Elaboración de un Manual de Análisis de Peligro de Puntos...
116
Análisis de Riesgos y Puntos Críticos de Control HACCP UNIVERSIDAD NACIONAL AUTÓNOMA DE NICARAGUA UNAN-LEÓN FACULTAD DE CIENCIAS QUÍMICAS CARRERA DE INGENIERÍA DE ALIMENTOS TRABAJO MONOGRÁFICO PARA OPTAR AL TÍTULO DE INGENIERO DE ALIMENTOS. TEMA: ELABORACION DE UN MANUAL DE ANALISIS DE PELIGRO Y PUNTOS CRÍTICOS DE CONTROL (HACCP) EN LA EMPRESA PASTEURIZADORA DE LECHE ¨LA VAQUITA¨ EN LA COMARCA LA GRECIA DE LA CIUDAD DE CHINANDEGA. Autores: Norman Miguel Alaniz Úbeda. Jarwin Javier García Torres. Tutor: Lic. Lorena Espinoza. León, 5 de julio 2011
Transcript of Elaboración de un Manual de Análisis de Peligro de Puntos...

Análisis de Riesgos y Puntos Críticos de Control HACCP
UNIVERSIDAD NACIONAL AUTÓNOMA DE NICARAGUA
UNAN-LEÓN
FACULTAD DE CIENCIAS QUÍMICAS
CARRERA DE INGENIERÍA DE ALIMENTOS
TRABAJO MONOGRÁFICO PARA OPTAR AL TÍTULO DE INGENIERO DE ALIMENTOS.
TEMA: ELABORACION DE UN MANUAL DE ANALISIS DE PELIGRO Y PUNTOS CRÍTICOS DE CONTROL (HACCP) EN LA EMPRESA PASTEURIZADORA DE LECHE ¨LA VAQUITA¨ EN LA COMARCA LA GRECIA DE LA CIUDAD DE CHINANDEGA. Autores: Norman Miguel Alaniz Úbeda.
Jarwin Javier García Torres. Tutor: Lic. Lorena Espinoza.
León, 5 de julio 2011

Análisis de Riesgos y Puntos Críticos de Control HACCP
ELABORACION DE UN MANUAL DE ANALISIS DE PELIGRO Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA EMPRESA PASTEURIZADORA DE LECHE ¨LA VAQUITA¨
Análisis de Riesgos y Puntos Críticos de Control HACCP
AGRADECIMIENTOS
A nuestro Padre Celestial, por permitirnos dar más allá de nuestras fuerzas, por protegernos siempre, que en cada momento nos lleno de sabiduría e inteligencia, nos regalo momentos de alegría y nos guardó en circunstancias difíciles, nos concedió paciencia para poder entendernos y trabajar eficientemente. A nuestros padres, por su apoyo incondicional, por caminar a nuestro lado con entusiasmo para que pudiésemos hacer realidad nuestros sueños, por su cariño y amor que nos inspiraba a seguir adelante, ahora entendemos porque no obligaban a hacer la tarea antes de salir a jugar. A nuestra familia, porque ellos fueron testigos de nuestra lucha, siendo parte ellos mismos de nuestra preparación que nos llevo a alcanzar nuestras metas. A nuestra tutora: Lic. Lorena Espinoza, que además de ser una excelente profesional, es también excelente persona y amiga, con su ayuda pudimos mantenernos siempre en la brecha, contribuyó de una manera más cercana a nuestro desarrollo como profesionales, ganamos experiencia, pero sobre todo ganamos una amiga. A la Empresa de Lácteos LaVaquita y de una manera muy especial al Ing. William Salinas, por su respaldo dándonos todo lo necesario de la empresa para poder realizar este trabajo, además compartiendo su experiencia, demostrándonos un carácter integro de un verdadero profesional. A nuestros amigos, con los que crecimos juntos a lo largo de la carrera, que estuvieron con nosotros con los que compartimos tantas aventuras, experiencias, desveladas y triunfos en el vóley.

Análisis de Riesgos y Puntos Críticos de Control HACCP
DEDICATORIA Dedico este trabajo a Dios, por ser Él quien me da la vida en cada segundo, sin la ayuda imprescindible de nuestro Señor no hubiese sido posible este sueño de haber terminado lo que comenzamos, en momentos en donde no encontrábamos explicación Dios siempre la tenia, por ser Él quien nos da este sentimiento de realización. A mis padres por ayudarme a que yo sobreviviera en todo este trayecto, porque ellos siempre quisieron con todo su corazón de que yo fuese alguien en la vida, a mi madre por su carácter indestructible inspirador y su amor incondicional, porque nunca dijo que no y a mi padre porque el siempre estuvo conmigo nunca se desapareció y soluciono problemas. A mis hermanos porque ellos son parte de mi satisfacción, ellos son parte de mis sueños, hago mención especial a mi hermana amada Ruth de los Ángeles Barrientos Torres, ella fue como mi segunda madre, además en momentos difíciles ha sido y será mi mejor amiga, resolvió problemas difíciles, ayudo en gran manera en mi desarrollo.
Br. Jarwin Javier García Torres Dedico este trabajo a mi Padre Celestial que en todo momento de mi caminar ha estado a mi lado dándome fuerzas, permitiéndome llegar con bien a este día, el más importante en mi vida y en mi formación. Dedico este trabajo a mi mamá que ha sido padre y madre, que siempre ha estado apoyándome en las buenas y en las malas, que siempre quiso formar mi carácter para que hoy sea un hombre de bien. A mi familia porque siempre me han visto como un ejemplo aunque muchas veces los he decepcionado, siempre me han dado consejos y orado por mí y porque siempre cumpla mis sueños. A todas las personas con las que compartí este largo trayecto y que estuvieron en mi camino que de una u otra manera ayudaron y fueron parte de mi vida aunque hoy ya no estén conmigo.
Br. Norman Miguel Alaniz Úbeda
ÍNDICE

Análisis de Riesgos y Puntos Críticos de Control HACCP
Reseña Histórica 6 Introducción 8 Objetivos 10 Antecedentes 11 Justificación 13 Marco Teórico 15 Historia de HACCP 16 Objetivos de HACCP 17 Enfoque de HACCP en la industria Láctea 18 Control de Estructuras de producción primaria 19 Control de leche clasificación por aptitud 19 Manejo de leche en la planta lechera 20 Principales enfermedades trasmitidas por alimentos lácteos 21 Clasificación de los peligros 22 Peligro Biológico 22 Peligro Químico 23 Peligro Físico 25 Prerrequisitos BPM y POES 28 Implementación HACCP 31 Los siete principios 34 Directrices para la aplicación del sistema HACCP 35 Árbol de Decisiones 44 Identificación de los PCC 45 Porque se recomienda el HACCP 57 Metodología 62 Resultados 63 Análisis de resultados 64 Conclusiones 75 Recomendaciones 76 Bibliografía 78 Anexos 79 Guía de elaboración de manual HACCP (MAGFOR) 79 Identificación de la planta 81 Organigrama de la empresa de Lácteos LA VAQUITA 82 Equipo HACCP 83 Ficha técnica de Queso Morolique 84 Flujograma de elaboración de Queso Morolique 85 Carta Tecnológica de Queso Morolique 86 Ficha técnica de Crema Acida 87 Flujograma de elaboración de Crema Acida 88
Carta Tecnológica de Crema Acida 89 Ficha técnica de Leche Fluida Pasteurizada Homogeneizada 90
Flujograma de elaboración de Leche Fluida Pasteurizada Homogeneizada 91 Carta Tecnológica de Leche Fluida Pasteurizada Homogeneizada 92

Análisis de Riesgos y Puntos Críticos de Control HACCP
Cuadro de Análisis de Riesgos 95 Control de Puntos Críticos 102 Árbol de Decisiones 103
Preguntas para determinar PCC 104 Diseño Arquitectónico de Planta LA VAQUITA 107 Glosario de Términos 109
Análisis de Riesgos y Puntos Críticos de Control HACCP

Análisis de Riesgos y Puntos Críticos de Control HACCP
RESEÑA HISTORICA Los conceptos que respaldan el sistema de análisis de peligros y puntos críticos de control se originan en 1959 con el objetivo de disminuir o evitar el riesgo de infección de Salmonella en la comida, incluso en el desarrollo de los sistemas que aseguran calidad del producto terminado (Corlett, 1998). De acuerdo con Mortimore y Wallace (1994), el sistema de análisis de peligros y puntos críticos de control (APPCC) fue originalmente diseñado por la Compañía Pillsburyconjuntamente con la NASA y los laboratorios Natick de las fuerzas armadas de los EUA. Esto surgió al observar que el control de calidad a través de la evaluación de producto terminado sólo puede ser efectivo al hacer un muestreo del 100% de la población, lo cual se vuelve imposible en algunas ocasiones, en cambio APPCC está destinado a hacer un control durante el proceso, asegurando que todo el producto sea de la misma calidad, evitando reproceso y devoluciones. El sistema APPCC como lo conocemos hoy en día, tomó forma en 1971 en la conferencia nacional de la protección de alimentos (AIB, 2004). Según Corlett (1998), el primer trabajo detallado de análisis de peligros y puntos críticos de control fue publicado en 1973 por la Compañía Pillsbury y fue utilizado para capacitar a los inspectores de la FDA en los principios de APPCC durante la promulgación de las existentes regulaciones federales mandatarias para productos enlatados y con baja acidez, para protegerlos contra Clostridiumbotulinum, que causa el botulismo. En ese momento se manejaban tres principios de uso general para la implementación del sistema análisis de peligros y puntos críticos de control: 1. Asesoramientos de peligros asociados con el crecimiento, cultivo, procesamiento y manufactura, distribución, mercadeo, preparación y/o el uso de una materia prima de en un alimento. 2. Determinación de los Puntos Críticos de Control requeridos para controlar cualquier riesgo o peligro identificado. 3. Establecimiento de los procedimientos para monitorear los Puntos Críticos de Control. En 1985 el programa APPCC tomó auge debido a las múltiples aplicaciones del sistema en varias categorías de alimentos no enlatados. Esto dio como resultado la formación de la Academia Nacional de Ciencia (NAS, por sus siglas en inglés), la cual a su vez da lugar para la formación del Comité Nacional de Consejeros sobre Criterios Microbiológicos en Alimentos (NACMCF, por sus siglas en inglés), que recomendó que:

Análisis de Riesgos y Puntos Críticos de Control HACCP
1. Debido a que APPCC provee un alcance más específico y detallado para el control de peligros microbiológicos presentes en los alimentos, su uso debería ser requerido por la industria. 2. Las agencias federales responsables de asegurar la inocuidad y calidad de los alimentos deberían conjuntamente establecer una Comisión de Criterios Microbiológicos para los Alimentos. Después de haber estado trabajando conjuntamente, la Comisión Internacional de Especificaciones Microbiológicas para Alimentos (ICMFS, por sus siglas en inglés) y la NACMCF, para crear uniformidad con propósitos internacionales en Noviembre de 1989, se dio la aprobación final de lo que se llamó “Sistema de Análisis de Riesgos y Control Crítico”, posteriormente se retituló a “Principios HACCP para la producción de alimentos”, a este documento se le agregó el riesgo debido a peligros químicos o físicos. En 1992, se actualizó el documento original de 1989, en el cual se retuvieron los siete principios. Esta actualización incluyó un nuevo procedimiento en el análisis del riesgo y un número de modificaciones con el objetivo de hacer el sistema más fácil de usar. También se propuso unificación de los principios ARPCC por parte de la industria y las agencias reglamentarias. De acuerdo con Corlett (1998) y AIB (2004), en 1995 y 1996, el sistema APPCC fue utilizado para implementar las regulaciones en mariscos y para productos cárnicos (res, cerdo y pollo), y en el 2003 se implementó el sistema para jugos. Los nuevos protocolos APPCC de la NACMCF y el Codex reflejan la evolución del sistema. Algunos procedimientos, particularmente los análisis de peligros, están en constante revisión. Todos los componentes de la industria de alimentos estarán bajo APPCC reglamentario para 2005 – 2010 (AIB, 2004).

Análisis de Riesgos y Puntos Críticos de Control HACCP
INTRODUCCION Debemos tener presente que para llevar a cabo la implementación HACCP, la empresa debe cumplir con la aplicación de los prerrequisitos (BPM y POES). Una vez que en la gerencia se ha tomado la decisión de certificar la empresa, debe haber un compromiso de la dirección e inducir al personal. Existen diferentes factores por los cuales se deterioran los alimentos y se producen enfermedades transmitidas por ellos. Estos están expuestos según el tratamiento a: peligros microbiológicos, químicos y físicos. Para la implementación del sistema HACCP, las líneas de proceso o de producción deben entrar a esta metodología o sistema, siguiendo un enfoque de riesgos, estableciendo controles de acuerdo al peligro. Se estima que la principal causa del deterioro de los alimentos y de enfermedades transmitidas por estos, corresponde a la acción de los microorganismos, siendo las pérdidas económicas sumamente considerables, aunque también es significativa la incidencia de otros riesgos, originados por peligros de naturaleza física y química, que ocasionan falta de inocuidad, provocando en el hombre enfermedades de origen alimentario. En el análisis microbiológico del producto final existen limitantes, como son el tamaño de la muestra y la frecuencia, aunque esto en la actualidad este generalizado, a veces no resulta tan eficiente, obteniendo datos poco significativos. Además de los costos y el tiempo que pueda retribuir una falta de inocuidad de los productos. Aunque con los análisis microbiológicos se puedan identificar efectos pero en ningún caso controlar causas, es por ello que se debe aplicar sistemáticamente los controles que se han determinado por el plan HACCP para asegurar la inocuidad del producto final. El HACCP es un sistema de gestión eficaz de la inocuidad de los alimentos. En Nicaragua, el Ministerio de Agricultura Ganadería y Forestal (MAGFOR), es el encargado de promover el diseño, implementación y certificación del plan HACCP, en los diferentes procesos de producción de alimentos. La empresa de lácteos LA VAQUITA fue constituida legalmente a los seis días del mes de Julio del año 2005, por iniciativa de profesionales ligados al sector lácteo, para hacer frente a nuestras necesidades productivas, aspiraciones económicas y sociales, por medio de una planta procesadora de lácteos de propiedad conjunta y democráticamente controlada. El interés de la empresa en el certificado HACCP, es garantizar mayor inocuidad de alimentos, facilitar el comercio internacional, mejor aprovechamiento de recursos (disminución de costos por remanejos y devoluciones), facilitar la inspección por autoridades fiscalizadoras, prestigio de la marca, efectos favorables para la calidad en lo

Análisis de Riesgos y Puntos Críticos de Control HACCP
concerniente a la higiene, plazo de validez e integridad económica del producto y respuesta más oportuna a problemas. Con la realización de este estudio pretendemos obtener el análisis de riesgos y los puntos críticos de control, que se presentan en el flujograma de procesos de cada producto, a través de la identificación de los diferentes peligros (físicos, químicos o biológicos), con el objetivo enfocado en la inocuidad del producto final.

Análisis de Riesgos y Puntos Críticos de Control HACCP
OBJETIVOS
OBJETIVO GENERAL:
Elaborar un manual de análisis de peligros y puntos críticos de control (HACCP) para la empresa pasteurizadora de leche LA VAQUITA.
OBJETIVOS ESPECIFICOS: 1. Diseñar con la aplicación de los siete principios HACCP el análisis de riesgos y puntos
críticos de control, para la empresa pasteurizadora de leche LA VAQUITA. 2. Identificar los puntos críticos de control a partir de la evaluación de los riesgos
asociados a las operaciones unitarias en los flujos tecnológicos de los procesos.
3. Establecer las planillas de monitoreo y acciones correctivas correspondientes a los productos elaborados en la empresa pasteurizadora de Leche La Vaquita.

Análisis de Riesgos y Puntos Críticos de Control HACCP
ANTECEDENTES A través de los años, el hombre se ha obsesionado y preocupado por mantenerla salubridad y las adecuadas características organolépticas de los alimentos recolectados o procesados. En el siglo anterior se registra un cambio de importancia en la prosecución de estos objetivos a partir de los descubrimientos de Appert y Pasteur, quienes logran diseñar los primeros métodos de reducción de patógenos y aumento de la conservación de los alimentos. Posteriormente se observa la industrialización de los procesos de elaboración, aplicando los principios básicos descubiertos por los investigadores antes mencionados, más el agregado de “nuevas” tecnologías para ese momento, tales como la congelación, refrigeración, deshidratación controlada, envasado aséptico, etc. Como consecuencia de ello, la industria y los centros de investigación se vieron impulsados a desarrollar diversos estándares que pudieran definir la clasificación, denominación y condiciones de seguridad que deben presentar los alimentos en sus diferentes presentaciones. El resultado de estos trabajos fue reflejado en leyes locales, Códigos de Práctica, Reglas y otros documentos, los cuales en algunos casos no cubrían las particularidades de cada caso, se superponían en algunos aspectos y quizás lo más preocupante, no ofrecían necesariamente la garantía suficiente sobre las condiciones de seguridad que el alimento pudiese requerir. El motivo de esta falta de seguridad está relacionado con el hecho que, aun a pesar de contar con una Norma o Criterio adecuado, la decisión final de aptitud recae en el Muestreo e Inspección de un número pequeño de unidades (muestras) correspondientes a una fabricación (lote). Esta garantía o seguridad se puede incrementar fácilmente aumentando el número de muestras (o valor n), lo cual se torna impracticable para la mayoría de los laboratorios de control e incrementa los costos de todos los sectores involucrados (productor, control oficial y consumidor). Para resolver este dilema, varias empresas y organismos se volcaron a tratar de confeccionar un Sistema de Calidad que garantizara la inocuidad de los alimentos desde las primeras etapas de fabricación, actuando en forma preventiva. Estos objetivos son cubiertos en gran parte por el desarrollo efectuado por el Dr. Howard Bauman de la compañía Pillsbury en forma conjunta con la Agencia de Aeronavegación Espacial de los EE.UU. (NASA) y los Laboratorios de la US ArmyenNatick, el cual se denominó “Sistemas de Análisis de Riesgos y Puntos Críticos de Control” (HACCP o HazardAnalysis of Critical Control Pointspor sus siglas en ingles).

Análisis de Riesgos y Puntos Críticos de Control HACCP
Las primeras preocupaciones de la NASA fueron las posibles interferencias de las “migajas” de los alimentos que consumieran los astronautas sobre el instrumental electrónico, y en segundo término la diseminación de microorganismos y toxinas a partir de dichas “migajas”. Para prevenir estos peligros, se adoptó el sistema ingenieril llamado FMEA (FailureMode and EffectAnalysis) o Análisis de Fallas, Causa y Efecto, el cual posee un esquema analítico de preguntas y respuestas para determinar los probables orígenes de una falla o defecto. Sin embargo, el modelo inicial del HACCP fue presentado en público recién en 1971 durante la Conferencia Nacional de Protección de Alimentos en Washington D.C., tomando mayor impulso a partir del reporte efectuado por el Subcomité del Comité de Protección de los Alimentos de la Academia Nacional de Ciencias de E.E.U.U. (NAS) en 1985. Años después, se crean diversas comisiones y comités ejecutivos de los organismos oficiales, organismos no gubernamentales y asociaciones científicas, entre las cuales podemos destacar los aportes efectuados por la ICMSF (Comisión Internacional para Especificaciones Microbiológicas de Alimentos) en 1982, la comisión AD-HOCde la NACMCF (NationalAdvisoryCommissionMicrobiologicalCriterialforFoods) creada en 1989, y sus posteriores contribuciones. Todos estos trabajos incorporan nuevos elementos, tales como: una ampliación del concepto de seguridad con los peligros de origen químico y físico, la introducción de los “siete principios del Sistema HACCP”, el uso del árbol de decisión para determinar los Puntos Críticos de Control (PCC), etc. Como último tramo de esta resumida historia evolutiva, debemos destacar las guías efectuadas por el Comité de Codex en Higiene Alimentaria en 1993 (GuidelinesfortheApplication of the HACCP System), con sus revisiones posteriores, ya que las mencionadas guías son un marco de referencia para los distintos países que comercializan alimentos fuera de sus fronteras y que tiene la necesidad de adoptar un modelo de autocontrol preventivo en la Seguridad Alimentaria aceptado internacionalmente.

Análisis de Riesgos y Puntos Críticos de Control HACCP
JUSTIFICACION El plan HACCP es un sistema de control de calidad e inocuidad de alimentos, por ello surge como una respuesta para la prevención de enfermedades transmitidas por alimentos, a través del control de riesgos y puntos críticos, que se realiza durante el proceso productivo, para garantizar la inocuidad del producto final. La responsabilidad de su implementación esta sobre el empresario, que además de que la empresa se beneficia, por ofrecer un producto de calidad e inocuo, además incrementa los ingresos en la empresa, que pueden ser por reducción de los costos operativos, disminuye la necesidad de recolección, y análisis de muestras, la destrucción, o nuevo procesamiento del producto final por razones de seguridad. Este sistema es continuo, detectándose los problemas antes de que ocurran, o en el momento en que aparecen, y aplicándose inmediatamente las acciones correctivas. Es sistemático, por ser un plan completo que cubre todas las operaciones, los procesos y las medidas de control, disminuyendo el riesgo de ETA. La implementación del sistema HACCP reduce la necesidad de inspección y el análisis de productos finales. Aumenta la confianza del consumidor y resulta en un producto inocuo y comercialmente más viable. Facilita el cumplimiento de exigencias legales y permite el uso más eficiente de recursos, con la consecuente reducción en los costos de la industria de alimentos y una respuesta más inmediata para la inocuidad de los alimentos. El sistema HACCP aumenta la responsabilidad y el grado de control de la industria de alimentos. Según la FAO, un sistema HACCP implementado de modo adecuado estimula mayor compromiso de los manipuladores de alimentos y garantiza su inocuidad, además de motivar a los operarios. El sistema HACCP puede aplicarse en todas las fases del procesamiento y desarrollo de los alimentos, desde las primeras etapas de la producción hasta el consumo. Los principios HACCP se aplican a toda y cualquier actividad relacionada con alimentos. Un plan HACCP, sin embargo, es específico para un producto o grupo de productos y el proceso en cuestión. Todas las personas que participan del sector productivo de alimentos deben estar comprometidas en la implementación del sistema, los principios HACCP y la elaboración del plan HACCP. Cabe mencionar que el comercio internacional de alimentos es regulado por la Organización Mundial del Comercio (OMC), el cual garantiza que todas las relaciones económicas de alimentos sean controladas por normas, directrices y recomendaciones de la Comisión del Codex Alimentarius, de la Organización Mundial de Sanidad Animal (OIE) y

Análisis de Riesgos y Puntos Críticos de Control HACCP
de la Convención Internacional de Protección Fitosanitaria (IPPC o CIPF). Las normas y, directrices y otras recomendaciones del Codex se tornaron la base para la producción de alimentos inocuos y la protección del consumidor en el comercio internacional de alimentos. Así, las Directrices para la Aplicación del Sistema de Análisis de Peligros y Puntos Críticos de Control (HACCP) del Codex Alimentarius se volvieron referentes para las legislaciones internacionales de inocuidad de alimentos. Con el objetivo de facilitar el comercio internacional de alimentos, deben tomarse las medidas necesarias para el entrenamiento de personal, la transferencia de tecnología y el fortalecimiento de los sistemas nacionales de control de alimentos. Por lo tanto, los países exportadores pueden exigir recursos adicionales para ayudar a sus industrias de alimentos a atender esas nuevas exigencias relacionadas con el empleo del sistema HACCP.

Análisis de Riesgos y Puntos Críticos de Control HACCP
MARCO TEORICO

Análisis de Riesgos y Puntos Críticos de Control HACCP
HISTORIA DE HACCP El sistema de Análisis de Peligros y Puntos Críticos de Control (HACCP) se relaciona específicamente con la producción de alimentos inocuos y, según la FAO, es "un abordaje preventivo y sistemático dirigido a la prevención y control de peligros biológicos, químicos y físicos, por medio de anticipación y prevención, en lugar de inspección y pruebas en productos finales". El sistema HACCP se basa en una serie de etapas interrelacionadas, inherentes al procesamiento industrial de alimentos, que se aplican a todos los segmentos y eslabones de la cadena productiva, desde la producción primaria hasta el consumo del alimento. Tiene como base o punto de partida la identificación de los peligros potenciales para la inocuidad del alimento y las medidas de control de dichos peligros. El primer acontecimientode origen del sistema HACCP está asociado a W.E. Domingo, y sus teorías de gerencia de calidad, se consideran la principal causa de los cambios en la calidad de los productos japoneses, en los años 50. El Dr. Domingo y otros profesionales desarrollaron el sistema de gerencia de la calidad total (total quelite mánateme - TQM), que aborda un sistema que tiene como objetivo la fabricación, y que puede mejorar la calidad y reducir los costos. El segundo acontecimiento y el principal fue el desarrollo del concepto de HACCP. En la década de 1960, la PillsburyCompany, el Ejército de los Estados Unidos y la Administración Espacial y de la Aeronáutica (NASA) desarrollaron un programa para la producción de alimentos inocuos para el programa espacial americano. Considerando las enfermedades que podrían afectar a los astronautas, se juzgó como más importantes aquellas asociadas a las fuentes alimentarias. Así, la PillsburyCompany introdujo y adoptó el sistema HACCP para garantizar más seguridad, mientras reducía el número de pruebas e inspecciones al producto final. El sistema HACCP permitió controlar el proceso, acompañando el sistema de procesamiento de la manera más detallada posible, utilizando controles en las operaciones, y/o técnicas de monitoreo continuo en los puntos críticos de control. La PillsburyCompany presentó el sistema HACCP en 1971, en una conferencia sobre inocuidad de alimentos en los Estados Unidos, y el sistema después sirvió de base para que la FDA (Administración de Alimentos y Medicamentos) desarrollara normas legales para la producción de alimentos enlatados de baja acidez. En 1973, la PillsburyCompany publicó el primer documento detallando la técnica del sistema HACCP, usado como referencia para entrenamiento de inspectores de la FDA.

Análisis de Riesgos y Puntos Críticos de Control HACCP
En 1985, la Academia Nacional de Ciencias de los EUA, contestando a las agencias de control y fiscalización de alimentos, recomendó el uso del sistema HACCP en los programas de control de alimentos. En 1988, la Comisión Internacional para Especificaciones Microbiológicas en Alimentos (ICMSF) publicó un libro que sugería el sistema HACCP como base para el control de calidad, desde el punto de vista microbiológico. La Comisión del Codex Alimentarius incorporó el Sistema HACCP (ALINORM 93/13ª, Appendix II) en su vigésima reunión en Ginebra, Suiza, del 28 de junio al 7 de julio de 1993. El Código de Prácticas Internacionales Recomendadas - Principios Generales de Higiene Alimentaria [CAC/RCP 1-1969, Rev. 3 (1997)], revisado y adicionado del Anexo "Directrices para la Aplicación del Sistema HACCP", fue adoptado por la Comisión del Codex Alimentarius, en su vigésima segunda reunión, en junio de 1997. Codex AlimentariusALINORM 93/13ª, Appendix II CAC/RCP 1-1969, Rev. 3 (1997). OBJETIVO DE HACCP El objetivo del sistema HACCP es identificar los peligros relacionados con la seguridad del consumidor que puedan ocurrir en la cadena alimentaria, estableciendo los procesos de control para garantizar la inocuidad del producto. El sistema HACCP se basa en un sistema de ingeniería conocido como Análisis de Fallas, modos y efectos, donde en cada etapa del proceso, se observan los errores que pueden ocurrir, sus causas probables y sus efectos, para entonces establecer el mecanismo de control. El sistema HACCP es una herramienta de gerencia que ofrece un programa efectivo de control de peligros. Es racional, pues se basa en datos registrados relacionados con las causas de ETA y de vigilancia de contaminantes en laboratorios. Es también lógico y abarcativo, ya que considera los ingredientes, el proceso y el uso posterior del producto. El sistema HACCP es compatible con otros sistemas de control de calidad. Esto significa que inocuidad, calidad y productividad pueden abordarse en conjunto, resultando en beneficios para los consumidores, más ganancias para las empresas y mejores relaciones entre todas las partes que participan, en función del objetivo común de garantizar la inocuidad y la calidad de los alimentos. Todo esto se expresa en evidente beneficio para la salud y para la economía de los países.La creciente aceptación del sistema HACCP en todo el mundo, por parte de industrias, gobiernos y consumidores, juntamente con su compatibilidad con sistemas de garantía de calidad, permiten prever que esta herramienta será la más utilizada, en el siglo XXI, para garantizar la inocuidad de los alimentos en todos los países. El sistema HACCP se diferencia de otros tipos de control por estar basado en la ciencia y ser de carácter sistemático. Su aplicación posibilita identificar peligros específicos y
Análisis de Riesgos y Puntos Críticos de Control HACCP
desarrollar medidas de control apropiadas para controlarlos, garantizando, de ese modo, la inocuidad de los alimentos. HACCP es una herramienta para identificar peligros y establecer sistemas de control enfocados en la prevención, en vez de concentrarse en el análisis del producto final. Cualquier sistema HACCP bien elaborado debe ser capaz de acomodar cambios como sustitución de equipamiento, evolución tecnológica en el proceso, etc. ENFOQUE HACCP EN LA INDUSTRIA LÁCTEA La calidad de la leche está determinada por aspectos de composición e higiene. Los requerimientos de calidad e higiene para la leche cruda varían entre conceptosque postulan la protección de la salud humana y propiedades que son deseablespreservar, como por ejemplo nutricionales. La leche es un medio magnífico para el desarrollo de microorganismos y por esto presenta un riesgo de rápido deterioro de su calidad microbiológica a partir delordeño hasta el tiempo de utilización en la planta procesadora de leche. Afortunadamente la moderna tecnología alimentaria ofrece un número deprocesos para eliminar o reducir los microorganismos indeseables en productos lácteos o mantener su número al nivel más bajo posible controlando otras variables. Hoy una gran información está disponible tanto para las autoridades de la salud comopara los industriales, acerca de cómo es alterada la microbiología de los distintosproductos lácteos por los efectos de los diferentes tratamientos térmicos. Sobre la base de estas experiencias, es posible predecir el estado microbiológicode un producto y la calidad microbiológica necesaria de la materia prima aemplear. Los siguientes requerimientos son de gran importancia para asegurar la calidaden la producción de productos lácteos en la planta:
1. La leche debe ser de una alta calidad microbiológica. 2. La calidad microbiológica de la leche no debe deteriorarse desde el períodode
ordeño al de elaboración en la planta lechera. Los criterios generales exigibles a la leche cruda para obtener leche y productoslácteos de alta calidad son:
1. Bajo número de microorganismos saprófitos. 2. Ausencia o bajo número de microorganismos patógenos. 3. Disminución de los residuos de drogas veterinarias debido a los tratamientos
decontrol y profilaxis de mastitis, tanto como sea posible y respetando los LMR. 4. Reducción o minimización de contaminantes, transferidos por ejemplo por
laalimentación animal (pasto, balanceados, etc.) o por el medio ambiente, limitandoel uso de aquellos que tengan Límite Máximo de Residuo (LMR).

Análisis de Riesgos y Puntos Críticos de Control HACCP
CONTROL DE ESTRUCTURAS DE PRODUCCIÓN PRIMARIA Las autoridades públicas y los servicios de producción primaria de las empresastambién chequean el nivel de higiene de los campos y establecimientos productivos:
1. Limpieza e higiene de los establecimientos de producción, tambos. 2. Sanidad de los animales. 3. Mantenimiento de equipamientos de ordeñe. 4. La técnica de ordeñe/limpieza de pezones y de ordeñadoras. 5. Almacenaje de leche en tanques con frío. 6. La observación de las condiciones higiénicas son supervisadas regularmente.
CONTROL DE LECHE CLASIFICACIÓN POR APTITUD: Recolección de leche cruda: Para un adecuado manejo de la recolección y transporte de la lechecruda a planta, se deben tener en cuenta, entre otros, los siguientes aspectos: Acceso al tambo: La leche debe ser recolectada apropiadamente en los tanquesrecolectores de leche.Las condiciones higiénicas del camino de acceso al lugar de recoleccióndebería ser el adecuado.El vehículo que transporta la leche por ruta, el camión cisternadebería evitar el contacto con las fuentes de contaminación, por ej.:montones de abono o ensilaje, etc. Recolección y transporte a la planta: La leche debe ser transportada a la planta bajo condiciones talesque la calidad microbiológica de la misma no sea alterada, siendotransportada directamente y sin ningún retraso innecesario.Los tanques recolectores de leche deben ser diseñados y construidosadecuadamente. Durante el transporte, la temperatura de la leche no debería exceder los 7 a 9°C y debe ser conservada en contenedores herméticamentecerrados. El tanque de transporte de leche o derivados no debe ser usadopara transportar ningún otro material o producto, debido a que podríanpresentar un riesgo de contaminación microbiológica o química de laleche. La leche que no reúna las condiciones de aptitud establecidasdebe ser separada hasta definir su destino final. En algunos casos, dichaseparación puede efectuarse en el tambo, no enviándose esta leche. Los tanques de transporte de leche deben ser limpiados y desinfectadosinternamente y enjuagados externamente al menos diariamentey siempre que haya una prolongada espera entre las recolecciones. La limpieza y desinfección deberá ser chequeada regularmente. El transportista: conductor debe haber recibido instrucción respecto al manejode higiene de la leche.

Análisis de Riesgos y Puntos Críticos de Control HACCP
Debe usar indumentaria de trabajo limpia y no debe sufrir infeccioneso enfermedades contagiosas las cuales involucran un riesgo decontaminación de la leche cruda.No debe tener acceso a los lugares donde estén los animales, ositios donde haya estiércol o residuos de abono. Deberá estar seguroque las prendas y el calzado no estén contaminados con el abono ycuando esto suceda, los mismos deberán ser cambiados y/o limpiadosantes de continuar el trabajo. La leche debe ser producida bajo condiciones higiénicas, provenir de animales sanos y estar exenta de niveles inaceptables de antibióticosy residuos químicos (de acuerdo a los requerimientos legislativos),sustancias extrañas, olores, colores objetables y debería serde una buena calidad microbiológica. La leche cruda, que no será pasteurizada debe ser de una calidadtal que asegure que el contenido de microorganismos no representeun peligro. Se daría especial interés a los microorganismos patógenostales como Salmonella, Listeria monocytogenes, Escherichiacoli y Staphylococcusaureus. La leche solamente debe ser aceptada cuando sea obtenida de animalesque:
1. No estén sufriendo de tuberculosis. 2. Estén libres de enfermedades contagiosas las cuales pueden ser.transferidas al ser
humano a través de la leche. 3. No estén sufriendo mastitis clínica o estén bajo tratamiento pormastitis. 4. Que no hayan sido tratados con antibióticos u otras drogas veterinarias las cuales
pueden ser transferidas a la leche, a menos queesta haya sido obtenida después de la finalización del período deretención siguiente a tal tratamiento.
5. Esté sujeta a una adecuada supervisión y sustento por parte de lasautoridades sanitarias competentes.
6. Las ubres no sufran infecciones o presenten tejidos dañados. MANEJO DE LECHE EN LA PLANTA LECHERA La leche cruda debe ser almacenada bajo las condiciones establecidas. La leche entrante debe ser clasificada, filtrada yenfriada antes del almacenaje y del tratamiento. Tales filtros debenser frecuentemente renovados para evitar la contaminación de la lecherecepcionada. La leche cruda debería ser consideradacomo potencialmente contaminada con microorganismos patógenos. A partir de esto es que se deben tomar las precauciones adecuadaspara prevenir que la contaminación ingrese a las áreas donde losproductos pasterizados o productos particularmente procesados sonmanejados, procesados o conservados.

Análisis de Riesgos y Puntos Críticos de Control HACCP
PRINCIPALES ENFERMEDADES TRANSMITIDAS POR ALIMENTOS LÁCTEOS A pesar de los avances en ciencia y tecnología, las enfermedades transmitidas por alimentos lácteos siguen siendo un problema serio. La producción en empresas muy grandes, la proliferación de pequeñas empresas sin suficientes conocimientos, el creciente intercambio comercial y el crecimiento urbano desproporcionado contribuyen a aumentar los riesgos. Hay también que tomar en cuenta que la leche cruda (o bronca) es ya un artículo de comercio internacional. Es un asunto vital para consumidores, empresas y autoridades. Se trata, para las empresas, de evitar en forma preventiva la presencia en sus productos de cantidades significativas de toxinas y de microorganismos patógenos. La variedad de estos agentes que pueden estar presentes en productos lácteos es mayor de la que uno imaginaría. Listeria monocytogenes puede causar meningitis, septicemia y abortos; algunas especies de Salmonella pueden causar septicemia o artritis reactiva; algunas cepas de Escherichiacoli pueden causar colitis hemorrágica y falla renal y Brucellamelitensis causa fiebre de Malta. En cuanto a toxinas, no solo se trata de las de Staphylococcusaureus, que son muy conocidas, sino además de aflatoxinas y micotoxinas. Los productos pasteurizados no están necesariamente libres de peligros. En los años ‘80 se reportaronmuchos brotes, causados por L. monocytogenes, Salmonella, E. coli y S. aureus (Johnson y otros 1990). La contaminación cruzada de la leche después de la pasteurización fue la causa principal de losproblemas (Criado y otros 1994) y las principales fuentes contaminantes fueron el medio ambiente, elagua, el equipo y el personal (Teuber 1992). Aunque el queso se considera generalmente un alimento de riesgo relativamente bajo, lo cierto es quesigue transmitiendo enfermedades y causando muertes. En la mayoría de los casos se trata de quesosde leche cruda y de quesos frescos, pero no en todos. En estos últimos, generalmente se trata depasteurización defectuosa o de contaminación posterior a la pasteurización. Algunos creen que lasbacterias patógenas en la leche cruda se eliminan durante la maduración de los quesos. Sin embargo noes posible generalizar, debido a la variación implícita en los procesos: en cada sitio la leche, los quesos ylos equipos son diferentes, los microorganismos se comportan en general de forma diferente y el sistemainmune de cada individuo definitivamente es diferente. PELIGROS La Comisión del Codex Alimentarius definió como "peligro" a un agente de naturaleza biológica, física o química, o a una condición del alimento, con potencial para causar daño a la salud del consumidor. Los peligros deben ser de tal naturaleza que su eliminación o reducción a niveles aceptables sea esencial para la producción de alimentos inocuos.

Análisis de Riesgos y Puntos Críticos de Control HACCP
En el Sistema HACCP, "peligro" significa la presencia de agentes que estén en condiciones que puedan causar daño a la salud del consumidor. Esta definición no se aplica a otras condiciones indeseables o a la presencia de otros tipos de contaminantes como insectos, cabello, descomposición, fraude económico o violación de las exigencias de calidad. En el sistema HACCP, es necesario diferenciar el significado de los peligros biológicos, químicos y físicos. Es relativamente fácil comprender la causalidad de la ocurrencia de peligros físicos, como pedazos de metal, vidrio u otros cuerpos extraños; basta tener criterio lógico y conocer los procedimientos tecnológicos de la producción. Aquí, la especialidad es del equipo técnico de empleados de la empresa de alimentos. Por otro lado, la evaluación de peligros químicos y biológicos exige conocimiento específico de la patogénesis de enfermedades humanas causadas por tales peligros. CLASIFICACIÓN DE LOS PELIGROS Los peligros se clasifican según su naturaleza: 1. Peligros Biológicos: bacterias, virus y parásitos patogénicos, determinadas toxinas
naturales, toxinas microbianas, y determinados metabólicos tóxicos de origen microbiano.
2. Peligros Químicos: pesticidas, herbicidas, contaminantes tóxicos inorgánicos,
antibióticos, promotores de crecimiento, aditivos alimentarios tóxicos, lubricantes y tintas, desinfectantes, micotoxinas, ficotoxinas, metil y etilmercurio, e histamina.
3. Peligros Físicos: fragmentos de vidrio, metal, madera u otros objetos que puedan
causar daño físico al consumidor. 1. PELIGROS BIOLÓGICOS: Se estima que la principal causa del deterioro de los alimentos y de enfermedades transmitidas por estos, corresponde a la acción de los microorganismos, siendo las pérdidas económicas sumamente considerables, aunque también es significativa la incidencia de otros riesgos, originados por peligros de naturaleza física y química que ocasionan en el hombre enfermedades de origen alimentario. Entre los tres tipos, (biológico, químico y físico), el peligro biológico representa el mayor riesgos a la inocuidad de los alimentos. Los peligros biológicos de origen alimentario incluyen organismos como bacterias, virus y parásitos. Estos organismos están frecuentemente asociados a manipuladores y productos crudos contaminados en un establecimiento. Varios de esos microorganismos están naturalmente presentes en el ambiente donde los alimentos se producen. Muchos son inactivados por la

Análisis de Riesgos y Puntos Críticos de Control HACCP
cocción y otros pueden controlarse con prácticas adecuadas de manipulación y almacenaje (higiene, temperatura, tiempo y otras prácticas). Las bacterias patogénicas, generalmente, son las causantes de ETA. Es normal encontrar células viables de esos microorganismos en gran parte de los alimentos crudos. El almacenaje y manipulación inadecuados de esos alimentos pueden determinar un número significativamente más grande de microorganismos antes de la cocción, poniendo en riesgo la inocuidad del alimento y la salud del consumidor. Pese a que los alimentos crudos ofrecen más riesgos, los cocidos también proveen un medio fértil para el crecimiento rápido de microorganismos, si no se manipulan y almacenan adecuadamente. Los virus pueden transmitirse al hombre a través del alimento, el agua u otras fuentes, y son incapaces de reproducirse fuera de una célula viva. De esa forma, no se multiplican ni sobreviven por largos períodos en los alimentos, siendo simplemente transportados por estos. Los parásitos generalmente son específicos para cada hospedante animal, incluyendo al hombre en su ciclo de vida. Las infecciones parasitarias están asociadas a productos mal cocidos o a alimentos contaminados listos para consumo. El congelamiento puede inactivar los parásitos encontrados en alimentos tradicionalmente consumidos crudos, marinados o parcialmente cocidos. Los hongos incluyen mohos y levaduras, y pueden ser benéficos para el hombre, cuando se usan en la producción de determinados alimentos (queso, pan y cerveza). Sin embargo, algunos hongos producen sustancias tóxicas (micotoxinas) perjudiciales a la salud del hombre y de los animales. Lo referente a esas sustancias será tratado en la sección de peligros químicos, debido a su naturaleza química. 2. PELIGROS QUÍMICOS: Los contaminantes químicos en alimentos pueden ocurrir naturalmente o ser adicionados durante el procesamiento. Compuestos químicos perjudiciales, en altos niveles, han sido asociados a casos agudos de ETA, y pueden ser responsables de enfermedades crónicas. La contaminación química puede ocurrir en cualquier etapa de la producción o del procesamiento de los alimentos. Los peligros químicos incluyen los compuestos químicos que, cuando son consumidos en cantidades suficientes, pueden inhibir la absorción y/o destruir nutrientes; son carcinogénicos, mutagénicos o teratogénicos; o son tóxicos y pueden causar enfermedad severa e incluso la muerte, debido a su efecto en el cuerpo humano. Algunas veces, una sustancia venenosa presente en alimentos puede ser controlada (disminuida a un riesgo mínimo) si se lava o cocina suficientemente dicho alimento. Mientras tanto, la mejor estrategia para el procesador es mantener las sustancias peligrosas fuera del alimento comprando ingredientes y materias primas de proveedores controlados o conociendo las condiciones de producción, cosecha, procesamiento y almacenaje.

Análisis de Riesgos y Puntos Críticos de Control HACCP
COMPUESTOS QUÍMICOS DE INTERÉS PARA LA SALUD: Los peligros para la salud del consumidor aumentan cuando no se controlan los compuestos químicos o se exceden las proporciones de uso recomendadas.
a) ADITIVOS ALIMENTARIOS: El mayor grupo de compuestos químicos usado en el procesamiento de alimentos es la categoría de los aditivos alimentarios. Son todas las sustancias adicionadas intencionalmente en los alimentos, con el objetivo de modificar sus características físicas, químicas, biológicas o sensoriales, durante la fabricación, procesamiento, preparación, tratamiento, embalaje, acondicionamiento, almacenaje, transporte o manipulación. La adición de esas sustancias podrá resultar en que el propio aditivo o sus derivados se conviertan en un componente del alimento. Eso no incluye los contaminantes o sustancias nutritivas que se incorporen al alimento para mantenerlo o mejorar sus propiedades nutricionales. Los aditivos se clasifican en las siguientes categorías funcionales: 1. Antiespumante 12.Regulador de acidez 2. Antihumectante 13. Acidulante 3. Antioxidante 14.Emulsionante/emulsificante 4. Colorante 15. Mejorador de harina 5. Conservante 16. Realzador del sabor 6. Edulcorante 17. Fermento químico 7. Espesante 18. Glaceante 8. Gelificante 19. Agente de firmeza 9. Estabilizante 20. Secuestrante 10. Aromatizante 21. Estabilizador del color 11. Humectante 22. Espumante El uso intencional de aditivos incluye a aquellos utilizados según las Buenas Prácticas de Fabricación, que pueden emplearse en cantidad suficiente para lograr el efecto deseado, siempre que el aditivo no afecte la identidad del alimento y su uso no resulte en prácticas engañosas.
b) COADYUVANTE DE TECNOLOGÍA DE FABRICACIÓN: Es toda sustancia, excluido el equipamiento y los utensilios utilizados en la elaboración y/o conservación de un producto, que no se consume por sí solo como ingrediente alimentario, pero que se emplea intencionalmente en la elaboración de materias primas, alimentos o sus ingredientes, para lograr una finalidad tecnológica durante el tratamiento. Deberá eliminarse del alimento o inactivarse, pudiendo admitirse en el producto final la presencia de restos de la sustancia, o sus derivados.

Análisis de Riesgos y Puntos Críticos de Control HACCP
Ellos se clasifican en las siguientes categorías funcionales: 1. Catalizador 2. Fermento biológico 3. Agente de clarificación/filtración 4. Agente de coagulación 5. Agente de floculación 6. Agente de inmovilización de enzimas 7. Agente de enfriamiento/congelamiento por contacto 8. Agente detonante 9. Enzima o preparación enzimática 10. Gas popelmente, gas para embalajes 11. Lubricante, agente de modelado o desmodulado 12. Nutriente para levaduras 13. Resina de cambio iónica, membranas y tamizadores moleculares 14. Solvente de extracción y procesamiento 15. Agente de inhibición enzimática antes de la etapa de blanqueamiento 16. Detergentes
c) CONTAMINANTES QUÍMICOS Son sustancias indeseables presentes en el alimento como resultado de las operaciones efectuadas en el cultivo de vegetales, en la cría de animales, en los tratamientos zoo o fitosanitarios, o como resultado de contaminación ambiental o de equipamientos usados en la elaboración y o conservación del alimento. 3. PELIGROS FÍSICOS: Objetos extraños en el alimento pueden causar enfermedades o lesiones. Esos peligros físicos son el resultado de contaminación y/o prácticas deficientes en varios puntos de la cadena productiva, desde la cosecha hasta el consumidor, incluso dentro de un establecimiento donde se manipulan alimentos. Un estudio detallado sobre ese asunto presentó un análisis cuidadoso de 10.923 quejas de consumidores registradas en la FDA, en un período de 12 meses. De esas quejas, 25% (2.726 casos) estaban asociadas a objetos extraños en alimentos o bebidas, y 14% (387 casos) trataban de enfermedades o lesiones causadas por la ingesta de objetos extraños en alimentos o bebidas. La mayoría de las lesiones se refería a cortes o quemaduras en la boca y garganta, daños causados en los dientes o prótesis dentarias, o síntomas gastrointestinales. Los objetos extraños, por orden de frecuencia, fueron: vidrio, barro o espuma, metal, plástico, piedras, cristales/cápsulas, cáscaras/carozos, madera y papel. Las quejas relacionadas con objetos extraños provocando lesiones y enfermedades estaban más asociadas a gaseosas, alimentos para niños, productos de panificación, productos a base de chocolate/cacao, frutas, cereales, vegetales y frutos de mar. La lesión por objetos duros

Análisis de Riesgos y Puntos Críticos de Control HACCP
puede causar problemas, si es lo suficientemente grave como para exigir atención médica u odontológica. EJEMPLO DE PELIGROS FÍSICOS:
Vidrio Botellas, jarras, lámparas, utensilios, protección de
medidores, etc.
Corte, sangrado; puede exigir cirugía para encontrar o remover los fragmentos.
Madera Producción primaria, envases, cajas, material de construcción,
utensilios.
Corte, sangrado; puede exigir cirugía para encontrar o remover los fragmento.
Piedras Campo, construcción. Atragantamiento, rotura
dedientes.
Metal Máquinas, campo, alambres, operarios.
Corte, infección; puede Exigir cirugía para remover
los fragmentos.
Material de aislamiento
Material de construcción. Atragantamiento; de larga
duración, en caso de aislamiento de amianto.
Huesos Procesamiento inadecuado. Atragantamiento.
Plástico Embalaje, envases, equipamientos. Atragantamiento, corte,
infección; puede exigir cirugía para remover losfragmentos.
Objetos deuso
personal Operarios.
Atragantamiento, corte, rotura de dientes; puede exigir cirugía para remover.
ENFERMEDADES TRANSMITIDAS POR ALIMENTOS (ETAs). Una brote deEnfermedades Transmitidas por Alimentos (ETA) es definida como un incidente en el que dos o más personas presentan una enfermedad semejante después de la ingestión de un mismo alimento, y los análisis epidemiológicos apuntan al alimento como el origen de la enfermedad. Los brotes pueden involucrar números diferenciados de casos (un individuo afectado es lo que se entiende como "caso"). Un único caso de botulismo, envenenamiento químico o de una enfermedad que no se encuentre en el país, puede ser suficiente para desencadenar acciones relativas a un brote epidémico, debido a la gravedad de la enfermedad provocada por esos agentes.
MATERIAL FUENTES LESION POTENCIAL

Análisis de Riesgos y Puntos Críticos de Control HACCP
Además, es importante observar que pueden ocurrir casos aislados de enfermedades de origen alimentario. Los brotes y casos de Enfermedades Transmitidas por Alimentos (ETA) registrados representan apenas la "punta del iceberg". La probabilidad de que un brote o caso se reconozca y notifique por las autoridades de salud depende, entre otros factores, de la comunicación de los consumidores, del relato de los médicos y de las actividades de vigilancia sanitaria de las secretarías municipales, departamentales y provinciales de salud. Los alimentos involucrados con más frecuencia en las epidemias y casos de Enfermedades Transmitidas por Alimentos (ETA) son aquellos de origen animal. En el 48% de las epidemias ocurridas entre 1973 y 1987 en los EUA, donde se identificó el vehículo, los productos involucrados eran carne bovina, huevos, carne porcina, carne de aves, pescados, crustáceos, moluscos, o productos lácteos. Para que ocurra una Enfermedad Transmitida por Alimentos (ETA), el patógeno o su(s) toxina(s) debe(n) estar presente(s) en el alimento. Sin embargo, la sola presencia del patógeno no significa que la enfermedad ocurrirá. En la mayoría de los casos de Enfermedades Transmitidas por Alimentos (ETA):
1. El patógeno debe estar presente en cantidad suficiente como para causar una infección o para producir toxinas.
2. El alimento debe ser capaz de sustentar el crecimiento de los patógenos, o sea, debe
presentar características intrínsecas que favorezcan el desarrollo del agente.
3. El alimento debe permanecer en la zona de peligro de temperatura durante tiempo suficiente como para que el organismo patógeno se multiplique y/o produzca toxina. Otras condiciones extrínsecas deben prevalecer para que esta multiplicación y/o producción de toxina sea favorecida.
4. Debe ingerirse una cantidad (porción) suficiente del alimento conteniendo el agente,
para que la barrera de susceptibilidad del individuo sea sobrepasada. Las Enfermedad Transmitida por Alimentos (ETA), pueden clasificarse en infecciones, intoxicaciones o infecciones mediadas por toxina. La infección transmitida por alimentos es una enfermedad que resulta de la ingestión de alimentos conteniendo microorganismos patógenos vivos, como Salmonella, Sisella, el virus de la hepatitis A, Trichinellaspirallis y otros. La intoxicación causada por alimento ocurre cuando las toxinas producidas por bacterias o mohos están presentes en el alimento ingerido o elementos químicos en cantidades que afecten la salud.

Análisis de Riesgos y Puntos Críticos de Control HACCP
Las toxinas generalmente no poseen olor o sabor y son capaces de causar la enfermedad incluso después de la eliminación de los microorganismos. INOCUIDAD DE LOS ALIMENTOS La higiene de los alimentos comprende las condiciones y medidas necesarias para la producción, elaboración, almacenamiento y distribución de los alimentos, destinadas a garantizar un producto inocuo, en buen estado y comestible, apto para el consumo humano. Se busca alcanzar, alimentos libres de contaminantes, tanto microbiológicos, químicos o físicos con el objetivo de que no representen riesgos para la salud del consumidor. El sistema de Análisis de Peligros y Puntos Críticos de Control (HACCP) constituye un método para prevenir y combatir las ETA, aplicado para la identificación de los peligros en diferentes etapas de producción y preparación de alimentos; evaluar riesgos y determinar las operaciones que resultarán eficaces como procedimientos de control. La inocuidad de los productos alimentarios se puede lograr mediante la aplicación y ejecución de los Principios de HACCP, combinado con programas de pre-requisitos de buenas prácticas de manipulación (GMP) y procedimientos operacionales de higiene y sanitización (SSOP). El HACCP es un sistema que se dirige a garantizar la inocuidad del producto, a través del monitoreo de “puntos” denominados críticos de control del proceso de producción. PRERREQUISITOS BPM Y POES
BUENAS PRÁCTICAS DE MANUFACTURA:
Requisitos básicos que deben ser aplicados en las empresas de alimentos para producir en forma higiénica y sanitaria los alimentos y reducir los riesgos para la salud del consumidor, cumpliendo con regulaciones nacionales e internacionales. Incluyen:
1. Higiene personal. 2. Control de enfermedades. 3. Hábitos personales. 4. Practicas operativas.
Las Buenas Prácticas de Manufactura son una herramienta básica para la obtención de productos seguros para el consumo humanos, que se centralizan en la higiene y forma de manipulación.
1. Son útiles para el diseño y funcionamiento de los establecimientos, y para el desarrollo de procesos y productos relacionados con la alimentación.

Análisis de Riesgos y Puntos Críticos de Control HACCP
2. Contribuyen al aseguramiento de una producción de alimentos seguros, saludables e inocuos para el consumo humano.
3. Son indispensable para la aplicación del Sistema HACCP (Análisis de Peligros y Puntos Críticos de Control), de un programa de Gestión de Calidad Total o de un Sistema de Calidad como ISO 9000.
4. Se asocian con el Control a través de inspecciones del establecimiento.
Las Buenas Prácticas de Manufactura y el Sistema de Análisis de Peligros y Puntos Críticos de Control. A diferencia del sistema HACCP, que para nuestro país es una decisión voluntaria del productor, los prerrequisitos son de cumplimiento obligatorio. A modo de enunciado, se enumeran a continuación los diversos tópicos que están comprendidos dentro de los prerrequisitos cada uno de estos deben encontrarse efectivamente desarrollados en cada establecimiento. Buenas prácticas de manufactura (BPM, en ingles GMP) que incluye:
El emplazamiento de la planta. El diseño higiénico de las instalaciones. El diseño del flujo operacional (lay out). El mantenimiento de las instalaciones. El diseño y el mantenimiento higiénico de los equipos. La provisión de agua potable. La higiene de la materia prima. La higiene de las operaciones. La higiene durante el transporte. La disposición adecuada de los desechos. El control de plagas. El manejo de sustancias toxicas y productos químicos. La higiene del personal. La capacitación del personal de todos los niveles. La rotulación e información al consumidor.
Para documentar BPM y los POES, es necesario que estén contenidos en un manual u otro documento escrito que contenga:
1. La política de los objetivos de estos programas.
2. El desarrollo de un documento escrito de cada uno de los procedimientos que se aplican en el establecimiento.
3. Instructivos que corresponderán al desarrollo de cada operación en particular.

Análisis de Riesgos y Puntos Críticos de Control HACCP
Es importante destacar la importancia de los Principios Generales de Higiene de los Alimentos como base fundamental para poder aplicar sistemas más complejos e integrales para la gestión de la inocuidad y la calidad en la producción de alimentos. Por esta razón, antes de aplicar el Sistema HACCP es importante el cumplimiento adecuado de las BPM y los POES. De no ser así, la aplicación del Sistema HACCP puede conllevar a la identificación de puntos críticos de control que muy bien podrían haber sido atendidos por las BPM, sin tener que ser vigilados y controlados bajo el Sistema HACCP. Esto también suele ocurrir debido a una aplicación deficiente de las BPM. Hay que tener en cuenta, sin embargo, que si bien las BPM y los POES se consideran pasos previos para la implementación eficiente del Sistema HACCP, su aplicación práctica demanda el conocimiento de los principios del Sistema HACCP para garantizar una visión integral de la inocuidad. Por ejemplo, si se planea construir la estructura interna de una planta de alimentos, las BPM recomendarán que las puertas tengan una superficie lisa y no absorbente, que sean fáciles de limpiar y, en caso necesario, de desinfectar. El procesador tendrá que hacer una evaluación de riesgos para decidir si realmente debe colocar una puerta de un material resistente a sustancias desinfectantes. Esto puede resultar oneroso sobre todo si, por la naturaleza del producto y por las operaciones que se realizan, tal vez solo se deba colocar una puerta que garantice la separación física de las operaciones contiguas para evitar la contaminación cruzada. La aplicación de las BPM también demanda la evaluación del riesgo potencial de cada peligro alimentario en el procesamiento de los alimentos. Los peligros con baja probabilidad de ocurrencia o de escasa gravedad no serán seguramente objeto de análisis en un Plan HACCP, pero sí deberán ser considerados en el marco de las BPM. De esta forma, quien aplica las BPM deberá también ejecutar, en algunos casos, un análisis de peligro para cada producto o tipo de proceso y para cada producto nuevo, aunque no esté implementando el HACCP. Las BPM y el Sistema HACCP muestran una relación de interdependencia y su aplicación demanda el conocimiento de los principios del Sistema HACCP para garantizar una visión integral de la inocuidad. PROCEDIMIENTOS OPERATIVOS ESTANDARIZADOS DE SANEAMIENTO (POES). Los POES son prácticas y procedimientos de saneamiento escritos que un establecimiento elaborador de alimentos debe desarrollar e implementar para prevenir la contaminación directa o la adulteración de los alimentos que allí se producen, elaboran, fraccionan y/o comercializan.

Análisis de Riesgos y Puntos Críticos de Control HACCP
Si el establecimiento o la Autoridad Sanitaria detectaran que el POES falló en la prevención de la contaminación o adulteración del producto, se deben implementar medidas correctivas. Estas incluirán la correcta disposición del producto afectado, la reinstauración de las condiciones sanitarias adecuadas y la toma de medidas para prevenir su recurrencia. El establecimiento debe llevar además, registros diarios suficientes para documentar la implementación y el monitoreo de los POES y de toda acción correctiva tomada. Estos registros deben estar disponibles cuando la Autoridad Sanitaria así lo solicite. Asimismo la aplicación de POES es un requerimiento fundamental para la implementación de sistemas que aseguren la calidad de los alimentos. Los procedimientos operativos estandarizados de saneamiento (POES) o sus siglas en ingles SSOPs - Standard SanitizationOperatingProcedures describen las tareas de saneamiento, que se aplican antes, durante y después de las operaciones de elaboración. Las operaciones de saneamiento comprenden las tareas de limpieza y desinfección ambas destinadas a eliminar toda fuente de contaminación de alimentos. IMPLEMENTACIÓN HACCP En la elaboración de un plan HACCP, hay cinco etapas de la Secuencia Lógica que deben cumplirse antes de la aplicación de los principios del HACCP para productos y procesos específicos. Estas cinco etapas son:
1. Armar el Equipo HACCP. 2. Describir el Producto. 3. Describir el uso propuesto y los probables consumidores del producto. 4. Elaborar un flujograma describiendo el proceso. 5. Verificar el flujograma.
1. ARMAR EL EQUIPO HACCP La primera tarea en la elaboración de un plan HACCP es montar el equipo, con personas que tengan experiencia y conocimientos específicos sobre el producto y el proceso. El equipo debe ser multidisciplinario e incluir a diferentes profesionales como: ingenieros, veterinarios, bioquímicos, licenciados, etc. Debe también contar con personas conocedoras de las operaciones, pues están familiarizadas con sus variabilidades y limitaciones. Además, participar del equipo aumenta el sentido de responsabilidad entre aquellos que implementaron dicho plan. El equipo HACCP debe tener conocimiento y experiencia específicos sobre la producción de alimentos, esenciales para el desarrollo del plan HACCP. Es necesario tener un equipo multidisciplinario, pues el gerenciamiento de la inocuidad de los alimentos incorpora aspectos toxicológicos, microbiológicos, epidemiológicos y de tecnología de los alimentos,

Análisis de Riesgos y Puntos Críticos de Control HACCP
entre otros. La aplicación adecuada del plan HACCP requiere especialistas con un alto grado de conocimiento y experiencia científicos. Además de los conocimientos técnicos, la capacidad de pensar con criterio y sistemáticamente es esencial para la aplicación de los elementos de gerenciamiento de modo inteligente y eficaz. El equipo HACCP puede necesitar del auxilio de especialistas externos, con conocimiento de los peligros biológicos, químicos y físicos asociados al producto y al proceso. Sin embargo, un plan elaborado apenas por participantes externos puede ser falible, incompleto y no contar con apoyo local. Se recomienda que la Dirección General de la empresa indique un coordinador para el equipo, para que sea evidente su compromiso con la implantación del Sistema HACCP. El coordinador deberá formar parte del organigrama de la empresa, y estar directamente relacionado con la Dirección General. Los demás miembros del equipo deberán recibir entrenamiento específico, para desarrollar un plan HACCP. Debido a la naturaleza técnica de las informaciones, se recomienda que especialistas en procesamiento de alimentos participen del análisis de peligros y de la elaboración del plan HACCP, o verifiquen si están completos. Los especialistas deben tener conocimiento y experiencia para: (a) Realizar el análisis de peligros; (b) Identificar los peligros potenciales; (c) Identificar los peligros que necesitan ser controlados; (d) Recomendar controles, límites críticos y procedimientos de monitoreo y verificación; (e) Recomendar las acciones correctivas adecuadas, cuando ocurra un desvío; (f) Recomendar estudios relacionadas con el plan HACCP, cuando perciban falta de conocimiento sobre informaciones importantes; y (g) Validar el plan HACCP. 2. DESCRIPCIÓN DEL ALIMENTO: El equipo HACCP debe hacer una descripción general del alimento, de los ingredientes y métodos procesamiento. La descripción del producto debe ser por escrito, y debe incluir informaciones relevantes la inocuidad, como componentes, estructura y características físicas y químicas del producto final (incluyendo Aw, pH, etc.), tipo de embalaje (incluyendo hermetismo), validez, condiciones de almacenaje, y métodos de distribución (congelado, refrigerado o a temperatura ambiente). La descripción del producto no se restringe a la apariencia y a la estructura, o a las materias primas y aditivos usados para su producción. Deben también definirse los factores que

Análisis de Riesgos y Puntos Críticos de Control HACCP
influyen en la cinética de los microorganismos, como pH y actividad de agua (Aw), así como las condiciones de almacenaje (embalaje en atmósfera modificada, temperatura) y la vida útil prevista. 3. CONSUMIDORES DEL ALIMENTO: Describir el uso normal propuesto o el grupo específico de consumidores del alimento. Los probables consumidores pueden ser el público en general o un segmento específico de la población, como bebés, ancianos, pacientes inmunodeprimidos, etc. Es importante caracterizar si el uso/consumo final incluye tratamientos importantes para la inocuidad del producto, como selección, lavado, desinfección y cocción. El uso esperado consiste en informaciones sobre si el producto será preparado antes del consumo, por ejemplo, por calentamiento o tratamiento térmico más drástico, o si puede ser consumido directamente. En lo referente a un nivel aceptable de riesgo para un peligro potencial a la inocuidad del alimento, se debe indicar para qué grupo de la población el alimento se destina. Lógicamente, se necesitan más exigencias relativas a la inocuidad, en el caso de alimentos destinados a hospitales o casas de reposo para ancianos. El concepto de peligro, considerando el grupo de consumidores a los cuales el alimento se destina, debe incluir los patógenos potenciales para el grupo en cuestión. 4. ELABORAR UN FLUJOGRAMA DE PROCESOS: El propósito del diagrama de flujo es proporcionar una descripción simple y clara de todas las operaciones involucradas en el proceso del producto en cuestión. Abarca todas las etapas del proceso, así como los factores que puedan afectar la estabilidad y sanidad del alimento. El flujograma debe incluir todas las etapas del proceso bajo control directo del establecimiento. Además, puede incluir las etapas de la cadena productiva que ocurren antes y después del proceso en el establecimiento. Un flujograma no necesita ser complejo, el de bloques es suficiente para describir el proceso, así como una ilustración esquemática de las instalaciones ayuda a comprender y evaluar el flujo del producto y del proceso. Es importante observar que el diagrama de flujo para el HACCP no es necesariamente idéntico al flujograma de Control Operacional de las BPM. Para este último, pueden juntarse determinadas etapas que estén bajo la responsabilidad de un mismo grupo operacional (por ejemplo, acondicionamiento puede incluir el pasaje por detector de metales en los procedimientos específicos de las BPM, pero la etapa "detección de metales" debe estar individualizada en el diagrama de flujo para aplicación del Sistema HACCP). Las etapas que se conducen de forma eventual deben estar incluidas en el flujograma, sin embargo, su representación gráfica será con líneas de puntos.

Análisis de Riesgos y Puntos Críticos de Control HACCP
5. VERIFICAR EL FLUJOGRAMA DE PROCESOS: El equipo HACCP debe hacer una revisión en el lugar de la operación para verificar la exactitud del flujograma, incluyendo la observación de desempeño de todos los turnos de trabajo involucrados en la producción y las posibles diferencias en la conducción del proceso. Para evaluar estas diferencias, el verificador deberá estar presente antes del comienzo del procesamiento, para evaluar las condiciones de inocuidad relacionadas con el inicio de las actividades (por ejemplo, la retirada por tiempo relativamente prolongado de ingredientes conservados congelados para ser incorporados al producto).Si es necesario, debe alterarse el flujograma y documentar las modificaciones. Después de realizar esas etapas preliminares, se aplican los siete principios HACCP. LOS SIETE PRINCIPIOS: Es muy importante conocer las definiciones y el significado exacto de los principios del HACCP descritos seguidamente: Principio 1: Realizar un análisis de peligros e identificar las medidas preventivas respectivas. Principio 2: Determinar los puntos críticos de control. Principio 3: Establecer límites críticos. Principio 4: Establecer un sistema de control para monitorear el PCC. Principio 5: Establecer las acciones correctivas a ser tomadas, cuando el monitoreo indique que un determinado PCC no está bajo control. Principio 6: Establecer procedimientos de verificación para confirmar si el sistema HACCP está funcionando de manera eficaz. Principio 7: Establecer documentación para todos los procedimientos y registros apropiados a esos principios y su aplicación. El sistema HACCP aborda solamente la inocuidad. El concepto y los principios HACCP se aplican a todos las etapas de la cadena de producción del alimento: del crecimiento, cosecha, procesamiento, fabricación, distribución y comercialización hasta la preparación del alimento para consumo. Se recomienda la adopción lo más completa posible del HACCP para toda la cadena alimentaria.

Análisis de Riesgos y Puntos Críticos de Control HACCP
DIRECTRICES PARA LA APLICACIÓN DEL SISTEMA HACCP: Aquí se presentan los procedimientos para aplicar el Sistema HACCP en un establecimiento. Las recomendaciones para las etapas anteriores, como formación del equipo HACCP, descripción del producto, y elaboración de un flujograma para el proceso de producción, se abordarán en otra parte de esta tesis. Una secuencia lógica para la aplicación del Plan HACCP (12 pasos) sería:
1. Formar el equipo HACCP. 2. Describir el producto. 3. Identificar su uso esperado. 4. Describir el proceso y construir el flujograma de producción. 5. Verificar el flujograma en el lugar. 6. Relacionar todos los peligros potenciales asociados a cada etapa del proceso, hasta
el consumo del alimento. EVALUAR TODOS LOS PELIGROS POTENCIALES: Conducir un análisis de esos peligros y determinar la necesidad de acciones para controlarlos, cerciorándose de que los peligros relevantes pueden evitarse, eliminarse o reducirse a un nivel de riesgo aceptable (Principio 1).
7. Determinar los PCC (Principio 2) 8. Establecer los límites críticos para cada PCC (Principio 3) 9. Establecer un sistema de monitoreo para cada PCC (Principio 4) 10. Establecer acciones correctivas para los desvíos que ocurran (Principio 5) 11. Establecer los procedimientos de verificación (Principio 6) 12. Establecer registro y documentación apropiados (Principio 7)
EVALUACION DE RIESGO El riesgo es la probabilidad (posibilidad) de que un peligro no sea controlado en una etapa del proceso y afecte la inocuidad del alimento, lo que puede establecerse por medio de un análisis estadístico del desempeño de la respectiva etapa del proceso. La evaluación del riesgo debe contemplar la frecuencia con que ello ocurre en los consumidores y también su gravedad. Pese a que existen datos sobre la evaluación cuantitativa del riesgo de algunos peligros, su determinación numérica no siempre está disponible. La estimativa del riesgo es, de preferencia, cualitativa, obtenida por la combinación de experiencias, datos epidemiológicos locales o regionales e información bibliográfica específica. Los datos epidemiológicos son una herramienta importante para evaluar riesgos, porque indican cuáles productos vehiculan con mayor frecuencia los agentes peligrosos a la salud del consumidor. Por ejemplo, la relación entre los casos de
Análisis de Riesgos y Puntos Críticos de Control HACCP
botulismo y el consumo de vegetales en conserva es alta; lo mismo se da entre el consumo de productoshechos con huevo e infecciones humanas por Salmonella Enteritidis. Para realizar una evaluación del riesgo, deben considerarse los siguientes datos:
1. Revisión de los reclamos de clientes. 2. Devolución de lotes o cargamentos. 3. Resultados de análisis de laboratorio. 4. Datos de programas de vigilancia de agentes de ETA. 5. Información de la ocurrencia de enfermedades en animales u
otros hechos que puedan afectar la salud humana. Teniendo como base la definición de los peligros más importantes y una evaluación de riesgo detallada, es necesario un estudio específico del producto y del flujograma de su producción, objeto de un análisis de los peligros. Este análisis es específico para cada producto y línea de producción y debe ser revisado y vuelto a evaluar siempre que haya modificaciones en las materias primas usadas, en la formulación, en la técnica de preparación, en las condiciones de proceso, en el material de embalaje y en el uso esperado para el producto. Es importante destacar que, para el mismo tipo de producto, los peligros y riesgos pueden variar debido a factores como fuentes diferentes de ingredientes y materia prima, pequeñas variaciones en la formulación, tipo de equipamiento usado y tiempo de duración del proceso o almacenaje, aparte de la experiencia y conocimiento de los operarios de la línea de producción. Resumiendo, un análisis de peligros puede dividirse en las siguientes etapas:
a. Análisis detallado de los peligros posibles en la materia prima. b. Evaluación de las etapas del proceso y su influencia sobre un
peligro y el aumento del riesgo. c. Observación, in situ, de las condiciones de procesamiento. d. Realización de análisis (físicos, químicos y biológicos) para
recoger de datos que puedan orientar el análisis de peligros. e. Análisis final de los resultados.
PRINCIPIO1: ANÁLISIS DE PELIGROS El análisis de peligros consiste en identificar los posibles peligros en todas las fases, desde la producción hasta el consumo que puedan asociarse al producto, y evaluar la importancia de cada peligro considerando la probabilidad de su ocurrencia (riesgo) y su severidad. Para considerar los peligros se tendrá también en cuenta la experiencia los datos epidemiológicos y la información de la literatura científica. Así, debe efectuarse un balance entre la probabilidad de la ocurrencia y la severidad del peligro, lo que constituye la matriz para establecer su significación.

Análisis de Riesgos y Puntos Críticos de Control HACCP
Los pasos en el análisis de peligros:
1. Identificación del peligro. 2. Determinación de las fuentes de contaminación. 3. Influencia del proceso tecnológico. 4. Evaluación de los peligros.
Es un proceso donde se tiene en cuenta:
1. Los ingredientes utilizados en el producto. 2. Las actividades que se desarrollan en cada uno de los pasos del proceso. 3. El equipamiento utilizado en el proceso. 4. El producto final y su forma de conservación. 5. Forma de distribución. 6. Intención de uso. 7. Tipo de consumidores.
Se desarrollara así una lista de peligros potenciales (microbiológicos, físicos y químicos) que pueden introducirse, incrementarse oser controlados en cada uno de los pasos del proceso. La identificación del peligro, la determinación de las fuentes de contaminación y la influencia del proceso tecnológico, se refiere a lograr una lista de peligros potenciales. El análisis de peligros es un elemento clave en el desarrollo del plan HACCP. Es esencial que ese proceso se conduzca de manera apropiada, pues la aplicación de los otros principios implica tareas que utilizan los resultados del análisis de los peligros. De ese modo, el análisis de peligros representa la base para la elaboración del plan HACCP. En las Directrices para Aplicación del Sistema de Análisis de Peligros y Puntos Críticos de Control (HACCP), el análisis de peligros se describe como "la colecta y evaluación de las informaciones sobre los peligros y las circunstancias que contribuyen a su presencia, para decidir cuáles son significativos para la inocuidad del alimento y que, por lo tanto, deben ser abordados en el plan HACCP". Para ejemplificar la expresión "peligros y circunstancias que contribuyen a su presencia", considere la enterotoxina del Staphylococcusaureus, como ejemplo de un peligro, mientras que una "circunstancia que contribuye a la presencia de ese peligro" podría ser la exposición del alimento durante la producción o el almacenaje a una temperatura donde el Staphylococcus pueda desarrollarse y producir enterotoxinas. REALIZACIÓN DEL ANÁLISIS DE PELIGROS: Debe examinarse todo el proceso de fabricación del alimento para identificar los peligros potenciales que pueden ocurrir durante las etapas de producción o del uso de un determinado alimento; o de cómo esas etapas o uso interfieren con los peligros presentes.

Análisis de Riesgos y Puntos Críticos de Control HACCP
Es también necesario considerar las materias primas y los ingredientes, tanto como la clase y duración del almacenaje, los métodos de distribución y el uso esperado del producto final por el consumidor. Los peligros deben ser seleccionados en función de la frecuencia o posibilidad de ocurrencia en concentraciones que ofrezcan riesgos significativos al consumidor. Por ejemplo, Vibrio parahaemolyticus y V. vulnificus son peligros significativos en pescado marino, mientras que los residuos de antibióticos pueden serlo en pescados de cría. Histamina y otras aminas tóxicas son peligros significativos en determinados pescados y quesos, pero no en productos de origen vegetal. Para esa selección, pueden ser útiles los datos científicos de ocurrencia de enfermedades humanas por el consumo del alimento en cuestión, o la frecuencia de aislamiento del agente en las materias primas y en productos acabados, o incluso las quejas de los consumidores. Debe evaluarse primero si los peligros pueden estar presentes en materias primas o en otros ingredientes y aditivos. Entonces, se evalúa la posibilidad de contaminación con esos peligros durante cada etapa de la producción. Finalmente, debe evaluarse si los peligros podrían ocurrir durante el proceso de producción, almacenaje o durante la utilización del alimento por el consumidor. Ese peligro puede ser el crecimiento de bacterias patogénicas o la formación de sustancias tóxicas por bacterias o por otras reacciones químicas (por ejemplo, formación de nitrosamina). Ese análisis de peligros es seguido por una evaluación del riesgo, para estimar la ocurrencia probable de los peligros para la salud y la gravedad de sus efectos, que permite identificar los peligros de mayor significado. El desarrollo de medidas preventivas eficaces requiere el conocimiento detallado de los factores epidemiológicos que amenazan la salud del consumidor y de las tecnologías disponibles para su control. Los peligros deben ser de tal naturaleza que su prevención, eliminación o reducción a niveles aceptables sean esenciales y posibles en cuanto a la producción de alimentos inocuos. Los peligros no muy graves y con poca probabilidad de ocurrir no deben abordarse en el sistema HACCP, pero pueden ser tratados por las BPM. Debe hacerse un análisis de peligros para cada producto y tipo de proceso existente. Además, el análisis de peligros de un producto y tipo de proceso debe ser revisado siempre que ocurra alguna alteración en la materia prima, en la formulación del producto en la preparación, en el procesamiento, en el embalaje, en la distribución o en el uso esperado del alimento.

Análisis de Riesgos y Puntos Críticos de Control HACCP
MEDIDAS DE CONTROL: Después de concluido el análisis de peligros, deben considerarse las medidas de control existentes para aplicar en cada peligro. Las medidas de control son cualquier acción o actividad utilizadas para evitar o eliminar un peligro a la inocuidad del alimento o reducirlo a un nivel aceptable. Puede ser necesaria más de una medida para controlar un determinado peligro, y más de un peligro puede ser controlado por una medida o etapa específica. El método de análisis de peligros puede ayudar a determinar el nivel de control a implementarse en el control de un peligro. a) CONTROL DE PELIGROS BIOLÓGICOS: Un microorganismo necesita una cantidad suficiente para transformarse en peligro. Puede ser destruido, eliminado o controlado, por medio de un proceso térmico de altas temperatura (calentamiento o cocción), congelamiento, deshidratación, acidificación, aditivos etc. Los productores o procesadores de alimentos deben tener tres objetivos para sus programas HACCP, referentes a los peligros biológicos:
1. Eliminar o reducir significativamente el peligro.
2. Evitar o minimizar el desarrollo microbiano y la producción de toxinas.
3. Controlar la contaminación. A CONTINUACIÓN, ALGUNOS EJEMPLOS DE MEDIDAS DE CONTROL PARA PELIGROS BIOLÓGICOS Para bacterias, las medidas de control incluyen:
1. Control de temperatura/tiempo (el control adecuado del tiempo de refrigeración y de almacenamiento, por ejemplo, minimiza la proliferación de microorganismos).
2. El calentamiento y la cocción (proceso térmico), por tiempo adecuado y a temperatura adecuada, eliminan los microorganismos o los reducen a niveles aceptables.
3. Enfriamiento y congelamiento.

Análisis de Riesgos y Puntos Críticos de Control HACCP
4. Fermentación y/o control de pH (por ejemplo, las bacterias productoras de ácido láctico en yogurt inhiben el crecimiento de otros microorganismos que no toleran las condiciones ácidas y la competencia).
5. La adición de sal o de otros conservadores, a niveles aceptables, puede inhibir el
crecimiento de microorganismos.
6. La deshidratación puede usar calor suficiente para matar microorganismos o remover agua del alimento, y evitar que ciertos microorganismos crezcan.
7. Las características del envoltorio (se puede usar envoltorio al vacío, por ejemplo,
para inhibir el crecimiento de microorganismos aerobios).
8. Control de proveedores, esto es, controlar la presencia y el nivel de microorganismos, para obtener ingredientes de proveedores que puedan demostrar control adecuado (por ejemplo, proveedores que siguen un programa HACCP).
9. Limpieza y desinfección, que pueden eliminar o reducir los niveles de
contaminación microbiana.
10. Comportamiento y prácticas higiénicas, para reducir los niveles de contaminación microbiana.
Para Los Virus, Las Medidas De Control Incluyen:
1. Procesamiento térmico - métodos de calentamiento o cocción, como cocción a vapor, freír o asar, que pueden destruir a muchos, pero no a todos los virus (el tipo de virus determina el control adecuado).
2. Prácticas personales higiénicas, incluso la exclusión de operarios con determinadas
enfermedades virales, como la hepatitis.
Para Los Parásitos (Gusanos Y Protozoarios), Las Medidas De Control Incluyen:
1. Control alimentario. La infección por Trichinellaspiralis en porcinos, por ejemplo, disminuyó, como resultado de un mejor control ambiental y de la alimentación de los mismos. Ese método no siempre es práctico para todas las especies animales productoras de alimento.
2. Calentamiento, deshidratación o congelamiento.
3. Salado o salmuera.
4. Inspección visual. Puede usarse en algunos alimentos para descubrir parásitos (por
ejemplo, en determinados tipos de pescado).
Análisis de Riesgos y Puntos Críticos de Control HACCP
5. Buenas prácticas de higiene personal por manipuladores de alimentos, eliminación adecuada de heces humanas y tratamiento adecuado de cloacas.
b) CONTROL DE PELIGROS QUÍMICOS: Algunos ejemplos de medidas de control para peligros químicos:
1. Proveedores calificados, o sea, que cumplan con las especificaciones relacionadas con la inocuidad de las materias primas e ingredientes; y la declaración del proveedor certificando ausencia de sustancias químicas perjudiciales.
2. Control del proceso, o sea, de formulación, uso y control adecuado de aditivos
alimentarios y su concentración en el producto final.
3. Separación adecuada de las sustancias químicas no comestibles durante el almacenaje y la manipulación.
4. Control de contaminación accidental por sustancias químicas (por ejemplo, grasas y
lubricantes que no sean grado alimenticio, agua y sustancias químicas para tratamiento de vapor, tintas, etc.).
5. Control del rotulado, asegurando que el producto terminado sea etiquetado con
precisión, incluido ingredientes y alérgenos conocidos y las instrucciones de uso/consumo (envasado primario) o para el siguiente eslabón de la cadena de distribución, como transportadoras y comercialización (envasado secundario o terciario).
6. Descarte de material con seguridad contaminado por agentes tóxicos (micotoxinas,
aminas tóxicas, por ejemplo). c) CONTROL DE PELIGROS FÍSICOS: Los siguientes ejemplos son de medidas de control para peligros físicos:
1. Control de proveedores, con especificaciones para materias primas e ingredientes, y declaración del proveedor certificando ausencia de peligros físicos inaceptables.
2. Control de proceso, por ejemplo, uso de imanes, detectores de metal, tamizadores, decantadores, clarificadores, túneles de aire.
3. Control ambiental, asegurando que se cumplan las BPM y que no ocurra
contaminación física del alimento en el edificio, las instalaciones, las superficies de trabajo o los equipamientos.

Análisis de Riesgos y Puntos Críticos de Control HACCP
4. Mantenimiento preventivo del equipamiento para procesamiento o producción del alimento.
5. Filtrado, floculación, retiro por inspección visual, detección de partículas sólidas por
equipamiento específico, uso de magnetos (imanes) para retirar fragmentos de metales, etc.
EVALUACIÓN DE LOS PELIGROS: El análisis de peligros significativos tiene como objetivo identificar su gravedad, los riesgos asociados a los peligros identificados en las diferentes etapas de la cadena productiva y los puntos, etapas o procedimientos donde se aplica el control para evitar, eliminar o reducir un peligro a la inocuidad del alimento a un nivel aceptable, o sea, establecer los puntos críticos de control (PCC). GRAVEDAD: Gravedad es la magnitud de un peligro o el grado de las consecuencias que pueden ocurrir, cuando existe un peligro. Según su gravedad, los peligros que causan enfermedades pueden clasificarse en alto (riesgo de vida), moderado (grave o crónico) y bajo (moderado o leve). RIESGO: El riesgo es una función de la probabilidad de un efecto adverso y la magnitud de ese efecto, como consecuencia de un peligro en el alimento. Los grados del riesgo pueden clasificarse en: alto, moderado, bajo e insignificante. IDENTIFICACIÓN DE PELIGROS EN DIFERENTES PUNTOS, ETAPAS Y PROCEDIMIENTOS: Esa información puede ser usada para determinar los puntos críticos de control, el grado de monitoreo exigido y cualquier cambio en el proceso o en los ingredientes que reduzcan la magnitud de los peligros existentes. Cuando, para una materia prima o etapa no se identifica un peligro, debe constar "ninguno" en el formulario de Análisis de Peligros, para documentar que se hizo dicho análisis.

Análisis de Riesgos y Puntos Críticos de Control HACCP
PRINCIPIO 2: PUNTOS CRÍTICOS DE CONTROL.
Identificar los Puntos Críticos de Control (PCC) en el proceso: El Codex define un punto crítico de control (PCC) como "una etapa donde se puede aplicar un control y que sea esencial para evitar o eliminar un peligro a la inocuidad del alimento o para reducirlo a un nivel aceptable". Si se identifica un peligro y no hay ninguna medida de control para esa etapa o en cualquier otra, entonces el producto o el proceso debe ser modificado en dicha etapa, o en una etapa anterior o posterior, para que se pueda incluir una medida de control para ese peligro. PCC vs PUNTOS DE CONTROL. El plan HACCP no tendrá el enfoque adecuado, si se identifican puntos de control como PCC, innecesariamente. Solo deben considerarse PCC aquellos puntos donde la falta de control implica la ocurrencia de peligros que no pueden ser corregidos satisfactoriamente en un paso posterior. Pueden ser considerados como puntos de control, algunos puntos no identificados como PCC, en el diagrama de flujo. La determinación de un PCC en el sistema HACCP puede ser facilitada por la aplicación de un árbol de decisiones, como aquella incluida en las Directrices para la Aplicación del Sistema de Análisis de Peligros y Puntos Críticos de Control - HACCP, del Codex, que hace un abordaje de razonamiento lógico. La aplicación del árbol de decisiones debe ser flexible, según el tipo de operación (producción, abate, procesamiento, almacenaje, distribución u otro). Árbol de decisiones. Ver anexos. FUNCIONAMIENTO DEL ÁRBOL DE DECISIONES: Antes de determinar el PCC, deben revisarse los peligros identificados (biológicos, químicos y físicos) para verificar si alguno de ellos está completamente controlado con la aplicación de los Principios Generales de Higiene de los Alimentos del Codex, de las BPM. Además, el equipo HACCP debe hacer una verificación en el lugar para evaluar si esos peligros son en verdad controlados con la aplicación de las Buenas Prácticas de Manufactura. Los peligros que no son completamente controlados por las BPM deben analizarse para determinar si son o no un PCC. El árbol de decisiones consiste en una serie sistemática de cuatro preguntas elaboradas para evaluar objetivamente si es necesario un PCC, para controlar el peligro identificado en una operación específica del proceso.
Análisis de Riesgos y Puntos Críticos de Control HACCP
Pregunta 1: ¿Hay medidas de control? La Cuestión 1 debe interpretarse como si se preguntara al operador si para controlar el peligro identificado, podría o no usar una medida de control para esa etapa, o cualquier otra. Las medidas de control pueden incluir, por ejemplo, el control de temperatura, examen visual o uso de un detector de metales. Si la respuesta para la Cuestión 1 es "sí", describa las medidas de control que el operador podría usar y siga para la Cuestión 2 en el árbol. Si la respuesta es "no", o sea, no hay una medida de control, indique cómo el peligro identificado será controlado antes o después de aquella etapa (fuera del área de control del operador). Por ejemplo, Salmonella en aves crudas sólo puede controlarse en la producción primaria (granjas) o por el consumidor (cocción). O entonces, modifique la operación, el proceso o el producto de manera que exista una medida de control, y sólo entonces siga para el próximo peligro identificado en el proceso. Pregunta 2: ¿La etapa está planificada específicamente para eliminar la posibilidad de ocurrencia del peligro o reducirla a un nivel aceptable? Los niveles aceptables e inaceptables necesitan definirse dentro de los objetivos globales al identificar el PCC del plan HACCP. Si el proceso u operación es planificada con el propósito específico de eliminar la posible ocurrencia del peligro o reducirlo a un nivel aceptable, la etapa automáticamente se torna un PCC y debe ser identificada como tal. Si la etapa no es específicamente proyectada para controlar el peligro, responda "no" y pase a la próxima pregunta. Fíjese que la cuestión 2 sólo se aplica a operaciones (etapas) de procesamiento. Pregunta 3: ¿La contaminación con el peligro identificado podría ocurrir por encima de los niveles aceptables o podría aumentar hasta niveles inaceptables? En otras palabras, ¿es posible que el peligro tenga impacto en la inocuidad del producto? La cuestión 3 se refiere al riesgo (probabilidad) y a la gravedad. La respuesta es una opinión que implica un análisis de riesgo, que debe basarse en toda la información disponible. Sea la respuesta "sí" o "no", se debe justificarla, para referencia futura. Esto es especialmente útil para lidiar con algunos peligros que pueden ser controversiales.
Análisis de Riesgos y Puntos Críticos de Control HACCP
Si la consulta en los archivos de reclamos de la empresa o en literatura científica sugieren que la contaminación con el peligro identificado puede aumentar hasta un nivel inaceptable y resultar en riesgo para la salud, responda "sí" y pase para la próxima pregunta del árbol. Si la contaminación no representa una amenaza significativa para la salud del consumidor o no hay posibilidad de que ello ocurra, responda "no" (no es un PCC) y pase al próximo peligro identificado en el proceso. Pregunta 4: ¿Una etapa posterior eliminará el peligro identificado o reducirá la posible ocurrencia a un nivel aceptable? El objetivo de esa pregunta es identificar los peligros que representan una amenaza para la salud del consumidor o que podrían alcanzar un nivel inaceptable, y que se controlarán por una operación posterior en el proceso. Si no hay una operación posterior en el proceso para controlar el peligro, responda "no". Esa etapa del proceso se torna un PCC y debe ser identificada como tal. Si hay alguna operación posterior en el proceso que eliminará el peligro identificado o lo reducirá a un nivel aceptable, responda "sí". Esa etapa no es un PCC. Sin embargo, las etapas siguientes que controlan el peligro deberán identificarse en esa fase, antes de pasar al próximo peligro identificado. IDENTIFICACIÓN DE LOS PCC: Un PCC puede ser identificado según su categoría en B, F o Q, para biológico, físico o químico. Por ejemplo, si el primero PCC identificado controla un peligro biológico, se registra como PCC-1 (B). Si el segundo PCC identificado controla un peligro químico, se registra como PCC-2 (Q). Si el quinto PCC controla ambos peligros, biológico y químico, en la misma operación del proceso, se registra como PCC-5 (B, Q). Este protocolo de identificación fue desarrollado para identificar los PCC en secuencia, independiente de la numeración de la operación de proceso, para informar el plan HACCP al usuario y qué tipo de peligro necesita ser controlado en una operación específica del proceso. Para peligros totalmente controlados por la aplicación de los Principios Generales de Higiene de Alimentos del Codex, escriba "BPM" y especifique el programa aplicable. Para peligros cuya respuesta a la Cuestión 3 sea "no", escriba "no se aplica". Cada peligro no controlado por el fabricante del alimento debe ser reevaluado para determinar si se puede o no establecer una medida de control. En caso afirmativo, se debe, entonces, identificar la medida de control adecuada. Si no se puede establecerla, comunique esos peligros e indique como pueden ser tratados en una etapa posterior del proceso de

Análisis de Riesgos y Puntos Críticos de Control HACCP
fabricación en caso de no establecerse una medida de control tendrá que cambiarse el proceso para dicho producto. Después de determinar el PCC, el próximo paso es registrarlo y documentar los parámetros que serán monitoreados para controlar. Los principios 3 a 7 del sistema HACCP llevan al desarrollo del plan HACCP, que se describirá de modo adecuado. Los límites críticos, los procedimientos de monitoreo, las acciones correctoras, los procedimientos de verificación y la manutención de registros serán descritos en el plan HACCP. Ese plan HACCP provee, por escrito, las directrices, que el establecimiento debe seguir. PRINCIPIO 3: LIMITES CRÍTICOS DE CONTROL.
Establecer límites críticos para cada punto crítico de control. LIMITES CRÍTICOS DE CONTROL. Deben establecerse los límites críticos que aseguren el control del peligro para cada punto crítico de control (PCC) especificado, y que estos se definan como el criterio usado para diferenciar lo aceptable de lo no aceptable. Un límite crítico representa los límites usados para juzgar si se trata de un producto inocuo o no. Pueden establecerse límites críticos para factores como temperatura, tiempo, dimensiones físicas del producto, actividad de agua, nivel de humedad, etc. Esos parámetros, cuando se mantienen dentro de los límites, confirman la inocuidad del alimento. Los parámetros relacionados con determinaciones microbiológicas u otros análisis de laboratorio que son demorados, no se aplican como límite crítico, considerando que el monitoreo del parámetro deberá ser el resultado de lecturas durante el procesamiento. Los límites críticos pueden obtenerse consultando las exigencias establecidas por reglamentos oficiales y/o en modelos establecidos por la propia empresa o sus clientes y/o datos científicos o, todavía, de experimentación de laboratorio que indique la eficacia del límite crítico para el control del peligro en cuestión. En algunos casos, las autoridades oficiales de control de alimentos proveen informaciones para establecer los límites críticos, atentas a los peligros conocidos y a resultados de análisis de riesgo (por ejemplo, las exigencias de tiempo/temperatura para procesos térmicos, como pasteurización, cocción, retorta; número máximo y tamaño de contaminantes físicos, residuos químicos, pH de conservas vegetales). Es esencial que el responsable de establecer los límites críticos conozca el proceso y las pautas legales y comerciales exigidas para el producto. Las fuentes de información para los límites críticos incluyen:
1. Datos de publicaciones/investigaciones científicas.

Análisis de Riesgos y Puntos Críticos de Control HACCP
2. Exigencias reglamentarias. 3. Consulta a especialistas (por ejemplo, estudiosos en procesamiento térmico,
ingenieros, veterinarios, bioquímicos etc.). 4. Estudios experimentales (por ejemplo, experimentos caseros, contratos de estudio
por laboratorio de investigación científica). Si la información necesaria para establecer los límites críticos no está disponible, se debe seleccionar un valor conservador o utilizar los límites reglamentarios. Deben registrarse los materiales de referencia y los fundamentos usados, y esos registros forman parte de la documentación de apoyo del plan HACCP. Después de establecer los límites críticos, registrarlos debidamente junto con la descripción de la etapa del proceso, el número del PCC y la descripción del peligro. LIMITES OPERACIONALES: Si el control estadístico del proceso y del equipamiento o el monitoreo del límite crítico muestran una tendencia hacia la pérdida de control de un PCC, los operadores pueden evitarla antes de que ocurran desvíos del límite crítico. El valor del parámetro en cuestión se llama "límite operacional". No deben confundirse los límites operacionales con los límites críticos. Los límites operacionales son, en general, más restrictivos y se establecen en un nivel alcanzado antes que el límite crítico sea violado. O sea, deben evitar desvíos de los límites críticos que signifiquen falta de control del peligro. Cuando se excede el límite crítico, se necesita una acción correctora. Por eso, un procesador puede decidir operar un PCC a niveles más conservadores que el límite crítico. Los límites operacionales pueden ser elegidos por varias razones:
1. Evitar que se sobrepase el límite crítico, usando, por ejemplo, una temperatura de cocción más alta que el límite crítico, con un sistema de alarma (para advertir al operador que la temperatura se está aproximando del límite crítico y necesita ajustes).
2. Aceptar la variabilidad normal, por ejemplo, determinando la temperatura de una cocina, por lo menos 2°C arriba del límite crítico (para evitar que sea violado).
El proceso puede necesitar ajustes, cuando se excede el límite operacional. Dichas acciones se llaman "ajustes de proceso". Un procesador debe usar esos ajustes para evitar la pérdida de control y la necesidad de descartar productos.

Análisis de Riesgos y Puntos Críticos de Control HACCP
EJEMPLO DE LÍMITE CRÍTICO Y OPERACIONAL: Proceso Limite Critico Limite Operacional Acidificación pH 4.6 pH 4.3 Deshidratación 0.84 aw 0.80 aw Envase caliente 80 º C 85 º C Corte 2.5 cm 2 cm PRINCIPIO 4: MONITOREO DE PC
Establecer un sistema de monitoreo para cada Punto Crítico de Control. Las Directrices para Aplicación del Sistema de Análisis de Peligros y Puntos Críticos de Control (HACCP) del Codex definen monitoreo como "el acto de realizar una secuencia planificada de observaciones o medidas de parámetros de control para evaluar si un PCC está bajo control". La secuencia planificada debe, de preferencia, resultar en procedimientos específicos para el monitoreo en cuestión. Monitorear es la medida programada para observación de un PCC, con el propósito de determinar si se están respetando los límites críticos. Los procedimientos de monitoreo deben detectar la pérdida de control de un PCC, a tiempo de evitar la producción de un alimento inseguro o de interrumpir el proceso. Debe especificarse, de modo completo, cómo, cuándo y por quién será ejecutado el monitoreo. Los objetivos del monitoreo incluyen:
1. Medir el nivel de desempeño de la operación del sistema en el PCC (análisis de tendencias).
2. Determinar cuándo el nivel de desempeño de los sistemas lleva a la pérdida de control del PCC (por ejemplo, cuando hay desvío de un límite crítico).
3. Establecer registros que reflejen el nivel de desempeño de la operación y control del
PCC para cumplir el plan HACCP. El monitoreo es el principio que garantiza y confirma si se está siguiendo el plan HACCP. El productor, cuando sea necesario, tendrá medios para demostrar si las condiciones de producción cumplen con el plan HACCP. El monitoreo ideal debe dar información a tiempo para permitir cualquier ajuste en el proceso, evitándose así, perder el control y sobrepasar los límites críticos. En la práctica, los límites operacionales se usan para proveer un margen de seguridad, permitiendo tiempo extra para ajustar el proceso antes que se exceda el límite crítico. Hay muchas formas de monitorear los límites críticos de un PCC. El monitoreo puede hacerse de modo continuo (100 por ciento) o por lote. El modo continuo es el más indicado,

Análisis de Riesgos y Puntos Críticos de Control HACCP
pues es más confiable. Está planificado para descubrir alteraciones en los niveles esperados y permite la corrección de dichas alteraciones, evitando desvíos más allá de los límites críticos. Cuando el monitoreo no es continuo, la cantidad y frecuencia de ese procedimiento deben ser suficientes, a punto de garantizar el control del PCC. Cuanto más frecuente el monitoreo (eso es, menor el intervalo entre cada monitoreo), menor la cantidad de productos afectados, en caso de pérdida de control del PCC. Existe también la posibilidad de levantar la sospecha de que el producto procesado no tenga el peligro bajo control, pues no fue monitoreado. Debe tenerse en cuenta cuál es el tiempo necesario para alcanzar el resultado del procedimiento de monitoreo. Los procedimientos de monitoreo deben ser rápidos, ya que se refieren a procesos en línea que, generalmente, no permiten una prueba analítica demorada. Por eso, se da preferencia a las medidas físicas y químicas (temperatura, tiempo, pH, nivel de humedad y actividad de agua) o a las observaciones visuales, que pueden hacerse rápidamente, en detrimento de los análisis microbiológicos u otros, como determinación de micotoxinas y niveles de residuos de pesticidas y de aditivos tóxicos. Es fundamental que todo equipamiento de monitoreo sea calibrado correctamente para que haya precisión en la lectura, cuando sea necesario. Los procedimientos de monitoreo ejecutados durante la operación dan origen a un documento escrito, que sirve como registro preciso de las condiciones operacionales. Los registros de monitoreo proveen informaciones sobre las condiciones durante la operación y permiten que se tomen medidas en el caso de la pérdida de control o de la realización de un ajuste o compensación del proceso, cuando haya tendencia a la pérdida de control. Procedimientos de monitoreo exactos y registros asociados proveen informaciones al operador y permiten decidir sobre la aceptación de un lote en una etapa específica del proceso. Para completar el monitoreo, personas con conocimiento y autoridad para tomar medidas correctoras deben revisar los datos del monitoreo y evaluarlos. Los procedimientos de monitoreo indican cuándo cualquiera de los límites críticos fue excedido, demostrando pérdida de control de un PCC. Esa falta de control se considera un desvío, que puede resultar en la producción de un producto peligroso o inseguro. La situación requiere identificación inmediata, control del producto afectado y medida correctora adecuada. Debe definirse claramente a la persona encargada del monitoreo, la cual debe ser debidamente entrenado en los procedimientos de monitoreo del PCC, también debe comprender el propósito y la importancia del monitoreo, tener acceso rápido a la actividad, ser imparcial al ejercer su función y registrar su actividad con precisión.

Análisis de Riesgos y Puntos Críticos de Control HACCP
SISTEMA DE MONITOREO Las medidas de control discutidas anteriormente pretenden controlar uno o más peligros en cada PCC. Los procedimientos de monitoreo determinan si se están implementando las medidas de control y si las mismas garantizan que los límites críticos no sean excedidos. Deben escribirse las especificaciones de monitoreo para cada PCC de modo adecuado, dando informaciones sobre:
1. ¿Qué será monitoreado? 2. ¿Cómo serán monitoreados los límites críticos? 3. ¿Cuál será la frecuencia de monitoreo? 4. ¿Quién hará el monitoreo?.
¿QUÉ SERÁ MONITOREADO?
Monitoreo puede significar la medición de una característica del producto o del proceso para determinar el cumplimiento de un límite crítico, como:
1. Medición de tiempo y de temperatura en un proceso térmico. 2. Medición de temperatura de almacenaje a frío. 3. Medición de pH y/o de acidez. 4. Medida de Aw.
Monitoreo también puede significar observar si una medida de control de un PCC está siendo implementada. Por ejemplo, el examen visual del cierre hermético de latas y la verificación de los certificados de análisis del proveedor. Vale resaltar que, en esa etapa, los procedimientos de monitoreo pueden determinar si los límites operacionales, más que los límites críticos, se están cumpliendo, de manera que el operador tenga tiempo para hacer algún ajuste necesario durante el proceso. ¿CÓMO SERÁN MONITOREADOS LOS LÍMITES CRÍTICOS Y LAS MEDIDAS PREVENTIVAS? El alejamiento de un límite crítico debe ser detectado en el menor tiempo para permitir una acción correctora. Para asegurar el conocimiento preciso de las condiciones durante el proceso, los procedimientos de monitoreo deben propiciar resultados rápidos (en tiempo real) y no deben involucrar procedimientos analíticos demorados. Por ese motivo, el análisis microbiológico es poco eficaz para monitorear el PCC. En su lugar, se prefieren medidas físicas y/o químicas (por ejemplo, pH, acidez, Aw, tiempo, temperatura), ya que las mismas pueden hacerse rápidamente y se relacionan con el control microbiológico del proceso.

Análisis de Riesgos y Puntos Críticos de Control HACCP
La eficiencia del monitoreo depende de la selección adecuada y del calibrado del equipamiento de medición. El equipamiento usado para monitorear el PCC varía, dependiendo del atributo a ser monitoreado. Algunos ejemplos de equipamiento para monitorear incluyen termómetros, relojes, balanzas, medidores de pH, medidores de actividad de agua, y equipamiento químico analítico. El equipamiento debe ser sometido al calibrado periódico, para garantir la precisión. Sin embargo, al establecer los límites críticos, debe considerarse la variabilidad del equipamiento. Los operadores deben ser entrenados para el uso adecuado del equipamiento de monitoreo y recibir una descripción clara de cómo realizarlo. Los detalles deben ser pertinentes al tipo de monitoreo ejecutado. Por ejemplo, es importante especificar que las medidas de temperatura para un proceso de calentamiento deben hacerse en el punto más frío del producto, mientras que las medidas de temperatura de un proceso de enfriamiento deben realizarse en la parte más caliente. ¿CUÁL SERÁ LA FRECUENCIA DEL MONITOREO? El monitoreo puede ser continuo o discontinuo. Siempre que sea posible, se prefiere el monitoreo continuo, que es viable para los métodos físicos o químicos. El monitoreo continuo incluye:
1. Medición de tiempo y temperatura de un proceso de pasteurización. 2. Control de cada paquete de verdura congelado, cortado mecánicamente, con un
detector de metal. 3. Monitoreo del cierre de recipientes de vidrio, pasándolos por un detector de
partículas. Para que el monitoreo continuo sea eficaz, es necesario revisar los resultados del mismo periódicamente y actuar, si es necesario. El intervalo de tiempo entre las verificaciones es importante y está directamente relacionado con la cantidad de producto comprometida, cuando ocurra un desvío de un límite crítico. Si se elige el monitoreo discontinuo, debe determinarse su frecuencia por el conocimiento histórico del producto y del proceso. Cuando se detecta un problema, debe aumentarse la frecuencia de monitoreo hasta que se corrija la causa. Para determinar la frecuencia correcta, es necesario saber el nivel de variancia del proceso, la distancia entre el límite crítico y el operacional y el nivel de preparación del fabricante, para actuar en caso de desvío. ¿QUIÉN HARÁ EL MONITOREO? Cuando se desarrolla el plan HACCP, debe determinarse un responsable por el monitoreo. Los nombrados para monitorear los PCC pueden ser personal de línea, de mantenimiento y

Análisis de Riesgos y Puntos Críticos de Control HACCP
de control de calidad u operadores de equipamiento y supervisores. Una vez elegida, la persona responsable por monitorear un PCC debe:
1. Ser entrenada adecuadamente. 2. Comprender bien la importancia del monitoreo del PCC. 3. Tener proximidad física con la actividad que es monitoreada. 4. Relatar con exactitud cada actividad de monitoreo. 5. Registrar cuidadosamente el resultado del monitoreo en el momento en que se lo
ejecuta. 6. Tener autoridad para tomar una medida adecuada, que cumpla con lo que fue
definido en el plan HACCP. 7. Comunicar inmediatamente los desvíos en los límites críticos.
Es importante que la persona responsable comunique todos los hechos extraños y los desvíos en los límites críticos inmediatamente, para asegurar que se hagan los ajustes de proceso y las acciones correctoras en el tiempo permitido. Esa persona debe registrar y firmar todos los resultados del monitoreo y los hechos vinculados al mismo. Los registros y documentos también deben ser firmados por uno o más revisores oficiales de la empresa. PRINCIPIO 5: ACCIONES CORRECTIVAS:
Establecer medidas correctivas cuando el monitoreo indique que hay desvío en un límite establecido.
Establecer medidas correctivas. Las Directrices para Aplicación del Sistema de Análisis de Peligros y Puntos Críticos de Control (HACCP) del Codex definen acción correctora como "cualquier acción a ser tomada, cuando los resultados del monitoreo del PCC indiquen una pérdida de control". La pérdida de control es considerada un desvío del límite crítico de un PCC. Los procedimientos frente a un desvío son un conjunto documentado y predeterminado de acciones que deben implementarse en caso de pérdida de control. Todos los desvíos deben ser considerados, tomándose medidas para controlar el producto fallado y corregir la causa de la no conformidad. El control del producto puede incluir el secuestro y la identificación adecuada, la evaluación del producto y, cuando sea el caso, la eliminación del producto afectado. Las acciones correctivas tomadas deben ser registradas y archivadas. La variedad de posibles desvíos de cada PCC significa que puede ser necesaria más de una acción correctora en cada PCC. Cuando ocurre un desvío, probablemente se registre durante el monitoreo de rutina. Los desvíos y procedimientos de acciones correctivas se describen de tal forma que los responsables por el monitoreo del PCC comprendan y sean capaces de ejecutar las acciones correctoras adecuadas, tanto con relación al producto elaborado durante el desvío, como para retomar el límite crítico.

Análisis de Riesgos y Puntos Críticos de Control HACCP
También debe hacerse un ajuste en el proceso, cuando los resultados del monitoreo indiquen una tendencia a la pérdida de control de un PCC. Entonces se debe tomar una medida para que dicho proceso vuelva a los límites operacionales, antes que ocurra un desvío. Los procedimientos deben ser debidamente registrados. DESVÍO: Las Directrices para la Aplicación del Sistema HACCP del Codex definen desvío como "falla en atender un límite crítico". Deben existir procedimientos para identificar, secuestrar, aislar y evaluar los productos cuando se excede los límites críticos. El productor debe controlar los desvíos de la siguiente manera: 1. Disponer de un sistema para identificar los desvíos cuando ocurran.
2. Disponer de procedimientos eficientes para aislar, identificar claramente y evaluar todo
producto elaborado durante el período de desvío: • Todo producto afectado, o sea, que fue procesado desde el último punto donde el
PCC estaba bajo control, debe ser separado y aislado.
• El producto separado debe ser marcado de manera clara, por ejemplo, con etiquetas con informaciones, como número de retención, producto, cantidad, fecha y motivo de la retención y el nombre y firma de la persona que retuvo el producto.
El productor debe mantener el control del producto desde la fecha de la retención hasta la fecha de la disposición final. En algunas líneas automatizadas, el equipamiento es programado para descartar el producto e iniciar el procedimiento de limpieza CIP, si los límites críticos no se cumplen. 3. El producto debe ser evaluado por una persona calificada. Por ejemplo, los desvíos de proceso térmico deben ser evaluados por una autoridad competente o por algún centro de referencia. La evaluación del producto afectado debe ser adecuada para descubrir los peligros potenciales, o sea, debe asegurar que la muestra sea adecuada para identificar la extensión del problema y permitir que se juzgue con base científica. El producto no debe ser liberado hasta que la evaluación determine la no existencia de peligro potencial. En algunos casos, el producto puede ser reprocesado o usado como ingrediente para alimentación animal y, en último caso, incinerado o eliminado. La disposición final dependerá del producto/proceso y del nivel de desvío.
Análisis de Riesgos y Puntos Críticos de Control HACCP
PROCEDIMIENTOS DE ACCIÓN CORRECTIVA: Como la principal razón para implementar el HACCP es garantizar el control de los peligros significativos, deben tomarse las medidas correctoras para evitar el desvío de un PCC o que un producto peligroso sea consumido. La acción correctora debe ser tomada inmediatamente, ante cualquier desvío, para garantizar la inocuidad del alimento y evitar nuevo caso de desvío. El desvío puede ocurrir nuevamente si la acción correctora no trata su causa. Quizás sea necesario reevaluar el análisis de peligros o modificar el plan HACCP para eliminar hechos futuros. El programa de acciones correctoras del productor debe incluir (1) investigación para determinar la causa del desvío; (2) medidas efectivas para prevenir su repetición; y (3) verificación de la eficiencia de la acción correctora. REGISTRO DE DESVÍO Y ACCIÓN CORRECTORA: Es necesario disponer de registros para demostrar el control de los productos afectados por el desvío y la acción correctiva usada. Los registros adecuados permiten verificar si el productor mantiene los desvíos bajo control y si las acciones correctoras son eficaces. Deben anotarse las siguientes informaciones en el registro de desvío y de acción correctora. PRINCIPIO 6: VERIFICACIÓN
• Establecer procedimientos para verificar si el Sistema HACCP está funcionando correctamente
Las directrices del Codex definen verificación como "la aplicación de métodos, procedimientos, pruebas y otras evaluaciones, además de monitoreo, para determinar el cumplimiento del plan HACCP". Pueden usarse métodos de auditoría, procedimientos y pruebas, incluso muestras aleatorias y análisis, para determinar si el sistema HACCP está trabajando correctamente. La preparación cuidadosa del plan HACCP, con la definición clara de todos los puntos necesarios, no garantiza su eficiencia. Los procedimientos de verificación son necesarios para evaluar la eficiencia del plan y confirmar si el sistema HACCP atiende al plan. La verificación permite que el productor desafíe las medidas de control y asegure que hay control suficiente para todas las posibilidades. La verificación debe hacerse en la conclusión del estudio, por personas calificadas, capaces de detectar las deficiencias en el plan o en su implementación, en caso de haberlas:
1. Cambio de producto, ingrediente, proceso, etc. 2. Desvío. 3. Peligros recientemente identificados.

Análisis de Riesgos y Puntos Críticos de Control HACCP
4. Intervalos predeterminados regulares. Las actividades de monitoreo de rutina para los límites críticos no deben confundirse con métodos, procedimientos o actividades de verificación.
• Quién puede realizar una verificación:
1. Empleados del establecimiento 2. Personal externo 3. Organizaciones gubernamentales 4. Servicio de inspección 5. Organizaciones privadas 6. Laboratorios de control de calidad 7. Asociaciones de comerciantes 8. Asociaciones de consumidores 9. Compradores 10. Autoridad de un país importador 11. Equipo HACCP.
• Cuándo hacer una verificación:
1. Después de la elaboración de cada plan HACCP (validación). 2. Como parte de revisión continua, establecida por un programa, para demostrar que el planHACCP es eficaz.
3. Cuando haya algún cambio que afecte el análisis de peligro o cambie el plan HACCP de alguna manera.
• Dónde aplicar la verificación:
1. En cada etapa de elaboración del plan HACCP. 2. En el plan HACCP de cada producto/proceso y en sus reevaluaciones.
3. En los procedimientos de monitoreo y acciones correctoras de cada PCC, para
garantir la eficiencia del control de los peligros identificados.
4. En todos los procedimientos gerenciados por las Buenas Prácticas de Manufactura (BPM).
• Como realizar una verificación:
1. Analizar los documentos del plan HACCP y sus registros. 2. Evaluar científicamente todos los peligros considerados, para asegurar que se hayan
identificado todos los peligros significativos.

Análisis de Riesgos y Puntos Críticos de Control HACCP
3. Analizar los desvíos de límites críticos y las acciones correctoras tomadas para cada desvío.
4. Garantizar que todos los PCC estén bajo control. 5. Calibrar los equipamientos de medidas para garantir que el monitoreo resulte en
datos confiables y sus registros sean correctos. 6. Realizar análisis de laboratorio completo, para certificar el control del peligro y
evaluar la eficiencia de límites críticos establecidos, por programa de colecta de muestras.
7. Evaluar las garantías dadas por los proveedores. CARACTERIZACIÓN DE LAS ACTIVIDADES DE VERIFICACIÓN. Cada plan HACCP debe incluir procedimientos de verificación para cada PCC y para el plan como un todo. La verificación periódica ayuda a mejorar el plan, exponiendo y fortaleciendo los puntos débiles del sistema y eliminando las medidas de control innecesarias o ineficaces. Las actividades de verificación incluyen:
1. Validación del plan HACCP. 2. Auditorías del sistema HACCP. 3. Calibrado del equipamiento. 4. Colecta y análisis de muestras.
EL PAPEL DEL ANÁLISIS MICROBIOLÓGICO EN LA VERIFICACIÓN DEL HACCP. Por otra parte, es importante recalcar que los análisis microbiológicos, en el mejor de los casos, ha permitido identificar efectos, pero en ningún caso identificar causas, no evita la repetición del defecto y al proporcionar una información a destiempo, impide tomar medidas rápidas para detener la producción y evitar la repetición de los desvíos. A ello se le suman los costos y los tiempos, pues los análisis microbiológicos son lentos, lo que hace que la mayoría de los alimentos frescos en evaluación, hayan sido despachados y consumidos antes de contar con los resultados analíticos. Es por ello, que los controles deben efectuarse sistemáticamente durante las operaciones con procedimientos científicamente inobjetables. Se puede resumir que el HACCP, hace énfasis en la identificación de aquellas operaciones del proceso elaboración de un alimento, en las cuales exista la posibilidad de que surjan desvíos, que puedan afectar negativamente su inocuidad y el desarrollo de acciones especificas que prevengan estas posibles desviaciones antes de que sucedan. En general, para asegurar la inocuidad del alimento, las muestra y los análisis microbiológicos por si solos no son suficientes para asegurar la inocuidad del alimento. Los análisis microbiológicos raramente son eficaces para monitorear el PCC y no pueden usarse

Análisis de Riesgos y Puntos Críticos de Control HACCP
como un medio de control del proceso, debido a la demora de los procedimientos analíticos y a su incapacidad para ofrecer resultados en tiempo real. Además, la detección de microorganismos patogénicos puede ser difícil, si la contaminación del producto en el PCC está en nivel bajo o si está distribuida de modo desigual en la muestra del alimento, necesitando de más muestras. Sin embargo, el análisis microbiológico es útil en la verificación del plan HACCP, cuando los límites críticos se establecen para eliminar o reducir los patógenos a un nivel aceptable, verificar la eficiencia del plan y asegurar que no se superen los límites microbiológicos identificados. En ese caso, la demora de los procedimientos analíticos no crea dificultades operacionales. Los límites establecidos para verificación pueden ser diferentes de los establecidos para el monitoreo del PCC, porque en la verificación lo que se evalúa es el producto final y no el proceso. PORQUE SE RECOMIENDA HACCP El HACCP es un sistema que ha sido probado satisfactoriamente, que proporciona confianza para gestionar adecuadamente la inocuidad de los alimentos. Es un método eficaz y reconocido que otorga seguridad a los clientes en lo que respecta a la inocuidad de alimentos. Por otra parte, cumple con los requisitos reglamentarios de la mayoría de los países. Así, el HACCP contribuye a producir alimentos inocuos, a tomar decisiones relacionadas con la seguridad del alimento, y en caso de litigio, permite demostrar que se gestiona eficazmente la inocuidad de los alimentos. FRECUENCIA DE LA VERIFICACIÓN Las actividades de verificación deben ejecutarse, según un programa preestablecido, descrito en el plan HACCP, o siempre que haya indicios de que el estado de inocuidad del alimento pueda estar comprometido. Esos indicios incluyen:
1. Observaciones en la línea de producción de que el PCC no está operando dentro de los límites críticos.
2. Revisiones de registros que indiquen un monitoreo inadecuado.
3. Revisiones de registros que indiquen que los PCC operan repetidamente fuera de los
límites críticos.
4. Reclamos de consumidores o rechazo del producto por clientes.

Análisis de Riesgos y Puntos Críticos de Control HACCP
5. Nuevos datos científicos. Los procedimientos de verificación deben programarse con una frecuencia que asegure que el plan HACCP se está cumpliendo continuamente, y que las medidas permanezcan exactas, dentro de los límites establecidos. Entonces, el lapso de tiempo entre las actividades de verificación programadas. REGISTROS DE VERIFICACIÓN: Deben documentarse las actividades de verificación. Deben registrarse los resultados de todas esas actividades, incluido métodos, fecha, organización y/o personas responsables, resultados o hallazgos y acciones tomadas. Los procedimientos de verificación para el plan HACCP como un todo deben ser indicados en el mismo plan HACCP.Alcanzar el nivel de confianza en el desempeño continuado y preciso del plan HACCP. AUDITORIAS: La verificación debe ser parte de la rutina de las fiscalizaciones regularmente programadas por las autoridades. Los motivos para verificaciones reglamentarias son, entre otros, exigencia de protección del consumidor por parte de los gobiernos, apoyo a las industrias de alimento (particularmente pequeñas y medianas empresas) y asistencia a las industrias que buscan oportunidades de comercio donde hay exigencia de certificación. El auditor debe registrar la existencia e implementación del plan HACCP. La verificación reglamentaria también debe abordar la revisión y/o auditoría del cumplimiento del sistema HACCP del productor a su plan HACCP. PRINCIPIO 7: DOCUMENTACIÓN Y MANTENIMIENTO DE REGISTROS.
Establecer procedimientos eficientes de mantenimiento de registros que documentan el Sistema.
Los registros son pruebas, por escrito, que documentan un acto o hecho. Son esenciales para revisar la adecuación del plan HACCP y la adhesión del sistema HACCP al plan. Un registro muestra el histórico del proceso, el monitoreo, los desvíos y las acciones correctivas (incluso descarte de productos) aplicadas al PCC identificado. Los registros pueden presentarse en varios formatos, como cuadros de procesamiento, registros escritos o electrónicos. No puede subestimarse la importancia de los registros para el sistema HACCP. Es imprescindible que el productor mantenga registros completos, actualizados, correctamente archivados y precisos.

Análisis de Riesgos y Puntos Críticos de Control HACCP
Deben mantenerse cuatro tipos de registros como parte del plan HACCP:
1. Documentación de apoyo para el desarrollo del plan HACCP. 2. Registros generados por la aplicación del plan HACCP. 3. Documentación de métodos y procedimientos usados. 4. Registros de programas de entrenamiento de los funcionarios.
Las revisiones de registros deben realizarse en la empresa por personal calificado o por autoridades externas, como consultores, para asegurar el cumplimiento rígido de los criterios establecidos para los PCC. La revisión cuidadosa de los documentos y registros guardados es una herramienta inestimable para indicar posibles problemas, permitiendo que se tomen medidas correctivas, antes de que ocurra un problema de salud pública. Las razones para mantener los registros están asociadas a la evidencia de inocuidad del producto, relativa a los procedimientos y procesos y a la facilidad para rastrear el producto y revisar los registros. Los registros bien archivados son pruebas irrefutables de que los procedimientos y procesos se están cumpliendo, según las exigencias del plan HACCP. La mejor garantía de inocuidad del producto es el cumplimiento de los límites críticos específicos establecidos para cada PCC. La documentación resulta en registros permanentes sobre la inocuidad del producto. Durante una auditoría oficial de conformidad, los registros de la empresa pueden ser la fuente más importante para la revisión de datos. Dependiendo de su alcance, pueden facilitar el trabajo del auditor en la tentativa de averiguar la eficacia de los procesos y procedimientos usados en el establecimiento en cuestión. Más importantes todavía son los registros precisos que también proveen la mejor garantía de inocuidad del producto al personal operativo. Para garantizar la inocuidad del producto y documentar los procesos y procedimientos, los registros deben contener las siguientes informaciones:
1. Título y fecha del registro. 2. Identificación del producto (código, incluso día y hora). 3. Productos y equipamiento usados. 4. Operaciones realizadas. 5. Criterios y límites críticos. 6. Acción correctiva tomada y por quién. 7. Identificación del operador. 8. Datos (presentados de forma ordenada). 9. La rúbrica del revisor y la fecha de revisión.
DOCUMENTOS DE APOYO: Los documentos de apoyo en el plan HACCP incluyen informaciones y datos usados para establecer el plan, como el análisis de peligros y los registros que documentan la base científica utilizada para determinar el PCC y los límites críticos.

Análisis de Riesgos y Puntos Críticos de Control HACCP
REGISTROS GENERADOS POR EL SISTEMA HACCP: Los registros del sistema HACCP se mantienen para demostrar la adhesión del sistema al plan HACCP y el control del PCC en el procesamiento del alimento. Al revisar los registros generados por el sistema HACCP, el operador o gerente puede percibir si un proceso se está acercando a su límite crítico. La revisión de registros puede ser un instrumento para identificar tendencias y hacer ajustes operacionales. A) REGISTROS DE MONITOREO DE CADA PCC. Siempre hay fluctuaciones normales y/o aceptables en los datos recogidos en la mayoría de las operaciones, y esas variaciones se reflejan en los registros. Es imprescindible que el individuo responsable por mantener los registros de datos del PCC sepa la diferencia entre fluctuaciones normales e alguna indicación de pérdida de control de un PCC. Esas directrices deben ser claramente establecidas, y los límites críticos deben imprimirse en cada registro de PCC u hoja de datos como referencia para el operador. B) REGISTROS DE DESVÍO Y DE ACCIÓN CORRECTIVA. Desvío es la incapacidad de alcanzar un límite crítico exigido para un PCC. Los procedimientos de acción correctiva para el desvío deben ser documentados en el plan, siendo que cada desvío requiere una acción correctiva que elimine el peligro real o potencial y que garantice el destino seguro del producto involucrado. Eso requiere un registro, por escrito, identificando los lotes del desvío. Muchos productos que no concuerdan con las exigencias deben ser retenidos y debe esperarse la conclusión de las acciones correctiva adecuadas, incluida una determinación del destino para el producto. Como los desvíos en el HACCP se relacionan con la inocuidad del producto, deben mantenerse los registros en un archivo separado, diferente de aquél usado para garantía de calidad o registros de exigencias legales. Eso facilita la revisión de los registros en cuanto al cumplimiento de exigencias. C) REGISTROS DE VERIFICACIÓN/VALIDACIÓN Deben mantenerse los registros resultantes de una validación o auditoría para compararlos con los resultados de la próxima auditoría. Deben ser analizadas las inconsistencias de los resultados para conseguir una evaluación significativa de la manutención del sistema HACCP. Esos registros pueden ser resultado de:
1. Inspección del lugar o del establecimiento. 2. Evaluación y prueba de los equipamientos. 3. Precisión y calibrado de los equipamientos de monitoreo. 4. Resultados de actividades de verificación (incluso métodos, fecha, organizaciones
y/o individuos responsables), resultados o hallazgos y acciones tomadas.

Análisis de Riesgos y Puntos Críticos de Control HACCP
D) DOCUMENTACIÓN DE MÉTODOS Y PROCEDIMIENTOS USADOS. El productor debe mantener los registros de los métodos y procedimientos usados en el sistemaHACCP, durante un período mayor que dos (para productos perecederos) o tres veces (para noperecederos) de la vida útil del producto, como:
1. Descripción del sistema de monitoreo del límite crítico de cada PCC, incluidos los métodos y equipamientos usados para monitorear, la frecuencia del monitoreo y la persona que lo ejecuta.
2. Planes para acciones correctivas de violaciones de límite crítico o situaciones que
resulten en peligros.
3. Descripción de procedimientos de manutención de registro, incluso copias de todos los formularios de registro.
4. Descripción de procedimientos de verificación y de validación.
Los registros claramente relacionados con la inocuidad del producto ya se identificaron en el programa HACCP y pueden estar sujetos al escrutinio de las autoridades reglamentarias. Tenerlos bien organizados hace que la recuperación de datos sea una tarea fácil para las auditorías internas y externas. REGISTROS DE PROGRAMAS DE ENTRENAMIENTO DE LOS OPERARIOS. Deben mantenerse los registros de entrenamiento de todos los operarios. Eso es especialmente importante para aquellos involucrados en el monitoreo de los límites críticos de los PCC y los involucrados con la revisión del desvío, de las acciones correctivas y verificación. Dichos operarios deben ser entrenados para entender los procedimientos/métodos adecuados y las acciones que deben tomarse para controlar los PCC.
Análisis de Riesgos y Puntos Críticos de Control HACCP
METODOLOGIA Este trabajo es de carácter descriptivo investigativo, fue realizado en la empresa de lácteos LA VAQUITA, con el objetivo de diseñar un plan HACCP para que esta empresa pueda tener una mejor calidad en sus productos. Se tuvo una reunión con la directiva de la empresa y se hizo un recorrido por ella, nos facilitaron los datos generales e información de la empresa, además se realizo la revisión de los prerrequisitos. Obtuvimos los documentos como son: Constitución legal de la empresa, datos de los trabajadores, diseño arquitectónico de la planta, manual de BPM, Programa POES. Se analizó y procesó la información brindada por las dirigencia de la empresa, de acuerdo a esto determinamos que es necesario que la empresa de lácteos LA VAQUITA tenga un manual HACCP, luego de determinar que cumple con todos los prerrequisitos pasamos a dar inicio a la elaboración del documento donde se describieron los PCC y su respectiva acción correctiva.Ver anexospag. 81-107 Se diseñó el organigrama del equipo HACCP integrando a éste a las personas con más conocimiento acerca de los procesos que se realizan en la empresa, para cada una de las líneas de producción se determinaron los PCC de acuerdo al árbol de decisiones aplicado, donde se determinó PCC para:Queso Morolique, Leche Pasteurizada Homogeneizada, y Crema Acida.Ver anexo pag. 83 Los tres procesos los PCC coinciden en las mismas dos etapas de proceso que son Pasteurización y Almacenamiento, debido en gran manera al contenido de humedad de cada uno sumado a posible contaminación por mal manejo, además de que en las etapas subsiguientes no existen medidas para los peligros identificados. Posteriormente de determinar donde existen y donde no existen PCC se procedió a diseñar el mapa de riesgos y acciones correctivas para cada una de las líneas de producción.Ver anexos pag 95-102 Se hizo revisión del documento con el acompañamiento de la empresa y se elaboró el documento escrito, que sirve de soporte para decir positivamente que la empresa de lácteos LA VAQUITA tiene por primera vez un manual HACCP, el documento contenía: Identificación de la planta, organigrama general de la empresa, organigrama del equipo HACCP, flujogramas, fichas técnicas, y cartas tecnológicas para cada producto (Queso Morolique, Leche Pasteurizada Homogeneizada y crema acida), diseño arquitectónico de la planta, y mapa de riesgo con sus puntos críticos de control y sus respectivas acciones correctivas. Ver anexos pag 81-107 Este manual fue elaborado apegados a la guía de elaboración de manuales HACCP proporcionada por el MAGFOR.

Análisis de Riesgos y Puntos Críticos de Control HACCP
RESULTADOS La empresa procesadora de productos lácteos LA VAQUITAubicada en la Grecia de la ciudad de Chinandega, actualmente cuenta con tres líneas de producción que son: procesamiento de QuesoMorolique,Crema Acida y Leche Pasteurizada, su infraestructura cumple con las exigencias de los prerrequisitos. Las BPM y los POES se llevan a cabo en la empresa a travésde:
1. Capacitación del personal. 2. Mantenimiento preventivo de equipos y maquinaria. 3. Control de plagas. 4. Control de calidad de materia prima e insumos.
Cabe mencionar de algunas deficiencias, por ejemplo: no es muy frecuente la capacitación del personal. Actualmente la empresa cuenta con sus flujos tecnológicos, cartas tecnológicas y fichas técnicaspara cada producto. De acuerdo a su compatibilidad de flujos tecnológicos con respecto a la materia prima (leche) en el análisis de riesgos se determinaron dos etapas en común en donde se consideraron como etapas deficientes de control, poniendo en riesgo la salud del consumidor.Ver anexo pag. 84-92 Es por ello que en estas etapas de producción se identificaron los dos PCC biológicos existentes, según la aplicación del árbol de decisiones, es en estos puntos o etapas en donde hay una declinación en la inocuidad del producto final. En este análisis de riesgos que se llevo a cabo en la empresa de lácteosLA VAQUITA,identificamos como principal fuente de riesgos los peligros biológicos, y como PCC las etapas de pasteurización y almacenamiento en las tres líneas de producción (Queso Morolique, crema acida y leche pasteurizada).Ver anexo pag. 96

Análisis de Riesgos y Puntos Críticos de Control HACCP
ANÁLISIS DE LOS RESULTADOS En la identificación de los puntos críticos de control, se determino que se debe ser más estricto en el cumplimiento de factores de tiempo y temperatura en la etapa de pasteurización y temperatura en la etapa de almacenamiento. Tomar en cuenta la importancia del papel que juega el monitoreo con su aplicación adecuada, como sistema de control para la inocuidad de alimentos, llevando a cabo el funcionamiento de registros. Además la inspección continua, asegurará que en el momento de tomar una decisión sea la correcta para la aplicación de una acción correctiva que se llevará a cabo. Por medio del estudio minucioso que se realizo con el árbol de decisiones para la implementación HACCP, se identificaron dos puntos críticos de control correspondientes a dos etapas en común en las tres líneas de producción, estos son Pasteurización y Almacenamiento. La determinación de estos PCC está descrita más detalladamente a continuación: Para Leche Pasteurizada Homogeneizada se determinó que sus PCC son pasteurización ya que existe el riesgo biológico de sobrevivencia de microorganismos patógenos por descontrol de temperatura y tiempo de procesamiento o por una elevada carga microbiana inicial y almacenamiento ya que en esto se corre más riesgo de que el producto sea contaminado o que exista crecimiento microbiano por mal almacenamiento. Para Crema Acida se determinó que tiene sus PCC en las etapas de pasteurización ya que existe el riesgo biológico de sobrevivencia de microorganismos patógenos por descontrol de temperatura y tiempo de procesamiento o por una elevada carga microbiana inicial y almacenamiento ya que en esto se corre más riesgo de que el producto sea contaminado o que exista crecimiento microbiano por mal almacenamiento. Queso Morolique sus PCC son pasteurización porque existe el riesgo biológico ya que puede haber una sobrevivencia de microorganismos patógenos por descontrol de temperatura y tiempo de procesamiento o por una elevada carga microbiana inicial y almacenamiento ya que en esto se corre más riesgo de que el producto sea contaminado o que exista crecimiento microbiano por mal almacenamiento. A continuación en las siguientes planillas presentamos las dos etapas en común en donde identificamos los PCC.

Análisis de Riesgos y Puntos Críticos de Control HACCP
Tabla 1 - Análisis de Riesgos e Identificación de Puntos Críticos de Control de Queso Morolique
Etapas de proceso
Identificación de Peligros
¿Algún riesgo es
significante?
Justifique su decisión de la columna 3
Medidas preventivas que pueden ser aplicadas
¿Es esta etapa un
PCC?
Si
No
Si
No
Recepción de leche
Biológico: Existencia de microorganismos patógenos y reacciones bioquímicas, debido al insuficiente enfriamiento y déficit de higiene de los operadores, uso antihigiénico de equipos, durante el ordeño y el transporte de la leche a la planta. Químico: Residuos de antibióticos y/o plaguicidas.
X
Biológico: La planta solamente debe recepcionar leche refrigerada (aceptable), para prevenir multiplicación de microorganismos patógenos, evitando ETA. Químico: Antibióticos y plaguicidas no podrán ser controlados mediante procesado posterior.
Control de proveedores para la aplicación de las BPM y evitar anomalías , en llegada de la leche a la planta solamente aceptar leche refrigerada a una °T de 2 a 4 °C, pruebas de plataforma(todas), obligada la prueba de antibióticos.
X
Filtración
Físico: Pelos, tierra , moscas , garrapatas , otros
X
Involucra transporte de microorganismos.
Filtración de la leche, evaluación de la efectividad del filtro y limpieza del equipo.
X
Descremado
Biológico
X
Control con BPM y SSOP’S. Capacitación del personal sobre las BPM y SSOP’S e inspección y evaluación higiénico sanitaria.
X
Estandarización
Biológico
X
Control con BPM y SSOP’S. Capacitación del personal sobre las BPM y SSOP’S e inspección y evaluación higiénico sanitaria.
X
Etapas de proceso
Identificación de Peligros
¿Algún riesgo es
significant
Justifique su decisión de la columna 3
Medidas preventivas que pueden ser aplicadas
¿Es esta etapa un
PCC?

Análisis de Riesgos y Puntos Críticos de Control HACCP
e?
Si No Si No
Pasteurización
Biológico: Sobrevivencia de microorganismos patógenos por descontrol de temperatura y tiempo de procesamiento o por una elevada carga microbiana inicial.
X
Pasteurización es una garantía de eliminación de microorganismos patógenos en la leche cruda.
Proceso térmico controlado (limite operacional: 75 a 77°C x 15 seg., y limite critico: 72°C x 15 seg.), prueba de la fosfatasa alcalina , inspección del equipo de pasteurización.
X
Enfriamiento
Biológico
X
Control con BPM y SSOP’S
Capacitación del personal sobre las BPM y SSOP’S e inspección y evaluación higiénico sanitaria.
X
Inoculación
Biológico: Deficiencia de la calidad del cultivo.
X
Control con BPM y SSOP’S
Capacitación del personal sobre las BPM y SSOP’S e inspección y evaluación higiénico sanitaria.
X
Reposo
Biológico
X
Control con BPM y SSOP’S
Capacitación del personal sobre las BPM y SSOP’S e inspección y evaluación higiénico sanitaria.
X
Adición de
cloruro de calcio
Químico: La cantidad agregada y el grado de exposición tanto del producto como de la persona, calidad de inocuidad de insumo utilizado (Residuos químicos).
X
No hay una etapa subsiguiente para controlar este riesgo químico.
Revisar la formulación del producto y exigir las fichas técnicas de los insumos (control de calidad).
X
Cuajado
Biológico
X
Control con BPM y SSOP’S. Capacitación del personal sobre las BPM y SSOP’S e inspección y evaluación higiénico sanitaria.
X
Etapas de proceso
Identificación de Peligros
¿Algún riesgo es
significante?
Justifique su decisión de la columna 3
Medidas preventivas que pueden ser aplicadas
¿Es esta etapa un
PCC?
Si No Si No

Análisis de Riesgos y Puntos Críticos de Control HACCP
Corte / reposo
Biológico
X
Control con BPM y SSOP’S.
Capacitación del personal sobre las BPM y SSOP’S e inspección y evaluación higiénico sanitaria.
X
Agitación
Biológico
X
Control con BPM y SSOP’S.
Capacitación del personal sobre las BPM y SSOP’S e inspección y evaluación higiénico sanitaria.
X
Reposo
Biológico
X
Control con BPM y SSOP’S.
Capacitación del personal sobre las BPM y SSOP’S e inspección y evaluación higiénico sanitaria.
X
Desuerado
Biológico
X
Control con BPM y SSOP’S.
Capacitación del personal sobre las BPM y SSOP’S e inspección y evaluación higiénico sanitaria.
X
Picado
Biológico
X
Control con BPM y SSOP’S.
Capacitación del personal sobre las BPM y SSOP’S e inspección y evaluación higiénico sanitaria.
X
Salado
Químico: Deficiencia de sal Biológico: Presencia de microorganismos en la salmuera (por el H2O o el NaCl).
X
Control con BPM y SSOP’S. Control de calidad de insumos, control de la concentración y cantidad de sal durante el proceso.
Capacitación del personal sobre las BPM y SSOP’S e inspección y evaluación higiénico sanitaria, además del control de los parámetros del proceso.
X
Etapas de proceso
Identificación de Peligros
¿Algún riesgo es
significante?
Justifique su decisión de la columna 3
Medidas preventivas que pueden ser aplicadas
¿Es esta etapa un
PCC?
Si No Si No
Moldeo Y
Biológico
X
Control con BPM y SSOP’S.
Capacitación del personal sobre las
X

Análisis de Riesgos y Puntos Críticos de Control HACCP
prensado BPM y SSOP’S e inspección y evaluación higiénico sanitaria.
Empaque
Biológico
X
Control con BPM y SSOP’S.
Capacitación del personal sobre las BPM y SSOP’S e inspección y evaluación higiénico sanitaria.
X
Almacenamiento
Biológico: Existencia de crecimiento microbiano por mal almacenamiento.
X
La refrigeración retarda el crecimiento de la mayoría de microorganismos.
Control de temperatura de almacenamiento (2 a 4 °C).
X
Tabla 2 - Análisis de Riesgos e Identificación de Puntos Críticos de Control-leche pasteurizada homogeneizada
Etapas de Proceso
Identificación de Peligros
¿Algún riesgo es
significante?
Justifique su decisión de la columna 3
Medidas preventivas que pueden ser aplicadas
¿Es esta etapa un PCC?
Si No Si No
Biológico: La planta

Análisis de Riesgos y Puntos Críticos de Control HACCP
Recepción de leche
Biológico: Existencia de microorganismos patógenos y reacciones bioquímicas, debido al insuficiente enfriamiento y déficit de higiene de los operadores , uso antihigiénico de equipos, durante el ordeño y el transporte de la leche a la planta. Químico: Residuos de antibióticos y/o plaguicidas.
X
solamente debe recepcionar leche refrigerada (aceptable), para prevenir multiplicación de microorganismos patógenos, evitando ETA. Químico: Antibióticos y plaguicidas no podrán ser controlados mediante procesado posterior.
Control de proveedores para la aplicación de las BPM y evitar anomalías , en llegada de la leche a la planta solamente aceptar leche refrigerada a una °T de 2 a 4 °C, pruebas de plataforma (todas), obligada la prueba de antibióticos.
X
Filtración
Físico: Pelos, tierra, moscas, garrapatas, otros.
X
Involucra transporte de microorganismos.
Filtración de la leche, evaluación de la efectividad del filtro y limpieza del equipo.
X
Estandarización
Biológico
X Control con BPM y SSOP’S.
Capacitación del personal sobre las BPM y SSOP’S e inspección y evaluación higiénico sanitaria.
X
Etapas de Proceso
Identificación de Peligros
¿Algún riesgo es
significante?
Justifique su decisión de la columna 3
Medidas preventivas que pueden ser aplicadas
¿Es esta etapa un PCC?
Si No Si No
Pasteurización
Biológico Sobrevivencia de microorganismos patógenos por descontrol de temperatura y tiempo de procesamiento o por una elevada carga microbiana inicial.
X
Pasteurización es una garantía de eliminación de microorganismos patógenos en la leche cruda.
Proceso térmico controlado (limite operacional: 75 a 77°C x 15 seg., y limite critico: 72°C x 15 seg.), prueba de la fosfatasa alcalina , inspección del equipo de pasteurización.
X
Homogenización
Biológico
X
Control con BPM y
Proceso térmico controlado limite operacional: Temp. de pasteurización durante 20 minutos
X
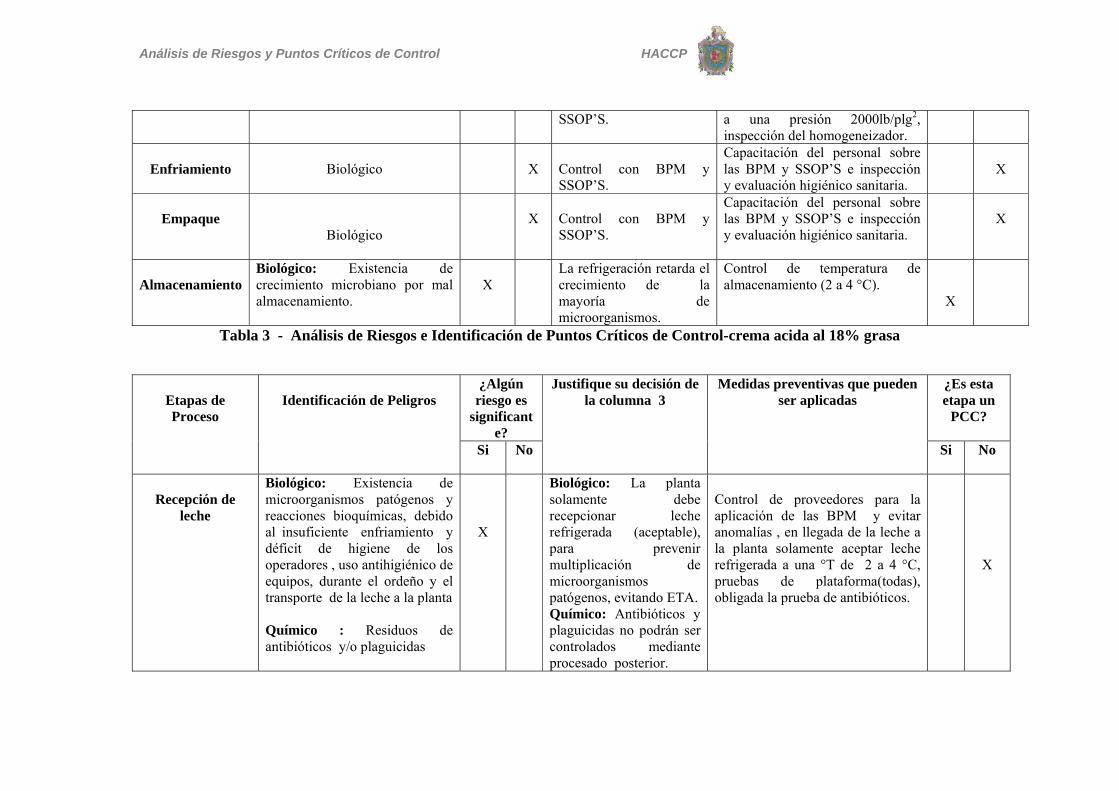
Análisis de Riesgos y Puntos Críticos de Control HACCP
SSOP’S. a una presión 2000lb/plg2, inspección del homogeneizador.
Enfriamiento
Biológico
X
Control con BPM y SSOP’S.
Capacitación del personal sobre las BPM y SSOP’S e inspección y evaluación higiénico sanitaria.
X
Empaque
Biológico
X
Control con BPM y SSOP’S.
Capacitación del personal sobre las BPM y SSOP’S e inspección y evaluación higiénico sanitaria.
X
Almacenamiento
Biológico: Existencia de crecimiento microbiano por mal almacenamiento.
X
La refrigeración retarda el crecimiento de la mayoría de microorganismos.
Control de temperatura de almacenamiento (2 a 4 °C).
X
Tabla 3 - Análisis de Riesgos e Identificación de Puntos Críticos de Control-crema acida al 18% grasa
Etapas de Proceso
Identificación de Peligros
¿Algún riesgo es
significante?
Justifique su decisión de la columna 3
Medidas preventivas que pueden ser aplicadas
¿Es esta etapa un
PCC?
Si No Si No
Recepción de
leche
Biológico: Existencia de microorganismos patógenos y reacciones bioquímicas, debido al insuficiente enfriamiento y déficit de higiene de los operadores , uso antihigiénico de equipos, durante el ordeño y el transporte de la leche a la planta Químico : Residuos de antibióticos y/o plaguicidas
X
Biológico: La planta solamente debe recepcionar leche refrigerada (aceptable), para prevenir multiplicación de microorganismos patógenos, evitando ETA. Químico: Antibióticos y plaguicidas no podrán ser controlados mediante procesado posterior.
Control de proveedores para la aplicación de las BPM y evitar anomalías , en llegada de la leche a la planta solamente aceptar leche refrigerada a una °T de 2 a 4 °C, pruebas de plataforma(todas), obligada la prueba de antibióticos.
X
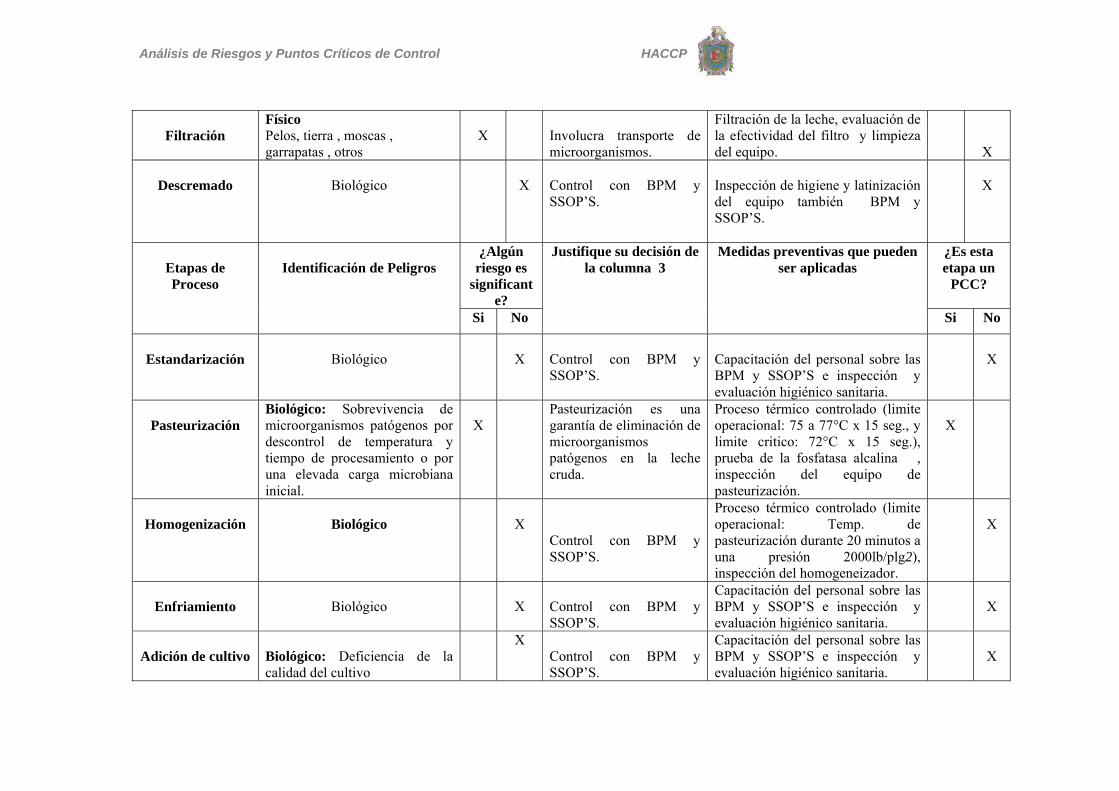
Análisis de Riesgos y Puntos Críticos de Control HACCP
Filtración
Físico Pelos, tierra , moscas , garrapatas , otros
X
Involucra transporte de microorganismos.
Filtración de la leche, evaluación de la efectividad del filtro y limpieza del equipo.
X
Descremado
Biológico
X Control con BPM y SSOP’S.
Inspección de higiene y latinización del equipo también BPM y SSOP’S.
X
Etapas de Proceso
Identificación de Peligros
¿Algún riesgo es
significante?
Justifique su decisión de la columna 3
Medidas preventivas que pueden ser aplicadas
¿Es esta etapa un
PCC?
Si No Si No
Estandarización
Biológico
X
Control con BPM y SSOP’S.
Capacitación del personal sobre las BPM y SSOP’S e inspección y evaluación higiénico sanitaria.
X
Pasteurización
Biológico: Sobrevivencia de microorganismos patógenos por descontrol de temperatura y tiempo de procesamiento o por una elevada carga microbiana inicial.
X
Pasteurización es una garantía de eliminación de microorganismos patógenos en la leche cruda.
Proceso térmico controlado (limite operacional: 75 a 77°C x 15 seg., y limite critico: 72°C x 15 seg.), prueba de la fosfatasa alcalina , inspección del equipo de pasteurización.
X
Homogenización
Biológico
X
Control con BPM y SSOP’S.
Proceso térmico controlado (limite operacional: Temp. de pasteurización durante 20 minutos a una presión 2000lb/plg2), inspección del homogeneizador.
X
Enfriamiento
Biológico
X
Control con BPM y SSOP’S.
Capacitación del personal sobre las BPM y SSOP’S e inspección y evaluación higiénico sanitaria.
X
Adición de cultivo
Biológico: Deficiencia de la calidad del cultivo
X
Control con BPM y SSOP’S.
Capacitación del personal sobre las BPM y SSOP’S e inspección y evaluación higiénico sanitaria.
X

Análisis de Riesgos y Puntos Críticos de Control HACCP
Reposo
Biológico X
Control con BPM y SSOP’S.
Capacitación del personal sobre las BPM y SSOP’S e inspección y evaluación higiénico sanitaria.
X
Etapas de proceso
Identificación de Peligros
¿Algún riesgo es
significante?
Justifique su decisión de la columna 3
Medidas preventivas que pueden ser aplicadas
¿Es esta etapa un
PCC?
Si No Si No
Empaque
Biológico
X
Control con BPM y SSOP’S.
Capacitación del personal sobre las BPM y SSOP’S e inspección y evaluación higiénico sanitaria.
X
Almacenamiento
Biológico: Existencia de crecimiento microbiano por mal almacenamiento.
X
La refrigeración retarda el crecimiento de la mayoría de microorganismos.
Control de temperatura de almacenamiento (2 a 6 °C).
X

Análisis de Riesgos y Puntos Críticos de Control HACCP
En el análisis de riesgos de leche, queso y crema se identificaron puntos críticos de control (PCC), en dos etapas en común: Pasteurización y almacenamiento. De acuerdo al análisis de riesgos realizado presentaremos la siguiente matriz, en donde se indicara los parámetros que deben de monitorearse considerando además las particularidades de cada producto. Aclaramos que esta planilla a continuación se aplica a queso, crema y leche pasteurizada.
CONTROL DE PUNTOS CRÍTICOS:
PCC
Riesgos
significantes
Limites críticos para cada medida
preventiva
Monitoreo Acciones correctivas
Registros Verificación
¿Qué? ¿Cómo? ¿Cuándo? ¿Quién?
PCC
-1 (B)
Pasterización.
Biológico. Sobrevivencia de patógenos por fallas en su eliminación.
Control de tiempo y temperatura de pasteurización (76±1°C x 15 seg). Prueba de la fosfatasa alcalina negativa. Estos límites son válidos para los tres productos que se están analizando.
Tiempo y temp. De pasteurización.
Revisión en el termógrafo el tiempo y la temperatura de pasteurización y el funcionamiento correcto de la válvula de desviación.
En el momento en que se va a pasteurizar.
Encargado del proceso.
Detener el proceso, ajustar a posición correcta la válvula de desviación, reprocesar la leche.
registros del termógrafo y registros de calibración trimestral del termógrafo
Revisión diaria de todos los registros, y calibraciones trimestrales del termógrafo.

Análisis de Riesgos y Puntos Críticos de Control HACCP
PCC
-2 (B)
Alm
acenamiento.
Biológico. Sobrevivencia de microorganismos psicrofilos.
Controlar temperaturas de refrigeración (2-4) °C.Valido para todos los productos.
Temperatura de refrigeración (2-4) °C.En cuartos fríos.
Escribiendo la temperatura indicada en el termómetro del cuarto frio.
Cada 3 horas.
Responsable de almacenamiento.
Reportarlo inmediatamente al jefe de área de mantenimiento.
Formato control temperatura de almacén en producto terminado.
Revisión diaria de los registros de °T almacenamiento y calibrar el termómetro.
Análisis de Riesgos y Puntos Críticos de Control HACCP
CONCLUSIONES En la elaboración del plan de análisis riesgos y puntos críticos de control (HACCP)de la empresa LA VAQUITA, se identificó como principales riesgos los peligros biológicos, siendo estos la principal fuente de contaminación, transmisores de enfermedades a través de los alimentos, deterioro de alimentos, entre otros. El análisis microbiológico del producto final se determinó como un problema por no garantizar inocuidad alimentaria, resultando este como no seguro e insuficiente, por la frecuencia de muestreo durante el proceso y el numero de muestras tomadas, sin embargo encontramos que resulta eficiente que el análisis microbiológico de producto final, que se realiza sea combinado y respaldado por análisis de riesgos y puntos críticos de control (HACCP). En el análisis de riesgos y puntos críticos de control (HACCP) de la empresa de lácteos LA VAQUITA, se determinó que para cada una de las líneas de producción (Queso, Crema, Leche pasteurizada), existen dos etapasen comúnen donde se encontraron los puntos críticos de control biológicos estas dos etapas son lapasteurización y almacenamiento,una vez analizados se establecieron sistemas de monitoreo, registros de verificación, resultando así las principales dos fuentes de peligro para la inocuidad del producto final, de donde se regirán controles críticos que podrá garantizar la obtención de un producto inocuo, sin riesgos a la salud del consumidor. Con la correcta implementación de los sietes principios (HACCP), se asegura la calidad e inocuidad en la producción de la empresa procesadora de productos lácteos LA VAQUITA, ya que con la aplicación de este sistema de inocuidad alimentaria, se pretende velar por la salud del consumidor, a través de productos alimenticios inocuos y la ampliación de los mercados a nivel internacional cumpliendo con las exigencias de cada mercado.
Análisis de Riesgos y Puntos Críticos de Control HACCP
RECOMENDACIONES:
1. Reformar el muestreo aplicado, reforzarlo con los análisis de riesgos y puntos críticos de control, para garantizarla inocuidad del producto final, y con ello la salud de los consumidores.
2. Capacitar al personal con más frecuencia o cuando sea necesario, sobre los
prerrequisitos principalmente.
3. Exigir fichas técnicas de insumos para categorizar que nivel de peligrosidad tienen, además de conocer el tipo de control de calidad que poseen.
4. Realizar los análisis de laboratorio completos, en tiempo y forma.
5. La indumentaria del personal tiene que ser adecuada para contribuir al desarrollo de
la higiene de la planta de producción.
6. Realizar el control de plagasuna vez por semana, debido a que la ubicación de la planta es en una zona rural lo que contribuye a que exista sobre población de roedores y otras plagas..
7. Realizar por lo menos una vez a la semana el mantenimiento completo de equipos y
maquinaria, tienen que tener registros de inspección de sanitización, de higiene y de su mantenimiento físico diario, para evitar contaminación cruzada.
8. Darle mantenimiento a las áreas verdes por lo menos dos veces al mes para
mantener baja la altura de la hierba que pueda creer a los alrededores de la empresa.
9. Llevar el funcionamiento de cada registro de control de calidad en tiempo y forma.
10. Cumplir rígidamente con las pruebas de aceptación o rechazo de la materia prima.
11. Establecer control de calidad de materia prima en cada centro de acopio.
12. Llevar a cabo un programa de calibración de equipos.

Análisis de Riesgos y Puntos Críticos de Control HACCP
BIBLIOGRAFÍA
1. American Institute of Bakery (AIB). 2004. Taller HACCP. Tegucigalpa, Honduras. AIB Internacional. 70 p.
2. American Institute of Bakery (AIB). 2005. Taller HACCP. Tegucigalpa, Honduras.
AIB Internacional. 80 p.
3. Análisis de peligros y puntos críticos de control (HACCP), ORGANIZACIÓN PANAMERICANA DE LA SALUD.
4. Corlett DA. 1998. HACCP User’s Manual. Maryland, Estados Unidos de América.
Aspen Publishers, Inc. 519 p.
5. Comisión del códex alimentarius(1998). Códex Alimentarius. Requisitos Generales (Higiene de los Alimentos). Suplemento al Volumen 1B. Ed. Programa conjunto FAO/OMS. Roma (Italia).
6. Documento Electrónico (PDF). Geneva, Italia. ISO Management Systems.
Consultado 23 de febrero 2011.
7. FAO (1996). La utilización de los principios del análisis de riesgos y de los puntos críticos de control en el control de alimentos. Estudio FAO Alimentación y Nutrición 58. Ed. InformationDivision FAO. Roma.
8. FAO/OMS (1998). Directrices para la evaluación reglamentaria del HACCP.
Informe de una Consulta Conjunta FAO/OMS sobre la Función de los Organismos Oficiales en la Evaluación HACCP. Ginebra.
9. Færgemand J, Jespersen D. 2004. ISO 22000 to ensure integrity on food supply
chain.
10. Mortimore S, Wallace C. 1994. HACCP, Enfoque Práctico. Zaragoza, España: Editorial Acribia S.A. 291 p.
11. Seafood HACCP Alliance for Training and Education. 1997. Training
Curriculumfor.
12. Hazard Analysis and Critical Control Points. Davis, California. University of California.

Análisis de Riesgos y Puntos Críticos de Control HACCP
ANEXOS

Análisis de Riesgos y Puntos Críticos de Control HACCP
MANUAL DE ANALISIS DE PELIGRO Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA EMPRESA PASTEURIZADORA DE LECHE ¨LA VAQUITA¨ EN LA COMARCA LA GRECIA DE LA CIUDAD DE CHINANDEGA.
LA VAQUITA .S.A.
CHINANDEGA-NICARAGUA. DOCUMENTO INICIAL
Autores: Jarwin Javier García Torres. Norman Miguel Alaniz Úbeda.

Análisis de Riesgos y Puntos Críticos de Control HACCP

Análisis de Riesgos y Puntos Críticos de Control HACCP
GOBIERNO DE NICARAGUA.
MINISTERIO AGROPECUARIO Y FORESTAL (MAGFOR).
DIRECCIÓN GENERAL DE PROTECCIÓN Y SANIDAD AGROPECUARIA.
GUÍA DE ELABORACIÓN DEL MANUAL DE ANÁLISIS DE RIESGOS Y PUNTOS
CRÍTICOS DE CONTROL (HACCP). INTRODUCCIÓN
La empresa procesadora de lácteos LA VAQUITA fue constituida legalmente a los seis días del mes de Julio del año 2005, por iniciativa de profesionales ligados al sector lácteo, para hacer frente a nuestras necesidades productivas, aspiraciones económicas y sociales, por medio de una planta procesadora de lácteos de propiedad conjunta y democráticamente controlada. El interés de la empresa en el certificado HACCP, es garantizar mayor inocuidad de alimentos, facilitar el comercio internacional, mejor aprovechamiento de recursos (disminución de costos por remanejos y devoluciones), facilitar la inspección por autoridades fiscalizadoras, prestigio de la marca, efectos favorables para la calidad en lo concerniente a la higiene, plazo de validez e integridad económica del producto y respuesta más oportuna a problemas. El sistema de análisis de riesgos y de los puntos críticos de control (HACCP) permite identificar riesgos específicos y medidas preventivas para su control con el fin de garantizar la inocuidad de los alimentos. Es un instrumento para evaluar los riesgos y establecer medidas de control que se orienten hacia medidas preventivas en lugar de basarse principalmente en el análisis del producto final. Todo sistema de HACCP es capaz de adaptarse a cambios tales como los progresos en el diseño del equipo o en los procedimientos de elaboración o las novedades tecnológicas. El plan HACCP puede aplicarse a lo largo de toda la cadena alimentaria, desde el productor primario hasta el consumidor final. Para que la aplicación del sistema HACCP de buenos resultados es necesario que tanto la dirección como el personal se comprometan y participen plenamente. También se requiere de un trabajo en equipo, en el que debería intervenir técnicos competentes, como biólogos, veterinarios, personal de producción, microbiólogos, especialistas en medicina y salud pública, tecnólogos de los alimentos, químicos e ingenieros, según el estudio de que se trate. La aplicación HACCP es compatible con la aplicación de sistema de control de calidad, como la serie 9000 de la ISO, y es el método utilizado de preferencia para controlar la inocuidad de los alimento en el marco de tales sistemas. El HACCP es un sistema que permite identificar riesgos específicos y medidas preventivas para su control. Este sistema se basa en los siete principios siguientes:

Análisis de Riesgos y Puntos Críticos de Control HACCP
Principio 1: Identificar los posibles riesgos asociados con la producción de alimentos en todas las fases, desde el cultivo elaboración, fabricación y distribución, hasta el punto de consumo. Evaluar la probabilidad de que se produzcan riesgos e identificar medidas preventivas para su control. Principio 2: Determinar los puntos, procedimientos, fases operacionales que pueden controlarse para eliminar riesgos o reducir al minino la probabilidad de que se produzcan (puntos críticos de control). Se entiende por fasecualquier etapa de la producción y/o fabricación de alimentos incluidas la recepción de materias primas, transporte, formulación, elaboración, almacenamiento, etc. Principio 3: Establecer límites críticos que deberán alcanzarse para asegurar que el PCC este bajo control. Principio 4: Establecer un sistema de vigilancia para asegurar el control de los PCC mediante ensayos u observaciones programadas. Principio 5: Establecer las medidas correctivas que habrán de adoptarse cuando la vigilancia indique que un determinado PCC no está bajo control. Principio 6: Establecer procedimientos de verificación, incluidos ensayos y procedimientos complementarios para comprobar que el sistema de HACCP funcione eficazmente. Principio 7: Establecer un sistema de documentación sobre todos los procedimientos, y los registros apropiados a estos principios y a su aplicación.

Análisis de Riesgos y Puntos Críticos de Control HACCP
IDENTIFICACION DE LA PLANTA. Ubicación de la Planta: La empresa está ubicada en el departamento de Chinandega en el kilómetro 139 de la carretera Chinandega - Guasaule, en el sector N◦ 2 de la comarca la Grecia.
Razón Social:
Nombre o razón social de la empresa: La Vaquita S.A. Marca de comercialización: La Rica. Número de establecimiento otorgado por el MAGFOR: N° 95.
Líneas de Producción y Comercialización:
Leche fluida pasteurizada homogeneizada al 3% de grasa y su marca de comercialización es La Rica.
Queso Morolique pasteurizado al 3% de grasa y su marca de comercialización es La Rica.
Crema acida al 18% de grasa y su marca de comercialización es La Rica.

Análisis de Riesgos y Puntos Críticos de Control HACCP
ORGANIGRAMA GENERAL DE LA EMPRESA LA VAQUITA
Gerente ventas
Facturación
Supervisor de ventas
Asesor Legal Auditor Externo
Gerente Propietario
Gerente Administrativo
Seguridad
Flota y transporte
Aéreas verdes y conserjería
Sistema
Compras
Servicios Generales
RR HH Contador General
Auxiliar costos
Auxiliar administrati
vo
Supervisor de producción
Operarios
Supervisor de empaques
Operarios
Responsable de mantenimiento
Técnico
Jefe de Bodega
Auxiliar
Gerente de producción
Laboratorista
Analista

Análisis de Riesgos y Puntos Críticos de Control HACCP
Objetivo del Equipo HACCP: Ofrecer productos inocuos para consumo humano.
Ámbito de aplicación: Operaciones unitarias del proceso productivo.
PROFESIÓN REPRESENTANTES FUNCIONES
Lic. en Economía Joel Briceño Gerente Propietario
Soluciones de inversiones:autorización de presupuestos de gastos.
Lic. en Mercado y Publicidad
José Gutiérrez Gerente de Ventas
Coordinador del equipo HACCP:Encargado de la logística de las reuniones, invitar, definir lugar, horario
Ingeniero Industrial con énfasis empresarial.
Roberto Medina Asesor Legal
Encargado del plan de trabajo HACCP: Determinar tiempo y recursos específicos para la implantación del HACCP. Identificando los objetivos y las prioridades de cada actividad.
Lic. en Administración de Empresas.
Mario Baquedano Gerente de
Administración. Motivación del equipo HACCP: Creando
condiciones o atmósfera de progreso empresarial.
Ingeniero Químico
Marcos Rivas Auxiliar Administrativo
Encargado de hacer cumplir con responsabilidad y compromisos a cada
miembro.
Ingeniero de Al William Salinas Gerente de producción. Encargado de la aplicación de los pre
requisitos y capacitador del equipo HACCP. Capacitación sobre inocuidad de
alimentos. Ingeniero Químico de Alimentos con especialidad en microbiología de los alimentos.
María José Guerra Laboratorista y analista.
Asegurar el seguimiento y la mejora continua del equipo HACCP y de los
principios a través de Juntas efectivas. Encargados de los principios HACCP
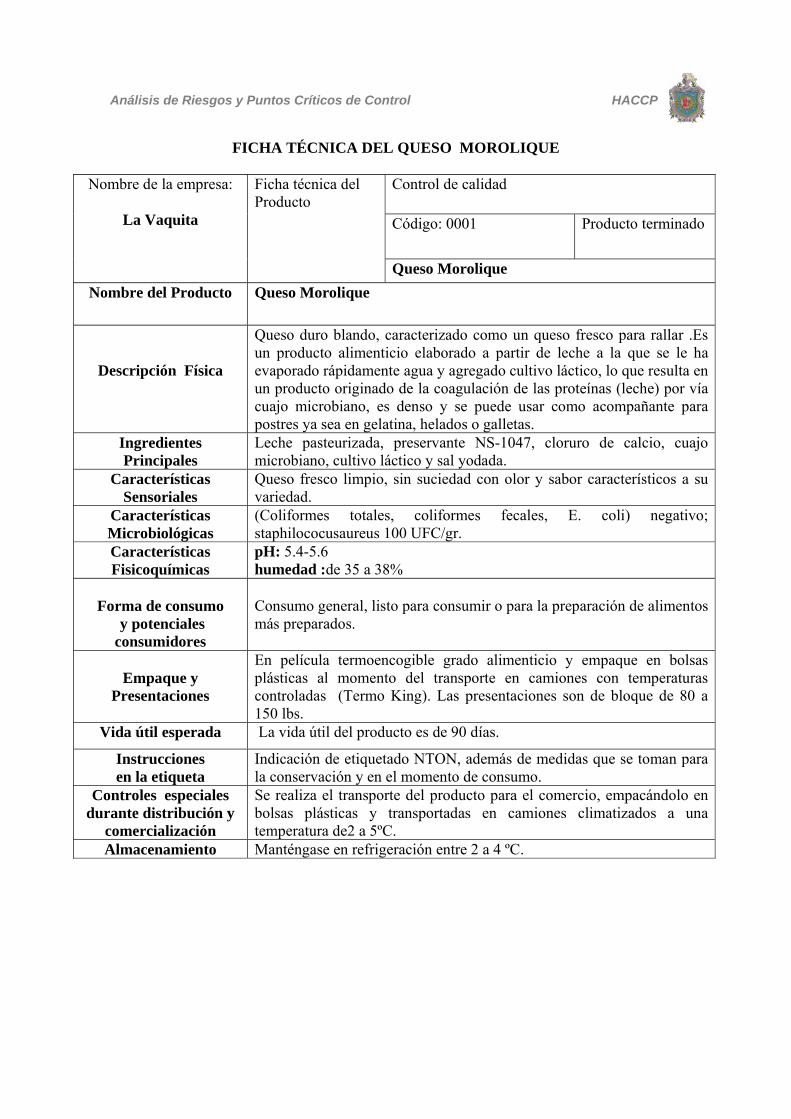
Análisis de Riesgos y Puntos Críticos de Control HACCP
FICHA TÉCNICA DEL QUESO MOROLIQUE
Nombre de la empresa:
La Vaquita
Ficha técnica del Producto
Control de calidad
Código: 0001 Producto terminado
Queso Morolique Nombre del Producto Queso Morolique
Descripción Física
Queso duro blando, caracterizado como un queso fresco para rallar .Es un producto alimenticio elaborado a partir de leche a la que se le ha evaporado rápidamente agua y agregado cultivo láctico, lo que resulta en un producto originado de la coagulación de las proteínas (leche) por vía cuajo microbiano, es denso y se puede usar como acompañante para postres ya sea en gelatina, helados o galletas.
Ingredientes Principales
Leche pasteurizada, preservante NS-1047, cloruro de calcio, cuajo microbiano, cultivo láctico y sal yodada.
Características Sensoriales
Queso fresco limpio, sin suciedad con olor y sabor característicos a su variedad.
Características Microbiológicas
(Coliformes totales, coliformes fecales, E. coli) negativo; staphilococusaureus 100 UFC/gr.
Características Fisicoquímicas
pH: 5.4-5.6 humedad :de 35 a 38%
Forma de consumo
y potenciales consumidores
Consumo general, listo para consumir o para la preparación de alimentos más preparados.
Empaque y
Presentaciones
En película termoencogible grado alimenticio y empaque en bolsas plásticas al momento del transporte en camiones con temperaturas controladas (Termo King). Las presentaciones son de bloque de 80 a 150 lbs.
Vida útil esperada La vida útil del producto es de 90 días.
Instrucciones en la etiqueta
Indicación de etiquetado NTON, además de medidas que se toman para la conservación y en el momento de consumo.
Controles especiales durante distribución y
comercialización
Se realiza el transporte del producto para el comercio, empacándolo en bolsas plásticas y transportadas en camiones climatizados a una temperatura de2 a 5ºC.
Almacenamiento Manténgase en refrigeración entre 2 a 4 ºC.

Análisis de Riesgos y Puntos Críticos de Control HACCP
FLUJOGRAMA DE ELABORACIÓN DE QUESO MOROLIQUE
Recepción de leche
Filtrado
Descremado
Estandarización
Pasteurización
Enfriamiento
3% de Grasa, (35-40) °C
73 – 75 °C x 15 seg
35 40 °C
Adición de cultivo Reposo x 30 min
Adición de
Adición de cuajo 35 – 37 °C
Corte y reposo
Agitación
Reposo
Desuerado
Picado
Salado
Moldeo/ Prensado
Empaque
Almacenamiento
32 a 34 °C
2 a 4 °C

Análisis de Riesgos y Puntos Críticos de Control HACCP
CARTA TECNOLOGICA DEL QUESO MORALIQUE
OPERACIÓN DESCRIPCION
Recepción de la leche Se recibe la leche con las características citadas: Color, olor, sabor. Característicos de la leche fresca. Acidez: (13 ºD – 18 ºD), pH: 6.5 – 6.7, temperatura: (10 ºC – 36 ºC).
Filtración
Se filtra la leche en mantas especiales de organiza, para evitar el paso de materiales extraños (basuras, pelos de vacas, piedras, hormigas, etc.).
Descremado y Estandarización
Se realiza el descremado para estandarizar la leche al 3% de grasa.
Pasteurización
Se pasteuriza la leche en un pasteurizador de placas de 5000 lts / hr con el fin de eliminar bacterias patógenas (E. Coli, salmonella, staphylococusaureus). La T° de pasteurización es de (73 – 75) ºC por 15 segundos.
Enfriamiento e
Inoculación
El enfriamiento se realiza en un enfriador de placas con agua previamente enfriada para asegurar que la temperatura de la leche baje hasta 38 ºCpara poder inocular los cultivos TCC- 20 y CHN – 11 para luego adicionar el cloruro de calcio.
Reposo
Se deja en reposo de 30 a 40 minutos, para asegurar que el cultivo láctico inoculado realice su actividad de acidificación en la leche para la posterior maduración de la cuajada.
Cuajado
Consiste en la adición del cuajo (7 ml por cada 100 lts de leche), dejando en reposo por un tiempo de 35 a 40 minutos.
Corte y agitación El corte se realiza con liras horizontal y vertical, dejando el tamaño de la cuajada de 1cm de grosor aproximadamente y dejándola reposar por 10 minutos procediendo a su agitación.
Desuerado Esto se realiza por medio de la instalación de una bomba de 1 HP la cual extrae el suero.
Picado y salado
Se procede a armar la picadora, se pesa la sal y se comienza a picar la cuajada dos veces para deshacer los granos de cuajada formados durante el reposo y posteriormente se completa el desuerado, salándose la cuajada a medida que se pican los granos, adicionándole 0.16 libras por cada 3.785 litros de leche.
Moldeo y Prensado
El moldeo de la cuajada se realiza en moldes de acero inoxidable de 45 Kg. colocándose en la prensa neumática a una presión de 90 – 110 psi , por un tiempo de 48 hrs.
Empaque y Almacenado
Luego de transcurrido el tiempo de los quesos, son sacados de los moldes y envueltos en una película de plástico termoencogible y almacenado en cuarto frío almacenado en cuarto frío a una temperatura de 2 a 4ºC.
Distribución y Comercialización
Se realiza el transporte del producto para el comercio, empacándolo en bolsas plásticas y transportadas en camiones climatizados a una temperatura de 4 a 6ºC.

Análisis de Riesgos y Puntos Críticos de Control HACCP
FICHA TÉCNICA DE CREMA ACIDA
Nombre de la empresa:
La Vaquita
Ficha técnica del Producto
Control de calidad
Código: 0001 Producto terminado
Crema acida Nombre del producto Crema acida
Descripción física
Crema de textura blanda un poco viscosa, ligeramente acida, de color blanco un poco amarillento, caracterizada por su sabor ácido y textura blanda adecuada para la elaboración de postres y acompañante en las comidas.
Ingredientes Principales
Leche descremada, crema, manteca vegetal, cultivos lácticos.
Características Sensoriales
Crema fresca limpia, con olor y sabor característico de una crema acida.
Características Fisicoquímicas
Contenido de grasa es de:18 % Humedad promedio :70%
Características Microbiológicas
E .Coli: negativo StreptoccoccusAureus: negativo
Forma de consumo y potenciales
consumidores
Consumo general, listo para consumir o para la preparación de alimentos más preparados, para todo tipo de personas sanas.
Empaque y Presentación
Empaque individual en bolsas de polietileno- Poliuretano.
Vida útil esperada La vida útil del producto es de 45 a 50 días. Instrucciones en la etiqueta
Según NTON de etiquetado Nacional.
Controles especiales durante distribución y
comercialización
Se realiza el transporte del producto para el comercio, empacándolo en bolsas plásticas y transportadas en camiones climatizados a una temperatura de 4 a8 ºC.
Almacenamiento En refrigeración a una temperatura de 2 a 4ºC.

Análisis de Riesgos y Puntos Críticos de Control HACCP
FLUJOGRAMA PARA ELABORACIÓN DE CREMA ACIDA
Recepción de leche
Filtrado
Descremado
Estandarización
Homogeneizado
Enfriamiento
Adición del cultivo
Reposo
18% de grasa, (45-50) °C
Pasteurización
P: 2000 lb/plg², ºT:80 °C, x 20 min
(35- 45) °C
Almacenamiento (2 a 4) °C
(75 -80) °C x (25-30) min
Empaque
6 horas

Análisis de Riesgos y Puntos Críticos de Control HACCP
CARTA TECNOLOGICA DE CREMA ACIDA
OPERACIÓN DESCRIPCION
Recepción de la leche
Se recibe la leche con las características citadas: Color, olor, sabor. Característicos de leche fresca. Acidez: (13 ºD – 16 ºD), pH: 6.5 – 6.7, temperatura: (10 ºC – 15ºC).
Filtración Se filtra la leche en mantas especiales de organiza, para evitar el paso de materiales extraños (basuras, pelos de vacas, piedras, moscas, hormigas, etc.).
Descremado y estandarización
Se realiza el descremado para estandarizar la leche al 18% de grasa a una temperatura de 45 a 50 grados Celsius.
Pasteurización
Se pasteuriza la leche en un pasteurizado de placas de 5000 lts / hr con el fin de eliminar bacterias patógenas (E. Coli. salmonella, staphylococusaureus). La temperatura de pasteurización es de (73 – 75) ºC por 15 segundos.
Homogenización
Esta operación de homogenizado se realiza en un homogeneizador con una presión de 2000lb/plg², llevando la temperatura hasta alcanzar los 80◦C durante 20 minutos, reduciendo los glóbulos de la grasa láctea, obteniendo mejor textura y modificando así las propiedades organolépticas del producto.
Enfriamiento e inoculación
El enfriamiento se realiza en un enfriador de placas con agua previamente enfriada para asegurar que la temperatura de la leche baje hasta los 38ºC para poder inocular los cultivos MT-6 y floradanica.
Reposo
Se realiza un reposo de 6hrs para asegurar que el cultivo láctico realice su actividad de acidificación en la leche.
Empaque y Almacenado
Luego de transcurrido el tiempo de la crema, es enviada desde el tanque de enfriamiento hasta la empacadora de crema, envolviéndola en una película de plástico (bolsas) termoencogibles y después en almacenamiento en un cuarto frio a una temperatura de 2 a 4ºC.
Distribución y Comercialización
Se realiza el transporte del producto para el comercio, empacándolo en bolsas plásticas y transportadas en camiones climatizados a una temperatura de 2 a 4ºC.

Análisis de Riesgos y Puntos Críticos de Control HACCP
FICHA TÉCNICA DE LECHE FLUIDA PASTEURIZADA HOMOGENIZADA
Nombre de la empresa.
La Vaquita
Ficha técnica delProducto
Control de calidad
Código: 0001 Producto terminado
Leche fluida pasteurizada homogenizada
Nombre del producto Leche fluida pasteurizada homogenizada
Descripción física
Leche fluida de consumo de color blanco, caracterizada por su inocuidad y homogeneidad, dirigida para el consumo de toda la población, elaborada a partir de leche fresca integra.
Ingredientes Principales
Leche entera , vitamina A y D.
Características Sensoriales
Sabor: cremoso palatable; olor: lácteo característico, fresco; color: blanco cremoso, suave. Apariencia: homogénea.
Características Microbiológicas
(Coliformes totales, coliformes fecales, E. coli) negativo; staphilococusaureus 100 UFC/gr.
Características Fisicoquímicas
pH, 6.5 a 6.8; Acidez expresada como ácido láctico %:0.13; densidad a 15 grados Celsius (gr/ml):1.03; grasa%:3; extracto seco total %:11.3; peroxidasa: positiva; fosfatasa: negativa.
Forma de consumo y potenciales consumidores
Se puede consumir directamente o en preparaciones culinarias. Este producto está dirigido a todas las personas tolerantes a la lactosa.
Empaque y Presentación
Polietileno blanco impreso, coextruido, de baja densidad, especialmente formulado para el envase de alimentos.
Vida útil esperada La vida útil del producto es de 7 a 9 días.
Instrucciones en la etiqueta
Indicación de etiquetado NTON, además de medidas que se toman para la conservación y en el momento de consumo.
Controles especiales durante distribución y
comercialización
Se realiza el transporte del producto para el comercio, empacándolo en bolsas plásticas y transportadas en camiones climatizados a una temperatura de 2 a 4ºC.
Almacenamiento En refrigeración a temperaturas de 2 a 4ºC.

Análisis de Riesgos y Puntos Críticos de Control HACCP
FLUJOGRAMA DE ELABORACIÓN DE LECHE FLUIDA PASTEURIZADAHOMOGENIZADA
Recepción de leche
Filtrado
Descremado
Estandarización
Homogeneizado
Enfriamiento
3% de grasa, (35-40) °C
Pasteurización
P: 2000 lb/plg2, ◦T:80 ºC, x 20 min
(15- 20)°C
Almacenamiento (2 a 4) °C
(73 -75)◦C x 15seg
Empaque

Análisis de Riesgos y Puntos Críticos de Control HACCP
CARTA TECNOLOGICA DE LECHE FLUIDA PASTEURIZADA HOMOGENIZADA
OPERACIÓN DESCRIPCION
Recepción de la leche
Se recibe la leche con las características citadas: Color, olor, sabor. Característicos de la leche fresca. Acidez: (13 ºD – 16ºD), pH: 6.5 – 6.7, temperatura: (5ºC – 10ºC).
Filtración Se filtra la leche en mantas especiales de organiza, para evitar el paso de materiales extraños (basuras, pelos de vacas, piedras, moscas, hormigas, etc.).
Descremado y estandarización
Se realiza el descremado para estandarizar la leche al 3% de grasa a una temperatura de 45 a 50 grados Celsius.
Pasteurización
Se pasteuriza la leche en un pasteurizado de placas de 5000 lts / hr con el fin de eliminar bacterias patógenas (E. Coli. salmonella, staphylococusaureus). La temperatura de pasteurización es de (73 – 75) ºC por 15 segundos.
Homogenización
Esta operación de homogenizado se realiza en un homogeneizador con una presión de 2000lb/plg2, llevando la temperatura hasta alcanzar los 80◦C durante 20 minutos, reduciendo los glóbulos de la grasa láctea, obteniendo mejor textura y modificando así las propiedades organolépticas del producto.
Enfriamiento
El enfriamiento se realiza en un enfriador de placas con agua previamente enfriada para asegurar que la temperatura de la leche baje hasta (15-20) ◦C, para posteriormente poder empacar.
Empaque y Almacenado
Seguidamente después del tiempo de enfriamiento, es enviada desde el tanque de enfriamiento hasta la empacadora de leche, envolviéndola en una película de plástico (bolsas) termoencogibles y después se almacena en un cuarto frio a una temperatura de 2 a 4ºC.
Distribución y Comercialización
Se realiza el transporte del producto para el comercio, empacándolo en bolsas plásticas y transportadas en camiones climatizados a una temperatura de 2 a 4ºC.
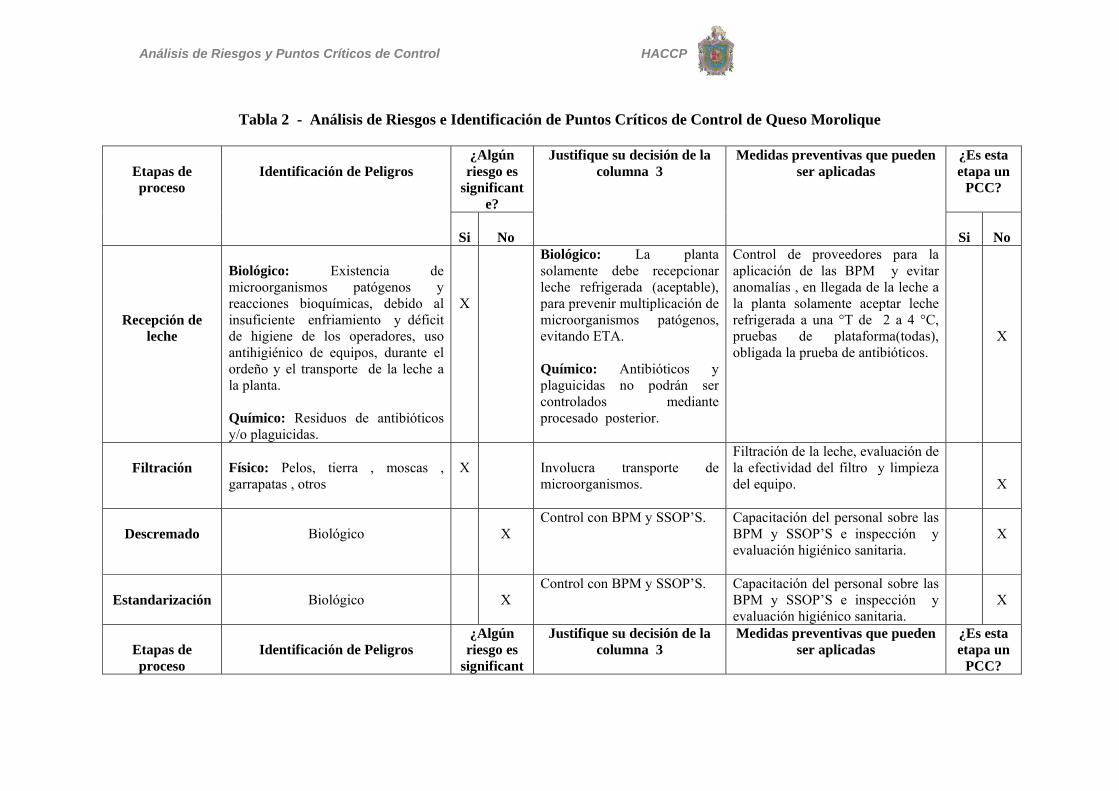
Análisis de Riesgos y Puntos Críticos de Control HACCP
Tabla 2 - Análisis de Riesgos e Identificación de Puntos Críticos de Control de Queso Morolique
Etapas de proceso
Identificación de Peligros
¿Algún riesgo es
significante?
Justifique su decisión de la columna 3
Medidas preventivas que pueden ser aplicadas
¿Es esta etapa un
PCC?
Si
No
Si
No
Recepción de leche
Biológico: Existencia de microorganismos patógenos y reacciones bioquímicas, debido al insuficiente enfriamiento y déficit de higiene de los operadores, uso antihigiénico de equipos, durante el ordeño y el transporte de la leche a la planta. Químico: Residuos de antibióticos y/o plaguicidas.
X
Biológico: La planta solamente debe recepcionar leche refrigerada (aceptable), para prevenir multiplicación de microorganismos patógenos, evitando ETA. Químico: Antibióticos y plaguicidas no podrán ser controlados mediante procesado posterior.
Control de proveedores para la aplicación de las BPM y evitar anomalías , en llegada de la leche a la planta solamente aceptar leche refrigerada a una °T de 2 a 4 °C, pruebas de plataforma(todas), obligada la prueba de antibióticos.
X
Filtración
Físico: Pelos, tierra , moscas , garrapatas , otros
X
Involucra transporte de microorganismos.
Filtración de la leche, evaluación de la efectividad del filtro y limpieza del equipo.
X
Descremado
Biológico
X
Control con BPM y SSOP’S. Capacitación del personal sobre las BPM y SSOP’S e inspección y evaluación higiénico sanitaria.
X
Estandarización
Biológico
X
Control con BPM y SSOP’S. Capacitación del personal sobre las BPM y SSOP’S e inspección y evaluación higiénico sanitaria.
X
Etapas de proceso
Identificación de Peligros
¿Algún riesgo es
significant
Justifique su decisión de la columna 3
Medidas preventivas que pueden ser aplicadas
¿Es esta etapa un
PCC?

Análisis de Riesgos y Puntos Críticos de Control HACCP
e?
Si No Si No
Pasteurización
Biológico: Sobrevivencia de microorganismos patógenos por descontrol de temperatura y tiempo de procesamiento o por una elevada carga microbiana inicial.
X
Pasteurización es una garantía de eliminación de microorganismos patógenos en la leche cruda.
Proceso térmico controlado (limite operacional: 75 a 77°C x 15 seg., y limite critico: 72°C x 15 seg.), prueba de la fosfatasa alcalina , inspección del equipo de pasteurización.
X
Enfriamiento
Biológico
X
Control con BPM y SSOP’S
Capacitación del personal sobre las BPM y SSOP’S e inspección y evaluación higiénico sanitaria.
X
Inoculación
Biológico: Deficiencia de la calidad del cultivo.
X
Control con BPM y SSOP’S
Capacitación del personal sobre las BPM y SSOP’S e inspección y evaluación higiénico sanitaria.
X
Reposo
Biológico
X
Control con BPM y SSOP’S
Capacitación del personal sobre las BPM y SSOP’S e inspección y evaluación higiénico sanitaria.
X
Adición de
cloruro de calcio
Químico: La cantidad agregada y el grado de exposición tanto del producto como de la persona, calidad de inocuidad de insumo utilizado (Residuos químicos).
X
No hay una etapa subsiguiente para controlar este riesgo químico.
Revisar la formulación del producto y exigir las fichas técnicas de los insumos (control de calidad).
X
Cuajado
Biológico
X
Control con BPM y SSOP’S. Capacitación del personal sobre las BPM y SSOP’S e inspección y evaluación higiénico sanitaria.
X
Etapas de proceso
Identificación de Peligros
¿Algún riesgo es
significante?
Justifique su decisión de la columna 3
Medidas preventivas que pueden ser aplicadas
¿Es esta etapa un
PCC?
Si No Si No

Análisis de Riesgos y Puntos Críticos de Control HACCP
Corte / reposo
Biológico
X
Control con BPM y SSOP’S.
Capacitación del personal sobre las BPM y SSOP’S e inspección y evaluación higiénico sanitaria.
X
Agitación
Biológico
X
Control con BPM y SSOP’S.
Capacitación del personal sobre las BPM y SSOP’S e inspección y evaluación higiénico sanitaria.
X
Reposo
Biológico
X
Control con BPM y SSOP’S.
Capacitación del personal sobre las BPM y SSOP’S e inspección y evaluación higiénico sanitaria.
X
Desuerado
Biológico
X
Control con BPM y SSOP’S.
Capacitación del personal sobre las BPM y SSOP’S e inspección y evaluación higiénico sanitaria.
X
Picado
Biológico
X
Control con BPM y SSOP’S.
Capacitación del personal sobre las BPM y SSOP’S e inspección y evaluación higiénico sanitaria.
X
Salado
Químico: Deficiencia de sal Biológico: Presencia de microorganismos en la salmuera (por el H2O o el NaCl).
X Control con BPM y SSOP’S. Control de calidad de insumos, control de la concentración y cantidad de sal durante el proceso.
Capacitación del personal sobre las BPM y SSOP’S e inspección y evaluación higiénico sanitaria, además del control de los parámetros del proceso.
X
Etapas de proceso
Identificación de Peligros
¿Algún riesgo es
significante?
Justifique su decisión de la columna 3
Medidas preventivas que pueden ser aplicadas
¿Es esta etapa un
PCC?
Si No Si No
Moldeo Y prensado
Biológico
X
Control con BPM y SSOP’S.
Capacitación del personal sobre las BPM y SSOP’S e inspección y evaluación higiénico sanitaria.
X

Análisis de Riesgos y Puntos Críticos de Control HACCP
Empaque
Biológico
X Control con BPM y SSOP’S.
Capacitación del personal sobre las BPM y SSOP’S e inspección y evaluación higiénico sanitaria.
X
Almacenamiento
Biológico: Existencia de crecimiento microbiano por mal almacenamiento.
X
La refrigeración retarda el crecimiento de la mayoría de microorganismos.
Control de temperatura de almacenamiento (2 a 4 °C).
X
Tabla 2 - Análisis de Riesgos e Identificación de Puntos Críticos de Control-leche pasteurizada homogeneizada
Etapas de Proceso
Identificación de Peligros
¿Algún riesgo es
significante?
Justifique su decisión de la columna 3
Medidas preventivas que pueden ser aplicadas
¿Es esta etapa un PCC?
Si No Si No
Biológico: La planta solamente debe recepcionar leche
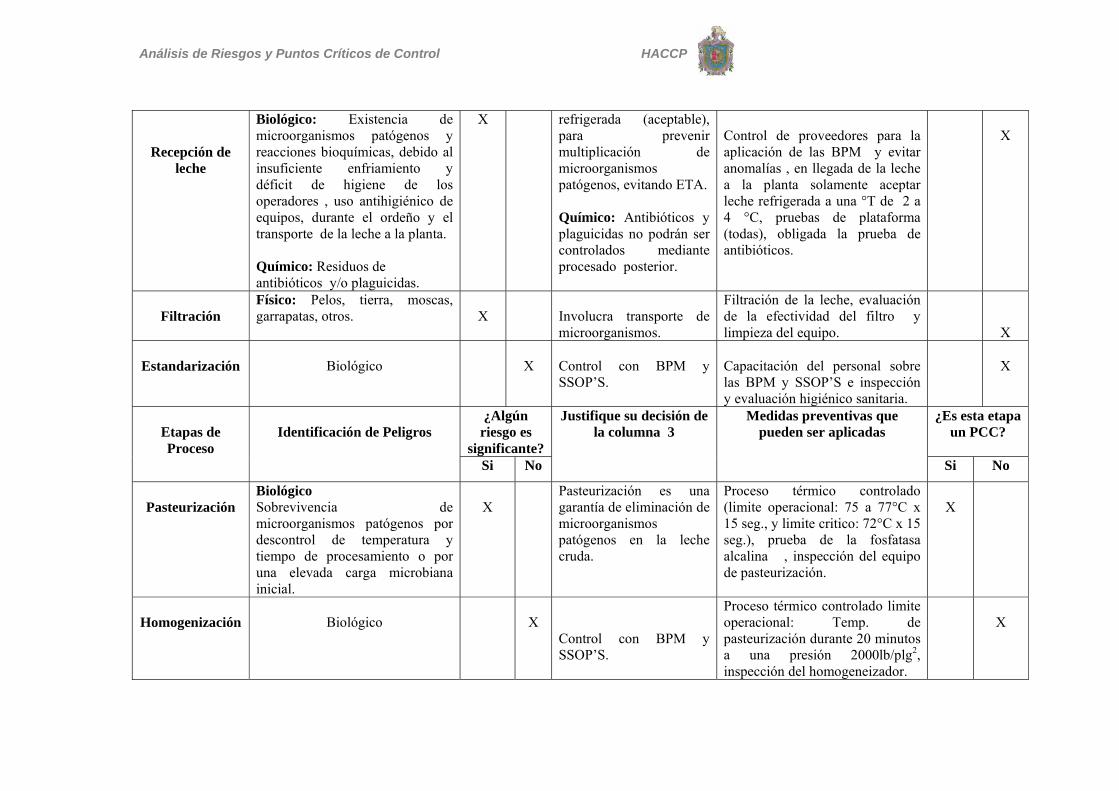
Análisis de Riesgos y Puntos Críticos de Control HACCP
Recepción de leche
Biológico: Existencia de microorganismos patógenos y reacciones bioquímicas, debido al insuficiente enfriamiento y déficit de higiene de los operadores , uso antihigiénico de equipos, durante el ordeño y el transporte de la leche a la planta. Químico: Residuos de antibióticos y/o plaguicidas.
X refrigerada (aceptable), para prevenir multiplicación de microorganismos patógenos, evitando ETA. Químico: Antibióticos y plaguicidas no podrán ser controlados mediante procesado posterior.
Control de proveedores para la aplicación de las BPM y evitar anomalías , en llegada de la leche a la planta solamente aceptar leche refrigerada a una °T de 2 a 4 °C, pruebas de plataforma (todas), obligada la prueba de antibióticos.
X
Filtración
Físico: Pelos, tierra, moscas, garrapatas, otros.
X
Involucra transporte de microorganismos.
Filtración de la leche, evaluación de la efectividad del filtro y limpieza del equipo.
X
Estandarización
Biológico
X Control con BPM y SSOP’S.
Capacitación del personal sobre las BPM y SSOP’S e inspección y evaluación higiénico sanitaria.
X
Etapas de Proceso
Identificación de Peligros
¿Algún riesgo es
significante?
Justifique su decisión de la columna 3
Medidas preventivas que pueden ser aplicadas
¿Es esta etapa un PCC?
Si No Si No
Pasteurización
Biológico Sobrevivencia de microorganismos patógenos por descontrol de temperatura y tiempo de procesamiento o por una elevada carga microbiana inicial.
X
Pasteurización es una garantía de eliminación de microorganismos patógenos en la leche cruda.
Proceso térmico controlado (limite operacional: 75 a 77°C x 15 seg., y limite critico: 72°C x 15 seg.), prueba de la fosfatasa alcalina , inspección del equipo de pasteurización.
X
Homogenización
Biológico
X
Control con BPM y SSOP’S.
Proceso térmico controlado limite operacional: Temp. de pasteurización durante 20 minutos a una presión 2000lb/plg2, inspección del homogeneizador.
X

Análisis de Riesgos y Puntos Críticos de Control HACCP
Enfriamiento
Biológico
X
Control con BPM y SSOP’S.
Capacitación del personal sobre las BPM y SSOP’S e inspección y evaluación higiénico sanitaria.
X
Empaque
Biológico
X
Control con BPM y SSOP’S.
Capacitación del personal sobre las BPM y SSOP’S e inspección y evaluación higiénico sanitaria.
X
Almacenamiento
Biológico: Existencia de crecimiento microbiano por mal almacenamiento.
X
La refrigeración retarda el crecimiento de la mayoría de microorganismos.
Control de temperatura de almacenamiento (2 a 4 °C).
X
Tabla 3 - Análisis de Riesgos e Identificación de Puntos Críticos de Control-crema acida al 18% grasa
Etapas de Proceso
Identificación de Peligros
¿Algún riesgo es
significante?
Justifique su decisión de la columna 3
Medidas preventivas que pueden ser aplicadas
¿Es esta etapa un
PCC?
Si No Si No
Recepción de
leche
Biológico: Existencia de microorganismos patógenos y reacciones bioquímicas, debido al insuficiente enfriamiento y déficit de higiene de los operadores , uso antihigiénico de equipos, durante el ordeño y el transporte de la leche a la planta Químico : Residuos de antibióticos y/o plaguicidas
X
Biológico: La planta solamente debe recepcionar leche refrigerada (aceptable), para prevenir multiplicación de microorganismos patógenos, evitando ETA. Químico: Antibióticos y plaguicidas no podrán ser controlados mediante procesado posterior.
Control de proveedores para la aplicación de las BPM y evitar anomalías , en llegada de la leche a la planta solamente aceptar leche refrigerada a una °T de 2 a 4 °C, pruebas de plataforma(todas), obligada la prueba de antibióticos.
X
Filtración
Físico Pelos, tierra , moscas ,
X
Involucra transporte de
Filtración de la leche, evaluación de la efectividad del filtro y limpieza

Análisis de Riesgos y Puntos Críticos de Control HACCP
garrapatas , otros microorganismos. del equipo. X
Descremado
Biológico
X Control con BPM y SSOP’S.
Inspección de higiene y latinización del equipo también BPM y SSOP’S.
X
Etapas de Proceso
Identificación de Peligros
¿Algún riesgo es
significante?
Justifique su decisión de la columna 3
Medidas preventivas que pueden ser aplicadas
¿Es esta etapa un
PCC?
Si No Si No
Estandarización
Biológico
X
Control con BPM y SSOP’S.
Capacitación del personal sobre las BPM y SSOP’S e inspección y evaluación higiénico sanitaria.
X
Pasteurización
Biológico: Sobrevivencia de microorganismos patógenos por descontrol de temperatura y tiempo de procesamiento o por una elevada carga microbiana inicial.
X
Pasteurización es una garantía de eliminación de microorganismos patógenos en la leche cruda.
Proceso térmico controlado (limite operacional: 75 a 77°C x 15 seg., y limite critico: 72°C x 15 seg.), prueba de la fosfatasa alcalina , inspección del equipo de pasteurización.
X
Homogenización
Biológico
X
Control con BPM y SSOP’S.
Proceso térmico controlado (limite operacional: Temp. de pasteurización durante 20 minutos a una presión 2000lb/plg2), inspección del homogeneizador.
X
Enfriamiento
Biológico
X
Control con BPM y SSOP’S.
Capacitación del personal sobre las BPM y SSOP’S e inspección y evaluación higiénico sanitaria.
X
Adición de cultivo
Biológico: Deficiencia de la calidad del cultivo
X
Control con BPM y SSOP’S.
Capacitación del personal sobre las BPM y SSOP’S e inspección y evaluación higiénico sanitaria.
X
Biológico X X

Análisis de Riesgos y Puntos Críticos de Control HACCP
Reposo Control con BPM y SSOP’S.
Capacitación del personal sobre las BPM y SSOP’S e inspección y evaluación higiénico sanitaria.
Etapas de proceso
Identificación de Peligros
¿Algún riesgo es
significante?
Justifique su decisión de la columna 3
Medidas preventivas que pueden ser aplicadas
¿Es esta etapa un
PCC?
Si No Si No
Empaque
Biológico
X
Control con BPM y SSOP’S.
Capacitación del personal sobre las BPM y SSOP’S e inspección y evaluación higiénico sanitaria.
X
Almacenamiento
Biológico: Existencia de crecimiento microbiano por mal almacenamiento.
X
La refrigeración retarda el crecimiento de la mayoría de microorganismos.
Control de temperatura de almacenamiento (2 a 6 °C).
X

Análisis de Riesgos y Puntos Críticos de Control HACCP
En el análisis de riesgos de leche, queso y crema se identificaron puntos críticos de control (PCC), en dos etapas en común: Pasteurización y almacenamiento. De acuerdo al análisis de riesgos realizado presentaremos la siguiente matriz, en donde se indicara los parámetros que deben de monitorearse considerando además las particularidades de cada producto. Aclaramos que esta planilla a continuación se aplica a queso, crema y leche pasteurizada.
CONTROL DE PUNTOS CRÍTICOS:
PCC
Riesgos
significantes
Limites críticos para cada medida
preventiva
Monitoreo Acciones correctivas
Registros Verificación
¿Qué? ¿Cómo? ¿Cuándo? ¿Quién?
PCC
-1 (B)
Pasterización.
Biológico. Sobrevivencia de patógenos por fallas en su eliminación.
Control de tiempo y temperatura de pasteurización (76±1°C x 15 seg). Prueba de la fosfatasa alcalina negativa. Estos límites son válidos para los tres productos que se están analizando.
Tiempo y temp. De pasteurización.
Revisión en el termógrafo el tiempo y la temperatura de pasteurización y el funcionamiento correcto de la válvula de desviación.
En el momento en que se va a pasteurizar.
Encargado del proceso.
Detener el proceso, ajustar a posición correcta la válvula de desviación, reprocesar la leche.
registros del termógrafo y registros de calibración trimestral del termógrafo
Revisión diaria de todos los registros, y calibraciones trimestrales del termógrafo.
PCC
-2 (B)
Alm
acenamiento.
Biológico. Sobrevivencia de microorganismos psicrofilos.
Controlar temperaturas de refrigeración (2-4) °C.Valido para todos los productos.
Temperatura de refrigeración (2-4) °C.En cuartos fríos.
Escribiendo la temperatura indicada en el termómetro del cuarto frio.
Cada 3 horas.
Responsable de almacenamiento.
Reportarlo inmediatamente al jefe de área de mantenimiento.
Formato control temperatura de almacén en producto terminado.
Revisión diaria de los registros de °T almacenamiento y calibrar el termómetro.
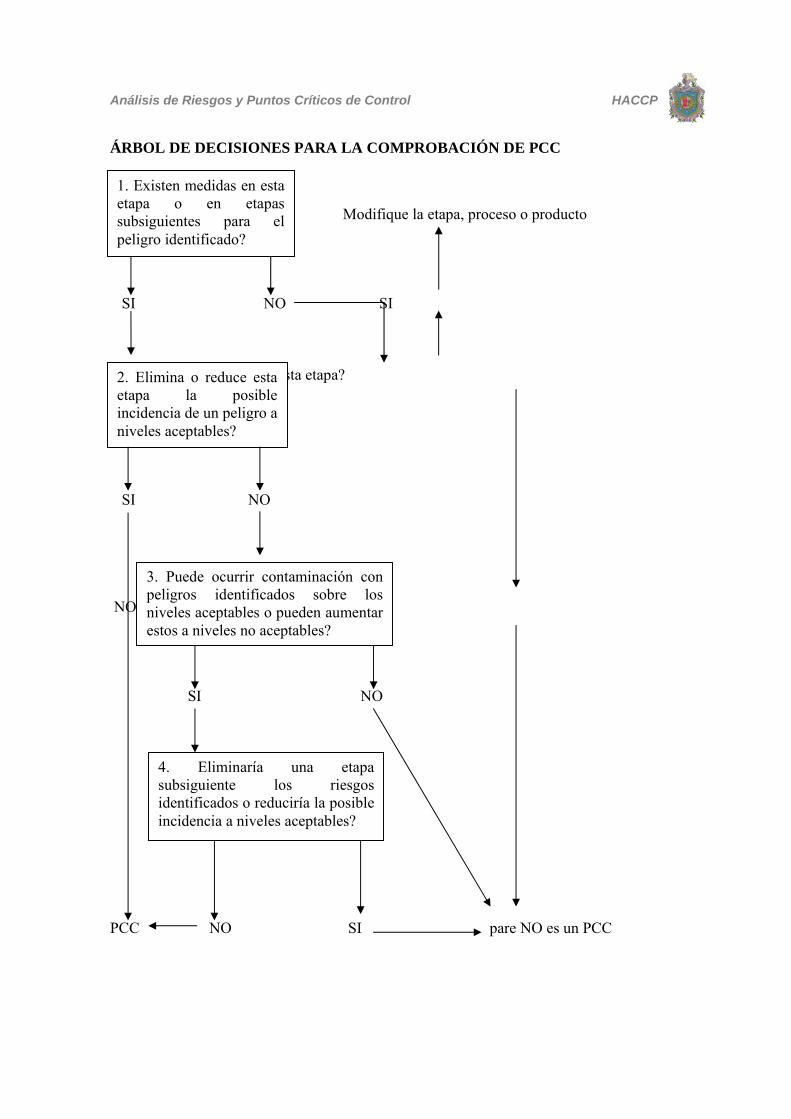
Análisis de Riesgos y Puntos Críticos de Control HACCP
ÁRBOL DE DECISIONES PARA LA COMPROBACIÓN DE PCC
Modifique la etapa, proceso o producto SI NO SI Es necesario el control de esta etapa? SI NO NO SI NO PCC NO SI pare NO es un PCC
1. Existen medidas en esta etapa o en etapas subsiguientes para el peligro identificado?
2. Elimina o reduce esta etapa la posible incidencia de un peligro a niveles aceptables?
3. Puede ocurrir contaminación con peligros identificados sobre los niveles aceptables o pueden aumentar estos a niveles no aceptables?
4. Eliminaría una etapa subsiguiente los riesgos identificados o reduciría la posible incidencia a niveles aceptables?

Análisis de Riesgos y Puntos Críticos de Control HACCP
Ejemplo #1 Cuando hay PCC. Se realizan las siguientes preguntas obteniendo las siguientes respuestas: Pregunta #1 Existen medidas en esta etapa o en etapas subsiguientes para el peligro identificado? Respuesta: Si Pregunta #2 Elimina o reduce esta etapa la posible incidencia de un peligro a niveles aceptables? Respuesta: Si Nota: Al obtener las dos primeras preguntas del árbol de decisiones afirmativas, esto es identificado como punto crítico de control. Ejemplo #2 Cuando hay PCC. Pregunta #1 Existen medidas en esta etapa o en etapas subsiguientes para el peligro identificado? Respuesta: Si Pregunta #2 Elimina o reduce esta etapa la posible incidencia de un peligro a niveles aceptables? Respuesta: No Pregunta #3 Puede ocurrir contaminación con peligros identificados sobre los niveles aceptables o pueden aumentar estos a niveles no aceptables? Respuesta: Si Pregunta #4 Eliminaría una etapa subsiguiente los riesgos identificados o reduciría la posible incidencia a niveles aceptables? Respuesta: No

Análisis de Riesgos y Puntos Críticos de Control HACCP
Nota: Al obtener de las preguntas las secuencias de respuestas como SI-NO-SI-NO, esto es identificado como punto crítico de control. Ejemplo #3 Cuando no hay PCC. Pregunta #1 Existen medidas en esta etapa o en etapas subsiguientes para el peligro identificado? Respuesta: No Pregunta #2 Es necesario el control de esta etapa? Respuesta: No Nota: Al obtener las dos primeras preguntas del árbol de decisiones negativas, esto no es identificado como punto crítico de control si la segunda respuesta es positiva se recomienda modificar la etapa, el proceso o el producto. Ejemplo #4 cuando no hay PCC. Pregunta #1 Existen medidas en esta etapa o en etapas subsiguientes para el peligro identificado? Respuesta: Si Pregunta #2 Elimina o reduce esta etapa la posible incidencia de un peligro a niveles aceptables? Respuesta: No Pregunta #3 Puede ocurrir contaminación con peligros identificados sobre los niveles aceptables o pueden aumentar estos a niveles no aceptables? Respuesta: No Nota: Al obtener de las preguntas las secuencias de respuestas como SI-NO-NO, esto no es identificado como punto crítico de control.

Análisis de Riesgos y Puntos Críticos de Control HACCP
Ejemplo # 5 Cuando no hay PCC. Pregunta #1 Existen medid as en esta etapa o en etapas subsiguientes para el peligro identificado? Respuesta: Si Pregunta #2 Elimina o reduce esta etapa la posible incidencia de un peligro a niveles aceptables? Respuesta: No Pregunta #3 Puede ocurrir contaminación con peligros identificados sobre los niveles aceptables o pueden aumentar estos a niveles no aceptables? Respuesta: Si Pregunta #4 Eliminaría una etapa subsiguiente los riesgos identificados o reduciría la posible incidencia a niveles aceptables? Respuesta: Si Nota: Al obtener de las preguntas las secuencias de respuestas como SI-NO-SI-SI, esto no es identificado como punto crítico de control.
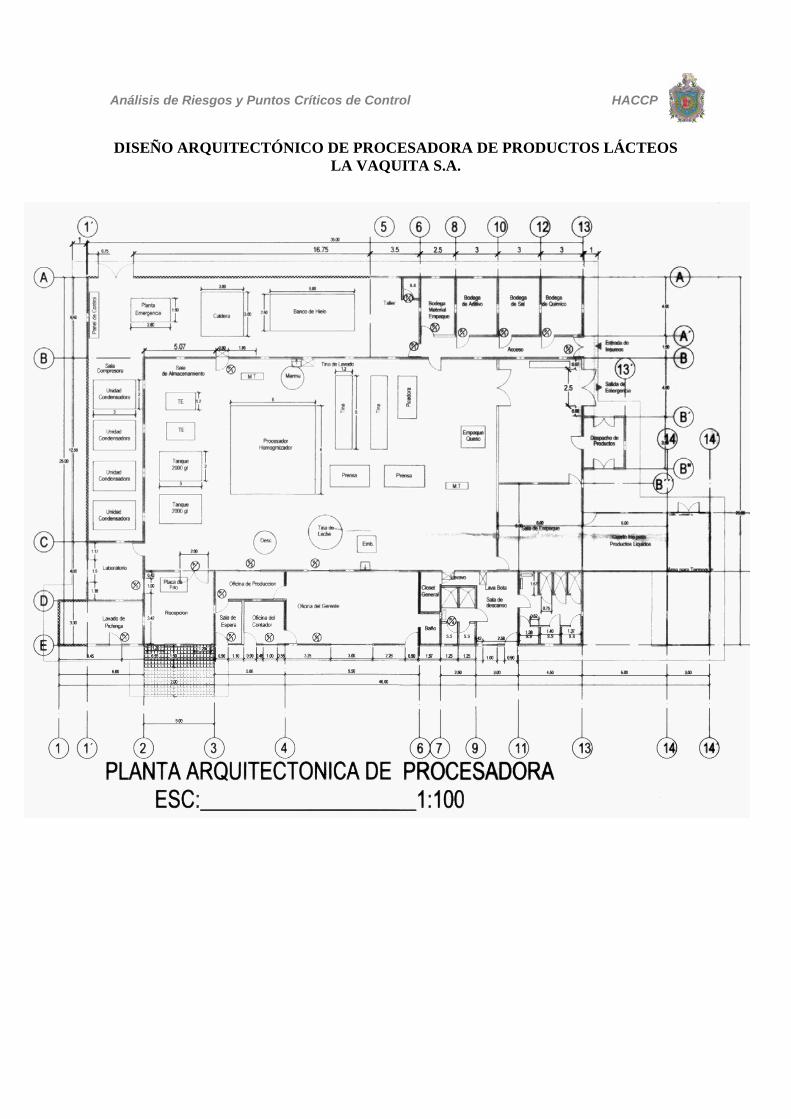
Análisis de Riesgos y Puntos Críticos de Control HACCP
DISEÑO ARQUITECTÓNICO DE PROCESADORA DE PRODUCTOS LÁCTEOS LA VAQUITA S.A.

Análisis de Riesgos y Puntos Críticos de Control HACCP

Análisis de Riesgos y Puntos Críticos de Control HACCP
GLOSARIO DE TÉRMINOS
1. Análisis de peligros: Se conoce también como análisis de riesgos y engloba el proceso de recepción e interpretación de la información para evaluar el riesgo y la gravedad de un peligro potencial.
2. Árbol de definiciones: Secuencia de preguntas aplicadas a cada peligro para identificar si la etapa en que se produce dicho peligro es un PCC
3. Acción correctiva: Medida que hay que adoptar cuando los resultados de vigilancia de los PC indican una pérdida de control.
4. Auditoria: Examen sistemático y funcionalmente independiente que tiene por objeto determinar si el plan HACCP realmente se encuentra implementado.
5. BPM: Buenas prácticas de manufactura o buenas prácticas de fabricación (BPF), en ingles GMP’s; son los procedimientos que son necesarios cumplir para lograr alimentos inocuos y seguros.
6. Control: Condición obtenida por cumplimiento de los procedimientos y de los criterios marcados.
7. Controlar: Adoptar todas las medidas necesarias para asegurar y mantener el cumplimiento de los criterios establecidos en el plan HACCP.
8. Desviación: Situación existente cuando un límite es incumplido. 9. Diagrama de flujos: Secuencia detalladas de las etapas o fases del proceso en
estudio, desde la recepción de la materia prima hasta su distribución. 10. Equipo HACCP: Grupo multidisciplinario de profesionales que lleva a cabo el
estudio HACCP. 11. Fase: Cualquier etapa en la obtención, elaboración o fabricación de alimentos,
desde la recepción hasta la expedición. 12. Gravedad: Trascendencia de un peligro. 13. HACCP: Sistema que identifica los peligros específicos y las medidas preventivas
(MP) para su control. 14. Inocuidad alimentaria: garantía de que el alimento no causara dañoal consumidor,
cuando aquel sea preparado y/o consumido de acuerdo con el uso previsto. 15. Limite operacional: Medida más estricta que los límites críticos, para aumentar el
margen de seguridad en las operaciones. 16. Limite crítico: Valor que separa lo aceptable de lo inaceptable. 17. Medida correctiva:Acción que hay que adoptar cuando el resultado de la vigilancia
o monitoreo en los PCC indican desvíos o perdidas en el control del proceso. 18. Medidas de control: Cualquier acción o actividad que puede
realizarse para evitar o eliminar un peligro o para reducirlo a un nivel aceptable. 19. Medidas preventivas: Aquellas acciones y actividades que pueden ser utilizadas
para eliminar un peligro o reducir su impacto a niveles aceptables. También se conocen como medidas de control.
20. Monitorear o vigilar: Efectuar una secuencia planificada, de observaciones o mediciones de los parámetros de control, para evaluar si un PCC está bajo control.
21. Monitoreo continuo: Registro ininterrumpido de datos. 22. Peligros:Potencial capaz de causar daño. Los peligros se dividen en tres grupos:
biológicos (fundamentalmente microbiológicos), físicos (presencia de objetos no deseados: insectos, plásticos, restos de cabello), y químicos (pesticidas en productos

Análisis de Riesgos y Puntos Críticos de Control HACCP
vegetales, residuos farmacológicos, hormonas en carnes y pescados e incluso contaminantes con productos de limpieza).
23. Plan HACCP: Documento escrito de conformidad con los principios del sistema HACCP.
24. Punto de control: Cualquier fase en la cadena alimentaria en la que los peligros pueden ser controlados.
25. Punto de control crítico (PCC):fase en la que puede aplicarse un control, que es esencial para prevenir o eliminar un peligro relacionado con la inocuidad de los alimentos o para reducirlos a un nivel aceptable.
26. Procedimientos operativos estandarizados (POE en ingles SOP’s): Se refiere a aquellos procedimientos escritos que describen y explican cómo realizar una tarea para lograr un fin específico, de la mejor manera posible.
27. Procedimientos operativos estandarizados de saneamiento (POES en ingles SSOP’s): Se refiere a aquellos procedimientos operativos estandarizados (POE) que describen las tareas de saneamiento. Estos procedimientos deben aplicarse durante y después de las operaciones de elaboración.
28. Programas de prerrequisitos: pasos o procedimientos que controlan las condiciones ambientales dentro de la planta, que provee un soporte para la producción segura de alimento. Incluye la aplicación de POES (SSOP ’s) y BPM o BPF (GMP).
29. Revalidación: Consiste en el replanteo del plan HACCP frente a la aparición de un nuevo peligro o que se produzca un cambio en las condiciones que pueda afectar el análisis de peligros.
30. Riesgo: Posibilidad de que ocurra un daño. Los riesgos pueden ser biológicos, químicos o físicos.
31. Saneamiento: Son las acciones destinadas a mantener y restablecer un estado de limpieza y desinfección en las instalaciones, equipos y utensilios, a los fines de evitar la contaminación de los alimentos.
32. Severidad: Magnitud de las consecuencias que pueden resultar de un peligro.
33. Sistema HACCP: Sistema que permite identificar, evaluar y controlar peligros significativos para la inocuidad de los alimentos.
34. Validación: Constatación de que los elementos del plan de HACCP son efectivos.
35. Vigilancia: Realizar una secuencia planificada de observaciones o mediciones para evaluar si un PCC está bajo control continuo.
36. Verificación:Uso de métodos, procedimientos o pruebas además de las usadas en la vigilancia, para determinar si el sistema HACCP está en concordancia con el plan HACCP y/o si el plan HACCP necesita modificarse o revalidarse.

Análisis de Riesgos y Puntos Críticos de Control HACCP
Entrada a la empresa LA VAQUITA

Análisis de Riesgos y Puntos Críticos de Control HACCP
Área de Almacenamiento

Análisis de Riesgos y Puntos Críticos de Control HACCP
Equipo de Pasteurizador