Evaluación de la producción de etanol a partir de lacto ...
66
Universidad de La Salle Universidad de La Salle Ciencia Unisalle Ciencia Unisalle Ingeniería de Alimentos Facultad de Ingeniería 1-1-2017 Evaluación de la producción de etanol a partir de lacto suero a Evaluación de la producción de etanol a partir de lacto suero a nivel de biorreactor (bioflo 110) utilizando Kluyveromyces nivel de biorreactor (bioflo 110) utilizando Kluyveromyces marxianus y Kluyveromyces lactis como agentes fermentativos marxianus y Kluyveromyces lactis como agentes fermentativos Ximena Clemencia Vargas Marín Universidad de La Salle, Bogotá Follow this and additional works at: https://ciencia.lasalle.edu.co/ing_alimentos Citación recomendada Citación recomendada Vargas Marín, X. C. (2017). Evaluación de la producción de etanol a partir de lacto suero a nivel de biorreactor (bioflo 110) utilizando Kluyveromyces marxianus y Kluyveromyces lactis como agentes fermentativos. Retrieved from https://ciencia.lasalle.edu.co/ing_alimentos/66 This Trabajo de grado - Pregrado is brought to you for free and open access by the Facultad de Ingeniería at Ciencia Unisalle. It has been accepted for inclusion in Ingeniería de Alimentos by an authorized administrator of Ciencia Unisalle. For more information, please contact [email protected].
Transcript of Evaluación de la producción de etanol a partir de lacto ...

Universidad de La Salle Universidad de La Salle
Ciencia Unisalle Ciencia Unisalle
Ingeniería de Alimentos Facultad de Ingeniería
1-1-2017
Evaluación de la producción de etanol a partir de lacto suero a Evaluación de la producción de etanol a partir de lacto suero a
nivel de biorreactor (bioflo 110) utilizando Kluyveromyces nivel de biorreactor (bioflo 110) utilizando Kluyveromyces
marxianus y Kluyveromyces lactis como agentes fermentativos marxianus y Kluyveromyces lactis como agentes fermentativos
Ximena Clemencia Vargas Marín Universidad de La Salle, Bogotá
Follow this and additional works at: https://ciencia.lasalle.edu.co/ing_alimentos
Citación recomendada Citación recomendada Vargas Marín, X. C. (2017). Evaluación de la producción de etanol a partir de lacto suero a nivel de biorreactor (bioflo 110) utilizando Kluyveromyces marxianus y Kluyveromyces lactis como agentes fermentativos. Retrieved from https://ciencia.lasalle.edu.co/ing_alimentos/66
This Trabajo de grado - Pregrado is brought to you for free and open access by the Facultad de Ingeniería at Ciencia Unisalle. It has been accepted for inclusion in Ingeniería de Alimentos by an authorized administrator of Ciencia Unisalle. For more information, please contact [email protected].

UNIVERSIDAD DE LA SALLE
FACULTAD DE INGENIERÍA
Programa Ingeniería de Alimentos
EVALUACIÓN DE LA PRODUCCIÓN DE ETANOL A PARTIR DE LACTO SUERO A
NIVEL DE BIORREACTOR (BIOFLO 110) UTILIZANDO Kluyveromyces marxianus Y
Kluyveromyces lactis COMO AGENTES FERMENTATIVOS.
Tesis para obtener el grado de:
Ingeniera de Alimentos.
Autora:
Ximena Clemencia Vargas Marin.
Dirigido por:
Ingeniero Germán Castro MSc
Bogotá D.C.
2017.

APROBADO POR LOS JURADOS
____________________
Nombre del jurado 1
___________________
Nombre del jurado 2
Abril, 2017.

DEDICATORIA
Dedico este trabajo que representa un logro en mi vida personal y profesional.
A mis ángeles: mi hermano, Rubén Darío Vargas Marín y mi pequeño que no pudo terminar
de crecer dentro de mí y se me fue antes de conocerlo, ellos por designio de Dios están en un
lugar lleno de paz y amor y desde allí siguen iluminando mi camino y el de mi familia.
A mi hermosa familia, mis padres José Darío Vargas y Gabriela Marin, mi hermano Milton
Vargas y mi sobrina María lucia que me llenan de amor y me dan ánimo día tras día para terminar
esta etapa de crecimiento tan importante para mí futuro.
XIMENA CLEMENCIA VARGAS MARÍN.

AGRADECIMIENTOS
A Dios, por darme la vida, la sabiduría y fortaleza para sacar este proyecto de vida
adelante después de tantos obstáculos y dificultades para alcanzar con éxito esta meta.
A mis padres, Jose Dario y Gabriela, que gracias a sus grandes esfuerzos y a su
paciencia estoy culminando esta etapa de mi proceso formativo como profesional.
A mi hermano, Milton por su apoyo incondicional y su permanente motivación
para seguir adelante.
Germán Castro, Ingeniero Químico, por su atención y orientación durante el
proceso y desarrollo de la investigación.
A las Ingeniera Liliana Peralta, Angela Otalvaro y a él Microbiólogo Alfredo
López, por su orientación, confianza y paciencia.
Luz Mary Figueroa, por su apoyo y por su conocimiento transmitido en la parte
experimental.
A todos aquellos familiares, tíos, primos, amigos que siempre han estado hay
dando una voz de “si se puede”, espero contar siempre con ese valioso apoyo sincero e
incondicional.
A todas las personas que de una u otra manera contribuyeron, me ayudaron y me
apoyaron sin esperar nada a cambio.

TABLA DE CONTENIDO.
RESUMEN……………………………………………………………………………………….12
INTRODUCCIÓN………………………………………………………………………………..13
1. GENERALIDADES. .................................................................................................................. 13
1.1. LACTOSUERO. ................................................................................................................. 13
1.1.1. Tipos de lactosuero. ...................................................................................................... 13
1.1.2. Composición y características del lactosuero. .............................................................. 14
1.1.3. Problemas ocasionados por el lactosuero. .................................................................... 15
1.1.4. Principales usos del lactosuero. .................................................................................... 16
1.2. FERMENTACIÓN. ............................................................................................................. 17
1.2.1. Fermentación discontinua. ........................................................................................... 18
1.2.2. Cinética de la fermentación. ......................................................................................... 18
1.3. LEVADURAS. .................................................................................................................... 19
1.3.1. Kluyveromyces marxianus. ........................................................................................... 20
1.3.2. Kluyveromyces lactis. ................................................................................................... 21
1.3.3. Ciclo de crecimiento de las levaduras. ......................................................................... 21
1.3.4. Influencia de los factores ambientales en el crecimiento microbiano. ......................... 23
1.4. ETANOL. ............................................................................................................................ 25
1.4.1. Grado alcohólico. ......................................................................................................... 26
2. ESTADO DEL ARTE. ............................................................................................................... 27
3. OBJETIVOS. .............................................................................................................................. 29
4. METODOLOGÍA. ..................................................................................................................... 30
4.1. PREPARACIÓN DE LAS CEPAS. .................................................................................... 30

4.1.1. Reconstitución de la cepa. ............................................................................................ 30
4.1.2. Mantenimiento y preservación de las cepas. ................................................................ 31
4.2. INOCULO PARA LA FERMENTACIÓN Y CRECIMIENTO CELULAR. .................... 31
4.3. SUSTRATO DE LA FERMENTACIÓN. .......................................................................... 33
4.4. DESARROLLO DE LA EXPERIMENTACIÓN. .............................................................. 33
4.4.1. Proceso de fermentación. ............................................................................................. 34
4.4.2. Condiciones de fermentación. ...................................................................................... 35
4.4.3. Toma de muestras. ........................................................................................................ 35
4.5. PROCESO DE DESTILACIÓN. ........................................................................................ 35
4.6. MÉTODOS DE ANÁLISIS MICROBIOLÓGICOS Y FISICOQUÍMICOS. ................... 36
4.6.1. Azucares reductores. AOAC 16051. ............................................................................ 36
4.6.2. Método para determinar el grado alcohólico. AOAC 957.03 ...................................... 37
4.6.3. Crecimiento celular. ..................................................................................................... 37
4.7. BALANCE DE ENERGÍA EN LA FERMENTACIÓN. ................................................... 38
4.8. COEFICIENTE DE RENDIMIENTO. ............................................................................... 39
4.9. ANÁLISIS ESTADÍSTICO DE DATOS. .......................................................................... 39
5. RESULTADOS Y ANÁLISIS. .................................................................................................. 40
5.1. CARACTERISTICAS MACROSCÓPICAS DE LAS LEVADURAS.............................. 40
5.2. DESARROLLO PRE-EXPERIMENTAL. ......................................................................... 40
5.2.1. Crecimiento celular K. marxianus y K. lactis. ............................................................ 40
5.2.2. Determinación de la agitación óptima de fermentación. .............................................. 42
5.3. EXPERIMENTACIÓN. ...................................................................................................... 43
6. CONCLUSIONES. .................................................................................................................... 50
7. RECOMENDACIONES. ........................................................................................................... 51
8. BIBLIOGRAFÍA ........................................................................................................................ 52

LISTADO DE FIGURAS.
Figura 1. Clasificación de la fermentación según Gaden. ............................................................. 19
Figura 2. Curva de crecimiento microbiano. ................................................................................. 21
Figura 3. Activación de las levaduras y levaduras en medio líquido. ........................................... 30
Figura 4. Conservación de las levaduras en medio sólido. ........................................................... 31
Figura 5. Siembra por agotamiento, inóculo para proceso fermentativo. ..................................... 32
Figura 6. Dilución para medición y recuento en cámara de Neubauer. ........................................ 32
Figura 7. Biorreactor y panel de control BioFlo 110 New Brunswick Scientific ......................... 34
Figura 8. Centrifugado. ................................................................................................................. 35
Figura 9. Proceso de destilación y condensador ........................................................................... 36
Figura 11. Hidrómetro y lectura de grado alcohólico ................................................................... 36
Figura 12. Cámara de Neubauer improved y lectura en microscopio. .......................................... 37
Figura 10. Diagrama de proceso. .................................................................................................. 38
Figura 14. Características macroscópicas de las levaduras .......................................................... 40
Figura 13. Curva de crecimiento K. marxianus y K. lactis en caldo YPL. ................................... 41
Figura 15. Producción de etanol, biomasa y consumo de sustrato durante la fermentación usando
K. marxianus. ................................................................................................................................. 44
Figura 16. Producción de etanol, biomasa y consumo de sustrato durante la fermentación usando
K. lactis. .......................................................................................................................................... 44

LISTADO DE TABLAS.
Tabla 1. Clasificación de los lactosueros según su acidez. ............................................................ 14
Tabla 2. Composición de lactosuero. ............................................................................................. 15
Tabla 3. Clasificación de la fermentación según Gaden. ............................................................... 19
Tabla 4. Composición del sustrato. ................................................................................................ 33
Tabla 5.Parámetros de crecimiento microbiano en caldo YPL. ..................................................... 42
Tabla 6. Porcentaje de etanol obtenido en la pre-experimentación. ............................................... 43
Tabla 7. Parámetros de crecimiento de las levaduras durante la fermentación. ............................. 46
Tabla 8. Rendimientos etanol consumo de sustrato. ...................................................................... 48
LISTADO APÉNDICES
Apéndice A. Tablas de cremiento microbiano. .............................................................................. 57
Apéndice B. Estandarización curva azúcares reductores. .............................................................. 57
Apéndice C. Tabla de resultados de biomasa de la fermentación con K. marxianus. .................... 58
Apéndice D. Tabla de resultados azucares reductores (DNS) de la fermentación con K.
marxianus. ...................................................................................................................................... 59
Apéndice E. Tabla de resultados de biomasa de la fermentación con K. lactis. ............................ 60
Apéndice F. Tabla de resultados azucares reductores (DNS) de la fermentación con K. lactis. ... 61
Apéndice G. Tabla de resultados etanol producido de la fermentación con K. lactis. ................... 61
Apéndice H. Análisis de varianza azucares reductores. ................................................................. 62
Apéndice I. Análisis de varianza biomasa. .................................................................................... 62
Apéndice J. Análisis de varianza etanol. ........................................................................................ 62
Apéndice K. Cálculos de energía. .................................................................................................. 63
Apéndice L. Características fisicoquímicas del lactosuero. ........................................................... 64
Apéndice M. Calculo de cosecha máxima de crecimiento (X) en caldo YPL. .............................. 64

RESUMEN
Entre los principales subproductos del sector lácteo se encuentra el lactosuero que se obtiene a
partir del precipitado de la caseína de la leche y considerando que, la elaboración de quesos ha
pasado de ser un proceso artesanal a un proceso industrial, éste se produce diariamente en
volúmenes del orden de millones de litros. La fermentación del lactosuero enfocada a la
producción de etanol, puede presentarse como alternativa viable de aprovechamiento de éste
residuo para la generación de un producto de mayor valor agregado. De esta forma el objetivo de
este trabajo fue evaluar la producción de etanol usando lactosuero como sustrato utilizando
Kluyveromyces marxianus y Kluyveromyces lactis, como agentes fermentativos. Para lograr este
objetivo se planteó como primera etapa de desarrollo una pre-experimentación en donde se
analizó el crecimiento de cada una de las levaduras K. marxianus y K. lactis en caldo YPL,
evidenciando con esto el comportamiento y las fases de crecimiento del cada una de las cepas, en
esta misma etapa se plantearon dos fermentaciones donde se evaluaron tiempos de agitación
(agitación continua por 34 h y agitación por 24 h y 10 h sin agitación) con cada una de las
levaduras donde se determinó la mayor producción de etanol durante la fermentación y partiendo
de esto se estudiaron fermentaciones en un biorreactor Bioflo 110 bajo condiciones de 200 rpm
durante 34 h a 32 °C, las variables evaluadas fueron el consumo de sustrato, crecimiento celular y
la producción de etanol de cada levadura. La biomasa o crecimiento celular se cuantificó en
microscopio con cámara de Neubauer, el consumo de sustrato por el método de Miller
(seguimiento de azucares reductores) y la producción de etanol por el método de hidrómetro. Los
resultados arrojaron que la producción de etanol más eficiente se le atribuye a la levadura K.
marxianus presentando rendimientos de 73% y concentraciones de etanol alrededor de los
50mL/L en comparación a K. lactis que presentó rendimientos de 68% y concentraciones
alrededor de los 30mL/L.

INTRODUCCIÓN
El lactosuero es un subproducto de la separación de la cuajada de la leche durante el proceso de
fabricación del queso y es considerado uno de los materiales más contaminantes de la industria
alimentaria debido a su elevado contenido en materia orgánica, atribuido principalmente a la
lactosa 42 - 52 g/L (Padín y Díaz 2006) que tiene la capacidad para actuar como sustrato de
fermentación microbiana (Castillo, et al., 1996). La Demanda Bioquímica de Oxígeno (DBO) del
lactosuero varía entre 20.000 y 50.000 mg de O2/L (Valencia y Ramirez, 2009). En otras
palabras, cerca de 0,25 a 0,30 L de lactosuero sin depurar equivalen a las aguas negras producidas
en un día por una persona (Inda, 2009).
La obtención de etanol a partir de lactosuero, se perfila como un recurso energético
potencialmente sostenible, de alta viabilidad técnica, que puede ofrecer ventajas
medioambientales y económicas a largo plazo puesto que a diferencia del petróleo, éste se
obtiene a partir de fuentes vivas como microorganismos, los cuales realizan la fermentación de
azúcares que pueden provenir de subproductos de grandes procesos industriales. Emplear el
lactosuero, como sustratos para ser fermentado y obtener etanol, generaría una oportunidad
importante en el desarrollo de nuevas formas de energía renovable y en los cuales se encuentra un
desarrollo sostenible con el medio ambiente (Mancheno, 2004).
En Colombia, este subproducto es mal utilizado ya que no hay suficientes investigaciones para su
aprovechamiento y el desconocimiento ha llevado a los productores a arrojarlo a las fuentes de
agua haciendo que se convierta en un gran contaminante. En la investigación realizada en el 2008
por Agrocadenas, uno de los observatorios del Ministerio de Agricultura y Desarrollo Rural de
Colombia, la Federación Ganaderos (Fedegan), señaló que la producción de leche en el país, en el
año 2006 fue de seis mil veinticuatro millones de litros, de los cuales, aproximadamente un 18%
(mil ochenta y cuatro millones de litros) se destinó a la producción de quesos y un 9%
(quinientos cuarenta y dos millones de litros) a leches fermentadas, lo que quiere decir que la
producción nacional de lactosuero, correspondió a novecientos veintiún mil seiscientos setenta y
dos millones de litros (Londoño, et al., 2008). Colombia, para el año 2012, registró en los
departamentos de Antioquia y Cundinamarca un total de diez millones de kilogramos de queso
comercializado, donde se obtuvieron aproximadamente noventa millones de litros de lactosuero
(Martínez, 2012). Los departamentos de Córdoba y Sucre, presentan un creciente desarrollo en lo
que a la industria láctea se refiere especialmente, la producción de quesos frescos. Alrededor del
70% del total de la producción lechera se destina a la elaboración de queso, para lo cual se
emplean sistemas artesanales e industriales. La fabricación no estandarizada de quesos constituye
un renglón importante en la economía de muchos colombianos; siendo un producto de consumo
masivo (Gallegos, et al., 2007).
Con base a lo anterior, el presente trabajo busca aportar una alternativa de aprovechamiento del
lactosuero haciendo un estudio comparativo de la producción de etanol por medio de su
fermentación utilizando Kluyveromyces marxianus y Kluyveromyces lactis como agentes
fermentativos.
La primera parte de este documento comprende las generalidades e investigaciones previas
(estado de arte), donde se dan los conceptos específicos para el desarrollo de esta investigación.
En la segunda parte se presenta la metodología, donde se planteó el conjunto de procedimientos
y técnicas específicas consideradas como adecuadas para la recolección y análisis de la
información requerida por los objetivos de estudio de esta investigación. En la tercera parte se
presentan análisis a los resultados, conclusiones y recomendaciones obtenidos durante el
desarrollo de este proyecto.

1. GENERALIDADES.
1.1. LACTOSUERO.
El lactosuero es definido como “la sustancia líquida obtenida por separación del coágulo de leche
en la elaboración de queso”. Es un líquido translúcido verde obtenido de la leche después de la
precipitación de la caseína. Existen varios tipos de lactosuero, dependiendo principalmente de la
eliminación de la caseína, el primero denominado lactosuero dulce, está basado en la coagulación
por la renina a pH 6,5. El segundo llamado lactosuero ácido resulta del proceso de fermentación
o adición de ácidos orgánicos o ácidos minerales para coagular la caseína para la elaboración de
quesos frescos (Parra, 2009). La diferencia entre estos dos tipos de lactosuero son el contenido de
mineral, la acidez y la composición de la fracción de proteína de lactosuero.
El lactosuero representa una rica y variada mezcla de proteínas secretadas que poseen amplio
rango de propiedades químicas, físicas y funcionales, concretamente suponen alrededor del 20%
de las proteínas de la leche de bovino” (Baro, 2001).
El lactosuero contiene la mayor parte del agua y de los componentes solubles de la leche,
quedando una pequeña parte retenida en la cuajada (Angulo, 2005). La fabricación de queso
inevitablemente da lugar a la producción de una gran cantidad de lactosuero, lo que según Scott
(1991), representa cerca del 83% del volumen total de la leche empleada en quesos madurados.
1.1.1. Tipos de lactosuero.
Jelen (2003), explica que existen varios tipos de lactosuero dependiendo principalmente de la
eliminación de la caseína y se diferencian en el contenido mineral, el pH, la composición de la
fracción proteica y en el contenido de lactosa. Según la forma de producir la separación de la
principal proteína (caseína) de la leche se obtienen 2 tipos diferentes de lactosuero:
Lactosuero ácido.
Es proveniente del proceso de fermentación o adición de ácidos orgánicos o ácidos minerales
para la coagulación ácida de la caseína y se utiliza para la fabricación de quesos frescos o de
pasta blanda y generalmente debe neutralizarse primero para la mayor parte de sus aplicaciones,
reduciendo el contenido de la lactosa por causa de la fermentación láctica (ácido láctico) (Parra,
2009; Jelen, 2003). Este lactosuero es obtenido a partir de leche de vaca y/o de cabra; en ellos la
lactosa se ha transformado en ácido láctico, es rico en calcio y fósforo; el pH es menor a 4,5 y
los Grados Dornic menores que 20 (Callejas, et al., 2012).
Lactosuero dulce.
Un lactosuero dulce, se produce a partir de la fabricación del queso por la coagulación enzimática
(renina) y es un buen sustrato para todas las utilizaciones o transformaciones, de modo que se
dice que si en la coagulación de la leche se utiliza enzimas, el lactosuero se denomina dulce y si
se remplaza la enzima por ácidos orgánicos se denomina ácido (Parra, 2009).
Según sus propiedades fisicoquímicas el lactosuero dulce se da a partir de la fabricación de
quesos de pasta cocida y prensada (vaca) y quesos de ovejas; pobres en calcio y fósforo; el pH es
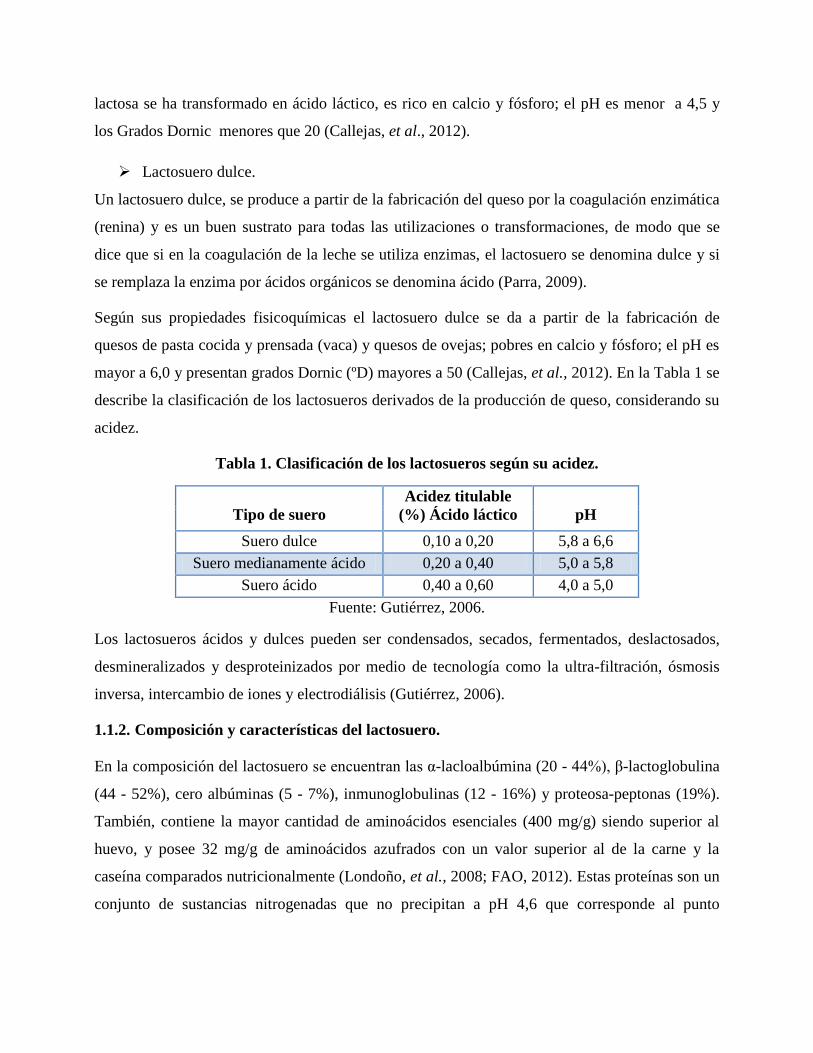
mayor a 6,0 y presentan grados Dornic (ºD) mayores a 50 (Callejas, et al., 2012). En la Tabla 1 se
describe la clasificación de los lactosueros derivados de la producción de queso, considerando su
acidez.
Tabla 1. Clasificación de los lactosueros según su acidez.
Tipo de suero
Acidez titulable
(%) Ácido láctico
pH
Suero dulce 0,10 a 0,20 5,8 a 6,6
Suero medianamente ácido 0,20 a 0,40 5,0 a 5,8
Suero ácido 0,40 a 0,60 4,0 a 5,0
Fuente: Gutiérrez, 2006.
Los lactosueros ácidos y dulces pueden ser condensados, secados, fermentados, deslactosados,
desmineralizados y desproteinizados por medio de tecnología como la ultra-filtración, ósmosis
inversa, intercambio de iones y electrodiálisis (Gutiérrez, 2006).
1.1.2. Composición y características del lactosuero.
En la composición del lactosuero se encuentran las α-lacloalbúmina (20 - 44%), β-lactoglobulina
(44 - 52%), cero albúminas (5 - 7%), inmunoglobulinas (12 - 16%) y proteosa-peptonas (19%).
También, contiene la mayor cantidad de aminoácidos esenciales (400 mg/g) siendo superior al
huevo, y posee 32 mg/g de aminoácidos azufrados con un valor superior al de la carne y la
caseína comparados nutricionalmente (Londoño, et al., 2008; FAO, 2012). Estas proteínas son un
conjunto de sustancias nitrogenadas que no precipitan a pH 4,6 que corresponde al punto
isoeléctrico de la caseína bruta, por lo que se les denomina también caseínas solubles, su valor
nutritivo es 25 a 35% superior que el de la caseína (Gutiérrez, 2006).
El lactosuero de quesería contiene principalmente lactosa y proteínas como sustancias de
importante valor nutritivo, minerales, vitaminas y grasa; la lactosa es el principal componente
nutritivo (4,5 % p/v), proteína (0,8% p/v), y lípidos (0,5%), además es el componente mayoritario
de la materia seca de la leche, de modo que el 95% de la lactosa se pierde en el lactosuero durante
el proceso de fabricación de quesos (Gutiérrez, 2006). Este es un glucósido reductor que
pertenece al grupo de los diholósidos y está formada por la unión de una molécula de α o β-
glucosa y otra β-galactosa (Early, 2004).
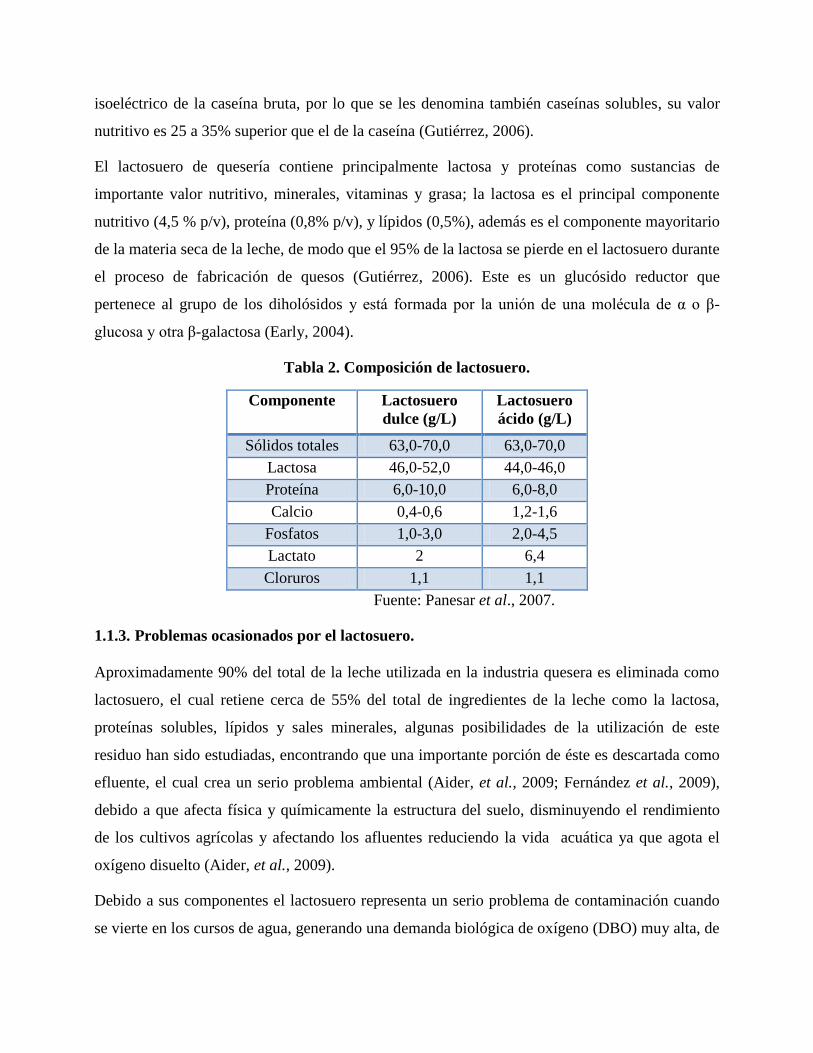
Tabla 2. Composición de lactosuero.
Componente Lactosuero
dulce (g/L)
Lactosuero
ácido (g/L)
Sólidos totales 63,0-70,0 63,0-70,0
Lactosa 46,0-52,0 44,0-46,0
Proteína 6,0-10,0 6,0-8,0
Calcio 0,4-0,6 1,2-1,6
Fosfatos 1,0-3,0 2,0-4,5
Lactato 2 6,4
Cloruros 1,1 1,1
Fuente: Panesar et al., 2007.
1.1.3. Problemas ocasionados por el lactosuero.
Aproximadamente 90% del total de la leche utilizada en la industria quesera es eliminada como
lactosuero, el cual retiene cerca de 55% del total de ingredientes de la leche como la lactosa,
proteínas solubles, lípidos y sales minerales, algunas posibilidades de la utilización de este
residuo han sido estudiadas, encontrando que una importante porción de éste es descartada como
efluente, el cual crea un serio problema ambiental (Aider, et al., 2009; Fernández et al., 2009),
debido a que afecta física y químicamente la estructura del suelo, disminuyendo el rendimiento
de los cultivos agrícolas y afectando los afluentes reduciendo la vida acuática ya que agota el
oxígeno disuelto (Aider, et al., 2009).
Debido a sus componentes el lactosuero representa un serio problema de contaminación cuando
se vierte en los cursos de agua, generando una demanda biológica de oxígeno (DBO) muy alta, de

40.000 a 60.000 ppm, y una demanda química de oxígeno (DQO) de 50.000 a 80.000 ppm, más
del 90% de esas demandas se deben a la lactosa. Cuando un compuesto con una alta DBO, tal
como el lactosuero se vierte a un sistema ecológico acuático, los microorganismos que lo
degradan demandan una gran cantidad de oxígeno disuelto en el agua, creando condiciones
anóxicas (Petrenko, 2005).
La industria quesera ha sido ampliamente cuestionada por generar impacto negativo ambiental y
por caracterizarse por la producción de cantidades importantes de residuos orgánicos e
inorgánicos, que presentan características contaminantes (FAO, 2012).
Si se considera que 0,25 - 0,30 L de suero sin depurar equivalen aproximadamente, a la
contaminación de las aguas residuales correspondientes a un habitante/día y que una industria
quesera media de cualquier país que produzca diariamente 400.000 L de suero, está estaría
produciendo una contaminación diaria similar a una población de 1.250.000 habitantes, debido a
esto y a que la eliminación de los lactosueros a los ríos está prohibida moral y legalmente es
necesario tener en cuenta dos caminos; aprovechamiento íntegro del suero o depuración del
mismo (Ronda, 2000).
1.1.4. Principales usos del lactosuero.
El valor nutricional del lactosuero constituye una ventaja si se piensa en su aprovechamiento,
considerando su contenido de lactosa fácilmente fermentable, proteínas de excelentes
propiedades funcionales y alto valor nutritivo, su riqueza en potasio, calcio, fósforo, sodio,
magnesio y en vitaminas del grupo B (Londoño, et al., 2006).
A finales del siglo XX, el lactosuero se empleaba en la elaboración de productos alimenticios
como bebidas, cremas para untar, mantequilla, concentrado proteínico, lactosa, proteínas en
polvo, suero en polvo desmineralizado y quesillo, entre otros (Londoño, 2006). Del mismo modo
se han desarrollado productos de exitosa aceptación debido a sus bajos costos de producción,
grado de calidad alimenticia y aceptable sabor, tales como bebidas refrescantes, bebidas
fermentadas y alcohólicas, proteína unicelular, biopeliculas, producción de ácidos orgánicos,
concentrados de proteínas, derivados de lactosa entre otros (Londoño, et al., 2008; Lagua, 2011).
En la actualidad se utiliza lactosuero en la fabricación de alimentos lácteos (helados, yogur,
untables), productos cárnicos (carnes procesadas, embutidos), panificados (bases para pasteles,
galletas, barras nutritivas), productos de confitería, entre otros (Ronda, 2000).
1.2. FERMENTACIÓN.
En términos generales la fermentación se describe como un proceso de oxidación en el que la
transformación de moléculas complejas a moléculas simples lleva a la generación de un producto
final orgánico con liberación de energía; a diferencia de los procesos de oxidación comunes
donde el oxígeno o cualquier compuesto inorgánico oxidado es el que actúa como aceptor final,
la energía química en la fermentación deriva de un proceso químico de fosforilación por el que
se da una transferencia de electrones que conduce a la generación de un compuesto orgánico
oxidado (Amerine, 1967; Godoy, 1987).
La fermentación alcohólica es un proceso anaeróbico realizado por levaduras y algunas clases de
bacterias, donde el sustrato celular mono y di sacáridos en su mayoría son transformados
principalmente en alcohol etílico y dióxido de carbono, con la generación de equivalentes de
reducción de los compuestos NADH/NAD+ y NADHP/NADP+ y enlaces de alta energía de
fosfato, ATP. La energía se sintetiza como ATP a partir de un proceso de glicólisis al que sigue el
metabolismo del piruvato; de este modo la fermentación complementa la glucólisis y hace posible
producir energía en ausencia de oxígeno (Nielsen, 2003). Una de las más importantes y mejor
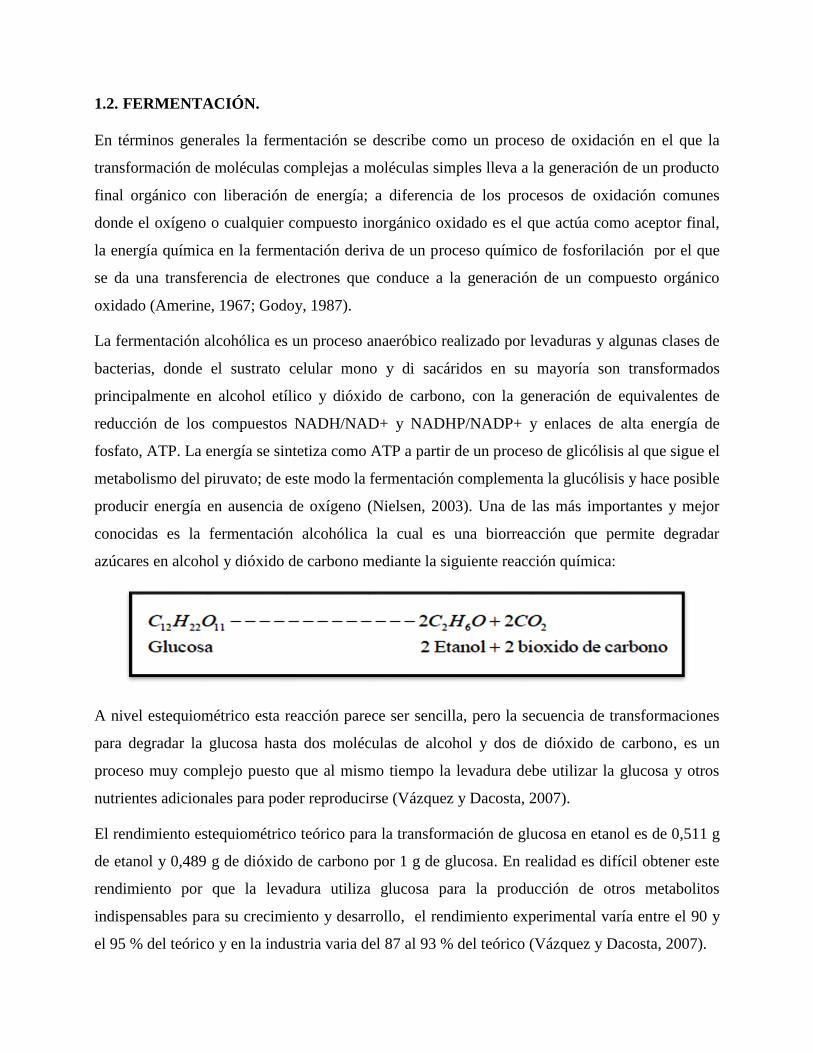
conocidas es la fermentación alcohólica la cual es una biorreacción que permite degradar
azúcares en alcohol y dióxido de carbono mediante la siguiente reacción química:
A nivel estequiométrico esta reacción parece ser sencilla, pero la secuencia de transformaciones
para degradar la glucosa hasta dos moléculas de alcohol y dos de dióxido de carbono, es un
proceso muy complejo puesto que al mismo tiempo la levadura debe utilizar la glucosa y otros
nutrientes adicionales para poder reproducirse (Vázquez y Dacosta, 2007).
El rendimiento estequiométrico teórico para la transformación de glucosa en etanol es de 0,511 g
de etanol y 0,489 g de dióxido de carbono por 1 g de glucosa. En realidad es difícil obtener este
rendimiento por que la levadura utiliza glucosa para la producción de otros metabolitos
indispensables para su crecimiento y desarrollo, el rendimiento experimental varía entre el 90 y
el 95 % del teórico y en la industria varia del 87 al 93 % del teórico (Vázquez y Dacosta, 2007).
El éxito de una buena fermentación depende de la eficacia del tratamiento preliminar:
concentración del azúcar, pH y temperatura óptima, la adición de sustancias nutritivas al mosto,
contaminación por otros microorganismos, empleo de un organismo resistente a altas
concentraciones de alcohol, mantenimiento de condiciones anaerobias (Prescott & Gordon,
1992). la fermentación de tipo industrial está enfocada en aumentar la eficiencia de los
biorreactores, con el fin de obtener mejores resultados en cuanto a productos empleando teorías
de control, en las variables que determinan la eficiencia del proceso como son el calor, la
temperatura, contaminaciones, pH, niveles de alcohol, concentraciones del sustrato, biomasa
producida entre otras (Biocombustibles, 2007).
1.2.1. Fermentación discontinua.
Llamados también procesos “Batch” o lote son de importancia dentro de la biotecnología y son
de gran uso industrial, de las técnicas que se lleven en el proceso va a depender de que este sea
aerobio o anaerobio (Doran, 1998). Un proceso discontinuo o “Batch” puede considerarse como
un sistema cerrado a tiempo cero, la solución esterilizada de nutrientes se inocula con
microorganismos y se permite que se lleve a cabo la fermentación en condiciones óptimas, a lo
largo de la fermentación no se adiciona nada, excepto ácidos o bases para controlar el pH, la
composición del medio, junto con la concentración de sustrato, biomasa y metabolitos cambia
continuamente como resultado del metabolismo de la célula (Doran, 1998).
1.2.2. Cinética de la fermentación.
Durante la fermentación, el sustrato se consume, los microorganismos crecen y se multiplican y
se forma el producto. La biocinética de las fermentaciones estudia los procesos de consumo de
sustrato, de formación de biomasa y de biosíntesis de productos. Las fermentaciones se pueden
clasificar en dependencia de los perfiles de formación de biomasa y de producto. Para los tipos II
y III de fermentaciones se distinguen la tropofase y la idiofase. La tropofase es el periodo inicial
de la fermentación, durante la cual la biomasa crece con gran velocidad y el producto no se forma
o se forma en bajas concentraciones. La idiofase es el periodo de la fermentación en el cual la
velocidad de formación del producto es alta (Agudelo y Sánchez, 1999). En la Tabla 3 y la
Figura 1 se puede observar la forma en que se clasifican las fermentaciones según Gaden.

Tabla 3. Clasificación de la fermentación según Gaden.
Tipo Relación especifica de velocidad Ejemplo
I Formación de producto relacionada directamente
con la utilización del carbohidrato. Etanol
II Formación de producto indirectamente
relacionada con el uso del carbohidrato. Ácido cítrico
III Formación de producto aparentemente no
relacionada con el uso del carbohidrato. Penicilina
Fuente: Kafarov, 1979.
Figura 1. Clasificación de la fermentación según Gaden.
Fuente: Sánchez, 2012.
1.3. LEVADURAS.
Las levaduras son hongos unicelulares no filamentosos con una morfología característica esférica
u ovalada ampliamente distribuidos en la naturaleza, la mayoría de las levaduras forman colonias
de organismos unicelulares que crecen a medida que aumenta el número de levaduras, este
aumento suele ocurrir por gemación; en la gemación la célula parental forma una protuberancia o
yema sobre su superficie externa. Esta yema se alarga y crece mientras que el núcleo de la célula
parental se divide uno de los núcleos migra a la yema y la yema acaba finalmente por separarse
de la célula madre (Santamaria, et al., 1998).
Las levaduras se dividen en dos grupos según su capacidad de producir esporas (ascoesporas y
basidosporas), las cepas que forman esporas pertenecen al grupo de los ascomicetos y

basidiomicetos. Las que no producen esporas pero se reproducen principalmente por gemación
pertenecen al grupo de los hongos imperfectos o “falsas levaduras”.
La levaduras son organismos unicelulares importantes en el sector biotecnológico e industrial,
son esenciales en la producción de algunos alimentos, bebidas y también pueden estar
involucradas en la degradación de algunos alimentos por procesos de fermentación o
contaminación durante la pos cosecha de la fruta (Senses, et al., 2006).
Las levaduras del género Kluyveromyces pertenecen a la división Ascomycotina, este género se
reproducen por gemación multilateral, liberándose las esporas al llegar a su madurez (sus esporas
son esféricas), es una de las levaduras que más abunda en los productos lácteos, las especies
pertenecientes al género Kluyveromyces producen β-galactosidasas y son potentes fermentadoras
de la lactosa (Kameswara, 2003).
1.3.1. Kluyveromyces marxianus.
Kluyveromyces marxianus (K. marxianus) era conocida anteriormente como S. fragilis y K.
fragilis (Roostita, 1996), fue descrita por primera vez en 1888 por E. C. Hansen, fue llamada
Saccharomyces marxianus, se ha aislado a partir de las uvas, sin embargo también puede aislarse
a partir de bebidas fermentadas como el kéfir y el pulque (Fonseca, et al., 2008) así como otros
alimentos como el queso, el yogur, la leche y fermentaciones espontaneas, otra de sus
características es que es capaz de producir compuestos aromáticos como esteres, ácidos
carboxílicos, alcoholes, y acetato (Roostita, 1996). Esta levadura también se utiliza para producir
proteína unicelular a partir del suero de leche (Jakobsen & Narvhus, 1996). Es una de las pocas
levaduras que posee la capacidad de hidrolizar la lactosa por fermentación, el alcohol producido
puede emplearse como alcohol industrial o para la formulación de bebidas alcohólica (Parrondo,
et al., 2000).
Las condiciones generalmente utilizadas para la propagación de la levadura K. marxianus en
suero son una temperatura entre 30 y 38 º C sin que la variación realmente ejerza una influencia
determinante de este rango, un pH entre 4,5 y 5,7, aunque ocasionalmente se utilizan pH más
bajos; el nitrógeno es un nutriente limitante para la propagación ya que solamente 25% de la
concentración de este elemento es utilizado por la K. marxianus por lo tanto se debe agregar un
suplemento de sales inorgánicas de nitrógeno y de vitaminas (García, et al., 1993), la K.
marxianus contiene la coenzima Q-6 y también interviene en la fermentación del kumis (bebida
láctea). Asimismo se utiliza para obtener células de levadura a partir del suero lácteo
(Kameswara, 2003).
1.3.2. Kluyveromyces lactis.
Es una levadura ascomiceta que crece entre 25 y 35 ºC las células con elipsoidales de 2-6 x 2-8
µm y ocasionalmente individualmente en pares o en pequeñas cadenas, al crecer las cadenas son
butirosas, brillantes, de color crema o rosado (Kurtzman, et al., 2011).
Se utiliza para la producción de etanol y también es ampliamente utilizada en la producción de
otros metabolitos a través de la fermentación en suero de quesería debido a su capacidad para
metabolizar la lactosa, debido a que presenta un sistema enzimático formado por una permeasa y
una hidrolasa; lactosa permeasa y β-galactosidasa la lactosa permeasa es la responsable de
excretar al medio de cultivo a la β- galactosidasa, esta se encarga de hidrolizar la lactosa
liberando dos monosacáridos: glucosa y galactosa (Guimaraes, et al., 2010)
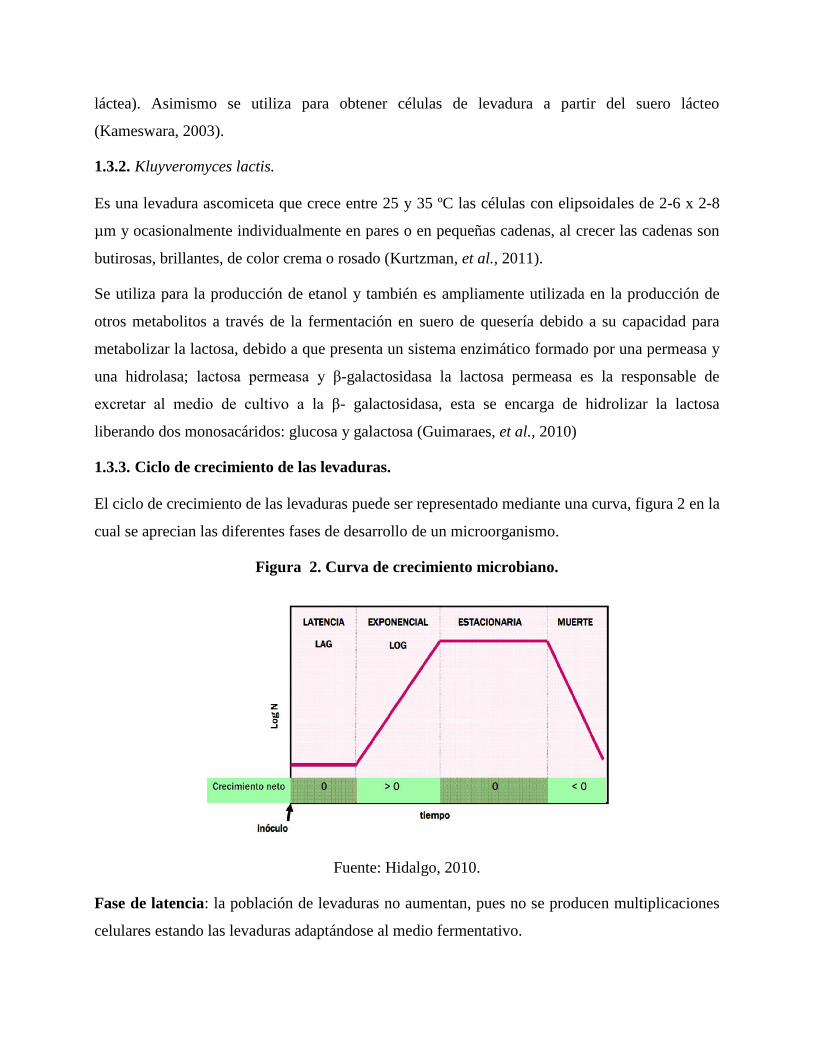
1.3.3. Ciclo de crecimiento de las levaduras.
El ciclo de crecimiento de las levaduras puede ser representado mediante una curva, figura 2 en la
cual se aprecian las diferentes fases de desarrollo de un microorganismo.
Figura 2. Curva de crecimiento microbiano.
Fuente: Hidalgo, 2010.
Fase de latencia: la población de levaduras no aumentan, pues no se producen multiplicaciones
celulares estando las levaduras adaptándose al medio fermentativo.
Fase de aceleración: las levaduras empiezan a multiplicarse, encontrándose una población de
105 células/mL, esta fase junto con la anterior transcurre en 24 h, dependiendo de la temperatura
y termina cuando el mosto se satura de dióxido de carbono.
Fase de crecimiento exponencial: la población de levaduras crece exponencialmente
coincidiendo el número de células totales con las vivas, sucediéndose un máximo de 4 a 5
generaciones de células. Es la fase de crecimiento propiamente dicha y, simplificando el
desarrollo matemático, se caracteriza mediante la siguiente ecuación:
Siendo la constante de proporcionalidad µ, un índice de la velocidad de crecimiento que se
denomina constante específica de velocidad de crecimiento (velocidad de crecimiento por
unidad de biomasa) y tiene unidades de tiempo (h-1).
Es posible utilizar otros parámetros como por ejemplo, el tiempo que tarda en duplicarse la
población o tiempo de generación, g.
Al inverso del tiempo de generación se le denomina velocidad de crecimiento (K) y sus
dimensione son generaciones/hora.
Fase de ralentización del crecimiento: corresponde a la última parte de la fase anterior donde,
debido a los “factores limitantes” del medio fermentativo, la población de levaduras deja de
crecer, alcanzándose un valor de ochenta a cien millones de células por mililitro, prácticamente la
totalidad de las levaduras están vivas y por lo tanto activas.
Fase estacionaria: el crecimiento es nulo, las levaduras no se multiplican permaneciendo la
población estacionaria y activa por cierto tiempo. En esta fase se pueden determinar dos
parámetros interesantes: cosecha máxima y rendimiento.
Cosecha máxima es la biomasa máxima obtenida. Su cálculo se realiza mediante la expresión
siguiente:
Siendo, Xt la biomasa en el tiempo t y se calcula en el momento en de la fase estacionaria en el
que el número de células es más elevado y X0 la biomasa del inóculo. El resultado se expresa en
gramos, miligramos, etc
Rendimiento es la biomasa producida por cantidad de sustrato consumida. Para su cálculo se
utiliza la siguiente expresión:
Siendo, So la cantidad de sustrato al inicio del cultivo y St la cantidad de sustrato en el tiempo (t)
en el que se obtiene el número de células más elevado. El resultado se expresa como g de
células/g de sustrato consumido.
Fase declive o muerte: transcurre durante un tiempo 3 o 4 veces más largo que el de la fase de
crecimiento. La población total de levaduras disminuye ligeramente, pero son las levaduras vivas
las que sufren una importante reducción, debiendo estas terminar de transformar los últimos
azucares del mosto en condiciones cada vez más adversas, las células mueren y por autolisis
empiezan a excretar al medio las sustancias que contienen (Hidalgo, 2010).
1.3.4. Influencia de los factores ambientales en el crecimiento microbiano.
El crecimiento bacteriano está influido notablemente por la naturaleza química o factores
intrínsecos (por ejemplo, pH, actividad de agua y nutrientes) y física o factores extrínsecos a él
(por ejemplo, la temperatura, la composición del aire o gas que lo rodea, o la presencia de otras
bacterias) de su ambiente. El conocimiento de estas influencias ambientales permite controlar el
crecimiento microbiano y estudiar la distribución ecológica de los microorganismos.
pH.
El funcionamiento celular se mantiene por el constante bombeo de protones de la célula, el
gradiente de concentración de iones hidrógeno junto con el potencial eléctrico de la membrana de
la célula que determinan la fuerza motora de protones se ve influenciado por las variaciones de
pH, afectándose su composición y su naturaleza tras la disociación de ácidos y bases, afectando
también productos finales del metabolismo anaeróbico (Sablayrolles, 2009); la presencia de
ácidos orgánicos incrementan el flujo de protones de los ácidos disociados, esto implica
modificaciones del comportamiento general, caso de la disminución del rendimiento de glucosa
por las altas concentraciones de ácidos (Ribéreau, 2006); existe una dependencia de la velocidad
de crecimiento con el pH, dado que el funcionamiento de los diferentes componentes
intracelulares y extracelulares se ven influenciados por los valores de pH; en función de esto se
ha demostrado que las bacterias por ejemplo desarrollan un trabajo óptimo en un rango de pH de
6,5-7,5 mientras que las levaduras prefieren un ambiente ligeramente más ácido entre 4,0 y 5,0
(Mato, et al., 2005; Lamikarra, 1997).
Temperatura.
La mayor parte de los microorganismos de uso industrial son mesófilos, los cuales alcanzan un
máximo de resistencia en los 47ºC, cuando se supera este límite se genera una rápida caída de la
velocidad de crecimiento; así que el óptimo de uso para estos microorganismos está entre 30-
45ºC, rango en el cual la velocidad de crecimiento se mantiene prácticamente constante (Ribéreau
2006) por encima de la máxima temperatura la velocidad global disminuye como resultado del
incremento de la velocidad de muerte, relacionada directamente con la energía de activación
donde valores superiores a 90 Kcal/mol prevén que esta velocidad de muerte se incrementará más
rápidamente que la de crecimiento (Colombié, et al., 2007).
Nutrientes.
La adición de nutrientes busca básicamente proveer de un ambiente propicio a la levadura para
que se obtengan los mejores rendimientos en la fermentación; la asimilación de nitrógeno y la
demanda de oxígeno son factores importantes que influencian no solo el rendimiento del proceso
sino la expresión de las características sensoriales; en función de los nutrientes incluidos o
ausentes del medio de fermentación se hacen aportes importantes en la protección de las células a
factores de estrés, lo que influye directamente en la tasa de crecimiento, la degradación de
sustrato y los cambios sobre el producto final (Sablayrolles et al., 1996).
Las levaduras fermentativas necesitan los azúcares para su catabolismo, es decir para obtener la
energía necesaria para sus procesos vitales, pero además necesitan otros sustratos para su
anabolismo como son nitrógeno, fósforo, carbono, azufre, potasio, magnesio, calcio y vitaminas,
especialmente tiamina (vitamina B1), por ello es de vital importancia que el medio disponga de
una base nutricional adecuada para poder llevar a cabo la fermentación alcohólica (López y
Guell, 1995).
1.4. ETANOL.
El etanol o alcohol etílico es el producto químico orgánico sintético más antiguo usado por el
hombre, se presenta como un líquido incoloro e inflamable con un punto de ebullición de 78°C,
su fórmula química es CH3-CH2OH, siendo el componente activo esencial de las bebidas
alcohólicas, además es una de las materias primas importantes para las síntesis. Puede obtenerse
a través de dos procesos de elaboración: la fermentación o descomposición de los azúcares
contenidas en distintas frutas y la destilación, la cual consiste en la depuración de las bebidas
fermentadas (Cadena Agroindustrial, 2004).
Los primeros estudios realizados en la producción de etanol a partir de suero de leche se dieron
en los años treinta utilizando levaduras capaces de fermentar la lactosa, las especies más
empleadas que pueden fermentar este disacárido son Kluyveromyces marxianus (antes
Kluyveromyces fragilis), Kluyveromyces lactis y Candida kefyr (antes Candida pseudotropicalis);
generalmente en el proceso se utiliza suero desproteinizado bien sea por termocoagulación o
ultrafiltración, la limitación principal de este proceso es la baja concentración de etanol que se
obtiene por la intolerancia de algunas cepas (aunque se han encontrado cepas capaces de
fermentar la lactosa con alta tolerancia al alcohol) y la baja concentración de lactosa que genera
como máximo entre 2% y 3% de etanol al final de la fermentación; dentro de las plantas
industriales que operan en el ámbito mundial se encuentra la Carbery en Irlanda, que procesa
600.000 L de suero sin concentrar con 4,5% de lactosa, obteniendo un caldo que en promedio
contiene 2,8% de etanol, el cual se destila para obtener 22.000 L por día de etanol potable; el
etanol obtenido por fermentación de lactosuero se emplea en la elaboración de bebidas
alcohólicas del tipo cerveza y vinos (García et al., 1993)
1.4.1. Grado alcohólico.
Es el volumen de alcohol, expresado en centímetros cúbicos, contenido en 100 cm3 de bebida
alcohólica, a una temperatura determinada sus unidades se expresan como °GL ó % Vol.
Es el grado de una mezcla hidroalcohólica pura, indicado por el alcoholímetro centesimal de Gay
Lussac en una temperatura diferente a la de referencia. La lectura de un grado aparente debe
darse siempre indicando la temperatura a la cual dicha lectura fue tomada. También se considera
grado aparente la lectura alcoholimétrica de una mezcla que no sea pura, debido a la adición de
sustancia que altera la densidad de la mezcla. En este caso, para determinar el grado alcohólico
real, debe someterse a un proceso de destilación, hasta obtener una mezcla hidroalcohólica pura.
2. ESTADO DEL ARTE.
Padín y Díaz (2006) plantearon el aprovechamiento de lactosuero como substrato para llevar a
cabo un proceso de fermentación alcohólica utilizando Kluyveromyces fragilis. En esta
investigación se estudió el efecto de la concentración inicial del lactosuero (7, 10, 15, 20 % p/p),
sobre la fermentación alcohólica por K. fragilis, se recomienda que las fermentaciones sean
llevadas a cabo en concentraciones de lactosuero menores de 15% (96 g/L de lactosa), bajo las
mismas condiciones experimentales o la utilización de técnicas de ingeniería de separación que
permita eliminar la inhibición por producto metabólico y mantener alta productividad de etanol.
Según el estudio realizado por Padín y Díaz (2009), la fermentación alcohólica extractiva es
utilizada en procesos limitados por la concentración de etanol final. Ellos estudiaron la
fermentación alcohólica del lactosuero evitando la inhibición del Kluyveromyces marxianus, con
la adición de solventes de extracción (ácido oleico, hexadecano, butil laurato y aceite de soja)
como extractantes del etanol, de donde se obtuvieron 53 y 44 g/L de etanol con ácido oleico y
aceite de soja respectivamente, y 35 g/L de etanol con la fermentación convencional. Quedando
demostrado que la fermentación alcohólica usando ácido oleico puede ser usada para reducir la
concentración de etanol en el medio y evitar la inhibición de la levadura en el proceso.
Araujo, et al., (2015) evaluaron la producción de etanol a partir de Kluyveromyces marxianus var.
Marxianus usando lactosuero como sustrato previamente desproteinizado, mediante cultivos por
lote alimentado con ciclos repetidos. Los ensayos se realizaron por triplicado y se estudiaron dos
concentraciones de lactosa, 6,0 y 10% p/v a pH 5,0; temperatura 30ºC y con una velocidad de
agitación de 150rpm.
Christensen, et al., (2010) evaluaron la producción de etanol por K. marxianus en lactosuero en
una fermentación por lotes continuos, donde se demostró que K. marxianus fue capaz de asumir
el control y producir etanol a partir de la lactosa, las fermentaciones por lotes alcanzaron
rendimiento de etanol alta (0,50 g de etanol/g de lactosa), en 30 °C y 40 °C utilizando un pH bajo
(4,5) o ningún control del pH. En este trabajo se concluyó que K. marxianu, es muy adecuado
para la producción de etanol industrial de lactosuero.
Para la elaboración de este combustible se ha utilizado la levadura Kluyveromyces marxianus, la
cual ha sido ampliamente utilizada en el bioprocesamiento del suero de leche y es capaz de
fermentar la lactosa a etanol directamente (Christensen, et al., 2010).
La fermentación de la lactosa para producir etanol es otra importante vía para el aprovechamiento
de sueros y sus derivados cultivando levaduras. Generalmente, en su producción se han empleado
levaduras, lactosa-positivas siendo los géneros Kluyveromyces los que poseen mayor capacidad
de producción (Mawson, 2003). Utilizando cepas de K. marxianus, ya existen varias destilerías
distribuidas por diversos países como Irlanda, EEUU y Nueva Zelanda, que producen etanol a
partir de suero. Este último país destina el 50% de su producción para obtener etanol (Mawson,
2003).
En el estudio desarrollado en el Instituto Tecnológico de Tokio, por Toyoda y Ohtaguchi (2010)
la experimentación los llevó a la conclusión que la más alta concentración de etanol de 63,7 g/L
se logró a las 24 h, cuando fue de 2,12 g/L. El control de nivel de oxígeno disuelto era importante
para la producción de etanol con K. lactis.
Vincenzi, et al., (2014), desarrollaron un estudio donde compararon la productividad de etanol
por varias cepas de la levadura Kluyveromyces, a partir de lactosuero con el fin de seleccionar la
cepa más adecuada para la conversión de la lactosa del lactosuero en etanol. Alcanzaron los más
altos resultados las levaduras K. marxianus y K. lactis analizando la productividad, el coeficiente
de rendimiento de etanol sobre la masa celular y la eficiencia de la producción de etanol.
En un estudio donde se determinó la producción de etanol, se utilizó la cepa Kluyveromyces
marxianus MTCC 1288 para la realización de una curva cinética en la producción de etanol y
biomasa utilizando como sustrato suero crudo. La levadura utilizada fue capaz de metabolizar
lactosa dentro de las 22 horas de fermentación mostrando una producción de 2,1 g/L etanol y 8,8
g/L biomasa (Owais & Zafar, 2006).
3. OBJETIVOS.
General.
Evaluación de la producción de etanol a partir de lactosuero a nivel de biorreactor (Bioflo 110)
utilizando Kluyveromyces marxianus y Kluyveromyces lactis, como agentes fermentativos.
Específicos.
Establecer las condiciones de operación del biorreactor (Bioflo 110), partiendo de una pre-
experimentación.
Comparar experimentalmente la producción de etanol, a condiciones preestablecidas de
temperatura y agitación con las dos levaduras propuestas.
Establecer el mejor proceso en biorreactor con base en el rendimiento y el consumo energético
durante el proceso fermentativo.

4. METODOLOGÍA.
La experimentación de este proyecto se llevó a cabo en el Laboratorio de Biotecnología de la
Universidad de La Salle sede Norte en la ciudad de Bogotá.
Los microorganismos empleados en la investigación para promover la fermentación fueron las
levaduras Kluyveromyces marxianus, y Kluyveromyces lactis, Estas cepas se encontraban en
estado liofilizado, las cuales fueron proporcionadas por el Departamento de Agricultura de los
Estados Unidos (USDA).
4.1. PREPARACIÓN DE LAS CEPAS.
La ejecución de la activación de los microorganismos y el mantenimiento del cultivo se
desarrolló en 2 etapas en forma secuencial:
4.1.1. Reconstitución de la cepa.
La reconstitución de las cepas se requiere para llevar las levaduras de su estado latente a un
estado en el cual pueda desarrollar su potencial de reproducción bajo diferentes condiciones.
Las cepas liofilizadas de Kluyveromyces marxianus y Kluyveromyces lactis fueron activadas en
cámara de flujo laminar, que previamente fue desinfectada y mantenida bajo la acción de la luz
ultravioleta, dentro de la cámara se rompió cada cápsula de vidrio en la que venía el liofilizado de
cada una de las cepas (Figura 3). Luego se dispuso cada cepa dentro de un matraz de 100 mL que
contenía: 10 mL de caldo YPD (peptona de caseina 2%, extracto de levadura 1% y D-glucosa
2%.) previamente esterilizado, a una temperatura ambiente (Padín y Díaz, 2009). Posterior a la
inoculación, cada una de las levaduras se somete a incubación con una temperatura de 32°C por
48 h tiempo en el cual el medio presenta turbidez (Padín y Díaz, 2009).
Figura 3. Activación de las levaduras y levaduras en medio líquido.

4.1.2. Mantenimiento y preservación de las cepas.
El objetivo de esta fase es el de disponer de material de siembra fresco y listo para la etapa de
fermentación. El desarrollo de esta etapa permite que las cepas de cada levadura no pierdan su
viabilidad, lo cual se traduce en la disponibilidad permanente de levadura requerida en la etapa de
fermentación. Para poder desarrollar esta parte del trabajo, se realizó una siembra por
agotamiento en 4 cajas de Petri por cada cepa (Figura 4), las cuales contenían agar YPL (peptona
de caseina 2%, extracto de levadura 1% y lactosa 2%) se incubó cada levadura a 32°C por 48 h
hasta observar crecimiento de colonias. Para garantizar las condiciones de conservación se
exponen los sistemas a enfriamiento a 4ºC inhibiendo de esta manera el crecimiento y la
actividad enzimática del microorganismo (Padín y Díaz, 2009). Para la preservación de las cepas
de estas cajas de Petri con la cepa, se toman dos cajas de Pedri para hacer repiques y se guardan
otras dos de la nueva siembra. Esto logra disponer en todo momento de la cepa original en estado
latente, manteniendo las características metabólicas de la especie evitando que las cepas pierdan
viabilidad debido a los continuos repiques.
4.2. INOCULO PARA LA FERMENTACIÓN Y CRECIMIENTO CELULAR.
La preparación de inoculo de fermentación se desarrolló en 2 ciclos sucesivos:
Teniendo en cuenta que para la preparación del inoculo en un proceso de fermentación se deben
tener conteos aproximados de 106 a 108 UFC/mL (Garzón y Hernández, 2009). Para poder
obtener la concentración deseada para el desarrollo de estas fermentaciones, se llevaron a cabo
dos ciclos sucesivos de crecimiento de cada levadura, utilizando para el primer ciclo siembra por
Figura 4. Conservación de las levaduras en medio sólido.

agotamiento en agar YPL (Peptona de caseína 2%, extracto de levadura 1% y lactosa 2%). y
segundo ciclo en caldo YPL (Padín y Díaz, 2009).
En el primer ciclo se realizó una siembra masiva por agotamiento de cada una de las cepas de
levaduras primarias en 5 cajas de Petri con agar YPL y se incubaron por 48 h a 32°C como se
observa en la figura 5.
Para el segundo ciclo se tomaron 4 cajas de las cajas que en el primer ciclo presentaron mayor
crecimiento de levadura, éstas se inocularon de medio sólido a medio líquido en Erlenmeyer con
300 mL de caldo YPL, este caldo inoculado se incuba a 32°C de donde se tomaron lecturas de
ufc/mL desde el momento de la siembra hasta evidenciar turbidez de medio (figura 5), estas
lecturas se realizaron en el microscopio mediante cámara de Neubauer, (figura 6), cuyo
incremento en el tiempo demostraba la viabilidad de las levaduras, facilitándose la estimación del
comportamiento celular en el microorganismo.
Figura 5. Siembra por agotamiento, inóculo para proceso fermentativo.
Figura 6. Dilución para medición y recuento en cámara de Neubauer.

A cada una de las cepas se les realizó un seguimiento de lectura periódica en microscopio con
cámara de Neubauer, para crear una curva de crecimiento celular de cada una y se determinó en
qué momento se presentó crecimiento celular de con un índice de 108 UFC/mL y con esto se
calculó el tiempo ideal para inocular el sustrato y dar inicio a la fermentación.
4.3. SUSTRATO DE LA FERMENTACIÓN.
El sustrato utilizado en esta investigación fue lactosuero en polvo adquirido en el Centro Agro
Lechero el cual tiene una concentración de lactosa del 69,5g/L (Apéndice M). Para esta
investigación el lactosuero fue reconstituido al 15% p/p. Para garantizar 96g/L de lactosa como lo
expresa Padin y Díaz (2006), se adicionaron 26,5g de lactosa en polvo por cada litro de agua con
el fin de que las concentraciones de las diversas fracciones fueran las correspondientes a
lactosuero en su estado líquido natural en agua destilada, este sustrato fue enriquecido con
(NH4)2SO4, KH2PO, MgSO4 7H2O (Toyoda & Ohtaguchi, 2010) y FeCl3 (Kallel et al., 1991) ver
Tabla 4.
Tabla 4. Composición del sustrato.
Componentes
Orgánicos g /L H2O
Lactosuero 150
Lactosa 15% 26,5
Extracto de Levadura 3
Inorgánicos g /L H2O
KH2PO4 2
MgSO4·7H2O 1
(NH4)2SO4 4
*FeCl3 0,024
Fuente: Toyoda & Ohtaguchi, (2010)
*Kallel, et al., (1991).
Este sustrato enriquecido se esterilizó en autoclave a 121° C por 15 min previo a cada proceso de
fermentación.
4.4. DESARROLLO DE LA EXPERIMENTACIÓN.
Después de haber preparado el inoculo y el sustrato para la fermentación, se procedió a probar
experimentalmente dos condiciones de agitación con cada una de las levaduras y con esto

determinar cuál de las dos condiciones es más adecuada para la producción de etanol. (pre-
experimentación)
Condición 1: agitación continúa por 34 h a 200 rpm (Parrondo, et al., 2007; Kiers, et al., 1998).
Condición 2: agitación continúa por 24 h a 200 rpm y las siguientes 10 h sin agitación (Padín y
Díaz, 2006) completando las 34 h de fermentación.
Posteriormente de esta evaluación pre-experimental, de las condiciones de agitación se procedió a
realizar una experimentación final con cada una de las levaduras con base a la condición que
arrojó mejores resultados en cuanto a la concentración de etanol, ésta experimentación final se
realizó en tres réplicas de fermentaciones con cada levadura K. marxianus y K. lactis, de estas
fermentaciones se tomaron muestras individuales donde se analizó el comportamiento de cada
levadura. A estas muestras se le realizaron determinaciones de: azucares reductores, crecimiento
celular (biomasa) y producción de etanol.
4.4.1. Proceso de fermentación.
Para el proceso de fermentación con las levaduras K. marxianus y K. lactis se utilizó un
biorreactor (BioFlo 110 New Brunswick Scientific) figura 7, el cual cuenta con un envase de
vidrio de 7 L de capacidad, tapa con selle hermético, paletas para la agitación en acero
inoxidable, chaqueta o manta de calor con sensor de temperatura, dispensador para toma de
muestras y panel de control para ajustar las condiciones deseadas para el desarrollo de la
fermentación; previo a cada fermentación se realizó la esterilización del vaso del biorreactor
conteniendo todo el material para la fermentación (sustrato enriquecido, paletas de agitación,
mangueras y frascos para toma de muestras) en autoclave a 121°C por 15 min.
Figura 7. Biorreactor y panel de control BioFlo 110 New Brunswick Scientific

El volumen de trabajo que se utilizó para cada fermentación fue de 3 L, con una composición de
90% de sustrato enriquecido (tabla 4) y 10% inóculo para cada fermentación.
4.4.2. Condiciones de fermentación.
Cada fermentación en el biorreactor se llevó a cabo con las siguientes condiciones:
Temperatura de 30 +- 2° C (Parrondo et al., 2007; Kiers et al., 1998).
Tiempo de fermentación 34 h (Padin y Díaz, 2006).
Agitación (Pre-experimentación).
4.4.3. Toma de muestras.
Para la toma de muestras se utilizaron frascos previamente esterilizados.
Se tomaron muestras individuales aleatorias de 30mL y 100mL, con estas muestras se realizaron
los análisis microbiológicos y fisicoquímicos requeridos.
4.5. PROCESO DE DESTILACIÓN.
Se tomaron muestras de 100 mL de lactosuero fermentado, y se llevaron a centrifugación por
8.000 rpm por 15 min, luego el sobrenadante que fue recuperado del proceso de centrifugado
(figura 8) fue sometido a destilación utilizando un equipo de destilación simple (figura 9). El
alcohol obtenido se recolecto en una probeta y se procedió a determinar el grado alcohólico y la
cantidad de alcohol con el hidrómetro (Figura 11).
Figura 8. Centrifugado.

4.6. MÉTODOS DE ANÁLISIS MICROBIOLÓGICOS Y FISICOQUÍMICOS.
Para el desarrollo de esta investigación se realizaron determinaciones de azucares reductores,
crecimiento celular (biomasa) y contenido de etanol.
4.6.1. Azucares reductores. AOAC 16051.
El método empleado se basa en la hidrólisis de la sacarosa para producir una molécula de
glucosa y una de fructosa y la posterior medición de los azucares reductores libres por medio de
la reducción del ácido 3.5-Dinitrosalicilico (DNS de Miller), se forma un compuesto nitrogenado
amarillo, cuya densidad óptica es proporcional a la concentración de los grupos reductores
(Miller, 1959).
Se realizó la estandarización de método DNS mediante una curva de calibración (Apéndice B).
Figura 9. Proceso de destilación y condensador
Figura 10. Hidrómetro y lectura de grado alcohólico

4.6.2. Método para determinar el grado alcohólico. AOAC 957.03
Al alcohol obtenido del proceso de destilado se le determinó el grado alcohólico para lo cual se
utilizó una probeta de 100 mL y un alcoholímetro (Figura11), el grado alcohólico se lo midió en
% Vol. a la temperatura de 20 °C (Rodríguez y Zambrano, 2011).
4.6.3. Crecimiento celular.
El seguimiento del ciclo de crecimiento de cada una de las levaduras se realizó a partir las
diluciones correspondientes para el recuento de levaduras en microscopio mediante cámara de
Neubauer. Este análisis se realizó por el método conteo celular (Celeromics Technical Note). Ver
Figura 12.
Después de la incubación el crecimiento fue suspendido en peptona estéril (1 %) y el número de
células viables en suspensión se evaluó mediante metodología de unidades formadoras de
colonias (UFC) (Pereira, et al., 2013).
Figura 11. Cámara de Neubauer improved y lectura en microscopio.
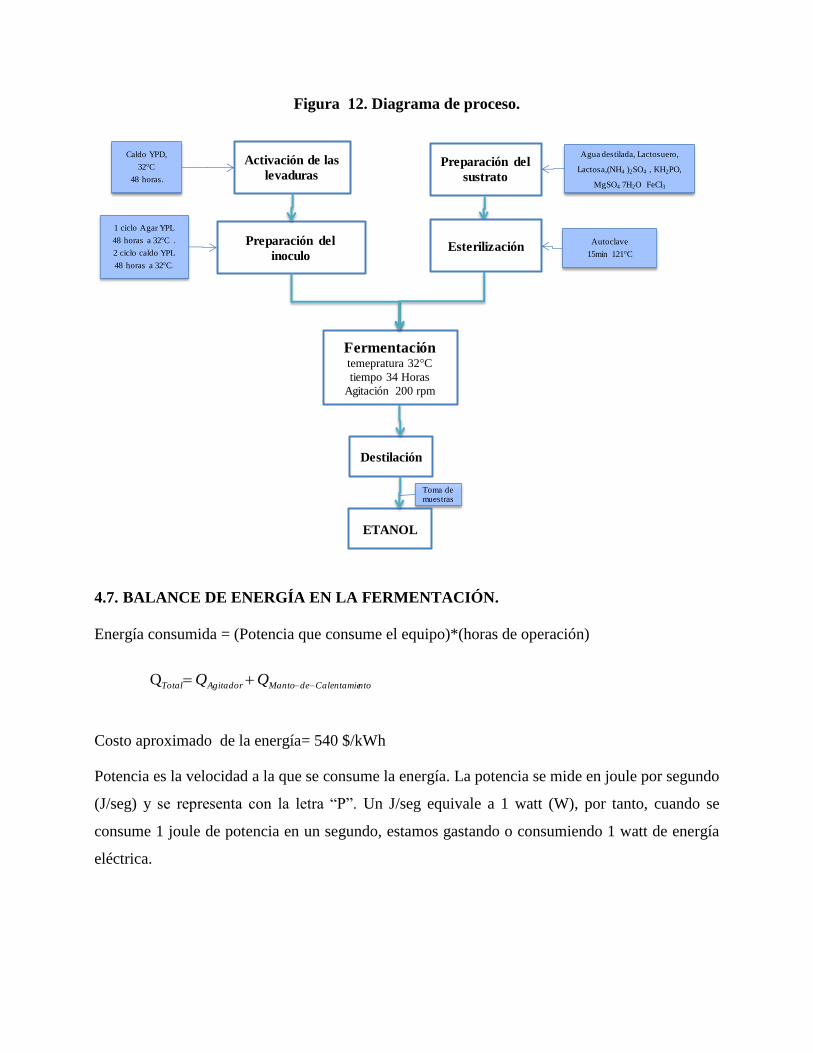
Figura 12. Diagrama de proceso.
4.7. BALANCE DE ENERGÍA EN LA FERMENTACIÓN.
Energía consumida = (Potencia que consume el equipo)*(horas de operación)
Costo aproximado de la energía= 540 $/kWh
Potencia es la velocidad a la que se consume la energía. La potencia se mide en joule por segundo
(J/seg) y se representa con la letra “P”. Un J/seg equivale a 1 watt (W), por tanto, cuando se
consume 1 joule de potencia en un segundo, estamos gastando o consumiendo 1 watt de energía
eléctrica.
Activación de las
levaduras
Preparación del
inoculo
1 ciclo Agar YPL
48 horas a 32 C .
2 ciclo caldo YPL
48 horas a 32 C.
Agua destilada, Lactosuero,
Lactosa,(NH4 )2SO4 , KH2PO,
MgSO4 7H2O FeCl3
Preparación del
sustrato
Fermentacióntemepratura 32 C
tiempo 34 Horas
Agitación 200 rpm
Destilación
Caldo YPD,
32 C
48 horas.
Toma de muestras
ETANOL
Autoclave
15min 121 CEsterilización
ntoCalentamiedeMantoAgitadorTotal QQ Q
4.8. COEFICIENTE DE RENDIMIENTO.
Para el coeficiente de redimiendo en etanol
s
pY se utilizó la siguiente relación: etano
producido con base en el consumo de substrato.
4.9. ANÁLISIS ESTADÍSTICO DE DATOS.
Se realizó mediante un análisis de varianza tipo ANOVA con desviación estándar con un
intervalo de confianza del 95 % para determinar si había o no, diferencias estadísticamente
significativas entre los resultados de las variables que se midieron con las muestras de cada una
de las dos levaduras K. marxianus y K. lactis.
nsumidosustratocog
oolproducideg
s
pY
.
tan.
5. RESULTADOS Y ANÁLISIS.
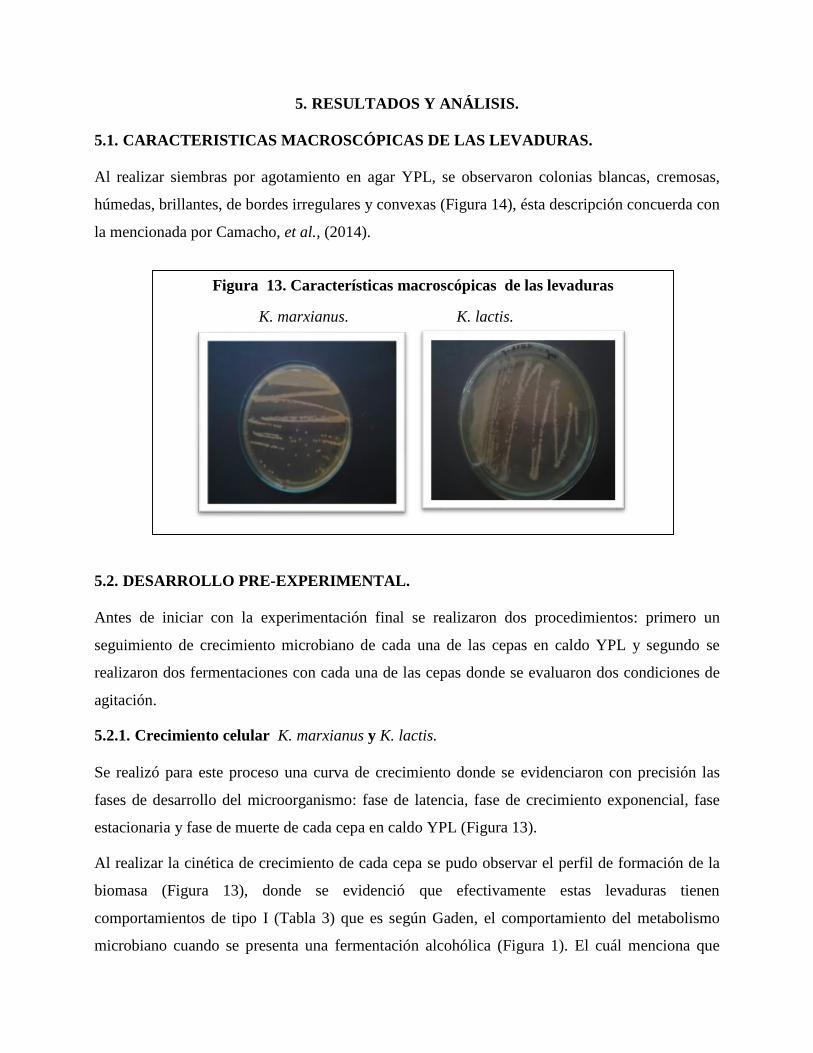
5.1. CARACTERISTICAS MACROSCÓPICAS DE LAS LEVADURAS.
Al realizar siembras por agotamiento en agar YPL, se observaron colonias blancas, cremosas,
húmedas, brillantes, de bordes irregulares y convexas (Figura 14), ésta descripción concuerda con
la mencionada por Camacho, et al., (2014).
5.2. DESARROLLO PRE-EXPERIMENTAL.
Antes de iniciar con la experimentación final se realizaron dos procedimientos: primero un
seguimiento de crecimiento microbiano de cada una de las cepas en caldo YPL y segundo se
realizaron dos fermentaciones con cada una de las cepas donde se evaluaron dos condiciones de
agitación.
5.2.1. Crecimiento celular K. marxianus y K. lactis.
Se realizó para este proceso una curva de crecimiento donde se evidenciaron con precisión las
fases de desarrollo del microorganismo: fase de latencia, fase de crecimiento exponencial, fase
estacionaria y fase de muerte de cada cepa en caldo YPL (Figura 13).
Al realizar la cinética de crecimiento de cada cepa se pudo observar el perfil de formación de la
biomasa (Figura 13), donde se evidenció que efectivamente estas levaduras tienen
comportamientos de tipo I (Tabla 3) que es según Gaden, el comportamiento del metabolismo
microbiano cuando se presenta una fermentación alcohólica (Figura 1). El cuál menciona que
Figura 13. Características macroscópicas de las levaduras
K. marxianus. K. lactis.

cuando es de tipo I la fermentación de producto es relacionada directamente con la utilización del
carbohidrato con base en la velocidad de crecimiento del microorganismo (Kafarov, 1979).
Figura 14. Curva de crecimiento K. marxianus y K. lactis en caldo YPL.
Las cepas K. marxianus y K. lactis activadas en caldo YPL presentaron concentración iniciales
para 4,46x106 y 3,54x106 UFC/mL respectivamente.
Aun siendo K. marxianus y K. lactis levaduras del mismo género (Kluyveromices) capaces de
hidrolizar la lactosa por fermentación y metabolizarla en sus componentes, al realizar la cinética
de crecimiento en caldo YPL estas levaduras presentaron fases de crecimiento exponencial en
tiempos diferentes (Figura 13) al igual que velocidades específicas de crecimiento (µ) diferentes
(Tabla 5).
Para cada cepa se calcularon los parámetros que definen el crecimiento microbiano (Tabla 5),
velocidad especifica de crecimiento (µ), tiempo de generación (g), velocidad de crecimiento (K)
y la biomasa máxima obtenida (X).
Donde la velocidad de crecimiento (µ) de K. lactis (0,04h-1) es mayor que la de K. marxianus
(0,17h-1).
El cálculo de biomasa máxima obtenida (X) de cada levadura, identificó el lapso de tiempo en el
que la levadura presenta mayor crecimiento (orden de 108) y con esto estableció los tiempos
ideales de inoculación en el caldo de fermentación.
0,00E+00
2,00E+07
4,00E+07
6,00E+07
8,00E+07
1,00E+08
1,20E+08
1,40E+08
1,60E+08
0 10 20 30 40 50 60
Cre
cim
ien
to c
elu
lar
(UF
C/m
L)
Tiempo (h)
K. maxianus
K. lactis

Los resultados del cálculo de la población o biomasa (X) (tabla 6) como era de esperarse según el
comportamiento de cada una de las cepas (Figura 13), se presentaron en la fase estacionaria de
crecimiento y en diferentes lapsos de tiempo para K. marxianus entre las 22 y 24 h y para K.
lactis entre las 28 y 32 h.
Tabla 5.Parámetros de crecimiento microbiano en caldo YPL.
CEPA K. maxianus K. lactis
µ (h-1) 0,04 0,17
g (h) 17,33 4,11
K(h-1) 0,06 0,24
X (UFC/mL) 9,67X107 1,28X108
5.2.2. Determinación de la agitación óptima de fermentación.
En la segunda etapa del desarrollo pre-experimental, se realizaron análisis para evaluar dos
condiciones de agitación durante el proceso de fermentación con lactosuero y conocer si
verdaderamente las 2 cepas producen etanol durante la fermentación y con qué condición de
agitación es más eficiente la producción del mismo. La agitación utilizada inicialmente en el
proceso de fermentación fue continua por 24 h a 200 rpm y posteriormente 10 h sin agitación con
un total de 34 h de fermentación con cada una de las cepas, esta condición arrojó como resultados
bajas concentraciones de etanol, razón por la cual se procedió a realizar nuevas fermentaciones
con agitación continua de 200 rpm durante las 34 h de cultivo, esta condición trajo como
resultado mayores concentraciones de etanol. Además, está condición mejoró el contacto entre
las levaduras y el sustrato, dando homogeneidad a las muestras tomadas, lo cual mejora la
determinación de las pruebas a evaluar (azucares reductores, etanol y biomasa).
Asimismo, la adecuada agitación de un cultivo microbiano es esencial para la fermentación ya
que produce efectos benéficos para el proceso como son: la dispersión del aire en la solución de
nutrientes, la homogeneización, para igualar la temperatura, pH y concentración de nutrientes en
el fermentador, la suspensión de los microorganismos y de los nutrientes sólidos y la dispersión
de los líquidos inmiscibles.
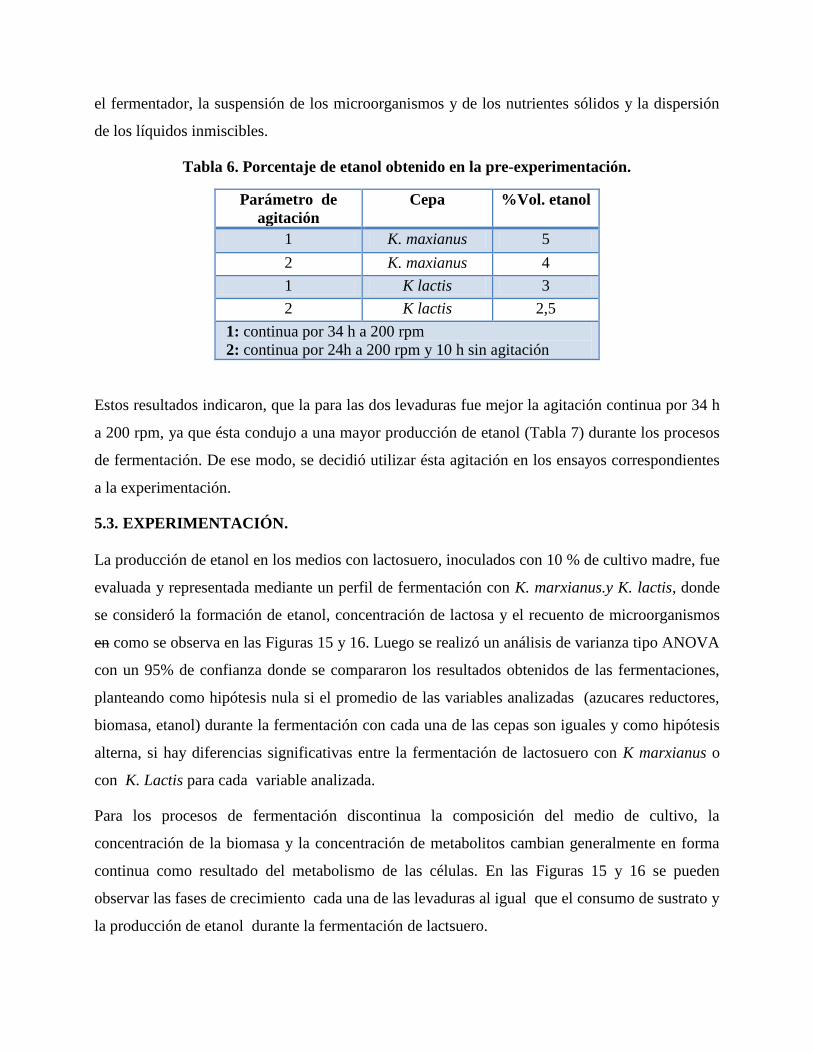
Tabla 6. Porcentaje de etanol obtenido en la pre-experimentación.
Parámetro de
agitación
Cepa %Vol. etanol
1 K. maxianus 5
2 K. maxianus 4
1 K lactis 3
2 K lactis 2,5
1: continua por 34 h a 200 rpm
2: continua por 24h a 200 rpm y 10 h sin agitación
Estos resultados indicaron, que la para las dos levaduras fue mejor la agitación continua por 34 h
a 200 rpm, ya que ésta condujo a una mayor producción de etanol (Tabla 7) durante los procesos
de fermentación. De ese modo, se decidió utilizar ésta agitación en los ensayos correspondientes
a la experimentación.
5.3. EXPERIMENTACIÓN.
La producción de etanol en los medios con lactosuero, inoculados con 10 % de cultivo madre, fue
evaluada y representada mediante un perfil de fermentación con K. marxianus.y K. lactis, donde
se consideró la formación de etanol, concentración de lactosa y el recuento de microorganismos
en como se observa en las Figuras 15 y 16. Luego se realizó un análisis de varianza tipo ANOVA
con un 95% de confianza donde se compararon los resultados obtenidos de las fermentaciones,
planteando como hipótesis nula si el promedio de las variables analizadas (azucares reductores,
biomasa, etanol) durante la fermentación con cada una de las cepas son iguales y como hipótesis
alterna, si hay diferencias significativas entre la fermentación de lactosuero con K marxianus o
con K. Lactis para cada variable analizada.
Para los procesos de fermentación discontinua la composición del medio de cultivo, la
concentración de la biomasa y la concentración de metabolitos cambian generalmente en forma
continua como resultado del metabolismo de las células. En las Figuras 15 y 16 se pueden
observar las fases de crecimiento cada una de las levaduras al igual que el consumo de sustrato y
la producción de etanol durante la fermentación de lactsuero.
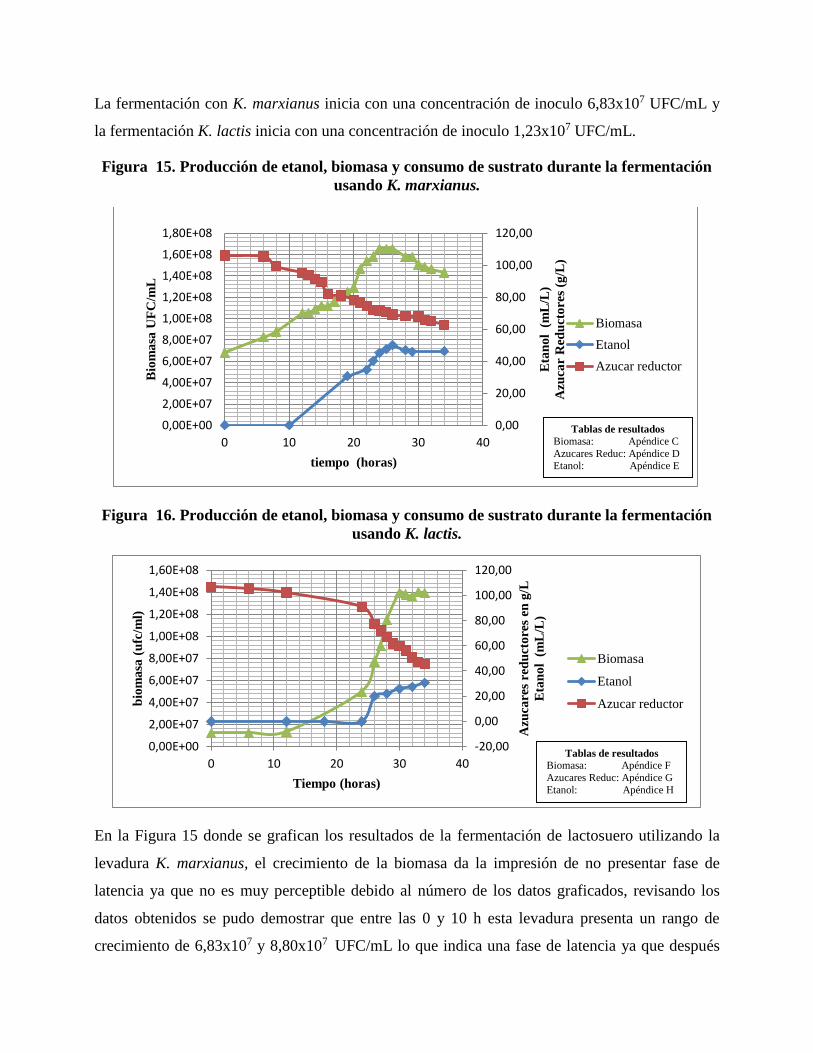
La fermentación con K. marxianus inicia con una concentración de inoculo 6,83x107 UFC/mL y
la fermentación K. lactis inicia con una concentración de inoculo 1,23x107 UFC/mL.
Figura 15. Producción de etanol, biomasa y consumo de sustrato durante la fermentación
usando K. marxianus.
Figura 16. Producción de etanol, biomasa y consumo de sustrato durante la fermentación
usando K. lactis.
En la Figura 15 donde se grafican los resultados de la fermentación de lactosuero utilizando la
levadura K. marxianus, el crecimiento de la biomasa da la impresión de no presentar fase de
latencia ya que no es muy perceptible debido al número de los datos graficados, revisando los
datos obtenidos se pudo demostrar que entre las 0 y 10 h esta levadura presenta un rango de
crecimiento de 6,83x107 y 8,80x107 UFC/mL lo que indica una fase de latencia ya que después
0,00
20,00
40,00
60,00
80,00
100,00
120,00
0,00E+00
2,00E+07
4,00E+07
6,00E+07
8,00E+07
1,00E+08
1,20E+08
1,40E+08
1,60E+08
1,80E+08
0 10 20 30 40
Eta
no
l (
mL
/L)
Azu
car
Red
uct
ore
s (g
/L)
Bio
ma
sa U
FC
/mL
tiempo (horas)
Biomasa
Etanol
Azucar reductor
-20,00
0,00
20,00
40,00
60,00
80,00
100,00
120,00
0,00E+00
2,00E+07
4,00E+07
6,00E+07
8,00E+07
1,00E+08
1,20E+08
1,40E+08
1,60E+08
0 10 20 30 40
Azu
care
s re
du
cto
res
en g
/L
Eta
no
l (
mL
/L)
bio
ma
sa (
ufc
/ml)
Tiempo (horas)
Biomasa
Etanol
Azucar reductor
Tablas de resultados
Biomasa: Apéndice F
Azucares Reduc: Apéndice G
Etanol: Apéndice H
Tablas de resultados
Biomasa: Apéndice C
Azucares Reduc: Apéndice D Etanol: Apéndice E
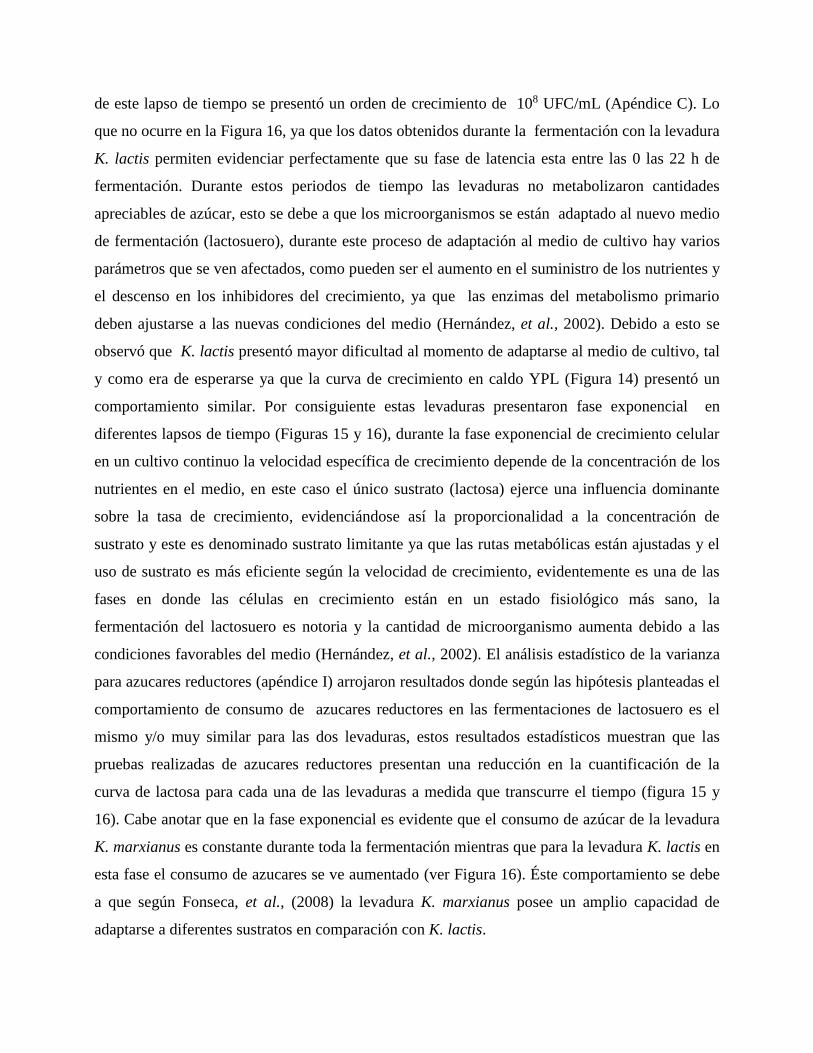
de este lapso de tiempo se presentó un orden de crecimiento de 108 UFC/mL (Apéndice C). Lo
que no ocurre en la Figura 16, ya que los datos obtenidos durante la fermentación con la levadura
K. lactis permiten evidenciar perfectamente que su fase de latencia esta entre las 0 las 22 h de
fermentación. Durante estos periodos de tiempo las levaduras no metabolizaron cantidades
apreciables de azúcar, esto se debe a que los microorganismos se están adaptado al nuevo medio
de fermentación (lactosuero), durante este proceso de adaptación al medio de cultivo hay varios
parámetros que se ven afectados, como pueden ser el aumento en el suministro de los nutrientes y
el descenso en los inhibidores del crecimiento, ya que las enzimas del metabolismo primario
deben ajustarse a las nuevas condiciones del medio (Hernández, et al., 2002). Debido a esto se
observó que K. lactis presentó mayor dificultad al momento de adaptarse al medio de cultivo, tal
y como era de esperarse ya que la curva de crecimiento en caldo YPL (Figura 14) presentó un
comportamiento similar. Por consiguiente estas levaduras presentaron fase exponencial en
diferentes lapsos de tiempo (Figuras 15 y 16), durante la fase exponencial de crecimiento celular
en un cultivo continuo la velocidad específica de crecimiento depende de la concentración de los
nutrientes en el medio, en este caso el único sustrato (lactosa) ejerce una influencia dominante
sobre la tasa de crecimiento, evidenciándose así la proporcionalidad a la concentración de
sustrato y este es denominado sustrato limitante ya que las rutas metabólicas están ajustadas y el
uso de sustrato es más eficiente según la velocidad de crecimiento, evidentemente es una de las
fases en donde las células en crecimiento están en un estado fisiológico más sano, la
fermentación del lactosuero es notoria y la cantidad de microorganismo aumenta debido a las
condiciones favorables del medio (Hernández, et al., 2002). El análisis estadístico de la varianza
para azucares reductores (apéndice I) arrojaron resultados donde según las hipótesis planteadas el
comportamiento de consumo de azucares reductores en las fermentaciones de lactosuero es el
mismo y/o muy similar para las dos levaduras, estos resultados estadísticos muestran que las
pruebas realizadas de azucares reductores presentan una reducción en la cuantificación de la
curva de lactosa para cada una de las levaduras a medida que transcurre el tiempo (figura 15 y
16). Cabe anotar que en la fase exponencial es evidente que el consumo de azúcar de la levadura
K. marxianus es constante durante toda la fermentación mientras que para la levadura K. lactis en
esta fase el consumo de azucares se ve aumentado (ver Figura 16). Éste comportamiento se debe
a que según Fonseca, et al., (2008) la levadura K. marxianus posee un amplio capacidad de
adaptarse a diferentes sustratos en comparación con K. lactis.
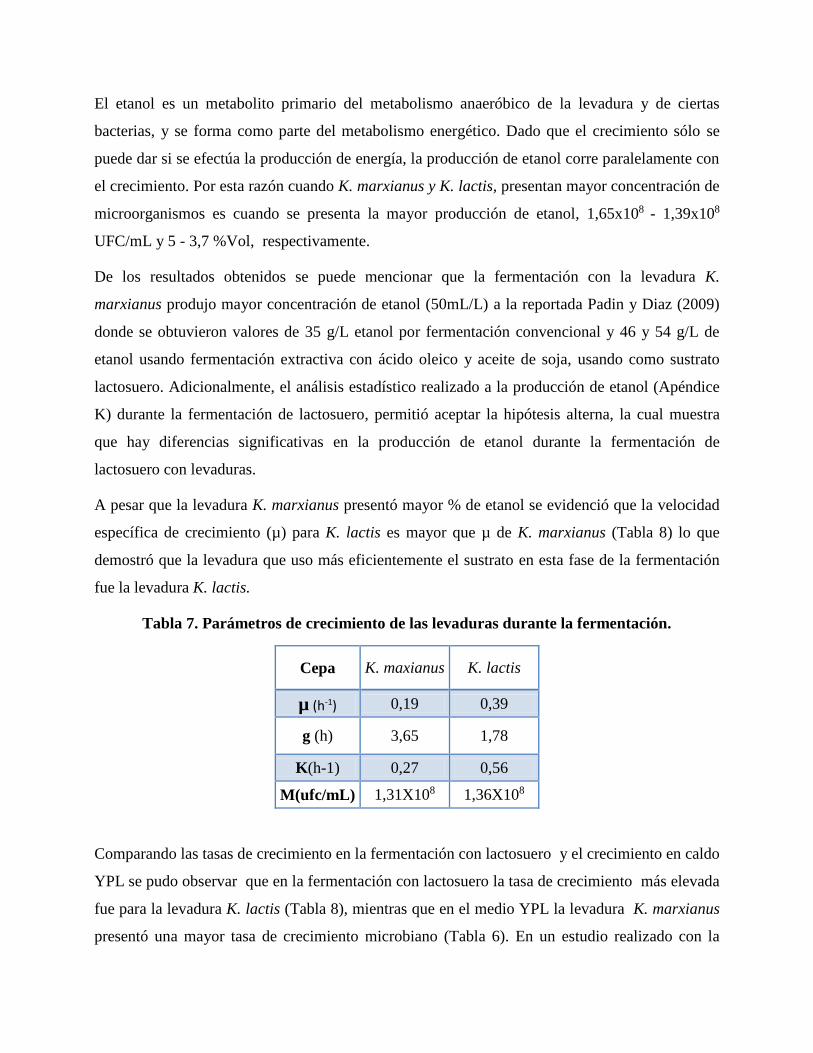
El etanol es un metabolito primario del metabolismo anaeróbico de la levadura y de ciertas
bacterias, y se forma como parte del metabolismo energético. Dado que el crecimiento sólo se
puede dar si se efectúa la producción de energía, la producción de etanol corre paralelamente con
el crecimiento. Por esta razón cuando K. marxianus y K. lactis, presentan mayor concentración de
microorganismos es cuando se presenta la mayor producción de etanol, 1,65x108 - 1,39x108
UFC/mL y 5 - 3,7 %Vol, respectivamente.
De los resultados obtenidos se puede mencionar que la fermentación con la levadura K.
marxianus produjo mayor concentración de etanol (50mL/L) a la reportada Padin y Diaz (2009)
donde se obtuvieron valores de 35 g/L etanol por fermentación convencional y 46 y 54 g/L de
etanol usando fermentación extractiva con ácido oleico y aceite de soja, usando como sustrato
lactosuero. Adicionalmente, el análisis estadístico realizado a la producción de etanol (Apéndice
K) durante la fermentación de lactosuero, permitió aceptar la hipótesis alterna, la cual muestra
que hay diferencias significativas en la producción de etanol durante la fermentación de
lactosuero con levaduras.
A pesar que la levadura K. marxianus presentó mayor % de etanol se evidenció que la velocidad
específica de crecimiento (µ) para K. lactis es mayor que µ de K. marxianus (Tabla 8) lo que
demostró que la levadura que uso más eficientemente el sustrato en esta fase de la fermentación
fue la levadura K. lactis.
Tabla 7. Parámetros de crecimiento de las levaduras durante la fermentación.
Cepa K. maxianus K. lactis
µ (h-1) 0,19 0,39
g (h) 3,65 1,78
K(h-1) 0,27 0,56
M(ufc/mL) 1,31X108 1,36X108
Comparando las tasas de crecimiento en la fermentación con lactosuero y el crecimiento en caldo
YPL se pudo observar que en la fermentación con lactosuero la tasa de crecimiento más elevada
fue para la levadura K. lactis (Tabla 8), mientras que en el medio YPL la levadura K. marxianus
presentó una mayor tasa de crecimiento microbiano (Tabla 6). En un estudio realizado con la
levadura K. marxianus la tasa de crecimiento más alta fue 0.15 h-1 se encontró entre la sexta y
octava hora en la fase exponencial, utilizando como medio suero crudo (Owais & Zafar 2006).
Esta tasa de crecimiento fue menor a la que presentó K. lactis pero mucho mayor a la que
presento K. marxianus lo que indica que la levadura K. lactis en su fase exponencial tiene un
mejor aprovechamiento de las condiciones del medio (lactosuero).
Durante la fase estacionaria que es cuando gran parte del sustrato es metabolizado, se evidenció
que el crecimiento de la biomasa de K. marxianu y K. lactis aumenta sólo gradualmente (figuras
15 y 16), el crecimiento celular cesa por limitaciones de sustrato y por acumulación de
metabolitos en el medio.
En la fase de muerte, las reservas de energía de las células se agotan, esta fase solo pudo ser
evidenciada en la levadura K. marxianus, ya que en la fermentación con K. lactis no es
perceptible por el tiempo propuesto para la fermentación. Durante esta fase K. marxianus sigue
produciendo etanol hasta las 34 h, pero la cantidad de etanol producido no es significativa,
posiblemente porque su concentración pudo inhibir la levadura como lo menciona Padin y Diaz
(2006).
Según Moulin & Galzy (1984, uno de los inconvenientes para utilizar el lactosuero como sustrato
de la fermentación alcohólica radica en que el número de microorganismos capaces de
metabolizar directamente la lactosa a etanol es muy reducido, y los que hay son de crecimiento
lento o se inhiben con moderadas concentraciones de azúcar y de etanol. En la fermentación de
latosuero, realizada para el desarrollo de este proyecto los microorganismos utilizados K.
marxianus y K. lactis, no presentaron mayores inconvenientes durante la fermentación,
demostrando así su capacidad de metabolizar la lactosa para producir etanol (Figuras15 y 16).
Los resultados de las desviaciones estándar calculadas con los datos de las fermentación
realizadas con las levaduras K marxianus y K. Lactis presentan dispersiones bajas, lo que
demuestra que los ensayos tuvieron comportamientos similares entre cada una de las réplicas, a
excepción de la concentración de biomasa, ya que ésta presentó una desviación estándar alta, se
atribuye a que el inóculo inicial utilizado para cada fermentación (del orden 106-108 UFC/mL),
que no fue establecido a una concentración exacta de número de UFC/mL. Debido a esto, los
resultados de los análisis estadísticos con base en la comparación en la producción de biomasa
(Apendice H) de las fermentaciones con cada levadura, permitieron aceptar la hipótesis alterna,

es decir demostró que hay diferencias significativas en la reproducción de las levaduras K.
marxianus y K. Lactis durante la fermentación de lactosuero.
En los apéndices C al H se presentan las tablas de resultados de biomasa (crecimiento celular),
azucares reductores y concentración de etanol, para estas fermentaciones, donde se pueden
evidenciar las desviaciones estándar de los resultados de los análisis realizados a cada una de las
réplicas de fermentación con cada una de las cepas.
Igualmente, se calculó el consumo de energía (ver Apéndice K), para este cálculo se consideró el
tiempo de fermentación donde se produjo mayor concentración de etanol con cada levadura
durante las fermentaciones. La fermentación con la cepa de K. marxianus presento
concentraciones máximas de 5 % vol. a las 24 h y K. Lactis concentraciones de 3,7 % vol. a las
32 h. Encontrando que la levadura que presentó un menor consumo de energía durante el proceso
de fermentación teniendo en cuenta la potencia de agitación y la potencia del manto de
calentamiento fue la levadura K. marxianus consumiendo 9,12 kWh en comparación con K.
Lactis que consumió 12,16 kWh presentando así mayor costo de producción de etanol el proceso
de fermentación con la levadura K. Lactis.
También se evaluaron los rendimientos del etanol respecto al consumo de sustrato y se
compararon para cada una de las levaduras.
Tabla 8. Rendimientos etanol consumo de sustrato.
Microorganismo Ensayo 1
%
Ensayo 2
%
Ensayo 3
%
Promedio
%
Desviación
estándar
K.marxianus 72,60 75,66 79,82 76,03 3,62
K. Lactis 65,70 67,78 73,20 68,90 3,87
El rendimiento de las fermentaciones con las dos diferentes levaduras se presenta en la Tabla 8.
Se puede observar que durante las 34 h de fermentación se obtuvo un mayor rendimiento para K.
marxianus, obteniéndose un 76% de rendimiento de etanol respecto a la cantidad de azucares
metabolizados. Según Mawson (2003), en los procesos de destilería usando lactosuero
pasteurizado operado bajo condiciones asépticas, con temperatura de fermentación entre 24-
34°C, el proceso fermentativo origina un rendimiento de etanol en un rango de 75- 85% del valor

teórico, partiendo que por cada 0,538 kg de etanol se necesita de 1 kg de lactosa metabolizada,
esto refleja la importancia en la producción de etanol que tiene el lactosuero.
6. CONCLUSIONES.
Se estableció durante la pre-experimentación que las mejores condiciones para el proceso
correspondían a 34 h de agitación continua a 200 rpm. Ya que a estas condiciones se alcanzaba
una buena producción de biomasa y una mayor concentración de etanol en comparación con los
resultados observados cuando la agitación se mantenía continua por 24 h a 200rpm y luego se
tenía un periodo de 10 h sin agitación.
Se comparó experimentalmente la producción de etanol durante la fermentación de lactosuero
usando las levaduras K. marxianus y K. lactis como agentes fermentadores a condiciones de
32°C 200rpm y 34 h, observando que el consumo de azucares (lactosa) se mantuvo hasta el final
de la fermentación y se alcanzaban concentraciones de etanol de 50 y 37 mL/L respectivamente.
Se evidenció que durante la fermentación de lactosuero las cepas propuestas presentan
características diferentes tales como en tiempo de adaptación al medio de cultivo, velocidad
especifica de crecimiento microbiano (µ) y producción de etanol durante la fermentación.
Durante las fermentaciones se evidenció que la levadura que presentó mayor velocidad de
crecimiento en la fase exponencial fue la K. lactis con µ=0,39 muy superior en comparación con
K. marxianus que presento un µ=0,19.
Las fermentaciones de lactosuero realizadas en esta investigación indican que, es más eficiente
con respecto al rendimiento y a la producción de etanol utilizar cepas de K. marxianus que una de
K. lactis, ya que con esta se alcanzó un rendimiento de 76 y 68% y concentraciones de etanol de
5 y 3 %vol. respectivamente.
La fermentación de lactosuero con K. marxianus presentó menor consumo de energía 9,12 kWh
y mayor concentración de etanol 5%vol. demostrando así su eficiencia sobre la levadura K. lactis.
La posibilidad de obtener etanol a partir de la fermentación de lactosuero se presenta como una
opción de valorización del mismo y la oportunidad económica para instalar este proceso en una
quesería artesanal.
7. RECOMENDACIONES.
De acuerdo con los resultados obtenidos y para una nueva investigación se recomienda:
Evaluar más procesos fermentativos con la finalidad de conocer la capacidad de dar
tratamiento al lactosuero como una posibilidad de evitar su descarga irracional.
Usar diferentes técnicas de medición de acuerdo a los parámetros a evaluar y con esto
tener mayor precisión en los resultados y análisis experimentales.
Regular condiciones pH (neutro) durante la fermentación, para evitar la producción de
metabolitos secundarios (ácido cítrico, ácido málico y otros), los cuales intervienen en el
medio impidiendo una mayor producción de biomasa y etanol.
8. BIBLIOGRAFÍA
Agudelo M, M; Sánchez G, V. (1.999).Obtención de Ácido Itacónico por Fermentación con
Aspergillus Terreus. Universidad Nacional de Colombia. Manizales.
Angulo M. C. (2005). Factibilidad de producción y estudio de rendimiento de queso chanco con
incorporación de suero en polvo. Universidad Austral de Chile. Facultad de ciencias
agrarias. Magister en ciencias y tecnología de la leche.
Aider, M., Halleux, D. y Melnikova, J. (2009). Skim acidic milk whey cryoconcentration and
assessment of its functional properties: Impact of processing conditions. Innovative Food
Science and Emerging Technologies 10(3): 334-341.
Amerine, M., Berg, H., Cruess, W. (1967). The technology of wine making, AVI Publishing
company.
AOAC. INTERNATIONAL. (1997). Official Methods of analysis.16th Edition. Gaithersburg.
USA. 2v (sp).
Araujo, K., Romero, A., Chirinos, P., Paéz, G., Mármol, Z., & Rincón, M. (2015). Producción de
etanol a partir de suero de leche en cultivo por lote alimentado con ciclos repetidos.
Interciencia. Retrieved October 12, 2016, from
http://www.redalyc.org/articulo.oa?id=33937066003
Baró L, Jiménez J, Martínez-Férez A y Bouza J. (2001). Péptidos y proteínas de la leche con
propiedades funcionales Ars Pharmaceutica: 42(3-4), 135-145. 2001
Biocombustible Biodiesel-Bioetanol. 2007. I Seminario-Taller Bogotá-Colombia. Virtual Pro.
Cadena Agroindustrial. (2004). Etanol: Análisis de Estudio de Cadena Etanol.
Callejas, J., Prieto, F., Reyes, V., Marmolejo. y Méndez, M. (2012). Caracterización
fisicoquímica de un lactosuero: potencialidad de recuperación de fósforo 22(1): 11-18
Camacho, M., Serrat, M., Orberá, T., Rodríguez, S. (2014) Evaluación de dos métodos de
conservación para Kluyveromyces marxianus CCEBI 2011 en la Colección de Cultivos del
CEBI Centro de Estudios de Biotecnología Industrial (CEBI). Facultad de Ciencias
Naturales. Universidad de Oriente. Santiago de Cuba, Cuba. Rev. Soc. Ven.
Microbiol. vol.34 no.2 Caracas.
Castillo, M., Jordán, J. Abellán, A., Laencina, J., López, M. 1996 “Tecnología de
aprovechamiento de lactosuero”. Revista Española de Lechería, marzo, 24-30,.
Celeromics. s. f. Technical Note - Neubauer Chamber Cell Counting (en línea). Consultado 07 de
agosto de 2014. Disponible en: http://celeromics.com/es/resources/docs/Articles/Conteo-
Camara-Neubauer.pdf
Christensen, A. D., Kádár, Z., Oleskowicz-Popiel, P., & Thomsen, M. H. (2010). Production of
bioethanol from organic whey using Kluyveromyces marxianus. Journal of Industrial
Microbiology & Biotechnology, 38(2), 283–289. doi:10.1007/s10295-010-0771-0.
Colombié, S., Malherbe, S., Sablayrolles, J. (2007). "Modeling of heat trasnfer in tanks during
wine-making fermentation." Food control 18: 953-960.
Duarte, A. (1995).Introducción a la Ingeniería Bioquímica. Bogotá: Universidad Nacional de
Colombia, Instituto de Biotecnología.
Doran, P. (1998). Principios de ingeniería de los bioprocesos. Zaragoza, España. Editorial
Acribia, S.A.
Early, R. (2004). Tecnología de los productos lácteos, (Ed). Acribia, Zaragoza
FAO. (2012). Perspectivas alimentarias y Análisis del mercado Mundial.
Fernández, M., Fornari, R., Mazutti, M., Oliveira, D., Ferreira, F., Cichoski, A., Cansian, R.,
Luccio, M. y Treichel, H. (2009). Production and characterization of xantham gum by
Xanthomonas campestris using cheese whey as sole carbon source. Journal of Food
Engineering 90(1): 119-123
Fonseca, G., Heinzle, E., Wittmann, C., Gombert, A. (2008). The yeast Kluyveromyces
marxianus and its biotechnological potential. Appl Microbiol Biotechnol.;79(3):339- 54.
Gallegos, J., Arrieta, G. y Mattar, S. (2007). Frecuencia de Listeria spp., en quesos Colombianos
costeños. Rev.MVZ Cordoba. 12(2) [citado 29 Abril 2010], p.996-1012.
Disponible en la World
WideWeb:<http://www.scielo.unal.edu.co/scielo.php?script=sci_arttext &pid=S0122-
2682007000200005&lng=es&nrm=iso>. ISSN 0122- 0268
García, G,. López, M,. Quintero, R. (1.993). Biotecnología Alimentaria. Editorial Limusa.
México.
Garzón, S,. Hernández L. (2009). Estudio comparativo para la Producción de Etanol entre
Saccharomyces cerevisiae silvestre, Saccharomyces cerevisiae ATCC 9763 Y Candida
utilis ATCC 9950. Universidad Tecnológica de Pereira.
Guimarães, M., Teixeira, J., Dominguez, L. (2010). Fermentation of lactose to bio-ethanol by
yeasts as part of integrated solutions for the valorisation of cheese whey. Biotechnology
Advances 28:375–384
Godoy, L., Herrera, P., Caicedo, L. (1987). Principios de Ingeniería bioquímica. Bogota,
Universidad Nacional de Colombia.
Gutiérrez, E. (2006). Desarrollo de una bebida de suero dulce derivado de la fabricación de queso
fresco, fermentada con cultivos Lactobacillus helveticus y Streptococcus salivarius var
thermophilus (TCC-20), adicionada con cultivo probióticos Lactobacillus paracasei subsp.
Paracasei LC-01. Tesis para optar el título de licenciado en tecnología de alimentos. Costa
Rica. Pag 7.
Hernández, C., Pantoja, L,. Turriago, S. (2002). Evaluación de la presencia de bacteriocinas en
cultivos de bacterias ácido lácticas. Universidad de La Sabana Facultad de Ingeniería
Programa de Producción Agroindustrial Bogotá D.C.
Hidalgo, J. (2010). Transformaciones microbianas. Levaduras, bacterias y virus en Tratado de
enología. Madrid: Grupo Mundi-Prensa. 545-663
Inda, A.E. (2000). Queso. México: Organización de los Estados Americanos, OEA.

Jelen, P. (2003). Whey processing. Utilization and Products. 2739-2745. In: H. Roginski, J.W.
Fuquay and P.F. Fox (eds.). Encyclopedia of Dairy Sciences. Academic Press, London,
UK.
Jakobsen, M.& Narvhus, J. (1996). Yeasts and their possible beneficial and negative effects on
the quality of dairy products. International Dairy Journal.;6(8–9):755-68
Kallel, H., Garridosanchez L, Engasser J. M., and Miclo, A. (1991). Optimization of a continuous
culture of Kluyveromyces marxianus on whey permeate –effects of minerals and vitamins
on the yeast growth and metabolism. Microbiologie –Aliments–Nutrition, 9, 309-317.
Kameswara, C. (2003). Fermentation biotechnology. Foundation for Biotechnology Awareness
and Education.: 1-12
Kafarov, V, (1979). Modelirovaniye Biojimicheskij Reaktorov. Lesnaya promyshlennost`.
Moscú.
Kiers, J., Zeeman, A., Luttikl, M., Thiele, C., Castrillo1, H., Steensma, J. (1998). Regulation of
Alcoholic Fermentation in Batch and Chemostat Cultures of Kluyveromyces lactis CBS
235. Department of Microbiology and Enzymology, Kluyver Laboratory of Biotechnology,
Delft University of Technology, Julianalaan 67, 2628.
Kurtzman, C., Fell, J., Boekhout, T. (2011). The Yeasts: A Taxonomic Study, Volumen 1.
London: Elsevier
Lagua, H. (2011). Elaboración de una bebida nutritiva a partir de la pulpa de maracuyá (pasiflora
incarnata), y suero láctico, en la planta procesadora de frutas y hortalizas facultad de
ciencias agropecuarias, recursos naturales y del ambiente, escuela de ingeniería
agroindustrial. la universidad estatal de bolívar. Guaranda – Ecuador.
Lamikarra, O. (1997). "Changes in Organic Acid Composition during Fermentation and Aging of
Noble Muscadine Wine." Journal Agric Food Chem 45: 935-937.
Londoño, M., Sepúlveda, J., Hernández, A. y Parra, J. (2008). Bebida fermentada de suero de
queso fresco inoculada con Lactobacillus casei. Rev.Fac.Nal.Agr.Medellín ISSN:
03042847. 61(1):4409-4421.
Londoño, M. (2006). Aprovechamiento del suero ácido de queso doble crema para la elaboración
de quesillo utilizando tres métodos de complementación de acidez con tres ácidos
orgánicos. Perspectivas en nutrición humana. Revista Perspectivas en Nutrición Humana-
Escuela de Nutrición y Dietética- Universidad de Antioquia 16: 11-20. Disponible en:
http://revinut.udea.edu.co/anter/num16/html/a2/
López, F y Guell C. (1995) Revista de alimentación, equipos y tecnología. Marzo.
Mancheno, J. (2004). El precio de la melaza continua creciendo. Nota técnica Sucromiles S.A
Martínez, A. 2012. Bebida deslactosada y fermentada a partir del lactosuero, con pulpa de
maracuyá, y enriquecida con l-glutamina, Tesis de Maestría en Ciencias Agroalimentarias.
Universidad de Córdoba, Argentina.
Mato, I., Suárez, S., Hudobro, J. (2005). "A review of the analytical methods to determine
organic acids in grape juices and wines." Food Research International 38: 1175- 1188.
Mawson, J. (2003). Fermentation of Whey. Encyclopedia of Foods Sciences and Nutrition. 2º ed.,
London.
Miller, G. (1959). Use of dinitrosalicylic acid reagent for determination of reducing sugar.
Analytical Chemistry. 31, 426-428.
Moulin, G. & Galzy, P. (1984). Whey, a potential substrate for biotechnology. Biotechnol. Genet.
Eng. Rev, 1: 347-374.
Nielsen, J., Villadsen, J., Lidén, G. (2003). Bioreaction engineering principles. New York,
Plenum Publishers.
Owais, M. & S. Zafar. 2006. Ethanol production from crude whey by Kluyveromyces marxianus.
Biochemical Engineering Journal 27 (2006) 295–298.
Padín, C. y Diaz, M. (2006). Efecto de la concentración inicial del lactosuero sobre la
fermentación alcohólica con Kluyveromyces fragilis. Revista de la Sociedad Venezolana de
Microbiología. Retrieved October 12, 2016, from
http://www.redalyc.org/articulo.oa?id=199416615008
Padín, C. y Diaz, M. (2009). Fermentación alcohólica del lactosuero por Kluyveromyces
marxianus y solventes orgánicos como extractantes. Revista de la Sociedad Venezolana de
Microbiología. Retrieved October 12, 2016, from
http://www.redalyc.org/articulo.oa?id=199414957008
Panesar, P., kennedy, J., Gandhi, D. y Bunko, K. (2007). Bioutilisation of whey for lactic acid
production. Food Chemistry 105: 1-14.
Pereira, C. A., Costa, C. B. Carreira, J. C. Junqueira, and A. O. C. Jorge. (2013). Photodynamic
inactivation of Streptococcus mutans and Streptococcus sanguinis biofilms in vitro. Lasers
Med. Sci. 28: 859-864.
Parra, R. 2009. Lactosuero: importancia en la industria de alimentos. Revista Facultad Nacional
de Agronomía, Medellín. Vol. 62. 0304-2847.
Parrondo, J. García, L.A. y Diaz, J.M. (2000). "Production of an alcoholic beverage by
fermentation of whey permeate with Kluyveromyces fragilis I: Primary metabolism", J.Inst.
Brewing, 106,6, 367-76.
Parrondo, García y Díaz. (2007). Nutrient Balance And Metabolic Analysis In A Kluyveromyces
Marxianus Fermentation With Lactose-Added Whey. Department of Chemical Engineering
and Environmental Technology, Faculty of Chemistry, University of Oviedo, C/ Julian
Claveria s/n. 33071 Oviedo, Spain.
Petrenko, O. (2005). Estudio de algunas características de las cepas de levaduras y de su
rendimiento celular utilizando un medio de cultivo a base de suero lácteo. Facultad de
Ciencias Exactas y Naturales. Universidad de Belgrano Buenos Aires.
Prescott, C. & Gordon, C. (1992). Microbiología Industrial. Aguilar Madrid. p: 110-158
Ribéreau, P., Dubourdieu, D., Donèche, B., Lonvaud, A. (2006). Handbook of enology: The
microbiology of wine and vinifications, John Wiley & Sons.
Rodríguez V., Zambrano F. (2011). Producción de alcohol a partir del mucílago de café. Revista
Cenicafé 62 (1): 56-69.

Ronda, E. (2000). Memorias de conferencia: "El suero lácteo de quesería: el ayer y el presente".
En: Revista Real Academia de Ciencias Veterinarias. Fecha de publicación:09-02.
Roostita R, Fleet G. (1996). Growth of yeasts in milk and associated changes to milk
composition. International journal of food microbiology.; 31(1-3):205-19.
Sablayrolles, J. (2009). "Control of alcoholic fermentation in winemaking: current situation and
prospect." Food Research International 42: 418-424
Sablayrolles, J., Dubois, C., Manginot, C., Barre, P. (1996). "Effectiveness of combined
ammoniacal nitrogen and oxygen additions for completion of sluggish and stuck wine
fermentations." Journal of Fermentation and Bioengineering 82(4): 377-381.
Sanchez, M (2012) Curso Microbiología Industrial. Universidad Miguel Hernandez de Elche
Alicante España. (Consulta en línea Diciembre 2016
https://www.youtube.com/watch?v=CgEK29_nsEY)
Santamaria, M., García, F., Rosello, J. (1998). Biología y botánica. Valencia: Universidad
politécnica de Valencia.
Scott, R. (1991). Fabricación de queso. Zaragoza, Acribia, S.A. 518 p.
Senses-Ergul, S., Agoston, R., Belak, A., Deak, T. (2006). Characterization of some yeasts
isolated from foods by traditional and molecular tests. International journal of food
microbiology.108(1):120-4.
Toyoda, T. & Ohtaguchi, K. (2010, February). The properties of Kluyveromyces lactis for the
production of D-arabitol from lactose Department of Chemical Engineering, Tokyo
Institute of Technology, Tokyo 152 – 8552
Valencia, D. y Ramírez, C. La industria de la leche y la contaminación del agua. Elementos Vol
73(1), pp. 27 – 31, 2009.
Vázquez, J. y Dacosta, O. (2007). Fermentación alcohólica: una opción para la producción de
energía renovable a partir de desechos agrícolas. INGENIERÍA investigación y tecnología
VIII. 4. 249-259.2007.
Vincenzi, A., Maciel, M., Jachetti, L., Oliveira, C., Volpato, G., Lehnand, D., Volken, C.
(2014). Ethanol Bio-Production from Ricotta Cheese Whey by Several Strains of the
Yeast Kluyveromyces American Journal of Food Technology Year: 2014 Volume: 9 Issue:
6 Page No.: 281-291

APÉNDICE
Apéndice A. Tablas de cremiento microbiano.
K.
marxianus
K. lactis
Tiempo (h) UFC/mL Tiempo (h) UFC/mL
0 4,46E+06 0 3,54E+06
4 5,28E+06 4 3,56E+06
6 5,35E+06 6 3,56E+06
8 5,78E+06 8 3,57E+06
10 7,56E+06 10 3,61E+06
12 1,28E+07 12 4,12E+06
14 3,80E+07 14 1,37E+07
16 7,10E+07 16 1,55E+07
18 9,40E+07 18 1,68E+07
20 9,98E+07 20 2,96E+07
22 1,36E+08 22 3,38E+07
24 1,40E+08 24 6,76E+07
26 1,38E+08 26 9,80E+07
28 9,72E+07 28 1,32E+08
30 8,58E+07 32 1,35E+08
32 7,04E+07 34 1,00E+08
34 6,40E+07 36 8,80E+07
36 5,90E+07 38 7,32E+07
38 4,20E+07 40 6,32E+07
40 8,60E+06 42 5,90E+07
44 4,80E+07
48 9,80E+06
Apéndice B. Estandarización curva azúcares reductores.
Patrón: Glucosa 0,05989g en 100 ml = 0,5989mg/ml
TUB
O
AGU
A
PATRO
N
Conc curva Concentración Absorbancia Di
l
Concentración
B 0,0599 mg/ml Mtra mg/ml

1 450 50 0,006 0,059 0,075 1 0,059
2 400 100 0,012 0,106 0,156 1 0,106
3 350 150 0,018 0,157 0,242 1 0,157
4 300 200 0,024 0,199 0,313 1 0,199
5 200 300 0,036 0,254 0,406 1 0,254
6 150 350 0,042 0,318 0,515 1 0,318
7 100 400 0,048 0,393 0,642 1 0,393
8 50 450 0,054 0,436 0,715 1 0,436
9 0 500 0,060 0,522 0,860 1 0,522
Curva patrón de Azucares reductores.
Apéndice C. Tabla de resultados de biomasa de la fermentación con K. marxianus.
Tiempo
(Horas)
Ensayo 1 Ensayo 2 Ensayo 3 Promedio
ufc/mL ufc /mL ufc /mL ufc/mL
0 6,40E+07 6,08E+07 8,00E+07 6,83E+07
6 7,20E+07 8,00E+07 9,60E+07 8,27E+07
8 8,00E+07 9,60E+07 -- 8,80E+07
12 1,05E+08 -- 1,05E+08 1,05E+08
13 -- 1,05E+08 1,05E+08 1,05E+08
14 -- 1,06E+08 1,12E+08 1,09E+08
15 -- 1,12E+08 1,12E+08 1,12E+08
16 1,05E+08 1,15E+08 1,15E+08 1,12E+08
17 -- 1,20E+08 1,20E+08 1,20E+08
18 1,05E+08 1,23E+08 1,20E+08 1,16E+08
19 1,25E+08 1,25E+08 -- 1,25E+08
20 1,20E+08 1,34E+08 1,34E+08 1,29E+08
21 1,44E+08 1,48E+08 1,48E+08 1,47E+08
22 1,60E+08 1,58E+08 1,44E+08 1,54E+08
23 1,60E+08 1,66E+08 1,48E+08 1,58E+08
y = 1,6949x - 0,0244R² = 1
0,000
0,200
0,400
0,600
0,800
1,000
0,000 0,100 0,200 0,300 0,400 0,500 0,600

24 1,66E+08 1,72E+08 1,58E+08 1,65E+08
25 1,66E+08 1,72E+08 1,58E+08 1,65E+08
26 1,66E+08 1,72E+08 1,58E+08 1,65E+08
28 1,54E+08 1,60E+08 1,60E+08 1,58E+08
29 1,58E+08 1,58E+08 -- 1,58E+08
30 -- 1,54E+08 1,48E+08 1,51E+08
31 1,54E+08 1,44E+08 -- 1,49E+08
32 -- 1,45E+08 1,48E+08 1,47E+08
34 1,40E+08 1,45E+08 1,45E+08 1,43E+08
(--): Hora en la que no hubo recolección de datos.
Apéndice D. Tabla de resultados azucares reductores (DNS) de la fermentación con K.
marxianus.
Tiempo
(Horas)
Ensayo 1
g /L
Ensayo 2
g /L
Ensayo 3
g /L
Promedio
ensayo 1, 2, 3
Desviación
estándar
1, 2, 3.
0 107,33 106,85 108,49 107,56 0,84
6 106,09 105,78 104,34 105,40 0,94
8 100,96 97,85 --- 99,41 2,20
12 97,74 -- 92,78 95,26 3,51
13 --- 92,47 95,67 94,07 2,27
14 --- 91,23 91,67 91,45 0,31
15 87,00 89,46 -- 89,46 1,74
16 --- 84,57 79,46 82,02 3,61
18 78,08 83,44 82,11 81,21 2,85
20 81,67 81,67 71,93 78,42 6,88
21 79,90 79,90 70,69 76,83 6,51
22 77,07 77,07 69,63 74,59 5,26
23 73,53 73,53 69,46 72,17 2,88
24 72,46 74,64 68,22 71,78 3,00
25 72,11 70,11 69,63 70,62 1,75
26 71,93 68,33 67,36 69,21 3,24
28 69,63 69,63 65,58 68,28 2,87
30 -- 68,22 67,92 68,07 0,21
31 66,36 65,73 -- 66,04 0,44
32 -- 61,84 68,43 65,14 4,66
34 66,12 64,76 57,63 62,84 6,00
(--): Hora en la que no hubo recolección de datos.
Apéndice E. Tabla de resultados etanol producido de la fermentación con K. marxianus.
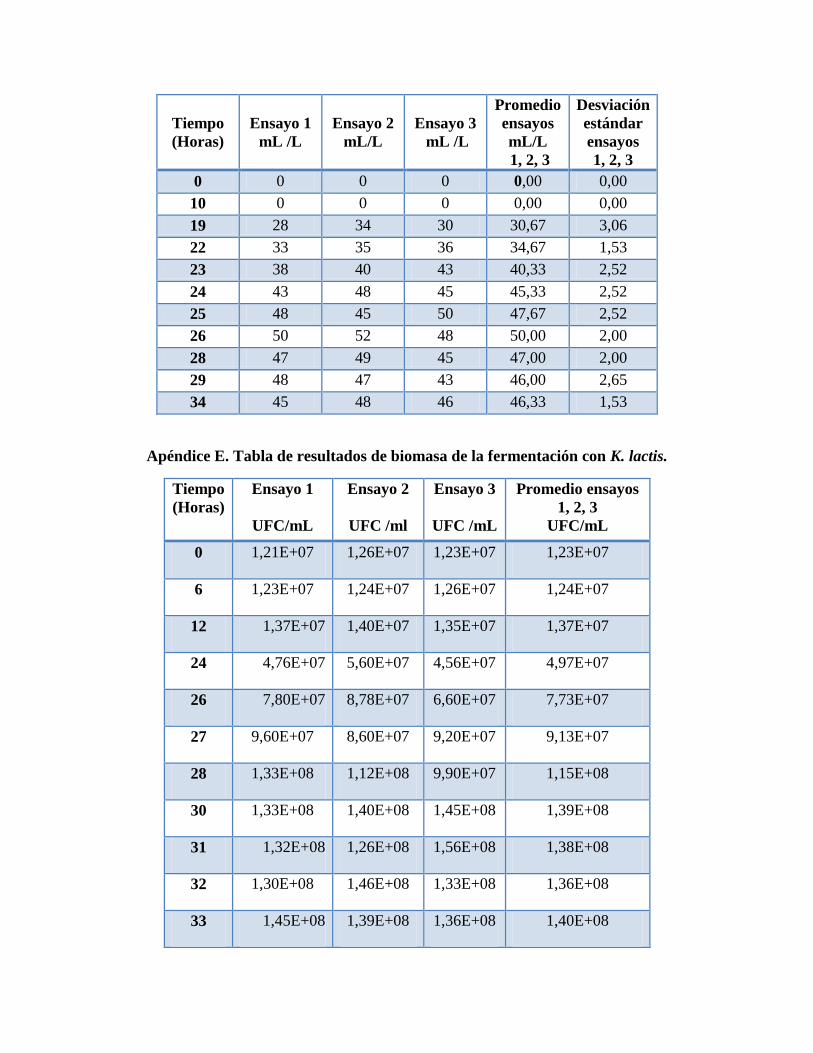
Tiempo
(Horas)
Ensayo 1
mL /L
Ensayo 2
mL/L
Ensayo 3
mL /L
Promedio
ensayos
mL/L
1, 2, 3
Desviación
estándar
ensayos
1, 2, 3
0 0 0 0 0,00 0,00
10 0 0 0 0,00 0,00
19 28 34 30 30,67 3,06
22 33 35 36 34,67 1,53
23 38 40 43 40,33 2,52
24 43 48 45 45,33 2,52
25 48 45 50 47,67 2,52
26 50 52 48 50,00 2,00
28 47 49 45 47,00 2,00
29 48 47 43 46,00 2,65
34 45 48 46 46,33 1,53
Apéndice E. Tabla de resultados de biomasa de la fermentación con K. lactis.
Tiempo
(Horas)
Ensayo 1
UFC/mL
Ensayo 2
UFC /ml
Ensayo 3
UFC /mL
Promedio ensayos
1, 2, 3
UFC/mL
0 1,21E+07 1,26E+07 1,23E+07 1,23E+07
6 1,23E+07 1,24E+07 1,26E+07 1,24E+07
12 1,37E+07 1,40E+07 1,35E+07 1,37E+07
24 4,76E+07 5,60E+07 4,56E+07 4,97E+07
26 7,80E+07 8,78E+07 6,60E+07 7,73E+07
27 9,60E+07 8,60E+07 9,20E+07 9,13E+07
28 1,33E+08 1,12E+08 9,90E+07 1,15E+08
30 1,33E+08 1,40E+08 1,45E+08 1,39E+08
31 1,32E+08 1,26E+08 1,56E+08 1,38E+08
32 1,30E+08 1,46E+08 1,33E+08 1,36E+08
33 1,45E+08 1,39E+08 1,36E+08 1,40E+08

34 1,39E+08 1,38E+08 1,41E+08 1,39E+08
Apéndice F. Tabla de resultados azucares reductores (DNS) de la fermentación con K.
lactis.
Tiempo
(Horas)
Ensayo 1
g /L
Ensayo 2
g /L
Ensayo 3
g /L
Promedio
ensayos
1, 2, 3
g/L
desviación
estándar
ensayos
1, 2, 3
0 106,57 108,57 105,78 106,97 1,44
6 105,87 106,21 104,65 105,58 0,82
12 100,32 102,32 104,32 102,32 2,00
24 89,37 90,25 92,84 90,82 1,81
26 75,65 77,65 79,48 77,59 1,92
27 72,11 74,11 70,11 72,11 2,00
28 67,33 69,33 65,06 67,24 2,14
29 61,31 63,31 61,31 61,98 1,15
30 58,30 61,30 59,74 59,78 1,50
31 56,04 58,00 54,63 56,22 1,69
32 49,28 52,28 50,35 50,63 1,52
33 48,98 45,34 46,76 47,03 1,83
34 45,66 47,21 44,32 45,73 1,45
Apéndice G. Tabla de resultados etanol producido de la fermentación con K. lactis.
Tiempo
(Horas)
Ensayo 1
mL /L
Ensayo 2
mL/L
Ensayo 3
mL /L
Promedio
ensayo
1, 2, 3
mL/L
desviación
estándar
ensayos
1, 2, 3
0 0 0 0 0,00 0,00
12 0 0 0 0,00 0,00
18 0 0 0 0,00 0,00
24 0 0 0 0,00 0,00
26 20 18 22 20,00 2,00
28 24 22 20 22,00 2,00
30 26 25 27 26,00 1,00
32 28 26 28 27,33 1,15

34 30 32 30 30,67 1,15
Apéndice H. Análisis de varianza azucares reductores.
Grupos Cuenta Suma Promedio Varianza
Azucares reductores k.
marxianus.
21,00 1688,41 80,40 186,23
Azucares Reductores K.
Lactis.
13,00 944,02 72,62 495,18
Origen de
las
variaciones
Suma de
cuadrados
Grados
de
libertad
Promedio
de los
cuadrados
F Probabilidad Valor
crítico
para F
Entre grupos 486,46 1,00 486,46 1,61 0,21 4,15
Dentro de
los grupos
9666,82 32,00 302,09
Total 10153,28 33,00
Apéndice I. Análisis de varianza biomasa.
Grupos Cuenta Suma Promedio Varianza
Biomasa K. marxianus. 24 3,13E+09 1,31E+08 8,1251E+14
Biomasa K. lactis. 12 1,11E+09 9,24E+07 2,5363E+14
Origen de
las
variaciones
Suma de
cuadrados
Grados
de
libertad
Promedio
de los
cuadrados
F Probabilidad Valor
crítico
para F
Entre
grupos
1,1607E+16 1 1,1607E+16 18,3741762 0,00014142 4,13001775
Dentro de
los grupos
2,1478E+16 34 6,317E+14
Total 3,3085E+16 35
Apéndice J. Análisis de varianza etanol.
Grupos Cuenta Suma Promedio Varianza
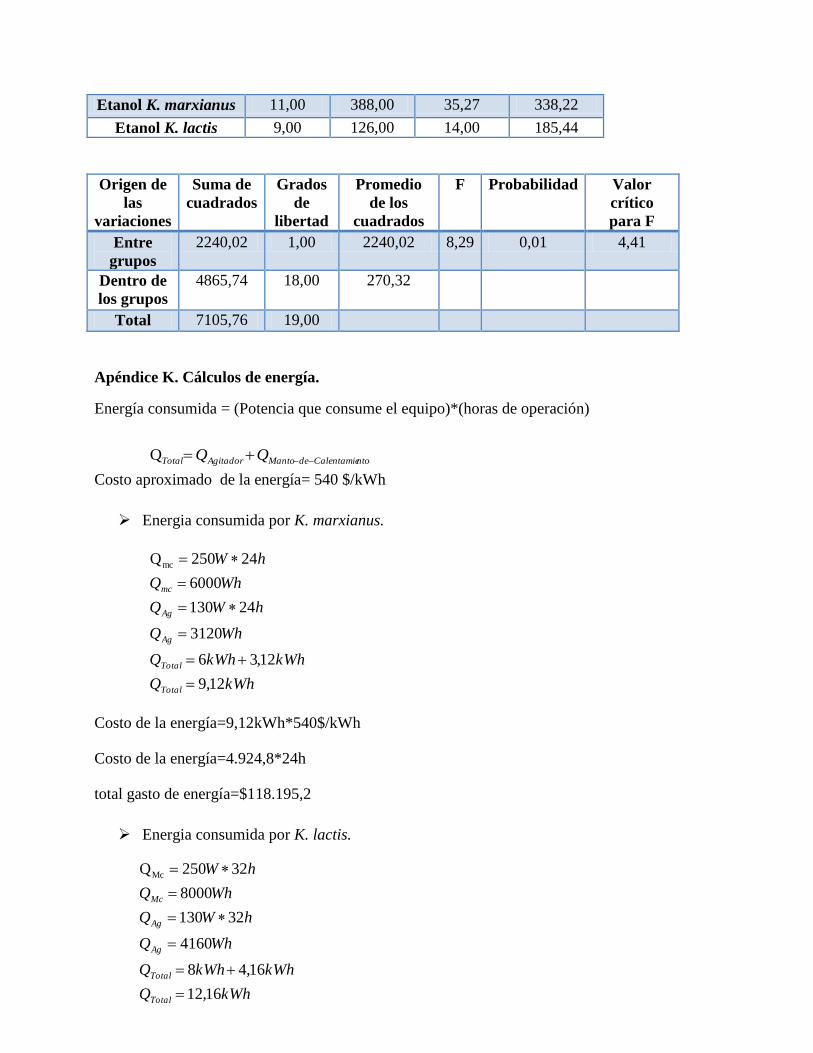
Etanol K. marxianus 11,00 388,00 35,27 338,22
Etanol K. lactis 9,00 126,00 14,00 185,44
Origen de
las
variaciones
Suma de
cuadrados
Grados
de
libertad
Promedio
de los
cuadrados
F Probabilidad Valor
crítico
para F
Entre
grupos
2240,02 1,00 2240,02 8,29 0,01 4,41
Dentro de
los grupos
4865,74 18,00 270,32
Total 7105,76 19,00
Apéndice K. Cálculos de energía.
Energía consumida = (Potencia que consume el equipo)*(horas de operación)
Costo aproximado de la energía= 540 $/kWh
Energia consumida por K. marxianus.
Costo de la energía=9,12kWh*540$/kWh
Costo de la energía=4.924,8*24h
total gasto de energía=$118.195,2
Energia consumida por K. lactis.
kWhQ
kWhkWhQ
WhQ
hWQ
WhQ
hW
Total
Total
Ag
Ag
mc
12,9
12,36
3120
24130
6000
24250Qmc
ntoCalentamiedeMantoAgitadorTotal QQ Q
kWhQ
kWhkWhQ
WhQ
hWQ
WhQ
hW
Total
Total
Ag
Ag
Mc
16,12
16,48
4160
32130
8000
32250QMc
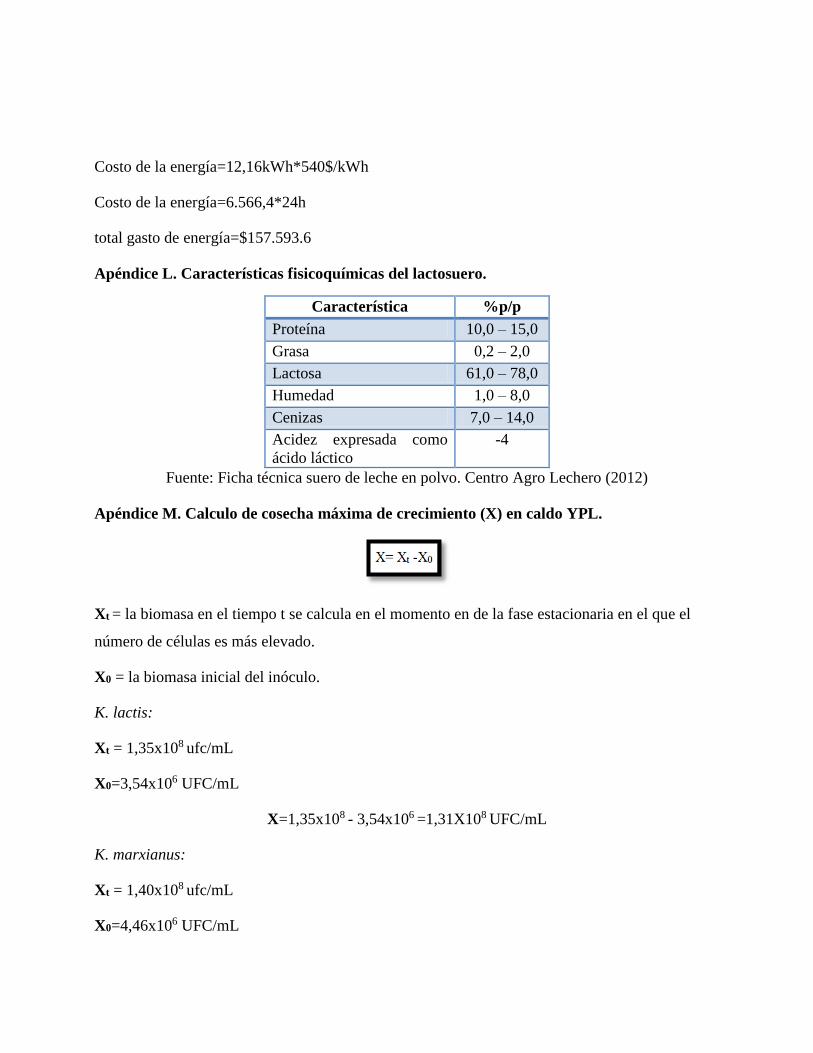
Costo de la energía=12,16kWh*540$/kWh
Costo de la energía=6.566,4*24h
total gasto de energía=$157.593.6
Apéndice L. Características fisicoquímicas del lactosuero.
Característica %p/p
Proteína 10,0 – 15,0
Grasa 0,2 – 2,0
Lactosa 61,0 – 78,0
Humedad 1,0 – 8,0
Cenizas 7,0 – 14,0
Acidez expresada como
ácido láctico
-4
Fuente: Ficha técnica suero de leche en polvo. Centro Agro Lechero (2012)
Apéndice M. Calculo de cosecha máxima de crecimiento (X) en caldo YPL.
Xt = la biomasa en el tiempo t se calcula en el momento en de la fase estacionaria en el que el
número de células es más elevado.
X0 = la biomasa inicial del inóculo.
K. lactis:
Xt = 1,35x108 ufc/mL
X0=3,54x106 UFC/mL
X=1,35x108 - 3,54x106 =1,31X108 UFC/mL
K. marxianus:
Xt = 1,40x108 ufc/mL
X0=4,46x106 UFC/mL
X=1,40x108 - 4,46x106=1,36X108 UFC/mL