Escuelas Técnicas Raggio Electrónica 6to 2020
28
1 Escuelas Técnicas Raggio Electrónica 6to – 2020 Materia: Gestión de los Proceso Productivos Profesor: Sergio Llugdar Gestión de la Calidad Total: Evolución del concepto de Calidad: En términos generales, la historia y evolución del término de calidad puede dividirse en cinco etapas básicas. Repasemos cada una de ellas: 1) Industrialización: Para entender el concepto de calidad es preciso remitirnos al siglo XIX, en los años de la Revolución Industrial, cuando el trabajo manual es reemplazado por el trabajo mecánico. En la Primera Guerra Mundial, las cadenas de producción adquieren mayor complejidad y simultáneamente surge el papel del inspector, que era la persona encargada de supervisar la efectividad de las acciones que los operarios realizaban. Es el primer gesto de control de calidad. 2) Control estadístico: La segunda etapa se sitúa entre 1930 y 1950. Las compañías ya no sólo dejan ver su interés por la inspección, sino también por los controles estadísticos. Estos procesos se vieron favorecidos por los avances tecnológicos de la época. Se pasó de la inspección a un control más global. 3) Primeros sistemas: Entre 1950 y 1980, las compañías descubren que el control estadístico no es suficiente. Hace falta desglosar los procesos en etapas y, tras un período de observación, detectar los fallos que se originen en ellas. En estos años surgen los primeros sistemas de calidad y las compañías ya no dan prioridad a la cantidad productos obtenidos; ahora el énfasis está en la calidad.
Transcript of Escuelas Técnicas Raggio Electrónica 6to 2020

1
Escuelas Técnicas Raggio Electrónica 6to – 2020
Materia: Gestión de los Proceso Productivos Profesor: Sergio Llugdar Gestión de la Calidad Total:
Evolución del concepto de Calidad:
En términos generales, la historia y evolución del término de calidad puede dividirse en cinco etapas básicas. Repasemos cada una de ellas:
1) Industrialización:
Para entender el concepto de calidad es preciso remitirnos al siglo XIX, en los años de la Revolución Industrial, cuando el trabajo manual es reemplazado por el trabajo mecánico. En la Primera Guerra Mundial, las cadenas de producción adquieren mayor complejidad y simultáneamente surge el papel del inspector, que era la persona encargada de supervisar la efectividad de las acciones que los operarios realizaban. Es el primer gesto de control de calidad.
2) Control estadístico:
La segunda etapa se sitúa entre 1930 y 1950. Las compañías ya no sólo dejan ver su interés por la inspección, sino también por los controles estadísticos. Estos procesos se vieron favorecidos por los avances tecnológicos de la época. Se pasó de la inspección a un control más global.
3) Primeros sistemas: Entre 1950 y 1980, las compañías descubren que el control estadístico no es suficiente. Hace falta desglosar los procesos en etapas y, tras un período de observación, detectar los fallos que se originen en ellas. En estos años surgen los primeros sistemas de calidad y las compañías ya no dan prioridad a la cantidad productos obtenidos; ahora el énfasis está en la calidad.

2
4) Estrategias: A partir de los años 80 y hasta mediados de los 90, la calidad se asume como un proceso estratégico. Este es quizá uno de los cambios más significativos que ha tenido el concepto, pues a partir de este momento se introducen los procesos de mejora continua. La calidad, que ahora ya no es impulsada por inspectores sino por la dirección, se contempla como una ventaja competitiva. Además, toma como centro de acción las necesidades del cliente. Los Sistemas de Gestión se consolidan y la implicación del personal aumenta. 5) Calidad total: A partir de los años 90 y hasta la fecha, la distinción entre producto y servicio desaparece. No hay diferencias entre el artículo y las etapas que lo preceden; todo forma parte de un nuevo concepto que entra en escena: la Calidad Total, es decir, el proceso en su conjunto. Adicionalmente, la figura del cliente adquiere mayor protagonismo que en la etapa anterior y su relación con el artículo, que ahora llega incluso a etapas de posventa, se convierte en el principal indicador de calidad. Los sistemas se perfeccionan y se adaptan.
Abordajes de la Calidad Una contribución formidable fue dada por David A. Garvin que en 1984 publicó en el MIT Sloan Management Review, el artículo “¿Qué significa realmente Calidad del Producto?” lanzando lo que compone las bases de la Gestión Estratégica de la Calidad: los Cinco Abordajes de la Calidad y las Ocho Dimensiones de la Calidad. Inicialmente él observó que, a pesar de la evolución histórica del concepto de Calidad a lo largo del siglo XX, aún se puede constatar que en una empresa conviven técnicas y actividades típicas de las fases evolutivas de la Calidad: Inspección, Control Estadístico de la Calidad, Garantía de la Calidad y Gestión Estratégica de la Calidad. Fuera de que el foco en el Cliente sea una línea común entre todos los abordajes, Garvin reconoció que esta concurrencia entre visiones era un obstáculo al entendimiento de la situación actual y entonces propone una visión amplia e inclusiva, considerando cinco abordajes principales:
3
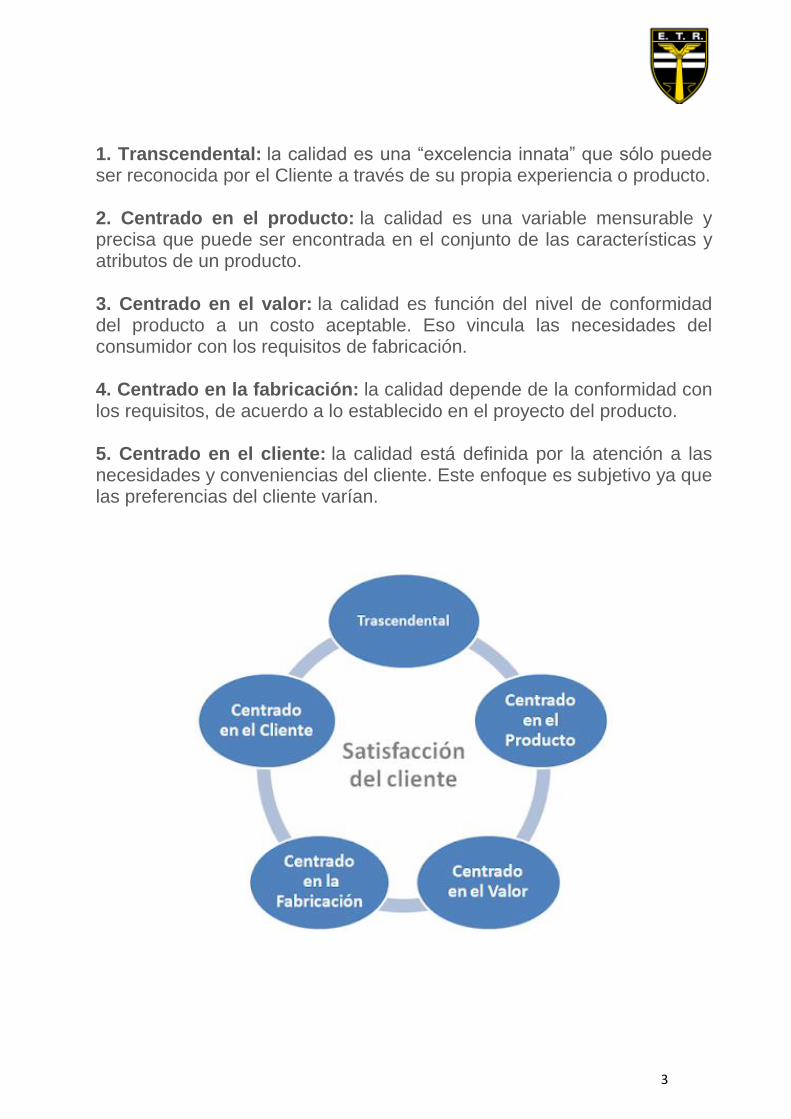
1. Transcendental: la calidad es una “excelencia innata” que sólo puede ser reconocida por el Cliente a través de su propia experiencia o producto. 2. Centrado en el producto: la calidad es una variable mensurable y precisa que puede ser encontrada en el conjunto de las características y atributos de un producto. 3. Centrado en el valor: la calidad es función del nivel de conformidad del producto a un costo aceptable. Eso vincula las necesidades del consumidor con los requisitos de fabricación. 4. Centrado en la fabricación: la calidad depende de la conformidad con los requisitos, de acuerdo a lo establecido en el proyecto del producto. 5. Centrado en el cliente: la calidad está definida por la atención a las necesidades y conveniencias del cliente. Este enfoque es subjetivo ya que las preferencias del cliente varían.

4
Las Dimensiones de la Calidad:
A lo largo de los últimos años, diversos estudios y autores han abordado el tema de sus dimensiones. La definición de calidad es a menudo un tema muy debatido. La definición más fundamental de un producto de calidad “es la que cumple con las expectativas del cliente”. Se podría clasificar en ocho dimensiones.
Algunas de las dimensiones se refuerzan mutuamente, mientras que otras no; la mejora en una puede ser a expensas de otra u otras.
Las Ocho Dimensiones de la Calidad Para que la Calidad pueda ser gerenciada, debe ser primero comprendida. Recordando que le cabe al Cliente definir el significado de Calidad, basado en sus necesidades, expectativas y preferencias. O sea, queda establecido el concepto de que la Calidad del Producto depende de la percepción del Cliente y de que esa evaluación personal influenciará en la elección del proveedor, así como su disposición para nuevas compras y su evaluación de esa experiencia. Esto se superpone a eventuales requisitos técnicos y normativos que serán atendidos siempre por los proveedores y por lo tanto no son cuestionables. Se torna necesario entonces crear una estructura para la Calidad que cubra esos diferentes abordajes e que no sólo permita un estudio analítico que identifique los requisitos del Cliente desde el inicio del desarrollo del producto como también sea capaz de mantener esa información a lo largo del ciclo de vida del producto hasta las etapas de mejora. Eso garantizará una gestión apropiada de la Calidad tanto desde el punto de vista de las funciones internas de la empresa, como de la lucratividad del producto. Debemos entender que no se propone una “dictadura” del Cliente o que el Cliente sea atendido en absolutamente todos sus deseos. Pero sí, que la empresa sea consciente de estas expectativas y tome decisiones conscientes, equilibrando las diversas perspectivas pero con foco en el Cliente. Algunos componentes son concretos y mensurables, mientras que otros son subjetivos y dependen del Cliente como individuo. Las Ocho Dimensiones de la Calidad, según la definición inicial, son:

5
1. Desempeño: Hace referencia a las características principales de operación de un producto o servicio. Por ejemplo: en un teléfono celular, estas incluirían factores como distancia de alcance de la señal, facilidad de uso, tamaño, etc. 2. Características: Son las características secundarias que complementan las anteriores características de rendimiento o desempeño y contribuyen a completar el paquete completo que compra el cliente. Son las adiciones que un producto tiene y no tienen los competidores. Un celular puede tener NFC, cargador inalámbrico, etc. 3. Conformidad: Es el grado en el cual las características típicas y de rendimiento de un producto coinciden con las normas preestablecidas o se ajustan a las especificaciones o estándares de diseño, es decir, que sea fabricado como fue diseñado. La conformidad es el tema central de la gestión de la calidad. En el caso del celular, esto puede reflejarse en su acabado, la calidad del sonido (ausencia de ruidos), el ajuste del aparato a los diferentes accesorios, etc. 4. Confiabilidad: Es la probabilidad de que un producto dure o sobreviva durante un periodo definido de tiempo, bajo condiciones de uso declaradas. Generalmente, se mide utilizando el tiempo medio hasta el primer fallo y el tiempo medio entre fallos. En un celular, son factores de confiabilidad, que no se apagué por sí solo, que la batería dure el tiempo estimado, etc. 5. Durabilidad: Se refiere a uso que se obtiene de un producto antes que se deteriore físicamente, o hasta que sea preferible su reemplazo. En el caso de un celular, esto podría incluir la dureza del material en la carcasa, resistencia a salpicaduras y a polvo, resistencia de la pantalla, etc. 6. Atención/Capacidad de servicio: Se refiere a la rapidez, cortesía y competencia en los trabajos de reparación. Se refiere a la facilidad y costo con que se hacen las reparaciones a un producto. El propietario del celular puede estar preocupado por el costo del servicio, el acceso a los repuestos, la rapidez para las reparaciones, etc. 7. Estética: Se refiere a la reacción del cliente ante una característica del producto que se perciben con los sentidos. La apariencia del producto, su

6
sensación, sus sonidos, sus gustos u olores. Por ejemplo: el color del celular, su tamaño, el diseño del aparato, etc. 8. Calidad Percibida: Es la trasferencia de la “reputación” del proveedor al producto. Es el juicio subjetivo de la calidad que resulta de la imagen, publicidad y nombres (imagen y fama) de la marca. En el caso de un celular, esto puede estar conformado por anuncios de televisión, comentarios en redes sociales, experiencias de amigos con el producto/servicios, etc.
Otro punto que se destaca es ese contexto es la evolución de la industria de Servicios. La antigua distinción entre Bienes y Servicios perdió completamente el sentido. Hoy en día raramente existe un bien a ser vendido sin ningún servicio agregado y muchas veces los servicios también entregan bienes: las “Ocho Dimensiones de la Calidad” continúan siendo plenamente válidas y aplicables.
Debemos estar atentos para la aplicación de ciertas dimensiones que parecerían inusitadas bajo una mirada superficial o rápida, pero que ciertamente deben ser exploradas. Millones de consumidores están ansiosos por comprar cualquier bien o servicio con el símbolo de la manzana, eso es Calidad Percibida. Otro caso interesante es el perfume de un auto nuevo y cualquiera que ya compró un auto nuevo recordará eso, aquí tenemos un componente de Estética en un bien. Ya perdí la cuenta de las veces que dejé de comprar algo que precisaba y quería adquirir debido a la actitud del vendedor, aquí tenemos la Atención jugando un papel crucial.

7
Muchas personas que viajan al extranjero a países que no han visitado con anterioridad, reconoce la importancia de dormir en un hotel que funciona dentro de un estándar conocido y de que comer un Big Mac después de un día intenso y puede ser una comida divina cuando se está lejos de casa. ¡Eso es Confiabilidad!
Las Ocho Dimensiones de la Calidad: Consideraciones Finales El enfoque orientado y estratégico viabiliza la competencia en nichos y segmentos específicos, garantizando el producto correcto para el Cliente deseado. Pensemos en un caso extremo, ¿quién se interesaría en comprar un celular que no tuviese acceso a internet, ningún tipo de función especial, un teclado con dígitos grandes, una pantalla simple? Nadie, muchos responderían. Así y todo, existen millones de personas que no están familiarizadas, con dificultad para la lectura y audición que todavía precisan de un simple teléfono. Si usa pocas funciones, ¿la batería no duraría más? ¿Días? Esta visión abarcativa e integradora para los requisitos del producto posibilita construir una estratega de producto y consecuentemente foco en las prioridades de la empresa, concentrando esfuerzos en aspectos específicos de determinadas dimensiones. Más allá de eso, teniendo claros los requisitos y expectativas, podremos proponer una organización y procesos orientados al éxito de la empresa, volviendo viable el realizar un proyecto robusto del producto, así como planear la producción y estructurar un sistema de operaciones que permita y maximice el lucro, a través de la Satisfacción del Cliente. Nunca está de más recordar que un Cliente satisfecho retornará otras veces y divulgará su impresión a sus amigos. Es muy común que una empresa defina como acción estratégica la necesidad de Mejora de la Satisfacción del Cliente. En general, eso genera un proceso interno de crítica y revisión de los procesos. Esa actividad es difícil y normalmente dolorosa en sus consecuencias, pues significa cambiar, lo que nunca es sencillo.

8
Sin embargo, si adoptamos un primer paso esencial de identificación de qué satisface al Cliente a través del análisis de las Dimensiones Revisadas de la Calidad, partimos del establecimiento de cuáles son sus expectativas. Esto posibilita decidir estratégicamente en cuál perfil la empresa desea actuar y por lo tanto en qué dirección debe cambiar. No hacer eso sería como definir un plan de batalla sin establecer cuáles objetivos deben ser conquistados y en qué secuencia. O como ir hasta una tienda especializada y comprar todos los equipamientos necesarios para una larga travesía, sin antes decidir si será realizada en un desierto, un bosque o en montañas heladas. La chance de éxito no es buena y de hecho solamente el análisis de las Ocho Dimensiones de la Calidad a través del abordaje propuesto en el presente trabajo puede ayudar en este momento. Evidentemente no existen métodos definitivos y soluciones rápidas, siempre será necesario evolucionar y mejorar.
La Calidad y la Industria
Aunque todos los proyectos de Gestión de Calidad comparten algunos principios fundamentales de Calidad, la forma en que diferentes industrias aplican estos principios puede ser muy diversa. Cada industria tiene sus propias prioridades, obligaciones de cumplimiento y requisitos comerciales, por lo que cada uno de ellos debe comprender y aplicar los principios de calidad de una manera única.
El proceso de gestión de calidad y la trilogía de Juran
Las organizaciones que toman la decisión de centrarse en la calidad miran al marco creado por Joseph M. Juran (1904-2008), un destacado defensor y líder de pensamiento en La Gestión de la Calidad. Juran definió un ciclo de tres etapas que, cuando se sigue, reduce los costos asociados con mala calidad y mejora los procesos relacionados con el desarrollo de productos.

9
1. Planificación
2. Control
3. Mejora
Planificación:
La Planificación de Calidad es la etapa de descubrimiento en la que la organización escucha la voz de cliente para aprender cómo abordar mejor sus necesidades. Esto implica definir los productos, servicios y soluciones que puede proporcionar, así como determinar cuáles son sus procesos actuales son y cómo administrar y regular esos procesos para cumplir con las expectativas de sus clientes mientras maximiza el beneficio. Escuchar la voz del cliente requiere paciencia, perspicacia y - a veces - humildad. Los diseñadores de productos a menudo crean excelentes productos sin tener en cuenta necesidades del cliente y suponga que los clientes idearán instintivamente y creativamente mejores formas de usar esos productos. Los diseñadores olvidan que los clientes no solo quieren productos, pero productos que resuelven problemas. Por ejemplo, los clientes no compran martillos porque quieren martillos, pero porque necesitan insertar un clavo en una superficie plana.
La planificación de calidad es conocer cuáles son las necesidades de sus clientes y luego alinear sus organización para satisfacer esas necesidades. Requiere análisis de procesos, gestión de cambios y planificación estratégica por un equipo interdisciplinario con partes interesadas de todas las áreas de la organización.
Control:
Durante la etapa de Control de la Calidad, las organizaciones miden el rendimiento y los resultados de sus procesos, compárndolos con los objetivos que establecieron en la Planificación de la Calidad y toma medidas, ya sea para mantener esos estándares o para reducir los márgenes que continúan generando desperdicio, mala calidad e insatisfacción del cliente. Los procesos mejorados se convierten en el nuevo estándar que se mide contra los objetivos en un ciclo de retroalimentación de mejora constante hasta que los objetivos se cumplan.

10
Mejora de la calidad:
La mejora de la calidad es el cambio positivo en el proceso y el rendimiento que sale de las medidas y acciones de Control de Calidad. Mejora de la calidad puede significar tanto características mejoradas del producto y deficiencias reducidas, que conducen a niveles más altos de satisfacción del cliente, menos desperdicio crónico, menos errores y reducción de costos.
Calidad en diferentes industrias:
Es probable que cada industria y los profesionales que trabajan en ellos tengan diferentes interpretaciones del concepto de calidad y cómo priorizar sus principios dentro de sus propios campo de práctica, experiencia y experiencia laboral. Quizás el mejor principio fundamental es
La definición de Calidad dada por ISO (Organización Internacional de Normalización) como “el grado en que un conjunto de características inherentes cumple los requisitos cuando un requisito es una necesidad o expectativa ”. Aquí hay algunos ejemplos de calidad que se aplican a la industria:
Automotor
Calidad automotriz se remonta a la visión de Henry Ford de vehículos producidos en masa que mano de obra capacitada podría reunirse rápidamente con consistencia y precisión. Hoy, la calidad automotriz refleja tres principios:
• Calidad en el Producto significa la capacidad del vehículo para cumplir con sus funciones esperadas y comportamiento, como la eficiencia del motor, las características del producto y las normas ambiental de polución.
• Calidad en la Producción significa producir vehículos de un estándar de calidad consistente mientras trabajando dentro de las restricciones de costo definidas.
• Calidad en la Responsabilidad se relaciona con la satisfacción del cliente durante su propiedad del vehículo. Esto incluye la experiencia del cliente durante la compra, la confiabilidad del vehículo y la experiencia de manejo, así como elementos que son más difíciles de medir, como la

11
sensación de estatus y orgullo que el cliente podría experimentar al ser propietario del vehículo.
Desde 1999, el estándar internacional para sistemas de gestión de calidad automotriz ha ha sido ISO / TS 16949, desarrollado por el International Automotive Task Force (IATF). En 2016 IATF publicó IATF 16949: 2016, que reemplaza a ISO / TS 16949. IATF 16949: 2016 es un complemento y totalmente alineado con ISO 9001: 2015, y por lo tanto no se considera un norma de gestión de calidad independiente.
Dispositivos médicos
La calidad en la industria de dispositivos médicos toca cada etapa del proceso de fabricación y la organización. La mayoría de los fabricantes de dispositivos médicos tienen una garantía de calidad dedicada al grupo que garantiza el cumplimiento de las regulaciones relacionadas con el diseño, la fabricación y los registros administrativos. El principio fundamental de los dispositivos médicos es la seguridad del usuario, ya sea ese usuario es el paciente o el cuidador. La seguridad de los dispositivos médicos se basa en los principios de gestión riesgos definidos en ISO 14971, que describe el enfoque basado en el riesgo para garantizar la calidad y se aplica a elementos como la seguridad del producto, la operatividad, el embalaje, diseño y uso de estos dispositivos. Los procesos automatizados de fabricación en dispositivos médicos y las industrias farmacéuticas se rigen por GAMP5 (Good Automated Manufacturing Processes) como parte de la Sociedad Internacional de Ingeniería Farmacéutica.
Seguridad alimenticia
La cadena mundial de suministro de alimentos es cada vez más compleja, especialmente cuando se trata de abordar incidentes de seguridad alimentaria y retiros del mercado. La comida se mueve alrededor del mundo en un internacional mercado y el potencial de error con consecuencias catastróficas para la salud de los consumidores son altos. Cada año en los Estados Unidos, 48 millones de personas se enferman como resultado de contaminación y enfermedad que se remontan a los alimentos que consumieron. De ese número, 128,000 son hospitalizados y 3,000 finalmente mueren. Foodsafety.gov mantiene una lista de retiros recientes de alimentos para artículos con problemas de calidad que van desde ingredientes no declarados hasta contaminación en el punto de producción.

12
Existen varios estándares de calidad para abordar la seguridad alimentaria y prevenir enfermedades contaminación a medida que las empresas construyen y usan sus propios Sistemas de Gestión de Seguridad Alimentaria (FSMS).
La familia de estándares ISO 22000 proporciona un conjunto de requisitos de referencia internacional para sistemas de gestión de los alimentos. Los estándares de esta familia incluyen ISO 22000: 2005, que enumera los requisitos para las organizaciones en la cadena de suministro de alimentos, desde la granja hasta la mesa, e ISO 22005: 2007, que enumera los principios y requisitos para el diseño del sistema e implementación para el rastreo de la cadena alimentaria.
En última instancia, estos estándares tienen como objetivo proteger a los humanos y animales de todo el mundo de consumir alimentos que los enferman. Dada la complejidad de la cadena mundial de suministro de alimentos de hoy, es fundamental que las organizaciones adopten e implementen estos sistemas de gestión de calidad, no solo como condición para hacer negocios en el mercado global, pero para proteger a los consumidores, trabajadores y los recursos naturales que cosechamos para alimentar a nuestras comunidades.
Aeroespacial
La industria aeroespacial es responsable de la calidad de miles de aviones que transportan millones de personas en todo el mundo todos los días. Los componentes de la aeronave frecuentemente tienen una vida útil de más de 50 años, lo que significa que las prácticas de calidad deben integrarse en cada etapa de diseño, producción, operación y mantenimiento para garantizar procesos confiables que puedan soportar el uso riguroso
El Grupo Internacional de Calidad Aeroespacial (IAQG) desarrolló la serie AS 9100 de QMS (Sistema de gestión de calidad) para establecer un punto de referencia mundial para el sector aeroespacial industria. AS 9100 se aplica a toda la cadena de suministro aeroespacial, incluido el diseño, fabricación, reemplazo y mantenimiento. Este estándar desarrollado como resultado de la insuficiencia de las normas anteriores que se habían aplicado al sector aeroespacial, incluidas los estándares del Departamento de Defensa de los Estados Unidos MIL-Q-9858A y MIL-I-45208A, y la posterior norma comercial ISO 9001. A principios de la década de 1990, un grupo de fabricantes aeroespaciales como Boeing,
13
McDonnell Douglas, Lockheed Martin y muchos otros desarrolló una aplicación aeroespacial para abordar las deficiencias de ISO 9001. Estos fabricantes trabajaron estrechamente con la Sociedad de Ingenieros Automotrices (SAE), que gestiona los estándares de calidad para la industria aérea. El SAE lanzó AS9000 en mayo de 1997, y ahora es el estándar global para programas de calidad aeroespacial.
Resumen de normas
La certificación ISO 9001 permite a las organizaciones demostrar la adhesión a un estándar de calidad basado en la metodología Planificar-Hacer-Monitorear-Actuar. Esto asegura que puedan implementar y monitorear los procesos de negocios para cumplir con los requisitos, mejorar el rendimiento y tomar medidas correctivas acciones cuando sea necesario.
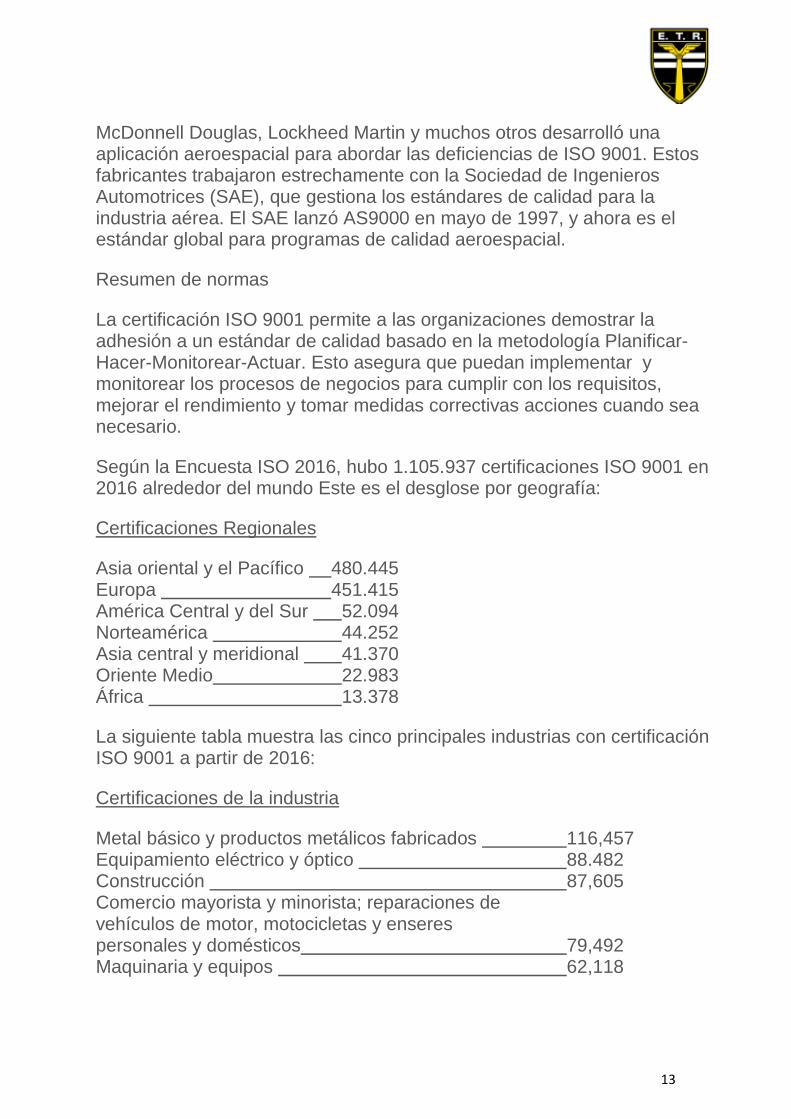
Según la Encuesta ISO 2016, hubo 1.105.937 certificaciones ISO 9001 en 2016 alrededor del mundo Este es el desglose por geografía:
Certificaciones Regionales
Asia oriental y el Pacífico 480.445 Europa 451.415 América Central y del Sur 52.094 Norteamérica 44.252 Asia central y meridional 41.370 Oriente Medio 22.983 África 13.378
La siguiente tabla muestra las cinco principales industrias con certificación ISO 9001 a partir de 2016:
Certificaciones de la industria
Metal básico y productos metálicos fabricados 116,457 Equipamiento eléctrico y óptico 88.482 Construcción 87,605 Comercio mayorista y minorista; reparaciones de vehículos de motor, motocicletas y enseres personales y domésticos 79,492 Maquinaria y equipos 62,118

14
Conclusión
Si bien las diferentes industrias tendrán una variedad de requisitos, obligaciones de cumplimiento y objetivos de productividad, los principios históricos fundamentales de la gestión de calidad forman la infraestructura de cada QMS. Las normas como ISO 9001: 2015 reflejan la aplicación de estos principios, mientras que los estándares complementarios proporcionan la guía para aplicarlos a la SGC de industrias individuales. Las organizaciones que buscan crear un SGC eficaz deberían buscar comprender los principios fundamentales de calidad y las mejores prácticas y los estándares aplicables de su industria para proporcionar una hoja de ruta para lograr su Calidad.
Bibliografìa: https://www.isotools.org/2016/01/30/historia-y-evolucion-del-
concepto-de-gestion-de-calidad/ http://mdc.org.co/las-8-dimensiones-de-la-calidad/ http://ctcalidad.blogspot.com/2016/10/david-garvin-y-las-ocho-
dimensiones-de.html https://www.cerem.es/blog/las-8-dimensiones-de-calidad-total-de-
garvin https://www.intelex.com/resources/insight-report/cross-industry-look-
quality-management
Versión: 07/10/19

1
Escuelas Técnicas Raggio Electrónica 6to – 2020
Materia: Gestión de los Proceso Productivos Profesor: Sergio Llugdar Gestión de la calidad total:
EL DIAGRAMA CAUSA-EFECTO
El diagrama causa-efecto es una herramienta de análisis que nos permite obtener un cuadro, detallado y de fácil visualización, de las diversas causas que pueden originar un determinado efecto o problema.
Suele aplicarse a la investigación de las causas de un problema, mediante la incorporación de opiniones de un grupo de personas directa o indirectamente relacionadas con el mismo. Por ello, está considerada como una de las 7 herramientas básicas de la calidad, siendo una de las más utilizadas, sencillas y que ofrecen mejores resultados.
El diagrama causa-efecto se conoce también con el nombre de su creador, el profesor japonés Kaoru Ishikawa (diagrama de Ishikawa), o como el “diagrama de espina de pescado”.
El diagrama causa-efecto o de “espina de pescado”
2
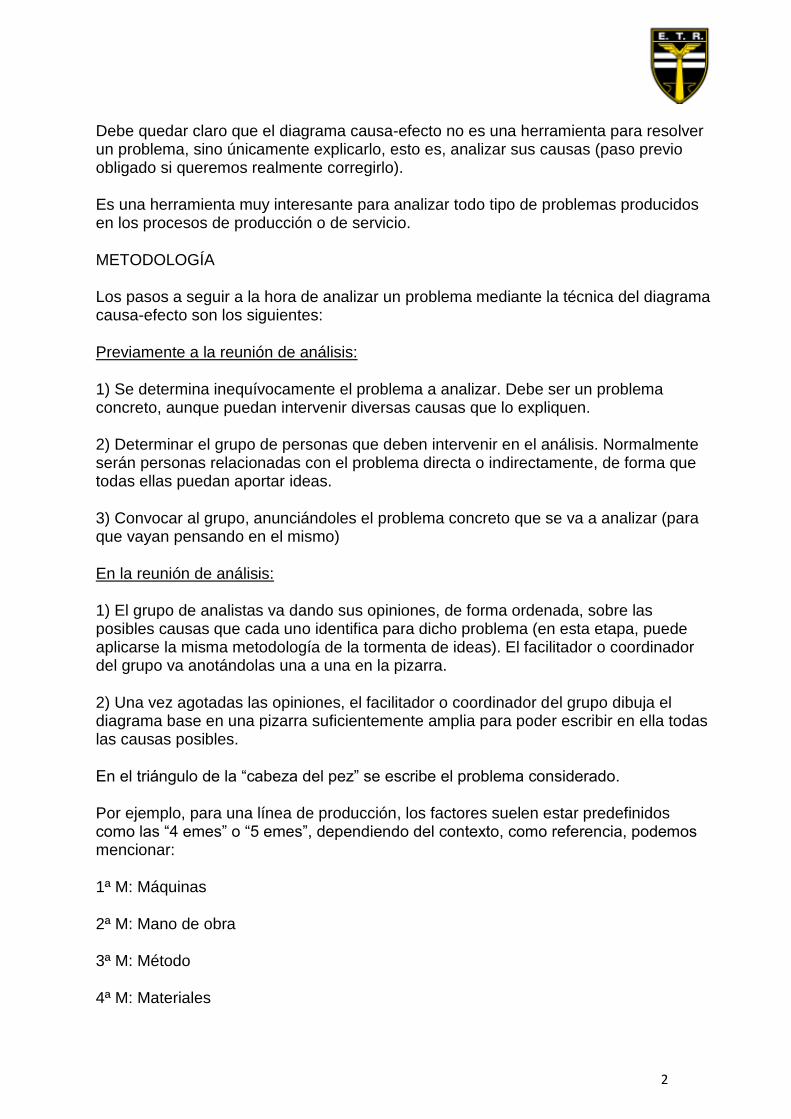
Debe quedar claro que el diagrama causa-efecto no es una herramienta para resolver un problema, sino únicamente explicarlo, esto es, analizar sus causas (paso previo obligado si queremos realmente corregirlo).
Es una herramienta muy interesante para analizar todo tipo de problemas producidos en los procesos de producción o de servicio.
METODOLOGÍA
Los pasos a seguir a la hora de analizar un problema mediante la técnica del diagrama causa-efecto son los siguientes:
Previamente a la reunión de análisis:
1) Se determina inequívocamente el problema a analizar. Debe ser un problema concreto, aunque puedan intervenir diversas causas que lo expliquen.
2) Determinar el grupo de personas que deben intervenir en el análisis. Normalmente serán personas relacionadas con el problema directa o indirectamente, de forma que todas ellas puedan aportar ideas.
3) Convocar al grupo, anunciándoles el problema concreto que se va a analizar (para que vayan pensando en el mismo)
En la reunión de análisis:
1) El grupo de analistas va dando sus opiniones, de forma ordenada, sobre las posibles causas que cada uno identifica para dicho problema (en esta etapa, puede aplicarse la misma metodología de la tormenta de ideas). El facilitador o coordinador del grupo va anotándolas una a una en la pizarra.
2) Una vez agotadas las opiniones, el facilitador o coordinador del grupo dibuja el diagrama base en una pizarra suficientemente amplia para poder escribir en ella todas las causas posibles.
En el triángulo de la “cabeza del pez” se escribe el problema considerado.
Por ejemplo, para una línea de producción, los factores suelen estar predefinidos como las “4 emes” o “5 emes”, dependiendo del contexto, como referencia, podemos mencionar:
1ª M: Máquinas
2ª M: Mano de obra
3ª M: Método
4ª M: Materiales

3
5ª M: Medio (entorno de trabajo)
Utilizando las 5 “emes”, el diagrama nos quedaría así:
3) A continuación, el facilitador, con la colaboración de los integrantes del grupo, asigna cada una de las causas identificadas a uno de los títulos o conjuntos de causas definidos, utilizando flechas paralelas a la “espina” central y escribiendo de nuevo la causa al lado de cada flecha.
Otra posibilidad para hacer lo mismo es que cada participante, o el facilitador, escriba cada causa en una tarjeta adhesiva (tipo “post-it”), de forma que esta tarjeta pueda pegarse en el factor correspondiente.
Durante el proceso, pueden aparecer causas que lo sean, a su vez, de otras causas. Cuando esto sucede, pueden añadirse flechas que entronquen estas “subcausas” con las correspondientes a las causas principales, y así sucesivamente.
De esta forma, se ramifica el diagrama de forma directamente proporcional a la capacidad del grupo de encontrar causas para el problema planteado.
4
4) Finalmente, se determina cuál es el orden de importancia de las causas identificadas. Para ello, puede someterse a votación entre los participantes el conjunto de causas identificadas.
5) Una vez hecha la votación, se rodean con un círculo las dos o tres causas más votadas. Estas serán las primeras contra las que se deberá actuar. Pero esto –la adopción de acciones correctoras- ya no forma parte de esta técnica.
Como conclusión, podemos decir que el diagrama causa-efecto es útil para:
a) Determinar las posibles causas de un problema.
b) Agrupar estas causas en diferentes categorías o factores.
c) Orientar las posteriores acciones correctoras hacia las causas identificadas (especialmente si se identifican las causas principales).
d) Proporcionar un nivel común de comprensión. Al final de la reunión, el diagrama causa-efecto es el mismo para todos, con independencia de las causas que cada uno, individualmente, fuese capaz de identificar.
e) Reflejar la dispersión del conocimiento del equipo. Cuanto más ramificado esté un diagrama causa-efecto, será señal de una mayor diversidad de causas identificadas.
En definitiva, es una herramienta que fomenta el pensamiento creativo de los componentes de la organización y el trabajo en equipo, aplicando estos principios al análisis de problemas en la organización.
Fuente: http://gio.uvigo.es/asignaturas/gestioncalidad/GCal0405.DiagramaCausaEfecto.pdf - GESTIÓN DE LA CALIDAD, LA SEGURIDAD Y EL MEDIO AMBIENTE – ESCUELA TÉCNICA SUPERIOR DE INGENIEROS INDUSTRIALES - Universidade de Vigo
Este método, no solo es válido para el análisis de problemas en una línea de producción. Abajo, por ejemplo, vemos un estudio realizado para un caso de marketing.

5

1
Escuelas Técnicas Raggio Electrónica 6to – 2020
Materia: Gestión de los Proceso Productivos Profesor: Sergio Llugdar Control de Calidad: Muestreo de Aceptación:
El Muestreo de Aceptación involucra tomar muestras aleatorias de tandas de materias primas o de productos terminados para que el inspector las mida contra estándares predeterminados. En este sentido, cuando se pretende analizar un lote se tiene la alternativa de inspeccionarlo todo (100%), no inspeccionarlo, o realizar un muestreo de aceptación. Esta última opción es una decisión intermedia entre las otras dos alternativas opuestas, y a veces resulta la más económica globalmente.
El muestreo de aceptación es un procedimiento de inspección que se usa para determinar si se acepta o se rechaza una cantidad específica de material. A medida que más empresas emprendan programas de Administración de la Calidad Total (TQM) y colaboren muy de cerca con los proveedores para asegurar altos niveles de calidad de sus suministros, la necesidad de realizar muestreos de aceptación será menor.
El concepto de TQM consiste en que ningún defecto deberá pasar de un productor a un consumidor, no importa que el consumidor sea externo o interno. Sin embargo, en la realidad, muchas empresas tendrán que seguir dependiendo de la revisión de sus insumos de materiales. El procedimiento básico es muy directo.
1. Se toma una muestra aleatoria a partir de una gran cantidad de elementos y se la somete a pruebas o mediciones pertinentes para la característica de calidad que interesa.
2. Si la muestra pasa satisfactoriamente la prueba, la cantidad total de elementos es aceptada.
3. Si la muestra no pasa la prueba, entonces:
la cantidad total de elementos se somete a una inspección del 100% y todos los elementos defectuosos se reparan o sustituyen
la cantidad total se devuelve al proveedor.
Examinemos primero las decisiones que intervienen en la elaboración de planes para un muestreo de aceptación. Después veremos varios planes para el muestreo de atributos.

2
DECISIONES EN UN PLAN DE MUESTREO DE ACEPTACIÓN
En el muestreo de aceptación participan tanto el productor (o proveedor) de materiales como el consumidor (o comprador). Los consumidores necesitan el muestreo de aceptación para limitar el riesgo de rechazar materiales de buena calidad o aceptar otros de mala calidad. En consecuencia, el consumidor, a veces en combinación con el productor por medio de acuerdos contractuales, especifica los parámetros del plan. Por lo tanto, cualquier compañía puede ser la productora de bienes que otra empresa compra, como la consumidora de bienes o materias primas suministradas por otra compañía.
Decisiones sobre calidad y riesgo
Al elaborar un plan de muestreo de aceptación, se toman en cuenta dos niveles de calidad. El primero es el Nivel de Calidad Aceptable (AQL) (por sus siglas en inglés; Acceptable Quality Level); o sea, el nivel de calidad deseado por el consumidor. El productor del artículo se esfuerza por lograr el AQL, el cual aparece especificado comúnmente en los contratos o las Órdenes de compra. Por ejemplo, el contrato puede especificar un nivel de calidad en el cual no se permita más de 1 unidad
defectuosa en 10.000; o sea, un AQL de 0,0001. El riesgo del productor () es la
posibilidad de que el plan de muestreo no logre verificar una cantidad aceptable en el lote y que, en consecuencia, lo rechace: un error "tipo I". Lo más frecuente es que el riesgo del productor se establezca en 0,05; es decir un 5%.
A pesar de que a los productores les interesa el riesgo bajo, con frecuencia no tienen control alguno sobre el plan de muestreo de aceptación del consumidor. Por fortuna, también al consumidor le interesa que el riesgo del productor sea bajo porque por el hecho de devolver buenos materiales al productor:
1. perturba el proceso de producción del consumidor e incrementa la posibilidad de padecer una escasez de materiales
2. prolonga innecesariamente el tiempo de entrega de los productos o servicios terminados y
3. se crean malas relaciones con el productor.
El segundo nivel de calidad es la proporción defectuosa tolerable en el lote (LTPD) (por sus siglas en inglés; Lot Tolerance Proportion Defective); o sea, el peor nivel de calidad que el consumidor puede tolerar. La LTPD es una definición de la mala calidad que el consumidor desearía rechazar. Reconociendo el elevado costo de los defectos, los gerentes de operaciones deberían ser cautelosos antes de aceptar los materiales de mala calidad que les envíen sus proveedores. La probabilidad de
aceptar un lote con calidad LTPD es el riesgo del consumidor (), es decir, el error
"tipo II" del plan. Un valor muy común para el riesgo del consumidor es 0,10, o sea, 10%.

3
Planes de muestreo
Todos los planes de muestreo tienen el propósito de establecer un riesgo especificado para el productor y para el consumidor. Sin embargo, lo que más le conviene al consumidor es que el numero promedio de elementos inspeccionados (ANI) (por sus siglas en inglés; Average Number of items Inspected sea mínimo, porque así se evita que suban los costos de inspección.
Los planes de muestreo varían con respecto al ANI. Los planes de muestreo de atributos que se usan con frecuencia son: el plan de un solo muestreo, el plan de doble muestreo y el plan de muestreo secuencial. También se han desarrollado planes análogos para medidas variables de la calidad.
Plan de un solo muestreo. Es una regla de decisión para aceptar o rechazar un lote, basándose en los resultados de una muestra al azar tomada del lote. El procedimiento consiste en tomar una muestra aleatoria de tamaño (n) y examinar cada uno de sus elementos. Si el número de defectos encontrados no excede un número de aceptación especificado (c), el consumidor acepta todo el lote. Todos los elementos defectuosos que se encuentren en la muestra se reparan o devuelven al productor. Si el número de defectos encontrados en la muestra es mayor que c, el consumidor somete todo el lote a una inspección al 100% o bien lo rechaza en su totalidad y lo devuelve al productor. El plan de un solo muestreo es fácil de usar pero suele producir un ANI mayor que los otros planes.
Plan de doble muestreo. En este tipo de plan, la gerencia especifica dos tamaños de muestra (n1 y n2) y dos números de aceptación (c1 y c2). Si la calidad del lote es muy buena o muy mala, el consumidor toma la decisión de aceptar o rechazar el lote en función de la primera muestra, la cual es más pequeña que en el plan de un solo muestreo. Para aplicar el plan, el consumidor toma una muestra al azar de tamaño n1. Si el número de defectos encontrados es menor que o igual a c1, el consumidor acepta el lote. Si el número de errores esta entre c1 y c2, el consumidor toma una segunda muestra de tamaño n2, si el numero combinado de defectos en las dos muestras es menor que o igual que c2, el consumidor acepta el lote. Si no es así, el lote es rechazado. Un plan de doble muestreo reduce apreciablemente los costos de inspección en comparación con el plan de un solo muestreo porque cuando se usa el primero es posible tomar una decisión después de haber obtenido la primera muestra. Sin embargo, si para la decisión se requieren dos muestras, los costos de muestreo suelen ser mayores que en el plan de un solo muestreo.
Plan de muestreo secuencial. Es un refinamiento adicional del plan de doble muestreo. Aquí el consumidor selecciona al azar algunos elementos del lote y los inspecciona uno por uno. Cada vez que un elemento es inspeccionado, se toma una decisión para (a) rechazar el lote; (b) aceptar el lote o (c) continuar con el muestreo, basándose en los resultados acumulativos obtenidos hasta ese momento. El analista

4
traza una gráfica del número total de elementos defectuosos contra el tamaño de muestra acumulativo y si el número de elementos defectuosos es menor que cierto número de aceptación (c1), el consumidor acepta el lote. Si ese número es mayor que otro número de aceptación (c2), el consumidor rechaza el lote. Si el número se encuentra en un punto intermedio entre los dos, se inspecciona otro elemento. La figura 1 ilustra el proceso para tomar una decisión de rechazar un lote después de haber examinado la cuadragésima unidad. Esas graficas se diseñan fácilmente con ayuda de tablas estadísticas que especifican los valores límite de aceptación/rechazo c1 y c2, en función del tamaño de muestra acumulativo.
10 20 30 40 50 60 70
Tamaño de la muestra acumulativo
Figura 1 Grafica de muestreo secuencial.
El ANI (Número Promedio de Elementos Inspeccionados) suele ser más bajo para el plan de muestreo secuencial que para cualquier otra forma de muestreo de aceptación, lo cual se traduce en menores costos de inspección. Cuando se tienen valores muy bajos o muy altos de la proporción defectuosa, el muestreo secuencial proporciona un ANI más bajo que cualquier otro plan de muestreo comparable.
CURVAS CARACTERISTICAS DE OPERACION
Los analistas crean una representación grafica del rendimiento de un plan de muestreo, trazando la probabilidad de que el lote sea aceptado, para toda una gama de proporciones de unidades defectuosas. Esta gráfica, llamada curva Característica de Operación (OC) (por sus siglas en inglés; Operating Characteristic), describe el

5
grado en que un plan de muestreo permite distinguir entre los lotes buenos y los malos. Sin duda alguna, todo gerente desea disponer de un plan que acepte en el 100% de las ocasiones los lotes cuyo nivel de calidad sea mejor que el AQL y acepte lotes con un nivel de calidad peor que el AQL, el 0% de las veces.
Esta curva OC ideal para un plan de un solo muestreo aparece en la figura 2. Sin embargo ese rendimiento solamente se logra con el 100% de inspección. La curva OC típica para un plan de un solo muestreo, cuya grafica aparece en color gris, muestra la
probabilidad a de rechazar un lote bueno (riesgo del productor) y la probabilidad de aceptar un lote malo (riesgo del consumidor). Por ende, a los gerentes les corresponde elegir un tamaño de muestra n y un número de aceptación c para
conseguir el nivel de rendimiento especificado por el AQL, el , la LTPD y el .
Figura 2
Curvas Características de Operación.
Fuentes: http://nulan.mdp.edu.ar/1618/1/13_muestreo_aceptacion.pdf Versión: 20201001

1
Escuelas Técnicas Raggio Electrónica 6to – 2020
Materia: Gestión de los Proceso Productivos Profesor: Sergio Llugdar Gestión de la calidad total:
SIX SIGMA - Metodología de mejora de procesos:
¿Qué es Seis Sigma?
Es una Metodología de calidad que utiliza herramientas para mejorar los procesos de producción en cadena. Reduciendo el número de unidades defectuosas y el tiempo del ciclo y con ello generando una mayor confianza por parte de los clientes.
Es una metodologia altamente sistematica y cuantitativa.
Se enfoca hacia el control de las variables clave de entrada al proceso, las cuales generan la salida o producto deseado del proceso.
Meta:
La meta de Seis Sigma, que le da el nombre, es lograr procesos con calidad Seis Sigma, es decir, procesos que como maximo generen 3.4 defectos por millon de oportunidades de error.
Métrica Six Sigma
La letra griega “Sigma” (σ) es utilizada en estadística para denominar la desviación estándar (medida de dispersión de los datos respecto al valor medio).
Mientras más alto sea el “Sigma” y, consecuentemente, menor la desviacion estandar, el proceso es mejor, mas preciso y menos variable
Cambiar de una calidad tres sigma a seis sigma significa pasar de un proceso con un rendimiento de 99.73% la cual genera 66,800 Defectos Por Millon de Oportunidades de error a una con rendimiento de 99.9997% la cual genera 3.4 Defectos Por Millon de Oportunidades de error.
2
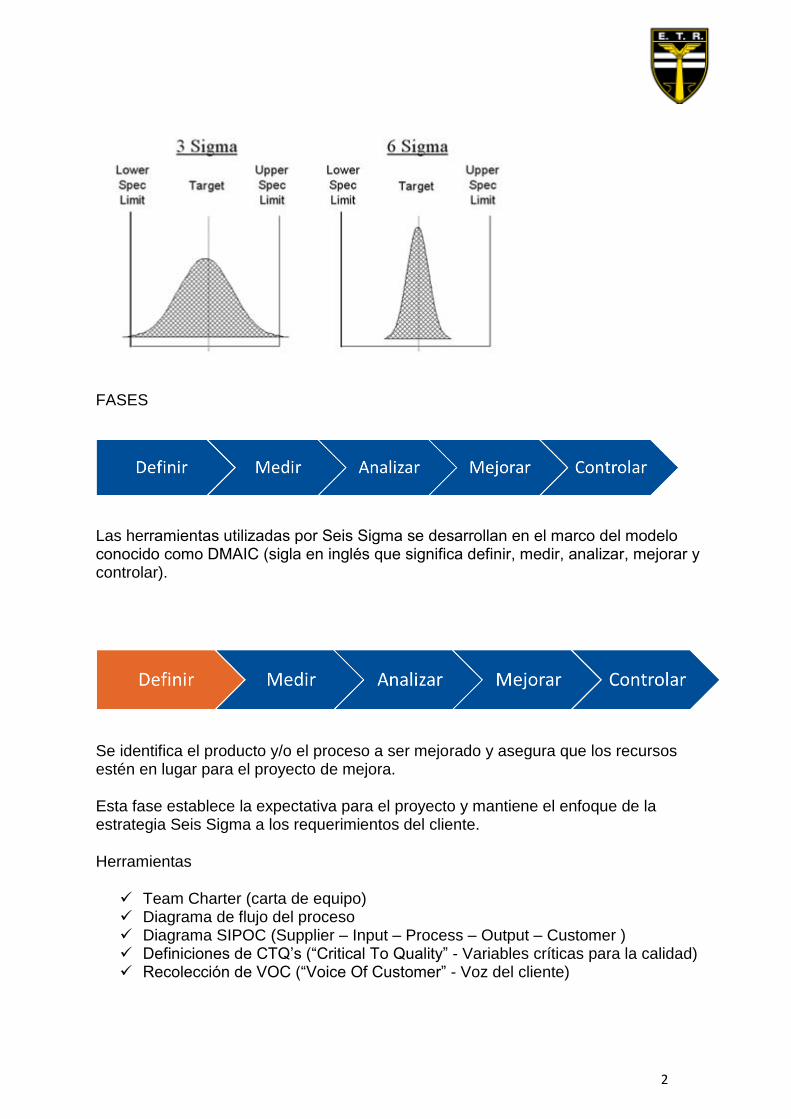
FASES
Las herramientas utilizadas por Seis Sigma se desarrollan en el marco del modelo conocido como DMAIC (sigla en ingles que significa definir, medir, analizar, mejorar y controlar).
Se identifica el producto y/o el proceso a ser mejorado y asegura que los recursos estén en lugar para el proyecto de mejora.
Esta fase establece la expectativa para el proyecto y mantiene el enfoque de la estrategia Seis Sigma a los requerimientos del cliente.
Herramientas
Team Charter (carta de equipo) Diagrama de flujo del proceso Diagrama SIPOC (Supplier – Input – Process – Output – Customer ) Definiciones de CTQ’s (“Critical To Quality” - Variables críticas para la calidad) Recoleccion de VOC (“Voice Of Customer” - Voz del cliente)

3
Consiste en identificar los procesos internos que influyen en las caracteristicas criticas para la calidad y medir los defectos generados relativos a estas caracteristicas.
La fase de medicion te permite entender la condicion actual del proceso (baseline) antes de intentar identificar mejoras
Herramientas:
Diagrama de flujo del proceso Plan de recoleccion de datos Benchmarking (marca de referencia) Analisis del sistema de medicion/Gage R & R Recoleccion de VOC (“Voice Of Customer”, La Voz del Cliente) Calculo del nivel sigma del proceso
El objetivo de esta fase es empezar a entender por que se generan los defectos. Mediante reuniones de brain-stormig, herramientas estadisticas, etcetera, se identifican las variables clave que dan lugar a los defectos.
Herramientas
Histograma Diagrama de Pareto Diagrama de dispersion Analisis de regresiones Diagrama de Ishikawa/Causa y efecto Analisis estadistico Pruebas de hipotesis
En esta fase se prueba la solucion a pequena escala en un ambiente real de negocio. Esto asegura que se han arreglado las causas de variacion y que la solucion va a funcionar cuando sea implementada por completo.
4
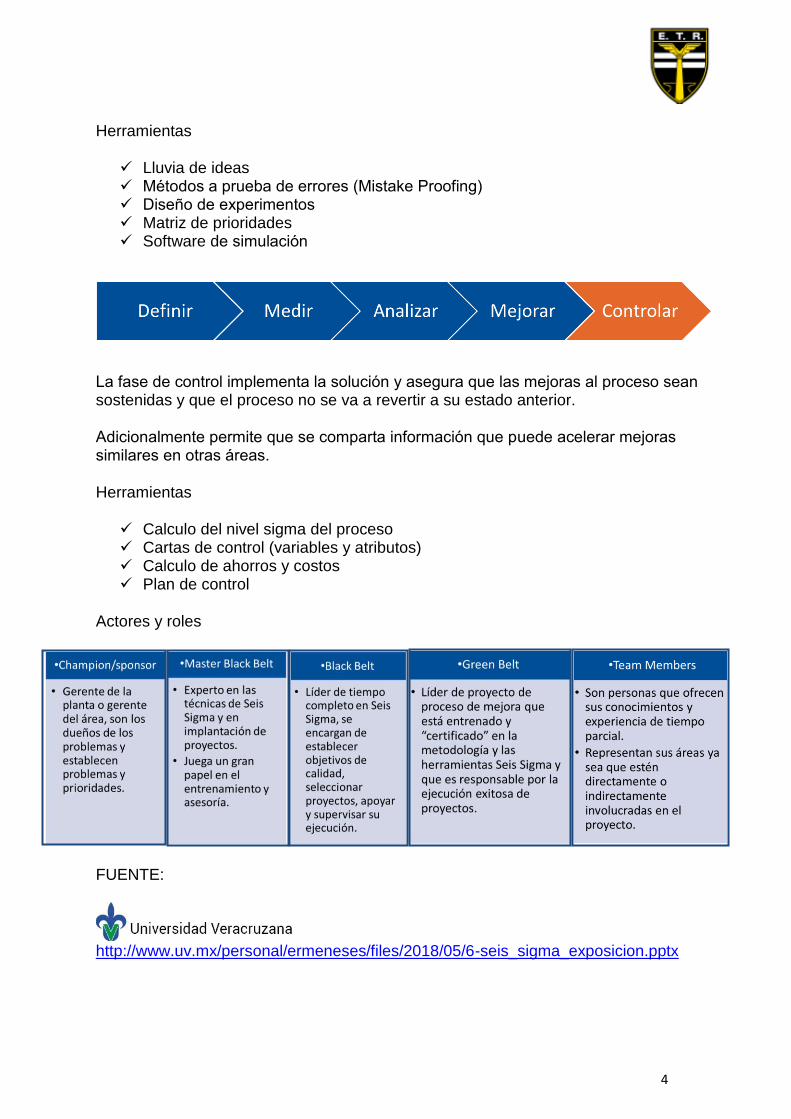
Herramientas
Lluvia de ideas Metodos a prueba de errores (Mistake Proofing) Diseno de experimentos Matriz de prioridades Software de simulacion
La fase de control implementa la solucion y asegura que las mejoras al proceso sean sostenidas y que el proceso no se va a revertir a su estado anterior.
Adicionalmente permite que se comparta informacion que puede acelerar mejoras similares en otras areas.
Herramientas
Calculo del nivel sigma del proceso Cartas de control (variables y atributos) Calculo de ahorros y costos Plan de control
Actores y roles
FUENTE:
http://www.uv.mx/personal/ermeneses/files/2018/05/6-seis_sigma_exposicion.pptx