El Taqueado de Los Motores
24
El taqueado del motor Montajes y mediciones H.O.B.
-
Upload
pepito-grillado -
Category
Documents
-
view
910 -
download
6
Transcript of El Taqueado de Los Motores

Montajes y mediciones
H.O.B.

2
Índice. Tipos de taqueado……………………………………………………………………………..……….Página 2. Centraje y taqueado del motor principal con taco metálico………………………..Página 3. Centraje y taqueado del motor mediante acoplamientos elásticos…………….Página 6.
o Soportes Trelleborg-Metalastik……………………………………………………..Página 7.o Soportes AMC…………………………………………………………………………………Página 8.
Centraje y taqueado del motor con tacos de resina…………………………………….Página 10.o Chockfast
Naranja…………………………………………………………………………………………..Página 11. Ejecución del anclaje del motor:
A: Tornillos normales de fijación…………..……….Página 14. B: Tornillos normales de fijación en
combinación con resortes de disco……….………Página 15. C: Tornillos de fijación de menor
diámetro……………………………………………………….Página 16. Bibliografía………………………………………………………………………………………Página 19.

3
El taqueado de los motores
Tipos de TaqueadoDurante la construcción de un motor de propulsión a bordo, la bancada descansa sobre una base con una alineación determinada. Esta alineación ha sido obtenida mediante la colocación de guías ajustadas entre el polín y la bancada mecanizada. La alineación adoptada tiene por objeto situar el carácter en una situación aceptable para todas las condiciones de mar.
Durante la vida del buque, se puede dar el caso de que lo deba realinearse el motor, por ejemplo después de un encallamiento, modificación del casco, etc. Esta realineación habrá que realizarla de la misma manera que cuando se construyó el buque.
Tradicionalmente el sistema para soportar los motores hasta la década de los 50 se basaba en calzos de acero o hierro fundido (centraje y taqueado con taco metálico), los cuales había que limar y mecanizar con el problema de conseguir un grado máximo de ajuste, así como los costes de mano de obra.
Centraje y taqueado con taco de acero o hierro fundido
Posteriormente, se comenzaron a aplicar otros sistemas diferentes para soportar los motores, como es el uso de resinas epoxídicas y también acoplamientos elásticos los cuales además de resolver los anteriores problemas, resolvió el problema de las vibraciones transmitidas al casco del buque.

4
Taqueado del motor con resina epoxídica (en color naranja)
Taqueado con acoplamiento elástico
Centraje y taqueado del motor principal con taco metálico.Como anteriormente se ha dicho, este es el procedimiento tradicional para soportar los motores, mediante calzo es de acero o hierro fundido. Siendo el procedimiento es el siguiente:
1. El primer paso es la preparación de embonos: En el plano de anclaje del motor principal, habrá que marcar con
granete la zona donde se situará el primer taco, y a partir de ahí, habrá que marcar las zonas de posicionamiento del resto de los tacos.
Se procede a la mecanización, soldadura y dar un acabado superficial correcto. La medida de la cuña vendrá dada por los planos.
Si el motor principal no se va a colocar de inmediato, los embonos se recubrirán con grasa para su protección.
2. En segundo lugar, se colocarán el motor principal centrándole con sus respectivos tornillos de nivelación y contrastes laterales.
3. Se procede al barrenado y fresado de los agujeros holgados del polín del motor principal.
4. Se limpia la zona entre motor principal y el polín con disolventes o gas-oil.5. Se realiza el ajuste del calzo, de la siguiente forma:
Habrá que tomar medidas con compás en todos los vértices de todos los tacos, para posteriormente tomar nota de las alturas de cada taco en sus cuatro vértices, indicando el taco y la cara sobre la que se ha de trabajar o modificar.

5
Es importante tener las medidas del taco correctas, para evitar tener que hacer después un gran desbaste de la superficie.
La parte superior del taco hay que dejarla perfectamente paralela, y sobre la cara inferior es sobre la que se llevaran las alturas de cada vértice. En la próxima imagen se ve más claro este proceso.
Sobre el polín y el motor principal se les dará azul de Prusia, se meterá el taco para comprobar la superficie de contacto entre el taco y el polín. Se introducirán galgas por las distintas zonas de contacto.Esta comprobación de la superficie de contacto entre el taco y el polín, indicará la superficie y en qué zona hay que rebajar el taco.
Este proceso será repetido hasta que el taco quede ajustado perfectamente con la superficie de contacto requería (aproximadamente un 80%). Se comprobará el ajuste de tacos, según requiera la sociedad de clasificación correspondiente.
6. Se colocan todos los tacos en su situación y se deja caer el peso del motor principal encima de éstos, comprobándose las flexiones y el centraje del mismo, quedando el motor un poco más alto para que apretar esté en su posición exacta. Se comprobará el ajuste de los tacos, según requiera la sociedad de clasificación y las recomendaciones del fabricante del motor.
7. Se vuelven a sacar los tacos para su barrenado y se vuelven a instalar teniendo en cuenta los requerimientos del fabricante del motor.
8. Se aprietan los tornillos holgados y se procede a barrenar, pesar y escariar los pernos guías.
9. Se toman medidas de los pernos guías para su mecanizado. Y una vez torneados, se procede a su colocación y al cliente según indique el plano. Habrá que comprobar el apriete y ajuste.
10. Se toman las medidas definitivas de flexiones y centraje.

6
11. La colocación de topes se realiza generalmente como se describe a continuación, siguiendo este proceso siempre y cuando no tengamos instrucciones concretas del suministrador:
Se preparan unos topes de apriete en un ángulo de 90° soldado en su parte inferior al polín, y en la parte superior, se realiza un agujero en donde se colocará una tuerca soldada además de un tornillo de apriete.
Se ponen unos puntos de soldadura para sujetar los topes al polín. Se colocan las cuñas en su posición, apretando las con el gato y una vez
en su posición definitiva y apretadas contra el motor principal se procederá a soldar las citadas cuñas.
Se saca la segunda cuña y se la dará azul de Prusia para comprobar la superficie de contacto entre el motor principal y la primera cuña. Se medirá con galgas donde hay que rebajar las cuñas, se utilizará el mármol de verificación en las zonas donde sea necesario, para volver a colocar las cuñas de nuevo.
Es importante tener en cuenta que la superficie de contacto sea la mayor posible, una vez se ha logrado esto, se barrenará y se roscarán los topes en su posición.
Se realizará un apriete de los prisioneros roscados.
En color anaranjado se aprecia el taco metálico, por su parte superior la bancada del motor y en la parte inferior el polín, además se aprecia el perno de apriete atravesando todo el conjunto.

7
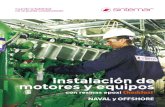
Centraje y taqueado del motor mediante acoplamientos elásticosPara el centraje y taqueado del motor, también se emplean acoplamientos elásticos, los cuales además de realizar esta función, realizan la función de absorber vibraciones.
Los motores de propulsión y los motores auxiliares transmiten vibraciones a la estructura del buque y además emiten ruidos directamente al aire y también indirectamente a través de las propias estructuras rígidamente unidas al motor.
Al interponer entre el motor y la estructura de elementos de suspensión, garantizamos una reducción de los ruidos que se transmite por vía sólida además de las vibraciones.
En el cálculo de estas suspensiones para los motores marinos, intervienen gran cantidad de parámetros como es el caso de la velocidad de rotación del motor, del número de cilindros, el número de palas de la hélice, características del acoplamiento elástico, balanceo, cabeceo, y fuerzas máximas aceptables.
Hay una gran gama de fabricantes así como de amortiguadores de este tipo realizados a base de elastómeros y reforzados en los extremos de sujeción para reducir los efectos de entalladura.
Colocación de los acoplamientos elásticos en un motor.
Como ya se ha dicho anteriormente hay gran variedad de fabricantes, como ejemplo de ello se muestran a continuación ejemplos de soportes de dos fabricantes distintos.

8
Soportes Trelleborg-MetalastikSe caracterizan por tener una protección metálica contra daños accidentales y tener una seguridad de agarre para que no se caiga el motor en caso de que el buque haya volcado.
Ejemplos de soportes de este fabricante.

9
Corte de perfil de uno de estos soportes.
En la tabla superior podemos ver las dimensiones de diferentes modelos de soportes de Trellborg Metalastik. Y en la imagen de la izquierda vemos representadas estas cotas gráficamente.
Soportes AMC.Estos soportes se caracterizan por poseer una gran robustez, su diseño ofrece diferentes rigideces en los tres ejes, poseen gran elasticidad en sentido vertical, gran rigidez en sentido longitudinal, y óptima rigidez lateral para ofrecer un extra de aislamiento en este eje.

10
Este tipo de soportes además posee otro tipo de características de gran relevancia como son las siguientes:
La campana dispone en su parte superior una estampación en forma de cruz, que mejora su rigidez en aplicaciones móviles, así como mejorar la evacuación de aceites o líquidos que se precipitan sobre este acoplamiento.
Las partes metálicas llevan además un tratamiento anticorrosivo.
Disponen de un tope interior que impide que el caucho trabaje atracción, limitando su movimiento vertical ascendente.
La campana superior protege al elastómero interior de eventuales goteos de aceite, de ozono y de emisiones ultravioleta que puedan ser muy dañinos para el caucho.
Se fabrican en cuatro tamaños diferentes (pequeño, mediano, grande y XL):
Dentro de cada uno de estos cuatro tamaños hay modelos diferentes, con diferentes prestaciones cada uno:

11
En la tabla anterior podemos ver las dimensiones de diferentes modelos de soportes de AMC, así como con otros detalles como su peso o la carga que pueden llegar a soportar. En la imagen de la izquierda vemos representadas estas cotas gráficamente.
Las dos gráficas superiores son para los criterios de selección a la hora de elegir uno de estos soportes de esta casa:-Carga respecto a la frecuencia propia (izquierda).-Carga respecto a la flecha (derecha).
Centraje y taqueado del motor con tacos de resina.Se realiza mediante resinas de epoxi, las cuales al aplicarse de forma líquida se introducen perfectamente en todas las irregularidades de la superficie, garantizando un contacto al 100% entre la bancada y el polín, algo imposible de conseguir con los tacos convencionales de acero.

12
Las ventajas de este sistema frente a sistemas de tacos metálicos son las siguientes:
Elimina vibraciones. Mantienen la alineación crítica. Evita los trabajos de mecanizado y ajuste de la base y los calzos metálicos. Reduce el tiempo de puesta en marcha del equipo al aplicarse en pocas horas. Elimina la rotura de pernos de anclaje al mantener la tensión en ellos. Reduce los niveles de ruido y la transmisión de vibraciones al casco al
mantener la alineación y la tensión de apriete en los pernos. No requiere de mantenimiento al no sufrir desgaste en los tacos. Permite la refrigeración del cárter evitando deformaciones del cigüeñal
La forma de proceder al Centraje y taqueado del motor con este sistema se realiza como se describe a continuación:
1. Antes del montaje del motor principal, habrá que limpiar la superficie de asiento del polín con objeto de evitar talas oxidaciones, pinturas, etc.
2. Se dará una capa de grasa o antioxidante a toda la superficie una vez repasada.3. Se coloca el motor principal y se centrará con sus respectivos tornillos de
nivelación y contretes laterales.4. Se procederá al barrenado y fresado de los agujeros holgados y del ajuste del
polín del motor principal. 5. Se limpiara la zona entre motor principal y el polín con disolvente sintético.6. Se colocan topes con sus uñas, soldando estos topes al polín, de igual modo
que con taco metálico. Soldando los topes laterales antes de fabricar los tacos de resina, para evitar que las altas temperaturas de soldadura puedan dañarla.
En este punto los topes estarán colocados, pero sin ajustar.
Para el proceso de resinado, los tacos de madera han de estar metidos.

13
7. Se procede a hacer los encofrados para resinar y siguiendo las instrucciones del fabricante de la resina así como el procedimiento GP310, se procede al resinado con el uso del compuesto, colada y mezcla
8. Se procede a quitar los encofrados si no se ha hecho antes, eliminando los sobrantes para poder ajustar los topes laterales.
9. Se procede a apriete de los pernos de anclaje y se comprobará de forma definitiva el Centraje y flexiones, comprobando el apriete de pernos.
10. Se procede a la colocación de las piezas testigo en caso de no haberlo hecho antes, las cuales deben tener 1 mm de holgura con el motor principal. Para situarlas, se tomará referencia del plano de anclaje del motor principal.
11. Se ajustan los topes laterales y de popa (de igual forma que con el taco metálico)
Hay que tener en cuenta el rechupe de la resina, lo cual nos indicará el fabricante de nuestra resina.
Chockfast Naranja
La resina de epoxi utilizada por excelencia es el Chockfast Naranja (ITW Philadelphia Resins), que se desarrolló en 1960 y es una resina de epoxi de dos componentes que hay que mezclar entre sí. Dicho compuesto, una vez fraguada temperatura ambiente, se convierte en un material de alta resistencia a la compresión y que se mantiene invariable indefinidamente sin sufrir degradación alguna por el contacto con aceites, gasóleos, agua de mar y productos químicos, existen otras ventajas adicionales frente a otros morteros epoxi:
Vertidos de hasta 460 mm. en cimentación y 2000 mm. en cajeras de pernos.
Facilidad de uso (unidad dosificada) y de limpieza (con agua). Sin retracción, lo que garantiza el contacto. Muy rápida puesta en servicio del equipo (entre 18 y 48 horas). Resistencia al fuego: autoextinguible.

14
Chockfast naranja: En la imagen izquierda
ejemplográfico de utilización y
en laderecha, su envase.
Los trabajos de relleno con esta resina han de ser realizados por personal cualificado y por una firma autorizada de Philadelphia Resins Corp. A continuación se muestran las propiedades físicas, así como otros datos de importancia de este producto:

15
La presión superficial admisible es de 350N/cm2 y estará originada por dos factores, el peso del motor y la fuerza de los tornillos de anclaje. Debido a la pequeña presión superficial admisible, para poder disponer de la necesaria para resistir la fuerza de los tornillos, ha de establecerse el número y tamaño de los tacos de tal forma que la parte de la presión debida al peso del motor sea sólo de 30-40N/cm2.
Debido al pequeño alargamiento originado por el apriete de los tornillos, deberá mantenerse la longitud de apriete de los mismos. Y en caso necesario habrá que poner casquillos de distancia.
La altura de los tacos de Chockfast Orange ha de ser entre 30 y 40 mm.
Con la finalidad de poder verificar en cualquier momento el asiento del motor, colocaremos en el polín tres bulones por cada costado como se aprecia en la siguiente imagen, por medio de los cuales puede comprobarse la distancia “S” que hay entre el motor y el funcionamiento.
El número y la posición de los tornillos de ajuste, se tomarán de los planos de anclaje con tacos metálicos.
El número y posición de los tacos se tomará de la norma de montaje 500 0182 UE 0199-99.
Para la ejecución del anclaje del motor, se puede hacer de las siguientes formas:
A: Tornillos normales de fijación. B: Tornillos normales de fijación en combinación con resortes de disco. C: Tornillos de fijación de menor diámetro

16
A:Tornillos normales de fijación.Se emplean los mismos tornillos que con tacos de hierro en tamaño, calidad y longitud de apriete “L”.
Las dimensiones de los tornillos se especifican en la tabla de la página 18, en la columna A
El apriete de los tornillos se efectúa mediante momento.
Si consideramos la presión superficial admisible para Chockfast Orange, hay que tener en cuenta que estas tornillos sólo puede aprovecharse hasta aproximadamente el 20% del límite elástico.
Por lo tanto hay que considerar también el inconveniente de que estas tornillos se expansionen sólo aproximadamente 0, 1 mm, y por tanto en caso de aparición de fatiga, podrían aflojarse.
Habrá que comprobar por tanto regularmente el apriete de las uniones atornilladas.
En la siguiente imagen de un motor con apoyos aislados, se disponen placas de acero (2, en la siguiente imagen) debajo de los apoyos individuales (1, en la siguiente imagen) debido a la pequeña superficie de carga.
Al aumentar esta superficie de carga, se pueden apretar los tornillos de fijación (3) hasta aproximadamente el 60% del límite elástico. Por esto podemos suprimir las fijaciones de los apartados B y C.

17
B:Tornillos normales y resortes de disco.El inconveniente de tornillos normales de fijación, se puede compensar mediante la colocación de paquetes de resortes de disco debajo de las tuercas como se aprecia en la imagen siguiente:
Los resortes del paquete se montan orientados todos en el mismo sentido.
El recorrido elástico de estos resortes de disco, se aprovecha solamente al 75%, de forma que con el debido apriete de la tuerca(5) entre la arandela(6) y el bloque de resortes (4)queda una holgura “Sp”. Los tornillos apretarán hasta que se produzca la holgura “Sp” que se indica en la tabla de la página 18 en la columna B, la cual puede medirse con galgas, como se ve en la siguiente imagen:

18
C: Tornillos delgados.Con el fin de eliminar el inconveniente del poco alargamiento de los tornillos de fijación, pueden emplearse tornillos de fijación más delgados en lugar de resortes de platillo como en el anterior apartado (B).

19
Para traspasar el orificio pasante grande del bloque, son necesarias arandelas especiales, como se muestra la siguiente imagen:

20

21
Bibliografía Fotocopias de clase Libro “Reconocimiento de instalaciones y máquinas”: Curso modelo 3.03, Publicado
por la OMI.
Internet:
Vibrachoc Paulstra AMC mecanocaucho Soportes TrelleborgCENTRAMAR, Central de Transmisiones marinas S.L.
(www.centramar.com) Chockfast Orange:SINTEMAR (www.sintemar.com), empresa representante de
Chockfast