ENTRADA lucchini aceros - sebastianfustel.es · KeyLos® 1730 es un acero al carbono de baja...
34
WWW.SEBASTIANFUSTEL.COM A C E R O S SPAIN: POL. IND. L’ALFAÇ - C/ SEVILLA - PARCELA 10 APARTADO CORREOS 301 TE: (34) 96 555 01 41 - FAX: (34) 96 555 01 95 C.P. 03440 - IBI - ALICANTE [email protected]
Transcript of ENTRADA lucchini aceros - sebastianfustel.es · KeyLos® 1730 es un acero al carbono de baja...
WWW.SEBASTIANFUSTEL.COM
A C E R O S
SPAIN:POL. IND. L’ALFAÇ - C/ SEVILLA - PARCELA 10
APARTADO CORREOS 301TE: (34) 96 555 01 41 - FAX: (34) 96 555 01 95
C.P. 03440 - IBI - [email protected]
0,42-050
0,50-0,80
0,40-0,50
0,15-0,40
0,50-1,00
CC
SiSi
MnMn
CrCr
MoMoNiNi
W. Nr.: 1.0503 - UNI/AFNOR C45Normas de Referencia
Composición Química Indicativa
- Moldes de tamaño medio o grande donde no se requiere un espe cialacabado de la superficie- Moldes prototipo- Moldes para el conformado de caucho y goma.Portamalodes para moldes de inyección de plástico.
TRATAMIENTOS DE SUPERFICIE
APLICACIONES TIPICAS
Moldeo de materias plásticas
Criterios de aceptación y control
CARACTERISTICAS
SEP 1921 - CNOMO - LUCCHINI I.T. 669
KeyLos®
1730 es un acero al carbono de baja aleación con una buenamecanibilidad y soldabilidad. Es apto para la producción de moldes,portamoldes y componentes mecánicos para prensas. Debido a su a nálisisquímico controlado y a su producción de acuerdo a un proceso “ super clean”es adecuado para múltiples usos.
Extrusión - Calibres- Componentes para prensas de extrusión ( Ej. cabezas de extrus ión etc.)
Para incrementar la resistencia al desgaste de los moldes. El acero KeyLos®
1730 se presta al endurecimiento superficial por medio de la inducción y eltemple a la llama.El material obtiene en la superficie tratada una dureza próxima a 58HRC.
17301730®®
Pol. Ind. L'Alfac - C/. Sevilla, Parcela 10 • 03440 IBI (Alicante) España • Telf.: +34 96 555 01 41 • Fax: +34 96 555 01 95 • [email protected] • sebastianfustel.com 4
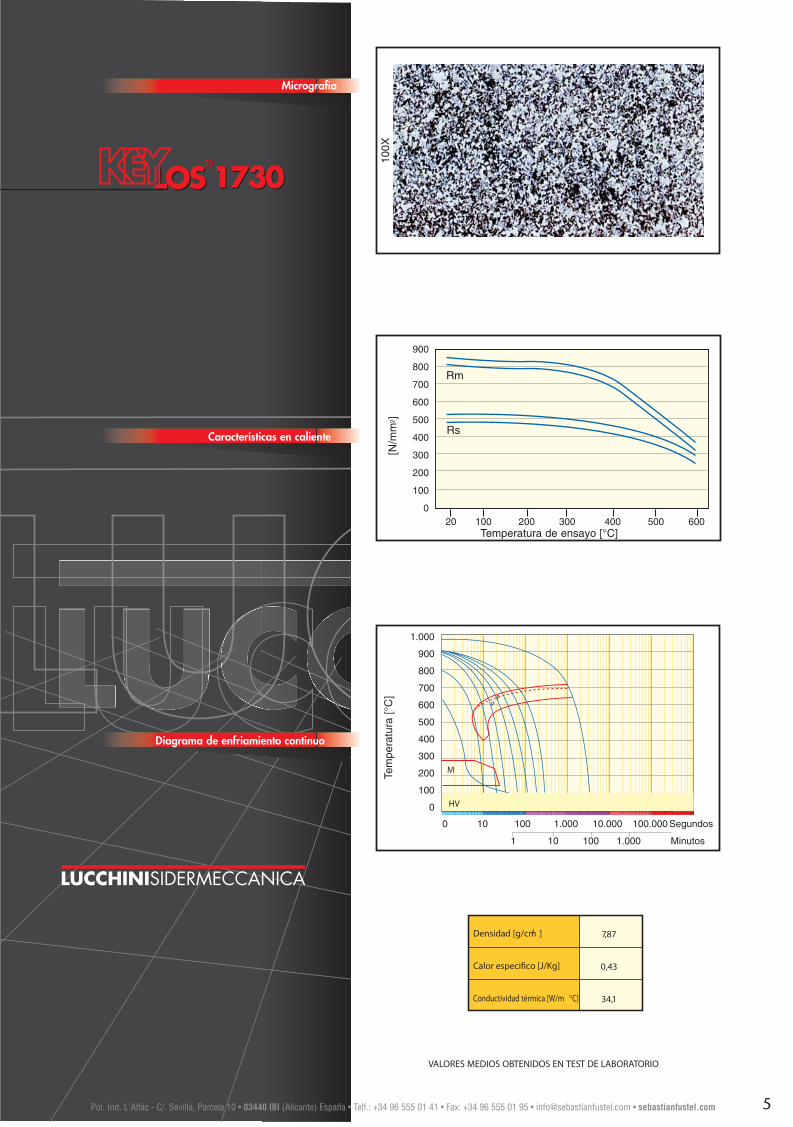
Micrografia
Diagrama de enfriamiento continuo
Características en caliente
17301730®®
Densidad [g/cm ] 7,87
Calor especifico [J/Kg] 0,43
Conductividad térmica [W/m °C] 34,1
3
VALORES MEDIOS OBTENIDOS EN TEST DE LABORATORIO
Tem
pera
tura
[°C
]
1.000
900
800
700
600
500
400
300
200
100
0
0 10 100 1.000 10.000 100.000 Segundos
1 10 100 1.000 Minutos
M
HV
PF
100X
Temperatura de ensayo [°C]
[N/m
m2 ]
900
800
700
600
500
400
300
200
100
020 100 200 300 400 500 600
Rs
Rm
LUCCHINISIDERMECCANICA
Pol. Ind. L'Alfac - C/. Sevilla, Parcela 10 • 03440 IBI (Alicante) España • Telf.: +34 96 555 01 41 • Fax: +34 96 555 01 95 • [email protected] • sebastianfustel.com 5
0,37-0,43
0,90-1,20
0,30-0,50
20022002
CC
SiSi
MnMn
Composición Química Indicativa0,20-0,30
0,10-0,40
1,30-1,60
®®
SEP 1921 LUCCHINI I.T. 669Estado de entrega: Bonificado con una resistencia HB = 320÷360
KeyLos®
2002 es un nuevo acero para la fabricación de moldes de inyecci óny portamoldes de dimensiones medias a grandes. El acero KeyLos
®2002 se
obtiene según un proceso de fabricación del tipo “super clean” y contratamientos térmicos apropiados, Es un buen compromiso entre propiedadesmecánicas, mecanibilidad y soldabilidad que lo hacen especialme nteadaptado para la construcción de moldes de media o gran dimensiónsujetos a altos esfuerzos mecánicos.
CARACTERÍSTICAS
Criterios de aceptación y control
Optima templabilidad
Buena Soldabilidad
Buena Mecanibilidad
- Gracias a la ajustada calibración del análisis químico y a la adición deelementos microaleados KeyLos
®2002 m antiene sus características mecánicas
en todo su espesor, a pesar del bajo nivel de Carbono Equivalente.
Buena resistencia a la compresión - El acero KeyLos®
2002 posee una buena resistencia a la deformación plásticatanto en el núcleo como en la superficie.
- Excelente capacidad de soldadura gracias a su bajo valor de CarbonoEquivalente.
- El Acero KeyLos®
2002 esta tratado al Calcio, tiene una buena aptitud almecanizado y un excelente nivel de micropureza.
APLICACIONES TIPICAS
Pulimentabilidad/Fotograbado - El acero KeyLos®
2002 gr acias a su elevado grado de micropureza y a suhomogénea y alta dureza en todo su espesor, permite obtener un buen pulidoy fotograbado.
CrCr
MoMo
NiNi
1,20-1,50
0,40-0,70
0,90-1,20
AltriAltri B, Nb
Inducción/Temple a la llama El acero KeyLos®
2002 se presta al endurecimiento superficial por medio dela inducción y el temple a la llama.El material obtiene en la superficie tratada una dureza próxima a 58HRC.
- Moldes de tamaño medio o grande para la industria del automó vil.- Moldes para la industria alimentaría.- Moldes para el conformado de caucho y goma.- Moldes para compresión procesos SMC, BMC.- Portamalodes para moldes de inyección de plástico y fundición a presión.
La resistencia al desgaste de la superficie puede aumentarse en dureciéndolapor medio de un tratamiento de nitruración.El acero KeyLos
®2002 se presta a la nitruración con las siguientes tecnologías:
- Nitruración iónica- Nitruración gaseosa- Nitruración en baño de salesLa dureza superficial obtenible por nitruración es de 900 a 100 0 HV0’2.
Para aumentar la resistencia al desgaste de las estampas en acero KeyLos®
2002 es posible endurecer la superficie mediante tratamientos superfici alesde tipo termoquímico y/ó de tipo físico en capa fina (PVD).
TRATAMIENTOS DE SUPERFICIE
Moldeo de materias plásticas
Nitruración
Extrusión - Hileras y utillajes para la extrusión de PVC.- Componentes para prensas de extrusión ( Ej. cabezas de extrus ión etc.)
Nuevo acero pretratado y revenido para plásticos
Pol. Ind. L'Alfac - C/. Sevilla, Parcela 10 • 03440 IBI (Alicante) España • Telf.: +34 96 555 01 41 • Fax: +34 96 555 01 95 • [email protected] • sebastianfustel.com 10
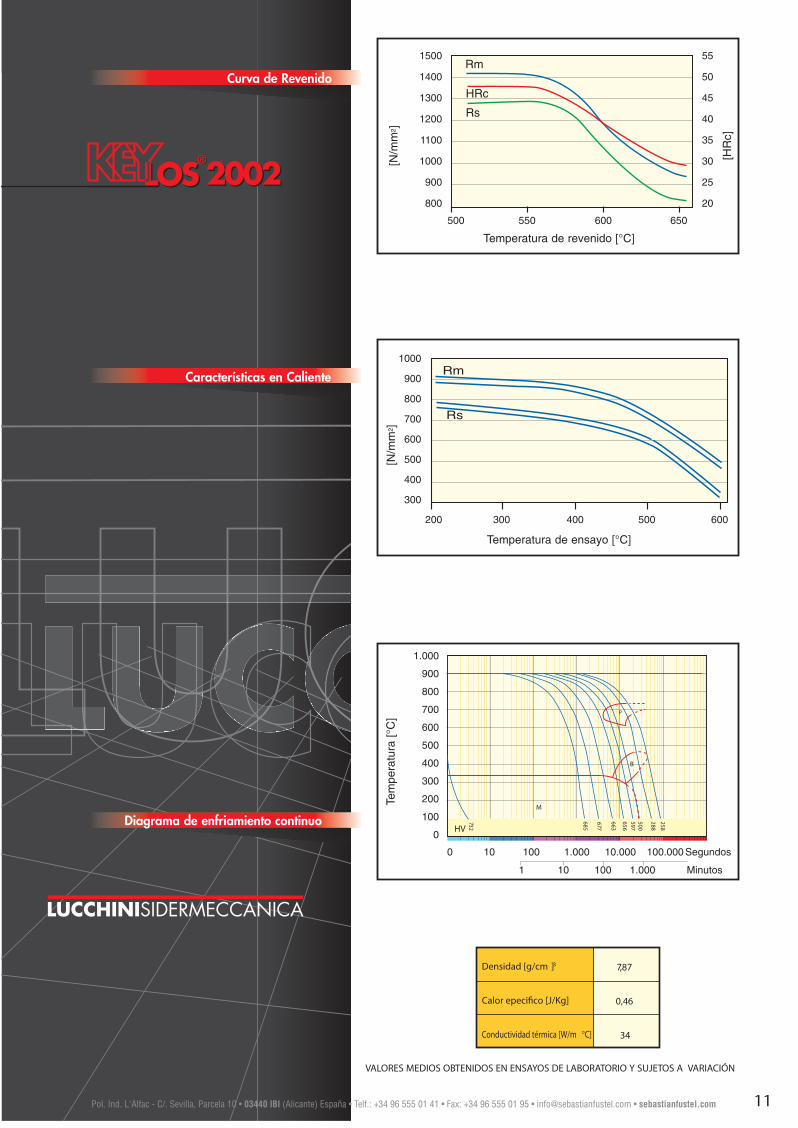
Curva de Revenido
Características en Caliente
Diagrama de enfriamiento continuo
20022002®®
Densidad [g/cm ] 7,87
Calor epecifico [J/Kg] 0,46
Conductividad térmica [W/m °C] 34
3
VALORES MEDIOS OBTENIDOS EN ENSAYOS DE LABORATORIO Y SUJETOS A VARIACIÓN
Temperatura de revenido [°C]
[N/m
m2 ]
1500
1400
1300
1200
1100
1000
900
800
500 550 600 650
Temperatura de ensayo [°C]
[N/m
m2 ]
Tem
pera
tura
[°C
]
1000
900
800
700
600
500
400
300
200 300 400 500 600
1.000
900
800
700
600
500
400
300
200
100
0
0 10 100 1.000 10.000 100.000 Segundos
1 10 100 1.000 Minutos
M
P
B
HV
732
677
685
663
656597500
288
258
Rs
Rm
Rs
Rm
HRc
55
50
45
40
35
30
25
20
[HR
c]
LUCCHINISIDERMECCANICA
Pol. Ind. L'Alfac - C/. Sevilla, Parcela 10 • 03440 IBI (Alicante) España • Telf.: +34 96 555 01 41 • Fax: +34 96 555 01 95 • [email protected] • sebastianfustel.com 11
0,37-0,43
0,90-1,20
0,30-0,50
4,80-5,50
1,20-1,50
20832083
CC
SiSi
MnMn
CrCr
AltriAltri
W. Nr.: 1.2083 - X40Cr13 KU - AISI 420C - AFNOR Z40C14Normas de Referencia
Composicion Química Indicativa
CARACTERÍSTICAS
Criterios de aceptación y control SEP 1921 - CNOMO - LUCCHINI I.T. 669
Estado de entrega: Bonificado a la dureza requerida
Recocido apto al mecanizado con HB ≤ 250
KeyLos®
2083 es un acero inoxidable martensítico, resistente a la corrosión,que gracias al proceso de fabricación del tipo “super clean”, garantiza enestado tratado, una buena estabilidad dimensional y una óptimapulimentabilidad y, en estado recocido una excelente mecanibilidad conherramientas.
- Moldes para la inyección de material plástico corrosivo (PVC, plastico reciclado, etc.) - Moldes para la industria automóvil (grupos ópticos).- Moldes para productos médicos.- Moldes para la elaboración productos alimenticios.- Moldes para la industria cosmética.- Moldes para el conformado de caucho y goma.
TRATAMIENTOS DE SUPERFICIE
APLICACIONES TÍPICAS
Moldeo de materias plásticas
Aptitud al pulido y fotograbado
Buena resistencia a la compresión
Buena Soldabilidad
Buena resistancia a la corrosión
- El elevado grado de micropureza y homogeneidad estructural pro porcionana este acero optimas caracteristicas de pulido y fotograbado.
- Es posible aumentar la resistencia al desgaste y a la comprensión mediantetratamiento térmico, que endurece el acero hasta 55 HRC.
- Es posible soldar los moldes en acero Keylos 2083 por el proceso TIG y MMA.
- El Acero KeyLos®
2083 posee una buena resistencia a la corrosión. Estáindicado para moldes sujetos a ataques corrosivos, de los polím eros plasticos(PVC, plasticos reciclados, etc) o del medio ambiente en el que operan(humedad elevada/salinidad, etc.)
0,35-0,45
< 1,00
< 1,00
12,50-13,50
V
Nituración
Recubrimientos PVD
La resistencia al desgaste de la superficie puede aumentarse en dureciéndolapor medio de un tratamiento de nitruración.El acero KeyLos
®2083 se presta a la nitruración con las siguientes tecnologias:
- Nitruración iónica- Nitruración en baño de sales
Extrusión - Hileras y calibres para la extrusión de PVC
- Componentes para prensas de extrusión ( ej. cabezas de extrusión etc.)
Para aumentar la resistencia al desgaste de las estampas en acero KeyLos®
2083 es posible endurecer la superficie mediante tratamientos superficialesde tipo termoquímico y/o de tipo físico en capa fina (PVD).
El acero KeyLos®
2084 es adecuado para tratamientos superficiales con lastecnologias PVD y PA/CVD.
®®
Pol. Ind. L'Alfac - C/. Sevilla, Parcela 10 • 03440 IBI (Alicante) España • Telf.: +34 96 555 01 41 • Fax: +34 96 555 01 95 • [email protected] • sebastianfustel.com 12
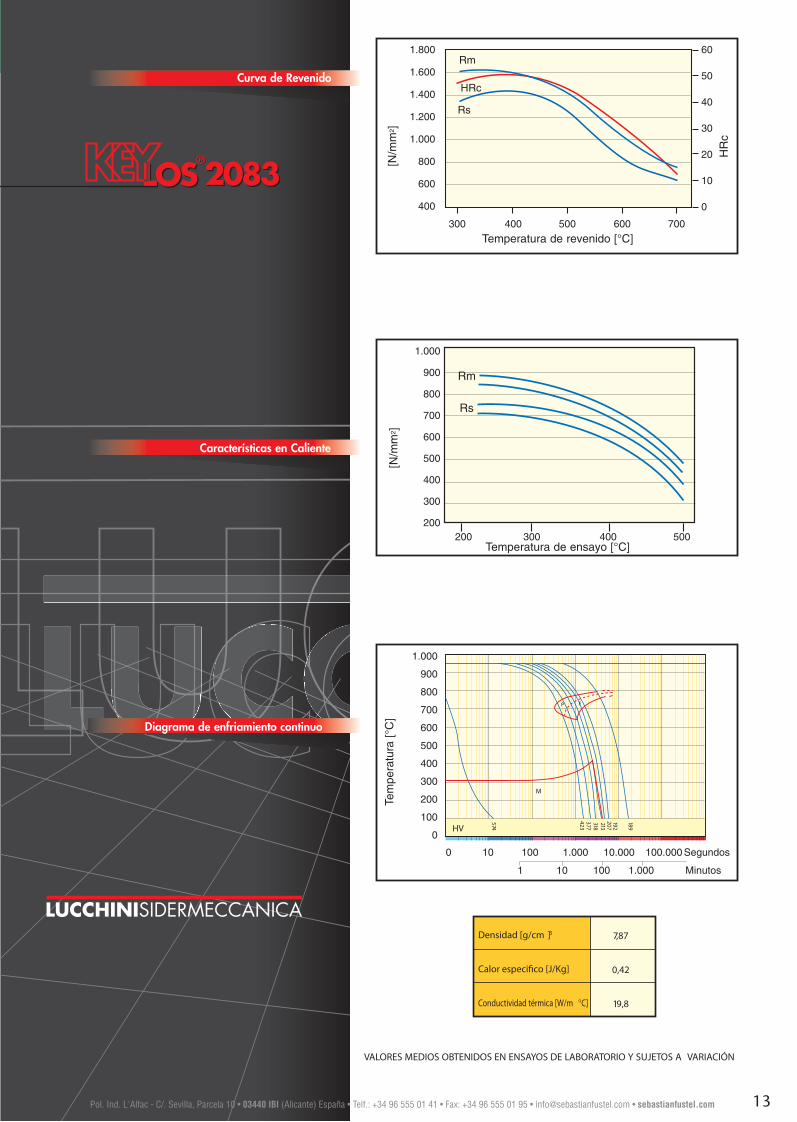
Curva de Revenido
Características en Caliente
Diagrama de enfriamiento continuo
20832083®®
VALORES MEDIOS OBTENIDOS EN ENSAYOS DE LABORATORIO Y SUJETOS A VARIACIÓN
HRc
Rs
Rm
Temperatura de revenido [°C]
[N/m
m2 ]
1.800
1.600
1.400
1.200
1.000
800
600
400
60
50
40
30
20
10
0
300 400 500 600 700
Temperatura de ensayo [°C]
[N/m
m2 ]
Tem
pera
tura
[°C
]
HR
c
1.000
900
800
700
600
500
400
300
200200 300 400 500
M
HV
574
423377318213
207192
189
P F
1.000
900
800
700
600
500
400
300
200
100
0
0 10 100 1.000 10.000 100.000 Segundos
1 10 100 1.000 Minutos
Rm
Rs
LUCCHINISIDERMECCANICADensidad [g/cm ] 7,87
Calor especifico [J/Kg] 0,42
Conductividad térmica [W/m °C] 19,8
3
Pol. Ind. L'Alfac - C/. Sevilla, Parcela 10 • 03440 IBI (Alicante) España • Telf.: +34 96 555 01 41 • Fax: +34 96 555 01 95 • [email protected] • sebastianfustel.com 13

The content of this brochure is intended for information only and cannot be considered as binding in connection with the supply of material. All information, except for the cases of law, are strictly confidential and can only be disclosed with permission of Lucchini RS S.p.A.
Edition December 2008
The pre-treated steel for low thickness mould
Pol. Ind. L'Alfac - C/. Sevilla, Parcela 10 • 03440 IBI (Alicante) España • Telf.: +34 96 555 01 41 • Fax: +34 96 555 01 95 • [email protected] • sebastianfustel.com
The content of this brochure is intended for information only and cannot be considered as binding in connection with the supply of material. All information, except for the cases of law, are strictly confidential and can only be disclosed with permission of Lucchini RS S.p.A.
Edition December 2008
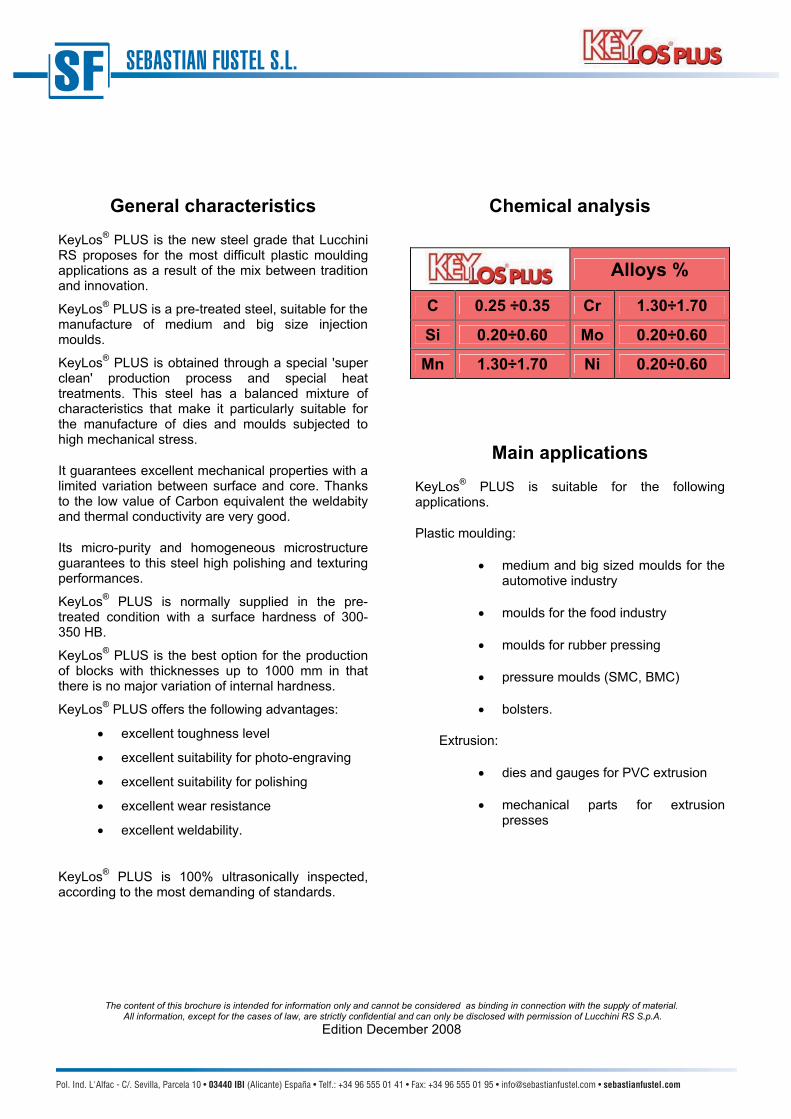
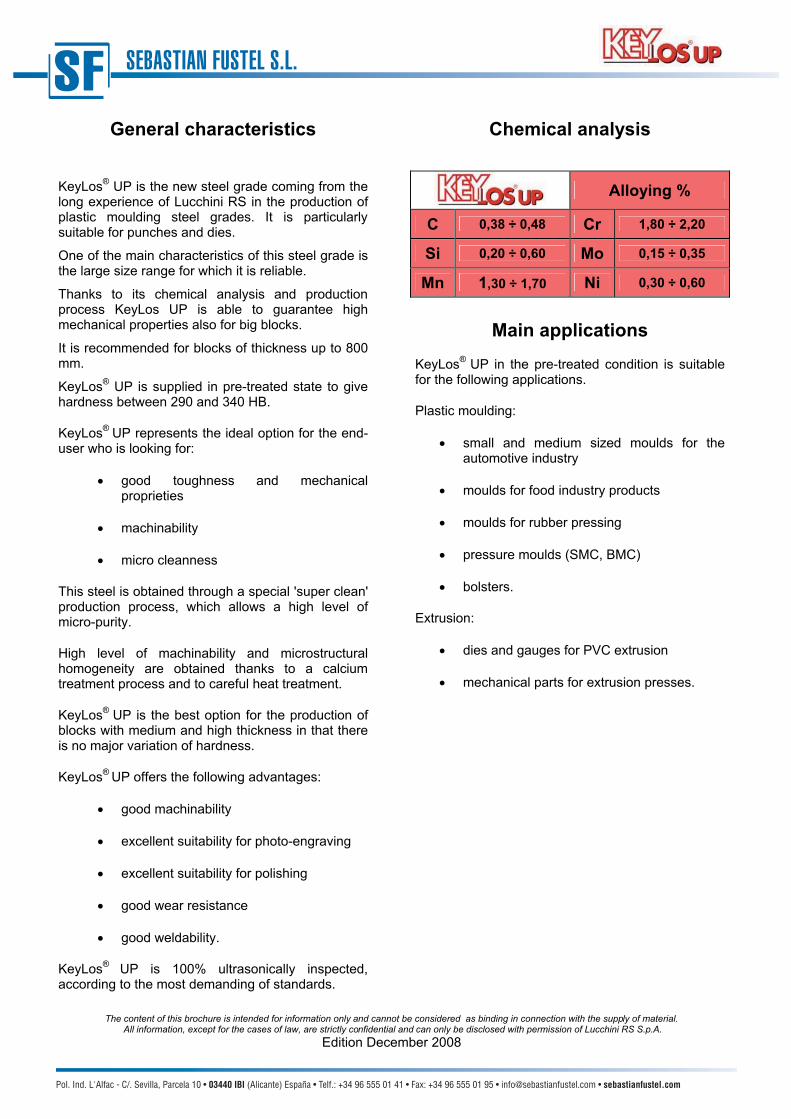
General characteristics
KeyLos® 2311 is a steel designed for the manufacture of small sized moulds.
KeyLos® 2311 represents the ideal option for the end-user who is looking for:
• good toughness and mechanical proprieties
• machinability
• micro-purity.
This steel is obtained through a special 'super clean' production process, which allows a high level of micro-purity.
KeyLos® 2311 is supplied in the pre-treated condition with surface hardness between 280 and 330 HB.
It is suitable for mould with thickness up to 500 mm
High level of machinability and microstructural homogeneity are obtained thanks to a calcium treatment process and to careful heat treatment.
KeyLos® 2311 is the best option for the production of blocks with low thickness in that there is no major variation of hardness.
KeyLos® 2311 offers the following advantages:
• good machinability
• good suitability for photo-engraving
• good suitability for polishing
• good wear resistance
• optimized manufacturing cycle: from steel block to mould, with no need for intermediate treatments
• good weldability.
KeyLos® 2311 is 100% ultrasonically inspected, according to the most demanding of standards.
Chemical analysis
Alloying %
C 0,35 ÷ 0,45 Cr 1,80 ÷ 2,10
Si 0,20 ÷ 0,40 Mo 0,15 ÷ 0,25
Mn 1,30 ÷ 1,60
Table for comparison of international classification
W. Nr. 1.2311 DIN 40CrMnMo7
Lucchini RS’s tool steels have been researched and formulated to optimize the performance of the materials. The brand name identifies the Lucchini RS product and the number evokes the Werkstoff classification or other means of reflecting the characteristics of use.
Main applications
KeyLos® 2311 in the pre-treated condition is suitable for the following applications.
Plastic moulding:
• small and medium sized moulds for the automotive industry
• moulds for food industry products
• moulds for rubber pressing
• pressure moulds (SMC, BMC)
• bolsters.
Extrusion:
• dies and gauges for PVC extrusion
• mechanical parts for extrusion presses.
Pol. Ind. L'Alfac - C/. Sevilla, Parcela 10 • 03440 IBI (Alicante) España • Telf.: +34 96 555 01 41 • Fax: +34 96 555 01 95 • [email protected] • sebastianfustel.com
The content of this brochure is intended for information only and cannot be considered as binding in connection with the supply of material. All information, except for the cases of law, are strictly confidential and can only be disclosed with permission of Lucchini RS S.p.A.
Edition December 2008
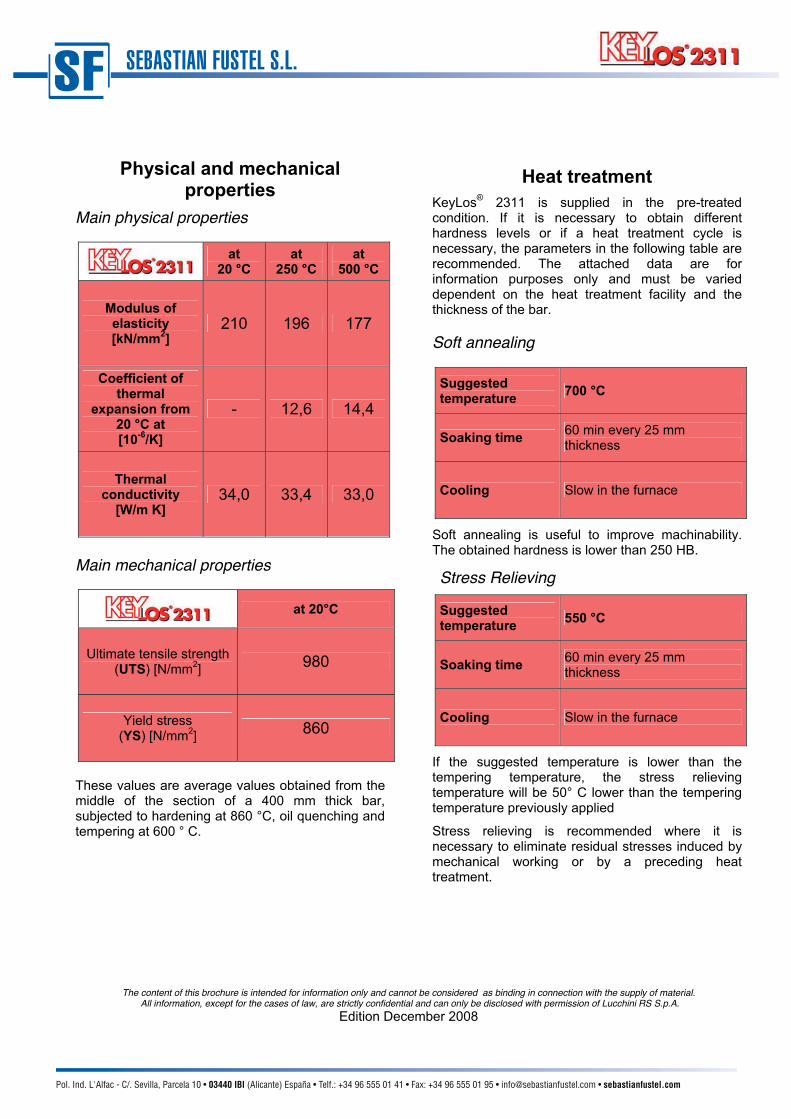
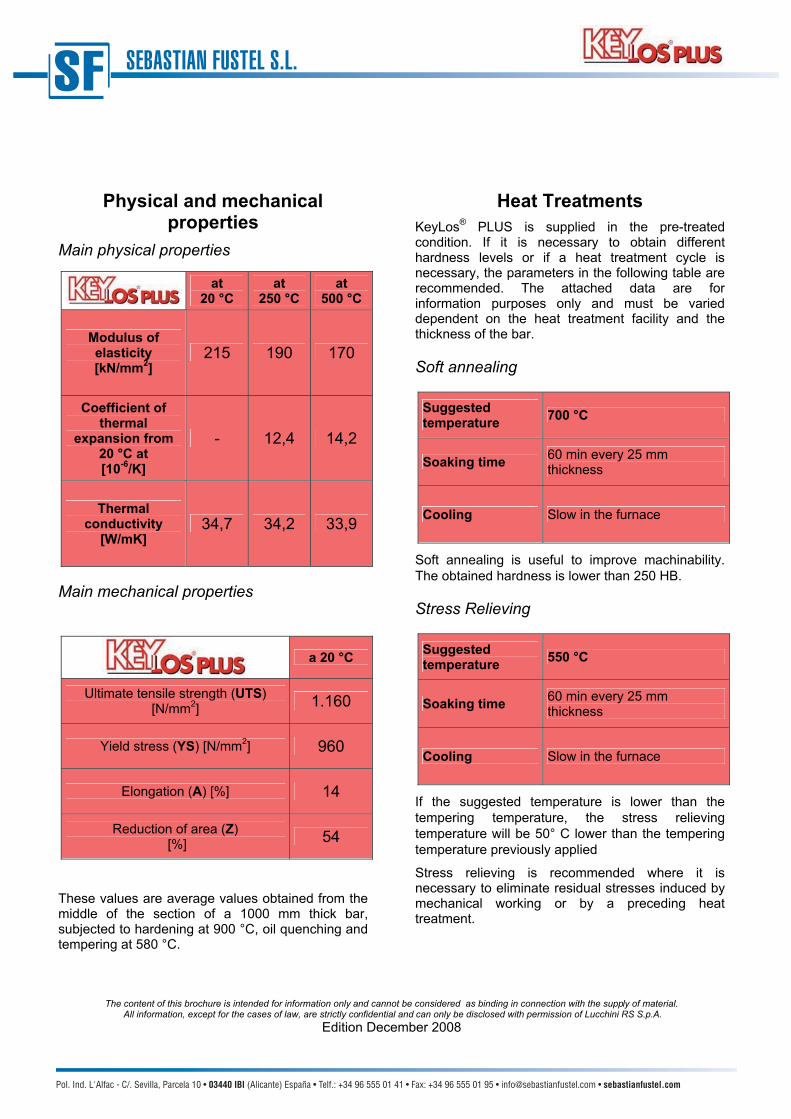
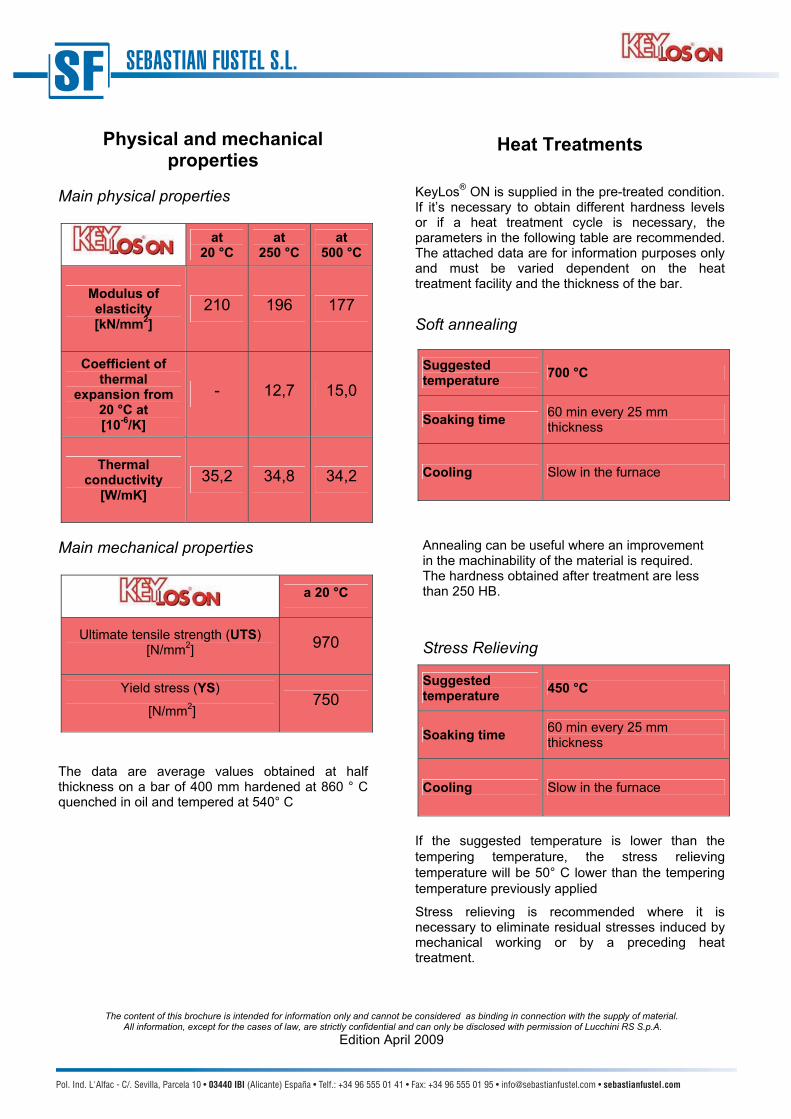
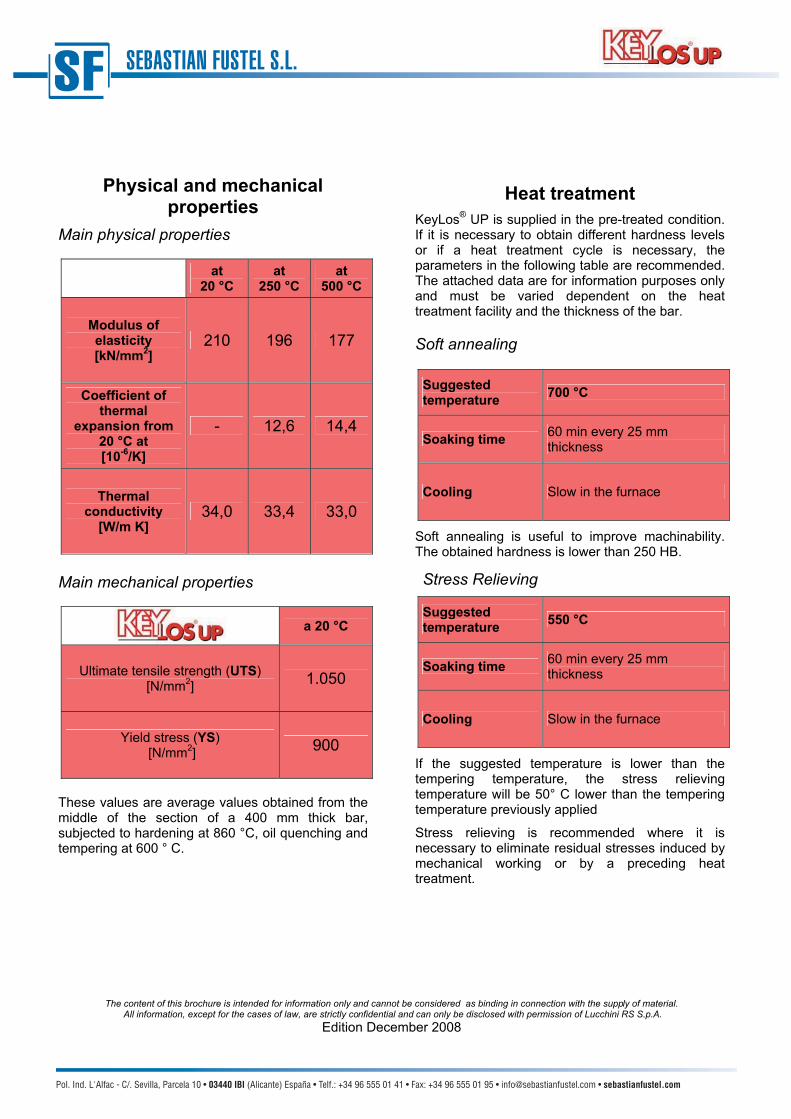
Physical and mechanical properties
Main physical properties
at20 °C
at250 °C
at500 °C
Modulus of elasticity [kN/mm2]
210 196 177
Coefficient of thermal
expansion from 20 °C at [10-6/K]
- 12,6 14,4
Thermalconductivity
[W/m K] 34,0 33,4 33,0
Main mechanical properties
at 20°C
Ultimate tensile strength (UTS) [N/mm2] 980
Yield stress (YS) [N/mm2] 860
These values are average values obtained from the middle of the section of a 400 mm thick bar, subjected to hardening at 860 °C, oil quenching and tempering at 600 ° C.
Heat treatmentKeyLos® 2311 is supplied in the pre-treated condition. If it is necessary to obtain different hardness levels or if a heat treatment cycle is necessary, the parameters in the following table are recommended. The attached data are for information purposes only and must be varied dependent on the heat treatment facility and the thickness of the bar.
Soft annealing
Suggested temperature 700 °C
Soaking time 60 min every 25 mm thickness
Cooling Slow in the furnace
Soft annealing is useful to improve machinability. The obtained hardness is lower than 250 HB.
Stress Relieving
Suggested temperature 550 °C
Soaking time 60 min every 25 mm thickness
Cooling Slow in the furnace
If the suggested temperature is lower than the tempering temperature, the stress relieving temperature will be 50° C lower than the tempering temperature previously applied
Stress relieving is recommended where it is necessary to eliminate residual stresses induced by mechanical working or by a preceding heat treatment.
Pol. Ind. L'Alfac - C/. Sevilla, Parcela 10 • 03440 IBI (Alicante) España • Telf.: +34 96 555 01 41 • Fax: +34 96 555 01 95 • [email protected] • sebastianfustel.com
The content of this brochure is intended for information only and cannot be considered as binding in connection with the supply of material. All information, except for the cases of law, are strictly confidential and can only be disclosed with permission of Lucchini RS S.p.A.
Edition December 2008
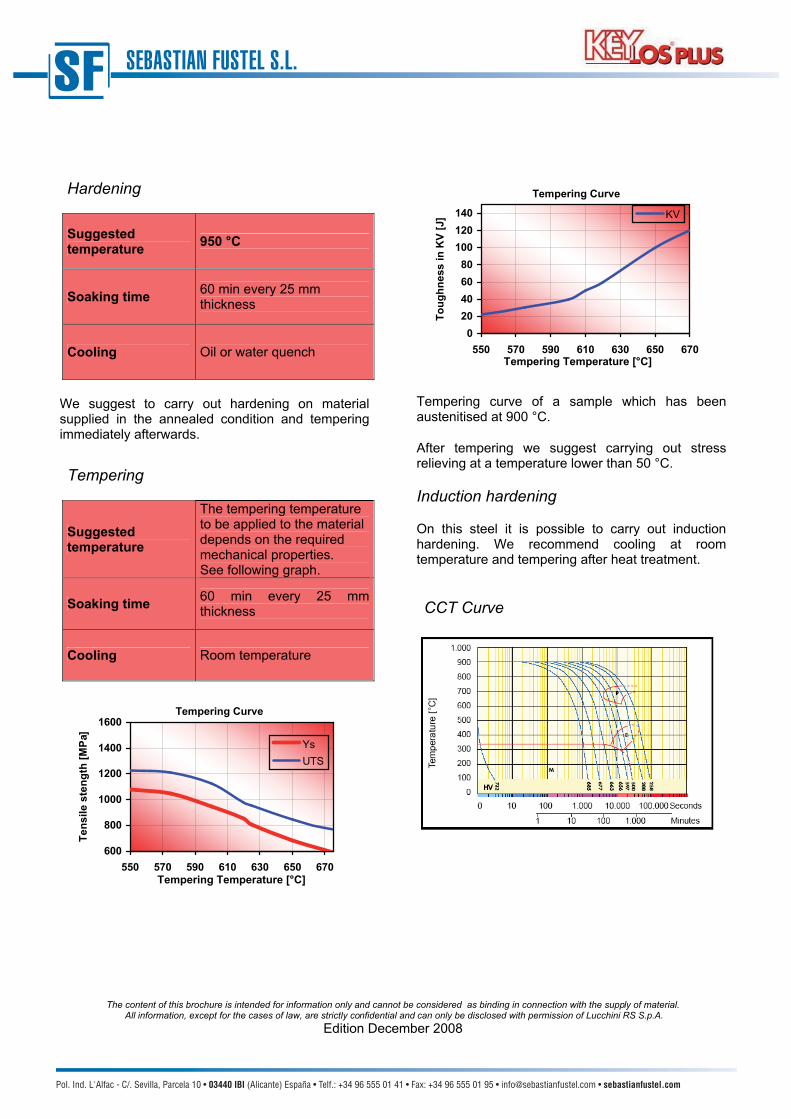
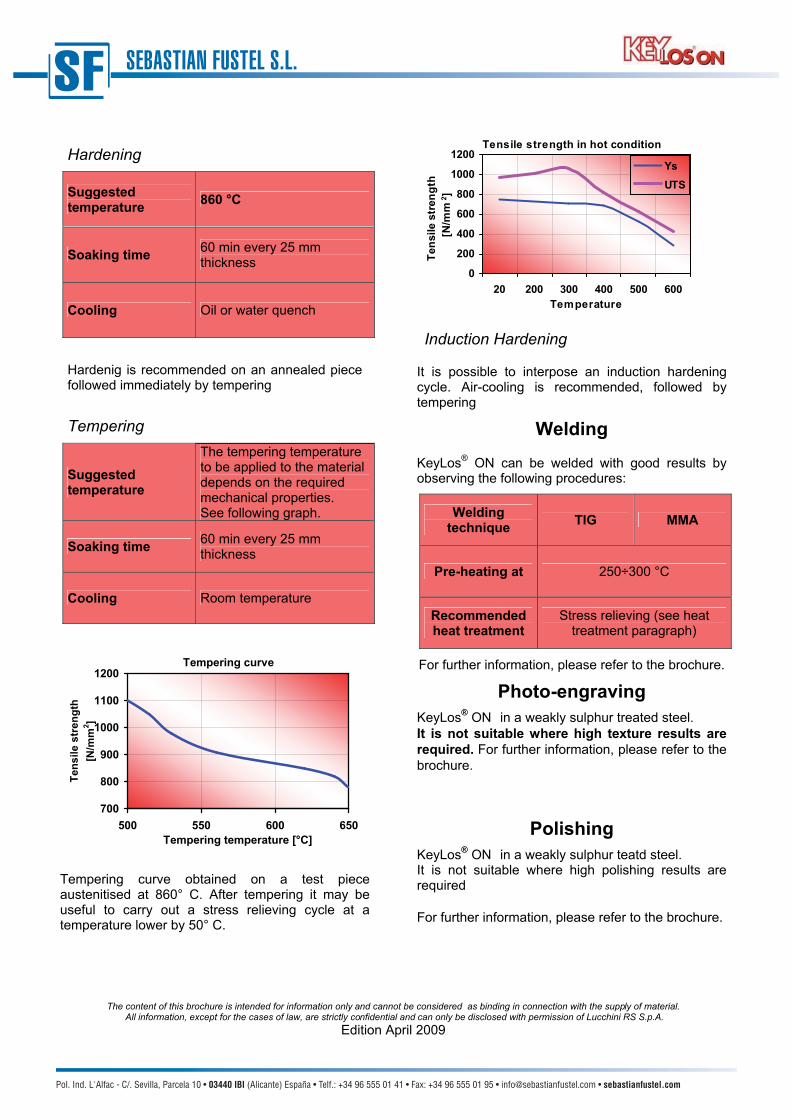
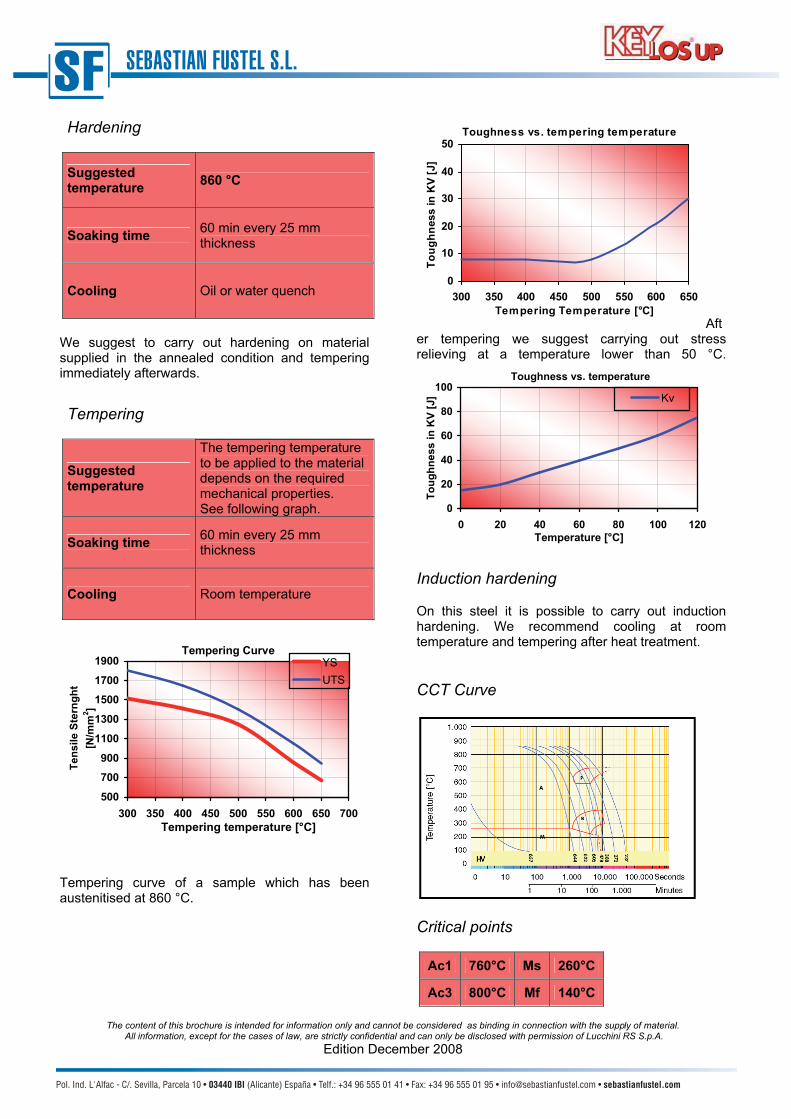
Hardening
Suggested temperature 860 °C
Soaking time 60 min every 25 mm thickness
Cooling Oil or water quench
We suggest to carry out hardening on material supplied in the annealed condition and tempering immediately afterwards.
Tempering
Suggested temperature
The tempering temperature to be applied to the material depends on the required mechanical properties. See following graph.
Soaking time 60 min every 25 mm thickness
Cooling Room temperature
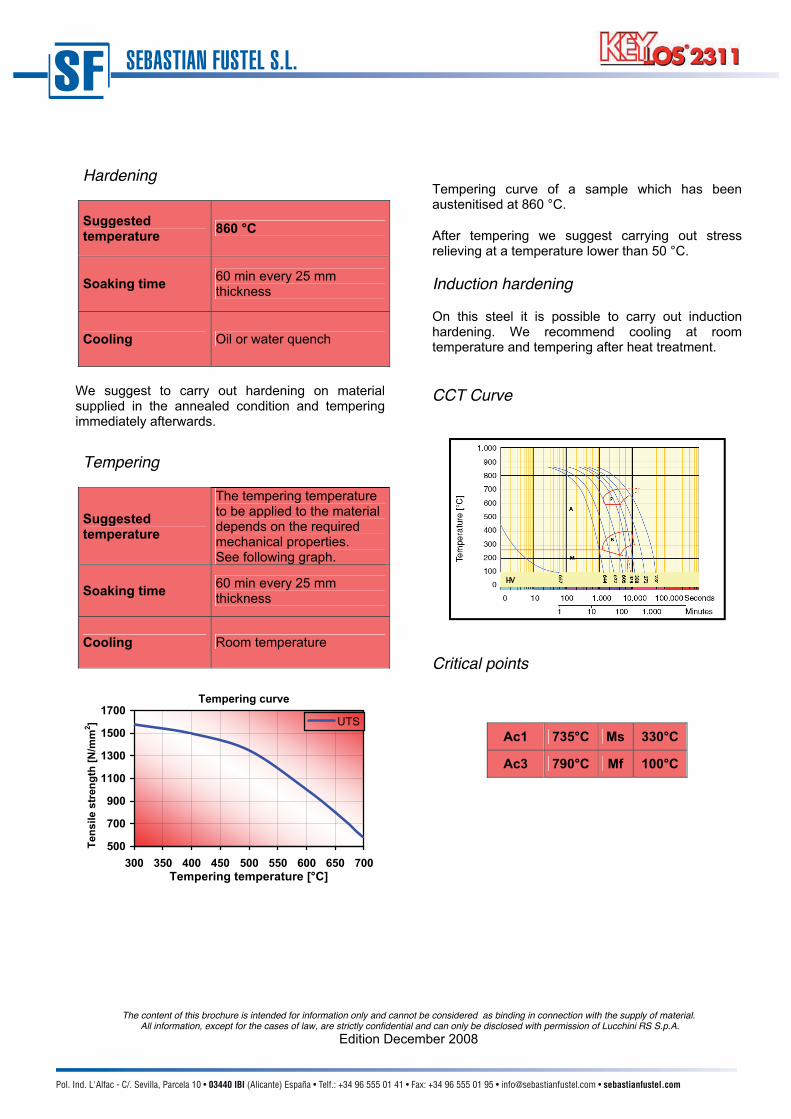
Tempering curve
500
700
900
1100
1300
1500
1700
300 350 400 450 500 550 600 650 700Tempering temperature [°C]
Tens
ile s
tren
gth
[N/m
m2 ] UTS
Tempering curve of a sample which has been austenitised at 860 °C.
After tempering we suggest carrying out stress relieving at a temperature lower than 50 °C.
Induction hardening
On this steel it is possible to carry out induction hardening. We recommend cooling at room temperature and tempering after heat treatment.
CCT Curve
Critical points
Ac1 735°C Ms 330°C
Ac3 790°C Mf 100°C
Pol. Ind. L'Alfac - C/. Sevilla, Parcela 10 • 03440 IBI (Alicante) España • Telf.: +34 96 555 01 41 • Fax: +34 96 555 01 95 • [email protected] • sebastianfustel.com
The content of this brochure is intended for information only and cannot be considered as binding in connection with the supply of material. All information, except for the cases of law, are strictly confidential and can only be disclosed with permission of Lucchini RS S.p.A.
Edition December 2008
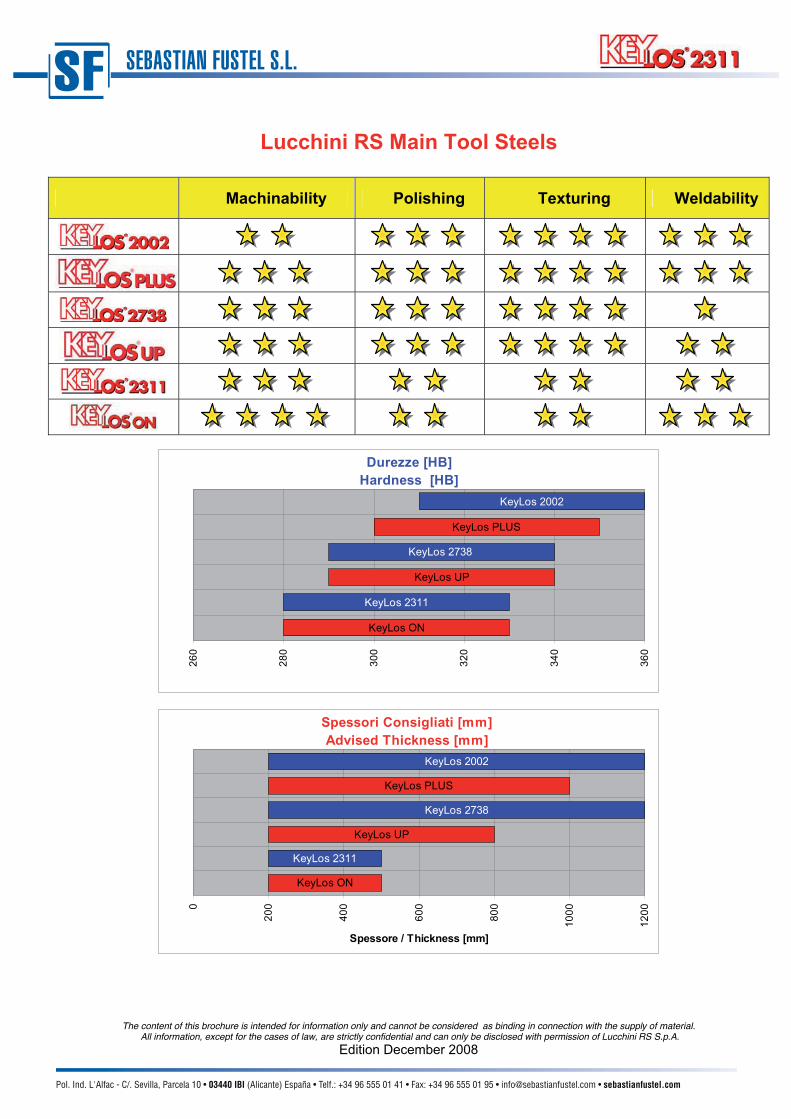
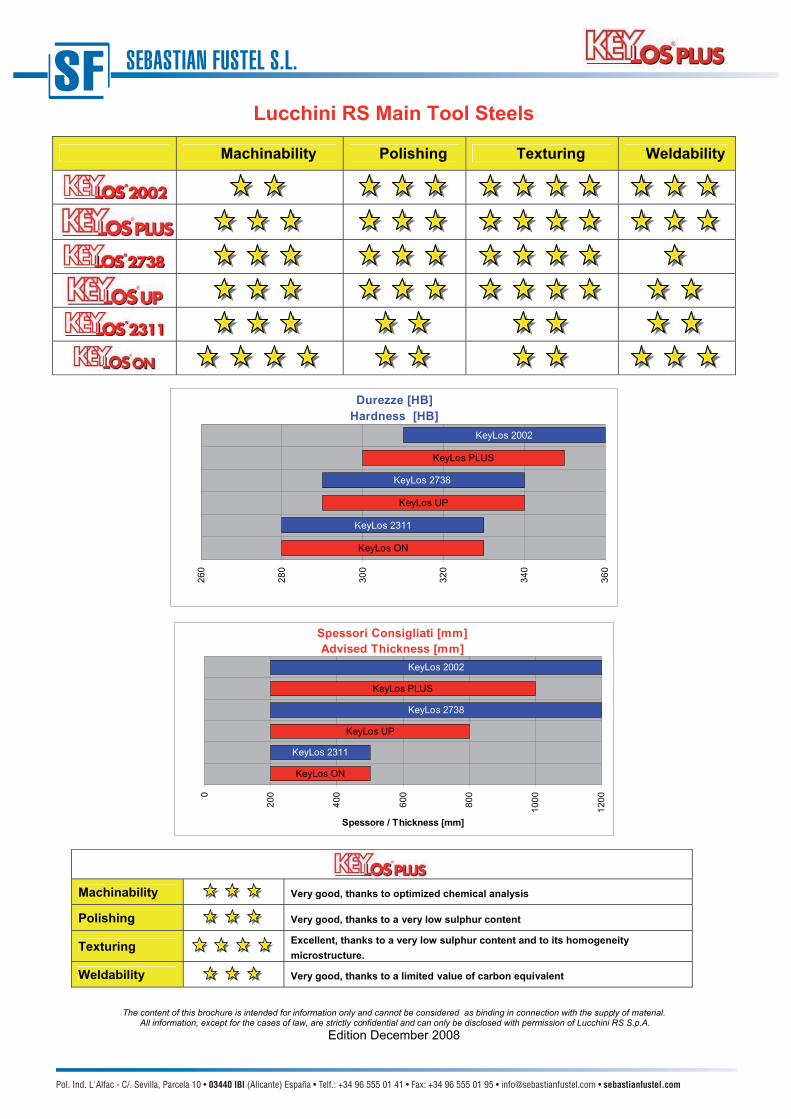
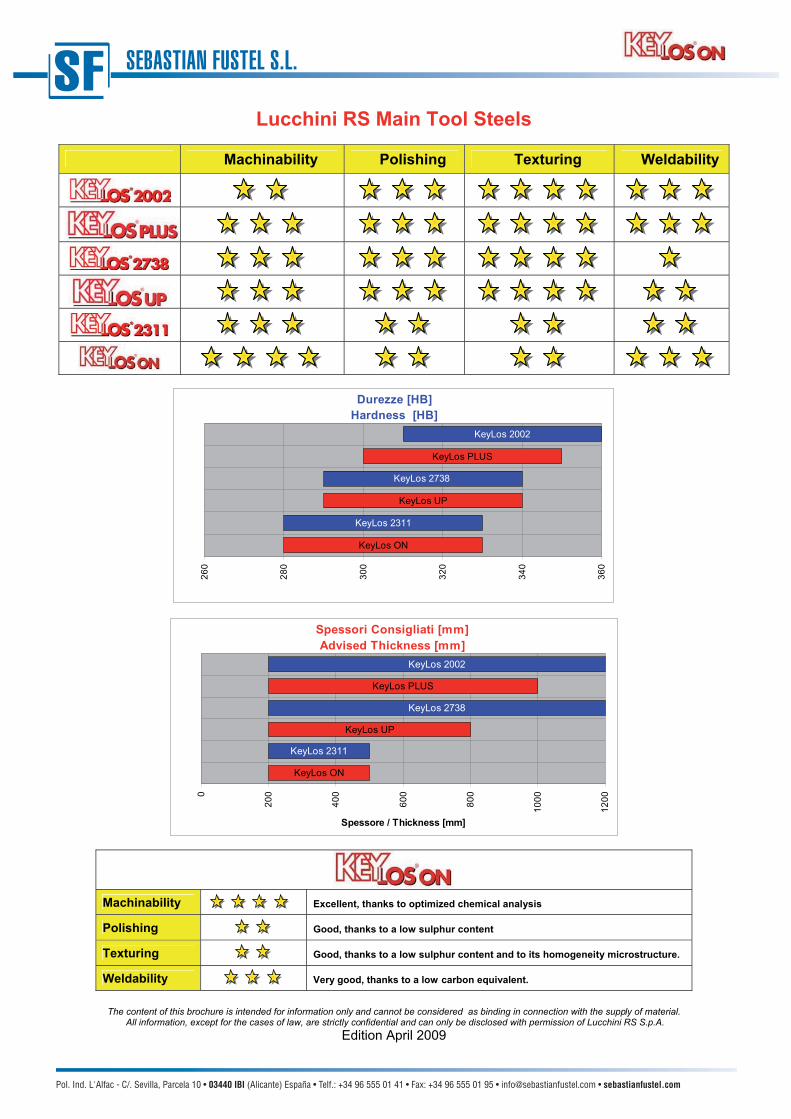
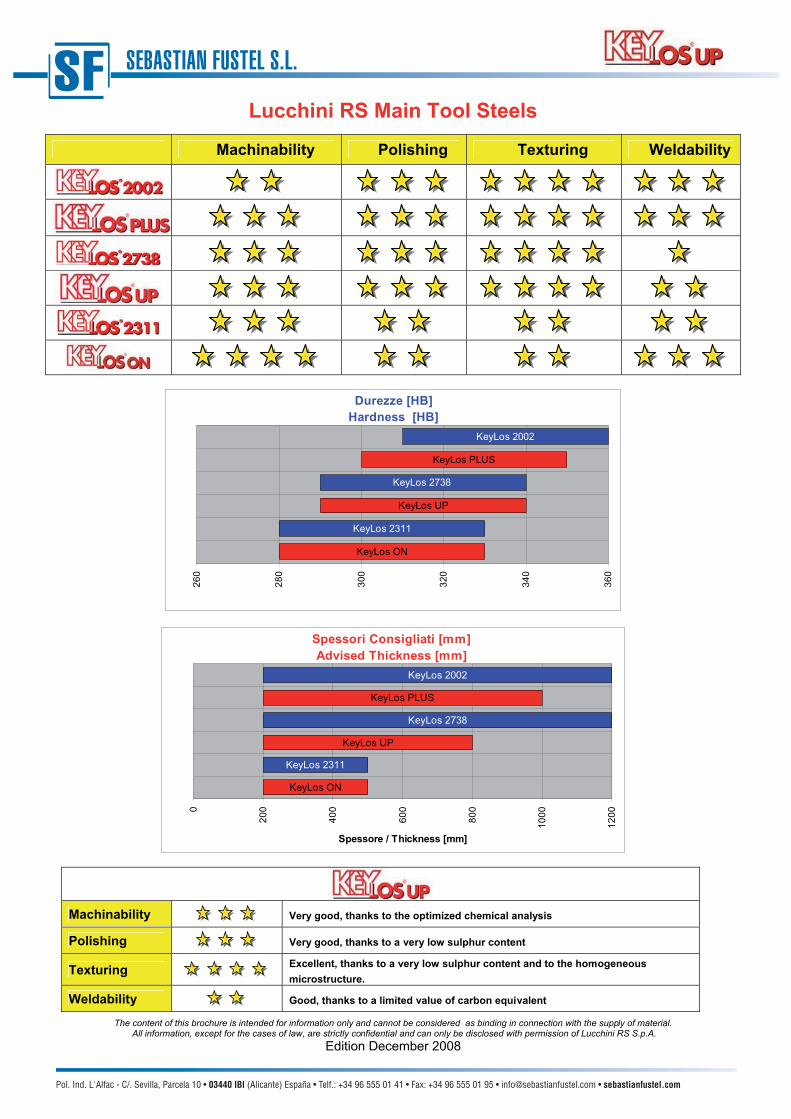
Lucchini RS Main Tool Steels
Machinability Polishing Texturing Weldability
Durezze [HB]Hardness [HB]
KeyLos PLUS
KeyLos UP
KeyLos ON
KeyLos 2311
KeyLos 2738
KeyLos 2002
260
280
300
320
340
360
Spessori Consigliati [mm]Advised Thickness [mm]
KeyLos PLUS
KeyLos UP
KeyLos ON
KeyLos 2311
KeyLos 2738
KeyLos 2002
0
200
400
600
800
1000
1200
Spessore / Thickness [mm]
Pol. Ind. L'Alfac - C/. Sevilla, Parcela 10 • 03440 IBI (Alicante) España • Telf.: +34 96 555 01 41 • Fax: +34 96 555 01 95 • [email protected] • sebastianfustel.com
The content of this brochure is intended for information only and cannot be considered as binding in connection with the supply of material. All information, except for the cases of law, are strictly confidential and can only be disclosed with permission of Lucchini RS S.p.A.
Edition December 2008
Welding
Welding of KeyLos® 2311 can give good results if the following procedure is followed:
Weldingtechnique TIG MMA
Pre-heating at 250÷300 °C
Recommended heat treatment
Stress relieving (see heat treatment paragraph)
For further information, please refer to the brochure.
Photo-engraving
Thanks to modern production processes and to the low sulphur content, KeyLos® 2311 is suitable for photo-engraving to obtain various patterns. For further information, please refer to the brochure.
Polishing
KeyLos® 2311 is particularly suitable for polishing. For further information, please refer to the brochure.
Via G. Paglia, 45 24065 Lovere (BG) - ITALY Tel. + 39 035 963492 Fax + 39 035 963551 Web http://www.LucchiniRS.it E-mail [email protected]
Pol. Ind. L'Alfac - C/. Sevilla, Parcela 10 • 03440 IBI (Alicante) España • Telf.: +34 96 555 01 41 • Fax: +34 96 555 01 95 • [email protected] • sebastianfustel.com

0,37-0,43
0,90-1,20
0,30-0,50
4,80-5,50
1,20-1,50
CC
SiSi
MnMn
CrCr
W. Nr.: 1.2344 - X40CrMoV5.11KU - AFNOR Z40CDV5 - AISI H13Normas de Referencia
Composición Química Indicativa
CARACTERISTICAS
Criterios de aceptación y control CNOMO E01.17.221.N - SEP 1921 - AQM 001-NADCA - LUCCHINI I.T. 669Estado de entrega: Recocido suave con una dureza HB ≤ 200
El acero EskyLos®
2344, gracias a sus excelentes características mecánicas encaliente, es adecuado para figuras sometidas a elevadas temperaturas enservicio. Producido mediante el proceso de refusión a través de escoriaelectroconductora (ESR), utilizando electrodos fabricados con tecnología“super clean”, posee características mecánicas e isotrópicas muy elevadas.
- Moldes para inyección a presión de aluminio- Moldes para inyección a presión de cobre y sus aleaciones
TRATAMIENTOS DE SUPERFICIE
APLICACIONES TIPICAS
Inyección
Alta isotropía
Buena resistencia en caliente
Alto límite elástico a elevada temperatura
Excelente tenacidad/ductilidad
- El acero EskyLos®
2344 posee características mecánicas, y de tenacidadconstantes, independientes de la dirección escogida, longitudinal ó transversal
- La resistencia en caliente y al revenido permite al molde mantener enservicio la dureza original.
- Un alto limite elástico en caliente en toda la sección de la barra retrasa laaparición de grietas por fatiga térmica.
Buen pulido y fotograbado - Un alto grado de micropureza y de homogeneidad estructural confieren alacero optimas características de pulido y fotograbado
- La tenacidad/ductilidad en todas las posiciones de las barras, incluso degrandes dimensiones, evitan en los moldes la aparición de macrogrietas y fisurasdebidas a la fatiga térmica. El valor de la resiliencia Kvw en el núcleo de la barraalcanza los 200 Julios
0,37-0,42
0,85-1,20
0,20-0,50
5,00-5,50
1,20-1,70
Nitruración
Recubrimientos PVD
Para aumentar la resistencia al desgaste en caliente, es posible endurecer lasuperficie de los moldes mediante nitruración.El acero EskyLos
®2344 se presta a la nitruración mediante la siguientes tecno-
logías:- Nitruración iónica- Nitruración gaseosa- Nitruración en baño de salesLa dureza de la capa nitrurada estará comprendida entre 900-1000 HV0,2.
Extrusión - Matrices para la extrusión de aluminio- Contenedores, camisas y punzones para prensas de extrusión
Estampación - Forja con estampa de materiales férricos- Forja con estampa de cobre y sus aleacionestampi
Moldes de plástico - Moldes de inyección de plástico, donde se necesita un elevado acabadosuperficial (Pulido a espejo)- Moldes de compresión (BMC, SMC)
El acero EskyLos®
2344 es adecuado para recubrimientos superficiales tipoPVD ó PA/CVD.
Mo
V 0,85-1,20V
Mo
23442344®®
Pol. Ind. L'Alfac - C/. Sevilla, Parcela 10 • 03440 IBI (Alicante) España • Telf.: +34 96 555 01 41 • Fax: +34 96 555 01 95 • [email protected] • sebastianfustel.com 14
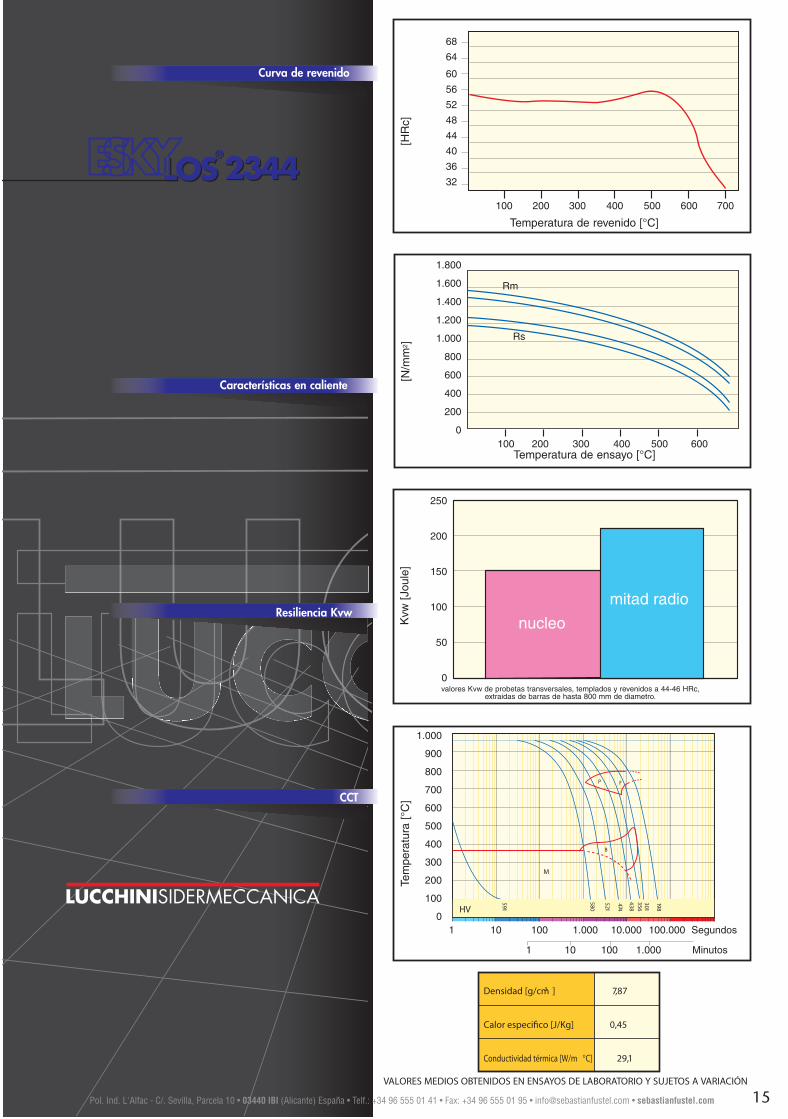
Curva de revenido
Características en caliente
Resiliencia Kvw
CCT
23442344
Densidad [g/cm ] 7,87
Calor especifico [J/Kg] 0,45
Conductividad térmica [W/m °C] 29,1
3
nucleo
mitad radio
valores Kvw de probetas transversales, templados y revenidos a 44-46 HRc,extraidas de barras de hasta 800 mm de diametro.
Kvw
[Jo
ule]
250
200
150
100
50
0
1.000
900
800
700
600
500
400
300
200
100
01 10 100 1.000 10.000 100.000 Segundos
1 10 100 1.000 Minutos
Tem
pera
tura
[°C
]
M
P
B
F
HV
591
580
521
474
438356301
198
®®
Temperatura de revenido [°C]
[HR
c]
68
64
60
56
52
48
44
40
36
32
100 200 300 400 500 600 700
Temperatura de ensayo [°C]
[N/m
m2 ]
1.800
1.600
1.400
1.200
1.000
800
600
400
200
0100 200 300 400 500 600
Rm
Rs
LUCCHINISIDERMECCANICA
VALORES MEDIOS OBTENIDOS EN ENSAYOS DE LABORATORIO Y SUJETOS A VARIACIÓN
Pol. Ind. L'Alfac - C/. Sevilla, Parcela 10 • 03440 IBI (Alicante) España • Telf.: +34 96 555 01 41 • Fax: +34 96 555 01 95 • [email protected] • sebastianfustel.com 15
4,80-5,50
1,20-1,50
CC
SiSi
MnMn
CrCr
MoMo
NiNi
0,50-0,60
0,15-0,35
0,50-0,80
0,60-0,80
0,25-0,35
1,50-1,80
VV 0,07-0,12
27112711W. Nr.: 1.2711 - 54NiCrMoV6Normas de Referencia
Composición Química Indicativa
CARACTERISTICAS
Normas de control SEP 1921 - CNOMO - LUCCHINI I.T. 669Estado de entrega: Tratado con una dureza HB 360 ÷ 400
Recocido con una dureza HB ≤ 250
El acero BeyLos®
2711 posee elevadas características mecánicas tanto encaliente como a temperatura ambiente, así como una tenacidad òptima abaja temperatura. Producido mediante un proceso de fabricación tipo “súperclean” con objeto de conseguir un nivel de inclusiones muy bajo. El aceroBeyLos
®2711‚ es aconsejable en moldes para inyecciòn de plástico de
mediano y gran tamaño, así como estampas destinadas al trabajo en calientede medias y grandes dimensiones con riesgo de fisuras o macrogrietas.
Buena soldabilidad - los moldes en acero BeyLos®
2711 pueden ser soldados con método TIG o MMA
Recubrimiento PVD
Nitruración
TRATAMIENTO DE SUPERFICIE
APLICACIONES TÍPICAS
Excelente Pulimentabilidad/Fotograbado
Buena resistencia en caliente
Excelente tenacidad/ductilidad
Buena resistencia al desgaste
- El acero BeyLos®
2711 gracias a su elevado grado de micropureza y a suhomogénea y alta dureza en todo su espesor, permite obtener un buen pulidoy fotograbado
- La resistencia en caliente y al revenido permite al molde mantener en serviciola dureza original durante el ciclo productivo
- la resistencia al desgaste en caliente es una característica muy valiosa parael utilizador del molde, esta es determinante para la duración en ejercicio delmolde y para la calidad de las piezas realizadas.
Para
aumentar la resistencia al desgaste es posible endurecer la superficie delos moldes mediante nitruración.El acero BeyLos
®2711 se presta a la nitruración mediante las siguientes
tecnologías:- Nitruración iónica- Nitruración gaseosa- Nitruración en baño de salLa
dureza de la capa nitrurada estará comprendida entre 900-1000 HV0,2Es posible endurecer localmente la superficie mediante temple por inducion opor llama.
El acero BeyLos®
21711 es adecuado para recubrimientos superficiales tipoPVD ó PA/CVD.
- La tenacidad / ductilidad previenen de la formación de grietas debidas a lafatiga térmica. El acero BeyLos
®2711‚ posee ademas una excelente tenacidad
a baja temperatura.
®®
Inyección plástico - Moldes de inyección- Moldes para inyección a baja presión (BMC, SMC)
Extrusion - Matrices de grandes dimensiones- Contenedores para prensas de extrusion
Estampación en caliente - Estampación de material ferroso- Estampación de cobre- Portamatrices
Pol. Ind. L'Alfac - C/. Sevilla, Parcela 10 • 03440 IBI (Alicante) España • Telf.: +34 96 555 01 41 • Fax: +34 96 555 01 95 • [email protected] • sebastianfustel.com 16
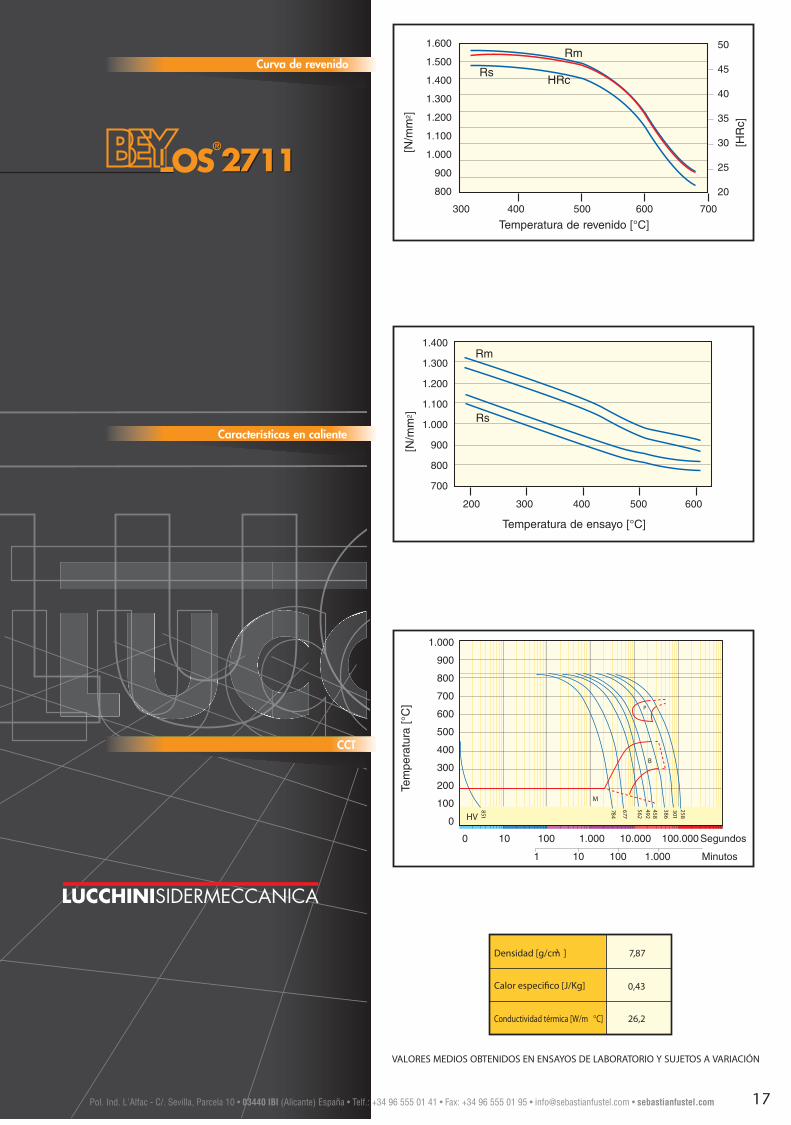
Curva de revenido
Características en caliente
CCT
7,87
0,43
26,2
3Densidad [g/cm ]
Calor especifico [J/Kg]
Conductividad térmica [W/m °C]
27112711®®
Temperatura de revenido [°C]
[N/m
m2 ]
1.600
1.500
1.400
1.300
1.200
1.100
1.000
900
800
300 400 500 600 700
Temperatura de ensayo [°C]
[N/m
m2 ]
[HR
c]
1.400
1.300
1.200
1.100
1.000
900
800
700
200 300 400 500 600
Tem
pera
tura
[°C
]
1.000
900
800
700
600
500
400
300
200
100
0
0 10 100 1.000 10.000 100.000 Segundos
1 10 100 1.000 Minutos
M
P
B
HV
851
677
784
562492458
386301258
RsHRc
Rm
Rm
Rs
50
45
40
35
30
25
20
LUCCHINISIDERMECCANICA
VALORES MEDIOS OBTENIDOS EN ENSAYOS DE LABORATORIO Y SUJETOS A VARIACIÓN
Pol. Ind. L'Alfac - C/. Sevilla, Parcela 10 • 03440 IBI (Alicante) España • Telf.: +34 96 555 01 41 • Fax: +34 96 555 01 95 • [email protected] • sebastianfustel.com 17
0,37-0,43
0,90-1,20
0,30-0,50
4,80-5,50
1,20-1,50
27382738
CC
SiSi
MnMn
CrCr
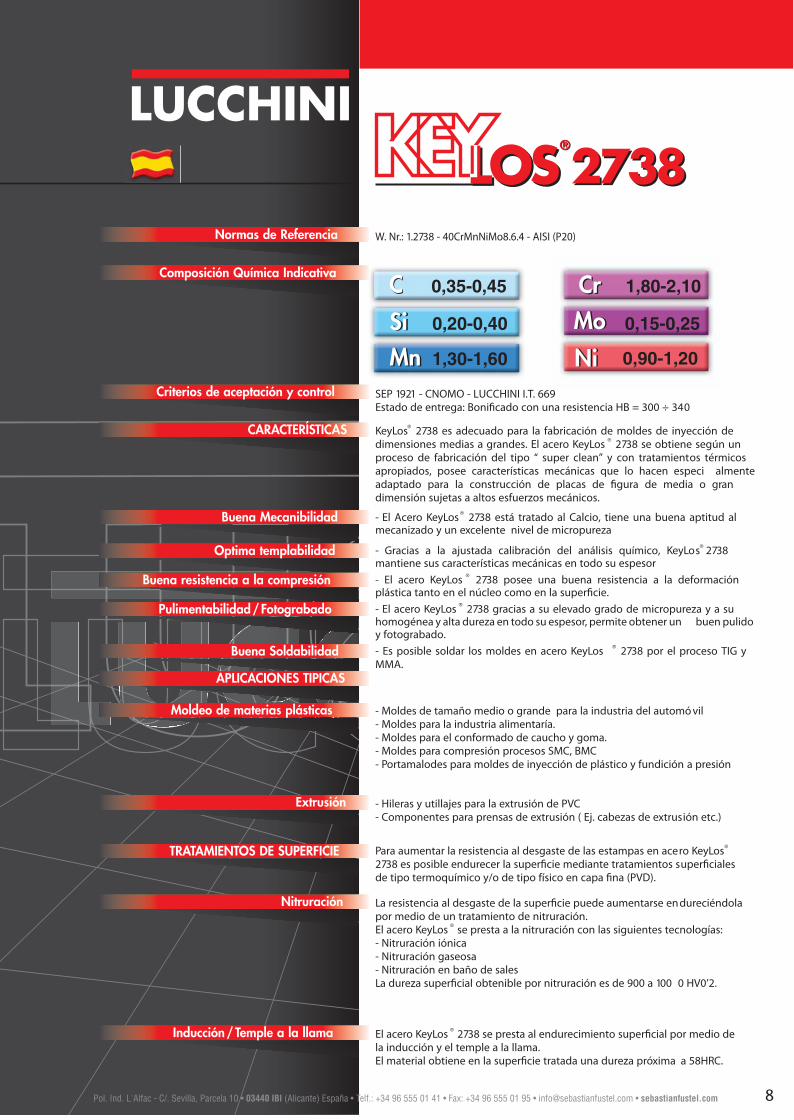
W. Nr.: 1.2738 - 40CrMnNiMo8.6.4 - AISI (P20)Normas de Referencia
Composición Química Indicativa
CARACTERÍSTICAS
Criterios de aceptación y control SEP 1921 - CNOMO - LUCCHINI I.T. 669Estado de entrega: Bonificado con una resistencia HB = 300 ÷ 340
KeyLos®
2738 es adecuado para la fabricación de moldes de inyección dedimensiones medias a grandes. El acero KeyLos
®2738 se obtiene según un
proceso de fabricación del tipo “ super clean” y con tratamientos térmicosapropiados, posee características mecánicas que lo hacen especi almenteadaptado para la construcción de placas de figura de media o grandimensión sujetas a altos esfuerzos mecánicos.
- Moldes de tamaño medio o grande para la industria del automó vil- Moldes para la industria alimentaría.- Moldes para el conformado de caucho y goma.- Moldes para compresión procesos SMC, BMC- Portamalodes para moldes de inyección de plástico y fundición a presión
TRATAMIENTOS DE SUPERFICIE
Moldeo de materias plásticas
Optima templabilidad
Buena Soldabilidad
Buena Mecanibilidad
- Gracias a la ajustada calibración del análisis químico, KeyLos®
2738mantiene sus características mecánicas en todo su espesor
Buena resistencia a la compresión - El acero KeyLos®
2738 posee una buena resistencia a la deformaciónplástica tanto en el núcleo como en la superficie.
- Es posible soldar los moldes en acero KeyLos®
2738 por el proceso TIG yMMA.
- El Acero KeyLos®
2738 está tratado al Calcio, tiene una buena aptitud almecanizado y un excelente nivel de micropureza
0,35-0,45
0,20-0,40
1,30-1,60
1,80-2,10
0,15-0,25
Nitruración
Inducción/Temple a la llama
La resistencia al desgaste de la superficie puede aumentarse endureciéndolapor medio de un tratamiento de nitruración.El acero KeyLos
®se presta a la nitruración con las siguientes tecnologías:
- Nitruración iónica- Nitruración gaseosa- Nitruración en baño de salesLa dureza superficial obtenible por nitruración es de 900 a 100 0 HV0’2.
Extrusión - Hileras y utillajes para la extrusión de PVC- Componentes para prensas de extrusión ( Ej. cabezas de extrusión etc.)
Para aumentar la resistencia al desgaste de las estampas en acero KeyLos®
2738 es posible endurecer la superficie mediante tratamientos superficialesde tipo termoquímico y/o de tipo físico en capa fina (PVD).
El acero KeyLos®
2738 se presta al endurecimiento superficial por medio dela inducción y el temple a la llama.El material obtiene en la superficie tratada una dureza próxima a 58HRC.
MoMo
Ni 0,90-1,20
®®
APLICACIONES TIPICAS
Pulimentabilidad/Fotograbado - El acero KeyLos®
2738 gracias a su elevado grado de micropureza y a suhomogénea y alta dureza en todo su espesor, permite obtener un buen pulidoy fotograbado.
Ni
Pol. Ind. L'Alfac - C/. Sevilla, Parcela 10 • 03440 IBI (Alicante) España • Telf.: +34 96 555 01 41 • Fax: +34 96 555 01 95 • [email protected] • sebastianfustel.com 8
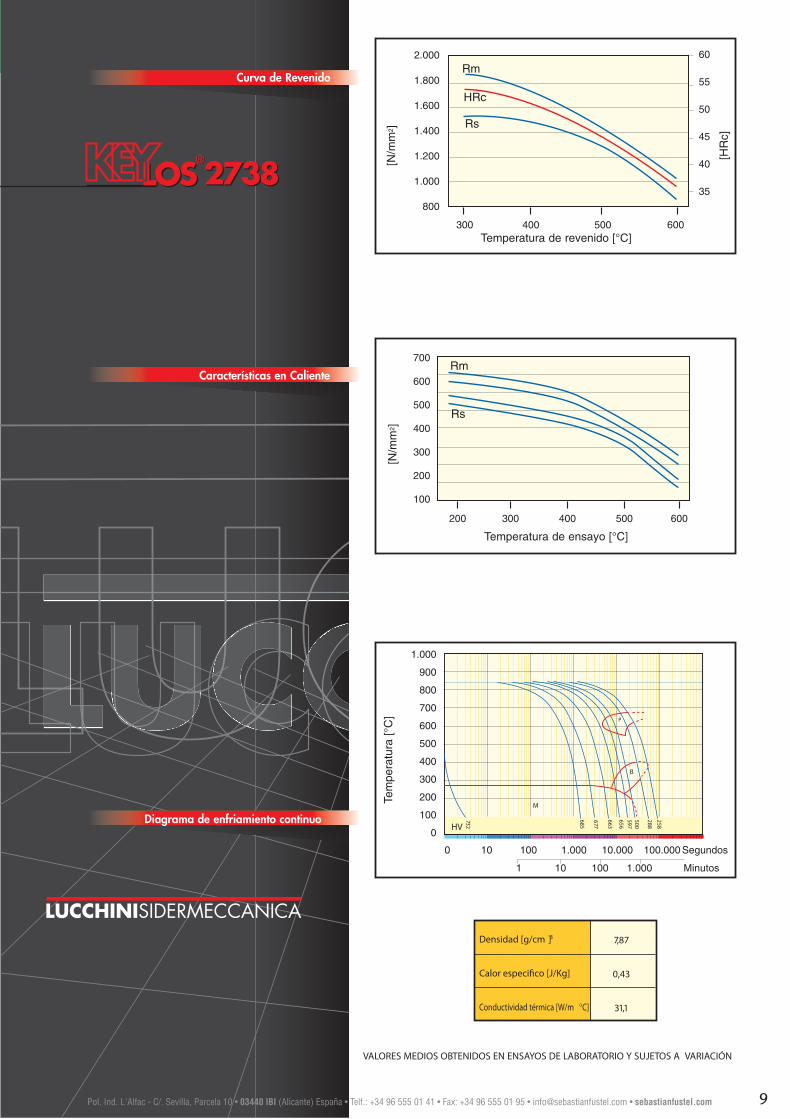
Curva de Revenido
Características en Caliente
Diagrama de enfriamiento continuo
27382738®®
Densidad [g/cm ] 7,87
Calor especifico [J/Kg] 0,43
Conductividad térmica [W/m °C] 31,1
3
VALORES MEDIOS OBTENIDOS EN ENSAYOS DE LABORATORIO Y SUJETOS A VARIACIÓN
Temperatura de revenido [°C]
[N/m
m2 ]
2.000
1.800
1.600
1.400
1.200
1.000
800
300 400 500 600
Temperatura de ensayo [°C]
[N/m
m2 ]
Tem
pera
tura
[°C
]
700
600
500
400
300
200
100
200 300 400 500 600
1.000
900
800
700
600
500
400
300
200
100
0
0 10 100 1.000 10.000 100.000 Segundos
1 10 100 1.000 Minutos
M
P
B
HV
732
677
685
663
656597500
288
258
Rs
Rm
Rs
Rm
HRc
60
55
50
45
40
35
[HR
c]
LUCCHINISIDERMECCANICA
Pol. Ind. L'Alfac - C/. Sevilla, Parcela 10 • 03440 IBI (Alicante) España • Telf.: +34 96 555 01 41 • Fax: +34 96 555 01 95 • [email protected] • sebastianfustel.com 9

Pol. Ind. L'Alfac - C/. Sevilla, Parcela 10 • 03440 IBI (Alicante) España • Telf.: +34 96 555 01 41 • Fax: +34 96 555 01 95 • [email protected] • sebastianfustel.com
Pol. Ind. L'Alfac - C/. Sevilla, Parcela 10 • 03440 IBI (Alicante) España • Telf.: +34 96 555 01 41 • Fax: +34 96 555 01 95 • [email protected] • sebastianfustel.com
Pol. Ind. L'Alfac - C/. Sevilla, Parcela 10 • 03440 IBI (Alicante) España • Telf.: +34 96 555 01 41 • Fax: +34 96 555 01 95 • [email protected] • sebastianfustel.com
Pol. Ind. L'Alfac - C/. Sevilla, Parcela 10 • 03440 IBI (Alicante) España • Telf.: +34 96 555 01 41 • Fax: +34 96 555 01 95 • [email protected] • sebastianfustel.com
Pol. Ind. L'Alfac - C/. Sevilla, Parcela 10 • 03440 IBI (Alicante) España • Telf.: +34 96 555 01 41 • Fax: +34 96 555 01 95 • [email protected] • sebastianfustel.com

Pol. Ind. L'Alfac - C/. Sevilla, Parcela 10 • 03440 IBI (Alicante) España • Telf.: +34 96 555 01 41 • Fax: +34 96 555 01 95 • [email protected] • sebastianfustel.com
Pol. Ind. L'Alfac - C/. Sevilla, Parcela 10 • 03440 IBI (Alicante) España • Telf.: +34 96 555 01 41 • Fax: +34 96 555 01 95 • [email protected] • sebastianfustel.com
Pol. Ind. L'Alfac - C/. Sevilla, Parcela 10 • 03440 IBI (Alicante) España • Telf.: +34 96 555 01 41 • Fax: +34 96 555 01 95 • [email protected] • sebastianfustel.com
Pol. Ind. L'Alfac - C/. Sevilla, Parcela 10 • 03440 IBI (Alicante) España • Telf.: +34 96 555 01 41 • Fax: +34 96 555 01 95 • [email protected] • sebastianfustel.com
Pol. Ind. L'Alfac - C/. Sevilla, Parcela 10 • 03440 IBI (Alicante) España • Telf.: +34 96 555 01 41 • Fax: +34 96 555 01 95 • [email protected] • sebastianfustel.com

Pol. Ind. L'Alfac - C/. Sevilla, Parcela 10 • 03440 IBI (Alicante) España • Telf.: +34 96 555 01 41 • Fax: +34 96 555 01 95 • [email protected] • sebastianfustel.com
Pol. Ind. L'Alfac - C/. Sevilla, Parcela 10 • 03440 IBI (Alicante) España • Telf.: +34 96 555 01 41 • Fax: +34 96 555 01 95 • [email protected] • sebastianfustel.com
Pol. Ind. L'Alfac - C/. Sevilla, Parcela 10 • 03440 IBI (Alicante) España • Telf.: +34 96 555 01 41 • Fax: +34 96 555 01 95 • [email protected] • sebastianfustel.com
Pol. Ind. L'Alfac - C/. Sevilla, Parcela 10 • 03440 IBI (Alicante) España • Telf.: +34 96 555 01 41 • Fax: +34 96 555 01 95 • [email protected] • sebastianfustel.com
Pol. Ind. L'Alfac - C/. Sevilla, Parcela 10 • 03440 IBI (Alicante) España • Telf.: +34 96 555 01 41 • Fax: +34 96 555 01 95 • [email protected] • sebastianfustel.com





![Metalurgia Soldabilidad Aceros [Modo de Compatibilidad]](https://static.fdocuments.ec/doc/165x107/55cf9d71550346d033ada717/metalurgia-soldabilidad-aceros-modo-de-compatibilidad.jpg)