EFECTO DEL AMPERAJE EN LA MICROESTRUCTURA DE LA …
75
1 EFECTO DEL AMPERAJE EN LA MICROESTRUCTURA DE LA ZONA AFECTADA POR EL CALOR DE LAS UNIONES SOLDADAS CON EL PROCESO GMAW EN ESPESORES DE 1/4 IN 3/8 IN Y 1/2 IN DE ACERO A-36 Autor: Cristian Armando Valencia Rodríguez Proyecto de grado para optar al título de Ingeniero Mecánico Director de tesis. PhD. Carlos Arturo Bohórquez Ávila Universidad Francisco José de Caldas Facultad Tecnológica Ingeniería Mecánica Bogotá D.C. 2016
Transcript of EFECTO DEL AMPERAJE EN LA MICROESTRUCTURA DE LA …

1
EFECTO DEL AMPERAJE EN LA MICROESTRUCTURA DE LA ZONA AFECTADA POR EL CALOR DE LAS UNIONES SOLDADAS CON EL
PROCESO GMAW EN ESPESORES DE 1/4 IN 3/8 IN Y 1/2 IN DE ACERO A-36
Autor: Cristian Armando Valencia Rodríguez
Proyecto de grado para optar al título de Ingeniero Mecánico
Director de tesis. PhD. Carlos Arturo Bohórquez Ávila
Universidad Francisco José de Caldas
Facultad Tecnológica
Ingeniería Mecánica
Bogotá D.C.
2016

2
INDICE
1. INTRODUCCIÓN ...................................................................................................... 7
2. PLANTEAMIENTO DEL PROBLEMA ........................................................................... 7
3. JUSTIFICACIÓN ........................................................................................................ 8
4. ESTADO DEL ARTE ................................................................................................... 9
4.1 Transformaciones En La Zona Afectada Por El Calor (ZAC) ................................................. 9
4.2 Tipos de fases en los aceros ........................................................................................... 11
4.3 Origen de la Estructura en Soldadura ............................................................................. 11
4.4 Transformación De Austenita A Ferrita En Soldaduras De Bajo Carbono Y De Baja Aleación
.......................................................................................................................................... 11
5. OBJETIVOS ............................................................................................................ 15
1.1 Objetivo General:..................................................................................................... 15
1.2 Objetivos Específicos:............................................................................................... 15
6. METODOLOGÍA ..................................................................................................... 15
7. MARCO TEÓRICO .................................................................................................. 16
7.1 Proceso De Soldadura ................................................................................................... 16
7.2 GMAW (Gas Metal Arc Welding O Soldadura A Gas Y Arco Metálico) .............................. 16
7.3 Conversión De Espesor De Material A Amperes .............................................................. 18
7.4 Variables de soldadura que afectan la dilución ................................................................................. 19
7.4.1 Amperaje: ....................................................................................................................................... 19
7.4.2 Polaridad: ........................................................................................................................................ 19
7.4.3 Diámetro del electrodo: .................................................................................................................. 19
7.4.4 Extensión del electrodo: ................................................................................................................. 19
7.4.5 Paso o separación de cordones: .................................................................................................... 19
7.4.6 Oscilación del electrodo: ................................................................................................................ 20
7.4.7 Velocidad de avance y posición de soldadura ................................................................................ 20
7.4.8 Efecto de la velocidad de soldadura sobre la dilución .................................................................... 21
8. ZONA AFECTADA POR EL CALOR ............................................................................ 21
8.1 Ciclo Térmico De La Soldadura ...................................................................................... 22
8.2 Solidificación Del Metal De Soldadura. ........................................................................... 24
9. PROCEDIMIENTO .................................................................................................. 26
9.1 Especificaciones Del Procedimiento De Soldadura (WPS) ................................................ 27
9.2 Variaciones Eléctricas Para La Ejecución De Los Cupones De Prueba................................ 29

3
10. METAL BASE ...................................................................................................... 30
1.3 Composición Química (Estado De Entrega)................................................................ 30
1.4 Requerimientos Químicos (Norma)........................................................................... 31
1.5 Propiedades Físicas (Norma) .................................................................................... 32
11. COMPOSICIÓN DE LA SOLDADURA ..................................................................... 32
1.6 Requerimientos Químicos (Norma)........................................................................... 33
1.7 Material De Aporte INDURA 70S-6 – AWS ER-70S-6/ER-48S-6 ................................... 34
1.9 Propiedades Físicas (Estado De Entrega) ................................................................... 35
12. GAS PROTECTOR ............................................................................................... 36
12.1 Aplicación De Los Gases De Protección Según Sus Propiedades ..................................... 36
12.2 Dióxido De Carbono .................................................................................................... 38
13. EJECUCIÓN DE LA SOLDADURA .......................................................................... 38
14. PREPARACIÓN DE LAS MUESTRAS PARA OBSERVACIÓN ..................................... 45
15. MICROSCOPIO ÓPTICO ...................................................................................... 46
15.1 Micrografías ............................................................................................................ 48
15.1.1 Espesor de 1/4” o 0.250 in ............................................................................................................ 49
15.1.2 Espesor de 3/8” o 0.375 in ............................................................................................................ 52
15.1.3 Espesor de 1/2” o 0.500 in ............................................................................................................ 54
15.1.4 Soldaduras .................................................................................................................................... 56
16. Microscopía Electrónica de Barrido (SEM) .......................................................... 58
16.1 Micrografías (SEM) ..................................................................................................... 59
1.9.1 Espesor de 1/4” o 0.250 in.............................................................................................................. 60
16.1.2 Espesor de 3/8” o 0.375 in ............................................................................................................ 62
16.1.3 Espesor de 1/2” o 0.500 in ............................................................................................................ 64
16.1.4 Composición Del Metal Base (Espectrometría SEM) .................................................................... 66
16.1.5 Composición Del Metal Soldadura (Espectrometría SEM) ........................................................... 67
17. DUREZA ............................................................................................................ 68
18. CONCLUSIONES ................................................................................................. 73
19. BIBLIOGRAFÍA ................................................................................................... 75

4
LISTA DE ILUSTRACIONES
Ilustración 1 La nucleación en los sólidos. La nucleación heterogénea puede dar lugar a defectos tales
como dislocaciones en límites de grano, interfaces irregulares y las superficies libres. La nucleación
homogénea, en las regiones libres de defectos es rara. -------------------------------------------------------------- 9
Ilustración 2 Estructuras generadas en el calentamiento del ciclo térmico del proceso de soldadura de un
acero al carbono. ---------------------------------------------------------------------------------------------------------------- 10
Ilustración 3 Clasificación de las diferentes morfologías de ferrita de acuerdo al régimen de Dubé ---------- 12
Ilustración 4 Fases presentes en una soldadura ------------------------------------------------------------------------------- 13
Ilustración 5 microestructura de ferrita acicular predominantemente de un bajo contenido de carbono, en
una soldadura de aceros de bajo carbono. ------------------------------------------------------------------------------ 14
Ilustración 6 Ferrita acicular e inclusión de partículas en una aleación de bajo carbono, soldadura en acero
de baja aleación. ---------------------------------------------------------------------------------------------------------------- 14
Ilustración 7 Esquema de un equipo de soldadura GMAW y sus partes ----------------------------------------------- 17
Ilustración 8 tipos de transferencia del material de aporte en el proceso GMAW --------------------------------- 18
Ilustración 9 Modos básicos de oscilación y configuración de cordones ----------------------------------------------- 20
Ilustración 10 Influencia de la velocidad de avance en la disolución del metal de aporte ----------------------- 21
Ilustración 11 Esquemático que muestra subzonas que pueden formarse en la HAZ DE un acero al carbono
Que contenía 0,15% C. ------------------------------------------------------------------------------------------------------- 22
Ilustración 12 El gráfico de la izquierda muestra cómo la temperatura en un punto en los cambios de
plancha matriz como la arco de soldadura pasa por allí. El punto elegido aquí es bastante cerca del
borde de la placa, que es la razón de que llegue una temperatura de pico alto. Un punto más lejos
del borde no alcanzaría una temperatura tan alta pico. ------------------------------------------------------------ 23
Ilustración 13 Características de una zona normal de fusión-soldadura en la soldadura con oxígeno y
combustible gaseosos y por arco eléctrico. ----------------------------------------------------------------------------- 25
Ilustración 14 Estructura de los granos en (a) una soldadura profunda, y (b) una soldadura poco profunda.
Obsérvese que los granos en el metal de soldadura solidificado son perpendiculares a su interfaz con
el metal base. (c) Cordón de soldadura sobre una tira de níquel laminado enfrío, producido por rayo
láser. (d) Perfil de microdureza (HV) a través de un cordón de soldadura. ------------------------------------ 25
Ilustración 15 parámetros recomendados por el fabricante del equipo. --------------------------------------------- 30
Ilustración 16 platina biselada a 30º con un talón de raíz de 1/8” ------------------------------------------------------- 39
Ilustración 17 ensamble previo de apéndices y posicionamiento de partes ------------------------------------------ 39
Ilustración 18 Primer cordón de soldadura para la pasada de raíz ------------------------------------------------------ 40
Ilustración 19 Cordones posteriores para las pasadas de relleno de la junta.---------------------------------------- 41
Ilustración 20 Cupón de prueba terminado. ------------------------------------------------------------------------------------ 41
Ilustración 21 indicaciones para la obtención de una muestra de una junta soldada.----------------------------- 42
Ilustración 22 Muestra tomada del cupón de prueba terminado. ------------------------------------------------------- 43
Ilustración 23 Secciones utilizadas en el examen metalográfico de las uniones soldadas. ----------------------- 43
Ilustración 24 Muestra lista para la preparación metalográfica. --------------------------------------------------------- 45
Ilustración 25 Microestructura través de la soldadura de un acero inoxidable de trabajo endurecido 304. 47
Ilustración 26 Cuadro Comparativo de la microestructura del metal base en sus diferentes espesores. ---- 48
Ilustración 27 Cuadro comparativo de las muestras tomadas de los cupones de prueba para el espesor de
1/4”en la interfaz de la zona afectada por el calor y el metal de aporte. -------------------------------------- 51
Ilustración 28 Cuadro comparativo de las muestras tomadas de los cupones de prueba para el espesor de
3/8”en la interfaz de la zona afectada por el calor y el metal de aporte. -------------------------------------- 53

5
Ilustración 29 Cuadro comparativo de las muestras tomadas de los cupones de prueba para el espesor de
1/2”en la interfaz de la zona afectada por el calor y el metal de aporte. -------------------------------------- 56
Ilustración 30 Cuadro comparativo de las muestras tomadas de los cupones de prueba para las
microestructuras de las soldaduras en cada uno de los parámetros establecidos para el proyecto. -- 57
Ilustración 31 Microscopio electrónico de barrido (MEB) FEI, modelo Quanta 200 ubicado en la
Universidad Nacional de Colombia. Sede Bogotá. Edificio Manuel Ancizar, Laboratorio de geología. 58
Ilustración 32 imágenes de referencia tomadas en el MEB de las muestras analizadas en el proyecto. ----- 59
Ilustración 33 Cuadro comparativo de las imágenes tomadas en el MEB de las muestras tomadas de los
cupones de prueba para el espesor de 1/4”en la interfaz de la zona afectada por el calor y el metal
de aporte. ------------------------------------------------------------------------------------------------------------------------- 61
Ilustración 34 Cuadro comparativo de las imágenes tomadas en el MEB de las muestras tomadas de los
cupones de prueba para el espesor de 3/8”en la interfaz de la zona afectada por el calor y el metal
de aporte. ------------------------------------------------------------------------------------------------------------------------- 63
Ilustración 35 Cuadro comparativo de las imágenes tomadas en el MEB de las muestras tomadas de los
cupones de prueba para el espesor de 1/2”en la interfaz de la zona afectada por el calor y el metal
de aporte. ------------------------------------------------------------------------------------------------------------------------- 65
Ilustración 36 Análisis químico del material base a 800x. ------------------------------------------------------------------ 66
Ilustración 37 Análisis químico del material de aporte a 800x ------------------------------------------------------------ 67
Ilustración 38 Esquema de una unión soldada donde se detalla la posición, dirección y zonas que serán
indentadas en el procedimiento de toma de microdurezas. ------------------------------------------------------- 68
Ilustración 39 Curvas comparativas de las microdurezas obtenidas de las muestras de 1/4 “de espesor. -- 70
Ilustración 40 Curvas comparativas de las microdurezas obtenidas de las muestras de 3/8 “de espesor. -- 71
Ilustración 41 Curvas comparativas de las microdurezas obtenidas de las muestras de 1/2 “de espesor. -- 72

6
LISTA DE TABLAS
Tabla 1 Conversión De Espesor De Material A Amperes -------------------------------------------------------------------- 18
Tabla 2 parámetros establecidos según los rangos de soldabilidad propuestos respecto al espesor. -------- 29
Tabla 3 Porcentajes de los elementos aleantes del acero A-36 es su estado de adquisición -------------------- 30
Tabla 4 Especificaciones estándar de la composición química de un acero A-36 ------------------------------------ 31
Tabla 5 Especificaciones mecánicas estándar para un acero A-36 ------------------------------------------------------- 32
Tabla 6 Especificaciones estándar de la composición química un alambre sólido de aporte para el proceso
GMAW ----------------------------------------------------------------------------------------------------------------------------- 33
Tabla 7 Porcentajes de los elementos aleantes alambre solido de aporte ER-70S-6 es su estado de
adquisición ------------------------------------------------------------------------------------------------------------------------ 35
Tabla 8 Especificaciones mecánicas estándar para un alambre solido de aporte ER-70S-6 ---------------------- 35
Tabla 9 Características físicas de los gases de protección más utilizados ---------------------------------------------- 37
Tabla 10 Descripción de las aplicaciones de las secciones utilizadas normalmente para un examen
metalográfico -------------------------------------------------------------------------------------------------------------------- 44
Tabla 11 Porcentajes de elementos aleantes del material base tomados de la prueba de espectrometría en
el SEM ------------------------------------------------------------------------------------------------------------------------------ 66
Tabla 12 Porcentajes de elementos aleantes del material de aporte tomados de la prueba de
espectrometría en el SEM ---------------------------------------------------------------------------------------------------- 67
Tabla 13 Valores experimentales de las microdurezas ---------------------------------------------------------------------- 69

7
1. INTRODUCCIÓN
Este estudio está enfocado básicamente en la caracterización de las alteraciones microestructurales del acero A-36 que se presentan en la ejecución de una aplicación de soldadura teniendo en cuenta las variables esenciales, no esenciales y suplementarias que se involucran en dicha práctica, la cual, es una de las más adoptadas y conocidas en importantes industrias metalmecánicas y metalurgias a nivel mundial.
Enmarcado en la conocida relevancia tanto del proceso de manufactura de la soldadura semiautomática como la de este acero convencional utilizado en amplia gama de fabricación de estructuras, es que se hace necesario recopilar información experimental de los fenómenos presentes al momento de aportar material adicional a temperaturas elevadas, con el fin de generar nuevo conocimiento en torno a la zona afectada por el calor ZAC y su interfaz con el metal de unión. Para este propósito se fabricarán cupones de prueba normalizados bajos estándares internacionales y parámetros específicos, que luego serán evaluados de forma visual en microscopios ópticos y de barrido para poder identificar constituyentes y formaciones regulares e irregulares así como sus distribuciones, las cuales se compararán directamente con un perfil de dureza con el fin de establecer una relación entre los microestructuras y las variables que se emplearán en cada probeta.
2. PLANTEAMIENTO DEL PROBLEMA
8
Debido a las nuevas investigaciones que se hacen a los materiales metálicos, se hace conveniente analizar las microestructuras de los mismos, las cuales son sometidas a diferentes procesos de manufactura y tratamientos térmicos. Con el fin de estudiar e identificar los componentes y las distribuciones presentes en el material, se emplea la Microscopia Electrónica de Barrido (SEM), la cual permite una aproximación bastante interesante a la composición química y la estructura cristalográfica de numerosas fases de transición de la zona afectada por el calor ZAC de la cual se conoce el alto grado de incidencia en el proceso de unión por soldadura.
Para el caso concreto de la soldadura semiautomática de alambre sólido con protección gaseosa activa o inerte (GMAW) o (Mig-Mag) se presentan formaciones irregulares justo en la interfaz del metal base y el metal de aporte conocidas como zonas de disolución parcial (PMZ), las cuales responden y se propagan directamente en función de la energía utilizada para ejecutar la unión termoquímica de los dos materiales, influyendo notoriamente en la calidad mecánica y en la durabilidad del ensamble, lo que valida la necesidad de un estudio para determinar el comportamiento de dichos fenómenos evaluando visualmente diferentes aplicaciones en condiciones y parámetros específicos, de manera que se pueda establecer cierta relación entre sí tomando en cuenta el tamaño y la distribución de las microestructuras generadas implícitamente en la ejecución del proceso.
3. JUSTIFICACIÓN
Por medio del control de la microestructura se puede mejorar la tenacidad de un metal soldado, para lo cual hay que tener en cuenta características fundamentales como las variaciones del grano y los microconstituyentes del metal soldado. En forma general se ha aceptado que hay componentes deseables y beneficiosos para una óptima integridad estructural como otros que no lo son. En busca de alcanzar una excelente resistencia mecánica y una alta tenacidad en metales soldados, es necesario investigar el comportamiento de nuevos procesos, aleaciones, metodologías y protocolos, así como el estudio del desempeño de los mismos, al someterlos a ciertas pruebas en condiciones específicas, para verificar sus propiedades y así poderles dar un uso categórico ideal.
Por lo cual, para este proyecto, es necesario un estudio riguroso de la estructura cristalina para definir la calidad del material, el tamaño del grano y los enlaces presentes en la zona afectada por el calor ZAC por medio de la microscopia electrónica de barrido, lo que eventualmente revelaría ventajas, desventajas, viabilidad e inviabilidad de las aplicaciones de soldadura en el acero A-36 con el proceso GMAW asociadas a todas las variables establecidas para tal propósito, todo esto sin contar con el adelanto tecnológico que se estaría dando al incorporar información y experimentos poco convencionales en esta rama de la ingeniería respecto a materiales en condiciones de fabricación específicas de la industrial colombiana, que hoy en día forman parte de la variedad de conocimiento en cuanto a metalurgia y soldadura propia de los procedimientos adelantados a nivel nacional,

9
adicionalmente se lograría ciertos avances dentro del campo de las discontinuidades y la defectología de la soldadura, la cual está limitada exclusivamente al estudio de casos concretos de criterios de aceptación y análisis de falla, los cuales se dictaminan con macroataques y caracterizaciones ópticas de baja potencia, dejando de lado estudios más especializados como los propuestos en este proyecto.
4. ESTADO DEL ARTE
4.1 Transformaciones En La Zona Afectada Por El Calor (ZAC)1
La respuesta del área próxima a la línea de fusión en una junta soldada depende de la naturaleza del material soldado y del proceso empleado. Debido a que el ciclo térmico es muy rápido, los materiales más afectados serán aquellos que aumentan su resistencia por tratamiento térmico. Las temperaturas en la ZAC varían entre las temperaturas ambiente y de líquido, por lo tanto muchos procesos metalúrgicos que se producen lentamente a temperatura ambiente, pues dependen de la difusión en estado sólido, pueden ocurrir muy rápidamente a temperaturas próximas a la de líquido.
Ilustración 1 La nucleación en los sólidos. La nucleación heterogénea puede dar lugar a defectos tales como dislocaciones en límites de grano, interfaces irregulares y las superficies libres. La nucleación
homogénea, en las regiones libres de defectos es rara.2
La transformación de sólido a líquido está gobernada por un proceso combinado de nucleación y crecimiento de cristales, y el tamaño, orientación y distribución de los granos producidos define las propiedades mecánicas y la sanidad de la estructura solidificada. Cada grano se inicia en un núcleo a partir del cual se 1http://campusvirtual.edu.uy/archivos/mecanicageneral/soldadura/05%20Metalurgia%20de%20la%20soldadura.pdf 2 Engineering Materials 2 An Introduction to Microstructures, Processing and Design Second Edition by Michael F. Ashby and David R. H. Jones Department of Engineering, Cambridge University, England (1999) Pág 68-76

10
produce el crecimiento. La nucleación puede iniciarse a partir de partículas sólidas externas suspendidas en el líquido. La nucleación heterogénea en la práctica industrial, en la gran mayoría de los casos es de nucleación heterogénea, originándose la misma en un sustrato presente en el líquido que debe solidificar. En general, cuanto mejor sea el “mojado” del líquido en el sustrato, más efectivo será inicio del proceso de nucleación.
Ilustración 2 Estructuras generadas en el calentamiento del ciclo térmico del proceso de soldadura de
un acero al carbono.3
El crecimiento de los cristales se da con la misma orientación cristalina que los granos de metal base parcialmente fundidos. Este fenómeno recibe el nombre de crecimiento epitaxial. El cuál es el mecanismo común a todos los procesos de soldadura por fusión, posibilitando la coalescencia buscada para tener continuidad entre el metal base y el metal de soldadura. Durante el crecimiento de estos granos iniciados epitaxialmente, se produce una selección de unos a expensas de otros, formándose una textura de crecimiento.
3 Modelo uliram para determinar nuevas composiciones químicas para materiales de aporte .Calderón Celis,
Julia Marilú Oficina General del Sistema de Bibliotecas y Biblioteca Central UNMSM
http://sisbib.unmsm.edu.pe/bibvirtualdata/tesis/ingenie/calderon_cj/Cap3.PDF

11
Este crecimiento competitivo se produce debido a que cada grano posee direcciones preferenciales de crecimiento. Por lo tanto, los granos que poseen esa orientación, o cercana a ella, tendrán mayor chance de acomodarse.
4.2 Tipos de fases en los aceros
En las aleaciones Fe-C pueden encontrarse hasta once constituyentes diferentes, que se denominan: Ferrita, Cementita, Perlita, Austenita, Martensita, Troostita Sorbita, Bainita, Ledeburita, Steadita y Grafito. Estos nombres tienen razones descriptivas para denominar las distintas estructuras que aparecen el diagrama Fe-C.
4.3 Origen de la Estructura en Soldadura
Se ha descrito en términos generales que la formación de la estructura primaria o de solidificación, que resulta del pasaje de líquido a sólido, por el cual se obtiene una estructura crecida epitaxialmente a partir de los granos parcialmente fundidos del metal base. Ésta estructura primaria corresponde a una determinada fase estable a la temperatura de solidificación. En el caso de materiales como aluminio, durante el enfriamiento desde la temperatura de fusión hasta la temperatura ambiente, la fase primaria conserva su estructura cristalina. En este caso la estructura del cordón soldado presente en servicio a temperatura ambiente estará compuesta por los granos originados durante la solidificación, conjuntamente con las inclusiones, porosidad, deformaciones y algunas discontinuidades. Las transformaciones de fase en estado sólido tienen una importancia tecnológica fundamental en los aceros, ya que permiten obtener diferentes propiedades mecánicas según sea el tratamiento termo-mecánico a que es sometido un material de una composición química dada. Durante la soldadura de un acero, el enfriamiento se produce en forma continua, dependiendo del material, proceso, espesor de las chapas, calor aportado, precalentamiento, temperatura interpase, entre otros.
4.4 Transformación De Austenita A Ferrita En Soldaduras De Bajo Carbono Y De Baja Aleación4
El desarrollo de la microestructura en dendritas o celdas en el metal de soldadura no siempre son discernibles. La microsegregación, especialmente la segregación 4 Welding metallurgy Sindo Kou.–2nd ed. 2003 EDITORIAL John Wiley & Sons, Inc. P 240-243

12
de solutos e impurezas a las regiones interdendríticas o intercelulares, lo que puede resultar en encapsulamiento de compuestos que en el metal de soldadura resultante puede ser perjudiciales para poner de manifiesto la estructura dendrítica o celular en el interior del grano a pesar de que la estructura del grano en sí todavía puede ser muy clara.
En segundo lugar, si la difusión en estado sólido se produce rápidamente, ya sea si la microsegregación es pequeña o está se homogeniza rápidamente, y las dendritas o celdas en el metal de soldadura resultante pueden ser poco claras.
En tercer lugar, después de la solidificación de las transformaciones de fase, si se producen, puede producir nuevas microestructuras en el interior del grano y / o a lo largo del límite de grano y en la estructura subgranular en el metal de soldadura resultante puede quedar ensombrecida.
Ilustración 3 Clasificación de las diferentes morfologías de ferrita de acuerdo al régimen de Dubé5
Los hexágonos representan las secciones transversales de los granos de austenita columnares en el metal de soldadura. Como la austenita se va enfriando desde una temperatura alta, la ferrita se centraliza en el límite de grano y crece en el interior. El límite de grano de la ferrita también se llama ferrita "alotriomórfica", lo que significa que se trata de una ferrita que refleja su estructura cristalina interna sin forma de fases regulares.
A temperaturas más bajas la movilidad del frente de crecimiento planar del límite de grano de ferrita disminuye y la ferrita Widmanstatten, también llamada placa lateral de ferrita, las forma en su lugar. Estas placas laterales pueden crecer más rápido
5 ASM Handbook.Welding, brazing and soldering. Vol. 6 (Agosto de1993); p.197, 210, 206, 264, 570.
13
porque el carbono, en lugar de acumularse en el plano frontal de crecimiento, se empuja a los lados de la punta de crecimiento.
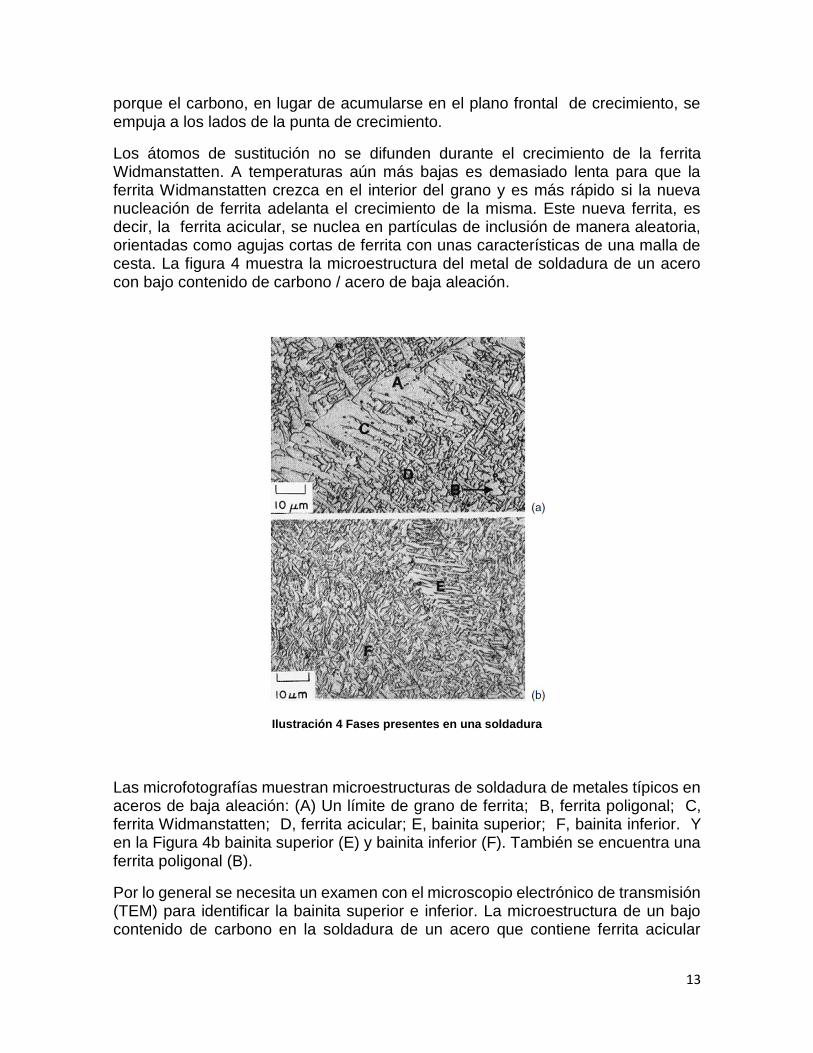
Los átomos de sustitución no se difunden durante el crecimiento de la ferrita Widmanstatten. A temperaturas aún más bajas es demasiado lenta para que la ferrita Widmanstatten crezca en el interior del grano y es más rápido si la nueva nucleación de ferrita adelanta el crecimiento de la misma. Este nueva ferrita, es decir, la ferrita acicular, se nuclea en partículas de inclusión de manera aleatoria, orientadas como agujas cortas de ferrita con unas características de una malla de cesta. La figura 4 muestra la microestructura del metal de soldadura de un acero con bajo contenido de carbono / acero de baja aleación.
Ilustración 4 Fases presentes en una soldadura
Las microfotografías muestran microestructuras de soldadura de metales típicos en aceros de baja aleación: (A) Un límite de grano de ferrita; B, ferrita poligonal; C, ferrita Widmanstatten; D, ferrita acicular; E, bainita superior; F, bainita inferior. Y en la Figura 4b bainita superior (E) y bainita inferior (F). También se encuentra una ferrita poligonal (B).
Por lo general se necesita un examen con el microscopio electrónico de transmisión (TEM) para identificar la bainita superior e inferior. La microestructura de un bajo contenido de carbono en la soldadura de un acero que contiene ferrita acicular
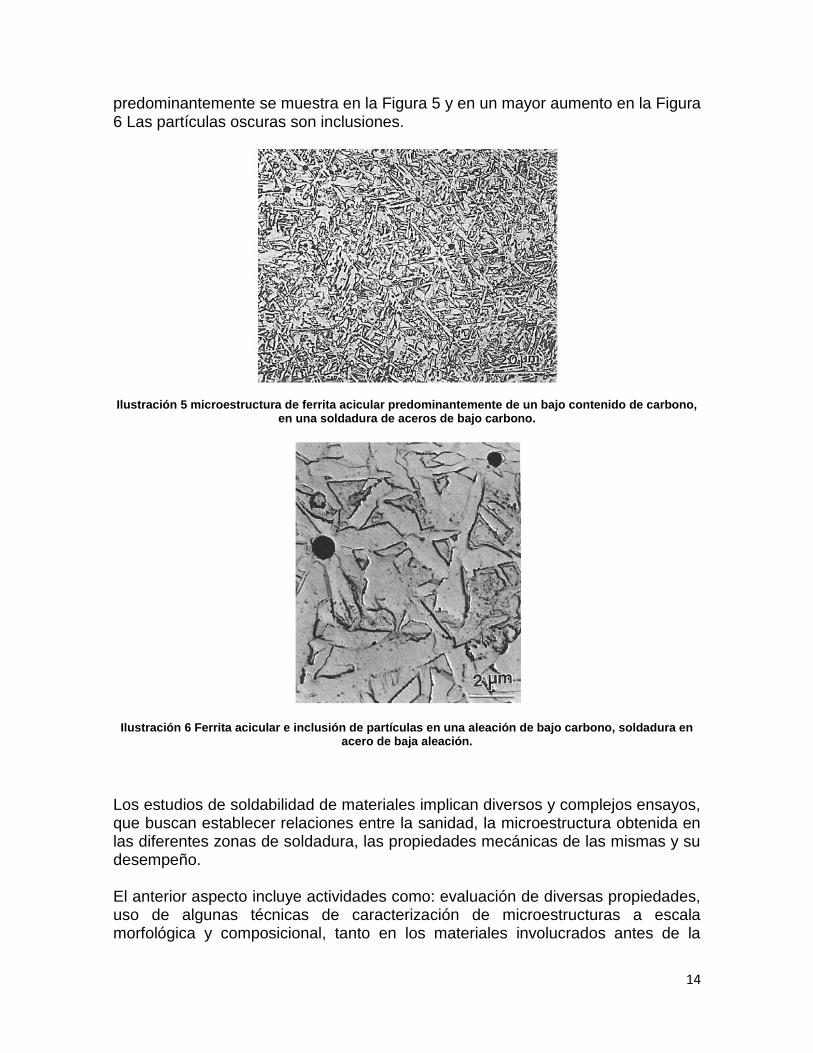
14
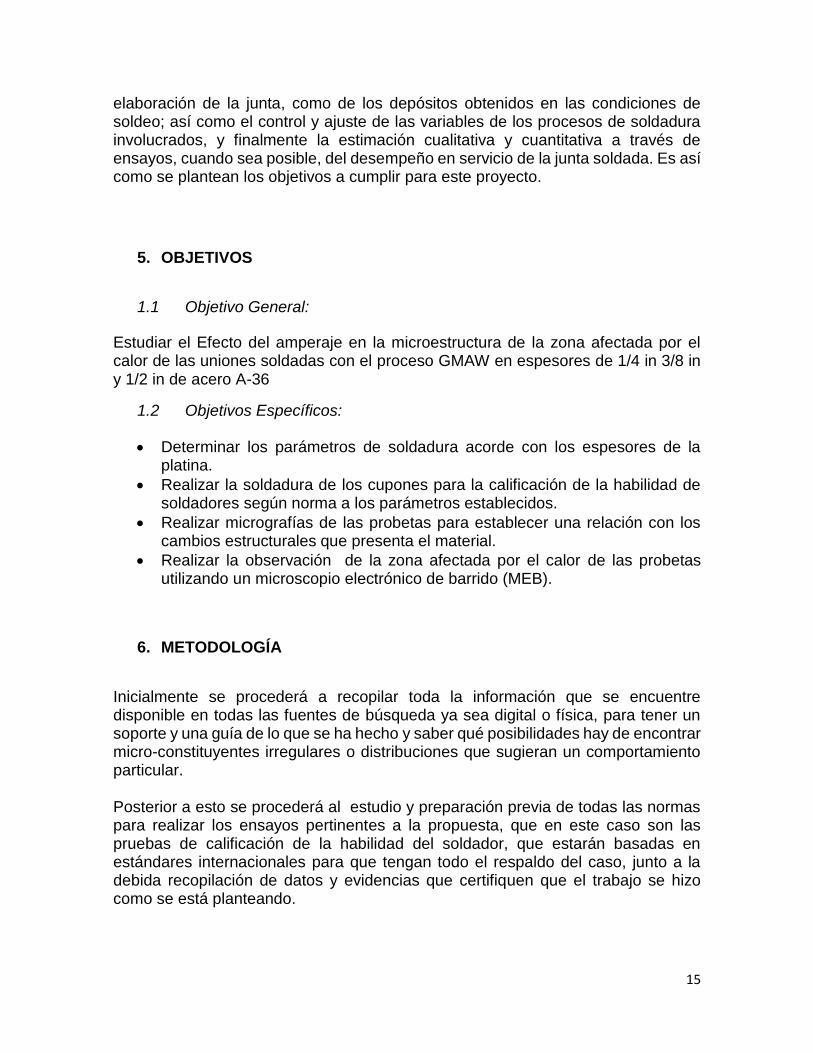
predominantemente se muestra en la Figura 5 y en un mayor aumento en la Figura 6 Las partículas oscuras son inclusiones.
Ilustración 5 microestructura de ferrita acicular predominantemente de un bajo contenido de carbono, en una soldadura de aceros de bajo carbono.
Ilustración 6 Ferrita acicular e inclusión de partículas en una aleación de bajo carbono, soldadura en acero de baja aleación.
Los estudios de soldabilidad de materiales implican diversos y complejos ensayos, que buscan establecer relaciones entre la sanidad, la microestructura obtenida en las diferentes zonas de soldadura, las propiedades mecánicas de las mismas y su desempeño. El anterior aspecto incluye actividades como: evaluación de diversas propiedades, uso de algunas técnicas de caracterización de microestructuras a escala morfológica y composicional, tanto en los materiales involucrados antes de la
15
elaboración de la junta, como de los depósitos obtenidos en las condiciones de soldeo; así como el control y ajuste de las variables de los procesos de soldadura involucrados, y finalmente la estimación cualitativa y cuantitativa a través de ensayos, cuando sea posible, del desempeño en servicio de la junta soldada. Es así como se plantean los objetivos a cumplir para este proyecto.
5. OBJETIVOS
1.1 Objetivo General:
Estudiar el Efecto del amperaje en la microestructura de la zona afectada por el calor de las uniones soldadas con el proceso GMAW en espesores de 1/4 in 3/8 in y 1/2 in de acero A-36
1.2 Objetivos Específicos:
Determinar los parámetros de soldadura acorde con los espesores de la platina.
Realizar la soldadura de los cupones para la calificación de la habilidad de soldadores según norma a los parámetros establecidos.
Realizar micrografías de las probetas para establecer una relación con los cambios estructurales que presenta el material.
Realizar la observación de la zona afectada por el calor de las probetas utilizando un microscopio electrónico de barrido (MEB).
6. METODOLOGÍA
Inicialmente se procederá a recopilar toda la información que se encuentre disponible en todas las fuentes de búsqueda ya sea digital o física, para tener un soporte y una guía de lo que se ha hecho y saber qué posibilidades hay de encontrar micro-constituyentes irregulares o distribuciones que sugieran un comportamiento particular. Posterior a esto se procederá al estudio y preparación previa de todas las normas para realizar los ensayos pertinentes a la propuesta, que en este caso son las pruebas de calificación de la habilidad del soldador, que estarán basadas en estándares internacionales para que tengan todo el respaldo del caso, junto a la debida recopilación de datos y evidencias que certifiquen que el trabajo se hizo como se está planteando.

16
Más adelante se deberá adquirir el material que es el acero A-36 en su estado de entrega que básicamente lo que significa es que se va a empezar a trabajar con las especificaciones del fabricante, que son de un perfil determinado para este fin, y su geometría será según las dimensiones designadas por la normativa que intervenga en este caso. De esta manera se tendrán unos cupones soldados con diferentes espesores y a diferentes amperajes traducidos en aportes muy puntuales de temperatura en las juntas, lo cual dará como resultado formaciones bastantes particulares en cada uno de los casos los cuales serán materia de estudio en el proyecto. Donde se cuenta con tres probetas de cada espesor para un total de nueve cupones donde se ejecutará una aplicación de soldadura con variables recomendadas por los fabricantes, otras por encima y otras por debajo de dichos valores conservando la proporcionalidad y la trazabilidad del caso. Después se harán las respectivas preparaciones metalografías de pulimento y ataque superficial para poder localizar las zonas de manera global en un microscopio convencional, donde finalmente se procederá a practicar el análisis en el microscopio electrónico de barrido (SEM) para identificar las zonas de disolución parcial en el material trabajado y realizar una comparación cualitativa y cuantitativa entre los espesores y los amperajes propuestos.
7. MARCO TEÓRICO
7.1 Proceso De Soldadura 6
Los procesos de soldadura implican la fusión parcial y la unión entre dos miembros. En este contexto, la soldadura por fusión se define como la fusión y coalescencia de materiales mediante calor. Se pueden usar metales de aporte (que son metales agregados a la zona de soldadura durante la operación). Las soldaduras por fusión realizadas sin agregar metales de aporte se denominan soldaduras autógenas.
Estos procesos incluyen los procesos de soldado mediante oxígeno y combustible gaseosos, de arco y de haces de alta energía (rayo láser y haz de electrones), que tienen aplicaciones importantes y únicas en la manufactura moderna. Junto con la descripción de las características de la zona de soldadura y de la amplia variedad de discontinuidades y defectos que pueden existir en las uniones soldadas, teniendo la soldabilidad de diversos metales y aleaciones ferrosas y no ferrosas.
7.2 GMAW (Gas Metal Arc Welding O Soldadura A Gas Y Arco Metálico)
En la soldadura por arco metálico y gas (GMAW, por sus siglas en inglés), desarrollada en la década de 1950 y antes denominada soldadura metálica en gas
6 KALPAKJIAN, Serope and SCHMID, Steven R., Manufacturing Engineering and Technology, Prentice Hall, 2001, pp. 900-950.
17
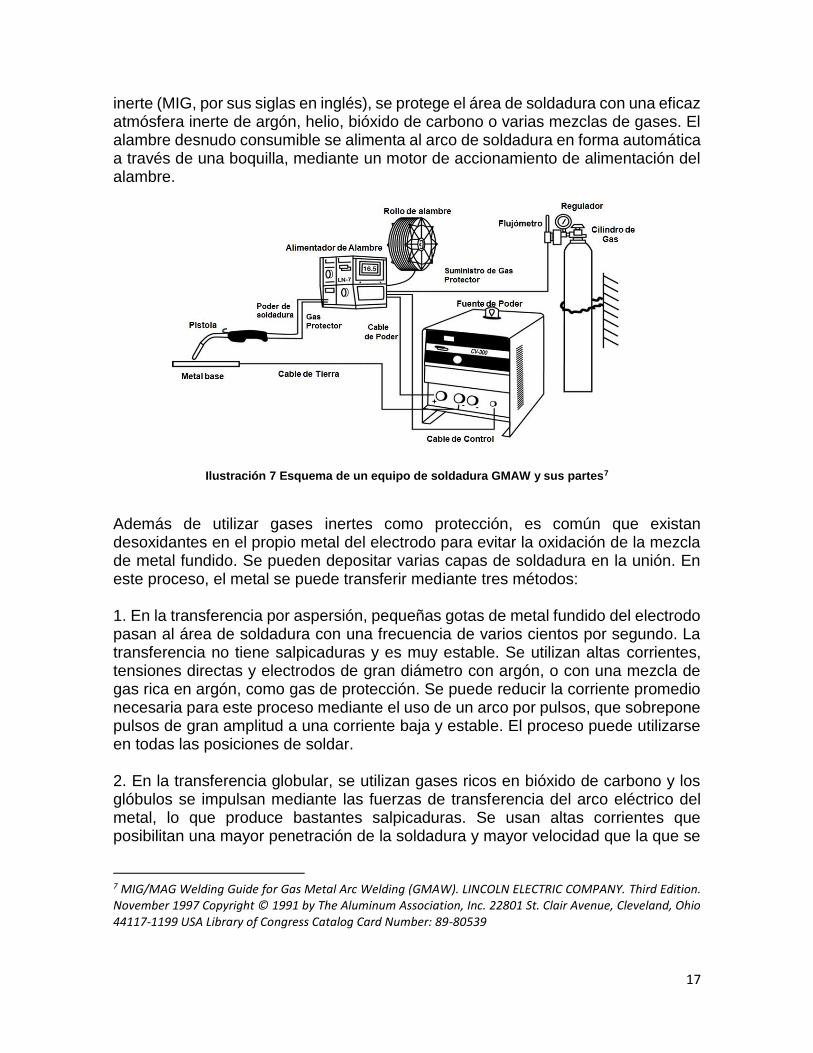
inerte (MIG, por sus siglas en inglés), se protege el área de soldadura con una eficaz atmósfera inerte de argón, helio, bióxido de carbono o varias mezclas de gases. El alambre desnudo consumible se alimenta al arco de soldadura en forma automática a través de una boquilla, mediante un motor de accionamiento de alimentación del alambre.
Ilustración 7 Esquema de un equipo de soldadura GMAW y sus partes7
Además de utilizar gases inertes como protección, es común que existan desoxidantes en el propio metal del electrodo para evitar la oxidación de la mezcla de metal fundido. Se pueden depositar varias capas de soldadura en la unión. En este proceso, el metal se puede transferir mediante tres métodos: 1. En la transferencia por aspersión, pequeñas gotas de metal fundido del electrodo pasan al área de soldadura con una frecuencia de varios cientos por segundo. La transferencia no tiene salpicaduras y es muy estable. Se utilizan altas corrientes, tensiones directas y electrodos de gran diámetro con argón, o con una mezcla de gas rica en argón, como gas de protección. Se puede reducir la corriente promedio necesaria para este proceso mediante el uso de un arco por pulsos, que sobrepone pulsos de gran amplitud a una corriente baja y estable. El proceso puede utilizarse en todas las posiciones de soldar. 2. En la transferencia globular, se utilizan gases ricos en bióxido de carbono y los glóbulos se impulsan mediante las fuerzas de transferencia del arco eléctrico del metal, lo que produce bastantes salpicaduras. Se usan altas corrientes que posibilitan una mayor penetración de la soldadura y mayor velocidad que la que se
7 MIG/MAG Welding Guide for Gas Metal Arc Welding (GMAW). LINCOLN ELECTRIC COMPANY. Third Edition. November 1997 Copyright © 1991 by The Aluminum Association, Inc. 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199 USA Library of Congress Catalog Card Number: 89-80539

18
alcanza con la transferencia por aspersión. Es común unir las piezas más pesadas por medio de este método. 3. En el cortocircuito, el metal se transfiere en forma de gotitas individuales (más de 50 por segundo) cuando la punta del electrodo toca el metal fundido de soldadura y hace cortocircuito. Se utilizan corrientes y tensiones bajas, con gases ricos en bióxido de carbono y electrodos de alambre de diámetro pequeño. La potencia requerida es de unos 2 kW.
Ilustración 8 tipos de transferencia del material de aporte en el proceso GMAW 8
7.3 Conversión De Espesor De Material A Amperes9 Aproximaciones y recomendaciones basadas en la trayectoria del fabricante para poder interpretar la unidad [IPM] (inches per minute/ pulgadas por minuto) • 0.001in = 1 Ampere • 1/8” = 0.125 in • 0.125 in = 125 A
Tabla 1 Conversión De Espesor De Material A Amperes10
Diámetro del alambre Rango de amperes Velocidad de alambre aproximada
0.030 in 2 in por ampere 2 X 125 A = 250 ipm
0.035 in 1.6 in por ampere 1.6 X 125 A = 200 ipm
8ASM international HANDBOOK VOLUME 6 WELDING, BRAZING, AND SOLDERING 1993 Pág 570
9 Guidelines for Gas Metal Arc Welding (GMAW). Miller Electric Mfg. Co. An Illinois Tool Works Company 1635 West Spencer Street Appleton, WI 54914 USA 154 557 A 2007−02 10 Guidelines for Gas Metal Arc Welding (GMAW). Miller Electric Mfg. Co. An Illinois Tool Works Company 1635 West Spencer Street Appleton, WI 54914 USA 154 557 A 2007−02 Pág 7

19
0.045 in 1 in por ampere 1 X 125 A = 125 ipm
Se define el calor aportado como el cociente entre la potencia entregada (I x Va) y la velocidad de avance del electrodo: Q = I x Va / vel av (A .V /mm.s-1) = (kJ/mm) 11
7.4 Variables de soldadura que afectan la dilución
Gran cantidad de operaciones se realizan con los procesos de soldadura por arco eléctrico. Debido a la importancia de la dilución del material de aporte, es necesario conocer el efecto de cada variable. Las mismas son:
7.4.1 Amperaje: Incrementando el amperaje (densidad de corriente) aumenta la dilución. El arco es más caliente y rígido, la penetración es más profunda y mayor es la fusión del metal base.
7.4.2 Polaridad: Con corriente directa con polo negativo al electrodo (DCEN) da menos penetración y, por lo tanto, menor dilución que con el electrodo al polo positivo (DCEP). Alternando las corrientes da diluciones intermedias a ambas.
7.4.3 Diámetro del electrodo: Diámetros pequeños de electrodo significan menores amperajes y por lo tanto menor dilución. En soldadura por arco bajo protección gaseosa, para un dado amperaje, diámetros grandes de electrodo (y bajas densidades de corriente) dan diluciones más bajas si el mayor diámetro resulta en transferencia globular; mientras que los diámetros más pequeños resultan en transferencia de rocío. Con otros procesos de soldadura el resultado puede variar.
7.4.4 Extensión del electrodo: Un electrodo largo disminuye la dilución (para procesos con electrodo consumible) por incremento en la velocidad de fusión del electrodo (calor = I2R) y la difusión de la energía del arco mientras ésta afecte sobre el metal base. A la inversa, un electrodo corto incrementa la dilución, dentro de ciertos límites.
7.4.5 Paso o separación de cordones:
11 K. Weman, Welding Processes Handbook, ed. CRC. 2003
20
Una ajustada separación entre cordones (mayor superposición) reduce la dilución debido a que mayor cantidad de cordones previos y menor material base se refunden e incorporan a la pileta líquida. Una amplia separación de cordones (menor sobreposición) incrementa la dilución.
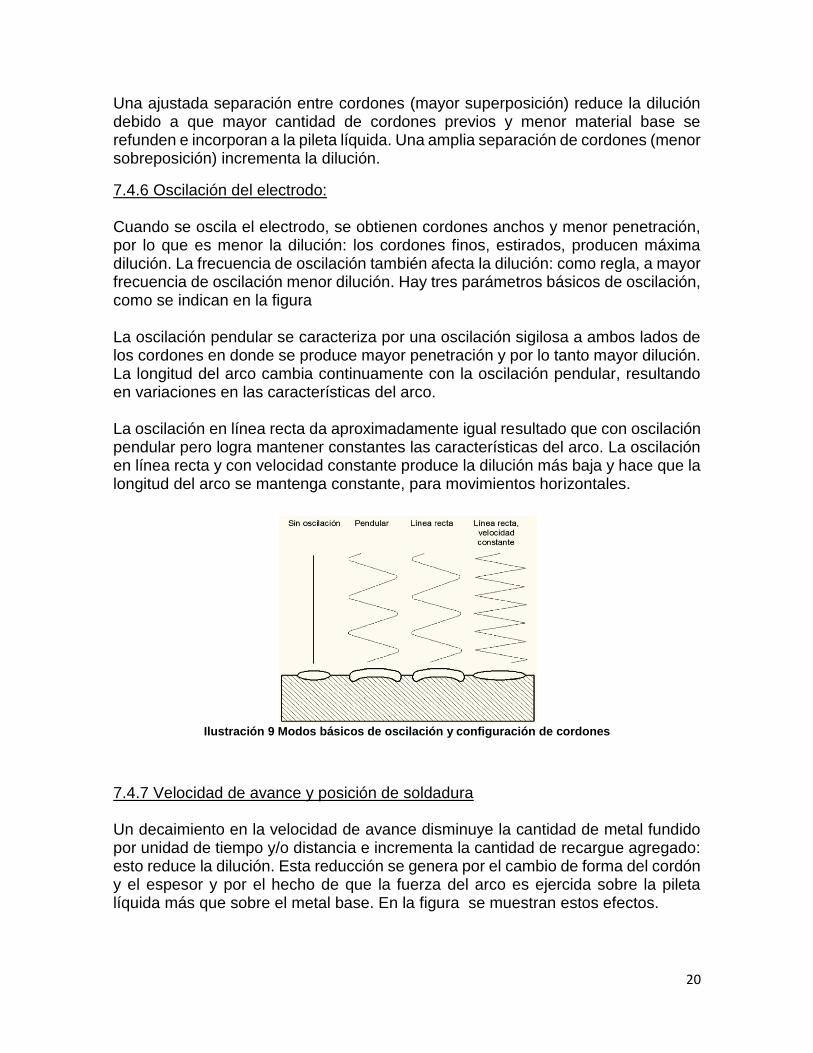
7.4.6 Oscilación del electrodo: Cuando se oscila el electrodo, se obtienen cordones anchos y menor penetración, por lo que es menor la dilución: los cordones finos, estirados, producen máxima dilución. La frecuencia de oscilación también afecta la dilución: como regla, a mayor frecuencia de oscilación menor dilución. Hay tres parámetros básicos de oscilación, como se indican en la figura La oscilación pendular se caracteriza por una oscilación sigilosa a ambos lados de los cordones en donde se produce mayor penetración y por lo tanto mayor dilución. La longitud del arco cambia continuamente con la oscilación pendular, resultando en variaciones en las características del arco. La oscilación en línea recta da aproximadamente igual resultado que con oscilación pendular pero logra mantener constantes las características del arco. La oscilación en línea recta y con velocidad constante produce la dilución más baja y hace que la longitud del arco se mantenga constante, para movimientos horizontales.
Ilustración 9 Modos básicos de oscilación y configuración de cordones
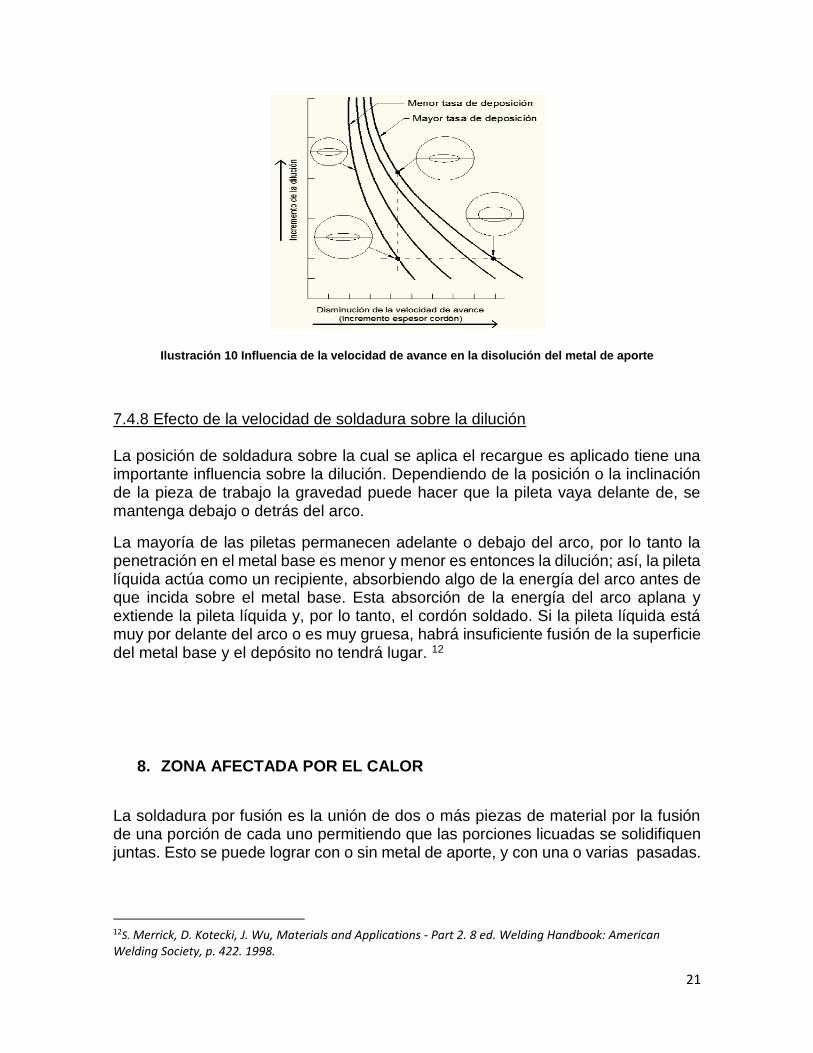
7.4.7 Velocidad de avance y posición de soldadura Un decaimiento en la velocidad de avance disminuye la cantidad de metal fundido por unidad de tiempo y/o distancia e incrementa la cantidad de recargue agregado: esto reduce la dilución. Esta reducción se genera por el cambio de forma del cordón y el espesor y por el hecho de que la fuerza del arco es ejercida sobre la pileta líquida más que sobre el metal base. En la figura se muestran estos efectos.
21
Ilustración 10 Influencia de la velocidad de avance en la disolución del metal de aporte
7.4.8 Efecto de la velocidad de soldadura sobre la dilución La posición de soldadura sobre la cual se aplica el recargue es aplicado tiene una importante influencia sobre la dilución. Dependiendo de la posición o la inclinación de la pieza de trabajo la gravedad puede hacer que la pileta vaya delante de, se mantenga debajo o detrás del arco.
La mayoría de las piletas permanecen adelante o debajo del arco, por lo tanto la penetración en el metal base es menor y menor es entonces la dilución; así, la pileta líquida actúa como un recipiente, absorbiendo algo de la energía del arco antes de que incida sobre el metal base. Esta absorción de la energía del arco aplana y extiende la pileta líquida y, por lo tanto, el cordón soldado. Si la pileta líquida está muy por delante del arco o es muy gruesa, habrá insuficiente fusión de la superficie del metal base y el depósito no tendrá lugar. 12
8. ZONA AFECTADA POR EL CALOR
La soldadura por fusión es la unión de dos o más piezas de material por la fusión de una porción de cada uno permitiendo que las porciones licuadas se solidifiquen juntas. Esto se puede lograr con o sin metal de aporte, y con una o varias pasadas.
12S. Merrick, D. Kotecki, J. Wu, Materials and Applications - Part 2. 8 ed. Welding Handbook: American Welding Society, p. 422. 1998.

22
El término "soldadura" se refiere a la zona de coalescencia producida por este proceso.
Una unión soldada es un compuesto de tres regiones: la zona de fusión, la zona afectada por el calor, y de los metales básicos no afectados. La zona de fusión es el material que se funde durante la soldadura. Es confinado por la línea de fusión. El material de la zona de fusión por lo general tiene una composición química similar a la del metal base. En la zona afectada por el calor, que es la zona adyacente a la zona de fusión, el material tiene sometido a un ciclo térmico que altera notablemente la Microestructura del material de base. El metal base es el material que no es alterado por soldadura. 13
Ilustración 11 Esquemático que muestra subzonas que pueden formarse en la ZAC de un acero al carbono Que contenía 0,15% C. 14
8.1 Ciclo Térmico De La Soldadura 15
Debido a que la energía involucrada en el proceso de soldadura es muy alta, se tienen afectaciones en los materiales a juntar que se deben tomar en consideración,
13 Welding metallurgy Sindo Kou.–2nd ed. 2003 EDITORIAL John Wiley & Sons, Inc. P 348-357 14 ASM international HANDBOOK VOLUME 6 WELDING, BRAZING, AND SOLDERING 1993 15 Groover, Mikell, FUNDAMENTOS DE MANUFACTURA MODERNA, Editorial Prentice Hall, Primera edición, México, 1997

23
dado que el arco eléctrico que se forma para poder fundir el material de aporte sobre los 1400ºC oscila entre los 3000ºC y los 4000ºC.
Teniendo en cuenta que el material de aporte en los procesos de unión siempre va a representar una fracción pequeña en comparación con el volumen de las piezas a juntar, es que se describe una curva tiempo-temperatura muy diferente a las que se pueden encontrar en un procedimiento de tratamiento térmico convencional, puesto que los tiempos de enfriamiento son bastante breves producto de la transferencia de calor que ocurre a lo largo del material luego de la deposición del metal de aporte a las temperaturas de líquido.
Ilustración 12 El gráfico de la izquierda muestra cómo la temperatura en un punto en los cambios de plancha matriz como la arco de soldadura pasa por allí. El punto elegido aquí es bastante cerca del
borde de la placa, que es la razón de que llegue una temperatura de pico alto. Un punto más lejos del borde no alcanzaría una temperatura tan alta pico.
Esto hace que las fases de la Microestructura sean particularmente diferentes a las del hierro puro a las del acero sometido a tratamiento térmico en la zona afectada por el calor y sus alrededores,16 sabiendo que normalmente la sección de una placa en un proceso de soldadura se calienta por encima de los 650 ºC lo que como resultado afecta sus propiedades mecánicas. Por esta razón, se denomina zona afectada por el calor ([HAZ] Heat Affected Zone / [ZAC] zona afectada por el calor). La cual está dentro del propio metal base, pero las porciones del metal base que se encuentran los suficientemente alejadas de la fuente de calor no sufren ningún
16 Engineering Materials 2 An Introduction to Microstructures, Processing and Design Second Edition by Michael F. Ashby and David R. H. Jones Department of Engineering, Cambridge University, England (1999) pg. 136-138

24
cambio estructural durante el soldado debido a que se someten a una temperatura mucho menor.
Los cambios más importantes se producen en la parte de la ZAC que ha sido calentada por encima de la temperatura A3 (Fig.). A medida que el arco se mueve, esta parte de la ZAC puede enfriarse rápidamente hasta los 100 ºC. Con un acero al carbono de grano fino esto no debería ser un problema: Pero algunos casos la ZAC en el acero sube a temperaturas tan altas como 1400 ºC. En tales Las temperaturas de difusión son extremadamente rápidas, y en sólo unos pocos segundos se puede lograr un significativo crecimiento de grano.17
8.2 Solidificación Del Metal De Soldadura.18
Después de aplicar calor e introducir el metal de aporte (en su caso) en la zona de soldadura, la unión soldada se deja enfriar a temperatura ambiente sí el procedimiento y las especificaciones lo permiten. El proceso de solidificación es similar al de la fundición y comienza con la formación de granos columnares (dendríticos). Estos granos son relativamente largos y se forman paralelos al flujo de calor.
Debido a que los metales son mejores conductores de calor que el aire circundante, los granos se disponen de manera paralela al plano de los dos componentes que se están soldando. Por el contrario se muestran los granos en una soldadura poco profunda. La estructura y el tamaño del grano dependen de la aleación metálica específica, el proceso particular de soldadura empleado y el tipo de metal de aporte. Debido a que comienza en un estado fundido, el metal de soldadura básicamente tiene una estructura colada, y ya que se enfría de manera lenta, posee granos gruesos.
En consecuencia, esta estructura suele tener baja resistencia, tenacidad y ductilidad. Sin embargo, la selección apropiada de la composición del metal de aporte, o de los tratamientos térmicos posteriores al soldado, pueden mejorar las propiedades mecánicas de la unión.
17 Groover, Mikell, FUNDAMENTOS DE MANUFACTURA MODERNA, Editorial Prentice Hall, Primera edición, México, 1997. 18 KALPAKJIAN, Serope and SCHMID, Steven R., Manufacturing Engineering and Technology, Prentice Hall, 2001.

25
Ilustración 13 Características de una zona normal de fusión-soldadura en la soldadura con oxígeno y combustible gaseosos y por arco eléctrico.
La estructura resultante depende de la aleación en particular, su composición y el ciclo térmico al que se somete la unión. Por ejemplo, se pueden controlar y reducir las velocidades de enfriamiento mediante el precalentamiento del área general de la soldadura antes de soldar. El precalentamiento es importante, sobre todo para metales que tienen alta conductividad térmica, como el aluminio y el cobre. Sin precalentamiento, el calor producido durante la soldadura se disipa con rapidez a través del resto de las partes que se están uniendo
Ilustración 14 Estructura de los granos en (a) una soldadura profunda, y (b) una soldadura poco profunda. Obsérvese que los granos en el metal de soldadura solidificado son perpendiculares a su
interfaz con el metal base. (c) Cordón de soldadura sobre una tira de níquel laminado enfrío, producido por rayo láser. (d) Perfil de microdureza (HV) a través de un cordón de soldadura.

26
Las propiedades y la microestructura de la HAZ dependen de (a) la velocidad de suministro de calor y de enfriamiento, y (b) la temperatura a la que se elevó esta zona. Además de los factores metalúrgicos (como el tamaño original y la orientación del grano, y el grado de trabajo en frío previo), las propiedades físicas (entre ellas el calor específico y la conductividad térmica de los metales) también afectan el tamaño y las características de esta zona. La resistencia y dureza de la zona afectada por el calor dependen en parte de la forma en que se desarrollaron la resistencia y dureza originales del metal base antes de la soldadura, éstas pudieron haberse desarrollado mediante (a) el trabajo en frío; (b) el reforzamiento por solución sólida; (c) el endurecimiento por precipitación, o (d) diversos tratamientos térmicos. Los efectos de estos métodos de reforzamiento son complejos y la forma más simple de analizarlos es la del metal base que se ha trabajado en frío, como por laminado o forja en frío. 19
9. PROCEDIMIENTO
Inicialmente se procede a la obtención de los cupones de prueba soldados bajo los parámetros y los requerimientos de la norma ASME sección IX en la cual se disponen los pasos y las recomendaciones a tener en cuenta para la calificación de las habilidades de los soldadores que optan por alinearse al cumplimiento de estos criterios de calidad tomando en consideración el tipo de proceso de soldadura, el diseño de la unión, el metal base, el metal de aporte, la protección contra la acción atmosférica, la posición de la soldadura, las características eléctricas con las cuales se suelde y la técnica para realizar el cordón. Las especificaciones técnicas y tecnológicas de las aplicaciones de soldadura en los cupones de prueba se deben relacionar en un documento conocido como ([WPS] welding procedure specificaction / [EPS] especificación del procedimiento de soldadura) el cual tiene como función la preservación de la trazabilidad de los procesos asociados a la soldadura de una pieza, con el fin de mantener la calidad y la integridad estructural de las uniones descritas en este. Además de servir como instructivo para el ejecutor de la aplicación, el WPS también cuenta con toda la información referente a las materias primas, consumibles y variables a tener en cuenta a la hora de realizar la aplicación de la soldadura.
19Groover, Mikell, FUNDAMENTOS DE MANUFACTURA MODERNA, Editorial Prentice Hall, Primera edición, México, 1997
pp. 900-950.

27
9.1 Especificaciones Del Procedimiento De Soldadura (WPS)

28
Nota: considerando las recomendaciones y las indicaciones mandatorias de las normas AWS D1.1 y ASME sección IX, se tiene que en el momento de que se modifique una variable esencial, no esencial o suplementaria se debe elaborar un nuevo WPS, ya que esto lo convierte en un procedimiento completamente diferente.

29
Evitando caer en la redundancia de la generación de documentos prácticamente idénticos, es que se relacionan como variaciones 1) el número de cordones necesarios para completar la junta: en donde para 1/4” se requirieron tres cordones más el de respaldo y para 3/8” y 1/2” se requirieron 4 cordones más el de respaldo. 2) el calor aportado a cada probeta con su respectivo espesor, lo cual se presenta en la tabla a continuación, donde se muestran las variaciones eléctricas que se contemplaron tanto para la ejecución del proyecto, como para la construcción de las especificaciones de procedimiento como tal.
9.2 Variaciones Eléctricas Para La Ejecución De Los Cupones De Prueba
Tabla 2 parámetros establecidos según los rangos de soldabilidad propuestos respecto al espesor.
Para la determinación de estos valores se tuvo como punto de partida las recomendaciones del fabricante del equipo de soldadura, en las cuales se sugieren los parámetros de voltaje y amperaje en función de variables intrínsecas del proceso como los son, el espesor de la platina, el gas de protección, la posición de soldeo, el diámetro del aporte y el tipo de transferencia del mismo al metal base.
Parámetro/Espesor 1/4" 3/8" 1/2"
VOLTAJE IPM VOLTAJE IPM VOLTAJE IPM
Bajo 20 315 23 355 26 395
Recomendado 21 330 24 370 27 410
Alto 22 345 25 385 28 425

30
Ilustración 15 parámetros recomendados por el fabricante del equipo.
Nota: en la imagen se muestran resaltados los tres valores de partida para la ejecución de los cupones de prueba donde: [1) es 21 voltios / 275 IPM 2) es 23 voltios / 350 IPM 3) es 24 voltios / 380 IPM] los cuales fueron validados de manera experimental directamente en el proceso junto a variables intrínsecas mencionadas anteriormente, propias del lugar de trabajo, para finalmente obtener los valores definitivos con los cuales se realizaron las pruebas.
10. METAL BASE
Como ya se mencionó en el WPS, el acero empleado es un ASTM A-36, el cual tiene unas características químicas y mecánicas propias que se deben tener presentes al momento del diseño y construcción de cualquier estructura. A continuación se relaciona dicha información, en donde, acatando las recomendaciones de la norma citada para la elaboración del proyecto, se deben comparar con estándares internacionales que determinan los límites máximos y mínimos que debe tener el material para poderse considerar equivalente con dicho estándar.
1.3 Composición Química (Estado De Entrega)
Tabla 3 Porcentajes de los elementos aleantes del acero A-36 es su estado de
adquisición
Elemento C Mn P S Si Al Cu Mo Cr Ni Nb V Ti B
Peso (%) 0,13 1,01 0,018 0,008 0,25 0,032 0,016 0,002 0,016 0,008 0,001 0,002 0,002 0,0013
31
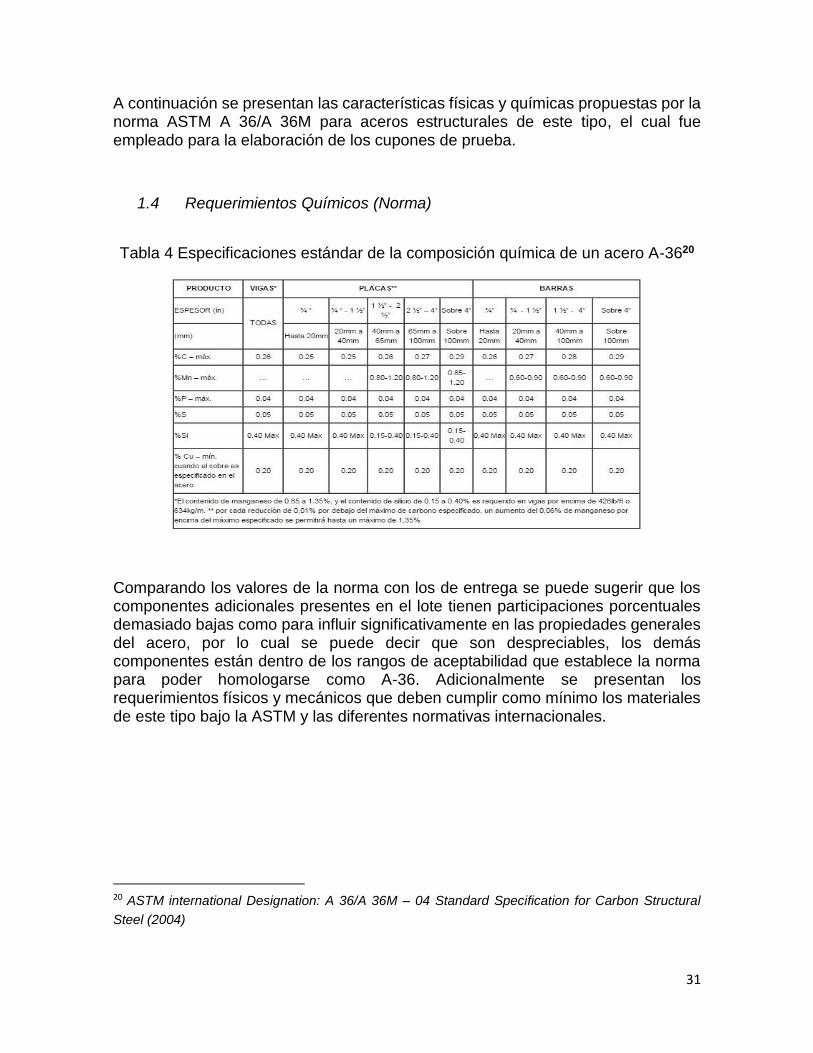
A continuación se presentan las características físicas y químicas propuestas por la norma ASTM A 36/A 36M para aceros estructurales de este tipo, el cual fue empleado para la elaboración de los cupones de prueba.
1.4 Requerimientos Químicos (Norma)
Tabla 4 Especificaciones estándar de la composición química de un acero A-3620
Comparando los valores de la norma con los de entrega se puede sugerir que los componentes adicionales presentes en el lote tienen participaciones porcentuales demasiado bajas como para influir significativamente en las propiedades generales del acero, por lo cual se puede decir que son despreciables, los demás componentes están dentro de los rangos de aceptabilidad que establece la norma para poder homologarse como A-36. Adicionalmente se presentan los requerimientos físicos y mecánicos que deben cumplir como mínimo los materiales de este tipo bajo la ASTM y las diferentes normativas internacionales.
20 ASTM international Designation: A 36/A 36M – 04 Standard Specification for Carbon Structural
Steel (2004)

32
1.5 Propiedades Físicas (Norma)
Tabla 5 Especificaciones mecánicas estándar para un acero A-3621
Habiendo determinado la correspondencia del metal de entrega con el metal que sugiere la norma, se procede a evaluar de la misma manera las características físicas y metalúrgicas del metal de aporte con el fin de mantener un estricto seguimiento a la trazabilidad de los materiales y consumibles empleados para la ejecución del proyecto.
11. COMPOSICIÓN DE LA SOLDADURA
La composición de una soldadura tendrá un efecto significativo en su desempeño, contribuyendo tanto a la mecánica y propiedades de corrosión de la soldadura. En algunos casos, los efectos pueden ser drásticos, tal como la sensibilización de acero inoxidable o el cambio de la temperatura de transición de dúctil a frágil de los aceros ferríticos en una cantidad suficiente para producir la rotura frágil bajo uso normal. En un número de casos, los elementos particulares regirán la propensión a ciertos defectos o el comportamiento.
Lo cual hace indispensable una adecuada selección del material de aporte y una debida caracterización del mismo, sabiendo de antemano las condiciones específicas tanto del material base como los detalles del proceso, para así poder llegar a la decisión más acertada a la hora de construir un procedimiento de soldadura. A continuación se presentan las composiciones químicas sugeridas de los alambres sólidos para el proceso semiautomático bajo la norma AWS, de los
21 ASTM international Designation: A 36/A 36M – 04 Standard Specification for Carbon Structural Steel (2004)

33
cuales se escogerá el ER-70S-6 por ser uno de los más comunes en tanto a nivel comercial como a nivel industrial para la unión de aceros de bajo carbono y de baja aleación. 22
1.6 Requerimientos Químicos (Norma)
Tabla 6 Especificaciones estándar de la composición química un alambre sólido
de aporte para el proceso GMAW 23
Para la tabla anterior los valores sencillos mostrados son valores máximos.
1) Los alambres electrodos clasificados ER70S-1B en la anterior edición de esta especificación son ahora clasificados ER80S-D2 en la Especificación AWS A5.28, Metales de Aporte para Aceros de Baja Aleación para el Proceso GMAW.
2) El peso máximo en puntos porcentuales de Cobre en la Varilla o Alambre
Electrodo debido a cualquier recubrimiento, más el contenido residual en el acero debe ser 0.50.
22 ASM international HANDBOOK VOLUME 6 WELDING, BRAZING, AND SOLDERING 1993 p 256-257 23 Especificación AWS A5.18-79 Requerimientos de Composición Química de los Alambres Electrodos de Acero al Carbono para Soldar con el Proceso GMAW

34
3) Estos elementos pueden estar presentes, pero no son adicionados intencionalmente.
4) En esta clasificación, el máximo contenido de Manganeso puede exceder 2.0%. Si es así, el contenido máximo de Carbono debe ser reducido a 0.01% por cada 0.05% de Manganeso que se incremente, o parte de ello.
5) Para esta clasificación, no existen requerimientos químicos para los elementos listados, con la excepción que allí no deben haber adiciones intencionales de Ni, Cr, Mo, o V.
Teniendo esta información enmarcada como referencia se procede a comparar la información suministrada por el fabricante con la que muestra la norma. A continuación se muestra los detalles del alambre de aporte utilizado para la elaboración de los cupones de prueba del proyecto.
1.7 Material De Aporte INDURA 70S-6 – AWS ER-70S-6/ER-48S-6 24
Descripción: Este es un alambre sólido cobrizado de acero dulce para soldadura con protección gaseosa, apto para toda posición de soldeo y diseñado para uso general en fabricación y reparación de piezas en acero carbono.
1.8 Composición Química (Estado De Entrega)
24 Ficha técnica de consumibles de alambre sólido para el proceso GMAW de INDURA

35
Tabla 7 Porcentajes de los elementos aleantes alambre solido de aporte ER-70S-6 es su estado de adquisición
Se utiliza en construcción recipientes a presión, soldadura de cañerías, estructuras, etc. Usa corriente continua electrodo positivo (CC.EP) donde depósito queda casi libre de escoria y para la mayoría de las aplicaciones no requiere limpieza entre pasadas con excelente soldabilidad y tolerancia a superficies oxidadas.
1.9 Propiedades Físicas (Estado De Entrega)
Tabla 8 Especificaciones mecánicas estándar para un alambre solido de aporte ER-70S-6
Su contenido de Silicio y Manganeso le confieren excelentes propiedades desoxidantes, lo que asegura una soldadura libre de porosidades sobre una amplia gama de trabajos, además, también es apto para trabajar con transferencia spray o cortocircuito. Es de excelente soldabilidad y de un fuerte poder desoxidante. Se

36
aplica con CO2 puro o mezclas Ar-CO2, Ar-O2, etc., y se recomienda para ser usado en aceros corrientes de baja aleación.
Para poder ejecutar una soldadura con el proceso semiautomático, se requiere de una protección gaseosa conforme a las recomendaciones sugeridas tanto por los catálogos de funcionamiento provistos por los fabricantes de los equipos y los materiales de aporte, como las de las normas citadas como referencia para la realizar la aplicación en los cupones de pruebas. Dicho esto, se procede a la verificación de las correspondencias técnicas del gas de protección empleado para la elaboración del proyecto
12. GAS PROTECTOR
La función principal del gas de protección en la mayoría de los procesos de soldadura es la de proteger la atmósfera circundante desde en contacto con el metal fundido. En el proceso GMAW, este gas desempeña un papel adicional en que tiene un efecto pronunciado sobre características de arco, el modo de transferencia de metal, la profundidad de la fusión, el perfil del cordón de soldadura, velocidad de soldadura, y la acción de limpieza. Los gases inertes, tales como argón y helio, se usan comúnmente, como es el gas activo, CO2. También es común el uso de mezclas de estos gases ya emplean pequeñas adiciones de oxígeno. 25
12.1 Aplicación De Los Gases De Protección Según Sus Propiedades El uso de mezclas de gases específicas, para la protección de la soldadura, permite optimizar los resultados, y que se ajusten a los requisitos concretos de cada aplicación. De esta forma, con objeto de obtenerlos resultados deseados, es preciso seleccionar el gas o mezcla de gases en función de sus propiedades, el más adecuado. La optimización de un proceso de soldeo, mediante la aplicación del gas óptimo, se refleja en parámetros tan trascendentes como son la fluidez del baño de fusión, el valor de la penetración, la geometría de la penetración, la velocidad de soldeo, el comportamiento durante el cebado y la estabilidad del arco eléctrico, y sobre la soldabilidad del material frente a un determinado proceso de soldeo.
25 ASM international HANDBOOK VOLUME 6 WELDING, BRAZING, AND SOLDERING 1993

37
Tabla 9 Características físicas de los gases de protección más utilizados26
La composición química del gas de protección afecta a la estructura metalúrgica del metal de soldadura, y al grado de oxidación superficial del cordón. Así por ejemplo el oxígeno produce la pérdida por oxidación de elementos de aleación, a la vez que nos proporciona baños de fusión más fluidos. Tanto resistencia de la soldadura y la tenacidad en general, disminuyen a medida que la naturaleza oxidante del gas de protección aumenta. Las adiciones de gases reactivos tales como oxígeno o dióxido de carbono aumentan la estabilidad del arco y afectan el tipo de metal transferencia obtenida. El dióxido de carbono conduce a la ganancia de carbono por parte del metal de soldadura en los aceros de alta aleación (inoxidables). El argón y el helio son inertes, por lo que no interactúan químicamente con el metal fundido, sin embargo el hidrógeno presenta un comportamiento reductor, contribuyendo a la eliminación de óxidos superficiales. El nitrógeno se utiliza como aportación en ciertos gases de protección destinados al soldeo de los aceros inoxidables dúplex, con objeto de mantener el equilibrio entre la fase ferrítica y la austenítica.27
26 Catalogo Gases de protección para la soldadura (Abelló linde Dep. Legal: B-42196-2004 10958/0410) www.linde-gas.com. 27 ASM international HANDBOOK VOLUME 6 WELDING, BRAZING, AND SOLDERING 1993 P 308-309

38
12.2 Dióxido De Carbono 28
El dióxido de carbono (CO2) es un gas reactivo muy usado para la soldadura GMAW de aceros al carbono y de baja aleación. Es el único gas reactivo adecuado para ser usado puro (100% CO2) como gas de protección para el proceso GMAW. El uso extensivo del CO2 como gas de protección se ha visto potenciado por algunas de sus características como las mayores velocidades de soldadura y penetración del cordón que proporciona, y el menos coste.
El uso de CO2 como gas de protección limita los tipos de transferencia en GMAW a corto circuito y globular. La transferencia en arco spray es característica del argón y no se puede conseguir con CO2. Al soldar con transferencia globular se produce un elevado nivel de salpicaduras. Para disminuirlas es necesario reducir el voltaje, es decir, la longitud de arco.
En comparación con el argón, el CO2 produce un cordón de excelente penetración pero con superficie más rugosa y peor llenado de paredes.
Después de identificar y controlar todas las variables involucradas en el procedimiento de la soldadura, se pasa a la ejecución de cada uno de los pasos planeados para tal fin. En el siguiente título se describirán uno a uno los detalles de cómo se construyeron los cupones de prueba y de cómo se obtuvieron las probetas a examinar para lograr dar cumplimiento a los objetivos fijados en este trabajo.
13. EJECUCIÓN DE LA SOLDADURA
Se empieza con la calibración del equipo de soldadura para la prueba con el fin garantizar el éxito del procedimiento y poder controlar de manera eficiente los parámetros y las respectivas variables esenciales, no esenciales y suplementarias. Posterior a esto se procede al corte y posterior ajuste del material base para formar el cupón de prueba, el cual consta de dos piezas de platina de acero A-36 de medidas 1/2”X4”X7” separadas 1/8” entre sí para el caso concreto del último espesor, al cual corresponden las imágenes a continuación.
28 http://www.duerosoldadura.es/ tema8.php.Distribuidor de productos Lincoln Electrics.

39
Ilustración 16 platina biselada a 30º con un talón de raíz de 1/8”
Luego se hacen unos biseles a lo largo de las platinas con un ángulo de 30º para que el ángulo total que forme entre estas sea de 60º conforme a lo establecido en el WPS, para lo cual se debe eliminar el óxido de las superficies a soldar con ayuda de lima o lija y garantizar una planitud aceptable de las caras buscando formar la cara de raíz de 1/8”en cada borde biselado para acomodar las piezas con una separación de 1/8”y unir los candados en cada extremo
Ilustración 17 ensamble previo de apéndices y posicionamiento de partes
Los candados o apéndices son ampliamente utilizados para evitar que las dilataciones y posteriores contracciones, e inclusive, las mismas deformaciones térmicas alteren la perpendicularidad de las piezas generando desalienaciones que comprometerían el cupón y los posteriores ensayos.
Cuando se tiene este conjunto de partes pre-ensamblado se recolocan las platinas según la posición a calificar, procurando que exista el espacio suficiente debajo de la separación mencionada previamente, para luego ajustar la corriente en CDEP dentro del intervalo de 395 IPM a 425 IPM para el caso particular del espesor de ½”,

40
utilizando un metal de descarte para comprobar que las condiciones de soldadura son buenas para que se puedan dar fácilmente las oscilaciones con la antorcha teniendo la posición horizontal plana.
Inmediatamente se comienza el proceso de soldadura encendiendo el arco en el punto más conveniente establecido por el soldador, buscando mantenerlo al principio de la abertura de la raíz hasta que forme el orificio de penetración y de esta manera empezar a construir el cordón o pase de raíz, el cual es el más importante de todos los cordones ya que cumple con la función de generar la primera fusión entre las dos platinas, además de servir de soporte para los posteriores cordones.
Ilustración 18 Primer cordón de soldadura para la pasada de raíz
A pesar de que el proceso semiautomático GMAW es uno de los más limpios en términos de inclusiones de escorias y de salpicaduras nocivas, por protocolo se procede a limpiar la primera pasada para posteriormente depositar la segunda, empezando nuevamente en la parte de debajo de la unión, sosteniendo un arco de longitud normal y soldando de forma horizontal plana efectuando el movimiento oscilatorio circular o bien se puede emplear de zigzag en C, deteniéndose en los lados para evitar convexidad en la superficie de la soldadura.
41
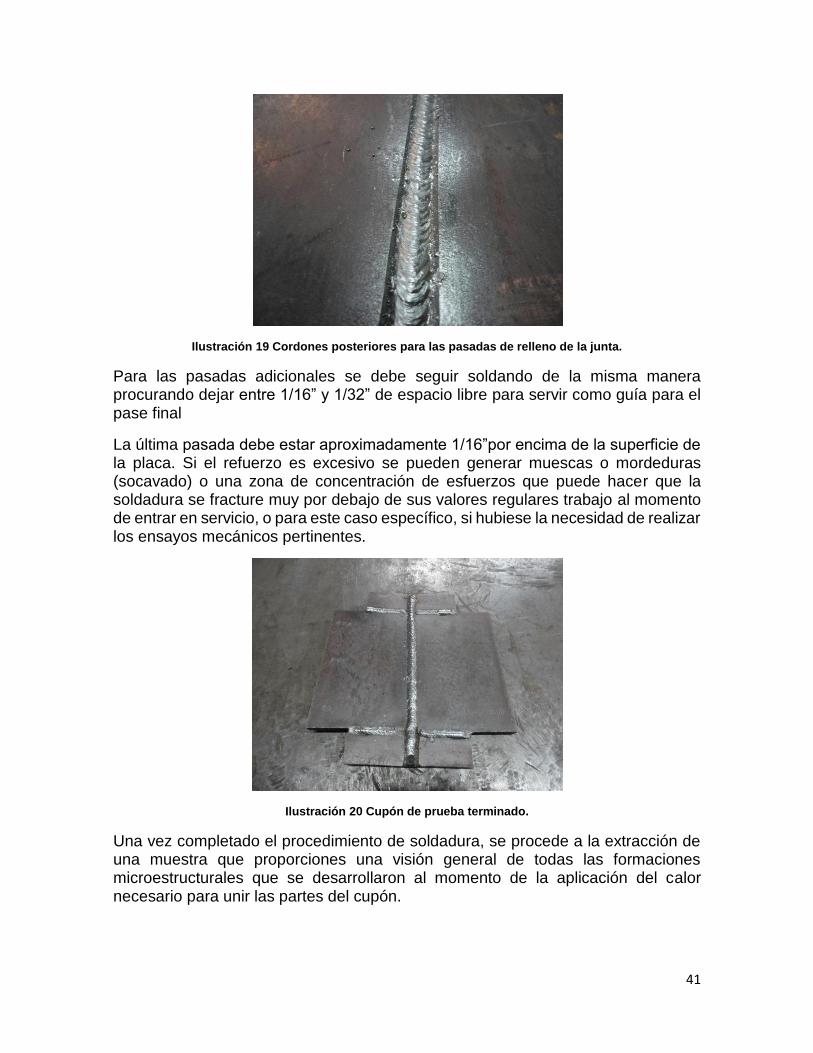
Ilustración 19 Cordones posteriores para las pasadas de relleno de la junta.
Para las pasadas adicionales se debe seguir soldando de la misma manera procurando dejar entre 1/16” y 1/32” de espacio libre para servir como guía para el pase final
La última pasada debe estar aproximadamente 1/16”por encima de la superficie de la placa. Si el refuerzo es excesivo se pueden generar muescas o mordeduras (socavado) o una zona de concentración de esfuerzos que puede hacer que la soldadura se fracture muy por debajo de sus valores regulares trabajo al momento de entrar en servicio, o para este caso específico, si hubiese la necesidad de realizar los ensayos mecánicos pertinentes.
Ilustración 20 Cupón de prueba terminado.
Una vez completado el procedimiento de soldadura, se procede a la extracción de una muestra que proporciones una visión general de todas las formaciones microestructurales que se desarrollaron al momento de la aplicación del calor necesario para unir las partes del cupón.

42
Basados en las recomendaciones de la norma en la cual se referenció este proyecto, se procede a sustraer la probeta de estudio a las coordenadas que se muestran a continuación.
Ilustración 21 indicaciones para la obtención de una muestra de una junta soldada.29
Para la obtención de las probetas se recurrió al corte en frio de sierra sinfín, ya que de otra manera se alterarían significativamente las propiedades físicas, mecánicas y microestructurales obtenidas luego del arduo proceso que se ha llevado hasta el momento, esto si se emplearan cortes químicos y térmicos como lo son el proceso oxiacetilénico y el proceso de plasma respectivamente.
29 Código ASME IX, estándar de clasificación para los procesos de soldadura procedimientos, soldadores, soldadura fuerte, y operadores de soldadura. Pág 164
43
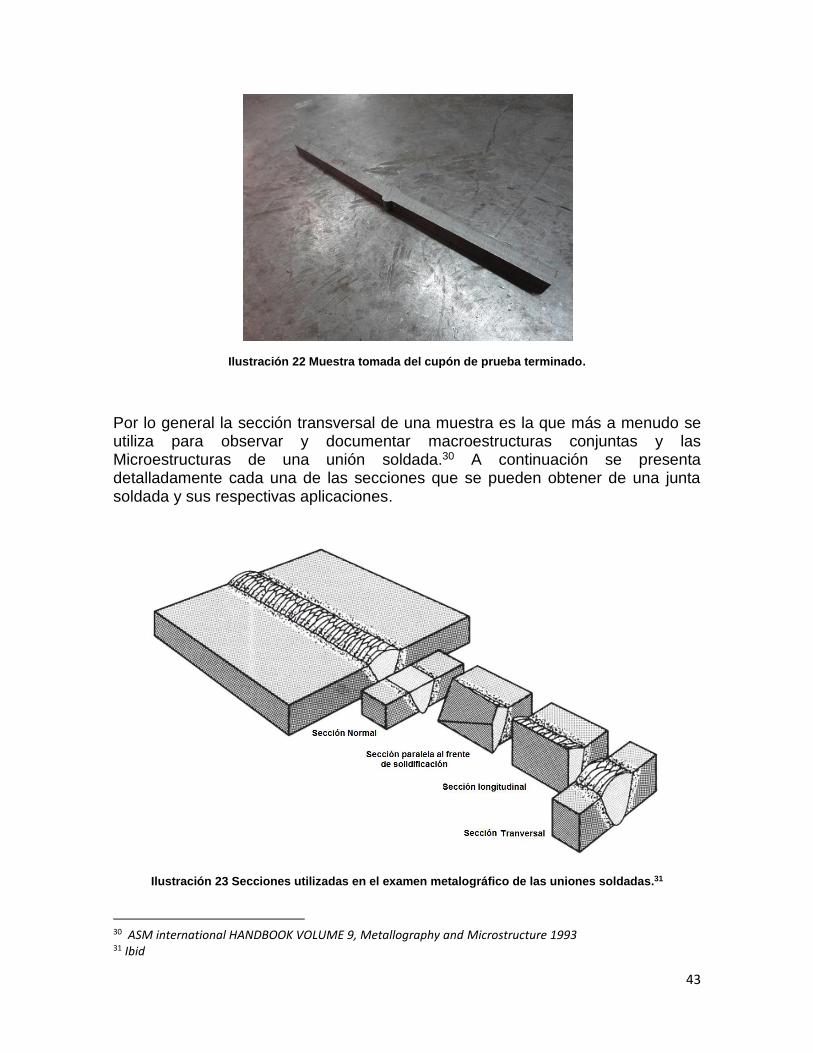
Ilustración 22 Muestra tomada del cupón de prueba terminado.
Por lo general la sección transversal de una muestra es la que más a menudo se utiliza para observar y documentar macroestructuras conjuntas y las Microestructuras de una unión soldada.30 A continuación se presenta detalladamente cada una de las secciones que se pueden obtener de una junta soldada y sus respectivas aplicaciones.
Ilustración 23 Secciones utilizadas en el examen metalográfico de las uniones soldadas.31
30 ASM international HANDBOOK VOLUME 9, Metallography and Microstructure 1993 31 Ibid

44
Tabla 10 Descripción de las aplicaciones de las secciones utilizadas normalmente para un examen metalográfico 32
Sección Usos
Transversal Geometría del Cordón
Caracterización de la Junta
Estructura de la Solidificación
Documentación de los defectos
Grietas por la contracción de la solidificación
Grietas debajo del cordón
Grietas del talón
Grietas por hidrogeno
Grietas longitudinales del metal de soldadura
Gritas de la raíz del metal de soldadura
Atrapamiento de escoria
Fusión incompleta
Inadecuada penetración de junta
Sobremontas
Socavado
porosidades
Longitudinal Estructura de la Solidificación
Documentación de los defectos
Grietas del metal base en la zona afectada por el calor transversal
Grietas del metal de soldadura Transversal
Normal a la dirección de solidificación Caracterización de la solidificación celular o dendrítica
Normal Estructura de la Solidificación
Documentación de los defectos
Grietas por la contracción de la solidificación
Grietas por hidrogeno
Superficie Superior * Apariencia de la junta
Documentación de los defectos
Golpe de Arco
Salpicaduras
Porosidades(sopladuras)
Grietas por cráteres en el metal de soldadura
Grietas del metal base en la zona afectada por el calor transversal
Grietas del metal de soldadura Transversal
Grietas del talón
Grietas longitudinales del metal de soldadura
* La preparación de las secciones de metal de soldadura requiere las mismas precauciones que las
de forjado y material de fundición. Suficiente material debe ser eliminado durante el rectificado para eliminar los efectos térmicos y mecánicos de desbastado o aserrado . Se debe entonces tener cuidado en mantener el plano de la sección adecuada, en particular cuando la sección se utiliza para tales como mediciones del área del talón, la profundidad de la fusión, o la relación de aspecto del grano.
32 ASM international HANDBOOK VOLUME 9, Metallography and Microstructure 1993 p 1260-1282

45
14. PREPARACIÓN DE LAS MUESTRAS PARA OBSERVACIÓN
Una vez habiendo reducido las muestras a su tamaño final de trabajo, se deben preparar para el siguiente paso dentro del procedimiento de observación metalográfico, el cual es el alistamiento de la superficie a examinar. Para tal efecto se requiere de un trabajo bastante dedicado al momento de eliminar imperfecciones y rayaduras producto del proceso de corte.
Con el fin de generar una superficie aceptable para ser evaluada en el microscopio, se recurre a una serie de pliegos de papel de lija, los cuales cuentan con un determinado número de granos por pulgada cuadrada, que van desde la lija 200, 300, 400, 600, 1000, 1500 y 2000 en este caso, a lo que le sigue un brillo adicional con la maquina pulidora metalográfica Metkon de 2 platos Forcipol, discos textiles de materiales como gamuza, paño, terciopelo y tejidos de fibras suaves junto con una suspensión de óxido de aluminio que finalmente dejan un acabado especular como el que se muestra en la siguiente imagen.
Ilustración 24 Muestra lista para la preparación metalográfica.
Posterior a esto, se procede con un ataque químico selectivo con agente decapante sobre la superficie de estudio, de manera que se puedan diferenciar más fácilmente los microconstituyentes y las zonas obtenidas producto del aporte térmico del proceso de soldadura
Los reactivos de ataque selectivos son ampliamente utilizados para metalografía cuantitativa, en particular si se realiza utilizando un dispositivo automatizado. En
46
cualquier caso, el proceso debe realizarse cuidadosamente para revelar la microestructura con claridad. 33
Esta discriminación selectiva tanto de zonas como de fases requirió de un reactivo de ataque de propósito general conocido como nital 5%, el cual está compuesto por un 95% de alcohol etílico y de un 5% de ácido nítrico, los cuales, mezclados de manera uniforme generan la solución acuosa que permite la diferenciación de los elementos a estudiar. Solo con una breve exposición directa de la probeta por un periodo de aproximadamente unos 10 a 15 segundos se logra visualizar de manera global lo que se está buscando, todo esto mientras se lograba la relación correcta de todas las variables involucradas en el proceso, para de esta forma poder proceder a las respectivas observaciones en los equipos ópticos pertinentes.34
15. MICROSCOPIO ÓPTICO El microscopio óptico sigue siendo la herramienta más importante para el estudio de las microestructuras, a pesar de la evolución de instrumentos metalográficos sofisticado de electrones como la Microscopía electrónica de barrido (SEM) y la transmisión microscopía electrónica (TEM) las cuales son herramientas muy valiosas, sin embargo, deben ser usadas en conjunción con la microscopía óptica, en lugar de ser estas un sustituto. Todos los exámenes de microestructura deben comenzar con el uso del microscopio óptico, comenzando a bajo aumento, tales como 100X, seguido por aumentos cada vez más elevados para evaluar las características básicas de la microestructura de manera eficiente como se muestra en la ilustración
33 ASM international HANDBOOK VOLUME 9, Metallography and Microstructure 1993 p 102-131
34 ASTM E-407– 99 Standard Practices for Microetching Metals and Alloys

47
Ilustración 25 Microestructura través de la soldadura de un acero inoxidable de trabajo endurecido 304.35
A. Antes del endurecimiento de trabajo; B. De metal común; C. La precipitación de carburos en los límites de grano; D. La recristalización; E. El crecimiento del grano junto al límite de fusión; zona de fusión F. Aumento 137x
La mayoría de las microestructuras se pueden observar con el microscopio óptico y para identificar la base de sus características. Determinación de componentes dudosos o desconocidos puede ser complementado por la observación de su dureza relativa a la matriz, por su color natural, por su respuesta a la luz polarizada, Inclusiones, nitruros, carburos, ciertas fases intermetálicas y la respuesta a agentes de ataque selectivo. Estas observaciones se comparan con los datos conocidos sobre la metalurgia física del material que se está examinando. 36
Las imágenes obtenidas nos dan una gran idea general de las distribuciones cristalográficas, fases y zonas producidas a lo largo de todo el experimento, por lo que son bastante útiles y necesarias debido a que proporcionan una guía de los puntos más interesantes revelados en el ataque químico sobre toda la superficie de la zona afectada por el calor, así como las demás zonas que conforman la totalidad de la probeta, que se emplean como marcos de referencia y de contraste para poder documentar la fenomenología de las alteraciones térmicas instantáneas propias del proceso y las variables de soldadura propuestas en este proyecto. A continuación se muestran las micrografías obtenidas del procedimiento descrito anteriormente.
35 Welding metallurgy Sindo Kou.–2nd ed. 2003 EDITORIAL John Wiley & Sons, Inc. P 348-357
36 ASM international HANDBOOK VOLUME 9, Metallography and Microstructure 1993 p 110-122

48
15.1 Micrografías
Para la toma de las primeras imágenes de las muestras sacadas de los cupones de prueba afectados proporcionalmente por sus respectivos parámetros de soldadura, se utilizó el microscopio Olympus ref. PME.3 ubicado en la facultad tecnológica de la Universidad Distrital francisco José de Caldas, el cual cuenta con lentes de amplificación de 50X, 100X, 200X, 500X y 1000X, los cuales permitieron hacer observaciones a cada muestra en diferentes acercamientos para así poder generar una serie de cuadros comparativos que servirán para poder determinar las características de las fases presentes en la zona afectada por el calor (ZAC) de cada una de estas.
Como primera instancia se procede con la obtención de imágenes de referencia, para así conocer la morfología de los microconstituyentes del acero en su estado de entrega, esto enmarcado en el principio investigativo de la comparación, tanto de las imágenes con los antecedentes expuestos anteriormente, como con las que se van obteniendo a lo largo de todo el procedimiento.
Lo cual es muy importante ya que esto permite conceptualizar más fácilmente los cambios que se presentan más adelante en las zonas de interés para este trabajo, y adicionalmente es posible tanto la validación de la teoría referenciada como marco teórico, como la validación de la información suministradas por el fabricante respeto a su producto
Metal base 0.250 in Metal base 0.375 in Metal base 0.500 in
Ilustración 26 Cuadro Comparativo de la microestructura del metal base en sus diferentes espesores.
De los diferentes materiales base para los respectivos espesores, podemos asumir que el proceso de lamiando para la conformación de los perfiles de los que se obtuvieron los cupones de prueba, fue mucho más intenso en el espesor de 0.500
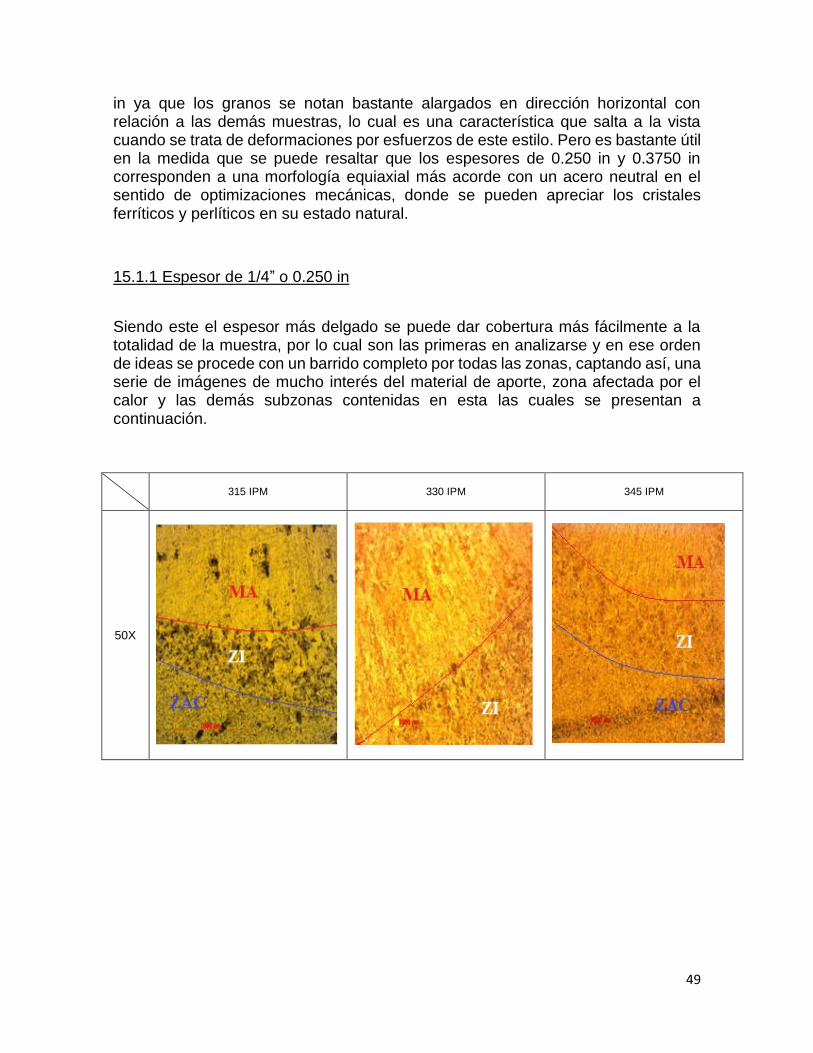
49
in ya que los granos se notan bastante alargados en dirección horizontal con relación a las demás muestras, lo cual es una característica que salta a la vista cuando se trata de deformaciones por esfuerzos de este estilo. Pero es bastante útil en la medida que se puede resaltar que los espesores de 0.250 in y 0.3750 in corresponden a una morfología equiaxial más acorde con un acero neutral en el sentido de optimizaciones mecánicas, donde se pueden apreciar los cristales ferríticos y perlíticos en su estado natural.
15.1.1 Espesor de 1/4” o 0.250 in
Siendo este el espesor más delgado se puede dar cobertura más fácilmente a la totalidad de la muestra, por lo cual son las primeras en analizarse y en ese orden de ideas se procede con un barrido completo por todas las zonas, captando así, una serie de imágenes de mucho interés del material de aporte, zona afectada por el calor y las demás subzonas contenidas en esta las cuales se presentan a continuación.
315 IPM 330 IPM 345 IPM
50X
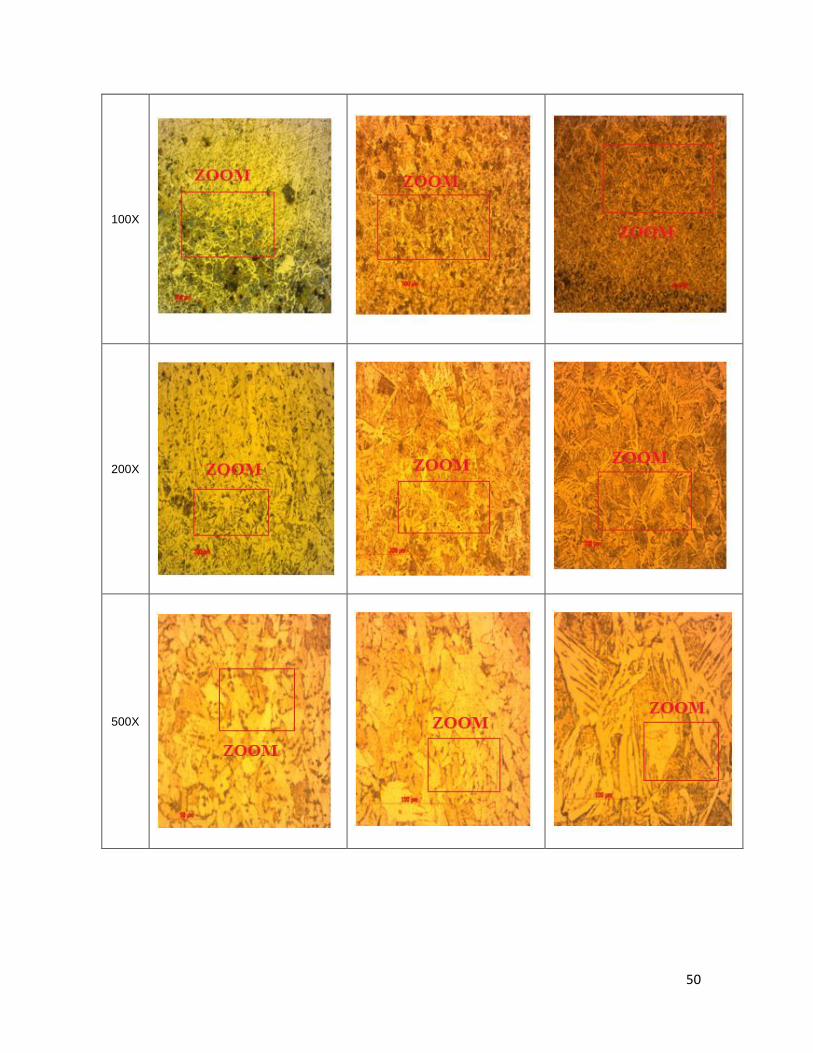
50
100X
200X
500X

51
1000X
Ilustración 27 Cuadro comparativo de las muestras tomadas de los cupones de prueba para el espesor de 1/4”en la interfaz de la zona afectada por el calor y el metal de aporte.
Como primeras consideraciones tenemos la identificación general de tres zonas principales en la amplificación de 50X sus convenciones:(MA), material de aporte; (ZI), zona de interfaz; (ZAC), zona afectada por el calor.
Indiscutiblemente resalta el hecho de que las formaciones de la zona de interfaz son bastante grandes a pesar de que apenas se está empelando el primer lente de observación, además se pueden identificar varias inclusiones de elementos contaminantes, ciertos puntos donde se comienza la formación de óxidos producto del ataque con el agente decapante y varias segregaciones de carbono bien definidas, pero ya en la máxima ampliación es que podemos determinar como más exactitud.
La probeta que más llama la atención es la de 345 IPM ya que presenta formaciones similares a la de la martensita, pero hay que recordar que la martensita tiene lugar mayormente en aceros templados con contenidos de carbono y elementos aleantes un poco más elevados al del A-36, pero aun así no se descarta del todo, lo que sugiere que se formó ferrita Widmanstatten por su crecimiento alargado de grano en direcciones preferenciales propias de inicios de formación de austenita y en ese orden de ideas se puede afirmar la existencia de ferrita alotriomórfica y de perlita producto del proceso de transformación difusional asociado a la austenita y a un enfriamiento relativamente lento ocasionado por las altas temperaturas que alcanzó este cupón de prueba y que posteriormente tuvo que disipar.
De las micrografías de 315 IPM y 330 IPM se puede decir que ambas están compuestas por perlita y ferrita, no presentan deformaciones granulares muy significativas pero si se puede percibir un poco de crecimiento en el tamaño de grano, lo que sugiere que el aporte térmico de la soldadura fue controlado y eso mantuvo la integridad del material evitando una transformación y la propagación en grano parcialmente fundido.

52
15.1.2 Espesor de 3/8” o 0.375 in
En estas micrografías podemos identificar las mismas zonas que en las muestras anteriores junto con el metal base (MB) el cual es visible en el primer aumento de 50X para los parámetros de 355 IPM y 370 IPM, lo que significa que el aporte térmico no fue lo suficientemente alto como para transformar la ferrita equiaxial del material base en ferrita acircular o en determinado caso en austenita.
Para este espesor con sus parámetros de trabajo, se tiene que el método de transferencia fue globular.
355 IPM 370 IPM 385 IPM
50X
100X

53
200X
500X
1000X
Ilustración 28 Cuadro comparativo de las muestras tomadas de los cupones de prueba para el espesor de 3/8”en la interfaz de la zona afectada por el calor y el metal de aporte.

54
Se presentan transformaciones similares en la muestra de 385 IPM a las de
parámetros altos en la micrografía de 1/4” muchos más que la de 1/2”.
15.1.3 Espesor de 1/2” o 0.500 in
Debido a que se necesita mayor energía en este espesor, teniendo en cuenta que a estas alturas del experimento, el equipo de soldadura está trabajando casi a toda capacidad, se sabe que la transferencia de material de aporte es modo Spray, lo cual se complementa de cierta manera en términos de técnica de oscilación y numero de pasadas para poder rellenar el volumen de la junta. Nótese que se pueden apreciar todas las zona relacionadas con una soldadura, lo que se puede asociar directamente a un efecto térmico en su microestructura menor que en las demás muestras, esto se puede atribuir en gran medida a que el espesor va acompañado de una geometría y un volumen proporcional, lo cual le permite la disipación uniforme de la temperatura a lo largo y ancho del cupón de prueba.
395 IPM 410 IPM 425 IPM
50X

55
100X
200X
500X
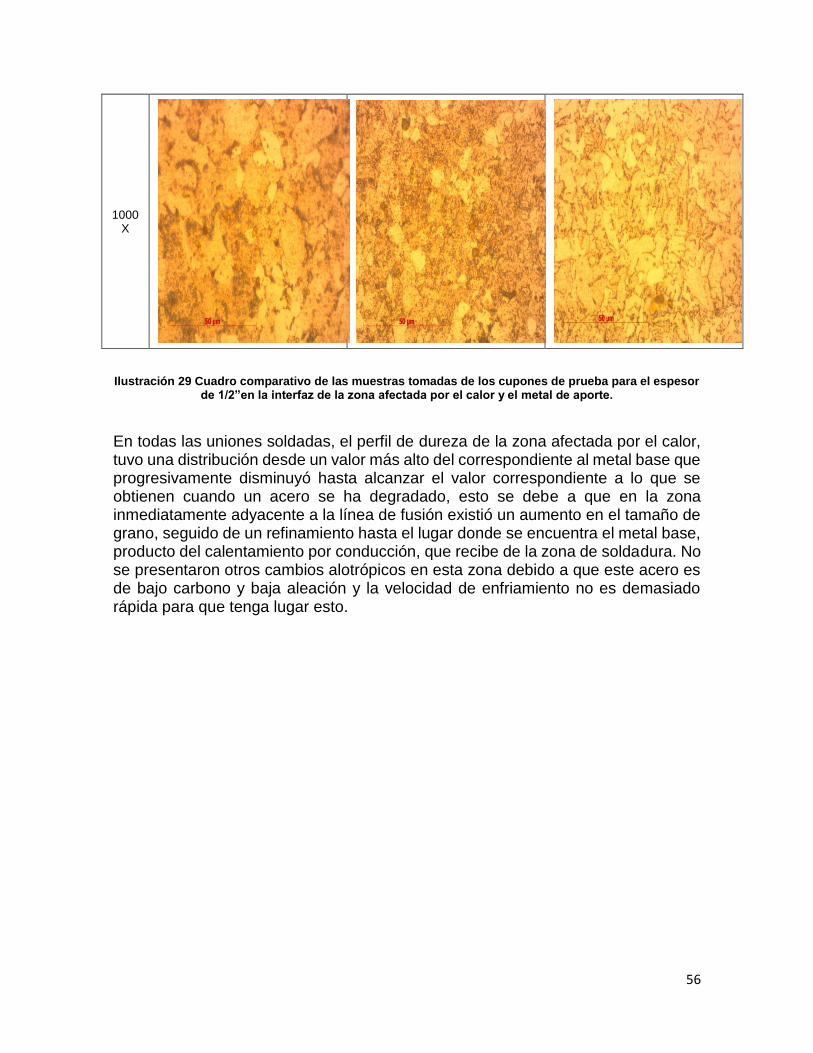
56
1000X
Ilustración 29 Cuadro comparativo de las muestras tomadas de los cupones de prueba para el espesor de 1/2”en la interfaz de la zona afectada por el calor y el metal de aporte.
En todas las uniones soldadas, el perfil de dureza de la zona afectada por el calor, tuvo una distribución desde un valor más alto del correspondiente al metal base que progresivamente disminuyó hasta alcanzar el valor correspondiente a lo que se obtienen cuando un acero se ha degradado, esto se debe a que en la zona inmediatamente adyacente a la línea de fusión existió un aumento en el tamaño de grano, seguido de un refinamiento hasta el lugar donde se encuentra el metal base, producto del calentamiento por conducción, que recibe de la zona de soldadura. No se presentaron otros cambios alotrópicos en esta zona debido a que este acero es de bajo carbono y baja aleación y la velocidad de enfriamiento no es demasiado rápida para que tenga lugar esto.
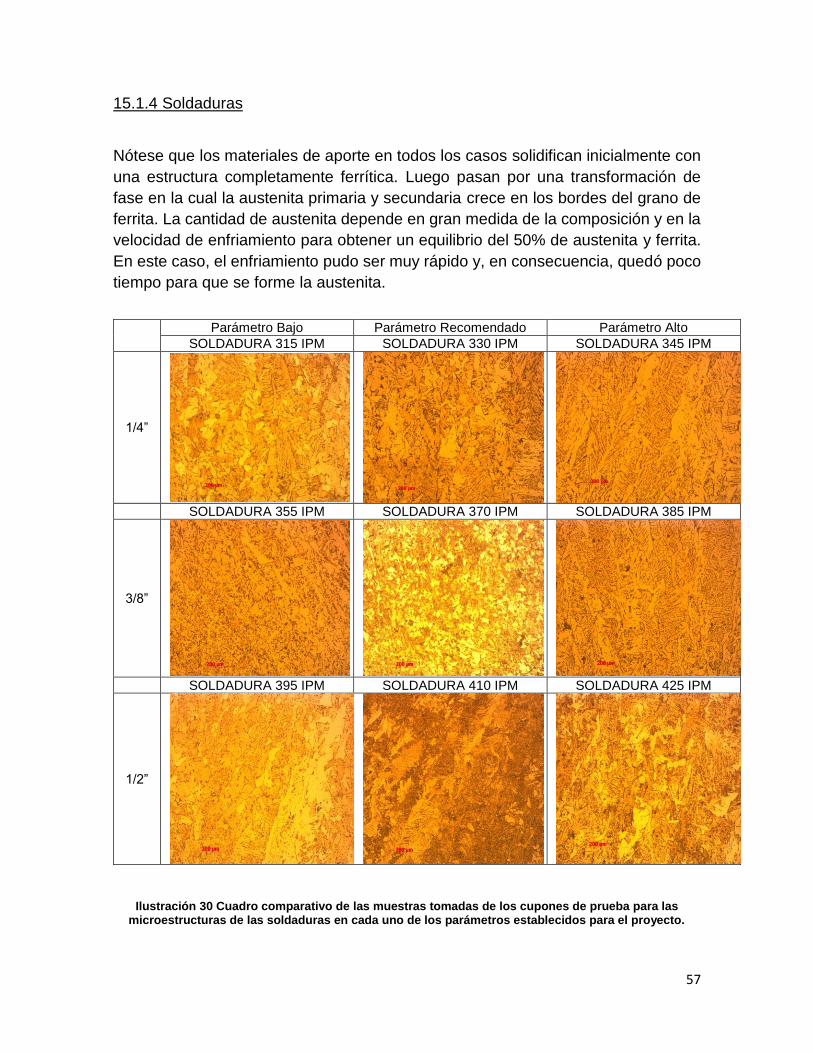
57
15.1.4 Soldaduras
Nótese que los materiales de aporte en todos los casos solidifican inicialmente con
una estructura completamente ferrítica. Luego pasan por una transformación de
fase en la cual la austenita primaria y secundaria crece en los bordes del grano de
ferrita. La cantidad de austenita depende en gran medida de la composición y en la
velocidad de enfriamiento para obtener un equilibrio del 50% de austenita y ferrita.
En este caso, el enfriamiento pudo ser muy rápido y, en consecuencia, quedó poco
tiempo para que se forme la austenita.
Ilustración 30 Cuadro comparativo de las muestras tomadas de los cupones de prueba para las microestructuras de las soldaduras en cada uno de los parámetros establecidos para el proyecto.
Parámetro Bajo Parámetro Recomendado Parámetro Alto
SOLDADURA 315 IPM SOLDADURA 330 IPM SOLDADURA 345 IPM
1/4”
SOLDADURA 355 IPM SOLDADURA 370 IPM SOLDADURA 385 IPM
3/8”
SOLDADURA 395 IPM SOLDADURA 410 IPM SOLDADURA 425 IPM
1/2”

58
16. Microscopía Electrónica de Barrido (SEM)
Debido a que el límite de amplificación de un microscopio óptico está restringido por la longitud de onda de la luz visible; los microscopios electrónicos emplean electrones, que tienen una longitud de onda mucho menor que la de la luz y pueden revelar estructuras mucho más finas. Lo que hace al microscopio de barrido de electrones uno de los instrumentos más versátiles para la investigación de la microestructura de los materiales metálicos. En comparación con el microscopio óptico (luz), que amplía la gama de resolución más de un orden de magnitud a aproximadamente 10 nm (100) en los instrumentos de rutina, con valores últimos debajo de 3 nm (30).
La microscopía electrónica de barrido (MEB) es una técnica de análisis superficial, que consiste en enfocar sobre una muestra electrodensa (opaca a los electrones) un fino haz de electrones acelerado con energías de excitación desde 0.1kV hasta 30kV. Además ofrece posibilidades para la formación de imágenes que suelen ser fáciles de interpretar y revelan imágenes claras de secciones transversales como pulidas y grabadas, así como superficies rugosas. 37 38
Ilustración 31 Microscopio electrónico de barrido (MEB) FEI, modelo Quanta 200 ubicado en la Universidad Nacional de Colombia. Sede Bogotá. Edificio Manuel Ancizar, Laboratorio de geología.
El haz de electrones se desplaza sobre la superficie de la muestra realizando un barrido que obedece a una trayectoria de líneas paralelas. La variación morfológica de la muestra entrega diversas señales (electrones secundarios, electrones
37 https://investigaciones.uniandes.edu.co/index.php/es/centro-de-microscopia/microscopio-electronico-de-barrido-meb/descripcion-
de-la-tecnica-meb 38 ASM international HANDBOOK VOLUME 9 , Metallography and Microstructure 1993 p 131-149
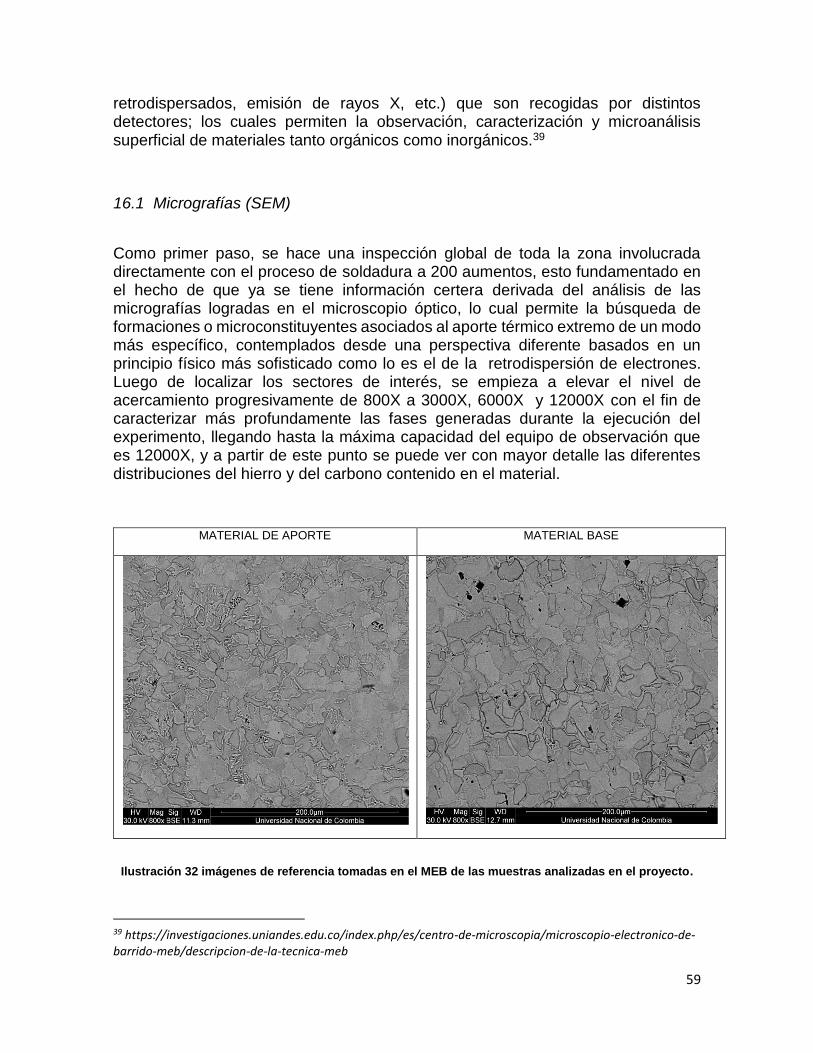
59
retrodispersados, emisión de rayos X, etc.) que son recogidas por distintos detectores; los cuales permiten la observación, caracterización y microanálisis superficial de materiales tanto orgánicos como inorgánicos.39
16.1 Micrografías (SEM)
Como primer paso, se hace una inspección global de toda la zona involucrada directamente con el proceso de soldadura a 200 aumentos, esto fundamentado en el hecho de que ya se tiene información certera derivada del análisis de las micrografías logradas en el microscopio óptico, lo cual permite la búsqueda de formaciones o microconstituyentes asociados al aporte térmico extremo de un modo más específico, contemplados desde una perspectiva diferente basados en un principio físico más sofisticado como lo es el de la retrodispersión de electrones. Luego de localizar los sectores de interés, se empieza a elevar el nivel de acercamiento progresivamente de 800X a 3000X, 6000X y 12000X con el fin de caracterizar más profundamente las fases generadas durante la ejecución del experimento, llegando hasta la máxima capacidad del equipo de observación que es 12000X, y a partir de este punto se puede ver con mayor detalle las diferentes distribuciones del hierro y del carbono contenido en el material.
MATERIAL DE APORTE MATERIAL BASE
Ilustración 32 imágenes de referencia tomadas en el MEB de las muestras analizadas en el proyecto.
39 https://investigaciones.uniandes.edu.co/index.php/es/centro-de-microscopia/microscopio-electronico-de-barrido-meb/descripcion-de-la-tecnica-meb

60
En la ilustración 32 se muestra la notable diferencia entre el principio óptico y el principio electromagnético, que para efectos comparativos, ambas imágenes sirven de referencia tanto para el registro fotográfico (MO) como para el registro (MEB)
Adicionalmente, en la localización dentro muestra de la imagen de soldadura y la imagen del metal base, se hizo uso de la sonda EDX incorporada al equipo, la cual permite realizar procedimientos de espectrometría, para así poder validar tanto la composición del material base como la del material de aporte. Esta se llevó a cabo sometiéndola a 25 Kv durante un tiempo de 30 segundos.
1.9.1 Espesor de 1/4” o 0.250 in
315 IPM 330 IPM 345 IPM
800x
3000x

61
6000x
12000x
Ilustración 33 Cuadro comparativo de las imágenes tomadas en el MEB de las muestras tomadas de los cupones de prueba para el espesor de 1/4”en la interfaz de la zona afectada por el calor y el metal
de aporte.
Podemos apreciar las microestructuras obtenidas con el tipo de transferencia de corto circuito 6000X aumentos, las cuales muestran los microconstituyentes de ferrita en el borde de grano y perlita donde al comparar el tamaño de grano si se observa un cambio tan notable como el de la dureza superior correspondiente a la ZAC y la del metal base, dicha diferencia crea mayores tensiones internas que las experimentadas en la transferencia. Las grietas se propagan más fácilmente en donde hay ferrita en borde de grano que en donde hay ferrita acicular y que esta última tiene un efecto beneficioso sobre la resistencia en ausencia de otras zonas frágiles. En este trabajo se encontró menor

62
presencia de ferrita en el borde de grano al utilizar el modo de transferencia de arco pulsado ya que existía también ferrita widmastatten; la ferrita acicular fue encontrada en todas las muestras.
16.1.2 Espesor de 3/8” o 0.375 in
355 IPM 370 IPM 385 IPM
800x
3000x

63
6000x
12000x
Ilustración 34 Cuadro comparativo de las imágenes tomadas en el MEB de las muestras tomadas de los cupones de prueba para el espesor de 3/8”en la interfaz de la zona afectada por el calor y el metal
de aporte.
En la región de analizada de todas las uniones soldadas hubo presencia de ferrita acicular. La ferrita de morfología widmastatten se presentó con preferencia en el modo de transferencia de globular mientras la ferrita en el borde de grano estuvo presentada especialmente en el tipo de transferencia de corto circuito. De las imágenes podemos asumir que a temperaturas de temple más bajas, dentro del rango intercrítico, y velocidades de enfriamiento intermedias, se obtiene una mayor fracción volumétrica de los microconstituyentes ferrita y perlita.
En el aumento 12000X del valor 385 IPM muestra la microestructura de la ZAC al utilizar el modo de transferencia de arco pulsado, se observa un tamaño de grano muy parecido al presentado en los otros espesores con los mismos parámetros altos, con presencia de perlita y ferrita equiaxiales. No existe un cambio brusco en las distribuciones de grano de la zona de soldadura, la zona afectada por el calor y

64
el metal base, lo que reduce las tensiones residuales, y favorece un valor superior de resistencia a la tensión. Dicha uniformidad en la microestructura se puede atribuir a que al globularse la corriente existe un refinamiento de grano en los pases de soldadura debido al enfriamiento relativamente lento por el calor por conducción que recibe de los pulsos de corriente provenientes del mismo pase y del pase siguiente.
16.1.3 Espesor de 1/2” o 0.500 in
395 IPM 410 IPM 425 IMP
800X
1600X

65
6000x
12000x
Ilustración 35 Cuadro comparativo de las imágenes tomadas en el MEB de las muestras tomadas de los
cupones de prueba para el espesor de 1/2”en la interfaz de la zona afectada por el calor y el metal de aporte.
Se muestran las microestructuras de las uniones soldadas que utilizan el modo de transferencia de arco pulsado, con alta presencia de morfologías de ferrita diferentes a la ferrita equiaxial, como es el caso de ferrita acicular que le proporciona más dureza de borde de grano y Widmastatten. El valor de dureza de este pase es ligeramente similar al correspondiente al mismo en la transferencia de corto circuito, debido a que la morfología de la ferrita presentada, es similar en los dos tipos de transferencia ya que la velocidad de enfriamiento no se rige por la transferencia de calor proveniente del pase siguiente sino por el calor liberado por convección hacia el aire. Las morfologías de ferrita acicular se observan, magnificando la región que se ve en 425 IPM como perlita a 3000 aumentos, hasta 12000 aumentos vistos en todas las micrografías, La transferencia de arco pulsado muestra también una mayor proporción de perlita en este segundo 410 IPM respecto al primero 395 IPM.

66
16.1.4 Composición Del Metal Base (Espectrometría SEM)
Ilustración 36 Análisis químico del material base a 800x.
En el análisis de espectrometría se identifica hierro en su mayoría con un bajo
porcentaje de Silicio y Manganeso en comparación con la normativa referenciada y
con los valores de entrada del fabricante.
Con los datos arrojados por el microscopio electrónico de barrido se construye la
siguiente tabla de composición química.
Tabla 11 Porcentajes de elementos aleantes del material base tomados de la prueba de espectrometría en el SEM
IMAGEN 800X ELEMENTO
PORCENTAJE (%)
Hierro 97.51
Carbono 0.15
Manganeso 0.15
Fosforo
Azufre
Silicio 1.01
Cobre 0.16

67
16.1.5 Composición Del Metal Soldadura (Espectrometría SEM)
Ilustración 37 Análisis químico del material de aporte a 800x
En el análisis de espectrometría se identifica hierro en su mayoría con un bajo
porcentaje de Silicio, Manganeso y un poco de titanio y cobre, los cuales son
consistentes con la aleación de un material de aporte con resistencia de 70000 Psi
y su respectivo recubrimiento para mejorar la conductividad térmica en comparación
con la normativa referenciada y con los valores de entrada del fabricante.
Con los datos arrojados por el microscopio electrónico de barrido se construye la
siguiente tabla de composición química.
Tabla 12 Porcentajes de elementos aleantes del material de aporte tomados de la prueba de espectrometría en el SEM
IMAGEN 800X ELEMENTO
PORCENTAJE (%)
Hierro 95.03
Carbono 1.85
Manganeso 0.93
Silicio 1.31
Cobre 0.18
Titanio 0.17

68
17. DUREZA
Este método de ensayo cubre la determinación de la dureza de los materiales por medio de una microindentación, es decir, la resistencia de un material a ser penetrado. Cuenta con varias cargas dependiendo de la composición química y el tipo de material a estudiar. Su penetrador es una pirámide de diamante con un ángulo base de 136°.40
La normativa empleada para ejecutar el ensayo fue la ASTM E 384 – 99, la fuerza recomendada para el indentador, teniendo en cuenta las característica ya mencionadas del acero A-36 fue de (490.3 m N HV 0.05). Normalmente los valores arrojados por la maquina no se leen directamente ya que para determinar el valor de dureza se aplica una fórmula específica, pero para este caso el microdurometro Carl Zeiss empleado para este proyecto, este la resuelve internamente, pero si es necesario suministrarle valores de entrada como los son las distancias de la entalla entre sus extremos donde se miden las diagonales de la impresión cuadrada para que genere los datos deseados.
Este proceso sirve para medir todo tipo de dureza, y espesores pequeños, lo cual lo hace más exacto al momento de la construcción de los perfiles de dureza y las posteriores curvas del comportamiento de la soldadura.
Ilustración 38 Esquema de una unión soldada donde se detalla la posición, dirección y zonas que serán indentadas en el procedimiento de toma de microdurezas.41
Debido a que no hay un límite máximo ni mínimo en el número de indentaciones que se deban hacer a las muestras, así como la posición exacta de las mismas, se procede con una serie de 30 huellas equidistantes a 300 micras entre sí, sobre el eje horizontal del espesor, como se muestra en la ilustración 38, procurando la cobertura de todas las zonas presentes en la muestra como producto del proceso de soldadura, todo esto con el fin de obtener los valores más representativos y de
40 ASTM international Designation: E 384 – 99 Standard Test Method for Microindentation
Hardness of Materials(2004) 41 http://www.weldersuniverse.com/welding_certification_tips2.html

69
conservar la centralidad y la simetría que han sugerido las normas tanto de fabricación del cupón como las de la evaluación del mismo.
Tabla 13 Valores experimentales de las microdurezas
Después de realizar este procedimiento, podemos destacar que el valor más bajo en durezas correspondió al del metal base con 150 HV aproximadamente y el valor más alto lo registró una sección de la zona afectada por el calor en la muestra 345 IPM con un valor de 320 HV aproximadamente. Vale la pena resaltar algunos valores de dureza que corresponden a los microconstituyentes más importantes de la aleación hierro carbono, esto con el fin de poder determinar su localización, su distribución y en un eventual caso, si se encuentran presentes en la muestra o no. Para esto tenemos por ejemplo que la ferrita pura tiene valor de 95 HV lo cual nos sugiere que se puede encontrar en fracciones bastante pequeñas o que la gran mayoría reaccionó con el carbono y los
Punto 315 IMP 330 IPM 345 IMP 355 IPM 370 IPM 385 IPM 395 IPM 410 IPM 425 IPM
1 179 183 184 197 219 155 156 202 179
2 223 194 170 175 196 153 168 170 197
3 186 165 180 181 195 200 192 184 175
4 195 152 150 176 186 219 174 174 181
5 196 204 156 190 223 176 210 216 176
6 219 170 168 180 203 163 229 192 165
7 227 202 154 181 184 263 202 176 166
8 251 170 231 184 170 179 180 170 180
9 204 184 275 232 180 292 159 189 159
10 299 220 211 205 150 223 170 195 150
11 291 305 311 203 304 311 295 309 300
12 308 295 304 301 286 304 293 309 307
13 287 293 286 294 302 316 304 301 298
14 295 304 302 307 305 303 315 298 290
15 307 301 305 302 299 311 297 304 285
16 298 294 304 285 291 304 302 296 307
17 290 307 292 307 308 303 287 315 309
18 288 302 300 309 287 307 285 305 305
19 309 191 299 309 295 309 289 304 295
20 300 187 291 301 307 309 310 302 293
21 206 192 308 298 226 159 208 204 180
22 189 209 187 177 193 306 211 188 276
23 186 212 150 176 295 245 174 213 247
24 194 197 163 161 163 238 215 224 267
25 165 180 197 187 155 281 190 219 251
26 219 189 323 192 193 192 191 190 236
27 196 180 191 257 166 287 187 202 176
28 195 247 188 149 170 149 162 192 218
29 186 200 149 163 173 163 156 209 190
30 223 203 163 150 168 165 167 212 188
1/4" o 0,250 in 3/8" o 0,375 in 1/2" o 0,500 in

70
elementos aleantes presentes en el A-36, por lo cual no se registra en las indentaciones y por eso cuenta con una dureza mayor a la que tiene normalmente. Como dato académico, se relaciona la dureza de la cementita, microconstituyente presente en gran medida en las fundiciones, por su altísimo contenido de carbono, lo que hace poco probable que se encuentre presente en alguna de las muestras o que por efectos del aporte térmico se haya logrado formar de alguna manera. Su valor es 960 HV lo que apoya firmemente la idea de su ausencia tanto en las imágenes como en las microdurezas, al menos de manera pura o de manera relevante para la integridad del material, ya que esta es necesaria para la formación de perlita, y la perlita si está presente cada una de las muestras. La austenita cuenta con un valor de 305 HV, valor consistente con el del material de aporte, lo cual hace muy factible su presencia en las muestras producto tanto del proceso térmico de la soldadura como en una eventual transformación lograda por un tratamiento térmico convencional, junto con el hecho de que la zona que se estudio fue justamente la interfaz de la soldadura y el material base, y allí se presenta la zona parcialmente diluida, la cual es una mezcla de los dos materiales pero hay cierta posibilidad de identificarlos de manera independiente. Por último tenemos la martensita, esta tiene un valor de 540 HV, haciendo poco viable la existencia de este en alguna muestra, dado que además de esto, la martensita se presenta con muchísima más frecuencia en aceros templados con más porcentajes de elementos aleantes. Aunque en el registro fotográfico se presentan morfologías similares a las de la martensita y el proceso de soldadura llega a elevar las temperaturas a niveles exageradamente altos, seria inusual que se encontrara en alguna muestra o por lo menos en un estado de alta pureza.
Ilustración 39 Curvas comparativas de las microdurezas obtenidas de las muestras de 1/4 “de espesor.

71
En todas las gráficas la serie 1(azul), representa la muestra con el valor por debajo del recomendado, que para el caso del espesor de 1/4” es de 315 IPM, la serie 2 (rojo) representa el valor recomendado para la ejecución de la soldadura, para este caso es de 330 IPM y la serie 3 (verde) muestra el valor por encima del recomendado el cual es 345 IPM.
Haciendo un análisis de las durezas tabuladas que fueron traducidas en gráficas para describir el perfil de la muestra transversal de la soldadura, podemos apreciar un pico que sobresale de por encima del promedio que corresponde a la serie 3, el cual se ubica justo en la zona afectada por el calor, lo que coincide de manera practica con las morfologías analizadas en las micrografías, pero en términos generales las soldaduras en este espesor se comportaron de manera estable con respecto a los demás perfiles en los otros espesores, debido a que el rango de amperajes de trabajo en este espesor siempre fue cortocircuito, lo cual mantuvo una transferencia controlada, aunque de cualquier forma, si se aumenta la temperatura de manera drástica, los efectos serán evidentes, como la notable asimetría de los valores en alguna de las caras de la junta.
Ilustración 40 Curvas comparativas de las microdurezas obtenidas de las muestras de 3/8 “de espesor.
En esta grafica la serie (1) es 355 IPM; la (2) es 370 IPM; y la (3) es 385 IPM,
donde podemos apreciar que la muestra con los parámetros más altos tiene un
endurecimiento más uniforme, lo que podría indicar que ocurrió un pequeño
tratamiento térmico en la sección de la zona afectada por el calor, a pesar de que
los valores no son uniformes como los de la sección del material de aporte la
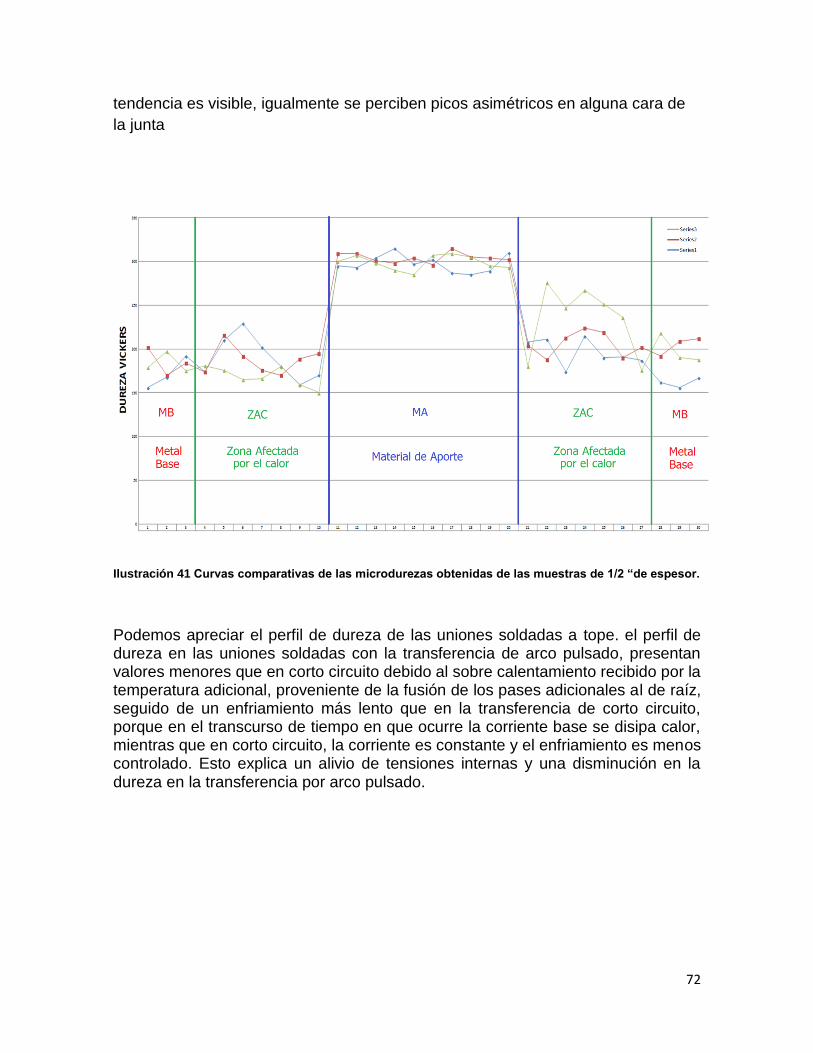
72
tendencia es visible, igualmente se perciben picos asimétricos en alguna cara de
la junta
Ilustración 41 Curvas comparativas de las microdurezas obtenidas de las muestras de 1/2 “de espesor.
Podemos apreciar el perfil de dureza de las uniones soldadas a tope. el perfil de dureza en las uniones soldadas con la transferencia de arco pulsado, presentan valores menores que en corto circuito debido al sobre calentamiento recibido por la temperatura adicional, proveniente de la fusión de los pases adicionales al de raíz, seguido de un enfriamiento más lento que en la transferencia de corto circuito, porque en el transcurso de tiempo en que ocurre la corriente base se disipa calor, mientras que en corto circuito, la corriente es constante y el enfriamiento es menos controlado. Esto explica un alivio de tensiones internas y una disminución en la dureza en la transferencia por arco pulsado.
73
18. CONCLUSIONES
A pesar de que el proceso GMAW es uno de los más limpios en términos de revestimiento, protección e inclusiones de agentes contaminantes, se pudo apreciar que aun así quedaron atrapadas pequeñas escorias dentro del depósito de soldadura resultando las de mayor amperaje como las más afectadas debido a la descarburación y posible precipitación por reacción química de partículas duras difíciles de remover con los métodos de limpieza propuestos en el WPS.
La probeta que mostro mayor alteración en su Microestructura fue la de espesor de 1/4” con el rango mayor de amperaje de 345 IPM
Las probetas con el rango más alto de amperaje en todos los espesores sufrieron afectaciones térmicas producto del aporte adicional, pero a diferencia de la de 1/4” a 345 IPM, las de 3/8” a 385 IPM y 1/2” a 425 IPM, tuvieron mayor sección transversal y mayor peso volumétrico, lo cual permitió una disipación y una distribución más uniforme del calor involucrado en toda su geometría, lo que condujo a fluctuaciones térmicas y formaciones microestructurales más estables.
Producto del aporte adicional de temperatura, las durezas en las probetas con los rangos más altos de amperaje presentaron valores similares en ciertos puntos de la zona afectada por el calor, a los del material más duro asociado al experimento el cual fue la soldadura, mostrando así fenómenos propios de un tratamiento térmico, siendo la probeta de 1/4” a 345 IPM la de mayor dureza.
Se evidenció un comportamiento de endurecimiento asimétrico a lo largo de toda la sección transversal en todas las probetas, lo cual se le atribuye en gran medida a la dirección en la que apuntaba el contact tip (punta de contacto) y a la tendencia del soldador a variar la posición de la antorcha respecto a los bíseles de las probetas.
Las propiedades mecánicas un acero optimizado bajo tratamientos químicos térmicos o por deformación, se pueden ver comprometidas al momento de ejecutar una soldadura, justo en la (ZAC) y sus alrededores, dado que si bien los tiempos de exposición a temperaturas extremas son relativamente cortos en su ciclo de calentamiento y posterior enfriamiento, las temperaturas alcanzadas tanto por el arco eléctrico como por el charco de soldadura, están muy por encima de la temperatura de fusión y son lo bastante elevadas como para hacer que la microestructura cambie de manera significativa degradando sus cualidades.
El ciclo térmico de la soldadura, descrito en las curvas de calentamiento-enfriamiento, no corresponde ni se puede comparar a un tratamiento térmico convencional a pesar de que las alteraciones microestructurales son relativamente similares, los efectos difieren mucho del propósito y los resultados obtenidos.
Se pudo comprobar la correspondencia entre la fundamentación teórica y los resultados obtenidos en términos de la transferencia del material de aporte, especialmente en la transferencia por Spray, puesto que si bien es imposible observar el arco eléctrico y la forma como cae el material fundido al depósito sin el
74
equipamiento necesario, si se evidenció un sonido a lo largo de las aplicaciones, particularmente diferente al de la transferencia globular y la de corto circuito, acompañado de abundantes salpicaduras que no son tan nocivas como las de otros procesos de soldadura
Se pudo corroborar la proporcionalidad eléctrica que conservan los equipos semiautomáticos de alambre sólido, la cual es posible gracias a que se controlan bajo parámetros de voltaje rectificado constante, en donde únicamente varía el amperaje asociado directamente con la velocidad de salida del material de aporte, notándose que los cambios en el amperaje son más evidentes y representativos en la deposición de la soldadura que los cambios en el voltaje, donde solo se modifica el tipo de transferencia, caso contrario al proceso SMAW.

75
19. BIBLIOGRAFÍA
[1] APRAIZ BARREIRO, José. Tratamientos térmicos de los aceros. Décima edición. Pago. 69 – 74
[2] ASM Metals Handbook Heat Treating -Volume 4 Pág. 1926-1927, 1861-1864 [3] Akselsen, O. M. Ø. Grong, N. Ryum and N. Christensen. (1986, September), HAZ grain
growth mechanisms in welding of low carbon microalloyed steels. Acta Metallurgica, vol. 34, Issue 9, pp. 1807-1815.
[4] Andersen, I.; A. O. Kluken and Ø. Grong (1993, November), the origin of microstructure and hardness gradients within As-deposited steel weld metals. Welding Journal, pp. 63-68.
[5] ANSI/AWS B4.0-98: “Standard Methods for Mechanical Testing of Welds” (1997, December), American Welding Society, pp. 62-64.
[6] Código ASME IX, Sección II parte C: Electrodos y materiales de aporte. Norma AWS A5.5-81.
[7] David L. Olson; Stephen Liu & Glen R. Edwards. Role of solidification on HSLA steel weld metal chemistry. Proceedings of HSLA weldments. 1990.
[8] Losz, J. M. and K.D. Challenger. HAZ Microstructures in HSLA steel Weldments. [9] N. Yurioka. Weldability of modern high strength steels. First United States-Japan Symposium
on Advances in welding metallurgy. Junio 1990, pp. 51-64. [10] Sindo Kou. (2003) Welding Metallurgy 2nd edition, Cap. 17 pp. 405-407. [11] Surian E. S. y L. A. de Vedia. All-Weld-Metal Design for AWS E10018M, E11018M and
E12018M Type Electrodes. Welding Journal. 217-s-228-s Junio 1999. [12] N. Stenbacka, K. Persson, Shielding Gases for Gas Metal Arc Welding. Welding Journal,
68(11): p. 41-47, 1989. [13] S. Merrick, D. Kotecki, J. Wu, Materials and Applications - Part 2. 8 ed. Welding Handbook:
American Welding Society, p. 422. 1998. [14] V.V. Vaidya, Shielding Gas Mixtures for Semiautmatic Welds. Welding Journal, 81(9): p. 43-
48, 2002. [15] J.D. Verhoeven, Fundamentos de Metalurgia Física. 1 ed: Limusa, p. 593. 1987.