Diseño planos y construcción cizalladora neumática para ...
125
a\ q I I nr 0o ll DISEÑO, PLANOS Y CONSTRUCCNN CIZALI-ADORA NEUMATTCA PARA HTERRO CALTBRADO HASTA 3/9" TOMO I JOSE ARTURO ACEVEDO @NZALEZ GUILLERMO T'A JARDO TEJEDA Tcabajo de grado prcsentado como requl- sito parcial para optar al tftulo de Lrgenig ro Mecánico. I Aeesor: Ing. DANII€ AMPUDIA rár c.u.A.o I^XI BrBLrorEcA I tilultüüt ültututu ilJtu til CORPORAC ION UNTVERSITARIA AUTONOMA DE OCC IDENTE DTVISION DE INGENIER IAS -* FROGRAMA DE INGENIERIá MECANICA *b \ \ t\ ':\ | \\\, J+. o c\ N $ \N \y ( -6 \ s \ c, q ü secc¡ón Bib,iofEco I 97 g5 "iJ cALI, tg87
Transcript of Diseño planos y construcción cizalladora neumática para ...

a\q
I
I
nr0o
ll DISEÑO, PLANOS Y CONSTRUCCNN CIZALI-ADORA
NEUMATTCA PARA HTERRO CALTBRADO HASTA 3/9"
TOMO I
JOSE ARTURO ACEVEDO @NZALEZ
GUILLERMO T'A JARDO TEJEDA
Tcabajo de grado prcsentado como requl-sito parcial para optar al tftulo de Lrgenigro Mecánico.
IAeesor: Ing. DANII€ AMPUDIA
rár c.u.A.oI^XI BrBLrorEcA
I tilultüüt ültututu
ilJtu til
CORPORAC ION UNTVERSITARIA AUTONOMA DE OCC IDENTE
DTVISION DE INGENIER IAS-*
FROGRAMA DE INGENIERIá MECANICA
*b\ \t\
':\| \\\,J+.
oc\
N$
\N\y
(-6\s\c,q
ü secc¡ón Bib,iofEco I
97 g5 "iJ
cALI, tg87

-r(t? I^ ?O4p ¿ ?¿tJu-!-
AGRADEC IMIEN TOS
A MARIo VERNAzA PERAU, quien en eu prosldencia de FINANcO s.A.hizo poslble La f inanc iación dc éete Proyecto de Gaado.
A DANIr-o AMPUDTA, Ingeniero Mecánico, profeeor de Fluidoe de laUnivereidad del Valle y de la Corporación Univereitaria Autónornade Occidente, y Director del trabajo
A LEoNoR uNzuETA, Ingeniera de sistemas, Jefe del Departarnentode Sleternae de FINANCO S. A.
A MARIA TERESA cAIcEDo, Ingeniera rndustrial, Jefe del Departa -mento de Organización y Métodos de ASISTEM.
tt

Aprobado por eI Gornité de Trabajode Grado en curnplirniento de los re-quieitos exigidos por la Gerporaci6nUnivcrsitaiia Autdnorna de Occ identepara optar el tttulo de Lngeniero Me -cán[co.
Cal i,
Ltr.

TABI,A DE CONTENIDO
TOMO I
INTRODUCC ION
1. ANALISISDELHIERRO .....
DIMENSIONES NOMINALES
ESPEC IFICAC IONES
1.3 coMPoSIcIoNQUIMICA ...............
ALARGAMIENTO EN 200 mm
FROPIEDADES MECANICAS
1.1
t.2
Páe.
I
3
3
4
4
4
4
5
6
9
9
r.4
1.5
r.6
1.6. r
z.
z.l
PRUEBA A CTZALLADURA
Procedimiento yequipo .......
CAI-CUI¡ DE IOS CILINDROS
CILINDRO PARA CORTE
LV

z.I. I
2.2
2.2. I
2.3
2.3. I
2.3.2
?.3.2. r
2,.3.2.2
2.3.2.3
2.3.2.4
2.3.2.5
3.
3.1
3,2
Fuerza del émbolo
CILINDRO PARA
Fuerza del érnbolo . .
CAI-cUICI DEL
CTZALLADORA
CILINDRO PARA LA
Cálculo
Belecc ión
Cilindro de doble efecto
Fijación de los cilindros ........¡..,...
Csnstitución de 1,os ciltndros ...
l,ottgitud de carrera . .. ........ . r.
Velocidad del érnbolo ..........
TUBER IA
CONSUMO
TUBER IA
DE AIRE PARA SELECCIONAR
FORMULAS PARA CAIÍ ULAR EL CON -
SUMO DE AIRE
l1
tl
L2
t2
TZ
I3
L4
t5
I8
L9
zo
20
zl
3.3 PERDIDA DE PRESION ADMISIBLE 23

3.4
3.5
3.6
3.7
3.8
4.
PRESION DE SERVICIO . . . .. .
CANTIDAD DE ESTRANGUI,AMIENTO EN
LA RED
TENDIDO DE LA RED
MATERIAL DE TUBERIAS . ......,.
DERTVACION A I-IOS RECEPTORES ..... .
VALVULAS Y UNIDAD DE MANTENIMIEN
TO
GENERA LIDADES
CAUDAL DE LAS VALVULAS
VA LVULAS NEUMATIGAS
Válvuladecierre .....
Válvula de carrete ( spool ) .....o.......
Válvula de control direccional de tres v[ag
Válvula de cuatro vlas tres pos iciones ... .
Válvula de control de flujo . . . . .
Cálculo y selecclón .....................
CV para el cilindro de corte ... .....
23
z4
?7
z5
z6
28
?8
z9
4.r
4.2
4,3
4.3. I
4.3.?,
4.3 .,3
4.3 .4
4.3 .5
4.3.6
4.3.6.r
30
30
30
3l
3l
3Z
3Z
33
v¡.

4.3.6.2 CV para el cilindro de alirnentación 33
34
34
34
4.4
4.4.1
4.4.2
4.5
4.6
4.6. I
4.6.2
4.6.3
4.6.4
4.6.5
5.
5.1
5.?
5.2. L
5.?,.L,L
5.2.r.2,
SELEC CTCN
Válvulae para el cilindro de corte
Válvula para el ci.lindro de alirnentaclón .
UNIDAD DE MANTENIMIENTO .
CONSERVACION DE ]-AS UNIDADES DE
MANTENIMIENTO
Filtro de aire
Regulador de pres ión a. aa aaa a a. aa a a. aa a
Lubricador de ai.:re
Caudal de las unidades de rnantenimiento
Unidad de rnantenirniento
COMPRESOR .
GENERADORES..... .....
TIPOS DE COMPRESORES . . .
Cgrnpresor de érnbolo .................
Cornpresor de érnbolo oecilante . .. ... ..
cornpreSor de rnernbrana ..............
34
35
35
36
36
36
37
38
38
39
40
40
42
vr.t

5.3
5.3.1
5.3 .?,
5.3.3
5.3.4
5.3.5
5.3.6
6.
7,
7.1
7.2
7.2. r
7.2,2
7.2.3
7.3
g.
9.
9.r
ELECCION DEL COMPRESOR
CaudaI
Presión ...... ..... o .. ...
Accionarniento ,.........
Regulación .. .... ............. o...
Lugar de ernplazarniento ..,. ............
Acurnulador de aire cornprirnid6 ..... ....
DADOS
crzALrA.. . . .
42
43
44
44
45
46
48
50
6r
4?
6?
6z
63
63
64
o)
67
67
SOLDADURA
PASADORES
. a. a. a a.a a a. a aa aa a aa a
Gato de
C izalla
Gato de alirnentac ión
TORNILI¡S
MESA
SIMBOTOGIA NEUMATICA . ¡ i ¡ o.. .....
TRANSFORMACION DE ENERGIA .
vLLL

9.?
9.3
9.4
MANDO Y REGULACION DE VALVULAS
DISTR IBUIDORAS DE VIAS
68
69
70
9.s
9.6
9.7
9.8
9.9
g. r0
9.11
9 .IZ
9.t3
9. 14
g. r5
VA LVUI-AS DE
VALVULAS DE
V-ALVULAS DE
VALVULAS DE
VALVULAS DE
BIOQUEO
PRESToN . .. ...,. r,....
GAUDAL..............
ESTANQUEIDAD.....,.
CAUDAL Y BI.oQUEO ...
7l
7I
7L
7L
74
75
75
75
76
77
TRANSMISION DE ENERGIA
ACCIONAMIENTO MANUAL
AC CIONAMIEN TO MECANICO
ACC IONAMIEN TO
ACC IONAMIENTO
ELEC TR ICO
NEUMA TICO
ACC TONAMIENTOS COMBINA DO S
ELEMENTOS DE MEDIDA . ............
SIMBOI¡S ESPEGIALES EARA DETECTO
RES DE PROXIMIDAD ( NO NORI0,/'ALLZA-
DOs ) . ... ..... ... 77
10.
10. I
r0. z
SISTEMA
orspño
ELEC TR ICO Y ELECTRONICO
79
80INSTR UCCIONES
PROGRAMADOR
NOMENC LA TURA
PARA EL MANEJO DEL
a. a.. a.
83
u
ll.
88
89
12.
13.
NORMAS DE SEGURIDAD INDUSTRIAL
CONC LUSIONES
BIBLIOGRAFIA
ANEXOS
86

FIGURA
;TIGURA
FIGI'RA
FIGIJRA
FIGURA
FIGURA
FIGURA
FIGURA
T.IGURA
FIGURA
FIGURA
FIGURA
FIGURA
FIGURA
FIGURA
Tr [o
Dados
I
z
3
4
5
6
7
I
9
l0
II
L2
l3
t4
l5
LISTA DE FIGURAS
Chipa A - 37
Estática de la rnáqulna Univergal
Cilindro de doble efecto
Fijación tipo brida poeterior
Constituclón de L,os c ilindroe
t4
Pág.
5l
53
54
55
56
osc ilante. l5
t8
Gornpree6r de
Regulación por
Acurnulador de
émbolo oec llante
aislamiento
alre
35
40
45
47
48
Estática de la rnáquiha
Di;agrarna de fuerzae de
Düagrarna de fuerzas
Ia rnáquina . ..
Mornentos
Mornentos
xl

FIGURA
FICURA
r'IGURA
FIGURA
FIGURA
FIGIJRA
I6
t7
r8
lq
20
zl
Eetática de la estructura
Gentroide deL perf il
D lagrarna de rnornentos
Gráf ico de la soldadura
Mesa
Pregrarnador electrónico . .
57
59
60
6r
b5
82
xtt

ANEXO I
ANEXO 2
ANEXO 3
ANEXO 4
ANEXO 5
ANEXO 6
ANEXO 7
LISTA DE ANEXOS
Caracter[sticas del acero A-37
Veloc idad del érnbolo
Consumo de aire
Cárnara rnuerta o secundaiias
Longitudes s upletor ias
Diárnetro de la tuber[a
Diagrarna de caudal
89
94
95
96
97
98
99
x U.t

RESUMEN
El análie is del acero calibrado utilizado para efectus¡ de cálculos ee
sornetió a las pruebas previetae para obtener la inforrnación precisa
de eu corrrposición qu[rnlca y lae propiedades rnecánicas que ao¡rorta
al eer sornetido a esfuerzos de cizalladura y tracción.
La tecnolog[a neurnática perrnitió diseñar, calcular y seleccionar Los
c ilindros neurnátis6e adecuados para ser instaladoe en la rnáquina
cizalladora, adernás ee seleccionaron tros sisternas de rnedici6n de
presl6n, lubricacún y f iltro instalados en el sistema. Gálcuto y di-
seño de la red de tuber[a teniendo en cuenta loe criteri¡oe estableci-
dos en lors rnanuales y textos de rnecánica de fluidos y generaci6n de
aire. Se hizo rrn [s\¡¿n¡arniento topográf ico que perrnitió instalar de
manera adecr:¿da la red de tuberna evitando asllas caldag de presi6n
en el eisterna.
Se seleccionaron Ia válvula de control y direccionalee llaaa ger ins-
taladae s iguiendo los cr iterios que exigten para tal f in; adernáe se
x[v

tuvieron en cuenta las norrnae de seguridad existentes para ser apli.-
cadas en sisternas electroneurnáticos flue perrnitirán una operaci6n ag
gura por parte del operario.
Se dieeñaron y calcularon loe dadoe de corte, la eoldadura y los pa-
sadores teniendo en cuenta la tesrta que nos permitió obtener l,oe rne-
joces reeultados pata la selecci6n de rnateriales. Loe dados fueron eo
metidos a un proceso de cementación y ternple qlue garanti¡zara eu du-
rabllidad y afilado para las horas calculadae. La eelecci6n y aplica -
c [ón de la soldadura de acuerdo a norrnaa establec idae paea tal f in y
el rnaterial para 16s pasadores, qlue se eornetieron a tratarnientoe téL
rnicos y rnecanizado d,e acuerdo a L¡s especif icaciones exietentos.
Hernos aplicado toda una eerie de conocirnientog adquirldos a través
del estudio de nuevaa tecnologfas que perrniten realizar eete tipo de
trabajos.
xv

INTRODUCCION
ILa aplicaciónde técnicas modernas en la industria e5 cada dta impg
rircsa, Para mejorar loe procegos de producórón¡ por taL taz6rr, sul
gb la necesidad de mejorar las 6¡rcracionee que se realizan para püo
Porcionar uno de los elementos constitutivog en la industria de La
conetrucc ión.
Se tornó corno base eI trabajo que se realizaba en la ernprcsa FINAN
GO, para ejecutar eI proceso de corte de acero calibrado, utilizado
en el Procego de fabricación de un edificio, el cr¡al se necesita sea
entregado con dirnengiones precisas, obedeciendo a cálculos prepare
d6s para tal f in.
*Eete conlleva a incrementar y agilizar esta tarea irnportante dentro
del procese de conatrucción, para to cual ee aplicaron avancee téc-
nicos que perrniten rnejorar log procesos de corte de hlcrro, les cuA
lee se aplicaren para desarrollar nuestro proyecto, que deaeamoc
sirva para dinamizar la induetria de la conetrrrcc'i:ón.

O BJETTVOS
l. Automatlzar eL sisterna de cizallarniento del ace¡o calibrado hae-
ta 3/8,,, utllizado' en [a induetria de la conetrucción. Se logrd rnejo-
rar lae variabbee, el tiernpo hombre y ahorro de rnaterial.
?. Los accesorlos neurnáticoe y rnecánicoe utllizados en el Proyec-
to se recuperaron de elernentos gue estaban fuera de servicio, 1o
cual perrnitió que los costos de fabricac ión disrninuyeran y adernás
se aplicaron avancee técnicos que ésta especialidad perrnite en la ac-
tualidad.

I. ANALISIS DEL HIERRO
se tornó oolno base de trabajo el hierro que [a comPañra a través de
su experienc[a y aplicación consideró flue reunla lae caracter[eticas
f [eicas y qufrnicas exigidas por los rnedios involucrados en la indus-
tria de Ia construcción. Esto dió corno resultado la elección de Ia ba-
rra de acero calibrado de 3/8, pr6cesada en Ia Siderúrgica de Paz de
R lo en Ia forrna de entrega enrrrollada ( chlpa ) para uso en la cons -
trucción. El acero está codif icado corrro Acero A-37 (Ver Anexo 1 )
I. 1 DIMENSIONES NOMINALES
Barrae Peso D iárnetro Per lrnetroAJ37 unltar io norninal Area norninal -3/e o.559ke/rn 9.52rnrn 2.98crna 0.71 crn

Grado AH24
Se entregan en rollos con peso de 180 kg aproxirnadamente.
r. 3 COMFOSIC ION OUIMICA
L.Z ESPECIFICACIONES
Requis itos:
Barra de acero
N6rrna trcontec
Análisis de cuchara!
Fósforo, porcentaje rnáx irno
Azufre, porcentaje máximo
P + S, porcentaje máxtrno
A -37
16r
0.085
0.060
0. 120
| .4 A LAR GAMIENTO EN 200 rnrn
Porcentaje rnfnirno
1 . 5 PRO PIEDADES MECANICAS
Resistencia a la tensidn rnin kgf./crn? (p"i ) 3T 52000
Punto de fluencia rni.n kgf /crnZ ( p"i ) Z4 34000
EnsayoadobladoalS0o d=D
I8

D
d
diámetro de la barra
diámetro nomtnal
FIGURA I. Ghlpa A - 37
I.6 PRUEBA A GTZA LLADURA
Ademáar para asegurar eeta información
a stzalladura en la Unlversidad del Valle
reeultado¡
se reallzaron lae pruebas
obtenléndose el e lgulente
1.6. I Procedirnlento yeQuiPo
Se colocaron las Inuestras en el dispoeitivo a ensayo cortante y lue-
go en la rnáquina Universal tipo ZD de 40 t de capacidad; se obtuvie-
ron los siguientee resultados:
Muestra D iárnetroCarga rnáxima
(tg )
I
?
3
3/s
3/e
z/e
4.850
4. 900
4.800
En prornedio Ia resistenc i;a a cizalladura de las tres rnueet¡as fué:
Mi = 4. 850 + 4.900 + 4. 8m = 4. 850 kg3
Para eI dlseño y cálculos de los elernentos constitutivos de la c'wa -
Lladora neumática se tornó éste como valor para aplicarlo corno rná:1i
rno esfuerzo cortante. Luego se dividió este valor por dos Para obtg
ner eI esfuerzo a cizalladura en forrna nornral obteniéndose corno re-
eultado:
Esfuerzo cortante prornedio: 4.850 = 2.429 kg)

Este valor de 2.429 kg se aproxirnó a 2.500 kg y es el valor que re-
girá todos los cálculos de Ia cizalladora neurnática.

dof{Q'
.¡dDd.gjC'
\tü
E(d
o'dítu+Js+tUr
f'l
N
{ÉDoh

2. CAITUIO DE IPS CILINDROS
2.L CILINDRO PARA CORTE
?. I. I Fuerz a del érnbolo
Fuerza teórlca = F.-T. = A. P
A = superf ic ie útil del érnbolo ( crn2 )
P - pres ión de trabajo ( Kp. ), ( N/rnZ ), Bar )
I Kpa = I kilopondio
I Kpa = I kilograrno -fuerza 10 Newton
: t' \
La fuerza del érnbolo necesaria de acuerdo a las pruebas realiza -
das en la Universidad del Vatle = Z.SOO Kgf . De donde I Kgf IO N
entonces 2.5O0 Kgf = 25000 N.
lOo\*¡-
Preeión nlrnal de trabajo = 8,bares = 8 Kgf/cmz. Recornendad,a
para eisterna neumático de media presión según ta FESTO, SMC.
Uninnifud Autonomo da 0ccidmtü
Ocato liblidxo
9

r Bar = 10 N/rnz * : / (t00 crn )z o xgr/roN
= ( lo )a xet/ ( loz crn )2
1 Bar LKgf./crnZ
En la práctica es neceeario conocer la fuerz¿r-real. Para deterrninag
La hay que tener en cuenta los rozamientos. En condiciones norrna -
les de servicio (presiones de 400 a 800 Kpa o de 4 a 8 bar ) se pue-
de euponer clue las fuerzas de rozarniento representan de 3 a 20%de
La fwerza calculada. ( Según Manual de La FESTO, pág $ ).
Para el caso nuestro tomamos ,n 20%, entonces procederemos a
calcular la fuerza real aplicando Ia siguiente fórrnula para cilindros
de doble efecto:
Fn =.A.P. -Fr
Fn = fuerza real del émbolo
Fr = fuerza de rozamiento
P = presión de trabajo
A = área útil del érnbolo = 0.785 * d2
De donde:
A =Fn+tr/P
Fn = 2500 Kgf
l0

Fr = 2500 Kgf * 2Oo/o = 500 Kgf
P = SKgf/crn|
O.?g5*d.2=Fn*F'c/P
d =(Fn*Fr)/P*0.?85
d = ( z50o + 500 ) xsf /o. zB5 * 8KsÍ/crnz
= 21.85 cm
Diárnetro del érnbolo = 21.85 clrr = 9 pulgadas
Z. Z C ILINDRO PARA A LIMENTAC ION
Z.Z.l Fuerza del érnbolo
Aplicando el rnlsrno
A =Fn+F-r/P
ptroceso de 2. 1. I
Fn
Fr
30 Kgf
30Kgfx2OTo=6Kgf
P = SKgf/crn?
0. 785 * dZ = Fr + Fn/P
d =(FnrFr)/0.285*
d =(30+6)Kef /o.zes 8 Kgf,/crnz
= ?.39 crn
2.39crn=lpulgada
P
*
Diárnetro del érnbolo =
1l

2.3 CAITUI-O DEL CILINDRO PARA LA CIZALLADORA
2.3. I CáIculo
T =F*D
T = 3000 kg *, crn
Lp =9pulg=22.85crn
F =t/Lp
f' = 3000 kg . crn / 22.85 crn = 131kg
P =r/AA =r/PA = 13I ke/e kg/crnz = L6 crn?
A =0.785*dZ
d = 16 crnL/o,Zgs = 4.65 crn = 2 putg
2.3. ? Selecc ión
El diámetro del cllindro para ejecutar las operaciones de rnanera óp-
tirna serla de 2 pul.gadas. Encontramos flue nuestro cilindro dlsponi-
ble en la cornpañla para realizar el corte es de 102 rnrn (4 pulg ),
con 8 bar nos dá aproxirnadarnente 5000 N y el cilindro disponibLe pa-
ra alirnentación es de 50 rnrn ( 2 pulg ), con 8 bar nos dá aproximada-
rnente 1100 N.
L2

Corno lo hablarnos rnenclonad6, se tornó un cllindro de la com¡lañla
que estaba disponible eI cual reune lae siguientes caracterleticas que
eran Las necesarias para aplicarlo en nuestro proyector:
C ilindro c izalladora C ilindro aux iliar
Diámetro del émbolo 4 pulg Z pulg
carrera gpulg 6pulg
Pres lón de trabajo 8 Bar 8 Bar
Fuerza de ernpuje 4550 N ZZ50 N
Ternperatura rnáxirna 20 a 80oG 20 a 80oC
Acoplee de hogquillas osc ilante
Cilindro de doble acción
Marca NoPak Nopak
2.3.2. t Cilindro de doble efecto
La fuerza ejercida por el aire comprirnido anirna al. émboIo en ci[[n-
dros de doble efecto a realizar un movirniento de t¡anslación en los
doe sentidos, al disponer de una fuerza util tanto en la tda como en
el retorno.
Ios cilindroe de doble efeGto se emplean especi;almente en los eaaos
en que eI érnbolo tiene que realizar wr'a rnisión de teabajo en el des -
l3

t
plazarniento de tda, también al retornar a su posiclón inicial. En
prlnciplo [a carrera de los cillndroa no eB lirnttada, pero hay que te-
ner en cuenta el pandeo !'doblado que pueda sufrir el vástago al sallr.
También en este caso eirven la empaquetadura loe labios y émboloe
de lae rnembranae.
F TGURA ¡. C ilindro de doble efecto
Z. 3 . 2.2 F ijac ión de los c il l¡rdroe
El tipo de fijaclón depende del modo en que los cilindroe se coloquen
en diepoettlvoe y máquinas ei el tipo de fijactón es def lnttiva, el c[ -
llndro puede ir equipado de los acceaotlos de montaje necesarlos, de
lo contarto como dichoe accesoi'[oB se constltuyen eegrln el eisterna
de piezae eetandarlzadae, también máe tarde puede efectuarse la
transformac[ón de un ttpo de f tjac[ón a otro.
l4

Eete sietema de montaje facilita el almacenamiento en empresas que
utilizan a rnenudo el aire cornprimido, puesto que baeta cornbinar el
c ilindro báeico con lag corresporndientes piezae de f ijación.
Tomando Ios clllndros dieponlbles en la compañla, se hará una ftja
c lón de brida postertor oecilante.
FIGURA 4. Fijac ldn tipo br ida poeter ior osc ilante
2.3.2.3 Conetttución de los cilindroe
El ctLindro de émbolo se cornpone de un tubo, tapa posterior (fondo )
y tapa anterior, con cojinetes (mangutto doble de copa l, váatago,
caequtllo de cojtnete y ar6 roscador, adernáe de pieza de unión y jun-
tas.
El tubo clltndrico ( I ) se fabrlca en la mayorfa de los casoe de tubo
de acero ernbutido ein coetura para prolongar la duración de las jun-
tae.
l5

La superf icie anterior del tubo debe sorneteree a un rrrecanizado de
precisión ( bruñido ). Ett aplicaciones Bspeciales e[ tubo se conetr¡¡
ye de alurn¡¡i6, latón o de tubo de acero con superficies de rodadu-
ra crornada. Eetas ejecuciones especiales se ernplean cuando los ci
Iindros no se accionan con frecuenc[a o para protegerloe de influen-
c ias corro s ivas .
Para las tapas posterior fondo (Z ) V anterior ( 3 ), se ernplea pre-
feriblernente rnater ial de fundic ión de alurninio rnaleable. La f ija
ción de arnbas tapas en el tubo puede realizarse rnediante tLrantes,
roscas o br tdas.
EI vástago ( ) se fabrica preferlblernené de acuero bonificado. Eg-
te acero contiene un determinado porcentaje de cromo que Io prote-
ge de la corrosión. Et érnbolo se sornete a trn tratarniento de ternple
su superf icie se comprirne en un proceso de rodado entre discos
planes, Ia profundidad de asperezas del váetago es de I rnm. En ge-
neral, las roscas se larninan al objeto de prevenir el riesgo de ro-
turas.
En cilindros hidráulicos debe ernplearse r:n vástago crorrrado ( con
crorno duro ), o ternplado.
16

Para neumática el vástago se monta en la tapa anterior, un co[arEn
obturador ( S ) ae Ia guÍa de vástago se hace cargo, un casquilLo de
oojinete ( 6 ) que puede ser de bronce sintetizado o un casquillo rne-
tálico con revestirn iento plástico.
Delante de1 casquitlo de cojinete se encuentra r¡n aro rascador ( ? )
éste irnpide que entren partlculas de pclvo y suciedad en el interior
del c ilindro, por ese no s€ necesita ernplear un fuelle. EI rnanguito
doble de copa ( a ) nerrnetiza Ia cárnara del cilindro. Los materiales
utilizados en este caso son:
Perbunarno para ternperatura entre -2O y +80oC
Viton para temperatura entre -20 y *l9OoC
Teflon para ternperatura entre -80 y + 200oC
Las juntas teóricas o anillos toroidales (9 )se ernplean para la ob -
'tención eetática porqlue deben pretensarse, y eeto causa pérdidas e-
levadas por fricc ión, en aplieaciones dinárnicas.
L7

FIGURA S. Gonetitución de los cilindroe
2.3.2.4 l-ttgitud de carrera
Ia longitud de carrera en cilindros neumáticos no debe exceder de
2000 mrn oon émbolo de gran tarnaño y carreEa larga. El sistema
neumático no resulta económico por e[ elevado conaruno de aire.
Cuando [a carrera es muy larga el esfuerzo mecánico del. vástago y
de Los cojinetes de gufa es dernaálado grande para evltar el rtesgo
de pandeo ei lae carreras son grandee. Deben adaptarse vástagos de
18

diárnetro superlor a la norrna, adernás, al probngar la carrera Ia
distancia entre cojinetes aurnenta y con ello mejora la gula del vást¿
go. En nuestro caao tenernos 229 rnrn de earrera para corte y 153 mm
de carrera paaa Ia alirnentación.
?,3.2.5 Velocidad deI érnboLo
La veloóldad del. émbo[o en eI cilindro neurnáttco depende de la fuer-
za anfa.gonista de Ia presión del aite, de la longitud de la tuberla, de
la sección entre elernentos de rnando y trabajo y del caudalque circu-
la por el elemento de rnando; además influye en la vel,ocidad de arno¡
tiguación de f inal de carrera.
Cuando el érnbolo entra en Ia zor.a de arnottfuaclón, e[ aire entra
por una válvula antlretorno y de estrangulación y produce la reduc-
c ión de la veloc tdad.
La velocidad deI érnbolo puede regularse con válvulae eepeciales.
Lae válvulas de estrangulaclón, lae antiretorno y de escape fápido
Proporcionan velocidades mayores o rnenores. Encontrarnoe una ve-
locidad de 12.5 rnrnf ag para el cillndro de corte y 50 rnrn/sg pta eL
cilindro de alirnentación ( Ver Anexo 2 )
Uninrsirhd Auhnomo dr 0cciftnh
l),apto Bibliotxo
r9

3. TUBER IA
3. l CoNSUMO DE ArRE' PARA SELECCTONAR TpBERTA
Para disponer de'aire y conocer el gasto de energ[a es importante co-
nocer el consurno de la instalaci'ón. Para una presión de trabajo, un
diámetro y una carrera de cambio deterrninados, e[ csnsumo de aire
se ealcula como s iguer
Relación de cornpresión * Superficie de éinbolo * Carrera
La relación de compresión se calcula de La siguiente rnanera:
R. C = 101.3 * Pres i6n de trabajo / tOt.l
Este valor referido al niveI del rnar y dado en Kpa.
Con la ayuda del Anexo 3 se pueden establecer loB datos deL consurno
de aire de una rnanera eencilla y rápida; los valores están expresados
por cm de carrera para los diárnetros rnáe corrlentes de cilindro y
zo

para presiones de 200 a 1500 Kp" ( 2 a 15 bar ). El consurno de ex -
presa en Los cálculos en lltros por rrinuto ( aire aspirado ).
Encontralnos un conaurno para e[ corte de 7l/crn de carrera y para
el de alirnentación Tl/crn
3.2 FORMULAS PARA CAI,CULAR EL CONSUMO DE AIRE
v = S * 0, 785 o2 + S * (DZ -dZ ) * 0.785 * N * RC. ( Tornado
del ManuaL de Eetudio de la Festo, pág 69 )
V = cantidad de aire L/rnit
S = longitud de carrera crn
N = ciclos por mlnuto
RC = relac ión de compres i6n L/rnit
Empleando el Anexo 3 oon la fórrnula:
v =Z(S*N*O)L/rnit
V = cantidad de aire
s - longitud de carrera
N = ciclos por rnlnuto
O = consumo de aire por crn de carrera L/crn
z7

Para el c ilindro de corte:
V = ?* (ZZ.9S crn * ZO c/rnit * 7 L/crn)= 6+12 L/rnit
Para el c ilindro de allrnentac ión:
V = Z ( 15,24 cm * ZO c/rnit * Z L/crn) = fZt) L/rnLt
En los cálculos de consumo de aire hay que tener en cuenta el llenado
de lae éárnaras secundarias que se rellenan en cada carrera. Los va -
loree al ¿especto eetán reunldos en eI Anexo 4 asft
Diámetro érnbolo Lado anterlor ( tapa ) Lado posterior (fondo )en cc en cc
50 mrn
100 mm
r6
80
qA
r9
--88.
107
Total consum.o de alre en las cámaras = ?03 cc
203 cc * ?0 C/rnit = 4060 ""/tnit * t f/rcOO cc = 4.06 L/rnLt
El consumo total del slstema será el valor de Ia surnatori¿ de Los con
surnos parciales de cada elemento. Este valor nos servirá para deter -
rninar el diámetro de La tuber[a necesaria ¡nra transportar el aire
desde el cornpresor hasta el lugar donde quedará ubicada Ia cizallado-
?z

ra neumática. El consumo es!
Congumo total
Cilindro de corte 6400
Cilindro de alimentaóión l?.19
Cárnaras secundar iae _ 4'. 06
TotaL ?6?,3, 06 L/rnit
3.3 PERDIDA DE PRESbN ADMISIBLE
La pérdida de presión adrnisible tomada del rnanómetro de ealida del
comPreBor al rnanómetro de llegada a la máquina es I bar aproxima-
damente.
P =lbar
3.4 PRESION DE SERVIC IO
La pree[ón de servicio ee tomó la utillzada para sigternas neumáti-
cos de media presión, para este caso se recorrienda utilizar 8 bar
de pres ión en eI s ietema.
z3

?,5 CANTIPAD DE E'STRANGULAMIENTO EN LA RED
T.a resistencla de [os elementos estranguladoreɡ se indlca en longitu-
des supletoiias. Se entiende por longitud supletorla de una tuber[a
recta que ofrece la misma resietenci.a al fLujo que eI elernento estran-
gulador o el punto de eetrangulación. La sección de paso de la tuberfa
de longitud supletor[a es la misrna que Ia tuberla.
Utilizande el Anexo 5 tornarnes estos valores para cada uno de lcs
puntoe de estrangulac ión:
Ten iendo:
I - válvula de c ierre
/. = válvula acodada
t = pieza en T
4 = cornpuerta
$ = codo normal
De esta misma forrna:
I =4,6*/, =g,ZrTl,
=Q
J = 1,9*] =l,9rn
4 =0.22*2 =0,4rn
=?
-0
-t
-)
=13
z4
$ =0,22*L3 =L6
Total 14, L4 rn
La longitud total de la tuber[a para [evar el aire deede el compreaor
hasta la c'rzalladora ee de 2ll rn.
Utilizando la tabla del Anexo 6 encontrarnos que el diámetro de la tu-
berfa recomendado es de g/+ ae pulgada.
3.6 TENDIDO DE LA RED
No solamente interesa eI dimensionarniento correcto de la tuber[a,
s ino tarnbién el tendido de la rnisrna.
Las tuberfas requieren un rnantenirniento y vigilanci;a regulares, por
cuyo rnotlvo no deberán lnstaLarse dentro de obras ni en emplazarnien-
tos dernasiado estrechos; en estos casos, Ia detección de posibles fu-
gas se hace dif fcil. Pequeñas fallae de eetanqueidad ocasionan consi.-
derables pérdidas de preslón.
En el tendido de las tuberlas debe cuidarse sobre todo que la tuberla
tenga un descenso, en el sentido de la corriente, del I aL 2To. En con-
sideraci6n a la presencia de condensado las derivaciones para las to-
mas de aire.
z5

En el caso que las tuberlas estén tendidas horizontalrnente, se dis-
pondrá siempre en la parte superior del tubo. Asf se evita que eI
agua condensada que poslblernente enouentre en Ia tuber[. p"incipal
llegue a través de las tornasi para recoger y vaciar agua condensa-
da se dlspondrán tuberlas especiales en la parte inferior de la prin-
c ipal.
3 . 7 MA TER I.A L DE TUBER IAS
- Tuberlas principalee: para la elección de los materialee ueados,
tenernoe divereas posibilidadee! c6bre, Latón, acero f lno, tubo de
acero negro, tubo de acero galvanizado o plástico.
Las tuberfas deben poderse desarman f,ácilmente, ser res istentes
a la corrosión y de pcecio módico. Las tuberlae que se instalen de
rnodo perrrranente se rnontan preferenternente con unüones soldadas,
estas tuberfas asÍ unidas son estancadas y con precio rnódlco. EI
lnconveniente de estas trniones consiste en que al soldar se produ -
cen cascarillas que deben retirarse de las tuberfas, de la costura
de la soldadura se desprenden tarnbién fragmentoe de oxldaci6n, por
eso conviene y es necesario, incorporar una unidad de rnantenirnien-
to.
26

En las tuber[as de acero galvanizado el cual es eI materiaI disponi-
ble en la cornpañfa FINANCO S.A., los ernpalrnes de rosca no siern-
pre son totalrnente herméticos, la resistencia a Ia corrosicón de es-
tas tuberlas de acero no es rnucho rnejor que la del tubo negro; estos
sitioe tarnbién se oxidan. En eete ca6o ae recorrienda ernplear uni-
dades de rnantenirniento para casos especiales y se deben colocar
tuberlas de cobre o plástico.
3. 8 DERTVACION A IOS RECEPTORES
Loe tubos flexlbles de gorna eolarnente han de ernplearse en aquellos
casos en que ee exija una flexibitidad en la tuberla y no eea poeible
inetalar tuber[ae de plástico por Ios esfuerzos mecánicos exlstentes,
son rnás caroa y no son tan rnanipulables corrro las tuberüas de plás
t ico.
Lae tuber[ae de polietileno y polirarnida se utllizan cada vez rnáe en
la actualidad para unir equipos de rnaqulnaria; con racores rápidoe
se pueden lograr fáciles acoples de rnanera sencilla y econdrniea.
z7

4. VALVUI-AS Y UNIDAD DE MANTENIMIENTO
4. L GENERA LIDADES
los rnandos neutrnáticos están
c ión, de rnando y una parte de
y mando rnodulan las fases de
denominan válvulas.
constituldos por elernentos de señaliza-
trabajoi lcs eternentos de eeñalización
trabajo de los elernentoe de trabajo y se
Lae válvulas son elementos gue rnandan o regulan la puesta en rnarcha,
elpare y la dirección, aslcorno lapresbno elcaudaldetfluido envia-
do por una bornba hidráulica o alrnacenado en un depósito. En lengr:aje
internacional, el término válvula o distribuidor es eI térrnino general
de todoe los tipos de válvulas de corredera, de bola, de aeiento, etc.
Según su funci6n, lae válvulas se eubdividen en cinco grupos:
Válvulas de vlas o distribución
Válvulas de bloqueo
Válvulas de presión
z8

- Válvulas de caudal
- Válvulas de c ierre
4.2 CAUDAL DE LAS VALVULAS
Ios datos de pérdlda de presión y de caudal de aire de las válvulas
neumátlcas son muy interesantes y una persona que las aplique debe
conocer:
- Volumen y velocldad del c ilindro
- Cantidad de conrnutación exigi.da
- Calda de presión adrnis ible
Es indispensable, pues, rnarcar las válvulas neurnáticas con su cau-
dal norninal Vh; en el cálculo de Los valores de paeo deben tenerse
en cuenta diversos factores.
Pl = pres ión de entrada de Ia váIvula ( Kp", Bar )
PZ = prea ión de satlda de la válvula ( Xp", Bar )
AP = presión dlferencial ( Pf -PZ) (Kp", Bar )
T = ternperatura
Vn = caudal norninal ( L/rnin )
Uniwsirlod Atfonomo ds 0cdhntc
f)cato. BiblÍotao
29

4;3 V ALVUI-AS NEUMATICAS
r,os eistemas neumáticos Be gobiernan por rnedio de seff.ales. Eeto
nos permite regular la presión, distribuir el aire y regular el cau -
dal que compone un sistema neumático. Existen varios tipoe de vál-
vulas de las cuales las rnás apllcadas y selecclonadas en el proyec-
to explicaremos su funcionamiento y aplicación.
4. 3. I Válvula de c ierre
Ee [a rnás eLernental de control direccional. se utiliza para abrlr y
cerrar el fLujo de aire. No permite controlar presbn ni el flujo de
aire. Esta váLvula tiene dos conexiones, una de entrada y otra de
salida. Se denorninan de dos vlas.
4.3.2 Válvula de carrete ( spoot )
Se aplican
ut illzadas
de carrete
cuando se requleren operactones máe cornpllcadas; las
son las accionadas por palanca y solenoide. La válvula
de dos v[as tiene la misrna acción que la válvula de cierre.
Eetá provista de dos tornas piincipales. Por eer el cierre muy rápi
do al carnblar de poeición el carrete, no se deben utilizar para con-
troI de flujo.
30

Estas válvulas vienen def inidas de doe forrnas¡
AsI ee puede indlcar la condici6n de flujo aI presentarse eI fluido
la entrada y no ger actuada. Usualrnente se centra por rnedio de
res orte.
4 .3 .3 Válvula de control d lrecc ional de tre s v lae .
Esta válvula se utiliza principalrnente ne el control de cilindroB,pe-
ro e€ puede utilizar en drenaje y llenado de tanquee, control de rno-
tores hidráulicos y newrráticoe. El posicionarniento del carrete se
hace por interrnedio de un resorte o por presión piloto. Cuando no
son actuadas ee clasif ican como norrnaknente abierta o cerrada. La
selección para la aplicación depende del trabajo del cilindro, o cuan-
do se quiera dejar de actuar la válvula.
4.3.4 Válvula de cuatro vfae, tres poeiclones
NC
NA
Tas válvulas de tree
que el cilindro debe
trabajo.
Norrnalrnente cerrado
Normalmente ablerta
Pos tC lones ge usan
ser trrc)s ic ionado en
en c ircuitos neurnátfcos en
algún punto del recorrido dc
31

Normalrnente esta válvula es de centro cerrad6, por lo cual al dete-
nerse el cil.indro en su punto de recorride, euedan prest¡rizados por
arnbos ladoe del pietón y por tanto no se tnueve hasta no darle la se-
ñaI de actuación a [a válvula.
Otra var iante de eeta válvula es la conetrulda con centro abierto 1o
cual deja los dos puertos de conexi6n del cilindro abiertos a escape
de aire a La atrníefera, permitiendo al plstdn ser removido de la po-
sición en que quedó. Eeta válvula, al igual que la de cuatDo v[ae, pue-
de ser actuada por rnedio de palanca normal, actuador piloto, centra-
da por resorte o actuador por solenoide.
4.3.5 Válvula de control de f Lujo
Esta válvula nos perrnite controlar el flujo de aire qlue necee ltarnoe
para rnantener actlvado el actuador de la rnáquina enderezadora de
hierro. Algr:nas válvulas se d[señan con sisterna antirretorno para
evitar la calda de preeión eetablecida para el sistern¿. Esta válvula
ee regulable y opera hasta 10 bar.
4.3. 6 Cálculo y selecc ión
selección de una válvula se debe calcular el coef l-Para eI cálculo v
3Z

L
o
ciente de flujo para poder llegar a seleccionar La válvula adecuada.
Para el efecto utilizaremos una fdrmula que produjo la SMC del Ja-
pón, casa que nos ploveyó de estos elernentoe.
CV = A*L*K*O/t.*29
CV = coef ic iente de fLujo
A = área del cilindro (p"tz )
- longltud de la carrera ( pul )
= factor de csrnpresí6n ( para presión de trabajo )
= tiempo en efectuar Ia carrera ( seg )
4.3.6. t CV para el c ilindro de corte
CV = L2,.56pu12 * gpul * O,OZI * 9,2 / g seg* 29 -
CV = O.25
4.3.6.2 CV para eI cilindro de alimentación
CV = 3,14 pu[z * 6pul *O.OZl *o,Z/ g aeg*29-
CV = O,04 ( uni.dad adirneneional de La casa SMC del Japón )
33

4.4 SELECCION
De acuerdo aI dieeño neumático tenemoe!
4.4, I Válvulas para el c [1indr6 de corte
De 4 v(as ?poeicionee (aoUte escape ) = l cv = O,Zs
De 2 v(as ? posic iones normalmente cerrada = I
4.4.2 Válvula para el c lllndro de allmentación
De 4 v(as 2 posiciones doble escape = I cv = 0,04
De 2 v(as ? pos ic iones nor-rralrnente cerrada = I
Válvula de control de flujo ant[rretorn6 = |
4.5 UNIDAD DE MANTENIMIENTO
La unidad de mantenirnlento representa una combinación de los ei -
gu ientee elementos I
- Filtro de aire
- Regulac i6n de pres i6n
- Lubrlcador de alre
34

a
fr-tao^=
FIGURA 6. Tr Ío
4.6 CONSERVACION DE LAS UNIDaDES DE MANTENTMIENTO
Ee importante efectuar en i¡ttervaloe regulares loe trabajoe de con-
servaclón de los elementos de mantenirniento
4.6. I Flltro de atre
Debe examinaree periódicamente el nivel. deL agua tondeneada, por-
(lue no debe eobrepasar la altura indicada en [a miriLla de control,
de lo contrarlo el agua pod¡la aer arrastrada haeta la tuberla por el
aire cornprirnldo. Para purgar e[ agua condensada hay que abiir er.
35

tornillo exlstente en la rnirilla. Ae Í rnisrno debe lirnpiarse el cartu-
cho filtrante.
4.6,2 Regulador de pres ión
Cuando eetá precedido de un f iltro, no requiere ninguna operación
de revlsión o mantenirniento.
4.6.3 Lubr[cador dc aire
Verif lcar el nivel de aceite en Ia miiilla y si es necesario, suplirlo
hasta el nivel permitido, los filtros de plástico y los recipientes de
los lubrlcadores no deben Iimplarse con tricloro estlleno; para [6s
lubr lcadores, utilizar rinlcamente aceites rninerales.
4.6.4 Caudal de [as unidades de mantenirniento
Todos los aparatos poseen una resistencla interior, por 1o que pro-
ducen una cafda de presrón haeta que el aire llega a la salida. Esta
calda de presión depende del caudal de aire y de la pres[ón de ali -
rnentac i6n correspond lente.
36

4 . 6.5 Un ldad de manten im lento
De pree ión rnáxlrna I50 psi Regulador
De 25 cc 150 pei Lubricador
De 0, 0l micra 150 psl Filtro
CV = O,25 para todos Ios elernentos
37

5 . COMPR ESOR
5. I GENERADORES
Para producir aire cornprimido se utilizan compresores que elevan
La presi6n de aire al valor de trabajo deeeado. Ioe mecaniern6s y
rnandos neurnáticoa ae alirnentan desde una estación central; enton -
ces no es necesario calcular y proyectar la transforrnación de la e-
nergla para cada uno de los consumidoree. El aire cornprirnido viene
de la estación cornpresora y llega a las instalacionee a través de tu-
ber [as.
Los cornpresores se utili%an en el rarno de la construccbn o en rná-
quinas que se desplazan f recuentemente. En el rnornento de la plani-
ficación, es necesario prever un tarnaño Euperior de Ia red. Con el
f in de poder alirnentar aparatos neurnáticos nuevoB qlue ee adquieran
en eI futuro; por ello es necesario sobredirneneionar la instalaci6n
al objeto de que el compr€aor no resulte rnás tarde ineuf iciente pues-
to que toda arnpliactón posterior en e1 equipo generador supone gas -
38

tos muy cons iderablee.
Es rnuy trnportante que e[ aire sea puro, s i es puro el generador de
aire cornprirnido tendrá una larga duración. Tarnbién deberla tener-
se en cuenta la aplicación correcta de los divereos tipoe de compre-
9ores.
5.2 TIPOS DE COMPRESORES
Según las exigencias referentes a [a presión de trabajo y al caudal
de surninistro se pueden ernplear diversos tipoe de cornpreaores.
Se distinguen doe tipos báeicoe de cornpreaores:
El prirnero trabaja eegrln el prlncipio de desplazarniento. ra corn-
presión se obtiene por la admisión del aire en un recinto herrnéti.-
co, donde ee reduce luego el volurnen. Se utilíza en el cornPr€aor
de érnbolo (oscilante o rotativo ).
El otro trabaja segrln el principio de la dinárniea de loe fluidos. El
aire ee aeplrado por un lado y corrrprirnido como conÉtecuencia de
la aceleración de la rnaÉ¡a ( tuberfa ).
Uniwnirhd Auhoomo & oddÉttt
ocpto. Bibltofco
39

5. Z. I Cornpresor de éinbo lo
5.2.1,1 ComPresor de émbolo oscilante
Este es el tipo de compre60r
que d isponernoe para nueetro
de este tipo.
más difundido actualmente y es con el
trabajo, por lo tanto, solo hablaremoa
Es apropiado para comprlmtr a hj", modia o alta pr€Bión. Su cam
po de trabajo ee extiende desde unos lO0 Kp" ( I bar ), a var ioe ml-
lee de Kp" (bar )
FIGURA Z . Compreeor de émboto oecilante1
Para obtener el aire a presionee elevadae, eo necesarlo disponer
de variae etapas compreaoras. El aire aspirado se somete a una
40

cornpres iin previa por el prirner émbolo. Seguidarnente se ref iltra
para luego ser corrrprimido por el sigulente érnbolo. El volumen de
la segunda cámara de cornpresión eB, en conforrnidad con relación a
la primera, un poco rnás pequeña. Durante el trabajo de compresión
se forrna una cantidad de calor que tiene que ser evacuada por e[ sis
tema de refrigeración.
l,os cornpresores de érnbolo oscilante pueden refrigeraree por aire
o por agua y según lae prescripeionce de trabajo, las etapae que se
prec isan son!
Hasta400 Kpa (a nar ) t etapa
Haeta 1500 Kpa ( t5 nar ) Z etapa
Más de 1500 Kpa ( tS Bar ) 3 ecapa
No resulta siernpre econórnico, pero tarnbién puede utilizarse corn -
Presores de:
De I etapa, hasta 1200 Kpa ( f Z ¡ar )
De 2 etatrE, hasta 3000 Kpa ( gO gar )
De 3 etapa, hasta 22000 Kpa (ZZO Bar )
Para los caudales, ver Anexo 7
4l

5.2. L.2, Cornpreeor de rnernbrana
Este tipo forrna parte del grupo de cornpresorea de émbolo, una
rnernbrana separa eI érnbolo de Ia cá,rnata de trabajo, el aire no es-
tA en contacto con las piezas rnóvilee. Por tanto en todo caso, el ai-
re comprimldo estará exento de aceite. Eetos compresores se ern -
plean con frecuencia en las induetrias alirnenticias, farrnacéuticas
y qu[micas.
5.3 ELECCION DEL COMPRESOR
5.3. I Caudal
Por caudal ee entiende la cantidad de aire que eurninietra el cornpre-
sor. Existen dos conceptos:
- Caudal teór ico
- Caudal efeetivo
En eI corrrpresor de érnbolo oscilante, el caudal teórico es igual al
producto de Ia c ilindrada por la veloc idad de rotac ión.
El caudal efectivo depende de la construcción del co¡npresor y de la
presión. En este caso, eI rendirniento volurnétrico es rnuy irnpor -
tante.4Z

5 .3 .3 Acc ionarn iento
los cornpresores ae accionan según las exigencias, por rnedio de un
rnotor eléctrico o de explosión interna. En la industria, en la mayo-
rla de loe casos los cornpreaores se arrastran por medio de un rno-
tor eIéctr ico.
Si se trata de un compresor rnóvil, éste en la nnayorüa de loe caeos
se acclona por rnedio de un motor de cornbustión interna (gaeolina,
diesel ).
5 .3 . 4 Re gulac ión
Al objeto de adaptar el caudal suministrado por el compresor, el
consumo que fluctúa se debe proceder a ciertae regulacioncs del
compresor. Existen diferentes clases de regulaciones. El caudal
varfa entre doe valores llmitee ajustables ( presrón rnáxtora y múlri-
ma ).
Se conocen diferentes s igternas de regulac iont
Regulac ión de Regulac ión de Regulac ión de
rnarcha en vacb carga parclal intermitencia
- Por escape a - Velocidad de
43

Es lmportante conocer el caudal efectivo deL cornprescir; eólo éste
es el que acciona o regula los equipos neumátloos. l,ee valores indi-
cados segrln normas representan valores efectivos ( DIN 1945 ).
El caudal se expresa enrn3/min o m3.h. No obstante, son nurnero -
soB los fabricantes que solarnente indican el caudal teóiico.
5.3.2 Presión
Tarnbién se distinguen dos conceptoe: la pres ión de servicio es la
surninistrada por el compresor o acurnulador y exieten tuber[as que
alirnentan a Ios consumidores.
La presión de trabajo es la necesaria en el puesto de trabajo conside-
rado. En la rnayorla de loe casos es de 600 Kpa. Por eso los datos
de servicio de los elernentorg se ref leren a esta preeión de trabajo.
IMFORTANTE: Para garantizar un funcionamiento conf i¡able y preci-
so es necesaiio que la presión tenga un valor conetante. De esta de-
penden: velocidad, las fuerzae, el deearroll,o secuencial de lae faeee
de loe elernentos de trabajo.
44

la atmósfera
- Por aielamientode la aspiración
- Por apertura dela aepirac ión
rot ac ión
Per eetrangulac iónde [a aepiraciin
comprestón debe situarse en un
45
E[ compresor el cual dieponemoa es con regulación por alslamiento
de la aeplración. Este tlpo de regutaci6n se bloquea el lado de aspi-
ración. La tuberla de aspiración del compreror está cerrada. El
compregor no puede aspirar y elgue funcionando en el margen de
presión.
FIGURA B. Regulación por aielamiento
5.3.5 Lugar de emplazam iento
ra estación de loca[ cerrado e iso-

norizado, el reclnto debe eetar blen ventilado y el aire aspirado debe
ser 16 rnás fresco, lirnplo de polvo y seco posible.
El compresor del cual disponernos es parte conetitutiva de una cen -
tral de rnezclas neumática la cual trabaja al aire libre y no perrnite
su emplazamiento ideal; de todas formas consta de los elernentoa ne-
ceɡarios y hernoe aprovechado para econornizar la colnpra de un com-
presor a la compañ[a FINANCO S.A.
5.3.6 Acurnulador de aire cornprirnido
E[ acurnulador de aire sirve para estabilizar el surnlnistro de aire
cornprimido. Cornpensa las oscilaciones de presión en [a red de tube-
r[ae a rnedida que se consurne el aire cornprirnldo. Graciae a Ia gran
superf icie del acurnulador, eI aire se refrigera adicionalrnente, por
este rnotivo, en el acurnulador se desprende una parte de la hurnedad
del aire en forrna de agua.
Teniendo en cuenta la anterior deecripción en nuegtro proyecto hernos
colocado un acumulador a ?ll metros.
46

Váfvula limitado¡a de presión
FIGUR A 9 Acumulador de atre
'47
Válvula de clerre
Compuerta
Váfvula de vaciedode ague

6. DADOS
P= EsFue?zo o€ coRr€
[iE¡¡t:'-'r z/g"
Jp.no F rJO
+,P
P
Qc
FIGURA lg. Dados
2500 kg
P / e z5OO kg/ I cm2 = 2500 ks/crn}
Debido a que estas cuchillas o dados se conaiguen comercialmente,
vemos que es innecesario entrar a hacer un análisis profundo de su
diseño ya que eBtas empresas eumtnlstran estos dados en un acero
K 455 que eB egpecial para este tipo de trabajo por su altfstma resis-
D^bo Mcr.rlL
o
48

tenc ia al i.rnpacto y al deegaste y al complejo tratam'rünto térmico
al que hayque sorneter este acero para obtener los rnejores resulta-
dos en ef iclenc [a y rendiiniento.
Por otro lado, ser[a antieconórnico fabricar esta herramienta sabien
do que se conaigue en eI mercado.
Univrsidod aulonomo do &cihnh
Oepto. Bibliofcco
49

7. CTZALLA
Para efectoe de los siguientes cálculoe, ee ha tenido en cuenta que
los materiales usadog en este proyecto eran obeoletos en la ernpre-
sa y en su mayor parte están sobrediseñados y ee efectrla un chequeo
para cornprobar que curnplen con amplias diferenc lae los requisitoe
m[n irnos de res istenc ia.
Es de anotar que Ia selección de un perf il en U ee realizó por faci-
lidad que 6frece este perfil para el enearnble del conjunto de loe ele-
mentos que corrrflonen la cortadura. ( Ver Figuras L? y B )
El pr:nto de aplicación de Ia fwerza serla segrln la estructura de Ia
rnáquina F de donde:
F =P/ A = 2500kg/ crnZ/ Icrnz = 2500kg
Para que el sisterna de fuerzas eeté en equilibrio:
50

lDt-uoUJ¡¡r
\f
d,Jtl)\ctL,
fJJ .''¡, tt¡:JJ?"
'? l¿)
ho
H0u
H
IcUda
..{v
,/
2?CC99Y' rfoa+s
d.É)d
rl \dvg,j\?o)
€¡fi!
U\{ {J- \íl
+¡of'l
o@
o:
ÉpuFI
h
5t

¡cz = )Rf +azz¡
De donde Rl = F2 = F3 yP.Z- FI = F
Entonces ¡rodernos calcular F. y Fb que serlan las fuerzae rnlnirnas
para que [a cizalla haga el oorte de la varilla.
Ahora bien corno necesitarnos trabajar con e1 ciclo de rnáxirno rendi-
rniento para efectos del cálculo de [6s pasadoresr rroe podernos sobre-
dtseñar hasta tres veces segrln el. código de diseño ( Manual de lrge-
niero Mecánico del Taller )y también debido al núrnero de ciclos de
la rnáquina, es decir que pasadores y dados deben ser dieeñados a
vida infinita y para los otros componentes de la cizalla debido a que
no existen grandes eefuerzos por [a rnagnltud de las fuerzas de corte.
Se pueden realizar simples chequees ya que el único requis'tto es alta
resietencia al desgaste porque teóricarnente cualquier acero curnple
con los requis itos de res istenc [a exigidos.
Del capltula 2, nurneral 2.I.1la presión en el cllindro es de 8 Bar
aprox imadarnente 8 kg/ crn?
Corno sabernoe que F = P * A.
52

d_85('.sErf
t,'ctq¡rúNt{e,J
lH
o.odErt¡{o{tda
C\.-a
{úDot{h
+
53

El área del. ciLindro es igual a: A = 3,1416 * I de donde R = 5,08 crn
3, t4l6 * ( 5, 08 )Z = 8L,O7 crn?
P*A
A
F
F = 8 kg/crn2 * 8I ,07 = 648,58 kg fuerza del cil.indro de ta cíza-
FIGURAI3. Diagrarna de fuerzas
lla
AI hacer un análisis gráf ibo de las fuerzas
rnento en el que el ángulo forrnado entre [a
lindro es 90 gradoe, ee inicia e[ corte l¡or
ces podemos calcular el rnomento ejerc ido
sobre e[ punto A.
observarnos que en el mo
barra y eL érnbolo del ci-
med io de la c izalla. Enton
por el érnbolo del c ilindro
54

MI
MI
MI
= Fcl * S
648,58 kg * 18,65 cm
12096. kg *.m
Entonces podemoa decir que:
FIGURA 14. Mornentos
MI
MI
r.d
Fd
=MZ
Fcl * Sl
Fcl t Sl
12096 kg
SZ¿ ¿,69 cm
=Fd*SZ
/ sz.
* crn / 2,69 cm = 4482 kg
5f,

fe
Ahora analizando la otra parte del rnecanismo tenemoe!
,\
Y
M3
M3
Fe
Fe
de
es
\H"
FIGURA 15. Mornentos
Fd * L4,61 cm = 65487,39 kg * cm
M4
M3 / 34 = 65487,3) kg * cm / 6 "tn = 109t4 kg
to914 /zsoo=4,36.
El factor
quer imos
seguridad ( Fs )es igual a 4,36 ya que la fuerza que re-
2500 kg.
56

qg
A-II
<r---*
b
57
b$\q'/
mrf)oá\r\o d
kF{
+¡(,jH+Jood
o€(Il
.9+¡\d+¡o
f']
v
úDuH
h
+ -+
-

W Fx = O= Pcos 30 -Fab* Fc cos 15
= 648,58 * 0, 86 - Fa + l39I * 0.972
Fa = 1!13 kg
W Fy = 0 = Fcb sen f5 -P sen 30
= 0,233 Fcb = 648,58 * 0,5
Fcb = 139I kg
Fab
Fcb
Fs
b
a
h
C1
cz
1913 kg
1391 kg
=J
liab/3=637kg
ricb/3=463kg
Lo< = L/3 ( Bci3 -bh + acz3 |
B = I0 crn
= Scrn
= lcrn
=4crn
- 2crn
= 2crn
58

TC2
I-rl7La-LT
rDl
FIGURA 17. Centroide del perf il
Izz = Bcl3 + bh3 + acz3/t (n -cr )
Reemplazando!
Ir<x
Ixx
Ixx
= t/z ( ro* (z)3
=t/3(eo-5rz+
= 141.33 crn3
+ I ( z)3/ 3 (4
sg
-a(e)3+
8)
r(z)3)
Unirnidcd Autonomo ó 0tckhfltü
DcPto. Eibliofao
Izz =ro(z)3+e(¿)3 -z)

Izz
Izz
o
=80+512+8/6
= 100 crn3
=P/Aperfit=1916'/ 16= llg,56t.g/ crnz
El esfuerzo admie lble para .un acero A-37 ee
tanto podemos anotar que se cumplieron loe
el d iseño.
Verif lcactón 648 * sen 60 = 524
FIGURA 18. Diagrama de momentog
de 2880 kg/crn} por lo
requls itos ex ig ido I para
92+9.6 r5
60

M
M
Qmax
Qmax
= 86.5 * 524
45,347 kg * g¡¡
uv/t = 45.347 ks * crnh 41.33 cm3
Td.t
= 641.72 kg/crnz
7 .I SO LDADURA
o = Qrnax / wat
FIGURA lg. Gráf.ico de la soldadura
O
MAB
648,72kg / O,6 cm * 16 cm = 67.52 kg/crn¿
1.9f3 kg * 2 crn (di.stancia del centroide del perf il a la sol-dadura )
6l

E
MAB = 3.826 kg *crn
T = Fab / A sokdadura = 1913 kg / 9,6crn}= 199,?7kg/crn}
Q soldadura = 1913 kg * 2 crn / 0.t66 * 0,6 * 289 = I32kg / crnz
Q soldadura = Mrnax /W eoLdadura
W sotdadura = 0.166 * a * Lz
Qma:r soldadura = T eoldadura f Q + Q soldadura
= L99,27 + 67,57 + I32
= 398,84 kg/crn}
El esfuerzo de la soldadura para un acero A37 segrln elernentors de
rnáquinas pág.53 O. Fratschner, debe aer menor a 1100 kg/crnZpor
1o tanto el valor obtenido está cumpliendo con los requisitos rnÚxirnos
de eoldadura para el punto rnáe crftico.
7.2 PASADORES
7.2.I Gato de corte
Eete gato, sus pasadores están expuestos a la tracción, por lo tanto!
st =4F/l,t+I6*n2
St = 2880 kg/crn}
f' = 648,58 kg
D =?6?,

Dz = 4* &8,581"e/ 3,!416 *2880 kg/crn} = 0,53crn
Et diárnetro deI pasador colocado es de 3/4 aptoxirnadamente 1,9 crn
de un 1040 el cual se ha sobrediseñado 3,5 veces segrln el Manuat del
Ingeniero Mecánico del Taller.
7,?.2 CizalLa
Estos pasadores están expueetos a cortante, por lo tanto:
Se -F/A=ZF/g,t+I6i"Dz
92 = 2* 12.096kg / l,L4L6* 288okg/crn}= 1,63 cm
El diárnetro del pasader colocado es de I pulgada aproxirnadamente
2,54 cm de un acero 1045 el cual se ha sobrediseñado 1r 6 veces para
elernentos a esfuetzos cottantes.
7 . Z .3 Gato de al irnentac [ón
En este Eaio, sue pasadores están expueetos a la tracclón, por 1o tan-
to:
st = 4E / l,t+I6 *. Dz
63

Sr = 2880 kg/crn}
F = 162,14 kg
D =l
92 = 4 * 16?,14 kg / l,1416 * 288o kg/crr¡,z = 0,0? crn
l diárnetro del paead6r colocado es de I/2 aproxirnadarnente l,?5
crn de un acero 1040 el cr¡al se ha sobrediseñado.
7 ,3 TOR NILIOS
O = F /w A rorniltoe = z5oo / 4 * 3,t4t6 * d2/4
O = ZS00 / S,t+16 * ( t,9 cm )Z = ZZO,43kg/ern}
Ios tornlllos colccados en la cizalla son de grado No.6 cuyas pro -
piedades mecánicae segrln DIN 267 dá resistenci¿ a la tracción 60
kg/raum} ltrnlte de fluenc ia 35 kg/rnrn}, alargarniento en porcentaje
I8%, eL cual podernos establecer un factor de seguridad igual a 3.
64

bo
FIGURA 20. Meea
ot

En vista de que hubo necesldad de hacer carnbios, la rnesa se diseñó
para perrnitir dos operacionesi eue la varilla se desplace sobre Ia su-
perf icie sin ocasionar choque que Iirnitara su libre recorrido y permi
tir el desalojo rápide de Ia varilla.
Para obtener estos resultados se diseñó la pendiente de la rnesa con
una incllnación de 35 grados y adernás se ubicó un sisterna de soste-
nirniento de la varllla para longitudes rnayores.
Esta me€¡a cuenta con un soporte que aloja un dispositivo de final de
carrera que envla una señal eléctrica aI control de pregrama para
contabilizar eI núrnero de vaiillas cortadas.
I.ss rn¿¿sriales utilizados son: lárnina calibre 20, sqpertes de tubo
galvanizado de 1,5 de diámetro, varilla ae l/8 de pulgada de diárnetro
para dispositlvoe de sostenirniento y se ernpotró en piso de cernento
de 3000 psi en pterrrezclado, su longitud rnáxirna es de 6 rnetros.
66

9, SIMBOIOGIA NEUMATICA
9.I TRANSFORMACbN DE ENERGIA
Compresor
Bomba de vac lo
eG's Motor neumátlco de caudal constante
de un solo eenttdo de giro
Motor neumátlco de caudal constante
con dos eentldos de giro ,
Motor neumáttco con caudal variable
de un solo sentido de giro
Motor neumáttco con caudal vailable
de dos eentidos de giro
67

Motor neumático de giro limitado
Cilindro de stmpl.e efecto, rnovlmiento
de retorno por fuerzas exteriores
Ctllndro de eirnple efecto, retorno por
muelle
Ctlindro de doble efecto, con vástago
e imple
Cillndro de doble efector con váetago
doble
Gilindro de doble
c ión regulable en
efecto, con amortigua-
los dos extremos
9.2 MANDO Y REGULACION VALVULAS DISTRIBUIDORAS DE
VIAS
Vátvula Z/Z vlae, normalmente cerrada
A
ry-ffi Válvul.a 2/z uf^t,
68
normalmente ablerta

ffi^?t
,^
[If,}*PS
ARrflrmI ll | /\l
r'I
Válvuf.a 3/2 uf^",
VáLvula 3/2 ufat,
Vál.vuta 4/Z uf^"
Váf.vul.a 4/3 uf^",
c entral
Válvula 4/3 v|,e'a,
c entra I
normalmente cerrada
normalmente abierta
cerrada en pos ic ión
escape en posición
rrTrilt[tu.l l¿IJ
tr? t¡
KIL*n-l?
[ [. I
lll
9.3 VALVULAS DE BI-OQUEO
Váf.vuta 5/Z vfas
Vátvula 5/3 v|m,s, cerrada en posición
central
Válvuta de vailae postclonee interrne-
diae y doe posiciones extremas
Válvula antirretorno ain reeorte
Unirridorl aulonomo ds 0(cidmfc
Dcpto. Bibliotxo
69

ÉlA-t
Fú'
tu
Válvula anttrretorno con resorte
Válvula antirretorno pilotada por atre
Válvula eelectora de c [rcuito
Válvula de escape rápido
Válvula de e imultanc ldad
9.4 VALVULAS DE PRESION
Vátvula limltadora de preb [ón, regulablefIL
7IL
7It
Válvula de secuenciia, regulable
Válvula reguladora
c'o de escape
do pree ión a ln or lf i-
Válvula feguladora de presión, con ori-
f iclo de eacapeit1'
70

9.5 VALVULAS DE CAUDAL
Válvula de estrangulac lón constante
Válvula de estrangulac [ón, regulable
9. 6 VA LV ULAS DE ESTANQUEIDAD
-}.(- Válvula de cierre, represent4ción sirn -
plif icada
9 .7 VA LVULAS DE CAUDA L Y BI-OQUEO
Válvula antirretorno con estrangulac ifn,
regulable
9.8 TRANSMISNN DE ENERGTA
Fuente de pres lón
Fuente de presió" ( no normalizado )
Gonducto de trabajo
>__
o----
l_t\\/_
77

++l' Punto de eecaPe
Conducto de pttotaje
Gonducto de eecape
Conducüo flexible
Lfnea eléctr ica
-{- I concxión de conductos ( rtSa )
Gruce de conductos
Eacape no recuperable
Escape recuperable
Torna de preetón, ccrrada
Acoplamlento rápldo, ein válvulae de
bloqueo
\
t\_/
("-D
U
+r
72

\
-++ó Acoplamiento rápido, con válvulag de \
bloqueo
Acoplarn iento rápido deeacoplado, con-
ducto abierto
Acoplarniento rápido deeacoplado, con-
ducto cerrado por válvula de blogueo
Rácor rotativo de una v[a
Rácor rotatlvo de dos vfae
Silenc lador
Depóe lto a pres ión
F lltro
Separador de agua, purga manual
Separador de agua con purga automática
++C¿h
,G
+f-.4-Y
73

+-o
9.9 ACCTONAMTENTO MANUAL
Filtro con separader de agua, automá-
t ico
Secador
Lubr [cador
Unldad de mantentmiento ( f ittro con ae-
parador ) tle agua, válvula reguladora
de preeión, lubrlf icador y manómetro,
representac lón s lmpllf icada
Refrtgerador
Puleador raeante
Puleador de hongo
Por palanca
Por pedal
74
tr[
c[E[F[

r-J-t-¿ Por pedal baeculanteJI
9. IO ACCIONAMIENTO MECANICO
9. II ACCIONAMIENTO ELECTRICO
General
Por resorte
Por rod illo
Por rodlllo escarnoteable
Por electroimán con un solo arrolla -
miento
P6r motor con giro contfnuo
Dlrecto por depree ión
75
-[
,rr[
{
fl
{
@Fl
9 . T2 ACC IONAMTENTO NEUMA TICO
D-L Directo por prestón

>{:nk Direrenciar
*[:]* Gentrado Por Pres ión
!4[{- -l{ Centrado por reaorres-+i_ _-fc-
9. 13 ACCIONAMTENTOS COMBINADOS
IHrrrl
,,VTT
Indirecto por presl,í" ( Eervopilotaje
pos itivo )
Indirecüo por depresión ( eervoptlotaje
negativo )
Por electroimán y pregión ( servopllo-
taje )
P6r electroirnán o pree[ón
Por electroimán o acc'tonamiento ma-
nual
En general: * atgno explicatlvo
76

9.I4 ELEMENTOS DE MEDIDA
Manómetro
Manómetro dlferenctal
I¡rd icac ión de prea [ón
Termómetro
Medidor de caudal
Medtdor de volumen
Preoatato ( no norrnalizado )
9. 15 SIMBOIOS ESPECTALES PARA DETECTORES DE
PROXTMÍDAD ( NO wOn MALÍZADOS )
Detcctor reflex
as-a
e-&\c/
-&
É^
ffiE Ernleor del detector de paoo ( barrera
de atre )
77

F=:::flF--l-t--l I
Receptor del detector de Paso ( barrera
de aire )
Detector por obturac ión de fuga
Detector de pae6 en forma de horquilla
Detector neumátlco de pre¡irnidad accio-
nado por lmán permanente
Detector e[éctrtco de proxtrnldad accio-
nado por irnán permanente
EHEB
78

I O. SISTEMA ELEC TR ICO Y ELEC TRONICO
10. 1 DISEÑO
Et dlseño de la rnáqutna se construyd de tal forrna que ésta pudlera
ser controlada deede un sistema digital.
EI s isterna digital cornanda un sisterna de control eléctrico.
El sisterna digltal controLa todo el slsterna de la rnáquina desde eI co-
rnienzo del proceso hasta el f inal.
Controla La rnlnirna pres ión de aire para la operación
Controla defectos por sobrecarga deI rnotoreductor.
Deterrnina el arranflue del proceso ( si no hay Prograrna, ro oPera
la máquina ).
Un¡u.rs¡dod lutonomo d8 0(ddcflit
l}cgh. Bibliorero
79

Deterrnina la f inalización de corte establecida por el prograrna.
Sincroniza los tiempos de corte establecldos en e[ prograrna
El programador tiene un despliegue vlsual donde se observará el pro-
grama y el nrlmero de cortee que realiza La máquina
La distanciade corte se detecta por lirnitador de carrera que se des-
pLaza rnanualmente hasta la distancia deseada.
E[ sisterna eléctrico de control obedece órdenes del pr6grarnador y
se encarga de actuar los contactores del sistema de potencia de la
máquina.
rc .Z INSTRUCCIONES PARA EL MANEJO DEL PROGRAMADOR
- Encienda el programador (nurnerat # ), un indlcador de luz [e
rnostrará que está encendido ( ON )
- obeerve si el indicador siguiente se encicnde (P.A ). Si eetá
prendido, la presión de aire en la pipa será la rnÚrirna para que la
rnáqu ina trabaje .
- Se utiliza un rnisrno despliegue para observar la irrfor'rnación de
80

corte y del prograrra.
- Seleccione con e[ pulsador ( pc ) La inforrnación del teclado indica-
dor (P)encendido.
- Pr6granre el nrlrnero de cortes a realizar
- Presione el pulsador con la indicación ==== y el proceso inic la.
Este pulsador no actuará s i:
+ Ta presión de aire es rnenor a la establecida.
+ No hay prograrna
+ EL circuito está sobrecargado.
+ El proceso ya terrninó
- Utilice la tecla ( C ) para borrar.
- Existirán dos teclas adicionales designadas con las letras ( p )
que se utilizan en casos de ernergencia Esta tecla Para el proceso
sin borrar ninguna inforrnación; continrle el Proceso con la tecla
( === ). Ta otra tecla designada con este eigno ( === ) la podrá u-
tilizar para devolver la varilla por pulso.
81

el
Si el. indicador deeignado con
c ircutto está sobrecargado
Pro gramado r e lec trón ico
("* ) €¡e enc iende, le indicará que
I23
45
6
7
Interrupto rPantalla de 3 dlgttosTec lae d lg ito sTecla de parada ( stop )Tecla de adelantadoTecla de revereaTecla para ver informac ión
::;0o 6 o^u
FIGURA ? 1
8Z

1I. NOMENCLATURA
Sad
CV
o
w
T
Esf uerzo adm is ible
Coef iciente de flujo
Esf uerzo
Sumatoiia
= Esf uerzo de c izalladura
83

IZ. NORMAS DE SEGURIDAD INDUSTRIAL
A contlnuación presentarnos las Éecomendaciones de seguf idad que
La ernpresa FINANCO S. A. debe bner en cuenta Para aeegurar Ia
operac rón de la c izalladora:
- señalizar La máxirna capacidad de corte de la rnáquina.
- Carnbiar la eeñal de arranque del prograrnador digltal por el co-
lor norrnalizado para este caso. Según lae norrnas internacionalee,
debe ser de color verde.
- Celgcar una guarda de protección at pedal de alirnentación de la
rnáqu ina enderezadora.
- lrstalar loe süencladoree de aire a cada r:r¡a de las válvulas di-
reccionale¡'. Adernás, dotar de casco, gafas, botae con punta de a
cero y audüonos Para la protección del operaiio.
u

- Colocar las tapas de protecc ión en cada una de las cajae de re -
g is tro eléctr ico .
- Colocar las instrucciones de 6peración del prograrnador digitat
a la vlsta del operadsr.
- Colocar un extintor en el área, Para sofocar incendioe claee C.
- Mantener reaaltada la lúrea de seguridad de Ia zona de la rnáqui-
na.
- Rotular todoe los puntoe de pellgro con letreros vistosoe.
85

CONC LUSIONES
41 f inalizar nuestro proyecto "MÁQUINA CTZALLADORA NEUMATI
CAt', ¡rodernos establecer las eiguientee conclusiones que pcrrnltan
obtener resultados de acuerdo a los planee de construcción de Ia ern-
presa FINANCO S. A.
l. Se incrernentó y rnejoró el corte de acero calibrado de acuerdo
a las exigencias de la cornpañÍa, lo cr¡al redundará en la dierninuci6n
de lae costos de operación.
?, . El arnbiente de trabajo dc lae personas 'ulvolucradag en el pro -
ceso de construcc i=on rnejorará, hecho que perrnitirá alcances labo-
rales irnportaotee, loe cualeg dejarán como resultado t¡n aurnento
de la eficiencüa del trabajador frente a su comPrornlso adqulrido.
3. Al deearrollar técnicae rnodernas aplicadaa en proyectos do in-
genier[a, perrnitirán en un futuro haeer nucvas Proyeccioncs de des¿
rrol.tro de proyectorB que dejen corno resultado un elevado autnento de
86

Ia calidad delprodrrcto qrc la cornpañla I'INANCO S. A. ofrece en el
árnbito nac ional.
87

BIBLIOGRA FIA
CARNICER ROYO, E. Aire cornprirnido. 2a. Ed. Gustavo Gilli, s.A. Barcelona, Eepaña, 1977.3I7 P.
FRATSCHNER, Q. Elementos de máquina. 3a' Ed' Guetavo GiIi' S
A. Barcelona, España, 1969. 445 P.
HASEBRIN, J. P.; KOBLER, P. Técnica del rnando autornático. 2a
Ed. FESTO. BerlÚl, Alernania, I98?..2O2p.
MEIXNER, H.; SAMER, E. hic,iación a Ia electroneurnática. FES-TO. Berl[n, Alernania, 1986. f 63 P.
FESTO. Manual: Introducci6n a [a técnica neurnática de rnando. 3a'Ed. BerlÉr, Alernanla' r98z' ?oz P'
FESTO. Manr:¿I: Programa de fabricación. BerlÚr, Alernania, 1986'
23 p.
SMC. Serninario sobre neurnática en la industria' T6ky6, Jap'ón'
1986. 46 P.
SMC. 86 Att Products. Tokyo, JapÉn, 1986. 52p.
UNITEC. Aceros. Bogotá, Colornbia, 1980' 30 p'
FESTO. Manual: Introducción a la neurnática' 3a' Ed' Berlln' Ale
rnania, I986. I60 P.
88
ANEXO 1. CARACTERTSTICAS DEL ACERO A-37
INFORMACION GENERA L
Acer(as Paz del Rto fabrica aceros para rofuerzo de concreto bajo
lae denorninaciones A-37 y PDR-60.
E[ acero A-37 se fabrica en barras Iisas de sección tranevergal
circular, en un todo de acuerdo con la norrna ICONTEC l6l, con
un l[rnite de fluencLa rn[nirno de ?4Kg/rnrn} (34.000 psi ). Para
diárnetroe de t/4 y 3/8 de pulgada elproducto se entrega en rollos
y para diárnetroe entre t/Z V l.l/4 pulgadae 8e entrega en barras
de6,9ól?rn.
El acero PDR-60 se caractcriza flor sus marcas que def inen al fa-
bricante, la reeistencia y el dlárnetro de cada barra. Son barras
corrugadas que tienen colrro qlistintivo doe nervioe longitudlnales
unidos entre slpor resaltes transversales, los que forrnan un án-
gulo de 75o con eI eje de la barra. I6e aceros PDR 60 curnplen en
un todo con la norrna ASTM A{f 5 para aceroc¡ grado 60.
uiffi l'rtr*ln d¡ occid*tr
DcA|t. Eibl'x¡füco
89

CONTRO L DE CA LIDAD
Los Püocesos Para fabrtcación de log aeeros A-37 y PDR{0 L.W.
S. y Ho"n6 Eléctrico, ?af corno los aplicados para la laminaci6n
en caliente, cuentan con el personal y equipos acordes con las exi-
gencias de calidad. El sisterna L.W.S. para Ia fabrlcación de ace-
ro es fruto de Ia rnás rnoderna tecnologfa y resultado dc las arnpli¿
ciones y modernización que en los úItimos años ha adel,antado Ace-
rÍas Paz del Rlo.
Para garant'war el curnplirniento de las eBpecif icaciones cuenta con
una organ'wación de control de calidad con p€rsonal idóneo, instala
cionee y equipos rnodernos para análisie qulrnicos, rnetalúrgicos y
rnecánicos, tales colrlo: ESPECTROMETRO DE EMEION, ABSOR
CION Y RAYOS X. MICROSCOPrc METAI€GRAFICO, MAQUINAS
PARA ENSAYO DE DUREZA, DE RESTSTENCIA, DE TRACCTON,
DE ULTRASONIDO, ETC.
90

>.oIo:€EJNñE'i o.O.l'{ \Oo"dloo€ooods=É';odoq¡Á
-96A8Í
É':o_6drüdrs.9 c)t{o4o,ggOO(D
f{a- o
(Y) Ox.>.= 3=isq
É-1
'3E,soi ooo oSE¡:oq)
$s€€.f t1,o oJ:'?ü{Foz
s 9r 1s Qsqs 1s9:Q+ E*9sQEEdg dg i9 i9 ^ig rig "i9<i9.óg ñ3 c6g
6??a.GAAG'AA-6'.. ¡- r- SeHPÑPSr3eSr3:33\Ai8i$-.o.':o. .o .v.¡v .v.r-i.i9 ñig "ig Sg "iSl .óS) É{9 ci{g d{9 o:s9 : {9
nR- SBRu$eFsBsBs SeEsRs$6d:dfd: dedses iN d s d ;¿s¿
t'
i 9nE e €s 3 n HsEs €s Es 9:E e idg d9.j f -is ñg "iel del,i{9,¡i{9dg.(ig
o
9l
o¡{
üt$.s
&$s
aS ,.¡ -P;É,t{ üs
o}r-r
EE
xEE
.9k¿.odEo .:\Oab0ft EM
H9Hx dÉtu2
ot{@+¡d9
IF- HñrsÉ{Q
U|orl.gEoÉoog.9oFio
.ga

Espec if lcac ionee
Requie'rtosBarras A-37 Barras PDR{0Norrna ICONTEC Norrna ASTM 61516l Grado AH?4 Grado 60
I . CoMPOSIC IONQUIMICAAnálisis de cucharaFosforo % rnáxirnoAzufre, % rnáx'trnoP+S, % rnáx'vno
2. PROPIEDADESMEC ANICASResietencia a la ten-s ión m[nirna Kgf /crn}(p. ". i. )Punto de fluencia, rnl-nimo Kgf/crn}(p. ". i)
3. A LARGAMIENTOEN 2OO MM PORCENTAJE MINIMOD iárnetro ( Nó. )t/4"3/ s"t/2, s/e, 3/4" (+,s,6)t / e,' (z)I" (8)I r/8" (9)r t/+r' (to)
4. ENSAYO DE DOBI,A-DO A 1800Diárnetro (N.. )t/+ v s/,,8,'t/zv5/s,' @vs)t/+t, ( 6 )z/e v rr' (z y 8)L r/g y t t/+', (g v to)
d = diámetro del rnandri[D = d iárnetro de la barra
0, 050o, 060No se eepocif ica
63 (9o. ooo)
42 (60. ooo)
No ee fabr icaNe se fabrica98
8
7
7
No ee fabr icad=4Dd=5Dd=6Dd=8D
0,0850,0600,120
3 7(52. 8oo)
24(34. ooo)
r8l8l8t8l8l8l8
d=Dd=Dd=2Dd=2Dd= 2D
92

I
SOLDA BILIDAD
Aunque las nor,rnas no contemPlan esPec [f icac iones en cuanto a
soldaóilidad, se adelantaron en nuestros laboratorios estudi6s y en-
sayos, los cualee perrniten garantizar una excelente eoldabilidad,
tanto en la calidad A-37 corno para el PDR-60, perrnaneciendo des
pués de soldados sus propiedades mecánicas, Bobre loe valores es-
pec if icadoe.
Para una correcta aplicación de la soldadura, debe seguirse Io ee-
pecificado en la norma AWSDIZ. l.6ltr Prácticas recornendables pa-
ra soldar acero de refuerzo, insertoe rnetál idos y conexiones en
construcc iones de concreta teforzadot', ernitida por Arnerican W'el
d ing Soc iety.
TO LERANC IAS
Diámetro norninal Toleranc ia en pesortmrTI _7o_
Ind ividual l¿te
Menor de l0 + l0 + 6
Igualornayordel0 + 6 +4
93

Irlliili;iii:: ZF€i'$i' E i;*;;,,áÉ r,. s !eÉ : E5e€ls i o q" isi i ;¡5€=¡t E iiiii"iii?lll i- ii Hi ;ei; i ru*su; s!i orr
sE i:$5 g la,t: i i? li? i,'; ',;:-, i ? i':,::¿
"+:¿3 :j;z ü¡ i, 'i,:¿'. ü ::;,
GA19
l:I
Irao¡0o|o
ilItt,o!cIaIA
EóInu
:.
:-
oac='üottIlE.'go
oopE\)ot'od3ooc,
N
oXf'lz
5
er
3
!E
:i
3
o
ic
{
t
I
¡
¡e
I
:I
!
7
I¡
x¡f
á
?
'¿
¿
c.
3
Ig
't
T
t3
8
Yaa
I
1
I!ig
8
tI
?,
ao
4
'a
Á
E
I:I
t
8
I
t
3
9e,¡
:!
I
i.
9
?
¡r
a
¡
3
I
it_l*l
I
ol
el
"l8l
..l
,l
f
n
I
a
a
a
r¡
o.9oo,tr c,cE=o(,.tr0,oEE
c:9rJñ.9ooooo.gE.ocot)tUú,.oEco,C¡rl
=
94

g€E
Ia
Diagrama do consunlo de ¡tro
I0
¡EaooIoEao
Ittatfa¡
oa:¡I
rt
g{rlo
o.!do
oF
5q¡
doo
(Y't
oXf'lz{
I
JI
I
_I
iNN.l{l
C'
.¡D
ñl
-.ú¡-F t, ll -C'
a
., .. FEqoL
95
-- b lrrt ca ouJnsu43

ANEXO 4. Cárnara rrruerta o secundaria
D¡ániolro Lac,'o an-de émboio te¡ror {lapa}
mm gn cml
Lado pos-terror lfondo)
en cmt
Diámet¡o Lado an- Lado Pos'de émbolo lerior ¡tapa) lenor (fondo)
nlm gn cmt en cm'
31270.512
100t.216
t310
r50128140
t9r650 2.005 2.337
t O00 cmr ='l ltlro
96

ANE'XO 5. IONGITUDES SUPLETORIAS
Nomograma llongitudes supletofias)
I
II
g
Ioc\fth
E:l=ctlco
"L
¡f'{'
&; = Válvula ds cierre= Váfvula acodacta= Pie¿a en T- Compuerla= Codo normal
q&iji-f ':'r'::o"+fi
orliiit: i ;o¡+i::r t+'
cl lli!rF: I
r:e;q, IIi;.'tf
Diámelro nominal _>
óo
D.
to-
xt-
6
.2 -rt -r' ,5 ,ó--¿-¡ f o .r? zor.É.....,fr .¡,.1 -¡l-¡ {..,..r,.'.¡. . 1...r .l+.--.t -.-.-f.-..r...{ .
"''l 'r"'t';:ii:'--'t:-: | :- "1 -:1:l:.-: | ..1 | |t-!- .ra...-.a-..-1,r.,1.: j,;i::. | : ii:l l: ' l:
'lt . ¡. .l .1..,I-. +... -r
¡
+-t_F+I l al B
4
5
I234
5
c
v/ r.. /
A
),
)
7.,n
,nT
t/.Vt:
t /' '.1-::t.: :l,',,1-::l
ii:t:
/
.-,-.--.,. -t- /,.....1...1/':.".i'.'-/
'
I
Vr
| ..r=' n
i:: Y: t/w/,i''#Y,7-,'.
l:r;,rr-i¡il':"
7 i:tri
3
:r/ V
I
,l:-:'-'.'.".t'.'.'. ,. :.t :|'/ i.......t. i t'.1
t-++.-*l:" ,1 "...-i . 1..'-,+-*-r.- - :- i_:JI
.l..t .J/t'I..1:i:,lJ-_y' !/=iAü
:
ttI
:1
,/,í,:,iTillt.r, a r... a ..,¡.,.¡r,¡.1
-¡-1L,.1 ::. tl .,, r. :1.,.,1_t20 bo io 'so oo el no .¡m
97
a@nn
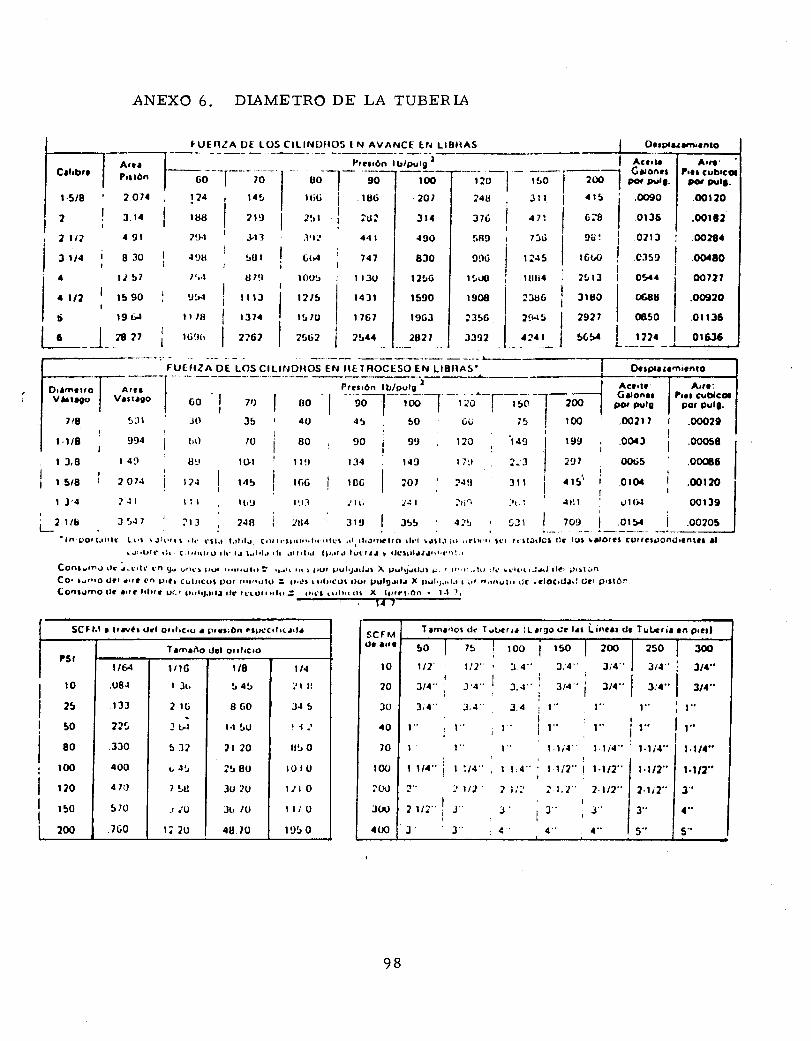
ANEXO 6. DIAMETRO DE LA TUBERIA
Iucn¿A ot tos crLlNDf ros f. N AVANcE tfr Lt8,|As Or¡pl¡¡rn rnlo
Prc¡rón lb/putg I Acar taG¡¡onr¡
DO. P{rla.
.oo90
.orl6
02r J
c359
05..()688
c:0| ??.
Aira't¡t¡ cuDrco
eor 9r¡¡a.
.oot 20
.00tt¡
.0()2E.
.00r80
oor?t
.oo920
.or t36
0t636
3m
31."
3la"
t"l"t.t/a"r-v2"
3''
a'5"
C¡l¡brr
r.5/8
2
2|i2J.t/¡a
. lt2ó
b_l
oo -l- ,o--lro
?.8
376
589
996
r5ü1
r50
Jl¡47:
7 3ri
I l¡5I Uü'
1386
?!r-¡ 5
_ ..rrl_
2.Ot. , ! 24
3.r4 | r88
a 91 79.1
8 30 | rl98
tJ 57 11¡,1
to| ¡t5
?19
-l'l I
58 1
8 rl¡
rtt3l37a
?t6?
tm20,
3ta
{90
810
r 256
r590
I9GJ
,@-Jr{i6
.t5 |
.1,1lr
G{rc
to(,5
r2 15
l5 /0
?562
r86
:u1
441
i lnlI
I r3u
r4¡tr 767
?5.a
at5
6t8
9¡J:
t 6t/O
?513
3r80
292'
sob. t
15 90 : 9'J¡
t9i¡ lllS
t€ ?t ; r6$b
r908
2356
3t!2
FUG,I¿A OÉ LOS ClLlf,fD,lOS EN ,IEIROCESO tN LlSrlAS' I De¡9¡¡¡rm¡rnto__f _-_4
Drlmrrrol or.. I Prt-rrónlb/rylL¡- | lcr'tc l- Att'1ü;;ül v;;;; | ,. I 7D I oo | ill-'t*_l-',ró^-[- ,icl-r* I "?fi:il f ';*ff:I tg s'Jr ' J(r J5 r 4o 45 50 6ü ¡5 | tm i .oo?l r i .ooo2g
I r.ua , loo i ,,u ro i ro , e0 i o, r2o r r¡e I ree , .oo.J j .ooose I
| 1,8 r 49 8!r lor I r ¡1, tf,4 t49 r;J ?-'l I zll Oor¡5 : .0066 |
| -- I ---. I I | | , ..-{ i - l I| ,r,, | ,oro i 'ro | ,no I tnc I 106 | ro, ' r4¡ ¡rr i rrrt i o,o. i .oo,zoI f f/Ü | tvtl ¡ ¡.¿c | ¡45 I lt,i, I tul, I ru, - .'.¡tl Jrl j "t" | .ullrr | .lrl¿u I
I J,¡t ?¡l r¡| tt,g r:lJ .,¡l; J..:t }i't :fr,: ' ¡tlt : ,lf(X OOlSg I
i t,rc 3s¡t ' trl , ?¡rB i zr¡¡ :lrs | ¡os {?,r , !3r I lo,J i .orlo i .oozos It
'ln DOr¡.r¡rlt L(,¡ \Jl(,trt {tr. I'tl.r l.rl¡l¿- Crr¡rr.tt¡r¡rr¡l¡r.rtt(t .rl (lrJrrtatrO tlr.l r.tttJ¡r, "f¡¡.h ¡rt ttft¡rlC¡ rrc lOl l¡Ofat (OttCt¡¡OndrCnlal al
tll¡
I J,¡l ? ¡l t ¡ | tt,g r:tJ .,¡l; l.:t }i,r :fr,: ¡¡lll rJtb¡ OOl39
rJ¡¡lrti¡ rlr. ( r¡r\trU rh'tJ l.rlrt.t rt¡ .¡I'trJ llr.rtJ l;r'r¡¡ | rtc¡trl.¡r¿r!r,t.'rl,r
COn¡rl¡.¡ rls ¡'t,lf ln U! u,rr'r tru, rr.I¡ut{r: ,rJr( r.r ¡ ¡rgr ¡rulgrrttt \ pulr¡iUrf !. r ilr,r¡.,1u ¡lg ¡gr1,qr-:al rl?¡ ,rrrlúnCo¡ ¡J"ro d?t ¿',a cn prar cu¡rrcul at(|r ,rililt¡lo : tr,tr¡ rrrl¡rcot.ro. ¡rulg¿rlJ X ¡rut,¡.rrlr t.Ú, d¡rrel¡, (Jt .clOCrtj¡.t O"l p,!,1órCOntumotra artC lrl¡,r U(-. l)r¡l!r.t¡t¡tlÉ rslorr.rlt: tr'..¡ rr¡lr,¡0i X la.'r"t,ó^ . l.l I,
ffi
SCf Lf ¡ lr¡ra¡ dil orrlrcro I prt!;ón e¡fxc|l¡r¡rl¿
P5l
t0
25
50
80
r(x)
r20
r50
200
T¡m¡ño rrol Orrt.Cro
I /6r¡
.08-¡
rl3?2¡.
.f,lo
400
ato
5r0
760
t/r6| 3t'
? l(;
I t'¡
512
t, 15
r58
-r /(.¡
l: 2u
t/8
'J 45
860
t4 5U
?r ?o
?5 80
J0 ?0
JÜ ,O
48 r0
l14
:' t ll
-l{ 5
tl.'
ü50
¡o.¡ u
r2¡ o
t¡/0
r95 0
t"
I
311" ',
I
fra'
t50
3.'4"
3t4'' iI
t":t"
l.li{I
|.r12" I
I
1'
4'
50
I t2'
75
v7" 'I
J'4" I
loo
:i 4"
3..¡"
J.4
t't'I l;¡1"
7 t¡:3'4'
2@
3t4"
311"
t"t"¡.t/.r"
t.r t2"
2.t 12"
J"
4"
?50
3i¡ '
3Ja"
t"
t.I /¡"t.t t2"
2.r t2"
3"
5"
t t"t'lt/4";r:/.¡"
l' ? v2'I
2 rl2" i J't:
J' l'
scF r.lara artl
to
20
30
a0
70
rot
lcuJ(¡)
400
T¡m¡,io¡ rtc Tut¡cr¡¿ lLrrto r.ic l¡¡ Lincr¡ rjr f ¡¡trri¡ rn prc¡l
98

ANEXO 7. Diagrama de caudal
En este diagrama están indicadas las zonas de cantictades do aire aspirado y la presión para cada lipode comptesor.
50000 t000(x) 500c00
ñt/lt-"-------->
Unl¡nUo¿ Auhnomo de Occkhn¡
Dcgto. Bibl¡ofxo
1000800
I ooo
l.*l.*I
roirpa 200
(bar)
r0080
80'5040
30
n
10I651
3
2
1.00.8
0,6
0.f0.3
0,2
0.1
rililt t tllCompresor de émbolo
'[rrr llocf lr r r ¡)rcsof;.rrtt:tl
lll I I I | | I
il Conrprasor de tor-
[], nitlo,heltcotrlctl,,,I [. I lrnr.Qr¡¡¡¡¡95¡¡
. ¡\ l¡¡l
Comprcsor totalavo
500 1000

{-T
67{ , 3c t/P /1 4 d
V --z-
PLANO
PLANO
PLANO
PLANO
PLANO
PLANO
PLANO
PLANO
I
z
3
4
5
6
7
8
TABLA DE CONTENIDO
TOMO II
Plano general de la máqulna .. . .. ....
Plano neumátlco ...... .. ... ..
Planotopográftco.. .......
Plano dfagrama de fuerzas . . . ... ....
Soporte de la cizalta .................
Cuerpo de la cizalla ........ .........
Merdaza porta - dado . a. a a
Palanca
Píe.
B
c
CH
D
F
0
H
I

I'.t
PLANO
PLANO
PLANO
PLANO
PLANO
PLANO
PLANO
PLANO
I
2
3
4
5
6
7
8
TABLA DE CONTENIDO
róvo u
Plano general de la máquina .. . ......
Plano neumático .. : .. . .. . .. ..
Plano topográf ico . . . .. . .. .
Plano d iagrama de fuerzas
Soporte de la cizalla .................
Cuerpo de la cizalla .................
Mordaza porta -dado . . .....
Palanca
Píg.
B
c
CH
D
rG
H
r

JJ
Nct
J
l¡lcloo'É,l¡Jf(J
EE
:
oC'(,ol¡l
oaYt
o
"r
o<
f
()

{
Irs.l\(: l)ñNs|:\ñ
ü
ü0')
\
T${N
ss
Fs

Irtñl(,zo5\arl
A
-------
o
f
O
Ull¡lÉ,ocr
ulo-
rortoUT
eoe,
É
=
EE_-
oot,|,lt¡¡

ELEMENTODF TRAFAJO E.S 6=l
II
-T --I
31tiI-t-
A
A1
Ag
B
B1
Bg
I
I
ll
{-+-llll
ll
nI
\ll
DESARROLLO DE LAS FASES
FAsEs $n:,:r/sujetor;A
CARRERA ('comienzo : Ao
[finol : AlESCRITURA : A.,8. .A- .B -
ESOUEMA NEUMATICO
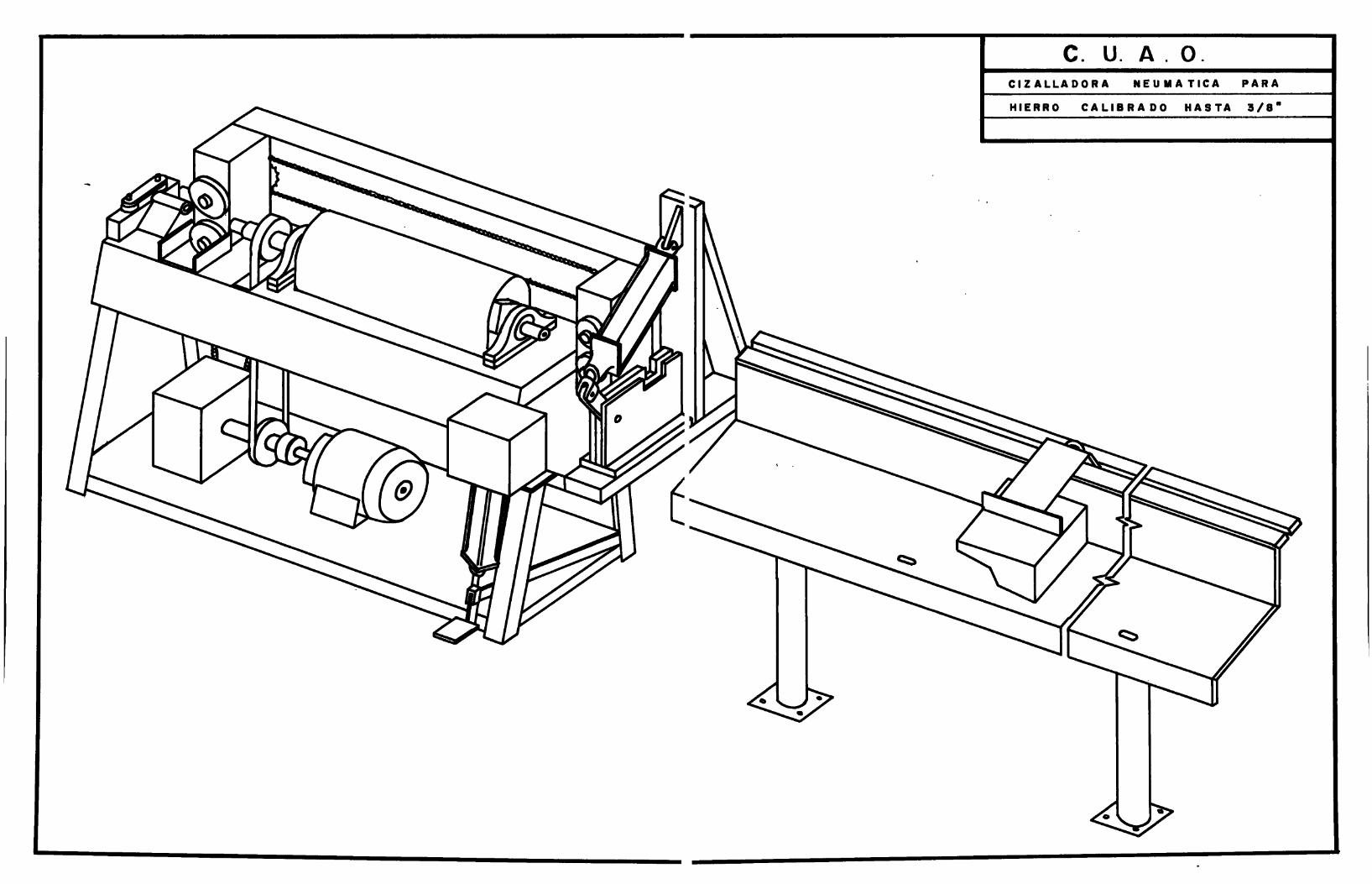
(
CIZALLADORA ¡IEUTATICA PARA
HIERRO CALIBRA DO HASTA 'f
E.

@(vl
o(,ollool-oJE'Io\t
A\/
¿
=a
O
JJ
xct
Jl¡¡ol¡lFÉoa.oUI
oo
UI
oLoIJ
aF
-
EEo:
úú1't^¡¡¡

--1",r rJ';liA=t_
l¡o
¡trÉ, F
É.
or -1€?l
zs_j
o
tj
C)
ocr
ct¡
FÉ,oo.
NctÉ,o-
r¡o
lvl
ut
oLo9
;o=
EE
:
oottol¡¡

v]\,Jwl\t 'or
,.L
-J
6
tr-ll-59l_
ctO
moftoo
l\'
3?
30-.!.Dao
Ul
l¡t
ul
'orzct
P
sPo

fÉ,o
Hs:t j;9 ñ¡'¡7 - sóg q-Ern
=E E:
ÉsE"z^trmo
üsÉ#
or.fl\¡t
o a\l- ct'loc, cn
gE3;Erflro
II
IIo^\ aoÉ ro.u ctl
"9,
uJ 0E'¿9o¡\-o @.9Or o
.9E< ?-É, O O 9.\ o or o=E
=rjp_; n@o-ir .9 o, o-ñ3 3ee;
oo(, Ctr
I
T-=I
ooo
o
!lIg
u¡8OlaYt
oooGL
Eo(,C'o
CJ
UI
CJNlrl
l¡lo
É,
zlrl(J
Eoo
gñse
:R3P
oú)\¡\
UOoc,
gN.oo(,, F
o.)
aaU t¡roo