estudio del trabajo
15
ESCUELA DE INGENIERIA INDUSTRIAL SISTEMA UNIVERSITARIO BASADO EN LA EXPERIENCIA (SUBE) CURSO: ESTUDIO DEL TRABAJO AUTOR: ING. JOSÉ GARCIA QUIROGA UNIDAD III BALANCE DE LINEA
Transcript of estudio del trabajo

ESCUELA DE INGENIERIA INDUSTRIAL
SISTEMA UNIVERSITARIO BASADO EN LA EXPERIENCIA (SUBE)
CURSO: ESTUDIO DEL TRABAJO
AUTOR: ING. JOSÉ GARCIA QUIROGA
UNIDAD III
BALANCE DE LINEA
QUE ES? Es una distribución de las actividades secuenciales de trabajo en los centros laborales para lograr el máximo aprovechamiento posible de la mano de obra y del equipo y de ese modo reducir o eliminar el tiempo ocioso.
OBJETIVO Minimizar el desbalanceen la línea de fabricación o ensamblaje: •Balancearla salida de cada estación de trabajo •Reducir los desequilibrios entre máquinas o personal, al tiempo que se obtiene la producción deseada de la línea.
OBJETIVO Crear un flujo suave y continuo sobre la línea de producción. Mínimo de tiempo ocioso entre cada estación. Maximizarla eficacia. Minimizar el número de las estaciones de trabajo.
DEFINICION DE TERMINOS. Elemento de trabajo:
Es la mayor unidad de trabajo que no puede dividirse entre dos o más operarios sin crear una interferencia innecesaria entre los mismos.
Operación: Es un conjunto de elementos de trabajo asignados a un puesto de trabajo.
Puesto o estación de trabajo: Es un área adyacente a la línea de ensamble, donde se ejecuta una cantidad dada de trabajo (una operación). Usualmente suponemos que un puesto o estación de trabajo está a cargo de un operario, pero esto no es necesariamente así.
DEFINICION DE TERMINOS. Tiempo de ciclo:
Es el tiempo que permanece el producto en cada estación de trabajo.
Demora de balance: Es la cantidad total de tiempo ocioso en la línea que resulta de una división desigual de los puestos de trabajo.
Control de la producción continua. El contenido total del trabajo se divide en operaciones elementales, y estas operaciones se agrupan en las estaciones de trabajo. El trabajo se desplaza en forma sucesiva, y en muchas situaciones de manera continua, de una estación a otra. Todas las estaciones de trabajo se ocupan de trabajos que tienen diversos grados de avance. La velocidad de la línea de ensamble se controla mediante la cantidad de producción que se requiere, el espacio entre las estaciones y los requerimientos respecto al tiempo de cada estación de trabajo. Al controlar la velocidad del transportador o el tiempo del cliente, en esencia es posible controlar la cantidad que produce la línea de producción.
Ciclo de tiempo (CT). Es la duración del tiempo de trabajo (o de operación), que cada componente de un centro de trabajo tiene disponible. Es también el intervalo que transcurre para que los productos terminados dejen la línea de producción.
CT = ______Tiempo disponible / Periodo____
Producción de unidades requeridas / Periodo
CT= TD _
PRODUCCION

Número mínimo teórico de
trabajadores.(NMTT). Es el resultado de multiplicar el tiempo que necesita un trabajador para terminar una unidad por el número de unidades necesarias, dividido entre el tiempo disponible:
NMTT =(Tiempo Trabajador / Unidad)(Unides Producidas / Periodo) Tiempo Disponible / Periodo
NMTT = ∑t CT
Donde:
∑t es la suma del tiempo actual requerido por cada trabajador para terminar una unidad.
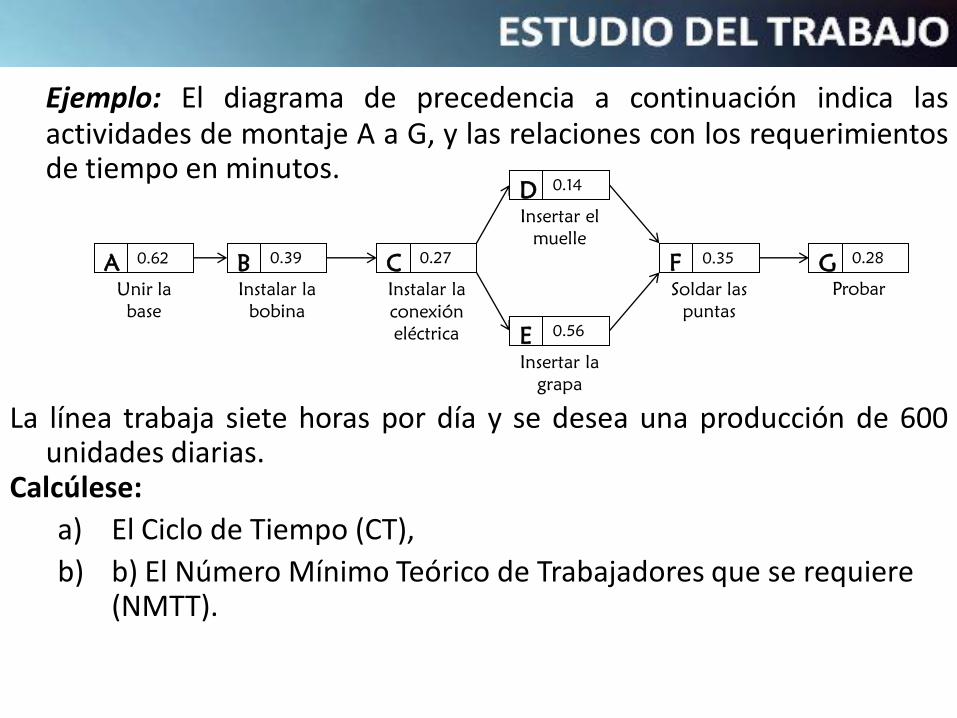
Ejemplo: El diagrama de precedencia a continuación indica las actividades de montaje A a G, y las relaciones con los requerimientos de tiempo en minutos.
A Unir la
base
0.62 B
Instalar la
bobina
0.39 C
Instalar la
conexión
eléctrica
0.27
E Insertar la
grapa
0.56
D
Insertar el
muelle
0.14
F Soldar las
puntas
0.35 G
Probar
0.28
La línea trabaja siete horas por día y se desea una producción de 600 unidades diarias.
Calcúlese:
a) El Ciclo de Tiempo (CT),
b) b) El Número Mínimo Teórico de Trabajadores que se requiere (NMTT).

a) TD CT = ------- P
CT =
420 ------- 600
0.7 min/u
b) NMTT = _ ∑t _
CT = (0.62+0.39+0.27+0.14+0.56+0.35+0.28)min
0.70 min/u
NMTT = _ 2.61 min _
0.70min/u
3.72 u (trabajadores) = 4 ESTACIONES

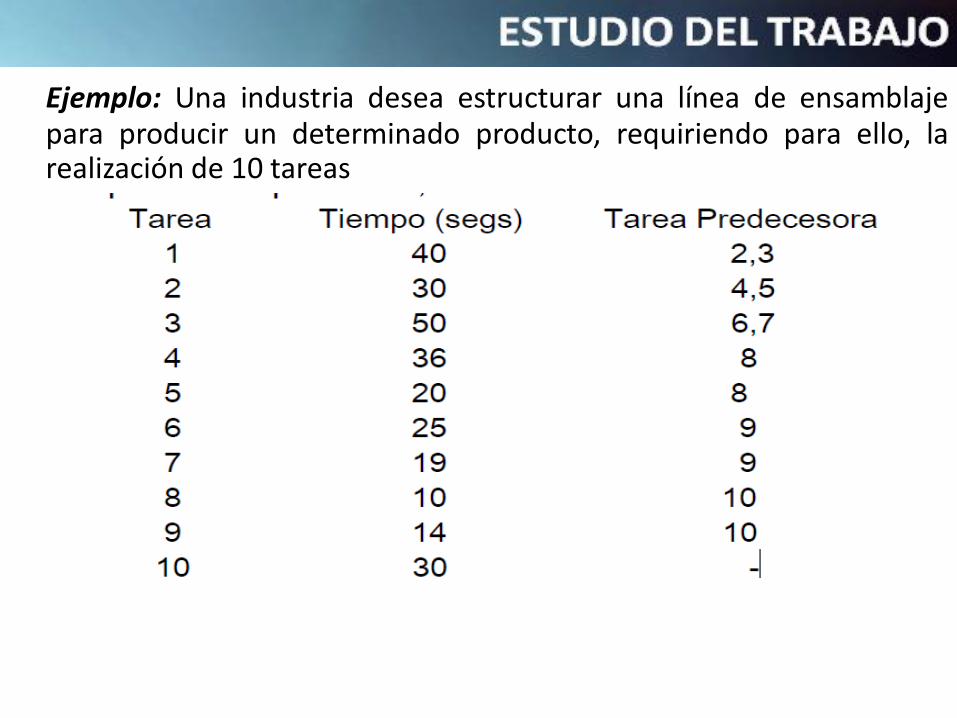
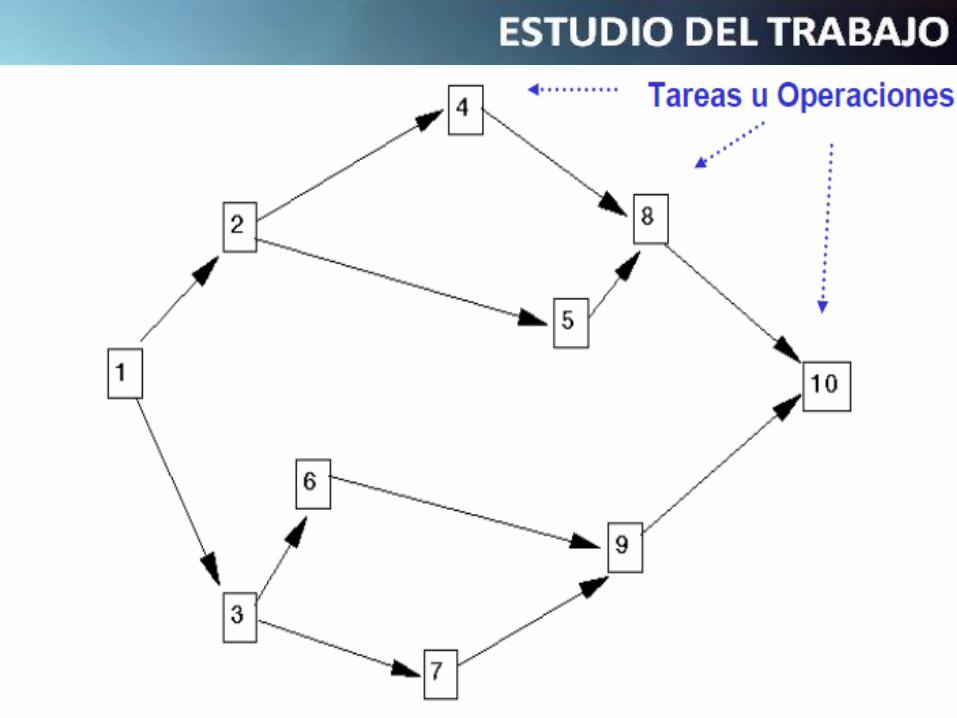
Ejemplo: Una industria desea estructurar una línea de ensamblaje para producir un determinado producto, requiriendo para ello, la realización de 10 tareas
a)
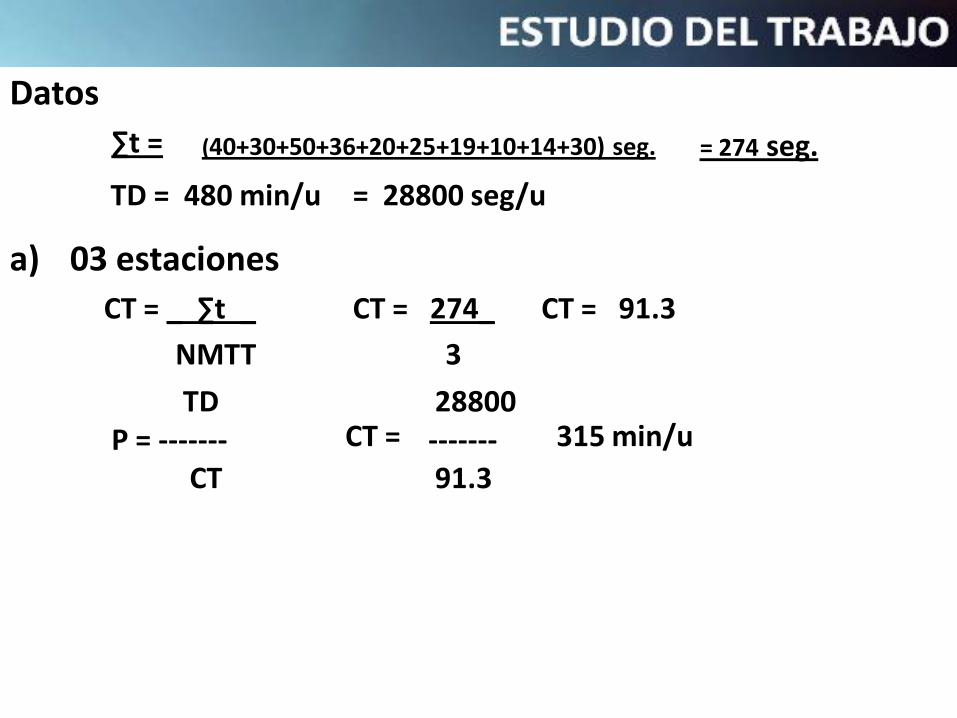
TD P = ------- CT
CT = 28800 ------- 91.3
315 min/u
Datos
∑t = (40+30+50+36+20+25+19+10+14+30) seg.
TD = 480 min/u
03 estaciones
CT = _ ∑t _
NMTT
= 274 seg.
= 28800 seg/u
CT = 274_
3
CT = 91.3