
Experiencia, conocimientos, de su lado - Walter Tools · – seguridad de proceso en piezas de...
66
Innovaciones de productos Edición 2013-2 Torneado, taladrado, roscado, fresado _ INNOVACIONES Experiencia, conocimientos, tecnología: la capacidad de su lado
Transcript of Experiencia, conocimientos, de su lado - Walter Tools · – seguridad de proceso en piezas de...

Innovaciones de productos Walter · Edición 2013-2
Prin
ted
in G
erm
any
6535
358
(09/
2013
) ES
Walter Tools Ibérica S.A.U. El Prat de Llobregat, España +34 (0) 934 796760, [email protected] Walter do Brasil Ltda. Sorocaba – SP, Brasil +55 15 32245700, [email protected] Walter Argentina S.A. Capital Federal, Argentina +54 (11) 4382-0472, [email protected] Walter Tools S.A. de C.V. Saltillo, Coahuila, Mexico +52 (844) 450-3500, [email protected]
Walter AG
Derendinger Straße 53, 72072 Tübingen Postfach 2049, 72010 Tübingen Alemania www.walter-tools.com
Innovaciones de productosEdición 2013-2
Torneado, taladrado, roscado, fresado
_INNOVACIONES
Experiencia, conocimientos, tecnología: la capacidad de su lado

Todo el programa de herramientas de nuestras tres marcas Walter, Walter Titex y Walter Prototyp se recoge en el catálogo general 2012, en el catálogo complementario 2013 y en el presente folleto de novedades 2013-2 «Experiencia, conocimientos, tecnología: la capacidad de su lado». Este folleto sustituye al anterior, 2013-1 «Avance con innovadoras soluciones de taladrado innovadoras».
En ellos encontrará todas las herramientas de precisión necesarias para tornear, taladrar, fresar y roscar en sus trabajos de mecanizado.
Solicite el catálogo general si lo desea y estaremos encantados de enviárselo.
= Programa de herramientas completo
Catálogo general de Walter + Catálogo complementario + Folleto de novedades
_INNOVACIONES
Experiencia, conocimientos, tecnología: la capacidad de su lado
Innovaciones de productosEdición 2013-2
Torneado, taladrado, roscado, fresado
_CAPACIDAD CONCENTrADA PArA EL ArrANquE DE VIruTA
Catálogo general
Torneado, taladrado, roscado, fresado, fijaciones
_CAPACIDAD CONCENTrADA PArA EL ArrANquE DE VIruTA
Catálogo complementario
Torneado, taladrado, roscado, fresado, fijaciones

Para materializar las ideas propias se necesitan las herra-mientas adecuadas. Herramientas para el torneado, fresado, taladrado y roscado. Pero también hace falta ponerle pasión. Desde que el momento en que nace la idea hasta que la aplicación está terminada. Con las marcas Walter, Walter Titex, Walter Prototyp y Walter Multiply le ofrecemos algo más que simples herra-mientas. Porque ponemos todo nuestro empeño para entender y satisfacer las necesidades de nuestros clientes. El elemento principal es la aplicación y lo que el cliente quiera alcanzar con ella. Le ayudamos a hacer realidad su idea. Para nosotros lo más importante es la perfección. Porque la perfección es el camino más sencillo hacia la productividad y la eficiencia y la única manera de hacer realidad las visiones.
No se conforme con menos. Haga realidad sus visiones con nosotros.
HACER REALIDAD LAS VISIONES
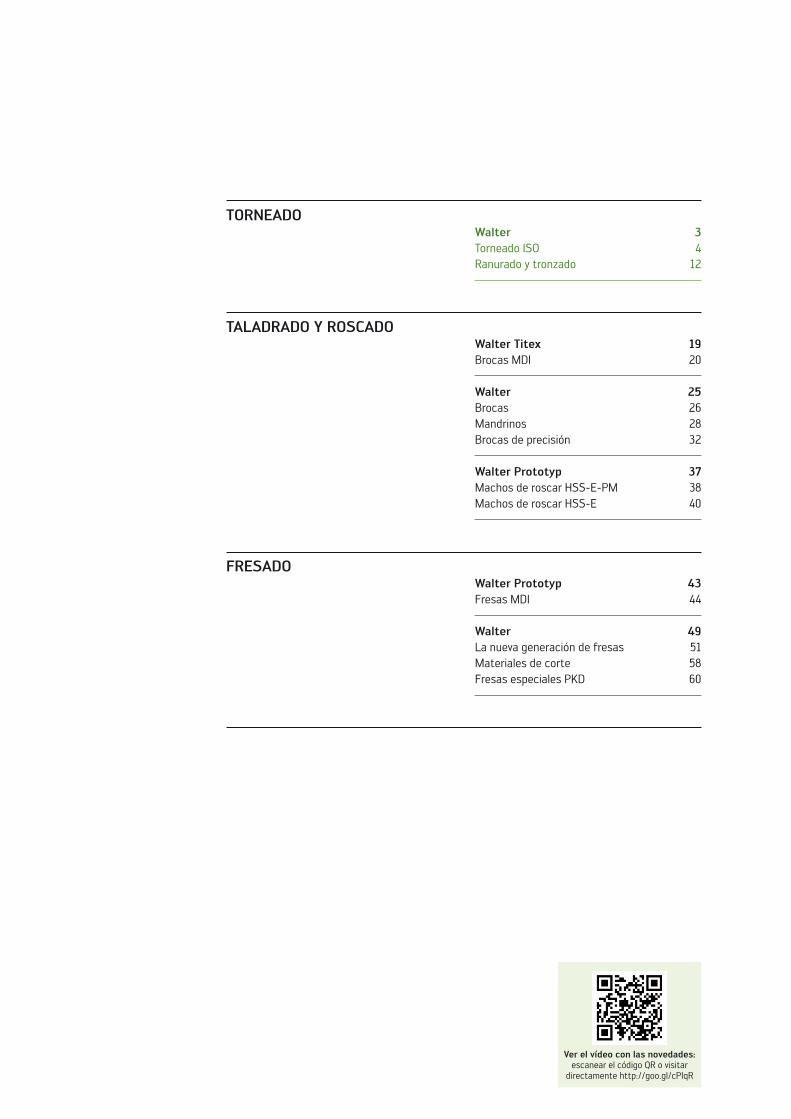
TORNEADO Walter 3 Torneado ISO 4 Ranurado y tronzado 12
TALADRADO Y ROSCADO Walter Titex 19 Brocas MDI 20
Walter 25 Brocas 26 Mandrinos 28 Brocas de precisión 32
Walter Prototyp 37 Machos de roscar HSS-E-PM 38 Machos de roscar HSS-E 40
FRESADO Walter Prototyp 43 Fresas MDI 44
Walter 49 La nueva generación de fresas 51 Materiales de corte 58 Fresas especiales PKD 60
Ver el vídeo con las novedades: escanear el código QR o visitar
directamente http://goo.gl/cPIqR

Innovaciones de productosEdición 2013-2
Torneado
_INNOVACIONES DE HERRAMIENTAS DE TORNEADO
Así se consigue un torneado rentable.

4
TORNEADO ISO
Generación Walter Tiger·tec® Silver ISO K: rápida y segura para obtener el máximo rendimiento
NOVEDAD: recubrimiento CVD Tiger·tec® Silver – Óxido de aluminio con microestructura
optimizada para una resistencia máxima al desgaste por erosión o velocidad de corte;
– tratamiento posterior mecánico que genera tensiones de presión e impide roturas en el filo cortante;
– área libre de color plateado a modo de capa indicadora para un reconocimiento sencillo del desgaste.
NOVEDAD: rompevirutas universales – Campo de aplicación universal; – tecnología Microedge para un desgaste
mínimo de las áreas libres.
NOVEDAD: superficie de apoyo rectificada – máxima seguridad de proceso en el corte interrumpido
con plaquitas de corte bilaterales.
Los grados Tiger·tec® Silver WKK10S y WKK20S, y los nuevos rompevirutas MK5, RK5 y RK7 se han desarrollado especialmente para el arranque de viruta de fundición.
LA APLICACIÓN
Aplicación principal:
– los grados WKK10S y WKK20S se utilizan para fundición gris (EN-GJL), fundición de grafito esferoidal (EN-GJS) y fundición vermicular (EN-GJV).
Aplicación secundaria:
– el WKK10S es idóneo para el mecanizado duro o blando de aceros templados (40-61 HRC);
– el WKK20S aumenta la duración al arrancar viruta en aceros con resistencias elevadas (1000-1400 N/mm²).
NUEVO2013
Ver el vídeo del producto: escanear el código QR o visitar
directamente http://goo.gl/t0V7i
5Walter. Torneado
16
10
6,3
4,0
2,5
1,6
1,0
0,63
0,4
0,25
0,16
0,10,025
0,040,063
0,10,16
0,250,4
0,631,0
1,62,5
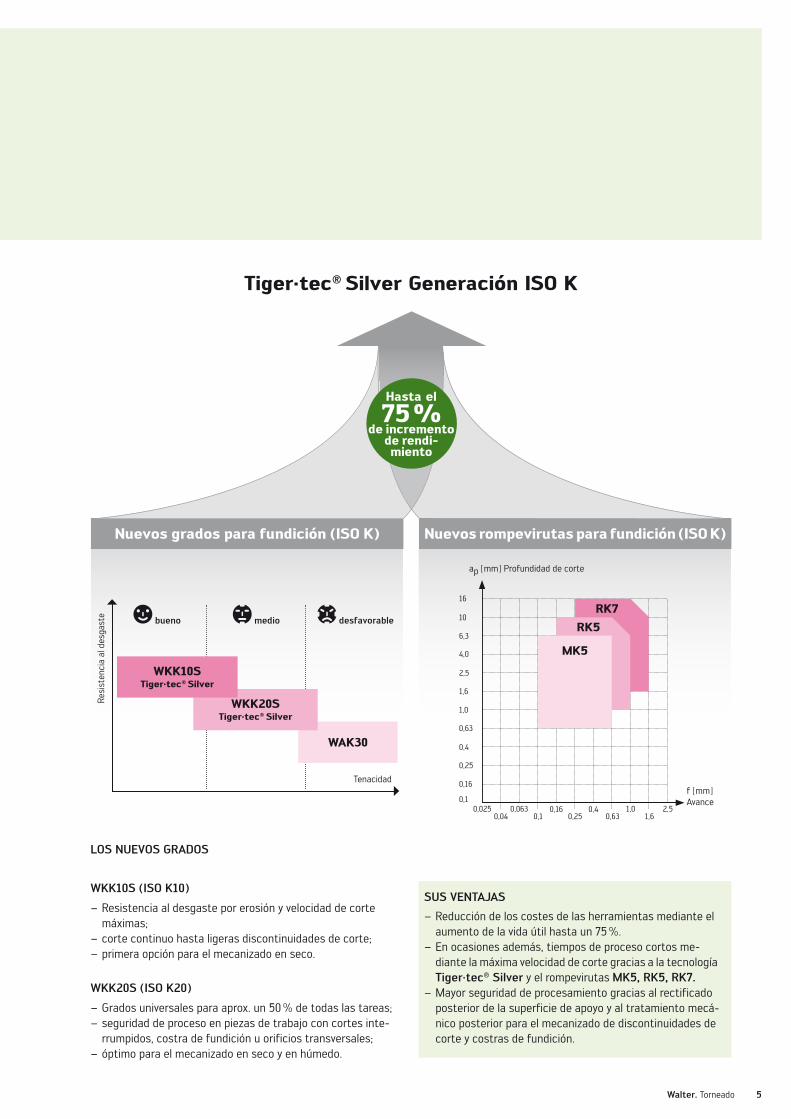
ap [mm] Profundidad de corte
f [mm]Avance
bueno medio desfavorable
WAK30
WKK20STiger·tec® Silver
WKK10STiger·tec® Silver
Resi
sten
cia
al d
esga
ste
Tenacidad
Tiger·tec® Silver Generación ISO K
LOS NUEVOS GRADOS
WKK10S (ISO K10)
– Resistencia al desgaste por erosión y velocidad de corte máximas;
– corte continuo hasta ligeras discontinuidades de corte; – primera opción para el mecanizado en seco.
WKK20S (ISO K20)
– Grados universales para aprox. un 50 % de todas las tareas; – seguridad de proceso en piezas de trabajo con cortes inte-rrumpidos, costra de fundición u orificios transversales;
– óptimo para el mecanizado en seco y en húmedo.
SUS VENTAJAS
– Reducción de los costes de las herramientas mediante el aumento de la vida útil hasta un 75 %.
– En ocasiones además, tiempos de proceso cortos me-diante la máxima velocidad de corte gracias a la tecnología Tiger·tec® Silver y el rompevirutas MK5, RK5, RK7.
– Mayor seguridad de procesamiento gracias al rectificado posterior de la superficie de apoyo y al tratamiento mecá-nico posterior para el mecanizado de discontinuidades de corte y costras de fundición.
Nuevos grados para fundición (ISO K) Nuevos rompevirutas para fundición (ISO K)
Hasta el
75 % de incremento
de rendi- miento
RK7
RK5
MK5

Avance
Prof
undi
dad
de c
orte
6
TORNEADO ISO
Generación Walter Tiger·tec® Silver ISO K: universal, clásica o extremadamente robusta
MK5: UNIVERSAL
• Bisel de 0° resistente en la arista de corte
• Conformador de viruta positivo de 14°, abierto
RK5: CLÁSICO
• Radio en la arista de corte• Conformador de viruta de 0°
para dar estabilidad
RK7: ROBUSTO
• Bisel negativo extremadamente resistente en la arista de corte
• Conformador de viruta de 0° para dar estabilidad
MK5: mecanizado medio. Universal para todas las fundiciones
– Conformador de viruta abierto para un corte suave; – de aplicación universal con todos los materiales de fundición; – primera elección para fundición de grafito esferoidal (GJS), mecanizado de componentes débiles o mecanizados interiores con baja presión de corte.
RK5: mecanizado de desbaste. Placa lisa clásica para fundición
– Plaquitas de corte .NMA zona de corte lisa para mayor seguridad de proceso en el arranque de viruta de fundición;
– superficie de apoyo rectificada con una plaquita de corte .NMA lisa que, con esfuerzo dinámico (p. ej. discontinuidades de corte), garantiza duraciones y seguridad máximas;
– primera elección para fundición gris (GJL).
RK7: mecanizado de gran desbaste. Extremadamente robusta para corte interrumpido
– Modelo semejante al rompevirutas RK5 pero que cuenta además con «bisel protector» en la arista de corte para la máxima seguridad del proceso posible;
– primera elección para fundición gris con discontinuidades de corte extremas, sobremetal muy desigual o costra de fundición dura;
– mecanizado duro o blando de aceros templados (40-61 HRC).
LOS NUEVOS ROMPEVIRUTAS ISO K:
+ 1 µm
0 µm
– 1 µm
+ 1 µm
0 µm
– 1 µm
7Walter. Torneado
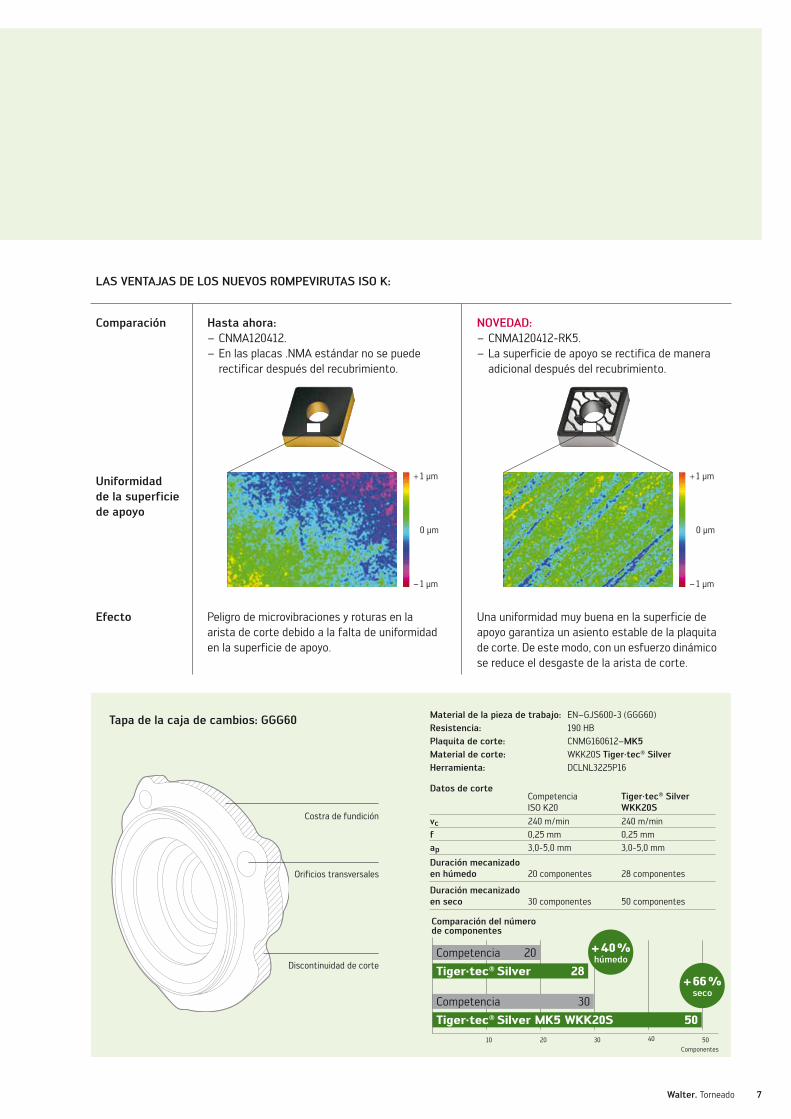
Datos de corteCompetenciaISO K20
Tiger·tec® Silver WKK20S
vc 240 m/min 240 m/minf 0,25 mm 0,25 mmap 3,0-5,0 mm 3,0-5,0 mm
Duración mecanizado en húmedo
20 componentes
28 componentes
Duración mecanizado en seco
30 componentes
50 componentes
Material de la pieza de trabajo: EN–GJS600-3 (GGG60)Resistencia: 190 HBPlaquita de corte: CNMG160612–MK5Material de corte: WKK20S Tiger·tec® SilverHerramienta: DCLNL3225P16
Comparación del número de componentes
10 403020 50
Competencia 30
Competencia 20
+ 66 %seco
+ 40 %húmedo
Tiger·tec® Silver MK5 WKK20S 50
Tiger·tec® Silver 28
Componentes
Tapa de la caja de cambios: GGG60
Discontinuidad de corte
Orificios transversales
Costra de fundición
LAS VENTAJAS DE LOS NUEVOS ROMPEVIRUTAS ISO K:
Comparación Hasta ahora: – CNMA120412. – En las placas .NMA estándar no se puede rectificar después del recubrimiento.
NOVEDAD: – CNMA120412-RK5. – La superficie de apoyo se rectifica de manera adicional después del recubrimiento.
Uniformidad de la superficie de apoyo
Efecto Peligro de microvibraciones y roturas en la arista de corte debido a la falta de uniformidad en la superficie de apoyo.
Una uniformidad muy buena en la superficie de apoyo garantiza un asiento estable de la plaquita de corte. De este modo, con un esfuerzo dinámico se reduce el desgaste de la arista de corte.

8
TORNEADO ISO
Walter Tiger·tec® Silver WMP20S: material de corte universal para arranque de viruta de materiales ISO M e ISO P
bueno medio desfavorable
WSM30Tiger·tec® Silver
LA APLICACIÓN
Aplicación principal ISO M:
– arranque de viruta de materiales inoxidables como, por ejemplo, X5CrNi18-10 (1.4301) o X6CrNiMoTi17-12-2 (1.4571).
Aplicación principal ISO P:
– arranque de viruta de aceros como, por ejemplo, 42CrMo4, 100Cr6 y C45.
Aplicación secundaria ISO S:
– materiales como Inconel 718.
EL NUEVO GRADO
WMP20S (ISO M10 ; ISO P20)
– muy buena resistencia al desgaste gracias al recubrimiento Tiger·tec® Silver CVD;
– corte continuo hasta ligeras discontinuidades de corte; – de aplicación universal en ISO M e ISO P; – espectro muy amplio de materiales y piezas en la producción.
SUS VENTAJAS
– Reducción de la variedad de grados. – Ámbito de uso universal, materiales inoxidables y de acero.
– Máxima productividad gracias a la tecnología Tiger·tec® Silver.
– Material universal alternativo para nuestros grados Tiger·tec® WSM.
– Especialmente adecuado con tamaños de lote de pequeños a medios.
RESUMEN DE GRADOS ISO M
1 µm
Estructura de capas de CVD WMP20S
Resi
sten
cia
al d
esga
ste
Tenacidad
WSM20Tiger·tec® Silver
WSM10Tiger·tec® Silver
WMP20STiger·tec® Silver
bueno medio desfavorable
WPP30STiger·tec® Silver
RESUMEN DE GRADOS ISO P
Resi
sten
cia
al d
esga
ste
Tenacidad
WPP20STiger·tec® Silver
WPP10STiger·tec® Silver
WMP20STiger·tec® Silver
9Walter. Torneado
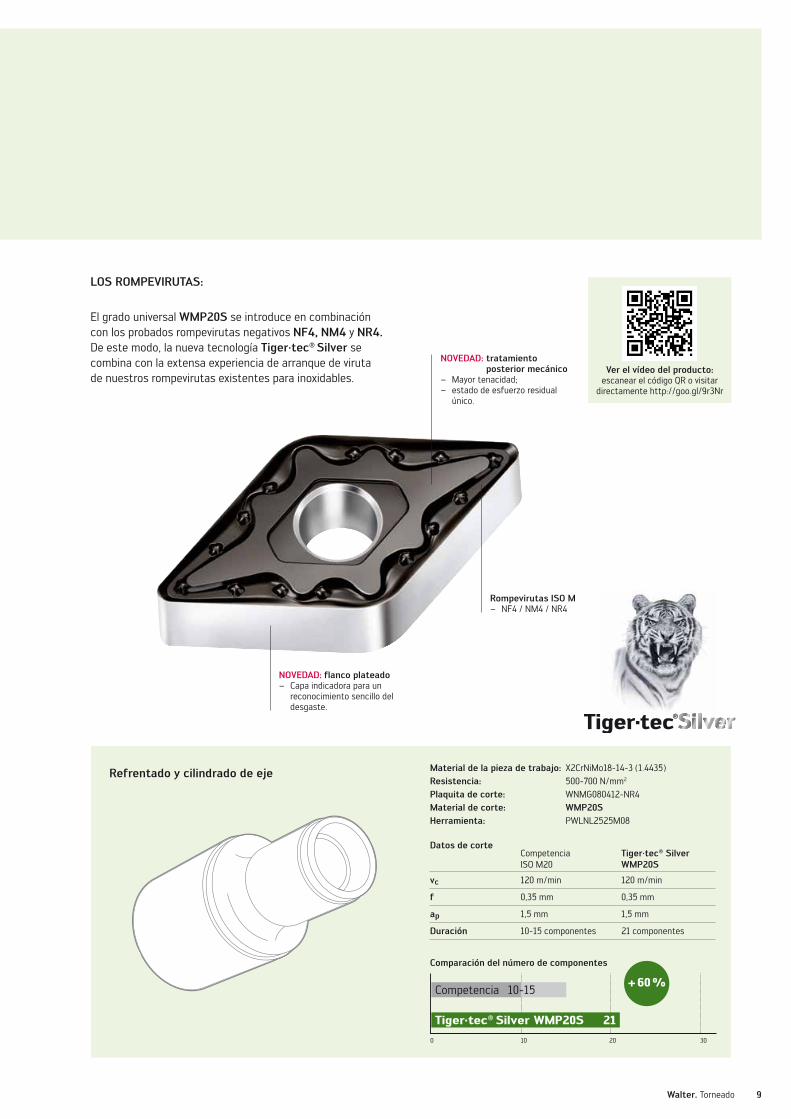
NOVEDAD: tratamiento posterior mecánico
– Mayor tenacidad; – estado de esfuerzo residual
único.
NOVEDAD: flanco plateado – Capa indicadora para un
reconocimiento sencillo del desgaste.
LOS ROMPEVIRUTAS:
El grado universal WMP20S se introduce en combinación con los probados rompevirutas negativos NF4, NM4 y NR4. De este modo, la nueva tecnología Tiger·tec® Silver se combina con la extensa experiencia de arranque de viruta de nuestros rompevirutas existentes para inoxidables.
Datos de corteCompetenciaISO M20
Tiger·tec® Silver WMP20S
vc 120 m/min 120 m/min
f 0,35 mm 0,35 mm
ap 1,5 mm 1,5 mm
Duración 10-15 componentes 21 componentes
Material de la pieza de trabajo: X2CrNiMo18-14-3 (1.4435)Resistencia: 500-700 N/mm2
Plaquita de corte: WNMG080412-NR4Material de corte: WMP20SHerramienta: PWLNL2525M08
Refrentado y cilindrado de eje
Comparación del número de componentes
0 10 20
+ 60 %
30
Competencia
Tiger·tec® Silver WMP20S 21
10-15
Rompevirutas ISO M – NF4 / NM4 / NR4
Ver el vídeo del producto: escanear el código QR o visitar
directamente http://goo.gl/9r3Nr

10
TORNEADO ISO
Rompevirutas Walter HU6: el favorito de la industria ferroviaria
LA PLAQUITA DE CORTE
– Placa sinterizada; – arista de corte estable; – forma básica RCMT con diámetro de 10, 12, 16 mm para fijación por tornillo y por palanca articulada;
– forma básica RCMX con diámetro de 20, 25, 32 mm para fijación estable por palanca articulada;
– materiales de corte Tiger·tec® Silver WPP10S, WPP20S, WPP30S, WKK20S.
LA APLICACIÓN
– Arranque de viruta en desbaste medio y pesado; – rotura de viruta muy buena; – mecanizado de ruedas macizas en la industria ferroviaria; – mecanizado de piezas de forja.
SUS VENTAJAS
– Ausencia de tiempos de parada causados por las virutas largas.
– Máxima duración obtenida por el nuevo material de corte Tiger·tec® Silver.
– Aumento de la duración de hasta el 40 %. – Alta seguridad de proceso. – Diseño estable de la arista de corte para mecanizado de desbaste pesado y cortes interrumpidos.
Formación ideal de virutas mediante hoyos de virutas de diseño especial.
Datos de corteCompetenciaISO P
Tiger·tec® Silver WPP20S
vc 140 m/min 140 m/min
f 1,5 mm 1,5 mm
ap 8-10 mm 8-10 mm
Duración 20 componentes 28 componentes
Material de la pieza de trabajo: Clase ER9Resistencia: 900 - 1050 N/mm2
Plaquita de corte: RCMX3209M0-HU6Material de corte: WPP20SHerramienta: soporte especial Walter Capto™ C8
Mecanizado exterior e interior de rueda macizaIndustria ferroviaria
Comparación del número de componentes
0 10 20
+ 40 %
30
Competencia
Tiger·tec® Silver WPP20S 28
20


12
RANURADO Y TRONZADO
Walter Cut – SX: tronzado con el nuevo sistema de perforación de un filo de corte
EL SISTEMA
El programa de tronzado Walter Cut se amplía con el nuevo sistema SX. De este modo, el usuario puede tronzar, ranurar o fresar chaveteros con un solo tipo de placa.
SUS VENTAJAS
– Costes de almacenamiento inferiores mediante el uso de un tipo de dispositivo de corte en diversas herramientas.
– Máxima duración de la herramienta gracias a la autofijación optimizada.
– Autofijación fácil de manejar para un cambio rápido de placa.
G2012Portaherramientas monobloque con sumi-nistro interno de refrigerante tronzado de hasta 65 mm de diámetro.
F5055Fresa de disco con diámetros de 63-250 mm.
G2042Lamas de tronzado profundo; tronzado de hasta 160 mm de diámetro.
Ver animación del producto: escanear el código QR o visitar
directamente http://goo.gl/mjxsMT

13Walter. Torneado
Sin debilitamiento de la arista de corte gracias a un orificio de refrigerante.
La máxima rentabilidad posible con el desprendimiento de viruta de todos los grupos de materiales mediante el uso de los materiales de corte, los rompevirutas y la refrigeración interior más modernos.
Conformador de viruta opti-mizado para un suministro de refrigerante preciso.
Unión positiva del dispositivo de corte en el alojamiento de placa, por lo que no hay ninguna pérdida durante el mecanizado.
Las fuerzas de corte se reciben en la parte fija de la herramienta y no en la flexible.
Fuerzas de retención extremada-mente elevadas mediante dedos de sujeción optimizados.
LA ESTABILIDAD
FUNCIONAMIENTO
ANCHOS DEL FILO CORTANTE
2,0 / 3,0 / 4,0 / 5,0 / 6,0
TIPOS DE CONFORMADORES DE VIRUTAS
CE4: la universal – Arista de corte estable; – grado de contracción de viruta óptimo; – valores de avance medios hasta elevados.
CF5: la positiva – Reducida formación de rebabas y tetones; – para material de la pieza de trabajo de viruta larga;
– valores de avance bajos hasta medios.
CF6: la afilada – Formación mínima de rebabas y tetones; – para pequeños diámetros y tubos de pared fina;
– valores de avance bajos.
GRADOS DE MATERIAL DE CORTE
Dos grados PVD Tiger·tec® Silver: WSM33S y WSM43S para acero, aceros inoxidables y materiales de difícil mecanizado.
Superficie de apoyo para aplicar las fuerzas de corte en la parte fija de la herramienta.
14
RANURADO Y TRONZADO
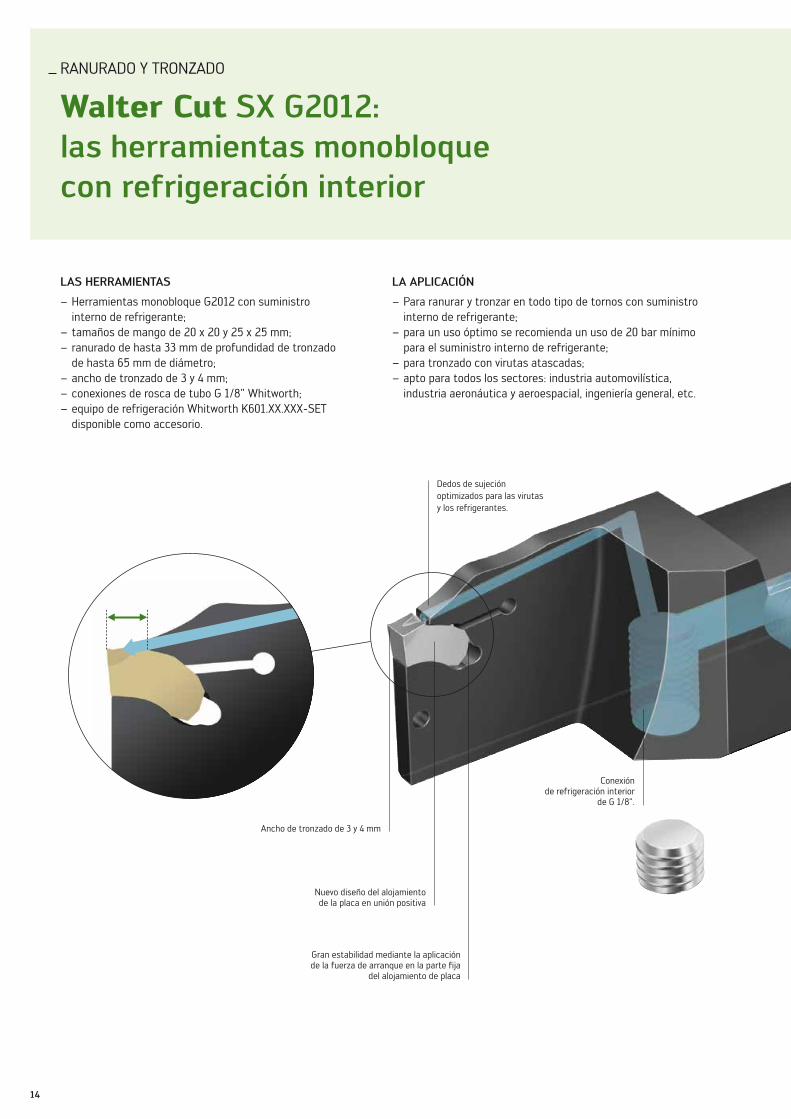
Walter Cut SX G2012:las herramientas monobloque con refrigeración interior
LAS HERRAMIENTAS
– Herramientas monobloque G2012 con suministro interno de refrigerante;
– tamaños de mango de 20 x 20 y 25 x 25 mm; – ranurado de hasta 33 mm de profundidad de tronzado de hasta 65 mm de diámetro;
– ancho de tronzado de 3 y 4 mm; – conexiones de rosca de tubo G 1/8" Whitworth; – equipo de refrigeración Whitworth K601.XX.XXX-SET disponible como accesorio.
Ancho de tronzado de 3 y 4 mm
Gran estabilidad mediante la aplicación de la fuerza de arranque en la parte fija
del alojamiento de placa
Conexión de refrigeración interior
de G 1/8”.
Dedos de sujeción optimizados para las virutas y los refrigerantes.
LA APLICACIÓN
– Para ranurar y tronzar en todo tipo de tornos con suministro interno de refrigerante;
– para un uso óptimo se recomienda un uso de 20 bar mínimo para el suministro interno de refrigerante;
– para tronzado con virutas atascadas; – apto para todos los sectores: industria automovilística, industria aeronáutica y aeroespacial, ingeniería general, etc.
Nuevo diseño del alojamiento de la placa en unión positiva

15Walter. Torneado
Conexión de refrigeración interior
de G 1/8"
Herramientas de monobloque con suministro interno de refrigerante Tipo: G2012
SUS VENTAJAS
– Duración y productividad superiores gracias a la refrigeración óptima.
– Ausencia de tiempos de parada causados por virutas largas en la producción.
– Salida directa de refrigerante: sin «efecto spray». – Efecto refrigerante y transporte de virutas muy buenos desde la zona de corte gracias a la distancia más corta posible desde la salida de refrigerante a la arista de corte.
– Autofijación fácil de manejar para un cambio rápido placa. – Sin pérdida de la placa durante el mecanizado gracias al diseño óptimo del alojamiento de placa en unión positiva.
Ver el vídeo del producto: escanear el código QR o visitar
directamente http://goo.gl/viJ9A

16
RANURADO Y TRONZADO
Walter Cut – SX G2042R/L: lamas de tronzado reforzadas con autofijación más moderna para una mayor estabilidad
LAS HERRAMIENTAS
– Lamas de tronzado G2042..R/L con mango reforzado; – altura de la lama de 26 y 32 mm; – anchos de tronzado de 2 a 4 mm; – disponible en versión derecha e izquierda; – ranurado de hasta 33 mm de profundidad y tronzado de hasta 65 mm de diámetro.
LA APLICACIÓN
– Para ranurar y tronzar en todo tipo de tornos; – para operaciones de tronzado con husillo en condiciones de espacio reducido;
– para el tronzado con vuelos de la herramienta grandes con una pérdida mínima de estabilidad;
– la mejor elección en la aplicación de lamas de tronzado;
SUS VENTAJAS
– Escasa tendencia a experimentar vibraciones gracias al mango reforzado. – Puede usarse en todos los bloques de fijación normales. – Sin pérdida de placa durante el mecanizado gracias al diseño óptimo del alojamiento de placa en unión positiva.
– Máxima duración mediante la autofijación optimizada. – Autofijación fácil de manejar para un cambio rápido de placa. – Sin limitación de penetración de las lamas de tronzado en el bloque de fijación gracias a la ausencia de tornillo de fijación.
– Elevada seguridad de proceso gracias al resistente diseño de la herramienta.
Nuevo diseño del alojamiento de la placa en unión positiva.
Mango reforzado.
Lamas de tronzado reforzadas Tipo: G2042..R/L
Anchos de tronzado de 2 a 4 mm.

17
RANURADO Y TRONZADO
Walter Cut – SX G2042N: mejor tronzado profundo gracias a la autofijación moderna más estable
Walter. Torneado
LAS HERRAMIENTAS
– Lamas de tronzado profundo G2042..N; – altura de la lama de 26 y 32 mm; – anchos de tronzado de 2 a 6 mm; – ranurado de hasta 60 mm de profundidad de tronzado de hasta 120 mm de diámetro.
LA APLICACIÓN
– Para ranurar y tronzar en todo tipo de tornos; – apto para todos los sectores: industria automovilística, industria aeronáutica y aeroespacial, ingeniería general, etc.
1. Insertar la llave 2. Presionar la placa hasta el tope 3. Colocar la llave detrás para cambiar la placa
4. Extraer la placa haciendo palanca mediante un movimiento de la llave en sentido opuesto
Colocación Extracción
Anchos de tronzado de 2 a 6 mm.
Nuevo diseño del alojamiento de la placa en unión positiva.
Segundo alojamiento de placa.
Diseño neutro.
Cuchillas de tronzado profundo Tipo: G2042..N
CAMBIO SENCILLO DE PLACA

TORNEADO Walter 3 Torneado ISO 4 Ranurado y tronzado 12
TALADRADO Y ROSCADO Walter Titex 19 Brocas MDI 20
Walter 25 Brocas 26 Mandrinos 28 Brocas de precisión 32
Walter Prototyp 37 Machos de roscar HSS-E-PM 38 Machos de roscar HSS-E 40
FRESADO Walter Prototyp 43 Fresas MDI 44
Walter 49 La nueva generación de fresas 51 Materiales de corte 58 Fresas especiales PKD 60
Ver el vídeo con las novedades: escanear el código QR o visitar
directamente http://goo.gl/cPIqR

_INNOVACIONES DE HERRAMIENTAS DE TALADRADO
X·treme Performance para todas las aplicaciones
Innovaciones de productosEdición 2013-2
Taladrado
20
BROCAS MDI
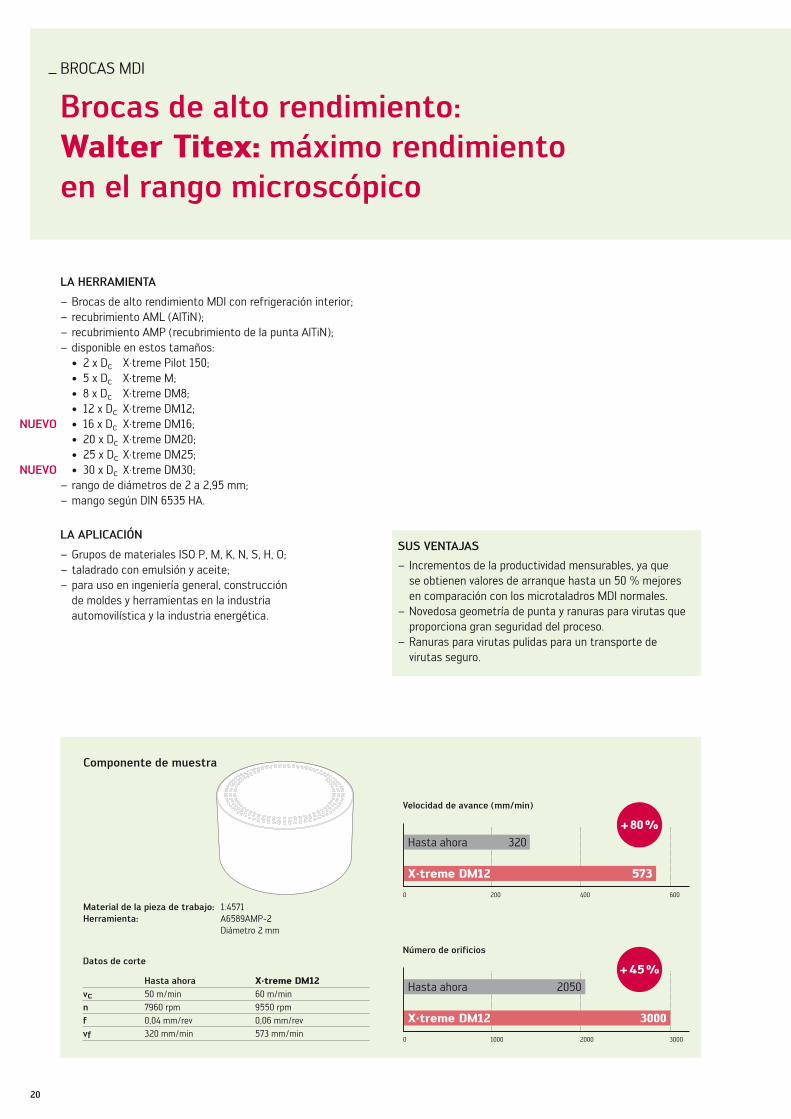
Brocas de alto rendimiento: Walter Titex: máximo rendimiento en el rango microscópico
Componente de muestra
Datos de corte
Hasta ahora X·treme DM12vc 50 m/min 60 m/minn 7960 rpm 9550 rpmf 0,04 mm/rev 0,06 mm/revvf 320 mm/min 573 mm/min
Material de la pieza de trabajo: 1.4571Herramienta: A6589AMP-2
Diámetro 2 mm
Velocidad de avance (mm/min)
Hasta ahora
X·treme DM12 573
+ 80 %320
0 200 600400
Número de orificios
Hasta ahora
X·treme DM12 3000
+ 45 %2050
0 1000 30002000
SUS VENTAJAS
– Incrementos de la productividad mensurables, ya que se obtienen valores de arranque hasta un 50 % mejores en comparación con los microtaladros MDI normales.
– Novedosa geometría de punta y ranuras para virutas que proporciona gran seguridad del proceso.
– Ranuras para virutas pulidas para un transporte de virutas seguro.
LA HERRAMIENTA
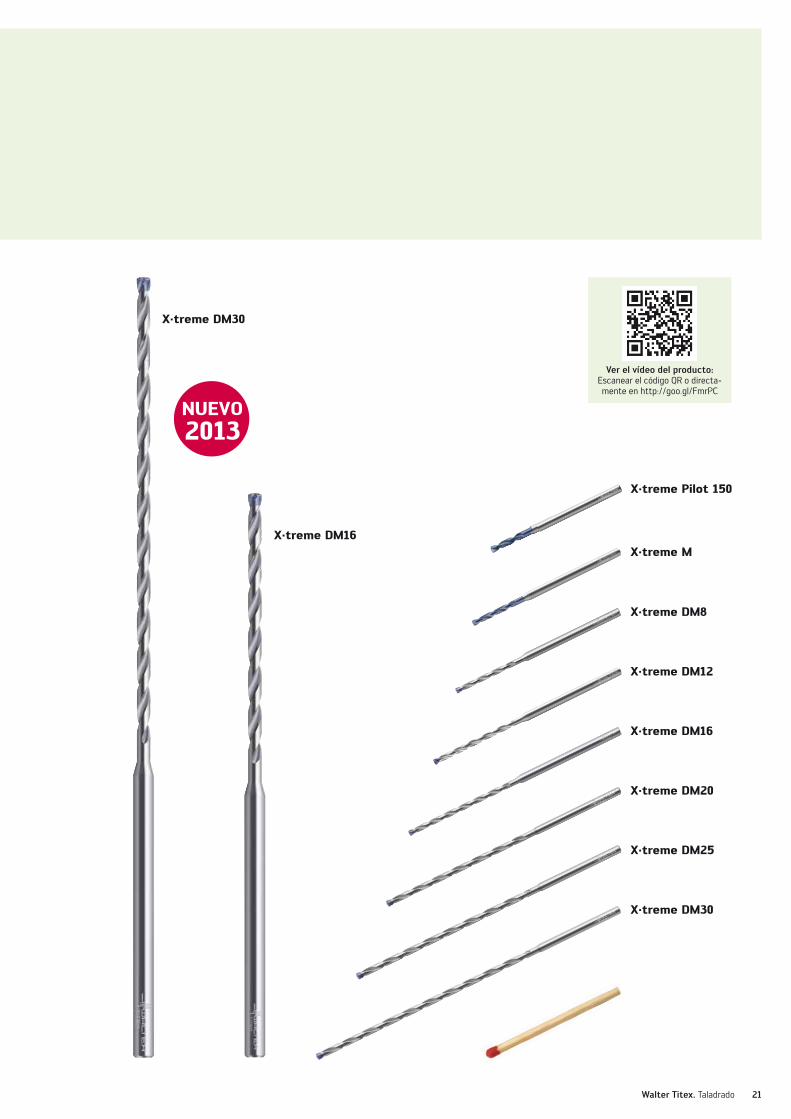
– Brocas de alto rendimiento MDI con refrigeración interior; – recubrimiento AML (AlTiN); – recubrimiento AMP (recubrimiento de la punta AlTiN); – disponible en estos tamaños:• 2 x Dc X·treme Pilot 150;• 5 x Dc X·treme M;• 8 x Dc X·treme DM8;• 12 x Dc X·treme DM12;• 16 x Dc X·treme DM16;• 20 x Dc X·treme DM20;• 25 x Dc X·treme DM25;• 30 x Dc X·treme DM30;
– rango de diámetros de 2 a 2,95 mm; – mango según DIN 6535 HA.
LA APLICACIÓN
– Grupos de materiales ISO P, M, K, N, S, H, O; – taladrado con emulsión y aceite; – para uso en ingeniería general, construcción de moldes y herramientas en la industria automovilística y la industria energética.
NUEVO
NUEVO
21Walter Titex. Taladrado
X·treme Pilot 150
X·treme M
X·treme DM8
X·treme DM12
X·treme DM16
X·treme DM20
X·treme DM25
X·treme DM30
Ver el vídeo del producto: Escanear el código QR o directa-mente en http://goo.gl/FmrPC
NUEVO2013
X·treme DM30
X·treme DM16
22
BROCAS MDI
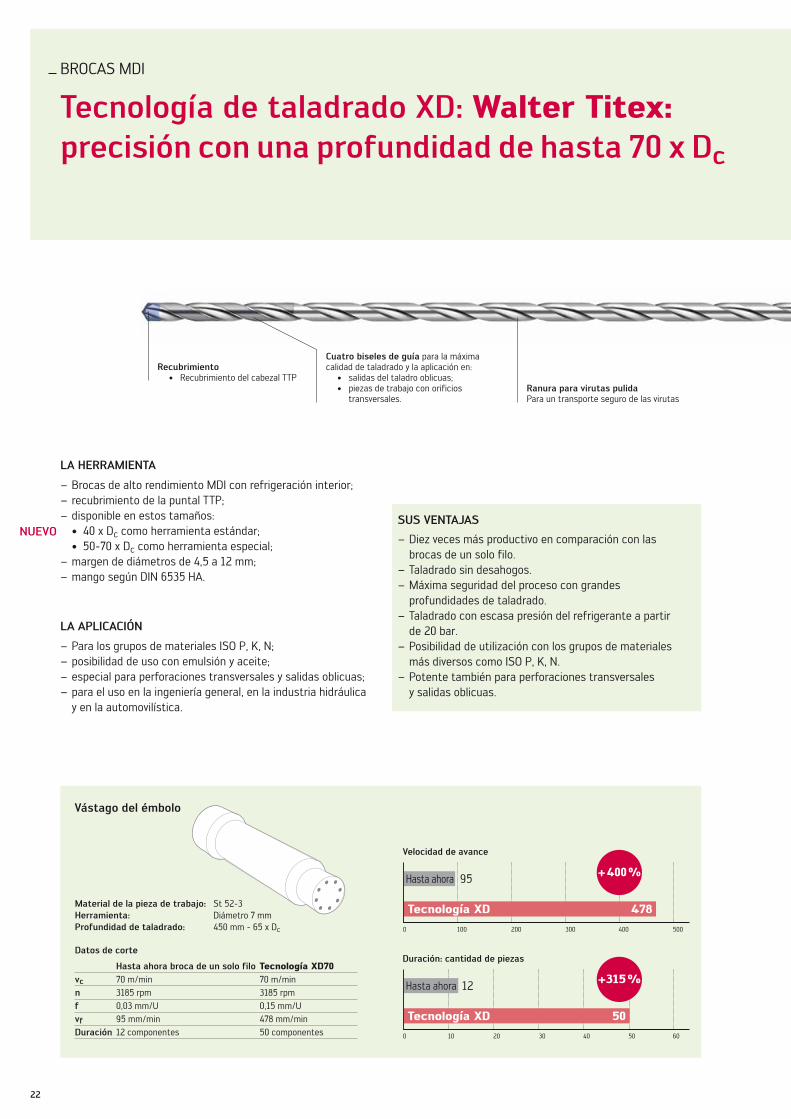
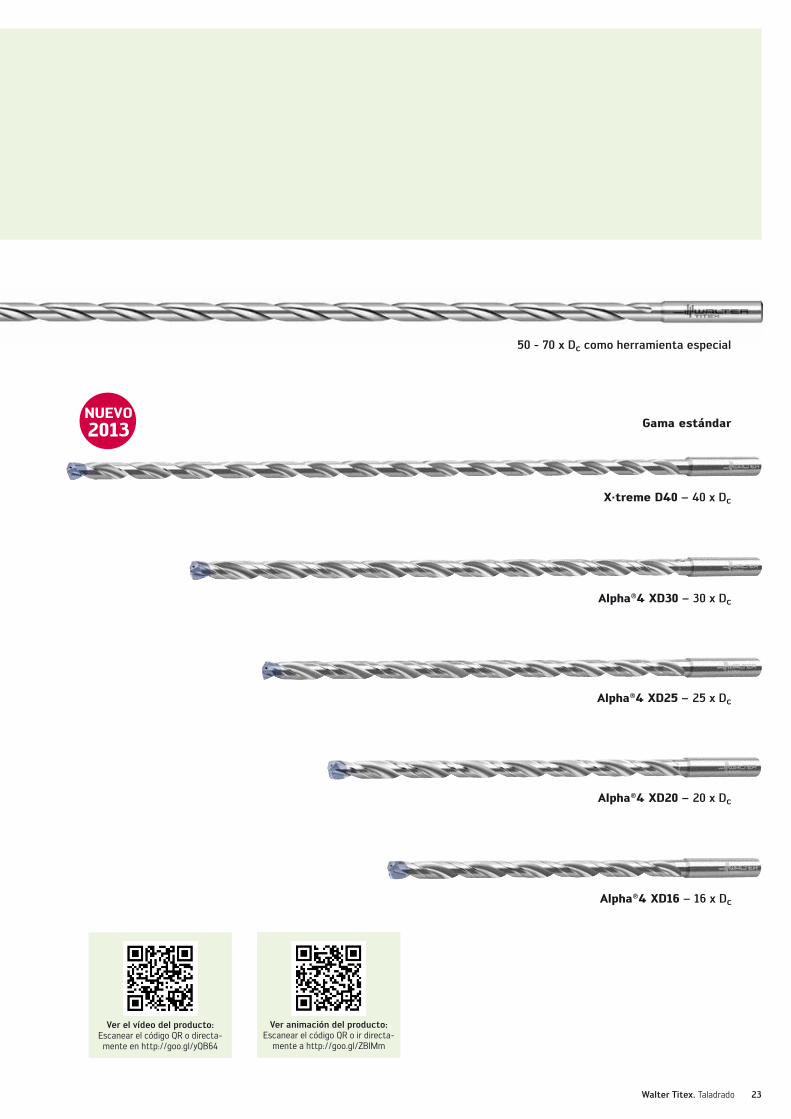
Tecnología de taladrado XD: Walter Titex: precisión con una profundidad de hasta 70 x Dc
LA HERRAMIENTA
– Brocas de alto rendimiento MDI con refrigeración interior; – recubrimiento de la puntal TTP; – disponible en estos tamaños:• 40 x Dc como herramienta estándar;• 50-70 x Dc como herramienta especial;
– margen de diámetros de 4,5 a 12 mm; – mango según DIN 6535 HA.
LA APLICACIÓN
– Para los grupos de materiales ISO P, K, N; – posibilidad de uso con emulsión y aceite; – especial para perforaciones transversales y salidas oblicuas; – para el uso en la ingeniería general, en la industria hidráulica y en la automovilística.
Vástago del émbolo
Datos de corte
Hasta ahora broca de un solo filo Tecnología XD70vc 70 m/min 70 m/minn 3185 rpm 3185 rpmf 0,03 mm/U 0,15 mm/Uvf 95 mm/min 478 mm/minDuración 12 componentes 50 componentes
Material de la pieza de trabajo: St 52-3Herramienta: Diámetro 7 mmProfundidad de taladrado: 450 mm - 65 x Dc
SUS VENTAJAS
– Diez veces más productivo en comparación con las brocas de un solo filo.
– Taladrado sin desahogos. – Máxima seguridad del proceso con grandes profundidades de taladrado.
– Taladrado con escasa presión del refrigerante a partir de 20 bar.
– Posibilidad de utilización con los grupos de materiales más diversos como ISO P, K, N.
– Potente también para perforaciones transversales y salidas oblicuas.
NUEVO
Velocidad de avance
0 100 200 300 400
+ 400 %
500
Hasta ahora
Tecnología XD 478
95
Duración: cantidad de piezas
+315 %
0 10 20 30 5040 60
Hasta ahora
Tecnología XD 50
12
Cuatro biseles de guía para la máxima calidad de taladrado y la aplicación en:
• salidas del taladro oblicuas;• piezas de trabajo con orificios
transversales.
Recubrimiento• Recubrimiento del cabezal TTP
Ranura para virutas pulida Para un transporte seguro de las virutas
23
Alpha®4 XD30 – 30 x Dc
Alpha®4 XD25 – 25 x Dc
Alpha®4 XD20 – 20 x Dc
Alpha®4 XD16 – 16 x Dc
Walter Titex. Taladrado
50 - 70 x Dc como herramienta especial
X·treme D40 – 40 x Dc
Ver el vídeo del producto: Escanear el código QR o directa-mente en http://goo.gl/yQB64
Ver animación del producto: Escanear el código QR o ir directa-
mente a http://goo.gl/ZBIMm
Gama estándarNUEVO2013
TORNEADO Walter 3 Torneado ISO 4 Ranurado y tronzado 12
TALADRADO Y ROSCADO Walter Titex 19 Brocas MDI 20
Walter 25 Brocas 26 Mandrinos 28 Brocas de precisión 32
Walter Prototyp 37 Machos de roscar HSS-E-PM 38 Machos de roscar HSS-E 40
FRESADO Walter Prototyp 43 Fresas MDI 44
Walter 49 La nueva generación de fresas 51 Materiales de corte 58 Fresas especiales PKD 60
Ver el vídeo con las novedades: escanear el código QR o visitar
directamente http://goo.gl/cPIqR
Innovaciones de productosEdición 2013-2
Taladrado
_INNOVACIONES DE HERRAMIENTAS DE TALADRADO
Potentes, resistentes, precisas
26
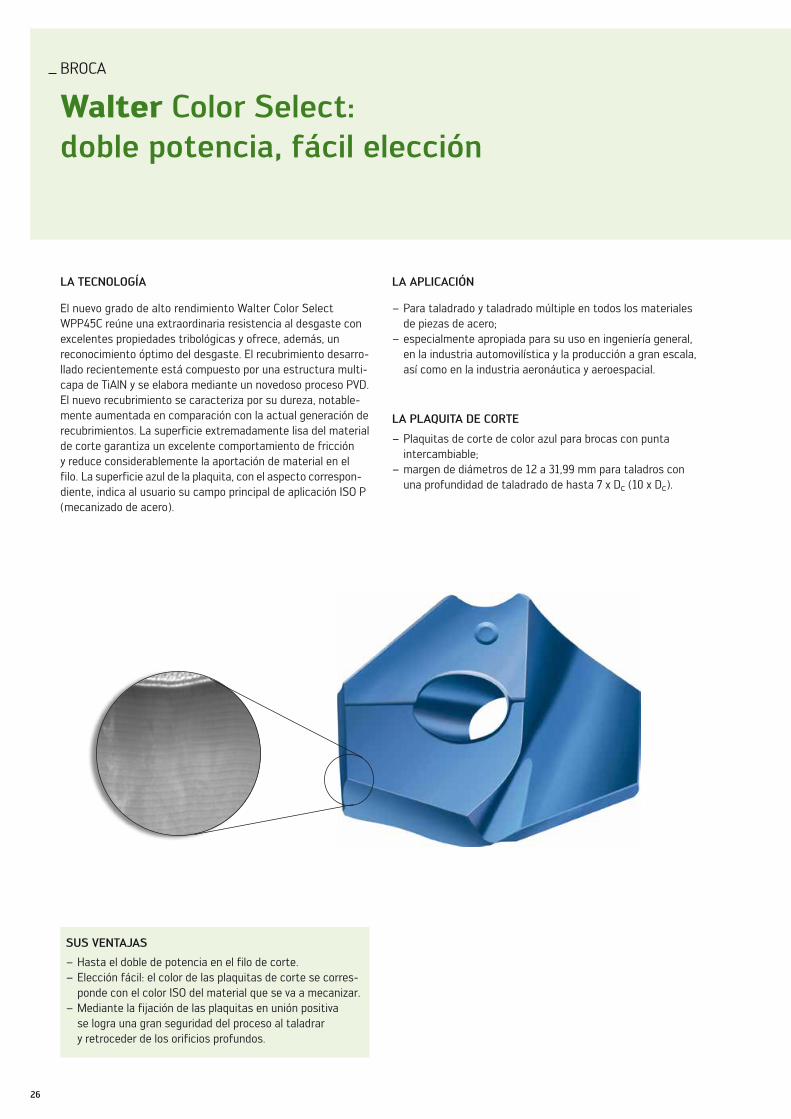
SUS VENTAJAS
– Hasta el doble de potencia en el filo de corte. – Elección fácil: el color de las plaquitas de corte se corres-ponde con el color ISO del material que se va a mecanizar.
– Mediante la fijación de las plaquitas en unión positiva se logra una gran seguridad del proceso al taladrar y retroceder de los orificios profundos.
BROCA
Walter Color Select: doble potencia, fácil elección
LA TECNOLOGÍA
El nuevo grado de alto rendimiento Walter Color Select WPP45C reúne una extraordinaria resistencia al desgaste con excelentes propiedades tribológicas y ofrece, además, un reconocimiento óptimo del desgaste. El recubrimiento desarro-llado recientemente está compuesto por una estructura multi-capa de TiAlN y se elabora mediante un novedoso proceso PVD. El nuevo recubrimiento se caracteriza por su dureza, notable-mente aumentada en comparación con la actual generación de recubrimientos. La superficie extremadamente lisa del material de corte garantiza un excelente comportamiento de fricción y reduce considerablemente la aportación de material en el filo. La superficie azul de la plaquita, con el aspecto correspon-diente, indica al usuario su campo principal de aplicación ISO P (mecanizado de acero).
LA APLICACIÓN
– Para taladrado y taladrado múltiple en todos los materiales de piezas de acero;
– especialmente apropiada para su uso en ingeniería general, en la industria automovilística y la producción a gran escala, así como en la industria aeronáutica y aeroespacial.
LA PLAQUITA DE CORTE
– Plaquitas de corte de color azul para brocas con punta intercambiable;
– margen de diámetros de 12 a 31,99 mm para taladros con una profundidad de taladrado de hasta 7 x Dc (10 x Dc).
27Walter. Taladrado
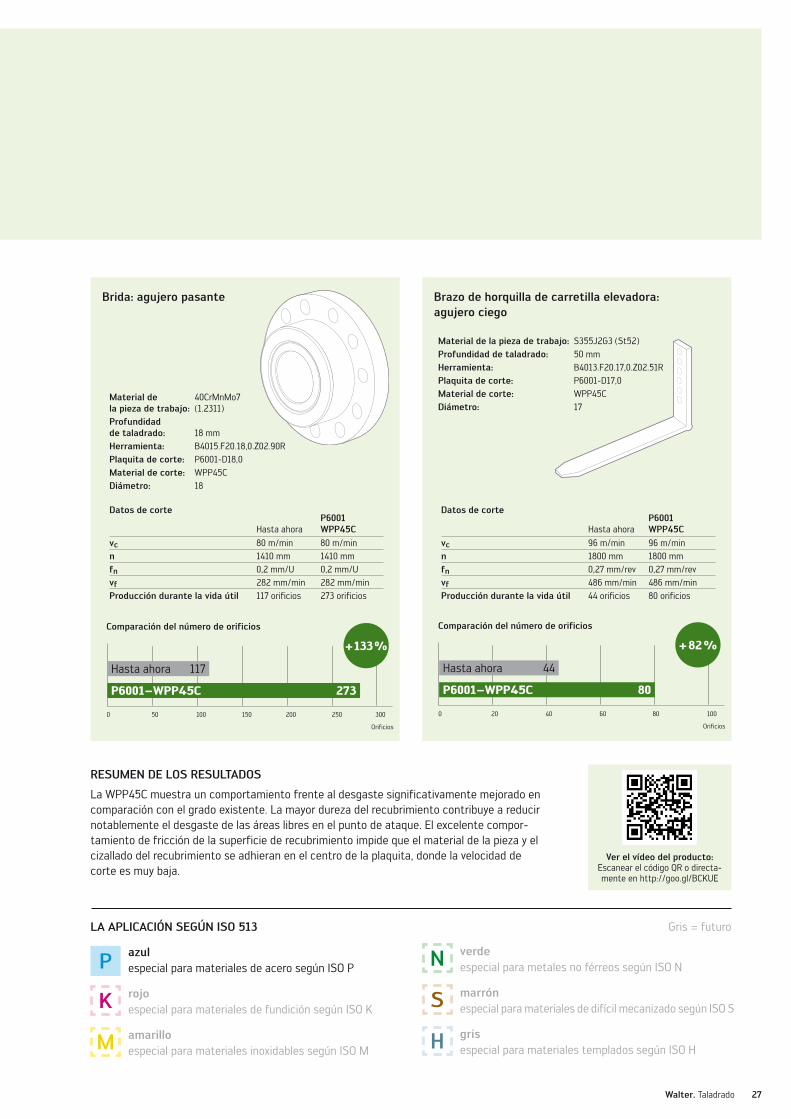
RESUMEN DE LOS RESULTADOS
La WPP45C muestra un comportamiento frente al desgaste significativamente mejorado en comparación con el grado existente. La mayor dureza del recubrimiento contribuye a reducir notablemente el desgaste de las áreas libres en el punto de ataque. El excelente compor-ta miento de fricción de la superficie de recubrimiento impide que el material de la pieza y el cizallado del recubrimiento se adhieran en el centro de la plaquita, donde la velocidad de corte es muy baja.
Datos de corte
Hasta ahoraP6001 WPP45C
vc 80 m/min 80 m/minn 1410 mm 1410 mmfn 0,2 mm/U 0,2 mm/Uvf 282 mm/min 282 mm/minProducción durante la vida útil 117 orificios 273 orificios
Datos de corte
Hasta ahoraP6001 WPP45C
vc 96 m/min 96 m/minn 1800 mm 1800 mmfn 0,27 mm/rev 0,27 mm/revvf 486 mm/min 486 mm/minProducción durante la vida útil 44 orificios 80 orificios
Material de la pieza de trabajo:
40CrMnMo7 (1.2311)
Profundidad de taladrado:
18 mm
Herramienta: B4015.F20.18,0.Z02.90RPlaquita de corte: P6001-D18,0Material de corte: WPP45CDiámetro: 18
Comparación del número de orificios Comparación del número de orificios
0 050 20150 60200 80250100 40300 100
Orificios Orificios
Brida: agujero pasante Brazo de horquilla de carretilla elevadora: agujero ciego
Hasta ahora 117 Hasta ahora 44
P6001–WPP45C 273 P6001–WPP45C 80
+ 133 % + 82 %
Material de la pieza de trabajo: S355J2G3 (St52)Profundidad de taladrado: 50 mmHerramienta: B4013.F20.17,0.Z02.51RPlaquita de corte: P6001-D17,0Material de corte: WPP45CDiámetro: 17
Ver el vídeo del producto: Escanear el código QR o directa-mente en http://goo.gl/BCKUE
LA APLICACIÓN SEGÚN ISO 513
P azulespecial para materiales de acero según ISO P
K rojoespecial para materiales de fundición según ISO K
M amarilloespecial para materiales inoxidables según ISO M
N verdeespecial para metales no férreos según ISO N
S marrónespecial para materiales de difícil mecanizado según ISO S
H grisespecial para materiales templados según ISO H
Gris = futuro

BROCA
Walter Insert Drill con Walter Capto™: con precisión y potencia para una mayor rentabilidad
28
LA HERRAMIENTA
– Broca con plaquitas de corte con cuatro filos de corte; – mango modular Walter Capto™:• tamaño C4 (Dc margen de diámetros 16,0-32,0 mm);• tamaño C5 (Dc margen de diámetros 16,0-40,0 mm);• tamaño C6 (Dc margen de diámetros 25,0-45,0 mm);
– Z = 1 efectivo; – profundidad de taladrado: hasta 3 x Dc – la posición idónea de la plaquita asegura la compensación de fuerzas en el proceso de arranque de viruta;
– cavidad de virutas optimizada para un mejor transporte de virutas y un cuerpo estable;
– superficie con niquelado duro para proteger frente a la corrosión y el desgaste, así como frente al flujo de virutas continuo;
– mejor manejo y rapidez de apretado o aflojado mayor gracias al tornillo Torx Plus;
– collar cilíndrico para facilitar la medición del diámetro de la herramienta.
LA APLICACIÓN
– Apropiado para mecanizar todos los materiales de acero y fundición y materiales inoxidables o de difícil mecanizado;
– fuerte para taladrar, taladrar agujeros en forma de ocho y puntear superficies oblicuas o bombeadas;
– la herramienta para la ingeniería general, para la industria del automóvil y la producción a gran escala, así como para la industria aeronáutica y aeroespacial.
SUS VENTAJAS
– Incremento de la productividad mediante mayores tasas de trabajo.
– Ahorro de tiempo al cambiar la herramienta en comparación con mangos convencionales.
– Gracias a la forma poligonal del punto de unión Walter Capto™ se pueden transferir fuerzas elevadas.
– Reducción de costes mediante:• cuatro filos de corte reales;• mayores parámetros de corte;• ahorro de operaciones consecutivas adicionales.
– Baja tolerancia de taladrado gracias a una óptima compensación de fuerzas.
– Excelente calidad superficial gracias al filo cortante Wiper en el diámetro de taladro y a la gran seguridad del proceso mediante la fijación en arrastre de fuerza de la plaquita de corte.
Walter Insert Drill Tipo: B4213.C

WalterCaptoTM
Subtítulo Sobre título (1.1)
Headline in grün (1.2), auch für Umbrüche als 3- Zeiler möglich. Headline in grün, auch für Umbrüche als 3- Zeiler möglich.
29Walter. Taladrado
E 57: la universal – Ángulo de desprendi-miento de 13°;
– para condiciones de mecanizado de dificultad media;
– para fundición y acero, así como para materiales inoxidables y de difícil arranque de viruta.
E 67: la especial – Ángulo de desprendi-miento de 13°;
– geometría especial para un virutaje óptimo;
– para materiales de viruta larga, p. ej. St37, materiales inoxidables o de difícil arranque de viruta y aluminio.
A 57: la estable – Ángulo de desprendi-miento de 0°;
– para condiciones de meca-nizado desfavorables;
– principalmente para mecanizado de fundición y de acero.
LA PLAQUITA EXTERIOR LA PLAQUITA CENTRAL
LAS VARIANTES GEOMÉTRICAS
– Modelo sinterizado en su contorno con radio de esquina en el diámetro de taladro;
– modelo rectificado en su contorno: las mejores calidades superficiales gracias al filo cortante Wiper del diámetro de taladro;
– novedad: ahora también en Tiger·tec® Silver. El material de corte para máximas velocidades de corte y máxima seguridad del proceso.
– Novedad: ahora también en Tiger·tec® Silver. El material de corte con el que se obtiene una elevada duración y la máxima seguridad del proceso en el taladrado de materiales ISO P e ISO K;
– novedad: nuevo grado PVD WXP40 para una mayor duración en el taladrado en materiales ISO P, ISO M e ISO S;
– desarrollada especial-mente como placa central.
Marca de arista de corte
Arista de corte de 0° en fase
de refuerzo de virutaGeometría de picaduras afilada
Rectificada en su contorno

30
MANDRINO
Walter Boring con Walter Capto™: mandrinado con cabezales
LA HERRAMIENTA
– Herramienta de mandrinado con dos filos cortantes; – con fijación Walter Capto™ y ScrewFit; – margen de diámetros de 20 a 150 mm con cartuchos; – margen de diámetros de 150 a 640 mm con puente de aluminio;
– suministro interno de refrigerante hasta el filo cortante; – para desbaste simétrico y escalonado radial; – adaptadores y prolongaciones exactamente adaptadas; – posibilidades modulares de ampliación; – completo programa de plaquitas de corte CC.. y WC..; – plaquitas de corte con geometría especial (E47) para mandrinar.
LA APLICACIÓN
– Para taladrar diámetros de medios (desde 20 mm) a grandes (hasta 640 mm);
– para agujeros profundos y longitudes de vuelo grandes; – posibilidad de utilización también en máquinas de potencia reducida mediante la aplicación desplazada radialmente de cartuchos;
– posibilidades de aplicación universal en el área de ampliación del agujero;
– para la ingeniería general, la industria energética y la automovilística.
SUS VENTAJAS
– Sistema de herramientas resistente y compacto para un uso económico y con seguridad en el proceso.
– No es necesario modificar la longitud para regular el diámetro.
– Plaquitas de corte para todos los grupos de materiales con rotura de viruta muy buena.
– Posibilidad de utilización de la herramienta en dos métodos de desbaste.
– Gracias a Walter Capto™ pueden transmitirse grandes momentos de giro.
– Adaptado al sistema de taladrado con precisión Walter Precision.
– Completo programa de componentes modulares: adaptadores, prolongaciones, etc.
– Manejo muy sencillo
Walter BoringMEDIUM, Walter BoringMAXI Tipos: B3220.T. B3220.C.
CC..E47

WalterCaptoTM
31Walter. Taladrado
CartuchoCartucho
Walter BoringMEDIUM, Walter BoringMAXI Tipos: B3220.T. B3220.C.
Cartucho
Puente de aluminio

WalterCaptoTM
32
MANDRINO DE PRECISIÓN
Walter Precision con Walter Capto™: con sistema de máxima precisión
LA HERRAMIENTA
– Mandrino de precisión con un filo de corte, de cómoda lectura analógica;
– Walter Capto™ y fijación ScrewFit; – ajuste de precisión sin holgura; – el sistema B4030 se autoequilibra; – margen de diámetros de 2 a 203 mm con barras de mandrinar y cartuchos;
– margen de diámetros de 150 a 640 mm en construcción de puente de aluminio;
– B3230.C con cartuchos disponible también como juego; – posibilidad de utilizarlo sin problemas para retromecanizado; – suministro de refrigerante hasta el filo cortante; – precisión de ajuste de 0,002 mm; – adaptadores y prolongaciones adaptados al sistema; – programa de plaquitas de corte adaptado para el mandrinado de precisión.
LA APLICACIÓN
– Apropiado para todos los grupos de materiales; – para el mecanizado acabado de orificios precisos (IT6); – orificios de 2 mm a 640 mm; – ámbitos de aplicación: ingeniería general, producción de piezas de precisión, industria automovilística y aeronáutica.
Walter PrecisionMINI, Walter PrecisionMEDIUM, Walter PrecisionMAXI Tipos: B3220.T. B3220.C.

33Walter. Taladrado
SUS VENTAJAS
– Un sistema de herramientas altamente preciso, resistente y económico.
– Un cuerpo base puede cubrir un amplio margen de diámetros con tres tamaños de cartuchos.
– No es necesario modificar la longitud para regular el diámetro.
– Gran calidad superficial gracias a las herramientas equilibradas.
– Completo programa de plaquitas de corte. – Puede usarse con plaquitas de corte de triple filo. – Flexibilidad gracias a un completo programa de compo-nentes modulares: adaptadores, prolongaciones, etc.
– Servicio de reparación.
Posibilidad de utilizarlo sin problemas para retromecanizado.
Walter PrecisionMINI, Walter PrecisionMEDIUM, Walter PrecisionMAXI Tipos: B3220.T. B3220.C.

34
MANDRINO DE PRECISIÓN
Walter PrecisionDigital con Walter Capto™: digital para una mayor precisión
LA HERRAMIENTA
– Herramienta para mandrinado de máxima precisión con sistema optoelectrónico de medición de la carrera;
– indicación digital para ajuste con precisión de µm; – fijación Walter Capto™; – diseño modular con barras de mandrinar y puentes en un margen de diámetros de 3 a 124 mm;
– plaquitas de corte con forma básica positiva; – barras de mandrinar de metal duro integral con diámetros de 2 a 10 mm;
– tres aristas de corte por cada plaquita; – dos tamaños de plaquita para todo el programa; – ajuste de precisión sin holgura (0,002 mm en diámetro); – compensación automática del desequilibrio exenta de mantenimiento;
– nmáx = 16000 rpm; – con suministro interno de refrigerante: enfría exactamente donde se está mecanizando por arranque de virutas;
– optimizada para la tecnología MMS.
SUS VENTAJAS
– Se evitan errores de ajuste gracias a un manejo sencillísimo por indicación digital.
– Reducidos costes de arranque de viruta, ya que son posi-bles mayores datos de corte mediante la compensación del desequilibrio.
– Máxima calidad de la pieza con mejor superficie y redondez por motivo de la compensación del desequilibrio.
– Datos de corte óptimos en todos los materiales: amplia oferta de plaquitas de corte para lograr una adaptación óptima a la tarea de mecanizado.
– El punto de unión ScrewFit modular aporta flexibilidad y un mantenimiento reducido en el almacén.
– Solución económica gracias a un cuerpo base con un diámetro de entre 3 y 124 mm.
LA APLICACIÓN
– Una herramienta para todos los grupos de materiales; – para el acabado de un taladro; – apropiada a la perfección para la mecanización general, la industria aeronáutica y aeroespacial, así como para la construcción de herramientas y moldes.
Barra de mandrinar MDI
Walter PrecisionDIGITAL Tipos: B4035.C.
Se suministra también como juego

WalterCaptoTM
WalterCaptoTM
35Walter. Taladrado
Indicación digital
Indicación digital
Cartucho
Walter PrecisionDIGITAL Tipos: B4035.C.
TORNEADO Walter 3 Torneado ISO 4 Ranurado y tronzado 12
TALADRADO Y ROSCADO Walter Titex 19 Brocas MDI 20
Walter 25 Brocas 26 Mandrinos 28 Brocas de precisión 32
Walter Prototyp 37 Machos de roscar HSS-E-PM 38 Machos de roscar HSS-E 40
FRESADO Walter Prototyp 43 Fresas MDI 44
Walter 49 La nueva generación de fresas 51 Materiales de corte 58 Fresas especiales PKD 60
Ver el vídeo con las novedades: escanear el código QR o visitar
directamente http://goo.gl/cPIqR

_INNOVACIONES DE HERRAMIENTAS DE ROSCADO
Rosca precisa, procesos seguros
Innovaciones de productosEdición 2013-2
Roscado

38
HSS-E-PM Macho de rosca
Walter Prototyp Prototex® Eco Plus: la herramienta de alto rendimiento para lograr la máxima productividad al roscar
SUS VENTAJAS
– Material de corte muy resistente al desgaste gracias al nuevo pretratamiento.
– Gran duración obtenida por la geometría optimizada en el área de entrada.
– Reducción de la variedad de herramientas debido a la posibilidad de una aplicación universal con una amplia gama de materiales.
– Menos cambios de herramienta y ocupación óptima de la máquina gracias a las elevadas velocidades de corte y a la larga duración.
– Reducción de los costes de lubricante gracias a la posibilidad de realizar un mecanizado MMS en acero, hierro fundido y aleaciones de aluminio.
ÁREA DE MEDICIÓNM: M2 – M30MF: M6 x 0,75 – M22 x 1,5UNC: UNC2 – UNC 5/8
UNF: UNF4 – UNF 5/8
G: G 1/8 – G1
LA HERRAMIENTA
– Macho de roscar de alto rendimiento (HSS-E-PM) de aplicación universal para agujeros pasantes;
– recubrimiento de material duro THL, recubrimiento alternativo TIN;
– entrada en forma B; – tolerancias: 6HX, 6GX, 2B y G-X; – longitudes: M; – variantes: • LH (rosca a izquierda); • KR (canal de refrigeración radial).
LA APLICACIÓN
– Roscas de agujero pasante hasta 3,5 x DN; – ISO P: aceros desde 500 de hasta 1350 N/mm2 de resistencia a la tracción;
– ISO M: aceros inoxidables de hasta 1350 N/mm2 de resistencia a la tracción;
– ISO K: principalmente materiales GJS (GGG); – ISO N:• aleaciones forjables de Al;• aleaciones de AlSi con proporción de Si de hasta el 12 %;• aplicación secundaria en cobre y aleaciones de cobre.
Prototex® Eco Plus Tipo: EP2021342
Opcionalmente con refrigeración interior radial.
Recubrimiento THL (o TIN).

39Walter Prototyp. Roscado
Rodamiento de bolas externoPrototex® Eco PlusRosca de paso M12x1.5
Datos de corte Competencia Prototex® Eco Plusn 663 rpm 663 rpmvc 25 m/min 25 m/min
Material de la pieza de trabajo: C56E2 (1.1219)Resistencia: aprox. 1300 N/mm²Herramienta: Prototex® Eco Plus
EP2126342-M12x1.5Recubrimiento: THLTipo de taladrado: Orificio pasanteProfundidad de rosca: 8 mmLubricante refrigerante: Emulsión 7 %
Comparación de producción (cantidad de roscas)
0 200 800
Prototex® Eco Plus 750
400 600
Competencia 500
HSS-E-PM
Tolerancia del mango h9
Color del material ISO de los grupos de materiales
LA NUEVA IDENTIFICACIÓN EN EL EMBALAJE
P M K N S H O
EP2021342-M8 Prototex® Eco PlusHSS-E-PM THL6HX
23/134 042446 066969
Tabla de aplicaciones
•• Aplicación principal

40
MACHO DE ROSCAR HSS-E
Walter Prototyp Paradur® X·pert K: el especialista en mecanizado de fundición
ÁREA DE MEDICIÓNM: M3 – M20
Paradur® X·pert K Tipo: K2031407SUS VENTAJAS
– Producción económica de roscas con tamaños de lote pequeños o medios.
– Herramienta muy robusta, con seguridad del proceso.
LA HERRAMIENTA
– Macho de rosca HSS-E-PM para agujeros ciegos y pasantes;
– ranurado recto; – tolerancia: 6HX.
LA APLICACIÓN
– Idóneo para roscar agujeros ciegos y pasantes de hasta 3 x DN de profundidad de rosca y 1000 N/mm² de resistencia a la tracción;
– ISO K: • aplicación principal: GJL (GG); • aplicación secundaria: GJS (GGG);
– ISO N: aleaciones AlSi con contenido de Si > 12 %.
P M K N S H O
C C C C
X·pert N
P M K N S H O
C C C
X·pert K
P M K N S H O
C C C
X·pert M
P M K N S H O
C C C C
X·pert P
TODA LA FAMILIA X·PERT. Selección sencilla, mecanizado rápido
Entrada en forma C
HSS-E-PM
Recubrimiento TAFT
41Walter Prototyp. Roscado
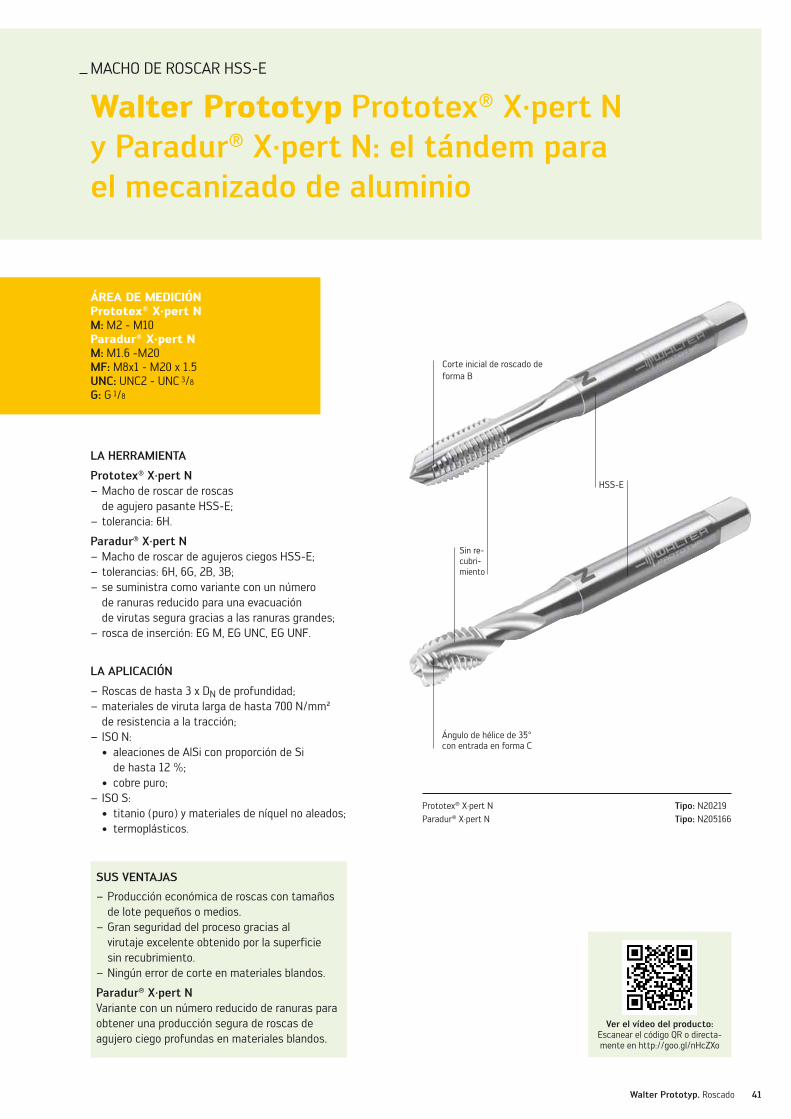
MACHO DE ROSCAR HSS-E
Walter Prototyp Prototex® X·pert N y Paradur® X·pert N: el tándem para el mecanizado de aluminio
ÁREA DE MEDICIÓNPrototex® X·pert NM: M2 - M10 Paradur® X·pert NM: M1.6 -M20MF: M8x1 - M20 x 1.5UNC: UNC2 - UNC 3/8
G: G 1/8
Prototex® X·pert N Tipo: N20219Paradur® X·pert N Tipo: N205166
SUS VENTAJAS
– Producción económica de roscas con tamaños de lote pequeños o medios.
– Gran seguridad del proceso gracias al virutaje excelente obtenido por la superficie sin recubrimiento.
– Ningún error de corte en materiales blandos.
Paradur® X·pert NVariante con un número reducido de ranuras para obtener una producción segura de roscas de agujero ciego profundas en materiales blandos.
LA HERRAMIENTA
Prototex® X·pert N – Macho de roscar de roscas de agujero pasante HSS-E;
– tolerancia: 6H.
Paradur® X·pert N – Macho de roscar de agujeros ciegos HSS-E; – tolerancias: 6H, 6G, 2B, 3B; – se suministra como variante con un número de ranuras reducido para una evacuación de virutas segura gracias a las ranuras grandes;
– rosca de inserción: EG M, EG UNC, EG UNF.
LA APLICACIÓN
– Roscas de hasta 3 x DN de profundidad; – materiales de viruta larga de hasta 700 N/mm² de resistencia a la tracción;
– ISO N: • aleaciones de AlSi con proporción de Si
de hasta 12 %;• cobre puro;
– ISO S: • titanio (puro) y materiales de níquel no aleados;• termoplásticos.
HSS-E
Sin re-cubri-miento
Corte inicial de roscado de forma B
Ángulo de hélice de 35° con entrada en forma C
Ver el vídeo del producto: Escanear el código QR o directa-mente en http://goo.gl/nHcZXo

Torneado Walter 3 Torneado ISO 4 Ranurado y tronzado 12
Taladrado y roscado Walter Titex 19 Brocas MDI 20
Walter 25 Brocas 26 Mandrinos 28 Brocas de precisión 32
Walter Prototyp 37 Macho de roscar HSS-e-pM 38 Machos de roscar HSS-e 40
Fresado Walter Prototyp 43 Fresas MDI 44
Walter 49 La nueva generación de fresas 51 Materiales de corte 58 Fresas especiales pKD 60
Ver el vídeo con las novedades: escanear el código QR o visitar
directamente http://goo.gl/cpIqR

_InnOvacIOneS De HeRRaMIenTaS De FReSaDO
Buena refrigeración para un mayor rendimiento
Innovaciones de productosedición 2013-2
Fresado

44
FReSaS MDI
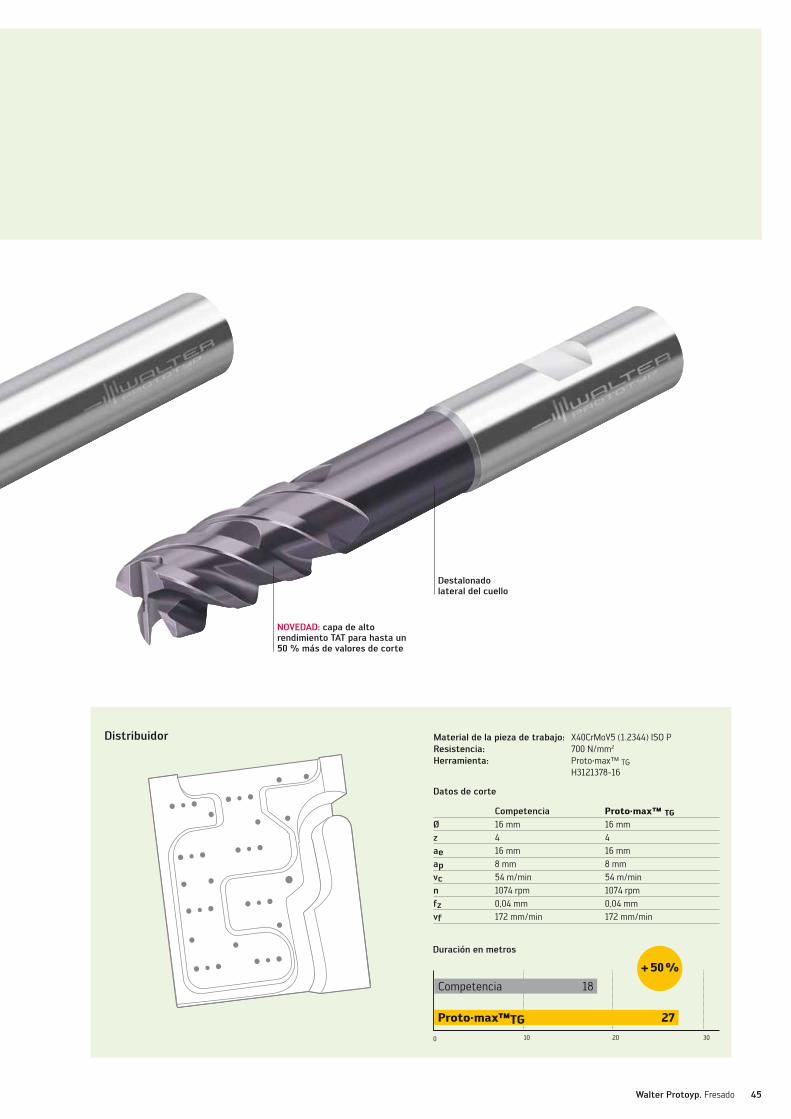
Walter Prototyp Proto·max™ TG: aplicación universal, rendimiento extremadamente alto. «Tough Guys» típico.
la herramIenTa
– Fresa de alta capacidad; – sin radio de esquina; – margen de diámetros entre 2 y 25 mm; – ángulo de espiral de 50°; – tres, cuatro y cinco filos cortantes; – disponible con y sin destalonado lateral del cuello (d2); – mango según DIn 6535 Ha y HB; – recubrimiento TaT.
su aPlIcacIón
– aplicación principal: grupo de materiales ISO p; – aplicaciones secundarias: grupos de materiales ISO M, K y S; – para desbaste y acabado; – ranurado macizo de hasta 0,9 x Dc; – para fresado de escotadura, inmersión inclinada y fresado de contornos;
– gracias al destalonado lateral del cuello es apropiada también para mecanizar cavidades más profundas;
– ámbitos de aplicación: para uso en ingeniería general, en la industria energética y automovilística, en tecnología médica y en la industria aeronáutica y aeroespacial.
sus VenTajas
– Gran seguridad del proceso gracias al núcleo reforzado en la parte trasera y una cavidad grande de virutas en la parte delantera.
– el recubrimiento TaT más moderno permite obtener la máxima productividad con hasta un 50 % de valores de corte mayores que en los productos normales del merca-do y unos incrementos de la duración de hasta un 100 %.
– Menos roturas de los filos de corte gracias al nuevo sustrato y al innovador tratamiento de los filos de cortes que permiten obtener, con ello, más seguridad del proceso.
cavidad de virutas profunda para una salida segura de las virutas al ranurar en macizo hasta 0,9 x Dc.
núcleo reforzado para una mayor
estabilidad.
NUEVO2013
Ver el vídeo del producto: escanear el código QR o visitar
directamente http://goo.gl/gcypW
45
10 20 30
Walter Protoyp. Fresado
distribuidor
datos de corte
competencia Proto·max™ TGØ 16 mm 16 mmz 4 4ae 16 mm 16 mmap 8 mm 8 mmvc 54 m/min 54 m/minn 1074 rpm 1074 rpmfz 0,04 mm 0,04 mmvf 172 mm/min 172 mm/min
duración en metros
0
competencia
Proto·max™TG 27
+ 50 %
18
material de la pieza de trabajo: X40crMov5 (1.2344) ISO presistencia: 700 n/mm2
herramienta: proto·max™ TG H3121378-16
destalonado lateral del cuello
noVedad: capa de alto rendimiento TaT para hasta un 50 % más de valores de corte

46
FReSaS MDI
Walter Prototyp Proto·max™Inox: ahora también con contacto coneFit™
Proto·max™Inox con contacto coneFit™ H2ec34217 sistema métrico H2ec38217 sistema métrico con radio de esquina
Geometría para materiales ISO M e ISO S
Recubrimiento Taa
Salidas de refrigerante
sus VenTajas
– Máximo volumen de arranque de viruta, hasta un 50 % más en comparación con las herramientas modulares convencionales del mercado.
– Gran volumen de arranque de viruta y, con ello, alta productividad al mecanizar aceros inoxidables.
– Giro con pocas vibraciones gracias a una división especial desigual.
– corte suave gracias a una microgeometría optimizada. – Mediante el suministro interno de refrigerante se obtiene la mejor seguridad del proceso gracias al trans-porte de virutas óptimo.
– Máxima duración obtenida mediante el nuevo recubri-miento Taa y al suministro interno de refrigerante.
la herramIenTa
– Una fresa de alta capacidad MDI especial para el desprendimiento de viruta en aceros inoxidables;
– disponible con y sin radio de esquina; – radio de esquina de entre 0,5 y 4 mm; – margen de diámetros entre 10 y 25 mm; – ángulo de espiral de 50°; – cuatro y cinco filos cortantes; – contacto coneFit™ desde e10 hasta e25; – recubrimiento Taa.
su aPlIcacIón
– aplicación principal: grupo de materiales ISO M; – aplicación secundaria: grupo de materiales ISO S; – para desbaste y acabado; – mecanizado de ranuras macizas de hasta 0,55 x Dc; – fresado de escotadura, inmersión inclinada y fresado de contornos;
– idónea para máquinas con suministro interno de refrigerante;
– ámbitos de aplicación: para su uso en ingeniería general, en la industria energética, en tecnología médica y en la industria aeronáutica y aeroespacial.
NUEVO2013
47
0 10 4020 30
Walter Protoyp. Fresado
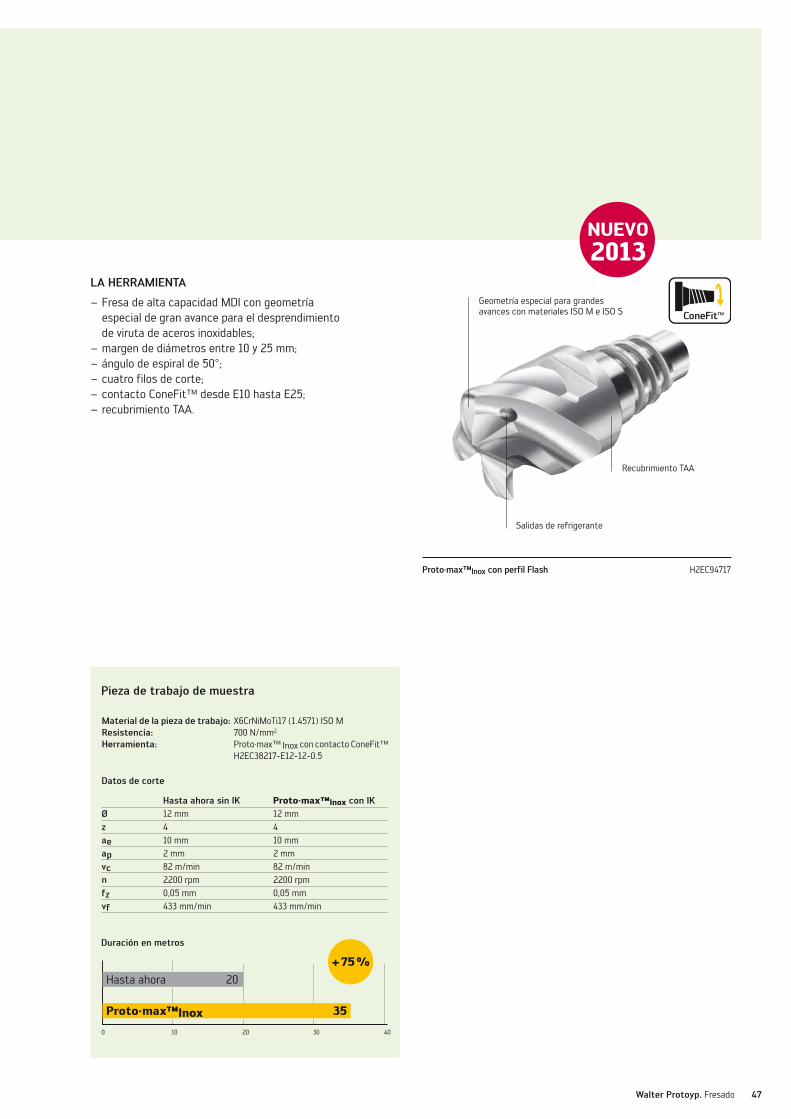
Recubrimiento Taa
Salidas de refrigerante
Proto·max™Inox con perfil Flash H2ec94717
Geometría especial para grandes avances con materiales ISO M e ISO S
la herramIenTa
– Fresa de alta capacidad MDI con geometría especial de gran avance para el desprendimiento de viruta de aceros inoxidables;
– margen de diámetros entre 10 y 25 mm; – ángulo de espiral de 50°; – cuatro filos de corte; – contacto coneFit™ desde e10 hasta e25; – recubrimiento Taa.
Pieza de trabajo de muestra
datos de corte
hasta ahora sin IK Proto·max™Inox con IKØ 12 mm 12 mmz 4 4ae 10 mm 10 mmap 2 mm 2 mmvc 82 m/min 82 m/minn 2200 rpm 2200 rpmfz 0,05 mm 0,05 mmvf 433 mm/min 433 mm/min
duración en metros
Hasta ahora 20
Proto·max™Inox 35
material de la pieza de trabajo: X6crniMoTi17 (1.4571) ISO Mresistencia: 700 n/mm2
herramienta: proto∙max™ Inox con contacto coneFit™ H2ec38217-e12-12-0.5
NUEVO2013
+ 75 %
TORNEADO Walter 3 Torneado ISO 4 Ranurado y tronzado 12
TALADRADO Y ROSCADO Walter Titex 19 Brocas MDI 20
Walter 25 Brocas 26 Mandrinos 28 Brocas de precisión 32
Walter Prototyp 37 Machos de roscar HSS-E-PM 38 Machos de roscar HSS-E 40
FRESADO Walter Prototyp 43 Fresas MDI 44
Walter 49 La nueva generación de fresas 51 Materiales de corte 58 Fresas especiales PKD 60
Ver el vídeo con las novedades: escanear el código QR o visitar
directamente http://goo.gl/cPIqR

_INNOVACIONES DE HERRAMIENTAS DE FRESADO
Potencia en el filo de corte
Innovaciones de productosEdición 2013-2
Fresado

Walter. Fresado

51Walter. Fresado
FUERZA Y DINÁMICA: BLAXX™ Y TIGER·TEC® SILVER
Lo que se busca es un sistema fiable que ofrezca una precisión absoluta y una duración máxima. Las fresas Blaxx™ de Walter constan de un cuerpo de herramienta increíblemente robusto de nuevo diseño y equipado con las plaquitas de alto rendimiento de Walter: con la tecnología de Tiger·tec® Silver.
Poder confiar en un sistema de este tipo, ofrece a las empresas innovadoras la posibilidad de desplegar todo su potencial: el desarrollo y la fabricación de productos impresionantes.
Productividad y seguridad del procesoCuando a la hora de la producción se optimizan todos los pará-metros para un rendimiento máximo, debe tenerse en cuenta un factor determinante en el punto clave de la cadena del proceso: el momento en el que la herramienta y la pieza de trabajo entran en contacto. En este punto se decide si es posible conseguir realmente la calidad del producto buscada. Se pueden producir escenarios costosos e incluso una situación de desastre total con cuantiosos daños materiales.

52
LA NUEVA GENERACIÓN DE FRESAS
Walter BlaxxTM fresa erizo F5138: los nuevos y potentes paquetes flexibles
LAS HERRAMIENTAS
– Fresa erizo F5138 de dientes macizos con plaquitas de corte tangenciales de cuatro filos;
– equipada con plaquitas de corte estandarizadas LNHU1306..; de la gama de fresas de escuadrar Blaxx™ F5141;
– margen de diámetros entre 40 y 80 mm; – dos longitudes de filo diferentes por diámetro; – con la tecnología de Tiger·tec® Silver, disponibles con cuatro grados (WKP25S, WKP35S, WSM35S, WSP45S);
– geometría de corte suave gracias a los filos de corte helicoidales;
– con suministro interno de refrigerante en todos los filos cortantes;
– escuadrado sin escalones; – con tratamiento especial de la superficie para una protección frente a la corrosión y el desgaste.
LA APLICACIÓN
– Para el escuadrado y contorneado de todos los materiales de acero y fundición, aceros inoxidables, materiales de difícil mecanizado y metales no férreos;
– puede utilizarse en todos los sectores: industria automovilística, industria aeronáutica y aeroespacial, ingeniería general, etc.
Cuerpo protegido contra el desgaste
Suministro de refrigerante en cada filo de corte
Plaquita de corte standard: LNHU1306…
Tipo: F5138/Ø40/Z2 con ScrewFit Tipo: F5138/Ø80/Z5 con fijación de orificio
La nueva generación de fresas BlaxxTM Tipo: F5138
NUEVO2013

53Walter. Fresado
Con la tecnología de
SUS VENTAJAS
Gran seguridad del proceso gracias a su diseño de gran estabilidad
– Elevado volumen de metal duro en el sentido de la fuerza de corte;
– cuerpo especial de la herramienta con tratamiento de la superficie y núcleo reforzado.
Gran rentabilidad – Cuatro filos de corte por plaquita de corte; – hasta un 30 % más de avance por diente; – es posible el fresado casi sin rebaje.
Con la tecnología de Tiger·tec® Silver – Datos de corte convincentes y gran seguridad del proceso gracias a la relación dureza/tenacidad totalmente nueva.
Datos de corteCompetencia BlaxxTM F5138
Número de dientes 4 4
vc 320 m/min 240 m/min
fz 0,25 mm 0,26 mm
ap 12 mm 40 mm
ae 8 mm 28 mm
Material de la pieza de trabajo: EN-GJS-500-7 (GGG50), ISO-KHerramienta: F5138/Ø63/Z4/Lc45Plaquita de corte: LNHU130608R-L55TMaterial de corte: WKP25S
Caja de engranaje,
Comparación: Volumen de desprendimiento Q [cm3/min]
0 300 900
+ 800 %
1500
155
BlaxxTM F5138 1400
Competencia
600 1200
Fc
Seguridad tangencial con BlaxxTM y Tiger·tec® Silver
Corte potente gracias a un elevado volumen de metal duro en el sentido de la fuerza de corte Fc.
Máxima rigidez gracias a la amplia sección transversal de material en el cuerpo de la fresa.
Ver el vídeo del producto: escanear el código QR o visitar
directamente http://goo.gl/HauR0

54
Con la tecnología de
SUS VENTAJAS
Máxima seguridad del proceso gracias a su diseño de gran estabilidad
– Elevado volumen de metal duro en el sentido de la fuerza de corte;
– cuerpo especial de la herramienta con tratamiento de la superficie y núcleo reforzado.
Gran rentabilidad – Cuatro filos de corte por plaquita de corte; – hasta un 30 % más de avance por diente; – es posible el fresado casi sin rebaje.
Con la tecnología de Tiger·tec® Silver – Dos grados CVD (WKP25S y WKP35S) para el mecanizado de acero y fundición;
– dos grados PVD (WSM35S y WSP45S) para acero, aceros inoxidables y materiales de difícil mecanizado.
LA NUEVA GENERACIÓN DE FRESAS
Walter BlaxxTM Fresa de escuadrar: más avance sin interrupciones
LAS HERRAMIENTAS
– Fresa de escuadrar tangencial F5041, F5141 y F5241 con plaquitas de corte de cuatro filos;
– margen de diámetros entre 25 y 160 mm; – tres profundidades de corte: 8, 12 y 15 mm; – cuatro calidades de metal duro: WKP25S, WKP35S, WSM35S y WSP45S con la tecnología de Tiger·tec® Silver;
– geometría L85T para el mecanizado de aluminio; – elevada precisión de concentricidad y excentricidad; – geometría de corte suave gracias a los filos de corte helicoidales;
– precisión de 90° en el escuadrado; – tratamiento especial de la superficie para una protección contra la corrosión y el desgaste.
LA APLICACIÓN
– Para el escuadrado y planeado de todos los materiales de acero y fundición, aceros inoxidables, materiales de difícil mecanizado y aluminio;
– aplicación muy flexible: industria automovilística, industria aeronáutica y aeroespacial, ingeniería general, etc.
La nueva generación de fresas BlaxxTM Tipo: F5141
Plaquitas de corte tangenciales LNHU 130608R-L55T
Cuerpo con protección frente al desgaste gracias al tratamiento
de la superficie
Cuatro filos de corte útiles con precisión de 90°
Comportamiento de corte positivo
NUEVO
NUEVO
COMPLEMENTO DEL PROGRAMA
2013
NUEVO

55Walter. Fresado
LAS DIMENSIONES
BlaxxTM:Hasta un 30 % más de avance gracias a la disposición tangencial de las plaquitas de corte.
Material de la pieza de trabajo: GGG50, ISO KHerramienta: Fresa de escuadrar, diámetro 80 mmPlaquita de corte: LNHU130608R-L55TMaterial de corte: WKP25S
Comparación: avance por diente fz [mm]
0,100 0,300,20
Hasta ahora 0,20
+ 30 %
BlaxxTM con WKP25S 0,26
Datos de corte
vc 264 m/minap 8 mmae 50 mm
BlaxxTM F5141
– Margen de diámetros entre 40 y 125 mm;
– divisiones de los dientes de tipo medio y estrecho;
– profundidad de corte de 12 mm; – radios de esquina entre R0,8 y R3,2 mm; – plaquita de corte: LNHU1306…
BlaxxTM F5041
– Margen de diámetros entre 25 y 63 mm; – divisiones de los dientes de tipo medio y estrecho;
– profundidad de corte de 8 mm; – radios de esquina entre R0,4 y R2,0 mm;
– plaquita de corte: LNHU0904…
BlaxxTM Tipo: F5041.W... BlaxxTM Tipo: F5141.B...
Ver la animación: Escanear el código QR
o directamente en http://goo.gl/CesMH
NUEVO: BlaxxTM F5241
– Margen de diámetros entre 50 y 160 mm; – división del diente de tipo medio y estrecho;
– profundidad de corte de 15 mm; – radios de esquina entre R0,8 y R2,5 mm; – plaquita de corte LNHU1607..
BlaxxTM Tipo: F5241.B...
LAS VARIANTES GEOMÉTRICAS
L55T: la universal – Para condiciones de mecanizado medias;
– de aplicación universal con la mayoría de grupos de materiales.
NUEVO: L85T: la afilada – Para mecanizado de aluminio; – bajas fuerzas de corte; – arista de corte afilada.

56
LA NUEVA GENERACIÓN DE FRESAS
Walter BlaxxTM fresa de tronzado F5055: para tronzar y ranurar con seguridad
LAS HERRAMIENTAS
– Fresa de tronzado F5055 con plaquita de corte de un filo; – margen de diámetros entre 63 y 250 mm; – anchos de corte: 2,0, 3,0 y 4,0 mm; – elevada precisión de concentricidad y excentricidad; – fijación de plaquitas en el cuerpo en unión positiva y no positiva;
– dos calidades de metal duro: WSM33S y WSP43S. con la tecnología Tiger·tec® Silver;
– autofijación de la plaquita de corte de fácil manejo.
LA APLICACIÓN
– Para tronzar y ranurar todos los materiales de acero y fundición, aceros inoxidables, así como materiales de difícil mecanizado;
– apto para todos los sectores: industria automovilística, industria aeronáutica y aeroespacial, ingeniería general, etc.
SUS VENTAJAS
Máxima seguridad del proceso – Aplicación de la fuerza de arranque en la parte fija del alojamiento de placa;
– fuerzas de retención extremadamente elevadas mediante dedos de sujeción optimizados;
– fijación del dispositivo de corte en unión positiva y no positiva.
Bajo coste de almacenamiento – Plaquitas de corte estandarizadas, con posibilidad de utilizarlas en fresas de tronzado y soportes para ranurado y tronzado.
Con la tecnología de Tiger·tec® Silver – Dos grados PVD (WSM33S y WSP43S) para acero, aceros inoxidables y materiales de difícil mecanizado.
La nueva generación de fresas BlaxxTM Tipo: F5055
Fuerzas de retención extremada-mente elevadas mediante dedos de sujeción optimizados.
Máxima productividad gracias a los materiales de corte Tiger·tec® Silver.
Gran estabilidad mediante la aplicación de la fuerza de arranque en la parte fija del alojamiento de placa.
NUEVO2013
57Walter. Fresado
0 0,375 1,50,75 1,125
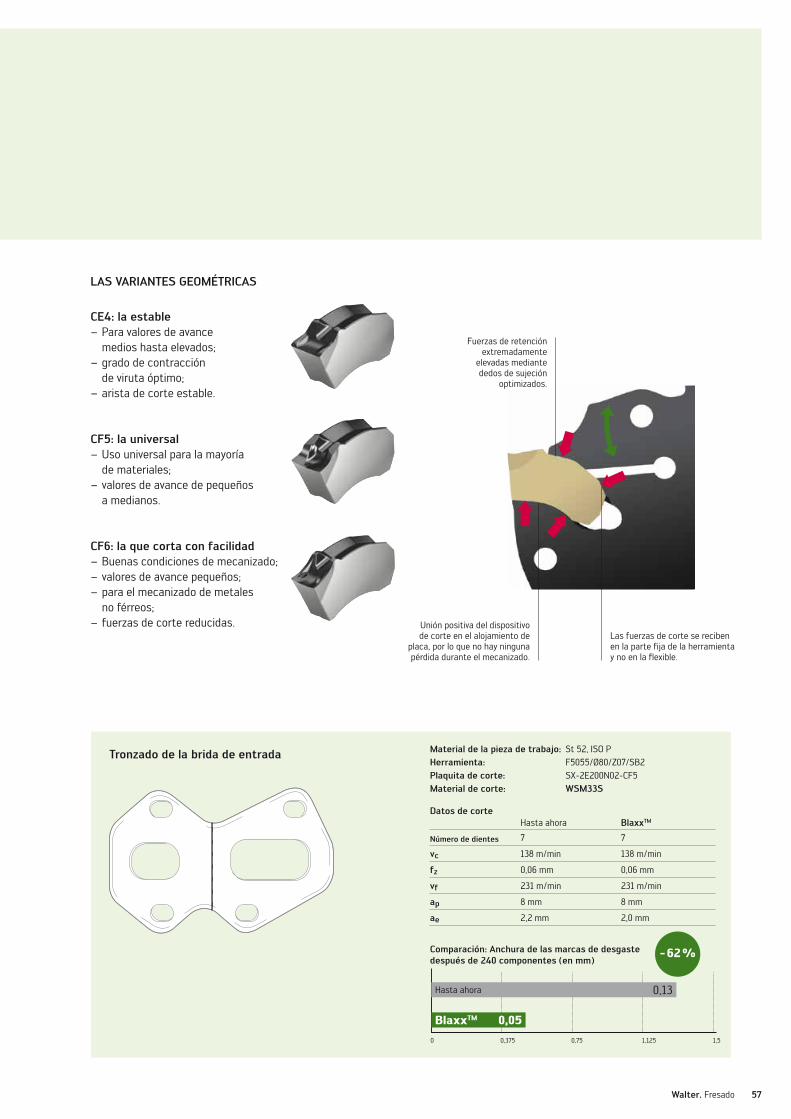
LAS VARIANTES GEOMÉTRICAS
CE4: la estable – Para valores de avance medios hasta elevados;
– grado de contracción de viruta óptimo;
– arista de corte estable.
CF5: la universal – Uso universal para la mayoría de materiales;
– valores de avance de pequeños a medianos.
CF6: la que corta con facilidad – Buenas condiciones de mecanizado; – valores de avance pequeños; – para el mecanizado de metales no férreos;
– fuerzas de corte reducidas.
Datos de corteHasta ahora BlaxxTM
Número de dientes 7 7
vc 138 m/min 138 m/min
fz 0,06 mm 0,06 mm
vf 231 m/min 231 m/min
ap 8 mm 8 mm
ae 2,2 mm 2,0 mm
Material de la pieza de trabajo: St 52, ISO PHerramienta: F5055/Ø80/Z07/SB2Plaquita de corte: SX-2E200N02-CF5 Material de corte: WSM33S
Tronzado de la brida de entrada
Comparación: Anchura de las marcas de desgaste después de 240 componentes (en mm)
- 62 %
Hasta ahora
BlaxxTM 0,05
0,13
Fuerzas de retención extremadamente
elevadas mediante dedos de sujeción
optimizados.
Las fuerzas de corte se reciben en la parte fija de la herramienta y no en la flexible.
Unión positiva del dispositivo de corte en el alojamiento de
placa, por lo que no hay ninguna pérdida durante el mecanizado.
58
Resistencia al desgaste
Tenacidad
WSM35S
WSP45S
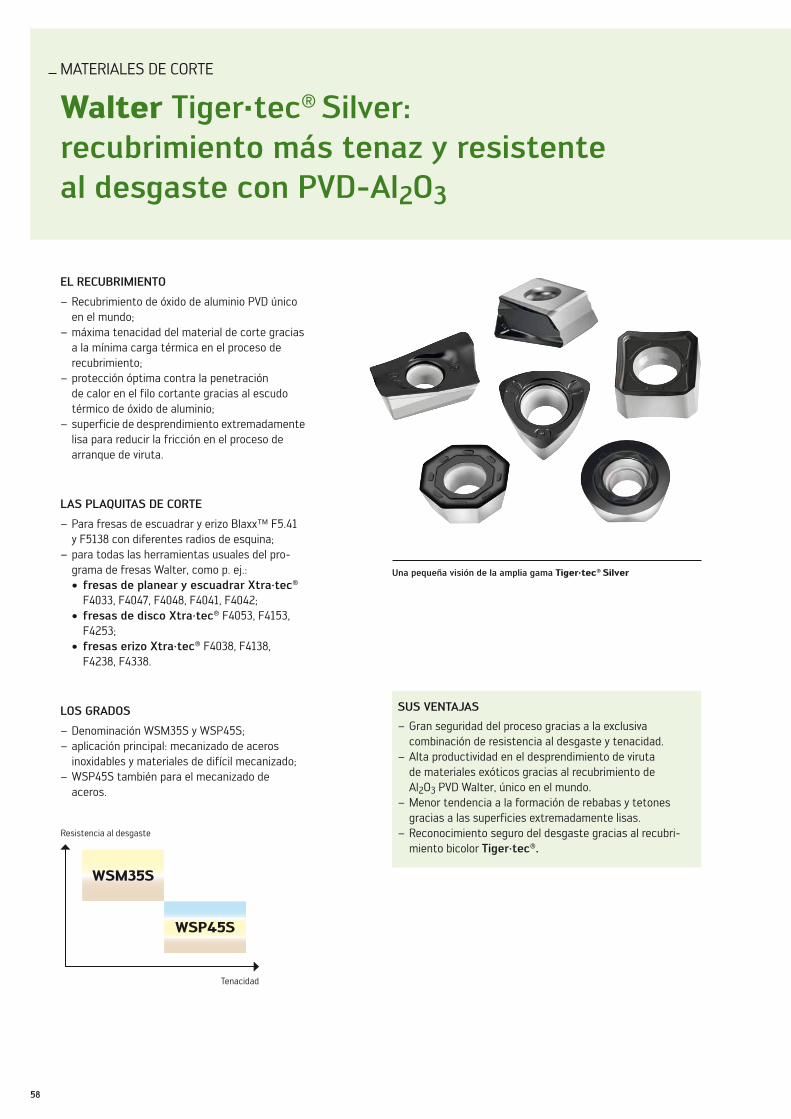
MATERIALES DE CORTE
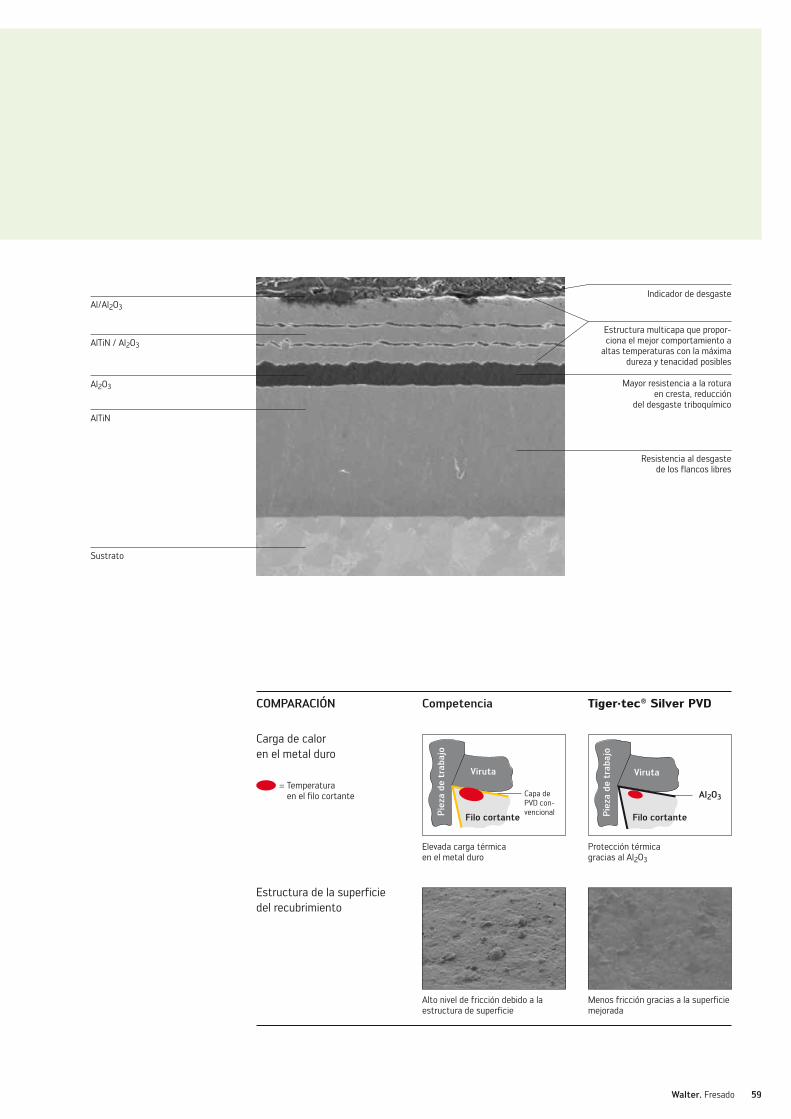
Walter Tiger·tec® Silver: recubrimiento más tenaz y resistente al desgaste con PVD-Al2O3
EL RECUBRIMIENTO
– Recubrimiento de óxido de aluminio PVD único en el mundo;
– máxima tenacidad del material de corte gracias a la mínima carga térmica en el proceso de recubrimiento;
– protección óptima contra la penetración de calor en el filo cortante gracias al escudo térmico de óxido de aluminio;
– superficie de desprendimiento extremadamente lisa para reducir la fricción en el proceso de arranque de viruta.
LAS PLAQUITAS DE CORTE
– Para fresas de escuadrar y erizo Blaxx™ F5.41 y F5138 con diferentes radios de esquina;
– para todas las herramientas usuales del pro-grama de fresas Walter, como p. ej.:• fresas de planear y escuadrar Xtra·tec®
F4033, F4047, F4048, F4041, F4042;• fresas de disco Xtra·tec® F4053, F4153,
F4253;• fresas erizo Xtra·tec® F4038, F4138,
F4238, F4338.
LOS GRADOS
– Denominación WSM35S y WSP45S; – aplicación principal: mecanizado de aceros inoxidables y materiales de difícil mecanizado;
– WSP45S también para el mecanizado de aceros.
SUS VENTAJAS
– Gran seguridad del proceso gracias a la exclusiva combinación de resistencia al desgaste y tenacidad.
– Alta productividad en el desprendimiento de viruta de materiales exóticos gracias al recubrimiento de Al2O3 PVD Walter, único en el mundo.
– Menor tendencia a la formación de rebabas y tetones gracias a las superficies extremadamente lisas.
– Reconocimiento seguro del desgaste gracias al recubri-miento bicolor Tiger·tec®.
Una pequeña visión de la amplia gama Tiger·tec® Silver
59Walter. Fresado
Carga de calor en el metal duro
= Temperatura en el filo cortante
Estructura de la superficie del recubrimiento
COMPARACIÓN Competencia Tiger·tec® Silver PVD
Elevada carga térmica en el metal duro
Protección térmica gracias al Al2O3
Alto nivel de fricción debido a la estructura de superficie
Menos fricción gracias a la superficie mejorada
Viruta
Filo cortante Filo cortante
Viruta
Al2O3
Piez
a de
tra
bajo
Piez
a de
tra
bajo
Capa de PVD con-vencional
Indicador de desgaste
Estructura multicapa que propor-ciona el mejor comportamiento a
altas temperaturas con la máxima dureza y tenacidad posibles
Mayor resistencia a la rotura en cresta, reducción
del desgaste triboquímico
Al/Al2O3
AlTiN / Al2O3
Al2O3
Sustrato
Resistencia al desgaste de los flancos libres
AlTiN

60
Ejemplo: fresa de forma PKD de Walter
NUEVOS DESARROLLOS PKD
Fresas Walter PKD con conformador de virutas mecanizadas con láser: soluciones especiales innovadoras para materiales de viruta larga
LAS HERRAMIENTAS
– Fresas de forma y de escuadrar con grados PKD optimizados para la aplicación en casi cualquier forma;
– geometrías optimizadas para fuerzas de corte mínimas y tendencia mínima a la vibración;
– especialmente adecuado para el desprendimiento de viruta con herramientas voladizas largas o anchas.
LA APLICACIÓN
– Para los metales no férreos más diversos; – plásticos con y sin relleno; – grandes exigencias respecto a la superficie; – fuerzas de corte bajas con herramientas largas; – buen control de virutas; – herramientas de fresado, torneado y mandrinado en modelo especial.
EL MATERIAL
– Aleaciones de aluminio con un contenido de Si de hasta aprox. el 7 %;
– cobre y aleaciones de cobre; – plásticos (termoplásticos); – plásticos reforzados con fibras.
SUS VENTAJAS
– Buen control de virutas. – Rotura de viruta también en materiales muy tenaces y aleaciones forjables de aluminio.
– Tendencia reducida a las vibraciones. – Fuerzas de corte reducidas.
HERRAMIENTAS ESPECIALES PKD DE WALTER
Las herramientas PKD de alto rendimiento constituyen la mejor elección para mecanizar económicamente y con gran precisión materiales ligeros y de alta dureza, por ejemplo, en la industria automovilística o la aeronáutica y aeroespacial. Las herramientas especiales PKD de Walter se caracterizan por su extremada duración (de 50 a 200 veces mayor respecto a las herramientas de metal duro normales), la máxima seguridad del proceso y su exactitud dimensional. De este modo, se abren enormes potenciales de productividad, especialmente para la mecani-zación en series grandes.
Orificios de equilibrado en el nivel 2 para el equilibrado dinámico de la herramienta.
Geometría optimizada del conformador de virutas para la formación ideal de rotura de virutas.
HERRAMIENTAS ESPECIALES
DE WALTER
Geometrías optimizadas para fuerzas de corte mínimas y tendencia mínima a la vibración.

61Walter. Fresado
¿POR QUÉ PKD?
– Duración considerablemente superior. – Calidad de la superficie mejorada. – Datos de corte superiores. – Arista de corte más afilada. – Influencias térmicas reducidas. – Óptima conductividad térmica del material de corte. – Riesgo de deslaminación mínimo. – Posibilidad de mecanizado en seco. – Posibilidad de varios reafilados o reacondicionamientos.
Orificios de equilibrado en el nivel 1 para el equilibrado dinámico de la herramienta.
Ejemplo: fresa de mando PKD de Walter
Cuerpo base de MDI.
Ángulo del eje positivo y negativo para reducir las fuerzas de corte axiales.
Geometría de conformador de virutas optimizada para la aplicación para una rotura de viruta segura también con materiales muy tenaces y aleaciones forjables de aluminio.

La herramienta apropiada a un clic Con solo cuatro clics, Walter GPS le llevará desde la definición del objetivo hasta la solución más económica de herramienta y mecanizado. Walter GPS sorprende por ser muy completo. Taladrado, roscado o fresado: dispondrá al instante de toda la información sobre todas las herramientas de Walter, Walter Titex y Walter Prototyp. Podrá ver en su pantalla diversos datos de uso como, por ejemplo, los datos de corte exactos o el cálculo preciso de la rentabilidad.
La navegación de última generación
Walter GPSGlobal Productivity System

Todo el programa de herramientas de nuestras tres marcas Walter, Walter Titex y Walter Prototyp se recoge en el catálogo general 2012, en el catálogo complementario 2013 y en el presente folleto de novedades 2013-2 «Experiencia, conocimientos, tecnología: la capacidad de su lado». Este folleto sustituye al anterior, 2013-1 «Avance con innovadoras soluciones de taladrado innovadoras».
En ellos encontrará todas las herramientas de precisión necesarias para tornear, taladrar, fresar y roscar en sus trabajos de mecanizado.
Solicite el catálogo general si lo desea y estaremos encantados de enviárselo.
= Programa de herramientas completo
Catálogo general de Walter + Catálogo complementario + Folleto de novedades
_INNOVACIONES
Experiencia, conocimientos, tecnología: la capacidad de su lado
Innovaciones de productosEdición 2013-2
Torneado, taladrado, roscado, fresado
_CAPACIDAD CONCENTrADA PArA EL ArrANquE DE VIruTA
Catálogo general
Torneado, taladrado, roscado, fresado, fijaciones
_CAPACIDAD CONCENTrADA PArA EL ArrANquE DE VIruTA
Catálogo complementario
Torneado, taladrado, roscado, fresado, fijaciones

Innovaciones de productos Walter · Edición 2013-2
Prin
ted
in G
erm
any
6535
358
(09/
2013
) ES
Walter Tools Ibérica S.A.U. El Prat de Llobregat, España +34 (0) 934 796760, [email protected] Walter do Brasil Ltda. Sorocaba – SP, Brasil +55 15 32245700, [email protected] Walter Argentina S.A. Capital Federal, Argentina +54 (11) 4382-0472, [email protected] Walter Tools S.A. de C.V. Saltillo, Coahuila, Mexico +52 (844) 450-3500, [email protected]
Walter AG
Derendinger Straße 53, 72072 Tübingen Postfach 2049, 72010 Tübingen Alemania www.walter-tools.com
Innovaciones de productosEdición 2013-2
Torneado, taladrado, roscado, fresado
_INNOVACIONES
Experiencia, conocimientos, tecnología: la capacidad de su lado


















