Esta obra está bajo una Licencia Creative Commons ... · PAR.A ALEACION DE HIERRO GRIS EN CUBILOTE...
180
Transcript of Esta obra está bajo una Licencia Creative Commons ... · PAR.A ALEACION DE HIERRO GRIS EN CUBILOTE...


Esta obra está bajo una Licencia Creative Commons Atribución-NoComercial
Compartirlgual 4.0 Internacional.

MINISTERIO DE TRABAJO Y SEGURIDAD SOCIAL
SERVICIO NACIONAL DE APRENDIZAJE "SEi·-!A"
Sub-dirección de Industria y de la Construcción
CENTRO NACIONAL DE METALURGIA
MANUAL TECNICO SOBRE
PREPARACION DE CARGAS PARA LA FUSION
DE METALES
ESPECIALIDAD; MOLDEO FUNDICION
BLOQUE MODULAR: PREPARACION DE CARGAS
PARA LA FUSION DE
... METALES •.
CODIGO 2200111
SANTAFE DE BOGOTA, D.C. 1994

INTRODUCCION
OBJETIVOS
TABLA DE CONTENIDO
OBJETIVO GENERAL
OBJETIVOS ESPECIFICOS
CAPITULOS
1. FUNDAMENTOS BASICOS SOBRE
LA PREPARACION DE CARGAS PARA
LA FUSION
1.1 DEFINICIONES DE MATERIALES
1.2 MATERIALES EMPLEADOS PARA
PREPARAR CARGAS PARA LA FUSION
1.2.1 Carga Metálica (empleada para
preparar cargas para la fusión)
1.2.2 Aditivos
1.2.3 Combustibles
2. PREPARACION DE CARGAS PARA LA
FABRICACION DE ALEACIONES DE
Pág.
1
1
1
3
4
4
4
6
7
9

2.1
2.2
HIERRO GRIS, MALEABLE Y NODULAR
INTRODUCCION
PREPAR.ACION DE CARGAS
PAR.A ALEACION DE HIERRO
GRIS EN CUBILOTE
2.2.1 Materiales de Carga, definición
de cada uno
2.2.2 Cómo seleccionar la pedacería
para uso en el cubilote
2.2.3 Tamaño y preparación de la
chatarra
2.2.4 Virutas procedentes de
operaciones de mecanizado
2.2.5 Especificaciones para
seleccionar chatarra de hierro
colado y de acero
2.2.6 Elementos indeseables en la
chatarra
2.2.7 Cargas que contienen gran
cantidad de pedacería
2.2.8 Aleaciones émpleadas en la
fusión en cubilote
2.2.9 Inoculantes
3. PREPAR.ACibN DE CARGAS PAR.A
LA FABRICACION DE ACEROS COLAOOS
12
12
13
13
36
41
43
44
47
47
53
54
62

3.1 INTRODUCCION
3.2 MATERIALES EMPLEAOOS EN LA
PREPARACION DE CARGAS PARA LA
FABRICACION DEL ACERO
3.3 CLASIFICACION DE LA CHATARRA
DE ACERO POR COMPOSICION
QUIMICA
3.4 SELECCION, INSPECCION Y
PREPARACION DE CHATARRA
3.5 ORGANIZACION DEL PATIO DE
CHATARRA
3.6 FUNDENTES
3.7 RECARBURANTES
3.8 FERROALEACIONES
3.8.1 Ferromanganeso
3.8.2 Ferrosilicio
3.8.3 Ferrocromo
3.8.4 Ferrovanadio
3.8.5 Ferrotugsteno
3.8.6 Ferromolibdeno
3.8.7 Ferrouranio
3.8.8 Ferrotitanio
3.9 HORNO ELECTRICO DE ARCO
3.10 HORNO ELECTRICO DE INDUCCION
3.11 TIPOS DE CARGA HORNO DE ARCO
62
63
66
67
67
70
73
74
75
75
75
76
76
77
78
78
79
80
81

3.12 CLASIFICACION DE LOS ACEROS
3.13 ACEROS
3.14 INFLUENCIA DE LOS ELEMENTOS
ALEATORIOS SOBRE LAS PROPIEDADES
DEL ACERO
4. MATERIALES PARA LA FUSION
DEL ALUMINIO
4.1 INTRODUCCION
4.2 CHATAP..RA
4.3 CLASIFICACION DE LA CHATARRA
SEGUN EL ORIGEN
4.4 PERDIDAS POR OXIDACION DE
DIFERENTES MATERIALES
4.5 TABLA SOBRE LAS DIFERENTES
CHATARRAS DE ALUMINIO
4.6 PREPARACION DE LAS CARGAS
4.7 PROCEDIMIENTOS DE SELECCION
4.8 TRATAMIENTOS PARTICULARES
4.9 OPERACIONES FUNDAMENTALES
PARA LA SELECCION DE LA
CHATARRA PARA PREPARAR CARGAS
4.10 COMBUSTIBLES UTILIZADOS PARA
LA OBTENCION DE ALEACIONES DE
ALUMINIO
4.11 PREPARACION DE COMBUSTIBLES
84
85
86
92
82
93
93
94
94
96
97
99
100
102
103

4.12 ALEACIONES MADRES
4.13 FUNDENTES
4.14 FLUJOGRAMA SOBRE LA PREPARACION
DE CARGAS
5. PREPARACION DE CARGAS PARA
LA FABRICACION DE ALEACIONES
DE COBRE
5.1 INTRODUCCION
5.2 PREPARACION DE CARGA METALICA
5.3 COMBUSTIBLES
5.4 PROCESOS DE CARGUE
5.5 FUNDENTES, DESGACIFICADORES y
CUBRIDORES UTILIZADOS PARA
LA FUSION DEL COBRE Y sus
ALEACIONES
5.5.1 Recomendaciones generales para
el uso de los fundentes
5.5.2 Composición de algunos fundentes
(mezclas)
5.5.3 Fundentes depuradores
5.5.4 Fundentes neutros o cubridores
5.5.5 Fundentes reductores
5.5.6 Fundentes ácidos
5.5.7 Fundentes básicos
5.6 TABLA SOBRE CHATARRAS DE BRONCES
104
105
108
112
112
113
115
116
119
121
124
124
125
125
126

CON SU COMPOSICION Y USOS
5.6.1 Tabla sobre chatarra de bronce
fosforado
5.6.2 Tabla de chatarras de bronce
al plomo
5.6.3 Latones corrientes
5.6.4 Cuproaluminios
5.6.5 Cuproniqueles
5.6.6 Cobres
5.6.7 Composicion y propiedases
de aleaciones de cobre
5.6.8 Recomendaciones para la fusión y
tratamiento de metales no
ferrosos (Cobre y sus aleaciones)
5.6.9 Pérdidas por fusión
5.6.10 Proporcionalidad de la carga
5.6.11 Especificaciones de endurecedores
utilizados para aleaciones de base
de cobre
GLOSARIO
BIBLIOGRAFIA
ANEXO l. SEGURIDAD PARA LA MANIPULACION
DE MATERIALES
127
128
129
130
131
132
133
137
138
139
139
145
147
156
158

INTRODUCCION
Uno de los problemas más sentidos para la fabricaci6n de
aleaciones normalizadas, consiste en la obtenc i é,n,
clasificaci6n y preparación de las cargas metálicas
apropiadas, empleadas en los diferentes procesos de
fusión.
Con el
necesario·::;
propé,si to
para el
de
uso
facilitar los
adecuado de
materia.les met.é.l icos, empleados en
aleaciones ferrosas ,·
no ferrosas,
interesados este manu.a 1, cuyas
conocimientos
los diferentes
la fusión de
presentó a los
características
especificas se orientan hacia la clasificación de
chatarras, identificación de materiales, preparación Y'
adecuación de las mismas.
Para el desarrollo de este manual recogi información de
diferentes fuentes escritas de origen nacional e
i nternac iona 1, como también de las e:-iper i ene i as
realizadas por el Centro de Metalurgia y las propias del
autor.

Para una mejor comprensi6n se ordenaron los temas de
acuerdo a los m6dulos instruccionales identificados en el
bloqu.E� modular "PR.EPAF{ACION DE c;1R.GAS PAR.A LA FIJSHJN" del
itinerario de la especialidad de moldeo fundici6n.
También se presentan las definiciones tecnol6gicas de los
términos utilizados, como los procesos donde tienen ·;:;u.
aplicación.
OBJETIVOS
OBJETIVO GENERAL
Producir un documento pedag6gico que sirva de base para
el conocimiento de los materiales empleados en la fusi6n
de metales ferrosos y no ferrosos, sus propiedades, usos
y aplicaciones tecnol6gicas.
OBJETIVOS ESPECIFICOS
Servir de documento de estudio para la formaci6n de
los trabajadores alumnos, en los diferentes modos de
formaci6n impartidos en la especialidad de moldeo
fundici6n.
Servir de documento de apoyo para desarrollar la
tecnología correspondiente, en las empresas del
sector metal6rgico.
Será un documento de consulta para universitarios,
técnicos y quien desee conocer la tecnología sobre

2
los materiales de fusi6n.
Servir como método de orientaci6n al personal interno
y e:<terno del "SENA" que dé asistencia técnica. y
asesoría .

3
CAPITULOS
l. FUNDAMENTOS BASICOS SOBRE LA PREPARACION DE CARGAS
PARA LA FUSION.
2. PREPARACION DE CARGAS PARA LA FABRICACION DE
ALEACIONES DE HIERRO GRIS, MALEABLE Y NODULAR.
3. PREPARACION DE CARGAS PARA LA FABRICACION DE
ACEROS COLADOS.
4. PREPARACION DE CARGAS PARA LA FABRICACION DE
ALEACIONES BASE ALUMINIO.
5. PREPARACION DE CARGAS PARA LA FABRICACION DE
ALEACIONES BASE COBRE.

1. FUNDAMENTOS BASICOS SOBRE LA PREPARACION
DE CARGAS PARA LA FUSION
1.1 DEFINICION DE MATERIALES
4
Se define un material como un cuerpo que consta de una o
varias sustancias que sirve industrialmente para producir
o fabricar elementos u objetos mediante un proceso
fisico, quimico, mecánico o por combinaci6n de ellos.
1.2 MATERIALES EMPLEADOS PARA PREPARAR CARGAS PARA LA
FUSION
Se pueden distinguir dos grupos de materiales:
Los materiales cuyo origen aún se puede comprobar en
la pieza de trabajo, por ejemplo el hierro.
Los productos auxiliares; que se consumen en el curso
de fabricaci6n y no son reconocibles sobre la pieza
de trabajo. Ejemplo: el carb6n coque.

5
DIVISION DE MATERIALES
MATERIALES
METALES COMPUESTOS NO METALICOS
FERROSOS !NO FERROSOS 1 SINTETICOS !NATURALES
Los materiales metálicos ferrosos y no ferrosos, para el
prop6sito de la fusi6n se encuentran en el comercio bajo
diferente denominaciones.
FERROSOS Y NO FERROSOS
1- Lingotes
Chatarras
Retornos o recirculantes
Virutas o mecanizados
Ferroaleaciones
Aleaciones Madres1- Combinaciones diferentes
Otras sustancias son compuestos muy caracterizados de
elementos metálicos y no metálicos.
RECEPCION DE MATERIALES
Antes de ingresar un material a la planta, se le debe
someter a una inspecci6n, con el objeto de determinar si
6
cumple o no 1 os requ. is i to·5 establecidos por la empresa
para su utilizaci6n dentro del proceso.
En oportunidades la inspecc1on es suficiente, pero en
casos donde e:< i·:::;ten serias dudas sobre 1 a·3
caracteristicas del material o cuando las condiciones de
calidad o del equipo lo e:< i .jan se deberán realizar
análisis de laboratorio.
Los fa.ctores que se deben considerar al inspeccionar un
material pueden ser:
Clase de material
Procedencia
Cant ida.d
Tamaño
Ca.lidad
Contaminación
Peso
Otras normas que establezca el comprador.
1.2.1 Carga Metálica (empleada para preparar cargas para
la fusión)
Lingotes: Son bloques metálicos de diferentes

7
dimensiones que posteriormente han de fundirse.
Lingote Estequométrico: Están constituidos por una
aleaci6n preparada bajo análisis (Titulo) y colado en
lingotes a fin de obtener una primera solidificaci6n
y una desgacificaci6n. Ejemplo: aleaciones madres.
Chatarra: Nombre que se da a la fundici6n,
procedente de piezas viejas, rotas, desgastadas o
desechos (mecanizado, forja, embutido, etc) que se
refunden nuevamente.
Retorno: Corresponde a los bebederos, canales de
entrada, piezas defectuosas de las coladas anteriores
y en general a los sistemas de colada y alimentaci6n.
Virutas: Material metálico procedente de operaciones
de mecanizado como (torno, fresa, etc.), que
generalmente se utiliza en forma de briquetas
(pastillas) que se aglomeran de forma y tamaño
adecuado.
1.2.2 Aditivos. Son sustancias que se añaden
voluntariamente a una metal base en curso de la

8
elaboraci6n de aleaciones o metales industriales por
fusi6n. Estas adiciones pueden ser:
Constitutivas: Si se a�aden a las cargas frias con
el fin de regular la composici6n química de la
aleación. Ejemplo: metales puros, aleaciones
madres.
De Compensaci6n: Introducidas en forma de
ferroaleaciones con el fin de compensar las pérdidas
por volatizaci6n.
Depuradores: Destinados a eliminar determinadas
sustancias o elementos indeseables, denominadas
impurezas, tales como el oxigeno, azufre, nitrógeno o
neutralizar sus efectos.
Protectores: Son sustancias que dan lugar a una masa
fundida que reduce o evita, durante la fusión del
metal que se desea proteger, su oxidaci6n o
contaminación (por los gases de la atm6sfera y de la
combustión) a través de la superficie del ba�o
fundido.

9
De Afino: Afinan o modifican el tama�o del grano de
la masa al estado s6lido, como el aluminio en los
aceros, el f6sforo en las aleaciones de aluminio con
elevado contenido de silicio, etc .
De Inoculaci6n: Actúan como gérmenes de
cristalizaci6n. (grafito en las fundiciones)
1.2.3 Combustibles. Son combustibles todas aquellas
sustancias o materias primas consumidas por los hornos,
naturales o artificiales, s6lidas, liquidas o gaseosas,
cuyo calor combinado puede ser aprovechado
econ6micamente.
En el más amplio sentido, son combustibles todas aquellas
sustancias que llevadas a la temperatura de inflamaci6n o
por influencia del oxigeno del aire y de combusti6n, o de
otro soporte de oxigeno, se transforman enteramente en
compuestos gaseosos y un resto incombustible, con llama o
incandescencia .
La cantidad de energía química
cantidad de combustible es pcir
contenida
supuesto
en cualquier
limitada V J
disponible en una sola ocasi6n, por lo que es preciso,

10
que se le de el mejor uso posible cuando se está
utilizando esa oportunidad única,
Existen diferentes formas de clasificar los combustibles.
En nuestro caso teniendo en cuenta su uso industrial, los
clasificaremos en: s6lidos, liquidas y gaseosos, también
consideramos únicamente los que se emplean para la fusi6n
de metales.
Coque Metalúrgico. Es el residuo s6lido de la
destilaci6n seca de las hullas grasas de gas coque, o
temperaturas superiores a 600 grados centigrados.
La pirogenaci6n o coquizaci6n del carb6n por medio del
calor ! fuera del contatto del aire da un residuo s6lido
(el coque).
Las propiedades del coque se estudiarán más adelante en
el m6dulo de preparaci6n de cargas para el cubilote.
A.C.P.M. El A.C.P.M. se usa en los hornos de crisol
fundir metales no ferrosos y en los hornos de
tratamiento térmico. Con este combustible se puede
obtener temperaturas hasta de 1500 ª C.

1 1
Aceite. El aceite quemado, es un combustible de uso
muy corriente en los hornos de crisol para fundir metales
no ferrosos. Es de bajo costo, pero tienen la desventaja
de contaminar de gases al ba�o metálico, cuando no se
toman precauciones especiales en su manejo.
Gas. Es procedente de los yacimientos de petróleo
compuesto de hidrocarburos. El butano y el propano se
distribuyen en botellas y la industria las utiliza debido
a su alto poder calorifico. En nuestro caso
para la fusión de no ferrosos en poca cantidad.
Electricidad. La energía eléctrica
se emplea
no es un
combustible sino que un sustituto que reemplaza, Y a
veces desplaza, los combustibles en muchas aplicaciones
industriales.
La electricidad se usa en trece tipos fundamentales de
hornos:
Hornos de resistencia
Hornos de arco
Hornos de inducción.

2. PREPARACION DE CARGAS PARA LA FABRICACION DE
ALEACIONES DE HIERRO GRIS, MALEABLE Y NODULAR
2.1 INTRODUCCION
El prop6sito en este m6dulo es hacer que el estudiante
valiéndose de los conocimientos del m6dulo anterior y con
la ayuda de su instructor, conozca con propiedad los
materiales empleados en la preparaci6n de cargas para la
fabricaci6n de aleaciones de hierro gris, maleable y
nodular, los sepa diferenciar tanto en su aspecto físico
como tecnológico, valiéndose de ciertos recursos que
faciliten el logro de los objetivos propuestos.
Si bien es cierto,· las piezas fundidas están hechas de
innumerables aleaciones pero a efectos comerciales pueden
considerarse como pertenecientes a los siguientes grupos:
hierro (fundici6n gris ordinaria, fundici6n blanca,
fundici6n maleable, y fundiciones grises especiales
(esferoidales)).
Los metales ferrosos o metales a base de hierro son toda

una serie de materiales que van desde el hierro puro
hasta los aceros aleados.
13
Solo nos ocuparemos en este m6dulo del grupo que se ha
mencionado inicialmente por ser muy utilizados en la
práctica metalórgica.
2.2 PREPARACION DE CARGAS PARA ALEACIONES DE HIERRO GRIS
EN CUBILOTE
Básicamente las cargas que se utilizan para fabricar
aleaciones de hierro gris en cubilote están compuestas
por los siguientes materiales:
Arrabio
Chatarra de hierro
Chatarra de acero
Ferroaleaciones
Carb6n coque
Fundente (piedra caliza)
Aire
2.2.1 Materiales de carga, definici6n de cada uno.
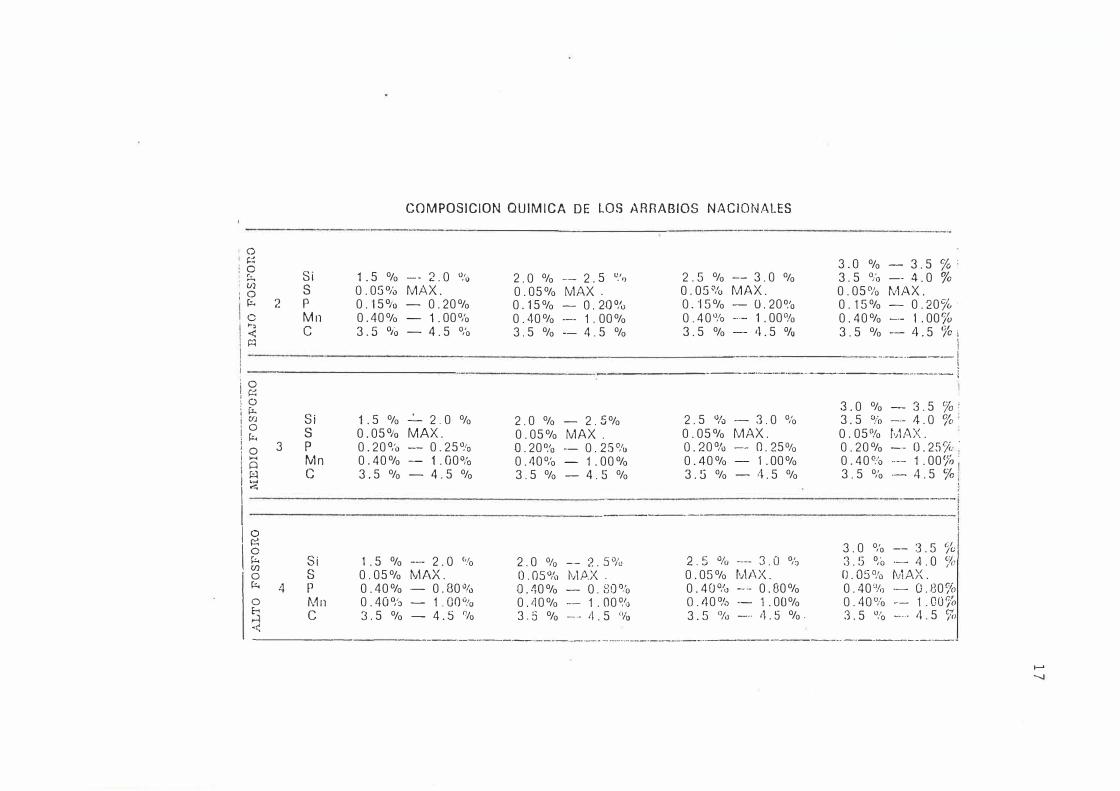
Arrabio Hematita (menos de 0.10¼P)
Arrabio bajo f6sforo (0.10-0.20¼P)

14
Arrabio medio f6sforo (0.20-0.30¼P)
Arrabio alto f6sforo (más de 0.30¼P)
El arrabio bajo f6sforo son utilizados para la
fabricaci6n de las siguientes piezas: campanas para
frenos, discos para frenos, válvulas, lingoteras, cuerpos
moledores, telares, bancadas de tornos, moldes para
vidrio, camisas para motor, repuestos para automotores,
maquinaria agrícola, etc.
Los arrabios (medio son utilizados en la
fabricaci6n de: zapatas para freno (ferrocarriles),
piezas para máquinas de coser, trapiches paneleros,
hidrantes, despulpado ras de masas para molino
azucarero, prensas de banco, piezas para básculas,
repuestos de maquinaria en general, etc.
Este arrabio es utilizado por las pequeRas fundiciones en
país que fabrican piezas varias.
El arrabio alto en f6sforo se utiliza para la fabricaci6n
de camisas.
Chatarra de Hierro (desecho). Por mucho tiempo se
crey6 que no se podían obtener buenas piezas fundidas

15
continuamente de las chatarras de hierro que se compran.
La razón de esta idea, era aparentemente, que muchas
fundiciones habian obtenido resultados poco uniformes
empleando hierro viejo mal seleccionado, el cual en la
mayoría de los casos contiene impurezas nocivas.
La selección de las chatarras de hierro es muy importante
y solamente con un conocimiento elemental del análisis
medio de los diferentes tipos de hierro se puede llegar a
ser un experto en su clasificación.
Una raz6n por la cual se producen piezas de mala calidad
de caroas con alta proporción de chatarras, es que los
fundidores olvidan lo importante que es el aumento de
azufre, que tiende a acumularse durante el proceso de
fusión. La forma más sencilla de controlar esto es
manteniendo una proporción de ''5:1 entre el manganeso y
el azufre con adicion�s de briquetas de silicio-manganeso
a la carga".

ANALISIS TIPICO DE CHATARRA DE HIERRO (Desecho)
HIERRO DE AUTOMOVILES I HIERRO MAQ. BLOQUES
1
H I ERR.O MAQ
16
de C i 1 i nd ros 1
-P
-1-. 1=1-_-;:_a
_s _P
_e
_q
_u
_e
_�-. a-�-=>--+-P-i 1=1
-_-;:_a _s_G
_r
_a
_n
_a_' e
-s---1¡
Si. 2. 2:,1/; 2. 5f2J�; 1. 75�1�
Mn. 0.60¼ 1 0.70¼
P. /2!. 30}�
._,. i2í • 112l¼ i2í. Hí¼
Nota� Se om ite el contenido de Carb6n por cuanto es te contenido en la pieza f inal depende principalmente de la formaci6n del cubilote.
o �� o � u,
¡o f=.,
o .. ,��
' º
! �;O
i µ... UJ
!o1 f=., 1
!o¡,_. l� !r=:¡
¡� lg
,� o �
o
E-<
·<
2
3
4
Si s
p Mn
e
Si s
p Mn e
Si s
p Mn e
COMPOSICION OUIMICA DE LOS ARRABIOS NACIONALES
1 .5 % -- 2 .O % O. 05°/u MAX.0.15% - 0.20%0.40% - 1.00%3.5 % - 4.5 %
2 . O % -- 2 . 5 u.,,, 0.05% MAX . 0.15% - o. 20% 0.40% - 1. 00% 3.5 % --4.5 %
2 .5 % -- 3.0 % 0.05% MAX. O. ·15% - O. 20%O. 40°/o ---- 1. 00¾3.5 % - 4.5 %
3.0 % -- 3.5 % • 3.5%-- 4.0% 0.05% �111AX. 0.15% - 0.20% 0.40% -·- 1.00% 3.5 % -- 4.5 %i
·--·--··--·-· l
--------·--·-· --------------·-- ¡
3.0 % -- 3.5 %: 1.5 %_:_2.0 % 2.0 % - 2.5% 2.5 % - 3.0 % 3 . 5 °/o -- 4. O % ' 0.05% MAX. 0.05% MAX . 0.05% MAX. O. 05¾ fv11\X.0.20% -- 0.25°/o O. 20% -- O. 25% O. 20% -- O. 25¾ 0.20% -- 0.25%'0.40% - 1.00°/o 0.40% - 1.00% 0.40% - 1.00% 0.40% ···- 1.00%3.5 % - 4.5 % 3.5 % - 4.5 % 3.5 % - 4.5 % 3.5 % ·- 4.5 %
-------·-
--------
3.0 % - 3.5 % 1 . 5 % --- 2 . O Ü.1o 2.0 ¾ --?..5% 2 . 5 % ---- 3 . O % 3.5 % ·- 4.0 <¡{
0.05% MAX. 0.05% M-6.X . 0.05% Mf\X. O. 05 °/o MAX.0.40% - 0.80% 0.40% - O. 80% 0.40% -- 0.80% 0.40% ·- 0.130%0.40 °/:, - 1.00% 0.1.10% -- 1. 00% o. 40 °/0 ·- 1. 00% O . 4 O% -- 1 . O O%3.5 % - 4.5 % 3.5 % -·-- 4.5 % 3 . 5 % -·· ,i. 5 % . 3 . 5 °:'o --·-· 4 . 5 %
---------------------------·---------·------·····----··-----·-···--------------·-··------------·
1-' '-J

18
Chatarra de Acero. Cuando hay chatarra de acero
disponible, se puede emplear en gran porcentaje de la
carga; de hecho, se consumen actualmente enormes
cantidades de este material en el cubilote. Para
producir hierro de alta calidad que se han empleado desde
algún tiempo y eficazmente cargas que contienen hasta un
90¼ de chatarra de acero.
La chatarra de acero de cualquier tipo dará resultados
satisfactorios. Si se carga inadvertidamente chatarra de
acero de aleaci6n, su efecto será aparente de inmediato
en la prueba del temple superficial y se puede hacer las
correcciones apropiadas.
Las chapas de acero delgadas deben ser compactadas en
briquetas para evitar excesiva oxidaci6n.
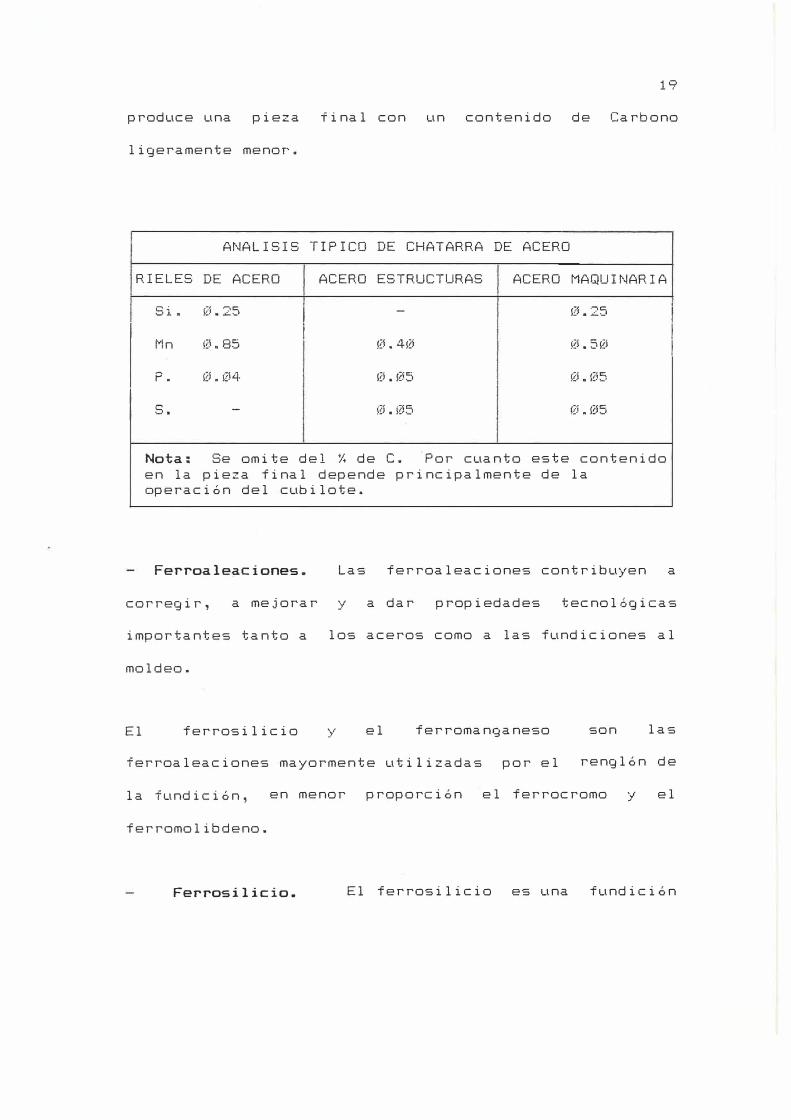
La chatarra de acero de estructuras es particularmente
útil, por su bajo contenido de Carbono y por consiguiente
19
produce una pieza final con un contenido de Carbono
ligeramente menor.
ANALISIS TIPICO DE CHATARRA DE ACERO
RIELES DE ACERO ACERO ESTR.UCTUR.AS ACERO MAQUINARIA
e · ...., 1 • 0.25 1
- QJ. 2�1 ¡ 1 1 ¡
Mn ¡zi. ss ¡z¡. 4i2) i2í. 5!2i ¡
P. ¡). 04 ¡z¡. 12:;5 �25 11 f2'5
1 1 s. - í2í. i2!5 O. !2l:::,
Nota: Se omite del ¼ de c. Por cuanto este contenido
en la pieza final depende principalmente de la operación del cubilote.
Ferroaleaciones. Las ferroaleaciones contribuyen a
corregir, a mejorar y a dar propiedades tecnológicas
importantes tanto a los aceros como a las fundiciones al
moldeo.
El ferrosilicio y el ferromanganeso son las
ferroaleaciones mayormente utilizadas por el renglón de
la fundición, en menor proporción el ferrocromo y el
ferromolibdeno.
Ferrosilicio. El ferrosilicio es una fundición

20
obtenida en el alto horno o bien en el horno eléctrico de
acuerdo a una finalidad bien definida .
El ferrosilicio no contiene casi Carbono cuanto más rico
en Silicio, menos Carbono tiene. La proporci6n de este
elemento puede variar entre 0.5 y de C.
La fractura del ferrosilicio presenta un color blanco
amarillento. Se emplea en la fabricaci6n de los aceros y
sirve en las funderías para enriquecer las fundiciones
pobres en Silicio.
Composici6n aproximada:
Si = 7� a 95¼ s = 0.02 a 0.05¼ ��
Fe = 5 a �¼ p - 0.01 a 0. 05¼
Mn = 0. 1 a 0.3¼ e = 0 a 3¼
Ferromanganeso. Es una aleaci6n de hierro, manganeso,
con una proporci6n del 80¼ de Mn, aproximadamente. Se
emplea cuando es necesario aumentar el carbono, o bien
obtener fundiciones blancas asi como cuando se fabrica,
especialmente acero al manganeso.
Composici6n aproximada:

21
Mn = 6i2í a 8i2í¼ Si = í2J • ,!::i a !2l. 131/+
Fe = 11.2 1 32.8¼ p . = !2l • 1!2! a 1 . 18i�
e - ó. 4 a 7. :2:1, s. = i!! • !2l01 a. l2í. !2li2l5 ¼
Ferrocromo. Es una. aleaci6n fabrica.da en el horno
eléctrico y se emplea. en la fa.bricaci6n del a.cero, ¡=,-_::,
igualmente empleado para corregir la fundición, dándole a
e·:5 ta una mayor r·esistencia .3. 1 desgaste. El cromo
favor·ece la formaci6n de carburos de hierro y el cromo,
evitando un porcentaje excesivo al
consecuencia, endurece la fundici6n.
Composici6n aproximada:
Cr = 54.5�-�
Fe = Mn p •
s. = i2l.ii:!4i� e = 9.s ¡�
grafito, y como
Ferroaleaciones en Briquetas. Las ferroaleaciones en
briquetas han sido desarrolladas para suministrar a los
fundidores aleaciones con silicio, man�aneso y cromo en
la forma ideal para adición en el cubilote. Estas
ofrecen un medio más conveniente para obtener un control
de hierro, base de alta calidad lo cu.al es indispensable
para piezas fundidas ordinarias o especiales.
Las aleaciones en briquetas ayudan a mejorar los

productos y a disminuir los costos.
El silicio, el manganeso y el cromo pueden a�adirse bien
como briquetas de ferroaleaciones trituradas en la carga
o bien como ferroaleaciones trituradas en el chorro de
metal que sale del cubilote, o también en la cuchara .
La alternativa depende de muchos factores: Las adiciones
en la cuchara son suplementos en extremo valiosas en
ocasiones especificas donde se exigen especificaciones
especiales en las propiedades para fundiciones
ordinarias, las ferroaleaciones en briquetas a�adidas en
el cubilote satisfacen la mayor parte de los requisitos.
Para adiciones de aleaci6n en cubilote, las briquetas se
colocan dentro de la carga encima del coque, hacia el
centro de la columna.
Las aleaciones en briquetas son convenientes de usar
por cuanto cada una es preparada en un tama�o y forma
caracteristicas con cantidades unitarias de silicio,
manganeso y cromo asi que no hay necesidad de pesar esas
adiciones, simplemente contando el número de briquetas en
relaci6n con el peso de la carga, el fundidor puede decir

el porcentaje de los elemento·:;; añadidos,
briqu.et.:;_ de fer-rosilicio, que contiene dos
silicio, cuando ·:;;e ar;ade en una carga de
asi.:
libr'3.·=·
,.,..,. ...::.. ... : ...
una
de
mil libra·:;;
aumenta el contenido de silicio en casi 0.20¼.
Briquetas de Silicio. Las br·iqueta·:;; de silicio
proporc i.onan u.n métodc) conveniente para controlar con
e !-:: a. e t.: i t t.t d la
"p rofu.nd i d.3.d de
est:ru.ct:1_tra,
temple" en
pa rt i cu 1 a. T'mente la
fundidas que se
producen. El empleo de las briquetas de silicio da como
resu 1 tado u.n alto aprovechamiento del silicio,produce
hierro 1 i mp i o fácil de maquina.r y le permite a. l
fu.nd idor' usar con bu.en é:< i to a 1 t CY:5 por'centa je·:;; de
ch.3. ta rra en sus mezc l .:1·5. Estas briquetas hacen posible
un control fácil y rápido del análisis químico del hierro
o de la dureza superficial.
Si la carga se hace exclusivamente de materiales altos en
silicio, hay una tendencia de las partículas de grafito a
permanecer insolubles y a producir una fundici6n débil.
Ca·;:;i s i n e:< e e pe i 6 n , l a aclición de
briqueta.s mejora principalmente
uniformidad y 1 a maquina.bilidad y
silicio en forma de
1 a res is t12nc i-3., la
por otra parte el
hierro defectuoso se vuelve apropiado para la mayoría de

24
aplicaciones.
Briquetas de Silicomanganeso. El manganeso en el
hierro fundido contrarresta los efectos da�inos de un
alto contenido de azufre, el cual se introduce con una
chatarra de baja calidad. En mayores cantidades el
manganeso ejerce una influencia de aleaci6n para aumentar
la resistencia, la dureza y la resistencia al desgaste
por abrasi6n.
Cuando se utiliza grandes
producir hierro fundido,
cantidades de
la importancia
chatarra para
del manganeso
como depurador es aparente. Quizá más importante, el
manganeso neutraliza el efecto desfavorable del azufre.
Este elemento tiende a incorporarse dentro del metal base
dependiendo de la naturaleza y calidad del coque y
chatarra cargados.
Cuando el contenido de azufre es muy alto, sin manganeso
suficiente, resultan con frecuencia fundiciones
defectuosas difíciles de maquinar.
En general, un mínimo de cinco partes de manganeso a una
de azufre es una buena relaci6n a seguir cuando se usan

25
altas proporciones de chatarra en las cargas.
El manganeso en combinaci6n con el silicio, se oxidan y
limpian el metal completamente y ayudan a producir hierro
fundido de alta calidad.
Briquetas de Ferromanganeso. Las briquetas de
ferromanganeso se suministran para agregar manganeso al
hierro fundido en el cubilote, cuando no es necesaria la
adición de silicio presenta igual ventaja que las otras
aleaciones en briquetas en cuanto a facilidad
conveniencia para agregarlas y proteger de los elementos
de aleación.
Briquetas de Ferromanganeso. Las briquetas de
ferromanganeso se suministran para agregar manganeso al
hierro fundido en el cubilote, cuando no es necesaria la
adición de silicio presentan igual ventaja que las otras
aleaciones en briquetas en cuanto a facilidad y
convivencia para agregarlas y proteger de los elementos
de aleación.
Briquetas de Cromo. El empleo creciente del hierro
fundido ara resistencia al calor, resistencia al desgaste
y alta resistencia mecánica, ofrece al fundidor una

oportunidad
esos campos.
La adici6n
estructura�
excelente para
de 0.25¼
lo que
a
da
ampliar
0.75¼ de
lugar a
resistencia y de la dureza del metal.
26
sus actividades en
cromo refina la
un aumento de la
Si se hace un balance adecuado con el silicio, tendrá un
peque�o efecto en la maquinabilidad.
Peque�as adiciones de cromo son muy útiles para mantener
y compensar las propiedades de las fundiciones que tienen
secciones variable.
Las adiciones de cromo son reconocidas como el medio más
efectivo y económico para aumentar la resistencia del
hierro fundido blando.

27 1L1STA CONDENSADA DE FERROALlCACIONES Y i'\lETALES
\
Fcrrcsíiíc:o ;:il 50%
Fcrr::isiliclo ni G5%
Fc�rosilicio al 75·}{,
1,íctnl Silicio
Alcé\ción "Slvi:Z"
"EM" Eriquclus <le Silicio
Magncsiurn Fcrrosilicon
Mctol Tántalo
. Fcrrolitanio
Silico-Titanio
Aicacioncs cspcc:ulcs
_ Fc::-rotungstcno
Metal en Polvo
Tungsteno autorcduclor
Concentrados de Mineral
Metal Vanadio
FérrOvanadio
Oxíd� <le ·vanadio
.A\caciór. de 12% al 15%
Ab1ci6n de 35% ;::! 10% Ni<:¡uel-Circonío
y
- SILICIO Y 11.LT';ACOi'i"ES 01,; SILICIO
En b producción de ;;ceros. p:irticub:·me:1lc lámi!l,-,s ,-',e ,·1ce1·0 1-i,·1,•·,·i ·· ;1pl1C�CJOilC�cltel,icns.
Desoxid;mte y nilició:i de ;ilcació:i p.1r.1 aceros de :.ilto silicio para 1·r:;ortcs.
Pcic� �u:-ncnt,,r el pot·cr.nla.ic <ic silicio (!e n1ct;JJ en ]a cuchara.
Pcrr:nilc ndicionar g!·:121<1C'� c;,.nti<1aclc:.:; de silicio sin el cfr.<..:to pcrjudici:d (ic :�rnplc .c:upcrfici;il.
P;1rn :1c.Ecionc� de si1ic!o a lo:; n1ctaics no fcrn>.so.s t¡d�s con1¡1 :1lt1t11iniD
Inoculnnte i::;aclo en l!icrro f1111di<lo como poderoso r,-rafili;:anlc.
P:,ra ;,.dic:ionci; rk �ílicio al lüen-o fundido C'll d n:l,!lotc.
cobre.
Adiciones en la c11clta1·a p:,ra olitcne1· pn1pic-cJ;1des c:;pcciales rn ('] hie1-ro.
< - Tli.NTALO -
J\plic;-,cioncs C'll conipnnlC's de tubos y ccmdc11s;1C1,H·c,�, n'�i;;lc:icí;-, a rorrosi,·,:r.
...,.,. - / .. L:�ACIONI;;s Dls TITANIO -
ProcJncci61, ck ac:crr,s ;rnstc;,ilicos inoxidal_>lr·s y alc;icio11cs pa1·;. :t!L:1s lr:m¡wraturas.
Adiciones de Tilanio a los :tccrns o n aleaciones no fer;-os�s.
A!C'acioncs ele ¡v!olilldcno, .1!urninio, van;idi.:-, y otros pnra l,1 pn;ciucci,m ele :.lc:1-cioncs n base de Titanio.
- J:'tJNGSTENO 'f ,'1.Ll·:,\C!Oi'<ES DJT: T(fi'<CSTlc�ü -
Producdún ele ac:r.ros ele! lH'rr:imicnla::; y ;.leac:ioncs p:i,a .:ll;;s le111per:1lu1·;is.
Pnrn proch.cr:i,',11 de :H'C':·os al Tung:clr.llo :v de Carburo ele Tungsteno.
Fcrroalcación allamC'n tr. soiuhlc p:irn aceros <le h('IT;¡miC'nlas, t1.--1duc. y o l rns.
Productos de Tungst.,,no y aceros aleados.
VAN/\IHO Y 1\L,�1\C:ONES DE i',\N/\DIO
J\lfaterial estructural pa1·a re:-,cl.orcs atómico:; y m.1teri:1 prima para p1·ocluclos químicos.
Producció:1 ele aceros de hc:-ra:1,icnlas, cstruct11r�1lcs y l:ic1Tos rcsislcutcs ai desgaste.
i?;ira adición ,le Va n:Hiio al ,,cero o para fa i.;ricar ca lalizaclores para ¡,rocc;os químicos.
- A!,F.J\C!ONES DE CIH-CONIO -
Para climinr.r c:�ir;cno. nzufrc y nilróg,:no en la fabricación de acero .
Dcsoxidant� pani :-,ceros de aleación muy finos. Desoxidar.te y dcsg:i:,i[icante par:i ;-:lr.:iciones ele :'lír¡uei.

LIST.\ CQi';DE:NS.1.DA m.:: ALEACIONES y lll.ETALISS PRODUCrnos ror� U.X10;'{ CA!tU!D.E CORf'Ol�ii'l'ION
Fc!'raboro .................... , ................... .
l\f.:tngancso-I3c ro .............................. . Níquel-Doro .................................... : Ca.rburn de C:.ldo ...................... .
Carburo de 30:-0
ALB.(;.CIONES DE nono
l�urncnta Ia tcrnp!nÍ:ilídad del acero; ndlcionc� ,:J. l-Jcrro mc.lc2.ble y :ileacioncs de ulum;nio. -
Par;:¡ limpiar, de:;oxiclnr nleucior:es n�' ferrosas. Pun1 desoxidación de aleaciones a base de Níquel. Dcsoxi<!ante puru cobre de alta conductibilidad y otra.3 nlcncioncs de cobre. Desoxidante par;i :i.lcnciones no fcn-osa.s.
CALCIO Y ALEACIONES DB C.A:LOIO
Calcio-Silicio
Crucio-lvfang;;.neso-Silicio ............ .
"EM" Carburo de Fundición .....
Dcsoxirfante para lingotes de aceros fines. Pura hierros grises de al la resistenci(). a 10.· tracción. Desoxidar.te complejo usado amr,lbmentc en 1a producción. de piezas funclidÚs de ncero. Fundente exotérmico y desoxidante para producción de hierro fundido.
CROMO y ALEACIONES DE cn.ouo
Fcrrocromo ......................................... Adiciones de Cromo 11 a·ceros lnox.id'lblcs y aleados, aleaciones paru ultas tempcrnturns y l1lerro fundido.
Ferrocromo 'Exotérmico. "Chromt:.:n1p" ...................... .
SlUcio-Cromo Exotéi·mico. HChromsiltcmp" ................. ..
Cromo Elcctrolíl:G1 ...................... .
"E.M'' Fcrrocromo-Silicio ............ .
"EM'' F<1rrosilicio-Cromo ............ .
"EM" Briquetas de Cromo ........ . C'.-a.rb .. iro de Cromo .................... .' .... .
1\fo t.cx-ial cspcci,d pnrn aiiadir cromo ul acero en lacuchnra. Evitn el ten;plc superficial.
Adiciones tlc silicio y cromo al acero en in cuc!rnni. Ad¡ciones de crnmo en f:mdición al vado y otros nccros cspec:c:Ies y aleaciones. Usado r.n proc.!uceión de acero inoxidable p::ir;;. reducir que los óxidos metálicos ele lo escorfa ·,rayan ul llw':o. Adici:.:nes de cromo y silicio a los aceros con 1 a 2%
Adicicncs de cremo al h:crro fundido en la cúpuio.. Usarlo en producir [onnas y rcvestinticntos resistentes n la abrüsión, eros:ón y cor;:osión.
COLUMmo y ALEACIO:r-.'T:s DE COLU.!HBIO
G::lwnbio ............................................ .
Fcrracclun:;blo ................................. .
Fcrrot:i...tulo-Columbic ................. .
Compon•:ntcs de reactor utómlco y uieacioncs a bu.se de columbio resistentes u :iltas tempcrnturns y a lu corrosión. E�;t;ibiiiza<lor en aceros austcnHh:os i1:oxldab!es nl crornonir¡uc!; pur::i alcncio11es resistentes n altas temperaturas.Adiciones " los nccros cromo-ruque! illoxidublcs y aJeuclon2s para ultas temiJeraturas.
i',í.A.NGA:'.'TI.r.2.0 'Y AJ,1,;,1.c1or--rns DE M:ANGAl'fESO
Fcrror:!angnnes� ............................. .
Fcr,omnngancso de bnjo hlCr70 ·····················:·············:················
Sillcomo.ngancso .............................. . Ferrorr;ar:gancso-Silício ................ . Fcrromarigancso Exottnnico .... .
.11�gai-icso Elcctro!itico ............... .
Agente <ksulfur;:,nte, desoxidante y de alcuclón pnrn todos los lipos de uccros y hierro.
.Adkiones de manganeso a cícrtns aleaciones no fer::-os::is. Dc:soxido.nte y para :!C:iclonar. manganeso u1 acero.
Agente reductor de escoria y para adiciones al acero.
Material especi:ll par:i adicionar mnn¡;aneso al acero en lü cuchr:ra. Evi: ;; ,1 temple superficiul. \ Par.i. :!dicio:1ar �. ·:ceros inox.idabks y otras alea-ciones fcrros:is y . :. r0sus. i.
2..3

Carbón Coque. El coque es un residuo s6lido celular,
que se obtienen cuando se calienta
biluminosos fuera del contacto con
ciertos carbones
el aire arriba de
temperaturas a las que ocurre la descomposici6n térmica
activa, cuando se calienta carb6n coquizable en la
ausencia del aire, después de haber extraido la humedad,
su descomposici6n está acompa�ada de un reblandecimientp
que ocurre entre 350 y 400 Grados Centigrado en la cual
cada particula se funde en una masa más o menos fluida.
Según se eleva la temperatura a unos s00�c se desprenden
gases y l-3. carga se solidifica para formar una masa
celular dura.
El coque hecho a temperaturas hasta unos es
clasificado como coque de baja temperatura y el formado
por una calentamiento hasta 900 ª C, es llamado coque de
alta temperatura.
El tiempo requerido para producir coque de fundici6n de
buena calidad, (o coque metalúrgico) varia entre 18 y 30
horas, obteniéndose un coque duro.
El coque duro se prepara para industrias metalúrgicas,
sobre todo para uso en cubilotes, crisoles de hornos de

30
fusi6n y para altos hornos.
La humedad del coque deberá ser siempre inferior al
El contenido de azufre es de 1¼ aproximadamente
Las cenizas son aproximadamente un 10¼ de su peso
La materia volátil no es ótil como combustible y su
contenido en el coque deberá ser el menor posible
(1¼) especialmente porque esto indicará una
cotizaci6n completa.
El carb6n fijo se utiliza para estimar la potencia
calorifica del combustible y suele ser de un 85¼, e
incluso mayor si el contenido en cenizas es bajo.
Los valores típicos de un análisis de coque, seco, y
libre de cenizas, es el siguiente:
Carbono 95 por 100
Hidr6geno 1 por 100
Nitr6geno 1 por 100
Azufre 1 por 100
Oxigeno � por 100 L
Un buen carb6n de coque metal�rgico contiene
aproximadamente:
Carbono 96 a 98¼
31
Hidr6geno 0.3 a 1¼
Nitr6geno y oxigeno 1 a 3¼
Poder calorífico 7000 a 7500 cal/kgr
El tama�o apropiado para la operaci6n del cubilote aún
cuesti6n de debate, V� ; -
que cada fundici6n tiene
diferentes requerimientos. embargo, y en
general,parece ser más satisfactorio un tama�o promedio
entre 1/12 y 1/10 del diámetro interior del cubilote.
Bajo ninguna circunstancia deberá entrar en la carga del
cubilote coque de tama�o más peque�o que 25 m.m.
Como regla general; por cada 10 a 15 kgr de hierro se
debe utilizar 1 kgr de coque. Las
frecuentes son 6/1, 8/1� 10/1, 12/1, 14/1.
Fundentes Empleados en el Cubilote.
relaciones más
Las adiciones de fundentes o agentes fludificantes
son necesarios para un funcionamiento continuo y
eficiente del cubilote.
Un fundente es una sustancia que baja el punto de
fusi6n y mejora la fluidez de la escoria producida
naturalmente durante la operaci6n de fusi6n.

Los constituyentes básicos útiles como fundentes y
sus fuentes de origen son:
Fundentes primario (cal, carbonato de calcio,
calcita, magnesia).
Fundentes secundarios (carbonato de sodio, fluoruro
de calcio, carburo de calcio).
La mayoría de los cubilotes pueden ser escoriados con
propiedad con fundentes primarios a�adidos en cantidades
que varían de 2 a 7¼ del peso de la carga de metal.
Con cargas limpias y condiciones favorables, seria
suficiente el 2¼ con cargas sucias y malas condiciones
podria necesitarse hasta el 7¼.
Muchos los fundentes son materiales naturales
relativamente baratos.
Piedra Caliza. Es una roca natural básica que
contiene, principalmente, carbonato de calcio. En las
zonas del precalentamiento del cubilote se desprende gas
C02 quedando al oxido de calcio (CaO) o cal como
constituyente fundente activo.

Mu.chas piedr.s.·:S calizas contienen pequeñas cantidades de
5 i 1 i c e , 6 :< i do de hierro, aluminio, magnesia y tra.za·:;; de
otro5 6:<idos.
Su composición debe oscilar en los limites siguientes:
C02 = 43¼,
Al 21Z)3 = 1 •1. ,.
Si02 = 'lt/ .L /+ •
En condiciones normales
C-::diza.
Tamaño de la Caliza.
MgO = 1 ¼ •
se añade
Fe2!2i3 =
un peso de piedra
Generalmente se considera como
más satisfactoria para 5U empleo en el cubilote la caliza
de tamaño menor de cinco cent i.met ro·::; y mayor de
centimetros.
En algunos cubilotes muy grandes ha probado ser
satisfactoria la caliza de 8 centímetros.
Dolomita. Es una roca natural mu.y similar a la
piedra caliza, contiene una combinación de carbonato de
magnesio y carbonato de calcio.
La dolomita que contiene alrededor de 45.5¼ de carbonato
de magnesio, comienza a descomponerse a 350 º C.

Carbonato de Sodio.
34
El carbonato de sodio (Na2C03),
o ·:::;osa es un fundente fuertemente básico y un licuador
efectivo de la escoria.
El carbonato de sodio se emplea en el cub i 1 ote
principalmente como un ·fundente secund.:i r i o, para
suplementar el efecto de la caliza.
Espato Flúor. El espato flúor, o "esp.3.to", es el
fluoruro de calcio mineral. El contenido de fluoruro de
calcio es superior al Su valor como fundente está
basado en su contenido de espato flúor.
El espato fl�or es un fuerte fundente básico y licuador
de la escori.:l..
La presencia de peque�as cantidades de espato flúor
parece acelerar todas las reacciones fundentes, limpiando
el coque y haciendo a la escoria más fluida en el momento
en que llega al área critica de las toberas.
Cantidades excesivas de espato flúor puede ser muy
destructivas para los refractarios ácidos normales. Su
uso debe ser cuidadosamente supervisado.

No deberán aspirarse los humos densos del espato flúor
durante periodos prolongados, ya que contienen algo de
gas fl�or.
Carburo de Calcio. El carburo de calcio es producido
partiendo de cal y coque en hornos eléctricos.
El carburo, con la caliza y el espato flúor, hace posible
un contenido bajo de azufre, hierro perfectamente
desoxidado, lo cual es muy aconsejable en el tratamiento
de hierro nodular.
Aire. El suministro de aire al cubilote se realiza
con sopladores o con ventiladores de alta presi6n.
La cantidad de aire inyectado en un cubilote está
determinada por la relaci6n metal/coque y la velocidad de
fusi6n requerida. A partir de estos dos factores se
puede calcular el peso de coque quemado por minuto; la
cantidad de aire para quemarlo a di6xido de carbono es de
aproximadamente, 8,4 metros cúbicos por kilogramo de
coque, en la práctica como hay que tener en cuenta las
fugas en las tuberias de soplado y en la caja de viento,
se necesita más aire del calculado te6ricamente, siendo
buenas cifras las que oscilan entre 9 y 10 metros cúbicos

36
por kgr. de coque cargado.
,, ? ? �--·- Cómo Seleccionar la pedacerfa para uso en el
cubilote. Tanto la pedacería de hierro como la de
acero son componentes importantes de la mayoría de las
mezclas de metal fundidas en el cubilote. Hay muchas
razones metal�rgicas y econ6micas para este amplio uso de
materiales en pedacería.
Muchos de los materiales cargados en el cubilote están
hechos para ese objeto y cubren especificaciones
estrictas en cu.anta análisis químico, tamaño y forma,
esto se aplica especialmente al lingote preparado.
El hierro colado comprado a la pedacería e acero,
variar ampliamente tanto en análisis y forma y
pueden
forma
física como en ta.maño, a no ser que S•?a preparada
cu idado·:=:;amente por medio de un escogido consciente,
eliminado contaminantes, y rompiendo o corte a un tamaño
predeterminado.
La pedaceria, si se prepara apropiadamente, puede
también ser comparada con análisis químico dentro de una
cierta gama, para cubrir las necesidades de cada

fundici6n en particular.
El primer requisito de L\n material de fusi6n
satisfactorio es el conocimiento de su análisis y ajuste
a ciertos limites.
Se dan algunas reglas que son aproximaciones, y que no
podrán aplicarse a cada pieza de chatarra, pero, en
términos generales, indicarán el análisis promedio de un
lote dado de material.
Cómo Seleccionar la Pedaceria de Hierro Colado. Para
pedaceria hierro colado, son de gran valor los
indicadores siguientes:
Las piezas de chatarra que sufrieron operaciones de
mecanizado (maquinaria) serán lo suficientemente altas en
carbono y silicio, que darán una fractura gris en las
secciones que muestran mecanizaci6n. Ejemplos:
Piezas ligeras contendrán probablemente 3.4¼c. y 2¼
e ·�1.
Piezas de espesores mediano contendrán 3.l¼C y 1.5¼Si
Piezas muy gruesas contendrán menos Si=l.25¼.

Piezas automotrices, bloques de cilindros, cabezas
múltiples, carcazas, etc. Son casi invariables de bajo
contenido i:2n p ' meno·::; de ¡). 25¼, tal >::?S pieza.s son
uniformes en contenido de silicio (2.0 a 2.25¼).
Las piezas de colado procedentes de maquinaria
agricola, estarán por lo general libres de aleaciones,
algo más altas en f6sforo (0.25 a 0.40¼) y algo más altas
de carbono y silicio (3.4 en C y 2.25 a 2.50¼ de Si).
Piezas ternp lad.s.s o que muestran fractura contienen
poco silicio. As i., las ruedas de -fer roca rr i 1 tienen
alrededor de 3.5¼ de e, 0.55¼ de Si, 0.3¼ de P.
Las piezas de secciones delgadas tales corno articulas
huecos, articulas sanitarios, radiadores, maquinaria muy
liviana., planchas de cocina, etc. Son altas en Si y en
p. Esto puede constituir una ventaja o una desventaja,
dependiendo del producto a fundir.
Chatarra requemada o altamente oxidada, tales corno
calderas, planchas de cocina quemadas, cajas de recocida,
etc. Son siempre peligrosas, son bajas en C y Si, altas
en S, e introducen en el cubilote cantidades variables de

39
6xido indeseable. Resultado de emplear dichos materiales
serán piezas pobres para mecanizaci6n, excesivo rechupe y
piezas rotas o hundidas.
El hierro maleable tiene un análisis de 2¼ de C y de
1 � 1.5¼ de Si. Es un excelente material de fusi6n para
ciertos usos, pero su mezcla en la producción de hierro
gris puede ser peligrosa, a causa de sus bajos contenidos
en C y Si, se utiliza en la industria automotriz, en la
fabricación de implementos agrícolas y en acoples de
tubería.
La pedaceria de hierro colado no deberá contener
cantidades apreciables de acero. Al desmantelar
maquinaria, se aconseja extraer todas las partes de
acero que contenga, por ejemplo:
Los bloques de cilindros pueden contener árboles de levas
(de acero) pero el cigüe�al es, por lo general separado.
El material que muestra ductilidad y se dobla cuando
golpeado con un martillo es acero, hierro forjado, o
hierro maleable. Estos materiales presentan un peligro
serio debido a su amplia variación en análisis, comparado
con el hierro gris.

40
Las piezas que no se corroen o no son levantadas por
el electroimán son de alto contenido en aleaciones.
Pueden ser acero inoxidable que contenga hasta un 20¼ de
cromo y 10¼ de níquel, acero al manganeso conteniendo
hasta un 13¼ o hierros de alta aleación aún cuando rara
vez entran en la pedacería apropiadamente seleccionada,
pueden ser extremadamente peligrosos.
Accesorios no -ferrosos tales como aluminio,
aleaciones de cobre, metales anti fricción, etc . Son
peligrosos y no deberán estar presentes en una chatarra
apropiadamente seleccionada. Lo mismo se dice de partes
oalvanizadas o esta�adas.
Cómo Seleccionar la
hierro colado,
Pedaceria de Acero.
está hecho en una
El acero
variedad de como el
análisis para cumplir con diversas exigencias. El
análisis de una pieza individual puede, por lo general,
ser predicho
reglas.
El acero
con bastante precisión, observando algunas
estructural (ángulos, viguetas, etc) es por
lo general, acero sin aleación y contienen un e bajo,
020¼, con manganeso alrededor de 0.50¼, el S y P son muy
bajos.

41
Pedaceria de lámina comparadas en paquetes, dan un
análisis de 0.10¼ C, 0.40¼ de Mn y es baja en Si, S y P.
Los rieles de ferrocarril tiene alto carbono 0.70¼,
0.75 de Mn y 0.10 a 0.23¼ de Si.
Bastidores de chasises automotrices asi como ruedas y
aros están hechos de acero aleado de bajo carbono y con
cantidades apreciables de Si = 0.80¼ y Cr 0.60¼.
Los cigüeRales automotrices están hechos,
generalmente de acero con 0.45¼ de C, no aleados.
Las piezas de forja pueden ser de acero al C, sin
aleaci6n, pero en aplicaciones de servicio pesado se
emplea aceros aleados de diversos tipos.
Peque�as partes de acero que han tenido una cantidad
considerable de operaciones de mecanizaci6n están hechas
de acero de fácil trabajo conteniendo S, en un 0.8 a un
0.30, estos acero son altos en Mn hasta un 1.5¼.
2.2.3 Tamaño y Preparación de la Chatarra. El tamaño y
preparaci6n de la chatarra es relacionado con el espesor

42
de cada pieza, es por lo menos, tan importante como un
buen contrcil de su an�.l isis químico. El tamaño de la
chatarra que puede ser usada en la carga depende mu.cho
del tama.ño dEd cubilote que se opera, asi como de las
chatarras mezcladoras.
Como una regla general, las piezas de pedaceria de hierro
o de acero deberán ser clasificadas en cuantci a tamaño,
de maner·a que ninguna. dimensión e:-:ceda de 1 ¡-:; ( ...., del
diámetro interior del cubilcite.
Las piezas pequeñas son objetables, particularmente si se
trata de pedaceria de acero. Este material, en grandes
cantidades, tiende a ser una. carga e:-:ces i va mente
11 apretada 11, impidiendo u.na penetraci,.;n .3.p rop i .:i.da del
soplado del cubilote, estas pueden llegar a la misma zona
de fusión antes que el resto de carga.
En lo que ccincierne a espesor,la velocidad de absorción
de calor y la fusión en el cubilote están regidas en gran
parte por la relación de superficie a peso en las piezas
de pedeceria, piezas gruesas ya sea de hierro o de acero,
absorberán calor lentamente,
bajo nivel en el cubilote.
y tendrán a fundirse a un
La contrario puede decirse de
piezas muy delgadas, esto causa fluctuaciones en el

análisis químico del hierro.
n-:•· ... T, • ."1
Los paquetes pequeños de pedaceria nueva que no pesan más
son un .3.cero muy aceptable para l-3. operación
del cubilote.
Obviamente, los máximos tamaños de pedaceria que pueden
ser u.s-3.dos en el cubilote dependen del
cubil otf:? y del tipo de carga u.sacio.
tamaño del
2.2.4 Virutas Procedentes de Operaciones de Mecanizado.
Las- virutas de hieí-ro colado y de a.cero han ofrectdo
durante muchos años un reto al fundidor, por cuanto estos
m.3.teriales tienen u.n precio considerablemente menor que
el de otros tipos de pedaceria en el mercado.
El método de empleo m�.s s.3.tisf.3.ctoriD para estos
materiales ha sido cargarlos en forma de briquetas.
Las briquetas de viruta se hacen comprimiendo el material
bajo gran presión sin el empleo de aglomerantes.
Las briquetas de hierro colado tienen normalmente
diámetro aproximado de 10 cmt x 9 cmt de altura y pesan
u.nos 5 kgr, tienen una densidad aproximada de 80¼
un

comparados con el hierro colado s6lido.
Las briquetas de acero pueden tener unos 18 cmt
44
de
diámetro por 9 cmt de altura y pesan unos 10 kgr, con una
densidad de 60 a 65¼ de la densidad del acero s6lido.
En muchas operaciones en donde se usan briquetas se
considera práctico cargar un máximo de 20 a 25¼ de la
carga.
2.2.5 Especificaciones para Seleccionar Chatarra de
Hierro Colado y de Acero.
Pedaceria de Hierro Colado de Maquinaria. Consta
solamente de pedaceria de colado de alta calidad que haya
sido mecanizada, piezas deberán ser de tama�o
apropiado, para cubilote, seg�n las dimensiones se este.
Son rechazadas: las ruedas de carros de ferrocarril,
zapatas para frenos, planchas de cocina o cualquier
hierro o acero quemado, templado o maleable.
Pedaceria de Hierro Calado Automotriz. Deberá
constar de bloques de cilindros en motores
autom6viles, cabezas, m�ltiples, cárteres o cajas de
de

¿¡.•=5
cigüeAal y volantes, limpios y libres de grasa y tierra.
Son rechazadas: cigüeRales, bielas, magnetos, engranajes
de tr.3.nsmi·:=;ión, ani 110·3 o a ro·:=; de émbolo
cualquier otra parte de acero y maleable.
su.e 1 ta·::; y
Pedaceria de Colado Agricola. Consistirá de partes
de hierro gris vaciado utilizadas en maquinaria agrícola.
Son rechazadas: acero, hierro maleable hierrcis
templados, tales como ruedas de carro, zapatas de frenos,
planchas de cocina, hierro
descripción.
blanco o quemado de cualquier
Pedacerfa de Hierro Maleable. Consistirá de todas
cl-:tses de pieza·::; de hierro maleable procedentes de
equipos ferroviarios; también de maquinaria automotriz y
,3.gricola.
Son r·echa zadas: Piezas de hierro gris o de acero.
Pedaceria de 11 Acero 11 Fundido para Fundiciones.
Consistirá de acero o de hierro formado desde 6 m.m de
espesor hasta 38 m.m en piezas planas, y desde 13 m.m de
diámetro hasta 63 m.m si se trata de piezas redondas.

46
piezas deberán estar limpias de accesorios y cortadas
en formas adecuadas.
Todo el material debe estar limpio y libre de tierra,
desperdicios y materiales quemados.
Son rechazados: tubo cortado, desechos de punzonado,
virutas y aleaciones.
Acero Estructural y Placas. Esta clasificaci6n
consiste de acero limpio contenido no más de 0.04¼ de P o
0.04 de tal como placas, perfiles estructurales,
recortes, desechos de punzonado y puntas. Cada pieza
deberá estar libre de accesorios, tierra o costras en
cantidades excesivas.
Pacas Comprimidas Hidraulicamente (para usos de
fundici6n). Consistirán de piezas nuevas, de
materiales estampados, fuertemente comprimidos, con peso
de 50 kgr, como máximo!
cuyas dimensiones no excedan de
20 x 20 x 35 cmts. El material deberá ser de baJo C, P y
Si, para uso en fundici6n.
Son rechazadas:
con e ·�1 superior a
Pacas comprimidas en forma floja, acero
1¼ -Acero con S o P arriba de 0.05¼,

47
Pacas recubiertas con orin, costras, lodo, tierra, etc.
Pacas que contengan pedacería esta�ada,
aleaciones.
emplomada, o con
2.2.6 Elementos Indeseables en la Chatarra. Un
apilamiento de pedacería de hierro puede contener muchos
de los elementos químicos ya que las piezas pueden estar
pintadas, recubiertas, soldadas, latonadas o recubiertas
de diversas maneras pueden contener accesorios de todas
clases, como bujías de encendido, cojinetes, copas de
engrase, madera, cemento, yeso, etc.
El resultado de contaminaci6n con peque�as cantidades de
metales no ferrosos pueden significar dificultades.
Los metales no ferrosos incluyen los siguientes:
Aluminio, bismuto, boro, cadmio, plomo, azufre,
telurio, esta�o, zinc.
2.2.7 Cargas que Contienen Gran Cantidad de Pedacerfa.
Ciertas fundiciones hacen en una práctica de l-3.
utilizaci6n de altas proporciones de pedacería en las
mezclas del cubilote, ya sea porque es facilrnente
6btenida o por razones econ6micas. Asi pues una carga,
puede contener del 20 al
48
35¼ de pedaceria de hierro y
acero, 25 a 40¼, de lingote de arrabio y 35 a 40¼ d
chatarra de fundici6n.
El empleo satisfactorio de altas proporciones de
pedaceria requiere más cuidado al formular
mejor control del proceso de fundici6n.
la carga V j
Algunas sugerencias pueden ser de utilidad para
desarrollar una práctica en el uso de altas proporciones
de pedaceria.
Control de Carbono. El contenido de C es, sin duda el
factor más importante entre los que intervienen en el
control de las propiedades del hierro y de sus cualidades
de fundici6n, tales cerno el rechupe, profundidad de
temple en la cu�a, etc.
El nivel de C del hierro colado está fijado no solamente
por la carga de metal, sino por las condiciones de
fusi6n, una cama alta y cantidad liberal de coque tiende
a producir mayor contmnido de C, que cuando el cubilote
es soplado a un alto volumen.
Los coques varian con�iderablemente en estructura y el r

49
está en algunos coques en forma más rápidamente soluble
en el hierro colado. Por ejemplo, un coque bajo en las
cenizas producirá un metal de más alto contenido de
carbono. El coque de tama�o grande producirá más alto
carbono en el metal que el de tama�o más peque�o.
de
Control de Contaminantes.
pedaceria empleada desde
Un aumento en la cantidad
cantidades peque�as hasta
formar el mayor constituyente
es aón más necesario evitar
en la carga, significa que
la contaminaci6n, producida
por el aluminio, esta�o y otros materiales indeseables.
Es esencial que la pedaceria empleada en cargas, esté
limpia y libre de elementos ferrosos.
Control del análisis Químico. Cada pieza de
pedaceria puede variar ampliamente en análisis,
raz6n es importante disponer en el cubilote de
por es�a
un crisol
que pueda contener dos o tres cargas, para proveer máxima
capacidad de mezclado.
Incidentalmente, es importante en la fusi6n de pedaceria
en propiedades elevadas que el material sea
cuidadosamente clasificado en cuanto a tama�o con objeto
de evitar condiciones de fusi6n adversas.

50
El contenido de S del metal en cargas de alta proporci6n
de chatarra está normalmente alto. Es importante
compensar esta condici6n cargando suficiente manganeso en
forma de briquetas o de ferromanganeso� para prever un
nivel de cinco veces el de azufre. Asi pues, para
contenido de azufre de 0.15¼, el manganeso deberá ser
0.75¼ aproximadamente. Debe anticiparse una pérdida de
15¼ en el Mn cargado.
Selección de la Carga Apropiada. El fundidor deberá
seleccionar un tipo apropiado de pedaceria para uso en
las piezas que está produciendo. Al hacer esto, deberá
tener en cuenta el contenido de f6sforo, los efectos de
las aleaciones el contenido de silicio, etc.
Tendrá que compensar las pérdidas de silicio u manganeso
en la fusi6n, utilizando briquetas de silicio, o
ferrosilicio en piedra, asi como briquetas de manganeso o
ferromanganeso como fuentes de estos elementos.
Se recalca nuevamente que el material de la carga, sea
limpio, apropiadamente seleccionado,
libre de materiales extra�os,
resultados satisfactorios.
si
de
se
buen tamaño y
han de obtener

· Clasitlcución de las chutnrras de fundlclbn ¡111rn 111tc\'11s colndns, y nnllllsis más probnblc,q
¡ 1 1
CHAT.HIIIÁ ÜHIGF..N
Fun�li�ión)
mecnmcn (
Fundición\
l." cnlidod I De máquinos, espesores > 10 mm.
2.' calidad
I .' calidad
De máquinas, espesores < 10 mm.
( o. �.
común
Tubos, cnlumnos, ra-1 diaclo1:cs, . culde;as, 111oqu1nana agnco- .
1 In, e o n espesores lllil)'Ol"CS, 1
calidad I Lo mismo, pero de Í
1 Lingoterus.
tnenor espesor.
Lin,gotcrns de ucere-j r1as.
Cilindros ldminadores. l Luminndor3s en ca-l
liente.
Fundición rnaleuhle.
f<undición quema,ln, esmnltuc!A, cxpucstn a 11c;idos
Virutr, .
\ Núcleo gri;.
/ Núcleo blanco
1 1
é
%
3,3 ... 3,5
3,+ ... 3,6
3,4 ... 3,6
3,5 ... 3,6
3.5 ... 3,8
0,5 ... 1,5
2,5 ... '2,7
Si
%
1 ,5 ... z·
2 . . . 2,5
1,8 ... 2,8
2 ... 3
1,2 ... 1,6
0,5 ... 0,6
0,9 ... 1 ,3
Mn
%
1 0,7 ... 0,9 1
1 0,6 ... 0,7 1
1 0,55 ... 0,6 1
1 0,5 ... 0,7
1 1 0,6 ... 0,7
o,,� ... o,s
0,1 ... o,+
p 0/ lo
o,z ... o,.;.
0,3 ... 0,5
0,6 ... 0,8
1 ... 1,3
0,1
0,05
0,05
s
%
··------
1 J,08 ... 0,1
1 0,()9 ... 0,11 1
1 0,1 1
1 0, 1 ... 0,12 1
1 0,06 ... 0,1
0_2 ... 0,3
O,! ... 0,15
-·--------
NOTAS
-----�--�--
Se excluyen los chnto-rrns de otrus clases; es tolerado un 2 ... ... 3 % de Fe o c,ce-ro; lo pieza no debe superar los 30 kg.
Se excluyen los cbn-tarros de fundición blonrn o quemndn; se tolero una hete-rogcneidad dd 2 ... . . . 3 % ; peso, corno antes.
Pnra usnr en piezns r¡uo no requieren f; r1111 el es cxi¡:;encins 1necár1icns.
Scg1Ín ori1,ct1. ·- ·-···--·-·----·--··-· --
(J1 .....

An.áfüis medios pnrn lus picz.:is de fundición m:ís comunc:s
1 ·1
1 ! 1 : 1 ' ¡ i LlPE.S01\ e . Si ! 1v1n '
1
p I s '¡
Cr Ni ·¡ Mo! 1 1 1 ·--¡--,---:- --·- -1 ¡--
5..8 13,
5 1 ,,
sI C,55 i 0,8
1 G,OS 1 ¡-Piezas para ft=isteriu . 1 füidiadorcs y calderas de 1
calefacción . j
Piezas om,unentales . .1 Piezas para esmaltar (do
J:n(�ticas y sanitarias).
Enr;-otcs de :p��il1n
Zaoatas de .:reno M;cánica varia
Máqui1-:;as-he!"ramicnta
Engranajes
3 ... 6 l �,� 1· �·� 1 0.5 1,2 10,08 ! 1
í ... 10 :.;,., 1 ,.,4 . 0,7 i 1,- ¡ 0,0!} ! ¡2 ... + 1 3.3 1 3,2
10,6
¡ 1,3 1 0,08
1 : 3 ... 5 1 H
1
1 z:s 1 0,6
1
11,2 / º·º9 I
11 5 ... 8 1 3.6 2,
.
6
1
0,7 1,- 0,09 1 10 ... 1 5
1��I
;,� o,4 ¡o,4 ¡o,os¡ 11 15 .. . 20 3,..:.
1 1..:, ' 0,45 10,3 . 0,08 1 1
50 ... 100 3,2 1 �·� 1 0,8 ·
1
0,6 10,12 5 ... 8 3,5 '
12;·
:.
·3
:,
1
0,65 0,7 1 o.os
8 ... 12 3,5 _ 0,7 0,6� ¡' 0,08 12 ... 20 3,4 0,75 0,5:> 0,0!} '20 ... 30 3,4
\L7
1
0,8 J 0,5 10.09 15 . .. 20 1 3.4 I 1,s o.a I o,+ 10.08, 1 1
zo ... 30 ¡ 3,3 1 1.6 1 0;9 ¡ o.�5 1 o.os ¡ : i o,� 30 ... 40 ! 3,3
1 !,4 1 0,95 1 0 . .:,5
1
0.08 ,? ¡ , 10,tí
30 ... �-o l 3,35 1,4 o,95 1 o.3 o,os o,-s ¡ , ,- ¡ 1
3 < 1 ' o 8 11 20 ... 30 1 • ,� 1 í.7 1 . i 0,35 1 0.08
1
1 j·o .. ·"·º · 2 0 1 , - o·s::
1 o 3 1 o os 1
11 '-',- ! .,:>
1,
� ' 1 , ' 1
C i 1 in d ros co:::ipresores, ¡
¡ 1 1 1 1 motores, etc. 3 ... 15 13,4 2,- ¡ 0,8 i O,g 1 0,08
1 1 1:5 ... 20 ·
¡
3,3 1 1,8 1
0,85
10,-
10.08 ' 1 20 ... 25 3,3 1 1 6 0.9 0,2 0,08 1 1
1 Cilindros para vehículos.
2
:::::
0
1
1
¡ ::: ¡ ::: l O,��;
..
i / �:: 1 �:�: 1 .. j j
8 ... 12 3,4 ¡ 2,-1 0,8
1
1 0,45 ¡°'º' 1 1 1
Fundición r<sistente al ' 1 •
j \ 1
fuego 15 ... 20 , 3 ,3 1.8 0,5 ¡ 0,3 10,07
1 ' 20 ... 30 13,3 i:6 0,5 10,25 10,07
F"¡:':t;�,,rt,S<ea<e a 1 :: : 1 ::: ::: ::: 1 ::: 1 :::: i 1 , 30 ... 'rO ¡ 3,2 1.3 0,9 0,3
10,08 1 1
1 +0 ... 50 ¡ 3,- 0,8 1,- 0,2 0,08 '
<:: • • 1 C) 3 1 3 - ' 2 o , 0,·'5 1 0.06 1 ivC'gillC!MS para p!S�Or.,::s. l i::s ¡ 3:� t9 0'.55
1
0,4 10.06 11 5 ... s
13,6 2,7 o) o,4. 1 o,06 I
Grifo.ía .1 3 . .. 5I
3,4 2,8 0,6 0,6 0,08 1
1 5 ... 3
1
3,•} 2,5 0,5 1 0,55 0,09
1 s ... 12 3,5 2,2 0,65 i 0,5 0,09
�. . . 1 , 1 Llngoteras r,ara fabncas \
'
I 1 1 de acero . . . . .. 100 ... 200 / 3,7 1,4 1 1,-
¡0,1
1
0,08 O,G
Mol_c_·es_· para fábricas de 11 11
1 ¡ �o .,!'\ 3 , 1 os o 6 - 3 0,08 o.=.'v 1 •1 o,75 na;:-10 . . . . . . '¡
.., ... -ru ¡ ,- 1,:> 1 , ... , ¡ u, 1 . . ' , ! 1 ------ -·- ·- _ _é,__.:__.:.__...:.__¿___.:__;_-
5,2
2.2.8 Aleaciones Empleadas
Las aleaciones se emplean
en la
53
Fusión en Cubilote.
prácticamente en todos los
grados de metal comúnmente fundidos en el cubilote-hierro
gris simple, hierro maleable y hierro nodular.
Los hierros colados aleados se definen usualmente como
hierros colados que contienen una cantidad suficiente de
algún elemento, no presente regularmente en hierro
colado, que pueda alterar las propiedades del hierro, por
ejemplo las hierros colados al Ni u Cr contienen
suficiente Ni y Cr como para tener un efecto discernible
sabre la dureza, resistencia v otras J
propiedades del
metal.
Cualquier material que sea usado primordialmente para la
introducci6n de un elemento diferente al hierro será
considerado como una aleaci6n.
Las aleaciones pueden ser a�adidas al hierro colado de
dos metales diferentes�
Por inclusi6n en la carga del cubilote, de tal
manera que el material se mezcle con el resto de la carga
durante la fusi6n.
Por adici6n en la cuchara.

Los elementos com�nmente empleados
incluyen el C· .
._J l ' Mn, Cr, Mo, Cu, Ti,
En adición a las al e.3. c iones
en el
B, 1 1 V l
que
54
hierro colado
Zr y Mg .
emplean
primordialmente para alterara la composición química del
hierro, e:<iste una c la·::;e de adicione':5 .3. la cuchara
conocida como "inoculantes". Esto·:;; materia 1 es tienen
una acción física para mejorar 1 a estructura y
propiedades del hierro gris, que no pueden ser explicadas
por el cambio en composición química, que los mismos
efectúan.
2.2.9 Inoculantes. La inoculación podria ser definida
como la adición de un material que tiene un efecto sobre
las propiedades al metal que es a�adido.
La inoculación es empleada en hierro gris pri ne ip.3. lmente
para promover una distribución al azar del grafito.
Los inoculantes pueden ser divididos en dos grupos:
Los Inoculantes Gratifizantes. Representados por el
ferrosilicio, el calciosilicio o, (siliciuro de calcio) y
las aleaciones patentadas.

55
Se ha reconocido durante muchos años que las adiciones de
ferrosilio en la cuchara ejercen mayor efecto
gratifizante. Tales adiciones de ferrosilicio en la
cuchara, usualmente de los grados de silicio más elevados
tales como los de 75¼ y 90¼ son caracteristicas de los
inoculantes gratifizantes.
Los inoculantes gratifizantes son más efectivos cuando se
añaden a hierros de bajo carbono -equivalente los que,
cuando se funde, exhiben fuertes propiedades de
endurecimiento superficial y generalmente son empleados
para hacer grados de hierro de alta resistencia.
Los inoculantes gratifizantes se emplean a menudo
simplemente para controlar la profundidad de
endurecimiento más que como un medio para mejorar las
propiedades mecánicas. En tales casos, se añaden
pequeñas cantidades para reducir la sensibilidad de
sección y para prevenir una estructura endurecida en
piezas de sección delgada, aletas delgadas en piezas más
pesadas, etc.
La cantidad de adición necesaria varia con el inoculante
empleado y los resultados deseados. Generalmente, la

adici6n varia entre 0.10 y 0.50¼ de silicio.
Los Inoculantes Estabilizadores. Combinan "cromo"
con e 1 emento':5 qratifizantes apropiados, usualmente
proporcionado·:=; de ta. l modo que los gratifizantes
presentes equilibren el a.umento en profundidad de
endu. r'ec i miento que seria anticipada por· la adición de
cromo.
El u.so de estas
fundidor, obtener
composiciones
beneficio
balanceadas permite al
de 1 a mayor dureza,
estabilidad de estructura, resistencia al desgaste y a la
abrasi6n, resistencia a altas temperaturas conferidas por
el cromo. Sin sufrir las limitaciones impuestas por la
tendencia de este elemento a aumentar la profundidad de
temple.
El croma emp 1 e.:=;, en hierr·o gris generalmente en
cantidades relativamente pequeñas� muy por debajo de 1¼.
El cromo se u.sa a menudo en combinación con niquel,
molibdeno, cobre o vanadio, tanto en hierro blanco como
en gris.
Cu.ando sea posible los inoculantes deberán ser añadidos
en el pico del cubilote en donde la temperatura del metal

57
es más elevada, preferiblemente a través de un embudo
suspendido sobre el chorro de metal.
P�ofundidad de Temple. La prueba de endurecimiento
superficial como ayuda para el control de calidad del
hierro colado de gran ayuda para el fundidor de
acuerdo a la clase de piezas que está produciendo.
Estas pruebas serán la guia para realizar las coladas de
hierro para dichas piezas.
Si el hierro se hace más duro,las pruebas de temple
superficial indicarán un aumento en la profundidad de
temple superficial.
Si el hierro se hace más blando la profundidad de temple
superficial será menor .
Conociendo estas variaciones en las propiedades del
hierro, el fundidor u operador de cubilote, puede hacer
las correcciones apropiadas, sea
cuchara.
en cubilote o en la
Los elementos que aumentan la profundidad de temple (o
molibdeno, endurecimiento) son: telurio, cromo,

58
antimonio, bismuto, azufre, mangneso, tungsteno y
vanadio.
Los elementos que reducen la profundidad de temple son:
silicio, niquel, cobre, aluminio, titanio, fósforo y
circonio.

CARGAS DE Ml\11�RTALE�-; PARA LA PREPAHAC:ION DE CARGAS PARA LA
FMmICACION DE ALEI\CIONES DE HIERRO GRIS
- --·-·· .. ----• ·- -- ·---·-----··-----------·--- ---· ··-------·----· ------------------
Tipo <le cl1atarra C'' iY' Ul, /o C.T .. % Mn,% P,%
----- -------··-·····-·-··· -·-·----··- ...
S,% Cr,% Ni.'%
--- . ---·-·--··----------------------------------------·-
Colado de maquinaria, l' 2.10 :1.25 0.60
Colado en gen"raJ. l' 2.10 :3.25 O.t.iO
Maquinaria !t::xtil 2.40 3..10 0.75
Colado de automóviles 4) C)¡-�--'-> 3.30 0.'15
Chatarra ogrícolu 2.25 3.40 0.60
Colado de ferrocarril. l.' 2.15 3.30 0.60
Colado de forruearril, 2' 1.90 3.20 0.60
Colado de ferrocarril, 3' 1.25 3.10 0.70
Radiadores de calefacción 2.30 3.45 0.55
Zapatas de frenos 1.15 3.10 OAO
Ruedas de vagón F. C. O.ti5 3.50 0.55
Chatarra de maleable (F. C.,
agrícola, automóvilcS, etc.) 0.95 2.30 0.40 Rielc;i <le F. C. 0.25 0.60 0.80
Acero el,} automóvil, 2' 0.10 0.30 0:10
Acero estructural • 0.05/ 0.12 0.20/
0.75 1.20 ··---------�---··--··------·--------------
,__ ----· ---
0.50 0.10 O.OS 0.05
0.50 0.10 0.05 0.05
O.ZO 0.12
0.15 0.12 0.25 0.10
0.30 0.12 Tr 'l'r
0.-,10 0.10
0.25 0.10
0.30 0.10
0.55 0.10
0.50 0.20
0.30 0.13
0.15 0.10'
0.05 0.05
0.03 0.03 0.15 0.20
0.03/ -- 0/ O/
0.12 0.80 l.W
Mo.%
'1' Á r
Tr
0.10/
0.25
C11,%
----
0.15
T,
0.1/
0.9
lTl 0

Tipo de chata.-ra
Colado de maquinaria, 1' Colado en general, 1' rvlaquinnria textil Colado de automóviles Cha t.ar ra agrícola Cc,lado de forrocarril, 1' Colado de forrocarril, 2' Colado de ferrocarril, 31
Radiadores de calefa.::cióll Zapatas de frenos R11edas e.le vagón F. C. Chatarra de m;,Jeahle (F. C.,
a¡;rícola, automóviles, etc.)
Rieles de F. C. Acero de automóvil, 2• Acero estructural •
-----------------·
AN,\.LI:i!S ,\J'HOXIMADO DE CHATARRA DE Hn:nr.o COL/'1.lO y l)f; ACF.!W
-�-----::.--·---�--------=--=----.:
Si,% c:r .. % 1'.fo, % P, % S,% Cr, �·� Ni,% Mo, % Cu,%
2.10 2.10 2.40 2.25 2.25 2.15 1.SOl.252.301.150.55
0.95 0.?.5 0.10 0.05/
0.75
3.25 3.25 3.40 3.30 3.40 3.30 3.20 3.10 3.'15 :uo
3.50
2.30 O.GO0.300.12
0,60 O.GO0.750.750.600.60o.c,o
0.70 0.55 0.40 0.55
0..10 0.80 0.70 0.20/
1.20
0.50 0.50 0.20 0.15 0.30 0.40 0.:35 0.30 0.55 0.50 0.30
0.15 0.05 0.03 0.03/
0.12
0.10 0.10 0.12 0.12 0.12 0.10 0.10 0.10 0.10 0.20 0.13
0.10' 0.05 0.03
0.05 0.05
0.25 Tr
0.15 O/
0.80
0.05 0.05
0.10 Tr
0.20 O/
1.80
Tr
Tr 0.10/
0.25
0.15
Tr
0.1/
o.o
-· -·----------·--- -·----------·-·---·------------------------- ----
�----.. ---- ___ .,._.. __ ..,., _____ _
* Metafa Handbook, Ed. 194-8, Pá¡;. 53·l.
CARBONO TOTAL EN CMHII, ES ""' 2. l'i I· '.;W er'... _c��-tl 2
(Si + ��p en cana:L) L,
O'I
'º

TABLAS DE INFOHMACION UTIL
ANALISIS TIPICOS DE PIEZAS DE FUNDICION
-----------·-·-----
Tipo ele pie:,,a Composición, %
1) Piczue ele hierro ¡;rfoCilindros ele automóvil ..................... .
Cilindros para camión y tractor ............... .
Tambore3 para frenos <le automóvil ........... . Discos pura ernbrngue de automóvil ........... . Ci¡;üeñale,i para motor de automóvil ........... . Piezas para maquinaria agrícola
Ligeras .............................. . MediaWJs ................................ . Pesadas ............... ..............•...
Piezas para maquinaria en gi:nernl 1-lc<l in nas . . . . . . . . . . . . . . . ............... . Ligeras .................................. . Pesados .............. ...•..•........... )l!uy pesada� ............................ .
TuberíaJrnru agun Cola a en foso ........................... . De L!vau<i ............................... . Cole.da en aren.a y centrift:gacLi ............ .
Plru1chas para 1:Stufa de coci.rui . ·.· ............ . Hn<liadores para calcfocci6n .................. . Barras para parrillas ........................ . Potería, usos cáusticos ....................... .
2) Pieui.s con enduredm..iento HUperficial y <lo hierro Ll,mco
Huedas para carro ele fcr=.arril (templadas) Rejas paro arado (t.ernpl11cfos) ................ . Tarimas para moldea (templadas) ............. .
Carbono total Si
3.30
[3.25 3.25 3.2 5 3.40 3.25 2.80
3.40 3.:30 3.15
3.50 3.30 3.1 5 3.10
3.50 3.60 3.60 3.50 3.50 3.25 3.50
2.10 2.00 2.00 2.00 200 2.20 2.50
2.40 2.ZO1.80
2 }>0 2.00 1.501.2 5
1.60 1.65 1.10 2.40 2.30 2.00 0.70
Mn
0.60 0.65 0.65 0.65 0.70 0.60 0.80
0.55 0.60 0.65
O.SO0.60 0.6 5 0.70
0.50 0.35 0.45 O.SOO.SO0.60 0.50
p
0.12 0.12 0.1 2 0.12 0.20 0.20 0.1 5
0.60 0.50 0.3.5
0.30 o.:U) 0.25 0.20
0.65 0.70 0.GS 0.80 0.50 o..io 0.15
0.30 OAO
0.30 0.20
s
0.10 0.10 0.10 0.10 0.10 0.10 O.JO
O.JO 0.12 0.12
0.10 0.12 0.12 0.11
0.10 0.10 0.10 0.12 0.12 0.10 O.JO
Mo\dcs para v¡drio (templados� ............. .
. (',o¡incle,i de hierro blan�o (nr1e11lturu) .. , ... . , Muela� de quebradora, hterro !aneo ......... .
::l.50 3.40 3.50 3.50 3.<10 3.30
0.55 1.40 0.80 2.20 0.75 0.60
0.50 0.60 0.60 0.60 0.70 0.60
O <)/" -�-> 0.15
0.12 0.12 0.12 0.10 0.12 0.10
'
· 3) Piew!l de biel'ro m1,Jeahle Secciones dclgntln y mediana . . . . . . . . . . . . . . . . . . 2.50 1.40 0.45 0.15 0.14 Secciones i,;ni= . .. .. .. .. . .. .. . .. .. .. .. .. .. . 2.3S O.\i5 0.-10 0.15 0.12
- - - . -- --·- - -�--------------------·------·
c.ri:. == %CT + 0.3(%Si + %P)C.E. - %C'f + %Si + %P
----;;--.)
Ni Cu Cr Mo
------------------·
0.75
0.50
2.50
1.00
4.50
G.75
LOO
O 30 0.50 OAO
0,10
0.50
1.00 0.40
0.30 1.00 1.5-0
OAO
0.50
O)
.....

PREPARACION DE CARGAS PARA LA FABRICACION DE ACEROS
COLADOS
3.1 INTRODUCCION
El acerista al estudio y fabricaci6n de aceros ordinarios
y aceros especiales debe poseer conocimientos básicos, en
este caso el conocimiento y método que permita la
preparaci6n de la materia prima o materiales y cuyas
propiedades físicas, químicas y tecnol6gicas correspondan
a todo lo que se refiere a la estructura del metal, a sus
propiedades mecánicas, a sus tratamientos mecánicos, a
las transformaciones en estado s6lido, como también los
fen6menos que se presentan en el estado liquido, los
factores que influyen en una buena colada etc.
En este m6dulo instruccional nos limitaremos
fundamentalmente al conocimiento y preparaci6n de cargas
para la fabricaci6n de aceros colados en hornos de arco y
hornos de inducci6n.
Nos referimos principalmente al elemento base para la

63
fa.bricaci6n del ac,:?ro, chatarras, fundentes,
recarburantes, ferro-aleaciones y elementos aleatorios
indispensables para. la fabricación de aceros por
procesos que nos referimos anteriormente.
3.2 MATERIALES EMPLEADOS EN LA PREPARACION DE CARGAS
PARA LA FABRICACION DEL ACERO.
El elemento base para la fabricación del acero es
los
l-3.
"ch-3.ta.rra" o sea todos los objetivos o trozos de hierro y
inservibles por desgaste, ruptura, o:<ida.ción y
ot r.3.s causas, así como los despuntes de perfiles
laminados, sobrantes de forja y de coladas, virutas de
maquinado de piezas, etc.
Hay dos clases principales de chatarra: la de hierro
colado y la. de acero. Dentro de cada una de estas dos
clases hay infinidad de clasificaciones por su tama�o,
limpieza� ca nt i da.d de elementos
contengan y elementos recuperables.
per·judic ia les que
Prescindiendo de la chatarra de hierro colado, que casi
no se una en la fabricación de acero, nos preocuparemos
en este módulo, solo de las chatarras de acero.

64
Si no fuera por ésta y hubiera que sacar el elemento
hierro exclusivamente de sus minerales, probablemente se
hubiera acabado ya con sus yacimientos en todo el mundo y
no se sabría que hacer con las monta�as de chatarra que
se habrían ido formando a pesar de la considerable
pérdida por
tiempo.
oxidaci6n que tienen al cabo de cierto
El tama�o de la chatarra ha de ser, en general, peque�o?
pues la mayoría de los hornos son de capacidades medianas
y peque�as y sus puertas de carga son reducidas para
evitar la pérdida de calor.
Además en los hornos eléctricos de gran capacidad que
pueden cargarse mecánicamente, bien con
desplazando la b6veda o bien en cargadores, si la
chatarra es de mucho volumen, no se puede meter toda la
carga antes de dar corriente y hay que dejar una parte
fuera del horno para ir recargando a medida que vaya
fundiéndose.
Esta chatarra necesariamente ha de cargarse a mano o a
pala si no se quiere perder tiempo levantando los
electrodos para no romperlos con un caj6n de la cargadora
o para el desplazamiento de la b6veda.

65
En general, la chatarra para los hornos eléctricos ha de
ser menuda y de peso. Por ejemplo:
Tornilleria
Despuntes de barras, láminas, perfiles, ángulos
Mazarotas de piezas moldeadas
Lingotes peque�os inservibles
Las chapas grandes, carrocerias de autom6viles, envases,
pesan poco, abultan mucho y hay que trocarla, lo cual
eleva el costo del acero.
Además de estar muy oxidad, por lo cual tiene muchas
pérdidas.
La chatarra menuda y pesada tiene además la ventaja de
permitir cargar el horno con mucha rapidez, ya sea a mano
o mecánicamente.
En la chatarra vienen materiales que hay que separar, por
ejemplo:
Recipientes herméticamente cerrados
Cobre, zinc, esta�o, pues además de ser nocivas para
el acero, en algunos casos tienen un valor, que pueden
recuperarse.

CLASIFICACION DE LA CHATARRA DE ACERO POR
COMPOSICION QUIMICA
Chatarra de Acero. No aleada: Baja aleaci6n
Alta aleaci6n
66
Chatarra no aleada: formada por materiales de acero al C.
Chatarra Baja aleación: Aquella cuyo contenido de
elementos de aleaci6n, en total, no excede del 5¼.
Chatarra Alta Aleaci6n: Aquella cuyo contenido de
elementos de aleación en total es mayor del 5¼.
Chatarra de Acero Según su Origen.
Chatarra interna o de recirculaci6n
Chatarra de transformación industrial
Chatarra de recuperación, constituida por materiales
en desuso.
Chatarra Según el Uso a que se Destine.
Chatirra para refundición, aquella que se emplea para
la obtención de acero mediante refundición.
Chatarra recuperable, aquella que se emplea sin
refundición generalmente para relaminaci6n o forja.

67
3.4 SELECCION, INSPECCION Y PREPARACION DE CHATARRA
Una forma de agilizar el cargue de chatarra para horno es
la clasificaci6n previa
algunos objetivos.
en los patios, persiguiendo
Dimensionando para obtener 6ptima densidad de carga.
Evitar efectos nocivos a la solera de los hornos.
Obtenci6n de 6ptima velocidad de fusi6n.
Obtener niveles adecuados en los análisis
preliminares.
Reducir residuos de elementos indeseables.
Reducir costos.
3.5 ORGANIZACION DEL PATIO DE CHATARRA
Para obtener estos objetivos se presentan a continuaci6n
algunas sugerencias:
Clasificaci6n de la chatarra por su composici6n
química, densidad y grado de contaminaci6n. Ejemplo:
separar las altas en carbono, f6sforo, azufre, para
emplearlas con cuidado y cargarlas con cierta
proporci6n.

68
Los clásicos elementos contaminantes: - P - Sn Ca,
deben considerarse contaminantes también los elementos de
aleaci6n, cuando el análisis final del acero a producir
no los contemple; pues hay que separar las chatarras que
contienen niquel, cromo, vanadio, tungsteno, molibdeno,
cobalto, etc., pa. r-� aprovechar en lo posible estos
elementos cuando se fabrique aceros aleados debido al
precio de estos elementos.
Chatarra Clasificada por alta Pureza: agrupa toda la
chatarra de primera fusi6n proveniente de plantas
integradas y no contaminadas.
Chatarra camón (es la chatarra moderadamente
contaminada).
Chatarra contaminada.
Esto se puede lograr clasificando por calidades y
distribuirlas en patios.
Creando un patio de corte, obteniendo mayor carga por
densidad y mayor rendimiento por parte del personal.
Crear puestos de corte junto al patio anteriormente

69
mencionado para evitar pérdidas de tiempo.
Hacer stock dentro de la nave del horno
distribuyéndola por calidades, los cuales estarán
separadas por divisiones en m6dulos y asi facilitar
al operador el acceso a la chatarra conociendo
exactamente la calidad.
De lo anterior se deduce que una fábrica de aceros que
esté bien organizada debe hacerse lo posible por tener un
parque de almacenamiento amplio y bien clasificado, lo
que evitará muchos contratiempos y ahorrará tiempo y
dinero.
Un clasificaci6n buena de chatarra puede ser:
__ P_o _R_. _T_A _i'_1A_· "_·1_1J ____ P_o_R_._s_1-_1 _L_I_r·_1P_I _E _z_A_· ____ P _o_R_su ANAL IS IS�
GR.ANDE
MEDIANA
MENUDA
LIMP IA
OXIDADA
CON AC E IT E CON ARENP1
CON OTR.OS METALES
Y ELE MENTOSPEfUUD I C I ALES
AL C: ALTA EN r !B{:i.JA Et,� C
1
CON METALES
R.ECIJP ERAB LES
P1LEADA CON ME TALESQUE St:. OXIDAN

70
Chatarra grande será aquella que no quepa por las
puertas del horno o que entre con dificultad,
necesitándose dispositivos para cargarla.
Chatarra limpia, suele ser la procedente de despuntes
de laminaci6n y forja que no lleve mucho tiempo a la
interperie, también algunas clases de virutas.
Chatarra oxidada, puede estarlo poco o mucho, pues
hay por ejemplo virutas que por llevar mucho tiempo a la
intemperie, se reducen casi a 6xido.
Las chatarras con arena proceden de ordinario de los
talleres de molderia y son las mazar6tas y bebederos de
las piezas V del J
pozo de colado siendo en este caso
bebederos de las lingoteras coladas en sif6n.
3.6 FUNDENTES
los
Suelen emplearse la caliza, la cal, la batidura
procedente de los laminadores y forjas, el espato flúor,
la arena y el vidrio manchado.
Caliza. Es una roca compuesta principalmente de
carbonato de calcio (CaCO) debiendo tener un máximo de

71
impurezas del 6 al 7¼ y estando constituidas estas por
Sílice v J
6xidos de hierro, aluminio y magnesia. Esta
última la hará más difícilmente fusible y la sílice, si
es alta, requerirá menos espato flóor en la escoria. La
caliza debe usarse en el horno eléctrico únicamente
cuando no haya cal o durante la fusi6n de la chatarra.
Se necesita doble calidad de caliza quJ de cal.
Cal. e �e obtiene calcinando la caliza. Es la base
para la formaci6n de la escoria reductora empleada en el
segundo periodo o de afino. No debe echarse en pedazos
grandes, siendo el tamaRo más conveniente el de 20 a 40
m.m.
Batidura. Es el 6xido de hierro desprendido de las
barras calient�s en la forja y en el tren laminador,
empleándose además como fundente, para sustituir al
mineral de hierro. Su empleo está limitado al primer
periodo de la colada, o sea al oxidante.
Espato Fl�or. Es un elemento importante para la
fabricaci6n del acero. Sin él cuesta trabajo el formar
una buena escoria. Es un detergente fundente de
primera calidad.

El mejor tama�o para emplearse en los hornos eléctricos
es molido en granos de 3 a 4 m.m.
El espato flúor ayuda para la eliminaci6n del f6sforo y
del azufre del acero fundido, aunque el principal agente
para ello sea la cal de la escoria; pero si ésta no es
fluida, será más dificil dicha eliminaci6n.
El espato afina la escoria y hace mayor el contacto de
esta con el acero, además, es un agente neutro, por lo
cual no hay temor a que quite su basicidad a la escoria.
El consumo del espato en una colada, es peque�o, pues
para una carga de 10 toneladas no se suelen necesitar más
de 10 a 12 paladas.
El punto de fusi6n del espato está comprendido entre 900
y 905 D C según su grado de pureza.
Arena. La arena reemplaza al espato cuando ésta
contiene un grado grande de sílice 95¼ 6 más; pero, desde
luego no es un buen elemento por su carácter
como el espato es abundante, no suele haber necesidad de
emplearla. Lo mismo ocurre con el vidrio, que debe
usarse en pedazos de 20 a 25 m.m. o menores.

3.7 RECARBURANTES
Los principales son el carbón y el hierro colado. El
carb6n puede usarse en cualquiera de sus formas: coque,
antracita, hulla o madera y también los electrodos de
grafito rotos.
Todos ellos suelen usarse molidos en un tama�o de 2 a 3
m.m; sin polvo y procurando sean de la mejor clase
posible, sin gran cantidad de cenizas ni otros elementos
perjudiciales.
El mejor de todos es el procedente de los electrodos, y
cuando es un acero muy alto en carbono, suele a�adirse,
además del carb6n, un trozo de electrodo.
EL coque y la antracita son buenos recarburantes.
La hulla v la madera son recarburantes deficientes. J
Estando el acero limpio de escoria y caliente suele tomar
de un 60 a 65¼ de carb6n a�adido, siendo lo más corriente
que tome del 45 al 50¼ v aún menos. J
El lingote de hierro colado de análisis conocido y con
74
bajo contenido de azufre y f6sforo (menor de 0.03¼) es el
método ideal para la adici6n de carbono al acero. El
contenido es carbono de estos hierros varia del 3 a 4¼.
3.8 FERROALEACIONES
Son todas las adiciones metálicas que se a�aden al
fundido durante la colada en el horno eléctrico,
darle composici6n química exigida en
especificaciones y para desoxidarle.
Estas ferroaleaciones son:
Ferromanganeso
Ferosilicio
Ferrocromo
Ferrovanadio
Ferrotugsteno
Ferromolibdeno
Ferrouranio
Ferrozirconio
Ferrotitanio
Alumino
Niquel
Cobre
Cobalto
Niobio
acero
para
las

75
3.8.1 Ferromanganeso. Es un carburo de Fe y Mn. El Mn
contenido varia del 40 al 80¼, C=48.7¼, Si=1¼. El
manganeso se emplea en la fabricaci6n de casi toda clase
de aceros en el que entran en mayor o menor proporci6n,
desde los llamados aceros al manganeso con un contenido
de este metal del 12 al 14¼ hasta los más corrientes en
unas cuantas décimas pues además de, proporcionar al
acero características muy interesantes, es un gran
desoxidante y desulfurante.
3.8.2 Ferrosilicio. Al igual que el ferromanganeso, es
de uso general en la fabricaci6n de los aceros y hierros
en los que entra en proporciones variables desde unas
décimas a más del 15¼, es un gran desoxidante.
La composici6n de FeSi muy variable, se puede
clasificar en 3 clases principales.
Contenido menos del 30¼ de e ·�1
Contenido de 40 a 50¼ de Si
Contenido de 70 y más de Si .
3.8.3 Ferrocromo. Se usa en algunas clases para darles
ciertas propiedades, siendo la principal la dureza, aún
cuando con cantidades relativamente peque�as, empleándose

76
con mayor proporci6n para ciertos aceros inoxidables y
de para aleaciones empleadas en la fabricaci6n
resistencias eléctricas.
El contenido de cromo es casi siempre de 60 a 75¼,
variando únicamente el carbono entre 0 y 8¼, el más
corriente es el de 6¼.
3.8.4 Ferrovanadio. El vanadio entra en la composición
de bastantes aceros, principalmente en los destinados a
herramientas.
En determinadas proporciones, aumenta el limite elástico,
la carga de rotura, el alargamiento y la restricci6n.
La especificación que suele exigirse es: 35 - 55¼, 60¼,
80¼ de V.
3.8.5 Ferrotugsteno. Es cada dia más
principalmente en
rápido y en los
los acero de herramientas
imanes, donde entra en más
empleado
de corte
elevada
proporción, acompa�ado de otros elementos como el cromo,
vanadio, cobalto, etc . Como casi todos los aceros en que
entra el tungsteno suelen ser altos en carbono y la
ferroaleaci6n suele ser rica en tungsteno, no importa que

77
el carbono de esta ferroaleaci6n pase del 1¼.
Para ser incorporado a. 1 acero conviene calentarle
previamente bastante, pues de otro modo no se fundiría
bien, yéndose al fondo puro conviene que sea en polvo y
medio en un envase metálico.
La composici6n del FeW es: W= 70 a 85¼, C= 0.1 a 1¼,
Mn = 0.6 - 0.75¼, Si= 0.5 a 1¼.
3.8.6 Ferromolibdeno. Se emplea para la fabricación de
aceros aleados de alta calidad en
molibdeno en peque�a cantidad
los cuales entra
comunicándoles
resistencia a la fatiga, quitando la fragilidad
el
gran
de
revenido de los aceros al cromo, níquel y mejorando en
general todas las propiedades mecánicas.
Da a los aceros un extenso campo de temperatura entre
cuyos limites pueden templarse con buen resultado.
La adición de FeMo es:
Mo = 55 a 37.5¼, Si = 0.5 a 1.5¼
C = 0.25 a 25¼, S = 0.05 0.025¼

3.8.7 Ferrouranio. En los
78
aceros, peque�as cantidades
reemplazan a cantidades muy elevadas de tungsteno.
El uranio se oxida rápidamente, por lo cual se aconseja
añadirlo al colar en la cuchara y bien molido, a pesar de
lo cual habrá que contar con una pérdida probable de 50¼
La composici6n es: U - 20 - 50¼, Si - 0.5 - 2¼, C = 1 -4¼
3.8.8 Ferrotitanio. Se añade al baño momentos antes de
colar bien en la cuchara, es un estabilizador de
carburos.
Al añadir el Titanio al acero, este debe estar
completamente desoxidado, lo cual puede conseguirse con
la adici6n de aluminio. Se añ�de 1/2 a lkgr/T de acero.
Aluminio. Se emplea puro
ferroaluminio en polvo. Es
pudiendose añadir en
moldes.
el horno,
y también en forma de
Lln
en la
gran desoxidante,
cuchara o en los
Se adiciona en la cuchara al vascular el horno y a raz6n
de 250 a 300 gramos de aluminio puro por tonelada de
acero y el doble para las piezas moldeadas.

79
Un 0.1¼ de aluminio reduce el 6xido de hierro contenido.
98
Níquel.
QOV , / i't y
Se emplea de ordinario con un contenido de
no se oxida, pudiéndose recuperar
prácticamente todo el contenido en la cuchara.
3.9 HORNO ELECTRICO DE ARCO
El acero para piezas fundidas fabricadas en el pais es
casi exclusivamente producido en este tipo de horno,
debido a sus grandes ventajas que son entre otras:
Se parte de carga s6lida (chatarra)
Se pueden obtener mayores temperaturas (3.000 -
3.500 ª Cl
Mayor rendimiento metálico
Mayor duraci6n del révestimiento
Regulaci6n fácil y graduable•de variables en todas
las etapas.
No hay contaminaci6n por combustible o gases
Posibilidad de conseguir atm6sfera reductora u
oxidante
Instalaci6n en espacio reducido
Mejores condiciones de trabajo para los operarios.

80
La mayoría de los hornos eléctricos trifásicos instalados
en el pais son de tonelada de capacidad promedio y los
mayores de 3.5 a 4 Toneladas.
Estos hornos también se utilizan en el
fabricaci6n de fundici6n nodular.
3.10 HORNO ELECTRICO DE INDUCCION
Permite obtener aceros de excelente calidad,
país para 1.3.
puesto que,
aparte de la carga metálica, no se
material.
introduce ningún otro
En consecuencia, la chatarra debe ser de 6ptima calidad.
Se utiliza en el pais para
especiales y fundici6n nodular.
fabricar aceros aleados
Presenta algunas ventajas con respecto al horno eléctrico
de arco como son:
Agitaci6n del ba�o fundido
Ausencia completa de carbono
Facilidad, rapidez y comodidad de su operaci6n.
Son especialmente adecuados para fabricar aceros de alta

81
calidad, aceros de alta aleaci6n y aceros especiales,
como los refractarios.
Por su elevado costo de adquisición y funcionamiento,
este tipo de horno, solo es accesible a un nómero peque�o
de empresas.
3.11 TIPOS DE CARGA HORNO DE ARCO
En el proceso de obtenci6n de acero vía horno de arco, la
carga es el factor de mayor influencia, más aún que la
logística del proceso y la potencia de operaci6n.
Esto es porque el tipo de carga, su composición fisica y
el modo como ésta alimentada al horno, afectan
grandemente los costos de conversi6n de la chatarra en
acero, y si mismo la productividad total de la planta.
El tipo de carga de una colada en particular es
determinado por las características metalúrgicas deseadas
en el producto final. Los aceros aleados, los aceros al
carbón, el hierro y los aceros inoxidables requieren
materiales de carga con diferente composición química
cada uno.

Una fundici6n cuyo producto sean piezas fundidas de
hierro gris, por ejemplo, requiere materiales con un alto
contenido de carb6n, mientras que una plata especializada
en ia fabricaci6n de acero inoxidable, requiere un
contenido muy bajo de este elemento, pero alto en cromo y
níquel.
La disponibilidad y costo de la chatarra son también
consideraciones muy importantes en la selecci6n del
material de carga, particularmente porque el insumo más
costoso en la operaci6n del horno de arco es el material
de carga.
Normalmente, los distribuidores de chatarra separan sus
productos de acuerdo a su tama�o, limpieza y contenido de
aleaciones y es importante que en el patio de chatarra se
siga esta misma práctica.
Un inventario típico incluye varios tama�os de pacas,
piezas vaciadas, despuntes, vigas, partes de maquinaria
pesada V j
desperdicios
ferrocarriles,
de maquinado
constituyen el material de
partes de autom6viles y
(rebajas). Estos elementos
carga típico en un horno de
arco. Pero dependiendo del tipo de hierro o acero a
fabricarse, se agregan a la colada algunos compuestos

industriales tales como
etc . Algunos de estos
carpa, otros durante la
vaciado.
83
cal, ferroaleaciones, carbón,
son adicionados
refinaci6n y
al material
otros durante
de
el

3.12
ACERO
--l_
CI.ASIFIC.I\Cfü\J DE Lffi ACEROS
/\CEROS l _ /\ cmvrnn_¡�
ACEROS / ACEl<OS 1
CO,UN!CS ,� _ J PMA ¡J.1¡.0 a 0.8% C
�IACrnosl ____ � \ ��ou1�_¡1 M.SIEM:NS i ----------·�-..
1
S.Mi\RTIN /1 /\CEROS 1·-- 1 /\CEl�OS DE
1·--·--·-----··-·-·1 7 �íl\JSTR�CIO\J 0.1, a 0.6% c
ESPECIALES'� i-----
----
ACEROS --_ ___,
/\L CRISQ. /�
l A:��os ·¡GI
HERRINIENTI\S_!LE(WIIQ� 0.1 a 0.5% C
/ - BU\\to
< - S.DURO1 - DU!<O'
Í ALE/\CO 1 !
r,_ SAJO � - MEDIO ;-' - /\LTO
1
l NOALE/\COl
. - :3UV�D'J- S. DU�Or - rx.JRO
A' r- 8/\c.'º
' ...:E/\CO , - :,rmol - N_TO
( - S.D�!ROi NO ALE/\CO - D'.RO ,
- MJY DURO
(O :·, +:>

3.13 ACEROS
85
Los aceros producidos en el pais son fundamente aceros al
C, equivalente a los de las normas SAE 1025 - 1045, los
cuales se
automotores
utilizan
agricolas
para
V J
la fabricaci6n de repuestos
mineros, repuestos para la
industria del vidrio y ladrillería, arañas, ruedas
artilleras, bocines, suspensi6n, remolques, válvulas y
accesorios para la tuberia de alta presi6n, rodillos,
cilindros, placas para lingotes, soportes, herrajes,
partes para calderas, acoples, piñones,platos para
ferrocarril, guias para trenes de laminaci6n, cadenas,
herramientas manuales, bases, moldes, etc.
En menor proporci6n se producen los aceros inoxidables
(al Cr-Ni) los aceros al Cr Ni Mo, los aceros
refractarios, los aceros al V. al Mo.
Los aceros, según el número de cuerpos simples que
intervienen en la composici6n, se denominan:
Aceros Binarios: Fe = C
Aceros Ternarios: Fe + C + otro
Aceros cuaternarios: Fe + C + 2 Elementos
Aceros n-arios: Fe + C + 3 o + Elementos.
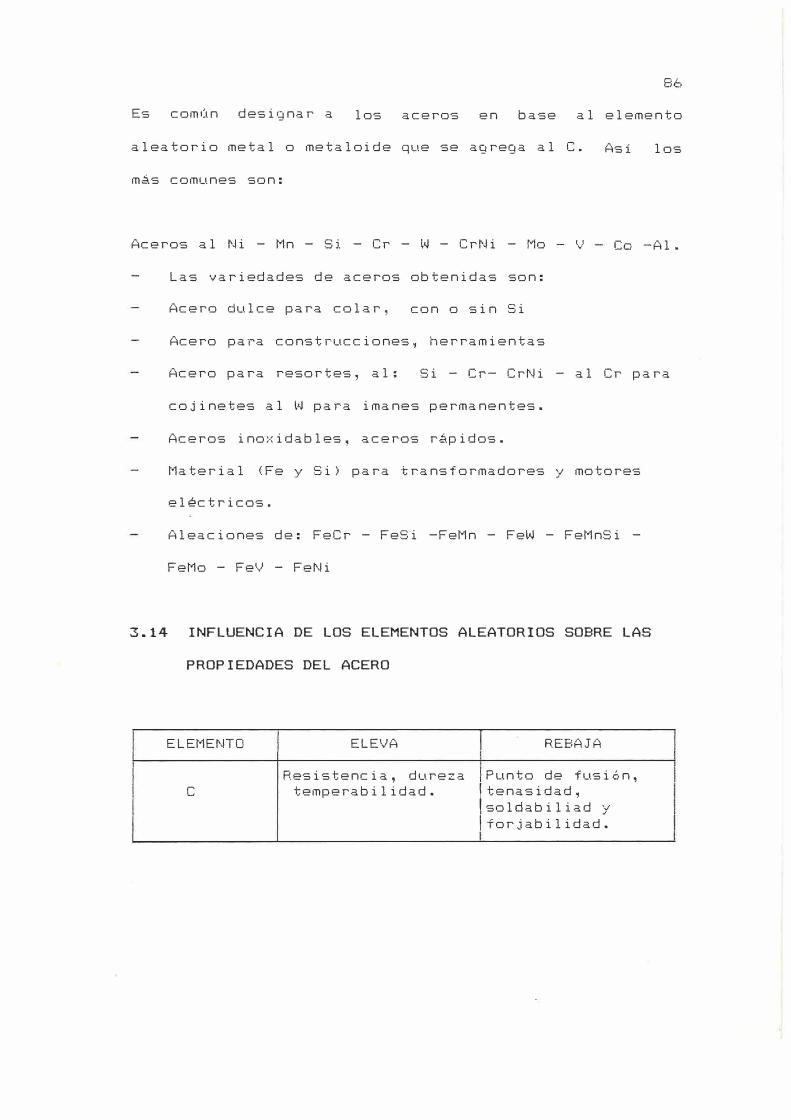
86
Es común designar a los aceros en base al elemento
aleatorio metal o metaloide que se agrega al C. Así los
más comunes son:
Aceros al Ni - Mn - Si - Cr - W - CrNi - Mo l! V Co -Al.
Las variedades de aceros obtenidas son:
Acero dulce para colar, con o sin Si
Acero para construcciones� herramientas
Acero para resortes, al: Si - Cr- CrNi - al Cr para
cojinetes al W para imanes permanentes.
Aceros inoxidables, aceros rápidos.
Material (Fe y Si) para transformadores y motores
eléctricos.
Aleaciones de: FeCr - FeSi -FeMn - FeW - FeMnSi -
FeMo - FeV - FeNi
3.14 INFLUENCIA DE LOS ELEMENTOS ALEATORIOS SOBRE LAS
PROPIEDADES DEL ACERO
ELEMENTO
e
ELEVA
Resistencia, dureza temperabilidad.
1 REBAJA
!Punto de fusi6n,ltenasidad,lsoldabiliad yltorjabilidad.

ELEMENTO
Si
F'
ELEVA
Elasticidad, resitencia, tempabilidad a fondo, dureza en caliente, resitencia a la corrosión.
Fluidez, fragilidad en frío, resistencia en ca.J.iente.
87
R.EBA.JA
Soldabilidad
Alargamiento, resis tenc i a a. l choque
Fragilidad de las resistencia al
____ s_· _______ °'_'_i
_r
_L_1_t
_a
_ ·;:;_,_1._,_i
_s_c
_o
_s
_i
_d
_a
_d
_+,_c
_h
_o
_q
__ , __ 1_e
_________ __i Mn sistencia al choque, Facilidad de
resistencia al des- meca ni za.e i 6n
------·-----+----------------l-·--------------1
¡Tenacidad, resisten-! lc1a a la corros16n, !resistencia eléctri-l
Ni
Cr
Mo
' -p-1·-tpn-J·a -J. 1C,3., , �-==- ::;. �·- •- . . d.
fuego, templabilidadl
Dureza, resistenciaen cla.iente,temperatura detemple, resistenciaal desgas.te,r·es i tenc i a. a 1 acorrosión.
R.esistencia a la. fatiga, dureza, tenacidad, resistenciaen caliente.
Dureza, resistenciaen caliente, resistencia a la fatiga.
Di la. tac i é,n térmica
AJ..3.ri:;_12.miento E"�n grado reducido. 1
Sencibilidad ante el recalentamiento
Alargamiento, forjabilidad

ELEMENTO
Co
ELEv'A R.EBAJA
Dureza, resistencia¡
Tenacidad, sencibidel filo, resisten- lidad ante el cia en caliente. recalentamiento.
Dureza, resistenciaa la corrosión, temperatura de tem- Alirgamiento ple, resistencia al fuego.
fU\00 DE INLUII!li ACIIJO, DE ALTA FREUB[IA
Elaboración de una fusión de acero rápido tipo 18 - 4 - 1 (W,Cr,V) a 10� de cobalto.
1 TIElfO
(en 111i
0
Hl
14
'l"l' J..,J
27
33
44
55
68
77
101
103
1%
121
125
Indice de cada operación (Ver diagraea)
2
3
4
5
b
7
8
9
10
11
12
13
14
O P E R A C I O N
Collienzo de la fusión PU€Sta en circuito del qrupo de conderr,,adores No.1 Puesta en circuito del grupo de condensador-es tt.2 Ar�lo de la carga en el horoo
¡
Puesta en circuito del grupo de conderr,,adores No.31Ar�lo de la carga en el horno Puesta en circuito del grupo de condensadores No,4 Puesta en circuito del grupo de conderr.:...adol'€S No.5Ar�lo de la carga en el horno Puesta en cirduito del grupo de condensador-es No.6T1Jt1a de temperatura Fusión coapleta Corriente cortada Toaa de una prueba de análisis
1 Desescoriado Foraación de una ooeva escoria con silice puroRestableci1iento de la corriente pero potencia reducida para 11anteni1iento de la teAperaturaResultado del análisis Adición de hierro gris y de ferrovanadio Corriente a plena potencia para llegar a te¡;pet,tura de colada. Fin de la fusión. Corriente cortada. Colada
OBSERVACION
(1)
(2)
(3)
88
¡

(1) La puesta sucesiva en circuito de los grupos de condensadores, tiene CO!llO objetivo �ntener constantela reacción de la carga sobre el circuito eléctrico. En la operación descrita, las puestas sucesivas delos grupos de condensadom es aut!»ática.
(2) La escoria está compuesta durante la fusión por la e:....:orificación de los óxidos de la carga (sílice, óxidos de hierro, manganeso, crD!llO, tec .•• i SJJ reeeplazo por una escoria de sílice pura (capaz de diSJJlver nuevas fracciones de óxidos de hierro y de manganeso, corre-:iponde a una desoxidación del il!E!tal hasta el porcentaje de equilibrio corre:..pondiente a las catidades de carbono y de silicio.
(3) El porcentaje de carbono en la carga en A1antenido voluntaria1ente un poco bajo con el fin de poderajustar la cantidad de carbono, en fin de operación, con hierro gris.
IDOO DE ARCO
Elaboración por refusión de una colada de acero inoxidable tipo 18 - 10 (Cr, Ni)
CoQposición requerida 1
89
1
e �
1 Si� Mn �
1 5 � n Ni¾ Cr Ti :4 j
0.4/0.61 (íJ.0b 0.25/0.45 0.Sl�/0.80 <fl.020 (0.tfT,,0 8.50/10.0 17.20/19.40
Carga: Retornos de misaa cooposición ............................................... 71:Jl/1¡ k9 Chatarra a bajo fósforo ..................................................... 2400 k9 Castina ......................... , ....... ,., ....................... ,, •. , .... , 500 K9
Horno de arco: Capacida.d................................................................... 14 t Potencia ••. , •• ,,,,.,.,.,, 1, 11, 1, •••••••• , 1,. 1 •••• , •••• , ••• , •• , •••• ,,, ••• , •• 4500 KVA
DESARROLLO DE LAS CfERACIMS
t0Wl.IO O P E R A C I O N
lll Fin de colada anterior - Reparación (b 20 1 Nueva carga - Puesta de la corriente - Fusión neutra lh 50 ürga fundida - Temperatura 16:::.fl'C - TOia de probeta: C = 0.4; Cr = 13.2
Redl.lcción de la escoria de fusión con 50 K9 de ferrosilicio a 75 % Inyección de óxi9eno con tres lanzas: m 1113/h Después de la desaparición de las llaaas, toaa de probeta de transición: e= 0.10
1 Sobre soplado: 6 1.1 2h 20 ¡ Al final de la operación, probeta: C = 0.03; Nn = 0.56
1 1
1 1
l

1 RedllCción de la escoria con: 1 - Silicocl'OilO !Si = 53¼ y r = 40¼) .......................... 3e0 Kq 1 - Aluainio en granalla ...................................... 100 Kg l Levantaaiento de la bóveda del horno
Adición de 3 t de metal frío compuesto de: Fe - Cr (a C 0.025), níquel y chatarra de la misaa CD!l!¡Josición. Reducción de la e::.coria con granalla de aluainio
2h 40 llese'":>Coriado de la escoria (gris y�), teaperatura 160il•c Reconstrucción de la escoria con 150 Kg de cal y desoxidación con ferrosilicio
3h r.5 Escoria blanca - Probeta: Ni= Hi.4i %; l'ln=0,88 %; Cr= 19.70 %
1 Adición de 500 Kg de Fe - Ti a 27¼ 3h 40 1 Colada - Teaperatura en cuchara 1550·c
RESULTADOS
Pe::--0 de la colada ...................................................... 12400 Kq
ANALISI5 OBTENIDO:
n 1 Si X l'ln ¼ e " P¼ Ni V
"' � it
0.05
1 0.39 0.65 0.005 U28 9.10

o·"' •._ •
z
o ¡--, �l
..-(' -.
(fl o u
>. ,,. 1-,
l)
co
(' .. .,.u: '' j •• ..i.....:
....... /_
,_, -
o :z:ou
1-í
U}
! ;: ¡ o (.J 4
:,¡ l ,__:..• �---,, ..... ------------------1 ::,·· ¡ f o '
! �� 1 ci'" l ¡ ! ;:: lJ--+-
t, ....
o
o o
l.!; :.n N
l()
r-
�-
o
o
-----
U'] -� ,?.
ú';
I;:)
r-l
o o •').� C',]
o
! -
................ .............. , ro e:)
i--i ,-.f
o
ro
o
8o
o
o cr, o C)
o
o , . .n :'..J �
¡- o
'º
2 e
8 o
CJ -
o
o
r-N
o
1) "iJ
'.) ...... o
C) O
e o
o
.,', :...,
-------·-------------..
r 'e;'='- , º
-=:+·
-... , l.(\
1 rj ! O 6 1 : t.;·---- r-0-------------------
�::-� 1
!_ � t � �� ---�- � ----------·-------------: 1 :...,¡ . r· rJ ¡ .. ,- ¡ •D ""' r-¡ (·� i f \..,' 1 í"() � ,7� j -..!_".• ' 1 ,�--------------------· ¡ !
i_.
· :.n E' !¡ ·,·._···· ! ,....,
.,:; ""-1
o o o
l.('l ['-
o r-
o
-.:::· -·
oc
·--------...------·-------....... ,�----1 '.J}
e N
e, j I�• p.: : ".; :;-.J•r
�-J o ,-,
o -
,--.....
o
o
o
o o
,;j<
C, o
o o
o o
o e
:
-.. �---- '
o
�-l "
u
i --' '
�- L º q_�-·------· -------·------� �u..
lv.o r-
o ti't
r:t.) r ...... 1
e
l(i
'·º
o f.(')
�- ,e
o o

4. MATERIALES PARA LA FUSION DEL ALUMINIO
4.1 INTRODUCCION
92
Todo el alumnio virgen que se consume en el país es
importado. A las dificultades propias de la consecuci6n
de una materia prima no disponible internamente, en el
caso del aluminio se suma el hecho de que la importaci6n
está concentrada en pocas manos.
Hasta presente no hay muchas posibilidades de
producci6n interna puesto que los yacimientos comprobados
de bauxita (materia básica para la obtenci6n del metal>,
son mtnimas.
piezas de aluminio se constituyen en uno de los
rubros principales de las fundiciones peque�as y de
algunas medianas (por el hecho de tener un punto de
fusi,::>n ba.jo).
!�2.s grandes empresas producen piezas de aluminio

93
generalmente solo para consumo interno como es el caso de
los moldes y placas modelo.
4.2 CHATARRA
La chatarra de aluminio puede provenir de los procesos de
fabricaci6n de aluminio y sus aleaciones, que vuelve a
ser consumida en ellos o se vende a chatarreros o
talleres de funci6n y de piezas o de artículos de
aluminio inutilizados. No existe una distinci6n univoca
entre el aluminio virgen o de primera fusi6n y el
aluminio refundido.
Mientras en algunos sitios solo se considera de primera
fusi6n al colado en bloques procedente de
electr6lisis, es más general, considerar aluminio virgen
al obtenido por fusi6n de una cantidad razonable del
antes citado con chatarra que proviene de los talleres de
laminaci6n v estrucci6n. J
4.3 CLASIFICACION DE LA CHATARRA SEGUN El ORIGEN
Chatarra de chapas de aluminio puro, nueva o vieja
Chatarra de cables de aluminio puro, nueva o vieja
Utensilios de aluminio puro

94
Chatarra de aleaciones coladas de aluminio
Chatarra de chapas y piezas extrusadas y forjadas
Virutas clasificadas seg�n la composici6n
Chatarra no clasificada por la composici6n
Costras de aluminio.
Para disminuir las pérdidas por combusti6n del metal de
la chatarr,'3. f i n-:1., como las chapas delgadas, hojas,
virutas, y otros desperdicios de mecanizaci6n�
conveniente el prensado en máquinas de empaquetamiento.
4.4 PERDIDAS POR OXIDACION DE DIFERENTES MATERIALES
Lingote':::-.....•...•.•.•......•...
Chatarra Gruesa ................ .
Chatarra de Chapas (comprimidos)
Chatarra de Hojas (comprimidos).
0.8 a
1 a
1.5 a
2 a
-=!'i/ ·...J it
4¼
4.5 TABLA SOBRE LAS DIFERENTES CHATARRAS DE ALUMINIO
: : : 1 ¡ : ¡ : : : : QJ,ATARRA CLASE Fe C'" 1 Cu Zn f..g 1 Mn Ni 1 Ti 1 Cr Pb
1 -Jl
CP.ATARAA DE ALL."'1INIO - Recortes des-PURO perdicios perfi- 1
Recortes y cables les sin alaa de- Recortes aluainio acero, cápsulas,delgado (0,1 a 0.4ml pape les ruevos,- Papeles de aluminio coloreados o no.- Virutas de aluainio - Planchas vie-
(torneado y jas,cacerolas1
fresado) sin hierro y ca-bles con alaa de acero
Sn
p� _:::,
: 1

CHATARRA
ALEACI[�S DE 1 C!JlilOSICION FIJA
1
C.MTERS - PISTIJES
VIRUTA.S DE iO!OO
ESCIBIAS
lltGJTES DE REfl.JS l {}l
CLASE -Sin cobre-Laai nadas o1 extruidos!-Recortes dea lusinio con cobre o aleacio-nes de cobre puro para forja ¡- Carters opistones en buen estado - Carters opistones conhierro- fi0tores deavión- Virutas dealeación Al-Si- Virutas dealeación ordina-rias con plOI01 !para piezasextruidas o de
I Fe Si I Cu I Zn ¡ Mg ¡ Mn i Ni Ti i Cr Ph i Sn1 1
1 1 1 1 1 1 1 1 1
10.51 0.2a 10,2 1 0.7 1 0.1 1
1 1 1.2
1 1 3.7 1 0.7 1 1 0.4 1
1 1 1 1 1
1 0.2 1 0.1
0.8 0.3 0.8 0.ó 0.2 0.b
1.2 4.5 1.8 1.3
1 1 0.B5 11 0.5 0.2 0.8 0.5
22 1.8 0.3 0.10 0.2 0.1
1.5 i.5
1
i.1.8 0.9 3.5 0.4 0.5 1 1 0.3 !U0 0.5 0.2 1 2 1 1 1 1 1
1 1 1 1 1
0.05
1 1 alta iMquinabilil 1 1
11 1 1 1
1 0.8 1 1 dad 4.7 1
- Escorias de 1 1 1 1 aluainio puro1 de Al--!1q,Al-Si
- Lingotes de 1 1 (relingoteado- 1 1 1 1 1 res)
- Lingotes dealeacionesaadres
95
1
1
1
1
1

4.6 PREPARACION DE LAS CARGAS
El oficio del preparador de cargas ·5e
todas las materias primas citadas le
separadamente por los suministradores.
si mp 1 icaria
Q' ,b
si
fueran entregadas
Las virutas de torno están más o menos cargadas de aceite
de corte y con articulas de hierro procedentes de las
herramienas de acero; las piezas pueden llevar igualmente
casquillos y remaches de ace1�0 o tener casqui 110·5 de
bronce y materias e:-( t r.3.ñas de cualquier c la.se. Las
escorias pueden estar demasiado cargadas de materias
inertes.
En consecuencia la elaboración de a 1 ea.e iones de
composición fija supone cuidadosa preparación previa de
las materias primas. Esta preparación consiste en
eliminar cuerpos inertes, aceites de corte, partículas de
hierro, metales pesados, etc. reunir por lotes las
chatarra·5 de la misma naturaleza, análisis y col-3.da de
aleaciones de composición fija correspondiente a las
normas.
la elección de los métodos dependen del espesor de los
trozos y la cantidad a seleccionar sin desperdiciar, las

9�. I
condiciones econ6micas, teniendo en cuenta la diversidad
de aleaciones de aluminio no se puede esperar que se
constituyan tantos lotes de chatarra como aleaciones
existan.
En la práctica se realizan agrupaciones por familias. El
conocimiento de las aplicaciones industriales de las
diferentes aleaciones para una determinada práctica,
ayuda enormemente en la simplificaci6n de los problemas
de identificaci6n.
4.7 PROCEDIMIENTOS DE SELECCION
Aspecto. La apariencia y el color del metal son
medios rápidos de identificaci6n.
Resistencia Mecánica. Los recortes de chapa se
ensayan por plegado manual por el obrero que realiza la
selecci6n, que se distingue asi el A-U4G, Cduraluminio)
de composici6n:
Cu = 4¼ Mg = 0.7 e · �1 = 0.5 Mn = 0.5 Al = 94¼
Densidad. Se puede separar manualmente el magnesio,
el zinc, el hierro, el plomo, el cobre, por simple
pesado, cuando la magnitud de los pedazos lo permite.

98
Quemado. Cuando la chatarra metálica está ligado a
Llí1a materia combustible, como es el caso de los cables
eléctricos aislados bajo una vaina de algod6n o goma, la
separaci6n se obtiene por combusti6n o bien por
carbonizaci6n de la materia orgánica.
Fusión Fraccionada. La separaci6n de las aleaciones
de bajo punto de fusi6n de las de punto de fusi6n elevado
se obtiene fácilmente en un horno reverbero de solera
inclinada.
Las chatarras de aleaciones de aluminio se cargan sobre
una solera con una o doble pendiente, estas dejan escapar
las aleaciones de aluminio fundidas y el hierro, el
acero, etc, quedan sobre la solera siendo extraídos y
evacuados por las puertas laterales.
Procedimientos Magnéticos. La·=i propiedades
ferromagnéticas de las aleaciones hierro ordinadrias, de
las aleaciones de niquel y de cobalto, son muy difrentes
de las aleaciones de aluminio.
para la selecci6n
adaptarse
(virutas)
a la
magnética, que
selección de
Este se ha aprovechado
se ha mecanizado para
particulas peque�as.

00 ; I
Procedimientos Espectroscopicos. Este procedimiento
se ha desarrollado para piezas de tama�o considerable.
Después de un pulido de una probeta, se lleva al espectro
y éste dará la lectura de composici6n, según un patr6n o
matriz elegido para el caso.
Procedimientos Químicos. Cuando un lote importante
de piezas o de chatarra se entrega al taller con un
certificado de homogeneidad, se sacan probetas del lote
y se analizan en el laboratorio (espectometria),
obtener el resultado de análisis rápidamente.
4.8 TRATAMIENTOS PARTICULARES
para
La técnica de la selecci6n, que prepara la materias, debe
comprender las siguientes operaciones, mecanizadas al
grado máximo:
Tratamiento de las virutas, separaci6n del aceite y
del hierra.
Tratamiento de las escorias separaci6n de la
materia inerte y del hierro.
Tratamiento de los papeles de aluminio colados.
Separaci6n de la celulosa.

100
NOTA:
Para el conocimiento de Estos tratamientos enviamos al
lector a: Enciclopedia del Aluminio tomo #2 Página 269.
4.9 OPERACIONES FUNDAMENTALES PARA LA SELECCION DE LA
CHATARRA PARA PREPARAR CARGAS
Esparcir la chatarra existente
Extraer materiales contaminantes y extra�os
Piezas de hiero o acero inoxidable
Piezas de aleaciones de cobre
Piezas de aluminio con otros metales adheridos
Piezas de aluminio con material no ferroso adherido
Materiales no ferrosos
Materiales dudosos.
Clasificar por familias considerando propiedades
físicas, químicas, procedencia y uso
Aluminio puro
Aluminio cobre
Aluminio silicio
Aluminio magnesio
Aluminio zinc
Reducir a tama�o adecuado la chatarra
Pesar las cargas según orden de trabajo
Ubicar las cargas en el sitio elegido

101
Las virutas, escorias, papeles, cables y piezas con
adherencias se les debe hacer un tratamiento como se
enuncio anteriormente.
Una vez preparados estos materiales se les clasificará
también en familias V J
se ubicarán en el puesto
correspondiente.
Cuando se trata de obtener aleaciones de composici6n
definida, se requiere utilizar el análisis químico o
espectográfico y s1 es necesario proceder a un afino a
fin de obtener los lingites de aleaci6n establecida.
En resumen se puede establecer que una carga metálica
pude estar formada por varios de los siguientes
componentes:
Lingotes de aluminio puro
Lingotes de aleaciones madre
Chatarra
Pedaceria clasificada seg�n aleaci6n o tama�o
Virutas tratadas
Chatarras tratadas
Los lingotes deberán estar clasificados por el
proveedor y en caso de no conocerse o tener duda,
deberá proceder a un análisis quimico como lo

102
establecido para las chatarras.
4.10 COMBUSTIBLES UTILIZADOS PARA LA OBTENCION DE
ALEACIONES DE ALUMINIO
La fuente de calor a utilizar para la fundici6n de
aleaciones de aluminio depende totalmente del horno que
posea cada fundici6n.
En Colombia la mayoría de fundiciones de este tipo de
aleaciones utilizan hornos dP combustibles líquidos,
coque y gas. El uso de hornos eléctricos en nuestro
medio para obtenci6n de estas aleaciones es muy poco
utilizado.
Los combustibles liquidas están básicamente constituidos
por A.C.P.M. y aceite quemado.
El coche de corresponder a un tama�o adecuado, según el
tama�o y utilizaci6n del horno.
El gas propano se suministra a industrias en
cilindros de diferente tama�o.
El [reparador de las cargas deberá revisar peri6dicamente
la cantidad del combustible a fin de mantener un stop

103
adecuado.
4.11 PREPARACION DE COMBUSTIBLES
El encargado de preparar las cargas para la fusi6n del
aluminio deberá registrar
cuanto a combustibles.
los siguientes aspectos en
Si se trata de combustibles liquidas o gaseosos,
revisar los dep6sitos a fin de determinar la cantidad
necesaria, para lo cual se ayudará de un registro.
Realizar las medidas en volumen o en peso según el
Ubicar los combustibles (coche) en sitio apropiado.
Vigilar por el buen mantenimiento y aseo de los
dep6sitos de combustibles.
Guardar las medidas de seguridad para el manejo y
conservaci6n de los combustibles.
104
4.12 ALEACIONES MADRES
Los metales de adici6n de elevado punto de fusi6n, más o
menos difíciles de disolver, como hierro, níquel, cromo,
manganeso, berilio, cobre, se introducen en forma de:
aleciones madres.
Las más usadas son las siguientes:
Al-Fe al 10¼
Al-Ni al 20¼
Al-Cr al 2-4¼
Al-Cu al 33-50¼
Al-Be al 4¼
Al-Mn al 10¼.
A veces se emplean aleaciones ternarias pero su
aplicaci6n está restringida en casos de aleaciones
particulares. Ejemplo:
Al-Cu-Mn de 30 - 40¼ de Cu + 5¼ de Mn
El titanio y el circonio pueden ser como Al-Ti del 4-5¼ o
Al-Cu-Ti con 54¼ Cu + 5¼ de Ti y Al-Zr del 4-5¼ o, por
medio de compuestos fluorados.

105
El boro se a�ade solo o en ocasiones con el titanio, se
puede encontrar como BFAK, o como aleaci6n madre Al-B o
Al-Ti-B.
El si se puede a�adir solo cuando se trata de aleaciones
masivas o de Al-Si-20-22¼. Cuando se trata de
correcciones los metales de adici6n como el Mg, Zn, Bi,
Sn se introducen directamente.
El Pb se puede introducir como cloruro de plomo, se debe
tener en cuenta que los gases producidos pora 1� adici6n
de Cl2Pb son venenosos.
También se puede adicionar el Pb-Mg al 65¼ de Pb y
33.5¼ de Mg.
4.13 FUNDENTES
Los fundentes pueden realizar tres funciones especiales:
Disminuir la oxidaci6n y absorci6n de gases
Purificar el aluminio
Eliminar del ba�o los gases disueltos.
A contimuaci6n se da una
fundentes y sus aplicaciones.
serie de combinaciones de

106
Fundentes de Cobertura.
Criolita AlF6 Na3
Carnalita MgC12K par aleaciones de magnesio 90¼ de
cloruro de sodio CNaCl) + 10¼ fluoruro de calcio
(CaF2).
60¼ de cloruro de sodio + 30¼ fluoruro de sodio +
10¼ flururo de calcio.
85¼ de cloruro de sodio + 15¼ criolita
Fundentes de Espumado. 70¼ cloruro de magnesio + 20¼
floruro de magnesio + 10¼ cloruro de sodio.
Fundentes de lavado o Desoxidaci6n.
47.5¼ NaCl + 47.5¼ Kcl + 5¼ NaF
60¼ NaCl + 25¼ KCl + 15¼ Na3A1F6
40¼ NaCl + 40¼ KCl + 20¼ Na3A1F6
30¼ NaCl + 40¼ KCl + 15¼ Na2C03 = 15¼ KF.
Fundentes de Separaci6n de Gases.
Gaeosos
Cloro
Nitr6geno
90¼N2 + 10¼ Cl2
1�7
80¼ N2 + 20¼ Cl2
S61idos
C2C16 (Hexacloroetano)
Tetra cloruro de titanio
75¼ e NaCl + 20¼ ZnC12 + 5¼ KCl.
Fundentes de Aspectos m6ltiples. Los fundentes
enumerados anteriormente pueden realizar acciones
adicionales para lo cual se ha establecido.
En el mercado se pueden encontrar productos comerciales
que poseen efectos múltiples sobre las aleaciones de
aluminio y su forma de uso deberá ser suministrada por el
fabricante.
Afinadores. Los afinadores son sales o mezclas que
reaccionan con el metal y cuyo objeto principal está en
reducir el tama�o del grano, a fin de conseguir, mejorar
las propiedades de las aleaciones de aluminio.
40¼ NaCl + 60¼ NaF
80¼ TiF6K2 + 20¼ BF4K
Compuestos de titanio
Boro
Sodio
Compuestos de Niquel
Combinaciones de Titanio y Boro.
Ejemplo:
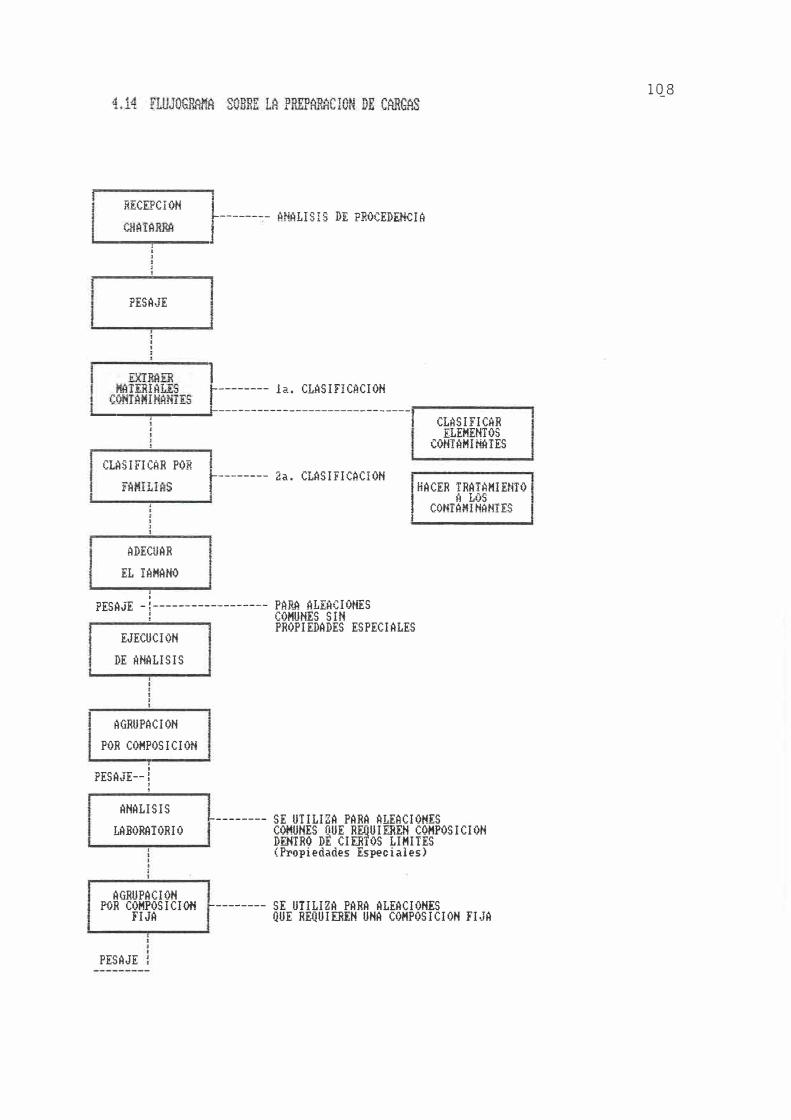
RECEFCIOH
PESAJE
L-------- MNALis•s D� PROfE:D-:��1H·!
·-·-· -l.- J.:., -- - .s;.rl'.J
i
1 �-------- 1� CLílSIFICílCIOH l
--·
____ __.1-------------------------------¡ CLílS I FI CHRELEHEtHOS
COlfiflHIMTES
CUIS I FI Cl"iR POR
ílDECüAR
EL H!HiU-iv ¡
.
�-------- 2a. CLHSIFICACION i 1 HACER TRAIMHENIO
1tt LOS
CONTMU HMlHS l
PESAJE - :------------------ PílAA ílLEflCIOtl"ES : COMUNES S rn
PROPIEDADES ESPECIALES EJECUCii)N
DE liHALISIS
flGRUPHCION
POR COHPOSICIOM 1
PESA,.IE-- ! !
.
ANALISIS
LABORATORIO
AGRUPACION
--------- SE UTILIZA PARA ílLEílCIOttl:S COMUNES QUE REñUIE..ilE� CQMPOSICIOH DENTRO DE CIERTOS LIMITES (Propiedades Especiales)
P-OR COHPOSICION --------- SE UTILIZA PARA ALEACIONES FIJA QUE RE�UIEREN UNA COMPOSICION FIJA
PESAJE
1Q8

109
En los procedimientos de selección, el aspecto,
apariencia y el color del metal son medios rápidos de
identificaci6n teniendo en cuenta ciertas caracteristicas
particulares de las materias primas.
Damos como ejemplo: Una agrupación por familia asi:
Recortes de perfieria
Papel de aluminio (coloreado o n6)
Recortes de cable eléctrico
Envase de cerveza
Pistones de motor
Partes de avión (motores)
Lotes de viruta (Al-Si, Al-Cu, Al Mg, A1Zn, etc.
En cada una de estas familias, se debe conocer muy
aproximadamente la composición química para determinar
ciertas caracteristicas y propiedades tales como:
maleabilidad, durez, resistencia mecánica, densidad,
estructura granular, sonoridad ? etc.
la selección magnética se realizará especialmente
cuando las chatarras de aluminio están acompa�adas de
partes y partículas ferrosas (virutas) que se eliminan
por medio de electroimanes, sea manual o automáticamente.
110
*3 COMBUSTIBLES USADOS PARA LA FUSION DEL ALUMINIO
Carbón Coque. Tiene gran aplicacion en los hornos
industriales.
E� el caso del aluminio en los hornos de crisol, de
calentamiento
necesario e
indirecto del
indispensable
metal en
aislar el
los cuales es
metal de los
productos contaminantes (hornos y gases de combusti6n)
que pueden incorporarse a él.
La fusión es muy rápida por la alta temperatura que se
obtiene de este combustible, con el inconveniente de no
pderse regular su temperatura.
A.C.P.M. Con este
temperaturas hasta de 1500 ª C.
combustible se obtiene
Tiene la ventaja de no producir cenizas, es de facil
almacenamiento, calor intenso, contorl fácil y continuo
de la combustión, evitando el contacto de la llama con el
ba�o liquido, segsea el dise�o del horno.
Aceite Quemado. Tiene gran aplicación en los hornos
de crisol por su bajo costo.

En la fusi6n del aluminio se deben tomar
especiales en la operac16n y conducci6n
1 1 1
precauciones
de la � .
'
1us1on,
siendo que el ba�o liquido se puede contaminar de gases.
Con este combustible
superiores a 13000 D C.
se puede obtener temperaturas

5. PREPARACION DE CARGAS PARA LA FABRICACION
DE ALEACIONES DE COBRE
5.1 INTRODUCCION
112
El cobre es un metal de amplia aplicaci6n en el campo de
1 3. fundici6n, con él se prepara. u.na variada gama de
aleaaciones para fabricar accesorios y partes de múltiple
uso en la industria metalúrgica .
Las materias primas están constituidas por chatarras de
origen nacional y lingote importado (Chile).
L 3. chatarra es de diversa calidad, alc;_1unas vienen
mezcladas con otros elementos, que sumados a las pérdidas
por fusión, pueden
pérdidas totales.
El u.so más común del
l J.egar a causar hasta un 312)¼, de
cobre es en forma de aleciaones,
siendo el principal el "Bronce" (Cu.+Sn)
Las empresas dedicadas a la fabricaci6n de aleacione de

113
bronce en su mayoria son peque�as y medianas.
Por las caracteristicas de la demanda estos son sometidos
a controles un poco precarios.
Para cubrir estas demandas existen muchas empresas
dedicadas a la fabricaci6n de aleaciones especiales como
son: bronces fosforados, bronces al manganeso, al
silicio, al aluminio, al niquel, etc.
5.2 PREPARACION DE CARGA METALICA
Para la obtenci6n de una aleaci6n determinada se puede
trabajar a partir de las siguientes clases de cargas y
sus mezclas.
Metales virgenes o nuevos
Chatarras
Retornos propios
Virutas
Aleaciones madres
La utilizaci6n de cualquiera de las cargas anteriores a
sus mezclas dependen principalmente de dos .factores:

114
Requerimiento de muy buena, buena, regular, baja o
cualquier otro grado de calidad en la aleaci6n que se
desea obtener,
Disponibilidad de las cargas,
Como reola general no se deben cargas sino aquellos
metales, aleaciones, chatarras, virutas, etc. de las
cuales se conozca su calidad y naturaleza, para alcanzar
cierto grado de calidad.
No se puede pensar en la obtenci6n de una aleaci6n de
composici6n química definida, características mecánicas,
etc; sino sabemos que es lo que se car,;_¡.� y en que
cantidad.
Por esto es necesario separar los metales
aleaciones, y estas, a su vez, separarlas de
puros de las
la chatarra
que muy bien puede clasificarse en chatarra grande, media
y peque�a; estos grupos pueden estar divididos en
subgrupos, buscando la uniformidad de composici6n de cada
uno de ellos.
Una vez obtenida la clasificacion se procederá a pesar
las cargas con el objeto de poder prdecir cual ira a ser
115
más o menos la composici6n final de la aleaci6n, además,
servir de base para determinar pérdidas.
Los elementos deadici6n se deben pesar correctamente y
agregarlos durante la fusi6n, en el momento presiso.
Es importante tener en cuenta, tener cuidado de cargar
los metales previamente precalentados, puesto que si se
introducen frios en el ba�o, este se contamina de
humedad, lo cual seria causa de posibles proyecciones y
la disoluci6n segura de gas en el baRo metálico.
5.3 COMBUSTIBLES
Los combustibles utilizados para calentar los hornos de
fusi6n, debe ser objeto de un estudio cuidadoso en el
cual se analicen diversos factores que intervienenpara
hacer que el combustible escogido sea econ6mico, que sea
el de mejores condiciones metal�rgicas y el de más facil
y continua adquisici6n.
Entre las consideraciones tenemos:
Precio del combustible consumido por una cantidad de
metal fundido.

i16
Facilidad de empleo del combustible, lo mismo de que
su disponibilidad inmediata.
Influencia del combustible utilizado sobre la calidad
del metal fundido.
Los combustibles más empleados son: coque, aceite
quemado?
A.C.P.M. y gas.
El coque tiene el incoveniente de las sucesivas recargas
de crecimiento frecuente de temperatura, el encendido en
menos rápido la regulaci6n de las condiciones de
equilibrio entre combustible y aire es más dificil que
con los combustibles liquidas y gaseosos.
El más docil, enciende instantaneamente y la
regulaci6n es más facil.
El gas es aún más
combustibles, ya que
sencibles sobre los
facil de regular que
los quemadores tienen dos
de aceites; de una
los otros
ventajas
parte ln�
quemadores de gas premite que cualquiera que sean las
condiciones, siempres haya un flujo aier gas más o
menos constante, de otra parte los quemadores de gas
permiten hacer las dos operaciones de fusi6n y
mantenimiento del metal a una temperatura dada, lo cual

no siempre es facil con el aceite.
En los m6dulos anteriores hicimos referencia sobre
propiedades y características de estos combustibles.
5.4 PROCESOS DE CARGUE
117
las
El mecanismo de la formaci6n de aleaciones tiene una gran
importancia y no es suficiente colocar en el crisol, en
un orden cualquiera, los elementos decarga,
las propiedades mecánicas deseadas.
En muchos casos el método de carga
para obtener
tiene mayor
importancia que la composici6n final de la aleaci6n.
En forma general podemos dividir el proceso de carga en
dos partes fundamentales.
Modo de adici6n
Orden de carga de los elementos.
Damos aqui informaci6n sobre el modo de adicionar y el
orden de carga, para la elaboraci6n de algunas aleaciones
Se comienza a fundir al principio, el elemento más
refractario, agragando después los demás elementos en

ii8
orden decreciente de puntos de fusi6n.
e ·�1 el elemento más refractario esta en peque�as
cantidades en la aleaci6n, o si es muy oxidable, se le
puede incorporar bajo la forma de aleaci6n ya preparada,
en un momento que no siempre es el correspondiente al
recomendado en el punto anterior.
Cuando el elemento más refractario es minimo, este
puede disolverse en el resto del
calentarse a la temperatura conveniente.
Los elementos oxidables facilmente
ba�o V� J -
formado
volatizables se
agragan al final de la elaboraci6n y a menudo aleados con
un elemento en el cual el punto de fusi6n sea cercano al
suyo.
Los elementos nocivos, como el f6sforo se incorporan
bajo la forma de aleaciones V� J -
formadas.
Los desoxidantes y desgacificadores se agregan
momentos antes de colar, en la cuchara o crisol, con el
objeto de obtener los mejores beneficione en el sentido
que su efecto sea máximo y sobre todo el ba�o.

119
Para obtener una aleaci6n de composici6n definida,
debe tenerse en cuenta las pérdida de cada uno de los
elementos de la aleaci6n; estas pérdidas varian seg�n el
modo de efectuarse la fusi6n, del crisol del horno, del
combustible y puede calentarse aproximadamente en forma
te6rica pero es mejor determinarlas por experiencia
(utilizando cuadros estadísticos) en cada ca·s,:::>
particular.
5.5 FUNDENTES, DESGACIFICADORES Y CUBRIDORES UTILIZADOS
PARA LA FUSION DEL COBRE Y SUS ALEACIONES
El uso de fundentes para las aleaciones de cobre se
justifica por varias razones que incluyen como evitar
pérdidas del metal, remocide gases, recolección de
impurezas metálicas y no metálicas, desoxidación del
metal e incremento de la fluidez.
prop6sito principal al que se destine en
fundente, para un tipo de especifico de aleación definida
y una cantidad especifica de fundente.
Los propósitos generales de un
clasificar en tres puntos asi:
fundente se pueden
Proteger el metal durante la fusi6n, evitando
oxidaci6n y pérdidas.
Purificar la aleaci6n
Intervenir directamente en la formaci6n de la
aleaci6n
120
los materiales empleados para el tratamiento de los ba�os
en las aleaciones de cobre pueden ser repartidos en seis
categorias, segGn los prop6sitos numerados anteriormente:
Fundentes oxidantes utilizados para la
desgasificaci6n y desulfuraci6n
Fundentes reductores utilizados para la eliminaci6n
del azufre y el oxigeno
Fundentes ácidos empleados para la escorificaci6n de
6xidos difícilmente reducibles
Fundentes básicos para la escorificaci6n de 6xidos no
metálicos, en particular la sílice, incluidos en el
metal.

121
Fundentes depuradores o de afino para la depuraci6n o
afinamiento de ba�os por fijaci6n de sales complejas
de los elementos extra�os incluidos en el metal.
Fundentes neutros o cubridores para proteger el ba�o
metálico de los gases de la atm6sfera,
5.5.1 Recomendaciones Generales Para el Uso de los
Fundenetes.
Todos los productos utilizados como fundentes
ser deshidratados perfectamente secos. e ·•....J 1
deben
ha. r1
preparado con anticipaci6n se deberán conservar al abrigo
de toda humeda.d.
El punto de fusi6n debe ser el
cu.b ra y r .. 2acc i one cc:in el · met.al
espu.mación.
Ausencia de componentes que
apropiado para que
aunque sea usado en
contaminen el metal
oprc:iduzcan humos t6xicos perjudiciales.
Que garantice una recolección de escorias apropiada
de las impurezas que se requieren eliminar.

Que no ataquen ni los crisoles ni los recubrimientos
del horno.
Cuando se trate de un ba�o metálico de alta densidad
por un fundente de débil densidad se debe agitar enérgica
y suficientemente para que la acci6n quimica cualquiera
que sea, sea completa en todo el ba�o.
5.5.2 Composici6n de Algunos Fundentes (Mezclas).
Bioxido de Cobre CCu20) 40¼
Carbonato de Sodio (Co3Na2) 30¼
Arena Silice Pura (Si02) 30¼
Se utiliza el 3¼ del peso total de la carga metálica
Bi6xido de Cobre (Cu20) 30¼
Carbonato de Sodio CCoNa) 40¼
Arena Silicea pura CSi02) 30¼
Se utiliza el 2¼ del peso total de la carga, para
desgasificar fusiones de bronce.
Carbonato de Sodio 30¼
Espato Flúor <Polvo) 30¼

Cloruro de Sodio 10¼
Arena Silicea 30¼
123
Se utiliza el 2¼ de peso de la carga (para aleaciones de
menos del 5¼ Zn).
Carbonato de Sodio .,.-, .. , L��J"/+
Espato fl�or 20¼
Arena Silicea pura
Se utiliza el 2¼ del peso de la carga y para el caso de
bronces al plomo.
Bora :< 6!2í;,�
Arena Silicea 40¼
Se utiliza el 2¼ del peso total de
bronces de manganeso)
Sa 1 mar i na 8!Zí¼
Carb6n de madera 20¼
la carga pa.ra
Se utiliza el 3¼ del peso total de la carga (para latones
o rd i na r i os ) .

124
Todas estas mezclas se preparan, usando componentes
secos, limpios, pulvorizados y homogéneos,
5.5.3 Fundentes Depuradores
!;ENTES
I L: or,_, ro
DEPURADORES
de Sodio
DIRECTRICES GENERALES DE EMPLEO
Utilizado corrientemente para el lat6n y bronces de cadmio
¡cloruro de Zinc Fusiones en crisol de cupro- 1
'Cloruro
--
d
-
e
__ �
_
.a
_n
_
g_&_
n_n
_e
_s_r_� __
__ª_l
_u
_.n_�_i
_n
_j_·º_·_S ______________
1
,
IFluoruro de Calci o Para fu.-::;ión de chatar-r-as de cupro-aluminios
1
�al de Amoniaco Fusi6n de a -1-e-:a_L
_
�
_
i
_
o_n
_
e
_
s
_
_ b
_
J.
_
a
_
�
1 ric.:1s en Zinc
5.5.4 Fundentes Neutros o Cubridores
Para formar sobre el metal fundido una muy fluida sin acción química sobre el las paredes del horno o del crisol.
P�,-.-.r 1· � 1 1· qL1 J-�d-;:i
�-::::l-'-1 o. � ··-<C..
meta l, n1 sobre.
Vidrio Verde o de Botella
Silicato de Sodio y calcio
Cubriente de fusiones de cobre.
P ro tector de metal en los hornos donde se funden chatarras para lingotear .
Cubriente de aleaciones ricas en cobre.

125
5.5.5 Fundentes Reductores
iAGENTE DE REDUCCION
Carbón de lei::;a
Cianuro de Calcio Carburo de Calcio
Deso:< ida ntes Sol ub J. e·5 •
---------------, DIRECTRICES GENERALES DE EMPLEO!
Se utiliza para la mayor parte de las aleaciones de cobre y especialmente latones para pérdidas de Zn.
Empleados como reductores a altas temperaturas.
Para la reducción de 6xidos disueltos en el ba�o. 1. El fósforo en forma decuprof6sforo (10-15¼) 2. Silicio en forma decupro-silicio (10-12¼)�. Raramente el Boro.
�---------------------------------___J
5.5.6 Fundentes ácidos
�HES ACIDOS DIRECTRICES GENREALES DE EMPLEO!
1---A
-r ___ i
_d_n __ --E:-.: ,.,-:.,-
r_i
_c
_o
________ P
_a
_r
_a
__ f_i__t s
_i
_o
_n_P ___ s
__ d
_e
_p
_o
_c_a _____ -:----¡I
importancia de cobre.
Arena f;i 1 ice:i. Pura
Silicato de sodio
Silicato de calcio y de hierr·o 1)idrio Blanco •
Se utiliza para la escarificación de impurezas
Para aumentar el punto de fusi6n de las escorias fusibles en el momento del espumado en fusiones con crisol.
Se utiliza para fusiones de chatarra de bronce ricas en bronce.
Utilizado en fusiones de cha ta rra·:;:;.
1
...._ __________________________________ ___¡

5.5.7 Fundentes Básicos
Carbona to de
Sodio
Carbonatos dobles
de sodio y calcio
1.26
Para ba�os de latones o cuproa lumi nio·:;;.
Para fusiones de chatarra de aleaciones de cobre en
hornos con revestimiento básico. (Ataca º los crisoles.)
Para fusiones de cobre,
bronces es menos
el a.nterior .
corrosivo que
�---------------------------------------·__J

5.6. TABLA SOBRE CHATARRAS DE BRONCES CORRIENTES CON SU COMPOSICION Y USOS
COMPOSICION QUIMICA
Cu Sn Zn Pb
83 a 4-6 3-7 3-784
82 86 6-10 1-6 2
83.5 8.5 2 1.5 85.5 12.5
-
81 12.5 83.5 14.5 1 1
80 14.5 81 19 1 1
TOLERANCIA DE MATERIALES EXTRAÑOS
Fe L 0.4, Sb..::::: 0.5
Mn L.. O . 2 , S � O . 1 O , Al ¿ O • 2
Fe¿.0.4, SbL.0.5 Mn L.. 0.2, S ¿_ 0.05 Al ..e::::. O. 2
Fe¿ 0.2, Sb ...::::..,0.3, Mn .t.(. O. 1 Al<::::: 0.02. S <'... 0.05
IDEM
IDEM
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
U T I L I Z A C I O N
Cartuchos de Armas de Fuego Elementos Decorativos Griferias, pequeños engranajes Cojinetes de Baja Velocidad Racores
Material Rodante de Ferrocarril Griferia Cojinetes Corrientes
Piezas mecánizadas Griferia para fluidos Piezas sometidas a tricción Griferia, carters, alabes Cojinetes Soportes
Bronce duro resistente al agua mar Engranajes, sopletes para transmisión Cojinetes lisos, piezas sometidas a frirrifrn sin chonup_
Piezas de resistencia a la compresión
Piezas que requieren alta dureza y
buena elasticidad. - Correderas. 1-'
N
'-..J

5.6.1. TABLA SOBRE CHATARRA DE BRONCE FOSFORADO
TOLERANCIA DE MATERIAS U T I L I Z A C I O N 'COMPOSICION QUIMICA FXTRAÑAS
Cu Sn Zn Pb
9.5 0.3 P = 01 a 0.6 - Piezas sometidas a altas cargasResto ¿_
1 - Piezas de compresores y poleas
Piezas resistentes al desgaste 12.5 Recipientes para la industria quimica
- C�erpos de Bombas- r rtt=>ri:>c:
NOTA: Estos bronces se pueden colar en:
- Arena
- Coquilla
- Colada Continua
1--'
N
00

5.6.2.
COMPOSICION QUIMICA
Cu Sn Zn Pb
84 9 2 87 11 ¿1
o 9 ¿_ 8
V) 11 0.75 11
8 13 10 L1 17
o
V)
4 1!
o 6 L. 1 23
22 L 3 ¿_ 3 28
o 1-
TABLAS SOBRE CHATARRAS DE BRONCES AL PLOMO
TOLERANCIA MATERIALES EXTRAÑOS
Ni Sb
P:0.25; P:0.10
2 Fe:015, Si :0.02 Al:0.01
2 0.5C Fe: O 15, Si : O. 02
Fe:015, Si :0.02 2 Al: 0.01
¿ �
2,5 O. O! Fe:0.7, P:0.05
U T I L I Z A C I O N
CoJinetes de Biela Soportes de laminadores en caliente Cuerpos para maquinaria de pápel
-
-
-
-
-
-
-
-
-
-
Rodillos que deben soportar esfuerzos elevados Cojinetes resistentes al ácido sulfú-rico Soportes resistentes a los ácidos
Cojinetes para laminadores en fria Cojinetes macizos resistentes al ácido sulfúrico Soportes resistentes a los ácidos, fricción con materia. Lubricación
Cojinetes para máquinas de molineria, bombas de agua Cojinetes para grandes velocidades
Soportes para ferrocarril y maquina-ria agricola ..,efl
Cojinetes para motes de combustión Cojinetes resistentes al ácido sulfú-rico.
1-'
f,.)
\.D

5.6.3.
Cu Zn Pb Sn
83 - 88 RESTO 4 - 6 4 - 6
-· .
70 - 83 RESTO 2 - 7 1 -4.6
60 - 70 RESTO 1 - 3 1. �
60 RESTO 0.5-2.5 0.5
ru 7n Si Al Fe Mn
50
68 RESTO 3 O. 7E 4 5
L A T O N E S C O R R I E N T E S
Ni Fe U T I L I Z A C I O N
1 - Piezas marinas, material eléctrico
-
- Cojines, griferias, carburadores
1 0.75 - Uniones de Tubos, bridas
- Carters, griferia para agua y gas.- Piezas eléctricas
1 0.75 - Piezas que requieren pocas profundida-des mecánicas
- Griferias, piezas para la industria1 0.25 eléctrica (Contactares).
Ni Sn Pb U T I L I Z A C I O N ---- -··---u.�
- Griferia de alta presión5 1.5 0.5 - Hélices, cajas de válvulas.
- Piezas de laminadores- Coronas para tornillo sin fin- Construcción naval- Tubinas de bombas- Cuerpos de bombas- Material hidráulico- Piezas que requieran resisten-
cia al agua de mar.
.
,_,
w
o

5.6. 4. CUPRO ALUMINIOS
- 'Son aleaciones de cobre que contienen aproximadamente8 - 12% de aluminio.
Contienen ademas otros elementos como: Fe, Mn, Ni y que constituyen una serie de aleaciones llamdas así:
a- Cupro-aluminio al Ni hasta el 5% de Ni
b- Cuproaluminio al Mn hasta el 6% de Mn.
c- Cuproaluminio al Fe, has 7% de Fe
d- Cuproaluminio al Fe y al Mn, 3% Fe y 1.5 a 3.0% deMn.
e- Cuproaluminio al Fe, Ni y Mn (2.5Mn) ( 1. 5% Ni ) •
5% Fe) ( 1-8.5
U T I L I Z A C I O N
Piezas resistentes a la corrosión, industria química, grifería.
Engranajes, rotores centrifugas.
de
Montaras de cañones, engranajes
Hélices marinas
Hélices marinas.
bombas
w
o

5.6.5 C U P R O N I Q U E L E S
¡ Son aleaciones de Cu que contienen entre un 10 a 68% de Ni; contienen otros elementos como Fe: 2%, Si: 01 a 0.75%
- Como el caso anterior existen cupronfqueles aleadoscon otros metales que forman una gran cantidad dealeaciones especiales.
Cupronfqueles al Estaño: 6 - 12% de Sn
Cupronfqueles al Aluminio: 3.0 a 3.5% Al.
- Cupronfqueles al hierro, Manganeso y Silicio. (Fe:1.2 - 3-3%) (Mn: 1 - 5%) (Si: 1 - 3.8%).
- Cupronfqueles complejos, que contienen: Cr, Ca, Pb,Zn.
Alpacas corrientes: 10 - 35% de Zn.
Alpacas al hierro: 18 - 23% Zn; 1 -5% Fe.
Piezas que requieren buena resistencia a la corrosión en ambiente atmosférico.
Industria de alimentos Usos domésticos
- Tuberia para agua de mar.
- Asientos para válvulas de vaporPiezas que no envejezcan con
temperatura del vapor
Resortes, helices y asientos de válvulas
- Aleaciones resistentes a la corrosióndel vapor
- Carcazos de válvulas, turbinas resistentes a la corrosión del vapor.
- Compuestas de alta presión al vapor- Compuestas para instalaciones qufmicas
Resistentes a la corrosión del medioambiente, tubos, condensadores,instrumentos de óptica.
- Para resistencias eléctricas.Utensilios de restaurante.
w
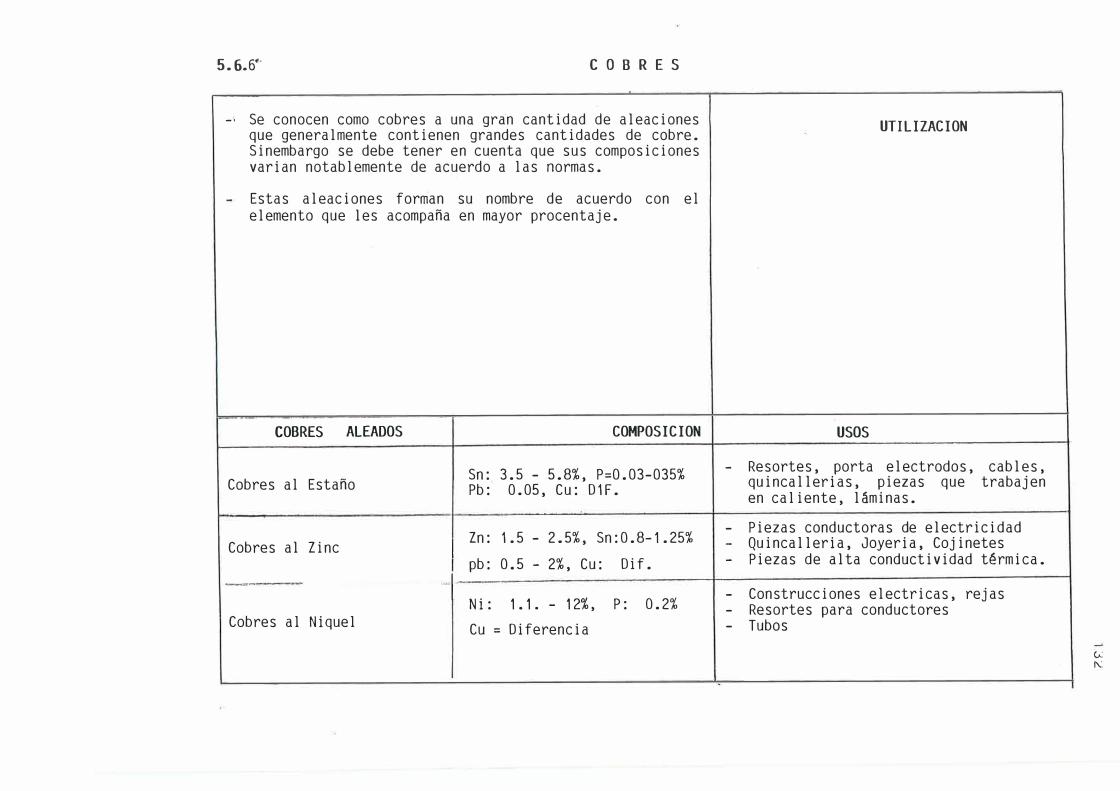
5. 6.6'' C O B R E S
-1 Se conocen como cobres a una gran cantidad de aleacionesque generalmente contienen grandes cantidades de cobre. Sinembargo se debe tener en cuenta que sus composiciones varían notablemente de acuerdo a las normas.
Estas aleaciones for�an su nombre de acuerdo con el elemento que les acompaña en mayor procentaje.
COBRES ALEADOS
Cobres al Estaño
Cobres al Zinc 1
�--m,-
Cobres al Níquel
COMPOSICION
Sn: 3.5 - 5.8%, P=0.03-035% Pb: 0.05, Cu: D1F.
Zn: 1.5 - 2.5%, Sn:0.8-1.25%
pb: 0.5 - 2%, Cu: Di f.
Ni: 1. 1. - 12%, P: 0.2%
Cu = Diferencia
un LI ZAC ION
usos
- Resortes, porta electrodos, cables,quincallerías, piezas que trabajenen caliente, l�minas.
- Piezas conductoras de electricidad- Quincallería, Joyería, Cojinetes- Piezas de alta conductividad térmica.
- Construcciones electricas, rejas- Resortes para conductores- Tubos
e,_; 1':

(OBRES AL MANGANESO Mn: 4 - 12%
Cu: Diferencia
COBRES AL HIERRO Fe: 7 - 8%, Al: 0.6 - 3.8%
Cu: Diferencia --�----
Ti: O .8%, Si:0.3% COBRES AL TITANIO
Cu: Diferencia
Cd: 0.6 - 1% COBRES DE CADMIO
Cu: Diferencia
-
Sn: 2 - 5%, Zn: 0.5 - 1%
COBRES COMPLEJOS Mn: 0.25 - 1.5%
Cu: Diferencia
Resistencias Eléctricas
- Piezas que deben soportar una fuerte
corrosión
Tienen una conductividad eléctrica del 41%
- Lineas eléctricas de forma
Tranvias y trenes eléctricos
- Posee una conductividad eléctrica
del 40%
c.,._
c.,._

Cobres al Silicio
Cobres al Berilio
Cobres al Plomo
Cobres al Cromo
Si: 2 - 5%, Fe:0.5 - 3%,
Mn: 1 . 5, Zn: 3%
Cu: Diferencia
Be: 0.5 - 2.75%, Co: 0.25 - 26%
Cu= Diferencia
Pb: 6 - 40%, Sn: 2-8%
Zn: 1%, Ni: 0.01
Cu= Diferencia.
Cr: 0.4 - 1%
Cu: Diferencia
1 -------------· +·-
Al: 3 - 7%
Cobres al Aluminio Cu: Diferencia
- Piezas coladas para construcciónnaval, para la industria química yminera, piezas expuestas a
temperaturas elevadas, hilos de telefóno, pernos, cojinetes, bombas, tubos, resortes.
Conductores eléctricos, aparatos de presición
resortes,
- Cojinetes de motores a combustión.- Bombas de agua, cojinetes de piezas
sometidas a pulsaciones.
Electrodos de Soldadura
- Cojinetes conductores
. ...
- Piezas resistentes a los choques,bombas para �cidos, engranajespiezas resistentes a la corrosiónconductores.
w �

r Alpacas al Plomo: 9.43%. Zn, 1.5 - 5% Pb.
- Alpacas de Pb y al Sn: 8 - 10% Zn, 4 - 6% Pb, 4% Sn.
Alpacas al Al: 7 - 13% Zn, 3 - 7 Al.
- Alpacas al Cromo: 12 - 20% Zn, 3 - 10% Cr.
- Alpacas Complejas: Fe - Sn - Cd - Co - Ag - W - BiMn - Al - Pb.
Piezas que deban resistir ácidos calientes.
Piezas que requieren buena resistencia a la corrosión del medio ambiente.
- Moldes para la industria del vidrio.
Cojinetes.
Moldes para la industria del vidrio resistentes a la humedad.
Piezas forjadas en caliente
Cojinetes, pistones.
- Material de restaurantes
Elementos de calefacción
Ornamentación

.J .. O. '/ 137
COMPOSICION y PROPIEDADES DE ALEACIONES DE COBRE
NORMA DESIGNA CION
COMERCIAL COMPOSICION QUIMICA EN
,.'/.c.'
--;-c
:---
;--
1 CU ! S n I P b Z n F_c l��:.;;-+---'-P-+_t�l.:...+_S::..;...i -!-'---=--i---'-'-'-!-="""-"
APLICACIONES OBSERVACIONES
SA� 40
SAE 41
BRONCE BAJO a•-•61 •·s •.s ... 0.3 -1 -
, -r� looosl o I o l o 132COO 137000 1 ¡ 11.000 I�·- 571 a 63 1 t:.�7..:::.
L� TON AMARllLC\_ , \" \6.5-701 1.5 \
l5-3.7 \ Ru1,¡
0.7 1
O I O 1 0.3 1 O I O I O
Co,r,c� t::ilcrdcn <o;,,..rta d• •1• 04 1mbolo C':l\t;\..IUos d• CCt>C:10 O• �l,o q.,,od• Vc!buloa
Butnc)\ ptoP,-toodu C:• rozom11tnlo y ulonquu�od
SAE 43 BRO
N:i�N��NES��-60\ 1 1 o ¡s .. ,.¡m ¡,o lo ¡,2s j o [ o ¡ ,s j 1,000 \79000\ z2 j .. J,co.,Jc¡ a:; i =�-- ___ _ �A-1
' "� • -'•., .¡ . , 1 1=� ,11.,oGII
SA"" 430A I BRONCE AL "" 166-6� P.""I o I o ¡2-·· 1· 1
1 0 l":5-551 o ·
1 o ¡25.51 95000
1 1· I' 1 '- 4308 Mt.."GAN�SO •
0�:u. IGQ..6: 6.2 o _1�,,,., 2- 4 o o 1 .3- 7..5 o o 25-5 119 ººº �0. 000 1 1;
2�.ooc i 170 ¡ 9
7. 7
s.ú: 62 6�0NCE OE CAÑO« 85-89 9-11 10.3 ¡ 1.3 0.15 1 1 O 0005 O 1 ') 1 O 1 <0000110000 ! ::i.s 1 1 ='�=·: =c: .. ·c:'-' · --"--······.·'- .•••••••.•.••.• -�
� 70 --
3AE 620 - '?5 1 CCMPOs1c10N e 86�9 7'.!>-9 , o.J 3-5 0.1!: ¡ 1 1 e f.oo s¡ e ! � 45.ooo 1 13 ooo j r,�_J_
_ ¡ 2,
--··---···-·· - ----'-----'--- 1
o
e. a 1 1.6
- \..ON PLOMO • _ ·--+-----1---f
1;1a•«· ... �us,,,,.,..,,""1,,1'"•u,;;;<. .. ,;,•;ir¡r..;ir" octloDt"-c·n�n C::AE 621 : VtV<l"'v�1\,.1'""'" '-'
1 13-5 c.2s J 1 1 o oo�1 o i
�
1 o l 3e.ooo ,e.ooo L \ i;
;AE 6 22. COM.í'OS:t.,ON M 5.5--651 J-2 · I :!, .5 0.25 \o.O� PD05 O I O V 4 C.000 15 000 1 ¡ 1 000 6 5 �,::.; ! En P•t?_as component-cs df 'YClvvlm, bnJo1 ydo:mcs 9r->nc1 e!• (coi corta c•eicn!, �re � ____
-�----- __ _ 1 ,
• 1
ce���� b:vnbcs deaca11 Y e�o¡u eco m1:01 dt c;..crtc c:e bc¡o ?,.rilo de f-...=.ic,n
... Ar:: 6 -
J ::>KUNCl oi:: CANOa'/ j g.1 1-25 I 0.751 o.:.5 \ 1 10.2� b.oo�j O l 0 ! C 1 .;z 000 l 15 000 \ j 1 7 7·-1 g a 1 :: ! 1 &-'=i'a.d.e !-?=11 .�'::·i,,7-�?�.,��-0Ct:1,'<!�....-Q c:.n
19'-"'"º l)Oro �,r::c.rl�ros !verJc1. per� r,:s r-1!'!·
'> •• :J C:)N PL�VO �-69 1 1 l
1 , � ·--·.----�--' . -
l � 1 j ;;.��:!..; :_;:,.""..:.:.irC>·yo::.�� "'1 c�cl:!�;l(ll· .�o ;;..�,;;��;cy;';�\�:�;/ur� ��.-,c�:�l ·:..L:r-�.:
s:.E 64 1 BRONCE FOSFOROSO iS-92¡
'3-tl e-a ¡o.75 0.15 0.7 0.2SFº'.51o.ocs¡os I o.¡ .35.0001130001 1 ! ,:s.,:oo I EO I e:s 1 1 ·1
'..:or
·oe:uycosqulllo, corooac�-,�.oc.
iC:oéu ¡
1::icvodott"'!ote:ic.:,JC\o :a.;o::c:Óo 'f
____ __.._\-.................. ,.,.._,. ___ �-. ____ . , , _ .....::..__J_ -,.
,.:tries pr,-,.o�, c.",c0...,.s1\'1't>rcc�_! atcooos�,
S - - e ' º"V"-• ,vs,•..>«.-:,v
1 1 I · t5 1 1 e 3 h •.• 1-2 �·1·'C_O_�--I- 1 1
1 1 1 _:_�_l._ __ �c���ouEL e�-aa.10.12
1
1- 0..5 . 11..,.,.., 1 ,.: ....... , ... · -'1 o , 0
1 _! !s.ooo 1!000 1 I 1 º"º"'' •'SFCRC50 1 1 1 1 1 1 1 1 1 L ' 1 • 1
---'--s.�:: f,5 . �O.R!.
-l:¡�;;..�A .. er... ee .. 90 10·1'2 ¡05 I O.� 0.15 \ 1.5 ¡'.'.!1-03 ,:JC�\ O j O -.., \ :,S.COO
1 11
'25.CvO 1 3;: 0.3 1 1 r :: :i�.·c
�;,s 09 :or::,llo):. .-:f_in y��-"l�!O-C}'-''=r1 qÁo
jl� ch.-::h!u::c� C:'!� r tc• ra;,,oJ:mer.
.. !e
·.-·---·--\ :J;";�N'r:".:: P;.�� .. � i . : ' 1---,--·;----; --1. ___ _,____ . ' ' ' ··--·--· 1 ':".�'.s::7/����...tt .. s� ... org ... , ;;e�o..:c1 Y cc¡cs
j :,-.:t!'l,C:o �,: S" ro� en�,mo Cd ¡: �� ...
--��;: -��+--·-·::':.�.=.�TES ¡e!-e6¡4!-6¡e.;o\ 2 Jo.20¡0.s] ,J ¡ occ .5¡
vcc-5'.
::J. j e 35C'Jo ! J:s.ccQ 65 l i::1 ! [ ·:.;)..:: 5:301 ª�º"':�,.�;�;� le1.es\u-(slo-a¡2-4¡C,.2:)10.51C.:�¡:ic.:��pcc�k·��I::. j,s:,:.,:,o J.i5cool 5 l!-5.o,:.,:.' S5 1 ::;.3 ·
1
t ¡c-::.;1n'!!e1,:n·..1ma�r:1'!::,,;esa,::::ts�r1os ·
1
-------!--;a,:::�--�-'•::L-., 1 , ¡ . , I • ; --:--·--'.-- 1 " 1 . ! -··•
-·-'-<!tQul:n Ot'l/\C••.':-f:::,:,:r:>r!(.
S.lE 07 ; -·"'�:-.=·r-�;-�1-¡:-s.79¡5.;-!1.-..:a¡1.5 ¡o.-;o!·c.75
¡0-::5k�vc5.c:-O�·(::.:. t,J 1.-.��:00112.c,oc
l i 55 ·1
1 1 ?�r:cor n<:!e,ychvr..:c,rcs(lc
1 ·-
----¡-3,<�:N·� .. :.;
,��· ! : 1 1
! ¡ �
-----·!.__-., I . 1 I ··+--�-.-·>_d_,,_,_oo_;,_"-
'-
"'-
"----------'
SAE GSA 1-
-�--.!'.i,!!·"LIN_IO ___ �.:..s�l 0.5 1 e 1 o 12·· 1 o i ? J e-s\ V J º_l-' __ ¡ 750001 ! ¡ ! 120 i 7¿. ! 1 ! 1
SA� 5 8 !3
.
.. :.: :,it!lhJ ::\. 95-o? 1 0.2 j O O 1 - 2 ! 0 O 10.;
1 j O \ '� l ': ) ¿ 5 •)00 ll 0.C":)0 J
2 7 1 1 := '.) ¡ 5
1 ¡ ! !.--.
:·��c-:s
_,r-.<;""cr.o
�:�·�=-=:o:cl �
:ro
:olincs ¡ [! :,::.:m,c:-�o :i::T"11:c o..::;u:-,:::: ic 1 SS·),,c;; AL ,.,,.,, 1 1 1 1 i 1 1 1 r . . 1 1 eg .
·¡
A'i.·'\�·CNPARA 1
1 1 1 1 1 -
,--·�--··1 , + . ;:que<11r.onnorno __ , .. s:-,cro.ol<1 ... r a�11l1l'lc,ccloc�,r::1:cn
SAE 79 �: ·.li':l.iilLOs CCJIH(TES =le-!.1� 9-11 19.11 \ 0.7 1 O.! j 0.5 i O I O O \ O ! i.) 1 1 \ i 1 1 '1 J
: ... 01•n,:n ., o::o_'!o::;:·.,,l:c!l ;,or= ollc s ·,,,;��u I f.·e·,a<Jo rts11ie,"l.!.J e lo
.,._F..l.!.:ION PAR.l. , ¡ 1 • ··<·-- 1 1 _l�I !uttl!S ; rei:O,'"!tJ ��oQ•..acs y v,or:c:or.cs !r:,:::::·ol"I Y l!es;;�s't
SAE 753 ��soc1aos CCJJNE,[S =3 l:'..S-<517-91 4 1° 3 1 ° 5 \ 0 J ) i e ! '" i ,; ¡ 1 1 1 ! ' SA
- ...... \ l .:.l,[!...'.:ION ?"A�A -�-.5\, 4 lz1-2-:.·1
3 lc3105 1 o I o I e I r'1 ¡ .-. ·1
·1
1 ' 1
� , ,,• + >:.c:.°)1�:E
�::. I=• J "" : - 1 ; . 1 . : 1 1 1 , : 1' 1 --:----,1
1 __ -1¡· ---i
--S!.�_!��� cj.:;�o:,_tos Y CC.'1m:-:-::s a.s.9z1c2..c.�¡ o Relto: o
I e
! o
i ,, _J ____ v 1 1 1 !
_, e , a•ss:-; • BASE 1 1
1, 1 0 \ 0 1 i • 1
1 � 1 - - 1 0 1 '¡ '
1 -=:::.:__:_:_L._ e,� ?b , O�. 5-6 ¡.-.n:o¡ O i .J í) ! .., : ;;<-lvj ! ;�_;j:JC 1 ;:!7'.000 15
_ , i 8t.381T A 6ASc ' 1 1 1 1 1 1 ' ¡-- J 1 1 ; SA� I•, l OE Pe .. el
o
'
;', o o I
o ,'.) 1 () : (, 1'"·16 0 !105.c:o i i ¡
·�·}00 1 22
VALORES MIN\MOS �:--:c::,on S t:.:::: 65 prop.:,rc10n lo:ol Ce p!úí.'IO !!i,C 'f t�i�1.1ei ¡ •¡, Altoc1on S A E 660 pcrc func:c:on éc moiCc� ;>�rr.ia:"l�:1:es !e oG�i:e l.!no �·r·..:;o:::1on
rnox1m� éct !os:oro ée c.5•¡. f.''!:1c"c.r. S A E 68A prc,¡-,orcion f:.lcl de los c:erncnlos r.:r::1!.ior!odo�: i.'linimn 99•/. A:��dc,, S A 'E 792, 793, 7$4 y 795 lo.; .· . .:.:-:i-:o�o 1n�·-::':c1 cor:-e::.pcr,,co ,:, otros. t: e m!r.:c:..
' ?. 7
1 Cc¡1n11ts ¡,oro CC:T'lts.::;s ,:::,.,""Clcercs :,or-,,::::..':"l!Yl1
1 S:t m,.d,on ,cr: ,e "',�·-·os l. El'I co¡,nths ,;,ere :::.�,,�s, c.'"I\Jmec,r-:i ;i-:ro ¡
�/t;
1cs scm��1�;:3 e !':'-:>dtr-::!as ccr.:J:::i. r �-v:icc!

·---·-------------:----
�. 6 -�
1 Het&I Tratamiento Efecto
TEHPHATUMS DE COLADA MCOHENDADAS •e
! .
Cantidad de fundente y de desoxidante por cada SOK¡:,
de car¡;a Pino l Pi<UI i ritua
llttru. con
l
interr,-adiu ·cruc1u cor, huu ••p-u.ortc t\.l?cdorH
.. pcaor*1 <on 1
•apc,oru 10 mm. •ntr• •
, !Oy lS mm. B mm.
j COBRE . fundir bija una grucu capa de CUPRIT No. O. , t1c11l de altt conductlvld1d (pureu superior Drspues de sobre-calentar la carga, desoxidar
I kg CUPRIT No. 8, 2 tubos "CB" No. l o bien, 1 tubo "L" No. l.
Atmósfora reductora unld1 con una �scoria purificadora. 1250 1200 11 so
¡ al 99%), enérglnrnente con tubos "CB'', que contienen j , ulcio, o con tubos "L", que contienen lit lo.
Fuerte desoxidación sin perjudicar los requerimientos de conductividad.
l Vé.>e hoja de Información No. �3. � - l j COBRE • , I . Tipos comercialu, p. eJ. contenlendo
0
pequellu
, ,cantidades de c
:nc, esullo, etc.
Fundir balo una capa abundante de CUPREX STANDARD (polvo). Desoxidar enérglcamt:nte y¡ sea con tubos '-B'' o con tubQi "OS"
SCO g. CUPREX STANDARD (polvo). 1 tubo. "B" No. 6 e, bien.
formación de ucu cscorl• oxidrnte que protege al metal contra el hidrógeno. La desoxidación se electúa utiliundo ele
mentos mh enérgicos oue lo, que pueden usarse en el caso de cobre de alta conduc-
. 1250 1200 1150 3 tubos "OS" No. �.
Véuc hoj• información No. �4.
t ___ _ tividad.
Incorporar ALBRAL No, l durante la etapa SOÓ g, Al.ORAL No. 2 (75% como cap¡ 1 El ALORAL disuelve la alumln,, mlcn-1
BRONCE AMARILLO COM!;RCIAL Estu aleacionc.s genenlmente· contienen Ulll fntción de Aluminio como lmpureu.
lnicial de I• fusión y al final, unos rnomentos cubridora el resto • sumergir). tras que el ELIMINAL elimina el . antes de volcar, Incorporar una cantidad adl- Para eliminar aluminio. J aluminio. Resulta una purificación clona! de este fundente, 500 g. ELIMINAL No. l. , general acompañada de un aumento de
1150 1100 1070
'· Utilícese ELIMINA L No. 2 si se desea eliminar I tubo "DS" No. 2 (ó 2 x No. 1 ),
1 fluidez debida a la 1decuada desoxidación.
con tubos 11.0S". f. ---------------1-----------'---1 .
•
,lumlnio. En ambos casos desoxidar ,1 final ±f
LATONES Fundir bajo un, capa de CUPRIT No, �9. 500 g, CUPRIT No. �9. ·
1
Purificación general y reducción de • _ 60f40y 65/35. . Alternativ>mente pueden u.sarse los CUPRIT I tubo "DS"No.2ó2 tubos"DS"No.l pérdidas de Cinc (escoria fluida), Au- 1100. 1050 1020 •· ! u:adlS gcntrilmcntc pu¡ fundición en aren¡_ BLOCKS, 500 g. CUPRIT BLOCKS (al fondo dtl mento de fluidez debido a la completa l Desoxidar con wbos "OS", ---
-----
: crisol.). ! dernxidación. ¡ �· LATONES Fundir �-,-jo_u_n:-:,-p-a_d_e�-;:_BRAL No. 3 ¡ 500 g. ALBRA�-�-o. 3. l
l
. Notable acción disolvcnt� resp�cto a la
r: 6__0/�0 y 6S/)5 · ag.regaq,eriodicament.• .pequeñas can�ldades del . . y alumina, acompañad, de �,�a menor 1100 1100 1100
Conteniendo huta un 0.3% de aluminio, para nmmo compuesto, ag1tand:»e despues de cada 2SO g. ALBRAL No. l. p�rd1da dr. cinc por volat1liuc,ón, y , Í fundición en coquillL recarga del horno. Dcspu,ls de cada aplicación ( a Intervalos regul,res.) efecto depurador en general. eliminar la escoria, ó bien empujarla a un lado ·
1 . ¡
mientras se retira. el r11ct1l con h. cuchin.. -... 1
L,HCNES I Fundir bajo una capa de CUPRIT 49, o bien 500 g . CUPRIT No. 49 o bien, Purificación general y disrninución de la
J
80/20 6 70/30 emplerndo Fa1tillu CUPRIT. 1
500 g. CUPRIT Bl.OCKS. pérdida de Cinc (Jescoria fluida). Fluidez 1150 1100 1070
Desoxid,r con tubos ''OS". 1 tubo "OS" No. 1 o bien aumentada debid a I• completa des, , 2 tubos '"OS" No, l. oxidación.
ALEACIOtHS DE BRONCE DE CAt:;¡ON I
Fundir con C�-;Rl:X ---;LOCKS No. 1 o 500 g. Polvo CUP�EX o bien La bien c�nocida tfrnica de o,.ldwón- I I-----
Aie,cioncs de bronce rojo alternativamente con polvo CU PRE X en el 500 g. CUPREX 3LOCKS No. l. reducción. La creación do condiciones de p.ej. Bü/10/2, 86/7/S/2, 85/5/5/S, y Bronces. fondo del crl,ol. DcsoxldH con tubos "DS". 1 tubo "DS" No, 3 o bien oxidación, expulsión de gases y purifica-
que contienen fósforo. 3 tubos "DS" No, l. 1 ci6n seguida de una adecuada dcsoxid1-
1200 1160 1120
ción (fósforo residual no menor del
Elí\ONCE FOSFOROSO
' 0.01%). . 1 , __ -¡
-Fundir con CUP�EX�LO�KS No. 14 en 500 g, CUPRE� 14 en polvo o -·¡ Expulsión de gases y purificación en el fondo del crisol dchajn de la carga o bajo 500 g. CU PRE X BLOCKS No. 1�. 1
gcner;il. Dcb� mantenerse el porcenuje 1100,· 1
1
1080 1
··-
1120 - Compo1lclón :
1 E,aflo 10"!� min. Otro1 •lem1Mct lnclurcrido f'lomo 0.25% r1omo y Cinc O.��� f61!or:, O.�ot�;, Cobr1 R•no
1
,SONCC DE m,c,o Cornpo,ld6n : (lflc s.o"; rnht M,"pr,uo l,� P,., milC 51lic,ó 1.5"� l,uu 5.0·1
;.
Hltrro ... 2.5�� mh Otro, tltmtl\lo1 0.5% Cbbre '-Hto
' llRONCE DE MANGAN � Aleación de cobro y cl11c con 3% da man¡inuo ,. y 1.5·�� de· :d11mi"io,
l»<Ul�U.: L>t: :,LUt-.lNIO .'.lc,ci!m do cobre con 9.5% d� zlumlnlo.
una e>p1 de polvo CUl'HEX No. 14. de fosforo, para cuyo nso agregar ----------·--·- ·:---------· _______ j Tub��" DS.:.'.,:___ ·--------'·----
500 g. ALBRAL i'Jo. 2 (75% como cubiertl superficiJ.I, el resto sumergido o mezcl.1do antes do desoxidar y colar),
tubo "DS" No, J o bien
Fundir balo un• cantidad ,.Jecuada de ALBRAL No, 2, sumerti<1,do o mezcilndo mis fundente unos minutos rntcs de dnoxidH. Finalmente desoxidar prefercntcrnr.n�c con tubos "OS" que contienen fósforo. Pua fundiciones en coquilla úsese ALBRAL No, J. 1 3 tubo, "OS'' No, l.
1 Fundir b,jo un, op• de ALBRA.L No, 2 (p�ra 1 500 g. Al.ORAL No. 2 (par¡ fundiciones 1 fundición en arena) o rlc ALBRAL No, l en arena) o (pu, f.,n,tlrión en coc,ui!h). ,,,,dii,nclo ,,..,, 1 SOO �. AI.Flíl/\1. No. 3 (n,r, f!!ndld,,ne1
Véase las ho¡,s <ie lnformiclón No. 14 (Bronce de f1rng,no10) y �fo .. 9 (ilrc;r.cc de Aluminio).
su¡>crllcial,,.cl r�st�. ,sumcrgido o mc-
1c ado antes de dcscxldH y
volc.u). ') t ,,h,1s 4' \'. '' t· 1.... 1 I f1 ,· · �-·', \
Acción di«+,cnte sobre lo: óxidos de silicio y otros, acompa,hd, de una acción purifiodora en general sobre cst11 p>rtlculas no-metálicas en suspensión, ayudando• su ellmin,ción con 11 escoria superfici•I.
lo mismo que para el bronce con silicio.
1200
Bron<.e Ho
1r.oo P( '"'r --�
121V
1 1 1 IJ60 1 1120
l�:n:-¡-=--Mn Hn P.�?.!�... I\:��
! ilOU 1 1110

5.6.9 Pérdidas por Fusión
METAL
Mg Be Al Na Zn Mn Sn Fe Ni Si Cu Pb
HORNO E Y C
1-1.5
1 7 - . ..:,;
05-105-105-105-105-105-105-2
VIRGEN
HORNO REVERBE
3-5 3-5 1-2
2-41 1-2 1-1.5
05-105-1
1-1.51-21-2
!OXIDADO Y
HORNO E Y C
3-53-51-23-5
1-21-1.5
05-105-1
1-1.51-2
5.6.10 Proporcionalidad de la Carga.
CONTAMINA. i
HORNO REVERBENO
3-105-10
5-10
1.5-2 05-105-1
1.5-2
139
Para calcular la carga hay que conocer la composici6n
química de la aleaci6n a prepara, las materias primas a
cargar y la proporci6n de pérdidas ,,
J los fundentes por
cada uno de los elementos para afinar la aleaci6n.
La cantidad aproximada de las pérdidas depende de la
condici6n de carga, el tipo de horno y el metal a fundir.
Ejemplo: Cálculo de carga para una producci6n de 500 kgs
de bronce
Sn = 6
Zn = 6
Pb = 3

140
Cu. = 85
la carga incluye:
70¼ metales puros
30¼ chatarra procesada con la misma composici6n.
Se parte del cálculo por 100 klg de aleaci6n sin
considerra las impurezas en las materias primas y en la
aleaci6n terminada.
Los elementos perdidos son: (ver tabla).
Sn = 1 la cantidad de materiales entregados tienen
Zn - 2 que aumentarse por evada uno de los elementos
Pb ·- :2 de acuerdo a las siguientes cantidades:
Cu = 1 Sn = 6 x 1/100 = 0.06 Kgr
Zn - 6 x 2/100 - 0.12 Kgs
Pb = 3 n 2/100 = 0.06 Kgs
Cu = 85 x 1/100 = 0.85 Kgs
Los valores obtenidos por cálculo se
si,;¡uiente forma:
Sn
Zn
Pb Cu Cha ta. rra
Total
= =
=
=
:21. 5
21. 6Hi.8
3!2í 1. 75 15!Zí.(!Í
( 21 • 21 + 0. 0c;)
4< 21. 42 + í2l • 18 )
( 1 O. 71 + (!Í. (2)9 )
(300.475 + 1.275)
( 1 �d!Í
500 Kgr carga (Bronce)
presentan en la

141
350 Kgr Metal puro
= 150 Kgrs Chatarra
Sn 35¡�¡ :< ,::,;, - 21 Kgr n 1¼ = 0.21 + 21 = 21.21 kQs
Zn 21 f:::gr ;< 0.42 + 21 - 21.42 f:::gs
Pb 350 x 3¼ = 10.5 Kgs x 2¼ = 0.21 + 10.5 = 10.71 Kg
Cu 275. :=, L.·· " r··. �··. 1¼ = 2.975+297.5 -
Tot.3. l Total 353. 81 f<•]
Entonces 353.70 f:::gs de metal puro para la aleaci6n.
Chatarra: procesada con la misma composici6n 150 Kgs
f:::gs x 1¼ = 0.09 = 0.09 f:::gs
�-:; �/ ·-'l'i
Zn - 9
Pb = 4.':, Kgs
•\+i
. .::. ,..., = !2í. 18
= 0.09 4. 59 f:::gs
150 x 85¼ Cu= 127.5 f:::gs x 1¼ = 1.25 - 128.775 Kgs
TOTAL ALEACION: 353.81
+ 1 ':, 1 • 635
Total
505.445 f:::gs Aleaci6n
151. 635 k9':5
Esta carga se utiliza para una fundici6n de una aleaci6n
de análisis químico específico con propiedades mecánicas
estrictas.

142
Otro e.jemplo: Calculo de carga para 100 Kgs de lat6n en
un horno de rebervero.
La composici6n quimica
Si =
Pb =
7 ,_n
7+.r ._j /+
La. c:a. ri:;1a. i ne: 1 u.ye 1 o·:s meta 1 es
a.leaci6n ...... ,- .
t;:=;-� .
vi r��enes Cu., Pb, Z n, )'
Cu.Si como encuadernador con un contenido de 80¼ de Cu. y
El cálculo es hecho de acuerdo al siguiente ejemplo:
La pérdida de elementos es formada de la tabla Cu = 2¼�
Si ,--i +i L/+ '1 Zn = 4:,�.
La perdida. de los elementos i nd i v id u.a. 1 es p.� -- ::,
por la cantidad de estos elementos en la
tiene que ser aumentada de acuerdo con el
cá.lculo.
Cu = 80 :-: "'t,·
.i::.1+ = 1.6 K,;¡s
Si = 3 x 1¼ - 0.03 Kgs
Pb = 3 x 2¼ = 0.06 Kgs
Zn = 14 x 4¼ = 0.56 Kgs
compensada
si ,;¡u i ente

143
La informaci6n obtenida por este cálculo se presenta de
la siguiente forma:
El silicio se a�ade a la carga por medio del endurecedor
de Cu-Si
3 X 1¼ = 0.03 + 3 = 3,003 x 100 = 303/20 = 15.15 Kgrs
La cantidad de Cu adicional para el endurecedor que tiene
la aleaci6n es:
15.5 Kgrs x 80¼ = 12.12 Kgs Cu (del endurecedor)
El Cu requerido adicional (Virgen es:)
81.6 - 12-12 = 69.48 Kgs
los cálculos muestran que la carga de la fundici6n de 100
kgs de lat6n tendrá la composici6n siguiente Kgrs
Cu = 69.48
Bp = 3.06
Zn = 14.56
Encuadernador CuSi = 15.15
102.25 Kgrs
Cuando se funde aleaci6n de este tipo se utiliza
cobre virgen, desoxidado con fluoruro
porcentaje del 0.2¼ al 0.3¼ del peso de Cu.
de cobre en
En nuestro
caso la cantidad de fluoruro de cobre requerida es de:

144
69.48 Kgs x 0.2 - 0.14 Kgs aprox
Como la cantidad de fosfuro de cobre es despreciable y
teniendo presente el hecho de que el calculo de la carga
esta basado en el contenido promedio de los elementos de
la aleaci6n, las correcciones surgen de esta adici6n a la
casrga por tanto no deben ser incluidas en el calculo.
Los Endurecedores y su Preparación.
Los endurecedores se utilizan ampliamente en la
producci6n de aleaciones de base cobre, especialmente
cuando la cantidad de los elementos en la aleaci6n es
peque�a y cuando los elementos son altamente volatiles,
lo cual d-3. origen aperdidas considerables y a veces
desiguales.
Los endurecedores
requisitos:
tienen que cumplir
Punto de fusi6n bajo
Composici6n química uniforme
los siguientes
El contenido mas alto posible del elemento con mayor
punto de fusi6n
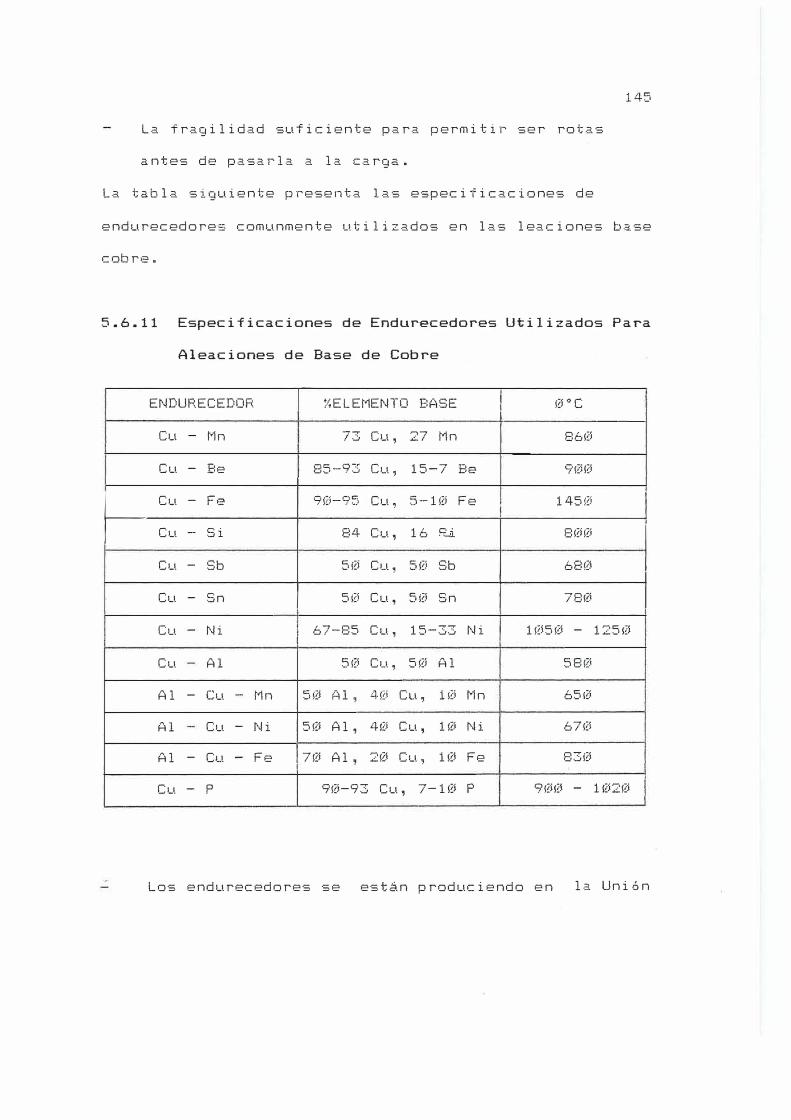
14�·
La fragilidad suficiente para permitir ser rotas
antes de pasarla a la carga .
La tabla siguiente presenta las especificaciones de
endurecedores comunmente utilizados en las leaciones base
cobr,z.
5.6.11 Especificaciones de Endurecedores Utilizados Para
Aleaciones de Base de Cobre
ENDUR.ECEDOR r· '.!,ELEMENTO BASE 1 i2í" e1 ----
Cu - Mn 73 Cu, 27 Mn 86!2í
Cu - Be 85--9:� Cu, 15-7 Be 9�2i!2)
1
�
Cu - Fe C/�2J-C?�, Cu, �,--1 !2i Fe1
1 <-15!2í 1 -
Cu -- Si 84 Cu, 16 e · 8!2i!2í
1. ..., 1
-Cu - Sb 5i2i Cu.' �.f!) Sb 680
1 1Cu - Sn 1 50 Cu, �,S!J Sn 78!2!
1 Cu Ni
1 67--85 Cu, 15-33 Ni 1 !2!5 !2! - 125!2!
Cu Al 50 Cu., 5!2í Al 580
Al - Cu Mn :=, ílj {H ' 4fi Cu, U2í Mn 65!2í
Al Cu - Ni 5!2í Al '
40 Cu, 1!!:i Ni 67!2í
Al - Cu. Fe l 7Q! Al '
2!2! Cu, Hl Fe 83i2í
Cu - p 9!2i-93 Cu, 7-Hi p 9!2i!2l - 1 !2í2!2i
Los endurecedores se están produciendo en la Unión

146
Soviética de acuerdo a especificaciones standar y los
requisitos del cliente.
Los endurecedores son producidos preferiblemente en
hornos de inducci6n.
/
147
GLOSARIO
ACERO: Aleaci6n Fe - C teoricamente entre 0.05¼ y 1.7¼
de C, con peque�as cantidades de Si, Mn, S y P, funde por
debajo de 1530 D C. Pasando por el estadopastoso la
densidad varia de 7.5 a 7.8.
Según su composici6n química aparece los acero ordinari6s
al carbono y lo aceros especiales o aliados obtenidos por
adici6n de metales diversos, tales como Cr, Ni, Mo, etc.
Se utilizan para l-a fabricaci6n de: repuestos
automotores, agr1colas y mineros, repuestos para la
industria del vidrio y la ladrilleria, ara�as, ruedas
artilleras, bocines, suspenci6n, remolques,
pi�ones, cadenas, herramientas manuales, etc.
ALEACIONES: Productos homogeneos con propiedades
metálicas obtenidas mezclando varios elementos (metales o
no metales), de los cuales, por lo menos, uno es siempre
un metal, que se encuentra
superior frente a los otros.
en proporci6n netamente
Es este emtal el que se

148
toma como base para clasificar las aleaciones de interés
industrial.
Aleaciones de Fe (aceros fundiciones)
Aleaciones de Cu (bronces, latones)
Aleaciones ligeras (a base de aluminio)
Aleaciones extraligeras (a base de magnesio)
FERROALEACIONES: Son aleaciones de Fe + Cu,
especialmente ricas en uno o varios elementos especiales,
tales como Mn, Cr, Mo, W, Va.
Se emplea para introducir tales elementos en los aceros,
para hacerlos más fusibles y poder aplicarlas en las
fundiciones se les incorpora el cual rebaja 1 .3.
temperatura de fusi6n de la aleaci6n.
La adici6n de las ferroaleaciones se hace, ya sea en la
carga fria, ya en el ba�o liquido al final de la fusi6n.
FUNDICION: Arte de fabricar piezas llenando con un metal
fundido una cavidad refractaria llamada monte.
Para ello la industria de la fundici6n yuxtapone dos
técnicas distintas cuyos objetivos son:
149
La preparaci6n de un molde en el que se vierte el
metal liquido que una vez solidificado, enfriado, formara
piezas de forma y dimensiones deseadas.
La obtenci6n de un metal o aleaci6n que satisfaga
condiciones de empleo impuestas.
FUNDICION BLANCA: No tiene tanti interes industrial ya
que es muy dura, prácticamente no es maquinable, es muy
fragil y depoca tenacidad por presentar el carbono en
forma cementina (Fe3C).
Los factores que influyen para su formaci6n son: el ¼ de
Si (bajo) y el enfriamiento es rápido. La composici6n
química es:
C = 1.8 a 3.2¼, Si = 0.5 a 1.9¼, Mn = 0.25 a 0.8¼, P =
0.05 a 0.20¼, S = 0.06 a 0.18¼.
FUNDICION GRIS: Su caracteristica fundamental existe en
que el C de la aleaci6n se encuentra en forma de grafito.
Su formaci6n se debe a la presencia del Silicio en
cantidades que van desde el 1¼ hasta el 4¼, en
porcentajes inferiores al 0.6¼ no ejercen una influencia
importante. En cubilote, bajo condiciones normales, se
obtienen fundiciones grises de la siguiente composici6n

150
química:
C = 3 a 3.75¼ (Siendo el 3.25¼ el más utilizado)
Si = 1.25 a 2.5¼ ( Siendo 1.75¼ el más utilizado)
Mn = 0.4 a 1¼
P = 0.05 a 1¼
S = 0.05 a 0.25¼
Usualmente, su composici6n suele darse por un número que
reprsenta la suma de C+Si, 6 por el valor:
¼ C + ¼Si +
FUNDICION MALEABLE:
¼P, que recibe el nombre de
carbono equivalente.
Conservando las ventajas de las
fundiciones ordinarias, las fundiciones maleables
presentan buenas caracteristicas mecánicas en
ductibilidad, maleabilidad y tenacidad, con alrgamiento
de un 20¼.
La composici6n quimica para las fundiciones blancas para
maleabilizar, es:
C = 2 a 2.75¼
= 0.5 a 1.25¼
Mn = 0.4 a 0.6¼
151
P = i2l. G5 -� i2í • 1 !2í¼
S = i2\. 05 a O. 1 i2);.,;
Estas fundiciones se utilizan en la industria automotriz,
en la f.�brica.ción de implementos agrícolas, en acoples
pa. ra tuber·ia, gracia·:;; a. SJ_l tenecidad, resistencia al
impacto y capacidad de deformación.
FUNDICION NODULAR: La fu.nd ic i ,::;n nodu.ular conocida
también como "es·feroidal" o "ductil", tiene propiedades
mec:j. n i cas compa.rables a 1 os a.ceros. La característica
más importante es la de tener el carbono en forma de
néidulos aproximadamente, distribuidos en una
matriz normalmente perlitica, (pero que puede ·ser
ferrica, ferrítica-perlítica, marten·:=.;ifica., bainitica).
Esta nodu.laci6n del carbono no se obtiene por trata.miento
como en la ma.le�ble, sino por la a.dici6n de CERIO o
MAGNESIO, directamente al baRo fundido.
Para su. fabricación se parte de fundiciones grises
ordinarias a las que se les adiciona el magnesio en la
cuchara de colado y un inocu.lante una vez que se ha
trasvasado a una segunda cuchara de colado.
El Mg se adiciona en forma de aleación Ni-Mg al 15¼ 6 Cu-

152
Mg al 15-25¼, o en aleaciones más complejas de Fe-Si-Cu-
Mg a FeSi-Ni-Mg, que tiene la ventaja de evitar la
inocu.l-3.ción.
La fundición (base gris) debe tener la ·3igu.iente
composici6n química:
C = 3.6 a 3.9¼
Si - 1 Jj a 4" i�J¼
Mn = Hacia 1¼
p = Meno·;:; del (i! • 1¼
s = Menos del �!j. Q52��
Comúnmente el porcentaje de Si 1 _r;,•1 .&:.../4' pero debe
hacerse alto cu.ando se fabrican piezas delgadas, para
evitar que se blanquee la fundición.
Una característica de las fundiciones nodulares es que
f'esponden a los t f'-3. tami en tos térmicos en u.na forma
similar a los acef'os, lo cu.al permite obtener fundiciones
con gran variedad de propiedades y características.
FUNDICIONES: Es dificil dar una definición general de
"fundición" o hierro fundido, ya que dentro de estas
categorias está incluida una gran variedad de aleaciones
con características particulares y diferentes. Sin

153
embargo, diremos que fundiciones son aleaciones
hierro, carbono y s1l1c10, con contenidos de C superior a
1.76¼, con otros elementos como Mn, p ' etc. En
general, las fundiciones ordinarias son poco tenaces v J
no
son dúctiles, ni maleables.
FUSION: Operaci6n térmica en la cual un cuerpo pasa de
la f��P s6lida a la fase liquida. Este cambio de estado
se produce a una temperatura constante (punto de fusi6n)
para cada sustancia, bajo una presi6n dada.
HIERRO: Elemento químico, símbolo Fe, peso at6mico 55.8,
densidad 7.8, punto de fusi6n 1540 º C.
Es un metal blanco grisaceo dúctil y maleable, notable
por sus propiedades magnéticas, sus propiedades físicas
varían por la presencia de cantidades mínimas
elementos extra�os. uno de los
extendidos sobre la corteza terrestre (5¼).
Sus minerales principales son:
elementos
de
más
La magnética Fe304, hematites roja Fe203, hematites parda
hidratada 2Fe203, 3H20 y el carbonato o siderita C03Fe.
estos minerales se procesan en el horno alto, para
obtener el arrabio o hierro de primera fusi6n.

154
Bió:-:ido de bario BaiJ2
Bió>:ido de cobre Cu03
Bi 6 ;-: ido ,j,2 r1 i que 1 Ni O
Bi,:;:d.do de ma.nganeso Mn02
Bora. to de ·:;:;od i. o 2B I] Na i]
Carbona to de ca.lcio C03C2
C.3. rbon.3. to de pota.sio CO�';;K2
Carbonato de sodio Co3N.3.2
C.3. rna 1 ita C12MgCll<
Clorato ele potasio Cl02f=::
Cloruro de -3.monio NH4Cl
Cloruro de bario BaC12
C l oru r·o dE� calcio CaC12
Clcruro de magnesio MgC12
Cloruro de potasio l<Cl
Cloruro de manganeso MnC12
Cloruro de sodio NaCl
Cloruro de zinc ZnC12
Criolita AlF6Na3
Cloruro de potasio f:::Cl
Cianuro de -::;odio CNNa
Fluoru.ro de potasio BF4k
Fluoru.ro de 1 ca_c10 CaF2
Floruro de manganeso MnF2

Fluoruro de sodio NaF
Fluoruro de potasio KF
Nitrato de potasio
Nitrato de sodio
Oxido de hierro
Perclorato de potasio
N03K
N03Na
Fe203
Cl04K
155

156
BIBLIOGRAFIA
ALEACIONES LIGERAS
CAPELLO. Tecnología de la fundici6n.
CENTRO DE FUNDICION. Fundici6n de aleaciones cuprosas.
E.D, Howard. Tratado práctico de fundici6n.
EL HORNO DE CUBILOTE Y SU OPERACION.
Enciclopedia de Aluminio. Ediciones Urma.
Diccionario enciclopédico de metalurgia. Editores
Técnicos Asociados.
J.D, Glichrist. Combustibles y refractarios.
MANUAL CENTRO TECNICOS DE INDUSTRIA. Nomenclatura de las
aleaciones cuprosas.

157
MUfüOZ DEL CORRAL, Francisco. Tratado Práctico de
fundici6n.
P.A, Pezzano. Siderórgia .
TECNOLOGIA DE LOS MATERIALES INDUSTRIALES (Parte V>

158
ANEXO 1. SEGURIDAD PARA LA MANIPULACION
DE MATERIALES
MANIPULACION Y ALMACENAMIENTO DE MATERIALES
En todas las empresas se requiere manipular materiales.
E� una tarea que compete a casi todos los trabajadores,
biencomo misi6n única, bien como parte de una labor
normal, tanto manualmente como una
mecánicos.
ayuda
PROBLEMAS DE LA MANIPULACION DE MATERIALES
de medios
Las lesiones más usuales son las fracturas, los emat6mas,
las dislocaciones rau�ari�� por prácticas de trabajo
inseguro. El levantamiento inadecuado, el transporte de
una carga excesiva, un agarre incorrecto, la falta dfe
atenci6n en los espacian libres para los pies y las manos
y el no usar el equipo de protecci6n personal.

PARA PREVENIR LAS LESIONES DEBEMOS FORMULAR ALGUNAS
PREGUNTAS TALES COMO:
Puede el trabajador ser proyectado para que no sea
necesaria la manipulaci6n manual?
Los materiales que son manipulados (tales como
productos quimicos, polvos, materiales calientes,
objetos afilados o irregulares) como causan lesiones
a los que los manejan?
Se puede facilitar a los trabajadores ayudas, tales
como cajas de tama�o adecuado, carretillas
apropiadas, para una mayor seguridad en el trabajo?
Es posible que el material sea movido o transportado
mecánicamente, para eliminar los trabajos a mano ?
La ropa u otro equipo de material para protecci6n
personal ayudarán a evitar lesiones?
Ciertamente no son 1 � .-- � � únicas preguntas que pueden
formularse, pero sirven al menos de introducci6n.
Al trabajador es necesario prepararlo para evitar
lesiones en la cara, las manos, los dedos, etc.
Las ideas generales que pueden darse a los que manipulan
materiales son entre otras:

Inspecci6n de materiales para descubrir astillas,
bordes mellados, nudos y supericies resbaladizas.
El aqarre firme del objeto.
160
La colocaci6n de los dedos lejos de sitios que pueden
ser cogidos o pellizcados, sobre todo al dejar el
material en el suelo.
La limpieza de los objetos grasientos, mejorados,
resbaladizos o sucios, antes de manipularlos.
La limpieza de las manos de todo aceite o grasa.
Para prevenir lesiones en las manos casi siempre hay que
emplear guantes, protectores del cuerpo o cualquier otro
tipo de protecci6n.
Los pies y las piernas sufren lesiones que se pueden
evitar con protectores, zapatos de seguridad, etc.
Los OJOS deben ser protejidos cuando se trabaja
alambres o bandas de metal, espirales, cables o cuerdas
que puedan golpear la cara.
Si el material es t6xico, o produce polvo, se debe usar
respiraderos o cualquier otro tipo adecuado.

i6l
Considerando que para el desarrollo de este m6dulo
ocupacional en la atapa de la formaci6n� la manipualaci6n
y manejo de materiales 5 constituye parte fundamental de
operac 1 ones-, que se rea 1 1 za n, deben pa r.3. e 1 case>
seleccionar el siguiente equipo de protecci6n personal.
Protecci6n para la cabeza. Casco·:;: son protectore·:5
rígidos de doistintos materiales, que tienen por
objeto evitar que un trabajador sufra lesiones.
Pr,:¡tecci,=,n facial y visual - Protector facial con
visor plastico.
Calzado protector - Zapatos con punteras de
segurid-3.d.
Protecci6n contra impactos y cortaduras - Guantes de
cuer'o t'eforzado.
LEVANTAMIENTO A MANO
Si un traba ja.dor ha de levantar un objeto pesado o
voluminoso para llevarlo a otro sitio, en primer lugar·
debe inspeccionar el suelo donde el objeto se encuentre y

162
la ruta que ha de transportarlo. Debe cerciorarce de que
los espacios libres son suficientes y debe buscar una
ruta segura.
Debe examinar el objeto para decidir la manera de tomarlo
y evitar los bordes afilados, las astillas o cualquier
elemento que pueda da�arle.
Si el objeto esta grasiento o mojado, habra de limpiarlo
o secarlo para que no se resbale.
Es fundamental la aplicaci6n de seis factores básicos
para evitar accidentes:
Posici6n correcta de los pies
Espalda recta
Brazos pegados al cuerpo (para levantar y
transportar)
Agarre correcto
La barbilla metida
Emplear el peso del cuerpo
ALGUNAS TECNICAS PARA SITUACIONES CONCRETAS
Si el objeto es demasiado voluminoso o pesado para

163
una sola persona, se debe conseguir ayuda.
Tener presente la distancia y el tiempo que ha de
seguir agarrándolo.
Para colocar un objeto en un banco, en una mesa, en
primer luQar se debe colocar sobre una arista y
empujarlo hasta estar seguro de que no vaya a caerse.
Luego se suelta gradualmente conforme se le va
dejando caer y se coloca en su sitio, empujandolo con
las manos y el cuerpo sobre la cara frontal del
objeto.
Es importante que el objeto quede libre para que no
se caiga. El apoyo debe estar correctamente
instalado y debe ser lo suficientemente fuerte para
soportar el peso. Los objetos pesados deben
almacenarse a la altura de la cintura.
Para levantar un objeto a una altura superior a los
hombros, antes de levantarse hasta la cintura se deja
apoyar un borde en un banco o en la cintura y se
cambia la posici6n de las manos para que el objeto
pueda ser elevada después de doblar las piernas. Al
164
extender las piernas el objeto es elevado a la altura
de los hombros.
Para depositar un objeto en un espacio reducido lo
más seguro es hacerlo deslizar hasta su sitio con las
manos en la parte frontal, en lugar de llevarlo
levantado a peso.
MANIPULACION DE ACCESORIOS MANUALES
Ganchos. Debe ser motivo de un entrenamiento. Los
gachos deben estar bien conservados. Se utilizan para
tablones,
afilados.
Palancas.
resbale,
cajones, caJas y barriles, han de estar
El principal peligro de una palanca es el
una palanca pesada o desigual ofrece mayores
posibilidades de accidente que una mediana.
Rodillos. El peligro principal está en los dedos de la
mano o el pie entre un rodillo y el suelo. Los rodillos
deben sobresalir por los lados del objeto y ser lo
suficientemente s6lidos.

165
Los rodillos que están debajo del peso s6lo se moverán en
una barra, y nunca con el pie o con la mano.
Gatos. Deben tener la capacidad suficiente. Revisar si
tienen pérdida de liquido hidráulico.
El gato se debe colocar sobre superficies niveladas y
limpias y no exceder nunca el peso que debe soportar.
Si la superficie es de tierra se debe colocar sobre una
base de madera dura.
Para que el peso no se resbale, se evitará todo contacto
entre metal y metal, entre 1 .3. cabeza del gato './ J el
objeto, se colocará un taco de madera dura, de logitud y
ancho superior a la cabeza del gato (5 cms de grueso).
Nunca se debe utilizar suplementos, en su lugar se coloca
un gato mayor o un bloque más grueso.
Los levantamientos deben ser siempre verticales. Si la
fuerza tiene que aplicarse en ángulo
medidas adicionales.
se debe utilizar
Carretillas. Los operarios de las carretillas han de

166
tener presente tres peligros principales:
El paso de las ruedas por puentes o plataformas.
La colisi6n con otros nehiculos u obstáculo.
El apricionamiento de las manos entre las carretillas
y otros objetos.
APARATOS DE ELEVACION Y TRANSPORTADORES
P.3. r.3. la elevaci6n y transporte de materiales, existen
numerosas herramientas que van desde las manuales hasta
las sofisticadas gruas, elevadores, puentes gruas,
monorrieles, transportadores de: listones, ganchos, de
banda, de tornillo, de conguilones, de rodillos,
verticales, etc. que puedan ser mecánicos, eléctricos o
hidraólicos.
El manejo de estos aparatos requiere de una preparaci6n
especializada, en donde se debe tener muy en cuenta todos
los medios de seguridad que sean necesarios para evitar
accidentes.

APARATOS DE ADECUACION
ESPECIALES.
Y PREPARACION DE
167
CARGAS
Electroimanes. Se utilizan las gróas aéreas y de
p6rtico para manipular chatarra de hierro y lingotes
calientes o frias, y para mover productos de acero.
El cuerpo metálico del electroimán se debe poner en
tierra, jamás deberá desplazarse sobre el personal las
cargas suspendidas de un imán.
Equipos de Corte. En oportunidades se requiere
utilizar el equipo de soldadura para cortar chatarra
demasiado grande, que no pueda usarse en el horno sino se
reduce de tama�o.
Para manejar estos equipos se debe contar con personal
experto. Para que elpreparador de cargas pueda ejecutar
esta tarea se requiere darle una preparaci6n acorde con
las técnicas de corte, bien sea que esta se realice con
gases o con arco.
Cualquiera que sea el método de corte se deberán observar
las normas de seguridad propias del soldador y que se

168
refieran a manuipulaci6n de botellas de gas, reguladores,
conexiones, tuberias, sopletes, cables, electrodos,
fuentes de alimentaci6n, protecci6n contra descargas
eléctricas, rayos luminosos, protecci6n personal, etc .
Compactadora de Chatarra
Quebrantadores de Chatarra
Cizallas mecánicas
Herramientas mecánicas y manuales
El preparador de cargas requiere de algunas herramientas
manuales, para la preparaci6n de carga tales como:
chuzas, garlanchas, rastrillos, garlancha u�as,
martillos, almadena (machos), carretillas de
cinceles, llaves de diferentes tipos, etc .
ALMACENAMIENTO DE MATERIALES
Los materiales deben mantenerse limpios
almacenamiento temporal o permanente. Los
una rueda,
durante el
materiales
desparramados
accidentes.
o amontonados aumentan la posibilidad de

169
No deben encontrarse materiales en los pasillos ni en las
zonas de descarga, los cuales debieran estar marcados con
rayas pintadas.
Las cajas, barriles, carretes, bombones de gas o presi6n,
madera, sacos, tubos y barras, planchas de metal y
viruta, poseen condiciones especiales por su forma y peso
que se deben tener en cuenta para su almacenamiento y que
estará reglamentado por el departamento de seguridad y
por quienes ejercen las funciones de seguridad de la
empresa.
La manipulaci6n de combustible debe ser objeto de un
tratamiento especial por el peligro que representa.