Disminución de emisiones de CO2 altos hornos - … · Las emisiones de la siderurgia basada en...
15
48 EDICIÓN ENERO-FEBRERO 2017 Las emisiones de la siderurgia basada en hornos eléctricos de arco son mucho menores que las de las plantas basadas en altos hornos y acería al oxígeno. Las acerías eléctricas representaban en 2013 el 29% de la producción mundial de acero, pero solo el 15% del consumo de energía y el 13% de las emisiones de CO 2 . INTRODUCCIÓN La industria mundial del acero ha definido ocho indicadores de sustentabilidad, que contemplan el desempeño ambiental, social y económico de la siderurgia. Los índices ambientales son las emisiones de CO 2 y la energía consumida por tonelada de acero producida, el porcentaje de materia prima convertida en productos y subproductos, y el porcentaje de empleados y contratistas incluidos en un sistema de gerenciamiento ambiental. En el CUADRO 1 se presenta la evolución de estos indicadores desde el año en que se implementaron (2003) hasta el 2015 [1]. La emisión de gas de efecto invernadero informada se basa en las intensidades de CO 2 específicas para tres rutas de producción de acero: convertidor (BOF, por sus siglas en inglés), horno eléctrico de arco y horno Siemens Martin. Para el indicador se tiene en cuenta la proporción de producción por cada una de estas tres rutas. Se incluyen solo las emisiones de CO 2 porque constituyen el 93% de las emisiones de gas de efecto invernadero de la industria siderúrgica. Los aumentos producidos en las emisiones de 2014 y 2015 se deben al incremento de la proporción de la producción vía BOF. También es importante señalar que la industria de acero china es mucho menos transparente con respecto a las estrategias hacia el cambio climático y las emisiones de gas efecto invernadero que sus pares globales. Solo una de las quince siderúrgicas más importantes de China (las que representan el 40% de la producción de ese país), informa sus emisiones [2]. Se estima que la industria del acero genera el 6,7% de las emisiones de gas de efecto invernadero. Las emisiones de la siderurgia basada en hornos eléctricos de arco son mucho menores que las de las plantas con altos hornos y acería al oxígeno. Las acerías eléctricas representaban en 2013 el 29% de la producción mundial de acero, pero solo el 15% del consumo de energía y el 13% de las emisiones de CO 2 (FIGURA 1). Disminución de emisiones de CO 2 de los altos hornos Por Jorge Madías, gerente de empresa Metallon, Argentina
Transcript of Disminución de emisiones de CO2 altos hornos - … · Las emisiones de la siderurgia basada en...
48
EDICIÓN ENERO-FEBRERO 2017
Las emisiones de la siderurgia basada en hornos eléctricos de arco son mucho menores que las de las plantas basadas en altos hornos y acería al oxígeno. Las acerías eléctricas representaban en 2013 el 29% de la producción mundial de acero, pero solo el 15% del consumo de energía y el 13% de las emisiones de CO2.
INTRODUCCIÓN
La industria mundial del acero ha definido ocho indicadores de sustentabilidad, que contemplan el desempeño ambiental, social y económico de la siderurgia. Los índices ambientales son las emisiones de CO2 y la energía consumida por tonelada de acero producida, el porcentaje de materia prima convertida en productos y subproductos, y el porcentaje de empleados y contratistas incluidos en un sistema de gerenciamiento ambiental. En el CUADRO 1 se presenta la evolución de estos indicadores desde el año en que se implementaron (2003) hasta el 2015 [1].
La emisión de gas de efecto invernadero informada se basa en las intensidades de CO2 específicas para tres rutas de producción de acero: convertidor (BOF, por sus siglas en inglés), horno eléctrico de arco y horno Siemens Martin. Para el indicador se tiene en cuenta la proporción de producción por cada una de estas tres rutas. Se incluyen solo las emisiones de CO2 porque constituyen el 93%
de las emisiones de gas de efecto invernadero de la industria siderúrgica. Los aumentos producidos en las emisiones de 2014 y 2015 se deben al incremento de la proporción de la producción vía BOF. También es importante señalar que la industria de acero china es mucho menos transparente con respecto a las estrategias hacia el cambio climático y las emisiones de gas efecto invernadero que sus pares globales. Solo una de las quince siderúrgicas más importantes de China (las que representan el 40% de la producción de ese país), informa sus emisiones [2].
Se estima que la industria del acero genera el 6,7% de las emisiones de gas de efecto invernadero. Las emisiones de la siderurgia basada en hornos eléctricos de arco son mucho menores que las de las plantas con altos hornos y acería al oxígeno. Las acerías eléctricas representaban en 2013 el 29% de la producción mundial de acero, pero solo el 15% del consumo de energía y el 13% de las emisiones de CO2 (FIGURA 1).
Disminución de emisiones de CO2 de los altos hornos
Por Jorge Madías, gerente de empresa Metallon, Argentina

49
EDICIÓN ENERO-FEBRERO 2017
AVANCES tecnológicos
A C E R O Y T E C N O L O G Í A
50
EDICIÓN ENERO-FEBRERO 2017
Emisiones de gas de efecto invernadero (tonelada de CO2/tonelada de acero crudo)
2003 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013 2014 2015
1,6 1,7 1,7 1,7 1,8 1,8 1,8 1,8 1,7 1,8 1,8 1,9 1,9
Intensidad de energía (GJ/t de acero crudo)
2003 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013 2014 2015
19 19,1 20,0 20,6 20,8 20,8 20,1 20,7 19,6 20,0 20,1 20,2 20,3
Eficiencia de material (% de materiales convertidos a productos y coproductos)
2003 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013 2014 2015
97,1 96,1 97,9 97,2 97,9 98,0 97,9 97,7 94,4 96,5 96,4 97,5 97,3
Sistemas de gerenciamiento ambiental (SGA) (% empleados y contratados trabajando en instalaciones de producción registradas en un SGA)
2003 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013 2014 2015
86,4 91,9 84,0 85,5 85,1 86,6 88,9 87,6 89,9 89,5 90,2 94,0 93,6
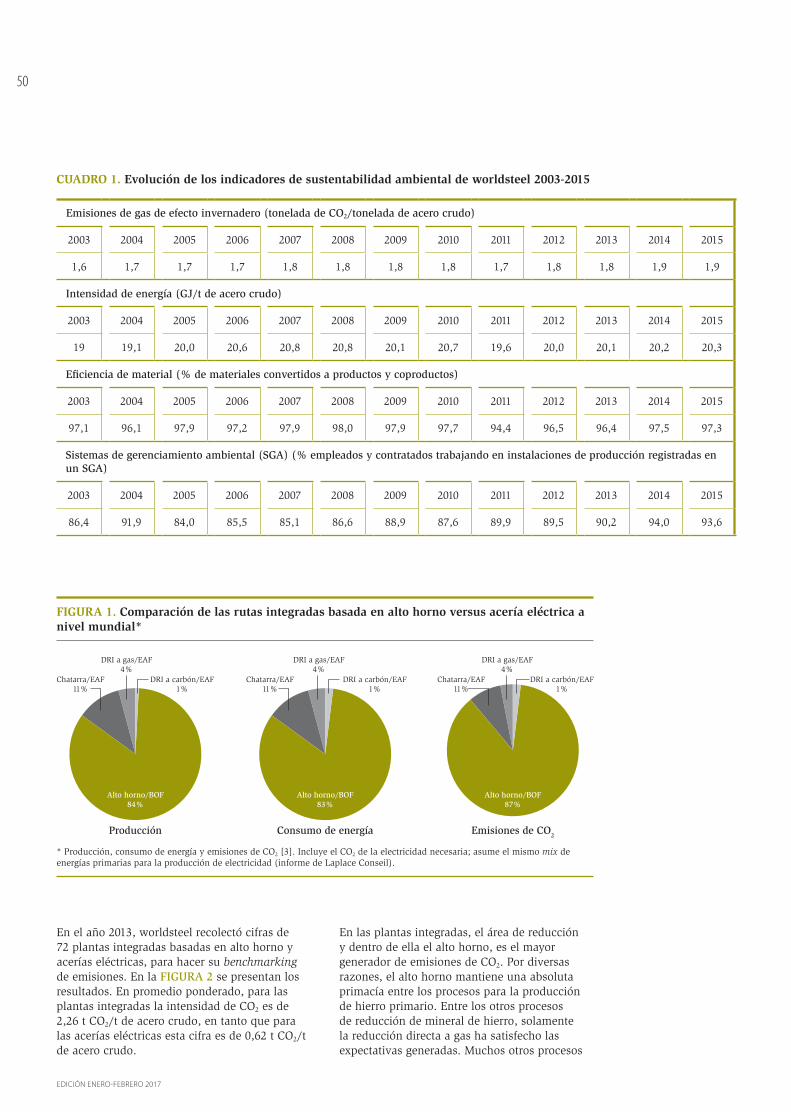
CUADRO 1. Evolución de los indicadores de sustentabilidad ambiental de worldsteel 2003-2015
FIGURA 1. Comparación de las rutas integradas basada en alto horno versus acería eléctrica a nivel mundial*
* Producción, consumo de energía y emisiones de CO2 [3]. Incluye el CO2 de la electricidad necesaria; asume el mismo mix de energías primarias para la producción de electricidad (informe de Laplace Conseil).
Producción
Chatarra/EAF11%
DRI a gas/EAF4%
DRI a carbón/EAF1%
Chatarra/EAF11%
DRI a gas/EAF4%
DRI a carbón/EAF1%
Chatarra/EAF11%
DRI a gas/EAF4%
DRI a carbón/EAF1%
Consumo de energía Emisiones de CO2
Alto horno/BOF84%
Alto horno/BOF83%
Alto horno/BOF87%
En el año 2013, worldsteel recolectó cifras de 72 plantas integradas basadas en alto horno y acerías eléctricas, para hacer su benchmarking de emisiones. En la FIGURA 2 se presentan los resultados. En promedio ponderado, para las plantas integradas la intensidad de CO2 es de 2,26 t CO2/t de acero crudo, en tanto que para las acerías eléctricas esta cifra es de 0,62 t CO2/t de acero crudo.
En las plantas integradas, el área de reducción y dentro de ella el alto horno, es el mayor generador de emisiones de CO2. Por diversas razones, el alto horno mantiene una absoluta primacía entre los procesos para la producción de hierro primario. Entre los otros procesos de reducción de mineral de hierro, solamente la reducción directa a gas ha satisfecho las expectativas generadas. Muchos otros procesos

51
EDICIÓN ENERO-FEBRERO 2017
A C E R O Y T E C N O L O G Í A
han fracasado o requieren inversiones muy importantes y largo tiempo para poder acercarse a la utilización industrial [5].
Por estas razones hay un gran interés en la posibilidad de disminuir las emisiones de CO2
de los altos hornos, que son el aspecto más controvertido de su operación. En este sentido se están siguiendo caminos diferentes en Europa Occidental y en Japón. Estos caminos y los resultados que se están obteniendo se detallan en este artículo.
FIGURA 2. Intensidad de CO2 para las acerías integradas (arriba) y para las acerías eléctricas (abajo), en el año 2013 [4]
–0,5
0,5
1 6 11 16 21 26 31 36 41
Promedio ponderado basado en la producción de acero crudo: 2,25
Promedio ponderado basado en la producción de acero crudo: 0,62
46 51 56 61 66 71
1,5
2,5
3,5
4,5
Inte
nsid
ad d
e C
O2
(tC
O2/
t ace
ro c
rudo
00
1 6 11 16 21 26 31 36 41 46 51 56 61 66 71 76 81 86 91
Inte
nsid
ad d
e C
O2
(tC
O2/
t ace
ro c
rudo
52
EDICIÓN ENERO-FEBRERO 2017
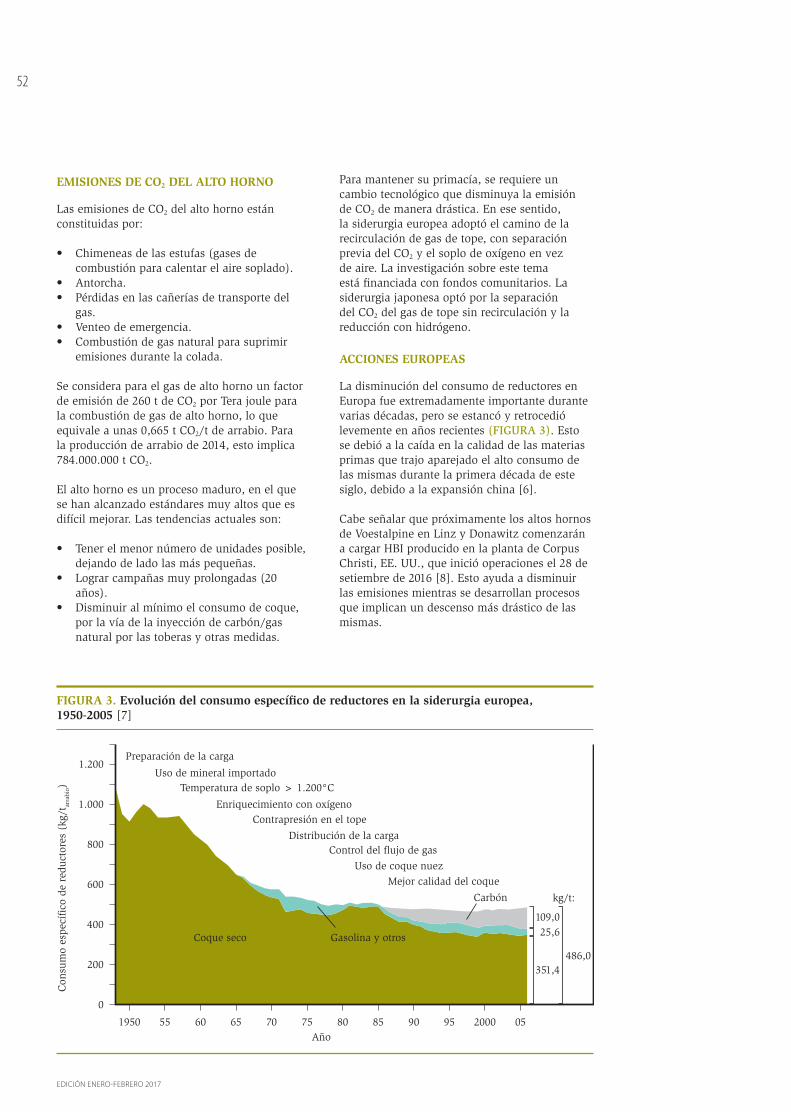
EMISIONES DE CO2 DEL ALTO HORNO
Las emisiones de CO2 del alto horno están constituidas por:
• Chimeneas de las estufas (gases de combustión para calentar el aire soplado).
• Antorcha.• Pérdidas en las cañerías de transporte del
gas.• Venteo de emergencia.• Combustión de gas natural para suprimir
emisiones durante la colada.
Se considera para el gas de alto horno un factor de emisión de 260 t de CO2 por Tera joule para la combustión de gas de alto horno, lo que equivale a unas 0,665 t CO2/t de arrabio. Para la producción de arrabio de 2014, esto implica 784.000.000 t CO2.
El alto horno es un proceso maduro, en el que se han alcanzado estándares muy altos que es difícil mejorar. Las tendencias actuales son:
• Tener el menor número de unidades posible, dejando de lado las más pequeñas.
• Lograr campañas muy prolongadas (20 años).
• Disminuir al mínimo el consumo de coque, por la vía de la inyección de carbón/gas natural por las toberas y otras medidas.
Para mantener su primacía, se requiere un cambio tecnológico que disminuya la emisión de CO2 de manera drástica. En ese sentido, la siderurgia europea adoptó el camino de la recirculación de gas de tope, con separación previa del CO2 y el soplo de oxígeno en vez de aire. La investigación sobre este tema está financiada con fondos comunitarios. La siderurgia japonesa optó por la separación del CO2 del gas de tope sin recirculación y la reducción con hidrógeno.
ACCIONES EUROPEAS
La disminución del consumo de reductores en Europa fue extremadamente importante durante varias décadas, pero se estancó y retrocedió levemente en años recientes (FIGURA 3). Esto se debió a la caída en la calidad de las materias primas que trajo aparejado el alto consumo de las mismas durante la primera década de este siglo, debido a la expansión china [6].
Cabe señalar que próximamente los altos hornos de Voestalpine en Linz y Donawitz comenzarán a cargar HBI producido en la planta de Corpus Christi, EE. UU., que inició operaciones el 28 de setiembre de 2016 [8]. Esto ayuda a disminuir las emisiones mientras se desarrollan procesos que implican un descenso más drástico de las mismas.
FIGURA 3. Evolución del consumo específico de reductores en la siderurgia europea, 1950-2005 [7]
Coque seco
Preparación de la carga
Uso de mineral importado
Enriquecimiento con oxígenoContrapresión en el tope
Distribución de la cargaControl del flujo de gas
Uso de coque nuez
Mejor calidad del coque
Temperatura de soplo > 1.200°C
Gasolina y otros
Carbón
1950 55 60 65 70 75 80Año
Con
sum
o es
pecí
fico
de
redu
ctor
es (
kg/t
arra
bio)
0
200
400
600
800
1.000
1.200
85 90 95 2000 05
486,0351,4
kg/t:
109,025,6

53
EDICIÓN ENERO-FEBRERO 2017
La estrategia europea para la disminución de las emisiones contempla cuatro líneas de trabajo. Una de ellas es la optimización del alto horno; las otras son el desarrollo del proceso de fusión reductora HIsarna, la mejora de los procesos de reducción directa, ala que se dio
en llamar ULCORED, y el proceso electrolítico, denominado ULCOWIN (FIGURA 4). Excepto este último, los otros tres necesitan el avance de los procesos de captura y almacenamiento del CO2.
A C E R O Y T E C N O L O G Í A
Ver animaciones en http://ulcos.org/en/popup.php?zone=advanceDirectReduction
FIGURA 4. Alto horno convencional y proyectos europeos para disminución de las emisiones de CO2
Alto horno convencional Alto horno con recirculación de gas de tope
Reducción directa ULCORED
Cátodo Ánodo
Fe2O3
Producciónde O2
Producciónde Fe
Electrolito
Fusión reductora HIsarna
Electrólisis ULCOWIN

54
EDICIÓN ENERO-FEBRERO 2017
En el marco del proyecto ULCOS (Ultra-Low Carbon dioxide [CO2] Steelmaking), se está investigando la recirculación del gas de tope. El objetivo es lograr una reducción del 50% de la emisión de CO2. Trabajan varias empresas siderúrgicas y centros de investigación. Se trata de un proceso prometedor, basado en:
• Separación del CO2 presente en el gas de tope.
• Reutilización del CO y H2 contenido en ese gas, con disminución del consumo específico de coque.
Las principales tecnologías que se aplican son:
• Inyección de CO y H2 en la cuba y por las toberas.
• Menor ingreso de carbono al horno, por menor consumo de coque.
• Uso de oxígeno puro en vez de aire caliente, para el soplo por las toberas (eliminación del nitrógeno en el proceso).
• Recuperación del CO2 del gas de tope para su almacenamiento subterráneo.
Este proceso tiene diversos antecedentes a lo largo de varias décadas, como se observa en la línea de tiempo de la FIGURA 5.
Bajo la bandera de ULCOS se han llevado a cabo dos proyectos consecutivos, de 2004 a 2009 y
de 2009 en adelante. En el primero de ellos se desarrollaron tres conceptos que se investigaron mediante ejercicios de modelización y ensayos metalúrgicos; dos de ellos se probaron en el alto horno experimental de LKAB en Lulea. En el marco del segundo proyecto, se hicieron dos campañas más en el alto horno experimental. En la FIGURA 6 se presenta este horno, equipado con una unidad VPSA (Vapor Pressure Swing Absorption) para la separación de CO2, un sistema de calentamiento del soplo y tuberías para el soplo tradicional por toberas más el soplo a un nivel más alto, en la cuba.
A partir de los resultados de las dos campañas se extrajeron las siguientes conclusiones:
• Es posible operar el alto horno con reciclado de gas de tope.
• No hubo problemas de seguridad.• La operación de la planta del tipo VPSA
(Vacuum Pressure Swing Adsorption) para separar el CO2 y H2 no presentó inconvenientes.
• Conexión entre alto horno experimental y planta VPSA.
• Cambios en composición y caudal del gas de tope tienen impacto inmediato sobre operación de planta VPSA (ambos deben ser operadas en relación muy estrecha).
• Cantidad máxima de gas de tope reciclado: 90%.
FIGURA 5. Antecedentes tecnológicos para el proyecto ULCOS
1920. Concepto de inyección de gas reductor caliente, Lance, Gran Bretaña
2004 ULCOS
Mediados década de 1960. Pruebas de inyección de gas reductor caliente,CRM en Cokerill-Seraing, Bélgica
Finales década de 1970. Patente alto horno libre de nitrógeno. Fink, Alemania
1984. Concepto de alto horno libre de nitrógeno, Dr. Lu, Canadá
Mediados década de 1990. Desarrollo de alto horno libre de nitrógeno,NKK, Japón
1985-1990. Pruebas de inyección de gas reductor caliente con reciclado de gas de tope libre de CO2, Tulachermet, Rusia

55
EDICIÓN ENERO-FEBRERO 2017
• Operación estable, descenso uniforme de la carga y fácil mantenimiento de la estabilidad térmica.
• Eficiencia del gas en la cuba estable durante las diferentes versiones.
• Mediciones con sondas en la cuba: buena distribución de gas.
• Pocas fallas de equipamiento que exigieran parada:– Paradas largas: volver al consumo
específico de coque de la operación convencional.
– Paradas menores: detener la inyección de gas y adicionar coque y/o carbón extra.
• Ensayos de extracción de muestras dentro del horno y experimentos de laboratorio mostraron que la carga convencional actual de sínter, pélets y coque funcionaría bien para el nuevo proceso.
Se observó una importante disminución del consumo de carbón y coque, de entre el 12% y el 26%. Se requiere energía extra para compensar la disminución en la generación de gas de alto horno y para operar la unidad VPSA de separación de CO2. Se puede disminuir la emisión directa de CO2 de toda la planta en el 60%. Después de la extracción del CO2 hay que adecuarlo para el almacenamiento, por la aplicación de técnicas criogénicas.
Para llevar estas experiencias a la escala de una planta industrial, será necesario prestar atención a:
• Tecnología de toberas para la inyección simultánea del gas de tope descarbonatado y carbón pulverizado bajo el 100% de oxígeno.
• Tecnología de inyección del gas en la cuba.• Tecnología de la distribución del gas sobre
todo el radio del horno, especialmente en la cuba.
• Calentamiento del gas.• Todo lo relacionado con la seguridad.
Con respecto a la captura y el almacenamiento de CO2, en la actualidad no parece económicamente factible para las empresas siderúrgicas.
ACCIONES JAPONESAS
En Japón la industria siderúrgica acordó con el gobierno una reducción voluntaria del 10% de la energía consumida en los procesos (9% menos de emisión de CO2) en comparación con las cifras de 1990 [10]. Se bajó el 10,7%: el 8% por menor consumo de energía y el 2,7% por el descenso en la menor producción de acero). La emisión de CO2 bajó el 10,5% (FIGURA 7).
A C E R O Y T E C N O L O G Í A
FIGURA 6. Alto horno experimental de LKAB en Lulea*
* Posee el equipamiento necesario para la separación del CO2 del gas de tope, el calentamiento del soplo y tuberías para el soplo por toberas y a media cuba.
Sínter, pélety coque
Limpiezade gas
Gas de alto horno
1.000°C
1.250°C
Calentador de canto rodado
Arrabio yescoria
Gas de proceso
Gas de proceso
Carbón 170 kg/tarrabio
2.900 m3/h máx.
Oxígeno 500 m3/h máx.
VPSA
CO2

56
EDICIÓN ENERO-FEBRERO 2017
La visión japonesa actual es bajar la emisión de CO2 mediante la disminución del consumo específico de coque y carbón como acción principal. Para ello se apunta a:
• Aumento de la eficiencia en la cuba.• Menor pérdida de calor en la cuba.• Menor volumen de escoria.• Menor temperatura del arrabio.• Menor temperatura de zona de reserva
térmica.
En este marco, se tiene en cuenta el uso de aglomerado prerreducido, hierro esponja y chatarra; la reducción con hidrógeno (hecha posible por la inyección de gas natural y de residuos plásticos); el uso de materiales carbonosos neutros (biomasa, carbón vegetal, plástico) y la captura del CO2 del gas de tope. Se presentan ejemplos de cómo se implementan estas acciones en los grupos siderúrgicos más importantes.
NSSMC. Se desarrolló un compuesto de óxido de hierro y carbón, denominado RCA (Reactive Coke Agglomerate). Se usan como materias primas: finos de mineral y carbón que se mezclan y
peletizan en disco, en frío (FIGURA 8). Luego del curado, se cargan en el alto horno. La gasificación del carbón empieza a temperatura más baja, debido a la cercanía entre el óxido de hierro y el carbón. Esto aumenta la eficiencia del alto horno, decreciendo la zona de reserva térmica. Esto se implementó en la planta de Oita en 2012, con reducción del consumo total de carbono.
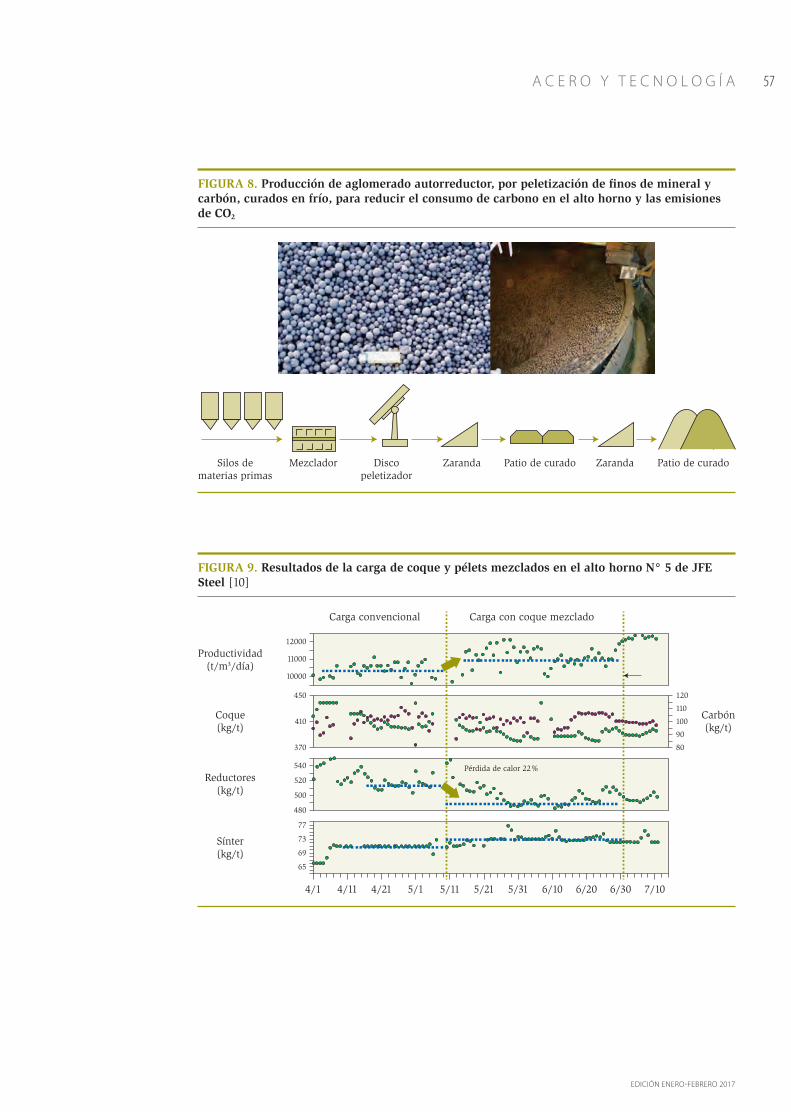
JFE Steel. Este grupo aplicó un tipo de carga con alto mezclado de coque, para obtener una mayor cercanía entre coque y pélets y una mejor permeabilidad en la zona cohesiva (FIGURA 9).
En el alto horno N° 2 de Keihin se aplicó la inyección simultánea de gas natural, plásticos de descarte y carbón pulverizado, incrementando en el 4%-5% la eficiencia en la combustión de los materiales sólidos inyectados.
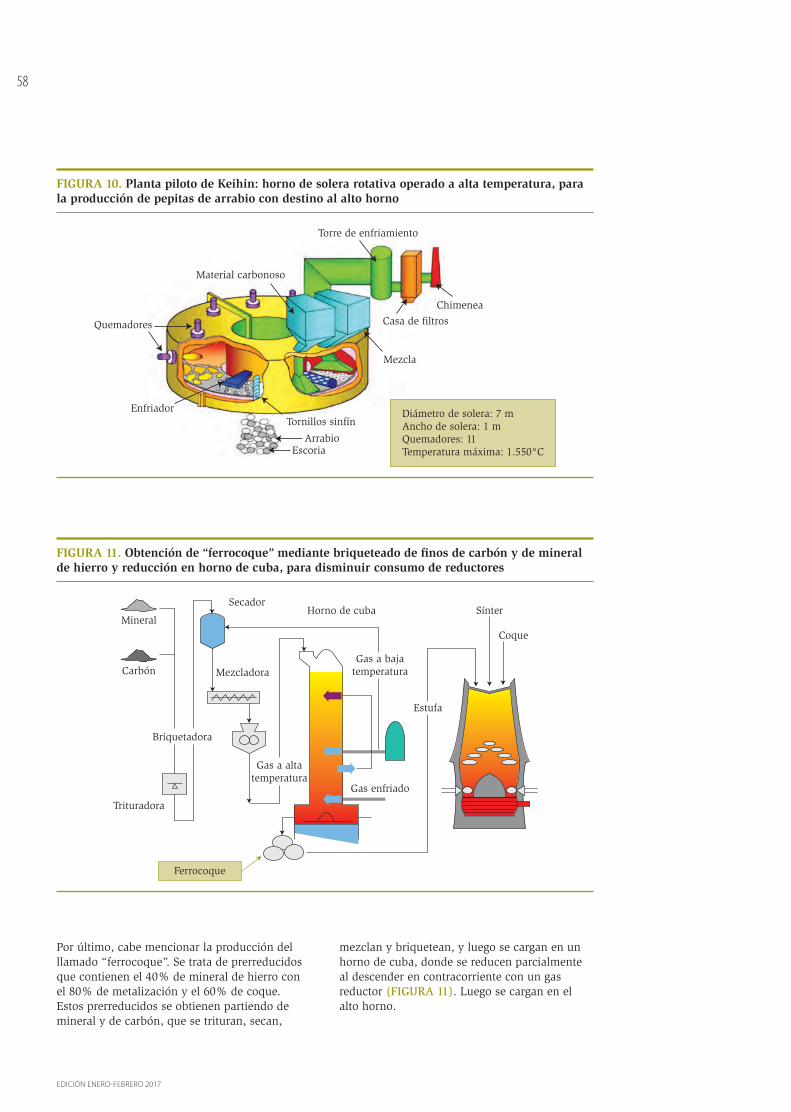
Otra medida fue la de cargar en el alto horno pepitas de arrabio obtenidas en un horno de solera rotativa operado a temperaturas elevadas (FIGURA 10). Este horno, denominado Hi-QIP, es similar al más conocido ITmk3, que está en desarrollo en Iron Dynamics, EE. UU.
FIGURA 7. Resultados de la acción voluntaria de la industria del acero en Japón
PJ: Peta Joule; 1 PJ=1015 Joule.
19902,000
2,100
2,200
2,300
2,400
2,500
(PJ)
2008-2012
2,439
66,4
194,0
Volumen de producción–2,7%
Consumo específicode energía
8,0%
1-0,027 · 8,2=8,0Se excluye el factor volumen de producción
2,178
–260,4 PJ(–10,7%)
57
EDICIÓN ENERO-FEBRERO 2017
A C E R O Y T E C N O L O G Í A
FIGURA 8. Producción de aglomerado autorreductor, por peletización de finos de mineral y carbón, curados en frío, para reducir el consumo de carbono en el alto horno y las emisiones de CO2
FIGURA 9. Resultados de la carga de coque y pélets mezclados en el alto horno N° 5 de JFE Steel [10]
MezcladorSilos dematerias primas
Discopeletizador
Zaranda ZarandaPatio de curado Patio de curado
Carga convencional Carga con coque mezclado
4/1
65
69
73
77
480
80
90
100
110
120
500
520
540
370
410
450
10000
11000
12000
4/11 4/21
Sínter(kg/t)
Reductores(kg/t)
Coque(kg/t)
Carbón(kg/t)
Productividad(t/m3/día)
5/1 5/11 5/21 5/31 6/10 6/20 6/30 7/10
Pérdida de calor 22%
58
EDICIÓN ENERO-FEBRERO 2017
FIGURA 10. Planta piloto de Keihin: horno de solera rotativa operado a alta temperatura, para la producción de pepitas de arrabio con destino al alto horno
FIGURA 11. Obtención de “ferrocoque” mediante briqueteado de finos de carbón y de mineral de hierro y reducción en horno de cuba, para disminuir consumo de reductores
Material carbonoso
Torre de enfriamiento
Chimenea
Casa de filtros
Mezcla
Diámetro de solera: 7 mAncho de solera: 1 mQuemadores: 11Temperatura máxima: 1.550°C
Tornillos sinfín
ArrabioEscoria
Enfriador
Quemadores
Por último, cabe mencionar la producción del llamado “ferrocoque”. Se trata de prerreducidos que contienen el 40% de mineral de hierro con el 80% de metalización y el 60% de coque. Estos prerreducidos se obtienen partiendo de mineral y de carbón, que se trituran, secan,
mezclan y briquetean, y luego se cargan en un horno de cuba, donde se reducen parcialmente al descender en contracorriente con un gas reductor (FIGURA 11). Luego se cargan en el alto horno.
Horno de cubaMineral
Carbón
Trituradora
Briquetadora
SecadorSínter
Coque
Estufa
Gas a bajatemperatura
Gas a altatemperatura
Ferrocoque
Gas enfriado
Mezcladora

59
EDICIÓN ENERO-FEBRERO 2017
Los resultados esperados por JFE Steel con estas tecnologías son un descenso del 12% en el consumo relativo de reductores y del 14% en las emisiones de CO2 (FIGURA 12).
COURSE 50. Se trata de un proyecto del gobierno y la industria para disminuir drásticamente las emisiones. El nombre proviene de la denominación en inglés: CO2 Ultimate Reduction in Steelmaking Process by Innovative Technology for Cool Earth 50. Se trata de desarrollar tecnología para usar hidrógeno en la reducción y para separar el CO2.
El concepto básico para usar hidrógeno en la reducción y separar el CO2 incluye:
• Tecnología para producir coque de alta reactividad y alta resistencia para altos hornos con reducción por hidrógeno.
• Tecnología para la reducción preliminar del mineral de hierro en un horno de cuba o de otro tipo.
• Tecnología para la manufactura de un reductor que sustituya al coque.
• Tecnología para controlar las reacciones en el alto horno basado en reducción por hidrógeno.
• Tecnología para la separación del CO2 y la recuperación del resto del gas de tope.
• Tecnología para el almacenamiento del CO2.• Tecnología para el uso efectivo del calor de
descarte.
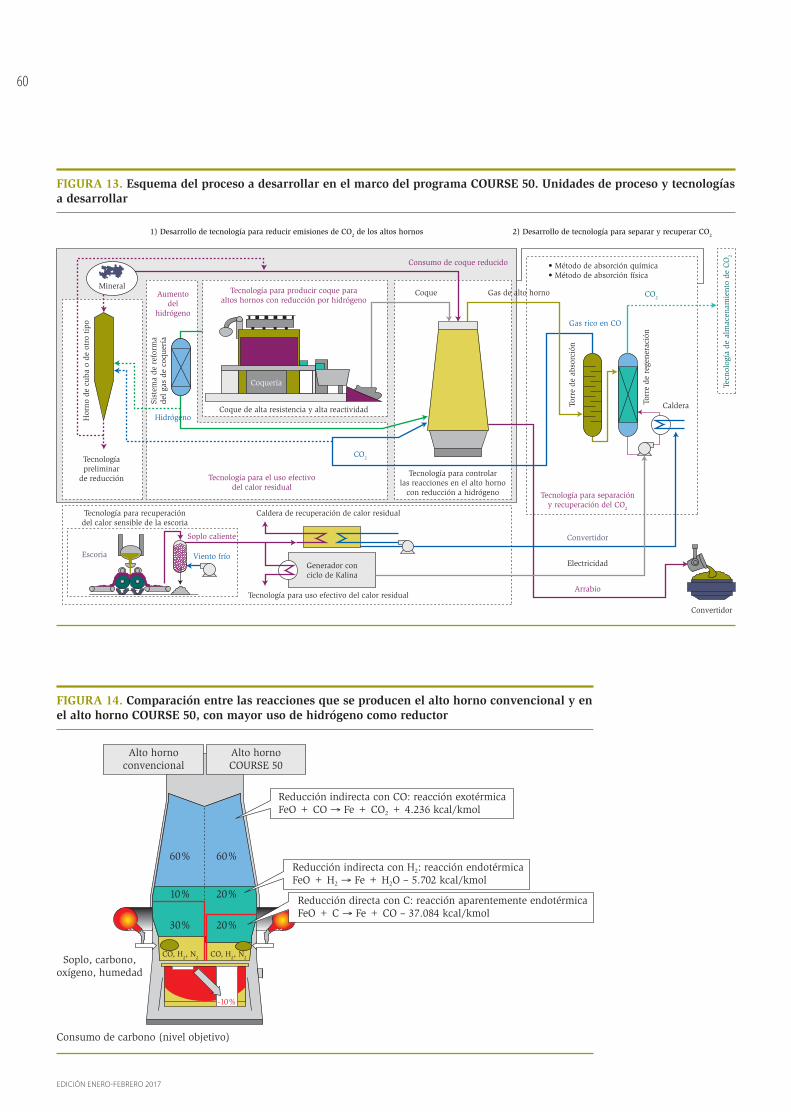
En la FIGURA 13 se presenta un esquema tentativo del proceso según el programa COURSE 50.
Se pretende enriquecer en hidrógeno el gas de coquería usando un nuevo catalizador y recuperar el calor del gas de coquería. En el alto horno con un mayor uso de hidrógeno como reductor, se aprovecha mejor la energía, ya que se amortigua el efecto fuertemente endotérmico de la reducción directa con carbono (FIGURA 14).
También se realizaron ensayos en el alto horno experimental de LKAB, en este caso para probar la inyección de gas de coquería por las toberas y de gas de coquería reformado en la cuba, incrementando el aporte de hidrógeno y disminuyendo el aporte de carbono.
Se trabaja también sobre un sistema de captura de CO2 mediante absorción (FIGURA 15). Se procura el desarrollo de un absorbente de alta performance, para reducir el consumo de energía térmica para la separación del CO2 de 4 a 2GJ/tCO2 y liberar el CO2 a una temperatura más baja que la usual.
Se cumplió la primera etapa, de 2008 a 2012 del proyecto COURSE 50, que implicó el desarrollo de la tecnología básica. Ahora se encuentra en la segunda etapa, de 2013 a 2017, que apunta al desarrollo integrado de la reducción con hidrógeno y la separación de CO2, con la construcción de un alto horno piloto de 10 m3, para la producción de 35 t/día, en Kimitsu y una planta de absorción de CO2 de 30 t/día. Se plantea el objetivo de disponer en 2030 de la primera unidad industrial y de lograr en 2050 la generalización de la tecnología.
A C E R O Y T E C N O L O G Í A
FIGURA 12. Descenso del consumo de reductores y de las emisiones de CO2 por la aplicación de tecnologías
Carbón
Base
14
60
70
80
90
100
20
40
60
80
100
Emis
ión
de C
O2
(%)
Red
ucto
res
(%)
Case ABase Case A
12
Gas naturalVaporElectricidadOxígenoOtros
Producción de DRI
CoqueCarbónPlásticosGas
60
EDICIÓN ENERO-FEBRERO 2017
FIGURA 13. Esquema del proceso a desarrollar en el marco del programa COURSE 50. Unidades de proceso y tecnologías a desarrollar
Tecnologíapreliminar
de reducción
Tecnología para recuperacióndel calor sensible de la escoria
Soplo caliente
Escoria Viento frío
Coque Gas de alto hornoAumentodel
hidrógeno
Tecnología para el uso efectivodel calor residual
Tecnología para separacióny recuperación del CO2
Convertidor
Arrabio
Electricidad
Convertidor
Caldera
• Método de absorción química• Método de absorción física
Gas rico en CO
CO2
Tecn
olog
ía d
e al
mac
enam
ient
o de
CO
2
Torr
e de
reg
ener
ació
n
Torr
e de
abs
orci
ón
Tecnología para producir coque paraaltos hornos con reducción por hidrógeno
Consumo de coque reducido
Coque de alta resistencia y alta reactividad
Caldera de recuperación de calor residual
Tecnología para uso efectivo del calor residual
Hidrógeno
CO2
Hor
no d
e cu
ba o
de
otro
tip
o
Sist
ema
de r
efor
ma
del g
as d
e co
quer
ía
CoqueríaAlto
horno
Tecnología para controlarlas reacciones en el alto horno
con reducción a hidrógeno
1) Desarrollo de tecnología para reducir emisiones de CO2 de los altos hornos 2) Desarrollo de tecnología para separar y recuperar CO2
Generador conciclo de Kalina
Mineral
FIGURA 14. Comparación entre las reacciones que se producen el alto horno convencional y en el alto horno COURSE 50, con mayor uso de hidrógeno como reductor
-10%
10% 20%
60%
Alto hornoconvencional
Soplo, carbono,oxígeno, humedad
Consumo de carbono (nivel objetivo)
Alto hornoCOURSE 50
60%
CO, H2, N2 CO, H2, N2
30% 20%
Reducción indirecta con CO: reacción exotérmicaFeO + CO → Fe + CO2 + 4.236 kcal/kmol
Reducción indirecta con H2: reacción endotérmicaFeO + H2 → Fe + H2O – 5.702 kcal/kmol
Reducción directa con C: reacción aparentemente endotérmicaFeO + C → Fe + CO – 37.084 kcal/kmol

61
EDICIÓN ENERO-FEBRERO 2017
A C E R O Y T E C N O L O G Í A
SITUACIÓN LATINOAMERICANA
La industria del acero de América Latina tiene un promedio de emisiones de CO2 más bajo que el mundial, y bien por debajo del de India y China (FIGURA A). En esto incide favorablemente la proporción de utilización de la ruta horno eléctrico.
El control y monitoreo de las emisiones de CO2 está implantado en varias plantas integradas. Por ejemplo, en la FIGURA B se presenta la distribución del porcentaje que genera cada una de las áreas de reducción de ArcelorMittal Tubarão [13].
Un aporte interesante es la amplia utilización de biomasa en forma de carbón vegetal que se hace en Brasil; en particular, aquella biomasa generada a partir de forestación. Al tener en cuenta la absorción de CO2 por los plantíos, el
balance de CO2 de las empresas que producen el acero a partir de arrabio obtenido en altos hornos a carbón vegetal es prácticamente nulo [14].
En el plano investigativo, se estudian aspectos como:
• La utilización de carbón vegetal en la mezcla de carbones para coquización, en la Universidad Federal de Rio Grande do Sul, Porto Alegre, Brasil [15].
• La inyección de biomasa en conjunto con carbón pulverizado, en los altos hornos, en la misma universidad, la Universidad Federal de Ouro Preto y un consultor [16-17].
• El desarrollo de materiales cerámicos para la captura del CO2, en las universidades federales de Rio Grande do Norte y de Sergipe [18].
FIGURA A. Intensidad de las emisiones directas de CO2 de la producción de acero crudo [12]. 2DS: objetivo para lograr que el aumento de temperatura global no sea mayor de 2°C
FIGURA B. Distribución porcentual de las emisiones de CO2 de las áreas de reducción de ArcelorMittal Tubarão
India0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
Otrosno OECD
China
t C
O2/
t ace
ro m
undo
Mundo
2011
AméricaLatina
OECD África yMedio Oriente
OtrosAsia
2012 2025- 2DS
Coquería
Sinterización
Altos hornos
Energía
9%
15%
22%
54%

62
EDICIÓN ENERO-FEBRERO 2017
CONCLUSIONES
La industria del acero tiene entre sus objetivos a nivel mundial disminuir sus emisiones de gases de efecto invernadero y lo busca mediante diversos caminos. Uno de ellos es la disminución de las emisiones de CO2 de los altos hornos. Para esto existen diferentes estrategias que se están llevando adelante, pasando por las etapas de investigación, planta piloto e implementación industrial. Dos proyectos relevantes son los denominados ULCOS (europeo) y COURSE 50 (japonés). Aunque debido a la situación de la industria hay dificultades para el financiamiento de los mismos, hasta ahora se han ido cumpliendo satisfactoriamente las etapas fijadas. En el intertanto, las empresas prosiguen su tarea de mejora continua.
Las emisiones específicas de CO2 de la siderurgia de América Latina están por debajo del promedio mundial, debido al mayor peso de las acerías eléctricas. En los altos hornos en operación se está actuando en el monitoreo y control de las emisiones y en la implementación de soluciones que permitan disminuir el consumo de reductores y, por consiguiente, de las emisiones. ••
REFERENCIAS
[1] “Sustainability indicators definition and relevance - Data 2003-2015”. Worldsteel web site.
[2] “Linking emissions-related metrics to earnings for steel companies”. CDP, October 2016, London, UK.
[3] Laplace Conseil; “Impacts of energy market developments on the steel industry”. 74th Session of the OECD Steel Committee, Paris, France, July 2013.
[4] Reimink, H.; “Benchmarking systems designed for improvement”. Worldsteel presentation, 2015.
[5] Madias, J.; “Procesos alternativos en producción de arrabio”. Acero Latinoamericano, N° 514, mayo-junio de 2009, pp. 46-51.
[6] Van der Stel, J.; Louwerse, G.; Sert, D.; Hirsch, A.; Eklund, N.; Pettersson, M.; “Top gas recycling blast furnace developments for ‘green’ and sustainable ironmaking”. Ironmaking and Steelmaking 2013, Vol. 40, N° 7, pp. 483-489.
[7] “Direct emissions of iron and steel production”. Climate leaders greenhouse gas inventory protocol core module guidance, June 2003.
[8] Hornby, S.; Private communication, October 2016.
FIGURA 15. Sistema de captura de CO2 por absorción
Absorbente rico en CO2
El absorbente entra en contacto con el gasde alto horno en contracorriente en el absorbedor,y absorbe selectivamente el CO2
Pretratamiento
Vapor
Absorbente
Gas de alto horno
Gas rico en CO
3
2
1
1
El absorbente enriquecido en CO2 se envía alstripper, se calienta a 120°C y libera el CO2
2
El absorbente regenerado se enfría y se envía alabsorbedor
3
CO2
Absorbedor Stripper