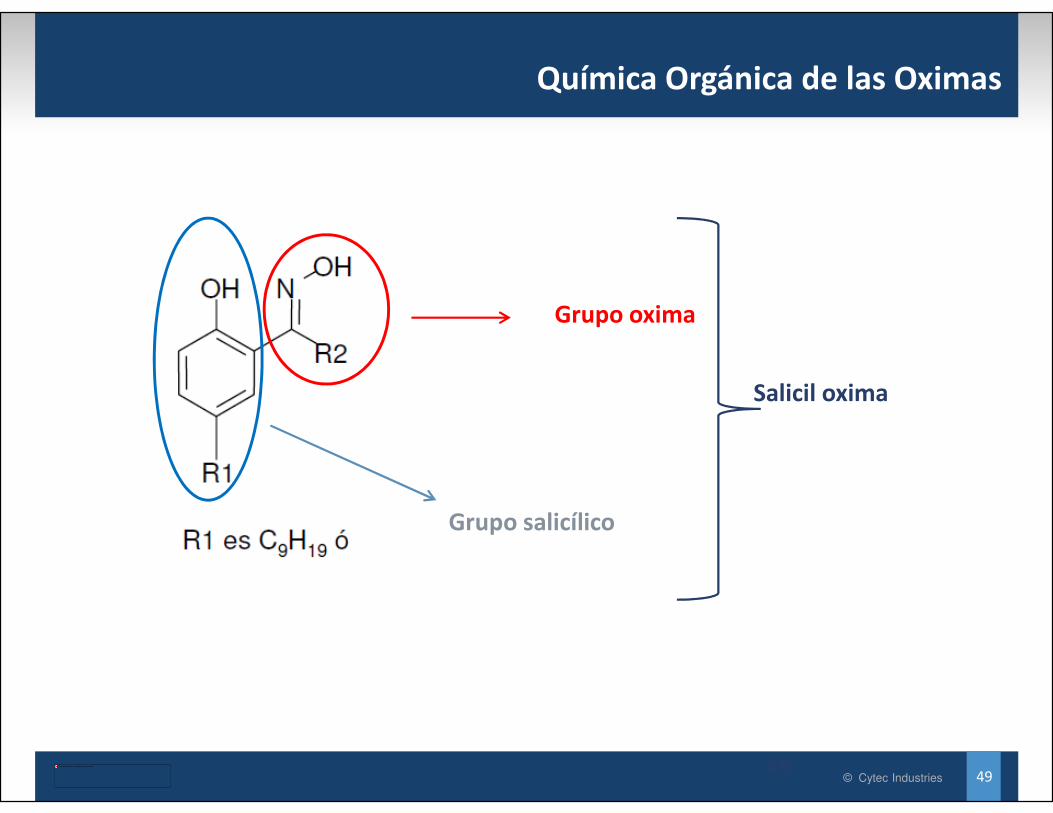
Grupo oxima
Grupo salicílico
Salicil oxima
Química Orgánica de las Oximas
49
No se puede mostrar la imagen en este momento.
50© Cytec Industries
No se puede mostrar la imagen en este momento.
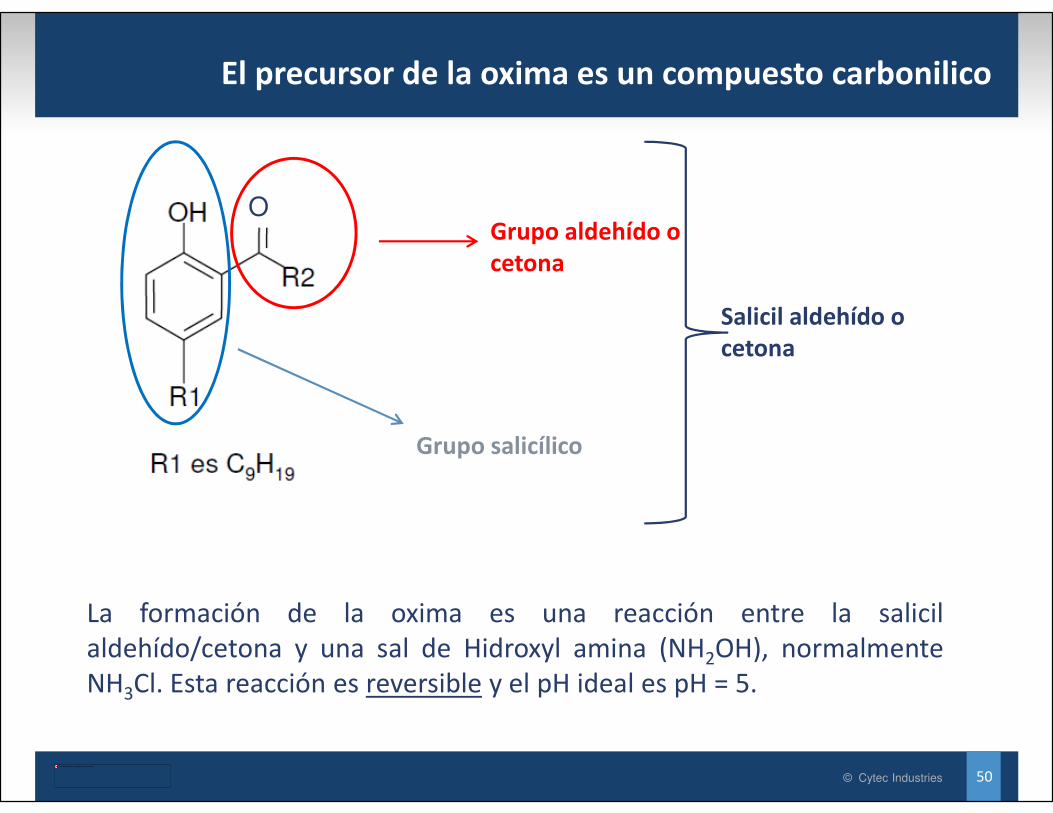
Grupo salicílico
Salicil aldehído o cetona
OGrupo aldehído o cetona
El precursor de la oxima es un compuesto carbonilico
La formación de la oxima es una reacción entre la salicilaldehído/cetona y una sal de Hidroxyl amina (NH2OH), normalmenteNH3Cl. Esta reacción es reversible y el pH ideal es pH = 5.
No se puede mostrar la imagen en este momento.
51© Cytec Industries
No se puede mostrar la imagen en este momento.
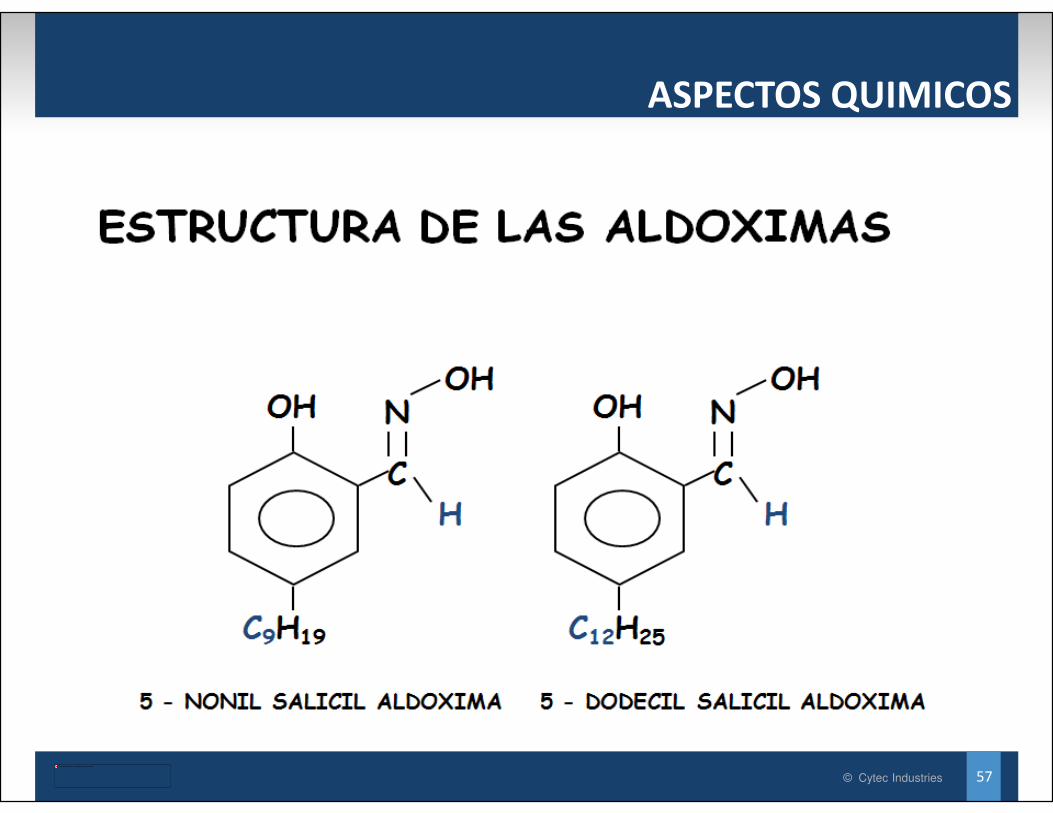
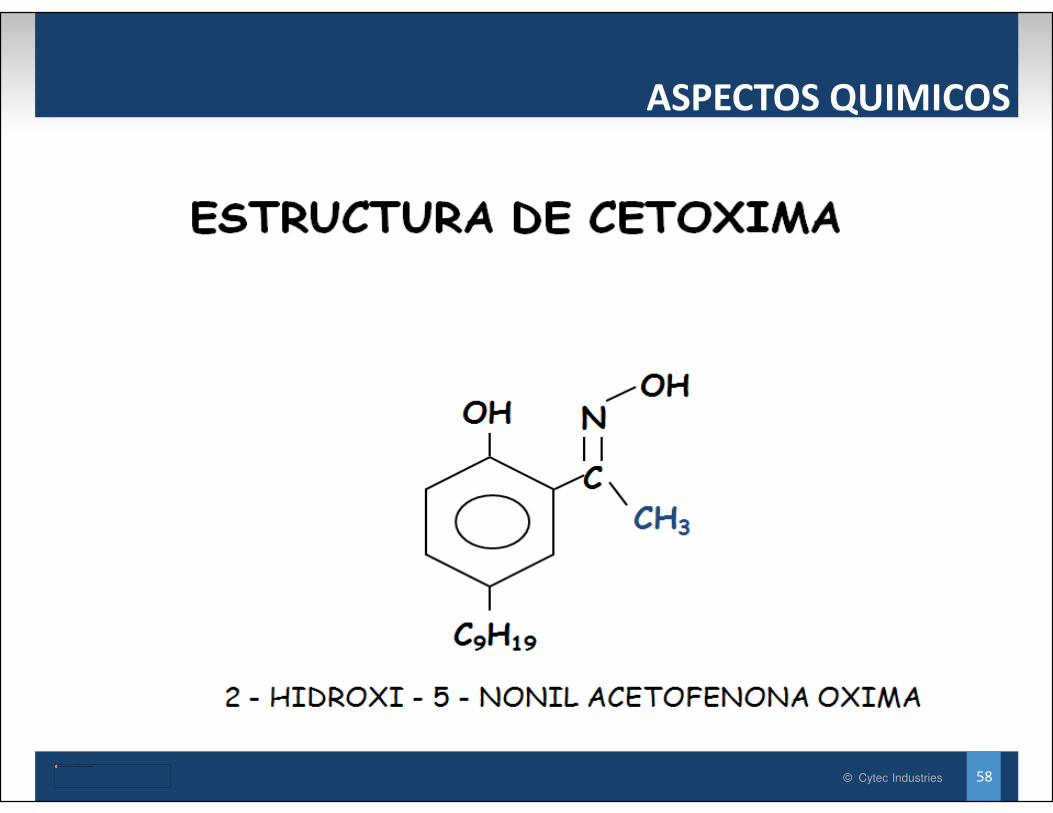
ASPECTOS QUIMICOS
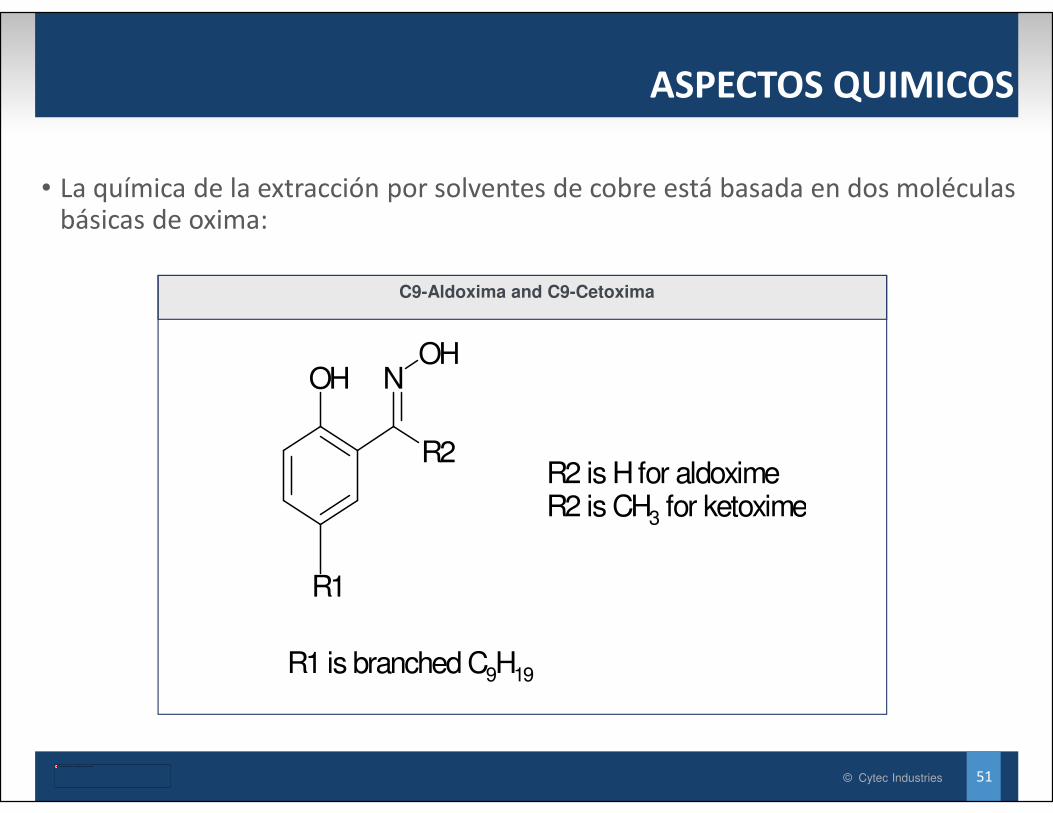
• La química de la extracción por solventes de cobre está basada en dos moléculas básicas de oxima:
OH
R2
NOH
R1
R1 is branched C9H19
or branched C H
R2 is H for aldoximeR2 is CH3 for ketoxime
C9-Aldoxima and C9-Cetoxima
No se puede mostrar la imagen en este momento.
52© Cytec Industries
No se puede mostrar la imagen en este momento.
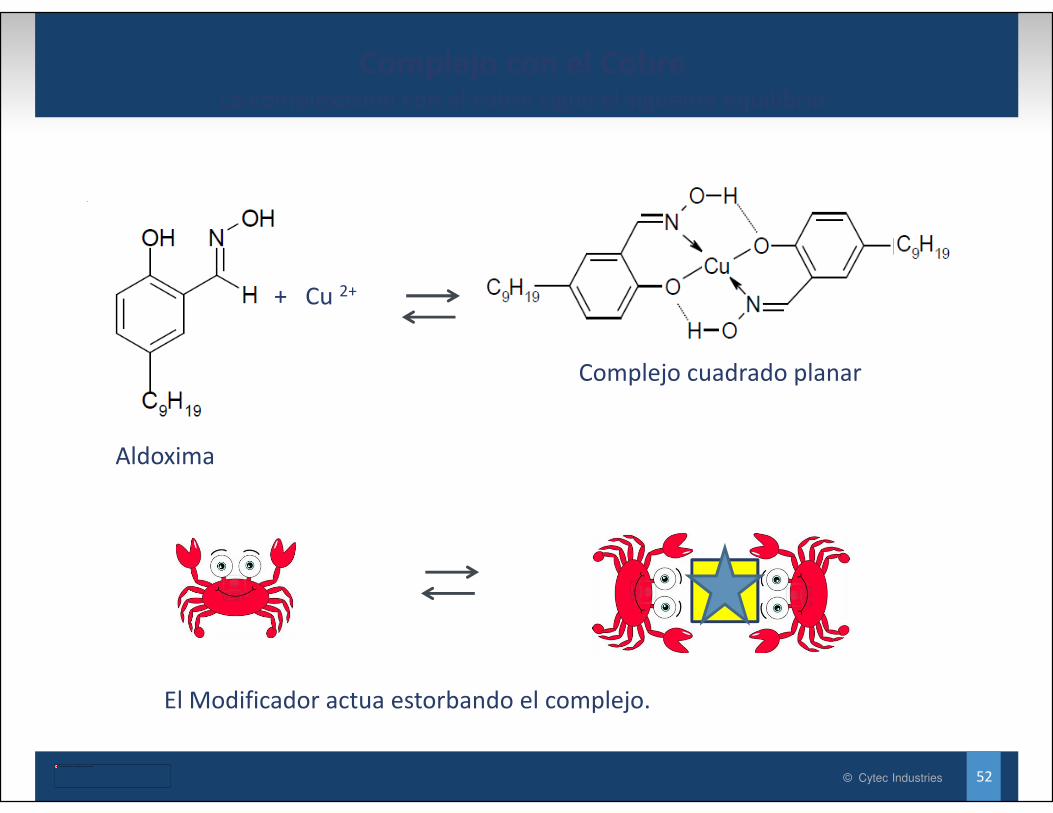
Complejo con el CobreLa complexacion con el cobre sigue el siguente equilibrio
El Modificador actua estorbando el complejo.
+ Cu 2+
Aldoxima
Complejo cuadrado planar
No se puede mostrar la imagen en este momento.
53© Cytec Industries
No se puede mostrar la imagen en este momento.
• Aldoximas son extractantes “fuertes”.
– Forman un complejo muy fuerte con cobre, lo que permite, unaextracción de cobre eficiente aún a bajo pH.
– Por lo mismo, la reextracción eficiente requiere de mayoresniveles de ácido en electrolito
• Cetoximas son extractantes “débiles”.
– Forman un complejo mas débil con cobre, por lo que nopresenta una extracción eficiente a bajo pH.
– Por otro lado, la reextración es mas eficiente aún a niveles masbajos de ácido en electrolito.
ASPECTOS QUIMICOS
No se puede mostrar la imagen en este momento.
54© Cytec Industries
No se puede mostrar la imagen en este momento.
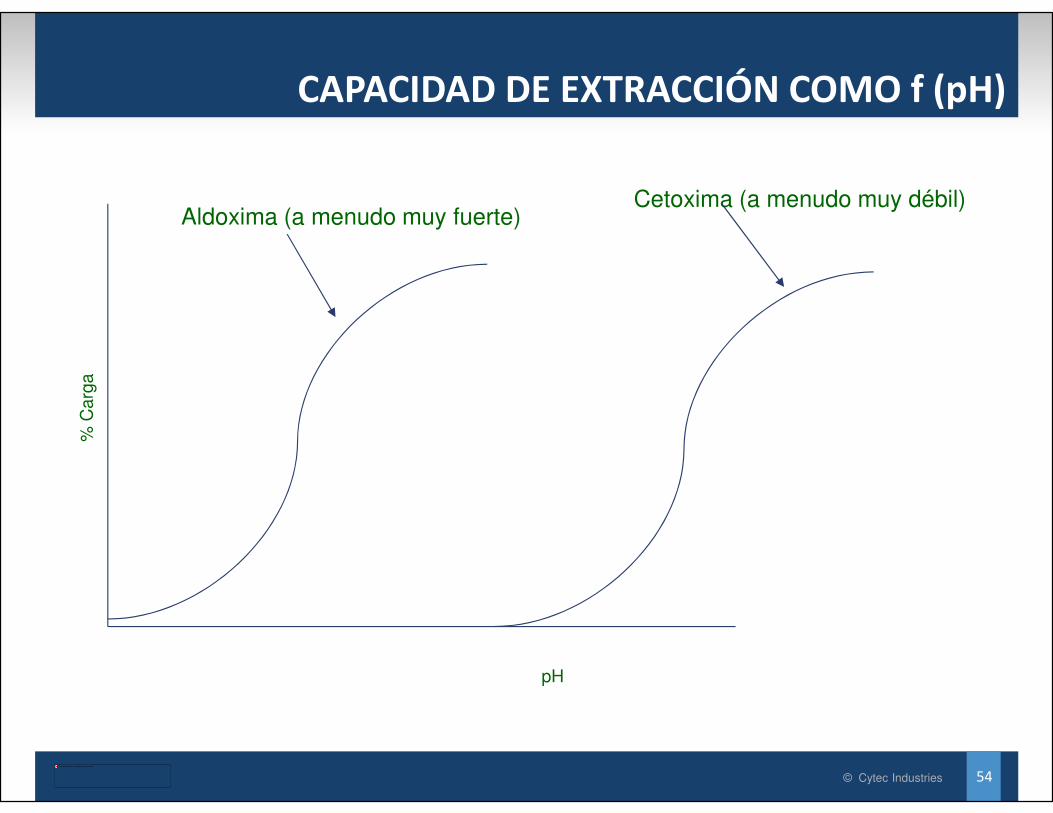
Cetoxima (a menudo muy débil)
pH
% C
arg
a
Aldoxima (a menudo muy fuerte)
CAPACIDAD DE EXTRACCIÓN COMO f (pH)
No se puede mostrar la imagen en este momento.
55© Cytec Industries
No se puede mostrar la imagen en este momento.
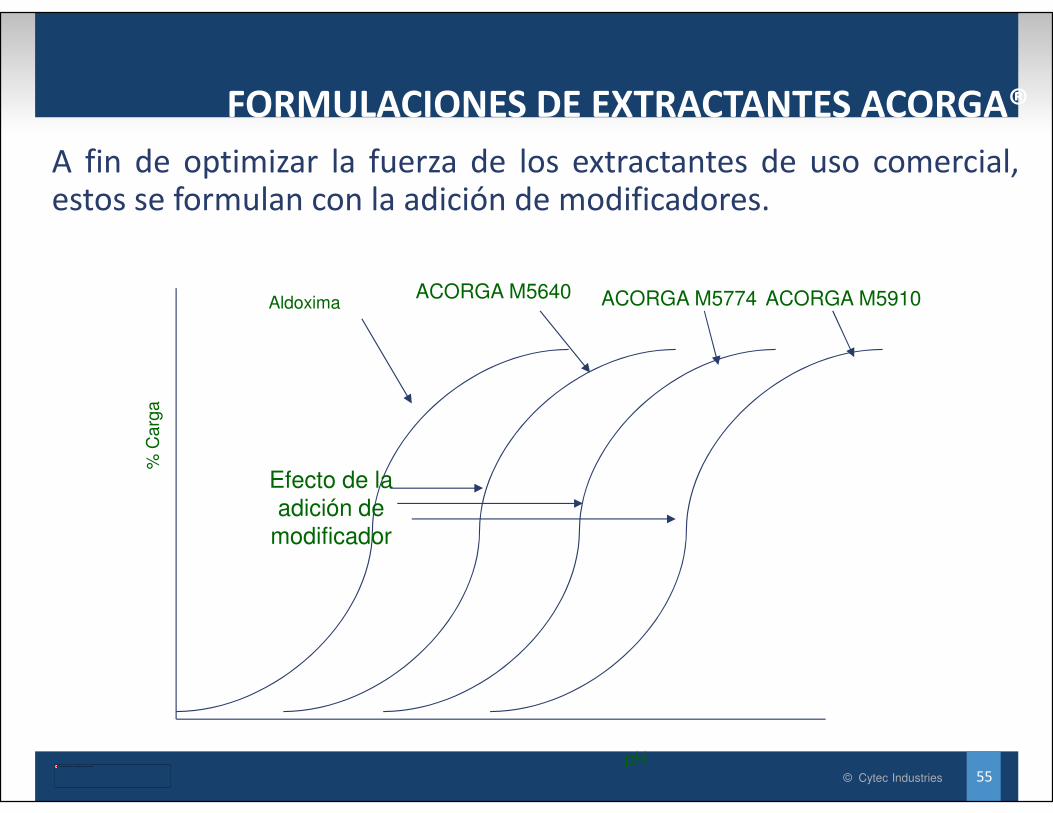
FORMULACIONES DE EXTRACTANTES ACORGA®
pH
% C
arg
a
Aldoxima ACORGA M5910
Efecto de la adición de
modificador
ACORGA M5774ACORGA M5640
A fin de optimizar la fuerza de los extractantes de uso comercial,estos se formulan con la adición de modificadores.
No se puede mostrar la imagen en este momento.
56© Cytec Industries
No se puede mostrar la imagen en este momento.
SELECCIÓN DE LA FORMULACIÓN
• Las formulaciones fuertes favorecen:– PLS mas concentrado
– PLS con menor pH
– Mayor acidez en electrolito
– Pocas etapas de extracción
– Mas etapas de reextracción
– Mayor recuperación esperada
• Las formulaciones débiles favorecen:– PLS de alto pH
– Electrolito de bajo ácido
– Mas etapas de extracción
– Menos etapas de reextracción
– Menor expectativa de recuperación
La selección de la “fuerza” del extractante debe
seguir la siguientes reglas generales:
56
No se puede mostrar la imagen en este momento.
57© Cytec Industries
No se puede mostrar la imagen en este momento.
ASPECTOS QUIMICOS
No se puede mostrar la imagen en este momento.
58© Cytec Industries
No se puede mostrar la imagen en este momento.
ASPECTOS QUIMICOS
No se puede mostrar la imagen en este momento.
59© Cytec Industries
No se puede mostrar la imagen en este momento.
Aspectos Relevantes
No se puede mostrar la imagen en este momento.
60© Cytec Industries
No se puede mostrar la imagen en este momento.
TRATAMIENTO CON ARCILLAS
Orgánico
Arcilla
A proceso
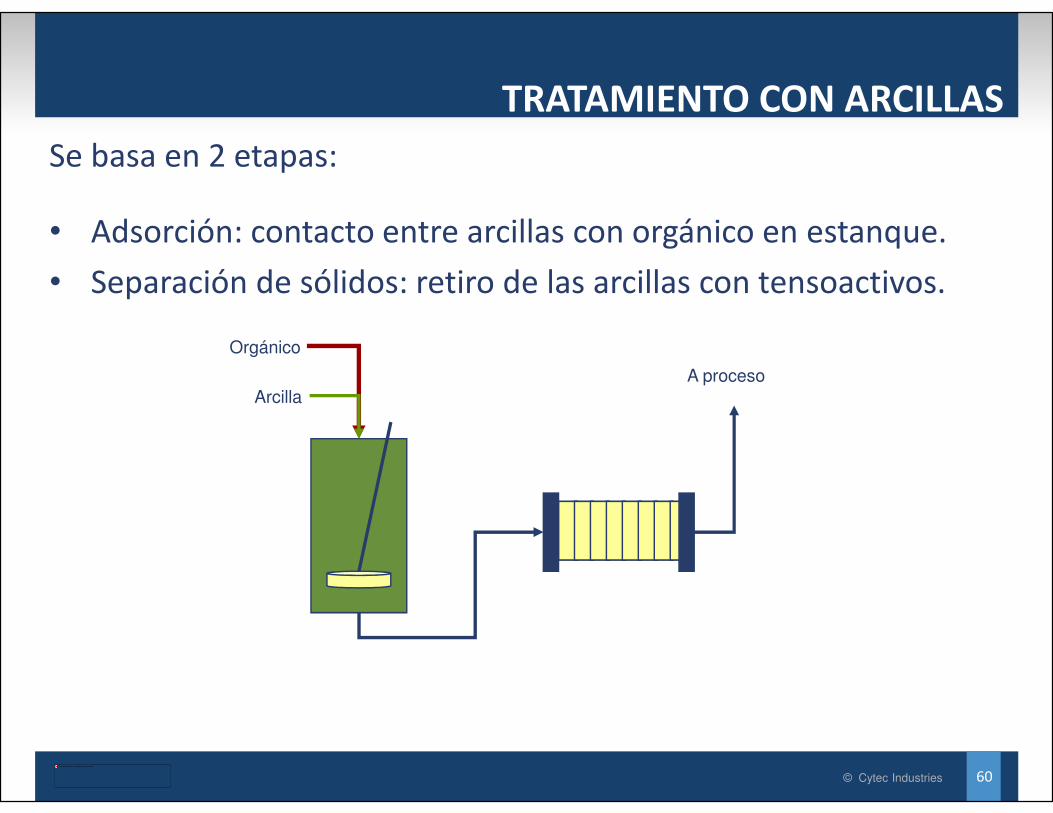
Se basa en 2 etapas:
• Adsorción: contacto entre arcillas con orgánico en estanque.
• Separación de sólidos: retiro de las arcillas con tensoactivos.
No se puede mostrar la imagen en este momento.
61© Cytec Industries
No se puede mostrar la imagen en este momento.
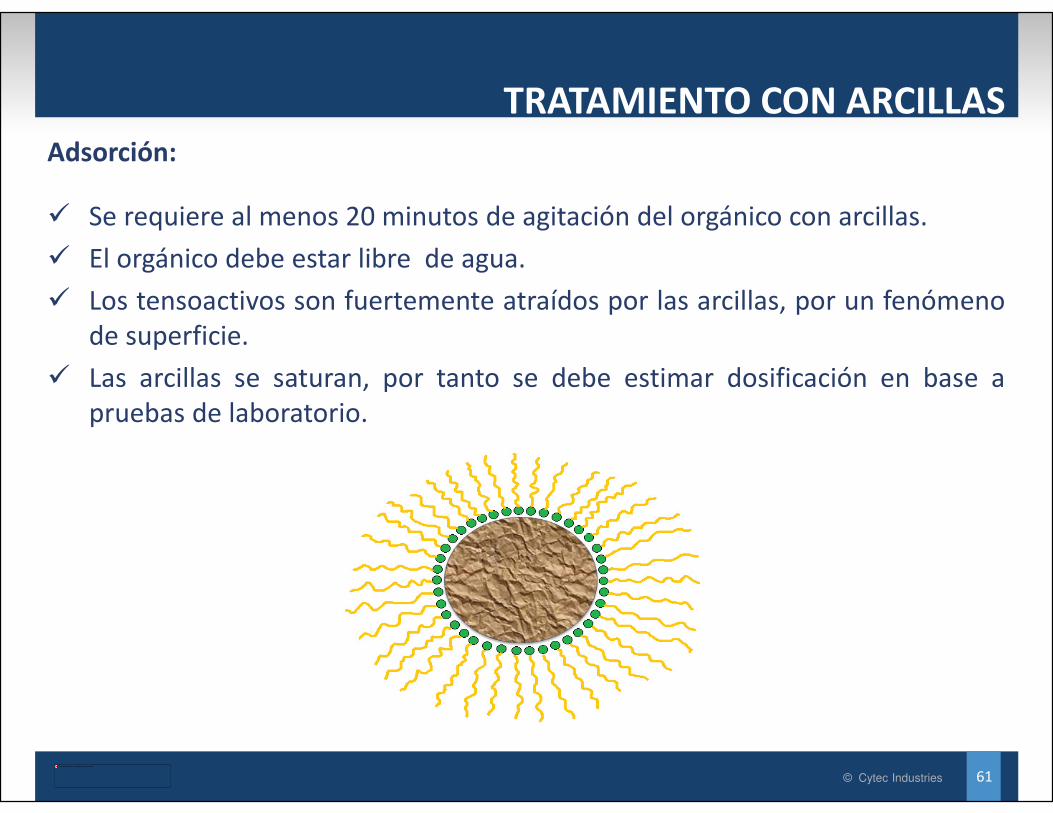
Adsorción:
� Se requiere al menos 20 minutos de agitación del orgánico con arcillas.
� El orgánico debe estar libre de agua.
� Los tensoactivos son fuertemente atraídos por las arcillas, por un fenómenode superficie.
� Las arcillas se saturan, por tanto se debe estimar dosificación en base apruebas de laboratorio.
TRATAMIENTO CON ARCILLAS
No se puede mostrar la imagen en este momento.
62© Cytec Industries
No se puede mostrar la imagen en este momento.
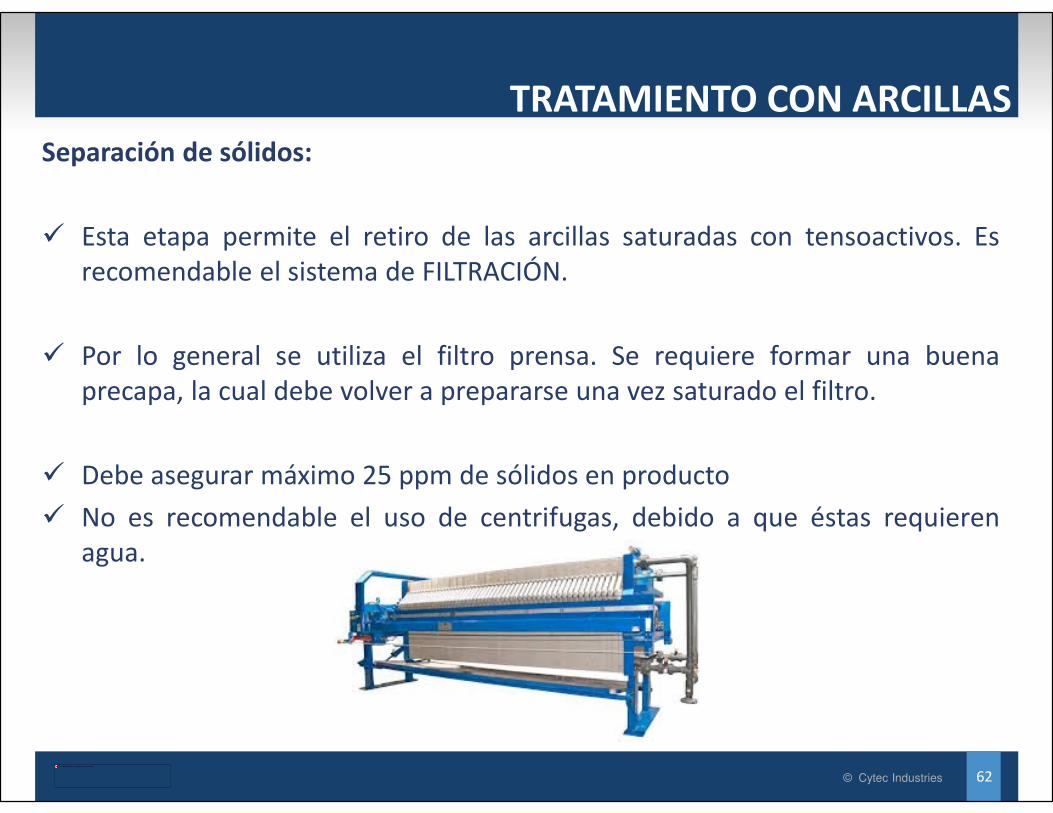
Separación de sólidos:
� Esta etapa permite el retiro de las arcillas saturadas con tensoactivos. Esrecomendable el sistema de FILTRACIÓN.
� Por lo general se utiliza el filtro prensa. Se requiere formar una buenaprecapa, la cual debe volver a prepararse una vez saturado el filtro.
� Debe asegurar máximo 25 ppm de sólidos en producto
� No es recomendable el uso de centrifugas, debido a que éstas requierenagua.
TRATAMIENTO CON ARCILLAS
No se puede mostrar la imagen en este momento.
63© Cytec Industries
No se puede mostrar la imagen en este momento.
Se deben diferenciar los tipos de orgánico a tratar:
1. Orgánico Planta:
• Se obtiene del sistema, por lo general orgánico cargado.
• requiere dosis de 5 – 50 Kg/m3 de arcillas
2. Orgánico Recuperado:
• Se obtiene del tratamiento de las borras, el recuperado de piscina de refino y sumideros.
• Presenta mayor nivel de tensoactivos
• requiere dosis mayores a 5 Kg/m3
TRATAMIENTO CON ARCILLAS