EL PERIODICO DE BERG - bergsl.combergsl.com/assets/pdf/periodicos/periodico_6.pdf · de cámara...
4
Aditivo a la arena de machos para reducir los costes de las piezas Aditivo especial para la arena Veteado - el defecto Desarrollo del aditivo El veteado causado por la característica expansión que presenta la arena usada en la producción de machos en la fundición, contribuye en gran escala a incrementar las piezas destinadas a la chatarra y el costo de desbarba. Para combatir el proble- ma, John Winter ha emprendido una extensa tarea para producir un aditivo que eli- mine los efectos del veteado. Hay piezas críticas, tales como culatas, camisas de agua, turbos, colectores, discos de freno que son típicos componentes producidos en aleaciones de hierro que pue- den acusar severamente el problema de los defectos de veteado en la parte interior de la pieza. Debido a la naturaleza de los materiales férreos utilizados para la pro- ducción de estas piezas, a las temperaturas de trabajo y al diseño de los componen- tes de muchos de los motores de los vehículos actuales se encuentran defectos de este tipo en las fundiciones de todo el mundo. Para eliminar el problema de veteado y de protuberancias ásperas, que es una con- secuencia natural de las características de expansión desarrolladas en las arenas usadas para la producción de machos en la fundición, John Winter & Co. Ltd. ha desarrollado un aditivo especial para la arena, el Anti-Finn n.º 2M. El uso del aditi- vo en la industria de fabricación de piezas para la automoción ha demostrado que se pueden reducir substancialmente los costos procedentes de piezas rechazadas y desbarba. La sílice es el medio más utilizado para la fabricación de moldes y machos. Un rasgo de este material, el importante cambio de fase que ocurre alrededor de 575°C, en el cuarzo puro, transformando el cuarzo alfa en cuarzo beta o tridimita. Este cambio de fase produce como resultado un incremento de volumen de alrede- dor del 14%. Aunque la principal causa de los defectos de veteado es la expansión de la arena, el problema parece agudizarse con la caja fría de uretano y los sistemas Pep Set. Otros procesos de aglutinación también son afectados en menor grado, no obstante ningún proceso que invo- lucre arena estará total- mente libre de proble- mas relacionados con la expansión. Después de muchos años de desarrollo extensivo se ha logrado la fabrica- ción del aditivo Anti- Finn n.º 2M para satisfa- cer cualquier exigencia de los clientes. Se trata de una mezcla especial de productos capaz de ofrecer ventajas incom- parables para la elimina- ción de defectos de veteado y/o protuberan- cias ásperas. Se ha demostrado que peque- ñas adiciones, normal- mente del 0,5 al 1,2% en el proceso de mezclado de la arena para machos elimina el veteado en los casos más severos que se puedan presentar. A parte de los benefi- cios obvios de la reducción de las piezas rechazadas, la adición de Anti-Finn n.° 2M también ofrece otras ventajas en la producción de machos. Estos aumentan la fluidez de la arena mezclada, mejora la compactación y definición del macho y facilita su identificación por la coloración. También, en ciertas circunstancias, es posible reducir los tiempos y/o presión de soplado. La mayoría de las exigencias que han conducido al desarrollo del Anti-Finn n° 2M han sido originarias de la industria de piezas para la automoción que utilizan la última tecnología de UCB (aglutinantes para machos de uretano) para la fabricación de machos. Producto fabricado por John Winter & Co. Lid EL PERIODICO DE BERG Nº 6 Información para fundidores V NUE O HOTFLO! HotFlo! Nueva Tecnología en la inyección de Cámara caliente. HotFlo! es un proceso que reforma la tecnología de la inyección de cámara caliente en los siguientes aspectos reduce los masivos bebederos y canales de alimentación mejora la calidad superficial reduce la porosidad reduce drásticamente los costos de producción HotFlo! elimina totalmente el bebedero de alimentación en el proceso de inyección de cámara caliente y permite el uso de canales de llenado más pequeños. Provee la continua alimentación de metal caliente desde la máquina al llenado del molde, mejorando la capacidad productiva del proceso. El masivo bebedero alimentador, generalmente en forma de cono hueco o gruesa caña habitual en la inyección de cámara caliente, ya no se precisa. En su lugar se instala el conjunto de bebedero caliente, constituido por diversos componentes mecanizados y un elemento calentador eléctrico que mantiene la aleación por encima de su temperatura de fusión y provee un uniforme y continuo curso de metal caliente. El metal llega al canal de entrada de la cavidad del molde con un mayor contenido de calor que se manifiesta en una mejor calidad de la superficie de la pieza. Los problemas de aire atrapado en el sistema clásico de alimentación son eliminados logrando una reducción de la porosidad en las piezas. La reducción masiva de bebederos y canales de alimentación aumenta la producción, reduce la formación de espumas, el consumo de energía y los gastos de fabricación. Existe una amplia y completa información del nuevo proceso HotFlo! a la disposición de los interesados. Diseñado y fabricado por Hotflow Die Casting Pty. Ltd ANTI-FINN 2M Solución al problema del veteado BERG, S.L. distribuye productos FOSECO en Cataluña y Levante
Transcript of EL PERIODICO DE BERG - bergsl.combergsl.com/assets/pdf/periodicos/periodico_6.pdf · de cámara...

Aditivo a la arena de machos para reducir los costes de las piezas
Aditivo especial para la arena
Veteado - el defecto
Desarrollo del aditivo
El veteado causado por la característica expansión que presenta la arena usada en la producción de machos en la fundición, contribuye en gran escala a incrementar las piezas destinadas a la chatarra y el costo de desbarba. Para combatir el proble-ma, John Winter ha emprendido una extensa tarea para producir un aditivo que eli-mine los efectos del veteado.Hay piezas críticas, tales como culatas, camisas de agua, turbos, colectores, discos de freno que son típicos componentes producidos en aleaciones de hierro que pue-den acusar severamente el problema de los defectos de veteado en la parte interior de la pieza. Debido a la naturaleza de los materiales férreos utilizados para la pro-ducción de estas piezas, a las temperaturas de trabajo y al diseño de los componen-tes de muchos de los motores de los vehículos actuales se encuentran defectos de este tipo en las fundiciones de todo el mundo.
Para eliminar el problema de veteado y de protuberancias ásperas, que es una con-secuencia natural de las características de expansión desarrolladas en las arenas usadas para la producción de machos en la fundición, John Winter & Co. Ltd. ha desarrollado un aditivo especial para la arena, el Anti-Finn n.º 2M. El uso del aditi-vo en la industria de fabricación de piezas para la automoción ha demostrado que se pueden reducir substancialmente los costos procedentes de piezas rechazadas y desbarba.
La sílice es el medio más utilizado para la fabricación de moldes y machos. Un rasgo de este material, el importante cambio de fase que ocurre alrededor de 575°C, en el cuarzo puro, transformando el cuarzo alfa en cuarzo beta o tridimita. Este cambio de fase produce como resultado un incremento de volumen de alrede-dor del 14%.Aunque la principal causa de los defectos de veteado es la expansión de la arena, el problema parece agudizarse con la caja fría de uretano y los sistemas Pep Set. Otros procesos de aglutinación también son afectados en menor grado, no obstante
ningún proceso que invo-lucre arena estará total-mente libre de proble-mas relacionados con la expansión.
Después de muchos años de desarrollo extensivo se ha logrado la fabrica-ción del aditivo Anti-Finn n.º 2M para satisfa-cer cualquier exigencia de los clientes. Se trata de una mezcla especial de productos capaz de ofrecer ventajas incom-parables para la elimina-ción de defectos de veteado y/o protuberan-cias ásperas. Se ha demostrado que peque-ñas adiciones, normal-
mente del 0,5 al 1,2% en el proceso de mezclado de la arena para machos elimina el veteado en los casos más severos que se puedan presentar. A parte de los benefi-cios obvios de la reducción de las piezas rechazadas, la adición de Anti-Finn n.° 2M también ofrece otras ventajas en la producción de machos. Estos aumentan la fluidez de la arena mezclada, mejora la compactación y definición del macho y facilita su identificación por la coloración. También, en ciertas circunstancias, es posible reducir los tiempos y/o presión de soplado. La mayoría de las exigencias que han conducido al desarrollo del Anti-Finn n° 2M han sido originarias de la industria de piezas para la automoción que utilizan la última tecnología de UCB (aglutinantes para machos de uretano) para la fabricación de machos.
Producto fabricado por John Winter & Co. Lid
EL PERIODICO DE BERGNº 6
Información para fundidores
VNUE O
HOTFLO!HotFlo! Nueva Tecnología en la inyección de Cámara caliente.
HotFlo! es un proceso que reforma la tecnología de la inyección de cámara caliente en los siguientes aspectos
reduce los masivos bebederos y canales de alimentación
mejora la calidad superficial
reduce la porosidad
reduce drásticamente los costos de producción
HotFlo! elimina totalmente el bebedero de alimentación en el proceso de inyección de cámara caliente y permite el uso de canales de llenado más pequeños. Provee la continua alimentación de metal caliente desde la máquina al llenado del molde, mejorando la capacidad productiva del proceso.El masivo bebedero alimentador, generalmente en forma de cono hueco o gruesa caña habitual en la inyección de cámara caliente, ya no se precisa. En su lugar se instala el conjunto de bebedero caliente, constituido por diversos componentes mecanizados y un elemento calentador eléctrico que mantiene la aleación por encima de su temperatura de fusión y provee un uniforme y continuo curso de metal caliente. El metal llega al canal de entrada de la cavidad del molde con un mayor contenido de calor que se manifiesta en una mejor calidad de la superficiede la pieza.Los problemas de aire atrapado en el sistema clásico de alimentación son eliminados logrando una reducción de la porosidad en las piezas.La reducción masiva de bebederos y canales de alimentación aumenta la producción, reduce la formación de espumas, el consumo de energía y los gastos de fabricación.Existe una amplia y completa información del nuevo proceso HotFlo! a la disposición de los interesados.
Diseñado y fabricado por Hotflow Die Casting Pty. Ltd
ANTI-FINN 2MSolución al problema del veteado
BERG, S.L. distribuye productos FOSECO en Cataluña y Levante
INSTALACIONES PARA LA IMPREGNACIÓN DE PIEZAS MEDIANTE DICHTOLInstalaciones sencillas, económicas, sin electricidad, presión ni vacío
PROPIEDADES E INSTALACIÓN SEMI-INDUSTRIALEl método de impregnación o sellado de piezas de fundición afectadas por microgrietas o microporosidades mediante Dichtol, producto fabricado por Diamant Metallplastic GmbH, de elevada capilaridad y baja tensión superficial es de fácil aplicación y resultados seguros.En este artículo se muestran unas económicas instalaciones para el tratamiento de Dichtol a escala semi-industrial. Se recomienda la lectura "Impregnación de Metales" publicado en El Periódico de Berg n° 4.
lograr piezas estancas, piezas que no "suden", no pierdanresiste presiones de 35 barsresiste temperaturas de 500° Caplicación inmediatasin cambios en la superficie de la piezasellado completo y rápidosirve tanto para pocas piezas como para seriesaplicable para aluminio, bronce, latón, hierro o acero
inversionespersonal especializadoespacio ni consumo de energíainstalaciones de presión o vacío
�V�e�n�t�a�j�a�s� �d�e�l� �u�s�o� �d�e�l� �D�i�c�h�t�o�l
�E�l� �e�m�p�l�e�o� �d�e�l� �D�i�c�h�t�o�l� �n�o� �p�r�e�c�i�s�a�:
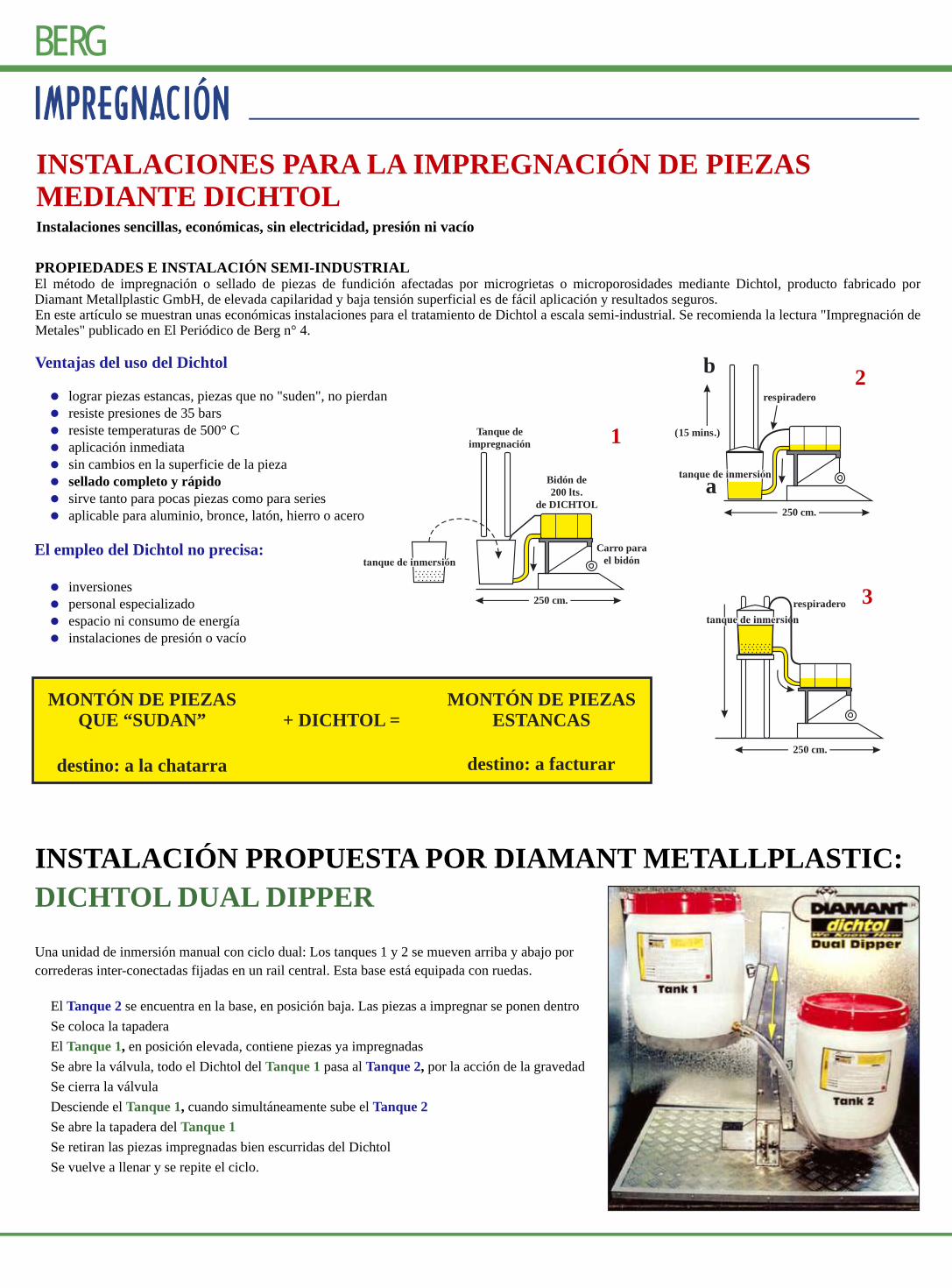
INSTALACIÓN PROPUESTA POR DIAMANT METALLPLASTIC:
Una unidad de inmersión manual con ciclo dual: Los tanques 1 y 2 se mueven arriba y abajo por
correderas inter-conectadas fijadas en un rail central. Esta base está equipada con ruedas.
El se encuentra en la base, en posición baja. Las piezas a impregnar se ponen dentro
Se coloca la tapadera
El , en posición elevada, contiene piezas ya impregnadas
Se abre la válvula, todo el Dichtol del pasa al , por la acción de la gravedad
Se cierra la válvula
Desciende el , cuando simultáneamente sube el
Se abre la tapadera del
Se retiran las piezas impregnadas bien escurridas del Dichtol
Se vuelve a llenar y se repite el ciclo.
DICHTOL DUAL DIPPER
Tanque 1
Tanque 1
Tanque 1
Tanque 1
Tanque 2
Tanque 2
Tanque 2
MONTÓN DE PIEZASQUE “SUDAN”
destino: a la chatarra destino: a facturar
MONTÓN DE PIEZASESTANCAS+ DICHTOL =
250 cm.
(15 mins.)
respiradero
b2
a
1
250 cm.
Bidón de200 lts.
de DICHTOL
Tanque deimpregnación
Carro parael bidón
3
250 cm.
respiradero
BERG

PETROBOND Arena de contacto, (sin agua), preparada para uso inmediato y lograr una superficie de pieza excepcional.
Pieza realizada mediante Petrobond
BUZA PARA TUNDISH PARA LA COLADA DE HIERRO
Tapón
Buza exterior
Buza interior
Convencional Unibore
Comparación buza convencional con buza UniboreBuza exterior + buza interior
La empresa británica Capital Refractories ETD. diseñó el sistema Unibore, ampliamente usado en cucharas de acero de vertido inferior. Este proceso se aplica para el vertido inferior del hierro desde el tundish o bacineta a las motas o cajas moldeadas mediante máquinas de alta presión, tales como, KW, HWS, DISA.El sistema Unibore utiliza una buza en dos partes; una exterior, reutilizable, y otra, interior, cuyo agujero puede ser de varios diámetros. La media buza exterior permanece como parte del recubrimiento refractario y se cambia una vez por semana. La media buza interior, normalmente, se reemplaza cada día, un trabajo rápido y fácil, oportunidad para seleccionar el diámetro de la buza.El diseño del Unibore y la posibilidad de escoger el diámetro de la buza repercute en ventajas técnicas, y, particularmente económicas: el tapón se ajusta a la ancha obertura de la buza exterior, evitando falsos cierres o goteos; la forma troncocónica del agujero anula el efecto "vortex" o remolino, y por último, el mantenimiento del diámetro del chorro durante la colada, debido a la resistencia del refractario al desgaste (*) se logra una salida del hierro regular y constante, sin dispersión, ni oxidación del chorro.La buza Unibore ha sido estudiada para acomodarse en el estrecho espacio entre el tundish y la mota o molde.Inmediatamente al término de la colada, se inclina el tundish, se quita la buza interior usada y se instala la nueva, previa colocación de una junta flexible entre ambas medias buzas, para empezar de nuevo la colada con el tundish, aún, bien caliente.
Se reducen los intervalos de paro. Cambio de buza y puesta en marcha, casi inmediatamente, en muy corto tiempo.
La cantidad de hierro que se vierte se controla con precisión.
Se ajusta la cadencia de vertido con el movimiento del carrusel de las máquinas de moldeo de alta velocidad.
Reducción de perdidas de hierro por derrames durante la colada.
Mayor calidad de las piezas.
(*) La buza Unibore es un producto prensado de bauxita aglutinada químicamente.
Componentes, 81 % A1 0 ,11,5 % Si0 „ 1,6 % Fe 0 3 % Ti0 ,1,7 % 2 3 2 2 3; 2
P 0 . 2 5
Cambio linear permanente a 1600° C, 1 %.
Fabricado por Capital Refractories
Resumen:
"tacto" en la mano, tanto es así, que se logran buenos mol-Petrobond es una palabra bien conocida y respetada desde La combustión y descomposición del aceite conlleva la des aún con la arena Petrobond caliente.años, en las fundiciones de piezas de moldeo en arena en producción de productos pirolíticos y formación de carbón
verde para piezas de aluminio y bronce. lustroso en los granos de arena de la superficie del molde Cuando sólo se usa Petrobond como arena de contacto, no que relativiza el contacto del metal fundido con la sílice, hay peligro de contaminación en la arena de la pila, pues el En la década de los años 60, la firma Steetley Mineral and resultando una mejor "piel" de la pieza. Petrobond contiene la mínima cantidad de aceite y éste es Chemical dedicada a la investigación y desarrollo de acei-
casi totalmente quemado al usar sólo una capa de contacto.tes industriales, presentó en el campo de la fundición la El poder aglutinante es realizado por arcillas similares a arena oleosa exenta de agua, llamada Petrobond para las usadas para la arena en verde, pero esta arcilla ha sido lograr piezas no férreas con superficies excepcionalmente procesada y transformada a una arcilla organofilica que finas y con el menor número de defectos. acepta el aceite como medio humectante en lugar de agua.
El Petrobond se utiliza para la colada de piezas de alumi-Petrobond se extendió por toda Europa, en España tam- Se aprovecha el hecho de la menor evolución de gas para nio, bronce y latón. En América y Reino Unido se logran, bién, sus resultados fueron tan eficientes que su uso se seleccionar una arena fina, de grano redondo, sin impal-mediante Petrobond, piezas de aleaciones especiales de extendió rápidamente. pables y de una granulometría de 120 al90 AFS, que tiene aluminio de excelente superficie destinadas a industrias tan una influencia determinante en el logro del bello aspecto Por razones comerciales, el Petrobond se dejó de suminis-exigentes como la aeroespacial, automoción y artística.de la pieza acabada, lisa y brillante.trar en España, y aparecieron otros sucedáneos, pero es
curioso que aún ahora, cuando los fundidores se refieren a La atmósfera reductora creada por el aceite en la cavidad cualquier arena oleosa acostumbran a referirse a del molde evita la formación de defectos propios de oxida-Petrobond, en lugar de usar el nombre propio del produc- ción que entre otros puede ser el origen de piezas con to. superficies mate.La empresa Steetley Mineral and Chemical decidió dedi- Con el empleo de la arena de moldeo Petrobond, no existe carse en exclusivo a sus otras actividades de aceites indus- vapor de agua en el interior del molde, y en consecuencia, triales y con esta idea, hace ocho años llegó a un acuerdo se logra piezas exentas de poros al evitar el contacto del con la firma británica John Winter & Co. Ltd., dedicada a hidrógeno con el metal líquido durante la colada.la fabricación de productos para moldeo, para cederle los derechos de la arena Petrobond, nombre, fórmula, procesos de fabricación y control y toda la organización comercial.
El Petrobond es una arena oleosa de acusada tenacidad, Debido a que Berg, S.L. es el representante y distribuidor deformación y plasticidad.de John Winter & Co. Ltd., ahora en España se vuelve a Como que el aceite no se evapora como el agua, la prepa-comercializar la renombrada Petrobond.ración de los moldes es independiente del proceso de fusión o de la machería. Las cajas pueden mantenerse abiertas o almacenarse sin secarse la superficie por espacio de varios días.La finalidad primera de la arena oleosa Petrobond es lograr
mejor aspecto superfi- Se puede aplicar el Petrobond como circuito único o con piezas de aluminio y de bronce de cial menor número de defectos arena de relleno o de la pila.y que las realizadas en arena en verde (bentonita o arcilla y agua) a menor precio En el primer caso, el mantenimiento de las elevadas carac-y facilitar los procesos de fusión y colada en las fundicio- terísticas reduce la necesidad de ser regenerada en el moli-nes. no, en el segundo, se cubre la superficie del modelo con 10
o 15 mm. de Petrobond, y a continuación, se aprieta para La simple y más determinante diferencia entre aceite y menor evolución de gas del aceite que quede compacta y se termina de llenar la caja con agua es la mucho El uso del Petrobond es rentable, pues sitúa las piezas de
durante la colada. arena de relleno o de la pila. cualquier metal no-férreo al más alto nivel competitivo del Se separa el molde de Petrobond, manteniendo la dimen-El aceite tiene un punto de ebullición más elevado (205°C) mercado y el empleo del Petrobond elimina el tiempo de sionalidad y sin agrietarse la arena, aunque se trate de que el agua (100°C). En la colada el agua muy pronto ini- repaso y limpieza de las piezas. El ahorro de unos minutos intrincados modelos.cia la formación de gran cantidad de vapor en el frente de aquella labor, compensa con creces el costo de
metal/molde y crea una atmósfera oxidante en la cavidad Durante y después de la colada se forma un ligero humo, y Petrobond por pieza.del molde. al cabo de un rato, se desmoldea la caja con separación
absoluta y fácil de la arena, y las piezas aparecen lisas y Al contacto con el metal fundido el agua expande rápida- Producto fabricado por John Winter & Co. Lld brillantes.mente 1600 veces su volumen original en la fase de cam-
bio de líquido a gas. Los aceites usados expanden, más Cuando se trabaja con arena única Petrobond, en todo el tarde 400 veces su volumen original. circuito, después de la colada la arena continua el buen
Campo de aplicación y economía
Aplicación del Petrobond
¿Qué es y cómo actúa el Petrobond?
BERG
BERG, S.L. Políg. Ind. Can Carner, c/ Terra Alta, 57 - 08211 Castellar del Vallés (Barcelona) - Tel. 93 747 36 36 - Fax 93 747 36 28 - E-mail: [email protected]
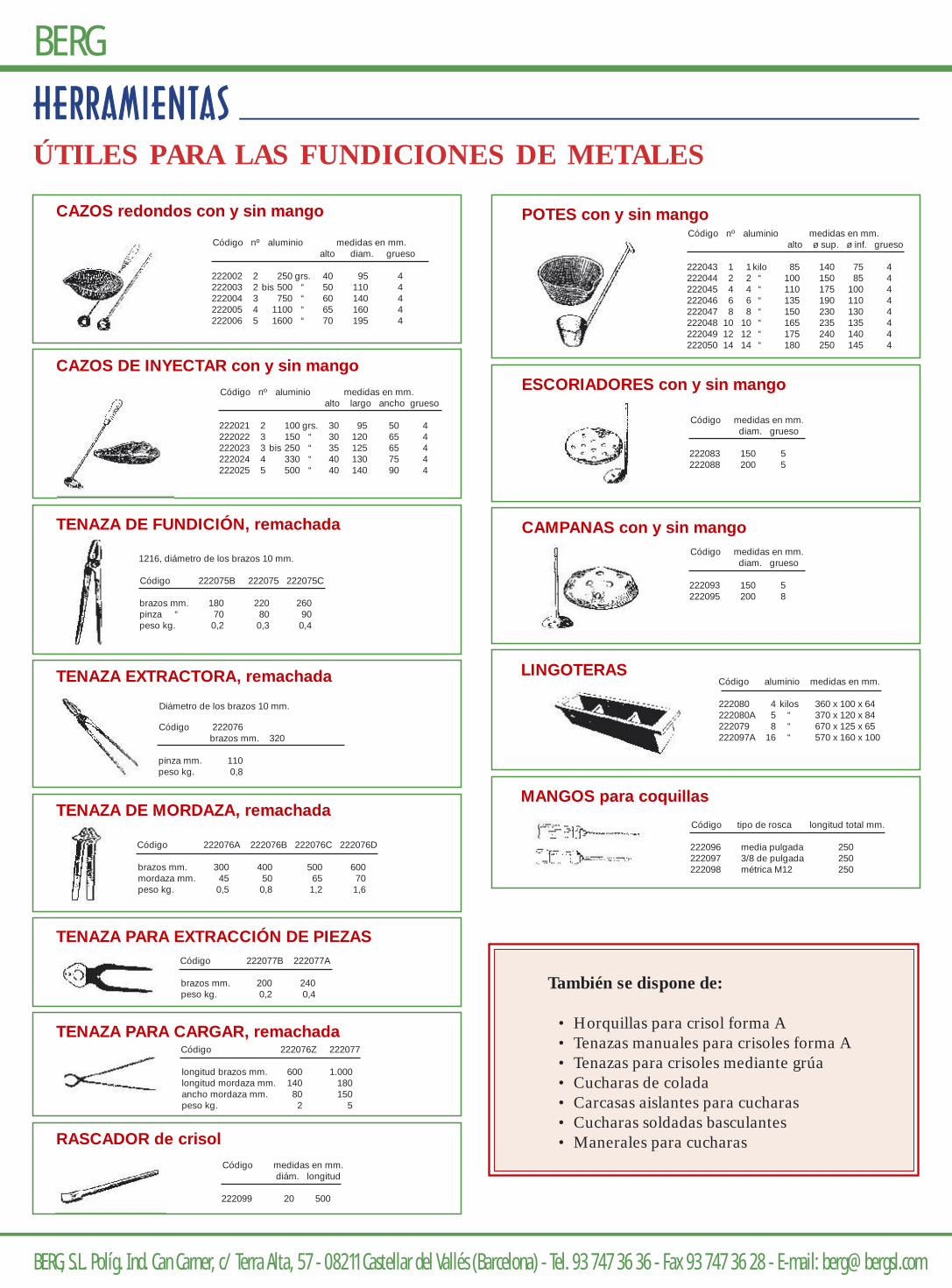
ÚTILES PARA LAS FUNDICIONES DE METALES
BERG
Código nº aluminio medidas en mm. alto ø sup. ø inf. grueso
222043 1 1 kilo 85 140 75 4222044 2 2 “ 100 150 85 4222045 4 4 “ 110 175 100 4222046 6 6 “ 135 190 110 4222047 8 8 “ 150 230 130 4222048 10 10 “ 165 235 135 4222049 12 12 “ 175 240 140 4222050 14 14 “ 180 250 145 4
POTES con y sin mangoPOTES con y sin mangoCAZOS redondos con y sin mangoCAZOS redondos con y sin mango
Código nº aluminio medidas en mm. alto diam. grueso
222002 2 250 grs. 40 95 4222003 2 bis 500 “ 50 110 4222004 3 750 “ 60 140 4222005 4 1100 “ 65 160 4222006 5 1600 “ 70 195 4
CAZOS DE INYECTAR con y sin mangoCAZOS DE INYECTAR con y sin mango
Código nº aluminio medidas en mm. alto largo ancho grueso
222021 2 100 grs. 30 95 50 4222022 3 150 “ 30 120 65 4222023 3 bis 250 “ 35 125 65 4222024 4 330 “ 40 130 75 4222025 5 500 “ 40 140 90 4
ESCORIADORES con y sin mangoESCORIADORES con y sin mango
Código medidas en mm. diam. grueso
222083 150 5222088 200 5
CAMPANAS con y sin mangoCAMPANAS con y sin mango
Código medidas en mm. diam. grueso
222093 150 5222095 200 8
LINGOTERASLINGOTERAS Código aluminio medidas en mm.
222080 4 kilos 360 x 100 x 64222080A 5 “ 370 x 120 x 84222079 8 “ 670 x 125 x 65222097A 16 “ 570 x 160 x 100
MANGOS para coquillasMANGOS para coquillas
Código tipo de rosca longitud total mm.
222096 media pulgada 250222097 3/8 de pulgada 250222098 métrica M12 250
TENAZA DE FUNDICIÓN, remachadaTENAZA DE FUNDICIÓN, remachada
Código 222075B 222075 222075C
brazos mm. 180 220 260pinza “ 70 80 90peso kg. 0,2 0,3 0,4
1216, diámetro de los brazos 10 mm.
TENAZA EXTRACTORA, remachadaTENAZA EXTRACTORA, remachada
Diámetro de los brazos 10 mm.
Código 222076 brazos mm. 320
pinza mm. 110peso kg. 0,8
TENAZA DE MORDAZA, remachadaTENAZA DE MORDAZA, remachada
Código 222076A 222076B 222076C 222076D
brazos mm. 300 400 500 600mordaza mm. 45 50 65 70peso kg. 0,5 0,8 1,2 1,6
TENAZA PARA EXTRACCIÓN DE PIEZASTENAZA PARA EXTRACCIÓN DE PIEZAS
Código 222077B 222077A
brazos mm. 200 240peso kg. 0,2 0,4
TENAZA PARA CARGAR, remachadaTENAZA PARA CARGAR, remachada Código 222076Z 222077
longitud brazos mm. 600 1.000longitud mordaza mm. 140 180ancho mordaza mm. 80 150peso kg. 2 5
RASCADOR de crisolRASCADOR de crisol
Código medidas en mm. diám. longitud
222099 20 500
También se dispone de:
• Horquillas para crisol forma A• Tenazas manuales para crisoles forma A• Tenazas para crisoles mediante grúa• Cucharas de colada• Carcasas aislantes para cucharas• Cucharas soldadas basculantes• Manerales para cucharas