El uso del calibrador vernier en fracciones, milésimas y el micrómetro
33
UNIVERSIDAD AUTÓNOMA DEL CARMEN FACULTAD DE INGENIERÍA Y TECNOLOGÍA DES-DAIT METROLOGÍA EL CALIBRADOR VERNIER EN FRACCIONES, MILÉSIMAS Y EL MICRÓMETRO PROFESOR: ONÉSIMO MEZA CRUZ ALUMNO: JUAN JOSÉ RODRÍGUEZ DÍAZ INVESTIGACIÓN LICENCIATURA EN INGENIERÍA MECÁNICA MATRÍCULA: 110362 CIUDAD DEL CARMEN, CAMPECHE; A 15 DE ABRIL DEL 2015
-
Upload
juan-jose-rodriguez-diaz -
Category
Education
-
view
184 -
download
9
Transcript of El uso del calibrador vernier en fracciones, milésimas y el micrómetro
UNIVERSIDAD AUTÓNOMA DEL CARMEN
FACULTAD DE INGENIERÍA Y TECNOLOGÍA
DES-DAIT
METROLOGÍA
EL CALIBRADOR
VERNIER EN FRACCIONES,
MILÉSIMAS Y EL
MICRÓMETRO
PROFESOR: ONÉSIMO MEZA CRUZ
ALUMNO: JUAN JOSÉ RODRÍGUEZ DÍAZ
INVESTIGACIÓN
LICENCIATURA EN INGENIERÍA MECÁNICA
MATRÍCULA: 110362
CIUDAD DEL CARMEN, CAMPECHE; A 15 DE ABRIL DEL 2015
EL CALIBRADOR
VERNIER EN FRACCIONES,
MILÉSIMAS Y EL
MICRÓMETRO.
DEFINICIONES Y FUNCIONAMIENTOS.
JUAN JOSÉ RODRÍGUEZ DÍAZ.
LICENCIATURA EN INGENIERÍA MECÁNICA.
UNACAR.
CALIBRADORES VERNIER
Introducción:
La medición es una de las actividades fundamentales que se realizan en los distintos
procesos industriales, de manufactura, mantenimiento, ingeniería aplicada e
inclusive en la vida cotidiana, de allí, la importancia de la existencia de dispositivos
de medición que nos permitan realizar esta labor, la cual debe ser lo más exacta,
precisa y rápida posible.
Uno de los dispositivos más utilizados, principalmente para trabajos de metal-
mecánica y mantenimiento industrial es el calibrador vernier, el cual nos permite
realizar mediciones exteriores, interiores, de profundidad y en algunos casos de
peldaño, de acuerdo a las características del instrumento empleado. Más adelante
lo conoceremos en dos de sus variantes las cuales son el calibrador de fracciones
de pulgada y centímetros y el calibrador de milésimas de pulgada y milímetros,
analizando algo de historia, sus componentes, funcionamiento y formas de operar.
Teoría:
Según González y Zeleny (1995), la escala vernier fue
inventada por Petrus Nonius (1492-1577), matemático
portugués, a él se debe el nombre de nonio a la parte
deslizante del vernier, y el diseño actual de esta escala debe
su nombre al matemático francés Pierre Vernier (1580-1637),
quien la perfeccionó.
El motivo por el cual surgió el calibrador vernier (año de
1631), fue para satisfacer las necesidades de tener un
instrumento de lectura directa que pudiera brindar una medida
fácilmente, en una sola operación.
Pierre Vernier
(1580-1637)
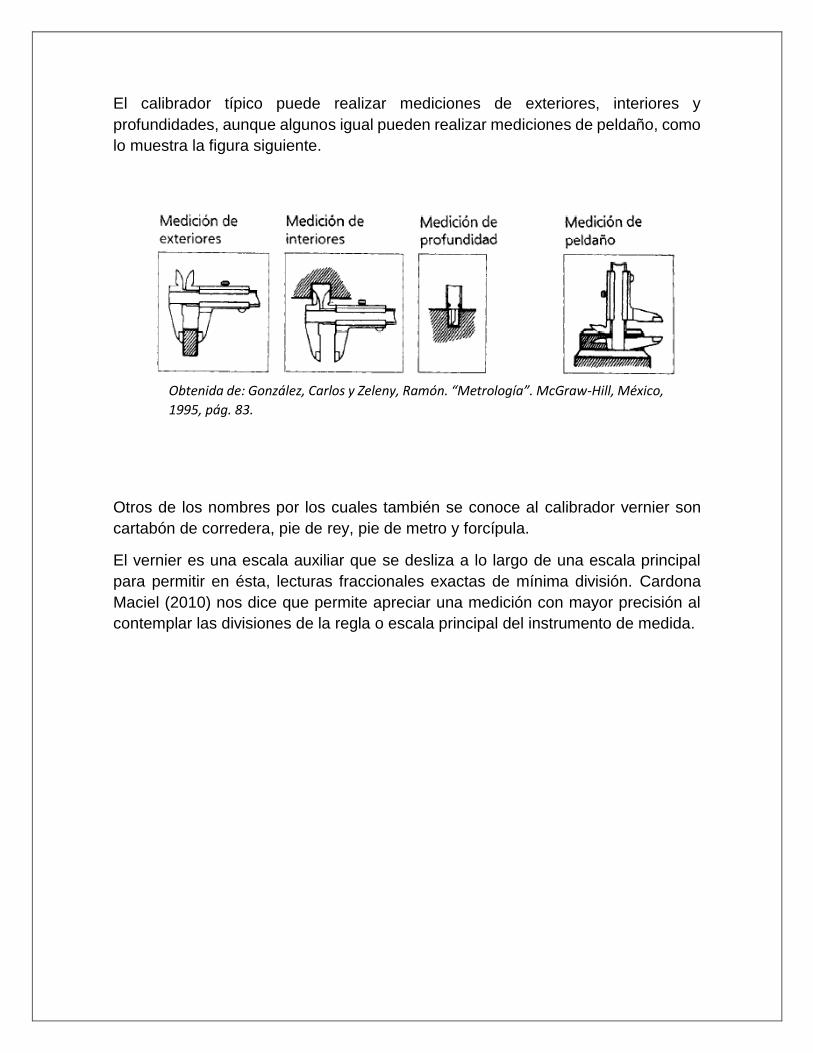
El calibrador típico puede realizar mediciones de exteriores, interiores y
profundidades, aunque algunos igual pueden realizar mediciones de peldaño, como
lo muestra la figura siguiente.
Otros de los nombres por los cuales también se conoce al calibrador vernier son
cartabón de corredera, pie de rey, pie de metro y forcípula.
El vernier es una escala auxiliar que se desliza a lo largo de una escala principal
para permitir en ésta, lecturas fraccionales exactas de mínima división. Cardona
Maciel (2010) nos dice que permite apreciar una medición con mayor precisión al
contemplar las divisiones de la regla o escala principal del instrumento de medida.
Obtenida de: González, Carlos y Zeleny, Ramón. “Metrología”. McGraw-Hill, México,
1995, pág. 83.
Principio de funcionamiento:
El sistema consiste en una regla sobre la que se han grabado una serie de divisiones
según el sistema de unidades empleado, y una corredera o carro móvil, con un fiel
o punto de medida, que se mueve a lo largo de la regla.
En una escala de medida podemos apreciar hasta su unidad de división más
pequeña, siendo esta la apreciación con la que se puede dar la medición; es fácil
percatarse que entre una división y la siguiente hay más medidas, que una veces
está más próxima a la primera de ellas y otras a la siguiente.
Para poder apreciar distintos valores entre dos divisiones consecutivas, se ideó una
segunda escala que se denomina nonio o vernier, grabada sobre la corredera y cuyo
punto cero es el fiel de referencia. El nonio o vernier es esta segunda escala, no el
instrumento de medida o el tipo de medida a realizar, tanto si es una medición lineal,
angular, o de otra naturaleza, y sea cual fuere la unidad de medida. Esto es, si
empleamos una regla para hacer una medida, solo podemos apreciar hasta la
división más pequeña de esta regla; si además disponemos de una segunda escala,
llamada nonio o vernier, podemos distinguir valores más pequeños.
En palabra sencillas, la manera de operación de cualquier tipo de calibrador, ya sea
en centímetros o pulgadas, es primero realizar la medición en la regla principal del
dispositivo y a partir de allí, verificar en el nonio, cuál de las divisiones de esta escala
secundaria coincide con una de la divisiones de la regla principal, entonces realizar
la suma de la primera medición hecha en la regla principal del dispositivo y la lectura
hecha en el nonio.
Uso:
Calibrador vernier tipo M de fracciones de pulgada y centímetros:
También es llamado calibrador con barra de profundidades. Este calibrador tiene un
cursor abierto y puntas para medición de interiores. Los calibradores con un rango
de 300 mm o menos cuentan con una barra de profundidades, mientras que carecen
de ella los de rangos de medición de 600 mm y 1000 mm.
Algunos de estos calibradores están diseñados para facilitar la medición de peldaño,
ya que tienen el borde del cursor al ras con la cabeza del brazo principal cuando las
puntas de medición están completamente cerradas.
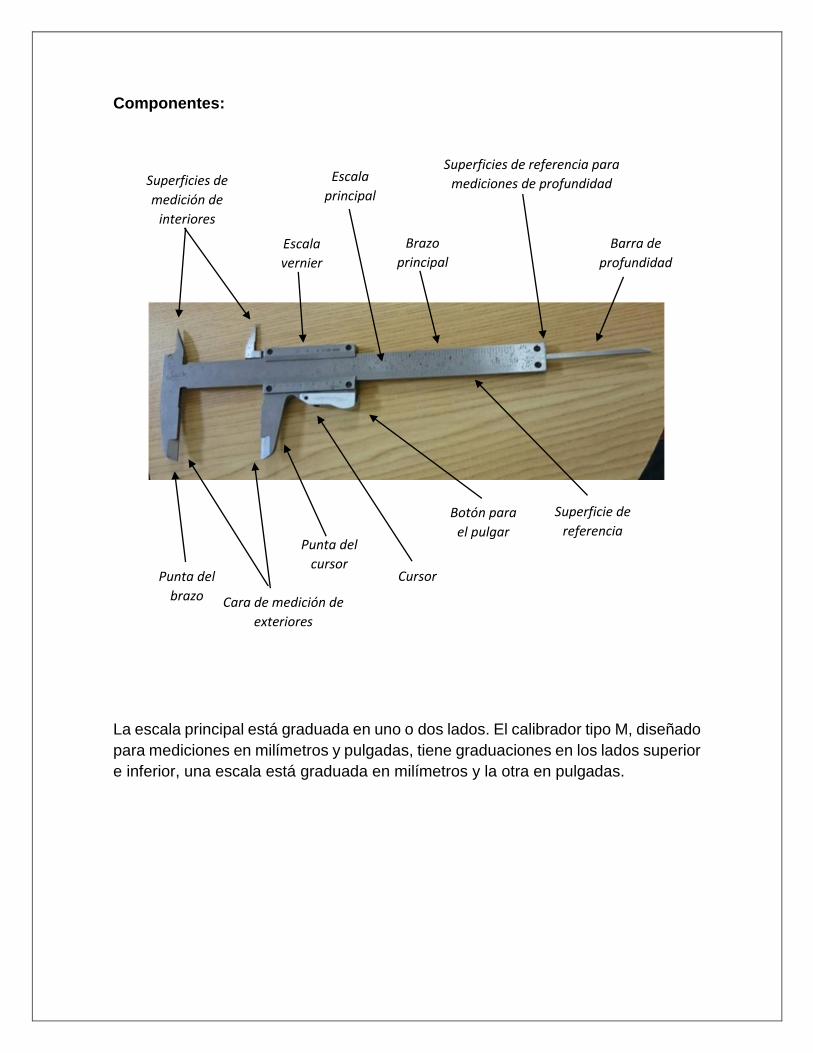
Componentes:
La escala principal está graduada en uno o dos lados. El calibrador tipo M, diseñado
para mediciones en milímetros y pulgadas, tiene graduaciones en los lados superior
e inferior, una escala está graduada en milímetros y la otra en pulgadas.
Superficies de
medición de
interiores
Brazo
principal
Superficies de referencia para
mediciones de profundidad
Barra de
profundidad
Escala
principal
Superficie de
referencia
Botón para
el pulgar
Cursor
Punta del
cursor Punta del
brazo Cara de medición de
exteriores
Escala
vernier
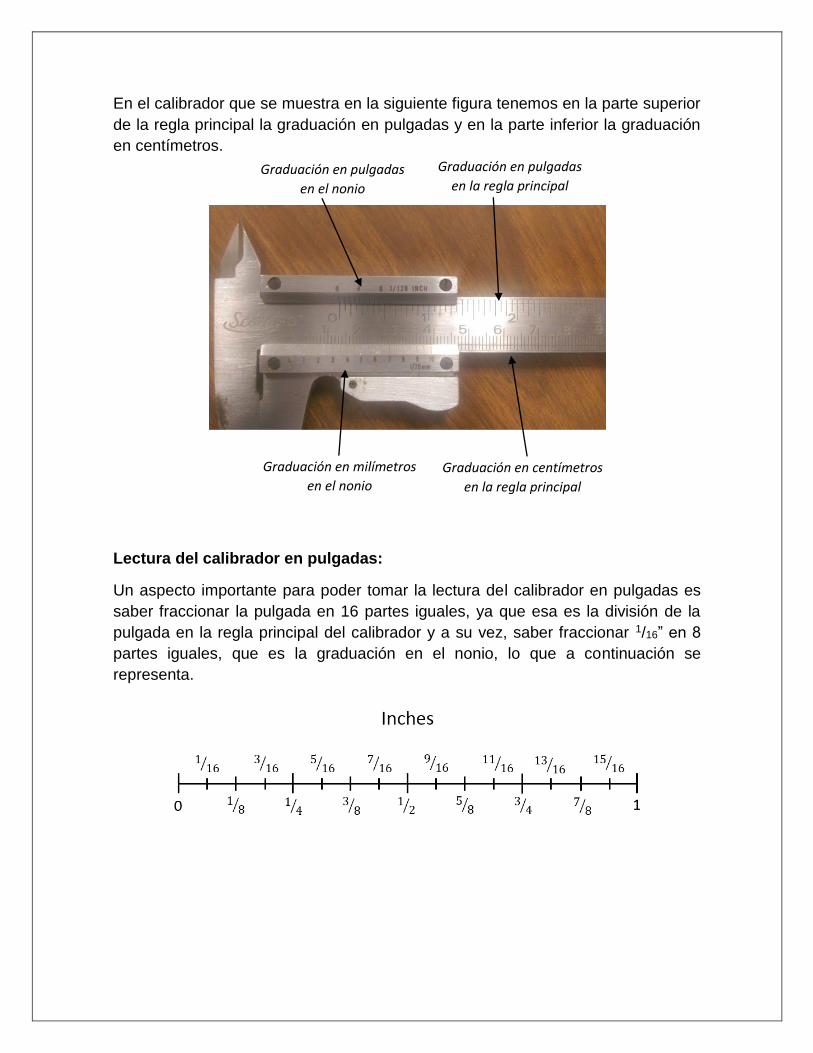
En el calibrador que se muestra en la siguiente figura tenemos en la parte superior
de la regla principal la graduación en pulgadas y en la parte inferior la graduación
en centímetros.
Lectura del calibrador en pulgadas:
Un aspecto importante para poder tomar la lectura del calibrador en pulgadas es
saber fraccionar la pulgada en 16 partes iguales, ya que esa es la división de la
pulgada en la regla principal del calibrador y a su vez, saber fraccionar 1/16” en 8
partes iguales, que es la graduación en el nonio, lo que a continuación se
representa.
Graduación en pulgadas
en la regla principal Graduación en pulgadas
en el nonio
Graduación en centímetros
en la regla principal
Graduación en milímetros
en el nonio
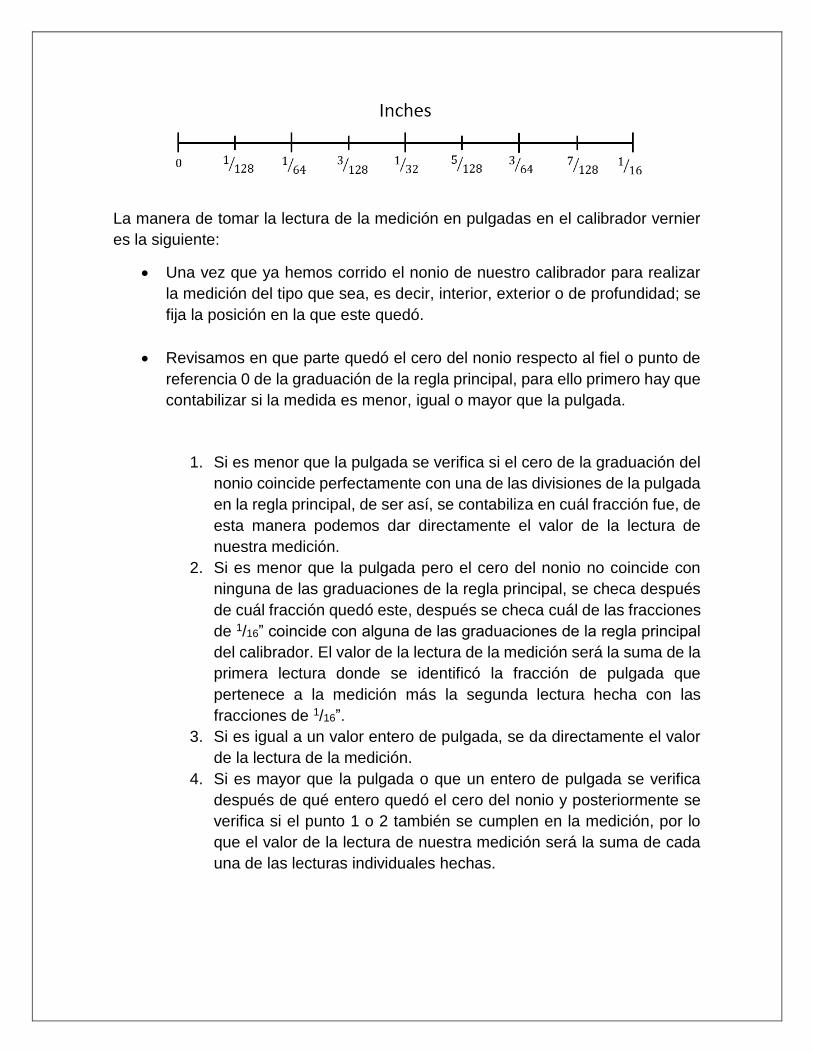
La manera de tomar la lectura de la medición en pulgadas en el calibrador vernier
es la siguiente:
Una vez que ya hemos corrido el nonio de nuestro calibrador para realizar
la medición del tipo que sea, es decir, interior, exterior o de profundidad; se
fija la posición en la que este quedó.
Revisamos en que parte quedó el cero del nonio respecto al fiel o punto de
referencia 0 de la graduación de la regla principal, para ello primero hay que
contabilizar si la medida es menor, igual o mayor que la pulgada.
1. Si es menor que la pulgada se verifica si el cero de la graduación del
nonio coincide perfectamente con una de las divisiones de la pulgada
en la regla principal, de ser así, se contabiliza en cuál fracción fue, de
esta manera podemos dar directamente el valor de la lectura de
nuestra medición.
2. Si es menor que la pulgada pero el cero del nonio no coincide con
ninguna de las graduaciones de la regla principal, se checa después
de cuál fracción quedó este, después se checa cuál de las fracciones
de 1/16” coincide con alguna de las graduaciones de la regla principal
del calibrador. El valor de la lectura de la medición será la suma de la
primera lectura donde se identificó la fracción de pulgada que
pertenece a la medición más la segunda lectura hecha con las
fracciones de 1/16”.
3. Si es igual a un valor entero de pulgada, se da directamente el valor
de la lectura de la medición.
4. Si es mayor que la pulgada o que un entero de pulgada se verifica
después de qué entero quedó el cero del nonio y posteriormente se
verifica si el punto 1 o 2 también se cumplen en la medición, por lo
que el valor de la lectura de nuestra medición será la suma de cada
una de las lecturas individuales hechas.
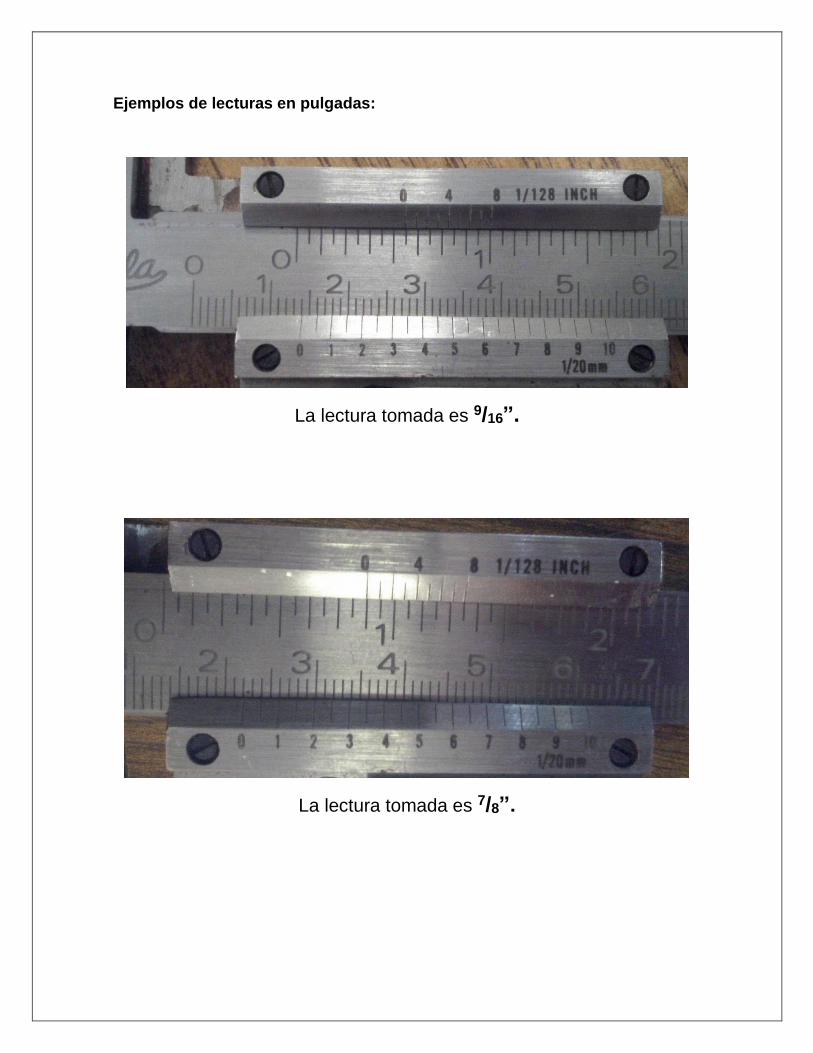
Ejemplos de lecturas en pulgadas:
La lectura tomada es 9/16”.
La lectura tomada es 7/8”.
Lectura del calibrador en centímetros:
Para esta graduación, tenemos en la regla principal una escala que se encuentra
en centímetros, por lo que nuestra mínima unidad presente es 1 mm, lo cual está
representado en el nonio del calibrador.
Para el calibrador vernier que se presenta más adelante el nonio divide al milímetro
en la escala 1/20 mm, por lo tanto si esas 20 divisiones que se encuentran en el nonio
equivalen a 1 mm que a su vez es equivalente a 0.1 cm, luego entonces la unidad
mínima de nuestro nonio es de 0.005 cm.
La manera de tomar la lectura de la medición en centímetros en el calibrador vernier
es la siguiente:
Revisamos en qué parte quedó el cero del nonio respecto al cero, también llamado
punto de referencia, de la regla principal.
1. Si el cero del nonio coincide perfectamente con uno de los valores enteros
de la graduación en cm, podemos dar directamente el valor de la lectura de
nuestra medición.
2. Si el cero del nonio se encuentra antes del primer valor entero en nuestra
escala en cm en la regla principal, se verifica si coincide directamente con
una de las divisiones del cm, si es así podemos dar e valor de la lectura de
nuestra medición, un ejemplo de esta medición sería 0.2 cm.
3. Si el cero del nonio se encuentra antes del primer valor entero en nuestra
escala en cm en la regla principal pero no coincide exactamente con alguna
de las graduaciones en esta, se observa después de cuál división se
encuentra éste, esta es la primer lectura, luego se verifica cuál de las
divisiones de nonio coincide con una de las graduaciones de la regla
principal, esta es la segunda lectura, la cual a su vez puede incluir una
medición del tipo 0.0x cm como 0.02 cm o bien 0.00x cm como 0.005 cm, e
inclusive ambas; por lo que el valor de nuestra medición será la suma de
cada una de las lecturas anteriormente hechas.
4. Si cero del nonio se encuentra entre dos valores enteros en la escala en cm,
se verifica después de qué valor está, luego se realizan las mismas acciones
que se mencionan en los puntos 2 y 3, y se realiza la suma de las lecturas
para dar el valor de la lectura de nuestra medición.
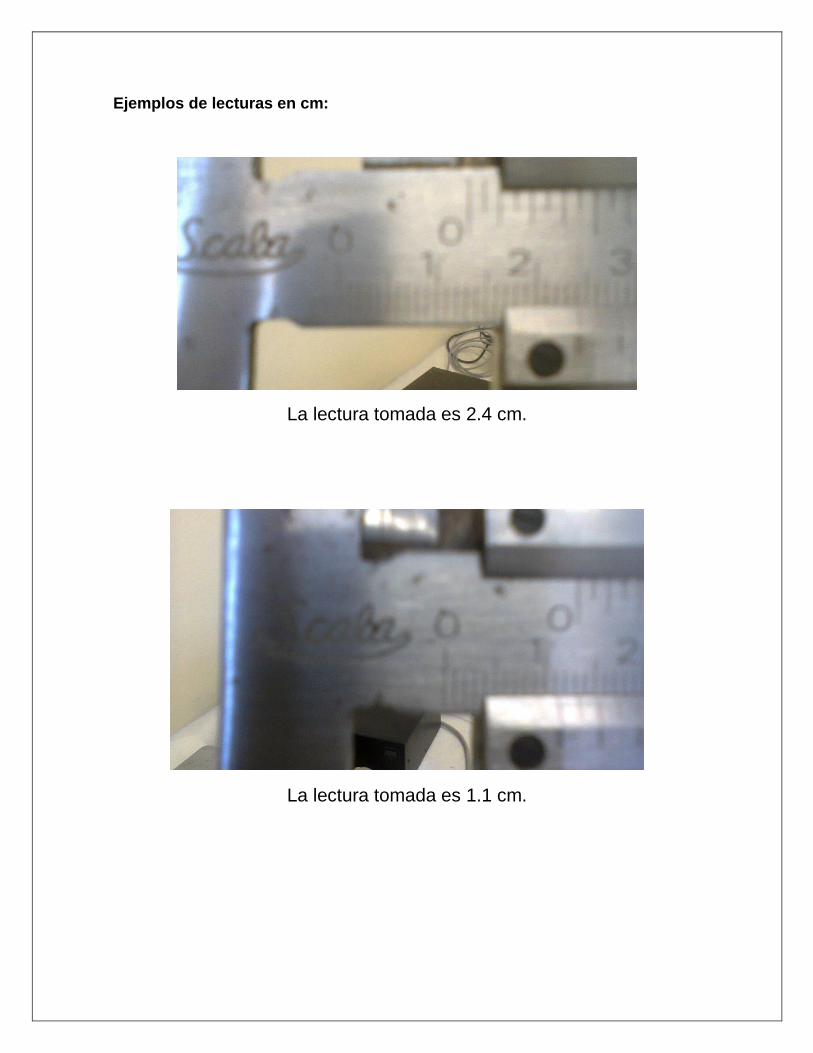
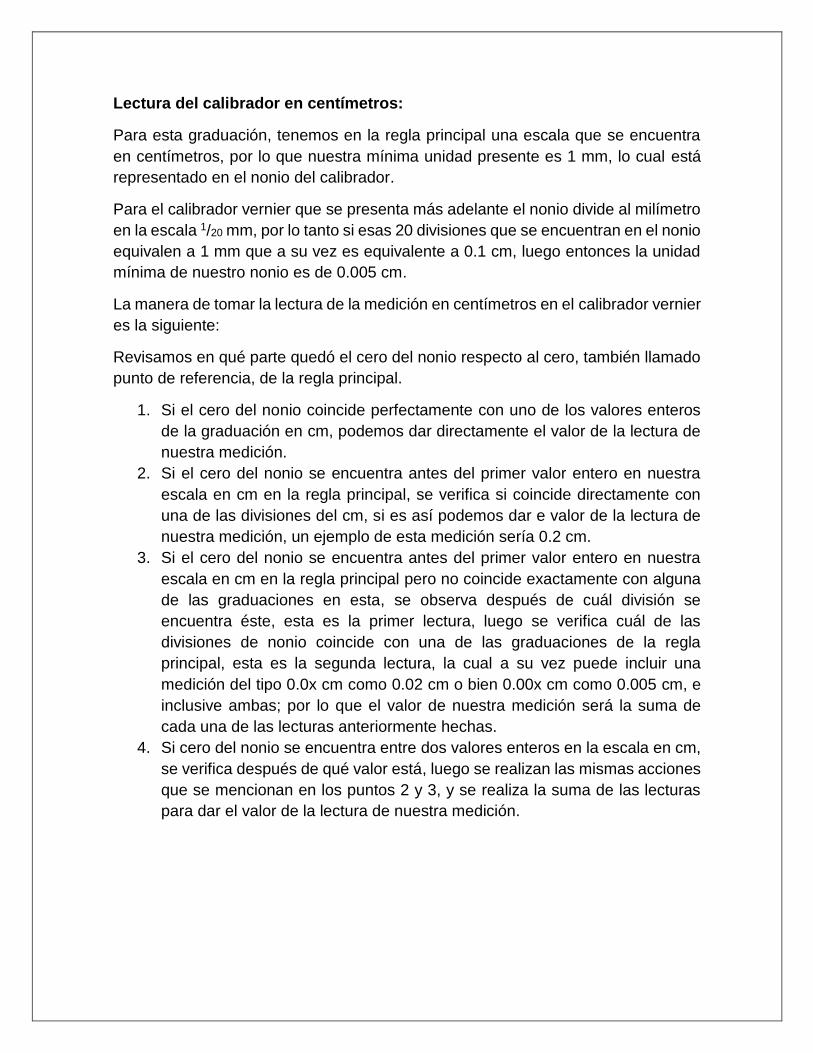
Ejemplos de lecturas en cm:
La lectura tomada es 2.4 cm.
La lectura tomada es 1.1 cm.
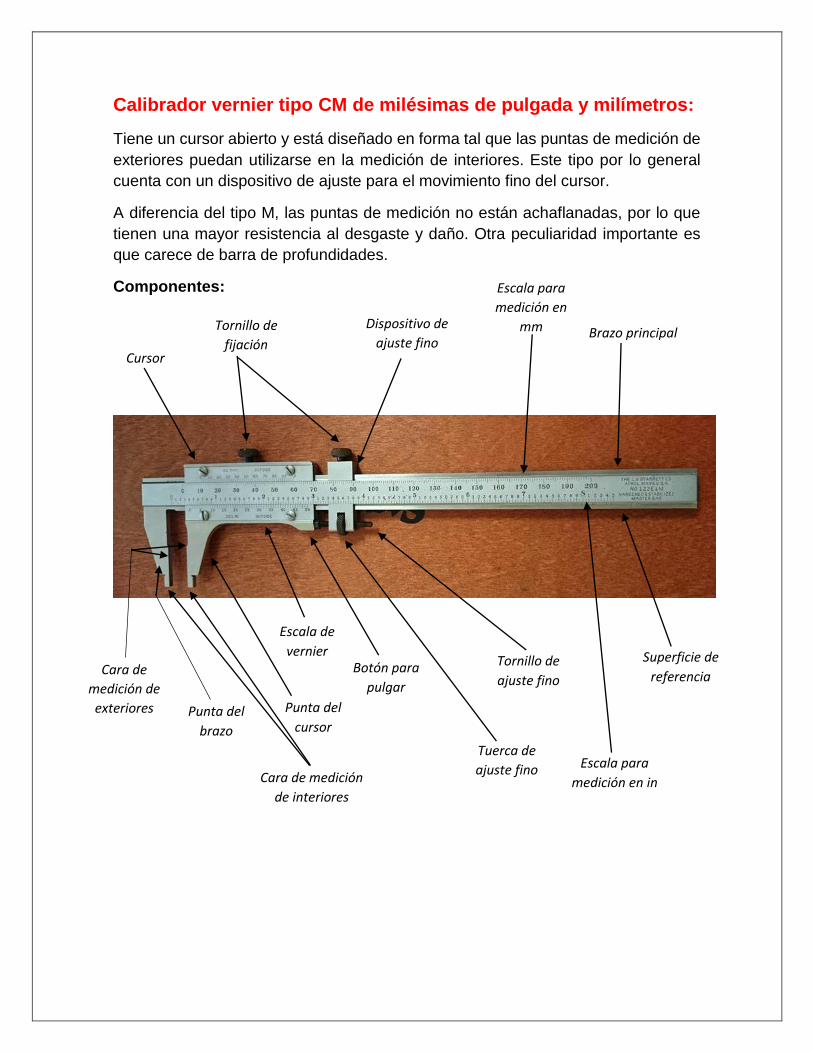
Calibrador vernier tipo CM de milésimas de pulgada y milímetros:
Tiene un cursor abierto y está diseñado en forma tal que las puntas de medición de
exteriores puedan utilizarse en la medición de interiores. Este tipo por lo general
cuenta con un dispositivo de ajuste para el movimiento fino del cursor.
A diferencia del tipo M, las puntas de medición no están achaflanadas, por lo que
tienen una mayor resistencia al desgaste y daño. Otra peculiaridad importante es
que carece de barra de profundidades.
Componentes:
Cursor
Tornillo de
fijación
Dispositivo de
ajuste fino
Escala para
medición en
mm Brazo principal
Cara de
medición de
exteriores Punta del
brazo
Cara de medición
de interiores
Punta del
cursor
Escala de
vernier Botón para
pulgar
Tuerca de
ajuste fino
Tornillo de
ajuste fino
Escala para
medición en in
Superficie de
referencia
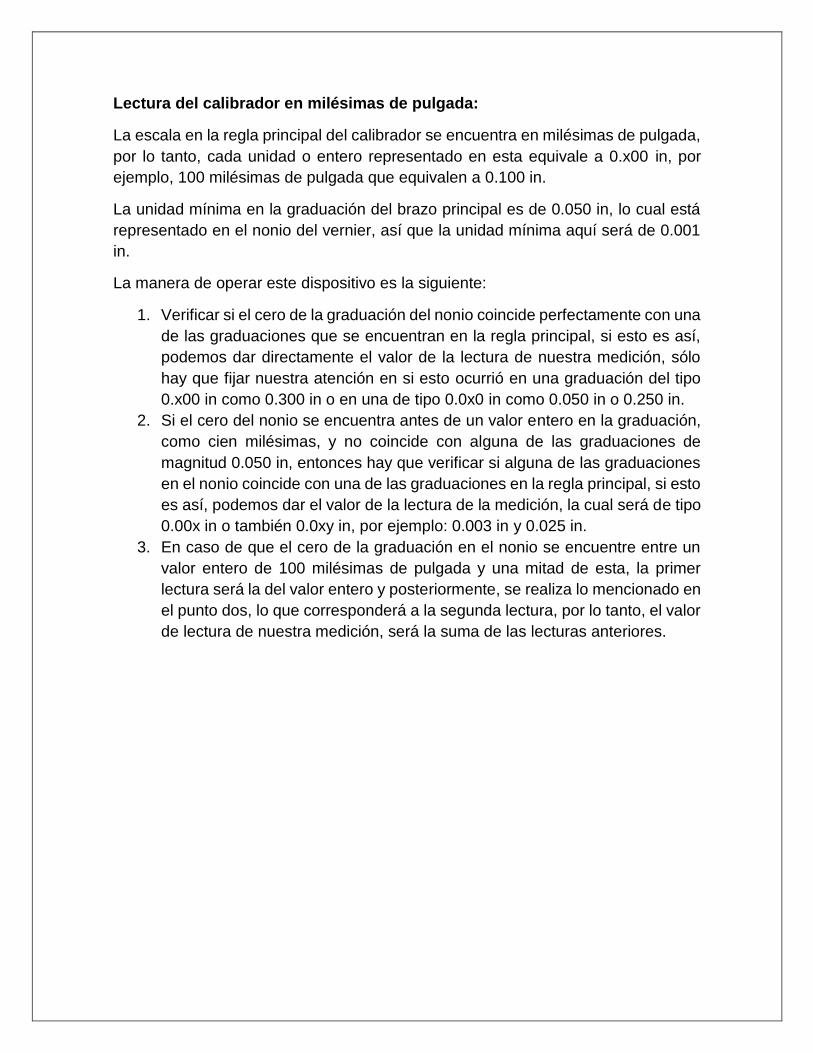
Lectura del calibrador en milésimas de pulgada:
La escala en la regla principal del calibrador se encuentra en milésimas de pulgada,
por lo tanto, cada unidad o entero representado en esta equivale a 0.x00 in, por
ejemplo, 100 milésimas de pulgada que equivalen a 0.100 in.
La unidad mínima en la graduación del brazo principal es de 0.050 in, lo cual está
representado en el nonio del vernier, así que la unidad mínima aquí será de 0.001
in.
La manera de operar este dispositivo es la siguiente:
1. Verificar si el cero de la graduación del nonio coincide perfectamente con una
de las graduaciones que se encuentran en la regla principal, si esto es así,
podemos dar directamente el valor de la lectura de nuestra medición, sólo
hay que fijar nuestra atención en si esto ocurrió en una graduación del tipo
0.x00 in como 0.300 in o en una de tipo 0.0x0 in como 0.050 in o 0.250 in.
2. Si el cero del nonio se encuentra antes de un valor entero en la graduación,
como cien milésimas, y no coincide con alguna de las graduaciones de
magnitud 0.050 in, entonces hay que verificar si alguna de las graduaciones
en el nonio coincide con una de las graduaciones en la regla principal, si esto
es así, podemos dar el valor de la lectura de la medición, la cual será de tipo
0.00x in o también 0.0xy in, por ejemplo: 0.003 in y 0.025 in.
3. En caso de que el cero de la graduación en el nonio se encuentre entre un
valor entero de 100 milésimas de pulgada y una mitad de esta, la primer
lectura será la del valor entero y posteriormente, se realiza lo mencionado en
el punto dos, lo que corresponderá a la segunda lectura, por lo tanto, el valor
de lectura de nuestra medición, será la suma de las lecturas anteriores.
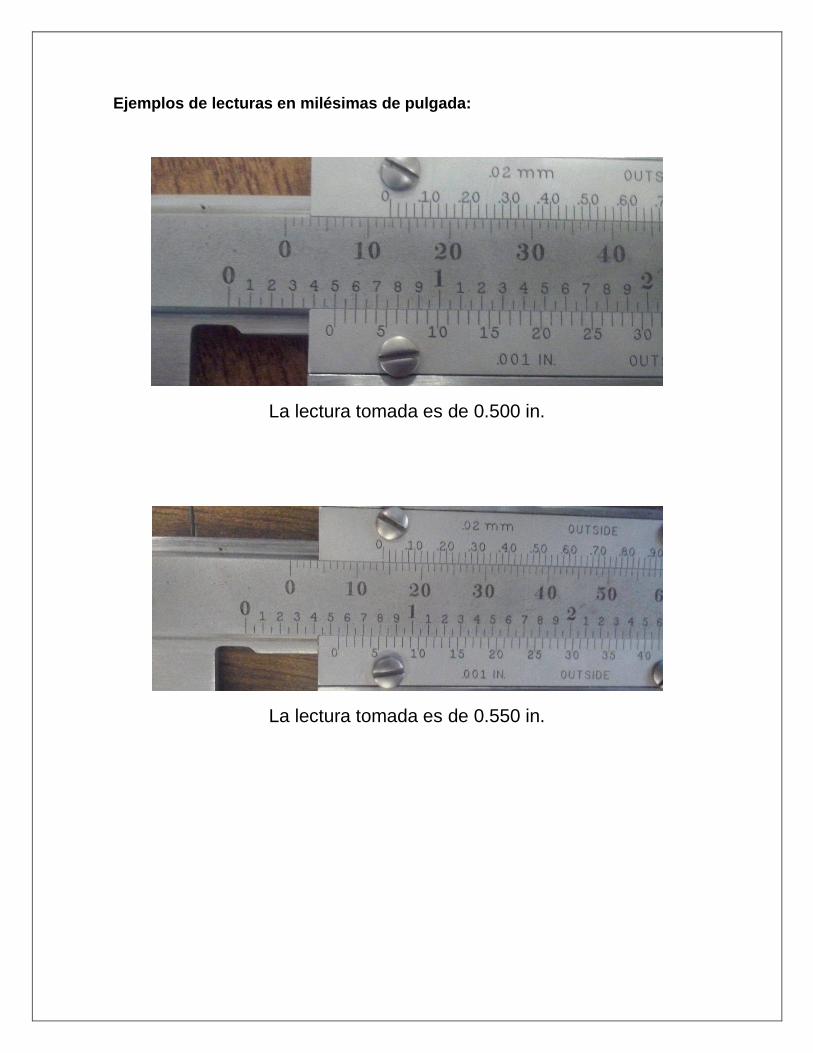
Ejemplos de lecturas en milésimas de pulgada:
La lectura tomada es de 0.500 in.
La lectura tomada es de 0.550 in.
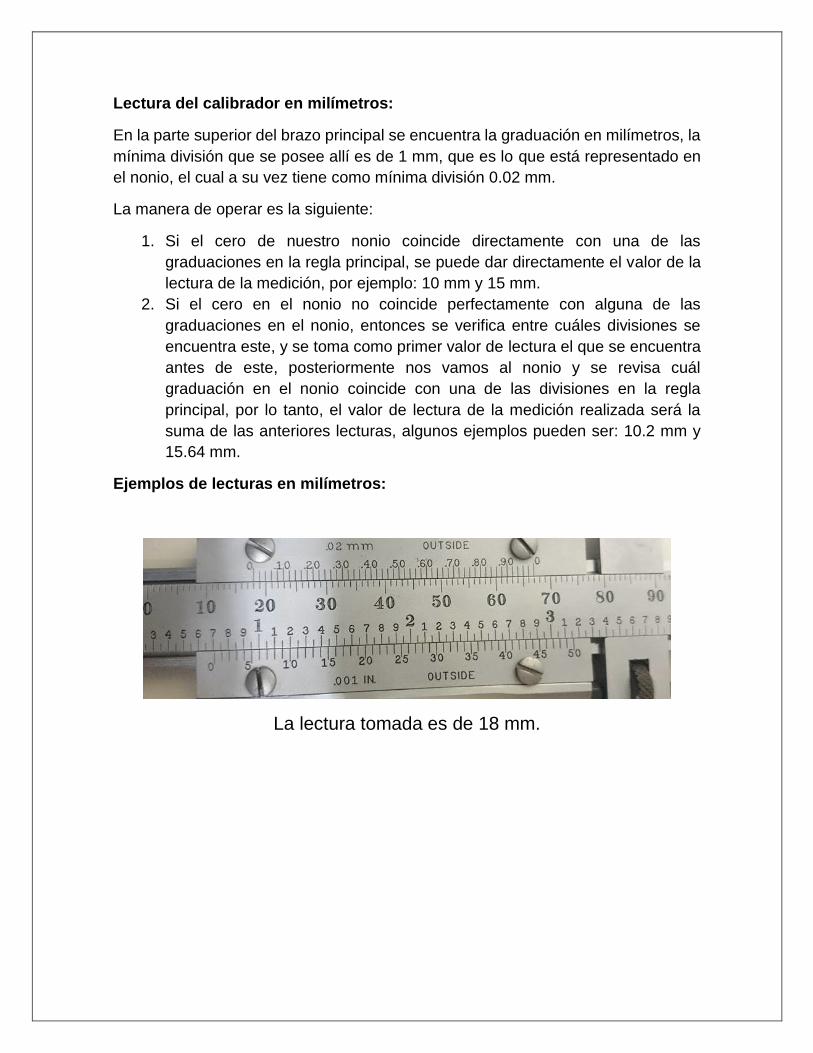
Lectura del calibrador en milímetros:
En la parte superior del brazo principal se encuentra la graduación en milímetros, la
mínima división que se posee allí es de 1 mm, que es lo que está representado en
el nonio, el cual a su vez tiene como mínima división 0.02 mm.
La manera de operar es la siguiente:
1. Si el cero de nuestro nonio coincide directamente con una de las
graduaciones en la regla principal, se puede dar directamente el valor de la
lectura de la medición, por ejemplo: 10 mm y 15 mm.
2. Si el cero en el nonio no coincide perfectamente con alguna de las
graduaciones en el nonio, entonces se verifica entre cuáles divisiones se
encuentra este, y se toma como primer valor de lectura el que se encuentra
antes de este, posteriormente nos vamos al nonio y se revisa cuál
graduación en el nonio coincide con una de las divisiones en la regla
principal, por lo tanto, el valor de lectura de la medición realizada será la
suma de las anteriores lecturas, algunos ejemplos pueden ser: 10.2 mm y
15.64 mm.
Ejemplos de lecturas en milímetros:
La lectura tomada es de 18 mm.
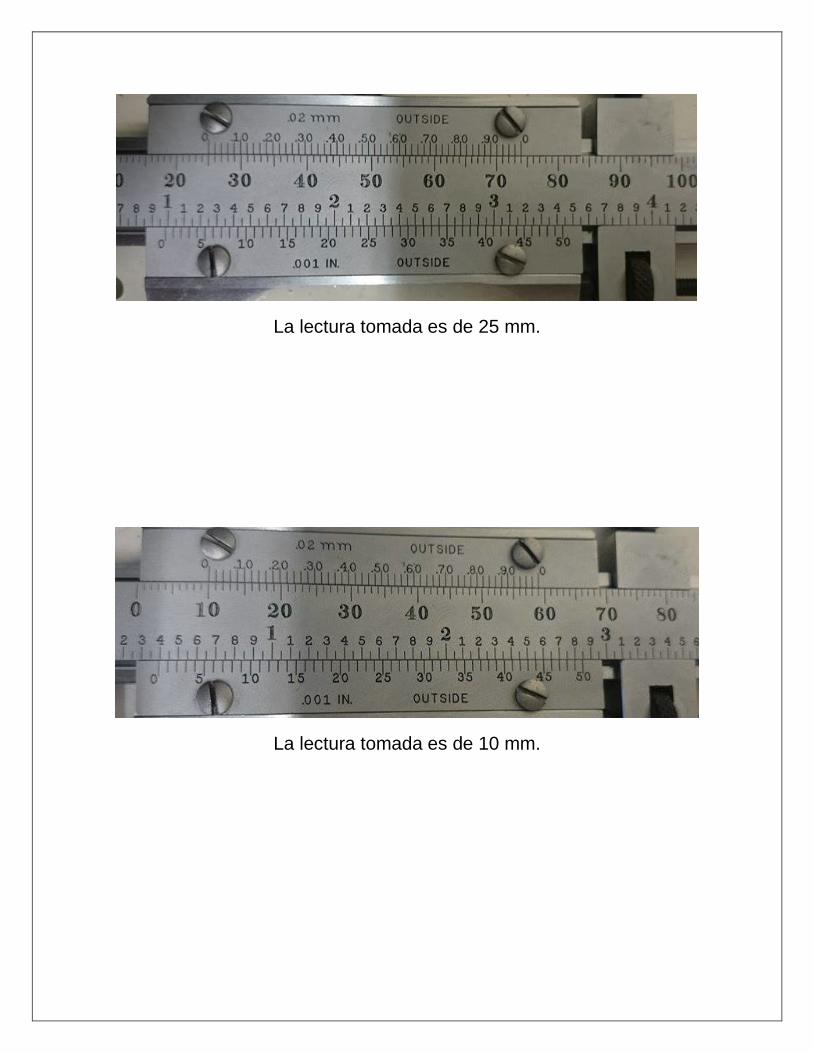
La lectura tomada es de 25 mm.
La lectura tomada es de 10 mm.
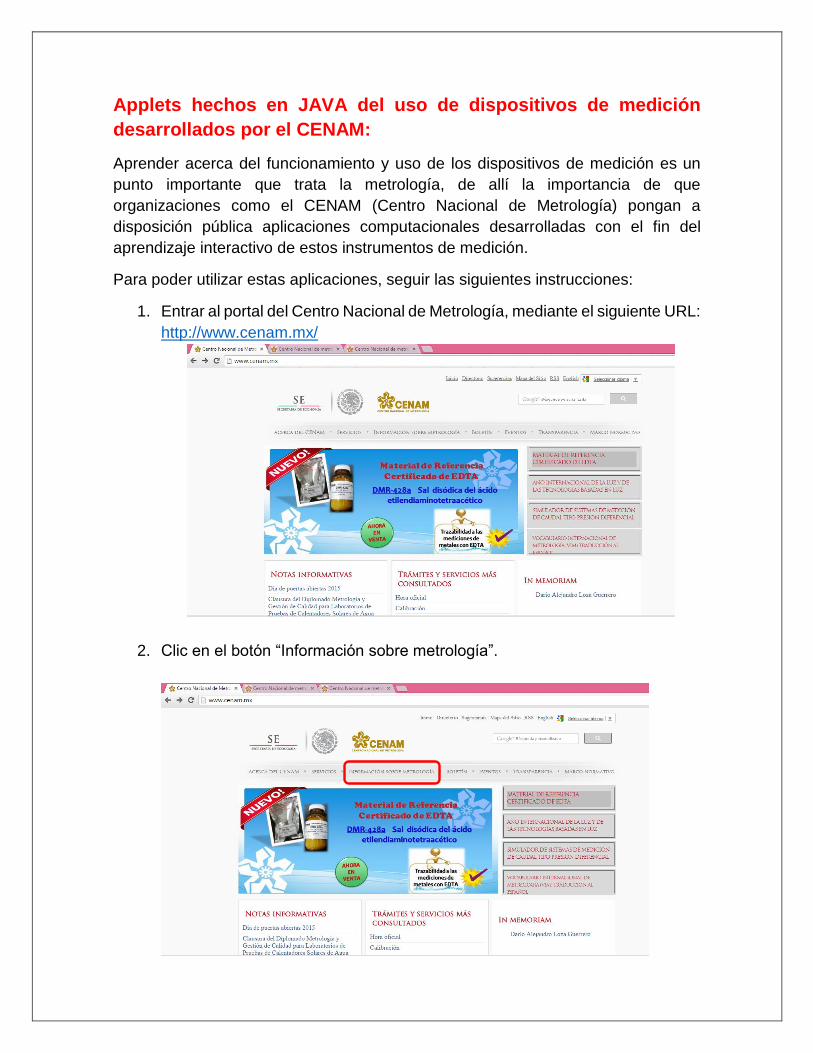
Applets hechos en JAVA del uso de dispositivos de medición
desarrollados por el CENAM:
Aprender acerca del funcionamiento y uso de los dispositivos de medición es un
punto importante que trata la metrología, de allí la importancia de que
organizaciones como el CENAM (Centro Nacional de Metrología) pongan a
disposición pública aplicaciones computacionales desarrolladas con el fin del
aprendizaje interactivo de estos instrumentos de medición.
Para poder utilizar estas aplicaciones, seguir las siguientes instrucciones:
1. Entrar al portal del Centro Nacional de Metrología, mediante el siguiente URL:
http://www.cenam.mx/
2. Clic en el botón “Información sobre metrología”.
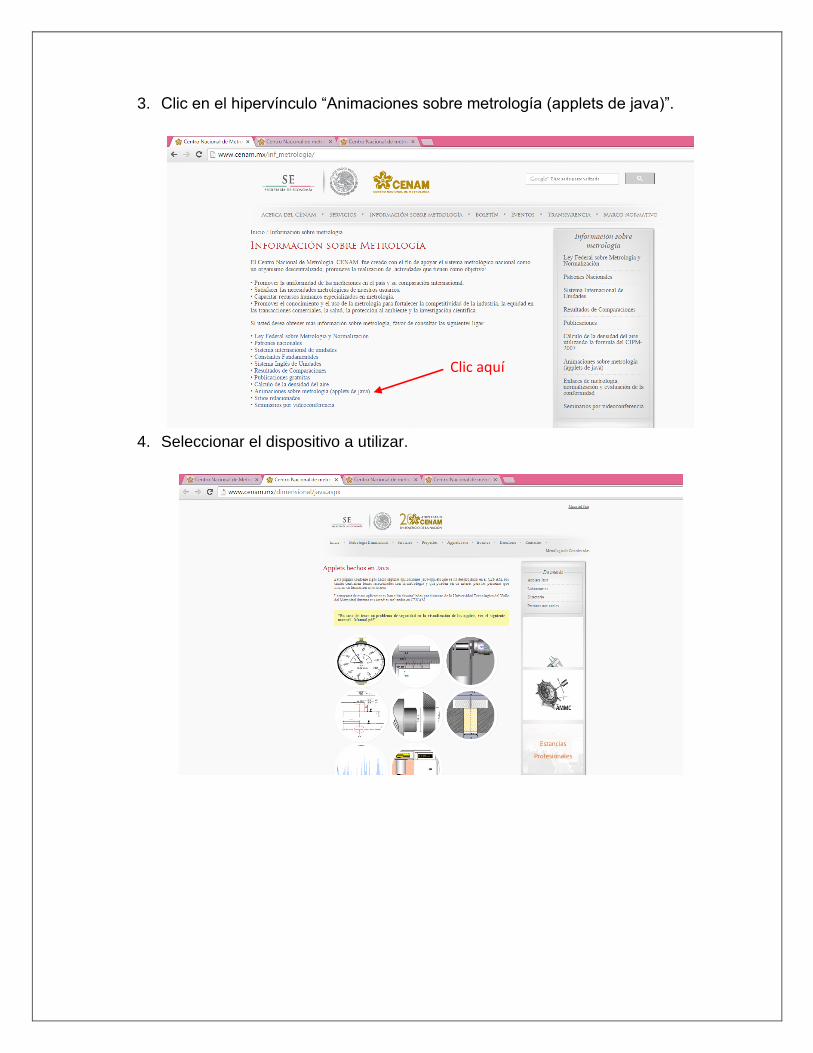
3. Clic en el hipervínculo “Animaciones sobre metrología (applets de java)”.
4. Seleccionar el dispositivo a utilizar.
Clic aquí
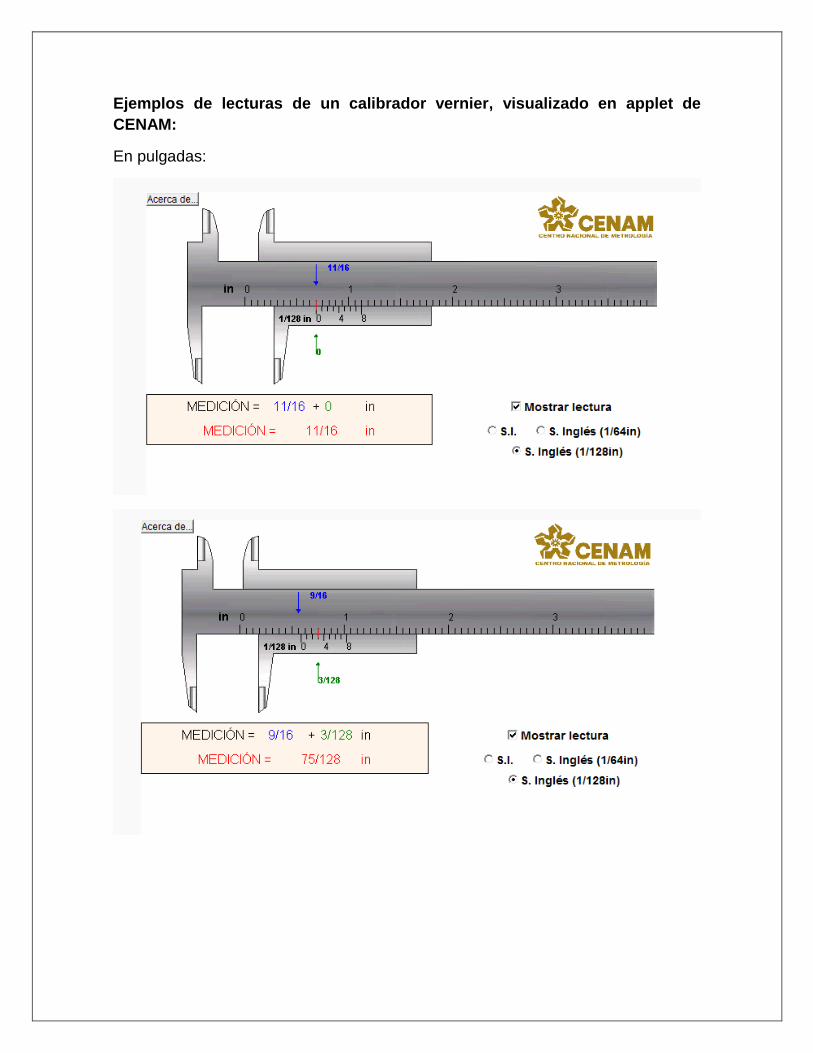
Ejemplos de lecturas de un calibrador vernier, visualizado en applet de
CENAM:
En pulgadas:
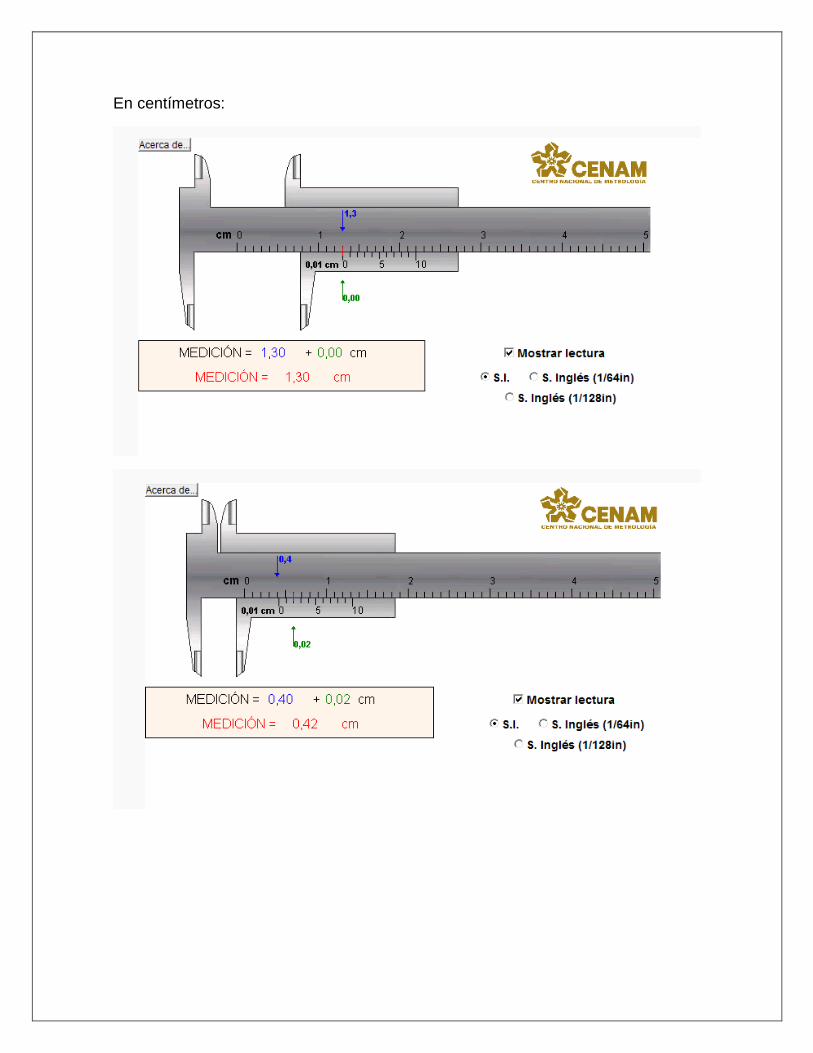
En centímetros:
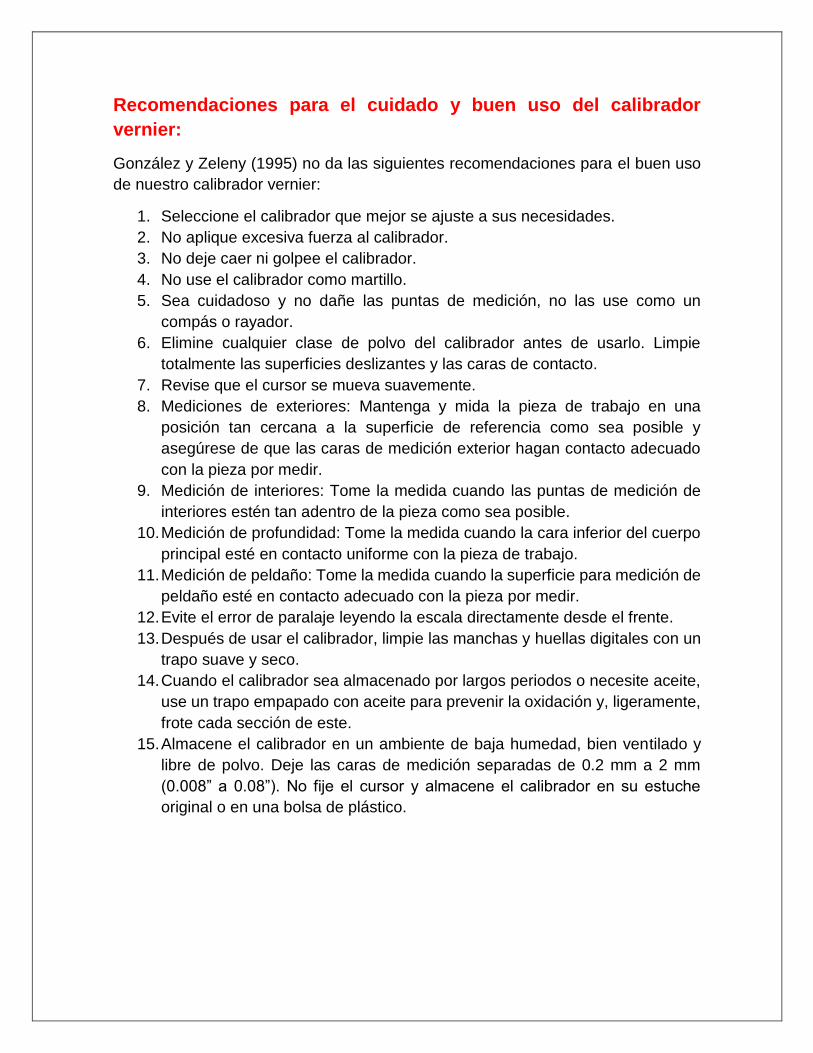
Recomendaciones para el cuidado y buen uso del calibrador
vernier:
González y Zeleny (1995) no da las siguientes recomendaciones para el buen uso
de nuestro calibrador vernier:
1. Seleccione el calibrador que mejor se ajuste a sus necesidades. 2. No aplique excesiva fuerza al calibrador. 3. No deje caer ni golpee el calibrador. 4. No use el calibrador como martillo. 5. Sea cuidadoso y no dañe las puntas de medición, no las use como un
compás o rayador. 6. Elimine cualquier clase de polvo del calibrador antes de usarlo. Limpie
totalmente las superficies deslizantes y las caras de contacto. 7. Revise que el cursor se mueva suavemente. 8. Mediciones de exteriores: Mantenga y mida la pieza de trabajo en una
posición tan cercana a la superficie de referencia como sea posible y
asegúrese de que las caras de medición exterior hagan contacto adecuado
con la pieza por medir. 9. Medición de interiores: Tome la medida cuando las puntas de medición de
interiores estén tan adentro de la pieza como sea posible. 10. Medición de profundidad: Tome la medida cuando la cara inferior del cuerpo
principal esté en contacto uniforme con la pieza de trabajo. 11. Medición de peldaño: Tome la medida cuando la superficie para medición de
peldaño esté en contacto adecuado con la pieza por medir. 12. Evite el error de paralaje leyendo la escala directamente desde el frente. 13. Después de usar el calibrador, limpie las manchas y huellas digitales con un
trapo suave y seco. 14. Cuando el calibrador sea almacenado por largos periodos o necesite aceite,
use un trapo empapado con aceite para prevenir la oxidación y, ligeramente,
frote cada sección de este. 15. Almacene el calibrador en un ambiente de baja humedad, bien ventilado y
libre de polvo. Deje las caras de medición separadas de 0.2 mm a 2 mm
(0.008” a 0.08”). No fije el cursor y almacene el calibrador en su estuche
original o en una bolsa de plástico.
Conclusión:
El calibrador vernier es un dispositivo muy importante a la hora de realizar labores
de medición, ya que gracias a sus características y versatilidad para el fácil manejo
en cuestiones de transportación, nos permite realizar los principales tipos de
mediciones que son: de exteriores, interiores y de profundidad, además de
mediciones de peldaños.
Este tipo de calibrador tiene diversas variantes, siendo los más usados los de tipo
M y CM, por lo tanto, para saber qué tipo de calibrador utilizaremos a la hora de
realizar una medición, es necesario saber de qué tipo es esta, además de en qué
unidades daremos la lectura de la medición.
El tipo de calibrador más usado es el M, ya que permite hacer mediciones de
exteriores, interiores y profundidades además, las graduaciones que maneja se
encuentran en fracciones de pulgada y centímetros.
Otro tipo de calibrador de bastante uso es el CM que únicamente nos permite hacer
mediciones de exteriores e interiores, y su escala de graduación se encuentra en
milésimas de pulgada y milímetros.
Un factor importante para dar lecturas de medición acertadas es conocer, el
funcionamiento del calibrador y así interpretar correctamente los valores obtenidos
de acuerdo a la relación entre el nonio del calibrador y la regla o brazo principal de
este.
El buen funcionamiento de nuestro dispositivo depende del cuidado que nosotros le
demos, por lo tanto, hay que ser precavidos en aspectos de utilización y
almacenamiento de nuestro calibrador vernier.
MICRÓMETRO
Introducción:
Al igual que el calibrador vernier, otro dispositivo que igual es de suma importancia
para trabajos en donde la exactitud es un factor clave, es el micrómetro, que
conoceremos en su variante de escala graduada en milésimas de pulgada y en
milímetros, así como un poco de teoría sobre este instrumento, las características
que posee y su forma de operación.
Es un instrumento de medición cuyo funcionamiento está basado en el tornillo
micrométrico y sirve para medir las dimensiones de un objeto con alta precisión,
siendo los principales tipos de micrómetros el de medición de longitudes exteriores,
interiores y de profundidades.
El micrómetro sobre el cual hablaremos a continuación es el de medición de
exteriores.
Teoría:
González y Zeleny (1995). El concepto de medir un objeto utilizando una rosca de
tornillos se remonta a la era de James Watt, cuyo micrómetro, inventado en 1772,
daba lecturas de 1/100 de pulgada en la primera carátula y 1/256 de pulgada en la
segunda. Durante el siglo pasado se logró que el micrómetro diera lecturas de 0.001
in y se completó su diseño básico.
La palabra micrómetro proviene del griego micros que significa pequeño, y metros
que es medición.
Otro nombre con el que se conoce al micrómetro es tornillo de Palmer y es un
instrumento de medición cuyo funcionamiento está basado en el tornillo
micrométrico que se desplaza axialmente longitudes pequeñas al girar él mismo
dentro de una tuerca. Dichos desplazamientos pueden ser de ½ mm y de 1 mm para
giros completos en los milimétricos y por lo general de 0.025” en los de pulgadas.
Para realizar las mediciones, cuenta con 2 puntas que se aproximan entre sí
mediante un tornillo de rosca fina, el cual tiene grabado en su contorno una escala.
La escala puede incluir un nonio. La máxima longitud de medida del micrómetro de
exteriores es de 25 mm, por lo que es necesario disponer de un micrómetro para
cada campo de medidas que se quieran tomar (0-25 mm), (25-50 mm), (50-75 mm),
etc.

Frecuentemente el micrómetro también incluye una manera de limitar la torsión
máxima del tornillo.
El primer micrómetro de tornillo fue inventado por William Gascoigne en el siglo XVII,
en 1841, el mecánico francés Jean Laurent Palmer lo mejoró y lo adaptó para la
medición de longitudes de objetos manufacturados.
El micrómetro fue introducido al mercado anglosajón en 1867 por la compañía
Brown & Sharpe. En 1888 Edward Williams Morley incorporó la escala del nonio,
con lo cual se mejoró la exactitud del instrumento.
Principio de funcionamiento:
El micrómetro es un dispositivo que mide el desplazamiento del husillo cuando éste
es movido mediante el giro de un tornillo, lo que convierte el movimiento giratorio
del tambor en el movimiento lineal del husillo. El desplazamiento de éste lo amplifica
la rotación del tornillo y el diámetro del tambor. Las graduaciones alrededor de la
circunferencia del tambor permiten leer un cambio pequeño en la posición del
husillo.
Uso:
Compontes:
Tope de medición
Arco
Freno del
husillo
Tuerca Arillo de ajuste
Cilindro
Husillo
con tope Tambor
Trinquete
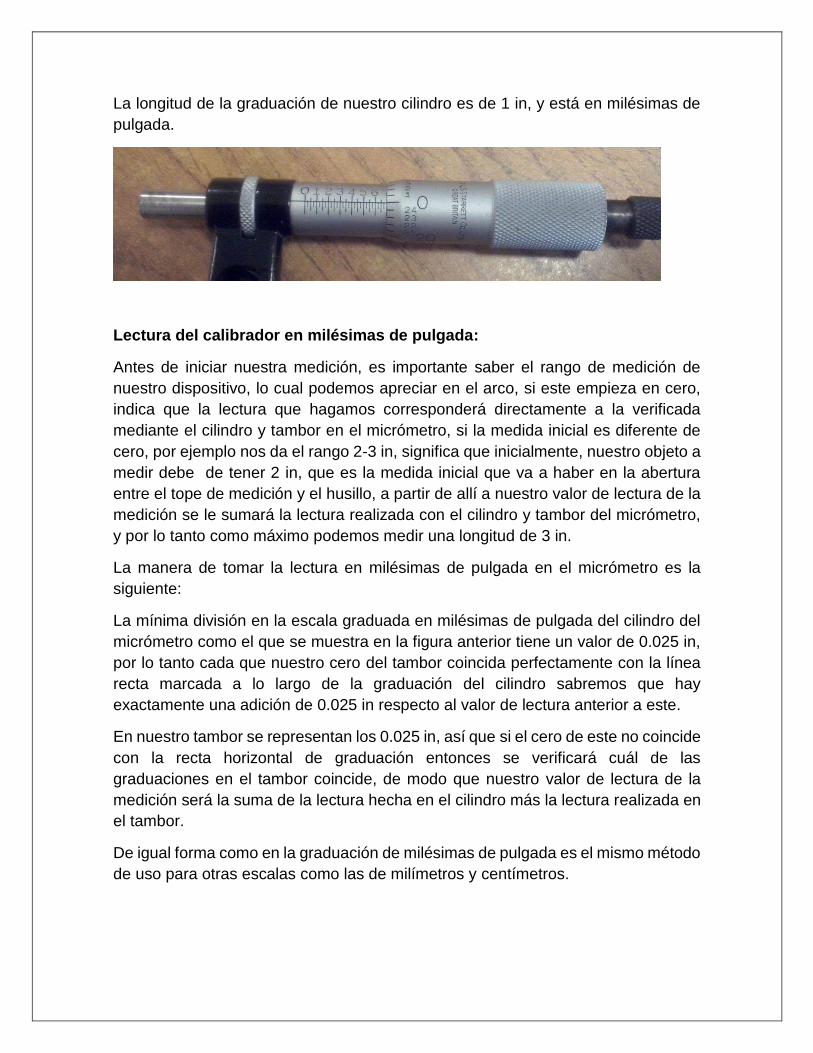
La longitud de la graduación de nuestro cilindro es de 1 in, y está en milésimas de
pulgada.
Lectura del calibrador en milésimas de pulgada:
Antes de iniciar nuestra medición, es importante saber el rango de medición de
nuestro dispositivo, lo cual podemos apreciar en el arco, si este empieza en cero,
indica que la lectura que hagamos corresponderá directamente a la verificada
mediante el cilindro y tambor en el micrómetro, si la medida inicial es diferente de
cero, por ejemplo nos da el rango 2-3 in, significa que inicialmente, nuestro objeto a
medir debe de tener 2 in, que es la medida inicial que va a haber en la abertura
entre el tope de medición y el husillo, a partir de allí a nuestro valor de lectura de la
medición se le sumará la lectura realizada con el cilindro y tambor del micrómetro,
y por lo tanto como máximo podemos medir una longitud de 3 in.
La manera de tomar la lectura en milésimas de pulgada en el micrómetro es la
siguiente:
La mínima división en la escala graduada en milésimas de pulgada del cilindro del
micrómetro como el que se muestra en la figura anterior tiene un valor de 0.025 in,
por lo tanto cada que nuestro cero del tambor coincida perfectamente con la línea
recta marcada a lo largo de la graduación del cilindro sabremos que hay
exactamente una adición de 0.025 in respecto al valor de lectura anterior a este.
En nuestro tambor se representan los 0.025 in, así que si el cero de este no coincide
con la recta horizontal de graduación entonces se verificará cuál de las
graduaciones en el tambor coincide, de modo que nuestro valor de lectura de la
medición será la suma de la lectura hecha en el cilindro más la lectura realizada en
el tambor.
De igual forma como en la graduación de milésimas de pulgada es el mismo método
de uso para otras escalas como las de milímetros y centímetros.

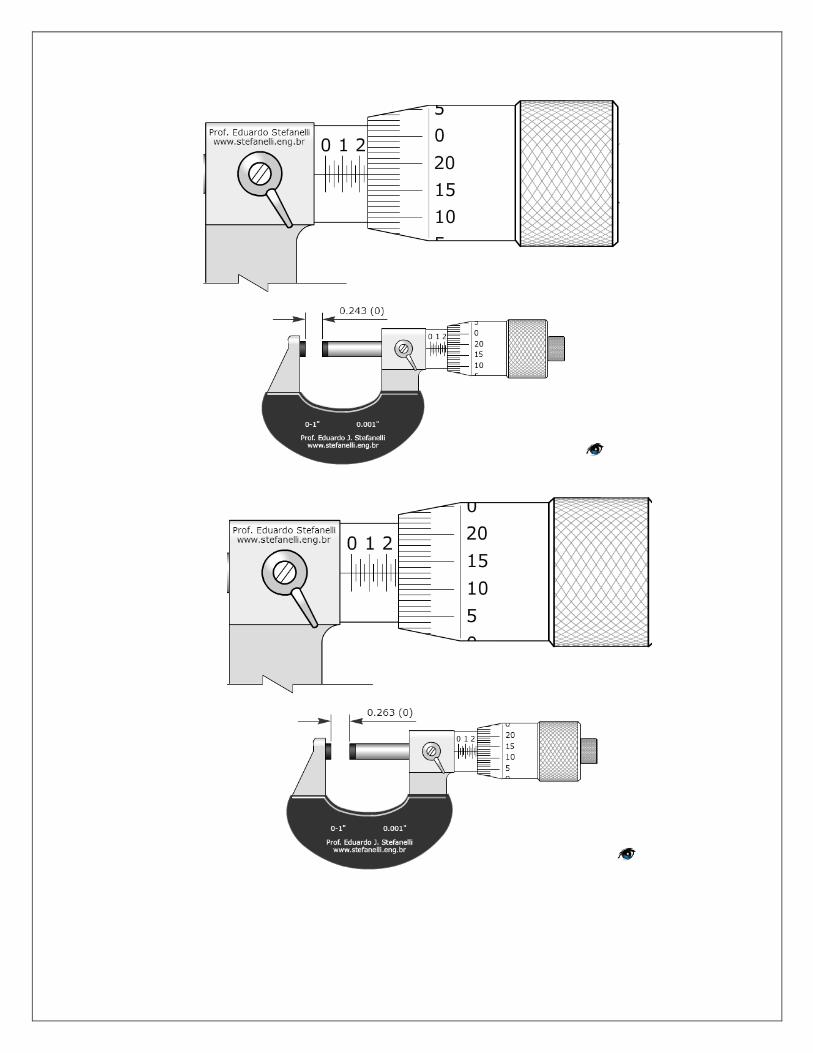
Ejemplos de lecturas en milésimas:
La lectura tomada es de 0.150 in.
La lectura tomada es de 0.700 in.
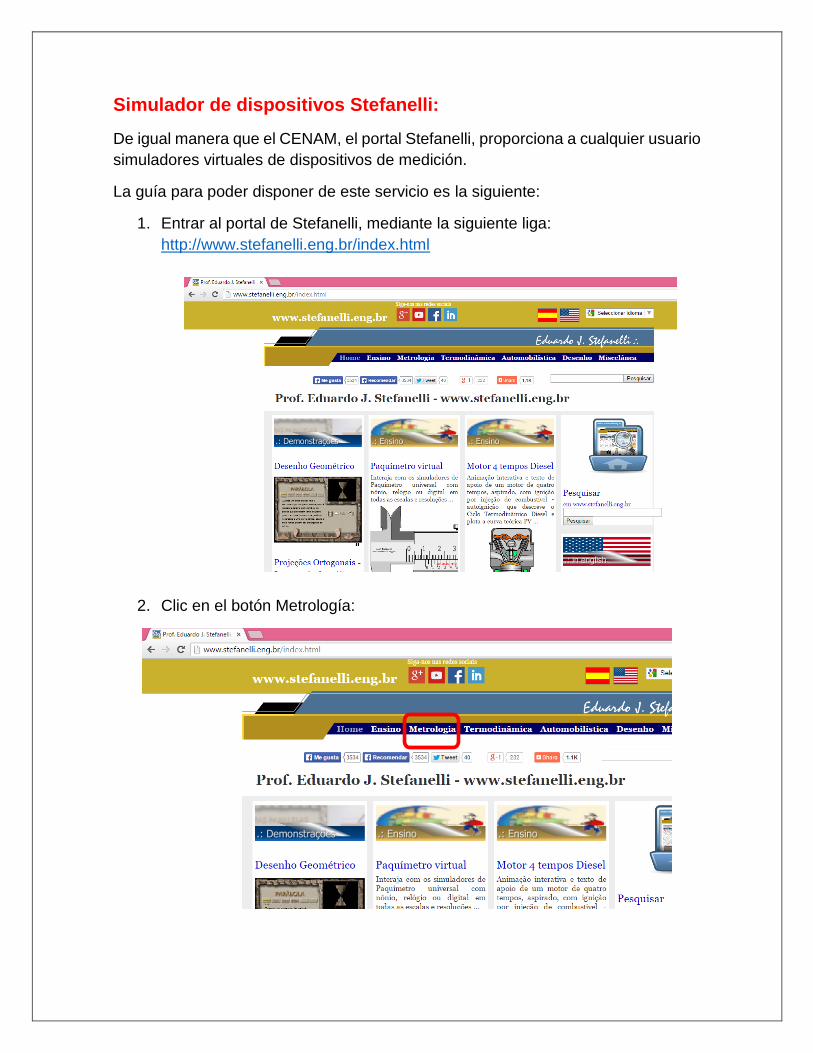
Simulador de dispositivos Stefanelli:
De igual manera que el CENAM, el portal Stefanelli, proporciona a cualquier usuario
simuladores virtuales de dispositivos de medición.
La guía para poder disponer de este servicio es la siguiente:
1. Entrar al portal de Stefanelli, mediante la siguiente liga:
http://www.stefanelli.eng.br/index.html
2. Clic en el botón Metrología:
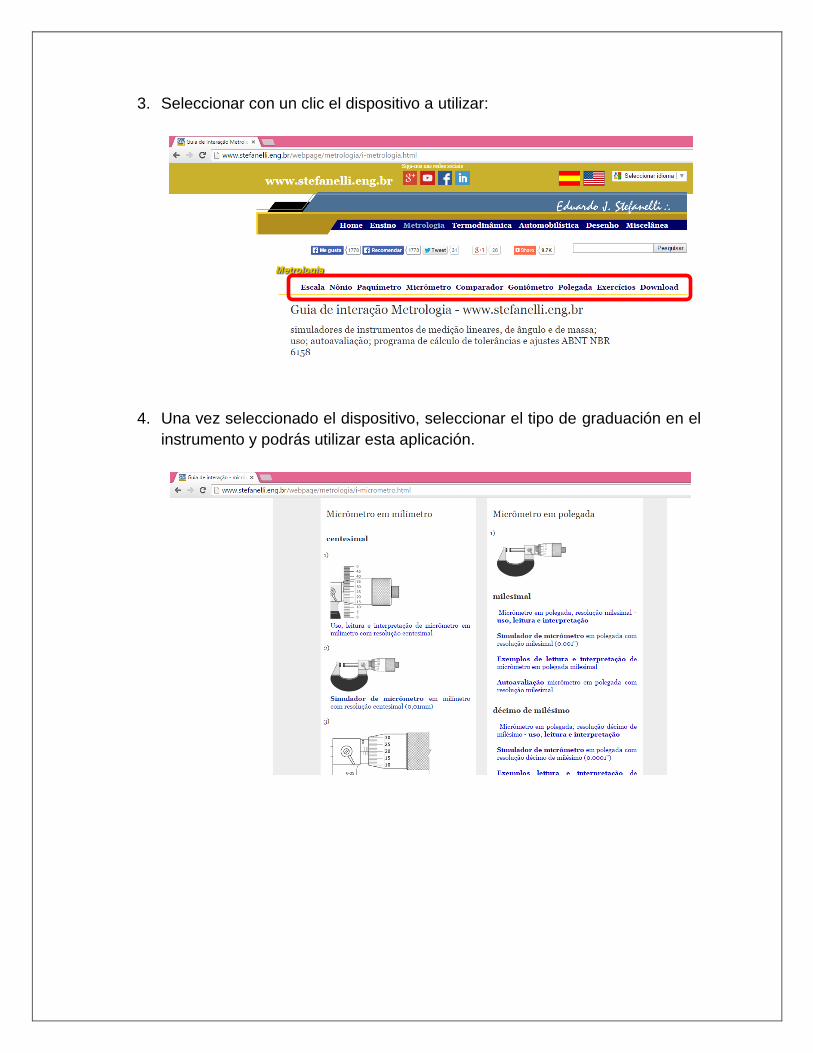
3. Seleccionar con un clic el dispositivo a utilizar:
4. Una vez seleccionado el dispositivo, seleccionar el tipo de graduación en el
instrumento y podrás utilizar esta aplicación.
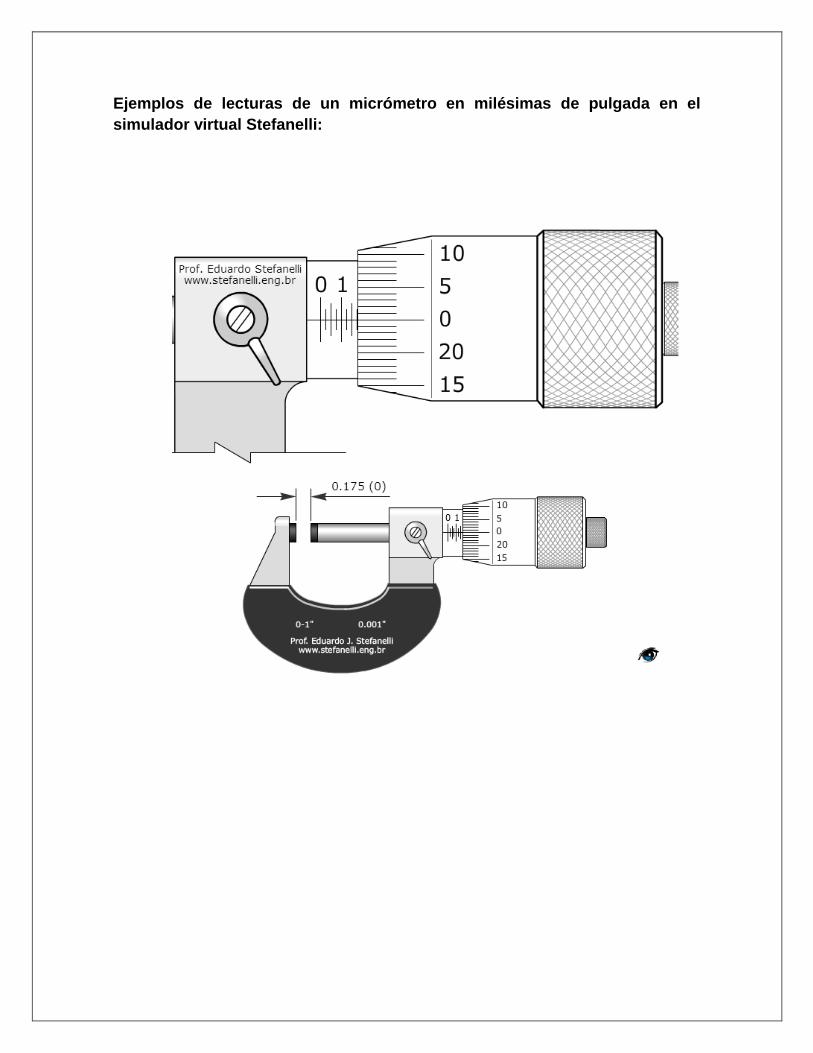
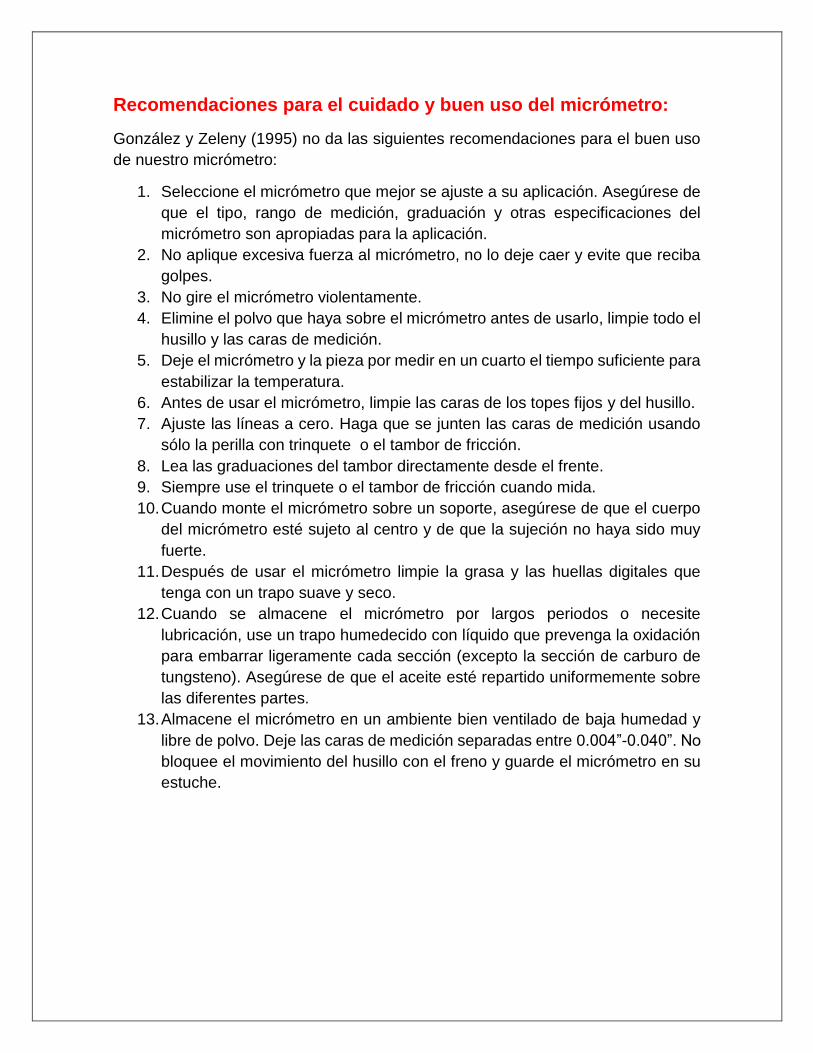
Ejemplos de lecturas de un micrómetro en milésimas de pulgada en el
simulador virtual Stefanelli:
Recomendaciones para el cuidado y buen uso del micrómetro:
González y Zeleny (1995) no da las siguientes recomendaciones para el buen uso
de nuestro micrómetro:
1. Seleccione el micrómetro que mejor se ajuste a su aplicación. Asegúrese de
que el tipo, rango de medición, graduación y otras especificaciones del
micrómetro son apropiadas para la aplicación.
2. No aplique excesiva fuerza al micrómetro, no lo deje caer y evite que reciba
golpes.
3. No gire el micrómetro violentamente.
4. Elimine el polvo que haya sobre el micrómetro antes de usarlo, limpie todo el
husillo y las caras de medición.
5. Deje el micrómetro y la pieza por medir en un cuarto el tiempo suficiente para
estabilizar la temperatura.
6. Antes de usar el micrómetro, limpie las caras de los topes fijos y del husillo.
7. Ajuste las líneas a cero. Haga que se junten las caras de medición usando
sólo la perilla con trinquete o el tambor de fricción.
8. Lea las graduaciones del tambor directamente desde el frente.
9. Siempre use el trinquete o el tambor de fricción cuando mida.
10. Cuando monte el micrómetro sobre un soporte, asegúrese de que el cuerpo
del micrómetro esté sujeto al centro y de que la sujeción no haya sido muy
fuerte.
11. Después de usar el micrómetro limpie la grasa y las huellas digitales que
tenga con un trapo suave y seco.
12. Cuando se almacene el micrómetro por largos periodos o necesite
lubricación, use un trapo humedecido con líquido que prevenga la oxidación
para embarrar ligeramente cada sección (excepto la sección de carburo de
tungsteno). Asegúrese de que el aceite esté repartido uniformemente sobre
las diferentes partes.
13. Almacene el micrómetro en un ambiente bien ventilado de baja humedad y
libre de polvo. Deje las caras de medición separadas entre 0.004”-0.040”. No
bloquee el movimiento del husillo con el freno y guarde el micrómetro en su
estuche.
Conclusión:
El micrómetro es un instrumento de medición muy importante para trabajos de
metal-mecánica, es frecuente su uso en talleres de torno, para mediciones de
exteriores e interiores, inclusive profundidades, en las cuales se necesita un valor
muy exacto y preciso.
El micrómetro que analizamos en este trabajo fue el de medición de exteriores, el
funcionamiento del micrómetro se basa en la lectura del cilindro y del tambor,
además es necesario tener conocimiento de cómo se leen y contabilizan las
milésimas de pulgada, ya que este es el tipo de graduación en el dispositivo.
El micrómetro es un instrumento muy delicado, por ello se recomienda utilizar el
trinquete para ajustar el husillo a la pieza sujeta a medición y una vez que este nos
indica que la sujeción fue hecha, dejar de girarlo para evitar desajustes en el
dispositivo.
El cuidado y manejo del micrómetro es un aspecto importante para que el dispositivo
funcione perfectamente y podamos realizar mediciones muy precisas y exactas,
además de que hay que darle el mantenimiento adecuado al instrumento y a la hora
de guárdalo, colocarlo en su estuche.
Una de las formas con las que podemos aprender interactivamente el uso del
micrómetro así como de otros dispositivos como el calibrador vernier, es a través de
la web en portales como Stefanelli y organizaciones como el CENAM que han
desarrollado simuladores virtuales de dispositivos de medición, disponibles a todo
tipo de usuarios.
REFERENCIAS
González, Carlos y Zeleny, Ramón. “Metrología”. McGraw-Hill Interamericana, México,
1995, págs. 83-103, 163-174 y 214-218.
Cardona Maciel, F. Alberto (2010). “Vernier”. Centro Universitario de Ciencias Exactas e
Ingenierías – Universidad de Guadalajara. [En línea]. Recuperado el 08 de abril del 2015.
Disponible: http://fcardona.weebly.com/uploads/3/6/3/1/3631559/vernier1.pdf
Hernández Hernández, Luis Miguel. “Calibrador vernier”. [En línea]. Recuperado el 09 de
abril del 2015. Disponible: https://todoingenieriaindustrial.files.wordpress.com/2012/10/2-
8-3-calibrador-vernier.pdf
Fernando Rodríguez, Óscar. “Micrómetro o Palmer”. Máquinas, métodos y control
dimensional del procesamiento. [En línea]. Recuperado el 10 de abril del 2015. Disponible:
http://mmcdp.webcindario.com/capitulos/04b-palmer.pdf
“Micrómetros”. [En línea]. Recuperado el 10 de abril del 2015. Disponible:
http://www.fisica.uns.edu.ar/laboratorio/manuales/apuntes_micrometro_2.pdf
Portal del Centro Nacional de Metrología CENAM. [En línea]. Disponible:
http://www.cenam.mx/
Portal de Stefanelli. [En línea]. Disponible: http://www.stefanelli.eng.br/index.html