Estudio por elementos finitos de las condiciones de...
59
Equation Chapter 1 Section 1 Proyecto Fin de Carrera Ingeniería Aeronáutica Estudio por elementos finitos de las condiciones de arrastre de laminación en frío Autor: Alejandro Salobreña Benítez Tutor: Luis Valentín Bohórquez Jiménez Dpto. Ingeniería Mecánica y Fabricación Escuela Técnica Superior de Ingeniería Universidad de Sevilla Sevilla, 2016
Transcript of Estudio por elementos finitos de las condiciones de...

Equation Chapter 1 Section 1
Proyecto Fin de Carrera
Ingeniería Aeronáutica
Estudio por elementos finitos de las condiciones
de arrastre de laminación en frío
Autor: Alejandro Salobreña Benítez
Tutor: Luis Valentín Bohórquez Jiménez
Dpto. Ingeniería Mecánica y Fabricación
Escuela Técnica Superior de Ingeniería
Universidad de Sevilla
Sevilla, 2016

ii
Proyecto Fin de Carrera
Ingeniería Aeronáutica
Estudio por elementos finitos de las condiciones
de arrastre de laminación en frío
Autor:
Alejandro Salobreña Benítez
Tutor:
Luis Valentín Bohórquez Jiménez
Profesor contratado doctor
Dpto. de Ingeniería Mecánica y Fabricación
Escuela Técnica Superior de Ingeniería
Universidad de Sevilla
Sevilla, 2016

iii
iv
Proyecto Fin de Carrera: Estudio por elementos finitos de las condiciones de arrastre de
laminación en frío
Autor: Alejandro Salobreña
Benítez
Tutor: Luis Valentín Bohórquez
Jiménez
El tribunal nombrado para juzgar el Proyecto arriba indicado, compuesto por los siguientes
miembros:
Presidente:
Vocales:
Secretario:
Acuerdan otorgarle la calificación de:
Sevilla, 2016
El Secretario del Tribunal

v

vi
A mis padres, Gerardo y Mª
Dolores

vii
Agradecimientos
En este apartado, quiero hacer mención especial a mis padres, por su excepcional confianza
sin la cual no habría podido seguir avanzando hasta el final; a mis hermanos, por su apoyo y
comprensión; y a mi familia por su preocupación constante.
Asimismo, quisiera también agradecer a todos mis compañeros de travesía que ayudaron
enormemente a hacer más fácil este reto y, en especial para la realización de este proyecto, a
Javier Foncubierta Boj por sus lecciones y consejos que me ayudaron a manejar el programa
de simulación.
A Luis, mi tutor, por darme la oportunidad de poder desarrollar este proyecto tan interesante
y sus explicaciones breves pero claras y, en definitiva, a todas esas personas que aportaron
su granito de arena y saben que les estoy ampliamente agradecido.

viii
Índice
Agradecimientos ..................................................................................................................... vii
Índice ..................................................................................................................................... viii
Índice de Figuras ....................................................................................................................... x
Notación ................................................................................................................................. xii
1 Introducción ....................................................................................................................... 1
2 Objetivo .............................................................................................................................. 4
3 Estructura del Trabajo ........................................................................................................ 5
3.1 Condiciones de Arrastre ............................................................................................................... 5
3.1.1 Arrastre natural ..................................................................................................................... 6
3.1.2 Arrastre forzado .................................................................................................................... 8
4 Modelado con DEFORM 3D .............................................................................................. 11
4.1 Configuraciones .......................................................................................................................... 11
4.1.1 Configuración 1 .................................................................................................................... 12
4.1.2 Configuración 2 .................................................................................................................... 13
4.1.3 Configuración 3 .................................................................................................................... 14
4.2 Casos de laminación ................................................................................................................... 14
4.3 Malla ............................................................................................................................................ 15
4.4 Parámetros de simulación.......................................................................................................... 16
5 Comparación de resultados .............................................................................................. 18
6 Conclusiones .................................................................................................................... 23
7 Anexo I: Procedimiento para el modelado de un proceso de laminación en Deform
3D 24
7.1 Desarrollo del modelo ................................................................................................................ 25

ix
7.1.1 Pasos iniciales ...................................................................................................................... 25
7.1.2 Definición de elementos ..................................................................................................... 28
7.1.3 Geometría ............................................................................................................................ 29
7.1.4 Malla ..................................................................................................................................... 31
7.1.5 Posicionamiento de elementos .......................................................................................... 32
7.1.6 Condiciones de contacto. ................................................................................................... 34
7.1.7 Movimiento de los rodillos ................................................................................................. 36
7.1.8 Parámetros de simulación .................................................................................................. 37
7.1.9 Base de datos ...................................................................................................................... 39
7.2 Simulación ................................................................................................................................... 40
7.3 Resultados ................................................................................................................................... 42
8 Referencias ....................................................................................................................... 11

x
Índice de Figuras
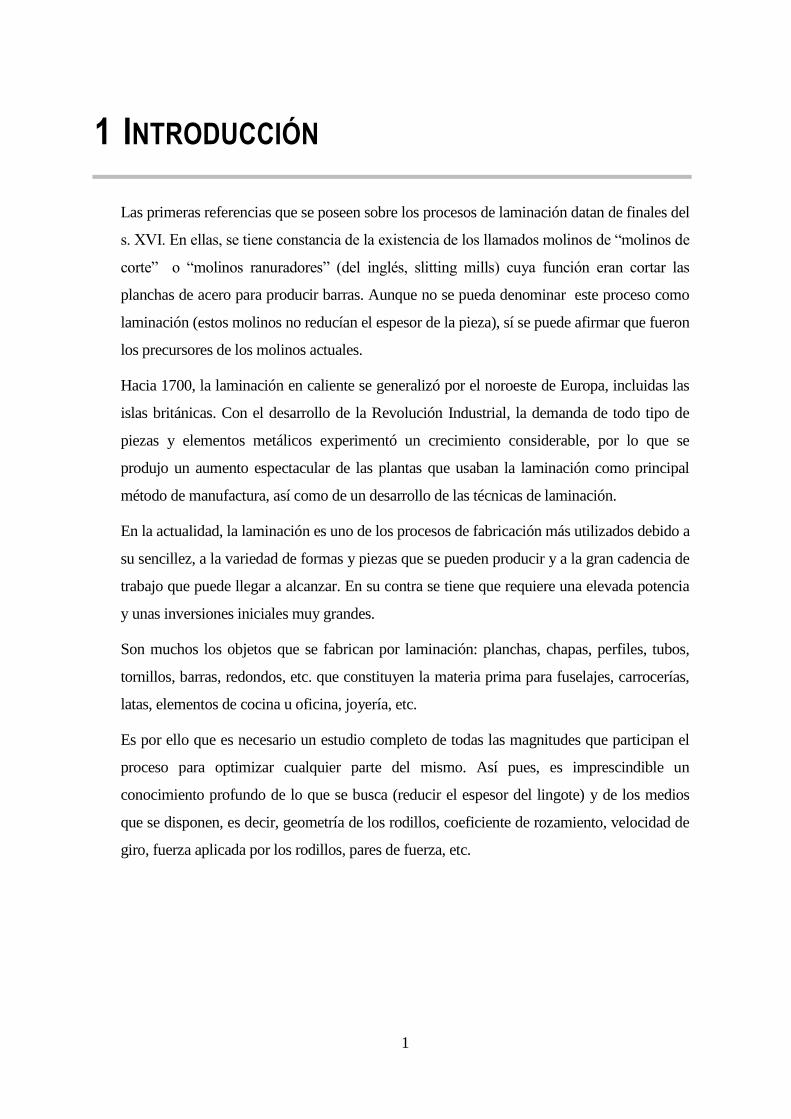
Figura 1-1 Diferentes tipos de laminación. Fuente: Amerinca Iron and Steel Institute ......................... 2
Figura 3.3-1 Esquema simplificado de laminación .................................................................................. 5
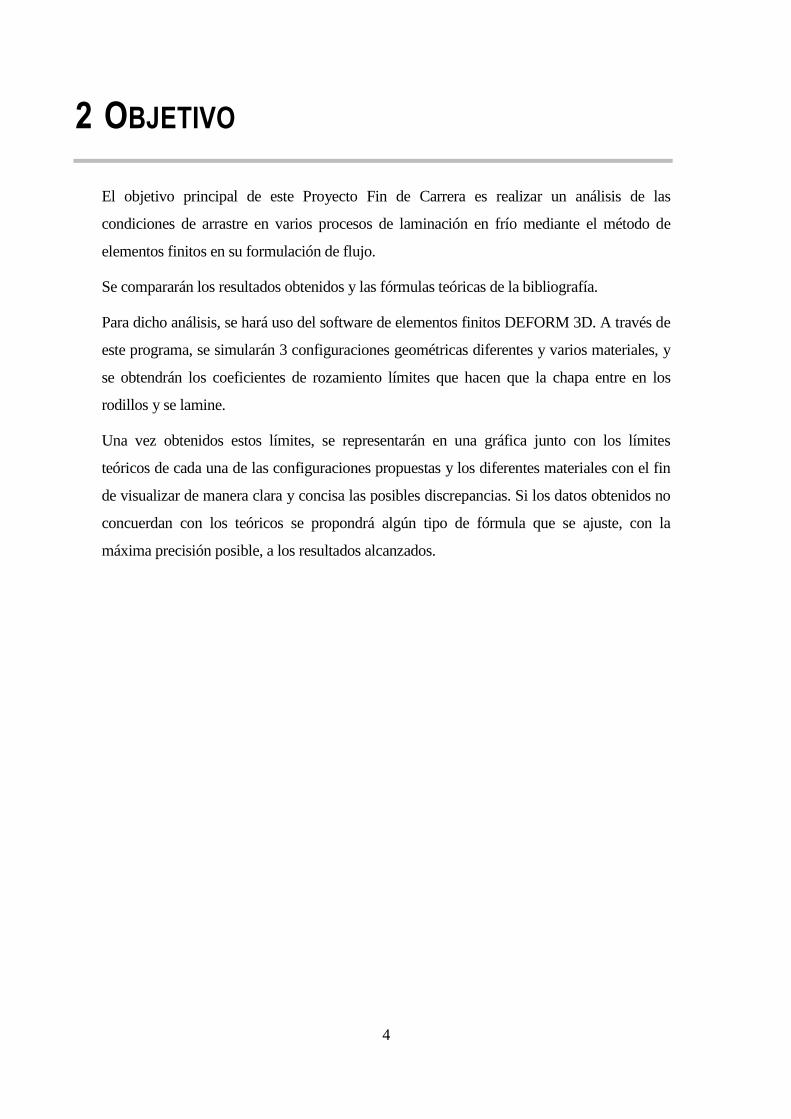
Figura 3-2 Esquema simple de laminación plana ..................................................................................... 6
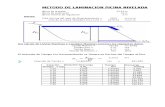
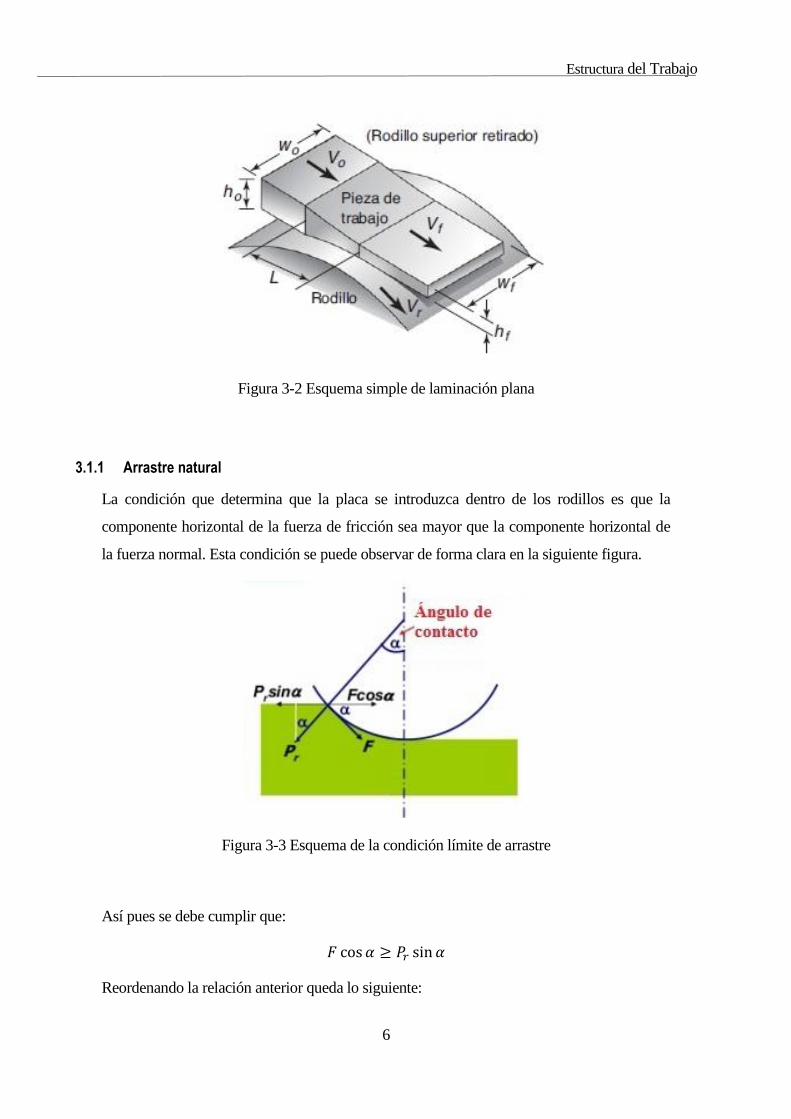
Figura 3-3 Esquema de la condición límite de arrastre ............................................................................ 6
Figura 3-4 Relaciones geometricas en laminacion ................................................................................... 7
Figura 3-5 Condición de arrastre forzado .................................................................................................. 9
Figura 4-1 Configuración básica de laminación en DEFORM 3D ....................................................... 11
Figura 4-2 Configuración 1 ...................................................................................................................... 12
Figura 4-3 Configuracion 2 ...................................................................................................................... 13
Figura 4-4 Detalle de mordida ................................................................................................................. 13
Figura 4-5 Detalle de mordida en Configuración 3 ................................................................................ 14
Figura 4-6 Parámetros de simulación ...................................................................................................... 17
Figura 7-1 Pantalla inicial DEFORM 2D/3D ......................................................................................... 25
Figura 7-2 Crear Nuevo problema ........................................................................................................... 26
Figura 7-3 Pantalla inicial Pre-procesador Deform ................................................................................ 26
Figura 7-4 Barra de herramientas de pre procesado ............................................................................... 27
Figura 7-5 Elementos de barra de herramientas del preprocesador ....................................................... 27
Figura 7-6 Condición de deformación plana ........................................................................................... 28
Figura 7-7 Insertar y eliminar objeto. ...................................................................................................... 28
Figura 7-8 Menú Material ........................................................................................................................ 29
Figura 7-9 Menú para definir la geometría del objeto ............................................................................ 30
Figura 7-10 Geometría del modelo .......................................................................................................... 30
Figura 7-11 Insertar malla ........................................................................................................................ 31
Figura 7-12 Detalle de la malla ................................................................................................................ 32
Figura 7-13 Menú Object positioning ...................................................................................................... 33
Figura 7-14 Detalle de la posición final del modelo ............................................................................... 34
Figura 7-15 Menú Inter-object ................................................................................................................. 35
Figura 7-16 Características de rozamiento .............................................................................................. 35

xi
Figura 7-17 Detalle de los puntos de contacto generados. ..................................................................... 36
Figura 7-18 Definición del movimiento del rodillo ................................................................................ 36
Figura 7-19 Parámetros de simulación .................................................................................................... 37
Figura 7-20 Pestaña de control de pasos de simulación ......................................................................... 38
Figura 7-21 Pestaña de control del incremento de paso ......................................................................... 38
Figura 7-22 Creación de la base de datos ................................................................................................ 39
Figura 7-23 Herramientas del simulador ................................................................................................. 40
Figura 7-24 Ventana Process Monitor .................................................................................................... 41
Figura 7-25 Ventana Simulation Graphics ............................................................................................. 42
Figura 7-26 Ventana del post-procesador ............................................................................................... 43
Figura 7-27 Diálogo State variables ........................................................................................................ 44
Figura 7-28 Ventana para la extracción de datos. ................................................................................... 45
xii
Notación
ho Espesor inicial de la placa
hf Espesor final de la placa
R Radio de los rodillos
wo Ancho inicial de la placa
wf Ancho final de la placa
vo Velocidad de entrada de la placa
vf Velocidad de salida de la placa
Lp Longitud de contacto entre placa y rodillo
θ Ángulo de contacto entre placa y rodillo
ω Velocidad de rotación del rodillo
∆h Disminución de espesor de la placa
µ Coeficiente de rozamiento entre placa y rodillo
tan Función tangente
cos Función coseno
sin Función seno
≤ Menor o igual
≥ Mayor o igual
1
1 INTRODUCCIÓN
Las primeras referencias que se poseen sobre los procesos de laminación datan de finales del
s. XVI. En ellas, se tiene constancia de la existencia de los llamados molinos de “molinos de
corte” o “molinos ranuradores” (del inglés, slitting mills) cuya función eran cortar las
planchas de acero para producir barras. Aunque no se pueda denominar este proceso como
laminación (estos molinos no reducían el espesor de la pieza), sí se puede afirmar que fueron
los precursores de los molinos actuales.
Hacia 1700, la laminación en caliente se generalizó por el noroeste de Europa, incluidas las
islas británicas. Con el desarrollo de la Revolución Industrial, la demanda de todo tipo de
piezas y elementos metálicos experimentó un crecimiento considerable, por lo que se
produjo un aumento espectacular de las plantas que usaban la laminación como principal
método de manufactura, así como de un desarrollo de las técnicas de laminación.
En la actualidad, la laminación es uno de los procesos de fabricación más utilizados debido a
su sencillez, a la variedad de formas y piezas que se pueden producir y a la gran cadencia de
trabajo que puede llegar a alcanzar. En su contra se tiene que requiere una elevada potencia
y unas inversiones iniciales muy grandes.
Son muchos los objetos que se fabrican por laminación: planchas, chapas, perfiles, tubos,
tornillos, barras, redondos, etc. que constituyen la materia prima para fuselajes, carrocerías,
latas, elementos de cocina u oficina, joyería, etc.
Es por ello que es necesario un estudio completo de todas las magnitudes que participan el
proceso para optimizar cualquier parte del mismo. Así pues, es imprescindible un
conocimiento profundo de lo que se busca (reducir el espesor del lingote) y de los medios
que se disponen, es decir, geometría de los rodillos, coeficiente de rozamiento, velocidad de
giro, fuerza aplicada por los rodillos, pares de fuerza, etc.
2
Figura 1-1 Diferentes tipos de laminación. Fuente: Amerinca Iron and Steel Institute
Como todo proceso de fabricación, la laminación parte de una preforma (tocho, palanquilla,
placa, etc.) para obtener la forma deseada. La preforma pasa por los rodillos de laminación
gracias al rozamiento, pero éste es causa a su vez de problemas como la aparición de
defectos superficiales en la pieza. Por lo tanto, es conveniente limitar la fricción al mínimo
valor que permita el arrastre.
Así pues, antes de todo es necesario saber si, para unos parámetros determinados, es posible
realizar el proceso, es decir, que los rodillos arrastren la placa hacia dentro con solo ponerlos

3
Estudio por elementos finitos de las condiciones de arrastre de laminación en frío
en contacto con ella (arrastre natural) o forzándola al comienzo para que entre y, a partir de
ahí, que siga por sí sola (arrastre forzado).
En la bibliografía básica de fabricación, los valores límites del coeficiente de rozamiento
para arrastre natural y forzado en laminación de chapas dependen del ángulo de contacto
entre rodillos y chapa, lo que, a su vez, depende del radio de los rodillos y la reducción de
espesor aplicada a la chapa. Estas relaciones entre coeficiente de fricción mínimo y ángulo
de contacto salen de unos planteamientos sencillos de equilibrio de fuerzas.
Gracias a los grandes avances realizados en el desarrollo de la computación y el cálculo
numérico, es posible realizar simulaciones de estos procesos y obtener resultados cercanos a
la realidad. Asimismo, permiten observar cómo pueden variar estos mismos resultados si
modificamos cualquier tipo de parámetro y hallar todas las dependencias existentes, sin
necesidad de realizar costosos ensayos en tiempo y dinero y para todo tipo de condiciones y
materiales.
4
2 OBJETIVO
El objetivo principal de este Proyecto Fin de Carrera es realizar un análisis de las
condiciones de arrastre en varios procesos de laminación en frío mediante el método de
elementos finitos en su formulación de flujo.
Se compararán los resultados obtenidos y las fórmulas teóricas de la bibliografía.
Para dicho análisis, se hará uso del software de elementos finitos DEFORM 3D. A través de
este programa, se simularán 3 configuraciones geométricas diferentes y varios materiales, y
se obtendrán los coeficientes de rozamiento límites que hacen que la chapa entre en los
rodillos y se lamine.
Una vez obtenidos estos límites, se representarán en una gráfica junto con los límites
teóricos de cada una de las configuraciones propuestas y los diferentes materiales con el fin
de visualizar de manera clara y concisa las posibles discrepancias. Si los datos obtenidos no
concuerdan con los teóricos se propondrá algún tipo de fórmula que se ajuste, con la
máxima precisión posible, a los resultados alcanzados.

5
3 ESTRUCTURA DEL TRABAJO
La laminación plan es un proceso de conformado plástico en el cual se reduce el espesor de
una chapa mediante fuerzas de compresión aplicadas por dos rodillos.
Figura 3-1 Esquema simplificado de laminación
3.1 Condiciones de Arrastre
La laminación se basa en las fuerzas de fricción que ejercen los rodillos sobre el material o
pieza original que se desea laminar. Estas fuerzas introducen la pieza dentro de los rodillos,
provocando la reducción de espesor que se requiere. En este proyecto se van analizar casos
de laminación plana en los que se supondrá que la laminación se produce en unas
condiciones de deformación plana ya que se considera una longitud de pieza mucho mayor
que el espesor de la misma y que la variación de anchura es despreciable.
Para analizar las condiciones de arrastre se tiene la configuración en deformación plana
representada en la Figura 3-3. En ella, se tiene una placa de espesor inicial ho, un par de
rodillos de radio R, velocidad en la superficie Vr y una distancia entre ellos, hf. Se puede
demostrar que la velocidad de salida de la placa es mayor que la inicial ya que se conserva la
masa y la anchura se considera constante.
Estructura del Trabajo
6
Figura 3-2 Esquema simple de laminación plana
3.1.1 Arrastre natural
La condición que determina que la placa se introduzca dentro de los rodillos es que la
componente horizontal de la fuerza de fricción sea mayor que la componente horizontal de
la fuerza normal. Esta condición se puede observar de forma clara en la siguiente figura.
Figura 3-3 Esquema de la condición límite de arrastre
Así pues se debe cumplir que:
Reordenando la relación anterior queda lo siguiente:

7
Estudio por elementos finitos de las condiciones de arrastre de laminación en frío
Por otro lado, la fuerza de fricción es:
Por lo que la condición de arrastre límite queda:
No obstante, es posible reformular esta última ecuación y expresarla de manera que
aparezcan los parámetros que interesa manejar que son ∆h, es decir, ( ) y R. El
razonamiento geométrico es el siguiente:
Figura 3-4 Relaciones geometricas en laminacion
Del triángulo ABC se tiene que:
De la Figura 3-5, se aprecia que R es mucho mayor que a. Por lo tanto, el término más a la
izquierda de la última ecuación puede despreciarse, quedando:

Estructura del Trabajo
8
Donde
Así pues, la condición de arrastre quedaría de la siguiente manera:
Una vez conseguida esta relación, es fácil determinar la reducción de espesar máxima para
un radio y un coeficiente de rozamiento determinado o, en caso contrario, obtener el
coeficiente de rozamiento necesario para que se produzca la laminación dados un radio de
rodillos y una reducción deseada.
3.1.2 Arrastre forzado
En esta configuración se ha forzado a la placa a introducirse dentro de los rodillos. Está
imposición puede deberse a varios factores: fuerza aplicada inicialmente, borde con
mordida, etc.
Al igual que en el apartado anterior, para que se introduzca la placa, la componente
horizontal de la fuerza de fricción ha de ser mayor que la componente horizontal de la fuerza
normal.
9
Estudio por elementos finitos de las condiciones de arrastre de laminación en frío
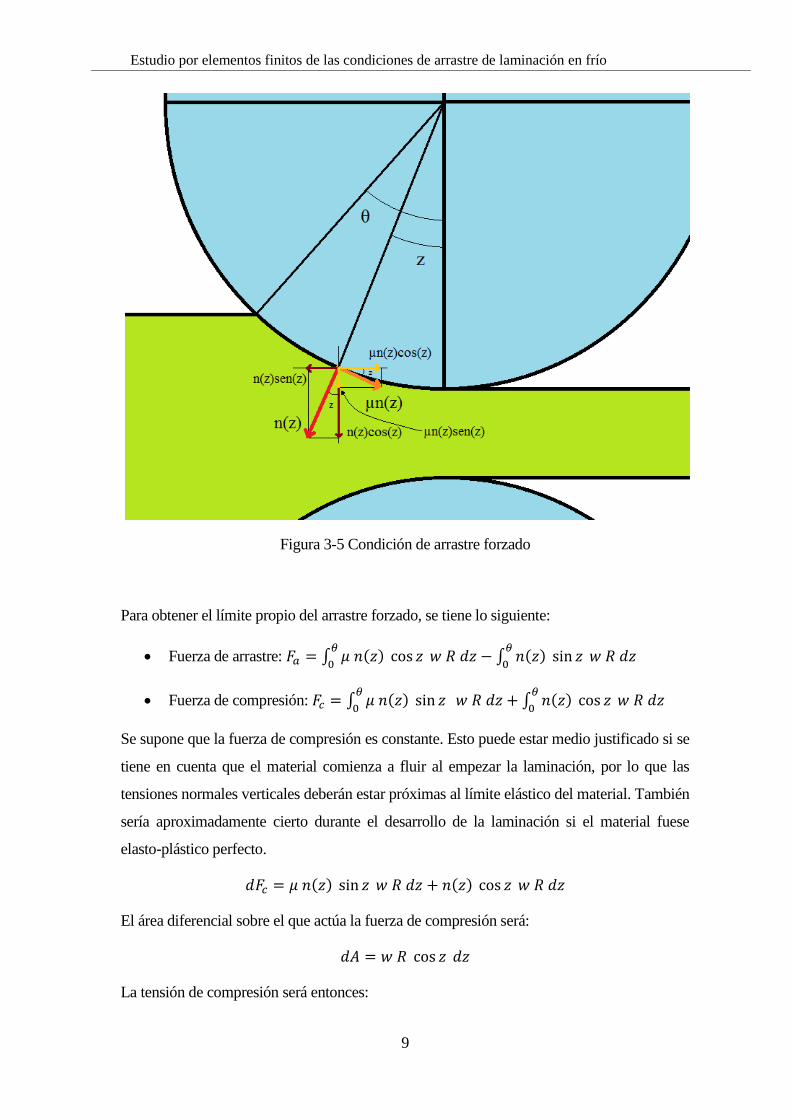
Figura 3-5 Condición de arrastre forzado
Para obtener el límite propio del arrastre forzado, se tiene lo siguiente:
Fuerza de arrastre:
Fuerza de compresión:
Se supone que la fuerza de compresión es constante. Esto puede estar medio justificado si se
tiene en cuenta que el material comienza a fluir al empezar la laminación, por lo que las
tensiones normales verticales deberán estar próximas al límite elástico del material. También
sería aproximadamente cierto durante el desarrollo de la laminación si el material fuese
elasto-plástico perfecto.
El área diferencial sobre el que actúa la fuerza de compresión será:
La tensión de compresión será entonces:

Estructura del Trabajo
10
Por lo tanto:
El mínimo coeficiente de rozamiento será aquél que haga la fuerza de arrastre cero. Por lo
tanto:
La solución de la ecuación integral anterior es complicada pero se puede obtener una
solución aproximada para ángulos de contacto pequeños. Para ello basta con hacer dA =
wRdz, es decir suponer que en esa expresión cos z es prácticamente uno. La ecuación se
transforma entonces en
que se transforma en:
que a su vez, simplificando, da:
G.W. Rowe (Principles of Industrial Metalworking Processes) llega al mismo resultado
suponiendo linealidad de las fuerzas de contacto, cosa que no justifica. En ese caso las
fuerzas medias se producen en el ángulo medio y por tanto el resultado será el mismo que el
correspondiente a arrastre natural pero considerando la mitad del ángulo de contacto.

11
Estudio por elementos finitos de las condiciones de arrastre de laminación en frío
4 MODELADO CON DEFORM 3D
El método de los elementos finitos se ha convertido en una de las herramientas más potentes
de las que disponen los ingenieros para afrontar todo tipo de problemas relacionados con los
procesos de fabricación.
Sin embargo, para poder usar esta poderosa arma es necesario disponer de ordenadores lo
suficientemente potentes y programas accesibles.
En el presente estudio se va a llevar a cabo mediante el uso del software DEFORM 3D. Se
modelarán 3 configuraciones de laminación diferentes para 3 materiales distintos y se
obtendrán los coeficientes de rozamiento límites, es decir, aquéllos en los que se produce la
laminación y el inmediatamente anterior donde los rodillos patinen sobre el material, con
una variación de 1 centésima.
4.1 Configuraciones
Para asegurar la fiabilidad de los resultados que se obtengan, es necesario que los modelos
simulados sean coherentes y reales.
Tal y como se ha descrito anteriormente, el modelo consta de la placa, rodillo superior y
rodillo inferior.
Figura 4-1 Configuración básica de laminación en DEFORM 3D

Modelado con DEFORM 3D
12
Se ha establecido que la placa se comporte como un objeto plástico en función de las
recomendaciones del manual del software. En cuanto a los rodillos, no se va a considerar su
deformación por simplicidad, por lo que se establecen como objetos rígidos.
Se analizarán 3 tipos de configuraciones diferentes dentro de este modelo simplificado con
el fin de representar los dos tipos de arrastre existentes.
Sin embargo, se consideran una serie de parámetros comunes en todos los modelos. Estas
magnitudes constantes son las siguientes:
Longitud: 150 mm
Espesor inicial: 10 mm
Velocidad de rotación de los rodillos: π/2 Rad/s
4.1.1 Configuración 1
Esta primera configuración se caracteriza por que la placa se adecúa perfectamente a la
forma de los rodillos, independientemente de cómo hayamos llegado a ello (laminado,
deformación previa, etc.). Se corresponde con la condición de arrastre forzado, desarrollada
en el capítulo 3.1.2.
Figura 4-2 Configuración 1
13
Estudio por elementos finitos de las condiciones de arrastre de laminación en frío
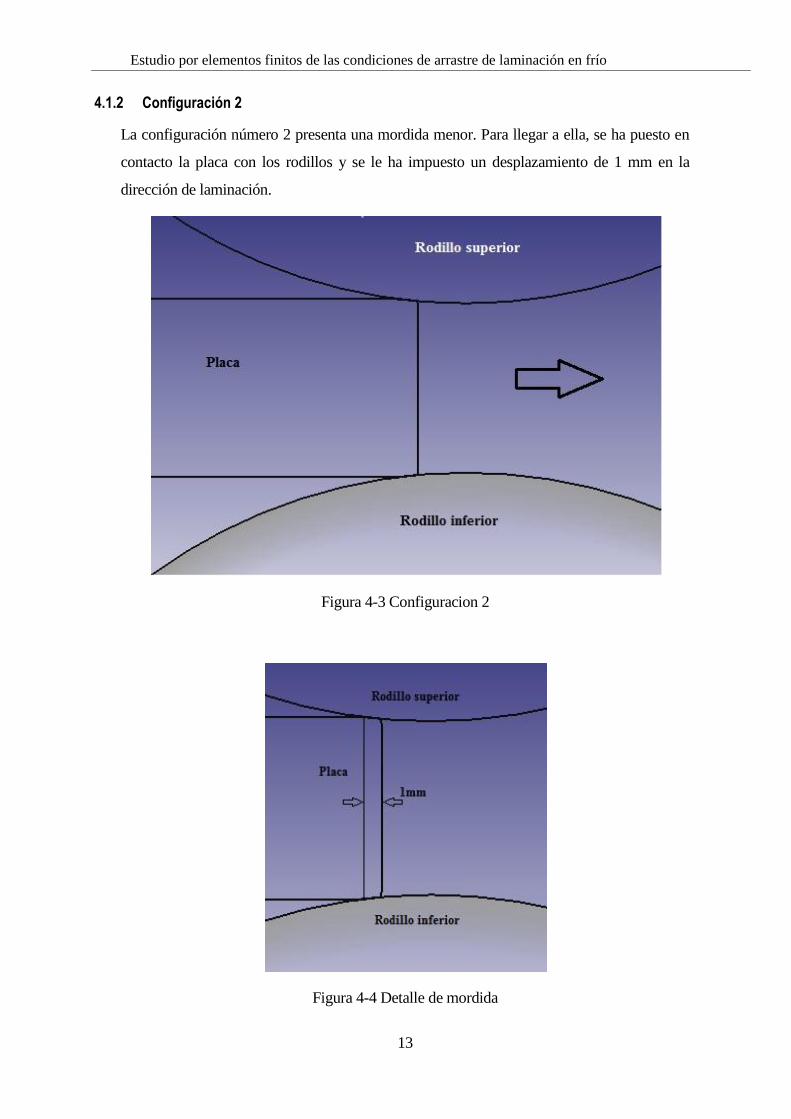
4.1.2 Configuración 2
La configuración número 2 presenta una mordida menor. Para llegar a ella, se ha puesto en
contacto la placa con los rodillos y se le ha impuesto un desplazamiento de 1 mm en la
dirección de laminación.
Figura 4-3 Configuracion 2
Figura 4-4 Detalle de mordida
Modelado con DEFORM 3D
14
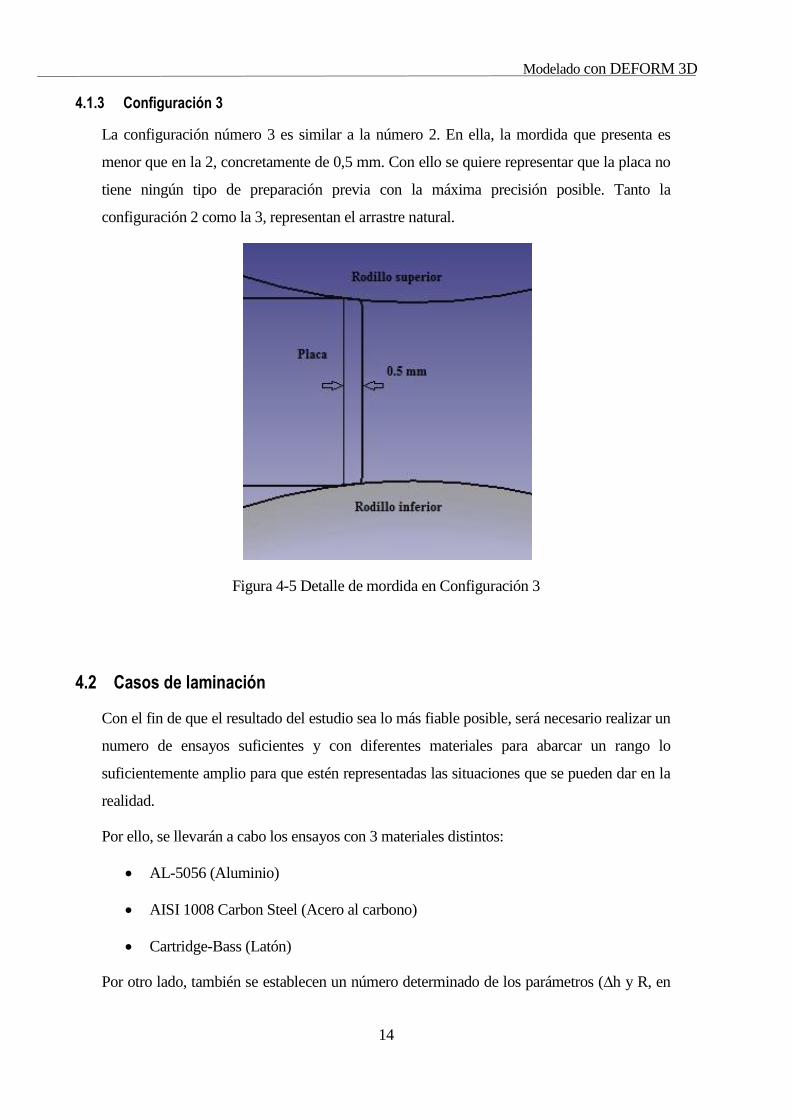
4.1.3 Configuración 3
La configuración número 3 es similar a la número 2. En ella, la mordida que presenta es
menor que en la 2, concretamente de 0,5 mm. Con ello se quiere representar que la placa no
tiene ningún tipo de preparación previa con la máxima precisión posible. Tanto la
configuración 2 como la 3, representan el arrastre natural.
Figura 4-5 Detalle de mordida en Configuración 3
4.2 Casos de laminación
Con el fin de que el resultado del estudio sea lo más fiable posible, será necesario realizar un
numero de ensayos suficientes y con diferentes materiales para abarcar un rango lo
suficientemente amplio para que estén representadas las situaciones que se pueden dar en la
realidad.
Por ello, se llevarán a cabo los ensayos con 3 materiales distintos:
AL-5056 (Aluminio)
AISI 1008 Carbon Steel (Acero al carbono)
Cartridge-Bass (Latón)
Por otro lado, también se establecen un número determinado de los parámetros (∆h y R, en

15
Estudio por elementos finitos de las condiciones de arrastre de laminación en frío
mm.) de los que depende la condición de arrastre final que se obtuvo en el capítulo 3.2. Así
pues, se realizarán los ensayos con las relaciones siguientes:
R = 65; ∆h = 0,2
R = 80; ∆h = 0,5
R = 60; ∆h = 0,5
R = 50; ∆h = 0,5
R = 40; ∆h = 0,5
R = 30; ∆h = 0,5
R = 50; ∆h = 1
R = 40; ∆h = 1
R = 30; ∆h = 1
R = 35; ∆h = 1
R = 30; ∆h = 2
R = 50; ∆h = 2
R = 45; ∆h = 2
R = 40; ∆h = 2
R = 35; ∆h = 2
4.3 Malla
En todos los problemas de ingeniería en los que se utiliza el método de elementos finitos
para su resolución es de capital importancia generar una malla adecuada a dicho problema.
Por ello que es necesario realizar un estudio de sensibilidad de la malla en la pieza que se
desea simular, por dos motivos: primero, tener la certeza de que no se pierde información en
el caso de tener una malla subdimiensionada; y segundo, perder gran cantidad de tiempo en
simulaciones si se tiene una malla sobredimensionada.
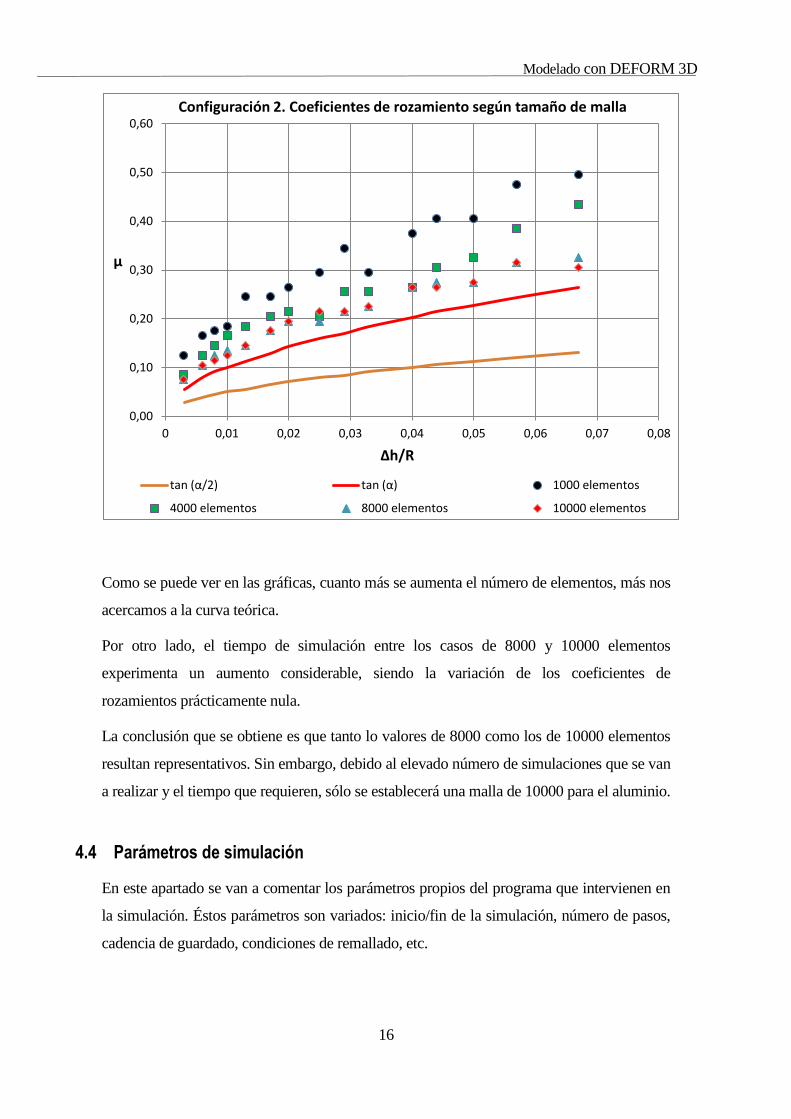
El este proyecto, este estudio consiste en la simulación de la configuración 2, descrita en la
sección 4.1 en aluminio 5056, ya que se considera que el material no influye en el
comportamiento de la malla, para 1000, 4000, 8000 y 10000 elementos de malla.
Modelado con DEFORM 3D
16
Como se puede ver en las gráficas, cuanto más se aumenta el número de elementos, más nos
acercamos a la curva teórica.
Por otro lado, el tiempo de simulación entre los casos de 8000 y 10000 elementos
experimenta un aumento considerable, siendo la variación de los coeficientes de
rozamientos prácticamente nula.
La conclusión que se obtiene es que tanto lo valores de 8000 como los de 10000 elementos
resultan representativos. Sin embargo, debido al elevado número de simulaciones que se van
a realizar y el tiempo que requieren, sólo se establecerá una malla de 10000 para el aluminio.
4.4 Parámetros de simulación
En este apartado se van a comentar los parámetros propios del programa que intervienen en
la simulación. Éstos parámetros son variados: inicio/fin de la simulación, número de pasos,
cadencia de guardado, condiciones de remallado, etc.
0,00
0,10
0,20
0,30
0,40
0,50
0,60
0 0,01 0,02 0,03 0,04 0,05 0,06 0,07 0,08
µ
∆h/R
Configuración 2. Coeficientes de rozamiento según tamaño de malla
tan (α/2) tan (α) 1000 elementos
4000 elementos 8000 elementos 10000 elementos
17
Estudio por elementos finitos de las condiciones de arrastre de laminación en frío
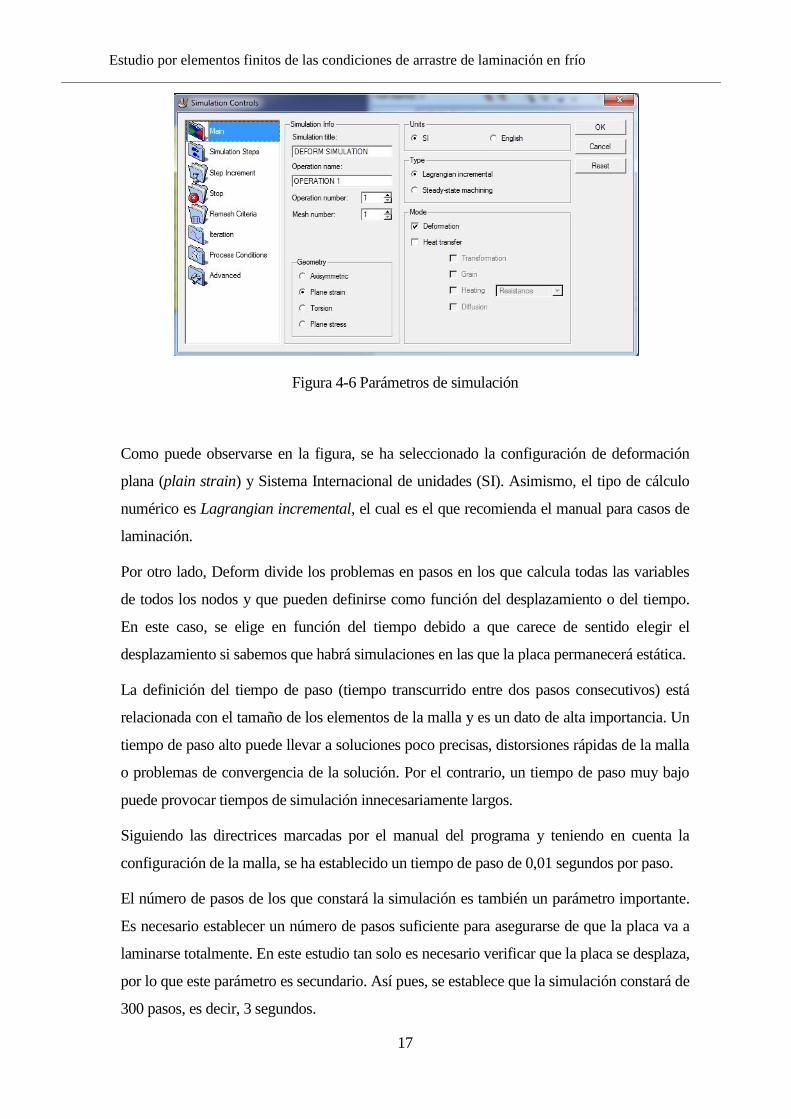
Figura 4-6 Parámetros de simulación
Como puede observarse en la figura, se ha seleccionado la configuración de deformación
plana (plain strain) y Sistema Internacional de unidades (SI). Asimismo, el tipo de cálculo
numérico es Lagrangian incremental, el cual es el que recomienda el manual para casos de
laminación.
Por otro lado, Deform divide los problemas en pasos en los que calcula todas las variables
de todos los nodos y que pueden definirse como función del desplazamiento o del tiempo.
En este caso, se elige en función del tiempo debido a que carece de sentido elegir el
desplazamiento si sabemos que habrá simulaciones en las que la placa permanecerá estática.
La definición del tiempo de paso (tiempo transcurrido entre dos pasos consecutivos) está
relacionada con el tamaño de los elementos de la malla y es un dato de alta importancia. Un
tiempo de paso alto puede llevar a soluciones poco precisas, distorsiones rápidas de la malla
o problemas de convergencia de la solución. Por el contrario, un tiempo de paso muy bajo
puede provocar tiempos de simulación innecesariamente largos.
Siguiendo las directrices marcadas por el manual del programa y teniendo en cuenta la
configuración de la malla, se ha establecido un tiempo de paso de 0,01 segundos por paso.
El número de pasos de los que constará la simulación es también un parámetro importante.
Es necesario establecer un número de pasos suficiente para asegurarse de que la placa va a
laminarse totalmente. En este estudio tan solo es necesario verificar que la placa se desplaza,
por lo que este parámetro es secundario. Así pues, se establece que la simulación constará de
300 pasos, es decir, 3 segundos.
Comparación de resultados
18
5 COMPARACIÓN DE RESULTADOS
En el presente capítulo, se va a hacer un breve análisis de los datos obtenidos por elementos
finitos, comparándolos con las fórmulas teóricas descritos en la sección 3.1. El coeficiente
de rozamiento que se expone como límite es la media entre el valor mínimo con el que se
produce la laminación y el valor máximo en el que los rodillos patinan.
Hay que recordar que las fórmulas teóricas eran
Arrastre natural:
Arrastre forzado:
Es necesario recordar que α se relaciona con el parámetro ∆h/R:
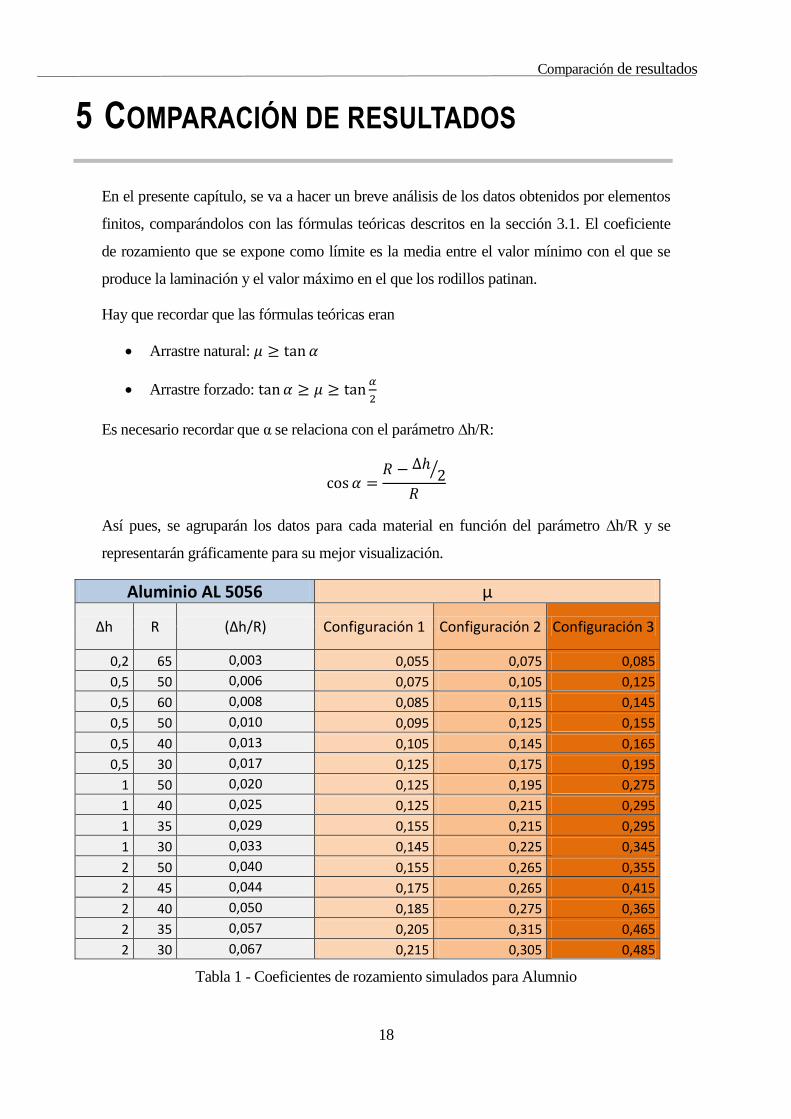
Así pues, se agruparán los datos para cada material en función del parámetro ∆h/R y se
representarán gráficamente para su mejor visualización.
Aluminio AL 5056 µ
∆h R (∆h/R) Configuración 1 Configuración 2 Configuración 3
0,2 65 0,003 0,055 0,075 0,085
0,5 50 0,006 0,075 0,105 0,125
0,5 60 0,008 0,085 0,115 0,145
0,5 50 0,010 0,095 0,125 0,155
0,5 40 0,013 0,105 0,145 0,165
0,5 30 0,017 0,125 0,175 0,195
1 50 0,020 0,125 0,195 0,275
1 40 0,025 0,125 0,215 0,295
1 35 0,029 0,155 0,215 0,295
1 30 0,033 0,145 0,225 0,345
2 50 0,040 0,155 0,265 0,355
2 45 0,044 0,175 0,265 0,415
2 40 0,050 0,185 0,275 0,365
2 35 0,057 0,205 0,315 0,465
2 30 0,067 0,215 0,305 0,485
Tabla 1 - Coeficientes de rozamiento simulados para Alumnio

19
Estudio por elementos finitos de las condiciones de arrastre de laminación en frío
Acero AISI1008 µ
∆h R (∆h/R) Configuración 1 Configuración 2 Configuración 3
0,2 65 0,003 0,055 0,075 0,085
0,5 50 0,006 0,075 0,105 0,125
0,5 60 0,008 0,085 0,115 0,135
0,5 50 0,010 0,095 0,125 0,145
0,5 40 0,013 0,115 0,145 0,165
0,5 30 0,017 0,125 0,175 0,185
1 50 0,020 0,125 0,175 0,275
1 40 0,025 0,125 0,205 0,295
1 35 0,029 0,155 0,215 0,285
1 30 0,033 0,155 0,215 0,345
2 50 0,040 0,165 0,255 0,365
2 45 0,044 0,175 0,275 0,415
2 40 0,050 0,195 0,285 0,395
2 35 0,057 0,215 0,315 0,465
2 30 0,067 0,215 0,335 0,505
Tabla 2 - Coeficientes de rozamiento simulados para Acero
Latón Cartridge Brass µ
∆h R (∆h/R) Configuración 1 Configuración 2 Configuración 3
0,2 65 0,003 0,055 0,075 0,085
0,5 50 0,006 0,075 0,105 0,125
0,5 60 0,008 0,085 0,115 0,145
0,5 50 0,010 0,095 0,125 0,145
0,5 40 0,013 0,105 0,145 0,165
0,5 30 0,017 0,125 0,155 0,195
1 50 0,020 0,125 0,165 0,275
1 40 0,025 0,125 0,205 0,301
1 35 0,029 0,155 0,215 0,285
1 30 0,033 0,155 0,215 0,345
2 50 0,040 0,165 0,265 0,375
2 45 0,044 0,175 0,275 0,415
2 40 0,050 0,175 0,275 0,355
2 35 0,057 0,205 0,305 0,475
2 30 0,067 0,215 0,325 0,501
Tabla 3 - Coeficientes de rozamiento simulados para Latón
Comparación de resultados
20
Haciendo una comparación breve, se puede apreciar que apenas existen diferencias entre los
distintos materiales. Esta valoración era esperada ya que se está determinando el coeficiente
de rozamiento límite que produce la laminación. No obstante, esto prueba la robustez de
cálculo por parte del programa.
Las variaciones que aparecen serán producidas por diferencias en la malla o por el proceso
de cálculo numérico.
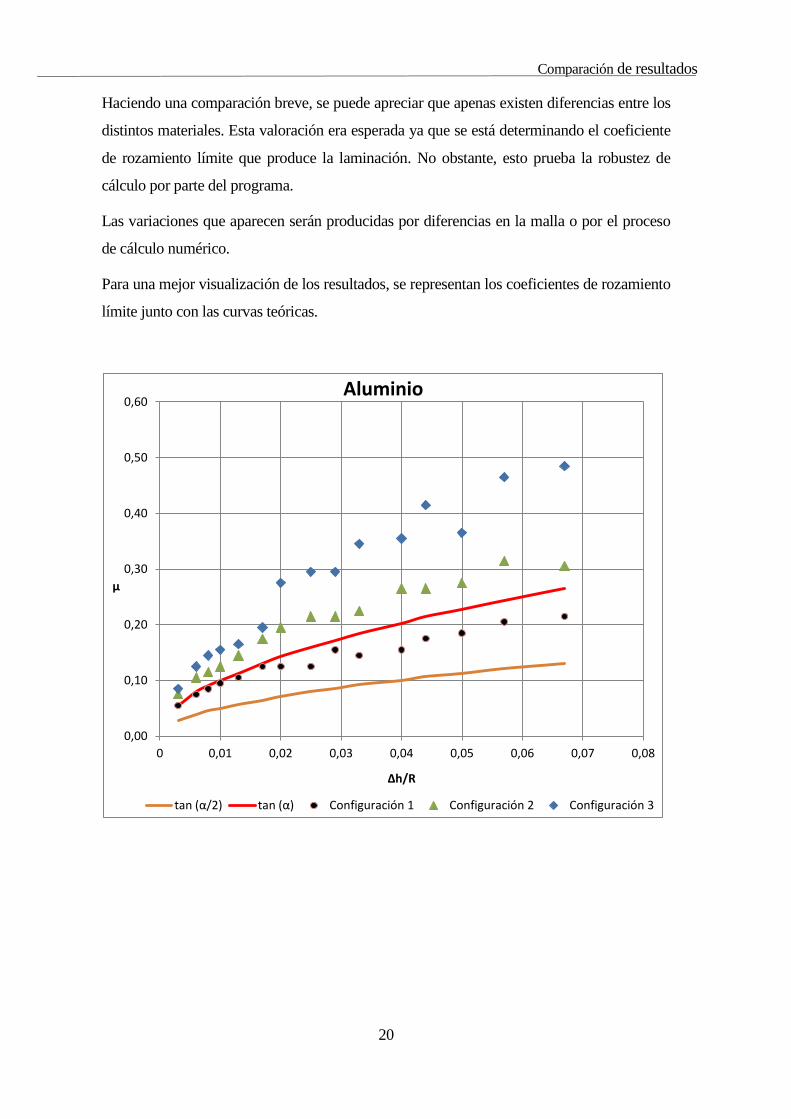
Para una mejor visualización de los resultados, se representan los coeficientes de rozamiento
límite junto con las curvas teóricas.
0,00
0,10
0,20
0,30
0,40
0,50
0,60
0 0,01 0,02 0,03 0,04 0,05 0,06 0,07 0,08
µ
∆h/R
Aluminio
tan (α/2) tan (α) Configuración 1 Configuración 2 Configuración 3

21
Estudio por elementos finitos de las condiciones de arrastre de laminación en frío
0,00
0,10
0,20
0,30
0,40
0,50
0,60
0 0,01 0,02 0,03 0,04 0,05 0,06 0,07 0,08
µ
∆h/R
Acero
tan (α/2) tan (α) Configuración 1 Configuración 2 Configuración 3
0,00
0,10
0,20
0,30
0,40
0,50
0,60
0 0,01 0,02 0,03 0,04 0,05 0,06 0,07 0,08
µ
∆h/R
Latón
tan (α/2) tan (α) Configuración 1 Configuración 2 Configuración 3
Comparación de resultados
22
Como puede apreciarse en cada una de las gráficas, todas cumplen las relaciones teóricas.
Además, las configuraciones adecuan bastante a tan(α) y tan(α/2) en los puntos más
cercanos al 0; a medida que aumenta el valor de ∆h/R, los valores del coeficiente de
rozamiento se van alejando de la curva de tan(α).
Algo parecido ocurre con la dispersión de los puntos: mientras que en los valores más
próximos al origen la dispersión de los puntos es pequeña, a medida que se desplaza ∆h/R
hacia la derecha, la dispersión se hace mayor, sobre todo en el caso de la configuración 3.
Por otro lado, se observa como aumentan los valores del coeficiente de rozamiento a medida
que se reduce el contacto inicial de la placa con los rodillos. Este aumento tiene su
explicación en el menor número de puntos en contacto entre la placa y los rodillos y es un
valor puntual, es decir, en el momento en el que placa comienza a introducirse en los
rodillos, el coeficiente de rozamiento disminuye paulatinamente.
Asimismo, llama la atención que los puntos presentan un leve escalonamiento. En torno a
los valores ∆h/R, 0,02 y algo más tenue, en torno a 0,04.de pueden apreciarse unos ligeros
cambios de pendiente. Podría tomarse como un error aislado del programa al realizar el
cálculo numérico; sin embargo, esta variación de tendencia se presenta en las 3
configuraciones y en las mismas zonas.
23
Estudio por elementos finitos de las condiciones de arrastre de laminación en frío
6 CONCLUSIONES
Del presente trabajo se pueden extraer las siguientes conclusiones:
1. Se ha simulado el arranque de un proceso de laminación para distintos materiales y
relaciones ∆h/R, así como distintas geometrías iniciales del contacto chapa-rodillos,
variando el coeficiente de rozamiento hasta obtener una aproximación del valor mínimo
del mismo que permite la laminación.
2. Se ha llevado un estudio de sensibilidad de mallado, llegándose a un número de
elementos (10.000) adecuado para el estudio.
3. Los resultados obtenidos para el caso de arrastre natural no pueden considerarse fiables
dada la gran variación de resultados en función del contacto inicial modelado.
4. La forma de las curvas obtenidas se ajusta razonablemente a las curvas teóricas de la
bibliografía especializada pero desplazadas hacia arriba, con lo que se predicen valores
de coeficientes de fricción mínimos superiores a los esperados según dicha bibliografía.
5. Como era de esperar, se ha verificado la independencia del material con respecto a los
las condiciones de arrastre límite.
6. El mallado automático resulta insuficiente a la hora de determinar con precisión las
condiciones de arrastre, especialmente para arrastre natural.
7. En todos los casos estudiados se observa una anomalía en los resultados en el intervalo
de rozamiento (0,02; 0,03) aproximadamente. Entre dichos valores, las curvas obtenidas
con elementos finitos parecen cambiar bruscamente de pendiente quedando casi
horizontal, para luego retomar la tendencia inicial a la teórica. No se encuentra
explicación a este fenómeno.

Anexo I: Procedimiento para el modelado de un proceso de laminación en Deform 3D
24
7 ANEXO I: PROCEDIMIENTO PARA EL
MODELADO DE UN PROCESO DE
LAMINACIÓN EN DEFORM 3D
En este anexo se detallará el proceso para desarrollar un caso de laminación en frío, realizar la
simulación y acceder e interpretar los resultados que proporcione el programa.
Es necesario hacer saber que se van a describir los pasos básicos que permiten realizar una
laminación simple, sin entrar en profundidad en condiciones especiales. No obstante, si se
señalarán y explicarán algunas de las herramientas avanzadas que presenta el programa.
Las características del modelo son las siguientes:
Longitud placa: 2000 mm
Ancho placa: 300 mm
Espesor: 10 mm
Radio de los rodillos: 100 mm
Velocidad de rotación de los rodillos: 1,57 Rad/s
Reducción de espesor: 1 mm
Material: Aluminio 5056
Uno de los factores más determinantes es el coeficiente de rozamiento, ya que es el que, en
definitiva, produce la laminación. A la hora de definirlo, es necesario cerciorarse de que será lo
suficientemente elevado como para que la placa se introduzca dentro de los rodillos.
La ecuación que gobierna el arrastre forzado es la siguiente:
Así pues, para asegurar la laminación se impondrá un coeficiente de rozamiento (rozamiento
seco de Coulomb) de 0.14.
Una vez definidos estos parámetros previos, ya es posible comenzar el modelado del proceso.
25
Estudio por elementos finitos de las condiciones de arrastre de laminación en frío
7.1 Desarrollo del modelo
En esta sección, se describen los pasos básicos para desarrollar el modelo en el software Deform
3D. Además, se incluyen capturas de pantalla con el fin de facilitar la comprensión de estos
pasos y las explicaciones correspondientes.
7.1.1 Pasos iniciales
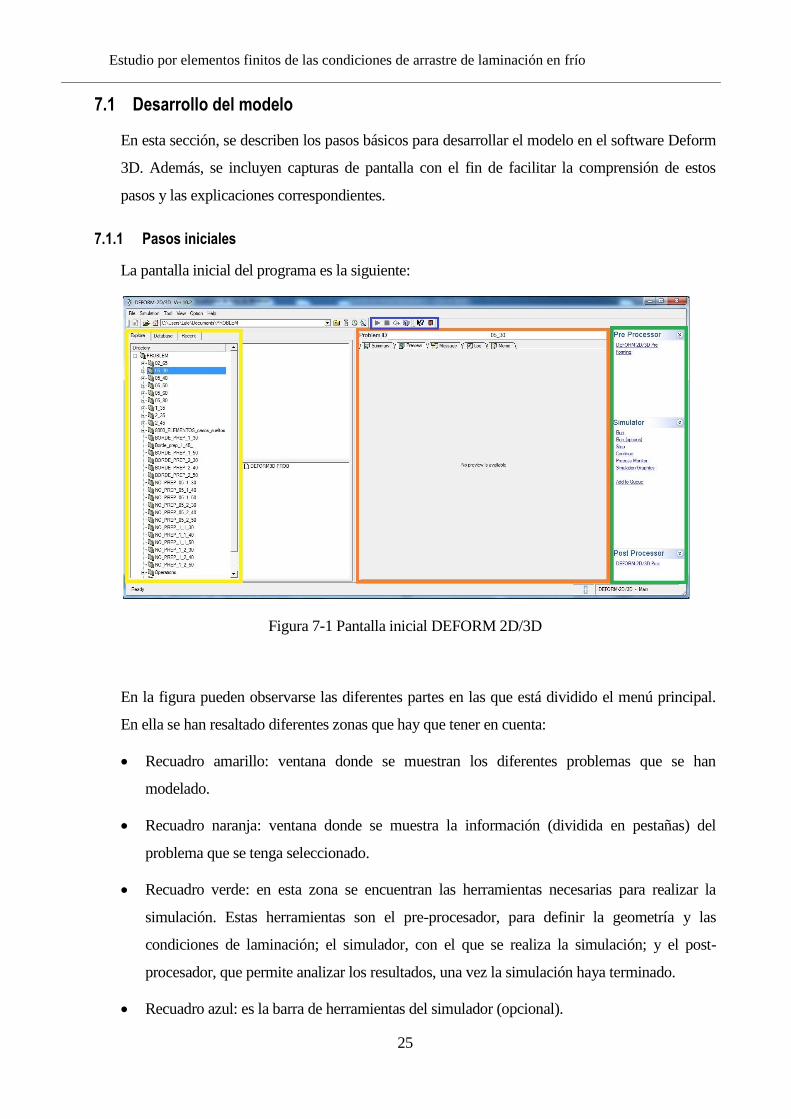
La pantalla inicial del programa es la siguiente:
Figura 7-1 Pantalla inicial DEFORM 2D/3D
En la figura pueden observarse las diferentes partes en las que está dividido el menú principal.
En ella se han resaltado diferentes zonas que hay que tener en cuenta:
Recuadro amarillo: ventana donde se muestran los diferentes problemas que se han
modelado.
Recuadro naranja: ventana donde se muestra la información (dividida en pestañas) del
problema que se tenga seleccionado.
Recuadro verde: en esta zona se encuentran las herramientas necesarias para realizar la
simulación. Estas herramientas son el pre-procesador, para definir la geometría y las
condiciones de laminación; el simulador, con el que se realiza la simulación; y el post-
procesador, que permite analizar los resultados, una vez la simulación haya terminado.
Recuadro azul: es la barra de herramientas del simulador (opcional).

Anexo I: Procedimiento para el modelado de un proceso de laminación en Deform 3D
26
En primer lugar, se ha de crear el archivo que contendrá el problema. Para ello, se debe pulsar en
la zona destacada en rojo (New Problem), situada en la esquina superior izquierda de la pantalla
de inicio.
Figura 7-2 Crear Nuevo problema
Las siguientes ventanas que se muestran, permitirán elegir el pre-procesador (se dejará el que
viene por defecto), el directorio donde se guardarán los archivos propios del problema y, por
último, se introducirá el nombre que se desee. En nuestro caso, se denominará “Laminación”.
Tras estos pasos iniciales, se abrirá la ventana del pre-procesador.
Antes de seguir, es necesario comentar que en el caso de que el archivo ya estuviese creado y se
haya trabajado sobre él, para acceder al pre-procesador habría que hacer clic en Deform 2D/3D
pre, el cual se encuentra en la zona superior derecha de la pantalla principal.
Figura 7-3 Pantalla inicial Pre-procesador Deform
27
Estudio por elementos finitos de las condiciones de arrastre de laminación en frío
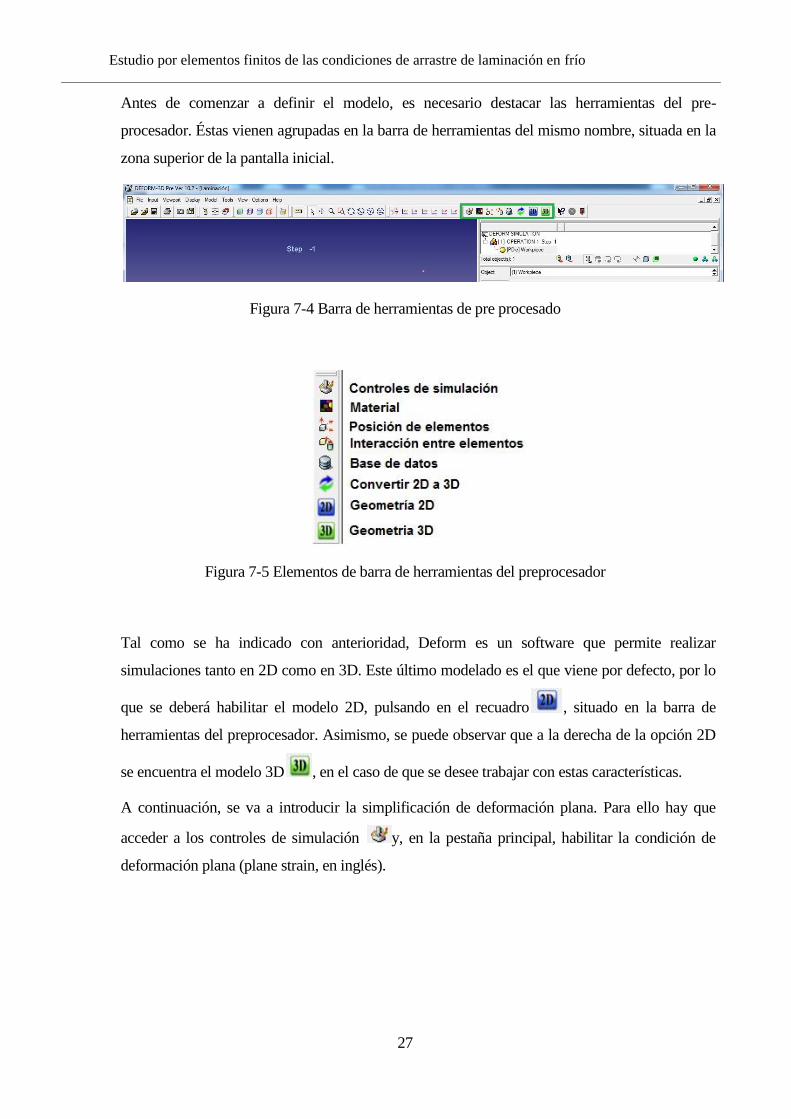
Antes de comenzar a definir el modelo, es necesario destacar las herramientas del pre-
procesador. Éstas vienen agrupadas en la barra de herramientas del mismo nombre, situada en la
zona superior de la pantalla inicial.
Figura 7-4 Barra de herramientas de pre procesado
Figura 7-5 Elementos de barra de herramientas del preprocesador
Tal como se ha indicado con anterioridad, Deform es un software que permite realizar
simulaciones tanto en 2D como en 3D. Este último modelado es el que viene por defecto, por lo
que se deberá habilitar el modelo 2D, pulsando en el recuadro , situado en la barra de
herramientas del preprocesador. Asimismo, se puede observar que a la derecha de la opción 2D
se encuentra el modelo 3D , en el caso de que se desee trabajar con estas características.
A continuación, se va a introducir la simplificación de deformación plana. Para ello hay que
acceder a los controles de simulación y, en la pestaña principal, habilitar la condición de
deformación plana (plane strain, en inglés).

Anexo I: Procedimiento para el modelado de un proceso de laminación en Deform 3D
28
Figura 7-6 Condición de deformación plana
7.1.2 Definición de elementos
Lo primero que debe hacerse es crear los objetos que intervienen en la laminación. Pulsando en
los botones señalados en rojo en la Figura 7-7, se podrán añadir o eliminar tantos objetos como
se desee. En nuestro caso, se van a añadir 3 elementos: placa, rodillo superior y rodillo inferior.
Figura 7-7 Insertar y eliminar objeto.
Una vez añadidos los objetos con los que se va a trabajar, se habilitan diferentes pestañas que
permiten definir dichos objetos.
En el menú General, es posible cambiar el nombre de los objetos (en el presente tutorial los
objetos se denominarán placa, rodillo superior y rodillo inferior), elegir el tipo de material
(plástico la placa y rígidos ambos rodillos, ya que no se considera la deformación de estos
29
Estudio por elementos finitos de las condiciones de arrastre de laminación en frío
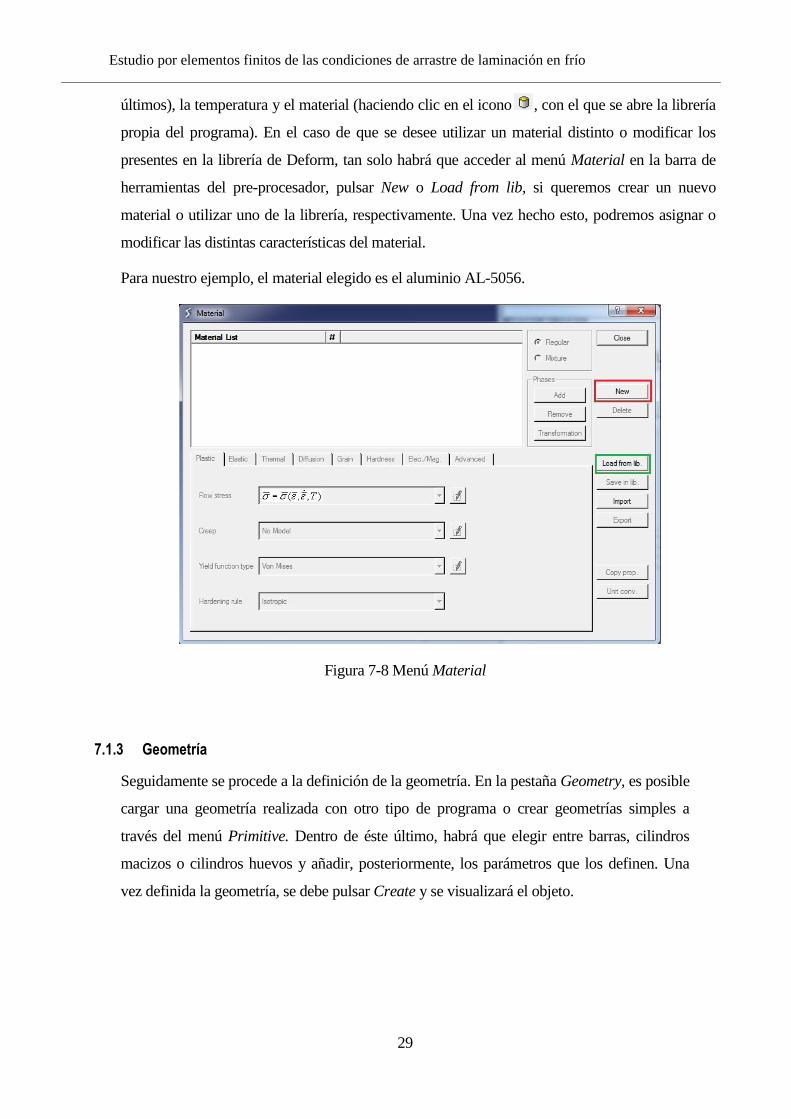
últimos), la temperatura y el material (haciendo clic en el icono , con el que se abre la librería
propia del programa). En el caso de que se desee utilizar un material distinto o modificar los
presentes en la librería de Deform, tan solo habrá que acceder al menú Material en la barra de
herramientas del pre-procesador, pulsar New o Load from lib, si queremos crear un nuevo
material o utilizar uno de la librería, respectivamente. Una vez hecho esto, podremos asignar o
modificar las distintas características del material.
Para nuestro ejemplo, el material elegido es el aluminio AL-5056.
Figura 7-8 Menú Material
7.1.3 Geometría
Seguidamente se procede a la definición de la geometría. En la pestaña Geometry, es posible
cargar una geometría realizada con otro tipo de programa o crear geometrías simples a
través del menú Primitive. Dentro de éste último, habrá que elegir entre barras, cilindros
macizos o cilindros huevos y añadir, posteriormente, los parámetros que los definen. Una
vez definida la geometría, se debe pulsar Create y se visualizará el objeto.

Anexo I: Procedimiento para el modelado de un proceso de laminación en Deform 3D
30
Figura 7-9 Menú para definir la geometría del objeto
El resultado después de haber introducido todos los objetos se muestra en la Figura 7-10.
Figura 7-10 Geometría del modelo

31
Estudio por elementos finitos de las condiciones de arrastre de laminación en frío
7.1.4 Malla
A continuación se debe definir la malla del objeto que va a sufrir la deformación. Este punto es
crucial a la hora de obtener unos resultados fiables, ya que cuanto más fina sea la malla, es decir,
cuantos más elementos contenga, más precisos serán los resultados. Sin embargo, una malla muy
extensa supone elevados tiempos de simulación.
Para crear la malla, hay que irse a la pestaña Mesh, introducir el número de elementos y pulsar
Generate mesh. Hay que aclarar que esta descripción es la más simple posible, ya que el
programa permite realizar mallas de manera manual introduciendo los parámetros
correspondientes. Sin embargo, en un ejemplo sencillo como éste, una malla automática resulta
ser una opción más eficiente.
Figura 7-11 Insertar malla
Un ejemplo de malla es el que se muestra en la Figura 7-12.

Anexo I: Procedimiento para el modelado de un proceso de laminación en Deform 3D
32
Figura 7-12 Detalle de la malla
7.1.5 Posicionamiento de elementos
La posición de los elementos, unos con respecto a otros, es capital a la hora de que se produzca
la laminación. Hay que tener en cuenta, que las distancias que se manejan en este tipo de
problemas son del orden de milímetros, por lo que será necesario posicionar los objetos con
precisión.
Para ello, accedemos al menú Object positioning del menú de herramientas del pre-
procesador. Una vez dentro, se presentan diferentes opciones de desplazamiento:
Drag: permite realizar traslaciones según un eje determinado previamente o rotaciones con
respecto a un eje o un punto, desplazando el puntero.
Offset: introduce desplazamientos exactos en las direcciones que se desee.
Interference: traslada el elemento seleccionado hasta el punto de contacto más cercano con
otro elemento en una determinada dirección.
Rotacional: hace rotar el objeto seleccionado con respecto a un punto seleccionado.
Flip: desplaza el objeto a la posición simétrica con respecto a uno de los ejes principales (X ó
Y).
Las opciones más utilizadas serán Offset e Interference, ya que nos proporcionan mayor
exactitud. Sin embargo, hay que aclarar que no es necesario crear las condiciones de contacto en

33
Estudio por elementos finitos de las condiciones de arrastre de laminación en frío
este apartado. Como se verá más adelante, Deform es capaz de crear dichas condiciones si los
objetos están solapados.
Figura 7-13 Menú Object positioning
En el ejemplo que se está desarrollando, para posicionar de manera adecuada nuestros objetos
habría que realizar 4 pasos (esta es una opción personal del autor, lo cual no significa que sea la
única o la mejor):
1. Colocar los rodillos haciendo que coincida su superficie inferior con los vértices situados a la
derecha de la placa. Esto se realiza mediante la opción Offset.
2. Introducir la reducción de espesor que se desea, a través de otro offset.
3. Volver a hacer coincidir la superficie de los rodillos con los vértices de la placa en la
dirección X, mediante Interference.
4. Introducir un offset (de 1 mm) en la dirección de la laminación. Esto se realiza porque
Deform no es capaz de realizar una laminación si tan solo hay un punto de contacto. Es
necesario asegurarse de que hay, al menos, dos nodos de la malla en contacto.

Anexo I: Procedimiento para el modelado de un proceso de laminación en Deform 3D
34
Figura 7-14 Detalle de la posición final del modelo
7.1.6 Condiciones de contacto.
Una vez que se han ubicado correctamente todos los elementos participantes en el modelo, se
procede a establecer las interacciones entre éstos, es decir, las condiciones de contacto.
Accediendo al menú Inter-object , el programa preguntará si se desea crear las interacciones
automáticamente. Esto se deja a elección del usuario debido a que Deform creará relaciones
entre todos los elementos existentes, incluso entre los objetos deformables. En nuestro caso, la
simplicidad del ejemplo nos permite acceder a que el programa cree las interacciones. No
obstante, se podrán añadir o eliminar éstas mediante los iconos resaltados en rojo de la Figura 7-
15.
Como puede observarse en esta última figura, la relación 1 es innecesaria, por lo que debe ser
eliminada.
35
Estudio por elementos finitos de las condiciones de arrastre de laminación en frío
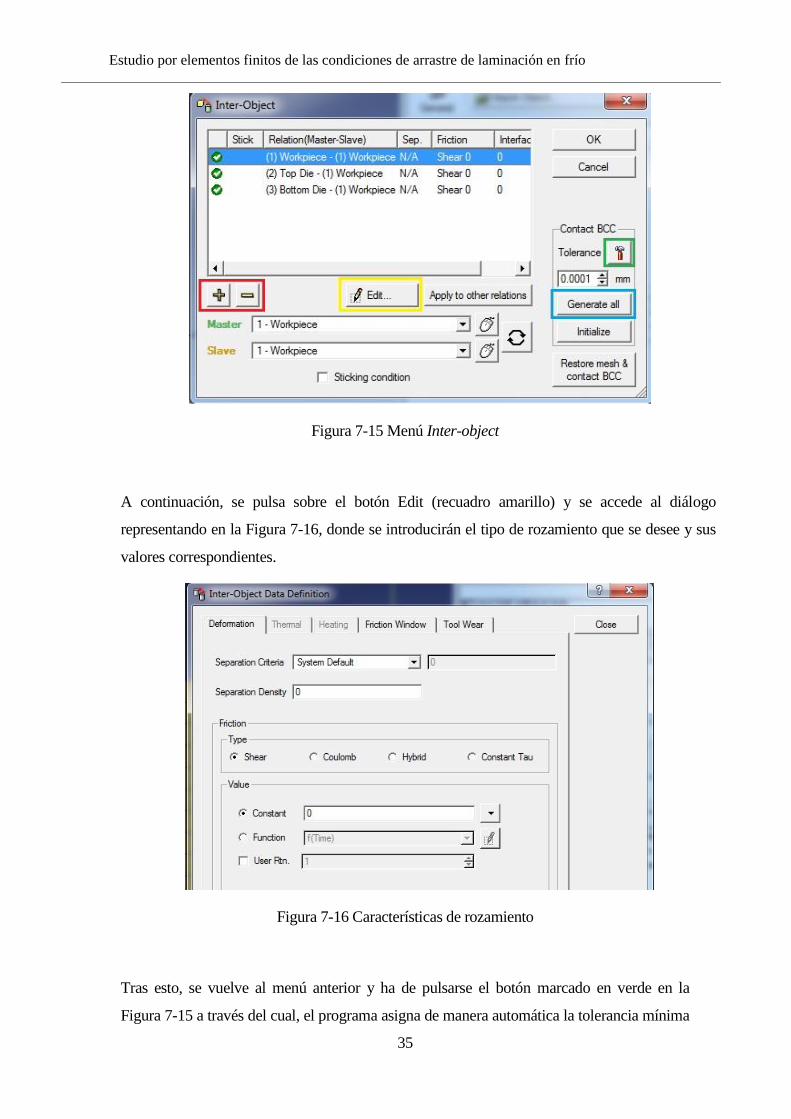
Figura 7-15 Menú Inter-object
A continuación, se pulsa sobre el botón Edit (recuadro amarillo) y se accede al diálogo
representando en la Figura 7-16, donde se introducirán el tipo de rozamiento que se desee y sus
valores correspondientes.
Figura 7-16 Características de rozamiento
Tras esto, se vuelve al menú anterior y ha de pulsarse el botón marcado en verde en la
Figura 7-15 a través del cual, el programa asigna de manera automática la tolerancia mínima
Anexo I: Procedimiento para el modelado de un proceso de laminación en Deform 3D
36
entre objetos para poder establecer los puntos de contacto entre dichos elementos.
Seguidamente, se procede a generar todos los puntos de contacto haciendo clic en Generate
all (recuadro azul), apareciendo en el área de visualización del preprocesador.
Figura 7-17 Detalle de los puntos de contacto generados.
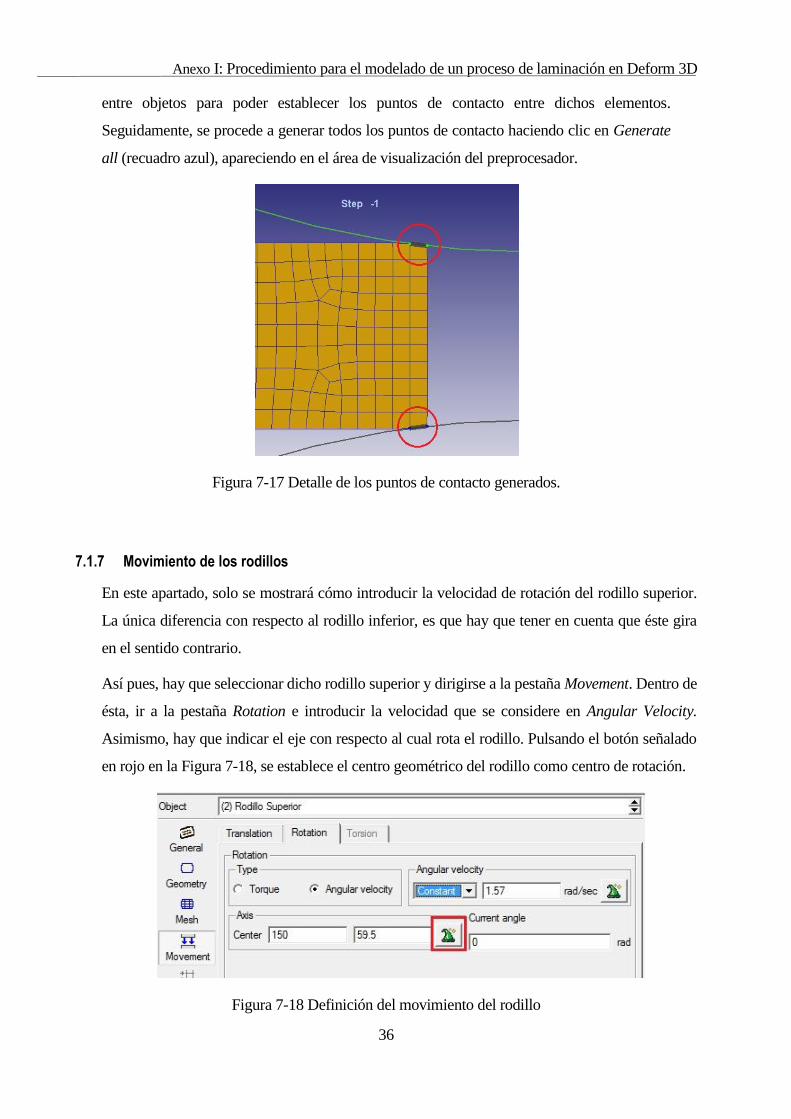
7.1.7 Movimiento de los rodillos
En este apartado, solo se mostrará cómo introducir la velocidad de rotación del rodillo superior.
La única diferencia con respecto al rodillo inferior, es que hay que tener en cuenta que éste gira
en el sentido contrario.
Así pues, hay que seleccionar dicho rodillo superior y dirigirse a la pestaña Movement. Dentro de
ésta, ir a la pestaña Rotation e introducir la velocidad que se considere en Angular Velocity.
Asimismo, hay que indicar el eje con respecto al cual rota el rodillo. Pulsando el botón señalado
en rojo en la Figura 7-18, se establece el centro geométrico del rodillo como centro de rotación.
Figura 7-18 Definición del movimiento del rodillo

37
Estudio por elementos finitos de las condiciones de arrastre de laminación en frío
En el ejemplo, se ha introducido una rotación de π/2 rad/sec, que corresponde a una
velocidad de movimiento de la placa de 50π mm/sec. Esta cifra es, aproximadamente, 10
m/min, lo cual es una velocidad razonable a la hora de laminar.
7.1.8 Parámetros de simulación
Para configurar los parámetros propios de la simulación se debe pulsar en , en la barra de
herramientas del pre-procesador. En la primera ventana, que se muestra en la Figura 7-19, se
mantendrá la configuración por defecto (recordemos que aquí ya se modificó la condición de
deformación plana). Se elige como tipo de control Lagrangian Incremental, ya que es el que se
recomienda en el manual del programa para este tipo de problemas. Por otro lado, se utilizará el
modo Deformation, ya que se va a realizar una operación en frío en la que el intercambio de
calor se desprecia y el Sistema Internacional de unidades (SI).
Figura 7-19 Parámetros de simulación
En la siguiente pestaña (Simulation Steps, Figura 7-20) se configuran los pasos, que son los
elementos en los que el programa divide la simulación. Así pues, se puede modificar el inicio y
el fin de la simulación, los momentos en los que se guardan los datos y el objeto que se toma
como referencia a la hora de parar la simulación.
En lo que refiere al ejemplo, los valores que aparecen por defectos se consideran adecuados,
excepto el número de pasos de los que va a constar la simulación. Para que toda la placa sea
laminada será necesario introducir un número elevado de pasos, ya que la longitud de la placa es

Anexo I: Procedimiento para el modelado de un proceso de laminación en Deform 3D
38
grande (se explicará en la siguiente pestaña el porqué). Así pues, la simulación acabará a los
1400 pasos.
A continuación, se pasa a la condiciones de avance o incremento de la simulación. En la pestaña
Step Increment, se asignará la variable que gobierna el avance de los pasos, (desplazamiento,
tiempo o temperatura) y la relación entre ésta y los pasos de simulación.
Figura 7-20 Pestaña de control de pasos de simulación
Estas variables dependen de la geometría del problema, por tanto, variarán según el
problema que se desee representar, en concreto del radio de los rodillos y de la velocidad de
rotación de éstos. En el caso de que se fije la velocidad de los rodillos, se puede afirmar que
cuanto mayor sea el radio de los rodillos menor ha de ser el incremento de paso.
Figura 7-21 Pestaña de control del incremento de paso
39
Estudio por elementos finitos de las condiciones de arrastre de laminación en frío
Teniendo en cuenta que la velocidad en la superficie de los rodillos es de 157 mm/sec, se
considera adecuado un incremento de 0.01 segundos por paso, en el caso de que se
seleccione el tiempo como variable de referencia.
Finalizado este paso, los parámetros quedan definidos para la simulación que se pretende
realizar. No obstante, las demás pestañas permiten controlar otras variables como
temperatura ambiente, desplazamientos máximos, criterios de remallado, etc. que nos se
desarrollan ya que se consideran (por el autor) demasiado avanzadas para realizar
simulaciones simples.
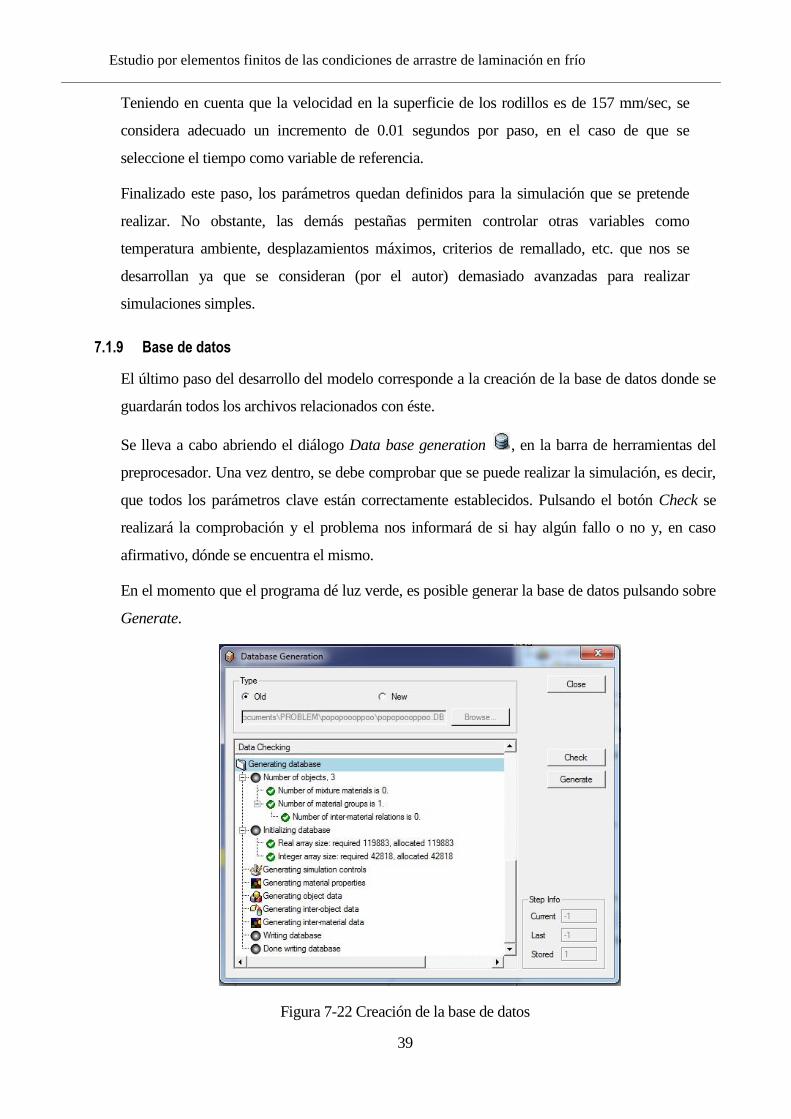
7.1.9 Base de datos
El último paso del desarrollo del modelo corresponde a la creación de la base de datos donde se
guardarán todos los archivos relacionados con éste.
Se lleva a cabo abriendo el diálogo Data base generation , en la barra de herramientas del
preprocesador. Una vez dentro, se debe comprobar que se puede realizar la simulación, es decir,
que todos los parámetros clave están correctamente establecidos. Pulsando el botón Check se
realizará la comprobación y el problema nos informará de si hay algún fallo o no y, en caso
afirmativo, dónde se encuentra el mismo.
En el momento que el programa dé luz verde, es posible generar la base de datos pulsando sobre
Generate.
Figura 7-22 Creación de la base de datos

Anexo I: Procedimiento para el modelado de un proceso de laminación en Deform 3D
40
7.2 Simulación
Una vez que tenemos todos los pasos previos, es posible comenzar la simulación.
Es necesario recordar (ya se habló de ello en la sección 7.1.1) que las herramientas para la
simulación se encuentran en el borde izquierdo de la pantalla inicial de Deform.
Figura 7-23 Herramientas del simulador
Para iniciar la simulación, bastará con pulsar sobre Run o pulsar el botón Start , situado en la
parte superior central de la pantalla. De la misma manera, si se desea parar la simulación, tan
solo habrá que pulsar Stop (debajo de Run) o (justo a la derecha del icono anteriormente
señalado).
Es necesario señalar que en el apartado Run (options) pueden modificarse diversos parámetros
propios de la simulación. Sin embargo, estas opciones resultan ser muy avanzadas para ejemplos
sencillos, por lo se dejan por defecto.
Una vez que esté la simulación en curso, en la parte central de la pantalla el programa mostrará
los progresos dentro de la simulación. Además, es posible ver, de forma resumida, información
de las simulaciones que estén en curso (Deform permite que se lleven más de una al mismo
tiempo) mediante la herramienta Process Monitor, la cual se encuentra en la barra de
herramientas del simulador.

41
Estudio por elementos finitos de las condiciones de arrastre de laminación en frío
Figura 7-24 Ventana Process Monitor
Por otro lado, también es posible visualizar gráficamente el problema en curso a través de
Simulation Graphics (justo debajo de Process Monitor). Esta herramienta muestra, sobre la
geometría, las variables propias del problema como pueden ser tensiones, deformaciones,
desplazamientos, etc. siempre y cuando se haya llegado al número de pasas mínimo en el cual el
programa guarda los datos. Esta herramienta es bastante útil a la hora de detectar problemas en el
pre procesado ya que, si el usuario está familiarizado con el tipo de proceso, podrá tener una idea
de cómo saldrán aproximadamente los resultados y, ante cualquier desplazamiento, deformación,
etc. extraño, podrá abortar la simulación evitando malgastar tiempo.
A modo de ejemplo, en la Figura 7-25 se ha mostrado la deformación de la placa en el paso 10.

Anexo I: Procedimiento para el modelado de un proceso de laminación en Deform 3D
42
Figura 7-25 Ventana Simulation Graphics
7.3 Resultados
En el momento que la simulación haya concluido, ya es posible acceder a los datos. Se accederá
al post-procesador pulsando sobre Deform 2D/3D post.
Una vez que hayamos accedido a la ventana del post-procesador se nos presentarán multitud de
herramientas y opciones; sin embargo, solo se hablará de aquéllas que se consideran relevantes
para este tipo de problemas.

43
Estudio por elementos finitos de las condiciones de arrastre de laminación en frío
Figura 7-26 Ventana del post-procesador
En primer lugar, se tienen los iconos destacados en rojo. Éstos permiten al usuario seleccionar
los diferentes pasos en los que se divide la simulación y acceder a los datos propios de ellos.
Asimismo, también permiten visualizar la simulación como una serie continua.
A continuación se tienen las herramientas para seleccionar las variables deseadas (recuadro
verde). La persiana desplegará una serie de variables básicas en este tipo de problemas y las
representará de manera sencilla en el área de trabajo. No obstante, si se necesita más detalle, se
debe pulsar sobre el icono situado a la izquierda, (State variables) a través del cual se accede a
las herramientas avanzadas de visualización.

Anexo I: Procedimiento para el modelado de un proceso de laminación en Deform 3D
44
Figura 7-27 Diálogo State variables
Por último, aunque no por ello menos importante, aparece el icono resaltado en azul (Data
Extraction). Tal y como su propio nombre indica, sirve para realizar una extracción de los datos
obtenidos en el problema.
Al pulsar sobre éste, se accede al menú representado en la Figura 7-28. En él aparecen 3 zonas.
La primera, situada a la izquierda, muestra los pasos de los que se va a extraer la información. La
segunda (arriba), representa los objetos presentes en el problema y habrá que seleccionar
aquellos elementos de los cuáles queremos extraer datos. Finalmente, bajo esta última lista, se
encuentra un listado de todas las variables que han intervenido en el proceso.

45
Estudio por elementos finitos de las condiciones de arrastre de laminación en frío
Figura 7-28 Ventana para la extracción de datos.
Una vez seleccionadas las variables con las que se desea trabajar, habrá que pulsar en
Extract, habiendo especificado previamente si deseamos la extracción en un archivo común
o en archivos separados en el diálogo inferior, Extrac style.
Con este último paso, se considera que la simulación queda totalmente finalizada.


46
8 REFERENCIAS
[1] Scientific Forming Technologies Corporation (2011), DEFORM 2D V10.2 System
Manual.
[2]
Groover, M. P. (2010), Fundamentals of Modern Manufacturing: Materials,
Processes and Systems. ISBN: 9780470467008, Mc-Graw Hill.
[3] Kalpakjian, S. and Schmid, S. R. (2008), Manufactura, ingeniería y tecnología.
ISBN: 9789702610267, Pearson Educación.
[4] Foncubierta Boj, F. J. (2015) Análisis de la fuerza y momento de laminación en frío
mediante el uso de elementos finitos.
[5] es.slideshare.net/akashsolanki/rolling-of-metals-in-manufacturing-process
[6] Vallellano Martín, Carpóforo. Apuntes asignatura Tecnología de Fabricación
Aerospacial, Escuela de Ingenieros de Sevilla.