ESPECIFICACIONES TUBERIAS ACERO.pdf
33
ESTUDIOS DE INGENIERÍA BÁSICA Y ANTEPROYECTO DEL SISTEMA DE AGUA POTABLE ACUEDUCTO II EN EL ESTADO DE QUERÉTARO. SUMINISTRO, TRANSPORTE Y MONTAJE DE LA TUBERÍA DE ACERO PARA LA LÍNEA DE CONDUCCIÓN IMPULSADA DE AGUA CRUDA Y PARA LA LÍNEA DE CONDUCCIÓN DE GRAVEDAD DE AGUA POTABLE ESPECIFICACIÓN TÉCNICA. TUBERÍA DE ACERO
-
Upload
sergio-antonio-erazo-camacho -
Category
Documents
-
view
421 -
download
9
Transcript of ESPECIFICACIONES TUBERIAS ACERO.pdf

ESTUDIOS DE INGENIERÍA BÁSICA Y ANTEPROYECTO DEL SISTEMA DE AGUA POTABLE ACUEDUCTO II EN EL ESTADO DE QUERÉTARO.
SUMINISTRO, TRANSPORTE Y MONTAJE DE LA TUBERÍA DE ACERO PARA LA LÍNEA DE CONDUCCIÓN IMPULSADA DE AGUA CRUDA Y PARA LA LÍNEA DE CONDUCCIÓN DE GRAVEDAD DE
AGUA POTABLE
ESPECIFICACIÓN TÉCNICA. TUBERÍA DE ACERO

ESTUDIOS DE INGENIERÍA BÁSICA Y ANTEPROYECTO DEL SISTEMA DE AGUA POTABLE ACUEDUCTO II EN EL ESTADO DE QUERÉTARO.
SUMINISTRO, TRANSPORTE Y MONTAJE DE LA TUBERÍA DE ACERO PARA LA LÍNEA DE CONDUCCIÓN IMPULSADA DE AGUA CRUDA Y PARA LA LÍNEA DE
CONDUCCIÓN DE GRAVEDAD DE AGUA POTABLE
ÍNDICE
1. CARACTERÍSTICAS DE LA INSTALACIÓN Y ESPECIFICACIONES TÉCNICAS DE EQUIPOS. ........................................................................................1
1.1. Generalidades...................................................................................................1 1.2. Alcance de los Trabajos....................................................................................1
1.2.1. Misceláneos ...........................................................................................2 1.3. Criterios de Diseño............................................................................................2
1.3.1. Normas para la Fabricación...................................................................2 1.1.1. Condiciones de Carga y Esfuerzos Admisibles .....................................2 1.3.2. Tipos de Soldadura................................................................................4
1.4. Fabricación de las Tuberías..............................................................................4 1.4.1. Procesos de Fabricación .......................................................................4 1.4.2. Tolerancias ............................................................................................6
1.5. Pruebas en Fábrica...........................................................................................7 1.5.1. Pruebas en las Tuberías de Acero ........................................................7
1.6. Protección contra la Corrosión..........................................................................8 1.6.1. Tuberías de Acero .................................................................................8 1.6.2. Desperfecto en el Revestimiento ...........................................................9
1.7. Fabricación de Piezas Especiales y Tubería Autoportantes .............................9 1.7.1. Codos para Tuberías de Acero de la Conducción de Agua Cruda........9 1.7.2. Tubería Autoportante ...........................................................................10
1.8. Embalaje y Transporte ....................................................................................10 1.9. Condiciones en el Sitio y Vías de Acceso.......................................................11
1.9.1. Condiciones Ambientales ......................¡Error! Marcador no definido. 1.10. Descripción Detallada de los Trabajos de Montaje .........................................11 1.11. Responsabilidad General dLA EMPRESA......................................................13 1.12. Supervisión y Coordinación.............................................................................13 1.13. Montaje de la Tubería .....................................................................................13
1.13.1. Replanteo, Desbroce y Limpieza. ........................................................14 1.13.2. Caminos Auxiliares de acceso.............................................................14 1.13.3. Excavaciones.......................................................................................14 1.13.4. Transporte de la Tubería .....................................................................16 1.13.5. Curvado de la Tubería de Acero..........................................................16 1.13.6. Montaje de la Tubería de Acero...........................................................16
ESPECIFICACIÓN TÉCNICA. TUBERÍA DE ACERO ÍNDICE

ESTUDIOS DE INGENIERÍA BÁSICA Y ANTEPROYECTO DEL SISTEMA DE AGUA POTABLE ACUEDUCTO II EN EL ESTADO DE QUERÉTARO.
1.13.7. Instalación Superficial de la Tubería....................................................21 1.1.2. Cruces Especiales ...............................................................................21 1.1.3. Tuberías sobre Apoyos. Bloques de Anclaje. ......................................21 1.1.4. Recomposición Final............................................................................22 1.1.5. Prueba Hidrostática de Campo............................................................22 1.13.8. Protección Catódica.............................................................................23 1.1.6. Juntas de Expansión para Tuberías de Acero.....................................24
1.2. Contenidos del precio......................................................................................25 1.2.1. Tubería 25 1.13.9. Codos y Piezas Especiales..................................................................25 1.13.10. Montaje de Tubería de Conducción ......................................25 1.13.11. Fabricación, Transporte y Montaje de Codos y Piezas
Especiales............................................................................................26 1.13.12. Revestimiento de Concreto para Tubería y otros Trabajos...26
1.14. Equipos para el Control de la Calidad de la Tubería.......................................26 1.15. Documentación necesaria que se ha de aportar.............................................27
ESPECIFICACIÓN TÉCNICA. TUBERÍA DE ACERO ÍNDICE

ESTUDIOS DE INGENIERÍA BÁSICA Y ANTEPROYECTO DEL SISTEMA DE AGUA POTABLE ACUEDUCTO II EN EL ESTADO DE QUERÉTARO.
SUMINISTRO, TRANSPORTE Y MONTAJE DE LA TUBERÍA DE ACERO PARA LA LÍNEA DE CONDUCCIÓN IMPULSADA DE AGUA CRUDA Y PARA LA LÍNEA DE
CONDUCCIÓN DE GRAVEDAD DE AGUA POTABLE
1. CARACTERÍSTICAS DE LA INSTALACIÓN Y ESPECIFICACIONES TÉCNICAS DE
EQUIPOS.
1.1. Generalidades Esta sección determina las especificaciones técnicas para el suministro de materiales, fabricación, pruebas en fábrica, transporte, montaje, fabricación de piezas especiales, pruebas en campo y recepción de las tuberías metálicas. A excepción de los tramos de tuberías que se montarán en la impulsión de la PB. de Captación y 1ª Reimpulsión y en el túnel, en que la tubería irá apoyada, la tubería será colocada en una zanja excavada, con una cobertura mínima de 1,5 m sobre el lomo de la tubería. Estarán asentadas sobre el terreno natural en una cama de arena y se rellenarán con material producto de la excavación, seleccionado y aprobado por la CEA, siguiendo el perfil natural del terreno a todo lo largo de su trayecto, sin el empleo de apoyos. La tubería será entregada y almacenada en las bodegas dLA EMPRESA y luego transportada hasta el sitio de montaje por él mismo. La conducción discurre por los siguientes tramos: A lo largo de toda la conducción, y en sitios convenientes se instalarán válvulas de sobrevelocidad, válvulas de aire y de desagüe, etc. Desde la Captación hasta la planta de tratamiento el agua es impulsada y desde la cámara de salida de la planta de tratamiento de agua hasta la ciudad de Querétaro la conducción es de gravedad.
1.2. Alcance de los Trabajos El trabajo dentro de esta sección cubrirá desde la fabricación de la tubería hasta el montaje y recepción final y comprenderá lo siguiente: diseño, suministro de materiales, fabricación, pruebas en fábrica, transporte hasta las bodegas dLA EMPRESA en una zona cercana al proyecto, transporte desde las bodegas dLA EMPRESA hasta los sitios de montaje, preparación de la pista, excavación de la zanja, fabricación de codos y piezas, fabricación de codos y piezas especiales para válvulas de revestimiento interior y exterior, relleno de la zanja, pruebas de campo, entrega y recepción de los tramos de tubería que
ESPECIFICACIÓN TÉCNICA. TUBERÍA DE ACERO 1

ESTUDIOS DE INGENIERÍA BÁSICA Y ANTEPROYECTO DEL SISTEMA DE AGUA POTABLE ACUEDUCTO II EN EL ESTADO DE QUERÉTARO. se describen a continuación. Las presiones y sus longitudes están basadas en el Estudio del Régimen Transitorio del Sistema, que tendrán que ser verificadas y validadas nuevamente por LA EMPRESA, en función del tipo de válvula anular, las perdidas de carga producidas por esta en el cierre así como en el tiempo de cierre y el nº de fases de cierre u otro sistema antiariete que se proponga.
1.2.1. Misceláneos
El suministrador deberá proporcionar los anclajes, anillos, pernos, tuercas, bridas, dispositivos temporales para transporte y montaje que se requieran, para que no se produzcan daños ni en los tubos ni en los revestimientos.
1.3. Criterios de Diseño
El diseño deberá realizarse utilizando una metodología que esté de acuerdo con las modernas prácticas de ingeniería y los requerimientos establecidos más adelante en estas especificaciones.
1.3.1. Normas para la Fabricación Las normas que se deberán utilizar para la fabricación de tuberías a presión deben ser las indicadas más adelante en estas especificaciones o equivalentes reconocidas internacionalmente.
1.1.1. Condiciones de Carga y Esfuerzos Admisibles La tubería deberá ser diseñada tomando en consideración la combinación más crítica de los siguientes estados de carga evaluados para cada una de las condiciones indicadas a continuación: Condición Normal
Las siguientes cargas serán consideradas representativas de condiciones normales para el diseño:
ESPECIFICACIÓN TÉCNICA. TUBERÍA DE ACERO 2

ESTUDIOS DE INGENIERÍA BÁSICA Y ANTEPROYECTO DEL SISTEMA DE AGUA POTABLE ACUEDUCTO II EN EL ESTADO DE QUERÉTARO. • Presión Interna:
- Conducción de impulsión de agua cruda desde la Captación hasta el Bordo de Seguridad de San Javier: se asumirá como presión interna aquella línea que une la cota de nivel de la Captación y la cota de llegada del depósito, bien del Tanque de succión o bien del Bordo de San Javier. Añadiendo el efecto del golpe de ariete y restando la cota de proyecto correspondiente a cada punto del tramo de tubería considerada.
- Conducción de gravedad de agua potabilizada desde el vertedero de salida de la
Potabilizadora hasta la Estructura de Rotura de Carga de Tierra Dura: Se asumirá como presión interna aquella línea que une la cota de nivel del aliviadero de salida de la Potabilizadora 23+800 y la cota de llegada a la Estructura de Rotura de Carga situada en el punto de abscisa 72+513, añadiendo el efecto del golpe de ariete y restando la cota de proyecto correspondiente a cada punto del tramo de la tubería considerada.
- Conducción de gravedad de agua potabilizada desde la Estructura de Rotura de
Carga de Tierra Dura hasta la Estructura de Rotura de Carga de San José El Alto: Se asumirá como presión interna aquella línea que une la cota de nivel en la Estructura de Rotura de Carga de Tierra Dura 72+513 y la cota de llegada a la Estructura de rotura de Carga de San José El Alto 103+200, añadiendo el efecto del golpe de ariete y restando la cota de proyecto correspondiente a cada punto del tramo de la tubería considerada
- Conducción de gravedad de agua potabilizada desde el Deposito de
almacenamiento de San José El Alto hasta el Deposito de almacenamiento de Querétaro: Se asumirá como presión interna aquella línea que une la cota de nivel del Deposito de almacenamiento de San José El Alto 103+200 y la cota de llegada al Deposito de almacenamiento de Querétaro 108+307, añadiendo el efecto del golpe de ariete y restando la cota de proyecto correspondiente a cada punto del tramo de la tubería considerada
Para el caso de tubería de acero, el esfuerzo admisible deberá ser igual a 50% del valor mínimo del límite estático del acero considerado.
ESPECIFICACIÓN TÉCNICA. TUBERÍA DE ACERO 3

ESTUDIOS DE INGENIERÍA BÁSICA Y ANTEPROYECTO DEL SISTEMA DE AGUA POTABLE ACUEDUCTO II EN EL ESTADO DE QUERÉTARO.
1.3.2. Tipos de Soldadura La tubería deberá ser fabricada con soldadura helicoidal con doble cordón de soldadura, interior y exterior. La soldadura en cualquier caso utilizará un proceso por arco eléctrico sumergido tipo UNIÓN-MELT.
1.3.2.1. Eficiencia de la Soldadura Para el diseño, se considerará una eficiencia de soldadura de junta igual a 1.
1.4. Fabricación de las Tuberías La fabricación de los tubos se deberá hacer de acuerdo con los últimos adelantos de la técnica de fabricación de tuberías y de la soldadura en las tuberías de acero.
1.4.1. Procesos de Fabricación
1.4.1.1. Tuberías de Acero Soldadas Helicoidalmente La fabricación de los tubos se deberá realizar mediante un proceso controlado y reproducible sometido a un procedimiento de calidad y certificado por un organismo exterior. Los trabajos serán ejecutados cuidadosamente y ciñéndose a la norma API-5L/04 y a las mejores prácticas usadas en la fabricación de tuberías de acero. La tubería deberá ser fabricada con placa de acero al carbono grado X-70 de distintos espesores dependiendo de la carga crítica que deban soportar en cada tramo de la conducción. El material empleado será suministrado en bobina de acero laminada en caliente a la que se someterá en la recepción a un ensayo de tracción del material y un ensayo químico en una bobina por colada según la Norma API 5L y con ASTM A751. La tubería deberá ser soldada helicoidalmente con doble cordón, interior y exterior, por el procedimiento de arco sumergido tipo Unión Melt (S.A.W.) y se someterá a un ensayo mecánico de 1 tubo cada 50 consistente en un ensayo de tracción del material base, un ensayo de tracción de soldadura según la norma API 5L, ASTM E4, ASTM E83,
ESPECIFICACIÓN TÉCNICA. TUBERÍA DE ACERO 4

ESTUDIOS DE INGENIERÍA BÁSICA Y ANTEPROYECTO DEL SISTEMA DE AGUA POTABLE ACUEDUCTO II EN EL ESTADO DE QUERÉTARO. ASTM E8 Y ASTM A370 y dos ensayos de doblado transversal a la soldadura Según la norma ASTM A370. Los proveedores de los diferentes materiales, tanto de las bobinas de acero como de los materiales consumibles, deberán estar homologados de acuerdo con el procedimiento de calidad. El proceso de fabricación deberá realizarse de acuerdo con el siguiente procedimiento o similar:
1. Desbobinado. 2. Corte y preparación de extremos de bobina. 3. Aplanamiento. 4. Soldadura de unión de bandas. 5. Corte y preparación de los bordes de las bandas. 6. Conformación helicoidal del tubo. 7. Soldadura interior S.A.W. (equipo automático). 8. Soldadura exterior S.A.W. (equipo automático). 9. Inspección mediante ensayo de ultrasonido al 100%, con el complemento
de la radiografía de principio y final de tubo. 10. Corte de tubos en largo de fabricación. 11. Limpieza interior del tubo.
- Inspección visual - Inspección manual por ultrasonidos del cordón de soldadura - Inspección radiográfica - Ensayos sobre tubos por lote. Toma de muestras - Mecanizado de probetas para ensayos - Ensayo de laboratorio
12. Reparación de zonas defectuosas mediante: - Esmerilado. - Soldeo manual (S.M.A.W.). - Corte. - Inspección radiográfica.
13. Preparación de los extremos del tubo. 14. Prueba hidráulica. 15. Rechazo de tuberías si es preciso. 16. Preparación de bordes de tubo (biselado). 17. Expedición a tratamiento de pintura interior y exterior.
ESPECIFICACIÓN TÉCNICA. TUBERÍA DE ACERO 5

ESTUDIOS DE INGENIERÍA BÁSICA Y ANTEPROYECTO DEL SISTEMA DE AGUA POTABLE ACUEDUCTO II EN EL ESTADO DE QUERÉTARO. Tanto los procedimientos de soldadura como los soldadores y equipos de soldadura automáticos deberán estar homologados de acuerdo con la sección IX de la norma ASME o equivalente. Se deberán realizar los siguientes ensayos de control de calidad, de acuerdo con el procedimiento homologado, sobre muestras de aceros o tubos:
1. Ensayos de recepción de materiales. 2. Ensayos de laboratorio del tubo fabricado.
Se deberán realizar los siguientes ensayos de control de calidad sobre todos los tubos:
1. Comprobación de procedimiento de soldadura al realizar la soldadura automática tanto exterior como interior.
2. Inspección visual de los tubos una vez cortados. 3. Inspección de la soldadura. 4. Inspección de la soldadura de las zonas reparadas. 5. Radiografía de extremos previo al biselado. 6. Inspección visual y dimensional final. 7. Pesaje y marcado.
El proceso de producción deberá estar sometido a un procedimiento de calidad y certificado por un organismo exterior así como poder ser aprobado e inspeccionado por el cliente.
1.4.2. Tolerancias Toda la tubería objeto de este contrato será fabricada cumpliendo con las tolerancias descritas a continuación: La tolerancia en los espesores de las tuberías no se aceptará bobinas con diferencia de - 0.05 mm del espesor seleccionado. La calidad del acero será X65 con las siguientes características técnicas: Limite elástico: 45.7 Kg / mm2 <> 448 Mpa (min) Carga de rotura: 54.0 Kg / mm2 <> 529 Mpa (min)
ESPECIFICACIÓN TÉCNICA. TUBERÍA DE ACERO 6

ESTUDIOS DE INGENIERÍA BÁSICA Y ANTEPROYECTO DEL SISTEMA DE AGUA POTABLE ACUEDUCTO II EN EL ESTADO DE QUERÉTARO.
1.4.2.1. Tuberías de Acero Todas las tolerancias del resto de las características geométricas deberán satisfacer las requeridas en la norma API-5L/04 o equivalente.
1.5. Pruebas en Fábrica
1.5.1. Pruebas en las Tuberías de Acero
1.5.1.1. Pruebas de Recepción de Materiales Por cada bobina se deberá seleccionar una toma de muestra a la cual deberán realizárseles los ensayos físicos y químicos de acuerdo con su procedimiento de calidad homologado.
1.5.1.2. Pruebas sobre Tubos Fabricados Por cada lote de tubos se deberán seleccionar muestras las cuales serán sometidas a los siguientes ensayos de laboratorio de acuerdo con el procedimiento de calidad homologado:
1. Químicas. 2. Metalográficas. 3. Tracción. 4. Plegado. 5. Charpy V. s/Norma API 5L/SR5 6. Microdurezas.
1.5.1.3. Pruebas sobre las Soldaduras en los Tubos Fabricados
En todos los tubos se realizarán los siguientes ensayos de control de calidad:
1. Inspección de la soldadura por radiografiado. 2. Radiografía de extremos y zonas reparadas por S.M.A.W..
ESPECIFICACIÓN TÉCNICA. TUBERÍA DE ACERO 7

ESTUDIOS DE INGENIERÍA BÁSICA Y ANTEPROYECTO DEL SISTEMA DE AGUA POTABLE ACUEDUCTO II EN EL ESTADO DE QUERÉTARO.
1.5.1.4. Prueba Hidrostática Todos los tubos individualmente deberán ser sometidos en fábrica a una prueba hidrostática de presión del 90% del límite elástico.
1.6. Protección contra la Corrosión 1.6.1. Tuberías de Acero
Las tuberías de acero para la línea de conducción deberán llevar los revestimientos anticorrosivos de fábrica que a continuación se especifican.
1.6.1.1. Protección Interior de Fábrica A toda la tubería se le aplicará pintura epoxi alimentaría, de espesor mínimo de 300 micras, según norma AWWA C210/92, previo granallado de la superficie hasta el grado de limpieza SA-21/2 de la norma SIS-055900. Se hará limpieza de extremos de 150 mm según norma.
1.6.1.2. Protección Exterior de Fábrica La superficie debe limpiarse con chorro de abrasivo a metal casi blanco especificación SSPC-SP10 (Sa 2 ½). CLASIFICACION Epóxico catalizado A. S. ACABADO Brillante COLOR Según Muestrario METODO DE APLICACION Aspersión sin aire SECADO A 25° C AL TACTO 8 horas PARA RECUBRIR 24 horas RENDIMIENTO TEORICO 37.5 M2/Lt a 1 mil (25.4 micras)
VOC, MÁXIMO 74 g/Lt DENSIDAD A 25° C 1.260 ± 0.060 Kg/Lt SOLIDOS POR VOLUMEN 95.5 ± 1 % ESP. SECO RECOMENDADO 30 mils. por capa (750 micras) NUMERO DE CAPAS RECOMENDADAS 2
ESPECIFICACIÓN TÉCNICA. TUBERÍA DE ACERO 8

ESTUDIOS DE INGENIERÍA BÁSICA Y ANTEPROYECTO DEL SISTEMA DE AGUA POTABLE ACUEDUCTO II EN EL ESTADO DE QUERÉTARO. NUMERO DE COMPONENTES 2 RELACION DE MEZCLADO 4 de base por 1 de convertidor en volumen VIDA DEL MATERIAL MEZCLADO 1hr a 25° C TIEMPO DE CURADO A 25° C PARA INMERSION 7 días PARA NO INMERSION Y/O MANTENIMIENTO 24 horas RESISTENCIA A LA TEMPERATURA 100° C en seco (continuo) 120° C en seco (intermitente) El tratamiento exterior según norma AWWA C203 no se deberá aplicar en ningún caso al estar prohibido en México.
1.6.2. Desperfecto en el Revestimiento En caso se produjera algún daño o deterioro en los revestimientos de la tubería durante el transporte y hasta su entrega-recepción LA EMPRESA ejecutará las reparaciones del revestimiento que se requieran sin costo alguno para la CEA, debiendo estar aprobado dicho procedimiento de reparación de daños.
1.7. Fabricación de Piezas Especiales y Tubería Autoportantes LA EMPRESA, de acuerdo a los diseños y datos de replanteo, deberá fabricar o suministrar ya fabricadas las piezas especiales: codos, tes. , yes, reducciones, acoples para válvulas, etc.
1.7.1. Codos para Tuberías de Acero de la Conducción de Agua Cruda
Para la fabricación de los codos para las tuberías de acero de la Conducción de Agua Cruda, se deberán utilizar tubos de la misma especificación y espesor que el tramo pertinente, sin revestimiento de fábrica, de acuerdo con los planos de proyecto y la normativa de aplicación y deberán estar fabricados según la Norma C208 de AWWA. Todas las soldaduras realizadas para la fabricación de los codos en obra deberán ser radiografiadas por una empresa especializada. La tubería para la fabricación de piezas especiales se deberá suministrar sin revestimiento interior ni exterior alguno. Una vez fabricado el codo, se deberá aplicar la siguiente protección:
ESPECIFICACIÓN TÉCNICA. TUBERÍA DE ACERO 9

ESTUDIOS DE INGENIERÍA BÁSICA Y ANTEPROYECTO DEL SISTEMA DE AGUA POTABLE ACUEDUCTO II EN EL ESTADO DE QUERÉTARO.
- Chorreado de arena o granalla de la superficie interior y exterior hasta el grado de limpieza SA-21/2 de la normal SIS-055900.
- Aplicación interior de la pintura epoxi alimentaría con espesor de capa seca de 250 micras.
- Aplicación de pintura brea-epoxi o mortero epoxi para protección. Cuando el codo vaya a ser colado después de su instalación, no deberá aplicársele el revestimiento exterior especificado anteriormente. Una vez colada la pieza, se aplicará un mortero epoxi a la zona descubierta para evitar la corrosión de la misma.
1.7.2. Tubería Autoportante La tubería autoportante deberá ser fabricada mediante acero del mismo tipo o equivalente, de espesor adecuado para la luz y diámetro del tramo y con los extremos embridados para su acoplamiento con los compensadores de dilatación. La tubería deberá ser fabricada con soldadura helicoidal con doble cordón de soldadura, interior y exterior. La soldadura en cualquier caso utilizará un proceso por arco eléctrico sumergido tipo UNIÓN-MELT. Las bridas deberán corresponder a la misma norma que los compensadores a los que se acoplarán (DIN, ISO o equivalente). Los pernos o tuercas serán de acero al carbono según las normas DIN o equivalente. Una vez fabricada y probada la tubería, se deberá aplicar la siguiente protección:
- Chorreado de arena o granalla de la superficie interior y exterior hasta el grado de limpieza SA-21/2 de la normal SIS-055900.
- Protección interior: pintura epoxi alimentaría con espesor de capa seca de 300 micras.
- Protección exterior: imprimación anticorrosiva a base de resinas epoxi ricas en zinc de 80 micras de espesor de película seca; Capa intermedia de pintura a base de resinas epoxi, pigmentada con óxidos de hierro micáneo de 150 micras de espesor de película seca; Capa de acabado de pintura a base de resinas de poliuretano de 60 micras de espesor de película seca.
1.8. Embalaje y Transporte
ESPECIFICACIÓN TÉCNICA. TUBERÍA DE ACERO 10

ESTUDIOS DE INGENIERÍA BÁSICA Y ANTEPROYECTO DEL SISTEMA DE AGUA POTABLE ACUEDUCTO II EN EL ESTADO DE QUERÉTARO. El proveedor deberá asegurar el suministro contra riesgo de daños o pérdidas durante el transporte externo e interno. Los embalajes deber ser de tal forma que aseguren que los elementos no sufran deformaciones o daños permanentes al ser transportados por cualquier medio. Debe darse especial importancia a la protección de los revestimientos y a los bordes biselado de la tubería. En caso que a juicio de la CEA, los daños producidos no sean reparables, LA EMPRESA suministrará a su costo, los elementos rechazados. Se deberán observar las recomendaciones de los fabricantes para manipulación, embalaje y transporte de las tuberías y piezas especiales.
1.9. Condiciones en el Sitio y Vías de Acceso La Captación se encuentra localizada en la cota 1,100 m.s.n.m y la conducción se desarrolla entre esa cota y la 2,275 m.s.n.m donde se encuentra la ETAP.
1.10. Descripción Detallada de los Trabajos de Montaje Los trabajos que LA EMPRESA deberá ejecutar para cumplir con el alcance previsto, bajo su entera responsabilidad y comprendidos dentro de los precios del mismo, se escriben a continuación: a) Preparación de planos e instructivos de montaje y revisión de las listas de
materiales. b) La preparación de cualquier plano, memoria técnica o instructivo adicional o
complementario que en opinión de la CEA se requiera para la debida ejecución de los trabajos y su presentación para la aprobación.
c) El suministro de materiales y equipos solicitados para el montaje. d) La provisión de los medios, el personal y equipo para las operaciones de carga-
descarga y la ejecución del transporte de la tubería, los equipos y materiales desde las bodegas dLA EMPRESA hasta el sitio de montaje en el Proyecto
e) Las labores preparatorias de construcción de accesos, replanteo de la línea, construcción de bodegas, talleres y campamentos.
f) El manejo y desplazamiento de la tubería y equipos en el sitio para su instalación, junto con el suministro de equipo y personal cualificado para la ejecución del montaje, así como el suministro de servicios como aire a presión, agua, electricidad, etc.
ESPECIFICACIÓN TÉCNICA. TUBERÍA DE ACERO 11

ESTUDIOS DE INGENIERÍA BÁSICA Y ANTEPROYECTO DEL SISTEMA DE AGUA POTABLE ACUEDUCTO II EN EL ESTADO DE QUERÉTARO. g) Las verificaciones y pruebas de los equipos o elementos componentes de los
mismos cuando fuere del caso para asegurarse del buen estado y operabilidad . h) El ensamblaje y montaje de todos los equipos principales y auxiliares mecánicos,
sanitario y materiales del proyecto. El montaje incluye la instalación de las partes y piezas de los equipos empotrados
en Concreto. i) Las pruebas del equipo de acuerdo a lo que requieran las especificaciones y las
normas correspondientes. j) Los revestimientos de tubería y los retoques de pintura y de acabado en superficies
estropeadas de tubería, equipos, estructuras y materiales, antes y después de su instalación, dando las capas que sean necesarias según instrucciones de la CEA, para lo cual LA EMPRESA proveerá los revestimientos y pintura que se requieran.
k) El señalamiento en los planos de todos los cambios introducidos en el proceso de montaje y pruebas, hasta la recepción final de la obra. La elaboración y entrega de planos como construido (“as built”).
I) El cuidado, vigilancia, buen manejo y adecuada conservación de las tuberías, equipos y más elementos a su cargo, ya sea en el transporte, durante el proceso de montaje y pruebas, hasta la recepción final de la tubería, equipos y elementos ya instalados, probados y puestos en servicio.
m) La reparación o sustitución, a satisfacción de la CEA, de cualquier equipo o elemento que manifestare daño como rotura, funcionamiento defectuoso, disminución de capacidad de rendimiento, fugas, etc., en el proceso de montaje y pruebas o durante su operación hasta el vencimiento del plazo de la Garantía Técnica, si el daño fuese atribuible a juicio de la CEA, a mal manejo, imprevisión, descuido o deficiencia en general en la ejecución de los trabajos a cargo dLA EMPRESA.
n) El suministro de materiales y accesorios de instalación, tales como: electrodos, material de empaquetadura para uniones en tuberías, neplos, material de soldadura, pinturas de base y acabado, materiales de aislamiento eléctrico, piezas de fijación y anclaje de equipos menores o de cables y tuberías, terminaciones, empalmes etc., que fueren necesarios o convenientes a juicio de la CEA para la adecuada y segura instalación del equipo para su protección.
o) Cualquier otra actividad o labor que aunque no estuviere señalada aquí, resultare a juicio de la CEA o de propia iniciativa dLA EMPRESA, necesaria para la correcta ejecución de los trabajos y para que las tuberías, los equipos y materiales a su cargo queden completos y debidamente instalados y probados.
p) El suministro de mano de obra y materiales para todas las labores de montaje y el cumplimiento de todas sus obligaciones como patrono.
ESPECIFICACIÓN TÉCNICA. TUBERÍA DE ACERO 12

ESTUDIOS DE INGENIERÍA BÁSICA Y ANTEPROYECTO DEL SISTEMA DE AGUA POTABLE ACUEDUCTO II EN EL ESTADO DE QUERÉTARO. q) La contratación de seguros para el personal y equipo, y el cumplimiento de las
normas de seguridad industrial.
1.11. Responsabilidad General dLA EMPRESA LA EMPRESA será totalmente responsable de la calidad, eficiencia y seguridad de los suministros y trabajos de montaje a él encomendados. LA EMPRESA será responsable en caso de accidente o de daño del material, o mal funcionamiento del equipo, por causas, que a juicio de la CEA sean atribuibles al Contratista, independientemente del hecho que la CEA hubiese concedido previamente a la ejecución del trabajo en cuestión, aceptación o aprobación al programa, método o secuencia de los trabajos, al empleo de tal o cual herramienta o instrumento o a la participación de determinado personal dLA EMPRESA o sus Subcontratistas, en la ejecución del trabajo.
1.12. Supervisión y Coordinación
Sin perjuicio de las actividades de dirección control y supervisión que deberá realizar LA EMPRESA sobre los trabajos de transporte, carga y descarga, montaje, pruebas y puesta en operación de los equipos, la CEA supervisará dichas actividades directamente con su propio personal. LA EMPRESA estará obligado a cooperar efectivamente con la CEA en esta supervisión de los trabajos y también en la labor de coordinación de tales trabajos con los de otros Contratistas.
1.13. Montaje de la Tubería El montaje de la tubería se efectuará de acuerdo a los planos aprobado por la CEA y según las alineaciones y pendientes mostradas en los mismos. Cualquier cambio en el trazado ya sea en planta o en elevación, no será motivo para el cambio en los precios unitarios ofertados por LA EMPRESA, que realizará su trabajo a base de la información de los suministradores de válvulas y otros equipos, con el fin de efectuar los acoples y
ESPECIFICACIÓN TÉCNICA. TUBERÍA DE ACERO 13

ESTUDIOS DE INGENIERÍA BÁSICA Y ANTEPROYECTO DEL SISTEMA DE AGUA POTABLE ACUEDUCTO II EN EL ESTADO DE QUERÉTARO. obtener una adecuada operación. LA EMPRESA deberá tener en cuenta las recomendaciones de los fabricantes de tuberías para la instalación de las mismas.
1.13.1. Replanteo, Desbroce y Limpieza. Estos trabajos serán realizados de acuerdo al Capítulo 1 de las especificaciones técnicas.
1.13.2. Caminos Auxiliares de acceso LA EMPRESA construirá los caminos auxiliares para el montaje de la tubería. Las características corresponderán a las que requiera LA EMPRESA para el transporte de su equipo y de la tubería. En todo caso, las características y el trazado deberá someterse a la aprobación de la CEA.
1.13.3. Excavaciones Dentro de este rubro se contemplan los diferentes tipos de zanjas según pendientes indicadas, para que cumplan con la Legislación y Prevención de Riesgos Laborables para el montaje de la tubería y fundaciones propuestas.
1.13.3.1. Pista La pista tendrá el ancho que requiera la CEA, según las dimensiones del equipo de montaje del terreno que atraviese y seguirá las alineaciones y pendientes correspondientes al trazado de la tubería. El mantenimiento de la pista se efectuará hasta la entrega-recepción definitiva del Contrato. Los radios de curvatura para la conformación de la pista se diseñaran en concordancia con los cambios de dirección que requiera la tubería y bajo la supervisión de la CEA. En los cursos de agua se instalarán alcantarillas metálicas o de Concreto, o alternativamente puentes de Concreto, de manera que constituyan pasos permanentes para el montaje y mantenimiento de la conducción. a excavación de la pista se realizará de acuerdo con las especificaciones de la CEA.
ESPECIFICACIÓN TÉCNICA. TUBERÍA DE ACERO 14

ESTUDIOS DE INGENIERÍA BÁSICA Y ANTEPROYECTO DEL SISTEMA DE AGUA POTABLE ACUEDUCTO II EN EL ESTADO DE QUERÉTARO.
1.13.3.2. Excavación y Relleno de la Zanja La tubería será montada en una zanja y se excavará hasta 15 cm por debajo del asiento del tubo y se llenará esa altura con suelo natural, arena fina compactada, o con material que apruebe la CEA y enterrada en casi la totalidad de su extensión con excepción de la tubería instalada desde la Captación hasta la salida del túnel, y en los pasos aéreos de quebradas y riachuelos. La apertura de las zanjas se realizará por medios mecánicos y si es necesario con el empleo de explosivos. La última capa que se vaya a excavar será removida con métodos manuales en una profundidad de 20 cm. En sitios de baja resistencia del suelo la tubería se asentará sobre pilotes. En caso de existir zonas pantanosas, antes de la apertura de la zanja, LA EMPRESA deberá drenar, esas zonas mediante la excavación de canales en forma de "espina de pescado". Si los materiales de la fundación natural fueren alterados o aflojados durante la excavación fuera de la profundidad prevista, dichos materiales serán removidos, reemplazados y compactados con material seleccionado aprobado por la CEA y a costa dLA EMPRESA. Cuando el fondo de la zanja sea de conglomerado o roca, se excavará hasta 15 cm por debajo del asiento del tubo y se llenará esa altura con suelo natural, arena fina compactada, o con material que apruebe la CEA. En cada tramo se abrirán máximo 600 m de zanja con anterioridad a la colocación de la tubería, y la excavación de los últimos 10 cm del fondo de la zanja se efectuará con una anticipación máxima de 24 horas a la colocación de la tubería. La zanja tendrá la profundidad indicada en los planos y se mantendrá sin agua durante el tiempo que dure la colocación de los tubos y para garantizar la estabilidad de la excavación, en donde sea necesario, LA EMPRESA colocará ademados. El relleno se efectuará con el material producto de la excavación, sin emplear material grueso junto a las paredes del tubo. El porcentaje de la compactación del relleno será del 90% del Proctor modificado. Cuando las condiciones del suelo y drenaje no permitan alcanzar ese valor, el porcentaje de compactación quedará a criterio de la CEA.
ESPECIFICACIÓN TÉCNICA. TUBERÍA DE ACERO 15

ESTUDIOS DE INGENIERÍA BÁSICA Y ANTEPROYECTO DEL SISTEMA DE AGUA POTABLE ACUEDUCTO II EN EL ESTADO DE QUERÉTARO. En caso que el material de la excavación no fuere apropiado, el relleno se efectuará con material de préstamo extraído de la cantera más cercana y aprobada por la CEA. En los tramos muy pendientes (70% o mayor) o donde lo señale la CEA; para evitar la erosión, el relleno de la zanja se recubrirá con una capa superficial de terrocemento de 15 cm de espesor y en una proporción cemento / tierra 1:8. En los pasos subfluviales de quebradas o ríos la tubería se recubrirá con Concreto. No se dejará más de 200 m de zanja sin relleno luego de haber colocado los tubos en cualquier caso, la tubería deberá quedar perfectamente arriñonada para evitar que flote. El material sobrante o no utilizable será transportado hasta los sitios de depósito indicados en los planos o donde indique la CEA.
1.13.4. Transporte de la Tubería La tubería será transportada desde las bodegas dLA EMPRESA con el empleo de equipos y apoyos adecuados que garanticen la protección de los revestimientos interior y exterior hasta los sitios de montaje. La carga y descarga de la tubería de acero se realizarán mediante empleo de fajas de malla que igualmente protejan al revestimiento. En los lugares de difícil acceso se emplearán equipo sobre orugas o de tipo “Husky”. LA EMPRESA será responsable del tránsito por las carreteras para no producir interrupciones o daños. Deberá tomar en consideración las características de la carretera desde las bodegas al sitio (ancho de las vías, radios mínimos de las curvas, cargas permisibles en puentes, pendientes, etc.) y observar las leyes y reglamentos del transporte por carretera. Mantendrá a su costa o reparará las cercas, puertas, pasos de agua, canales, etc., que sufrieran daños.
1.13.5. Curvado de la Tubería de Acero No se aceptará el curvado de la tubería de acero mediante máquinas dobladoras para no dañar el revestimiento de la tubería. Para garantizar la trazabilidad de la conducción los cambios de dirección se efectuarán mediante codos soldados con sus correspondientes atraques.
1.13.6. Montaje de la Tubería de Acero LA EMPRESA deberá contar con todos los equipos y herramientas de trabajo para ejecutar las soldaduras de campo. Entre los materiales a suministrar se incluye los
ESPECIFICACIÓN TÉCNICA. TUBERÍA DE ACERO 16

ESTUDIOS DE INGENIERÍA BÁSICA Y ANTEPROYECTO DEL SISTEMA DE AGUA POTABLE ACUEDUCTO II EN EL ESTADO DE QUERÉTARO. electrodos para todas las juntas de soldadura, que serán de una calidad compatible con el acero a soldar. La soldadura de las tuberías y accesorios se harán de acuerdo a los procedimientos indicados en estas especificaciones. De acuerdo a las normas se desarrollarán los procedimientos de soldadura, calificación y aprobación de soldadores y tipo de electrodos a ser utilizados bajo la aprobación de la CEA. El tubo se deberá soldar fuera de la zanja en una longitud de 4/5/6 tubos (trama). La unión trama a trama se hace en la propia zanja mediante pozos o casetas de soldador.
1.13.6.1. Limpieza y Separación de Biseles Se realizará mediante el empleo de amoladoras eléctricas con discos abrasivos con el fin de eliminar el óxido, para mejorar la calidad de la unión soldada. Al mismo tiempo se realizará la inspección de los biseles y la corrección de los daños que pudieran existir, como golpes, abolladuras, etc.
1.13.6.2. Alineación y Acoplado para Tubería de Acero Para el acoplado o presentación de las bocas de los tubos, se utilizará un acoplador interno neumático en el cual se regularán tanto la presión de trabajo, como el recorrido de las levas de accionamiento de sus zapatas internas, en función del espesor de la pared del tubo a soldar.
1.13.6.3. Soldadura de campo
Electrodos
Los electrodos serán de bajo contenido de hidrógeno conforme a la especificación AWS A5.5 o equivalente aprobado y serán cuidadosamente seleccionados para proporcionar un metal de soldadura con propiedades mecánicas similares a las del metal soldado.
Calificación del Procedimiento de Soldadura
Todos los procedimientos y equipos de soldadura empleados en la unión de las tuberías serán calificados de acuerdo con la Sección IX de las Normas ASME para Calderas y Recipientes de Presión. La calificación de procedimientos de soldadura, contendrá la información completa sobre todos los factores indicados en los formularios QW-482 y QW-483 de la sección IX de las Normas ASME. Además de los requisitos de ASME para los procedimientos de
ESPECIFICACIÓN TÉCNICA. TUBERÍA DE ACERO 17

ESTUDIOS DE INGENIERÍA BÁSICA Y ANTEPROYECTO DEL SISTEMA DE AGUA POTABLE ACUEDUCTO II EN EL ESTADO DE QUERÉTARO. soldadura, LA EMPRESA deberá presentar a la CEA un procedimiento detallado de la secuencia propuesta para soldar uniones circulares. Tales instructivos sobre calificación de los procedimientos de Soldadura deberán remitirse a la CEA. La CEA tendrá derecho a solicitar cualquier cambio que considere necesario para que el procedimiento de soldadura dLA EMPRESA, cumpla con los requisitos e intención de estas Especificaciones. Tales cambios se harán sin costo adicional para la CEA. No se deberá efectuar soldadura alguna antes de que el procedimiento de soldadura dLA EMPRESA haya sido aprobado. Tales procedimientos se mantendrán vigentes durante todo el periodo de ejecución del trabajo.
Calificación de los Soldadores
Todos los soldadores y operadores de soldadura serán calificados siguiendo el proceso de Calificación establecida de acuerdo con la Sección IX de las Normas ASME. Independientemente de las calificaciones previas obtenidas por cualquier soldador, la CEA exigirá que los soldadores asignados a este trabajo pasen las pruebas de calificación en presencia del representante de la CEA. Todos los resultados de las pruebas de calificación realizadas serán presentados a la CEA en el formulario QW-484. de la sección IX de ASME. La CEA se reserva el derecho de solicitar a costo dLA EMPRESA, un nuevo examen de cualquier soldador cuyo trabajo considere objetable. LA EMPRESA deberá suministrar los aceros y los electrodos requeridos para realizar las pruebas de calificación. Los aceros de prueba deberán ser del mismo material de las tuberías. Los bordes deberán ranurarse o biselarse cuando así se requiera y la técnica de soldadura empleada deberá ser la misma a utilizarse en los trabajos. Los electrodos para las pruebas deberán ser del mismo tamaño, tipo y marca que los que van a emplearse en los trabajos. La CEA podrá solicitar al Contratista que suministre copias certificadas de los ensayos físicos de los especimenes soldados durante las pruebas de calificación. Todos los gastos que haya necesidad de realizar en razón de la calificación de procedimientos y operadores de soldadura serán a costo dLA EMPRESA. LA EMPRESA suministrará una plancha para que se realicen las pruebas de calificación de soldadores. Esta plancha será de 6,000 mm de longitud, 1,500 mm de
ESPECIFICACIÓN TÉCNICA. TUBERÍA DE ACERO 18

ESTUDIOS DE INGENIERÍA BÁSICA Y ANTEPROYECTO DEL SISTEMA DE AGUA POTABLE ACUEDUCTO II EN EL ESTADO DE QUERÉTARO. ancho, de un espesor tal que permita calificar a los soldadores para el máximo espesor de la tubería.
Examen de las Soldaduras
Se deberá llevar un registro completo de cada examen indicando toda la información solicitada por la CEA. Tales registros serán de propiedad de la CEA. LA EMPRESA suministrará todo el equipo y el personal calificado con la experiencia necesaria para efectuar e interpretar las pruebas y para determinar cualquier falla y realizar su reparación. El examen radiográfico cumplirá con la Sección VIII de las Normas ASME, para Calderas y Recipientes de Presión, y estará de acuerdo con las estipulaciones del párrafo OK-51 de la misma sección VIII. LA EMPRESA entregará a la CEA todas las radiografías y cinco copias de un diagrama que indique la localización de las radiografías. Tales documentos pasarán a ser propiedad de la CEA. Todos los defectos detectados por radiografía y que se consideren inaceptables serán reparados y radiografiados nuevamente, de acuerdo con estas especificaciones. Todas las radiografías serán hechas por y a costa dLA EMPRESA.
1.13.6.4. Primero y segundo paso (Roff and Hot pass) La primera pasada se realizará utilizando un soldador a cada lado del tubo que realizará la unión como soldadura vertical descendente. Se empleará un “PAY WELDER” dotado de moto soldadoras, generador eléctrico para accionar las amoladoras y un compresor de aire para operar el acoplador neumático interno. Finalizando el primer cordón, se procederá a la limpieza del mismo con amoladora provista de discos abrasivos para eliminar la escoria. Inmediatamente se procederá a realizar los cordones necesarios con el mismo método de soldadura y equipo de trabajo, de acuerdo a la secuencia de trabajo y las órdenes de la CEA.
1.13.6.5. Reparaciones y Defectos
ESPECIFICACIÓN TÉCNICA. TUBERÍA DE ACERO 19

ESTUDIOS DE INGENIERÍA BÁSICA Y ANTEPROYECTO DEL SISTEMA DE AGUA POTABLE ACUEDUCTO II EN EL ESTADO DE QUERÉTARO. Los defectos visuales o radiográficos que son susceptibles de reparación se llevarán a cabo de acuerdo a la norma API 5L/04.
1.13.6.6. Inspección Radiográfica de las Soldaduras Durante todo el curso de la soldadura de los tubos, se mantendrá un control de calidad no destructivo, de las soldaduras transversales mediante inspección radiográfica. La radiografía se efectuará con fuentes a isótopos radioactivos o con rayos X. Realizada la lectura de las placas, se emitirá un informe de la calidad de la soldadura y de las soldaduras aceptadas o a reparar. El control de la soldadura será efectuado mediante radiografía en toda la circunferencia de cada una de las uniones soldadas. En el caso de piezas especiales y bridas la inspección se efectuará en el 100% de las soldaduras.
1.13.6.7. Revestimiento de Juntas, Reparaciones del Revestimiento y Bajada de la Tubería de Acero
Previamente a la tarea de bajada, será revisado y acondicionado el fondo de la zanja, eliminándose todo objeto que pudiera dañar el revestimiento en la bajada de la tubería. Se realizará un primer paso con detector eléctrico, procediéndose a reparar las fallas que éste acusara. Después de comprobar mediante un segundo paso del detector, que el revestimiento es satisfactorio, se procederá a bajar la tubería mediante el empleo de tiende tubos y fajas especiales. En todas las soldaduras circunferenciales ejecutadas en campo se resanará su pintura interior y exterior de modo que la protección sea la especificada para el resto de la tubería ya sea para tubería enterrada o tubería expuesta. Los resanes interiores se harán manualmente y de acuerdo a lo indicado en la norma AWWA C-210 o equivalente.
1.13.6.8. Inspección de la Tubería Instalada Los valores de deflexión diametral de una tubería no deberán exceder los valores de deflexión inicial (3% del diámetro) y a largo plazo (5% del diámetro). No se deberán
ESPECIFICACIÓN TÉCNICA. TUBERÍA DE ACERO 20

ESTUDIOS DE INGENIERÍA BÁSICA Y ANTEPROYECTO DEL SISTEMA DE AGUA POTABLE ACUEDUCTO II EN EL ESTADO DE QUERÉTARO. admitir abultamientos, zonas planas u otros cambios bruscos de la curvatura de la pared del tubo. La verificación de deflexión deberá comenzar a realizarse cuando se haya rellenado la zona de los primeros tubos hasta el nivel del suelo y se continuarán realizando periódicamente a durante todo el proyecto. Si los tubos tienen una deflexión de hasta el 5% del diámetro, se procederá del siguiente modo: 1. Excavar con herramientas manuales (para evitar impactos de equipos pesados sobre
el tubo) hasta el 85% del diámetro del tubo. 2. Revisar si el tubo ha sido dañado, en cuyo caso se procederá a su reparación o
sustitución. 3. Comprobar que el material de relleno es el adecuado, compactando cada capa al nivel
requerido. 4. Rellenar hasta el nivel del suelo y verificar de nuevo la deflexión. Si la deflexión del tubo es superior al 5% deberá ser reemplazado.
1.13.7. Instalación Superficial de la Tubería En todos los tramos donde la tubería de acero quede expuesta a la luz solar, (pasos aéreos sobre quebradas, salida y entrada del túnel, tramos sobre pilotes, etc.) será válido el tratamiento exterior de fábrica descrito anteriormente.
1.1.2. Cruces Especiales Las cruces especiales se realizarán de acuerdo a los detalles indicados en las especificaciones técnicas o en los planos correspondientes.
1.1.3. Tuberías sobre Apoyos. Bloques de Anclaje. La tubería en el tramo desde la P.B. de Captación y 1ª Reimpulsión a la P.B. de 2ª Reimpulsión así como en túnel se montará sobre apoyo de Concreto Los apoyos de Concreto armado se construirán de Concreto tipo-B, de 210 kg/cm2 a los 28 días.
ESPECIFICACIÓN TÉCNICA. TUBERÍA DE ACERO 21

ESTUDIOS DE INGENIERÍA BÁSICA Y ANTEPROYECTO DEL SISTEMA DE AGUA POTABLE ACUEDUCTO II EN EL ESTADO DE QUERÉTARO. En donde se indique en los planos (tubería de presión, pasos de quebrada, etc.) se construirán bloques de anclaje conforme a lo indicado en los detalles de diseño. Los bloques de anclaje se construirán con Concreto armado de 210 Kg/cm2 tipo B. Cuando la tubería quede empotrada en Concreto se retirará todo el revestimiento externo y se dejará la superficie libre de restos de pintura, grasa, rebabas, etc. El acero de refuerzo que se requiera cumplirá lo indicado el capítulo 11”Acero de refuerzo y estructuras de Acero”.
1.1.4. Recomposición Final Finalizadas las tareas de montaje, se procederá a limpiar y reacondicionar los terrenos e instalaciones afectadas por la construcción. En la recomposición de la pista se adoptará la práctica normal de restablecer los pasos de agua, reconstrucción de alambrados y cercas, reparación de pavimentos y empedrados de los caminos, reparación de instalaciones de agua potable, canalización, energía eléctrica, reapertura de paso de animales, reparación de daños a terceros. La recomposición de la pista y áreas de trabajo no debe entenderse como el devolver a su estado original a las áreas afectadas por estos trabajos sino el lograr la estabilidad de las mismas y el restablecer los pasos e instalaciones existentes. El costo de recomposición, reparaciones, reconstrucción. reinstalaciones, etc., deberá incluirse en los costos de montaje de la tubería y no se realizará ningún pago por estos conceptos en forma separada. Contemporáneamente a la recomposición de pista se instalarán los postes de señalización de Cad. y de kilometraje, en la cantidad que indique la CEA. Dichos postes serán de perfil de hierro, instalados en un bloque de anclaje de Concreto de 0.6 x 0.6 x 0.40 m. El Poste y el cartel serán protegidos con pintura anticorrosiva.
1.1.5. Prueba Hidrostática de Campo El procedimiento para la prueba hidrostática será presentado a la aprobación de la CEA luego del replanteo del perfil de la tubería. Se realizará una prueba cada 1,000 m de tubería instalada, a las presiones hidrostáticas correspondientes al tramo a probarse. En dicho procedimiento se detallarán los métodos a utilizar, las instalaciones a montar y las secciones en que será dividida la línea para la correcta ejecución de la prueba.
ESPECIFICACIÓN TÉCNICA. TUBERÍA DE ACERO 22

ESTUDIOS DE INGENIERÍA BÁSICA Y ANTEPROYECTO DEL SISTEMA DE AGUA POTABLE ACUEDUCTO II EN EL ESTADO DE QUERÉTARO. LA EMPRESA suministrará a su costo las tapas, el agua, las bombas, el equipo de control, efectuará las soldaduras que se requieran, el desmontaje y proporcionará todas las facilidades para la ejecución de la prueba. El lavado y llenado de la tubería con agua limpia, se efectuará utilizando el agua disponible cerca del tramo a probar. Las pruebas de presión y resistencia del conducto serán efectuadas: Tubería de acero, de acuerdo a las normas en ningún punto la tubería será probada a valores del 150% de la presión hidrostática máxima del tramo. No se permitirá escapes o filtraciones de agua desde la tubería durante las pruebas y hasta la recepción definitiva. Cualquier falla será reparada a costa dLA EMPRESA.
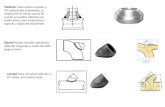
1.13.8. Protección Catódica
1.13.8.1. Condiciones Generales La protección catódica se concibe como refuerzo de la protección pasiva de las tuberías de acero helicosoldado enterradas. Este sistema ha de proteger la totalidad de la superficie de la tubería, la cual estará aislada de otras estructuras metálicas que no deseamos proteger y además se evitará que una corriente, inducida por diversas causas y que puede ser de miles de voltios, cortocircuite las juntas dieléctricas por el interior a través del agua.
1.13.8.2. Características Técnicas. El sistema de protección catódica con ánodos de sacrificio estará compuesto por diferentes elementos que se describen a continuación, así como su conexión. * Elementos del sistema:
Teja de acero curvada, con 10 m de cable de 1 x6 mm2.
Encapsulaciones Handy-Cap
ESPECIFICACIÓN TÉCNICA. TUBERÍA DE ACERO 23

ESTUDIOS DE INGENIERÍA BÁSICA Y ANTEPROYECTO DEL SISTEMA DE AGUA POTABLE ACUEDUCTO II EN EL ESTADO DE QUERÉTARO.
Anodo de magnesio 7’7 Kg 1’5 V, pre-empaquetado con 3 m de cable de 6 mm2,
Cable 1 x 6 mm2 RV0’6/1 Kv.
Descripción: La teja de acero curvada estará soldada a la tubería enterrada, en la teja va incrustada la cápsula handy-cap, que se conecta a través del cable a dos ánodos de sacrificio situados a ambos lados de la tubería. Para controlar los potenciales de la tubería se colocarán, a intervalos de distancia de 1 Km aproximadamente, cajas de toma de potencial.
Caja de potenciales
Electrodo de referencia Cu/So4Cu, cerámico con probeta
Dimensiones de 100 x 100 x 65 mm.
Protección de la aleación de aluminio IP-65
Cierre con tornillos de cabeza triangular.
4 Conexiones para cable de 6mm2 Placa de montaje: una entrada 1” NPT en cara inferior, acoplamiento 1 ½” y tubo soporte de acero galvanizado de 1½” y 2 m de longitud. El potencial real de la tubería con respecto al electrodo de referencia deberá ser más negativo de -0’85 voltios.
1.1.6. Juntas de Expansión para Tuberías de Acero Se deberán instalar las juntas de expansión en los extremos inicial y final de la tubería autoportante, en el caso de que sea necesario para el paso de una quebrada. Estarán formadas por un solo fuelle equipado con bridas fijas en sus extremos. Tanto el fuelle como el terminal de conexión serán de acero inoxidable. Pruebas en fábrica: antes de la salida de fábrica deberán ser sometida a una prueba de estanqueidad acreditándose en la certificación correspondiente. Montaje: para el montaje deberán respetarse las instrucciones y recomendaciones de seguridad recomendadas por el fabricante.
ESPECIFICACIÓN TÉCNICA. TUBERÍA DE ACERO 24

ESTUDIOS DE INGENIERÍA BÁSICA Y ANTEPROYECTO DEL SISTEMA DE AGUA POTABLE ACUEDUCTO II EN EL ESTADO DE QUERÉTARO. Las juntas deberán ser colocadas de acuerdo con la dirección del flujo del fluido en relación a la camisa interior.
1.2. Contenidos del precio
1.2.1. Tubería Dentro de este precio estará incluido el costo del diseño, el suministro de materiales, la fabricación, el revestimiento interno y externo, las pruebas, los seguros, los transportes externos e internos hasta las bodegas dLA EMPRESA en la zona del Proyecto, las tasas portuarias y todos los gastos que se requieran para su completa y correcta entrega. El suministro de piezas como anillos, juntas de expansión, man -holes y otros, estarán incluidos en el valor de unidad, en el cual se incluirán todos los accesorios como pernos, empaques, etc. y todos los gastos hasta bodegas dLA EMPRESA. El precio incluirá todos los gastos.
1.13.9. Codos y Piezas Especiales
1.13.9.1. Tubos de Acero sin Revestimiento para la fabricación de codos y piezas especiales.
La fabricación de codos y piezas especiales se realizarán en acero, y se entregará con imprimantes de protección, tanto en el interior como en el exterior e incluirá todos los costos que se requieran para su completa entrega en las bodegas dLA EMPRESA y su costo estará incluido en el precio lineal del tubo.
1.13.10. Montaje de Tubería de Conducción Incluirá todos los rubros y gastos que se requieran para el correcto montaje de la tubería. Los rubros que se incluyen el montaje de la tubería son los siguientes: - Apertura de la pista, en cualquier clase de material. - Excavación de la zanja en cualquier clase de material para alojar la tubería.
ESPECIFICACIÓN TÉCNICA. TUBERÍA DE ACERO 25

ESTUDIOS DE INGENIERÍA BÁSICA Y ANTEPROYECTO DEL SISTEMA DE AGUA POTABLE ACUEDUCTO II EN EL ESTADO DE QUERÉTARO. - Carga, transporte, descarga y seguros de la tubería desde las bodegas dLA
EMPRESA en la zona del Proyecto. - Soldadura en el campo y resanes del recubrimiento interno y externo (Tubería de
acero). - Radiografía de juntas y su reparación en caso necesario. - Revestimiento de juntas externas e internas en el campo. - Colocación de la tubería en la zanja en toda longitud. - Relleno compactado de la zanja con material de excavación. - Caminos auxiliares de construcción. - Pruebas hidrostáticas. - Protección catódica.
1.13.11. Fabricación, Transporte y Montaje de Codos y Piezas Especiales.
1.13.11.1. Fabricación, Transporte y Montaje de Codos y Piezas Especiales de Acero
Cuando dichos codos y piezas se fabriquen en obra y en acero, se utilizarán tubos sin revestimientos suministrados por LA EMPRESA, y se incluirá los revestimientos según las dimensiones de los diseños indicadas en las normas. Los materiales para los revestimientos, tanto interno como externo, serán proporcionados y aplicados por LA EMPRESA y su costo está incluido en el precio de fabricación del tubo. El montaje de piezas tales como juntas de expansión, man-holes, anillos, etc., así como el de las que se suministren en obra ya fabricadas, se incluirán los costos de transporte desde las bodegas dLA EMPRESA, los seguros y el montaje, así como los resanes del recubrimiento interno y externo. El acero para placas de refuerzo u otros, será proporcionado por LA EMPRESA
1.13.12. Revestimiento de Concreto para Tubería y otros Trabajos En los pasos subfluviales de quebradas y ríos en donde la tubería se recubra con Concreto, y allí donde se requiera (apoyos, anclajes, tabiques, etc.) el uso del mismo material, el precio del Concreto se pagará por metro cúbico como un rubro separado. Los otros rubros estarán incluidos en el montaje de la tubería.
1.14. Equipos para el Control de la Calidad de la Tubería
ESPECIFICACIÓN TÉCNICA. TUBERÍA DE ACERO 26

ESTUDIOS DE INGENIERÍA BÁSICA Y ANTEPROYECTO DEL SISTEMA DE AGUA POTABLE ACUEDUCTO II EN EL ESTADO DE QUERÉTARO. LA EMPRESA de la conducción podrá importar, con el carácter de temporal, para uso de la CEA lo siguiente: - 1 Aparato para toma de radiografía continua para el chequeo de las soldaduras
radiales de campo, con su equipo de revelado. - 1 Set de líquidos penetrantes para chequeo de las soldaduras de las piezas
especiales hechas en el sitio. Como alternativa podrá contratar los servicios de una empresa independiente para la realización de las radiografías de las soldaduras radiales de campo. Todos estos equipos serán de reconocida marca y su uso se incluirá en los costos indirectos.
1.15. Documentación necesaria que se ha de aportar.
- Referencia general de la empresa suministradora
- Certificados de clientes de las obras más importantes
- Capacidad técnica de la fábrica de los tubos
- Capacidad técnica de la fábrica de los revestimientos
- Certificado de las instalaciones de fabricación y revestimiento de las tuberías de acuerdo al sistema de calidad ISO 9001 y API 5L
- Cálculos justificativos del dimensionamiento de los tubos y accesorios
- Documentación de interés para el conocimiento del ofertante
- Número de empleados de la empresa
- Fecha de creación
- Situación de la fábrica
- Capacidad de producción
- Nombre y situación del proveedor de los aceros para soldadura y las bobinas
- Situación de la empresa de revestimientos
- Distancia (en Km) desde el almacén a la obra
- Diámetros máximo y mínimo que se pueden producir
ESPECIFICACIÓN TÉCNICA. TUBERÍA DE ACERO 27

ESTUDIOS DE INGENIERÍA BÁSICA Y ANTEPROYECTO DEL SISTEMA DE AGUA POTABLE ACUEDUCTO II EN EL ESTADO DE QUERÉTARO.
- Capacidad de almacenamiento de los tubos
- Tiempo estimado del transporte de la tubería
- Medio de transporte utilizado y normativa que cumplen
- Ubicación de los laboratorios de control de calidad de los materiales
- Tiempo estimado entre la toma de muestras para el análisis de calidad, y la recepción de resultados en fábrica.
- Materiales
ACERO PARA SOLDADURAS
- Tipo de acero que se empleará en las soldaduras y la procedencia de éste.
- Control de calidad que se aplicará a este acero.
- Controles visuales que se harán de los materiales que lleguen a fábrica y certificados de estos materiales.
ACERO PARA EL TUBO
- Procedencia del acero con el que se va a hacer el tubo
- Normativa aplicada
- Análisis y controles aplicados al acero por la empresa suministradora de las bobinas.
- Controles visuales que se harán de los materiales que lleguen a fábrica y certificados de estos materiales.
PINTURA INTERIOR E EXTERIOR
- Nombre del fabricante
- Norma de aplicación
- Ficha técnica del revestimiento interior
- Forma de entrega
- Condiciones de almacenamiento
ESPECIFICACIÓN TÉCNICA. TUBERÍA DE ACERO 28

ESTUDIOS DE INGENIERÍA BÁSICA Y ANTEPROYECTO DEL SISTEMA DE AGUA POTABLE ACUEDUCTO II EN EL ESTADO DE QUERÉTARO.
- Certificado para uso alimentario.
- Ensayos que se realizarán en fábrica:
• Características de la pintura (viscosidad y homogeneidad)
• Condiciones ambientales
• Examen de la rugosidad del granallado
• Examen del espesor del recubrimiento
• Ensayos de no porosidad eléctrica (o continuidad)
• Ensayo de adherencia
• Ensayo de flexibilidad
• Prueba de inmersión en agua desmineralizada
• Aspecto del revestimiento
• Dureza del revestimiento
• Ensayo de fricción con metilcerona
• Marcado
• Final de tubo
- Fabricación de la tubería de acero
- Norma de aplicación
- Especificar los métodos de inspección, así como criterios de aceptación y frecuencia.
- Ensayos que se realizarán en fábrica:
I. No destructivos
a. Inspección visual
b. Control del diámetro
c. Control de la longitud
d. Control del grosor
e. Control de la soldadura
f. Pruebas hidrostática (especificando las presiones de prueba)
ESPECIFICACIÓN TÉCNICA. TUBERÍA DE ACERO 29

ESTUDIOS DE INGENIERÍA BÁSICA Y ANTEPROYECTO DEL SISTEMA DE AGUA POTABLE ACUEDUCTO II EN EL ESTADO DE QUERÉTARO.
g. Final del tubo
h. Inspección por ultrasonido
i. Inspección radiográfica del cordón de soldadura
II. Destructivos
a. Análisis químico en fábrica
b. Análisis de curvatura
c. Análisis de tracción
d. Análisis de plegado
ESPECIFICACIÓN TÉCNICA. TUBERÍA DE ACERO 30