Ejercitación y Caso Taller R-MES

of 75
Transcript of Ejercitación y Caso Taller R-MES
-
8/10/2019 Ejercitacin y Caso Taller R-MES
1/75
Adolfo Arata Andreani Todos los derechos reservados
Anlisis T-RAM (Taller R-MES)
Presentacin del Caso a resolver (Trabajo de evaluacin del curso)
Master Asset
Management
Prof. Adolfo Arata [email protected]
Prof. Asistente Esteban [email protected]
mailto:[email protected]:[email protected] -
8/10/2019 Ejercitacin y Caso Taller R-MES
2/75
Adolfo Arata Andreani Todos los derechos reservados
Evaluacin planta de Conminucin de la empresa Minera Pycarocca S.A. de Anglodelco
El grupo minero Anglodelcocuenta con la faena minera Pycaroccade explotacin de cobre, ubicada a200 Km de Iquique. Si bien esta faena ha entrado en operacin hace cuatro aos an no ha logrado los
niveles de produccin previsto a nivel de la ingeniera. Esta realidad, sumada a las actuales proyecciones ala baja del precio del metal, est afectando los resultados econmicos esperados por los inversionistas
Frente a esta situacin el directorio de la empresa ha decidido la realizacin de un estudio que les permitadeterminar cuales son los cambios que es necesario enfrentar, tanto en mbito de la gestin como demodificaciones a nivel de las instalaciones, para alcanzar la capacidad productiva que permita obtener losresultados econmicos esperados. Por esta razn le solicita a la plana ejecutiva de la Minera Pycarocca quele presente durante los prximos treinta das el estudio desarrollado a nivel conceptual de manera dedisponer de los antecedentes necesarios para decidir las acciones a tomar y los eventuales requerimiento
presupuestarios.
Los ejecutivos de la minera Pycarocca estn convencidos que el incumplimiento de la capacidadproductiva se ha debido fundamentalmente a problemas de la seguridad operacional de la planta deConminucin. Adems estn conscientes que abordar este tipo de problema es complejo ya que laestimacin de la produccin esperada de la Planta fue a partir una utilizacin definida a travs del criterio deexpertos el que, si bien es de gran valor, no considera la cuantificacin de los riesgos operacionales(probabilidad y consecuencia). Los ejecutivos estn convencidos que la Ingeniera de la Confiabilidadpermite abordar de manera rigurosa este aspecto, identificando los equipos crticos y su impacto sobre elnegocio de manera de decidir por aquellos cambios, econmica y tcnicamente convenientes, para lograr laproduccin esperada con un nivel de certeza definido, por lo que deciden la contratacin de un anlisis T-RAM de la Planta de Conminucin:
De un revisin de las empresas consultoras en el mercado que cumplan con las exigencias que impone lasolucin del problema, se decide, para el desarrollo del estudio, la contratacin de la Consultora MAM-Iquiquepor su trayectoria y expertise, lograda por su reconocida competencias terica y prctica sobre eltema.
-
8/10/2019 Ejercitacin y Caso Taller R-MES
3/75
Adolfo Arata Andreani Todos los derechos reservados
Evaluacin planta de Conminucin de la empresa Minera Pycarocca S.A. de Anglodelco
El yacimiento est cuantificado en 817,6 millones de toneladas, con un peso especfico de 2,4 [t/m3]con una ley 0,9% de Cobre en promedio. El yacimiento se pretende explotar en un 100% y tiene unarazn de estriles de 1:2, se espera que el yacimiento sea explotado 365 das ao, durante losprximos 20 aos.
Para el desarrollo del proyecto se requiri de un CAPEX de USD $2,2b, de los cuales :USD $700m encorresponden a la Mina, USD $750m al rea seca, USD $500m al rea hmeda y USD $250mrelacionados con la ingeniera y gastos generales,. Adems de un capital de trabajo de USD $ 550m
El OPEX para la explotacin son los indicados en la tabla siguiente::
Extraccin de mineral USD $/t de prod. 2,5
Extraccin de estriles USD $/t de est. 1,0
Procesamiento USD $/t de prod. 5,0
Costos fijos MM USD$/ao 120,0
-
8/10/2019 Ejercitacin y Caso Taller R-MES
4/75
Adolfo Arata Andreani Todos los derechos reservados
Evaluacin planta de Conminucin de la empresa Minera Pycarocca S.A. de Anglodelco
Monto de cierre del proyecto MM USD $ 200,0Depsito previo a la produccin MM USD $ 40,0Costo ambiental anual MM USD $ 3,0Costo anual de saneamiento despus de la minera MM USD $ 5,0
Nde aos para el saneamiento ambiental 3Monto de enajenacin de activos MM USD $ 140,0
Durante la evaluacin del proyecto se consideraron costos adicionales, que se resumen en la siguientetabla
Otras consideraciones consideradas en la evaluacin econmica del proyecto se presenta en la siguientetabla:
Precio de venta del producto USD/lb 3,5
Tasa impositiva % 17
Royalty % 5
Tasa de descuento % 10
N de aos para evaluar inversiones ao 4
-
8/10/2019 Ejercitacin y Caso Taller R-MES
5/75
Adolfo Arata Andreani Todos los derechos reservados
Evaluacin planta de Conminucin de la empresa Minera Pycarocca S.A. de Anglodelco
Descripcin del proceso de la Planta de Conminucin.
-
8/10/2019 Ejercitacin y Caso Taller R-MES
6/75
Adolfo Arata Andreani Todos los derechos reservados
Evaluacin planta de Conminucin de la empresa Minera Pycarocca S.A. de Anglodelco
Chancado primario
El chancado primario est compuesto por un chancador, un alimentador y una correa transportadora quedeposita el material en un acopio. Este acopio que tiene una capacidad de carga viva de 100 kton.
Las capacidades por equipo se presentan en la siguiente tabla resumen:
Chancado PrimarioEquipo Cantidad Capacidad UnidadChancador Primario 1 6.200 t/h
Alimentador 1 6.500 t/hCorrea alimentacin Acopio 1 6.500 t/h
-
8/10/2019 Ejercitacin y Caso Taller R-MES
7/75
Adolfo Arata Andreani Todos los derechos reservados
Evaluacin planta de Conminucin de la empresa Minera Pycarocca S.A. de Anglodelco
Chancado secundarioEl proceso del chancado secundario recibe el material desde el acopio aguas arriba al proceso, a travs de 4alimentadores fraccionados. Posteriormente se trnasporta el material mediante una correa transportadora hacia
los 4 harneros, en fraccionamiento, los que tienen la funcin de clasificar el mineral. La clasificacin generada porlos harneros es de un 55,0% de bajo-tamao y un 45,0% de sobre-tamao, que representa la proporcin del flujoque alimenta los harneros. El sobre tamao es transportado a travs de una correa a 4 chancadores fraccionadosque se encargan de reducir la granulometra del mineral y lo reincorpora al proceso sobre la correa que alimentalos harneros mediante otra correa transportadora para la descarga del mineral chancado. Finalmente el bajo-tamao se transporta a un acopio ubicado aguas abajo al proceso, el que cuenta con una capacidad de carga vivade 30 kton.
La capacidad de los distintos equipos que componen este proceso se resume a continuacin:
Chancado SecundarioEquipo Cantidad Capacidad Unidad
Alimentador Desde Acopio 4 1.700 t/hCorrea Alimentacin Harneros 1 10.000 t/hHarneros 4 2.850 t/hCorrea de Sobre-tamao 1 4.800 t/hChancador Secundario 4 1.250 t/hCorrea Descarga Chancadores 1 4.800 t/h
Correa de Bajo-tamao 1 5.400 t/h
-
8/10/2019 Ejercitacin y Caso Taller R-MES
8/75Adolfo Arata Andreani Todos los derechos reservados
Evaluacin planta de Conminucin de la empresa Minera Pycarocca S.A. de Anglodelco
MoliendaEl ltimo proceso de la planta de conminucin en estudio, es la molienda de bolas que se compone de treslneas fraccionadas de molienda, las que, cada una de ellas, cuentan con dos alimentadores fraccionados, unabomba, una batera de hidrociclones y un molino de bolas. La batera de hidrociclones tiene la funcin de separarel bajo-tamao (producto que contina al proceso de flotacin) del sobre tamao (producto que pasa al molino).La proporcin de bajo-tamao/sobre-tamao es de un 25%/75% del flujo de alimentacin de la batera.
Las capacidades de los equipos se presenta a continuacin
MoliendaEquipo Cantidad Capacidad Unidad
Alimentador desde Acopio 6 1.100 t/hBomba 3 6.800 t/hBatera de Hidrociclones 3 6.800 t/hMolino de Bolas 3 5.040 t/h
-
8/10/2019 Ejercitacin y Caso Taller R-MES
9/75Adolfo Arata Andreani Todos los derechos reservados
Evaluacin planta de Conminucin de la empresa Minera Pycarocca S.A. de Anglodelco
A continuacin se entrega el listado de equipos con sus respectivos nombres y cdigos de equipo a utilizar parala carga de la informacin histrica de detenciones
Chancado PrimarioNombre Cdigo de Equipo
CHANCADOR PRIMARIO PRI-CHA-1ALIMENTADOR PRIMARIO PRI-FED-1CORREA PRIMARIO PRI-COR-1
Chancado SecundarioNombre Cdigo de Equipo
ALIMENTADOR SECUNDARIO 1 SEC-FED-1ALIMENTADOR SECUNDARIO 2 SEC-FED-2ALIMENTADOR SECUNDARIO 3 SEC-FED-3ALIMENTADOR SECUNDARIO 4 SEC-FED-4CORREA SECUNDARIO 1 SEC-COR-1CORREA SECUNDARIO 2 SEC-COR-2CORREA SECUNDARIO 3 SEC-COR-3
CORREA SECUNDARIO 4 SEC-COR-4HARNERO 1 SEC-HAR-1HARNERO 2 SEC-HAR-2HARNERO 3 SEC-HAR-3HARNERO 4 SEC-HAR-4CHANCADOR SECUNDARIO 1 SEC-CHA-1CHANCADOR SECUNDARIO 2 SEC-CHA-2CHANCADOR SECUNDARIO 3 SEC-CHA-3CHANCADOR SECUNDARIO 4 SEC-CHA-4
-
8/10/2019 Ejercitacin y Caso Taller R-MES
10/75Adolfo Arata Andreani Todos los derechos reservados
Evaluacin planta de Conminucin de la empresa Minera Pycarocca S.A. de Anglodelco
MoliendaNombre Cdigo de Equipo
MOLINO 1 MOL-MOL-1MOLINO 2 MOL-MOL-2MOLINO 3 MOL-MOL-3BOMBA 1 MOL-BOM-1BOMBA 2 MOL-BOM-2BOMBA 3 MOL-BOM-3HIDROCICLON 1 MOL-HID-1HIDROCICLON 2 MOL-HID-2HIDROCICLON 3 MOL-HID-3ALIMENTADOR MOLIENDA 1 MOL-FED-1
ALIMENTADOR MOLIENDA 2 MOL-FED-2ALIMENTADOR MOLIENDA 3 MOL-FED-3ALIMENTADOR MOLIENDA 4 MOL-FED-4ALIMENTADOR MOLIENDA 5 MOL-FED-5ALIMENTADOR MOLIENDA 6 MOL-FED-6
Finalmente se entrega como informacin algunos valores de inversin de los equipos con sus respectivos ndicesde economa de escala, que podran ser necesarios para el desarrollo del estudio. El costo promedio a considerar
por tonelada de carga viva que tiene los acopios es de USD $1.000.
EquipoCosto de equipo
instalado
ndice de
escalamiento
Capacidad
base
Chancador Primario 9.500.000 0,7 6.200 t/h
Correa Al imentacin Harn. 6.000.000 0,7 10.000 t/h
Harnero Secundario 4.000.000 0,8 2.850 t/h
Chancador Secundario 6.500.000 0,8 1.250 t/h
Molino de bolas 45.000.000 0,9 5.040 t/h
Bomba Molienda 3.500.000 0,9 6.800 t/h
-
8/10/2019 Ejercitacin y Caso Taller R-MES
11/75Adolfo Arata Andreani Todos los derechos reservados
Anlisis T-RAM (Taller R-MES)
Presentacin general de la plataforma informtica
Master Asset
Management
-
8/10/2019 Ejercitacin y Caso Taller R-MES
12/75Adolfo Arata Andreani Todos los derechos reservados
Proceso general del enfoque R-MES.
ModelacinDiagrama lgico
funcionalRBD
Anlisis sistmicohistrico y
probabilsticoDeterminacin
KPIs
Determinacin deflujos e
inversin demejoras
Determinacin deIndicadoreseconmicos
LCC
Ingreso deparmetros dedetenciones.Data histrica
Diagnsticoorganizacin yproceso de la
data
-
8/10/2019 Ejercitacin y Caso Taller R-MES
13/75Adolfo Arata Andreani Todos los derechos reservados
Sistema deMantenimiento
Base deDatos
Optimizacin deGestin de Activos
Cuidado y Seguridadde las Personas
Cuidado y Seguridaddel Medioambiente
Plan
Equipos Procesos
Proyectos Personas
ConfiabilidadOperacionalEquipos Emergencias
Sistema de Ingenierade Confiabilidad
Sistema de Produccin
Gestin
Proyectar
Datos
Histricos
ReportesKPIs
Controlar
Mejorar
Proyectar
Anlisis
Negocio
Impacto
Definicin deEquipo Crtico
MAFEC
RCA
Equipos
SimulacinPlantas
Mantenibilidadde Proceso
SAP
PM
SistemaGestin
Sistema
Equipos
MejoraInstalaciones
Polticas
MissionMision Time
MejoraGestin
Dispatch
PI
Sw GestinProduccin
Mejoramiento Continuo
Controlar
Dinamizacin del Plan
Enfoque R-MES
-
8/10/2019 Ejercitacin y Caso Taller R-MES
14/75Adolfo Arata Andreani Todos los derechos reservados
EnfoqueRAMEnfoque Tradicional
PDF
Condicionesoperativas del
proceso
Modelacin delproceso
Lista de equiposSimulacin RAM del
proceso
(Montecarlo)
Anlisis de criticidad ysensibilizacin
Seleccin de lasalternativas que maximizan
el VAN
Identificacin deoportunidades de mejora y/o
ahorro
Estimacin de lacapacidad productiva
Redundancia Fraccionamiento Capacidad de los equipos Capacidad ociosa Capacidad Stock-pile
Evaluacin LCC deoport. de mejora
(capex, opex y prod.)
Mejor Alternativa
Enfoque R-MES en fase de proyecto
Modelo RBD
Iteracin
OpininExperto
Sol. Tradicional
-
8/10/2019 Ejercitacin y Caso Taller R-MES
15/75Adolfo Arata Andreani Todos los derechos reservados
Enfoque R-MES en fase de operacin
Clculo de KPIsHist.y Probab
Tipo deanlisis?
Estadstico
Ajuste de curvas
In-puts
Base de datoSist .deGestin
(Produc y Mtto)
InformacinExpertos yBenchmark
Diagramacin lgico-funcional(modelacin RBD)
Probabilstico
Tipo declculo?
Ciclo de vida
Simulacin deMonte Carlo
Estocstico
Determinstico
Oportunidades de mejora bajo enfoque LCC(RAM-T; Opex; Capex, RCA, MAFEC)
Oportunidades de mejorasa nivel de gestin
Oportunidades de mejorasa nivel de proyectos
Determinacin equiposy sistemas crticos
Out-puts
Procesamiento
Informacin de detenciones
planificadas y no planificadas(produc. y mtto.)
Plan Productivo de Mantenimiento
-
8/10/2019 Ejercitacin y Caso Taller R-MES
16/75Adolfo Arata Andreani Todos los derechos reservados
Proceso de implementacin y desarrollo de Ingeniera de Confiabilidad con enfoque R-MES
Eventos
Datos
Validacin Data
Velar por la calidad yconfiabilidad de ladata.Registrar y aprobar
validez de la datadisponible
Reportes
Kpis Obtencin y
Presentacin deKPIs
Obtener KPIsDeterminar equipos
crticos segn impactosobre el negocioIdentificar potencialesoportunidades demejoras con laparticipacin depersonas del las reasproductivas.Registrar potencialesoportunidades de
mejoras para suevaluacin tcnica-econmica
Evaluar tcnica yeconmicamente laspotenciales oportunidades
de mejorasDesarrollar e implementarla oportunidadesActualizar el Plan ..
Plan Productivo deMantenimiento
Oportunidad
Evaluacin
Implementacin
Seguimiento
Diagnstico
Establecer la condicinbase a partir de unlevantamiento de laestrategia, la
estructuraorganizacional, lossistemas informticosy la data
I II III
Etapas para la Implementacin de la Ingeniera de la Confiabilidad a travs del Enfoque R-MES
Fases de la Cadena de Valor de la Ingeniera de la Confiabilidad
Mejora Continua
0 1 2 3 53 4
-
8/10/2019 Ejercitacin y Caso Taller R-MES
17/75Adolfo Arata Andreani Todos los derechos reservados
Proceso de implementacin de la Ingeniera de ConfiabilidadEnfoque R-MES
DETERMINACION ETAPACICLO DE VIDA
ADQUISICINDE DATOS
ANALISIS DECRITICIDAD
GESTIONPROYECTOS
A NIVEL DEEQUIPOS
A NIVEL DEPLANTAS
COMPETENC.LABORALES
GESTION DEREPUESTOS
DEFINICIONPOLITICAS
PLAN MAESTRO DE GESTIN DE ACTIVOS
HistogramasIntervenciones
Generacin deDatos BenchmarkFabricante
DistribucionesExponencialWeibull
Confiabilidad MTBFMantenibilidad -MTTRDisponibilidadCosto de la Falta
RodajeVida tilDesgaste
CONTROLAR
MEJORAR
PROYECTAR
OPORTUNIDADES DE MEJORA
Diagrama deproceso y FlowSheet
CONFIGURACIN
SISTEMA
estadstico-histricoprobabilstico-estocstico (Monte Carlo)probabilstico-determinstico
AJUSTE DECURVAS (pdf)
OBTENCININDICADORES (KPIs)
-
8/10/2019 Ejercitacin y Caso Taller R-MES
18/75Adolfo Arata Andreani Todos los derechos reservados
Plataforma de Ingeniera deConfiabilidad
Confiabilidad y mantenibilidad de proyectos de capital
Estudio del ciclo de vida de proyectos de capital
Modelamiento de procesos industriales (plantas y flotas)
Simulacin de Monte Carlo de principales KPI de ingeniera de plantas Mejoramiento de la gestin y el mantenimiento de activos
Anlisis equipos y componentes (modos de fallas) histrico y probabilstico
Anlisis sistmico de instalaciones industriales (histrico y probabilstico)
Evaluacin de costo de falla v/s costo inversin
Weibull tres parmetros
Evaluacin del diseo de procesos
Modelamiento de disponibilidad y utilizacin esperada
Ingeniera de valor y estrategias de mantenimiento
Anlisis de riesgo e incertidumbre
Maximizacin del retorno de los activos
Dinamizacin y mejoramiento de los planes de mantenimiento
Anlisis de estrategias de mantenimiento
Anlisis de costos globales bajo ptica LCC
Anlisis de uso (Hormetro)
Identificacin de la criticidad de equipos e instalaciones industriales
Integracin entre produccin y mantenimiento
Auditora y control del mantenimiento
Validacin y captura de datos de mantenimiento y produccin
Seleccin y remplazo de equipos
Anlisis de servicios de terceros, abastecimiento y apoyo logstico
Obtencin de reportes y KPIs
Anlisis OEE
Anlisis econmico y financiero
Anlisis de dispersin (Jack Knife)
Entre otros
Algunas funcionalidades R-MES
-
8/10/2019 Ejercitacin y Caso Taller R-MES
19/75Adolfo Arata Andreani Todos los derechos reservados
Anlisis T-RAM (Taller R-MES)
Ejercitacin para uso de la plataforma
Master Asset
Management
Prof. Adolfo Arata [email protected]
Prof. Asistente Esteban [email protected]
mailto:[email protected]:[email protected] -
8/10/2019 Ejercitacin y Caso Taller R-MES
20/75Adolfo Arata Andreani Todos los derechos reservados
Anlisis T-RAM (Taller R-MES)
Ejercicio 1
Master Asset
Management
-
8/10/2019 Ejercitacin y Caso Taller R-MES
21/75Adolfo Arata Andreani Todos los derechos reservadosAdolfo Arata Andreani Todos los derechos reservados
Ejercicio 1: Diagramacin Bsica
Este apartado considera un ejemplo introductorio destinado a conocer lasconfiguraciones de equipos y subsistemas predeterminados de RMES.
Considere una lnea de procesos compuesta por dos Alimentadores, donde cada unopuede pasar el total de la carga, un Molino, tres Hidrociclones, de los cuales al menos serequieren dos para operar, dos Bombas, una en operacin y la otra en espera y dosCorreas transportadoras, las cuales solo pueden pasar una fraccin de la carga totalrequerida. Dicho proceso se grfica a continuacin:
21CGS Todos los Derechos Reservados
-
8/10/2019 Ejercitacin y Caso Taller R-MES
22/75Adolfo Arata Andreani Todos los derechos reservadosAdolfo Arata Andreani Todos los derechos reservados
22CGS Todos los Derechos Reservados
Ejercicio 1: Diagramacin Bsica
-
8/10/2019 Ejercitacin y Caso Taller R-MES
23/75Adolfo Arata Andreani Todos los derechos reservadosAdolfo Arata Andreani Todos los derechos reservados
23CGS Todos los Derechos Reservados
Ejercicio 1: Diagramacin Bsica
-
8/10/2019 Ejercitacin y Caso Taller R-MES
24/75Adolfo Arata Andreani Todos los derechos reservadosAdolfo Arata Andreani Todos los derechos reservados
24CGS Todos los Derechos Reservados
Ejercicio 1: Diagramacin Bsica
-
8/10/2019 Ejercitacin y Caso Taller R-MES
25/75Adolfo Arata Andreani Todos los derechos reservados
Anlisis T-RAM (Taller R-MES)
Ejercicio 2
Master AssetManagement
-
8/10/2019 Ejercitacin y Caso Taller R-MES
26/75Adolfo Arata Andreani Todos los derechos reservadosAdolfo Arata Andreani Todos los derechos reservados
Ejercicio 2: Disponibilidad Histrica
En este ejemplo se presentan las funcionalidades del sistema para realizar clculos de
disponibilidad y tasa de intervenciones histricas de los equipos diagramados.
Sobre el mismo diagrama lgico-funcional (DLF) del caso anterior importe los datoshistricos del archivo Ejemplo2.csv ubicado en la carpeta de ejercicios, paraposteriormente realizar los anlisis
Realizar los siguiente anlisis:
Costos del sistema para el periodo comprendido entre 01-04-2010 y el 30-04-2010Tendencia de disponibilidad para los alimentadores en el periodo entre 01/01/2010 y31/12/2010Identificar el perodo de menor disponibilidad para los alimentadores y haga un grfico detendencia de disponibilidad diario para el periodo.
26CGS Todos los Derechos Reservados
-
8/10/2019 Ejercitacin y Caso Taller R-MES
27/75
Adolfo Arata Andreani Todos los derechos reservadosAdolfo Arata Andreani Todos los derechos reservados27
CGS Todos los Derechos Reservados
Ejercicio 2: Disponibilidad Histrica
-
8/10/2019 Ejercitacin y Caso Taller R-MES
28/75
Adolfo Arata Andreani Todos los derechos reservadosAdolfo Arata Andreani Todos los derechos reservados28
CGS Todos los Derechos Reservados
Ejercicio 2: Disponibilidad Histrica
-
8/10/2019 Ejercitacin y Caso Taller R-MES
29/75
Adolfo Arata Andreani Todos los derechos reservadosAdolfo Arata Andreani Todos los derechos reservados29
CGS Todos los Derechos Reservados
Ejercicio 2: Disponibilidad Histrica
-
8/10/2019 Ejercitacin y Caso Taller R-MES
30/75
Adolfo Arata Andreani Todos los derechos reservados
Anlisis T-RAM (Taller R-MES)
Ejercicio 3
Master AssetManagement
-
8/10/2019 Ejercitacin y Caso Taller R-MES
31/75
Adolfo Arata Andreani Todos los derechos reservadosAdolfo Arata Andreani Todos los derechos reservados
Ejercicio 3: Costo de la falta
El presente ejemplo tiene por objetivo conocer los indicadores de Costos de la Falta y de
Mantencin para los procesos diagramados.
Continuando sobre el diagrama del caso 1, ingresar las siguiente propiedades alsistema:
- Nombre Descriptivo: Planta Molienda
- Impacto Costos Variables: 30%
- Facturacin Anual: 10.000.000- Capacidad Nominal: 500 [t/h]
Realizar los siguiente anlisis:
Calcular el costo de la falta probabilstico del molino
Calcular los costos del sistema, para el periodo entre 01/04/2010 y el 30/04/2010 ycomparar los costos globales del sistema con el calculo de costos realizado en el
caso 2 Realizar un grfico de anlisis de criticidad para el periodo entre 01/01/2010 y el
31/12/2010 e identificar el equipo crtico del sistema
31CGS Todos los Derechos Reservados
-
8/10/2019 Ejercitacin y Caso Taller R-MES
32/75
Adolfo Arata Andreani Todos los derechos reservadosAdolfo Arata Andreani Todos los derechos reservados32
CGS Todos los Derechos Reservados
Ejercicio 3: Costo de la falta
-
8/10/2019 Ejercitacin y Caso Taller R-MES
33/75
Adolfo Arata Andreani Todos los derechos reservadosAdolfo Arata Andreani Todos los derechos reservados33
En el caso 2, donde no se consideraba los costos de la falta el costo global a nivelsistmico fue de $3.636.613 mientras que al considerar el costo de la falta, el costo
global asciende a $3.703.925,404.
CGS Todos los Derechos Reservados
Ejercicio 3: Costo de la falta
-
8/10/2019 Ejercitacin y Caso Taller R-MES
34/75
Adolfo Arata Andreani Todos los derechos reservadosAdolfo Arata Andreani Todos los derechos reservados34
CGS Todos los Derechos Reservados
Ejercicio 3: Costo de la falta
-
8/10/2019 Ejercitacin y Caso Taller R-MES
35/75
Adolfo Arata Andreani Todos los derechos reservados
Anlisis T-RAM (Taller R-MES)
Ejercicio 4
Master AssetManagement
-
8/10/2019 Ejercitacin y Caso Taller R-MES
36/75
Adolfo Arata Andreani Todos los derechos reservadosAdolfo Arata Andreani Todos los derechos reservados
Ejercicio 4: Anlisis de inversin
El presente ejemplo tiene por objetivo presentar la simulacin de Inversiones querepresentan modificaciones genticas de plantas industriales orientadas a mejorar ladisponibilidad de las mismas.
Abrir el archivo ejemplo4a.rmes e ingresar las siguiente propiedades al sistema:
- Nombre Descriptivo: Correas
- Impacto Costos Variables: 20%
- Facturacin Anual: 20.000.000- Capacidad Nominal: 100 [t/h]
Se va a simular la inversin en una nueva correa que se utiliza en paralelo a la correa 3para mejorar la seguridad de funcionamiento en esa etapa del proceso. Los antecedentesde la nueva correa son los siguientes:
- Nombre correa 4
- MTBF/MTTR: 140/10
- Inversin: 2.000.000
- Tasa de inters: 12%
- Aos: 4
36CGS Todos los Derechos Reservados
-
8/10/2019 Ejercitacin y Caso Taller R-MES
37/75
Adolfo Arata Andreani Todos los derechos reservadosAdolfo Arata Andreani Todos los derechos reservados37
CGS Todos los Derechos Reservados
Ejercicio 4: Anlisis de inversin
-
8/10/2019 Ejercitacin y Caso Taller R-MES
38/75
Adolfo Arata Andreani Todos los derechos reservadosAdolfo Arata Andreani Todos los derechos reservados38
CGS Todos los Derechos Reservados
Ejercicio 4: Anlisis de inversin
-
8/10/2019 Ejercitacin y Caso Taller R-MES
39/75
-
8/10/2019 Ejercitacin y Caso Taller R-MES
40/75
Adolfo Arata Andreani Todos los derechos reservadosAdolfo Arata Andreani Todos los derechos reservados
Ejercicio 5: Definicin de estrategia
El presente caso tiene como objetivo presentar la funcionalidad de polticas de mantencina edad constante y la definicin de confiabilidad ante el prximo mantenimientoprogramado.
La funcin entrega el tiempo ptimo de mantencin para un equipo minimizando los costosy diferenciando entre los costos de mantencin preventiva y de emergencia; este ltimoincluye los costos de la falta asociados a las unidades no procesadas
Abrir un espacio de trabajo nuevo e ingresar las siguiente propiedades al sistema:
- Crear tres equipos, con los siguientes datos:
Informacin adicional
- Impacto Costos Variables: 30%
- Facturacin Anual: 200.000.000
Identificar en que condicin se encuentra operando cada equipo
Definir que poltica de mantencin debiese aplicrsele a cada equipo
Identificar el intervalo de tiempo entre cada intervencin de mantencin segn lapoltica definida
Definir la confiabilidad de cada equipo, al tiempo actual.
Definir la probabilidad de que los equipos lleguen al prximo mantenimiento
programado, fijado para el 15 de agosto del 201340
CGS Todos los Derechos Reservados
Nombre Cdigo equipoequipo1 equipo1
equipo2 equipo2
equipo3 equipo3
-
8/10/2019 Ejercitacin y Caso Taller R-MES
41/75
Adolfo Arata Andreani Todos los derechos reservadosAdolfo Arata Andreani Todos los derechos reservados41
CGS Todos los Derechos Reservados
Ejercicio 5: Definicin de estrategia
-
8/10/2019 Ejercitacin y Caso Taller R-MES
42/75
Adolfo Arata Andreani Todos los derechos reservadosAdolfo Arata Andreani Todos los derechos reservados42
CGS Todos los Derechos Reservados
Ejercicio 5: Mantenimiento programado
-
8/10/2019 Ejercitacin y Caso Taller R-MES
43/75
Adolfo Arata Andreani Todos los derechos reservados
Anlisis T-RAM (Taller R-MES)
Ejercicio 6
Master AssetManagement
-
8/10/2019 Ejercitacin y Caso Taller R-MES
44/75
Adolfo Arata Andreani Todos los derechos reservadosAdolfo Arata Andreani Todos los derechos reservados
Ejercicio 6: Modos de Falla
El presente caso tiene como objetivo presentar anlisis de modos de fallas de los equipos.
Esta funcionalidad permite identificar, jerarquizas y caracterizas los modos de fallas queestn presentes en la detenciones de los equipos. Para este caso en particular, veremos lapotencialidad del indicador en una proceso de transporte y carguo de mineral, que estcompuesta por dos flotas, una de cargadores frontales y una de camiones, con 5 y 15unidades respectivamente.
Abrir un nuevo espacio de trabajo e importar el listado de equipos para cada flota:- Cargadores Frontales:
- Camiones:
Realizar
Identificar a travs de un grfico de Jack Knife, el equipo fuera de control para el primersemestre de ao 2011
Caracterizar el modo de falla del equipo fuera de control, para cada flota, en el primerosemestre del ao 2011
Realizar un grfico de Pareto de modos de falla para cada flota para el primer trimestredel ao 2011
44CGS Todos los Derechos Reservados
-
8/10/2019 Ejercitacin y Caso Taller R-MES
45/75
Adolfo Arata Andreani Todos los derechos reservadosAdolfo Arata Andreani Todos los derechos reservados45
CGS Todos los Derechos Reservados
Ejercicio 6: Modos de Falla
-
8/10/2019 Ejercitacin y Caso Taller R-MES
46/75
Adolfo Arata Andreani Todos los derechos reservadosAdolfo Arata Andreani Todos los derechos reservados46
CGS Todos los Derechos Reservados
Ejercicio 6: Modos de Falla
-
8/10/2019 Ejercitacin y Caso Taller R-MES
47/75
Adolfo Arata Andreani Todos los derechos reservadosAdolfo Arata Andreani Todos los derechos reservados47
CGS Todos los Derechos Reservados
Ejercicio 6: Modos de Falla
-
8/10/2019 Ejercitacin y Caso Taller R-MES
48/75
Adolfo Arata Andreani Todos los derechos reservadosAdolfo Arata Andreani Todos los derechos reservados48
CGS Todos los Derechos Reservados
Ejercicio 6: Modos de Falla
-
8/10/2019 Ejercitacin y Caso Taller R-MES
49/75
Adolfo Arata Andreani Todos los derechos reservadosAdolfo Arata Andreani Todos los derechos reservados49
CGS Todos los Derechos Reservados
Ejercicio 6: Modos de Falla
-
8/10/2019 Ejercitacin y Caso Taller R-MES
50/75
Adolfo Arata Andreani Todos los derechos reservadosAdolfo Arata Andreani Todos los derechos reservados50
CGS Todos los Derechos Reservados
Ejercicio 6: Modos de Falla
-
8/10/2019 Ejercitacin y Caso Taller R-MES
51/75
Adolfo Arata Andreani Todos los derechos reservados
Anlisis T-RAM (Taller R-MES)
Ejercicio 7
Master AssetManagement
-
8/10/2019 Ejercitacin y Caso Taller R-MES
52/75
Adolfo Arata Andreani Todos los derechos reservadosAdolfo Arata Andreani Todos los derechos reservados
Ejercicio 7: Sensibilizacin de stockpiles
El objetivo principal de este caso aplicado es presentar el potencial de la ingeniera de
confiabilidad en la optimizacin del dimensionamiento de un sistema stock-pile.
Se est evaluando la confiabilidad operacin de una planta de chancado, comprendiendo elChancado primario y el harneado. El Chancado primario est compuesto por un Chancador,un alimentador y una correa, mientras que el Harneado est compuesto por 4 lneas dealimentacin fraccionadas al 30% cada una, 1 correa que alimenta a 4 harneros (enfraccionamiento), cada uno con capacidad para procesar 390 [t/h],y dos correas de
descarga, una para el bajo tamao y otra para el sobre tamao. El acopio se encuentraentre el chancado primario y el rea de harneado y tiene una capacidad viva de 20.000 [t],mientras que el flujo de entrada del mismo es de 1.500 [t/h] y el de salida de 1.200 [t/h].
Realizar:
Simular la disponibilidad y utilizacin para el proceso completo sin considerar lapresencia de un acopio
Simular la disponibilidad y utilizacin para el proceso completo considerando lapresencia de un acopio
Sensibilizar la disponibilidad y utilizacin del proceso completo para distintascapacidades, entre 0 y 40.000 toneladas de carga viva con un paso de 2.000 [t] y 300iteraciones por simulacin.
52CGS Todos los Derechos Reservados
-
8/10/2019 Ejercitacin y Caso Taller R-MES
53/75
Adolfo Arata Andreani Todos los derechos reservadosAdolfo Arata Andreani Todos los derechos reservados53
EquiposCdigo de
equipos
Chancador Primario PRI-CHA-1
Alimentador Primario PRI-FED-1
Correa Primario PRI-COR-AL1
Alimentador 1 Secundario SEC-FED-1
Alimentador 2 Secundario SEC-FED-2
Alimentador 3 Secundario SEC-FED-3
Alimentador 4 Secundario SEC-FED-4
Correa Alimentacion Harneros SEC-COR-P1
Harnero 1 SEC-HAR-1
Harnero 2 SEC-HAR-2
Harnero 3 SEC-HAR-3
Harnero 4 SEC-HAR-4
Correa Bajo-Tamano SEC-COR-P2
Correa Sobre-Tamano SEC-COR-P3
CGS Todos los Derechos Reservados
Ejercicio 7: Sensibilizacin de stockpiles
-
8/10/2019 Ejercitacin y Caso Taller R-MES
54/75
Adolfo Arata Andreani Todos los derechos reservadosAdolfo Arata Andreani Todos los derechos reservados54
CGS Todos los Derechos Reservados
Ejercicio 7: Sensibilizacin de stockpiles
-
8/10/2019 Ejercitacin y Caso Taller R-MES
55/75
Adolfo Arata Andreani Todos los derechos reservadosAdolfo Arata Andreani Todos los derechos reservados55
CGS Todos los Derechos Reservados
Ejercicio 7: Sensibilizacin de stockpiles
-
8/10/2019 Ejercitacin y Caso Taller R-MES
56/75
Adolfo Arata Andreani Todos los derechos reservadosAdolfo Arata Andreani Todos los derechos reservados56
Disponibilidad
Utilizaci
n
CGS Todos los Derechos Reservados
Ejercicio 7: Sensibilizacin de stockpiles
-
8/10/2019 Ejercitacin y Caso Taller R-MES
57/75
Adolfo Arata Andreani Todos los derechos reservadosAdolfo Arata Andreani Todos los derechos reservados57
Disponibilidad
Utilizacin
CGS Todos los Derechos Reservados
Ejercicio 7: Sensibilizacin de stockpiles
-
8/10/2019 Ejercitacin y Caso Taller R-MES
58/75
Adolfo Arata Andreani Todos los derechos reservadosAdolfo Arata Andreani Todos los derechos reservados58
CGS Todos los Derechos Reservados
Ejercicio 7: Sensibilizacin de stockpiles
-
8/10/2019 Ejercitacin y Caso Taller R-MES
59/75
Adolfo Arata Andreani Todos los derechos reservadosAdolfo Arata Andreani Todos los derechos reservados59
CGS Todos los Derechos Reservados
Ejercicio 7: Sensibilizacin de stockpiles
-
8/10/2019 Ejercitacin y Caso Taller R-MES
60/75
Adolfo Arata Andreani Todos los derechos reservados
Ejercicio 8
Master AssetManagement
Anlisis T-RAM (Taller R-MES)
-
8/10/2019 Ejercitacin y Caso Taller R-MES
61/75
Adolfo Arata Andreani Todos los derechos reservados
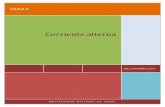
Es proceso bajo anlisis corresponde a la etapa de chancado terciario de una planta minera, quetiene como propsito reducir la granulometra del mineral. Esta planta procesa 3.900 t/h a travs de
dos lneas gemelas de chancado- Cada una est compuesta por:
- 4 alimentadores vibratorios encargados de llevar el mineral desde el stockpile a la primera etapade harneado.
- 6 correas transportadoras que cumplen la funcin de transportar el mineral desde un punto a otro.- 1 harnero, que clasifica el mineral proveniente del stockpile, donde su bajo tamao (500 t/h pasa
directo a la siguiente etapa, y su sobretamao para a los chancadores terciarios.- 2 chancadores terciarios, encargados de reducir la granulometra del mineral que tienen una
capacidad de 1.020 t/h cada uno.- 2 harneros, encargados de clasificar el mineral chancado.
Finalmente estas lneas cuentan con 4 correas transportadoras que extraen el mineral de esta etapa ylo depositan en un nuevo acopio para que sea utilizado en la siguiente fase del proceso.
Realizar:
Identificar el periodo de menor disponibilidad Identificar al equipo crtico para el periodo identificado Realizar un grfico Jack Knife para los 8 equipos de menor disponibilidad para el periodo
identificado Realizar un grfico Jack Knife modos de falla, para el equipo crnico para el periodo identificado
Ejercicio 8: Chancado terciario
-
8/10/2019 Ejercitacin y Caso Taller R-MES
62/75
Adolfo Arata Andreani Todos los derechos reservados
GENERAL FLOW DIAGRAM
CONVEYOR - 23
CONVEYOR - 26
CONVEYOR - 41
CONVEYOR - 40
CONVEYOR 22
CONVEYOR 21CONVEYOR 20
1- B 2- A
1- A
SCREENS DOBLE D.SCREENS DOBLE D.
C: 1.020 t/h
BIN 3
CRUSHER
1A -1B
CONVEYOR 17 CONVEYOR 19CONVEYOR 18CONVEYOR 16
BIN 3
CRUSHER
2A -2 B
SCREEN D223
VIBRATORY FEEDERS 1A - 4A
C: 585 t/h EACH
CONVEYOR -15 A
CONVEYOR -15 B
CONVEYOR - 14 B
CONVEYOR- 14 A
STOCKPILE
LINES 1A-1B
LINES 2A-2B
WF -1A WF -1B WF - 2A WF - 2B
VIBRATORY FEEDERS 1B - 4B
C: 585 t/h EACH
SCREEN D188
CONVEYOR - 27
2- B
STOCKPILE
C: 1.020 t/h C: 1.020 t/h C: 1.020 t/h
1.950 t/h
1.950 t/h
1.650 t/h
1.650 t/h
500t/h
500t/h
Ejercicio 8: Chancado terciario
-
8/10/2019 Ejercitacin y Caso Taller R-MES
63/75
Adolfo Arata Andreani Todos los derechos reservadosAdolfo Arata Andreani Todos los derechos reservados 63
Ejercicio 8: Chancado terciario
Ej i i 8 Ch d t i i
-
8/10/2019 Ejercitacin y Caso Taller R-MES
64/75
Adolfo Arata Andreani Todos los derechos reservados 64
Ejercicio 8: Chancado terciario
-
8/10/2019 Ejercitacin y Caso Taller R-MES
65/75
Adolfo Arata Andreani Todos los derechos reservados
Ejercicio 8: Chancado terciario
-
8/10/2019 Ejercitacin y Caso Taller R-MES
66/75
Adolfo Arata Andreani Todos los derechos reservados 66
Ejercicio 8: Chancado terciario
8 C
-
8/10/2019 Ejercitacin y Caso Taller R-MES
67/75
Adolfo Arata Andreani Todos los derechos reservados 67
Ejercicio 8: Chancado terciario
A li i T RAM (T ll R MES)
-
8/10/2019 Ejercitacin y Caso Taller R-MES
68/75
Adolfo Arata Andreani Todos los derechos reservados
Anlisis T-RAM (Taller R-MES)
Antecedentes para la resolucin del Caso con apoyo de la plataforma R-MES
Master AssetManagement
Prof. Adolfo Arata [email protected]
Prof. Asistente Esteban [email protected]
G l f i l l i d l di d l C
mailto:[email protected]:[email protected] -
8/10/2019 Ejercitacin y Caso Taller R-MES
69/75
Adolfo Arata Andreani Todos los derechos reservados
Gua para el enfrentamiento y la solucin del estudio del Caso
Estudio del proceso y de las condiciones operacionales de la Planta de Comninucin Determinar la capacidad productiva de la Planta de acuerdo a las condiciones deexplotacin del yacimiento
Identificar los flujos cuellos de botella para cada un de las etapas dela Planta. Modelar la Planta a travs de la diagramacin RBD, integrando las tres etapas en un nico
diagrama lico-funcional Calcular los distintos niveles de fraccionamientos segn los flujos cuello de botella, propios
de cada etapa del proceso.
Cargar con la informacin histrica de falla de los equipos desde el archivo BD-Caso MAMde la carpeta del curso, teniendo el cuidado de escribir el cdigo de equipo en el mismoformato que se expuso en la tabla resumen (con mayscula).
Abrir la aplicacin R-MES e incorporar las paradas de planta al proceso. Configurar los dos acopios existentes considerando que el flujo de entrada es igual al flujo
cuello de botella del proceso aguas arriba al acopio y el flujo de salida es igual al flujocuello de botella del proceso aguas abajo. Considerar que los acopios comienzan a su
capacidad mxima. Definir la ubicacin y capacidad de los acopios con R-MES Project. Identificar y evaluar econmicamente las mejores oportunidades de mejora. Si se logra disminuir los TTR de todos los equipos del rea de molienda en un 10% a travs
de una mejora en la ejecucin de los trabajos de mantenimiento por un programa decapacitacin a los mantenedores, que cuesta 10MM USD, Es una opcin vlida?
Las proyecciones del cobre son al la baja Qu medidas son necesarias para un precio2,65 USD/lb?
Estas guas son de carcter, ya que las orientaciones precisas resultarn de la discusindurante la presentacin del caso
C di i d t d l t b j d l C
-
8/10/2019 Ejercitacin y Caso Taller R-MES
70/75
Adolfo Arata Andreani Todos los derechos reservados
Condiciones de entrega del trabajo del Caso
La presentacin debe ser en Power Point, estructurada en: Resumen Ejecutivo,Desarrollo y Conclusiones. En anexos de incluye toda la informacin de respaldo(modelos, Clculos, etc)
Se deben indicar y justificar claramente todos los supuestos y las consideracionesrealizadas para la solucin del trabajo.
El trabajo se puede desarrollar con un nmero mximo de 4 personas. Cada unade ellas deben tener la visin completa e integrada del desarrollo realizado
Se descontarn puntos por no seguir estas condiciones guas y por tareas fuera deplazo.
Se aceptarn consultas a travs de correo electrnico, hasta 3 das antes de la
fecha de entrega de la tarea
Fecha de entrega del trabajo:. El viernes de la cuarta semana terminada las clases
Anlisis T RAM (Taller R MES)
-
8/10/2019 Ejercitacin y Caso Taller R-MES
71/75
Adolfo Arata Andreani Todos los derechos reservados
Anlisis T-RAM (Taller R-MES)
Anexo: Caso alternativo a Ejercicio 4
Master AssetManagement
Prof. Adolfo Arata [email protected]
Prof. Asistente Esteban [email protected]
Caso alternativo:Anlisis oportunidades de mejora a nivel de proyectos
mailto:[email protected]:[email protected] -
8/10/2019 Ejercitacin y Caso Taller R-MES
72/75
Adolfo Arata Andreani Todos los derechos reservadosAdolfo Arata Andreani Todos los derechos reservadosCGS Todos los Derechos Reservados72
Una empresa minera est diseando su sistema de transporte desde la mina al chancador, con unacarga de 100 [ton/hrs]. Para este efecto considera 2 alternativas, disponer de una sola correa de gran
capacidad o contar con 3 correas complementarias.
Alternativa 1
1 Correa1. 100 [ton/hrs]; MTBF = 90 [hrs]; MTTR = 10 [hrs]; Costo = U$ 2.000.000.
Alternativa 2
1 Correa2. 60 [ton/hrs]; MTBF = 95 [hrs]; MTTR = 9 [hrs]; Costo = U$ 1.400.000.
2 Correas3. 20 [ton/hrs]; MTBF =120 [hrs]; MTTR = 8 [hrs]; Costo = U$ 500.000. c/u
La empresa tiene una facturacin anual de U$ 10.000.000, donde sus costos variables son del 30% desta. Se operan 8.760 horas al ao. El horizonte de evaluacin para este proyecto es de 10 aos y latasa de descuento de la empresa es de 12% anual.
Seleccin alternativas de inversin. Ejemplo
Caso alternativo:Anlisis oportunidades de mejora a nivel de proyectos
-
8/10/2019 Ejercitacin y Caso Taller R-MES
73/75
Adolfo Arata Andreani Todos los derechos reservadosAdolfo Arata Andreani Todos los derechos reservadosCGS Todos los Derechos Reservados73
Equipos
+ Infraestructura
FaCiHAsEjercicioInversinGlobalCosto )1(
Donde:
As: Disponibilidad del SistemaH: Tiempo de operacin en cada perodo de evaluacin
Ci: Costo de ineficiencia por unidad de tiempoFa: Factor de actualizacin de los flujos operacionales
Costos de ineficiencia
+ Costos de operacin
Modelo
Seleccin alternativas de inversin. Ejemplo
ii
iFA
n
n
1
11
Caso alternativo:Anlisis oportunidades de mejora a nivel de proyectos
-
8/10/2019 Ejercitacin y Caso Taller R-MES
74/75
Adolfo Arata Andreani Todos los derechos reservadosAdolfo Arata Andreani Todos los derechos reservadosCGS Todos los Derechos Reservados74
Ci = (F- Cv) / H = 10.000.000 (1 0,3) / 8.760 = U$ 799 /hora
FA = ((1+i)n
1) / ((1+i)n
]* i) = ((1+12%)10
1) / ((1+12%)10
]* 12%) = 5,65
Alternativa 1
Disponibilidad Correa1
= MTBF / (MTBF + MTTR) = 90 /(90 + 10) = 90%
Costo de la Falta10 aos
= (1-A)*H* Ci *FA = (1-0,9)*8.760*799*5,65 =U$ 3.954.570
Costo Global (10 aos)
= Costo de la Falta + Inversin = U$ 3.954.570 + u$2.000.000 = U$ 5.954.570
Costo Global (anual)= U$ 5.954.570 / 5,65 = U$ 1.053.906
Seleccin alternativas de inversin. Ejemplo
Caso alternativo:Anlisis oportunidades de mejora a nivel de proyectos
-
8/10/2019 Ejercitacin y Caso Taller R-MES
75/75
Alternativa 2
A Correa2= MTBF / (MTBF + MTTR) = 95 /(95 + 9) = 91,3%
A Correa3= MTBF / (MTBF + MTTR) = 120 /(120 + 8) = 93,8%
Asistema = (Ai* %Capacidadi)
= 91,3% *60% + 93,8% *20% + 93,8% *20% = 92,3%
Costo de la Falta10 aos
= (1-A)*H* Ci *FA = (1-0,923)*8.760*799*5,65 = U$ 3.045.019
Costo Global 10 aos)
= Costo de la Falta + Inversin = U$ 3.045.019 + U$2.400.000= U$ 5.445.019
Costo Global (anual)= U$ 5.442.428 / 5,65 = U$ 963.720.
Seleccin alternativas de inversin. Ejemplo