Estudio del proceso de laminación y horneado en la ...
30
1 Estudio del proceso de laminación y horneado en la producción de galletas tipo cracker José Miguel Hernández Prada Universidad de Los Andes Asesor de Investigación: Óscar A. Álvarez Co-asesor de Investigación: Jaime Dávila RESUMEN: En el presente estudio se llevó a cabo una aproximación al proceso de laminación y horneado de galletas tipo cracker a nivel de laboratorio. Además, se desarrolló un diseño de experimentos factorial buscando determinar el efecto de las variaciones de la cantidad de capas laminadas y tiempo de horneado sobre las propiedades de la suspensión y el producto terminado. El análisis de los datos obtenidos con estas mediciones experimentales se utilizó como herramienta para identificar que la metodología de laminado-doblez es la mejor para simular el proceso de moldeo de la masa fermentada, que existe una relación entre el espesor de lámina con el tiempo de horneado. Así mismo, los puntos de operación adecuados para replicar el proceso industrial son de 7 láminas de 0,50 mm de espesor, con un horneado de 5 minutos a 250 °C. Así mismo, utilizando el equipo Discovery HR-1 Hybrid Reometer se estableció que en la masa laminada prima el módulo elástico sobre el viscoso, por lo cual, la suspensión previa a la cocción tiene un comportamiento visco-elástico más cercano a un sólido que a un líquido. También, se estableció que no existen diferencias significativas en la conducta reológica al variarse las condiciones de la laminación y horneado. No obstante, una configuración en particular (masa agitada con un impeler en forma de gancho y laminación de 9 capas) presentó una condición de sinergia que trajo como consecuencia incrementos en los valores de G’ y G’’ frente a los otros tratamientos evaluados. Por otra parte, la temperatura de horneado resultó ser el factor más influyente sobre las alteraciones en las dimensiones y la resistencia estructural de la galleta, no se presentaron relaciones estadísticamente significativas en el contenido de humedad con las variables de proceso abordadas. Por último, se evidenció un vínculo directo entre el valor del módulo elástico y la resistencia de la galleta, estableciéndose que magnitudes altas de G’ se traducen en una mayor fortaleza estructural del producto horneado, mientras que magnitudes bajas de G’ implican debilidad. PALABRAS CLAVE: Galletas, Cracker, Masa, Horneado, Laminado, Reología, Propiedades Físicas. 1 INTRODUCCIÓN. Las galletas “Saltín Noel” son un producto de gran tradición en la sociedad colombiana. Son galletas compuestas en un 85% por cereal y son una fuente considerable de nutrientes como las vitaminas B1, B2, B3, calcio, hierro y ácido fólico [1]. Ahora bien, en los últimos años, la industria galletera ha realizado importantes avances tecnológicos (especialmente en alternativas de reemplazo del azúcar de las formulaciones tradicionales), los cuales han permitido encontrar nuevos caminos de investigación. Por esta razón, el grupo Noel se ha interesado en realizar un estudio completo del proceso de producción de su producto, con el fin de encontrar posibilidades de mejora y soluciones a problemáticas que han encontrado durante la fabricación. Técnicamente, las galletas “Saltín Noel” hacen parte de un grupo conocido como “crackers”, que a su vez pertenece al sector de productos horneados de masas duras. Este tipo de horneados se caracteriza principalmente porque, después de pasar el proceso de mezclado en su preparación, tienen masas ricas en gluten, por lo tanto, elásticas y extensibles [2]. Esta propiedad está asociada a un gran contenido de agua en la composición de la galleta, pues esta hidrata las moléculas de proteína presentes en la masa, fomentando la formación de gluten. Así mismo, los niveles de grasa y azúcar en este tipo de productos son
Transcript of Estudio del proceso de laminación y horneado en la ...

1
Estudio del proceso de laminación y horneado en la producción de galletas tipo cracker
José Miguel Hernández Prada
Universidad de Los Andes Asesor de Investigación: Óscar A. Álvarez Co-asesor de Investigación: Jaime Dávila
RESUMEN: En el presente estudio se llevó a cabo una aproximación al proceso de laminación y horneado de galletas tipo cracker a nivel de laboratorio. Además, se desarrolló un diseño de experimentos factorial buscando determinar el efecto de las variaciones de la cantidad de capas laminadas y tiempo de horneado sobre las propiedades de la suspensión y el producto terminado. El análisis de los datos obtenidos con estas mediciones experimentales se utilizó como herramienta para identificar que la metodología de laminado-doblez es la mejor para simular el proceso de moldeo de la masa fermentada, que existe una relación entre el espesor de lámina con el tiempo de horneado. Así mismo, los puntos de operación adecuados para replicar el proceso industrial son de 7 láminas de 0,50 mm de espesor, con un horneado de 5 minutos a 250 °C. Así mismo, utilizando el equipo Discovery HR-1 Hybrid Reometer se estableció que en la masa laminada prima el módulo elástico sobre el viscoso, por lo cual, la suspensión previa a la cocción tiene un comportamiento visco-elástico más cercano a un sólido que a un líquido. También, se estableció que no existen diferencias significativas en la conducta reológica al variarse las condiciones de la laminación y horneado. No obstante, una configuración en particular (masa agitada con un impeler en forma de gancho y laminación de 9 capas) presentó una condición de sinergia que trajo como consecuencia incrementos en los valores de G’ y G’’ frente a los otros tratamientos evaluados. Por otra parte, la temperatura de horneado resultó ser el factor más influyente sobre las alteraciones en las dimensiones y la resistencia estructural de la galleta, no se presentaron relaciones estadísticamente significativas en el contenido de humedad con las variables de proceso abordadas. Por último, se evidenció un vínculo directo entre el valor del módulo elástico y la resistencia de la galleta, estableciéndose que magnitudes altas de G’ se traducen en una mayor fortaleza estructural del producto horneado, mientras que magnitudes bajas de G’ implican debilidad. PALABRAS CLAVE: Galletas, Cracker, Masa, Horneado, Laminado, Reología, Propiedades Físicas.
1 INTRODUCCIÓN.
Las galletas “Saltín Noel” son un producto de gran tradición en la sociedad colombiana. Son galletas compuestas en un 85% por cereal y son una fuente considerable de nutrientes como las vitaminas B1, B2, B3, calcio, hierro y ácido fólico [1]. Ahora bien, en los últimos años, la industria galletera ha realizado importantes avances tecnológicos (especialmente en alternativas de reemplazo del azúcar de las formulaciones tradicionales), los cuales han permitido encontrar nuevos caminos de investigación. Por esta razón, el grupo Noel se ha interesado en realizar un estudio completo del proceso de producción de su producto, con el fin de encontrar posibilidades de mejora y
soluciones a problemáticas que han encontrado durante la fabricación.
Técnicamente, las galletas “Saltín Noel”
hacen parte de un grupo conocido como “crackers”, que a su vez pertenece al sector de productos horneados de masas duras. Este tipo de horneados se caracteriza principalmente porque, después de pasar el proceso de mezclado en su preparación, tienen masas ricas en gluten, por lo tanto, elásticas y extensibles [2]. Esta propiedad está asociada a un gran contenido de agua en la composición de la galleta, pues esta hidrata las moléculas de proteína presentes en la masa, fomentando la formación de gluten. Así mismo, los niveles de grasa y azúcar en este tipo de productos son

2
bajos, al ser comparados con otro tipo de horneados [2].
En la gran mayoría de casos, estos
productos son moldeados a partir de operaciones de laminación y corte. Estas actividades, junto con el horneado, pueden ser consideradas como críticas durante la producción de alimentos de “masa dura” pues afectan en demasía la elasticidad del gluten, influyendo en la forma, tamaño y espesor del producto terminado [2].
El proceso de producción de las galletas tipo “cracker” (como “Saltín Noel”) se compone de 3 etapas principales:
La primera, se divide a su vez en dos
secciones: Método de Esponje y Masa. En un primer momento se mezcla harina, almidón y agua. La masa resultante es fermentada por un tiempo de 16 a 24 horas, periodo durante el cual se desarrolla el sabor y la textura que tendrán las galletas al final del proceso productivo [3]. Una vez terminada esta operación, se adicionan sal, grasa alimentaria, agua y bicarbonato de sodio, el cual permite que el pH de estos productos sea más alto que las galletas comunes de crema [2], y la masa de esponje es fermentada nuevamente por un periodo de 4 a 6 horas [2].
Una vez la masa está correctamente
fermentada, se inicia la segunda etapa, conocida como el moldeo. En esta, siempre se utiliza una técnica de laminación y corte, donde se establece la forma inicial del producto terminado. Finalmente, la última etapa es la de horneado, la cual, en varias industrias tiene una duración de máximo 3 minutos a 300°C, 280°C y 250 °C [2].
Ahora bien, el proceso de formado de la galleta está gobernado por la laminación. Esta permite dar la forma delgada de las “crackers” a partir de la esponja resultante del proceso de fermentación, por medio de aplicación de presión y dobleces [4]. Así mismo, como resultado secundario de este proceso, se remueven los gases producidos por la galleta durante la fermentación debido a la presión ejercida durante la operación [5]. A nivel industrial, la laminación se produce en 2 momentos principales. En primer lugar, la esponja resultante de la etapa anterior es
laminada hasta un espesor promedio de 0,30 mm [3]. Después, la película de masa resultante es doblada sobre sí misma, buscando la formación de capas, normalmente entre 5 y 8, creando así una nueva estructura de un espesor de 2,50 cm como máximo [3]. Finalmente, esta última es laminada nuevamente hasta un espesor de 0,30 mm y enviada a una máquina troqueladora, con el objetivo de establecer la forma y las dimensiones del producto terminado.
En general, en la industria existen 4 tipos
de laminadoras automáticas: vertical con rodillo continuo - una laminadora, vertical con rodillo continuo - dos laminadoras, horizontal - rodillo continuo y cortadora en lámina. En las verticales, la esponja recorre un trazado de zig-zag que está en capacidad de formar láminas de hasta 12 capas. Por otro lado, la horizontal presenta el proceso de laminación y cortado en etapas separadas, previo al inicio del proceso de la creación de capas de masa. Por motivos de ahorro de espacio y de reducción de esfuerzo natural de los componentes asociados a la máquina, el tipo de laminadora más utilizada en la industria es la vertical [4]
Usualmente, se utiliza un poco de harina y
grasa entre los rodillos de la laminadora para fomentar la separación de las capas durante el horneado. Este aspecto, junto con la delgadez de la película formada durante la laminación tiene gran influencia en el estado de la galleta después del horneado. Películas delgadas con capas separadas traen como consecuencia una mejor estructura del producto terminado [5]. Por otro lado, el número de laminaciones requerida para obtener una masa con ciertas especificaciones debe ser determinado por medio de experimentación, pues no hay parámetros que relacionen exactamente la cantidad de capas con las propiedades del producto resultante de dicha operación [4] [6].
Ahora bien, con respecto al horneado a nivel industrial, se realiza en conductos que garantizan que el proceso se realice en un periodo de tiempo de 2.5 a 3 minutos [2] [7]. Durante esta etapa de la producción, se transfiere calor a las galletas por radiación, conducción y por convección [7].
Durante el horneado, el principal
fenómeno que se desarrolla es la gelatinización

3
del almidón. Este proceso se desarrolla como consecuencia de dos eventos: la absorción de agua por parte de los gránulos (generada en gran manera por la pérdida de la estructura cristalina de los gránulos) y el desorden de las cadenas poliméricas presentes en la suspensión. Estas fomentan la dispersión parcial de la amilosa y la amilopectina. La actividad de la amilosa rompe los cristales de almidón, permitiendo el inicio de la absorción de humedad, traducida en un incremento de la viscosidad del sistema. Típicamente, dicho aumento se asocia con el desarrollo de la gelatinización. [8]
Por otro lado, en un punto del
procedimiento, dado que no hay suficiente agua en la suspensión para gelatinizar toda la galleta, las cadenas proteicas, impulsadas por su desnaturalización a altas temperaturas, trasladan humedad a los gránulos de almidón. Este proceso se conoce como la coagulación de las proteínas [9].
Así mismo, existen otras dos reacciones de
gran importancia durante el proceso del horneado: la caramelización y las reacciones de Maillard. Por un lado, la caramelización es el proceso por el cual, a través de intercambio de calor, las sustancias presentes en la masa se convierten en compuestos de color (desde amarillo hasta café oscuro) con propiedades que le otorgan el sabor al producto [10]. Por otra parte, las reacciones de Maillard ocurren a partir de la interacción de las proteínas o aminas con los carbohidratos. Esta, cuenta con tres etapas: en la etapa inicial se produce la condensación de los compuestos azúcar-amina, en la etapa intermedia se fragmenta el azúcar, en la etapa final, se le da el color al producto y se polimerizan los compuestos aldehído-amina [10]. Vale la pena mencionar que las últimas dos reacciones descritas no son homólogas, pues la caramelización ocurre a temperaturas más altas, por ende, los sabores y aromas producidos en cada una de ellas son diferentes.
Finalmente, la corteza se forma debido a
que la rápida evaporación de agua impide gelatinización completa de los gránulos de almidón en la superficie de la galleta. Por otro lado propiedades físicas como la densidad, color y grosor, dependen en gran medida de la porosidad de la suspensión y de las condiciones de horneado [11].
En términos de la suspensión, tanto los
cambios estructurales como las alteraciones en el módulo elástico y en el módulo viscoso se deben, principalmente, al derretimiento de la grasa presente en la suspensión [12]. Así mismo, el azúcar también tiene un rol influyente durante el proceso de horneado. En ausencia de grasa, el azúcar y el agua reaccionan con la masa generando gluten cohesivo [12]. Por lo tanto, cuando el derretimiento de los componentes lípidos se inicia, los remanentes interactúan produciendo gluten adicional, que genera modificaciones en el producto terminado.
Así mismo, las galletas tipo “cracker”
requieren una gran cantidad de agua en su proceso de preparación, la cual debe ser eliminada, pues el contenido de líquido en el producto terminado no debe ser superior al 4.5%. Por lo tanto, es de gran importancia el proceso de remoción de este compuesto durante las etapas tardías del horneado. Al finalizar esta operación, siempre se genera un gradiente de contenido de agua entre el centro de la galleta y sus extremos. Ahora, si este es de gran magnitud, durante el proceso de enfriamiento se equilibrará, trayendo como consecuencia checking -cracking espontáneo en la estructura de la galleta- [2].
El presente trabajo tiene como objetivo
principal realizar una réplica, a nivel laboratorio, del proceso de laminación y horneado industrial de las galletas tipo cracker. Así mismo, se busca evaluar los efectos de la variación de la cantidad de capas laminadas, temperatura de horneado y tipo de agitación sobre la suspensión laminada y la galleta en estado sólido. Para esto, se analiza el comportamiento reológico (a partir de pruebas oscilatorias) de la dispersión y se evalúan propiedades físicas y estructurales microscópicas de las galletas como producto terminado. Estos estudios se realizan con el objetivo de establecer relaciones entre la suspensión, la galleta horneada y las variables de proceso evaluadas.

4
2. SECCIÓN EXPERIMENTAL 2.1 Materiales. 2.1.1. Preparación de la masa Dado que el presente trabajo busca estudiar el proceso de laminado y horneado industrial a nivel de laboratorio, es necesario preparar la esponja producida al final del mezclado y la fermentación. Para esto, se utilizó la formulación de galletas cracker presentada en la tabla 1 [13] .
Tabla 1. Formulación para galletas cracker expresada en “composiciones por contenido de harina”.
Componente Composición (%)
Harina 100 Mejorador - Endulzante 1,0 – 1,5
Levadura 0,4 Endulzante 1,0 – 3,0
Agua 40,0 – 50,0
Para la preparación de la masa se realizó el siguiente procedimiento: En primer lugar, se derritió la mantequilla y, se agregó a un recipiente con harina. Posteriormente, se adicionó el endulzante, el agua y la levadura a un recipiente. Una vez terminado este procedimiento, se incorporó el mejorador del endulzante a la mezcla resultante y se sometió a agitación por 6 minutos a una velocidad de 140 rpm (referenciada por el nivel 1 en la configuración de la batidora) en una batidora industrial Dynasty Food Service. [13] A continuación, para el proceso de fermentación, se preparó una cámara de estabilidad RGX-250E a 29°C y 80% de humedad [13]. Se ubicó la masa preparada en la cámara y se dejó reposar por 9 horas continuas. Al finalizar el proceso, se adicionó una solución de sal, bicarbonato de sodio y agua. Se volvió a agitar la mezcla resultante por 6 min a velocidad de 140 rpm. Finalmente, reubicó la masa en la cámara de estabilidad por 3 horas adicionales. Para el estudio de las variables de proceso mencionadas anteriormente, se planteó un diseño experimental factorial de 3 factores con dos niveles cada uno. A partir de los resultados obtenidos para la réplica del proceso de laminado y horneado en laboratorio, se
estableció un nivel de operación “alto” y un nivel de operación “bajo”. Según esto, se buscó analizar las propiedades de galletas con 5 y 9 capas laminadas a un espesor de 0,50 mm, con unas temperaturas de horneado de 230°C y 270°C por 5 min. Por otro lado, en términos del método de mezclado, se evaluaron los efectos de la utilización de 2 tipos de impeler diferentes durante el mezclado de la masa. A partir de estos parámetros, se propuso un diseño de 12 experimentos con 2 réplicas, para un total de 24 tratamientos. 2.2 Métodos. 2.2.1. Pruebas reológicas. Las propiedades reológicas de las suspensiones de masa de galletas se evaluaron por medio de pruebas oscilatorias y una prueba de Creep completa. En la primera, realizó un barrido de deformación entre 0.01 y 10 s-1 utilizando un reómetro Discovery HR-1 Hybrid Reometer con una geometría de platos paralelos de 20 mm de diámetro a 25°C, con el objetivo de estudiar el comportamiento de los módulos de almacenamiento y de pérdidas. Por otra parte, para la prueba de Creep se realizó un barrido de deformación de ida (a 80 Pa) y relajación, por 16 minutos, con el objetivo de determinar el comportamiento de la suspensión al verse sometido a esfuerzos.
2.2.2. Medición del contenido de humedad del producto horneado.
Se utilizó una termobalanza Precisa, modelo XM 60 a 105°C con el objetivo de realizar una medición del contenido de humedad de las galletas horneadas. Se realizó un registro de los datos obtenidos con el objetivo de determinar relaciones entre las variables de proceso evaluadas y la humedad de la galleta como producto terminado.
2.2.3. Determinación de la dureza de las galletas.
Para determinar la resistencia a fracturas de las galletas como producto terminado, se situó un recipiente vació sobre la galleta horneada. A continuación, se comenzó a verter agua hasta evidenciar, visualmente, fracturas en la estructura de la muestra evaluada. Posteriormente, se pesó la masa de agua

5
utilizada en la prueba y a partir de ella, se estableció la fuerza que la galleta resiste antes de quebrarse.
2.2.4 Medición del área y espesor de la galleta.
Utilizando un paquímetro digital Mitutoyo se determinó la variación del largo y el ancho de la galleta después de ser horneada, pues se ha reportado que las dimensiones del producto terminado son uno de los aspectos que más se ven afectados al modificarse el procedimiento de preparación de productos horneados [14]. Por otro lado, también se realizó una medición del espesor de la galleta, con el fin de caracterizar el “inflado” de la masa durante su cocción. 3. RESULTADOS 3.1. Determinación de condiciones de laminado y horneado a nivel laboratorio para la producción de galletas tipo cracker. El proceso de determinación de las condiciones de laminado y horneado a nivel laboratorio puede ser dividido en dos secciones: una primera etapa, en donde el laminado se realizó de forma manual y otra etapa, donde se efectuó de forma automática. Durante la primera etapa, se realizó la laminación utilizando un rodillo de cocina convencional. A partir de esta herramienta, se evaluó la mejor metodología para llevar a cabo la laminación: por medio de lámina y corte o de lámina y doblez. Utilizando una lámina de 4,00 mm de espesor, se evaluaron los dos procedimientos y se definió que el proceso de laminado y doblez es más adecuado. Por medio de este tipo de operación es posible conseguir una organización en capas más uniforme (en comparación con la otra metodología) y eliminar dificultades de procesamiento como tiempos muertos, adhesión de la masa a la superficie donde se está realizando el procedimiento, entre otros. Una comparación gráfica de las dos metodologías estudiadas puede ser analizada en la Imagen 1.
Imagen 1. Comparación entre metodologías de laminado. La masa laminada de la izquierda fue realizada a partir de la metodología de doblez, mientras que la de la derecha, a partir de metodología de corte.
En términos del horneado, durante esta etapa del procedimiento, se realizó un acercamiento preliminar a las condiciones adecuadas para efectuar la cocción de las galletas. Dado que en la industria el proceso se realiza de forma continua y en la Universidad de los Andes se cuenta con hornos estáticos, fue necesario definir condiciones que permitieran asemejar los dos procesos. Para esto, se realizaron 3 pruebas de condiciones de horneado: a 150ºC y 25 min, a 200ºC y 15 min y a 250ªC y 10 min [13][2]. Para evaluarlas, se horneó un batch de 3 galletas con 5,00 mm de espesor de lámina y 7 láminas, además, se utilizó un horno de convección forzada ESCO Isotherm, obteniendo los resultados presentados en la Imagen 2.
Imagen 2. Comparación entre galletas horneadas a distintas condiciones de operación. La galleta de la izquierda fue horneada por 10 minutos a 250°C (Diseño 3). La galleta del centro fue horneada a 200°C por 15 minutos (Diseño 2). La galleta de la derecha fue horneada a 150°C por 25 min (Diseño 1).
Para definir el punto adecuado de cocción, se realizó un análisis visual de las galletas al final de horneado, buscando evidencias de

6
cambio de coloración, inflado de la corteza y endurecimiento de la masa (indicio de la finalización del proceso de horneado) [3]. Como se puede observar, la muestra evaluada en el diseño 3 tiene las características descritas anteriormente, lo cual implica un buen desarrollo del proceso de horneado. Por otro lado, en la muestra del diseño 2 no se evidenciaron muestras de cocción, por lo tanto se estableció que a esas condiciones no es posible completar la preparación del producto. Así mismo, en el diseño 1 se presentó una condición particular: una excesiva coloración de la superficie y una curvatura en la estructura de la galleta. Estas dos características pueden ser descritas como consecuencia de un exceso de tiempo en el horno, pues la coloración extrema de la corteza se asocia al quemado de la galleta y la curvatura puede ser asociada con un exceso de eliminación de humedad de la masa. Ahora, para realizar una confirmación de este último ítem, es necesario realizar un estudio del contenido de humedad en muestras que presenten esta condición, con el objetivo de definir con certeza la causa del pandeo de la galleta. Por otro lado, en la sección de la experimentación con el laminado automático se definió el espesor de lámina a utilizar y se estudió la relación entre las condiciones de horneado y de laminado. En primer lugar, por efectos prácticos se fijó una cantidad de capas laminadas estándar de 7, pues esta condición es usada en varios procedimientos a nivel industrial [13]. Partiendo de esa base, se laminó a 2,50 mm y a 0.20 mm y se buscó hornear dichas muestras a 250ºC por 10 min. Ahora, como se puede observar en la Imagen 3, las muestras no se cocinaron adecuadamente, pues existe una relación directa entre el espesor de la capa y las condiciones de cocción. En consecuencia, se fijó la temperatura de operación en 250ºC [13] y se realizó un estudio del tiempo de horneado necesario, en un horno de convección forzada ESCO Isotherm, para galletas con espesor de lámina de 2,50 mm, 2,00 mm, 1,50 mm, 1,00 mm, 0,75 mm y 0,50 mm, utilizando un aditamento de la batidora industrial KitchenAid Q7. Nuevamente, como criterio de evaluación de la cocción se realizó una revisión visual de la
muestra cada minuto hasta establecer la terminación del proceso.
Imagen 3. Prueba de horneado de galletas con laminado automático. Las galletas de la izquierda tienen un grosor de 2,50 mm. La galleta de la izquierda tiene un grosor de 0,20 mm.
A partir del estudio de la interacción del tiempo de horneado con el espesor de lámina de la galleta, se obtuvo la gráfica presentada en la Figura 1. Experimentalmente, la expresión que relaciona las dos variables mencionadas anteriormente es la siguiente: 𝑡 = 29,203(𝑥)2 + 9,6747 (𝑥) + 288,81 Ec 2. Donde t hace referencia al tiempo de horneado, expresado en segundos y 𝑥 al espesor de lámina, en milímetros. Como se puede observar en la Figura 1, en espesores menores a 1,00 mm los tiempos de horneado son muy similares entre sí. A partir de esta condición se puede inferir que hay un “espesor crítico” a partir del cual se divide el comportamiento de esta variable. Previo a este, los lapsos de cocción son cortos y similares, posiblemente porque las capas son muy delgadas (es decir, el volumen de la masa es bajo), facilitando la transferencia de calor a través de la galleta. Por otro lado, posterior a dicho grosor, las capas comienzan a presentar un volumen mayor, lo cual genera que el tiempo de horneado se incremente de forma lineal. Ahora bien, es necesario aclarar que, pese a que el procedimiento experimental es un buen acercamiento al proceso de fabricación industrial, existe un factor de error que puede influir en el comportamiento de los datos obtenidos. Al revisar el estado de las galletas, es necesario abrir el horno, lo cual genera que la temperatura decrezca en algunos grados y

7
no se mantenga una condición estable durante todo el proceso de cocción. Por lo tanto, aunque se realizaron pruebas con el horno totalmente cerrado para comprobar los resultados, puede presentarse un margen de error en el tiempo calculado. Con el objetivo de perfeccionar la técnica experimental, es necesario utilizar un horno en el cual se pueda observar el estado del producto sin necesidad de interferir en el proceso.
Figura 1. Curva de relación entre grosor de lámina y
tiempo de horneado.
A partir de la utilización de la Ecuación 2 y por motivos de facilidad de procesamiento, se estableció que las condiciones de operación de laminado y horneado de galletas cracker a nivel laboratorio son de un espesor de lámina de 0.50 mm, (similar a los 0.30 mm utilizados comúnmente en la industria) [13] y un tiempo estándar de horneado de 300 segundos (5 minutos) a 250°C. Este punto será tomado como base para la preparación del producto terminado y para plantear los niveles a variar en las operaciones estudiadas. 3.2. Propiedades reológicas.
3.2.1. Pruebas de Creep Previo al inicio del análisis de los resultados obtenidos a nivel reológico, es conveniente aclarar que de este punto en adelante, se utilizará la notación descrita a continuación. La suspensión preparada con impeler en forma de gancho será referida como masa “gancho”. Por otra parte, la masa preparada con un impeler en forma de pala será referida como masa “pala” (ver imágenes de los agitadores en la sección de anexos).
Los resultados obtenidos para las pruebas de Creep efectuadas sobre los 4 diseños de masa evaluados se encuentran registrados en las Figuras 2, 3, 4 y 5.
Figura 2. Comportamiento de la masa “Gancho” con 5
capas laminadas durante la prueba de Creep. A)
Comportamiento durante el momento de esfuerzo. B)
Comportamiento durante el momento de relajación.
0
0,0002
0,0004
0,0006
0,0008
0,001
0,0012
0,0014
12
44
77
09
31
16
13
91
62
18
52
08
23
12
54
27
73
00
32
33
46
36
93
92
41
54
38
46
14
84
50
7
De
spla
zam
ien
to (
rad
)
Tiempo (s)
0,00104
0,00106
0,00108
0,0011
0,00112
0,00114
0,00116
0,00118
39
05
91
79
39
94
1.1
95
1.3
97
1.5
98
1.7
99
2.0
01
2.2
02
2.4
03
2.6
05
2.8
06
3.0
07
3.2
09
3.4
10
3.6
11
3.8
13
4.0
14
4.2
15
4.4
17
4.6
18
De
spla
zam
ien
to (
rad
)
Tiempo (s)
0
0,0001
0,0002
0,0003
0,0004
0,0005
0,0006
0,0007
0,0008
0,0009
0,001
0,0
00
,02
0,0
60
,11
0,1
90
,28
0,4
80
,74
1,1
31
,78
2,5
64
,12
6,1
89
,33
14
,51
20
,80
33
,25
49
,77
74
,93
11
6,3
51
66
,68
26
6,3
0
De
spla
zam
ien
to (
rad
)
Tiempo (s) A

8
Figura 3. Comportamiento de la masa “Gancho” con 9
capas laminadas durante la prueba de Creep. A)
Comportamiento durante el momento de esfuerzo. B)
Comportamiento durante el momento de relajación.
Figura 4. Comportamiento de la masa “Pala” con 5
capas laminadas durante la prueba de Creep. A)
Comportamiento durante el momento de esfuerzo. B)
Comportamiento durante el momento de relajación.
Figura 5. Comportamiento de la masa “Pala” con 9
capas laminadas durante la prueba de Creep. A)
Comportamiento durante el momento de esfuerzo. B)
Comportamiento durante el momento de relajación.
Como se puede apreciar, en términos generales se presentó la misma tendencia entre los resultados obtenidos: durante la aplicación del esfuerzo, la masa se deforma de manera exponencial. Es decir, en un primer momento
0,0006
0,00065
0,0007
0,00075
0,0008
0,00085
39
8
65
0
90
2
1.1
53
1.4
05
1.6
57
1.9
08
2.1
60
2.4
12
2.6
63
2.9
15
3.1
67
3.4
18
3.6
70
3.9
22
4.1
73
4.4
25
4.6
77
De
spla
zam
ien
to (
rad
)
Tiempo (s) B
0,0000
0,0002
0,0004
0,0006
0,0008
0,0010
0,0
00
,02
0,0
60
,11
0,1
90
,28
0,4
80
,74
1,1
31
,78
2,5
64
,12
6,1
89
,33
14
,51
20
,80
33
,25
49
,77
74
,93
11
6,3
51
66
,68
26
6,3
0
De
spla
zam
ien
to (
rad
)
Tiempo (s)
0,00095
0,00096
0,00096
0,00097
0,00097
0,00098
0,00098
0,00099
0,00099
39
86
00
80
11
.00
21
.20
41
.40
51
.60
61
.80
82
.00
92
.21
02
.41
22
.61
32
.81
43
.01
63
.21
73
.41
83
.62
03
.82
14
.02
24
.22
44
.42
54
.62
6
De
spla
zam
ien
to (
rad
)
Tiempo (s)
0
0,0001
0,0002
0,0003
0,0004
0,0005
0,0006
0,0007
0,0
00
,02
0,0
60
,11
0,1
90
,28
0,4
80
,74
1,1
31
,78
2,5
64
,12
6,1
89
,33
14
,51
20
,80
33
,25
49
,77
74
,93
11
6,3
51
66
,68
26
6,3
0
De
spla
zam
ien
to (
rad
)
Tiempo (s)
0,00063
0,00064
0,00065
0,00066
0,00067
0,00068
39
86
00
80
11
.00
21
.20
41
.40
51
.60
61
.80
82
.00
92
.21
02
.41
22
.61
32
.81
43
.01
63
.21
73
.41
83
.62
03
.82
14
.02
24
.22
44
.42
54
.62
6
De
spla
zam
ien
to (
rad
)
Tiempo (s)

9
las magnitudes de las variaciones son pequeñas y a medida que aumenta el tiempo de la prueba, estas se incrementan. Por otra parte, durante la relajación, el elemento analizado se recupera lentamente hasta el final de la prueba. A partir del comportamiento descrito anteriormente, es posible afirmar que la masa de galletas cracker tiene una conducta visco-elástica, pues tras la deformación, el cuerpo se recupera sin llegar a su condición original [15]. Ahora bien, con el objetivo de comprobar el punto final de la elongación, es necesario extender el lapso de tiempo de la prueba, buscando identificar el punto de ruptura total. Así mismo, el proceso de relajación se desarrolla a una tasa más lenta que la destrucción, pues comparando los órdenes de magnitud de las Figuras 2, 3, 4 y 5, los cambios presentados en el segundo momento de la prueba son de un orden de magnitud inferior a los del primer momento. Esto implica que la extensibilidad es el aspecto dominante en las pruebas de esfuerzo. Por último, al realizar una comparación entre las 4 figuras presentadas anteriormente, el comportamiento de la masa de las galletas no se ve influido por el tipo de impeler utilizado en su preparación o por la cantidad de capas laminadas previo al horneado. En cada uno de los casos analizados, se presentaron las mismas tendencias y no existen diferencias entre los órdenes de magnitud de las deformaciones reportadas en cada prueba. Teóricamente, el comportamiento de las muestras evaluadas debe darse así, pues sin importar el procedimiento de preparación, siempre se debe presentar indicios de visco-elasticidad en la suspensión evaluada. [15]. Ahora bien, vale la pena aclarar que los errores evidenciados en las Figuras 3-B y 4-B son producto de un ajuste del equipo al inicio de la medición. No obstante, este no tiene interferencia alguna sobre los resultados obtenidos, pues no modifica el comportamiento en los test.
3.2.2. Estudio del comportamiento de los módulos viscoso y elástico.
A partir de la corrida de 3 pruebas oscilatorias para cada configuración de masa-laminación propuesta, se determinaron los
comportamientos de los módulos elástico y viscoso bajo un barrido de frecuencia de 0 a 10 rad/s. En las Figuras 6 y 7 se encuentran registrados los resultados obtenidos para la masa “gancho”.
Figura 6. Comportamiento de los módulos viscoso y
elástico para una masa preparada con impeler en forma
de gancho y laminada con 5 capas de 0,5 mm de
espesor.
Figura 7. Comportamiento de los módulos viscoso y
elástico para una masa preparada con impeler en forma
de gancho y laminada con 9 capas de 0,5 mm de
espesor.
Es posible afirmar que para la masa gancho, el comportamiento elástico domina la reología del cuerpo estudiado. La curva del módulo elástico (también conocido como módulo de almacenamiento o G’) se encuentra, en ambos
1000
10000
100000
1000000
10000000
0,10 0,16 0,25 0,40 0,63 1,00 1,58 2,51 3,98 6,31 10,00
Lo
g (
G)
(Pa
)
Frecuencia (rad/s)
Módulo Elástico Modulo Viscoso
100000
1000000
10000000
0,10 0,16 0,25 0,40 0,63 1,00 1,58 2,51 3,98 6,31 10,00
Lo
g(G
) (P
a)
Frecuencia (rad/s)
Módulo Elástico Módulo Viscoso

10
casos, por encima de la curva del módulo viscoso (también conocido como módulo de pérdidas o G’’) [16]. Este resultado concuerda con los comportamientos evidenciados durante las pruebas de esfuerzo. La propiedad de recuperación tras la aplicación de una fuerza (además de ser una característica de la visco-elasticidad) se puede asociar a la capacidad de los sólidos de soportar una tensión y retornar a su estado inicial. En este caso en particular, la masa laminada presentó dicho comportamiento, pero se regeneró de forma parcial. Es decir, existe un dominio del módulo viscoso, pues se produce una extensión y una recuperación. Pero, hay influencia del módulo elástico ya que no hay restauración total, una parte de la energía invertida en el proceso se disipa. Posiblemente, la operación unitaria del laminado es la responsable de dicho comportamiento, pues durante esta, se compactan las distintas capas de masa presentes en la preparación [5]. Este efecto, genera una reducción del espacio entre moléculas presentes en el cuerpo en cuestión, lo cual se traduce en valores más altos para el módulo que expresa la “fracción del comportamiento sólido” de un material visco-elástico. Por otra parte, la masa analizada se encuentra en la rubery plateau del comportamiento visco-elástico [16]. Además de la supremacía del módulo de almacenamiento sobre el de pérdidas, G’ presenta una ligera tendencia al aumento de su magnitud. Estos comportamientos son típicos de la región del espectro visco-elástico mencionada anteriormente. Vale la pena aclarar que en la Figura 6 el primer valor de cada módulo es atípico, pues se alejan de la media y no siguen el comportamiento descrito anteriormente. Estos datos no afectan el análisis realizado, pues se toman como erróneos. Por otra parte, en las Figuras 8 y 9, se encuentran registrados los resultados obtenidos para las pruebas oscilatorias sobre la masa “pala”.
Figura 8. Comportamiento de los módulos viscoso y
elástico para una masa preparada con impeler en forma
de pala y laminada con 5 capas de 0,5 mm de espesor.
Figura 9. Comportamiento de los módulos viscoso y
elástico para una masa preparada con impeler en forma
de pala y laminada con 9 capas de 0,5 mm de espesor.
Las pruebas efectuadas sobre la masa “pala”, arrojaron resultados similares a los presentados anteriormente. En primer lugar, se evidencia un dominio del módulo viscoso sobre el módulo elástico. Es decir, la respuesta reológica de tipo sólida prima sobre la de tipo líquida. Así mismo, se presentan los indicios que indican que los tratamientos evaluados se encuentran en la región rubery plateau del espectro visco-elástico [16].
10000
100000
1000000
0,10 0,16 0,25 0,40 0,63 1,00 1,58 2,51 3,98 6,31 10,00
Lo
g (
G)
(Pa
)
Frecuencia(rad/s)
Storage modulus Loss modulus
10000
100000
1000000
0,10 0,16 0,25 0,40 0,63 1,00 1,58 2,51 3,98 6,31 10,00
Lo
g (
G)
(Pa
)
Frecuencia (rad/s)
Storage modulus Loss modulus

11
Ahora bien, con el objetivo de determinar las relaciones entre las variables de proceso sobre los valores finales de G’ y G’’, es necesario recurrir a la Figura 10. En esta, se expresa el valor de los módulos de almacenamiento y pérdidas en cada tratamiento evaluado.
Figura 10. Gráfica de barras para los valores obtenidos
para el módulo viscoso y elástico en cada tratamiento de
masa analizado.
En primer lugar, es posible reafirmar estadísticamente la idea establecida anteriormente, en la cual se manifiesta la superioridad de los valores obtenidos para G’ sobre los de G’’, pues los intervalos de estos nunca se intersectan bajo un mismo tratamiento. Ahora bien, tres de las cuatro combinaciones evaluadas no presentan diferencias significativas entre los módulos viscosos y elásticos, pues, evidentemente, los intervalos de confianza de las magnitudes de dichas propiedades reológicas se “sobreponen”. En el diseño compuesto por la masa gancho con 9 capas laminadas se presenta un G’ y un G’’ considerablemente superior a sus homólogos. Este comportamiento se puede abordar a partir de dos puntos: en primer lugar, los niveles tratados presentan una sinergia que genera un aumento en los valores de los módulos de almacenamiento y de pérdidas. Por otro lado, se debe a un error aleatorio durante el
procesamiento de dicha configuración de variables, pues los resultados obtenidos en este caso se alejan en demasía de la media de los otros diseños. Esta última opción es la menos posible pues la tendencia se evidenció en cada una de las réplicas realizadas. Dejando de un lado la combinación que presenta la condición particular de sinergia, no existen diferencias significativas entre los comportamientos de G’ y G’’ para las masas preparadas bajo distinta agitación. Comparando los valores finales obtenidos, se aprecia que la variabilidad natural de los resultados genera intersecciones entre los intervalos de confianza de los módulos. Esto no permite proponer la existencia de diferencias significativas entre los valores medios de las variables de respuesta. Es decir, catalogando los valores obtenidos para la configuración “masa gancho – 9 capas laminadas” como anormales y dejándolos por fuera de la comparación, no existen indicios de diferencias entre los resultados obtenidos. Por otro lado, en términos de la cantidad de capas laminadas, en el caso de la masa “pala”, se presenta una “igualdad estadística” (no hay evidencia que demuestre diferencias significativas entre los distintos niveles evaluados) para el módulo de almacenamiento y de pérdidas, evaluados a distintas condiciones de laminación. Por el contrario, para la masa “gancho” no es posible establecer relaciones concretas debido a la condición particular del tratamiento “masa gancho - 9 capas laminadas”. Ahora bien, a partir del nivel de igualdad entre los valores de G’ y G’’ para las configuraciones “masa gancho - 5 capas laminadas” y “masa pala - 9 capas laminadas”, se infiere que la cantidad de láminas utilizadas en esta operación no influye en el comportamiento reológico de la suspensión. Por lo tanto, a partir de los datos obtenidos en las pruebas oscilatorias, es posible establecer no hay diferencias significativas entre el comportamiento de los módulos de visco-elasticidad bajo diferentes condiciones de agitación y laminación, exceptuando la configuración “masa gancho - 9 capas laminadas”. Este fenómeno posiblemente está relacionado con el efecto del laminado sobre la masa procesada. Durante esta operación, la galleta se compacta y adquiere características
1
10
100
1000
10000
100000
1000000
10000000
Gancho -5 capas
Gancho -9 capas
Pala - 5capas
Pala - 9capas
log
(G)
Modulodealmacenamiento
Modulodepérdidas

12
reológicas independientes al tipo de agitador utilizado durante la agitación y a la cantidad de láminas del producto terminado. 3.3. Estudio de las propiedades físicas del producto horneado. Para cada una de las combinaciones de proceso de preparación (explicadas en detalle en la sección de metodología y métodos) se realizaron las mediciones de contenido de humedad, resistencia, área superficial y espesor. Así, fue posible determinar los aspectos de proceso que tienen una mayor influencia sobre estas propiedades. Vale la pena aclarar, que el análisis estadístico se realizó a partir de una confiabilidad del 95%. Así mismo, la documentación matemática referente a este puede ser consultada en la sección de anexos, al final del informe. En primer lugar, en términos de las dimensiones del producto, se obtuvo que el factor temperatura de horneado es el único influyente sobre la variable de respuesta mencionada anteriormente. Esto puede ser evidenciado de forma gráfica a partir del Anexo 6A y 6B. En las dos gráficas presentadas, los puntos promedio de las medidas evaluadas presentan las mayores diferencias con respecto a la media. Es decir, los resultados obtenidos para los niveles de 225°C y 275°C se alejan del promedio de los datos reportados a nivel general. Esta condición se produce, probablemente, por la influencia de la ausencia y el exceso de calor durante los procesos de cocción. Cuando la temperatura sobrepasa las necesidades de la galleta, se acelera la formación de la corteza [10]. En consecuencia, durante el tiempo restante, la galleta sufre deformaciones en su estructura (más específicamente aparición de curvaturas o pandeos) que se ven directamente relacionadas con modificaciones en las dimensiones originales del producto previo al horneado. Por el contrario, en ausencia de calor, la corteza no logra constituirse por completo, por ende, la estructura del producto terminado no sufre las alteraciones mencionadas anteriormente. Vale la pena aclarar que en la industria, bajo condiciones normales, las galletas tipo cracker sufren un cambio “válido” en sus dimensiones durante su cocción. No obstante, este debe ser
controlado y no debe alterar las condiciones del producto terminado. Por otro lado, en términos de las otras dos variables de proceso evaluadas, no es posible identificar tendencias en su efecto sobre las dimensiones del producto terminado. Así mismo, en las interacciones entre factores es posible identificar la misma tendencia, pues, las combinaciones preponderantes incluyen a la temperatura de horneado. Esto ratifica la gran influencia de esta última sobre las propiedades evaluadas y se intuye que es la variable que gobierna el comportamiento de las interacciones entre los factores. Ahora bien, en términos del espesor del producto terminado, no es evidente la existencia de un factor predominante en el comportamiento de la variable de respuesta. A partir de la aplicación de la metodología ANOVA no se presentaron evidencias estadísticas suficientes para afirmar la existencia de diferencias entre las medias de los niveles analizados. En todos los casos evaluados, existe un aumento del espesor de la galleta (inflado), característica fundamental del proceso de producción de galletas cracker [6]. Sin embargo, no existen relaciones claras entre las variables evaluadas y esta propiedad física. Es decir, se intuye que la magnitud del espesor del producto terminado es una propiedad que se mantiene constante durante todos los procedimientos de preparación, pero se comporta de manera independiente en cada uno de ellos. A partir de una revisión del Anexo 6C, se evidencia que para los tres factores evaluados, los promedios de las mediciones del espesor, en cada nivel, se alejan de la media de los datos de forma equivalente. Ahora bien, a diferencia de la masa y la cantidad de capas laminadas, el nivel alto de la variable temperatura de horneado presenta un espesor considerablemente más bajo al promedio reportado. Como ya fue abordado, el exceso de temperatura en el proceso de cocción tiene relación con este comportamiento.
La tendencia presentada para el espesor del producto horneado, específicamente en los factores individuales, se extiende a las interacciones. Como se evidencia en la Figura 13-B, ninguna pareja de variables presenta un

13
efecto considerable sobre la variable de respuesta.
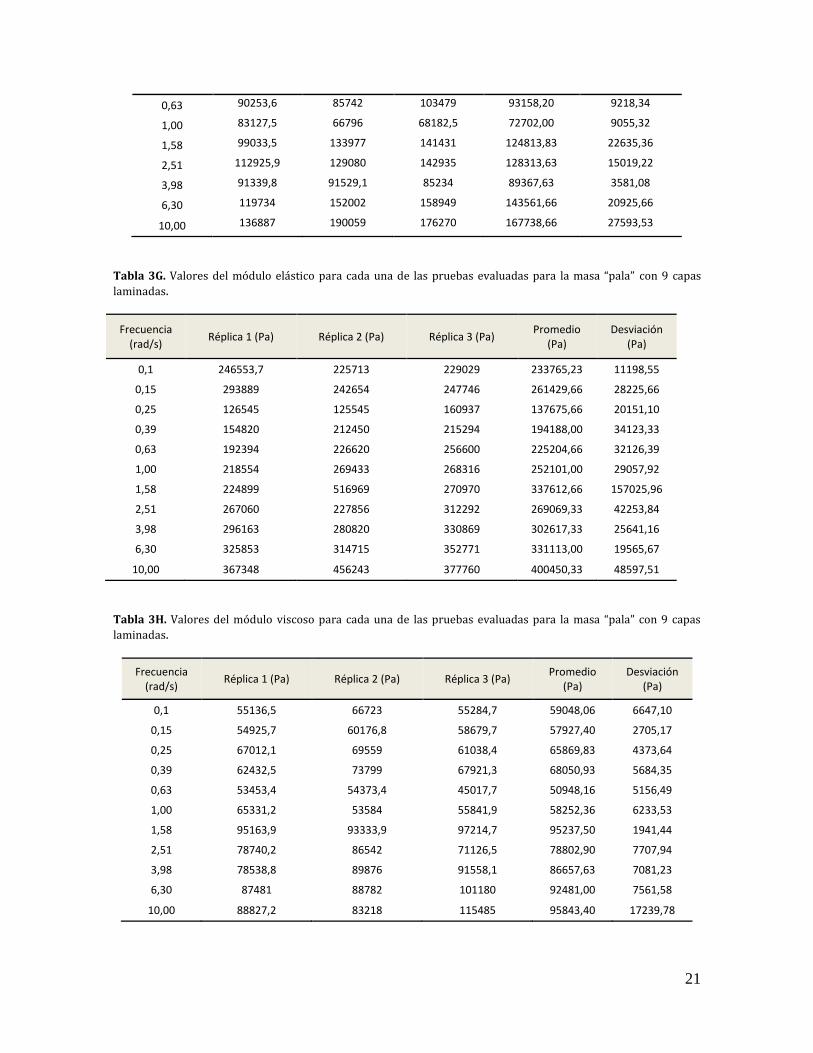
Ahora bien, en el Anexo 6D se exponen los resultados obtenidos para el análisis del contenido de humedad en los productos terminados. Como se mencionó anteriormente, en teoría, el factor más importante en términos del contenido de humedad es la temperatura de horneado, pues durante la cocción de la masa se da el movimiento del agua presente en la misma [10]. Durante los primeros momentos del horneado, al ambiente llega a una condición de humedad saturada, los líquidos presentes en la superficie de la galleta empiezan a condensarse y la corteza se empieza a construir. En este caso, la temperatura de horneado no es el aspecto más relevante sobre la variable de respuesta. Es más, ningún factor evaluado presentó evidencia estadística de tener un nivel de influencia significativo sobre el contenido de humedad de la galleta. No obstante, como se evidencia en el Anexo 6D-A, la masa realizada con un impeler con forma de pala presenta valores de humedad promedio más altos a la media reportada. Así mismo, la suspensión agitada con un impeler de gancho, genera valores significativamente inferiores a la media del contenido de humedad. Es decir, alteraciones en el factor masa se traducen en niveles de variabilidad importantes para la variable de respuesta. Sin embargo, dichas alteraciones no son suficientes para ser consideradas estadísticamente relevantes. Ahora bien, la variación asociada a la masa se puede explicar desde varios puntos. En primer lugar, posiblemente, pese a que las suspensiones fueron preparadas de forma idéntica, se presentaron errores sistemáticos, trayendo como consecuencia alteraciones entre los contenidos de humedad iniciales. Teóricamente, este valor, previo al horneado debe encontrarse entre 43.5% y 45.1% [10], pero pudieron presentarse situaciones (tanto en la agitación como en el fermentado) que generaron diferencias significativas entre el valor de humedad real y el esperado. Por otra parte, cabe la posibilidad que las diferencias entre los métodos de agitación influyan en los contenidos de humedad de la masa. No obstante, el presente informe se centra en las operaciones de laminación y horneado, por lo cual, no se realizaron
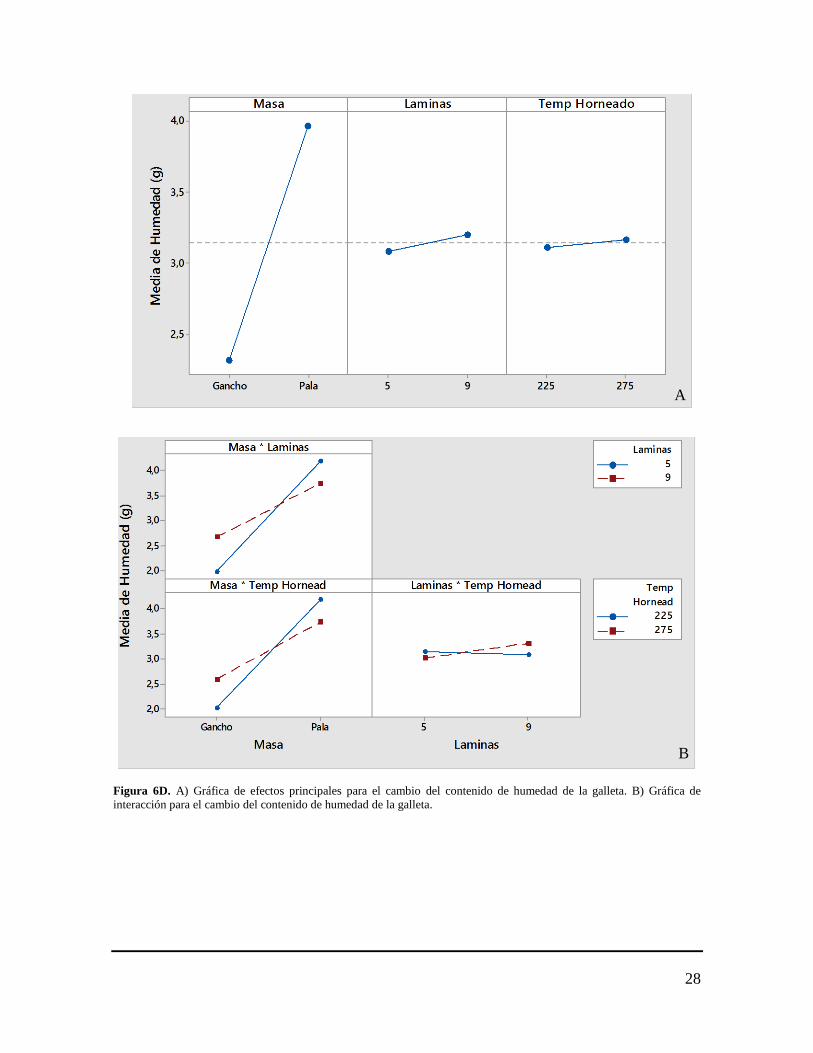
mediciones de propiedades físicas sobre la masa durante los procedimientos de mezclado y fermentación. Para revisar y validar las hipótesis presentadas anteriormente, es pertinente realizar un análisis centrado en la humedad de la suspensión durante el proceso de agitación con los dos tipos de impeler utilizados en el presente informe. Por otro lado, los valores de humedad promedio obtenidos con horneados a 225°C y 275°C son prácticamente iguales al contenido de humedad medio reportado para los experimentos realizados (3,25%). Estos valores se encuentran entre las magnitudes reportadas para el contenido de humedad sugerido en los procesos típicos de producción de galletas cracker (3.0% a 4.0%) [3] . Ahora bien, no se pueden establecer relaciones contundentes a partir de la gráfica de interacciones entre factores (Anexo 6D-B), pues la diferencia de la influencia entre el tipo de masa contra las otras dos variables evaluadas es de gran magnitud. En términos de la resistencia estructural de la galleta horneada, los resultados obtenidos pueden verse representados en el Anexo 6E.
Estadísticamente, la variable de proceso más influyente sobre la resistencia de la galleta es la temperatura de horneado. A 275°C, se obtiene una resistencia de 1N superior a la reportada como promedio para todos los datos tomados. Éste fenómeno se puede explicar a partir de las actividades micro-estructurales que se desarrollan durante el proceso de cocción de las galletas. Como fue mencionado anteriormente, el horneado es la etapa del procedimiento de producción de galletas cracker en la cual se genera la gelatinización del almidón, formación de la estructura celular, formación de la corteza, entre otros. A 275°C se presenta una condición de calor excesivo en el ambiente de horneado [10]. En este estado, la corteza se forma más rápido y se produce una coloración café-negruzca excesiva. Esta estructuración prematura permite que los fenómenos mencionados se desarrollen por un periodo de tiempo adicional (el tiempo de horneado siempre se mantuvo constante), trayendo como consecuencia la gelatinización completa de las moléculas de almidón presentes en la superficie del producto

14
terminado. Así mismo, el proceso de la gelatinización de las moléculas internas de las galletas se extiende, generándose una mayor cantidad de partículas compactas. La combinación de los dos fenómenos expresados anteriormente incide en el aumento de la resistencia de las galletas. Por otra parte, a 225°C se produce una condición de calor insuficiente en el horno [10]. Bajo estas condiciones, es necesario aumentar el tiempo de horneado para conseguir que se desarrollen los fenómenos de cocción de la masa. Dado a que en el presente estudio se mantuvo el tiempo de cocción constante, las muestras horneadas al nivel bajo de la variable de temperatura de horneado, no completaron de forma adecuada su cocción y presentaron debilidades estructurales. En términos del laminado, en el Anexo 6E-A se evidencia que no hay diferencias significativas entre las medias de cada uno de los niveles evaluados y el promedio general de resistencia. Este proceso no busca generar un incremento del soporte estructural del producto horneado. Por el contrario, su principal objetivo es el de dar el aspecto característico a la galleta como producto terminado: delgada y con varias capas de bajo grosor en su interior. Nuevamente, el grafo de interacciones entre factores (Anexo 6E-B) reafirma la influencia de la temperatura de horneado sobre la variable de respuesta y no permite establecer postulados certeros sobre las relaciones. Las parejas que presentan medias superiores al promedio general incluyen y aparecen como dominadas por el comportamiento de dicho factor. Ahora bien, en este caso vale la pena establecer una relación entre las propiedades físicas de la galleta y las propiedades reológicas de la masa. Como fue mencionado anteriormente, para la masa gancho se evidencia un incremento, en un orden de magnitud, de los valores del módulo elástico al laminar con 9 capas en lugar de 5. Por otra parte, en la masa “pala” cierto nivel de estabilidad. En la Figura 15-B se presenta la “traducción” del fenómeno reológico expuesto anteriormente a términos físicos. El tratamiento con resistencia más baja, (gancho – 5 láminas) presenta los menores valores de G’
y, es posible evidenciar un incremento de la resistencia cuando la masa de gancho se procesa con 9 capas (reológicamente, aumenta el valor final del módulo de almacenamiento). Así mismo, en la masa “pala” no hay diferencias significativas entre las medias de la fortaleza estructural. Es decir, el módulo elástico está relacionado con la resistencia del producto horneado. Dado que G’ representa el “componente sólido” del comportamiento visco-elástico [16], un incremento en su magnitud representa un fortalecimiento de las propiedades del producto terminado (en estado sólido). Así mismo, se intuye, que un decrecimiento importante en su valor, se manifestará en una debilitación estructural de la galleta. Ahora, el efecto de esta relación sobre la variable de respuesta analizada es considerablemente inferior al de la temperatura de horneado. 4. CONCLUSIONES En primer lugar, la mejor metodología de laminado para replicar el proceso de producción de galletas cracker a nivel laboratorio es de “lámina y doblez”. A partir de esta, es posible obtener una masa laminada uniforme y eliminar dificultades de procesamiento. Por otra parte, en términos del horneado, utilizando un horno estático, la temperatura de operación con la cual se obtienen productos con características a las galletas presentes en el mercado es de 250°C. Ahora bien, específicamente, las condiciones necesarias para conseguir el horneado adecuado de galletas cracker con 7 capas laminadas y utilizando un horno de estático de convección ESCO Isotherm son de 0,50 mm de espesor de capa, 250°C de temperatura de horneado y 5,0 min (300 segundos) de tiempo de cocción. Vale la pena resaltar que bajo espesores menores a 1,0 mm, los tiempos de horneado son bastante similares, por lo cual, se espera que para un espesor de 3,0 mm (el más utilizado en la industria) sean necesarias condiciones de operación prácticamente idénticas a las sugeridas en el presente informe. La masa de galletas cracker laminada, presenta propiedades reológicas de un cuerpo

15
visco-elástico. Cuando se le aplica un esfuerzo, el cuerpo se deforma de manera exponencial (su deformación va aumentando siguiendo dicha tendencia) para después recuperar parcialmente su forma original al encontrarse en reposo. Así mismo, tras la operación unitaria de laminación, el cuerpo se sitúa en la región rubery plateau del espectro visco-elástico, pues, en un barrido de frecuencia, el módulo de almacenamiento prima sobre el de pérdidas y se evidencia una pequeña tendencia incremental en el primero, mientras el segundo se mantiene estable. El dominio de la respuesta elástica (sólida) sobre la viscosa (líquida) está asociado a la laminación, pues durante este procedimiento se compacta el producto, reduciéndose la distancia entre moléculas (propiedad típica de los sólidos). No se evidenciaron diferencias significativas en el comportamiento reológico de la suspensión al realizar variaciones de las condiciones de operación previas al horneado. Por un lado, la alteración del impeler utilizado durante el mezclado, no produjo cambios en la respuesta de la masa frente a la aplicación de un esfuerzo ni en el comportamiento de G’ y G’’. Nuevamente, este fenómeno está asociado a la importancia de la laminación sobre la reología de los cuerpos evaluados. Una vez se produce la compactación, estos toman propiedades que no se ven influidas por procedimientos desarrollados con anterioridad. La configuración “masa gancho - 9 capas laminadas” presentó un comportamiento anormal, con valores de G’ y G’’ un orden de magnitud mayor a los reportados para sus homólogos. Posiblemente este fenómeno está relacionado a una sinergia entre los niveles mencionados, que se traduce en un incremento en las magnitudes del módulo de almacenamiento y el de pérdidas. Ahora bien, este caso particular no altera el análisis realizado para el comportamiento general de las muestras evaluadas y es necesario realizar un estudio más profundo sobre este tratamiento, con el fin de identificar con seguridad las causas del comportamiento descrito. Por otra parte, la variación de la cantidad de capas laminadas no produjo patrones de alteración concretos sobre las propiedades reológicas de la masa. Por lo tanto, se deduce
que el número de láminas presentes en el producto terminado no influye en G’, G’’ ni en la respuesta de la masa frente a la aplicación de esfuerzos, sino en la procesabilidad del producto. Ahora bien, como trabajo futuro se propone realizar un análisis similar al presente sobre el espesor de lámina de la galleta, buscando establecer su influencia sobre el comportamiento reológico de la suspensión de ingredientes. En términos de las propiedades físicas del producto horneado, el factor con más relevancia en las variaciones de las dimensiones y la resistencia es la temperatura de horneado. La ausencia o exceso de calor genera alteraciones representadas en variaciones en las medias del área superficial y la resistencia a la fuerza. Por otra parte, no existe relación estadística entre las variables de proceso examinadas y el espesor (inflado) de la galleta. El proceso de inflado de la galleta se produce en cada cocción de forma independiente y no hay evidencia estadística que sugiera que se ve influido por cambios en las condiciones de procesamiento analizadas en el presente informe. Así mismo, los factores evaluados tampoco presentan indicios estadísticos de ser influyentes en el contenido de humedad del producto terminado. No obstante, bajo los niveles de la variable masa se generan alteraciones considerables en dicha propiedad. Estos cambios pueden estar asociados a modificaciones de los contenidos de humedad en las suspensiones a partir de las diferencias en el proceso de agitación. Es necesario, como trabajo futuro, realizar una evaluación de la humedad de la masa antes y después de la operación de la agitación para confirmar si los resultados obtenidos en el presente informe están asociados a dicho procedimiento, a otros aspectos del proceso o a errores sistemáticos en la preparación de las muestras. Existe una relación directa entre el comportamiento reológico de la suspensión (en términos de módulos de viso-elasticidad) y la resistencia a la fuerza de los productos terminados. Un valor del módulo viscoso más alto que la media se traduce en una mayor resistencia de la galleta horneada. Por otro lado, un valor más bajo de G’, se manifiesta en una resistencia más baja. Dado que G’

16
representa la respuesta sólida del comportamiento visco-elástico, variaciones en este generan modificaciones en las propiedades características del producto en estado sólido. Por último, con el ánimo de continuar el estudio del procesamiento de las galletas tipo cracker, además de los aspectos mencionados anteriormente, se propone la realización de un estudio similar al presente adicionando la variable utilizando un horno continuo, pues es el equipo utilizado en la industria para la cocción de del producto analizado. También, se sugiere establecer un método cuantitativo para definir el punto en el cual se considera que un producto está correctamente horneado. Así mismo, es menester estudiar a profundidad el proceso de fermentación, pues es una etapa de gran importancia en la constitución de la masa y puede estar fuertemente involucrada en el comportamiento de las propiedades reológicas de la suspensión y las propiedades físicas del producto terminado.

17
5. BIBLIOGRAFÍA
[1] G. Noel, «Saltín Noel,» 2016. [En línea]. Available: http://www.saltinnoel.com.co/productos-saltin-noel.
[2] D. Manley, Biscuit, craker and cookie recipes for the food industry, Boca Raton: Woodhead Publishing Limited, 2001, p. 32.
[3] R. Miller, «Bisuits, Cookies and Crackers: Nature of Products,» Encyclopedia of Food and Health, pp. 445-450, 2016.
[4] D. Manley, «The Biscuit Doctor-Laminating,» 2008. [En línea]. Available: http://www.thebiscuitdoctor.com/manufacturing-processes/78-resources/processes-laminating/176-laminating.
[5] G. Wright, «The Lamination Process in Fermented Crackers,» Biscuit People, 2016.
[6] M. Mihaelos, «Cracker Processing - Biscuit Technology,» North America Region Biscuit Research, Development & Quality, pp. 1-44, 29 04 2014.
[7] e. a. Baldino Noemi, «Modeling of baking behavior of semi-sweet short dough biscuits,» Innovative Food Science and Emerging Technologies , pp. 40-52, 2014.
[8] L. Tiphaine, «Basic Mechanisms of Starch Gelatinization,» de Bakery products. Science and Technology, Wiley, 2014, p. 345.
[9] L. Tiphaine, «Protein Coagulation,» de Bakery Products Science and Technology, Segunda Edición ed., Wiley, 2014, p. 346.
[10] M. Chang, «Baking,» de Bakery Products: Science and technology, New York, Blackwell Publishing, 2006, pp. 273-283.
[11] L. Tiphaine, «Crust Formation,» de Bakery Products, Science and Technology, Segunda Edición ed., Wiley, 2014, p. 348.
[12] T. Sanz, L. Laguna y A. Salvador, «Biscuit dough structural changes during heating: Influence of shortening and cellulose ether emulsions,» Food Science and Technology, pp. 962-969, 2015.
[13] S. Cauvain y L. Young, Baked Products: Science, technology and Practice, Oxford: Blackwell, 2006.
[14] E. Zoulias, V. Oreopoulou y K. Kounalaki, «Effect on fat and sugar replacement on cookie properties,» Journal of Science of Food and Agriculture, pp. 1637-1644, 2002.
[15] S. Gulum, Food Engineering Aspects of Baking Sweet Goods, Dubiln: CRC Press, 2008.
[16] H. Barnes, «Measuring Linear Viscoelasticity,» de A Handbook of Elementary Rheology, Penglais, Institute of Non-Newtonian Fluid Mechanics, University of Wales, 2000, pp. 84-90.

18
6. ANEXOS Anexo 1 – Tabla de relaciones entre los tiempos de horneado y espesor le lámina.
Tabla 1A. Tabla de relaciones entre los tiempos de horneado de las galletas respecto al espesor de lámina.
Referencia de espesor en máquina
Espesor (+/- 0,05 mm)
Tiempo de horneado 1 (+/- 0,05 s)
Tiempo de horneado 2 (+/- 0,05 s)
Tiempo de horneado 3 (+/- 0,05 s)
Tiempo de horneado promedio (+/- 0,05 s)
1 2,50 485 506 492 494,33 2 2,00 435 413 440 429,33 3 1,50 365 360 364 363,00 4 1,00 338 315 342 331,67 5 0,75 309 315 312 312,00 6 0,50 296 305 300 300,33
Anexo 2 – Agitadores utilizados en el proceso de mezclado de la masa.
Figura 2A. Agitadores utilizados durante el proceso de mezclado de las masas. La imagen de la izquierda corresponde al
impeler de “gancho”. La imagen de la derecha corresponde al impeler de pala.
Anexo 3 – Datos obtenidos a partir de las pruebas oscilatorias.
Tabla 3A. Valores del módulo elástico para cada una de las pruebas evaluadas para la masa “gancho” con 5 capas
laminadas.
Frecuencia (rad/s)
Réplica 1 (Pa) Réplica 2 (Pa) Réplica 3 (Pa) Promedio (Pa) Desviación (Pa)
0,1 3807,57 4131 3234,17 3724,24 454,18
0,15 257495 378339 290179 308671,00 62508,26
0,25 412653 511729 510370 478250,66 56813,30
0,39 389251 366646 288446 348114,33 52895,92

19
0,63 455862 375936 355852 395883,33 52904,84
1,00 490191 460232 371038 440487,00 61981,91
1,58 610397 723957 632536 655630,00 60199,40
2,51 572577 523676 466545 520932,66 53069,20
3,98 702315 815669 789753 769245,66 59394,40
6,30 717901 849414 730621 765978,66 72536,47
10,00 773327 919296 988527 893716,66 109856,66
Tabla 3B. Valores del módulo viscoso para cada una de las pruebas evaluadas para la masa “gancho” con 5 capas
laminadas.
Frecuencia (rad/s)
Réplica 1 (Pa) Réplica 2 (Pa) Réplica 3 (Pa) Promedio (Pa) Desviación (Pa)
0,1 450,212 63732 1480,94 21887,71 36241,87
0,15 116778 219850 116427,7 151018,56 59610,02
0,25 100755 124408 105698 110287,00 12476,38
0,39 149474 181303 108316,8 146364,60 36592,31
0,63 32327 24817,5 43698,1 33614,20 9505,88
1,00 174276 195873 140824 170324,33 27736,43
1,58 153840,5 175906 123613 151119,83 26252,44
2,51 228990 248528 232200 236572,66 10477,28
3,98 184942 200681 176031 187218,00 12481,61
6,30 191204 165418 185927 180849,66 13622,18
10,00 227017 306203 194332 242517,33 57523,69
Tabla 3C. Valores del módulo elástico para cada una de las pruebas evaluadas para la masa “gancho” con 9 capas
laminadas.
Frecuencia (rad/s)
Réplica 1 (Pa) Réplica 2 (Pa) Réplica 3 (Pa) Promedio (Pa) Desviación
(Pa)
0,1 3287510 2225250 2022580 2511780,00 679401,61
0,15 3669240 2876790 3128870 3224966,67 404870,56
0,25 4143860 3055130 3107750 3435580,00 613952,47
0,39 4324340 3556960 3352480 3744593,33 512379,41
0,63 5138120 3894130 3617970 4216740,00 809797,45
1,00 5587230 4158890 4678050 4808056,67 722990,38
1,58 6164210 4406760 4942710 5171226,67 900734,43
2,51 6402080 4678470 5138890 5406480,00 892418,71
3,98 6712160 5194020 5454840 5787006,67 811750,13
6,30 6961280 5533040 5636370 6043563,33 796443,45
10,00 7461550 6017690 6882100 6787113,33 726601,52

20
Tabla 3D. Valores del módulo viscoso para cada una de las pruebas evaluadas para la masa “gancho” con 9 capas
laminadas.
Frecuencia (rad/s)
Réplica 1 (Pa) Réplica 2 (Pa) Réplica 3 (Pa) Promedio (Pa) Desviación
(Pa)
0,1 1286110 914047 980600 1060252,33 198408,89
0,15 1424940 1155570 1116970 1232493,33 167777,47
0,25 1425650 1511660 1424066 1453792,00 50121,41
0,39 1845030 1253420 1495652 1531367,33 297417,69
0,63 1476950 1555280 1497213 1509814,33 40657,00
1,00 1306940 1235940 1302793 1281891,00 39848,71
1,58 659728 1409870 1427676 1165758,00 438325,26
2,51 1091950 1530120 1315428 1312499,33 219099,68
3,98 1160440 1333360 1230213 1241337,67 86995,11
6,30 1321420 1268890 1307093 1299134,33 27154,29
10,00 1232270 1128640 1372469 1244459,67 122370,69
Tabla 3E. Valores del módulo elástico para cada una de las pruebas evaluadas para la masa “pala” con 5 capas
laminadas.
Frecuencia (rad/s)
Réplica 1 (Pa) Réplica 2 (Pa) Réplica 3 (Pa) Promedio (Pa) Desviación (Pa)
0,1 121474 128477 154901 134950,66 17628,73
0,15 175719 255430 232661 221270,00 41058,21
0,25 213044 260433 270293 247923,33 30606,05
0,39 246188 262808 279031 262675,66 16421,89
0,63 292131 325717 339178 319008,66 24230,27
1,00 317089 415035 352102 361408,66 49631,79
1,58 385471 489824 407223 427506,00 55053,94
2,51 388712 510045 433048 443935,00 61394,78
3,98 417636 573857 482912 491468,33 78461,19
6,30 436247 591626 511698 513190,33 77700,24
10,00 470301 626277 553414 549997,33 78044,11
Tabla 3F. Valores del módulo viscoso para cada una de las pruebas evaluadas para la masa “gancho” con 5 capas
laminadas.
Frecuencia (rad/s)
Réplica 1 (Pa) Réplica 2 (Pa) Réplica 3 (Pa) Promedio (Pa) Desviación (Pa)
0,1 79793,2 84765,5 74174,7 79577,80 5298,68
0,15 43290,3 50860,9 57615,9 50589,03 7166,66
0,25 97217,2 139081 132899 123065,73 22597,88
0,39 72629,1 93573 72350,4 79517,50 12173,21
21
0,63 90253,6 85742 103479 93158,20 9218,34
1,00 83127,5 66796 68182,5 72702,00 9055,32
1,58 99033,5 133977 141431 124813,83 22635,36
2,51 112925,9 129080 142935 128313,63 15019,22
3,98 91339,8 91529,1 85234 89367,63 3581,08
6,30 119734 152002 158949 143561,66 20925,66
10,00 136887 190059 176270 167738,66 27593,53
Tabla 3G. Valores del módulo elástico para cada una de las pruebas evaluadas para la masa “pala” con 9 capas
laminadas.
Frecuencia (rad/s)
Réplica 1 (Pa) Réplica 2 (Pa) Réplica 3 (Pa) Promedio
(Pa) Desviación
(Pa)
0,1 246553,7 225713 229029 233765,23 11198,55
0,15 293889 242654 247746 261429,66 28225,66
0,25 126545 125545 160937 137675,66 20151,10
0,39 154820 212450 215294 194188,00 34123,33
0,63 192394 226620 256600 225204,66 32126,39
1,00 218554 269433 268316 252101,00 29057,92
1,58 224899 516969 270970 337612,66 157025,96
2,51 267060 227856 312292 269069,33 42253,84
3,98 296163 280820 330869 302617,33 25641,16
6,30 325853 314715 352771 331113,00 19565,67
10,00 367348 456243 377760 400450,33 48597,51
Tabla 3H. Valores del módulo viscoso para cada una de las pruebas evaluadas para la masa “pala” con 9 capas
laminadas.
Frecuencia (rad/s)
Réplica 1 (Pa) Réplica 2 (Pa) Réplica 3 (Pa) Promedio
(Pa) Desviación
(Pa)
0,1 55136,5 66723 55284,7 59048,06 6647,10
0,15 54925,7 60176,8 58679,7 57927,40 2705,17
0,25 67012,1 69559 61038,4 65869,83 4373,64
0,39 62432,5 73799 67921,3 68050,93 5684,35
0,63 53453,4 54373,4 45017,7 50948,16 5156,49
1,00 65331,2 53584 55841,9 58252,36 6233,53
1,58 95163,9 93333,9 97214,7 95237,50 1941,44
2,51 78740,2 86542 71126,5 78802,90 7707,94
3,98 78538,8 89876 91558,1 86657,63 7081,23
6,30 87481 88782 101180 92481,00 7561,58
10,00 88827,2 83218 115485 95843,40 17239,78

22
Anexo 4 – Resultados de las pruebas estadísticas para las propiedades físicas evaluadas.
Figura 4A. Tabla ANOVA para la variable de respuesta Largo.
Figura 4B. Tabla ANOVA para la variable de respuesta Ancho.

23
Figura 4C. Tabla ANOVA para la variable de respuesta Espesor.
Figura 4D. Tabla ANOVA para la variable de respuesta Contenido de Humedad.

24
Anexo 5 – Gráficas resultantes del diseño factorial
Figura 5A. A) Gráfica de residuos para el ancho de la galleta horneada. B Gráfica de residuos para el espesor de la galleta
horneada. C) Gráfica de residuos para el contenido de humedad de la galleta horneada. D) Gráfica de residuos para el
largo de la galleta horneada E) Gráfica de residuos para la resistencia de la galleta horneada.
A B
C D
E

25
Anexo 6 – Gráficas de efectos e interacciones del diseño factorial.
Figura 6A. A) Gráfica de efectos principales para el cambio de la magnitud del ancho de la galleta. B) Gráfica de
interacción para el cambio de la magnitud del ancho de la galleta.
B
A

26
Figura 6B. A) Gráfica de efectos principales para el cambio de la magnitud del largo de la galleta. B) Gráfica de
interacción para el cambio de la magnitud del largo de la galleta.
A
B

27
Figura 6C. A) Gráfica de efectos principales para el cambio de la magnitud del espesor de la galleta. B) Gráfica de
interacción para el cambio de la magnitud del espesor de la galleta.
A
B
28
Figura 6D. A) Gráfica de efectos principales para el cambio del contenido de humedad de la galleta. B) Gráfica de
interacción para el cambio del contenido de humedad de la galleta.
B
A
29
Figura 6E. A) Gráfica de efectos principales para la resistencia de la galleta. B) Gráfica de interacción para la resistencia
de la galleta.
A
B

30