Expo completa Procesos(1).pptx
44
INTEGRANTES. MARCOS PEÑARANDA C.I: V.- 18.598.461 DANIEL CARREÑO C.I: V.- 17.348.231 JONATHAN FAJARDO C.I:V.- 21.134.736 REPÚBLICA BOLIVARIANA DE VENEZUELA. MINISTERIO DEL PODER POPULAR PARA LA DEFENSA. UNIVERSIDAD NACIONAL EXPERIMENTAL POLITÉCNICA DE LA FUERZA ARMADA NACIONAL NÚCLEO CARACAS – SEDE CHUAO. CÁTEDRA: PROCESOS DE FABRICACIÓN TALADRO
Transcript of Expo completa Procesos(1).pptx
INTEGRANTES.
MARCOS PEÑARANDA C.I: V.-18.598.461
DANIEL CARREÑO C.I: V.-17.348.231
JONATHAN FAJARDO C.I:V.- 21.134.736
JOSÉ D. TORRES C.I: V.-22.670.481
REPÚBLICA BOLIVARIANA DE VENEZUELA.MINISTERIO DEL PODER POPULAR PARA LA DEFENSA.
UNIVERSIDAD NACIONAL EXPERIMENTAL POLITÉCNICA DE LA FUERZA ARMADA NACIONAL
NÚCLEO CARACAS – SEDE CHUAO.CÁTEDRA: PROCESOS DE FABRICACIÓN
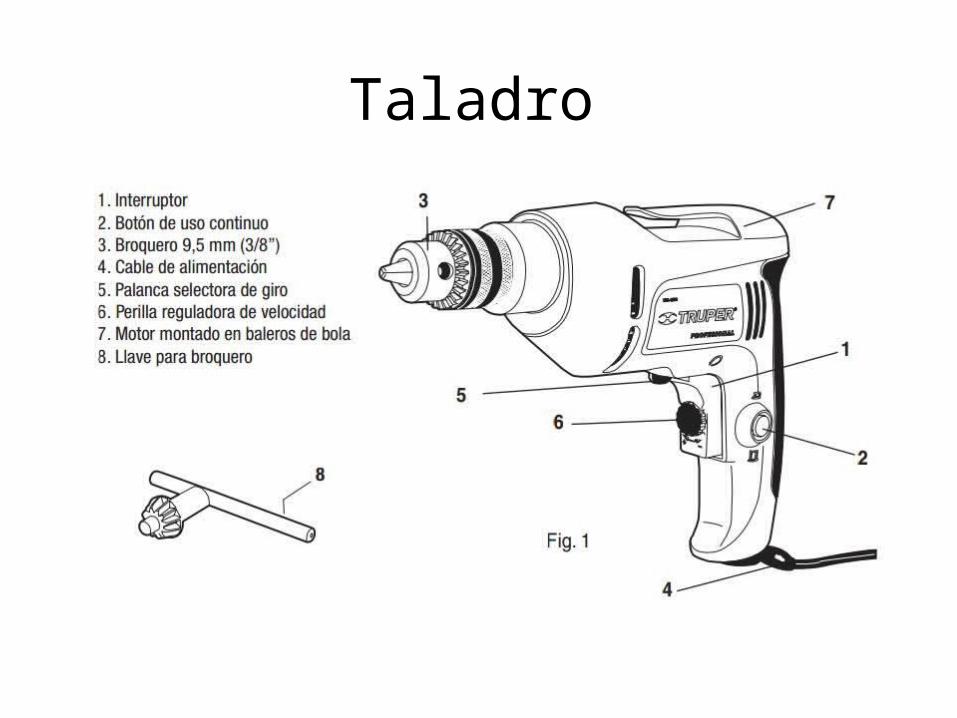
TALADRO
DefiniciónHerramienta que sirve para hacer agujeros en materiales duros mediante una broca, la broca se hace girar (por procedimientos mecánicos o eléctricos) y horada la superficie.
De todos los procesos de mecanizado, el taladrado es considerado como uno de los procesos más importantes debido a su amplio uso y facilidad de realización, puesto que es una de las operaciones de mecanizado más sencillas de realizar y que se hace necesario en la mayoría de componentes que se fabrican.
MovimientosEl de rotación de la broca que le imprime el motor eléctrico de la máquina a través de una transmisión por poleas y engranajes.
El de avance de penetración de la broca, que puede realizarse de forma manual sensitiva o de forma automática, si incorpora transmisión para hacerlo.
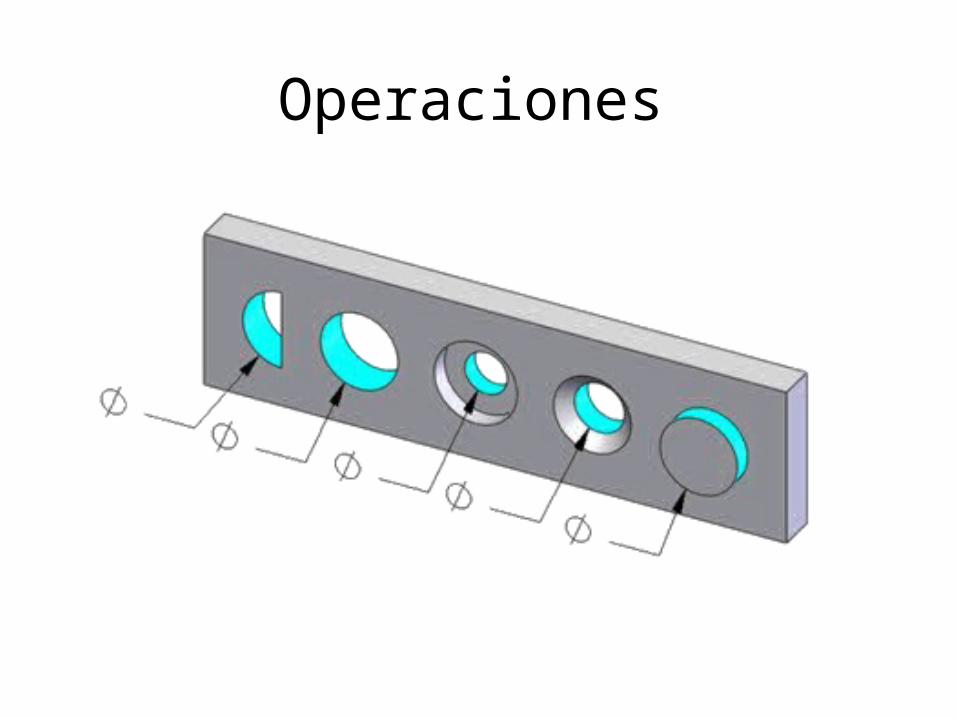
OperacionesAbocardado: Se produce un agujero escalonado en el cual un diámetro más grande sigue a un diámetro más pequeño parcialmente dentro del agujero. Se usa un abocardo para asentar las cabezas de los pernos dentro de un agujero, de manera que no sobresalgan de la superficie.
Avellanado: Es una operación similar al abocardado salvo que el escalón en el agujero tiene forma de cono para tornillos y pernos de cabeza plana
Centrado: También llamado taladrado central, esta operación taladra un agujero inicial para establecer con precisión el lugar donde se taladrará el siguiente agujero
Refrentado: Es una operación similar al fresado que se usa para suministrar una superficie maquinada plana en la pieza de trabajo en un área localizada

Operaciones
Operaciones
Taladro

BarrenadoConsiste en aumentar el diámetro de un agujero, con la finalidad de lograr precisión en las dimensiones, así como rectificar el eje del agujero.
Escariado
Es un proceso de arranque de viruta que se realiza para conseguir un buen acabado superficial con ciertas tolerancias dimensionales, o bien simplemente para agrandar agujeros que han sido previamente taladrados con una broca a un diámetro un poco inferior.
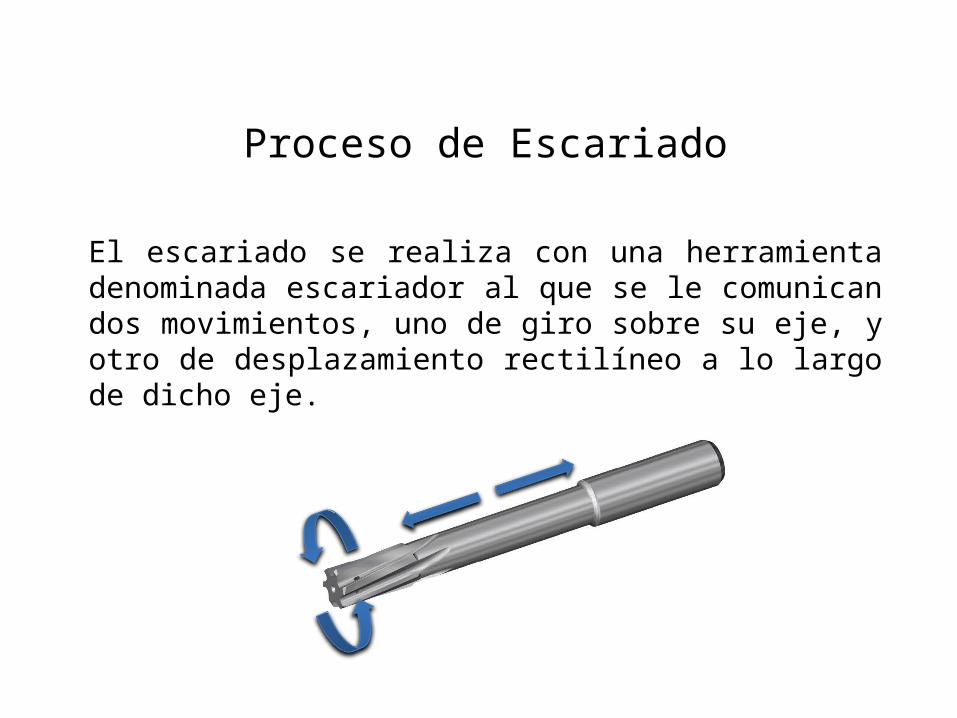
Proceso de Escariado
El escariado se realiza con una herramienta denominada escariador al que se le comunican dos movimientos, uno de giro sobre su eje, y otro de desplazamiento rectilíneo a lo largo de dicho eje.
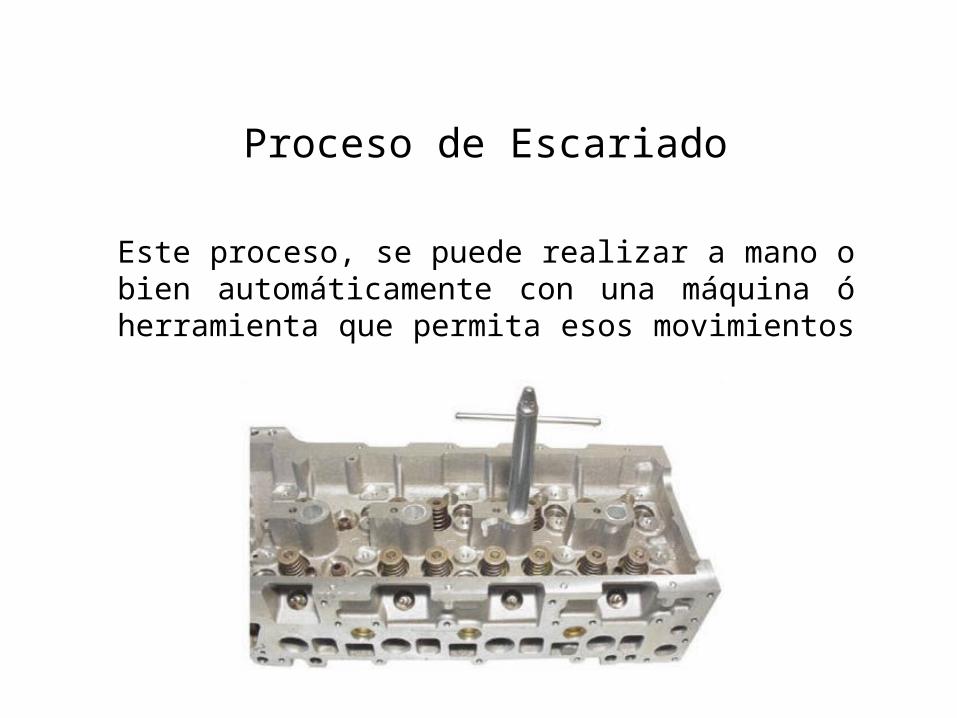
Proceso de Escariado
Este proceso, se puede realizar a mano o bien automáticamente con una máquina ó herramienta que permita esos movimientos
Cilindrado Interno
Comúnmente conocido como “Mandrinado”. Es un proceso que consiste en rebajar el diámetro interno de una pieza, por medio de una herramienta de corte instalada en un torno.

Cilindrado Interno
El mandrinado puede realizarse en varias máquinas de herramientas diferentes como el torno de cabeza giratoria, fresadoras, mandrinadoras y centros de mecanizado con una herramienta rotatoria.
Mandrinadora
Fresadora
Fileteado de Roscas
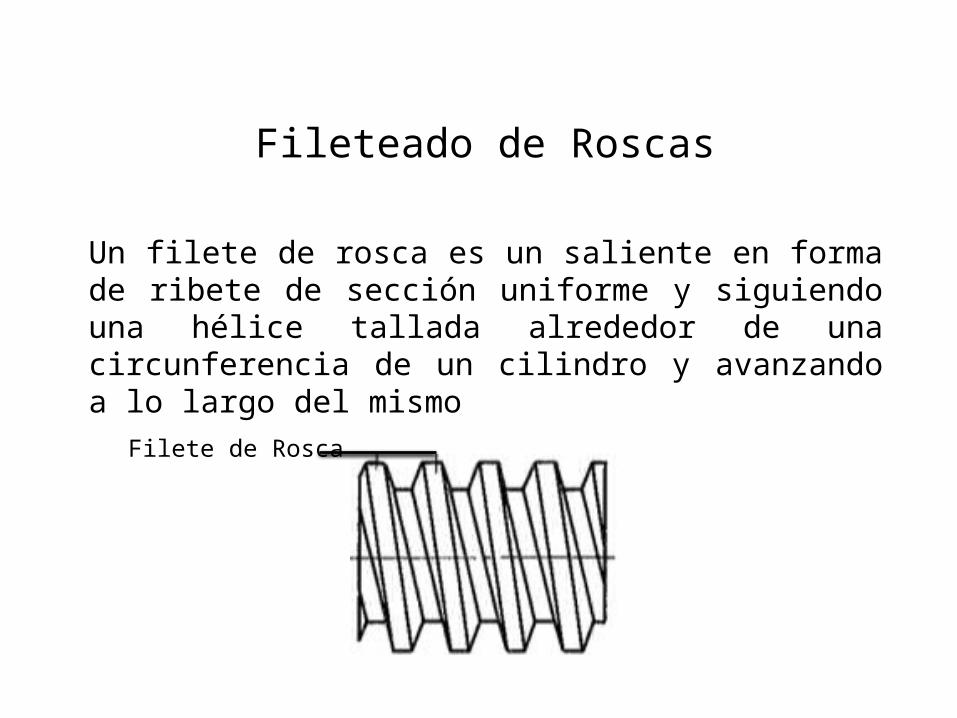
Un filete de rosca es un saliente en forma de ribete de sección uniforme y siguiendo una hélice tallada alrededor de una circunferencia de un cilindro y avanzando a lo largo del mismo
Filete de Rosca
Fileteado de Roscas
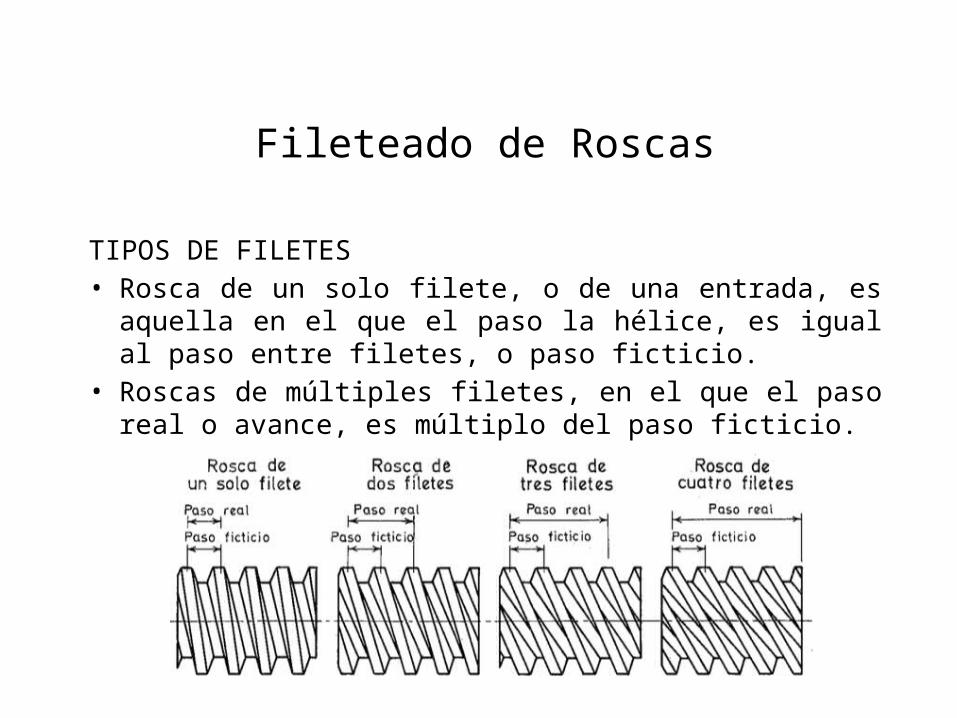
TIPOS DE FILETES• Rosca de un solo filete, o de una entrada, es aquella en el que
el paso la hélice, es igual al paso entre filetes, o paso ficticio.• Roscas de múltiples filetes, en el que el paso real o avance, es
múltiplo del paso ficticio.
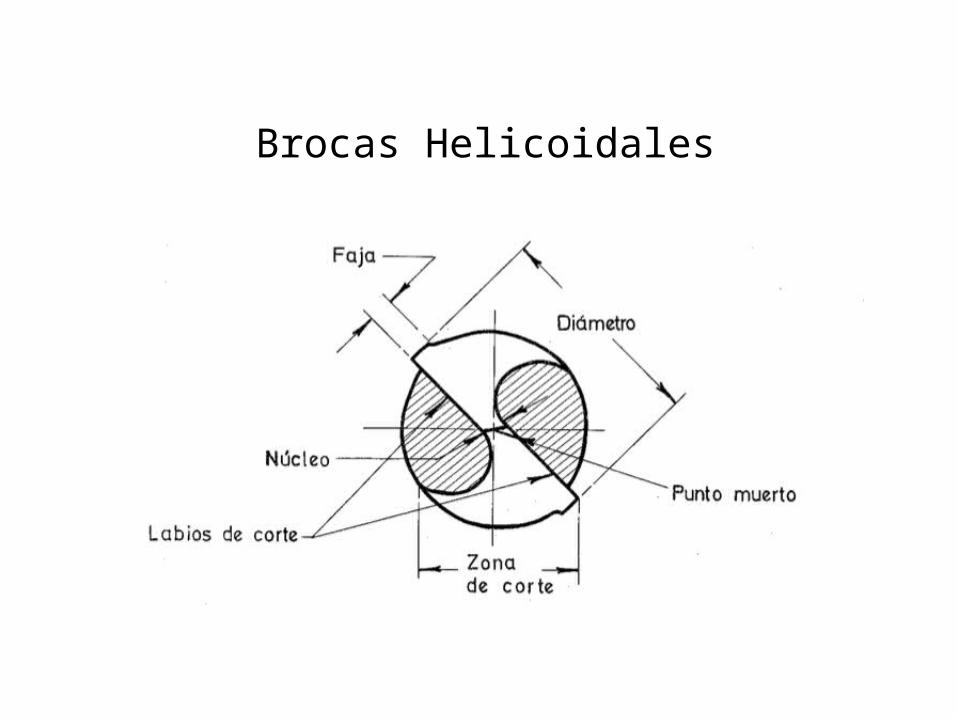
Brocas Helicoidales
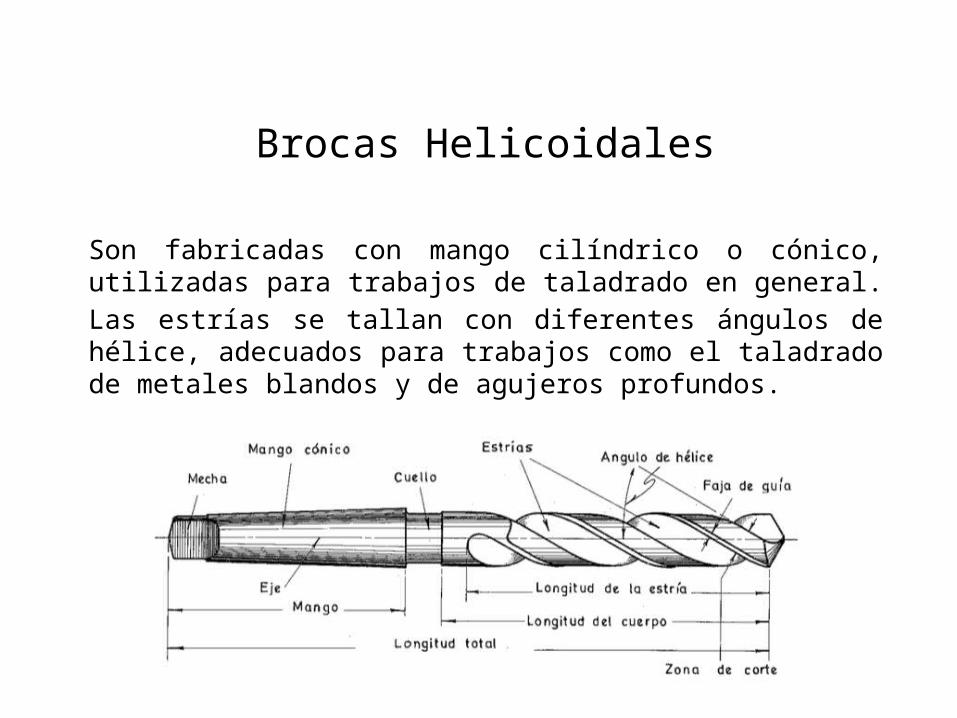
Son fabricadas con mango cilíndrico o cónico, utilizadas para trabajos de taladrado en general. Las estrías se tallan con diferentes ángulos de hélice, adecuados para trabajos como el taladrado de metales blandos y de agujeros profundos.
Brocas Helicoidales
Brocas Planas
Es preferida para taladrar latón, ya que no penetra o avanza por si misma en el material.
Barrena
Es la herramienta más sencilla para hacer un taladro. Básicamente es una broca con mango. Aunque es muy antigua se sigue utilizando hoy en día. Solo sirve para taladrar materiales muy blandos, principalmente maderas.
Tipos de Escariadores
Escariador de corte frontal: Se utiliza para agujeros poco profundos.
Escariador de máquina: Se utiliza para crear una buena redondez y calidad en el agujero,
Tipos de Escariadores
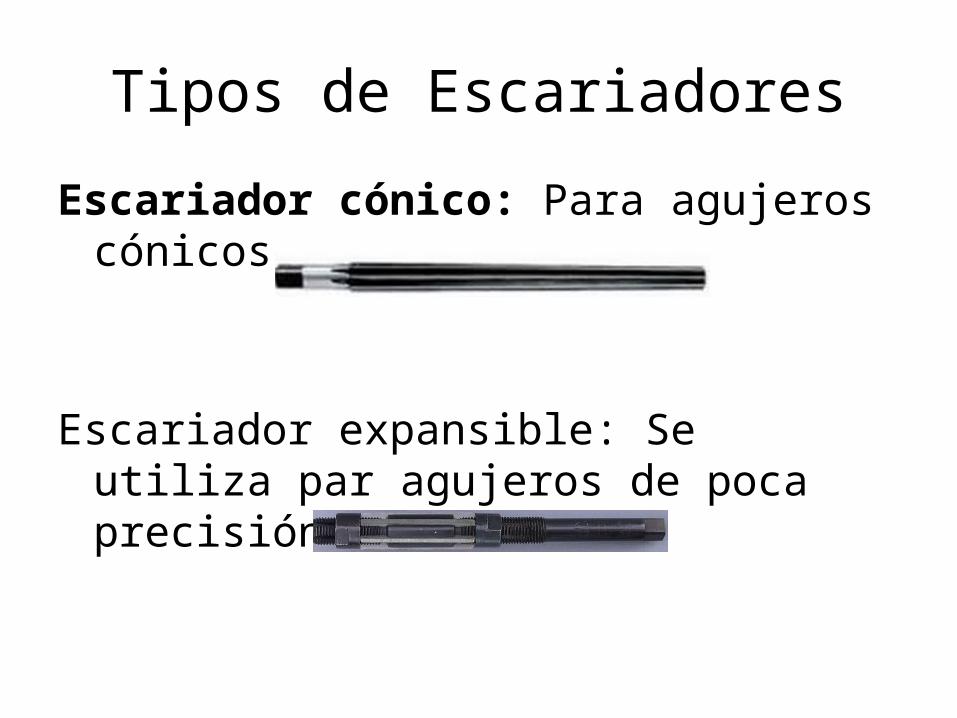
Escariador cónico: Para agujeros cónicos.
Escariador expansible: Se utiliza par agujeros de poca precisión.
Machos de Roscar
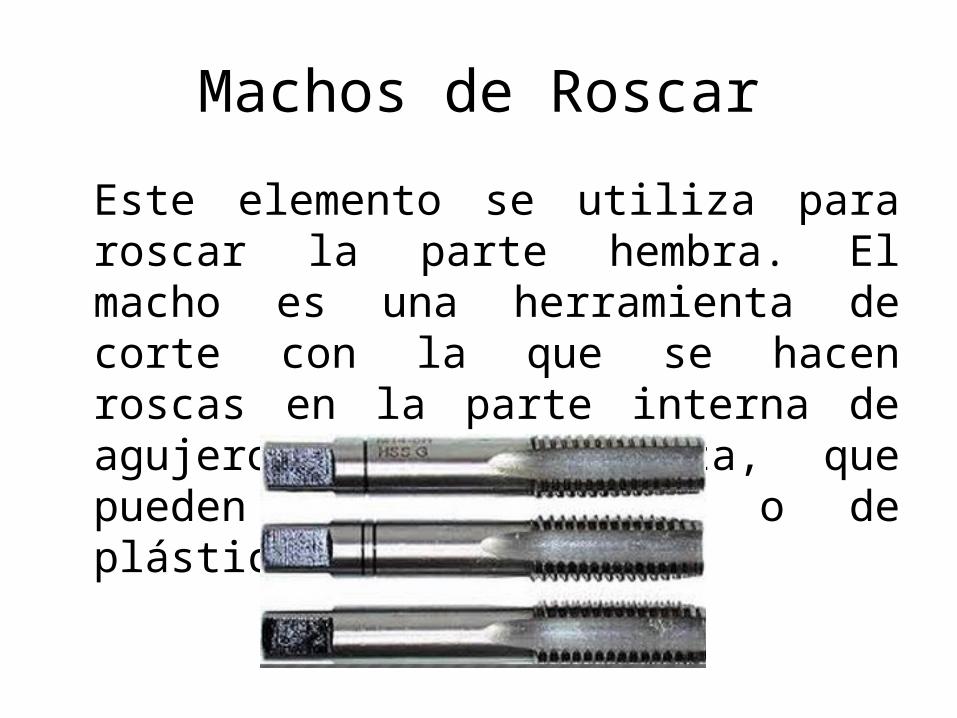
Este elemento se utiliza para roscar la parte hembra. El macho es una herramienta de corte con la que se hacen roscas en la parte interna de agujeros en una pieza, que pueden ser de metal o de plástico.
Machos de Roscar
Esta herramienta sirve para obtener roscados interiores de diámetro limitado. Está conformado por un elemento cilíndrico o parcialmente cónico, semejante a un tornillo y cuya rosca posee las mismas características geométricas que la tuerca con canales longitudinales para la salida de la viruta.
Tipos de taladros
Taladro sensitivo: Se usa para operaciones de taladro para agujeros pequeños a gran velocidad. Estas maquinas no tienen mecanismo de avance automático, por lo que esta operación debe ser efectuada a mano.

Tipos de taladros
Taladro Sensitivo:.
Tipos de taladros
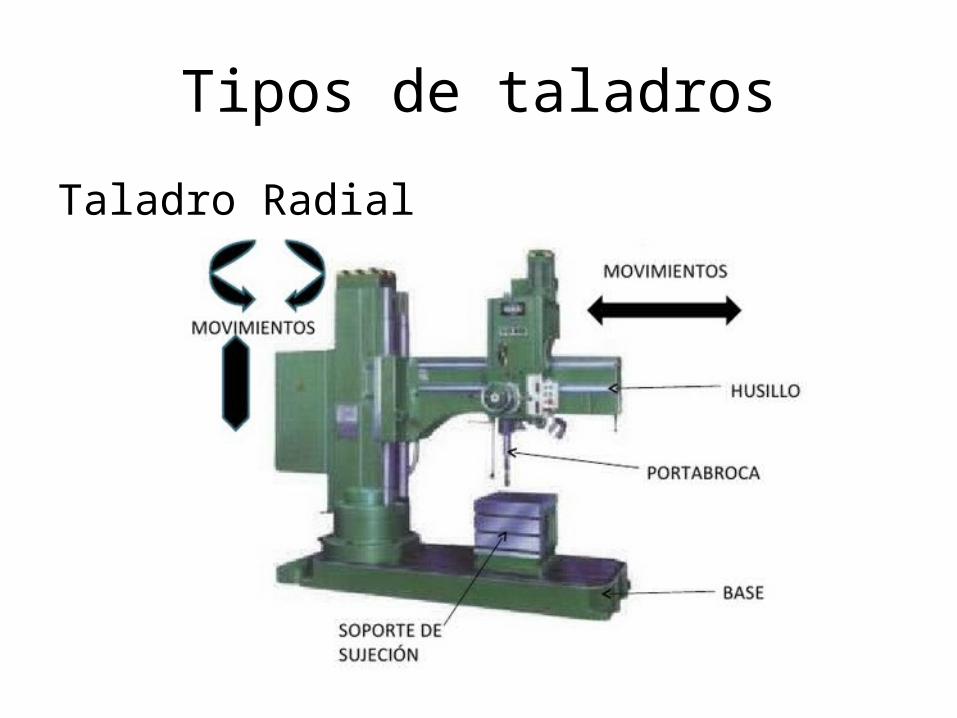
Taladro radial: Es una maquina de precisión diseñada de forma que el mecanismo completo pueda ajustarse para llevar el husillo a la posición requerida sobre la pieza, la cual se sujeta fuertemente a la base fija. Puede moverse a lo largo del brazo y fijarse en posición, también puede girar alrededor de la columna y fijarse en posición
Tipos de taladros
Taladro Radial
Tipos de taladros
Taladro percutor: Al igual que los taladros eléctricos convencionales el taladro percutor permite hacer agujeros sobre un amplia diversidad de materiales. La única diferencia es que admite la posibilidad de seleccionar un movimiento de percusión que acompaña al de rotación de la broca.

Tipos de taladros
Taladro Percutor:
Tipos de Taladros
Taladro de Columna: Estos taladros son de mayor potencia y producen por lo tanto mayor trabajo. Están constituidas por una sólida columna de fundición que forma un eje rígido sobre el cual se desplazan los diferentes elementos de la máquina. Esta constitución mucho mas robusta permite hacer agujeros de 100 mm de diámetro.

Tipos de Taladro
Taladro de columna:
Tipos de taladros
Taladros múltiples: Se usa para trabajos en grandes series. Las máquinas de taladrado de husillos múltiples tienen una forma semejante a las máquinas de taladrado de columna ya que consisten en una bancada con mesa para sujetar las piezas a taladrar y una columna con un cabezal que mueve un eje o husillo principal.

Tipos de taladros
Taladro Múltiple
Variables de operación
• Elección del tipo de broca más adecuado• Sistema de fijación de la pieza• Velocidad de corte (Vc) de la broca expresada de
metros/minuto• Diámetro exterior de la broca u otra herramienta• Revoluciones por minuto (rpm) del husillo portabrocas• Avance en mm/rev, de la broca• Avance en mm/mi de la broca• Profundidad del agujero• Esfuerzos de corte• Tipo de taladradora y accesorios adecuados
Velocidades
1. Velocidad de avance
El avance o velocidad de avance en el taladrado es la velocidad relativa entre la pieza y la herramienta, es decir, la velocidad con la que progresa el corte. El avance de la herramienta de corte es un factor muy importante en el proceso de taladrado
Efectos de la velocidad de avance• Decisiva para la formación de viruta• Afecta al consumo de potencia• Contribuye a la tensión mecánica y térmica
La elevada velocidad de avance da lugar a:• Buen control de viruta• Menor tiempo de corte• Menor desgaste de la herramienta• Riesgo más alto de rotura de la herramienta• Elevada rugosidad superficial del mecanizado.
La velocidad de avance baja da lugar a:
Viruta más larga
Mejora de la calidad del mecanizado
Desgaste acelerado de la herramienta
Mayor duración del tiempo de mecanizado
Mayor coste del mecanizado
2. Velocidad de Corte Se define como velocidad de corte la velocidad lineal de la periferia de la broca u otra herramienta que se utilice en la taladradora. La velocidad de corte, que se expresa en metros por minuto (m/min), tiene que ser elegida antes de iniciar el mecanizado y su valor adecuado depende de muchos factores, especialmente de la calidad y tipo de broca que se utilice, de la dureza y la maquinabilidad que tenga el material que se mecanice y
de la velocidad de avance empleada.
La velocidad de corte excesiva puede dar lugar a:
Desgaste muy rápido del filo de corte de la herramienta.
Deformación plástica del filo de corte con pérdida de tolerancia del mecanizado.
Calidad del mecanizado deficiente.
La velocidad de corte demasiado baja puede dar lugar a:
Formación de filo de aportación en la herramienta.
Efecto negativo sobre la evacuación de viruta.
Baja productividad.
Coste elevado del mecanizado.
Velocidad de Rotación de la Broca
La velocidad de rotación del husillo portabrocas se expresa habitualmente en revoluciones por minuto (rpm). En las taladradoras convencionales hay una gama limitada de velocidades, que dependen de la velocidad de giro del motor principal y del número de velocidades de la caja de cambios de la máquina. En las taladradoras de control numérico, esta velocidad es controlada con un sistema de realimentación que habitualmente utiliza un variador de frecuencia y puede seleccionarse una velocidad cualquiera dentro de un rango de velocidades, hasta una velocidad máxima. La velocidad de rotación de la herramienta es directamente proporcional a la velocidad de corte y al diámetro de la herramienta.

ACCESORIOS DEL TALADRO
Portabrocas.
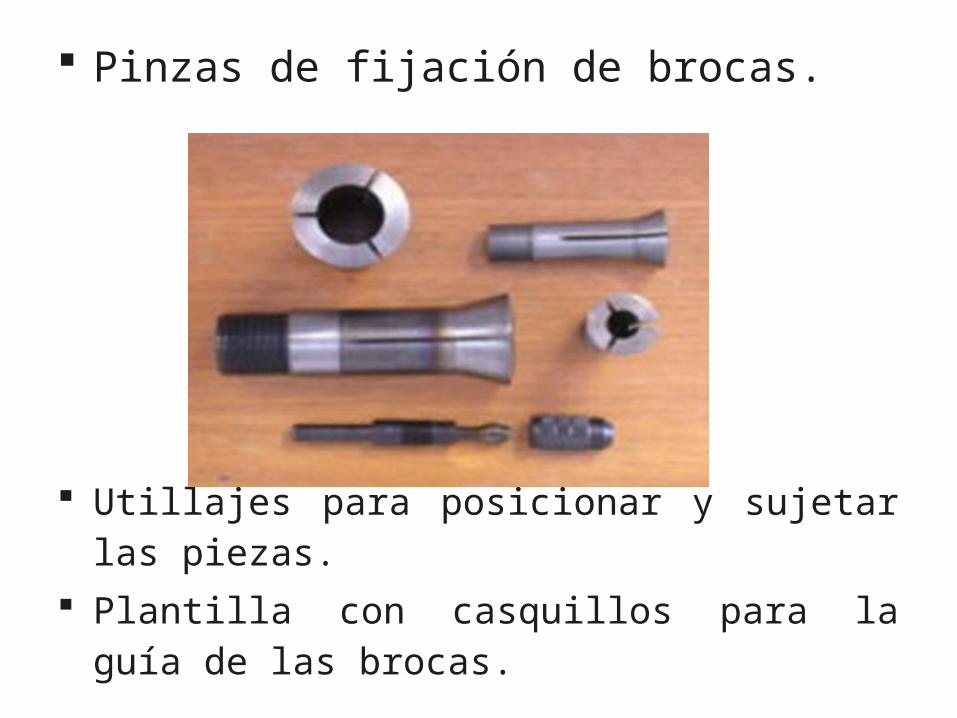
Pinzas de fijación de brocas.
Utillajes para posicionar y sujetar las piezas.
Plantilla con casquillos para la guía de las brocas.

• Granetes
Mordazas de sujección de piezas

Elementos robotizados para la alimentación de piezas.
Afiladora de brocas