DISEÑO E IMPLEMENTACIÓN DE UN RUTEADOR CNC DE TRES …
165
1 Facultad de Ingeniería Ingeniería Electrónica Programa Especial de Titulación: DISEÑO E IMPLEMENTACIÓN DE UN RUTEADOR CNC DE TRES EJES PARA LA MEJORA EN EL PROCESO DE DESARROLLO DE ROBOTS EDUCATIVOS EN LA EMPRESA CIDIACCTEC Autor: Julio Cesar Macha Moreno Para obtener el Título Profesional de Ingeniero Electrónico Lima-Perú 2021
Transcript of DISEÑO E IMPLEMENTACIÓN DE UN RUTEADOR CNC DE TRES …

1
Facultad de Ingeniería
Ingeniería Electrónica
Programa Especial de Titulación:
DISEÑO E IMPLEMENTACIÓN DE UN RUTEADOR CNC DE TRES EJES PARA LA MEJORA EN EL
PROCESO DE DESARROLLO DE ROBOTS EDUCATIVOS EN LA EMPRESA CIDIACCTEC
Autor: Julio Cesar Macha Moreno
Para obtener el Título Profesional de Ingeniero Electrónico
Lima-Perú 2021

2
DEDICATORIA
A mis padres por haberme formado como la persona que soy ahora, muchos de mis logros
se los debo a ellos incluyendo este.

3
AGRADECIMIENTO
Gracias a mi familia por apoyarme en cada una de mis decisiones, gracias por darme la
oportunidad de estudiar esta carrera y creer en mí.
No ha sido sencillo el camino hasta hoy, pero les agradezco por el aporte de cada uno, a su
amor, su bondad y apoyo, lo complicado de llegar hasta aquí se ha notado menos. Les
agradezco y les muestro todo mi afecto a mis padres y hermanos.

4
RESUMEN
En el siguiente trabajo se desarrolla la implementación de un ruteador CNC de tres ejes para
mejorar y acelerar el proceso de desarrollo de robots educativos en la empresa
CIDIACCTEC. Este proyecto se desarrolla en los laboratorios de la empresa CIDIACCTEC y
las validaciones de funcionamiento mediante protocolos de prueba se desarrollan en los
laboratorios de la Universidad Nacional del Callao. El proyecto consiste en una máquina de
corte y fresado con sensores de posición, sistema embebido de monitoreo, control numérico
computarizado, sistema cartesiano de tres ejes y software de control basado en open source.
El presente trabajo se divide en cuatro capítulos, en el primero se describe el problema que
tiene la empresa para obtener el material educativo y se definen los objetivos para
solucionarlo. En el segundo capítulo vemos algunos resúmenes de investigación anteriores
que nos sirve como base para realizar nuestro proyecto, se explica también algunas
tecnologías que serán tomadas en cuenta para implementar nuestro ruteador. En el tercer
capítulo desarrollamos la solución del problema, se muestra un esquema de funcionalidades
del ruteador, la etapa de diseño de la estructura y módulos de la máquina, el ensamblaje de
los componentes físicos y las pruebas de validación por medio de un plan de pruebas. Por
ultimo en el cuarto capítulo se observan los resultados del proyecto y las conclusiones.

5
INDICE
INTRODUCCIÓN .................................................................................................................. 12
CAPÍTULO 1 ......................................................................................................................... 14
ASPECTOS GENERALES.................................................................................................... 14
1.1 Definición del problema .............................................................................................. 14
1.1.1 Descripción del problema .................................................................................... 14
1.2 Definición de objetivos ............................................................................................... 15
1.2.1 Objetivo general .................................................................................................. 15
1.2.2 Objetivos específicos .......................................................................................... 15
1.3 Alcances y limitaciones .............................................................................................. 16
1.3.1 Alcances ............................................................................................................. 16
1.3.2 Limitaciones ........................................................................................................ 16
1.4 Justificación ............................................................................................................... 17
1.5 Estudios de viabilidad ................................................................................................. 18
1.5.1 Viabilidad tecnológica.......................................................................................... 18
1.5.2 Viabilidad económica .......................................................................................... 18
1.5.3 Viabilidad social .................................................................................................. 19
CAPÍTULO 2 ......................................................................................................................... 20
MARCO TEÓRICO ............................................................................................................... 20
2.1 Antecedentes ............................................................................................................. 20
2.1.1 Antecedentes Nacionales .................................................................................... 20
2.1.2 Antecedentes Internacionales ............................................................................. 22
2.2 Tecnologías/técnicas de sustento .............................................................................. 24
2.2.1 Sistemas de control numérico computarizado ..................................................... 24
2.2.1.1 Principio de funcionamiento ......................................................................... 25
2.2.1.2 Componentes de un SCNC .......................................................................... 25
2.2.1.3 Sistema de coordenadas .............................................................................. 26
2.2.1.4 Coordenadas absolutas y relativas .............................................................. 26
2.2.1.5 Clasificación de los sistemas de CNC .......................................................... 27
2.2.1.6 Sistemas de control de movimiento en CNC ................................................ 29
2.2.1.7 Aplicación por excelencia de los SCNC ....................................................... 36
2.2.1.8 Fórmulas para el fresado ............................................................................. 37
2.2.2 Programación de control numérico ...................................................................... 41
2.2.2.1 Estructura de la programación ..................................................................... 41
2.2.2.2 Códigos de control numérico para la fresadora ............................................ 43

6
CAPÍTULO 3 ......................................................................................................................... 45
DESARROLLO DE LA SOLUCIÓN ....................................................................................... 45
3.1 Metodología propuesta ............................................................................................... 45
3.2 Cronograma de actividades ........................................................................................ 47
3.3 Modelo de diseño ....................................................................................................... 48
3.3.1 Definición de la funcionalidad del ruteador CNC ................................................. 48
3.3.1.1 Partes del ruteador CNC .............................................................................. 49
3.3.2 Diseño de la estructura del ruteador CNC ........................................................... 52
3.3.2.1 Diseño mecánico de la estructura ................................................................ 52
3.3.2.2 Diseño mecánico del área de trabajo ........................................................... 53
3.3.3 Componentes y diseño del sistema de monitoreo y control ................................. 56
3.3.3.1 Diagrama de control de motores .................................................................. 56
3.3.3.2 Controlador DB25-1205 breakout board ....................................................... 57
3.3.3.3 Driver DQ542MA para motor PAP ................................................................ 59
3.3.3.4 Motor paso a paso Nema23 WT57STH115-4204A ...................................... 65
3.3.3.5 Sistema de transmisión ................................................................................ 67
3.3.3.6 Interruptor de acción rápida SS-10GL2 ........................................................ 69
3.3.3.7 Motor DWALT DPW611 ............................................................................... 70
3.3.3.8 Relés para control de herramienta de tallado ............................................... 76
3.3.3.9 Fresa o broca de carburo de forma cónica de 60° ........................................ 77
3.3.3.10 Fuente de alimentación ................................................................................ 77
3.3.3.11 Pulsador stop ............................................................................................... 79
3.3.3.12 Diagrama de conexionado ........................................................................... 80
3.3.3.13 Software LinuxCNC ...................................................................................... 81
3.4 Implementación y ensamblaje del ruteador CNC ........................................................ 83
3.4.1 Implementación de la estructura ......................................................................... 83
3.4.2 Ensamblaje del sistema de monitoreo y control................................................... 85
3.4.2.1 Consideraciones iniciales ............................................................................. 85
3.4.2.2 Consideraciones para el ensamblaje de los componentes y módulos .......... 87
3.4.3 Instalación y configuración del software LinuxCNC ............................................. 91
3.4.3.1 Instalación del software LinuxCNC ............................................................... 91
3.4.3.2 Configuración del software Linux CNC ......................................................... 99
3.5 Pruebas y validación del ruteador CNC .................................................................... 129
3.5.1 Protocolo de pruebas unitarias .......................................................................... 129
3.5.1.1 Prueba 1 .................................................................................................... 129
3.5.1.2 Prueba 2 .................................................................................................... 130

7
3.5.1.3 Prueba 3 .................................................................................................... 132
3.5.1.4 Prueba 4 .................................................................................................... 133
3.5.1.5 Prueba 5 .................................................................................................... 134
3.5.1.6 Prueba 6 .................................................................................................... 135
3.5.1.7 Prueba 7 .................................................................................................... 136
3.5.1.8 Prueba 8 .................................................................................................... 138
3.5.2 Protocolo de pruebas integrales ........................................................................ 139
3.5.2.1 Prueba 1 .................................................................................................... 139
3.5.2.2 Prueba 2 .................................................................................................... 142
CAPÍTULO 4 ....................................................................................................................... 144
RESULTADOS ................................................................................................................... 144
4.1 Resultados ............................................................................................................... 144
4.2 Presupuesto ............................................................................................................. 149
CONCLUSIONES ............................................................................................................... 150
RECOMENDACIONES ....................................................................................................... 152
BIBLIOGRAFIAS ................................................................................................................ 153
ANEXO 1 ............................................................................................................................ 155
ANEXO 2 ............................................................................................................................ 156
ANEXO 3 ............................................................................................................................ 157
ANEXO 4 ............................................................................................................................ 158
ANEXO 5 ............................................................................................................................ 159
ANEXO 6 ............................................................................................................................ 160
ANEXO 7 ............................................................................................................................ 161
ANEXO 8 ............................................................................................................................ 162
ANEXO 9 ............................................................................................................................ 163

8
INDICE DE FIGURAS
Figura 1. Componentes de un SCNC .................................................................................... 25 Figura 2. Sistema de tres ejes de coordenadas .................................................................... 26 Figura 3. Sistema punto a punto ........................................................................................... 27 Figura 4. Sistema de corte directo ........................................................................................ 28 Figura 5. Sistema de contorneo ............................................................................................ 29 Figura 6. Motor PAP ............................................................................................................. 30 Figura 7. Funcionamiento de MPAP ..................................................................................... 30 Figura 8. Funcionamiento de MPAP con dos fases energizadas .......................................... 31 Figura 9. Controlador de MPAP ............................................................................................ 32 Figura 10. Sistema de control de movimiento a lazo abierto ................................................. 33 Figura 11. Paso de un tornillo ............................................................................................... 33 Figura 12. Sistema de desplazamiento mediante engranajes ............................................... 34 Figura 13. Operación de fresado .......................................................................................... 37 Figura 14. Estructura de un bloque de programación............................................................ 42 Figura 15. Estructura de trabajo ............................................................................................ 46 Figura 16. Funcionalidad del ruteador CNC .......................................................................... 48 Figura 17. Partes de un ruteador y sus actividades .............................................................. 50 Figura 18. Modelado del CNC ............................................................................................... 52 Figura 19. Área de trabajo .................................................................................................... 53 Figura 20. Eje X de la estructura ........................................................................................... 54 Figura 21. Eje Y de la estructura ........................................................................................... 54 Figura 22. Eje Z de la estructura ........................................................................................... 55 Figura 23. Diagrama de control de motores .......................................................................... 57 Figura 24. DB25-1205 breakout board .................................................................................. 59 Figura 25. Driver DQ542MA.................................................................................................. 60 Figura 26. Motor PAP Nema23 WT57STH115-4204A .......................................................... 66 Figura 27. Interruptor de acción rápida SS-10GL2 ................................................................ 70 Figura 28. Motor DWALT DPW611 ....................................................................................... 76 Figura 29. Fuente switching .................................................................................................. 79 Figura 30. Diagrama de conexionado ................................................................................... 80 Figura 31. Primera estructura del CNC ................................................................................. 83 Figura 32. Segunda estructura del CNC ............................................................................... 84 Figura 33. Pieza de aluminio ................................................................................................. 84 Figura 34. Estructura de aluminio del CNC ........................................................................... 85 Figura 35. Primer prototipo del CNC ..................................................................................... 86 Figura 36. Pruebas preliminares del prototipo ....................................................................... 86 Figura 37. Conexión del circuito de relés .............................................................................. 89 Figura 38. Conexión del sistema de control de motores ........................................................ 90 Figura 39. Pantalla de instalación de LinuxCNC ................................................................... 91 Figura 40. Test de latencia.................................................................................................... 92 Figura 41. Test de latencia mediante comando..................................................................... 93 Figura 42. Resultados del test de latencia ............................................................................ 93 Figura 43. Configuración en Stepconf Wizard ....................................................................... 95 Figura 44. Configuración en Stepconf Wizard mediante comando ........................................ 95 Figura 45. Ventana inicial de Stepconf .................................................................................. 96 Figura 46. Ventana inicial de configuración de Stepconf ....................................................... 96 Figura 47. Ventana de configuración de Stepconf ................................................................. 98 Figura 48. Otra configuración válida ..................................................................................... 98

9
Figura 49. Configuración de los pines ................................................................................. 100 Figura 50. Configuración del eje X ...................................................................................... 101 Figura 51. Información para el eje X ................................................................................... 103 Figura 52. Ventana de finalización de configuración ........................................................... 103 Figura 53. Creación de dos archivos ................................................................................... 104 Figura 54. Instalación de Inkscape ...................................................................................... 104 Figura 55. Ventana de autenticación de Synaptic ............................................................... 105 Figura 56. Ventana de gestor de paquetes de Synaptic ...................................................... 105 Figura 57. Ventana de búsqueda de Inkscape .................................................................... 106 Figura 58. Búsqueda de Inkscape....................................................................................... 106 Figura 59. Ventana del paquete Inkscape ........................................................................... 107 Figura 60. Lista del paquetes .............................................................................................. 107 Figura 61. Aplicación de los paquetes ................................................................................ 108 Figura 62. Aplicación de los cambios .................................................................................. 108 Figura 63. Ventana de descarga de paquetes .................................................................... 109 Figura 64. Ventana de instalación de software Inkscape .................................................... 109 Figura 65. Ventana de cambios aplicados .......................................................................... 109 Figura 66. Mensaje de ejecución de Gcodetools ................................................................. 110 Figura 67. Búsqueda de extensión python-lxml................................................................... 110 Figura 68. Archivo de Gcodetools ....................................................................................... 111 Figura 69. Descomprimir archivo de Gcodetools ................................................................. 112 Figura 70. Extracción de archivo Gcodetools ...................................................................... 112 Figura 71. Acceso al superusuario ...................................................................................... 113 Figura 72. Pantalla principal de Gcodetools ........................................................................ 113 Figura 73. Importación de una imagen a Inkscape .............................................................. 114 Figura 74. Incrustar la imagen ............................................................................................ 114 Figura 75. Hoja de trabajo .................................................................................................. 115 Figura 76. Vectorizar la imagen .......................................................................................... 116 Figura 77. Ventana para vectorizar la imagen ..................................................................... 116 Figura 78. Desvío dinámico ................................................................................................ 117 Figura 79. Puntos de orientación ........................................................................................ 117 Figura 80. Ingreso de parámetros de orientación ................................................................ 118 Figura 81. Puntos de orientación en la hoja de trabajo ....................................................... 118 Figura 82. Elección del tipo de herramienta ........................................................................ 119 Figura 83. Lista de parámetros ........................................................................................... 119 Figura 84. Ventana de modificación de parámetros ............................................................ 120 Figura 85. Mensaje de error ................................................................................................ 121 Figura 86. Interfaz AXIS ...................................................................................................... 121 Figura 87. Ventana para cargar el código G ....................................................................... 126 Figura 88. Ventana para escoger una imagen .................................................................... 126 Figura 89. Código G en la interfaz AXIS ............................................................................. 127 Figura 90. Restablecer los Home de los ejes ...................................................................... 127 Figura 91. Origen de los ejes .............................................................................................. 128 Figura 92. Ventana de ejecución del programa ................................................................... 128 Figura 93. Conexión del sistema de emergencia ................................................................ 142 Figura 94. Modelado del CNC ............................................................................................. 144 Figura 95. Ensamblado de los módulos .............................................................................. 145 Figura 96. Ruteador CNC funcional .................................................................................... 145 Figura 97. Ruteador CNC validado ..................................................................................... 146 Figura 98. Material en proceso de corte y fresado .............................................................. 146

10
Figura 99. Pruebas de corte y fresado ................................................................................ 148 Figura 100. Aprobación del proyecto por FIDECOM ........................................................... 155 Figura 101. Convenio de adjudicación del proyecto ............................................................ 156 Figura 102. Características técnicas de motor PAP WT57STH115-4204A ......................... 158 Figura 103. Características de los husillos de precisión SND/BND ..................................... 159 Figura 104. Características de los carros LLTHC ................................................................ 160 Figura 105. Características de los raíles LLTHR ................................................................. 161 Figura 106. Cotización de fuente de poder switching .......................................................... 162 Figura 107. Proforma de componentes electrónicos ........................................................... 163

11
INDICE DE TABLAS
Tabla 1 Lista de códigos generales “G”................................................................................. 43 Tabla 2 Lista de códigos misceláneos “M” ............................................................................ 44 Tabla 3 Cronograma de actividades ..................................................................................... 47 Tabla 4 Características de la estructura ................................................................................ 56 Tabla 5 Comparación de los dispositivos de control ............................................................. 58 Tabla 6 Descripción de los pines .......................................................................................... 61 Tabla 7 Resolución de los pasos .......................................................................................... 61 Tabla 8 Configuración de resolución de los pasos ................................................................ 62 Tabla 9 Corrientes de salida ................................................................................................. 62 Tabla 10 Tabla de errores ..................................................................................................... 64 Tabla 11 Comparación de los motores ................................................................................. 65 Tabla 12 Comparación de los sistemas de transmisión ........................................................ 67 Tabla 13 Comparación de los sistemas de movimiento lineal ............................................... 69 Tabla 14 Parámetros para el proceso de fresado de nuestro ruteador .................................. 71 Tabla 15 Parámetros resultantes de fresado de nuestro ruteador ......................................... 74 Tabla 16 Comparación de los motores de herramienta ......................................................... 74 Tabla 17 Comparación del software de control ..................................................................... 81 Tabla 18 Configuración de los pines ..................................................................................... 87 Tabla 19 Configuración de las corrientes del driver .............................................................. 88 Tabla 20 Configuración de los pasos .................................................................................... 88 Tabla 21 Parámetros del driver ............................................................................................. 97 Tabla 22 Resultado 1 del test de latencia ........................................................................... 129 Tabla 23 Resultado 2 del test de latencia ........................................................................... 130 Tabla 24 Configuración valida de los pines ......................................................................... 131 Tabla 25 Configuración valida de los pines ......................................................................... 133 Tabla 26 Resultados de la conmutación del motor .............................................................. 134 Tabla 27 Configuración de los pines 4 y 5 del driver ........................................................... 135 Tabla 28 Valores de la fuente Switching ............................................................................. 136 Tabla 29 Valores del driver en el motor Y ........................................................................... 137 Tabla 30 Valores de velocidad y aceleración ...................................................................... 137 Tabla 31 Valores en DB25-1205 con la fuente Switching .................................................... 138 Tabla 32 Configuración de los pines en Stepconf ............................................................... 140 Tabla 33 Configuración de los parámetros de origen y recorrido en X ................................ 141 Tabla 34 Configuración de los parámetros de origen y recorrido en Y ................................ 141 Tabla 35 Configuración de los parámetros de origen y recorrido en Z ................................ 142 Tabla 36 Configuración de los pines de I/O en Stepconf ..................................................... 143 Tabla 37 Configuración validada de los pines ..................................................................... 147 Tabla 38 Presupuesto del ruteador CNC ............................................................................ 149 Tabla 39 Flujo de caja (cifras en soles) ............................................................................... 157

12
INTRODUCCIÓN
La robótica abarca distintos temas como la mecánica, electrónica, la informática, entre otras.
Por lo tanto, la robótica tiene un componente motivador muy fuerte en la educación, siendo
una herramienta con la cual los alumnos se interesan por la tecnología y las ciencias.
La empresa CIDIACCTEC se dedica a desarrollar talleres para promover actividades de
investigación en proyectos tecnológicos en los diversos niveles educativos, por lo que viene
fomentando un programa llamado NeuroRobotic, el cual capacita a estudiantes entre los 4 y
17 años de edad. Sin embargo el problema que se presenta en CIDIACCTEC es que ésta
empresa depende de otras para realizar los procesos de corte y fresado de ciertos
materiales y así obtener los kits de robótica necesarios para los alumnos de los talleres.
El objetivo de la empresa es tener su propia máquina de corte y fresado para no depender
tecnológicamente, reducir los tiempos de producción y disminuir los costos que implica
obtener los materiales educativos. Además la empresa presenta este proyecto al programa
Innóvate Perú para obtener el cofinanciamiento, el cual es aprobado y trabajado en
colaboración con la Universidad Nacional del Callao.
El objetivo de este trabajo es diseñar e implementar un ruteador CNC de tres ejes para
acelerar y mejorar el proceso de desarrollo de robots educativos en la empresa

13
CIDIACCTEC. En este trabajo se mostrará los procesos que siguió el proyecto desde el
diseño, construcción y funcionamiento hasta la validación de un ruteador de corte y fresado.
Las funciones de esta máquina son de corte, fresado, desbaste y rectificado, entre los
materiales a trabajar tenemos la madera blanda, madera dura, MDF (Medium Density
Fiberboard), HDF (High Density Fiberboard) y acrílico. El presente proyecto también puede
seguir siendo financiado para un proceso de implementación en una escala mayor, en donde
la máquina pueda servir para la distribución, venta y ofrecer servicio de corte y fresado al
público.

14
CAPÍTULO 1
ASPECTOS GENERALES
1.1 Definición del problema
1.1.1 Descripción del problema
La empresa CIDIACCTEC se dedica a desarrollar cursos y talleres sobre
automatización industrial, electrónica, robótica e informática.
El objetivo social de CIDIACCTEC es promover actividades de investigación en
proyectos tecnológicos en los diversos niveles educativos, por lo que viene
fomentando un programa llamado NeuroRobotic, el cual forma y capacita estudiantes
entre los 4 y 17 años de edad, que son estudiantes en paralelo de escuelas primaria y
secundaria, en este taller se logran desarrollar robots utilizando material educativo
previamente diseñado y producido, sin embargo la empresa CIDIACCTEC no cuenta
con una maquina propia de corte y fresado rápido para obtener dicho material
educativo, es por esa razón que se genera una necesidad y un problema de
dependencia en las actividades de corte y fresado.
Durante los meses de Enero a Marzo se matriculan aproximadamente 30 estudiantes,
de Abril a Junio 20 estudiantes, de Julio a Septiembre 20 estudiantes y de Octubre a

15
Diciembre 15 estudiantes, siendo así la primera parte del año con más estudiantes en
el taller. En cuanto al costo de material de cada kit robótico, la empresa proveedora
del servicio cobra S/5.00 por cada minuto de trabajo de su máquina cortadora y/o
fresadora, resultando en promedio S/40.00 por el material trabajado de cada kit
robótico, mientras que el tiempo de entrega al inicio de año de 30 kits robóticos es de
5 días como mínimo y en ocasiones más tiempo que retrasan los procesos del taller.
Por lo tanto, la empresa CIDIACCTEC tiene la necesidad de optimizar el proceso de
desarrollo de robots educativos, ya que al ser dependiente de los horarios y demora
de otras empresas que si ofrecen el servicio de corte y fresado, se genera una
demora en los tiempos de ensamblaje y diseño de nuevos modelos de robots.
Lo que CIDIACCTEC siempre busca es la no dependencia tecnológica en la mejora
de sus procesos de desarrollo del taller Neurorobotic.
1.2 Definición de objetivos
1.2.1 Objetivo general
Implementar un ruteador CNC de tres ejes a través de herramientas de diseño,
control y ensamblaje para acelerar y mejorar el proceso de obtención de material
educativo en la empresa CIDIACCTEC.
1.2.2 Objetivos específicos
Determinar y modelar la estructura mecánica del ruteador mediante un software
en 3D de acuerdo a su funcionalidad.
Definir y seleccionar los módulos y software a utilizar para el ruteador.
Configurar el software de diseño y de control de la maquina ruteadora.

16
Integrar y ensamblar los módulos y componentes físicos del ruteador.
Validar mediante un protocolo y plan de pruebas la correcta funcionalidad del
ruteador.
Reducir los tiempos y costos de producción de material educativo para los talleres
de NeuroRobotic de CIDIACCTEC.
1.3 Alcances y limitaciones
1.3.1 Alcances
Se implementará un ruteador cuyas funciones serán de corte, fresado, desbaste y
rectificado.
Entre los materiales a trabajar tenemos la madera blanda, madera dura, MDF
(Medium Density Fiberboard), HDF (High Density Fiberboard) y acrílico.
El ruteador será diseñado y trabajado solamente para el uso y autoservicio de la
empresa CIDIACCTEC.
1.3.2 Limitaciones
Al ser el presente proyecto con contrapartida de Innóvate Perú, un problema es la
demora en el financiamiento inicial, por lo que el tema del prototipado inicial se realizó
con recursos propios para validar eléctrica y electrónicamente algunas etapas del
proyecto.

17
1.4 Justificación
En el presente proyecto se investiga sobre los temas de robótica y electrónica aplicados en
la implementación de un ruteador CNC para el corte y fresado de materiales.
La robótica abarca distintos temas como la mecánica, electrónica, la informática, entre otras.
La robótica tiene un componente motivador muy fuerte en la educación, siendo una
herramienta con la cual los alumnos se interesan por la tecnología y las ciencias (Porcuna,
2017).
El presente proyecto por lo tanto tiene mucha importancia, además de los beneficios que
aporta a la empresa CIDIACCTEC, ya que este ruteador mediante su funcionamiento puede
producir el material para la elaboración de robots educativos y así ofrecer a sus alumnos una
educación basada en el aprendizaje vivencial. Este trabajo mostrará mediante indicadores
reales la importancia del autoservicio en una institución dedicada a la educación, sabiendo
que el objetivo social de CIDIACCTEC es promover actividades de investigación en
proyectos tecnológicos en los diversos niveles educativos.
Socialmente la robótica educativa influye significativamente en el rendimiento académico de
los niños y niñas de educación primaria, dado que los resultados de las pruebas
pedagógicas de matemática y de ciencias son superiores en el grupo experimental en
comparación con el grupo de control. Es por eso que la robótica educativa está generando
un impacto pedagógico positivo en los educandos en el interior del país (Camarena, 2017).
El presente proyecto de diseño e implementación de un ruteador CNC fue aprobado por el
Consejo Nacional de Ciencia, Tecnología e Innovación Tecnológica y cofinanciado a través
de su programa Innóvate Perú, como se muestra en la Figura 95 del Anexo 1.

18
1.5 Estudios de viabilidad
1.5.1 Viabilidad tecnológica
La empresa CIDIACCTEC cuenta con los recursos necesarios para realizar el proyecto,
los componentes electrónicos y mecánicos para implementar el ruteador se consiguen
de manera local para evitar complicaciones y demoras.
Los laboratorios de la empresa están equipados con herramientas de medición y
calibración necesarias para este proyecto.
En cuanto a la validación del funcionamiento de la máquina, en esta etapa la
Universidad Nacional del Callao colabora con sus laboratorios de electrónica para
realizar dichas pruebas de validación.
1.5.2 Viabilidad económica
En el presente proyecto los componentes al ser obtenidos localmente no generaran
mayores gastos como por ejemplo el importar o depender de empresas distribuidoras
exclusivas. Incluso Innóvate Perú hará un cofinanciamiento a CIDIACCTEC para que el
proyecto se lleve a cabo, como se muestra en la Figura 96 del Anexo 2.
El presente proyecto de diseño e implementación de un ruteador CNC fue aprobado
por el Programa Nacional de Innovación para la Competitividad y Productividad para
Proyectos de Innovación de Empresas Individuales (PIMEN) promovidos por el
Consejo Nacional de Ciencia, Tecnología e Innovación Tecnológica CONCYTEC con
código PIMEN-9-P-415-196-15 (Innóvate Perú, 2015).
El proyecto también es considerado viablemente económico, ya que mediante la
elaboración de un flujo de caja y estimando la durabilidad del proyecto a seis (6) años

19
obtenemos un VAN de 7,844.46 (mayor a cero) y un TIR de 31%, como se muestra
en la Tabla 30 del Anexo 3.
1.5.3 Viabilidad social
El presente proyecto es importante socialmente, ya que la robótica educativa y el
aprendizaje vivencial influyen significativamente en el rendimiento académico de los
niños y niñas de educación primaria y secundaria. Idea que es compartida por la
empresa CIDIACCTEC que promueve actividades de investigación en proyectos
tecnológicos en los diversos niveles educativos, por lo que busca mejorar el proceso
de obtención de sus kits de robótica en sus talleres del programa NeuroRobotic.

20
CAPÍTULO 2
MARCO TEÓRICO
2.1 Antecedentes
En investigaciones relacionadas a la implementación de ruteadores con control numérico
computarizado, se encontró diversos hallazgos que están relacionados con este trabajo de
investigación. Las cuáles serán tomadas en cuenta para resolver la problemática.
2.1.1 Antecedentes Nacionales
Silva y Choque (2017) en su tesis: “Diseño e implementación de un sistema de control
numérico por computadora de una fresadora de madera en tres dimensiones”, logra diseñar
una máquina de muy buena precisión, por lo que utilizó un escalímetro para hacer
mediciones en el desplazamiento de los ejes y así poder calibrarlos, de esta manera se
garantiza que el desplazamiento sea el correcto. Usaron motores Spindle, que se
caracterizan por ser capaces de girar a altas velocidades, además de tener un sistema de
refrigeración incorporado para hacer el fresado de madera. Para mover los tres ejes
utilizaron servomotores ya que son más económicos, requiere menos mantenimiento y posee

21
buen torque. Para el control de los motores PAP fue fundamental el CI TB6560 que tiene la
función de trabajo igual a un puente H doble. Se diseñó un sistema de limpieza ya que al
procesar madera se genera partículas de residuos sólidos en cantidad, además de viruta y
polvillo, para el sistema de limpieza se necesitó de motores monofásicos de potencia
alrededor de 1500W. Diseñándose para esto un software de limpieza en Matlab que
modifique el código G y se pueda ingresar líneas de código que indiquen al motor Spindle
encenderse o apagarse en determinados tiempos.
Allauca (2017) en su investigación: “Diseño e implementación de un sistema automatizado
por control numérico computarizado para cortes por plasma en los procesos de manufactura
de la empresa CEM Ingenieros E.I.R.L.”, se tiene claro que las maquinas CNC tienen
muchas ventajas para maquinar cualquier material, además de la optimización de tiempo,
exactitud, espacio y disminución de errores. La máquina CNC que en esta tesis se diseña es
para corte por plasma usando los ejes X e Y como trayectorias en 2D, y el eje Z para la
distancia entre la punta de la antorcha y el metal, generando así un arco de plasma logrando
un óptimo proceso de corte. Se utiliza un interfaz en una computadora para controlar la
maquina CNC y para el ingreso de los parámetros. Se cuenta con un software CAD/CAM
para el diseño de piezas y con el código G se realiza el mecanizado. Con el programa
CAD/CAE se diseñaron las estructuras mecánicas de la máquina, también su posterior
simulación para determinar la funcionalidad de la estructura para luego fabricar el sistema de
guías y sujeción.
Con esta tesis se buscó un aporte al mercado nacional ya que el costo de adquisición y
puesta en servicio de este tipo de máquinas CNC son elevados para las MYPES.

22
Pérez (2015) en su tesis: “Diseño de una cortadora láser CNC de CO2 para acrílicos y
madera”, no requiere de una fresadora u otra herramienta de corte, en este proyecto dispone
de un tubo laser CO2 de 50W para realizar el corte, se utiliza un circuito regulador que
consta de tres circuitos análogos que energizan a los motores con 24V, al tubo laser con 30V
y a los sensores con 5V. Para el control principal utiliza la tarjeta Arduino UNO basada en el
microcontrolador ATmega 328. Los sensores utilizados son de contacto, ubicados en los
extremos de los ejes roscados. En este caso se trabajaron con motores PAP Nema 23 para
los ejes X e Y. El driver de los motores cuenta con dos puentes H, cada uno consta de dos
MOSFET canal tipo P IRF4905 y dos MOSFET canal tipo N IRF530, que tienen como
función controlar el giro de los motores de paso. En este trabajo de investigación se
muestran las propiedades del diagrama de flujo del control principal y las subrutinas.
2.1.2 Antecedentes Internacionales
Campoverde (2015) en su tesis: “Máquina (CNC) de control numérico computarizado de 3
ejes para el grabado de placas conmemorativas implementado en el taller de joyería
Campoverde”, se elaboró una máquina CNC para realizar el trabajo de grabado en placas
utilizando como herramienta un fresa en un motor de altas revoluciones, con esto se podía
hacer el grabado de números, letras y gráficos. Esta máquina CNC se conecta a un
ordenador mediante un cable USB, en ese ordenador se realiza el bosquejo por medio de un
software vectorial, para generar y obtener un archivo en “código G” de la imagen que se va a
grabar. La tarjeta de control numérico se encarga de leer el archivo generado, esta tarjeta se
conecta con el ordenador y controla el sistema eléctrico y de control por medio del software
“MACH3”, con esto se controla todo tiempo real. Cuando se ejecuta la tarjeta de control, se

23
envían señales a los controladores o drivers de los motores para poder moverlos y desplazar
los ejes de la máquina.
Quintero, Moreno, Pargas y Rodrigues, (2016) en su investigación: “Construcción e
implementación de un prototipo de router o fresado mediante control numérico
computarizado (CNC) con soporte en MACH3”, se implementó un router CNC para trabajar
una amplia variedad de materiales, mediante un ordenador que controla con precisión una
herramienta de corte para la fabricación de piezas en plástico, madera o aluminio. Se
utilizaron los programas de diseño CAD y CAM, y por medio de un coprocesador que genera
el código G, el cual carga al programa que controla el Router CNC. Se utilizaron también
motores paso a paso tamaño Nema 23 que son bipolares de 200 pasos. Se usó el programa
MACH3, que es un software que convierte a la computadora en un controlador de maquina
muy poderoso y económico, es un programa sencillo ya que permite seguir una rutina,
utilizando un archivo en AutoCAD o una imagen de mapa de bit para generar el código G-
CODE que luego ejecutará el programa. El beneficio que genera este tipo de iniciativas de
bajo costo es su fácil acceso para pequeñas empresas y emprendedores, mayor producción,
desperdicio mínimo de material por su velocidad y precisión, ahorro y menor precio de
fabricación.
Hurtado (2015) en su proyecto: “Diseño y construcción de un prototipo de fresadora-CNC”,
se desarrolló una máquina CNC previamente diseñada con el software PTC creo parametric
2.0 en donde se realizó también un montaje virtual de todos los componentes para que se
pueda corregir algunas imperfecciones de ser necesario. Luego de haber diseñado las
piezas se imprimieron en una maquina 3D, solo algunas piezas de acuerdo a su dureza
fueron fabricadas con material de metacrilado o aluminio y con una maquina CNC industrial.

24
Los motores usados en este proyecto fueron stepper cuya transmisión de movimiento fueron
realizadas por unas varillas roscadas de métrica 8, los motores son controlados con chips
Pololula A4988 que a su vez son controlados por un Arduino UNO. En cuanto a la circuitería
se realizó primero un prototipado para comprobar el funcionamiento de la máquina,
posteriormente se utilizó el programa RS Desing Spark para diseñar el circuito de
conexionado y finalmente el circuito impreso, para el diseño también se incluyó finales de
carrera a las entradas de la tarjeta Arduino UNO, esto para evitar que la maquina haga sobre
recorridos que pueden dañar los motores o hasta las piezas impresas en la estructura de la
máquina CNC.
2.2 Tecnologías/técnicas de sustento
2.2.1 Sistemas de control numérico computarizado
Este sistema es de automatización mediante un programa, en el cual la herramienta
de trabajo es controlada mediante letras, números o símbolos, estos se codifican y
ordenan en un programa de instrucciones para realizar una determinada tarea.
(Universidad Nacional de la Plata, 2004, p.2).
Entre sus aplicaciones con máquinas herramientas encontramos tornos, fresadoras,
taladros, etc. Además de máquinas para el montaje de piezas o ensambladoras.
Entonces, este sistema es operado mediante comandos programados, la función
principal de estos sistemas es controlar una herramienta completamente utilizando un
computador y el control numérico, este tipo de sistema está programado en Código G
para controlar las trayectorias y los Códigos M para las funciones. El código G ofrece
la facilidad al usuario de diseñar en diversos programas CAD, permitiendo usar

25
distintos programas computacionales, para que después sea convertido el archivo de
formato CAD o DXL a códigos G por medio de otro software (Silva, 2017, p.24).
2.2.1.1 Principio de funcionamiento
El principio es controlar el desplazamiento de la herramienta conforme al
número de ejes de coordenadas mediante un algoritmo de control programado
y ejecutado por un ordenador, se utilizan también motores eléctricos para el
desplazamiento de la herramienta en el área de trabajo, dependiendo del
requerimiento de la maquina esta puede ser desde dos ejes hasta cinco ejes y
más (Silva, 2017, p.26).
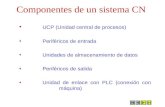
2.2.1.2 Componentes de un SCNC
Figura 1. Componentes de un SCNC
Fuente: Apunte de la cátedra E-284 Electrónica Industrial UNLP, 2004
Programa de instrucciones: se refiere a todos los comandos e
instrucciones que conforma la unidad de control para poder dirigir la
herramienta y toda la maquina automatizada.
Unidad de control: es la unidad electrónica que posee la unidad de
procesamiento y el hardware de interface.

26
Equipamiento de procesados: es el sistema electromecánico que realiza
la tarea final.
2.2.1.3 Sistema de coordenadas
Son necesarios para referir la posición de la herramienta respecto al material a
trabajar, por lo general se determina la posición en un sistema de
coordenadas (x,y,z), de acuerdo al tipo de tarea que se realiza también se
pueden utilizar los ejes rotatorios (a,b,c), estos ejes se usan cuando el material
a trabajar presenta distintas superficies y se consigue un buen trabajo de
maquinado con la herramienta (Groover, 2007, p.889).
Figura 2. Sistema de tres ejes de coordenadas
Fuente: Apunte de la cátedra E-284 Electrónica Industrial UNLP, 2004
2.2.1.4 Coordenadas absolutas y relativas
Estas coordenadas se utilizan para localizar la herramienta, mediante las
coordenadas absolutas la localización se realiza mediante el origen de
coordenadas, con las coordenadas incrementales nos resulta que la siguiente
localización es de acuerdo a la localización anterior.

27
Por ejemplo:
Si requiero posicionar a la herramienta en la coordenada (x,y) = (7,9) y la
herramienta se posiciona en (x,y) = (3,6), al utilizar las coordenadas absolutas
se tendrá que indicar la coordenada (x,y) = (7,9). Y si usamos las coordenadas
incrementales deberemos indicar (x,y) = (4,3).
Los programas de CNC tienen dos tipos de instrucciones, las relativas y de
posicionamiento según el trabajo que se realiza. Incluso en el encabezado del
programa se indican la velocidad de operación, limites, alarmas, unidad de
medición, etc (Groover, 2007, p.890).
2.2.1.5 Clasificación de los sistemas de CNC
Sistema punto a punto
Con este sistema podemos controlar la posición de la herramienta, el objetivo
es posicionar la herramienta con la mayor exactitud en un punto determinado.
La velocidad y la trayectoria para desplazarlo son irrelevantes. Estas
máquinas son las más sencillas (Groover, 1997, p.926).
Figura 3. Sistema punto a punto
Fuente: Apunte de la cátedra E-284 Electrónica Industrial UNLP, 2004

28
Sistema de corte directo o lineal
Son sistemas capaces de controlar los movimientos de manera paralela a los
ejes de coordenadas, sin embargo no lo hacen de manera simultánea y por
esta razón no es posible hacer movimientos angulares, con este sistema
controlamos el trayecto, velocidad y posición (Groover, 1997, p.926).
Figura 4. Sistema de corte directo
Fuente: Apunte de la cátedra E-284 Electrónica Industrial UNLP, 2004
Sistemas de contorneo
Este sistema controla la velocidad y posición de los ejes simultáneamente. Ya
que la herramienta trabaja de manera simultánea con su desplazamiento a lo
largo de una trayectoria definida, es muy importante el control y
sincronizaciones de los movimientos y velocidades en sus ejes, es un proceso
complejo en su sistema y es muy utilizado en las fresadoras (Groover, 1997,
p.927).

29
Figura 5. Sistema de contorneo
Fuente: Universidad Nacional de la Plata, 2004
2.2.1.6 Sistemas de control de movimiento en CNC
Este sistema consiste en el posicionamiento de la herramienta o en el
posicionamiento de la pieza a trabajar mediante el movimiento de la mesa de
trabajo. Hay dos tipos de sistemas de control, a lazo cerrado emplea motores
de corriente continua (MCC) y a lazo abierto motores paso a paso (MPAP)
(Universidad Nacional de la Plata, 2004, p.6).
Principio de funcionamiento del MPAP
Estos tipos de motor son mayormente utilizados para posicionar cabezales de
impresora. En estos motores podemos encontrar 03 tipos, de reluctancia
variable, de imán permanente y el hibrido. En el de imán, el estator posee
muchas de bobinas en fases (Universidad Nacional de la Plata, 2004, p.6).

30
Figura 6. Motor PAP
Fuente: Apunte de la cátedra E-284 Electrónica Industrial UNLP, 2004
Cuando una fase el rotor se alinea con el campo magnético producido. El
sentido del campo magnético producido depende del sentido en el que circula
la corriente por la bobina, a continuación se muestra las dos posiciones
posibles:
1. Fase A alimentada (𝐼𝐵=0): vertical SN (𝐼𝐴>0) y vertical NS (𝐼𝐴<0).
2. Fase B alimentada (𝐼𝐴=0): horizontal NS (𝐼𝐵>0) y horizontal SN (𝐼𝐵<0).
Figura 7. Funcionamiento de MPAP
Fuente: Apunte de la cátedra E-284 Electrónica Industrial UNLP, 2004

31
Al energizar dos fases al mismo tiempo, el campo magnético esta en dirección
de la bisectriz, es decir, entre las dos fases y el sentido va de acuerdo a las
corrientes que circulan.
Figura 8. Funcionamiento de MPAP con dos fases energizadas
Fuente: Apunte de la cátedra E-284 Electrónica Industrial UNLP, 2004
A esta posición del rotor se le llama “paso”. El número de pasos en una vuelta
del rotor es:
𝑛𝑝 = 𝑁𝑃𝑁𝐹 (Ecuación 1)
Dónde:
𝑛𝑝: numero de pasos por revolución.
𝑁𝑃: numero de polos magnéticos de cada fase.
𝑁𝐹: número de fases.
En total son cuatro cuadrantes que conforman un chopper en cada bobina.
Los choppers son controlados por un circuito de disparo y este circuito por una
lógica de control; conformando así un “driver” para MPAP. A este driver
ingresan señales lógicas: los pulsos (P) y la señal de sentido de rotación (SR).
Un pulso recibido hace que el motor gire un ángulo α, en el sentido de SR (1 o
0) (Universidad Nacional de la Plata, 2004, p.8).

32
Figura 9. Controlador de MPAP
Fuente: Apunte de la cátedra E-284 Electrónica Industrial UNLP, 2004
Se deduce que cuando al driver ingresan un número de pulsos P, el MPAP
girará un ángulo:
𝜃 = 𝑃. 𝛼 (Ecuación 2)
Sistemas de control de movimiento a lazo abierto
En este sistema se usan motores MPAP. La última posición depende del
número de pulsos ingresados al componente que controla el MPAP, por lo
tanto cada pulso hace que el MPAP gire un ángulo de paso (Groover, 1997,
p.929).
La figura que se muestra a continuación muestra el sistema para poder
controlar la posición de una mesa en un eje. Observamos un MPAP conectado
con un driver. Al mismo tiempo un convertidor es el que compone al driver,
además de una lógica de control y un circuito de disparo. Mediante una
cantidad de pulsos secuenciales y una señal de dirección vamos a indicar el
sentido al que va a girar el motor, con esto el eje del motor que está unido a
un tornillo sin fin, lo hace girar de manera directa por medio de engranajes.
Este movimiento giratorio del tornillo hace que un cubo roscado se traslade

33
linealmente. La mesa que está unida a este cubo se desplaza también de
manera lineal.
Figura 10. Sistema de control de movimiento a lazo abierto
Fuente: Apunte de la cátedra E-284 Electrónica Industrial UNLP, 2004
Desplazamiento neto de la herramienta (tornillo directamente
acoplado al motor)
El paso del tornillo (mm) es el que determina el desplazamiento de la
herramienta, el ángulo total de giro del eje del motor (θ).
Figura 11. Paso de un tornillo
Fuente: Apunte de la cátedra E-284 Electrónica Industrial UNLP, 2004

34
La posición final de la herramienta es:
𝑋𝑓 = 𝑃𝑇.𝜃
360+ 𝑋𝑖 (Ecuación 3)
El desplazamiento de la herramienta es la diferencia entre la posición final y la
inicial, es decir que se puede calcular el desplazamiento como:
∆𝑋 = 𝑃𝑇.(𝑃.𝛼)
360=
𝑃𝑇.𝑃
𝑛𝑃 (Ecuación 4)
Dónde, y 𝑛𝑃 tienen valores fijos (caracteristicos del motor), mientras que la
cantidad de pulsos (P) es variable. El desplazamiento mínimo de la mesa
(P=1) queda determinado por las características del motor y el paso del
tornillo, para este caso es:
∆𝑋𝑚𝑖𝑛 = 𝑃𝑇.𝛼
360=
𝑃𝑇
𝑛𝑃 (Ecuación 5)
Desplazamiento neto de la herramienta (tornillo acoplado al motor
mediante un tren de engranajes)
Se utilizan cajas de poleas dentadas o engranajes para hacer que el
desplazamiento mínimo disminuya, en estos casos el engranaje más pequeño
es movido por el motor. (Universidad Nacional de la Plata, 2004, p.11).
Figura 12. Sistema de desplazamiento mediante engranajes
Fuente: Apunte de la cátedra E-284 Electrónica Industrial UNLP, 2004

35
De las relaciones entre velocidades tangenciales y angulares:
𝑉1 = 𝑤1. 𝑑1 (Ecuación 6)
𝑉2 = 𝑤2. 𝑑2 (Ecuación 7)
Dónde:
𝑉1 y 𝑉2 : velocidad tangencial de los engranajes del eje del motor y del tornillo
respectivamente,
𝑤1 y 𝑤2: velocidad angular del eje del motor y del tornillo respectivamente,
𝑑1 y 𝑑2: diámetro del disco de engranajes del motor y del tornillo
respectivamente, Teniendo en cuenta además, que las velocidades
tangenciales 𝑉1 y 𝑉2 son iguales, y que 𝑤 = 𝑑𝜃/𝑑𝑡, se puede obtener el
desplazamiento de la herramienta para este caso:
∆𝑋 = 𝑃𝑇.𝜃2
360 =
𝑃𝑇.𝜃1
360 =
𝑑1
𝑑2 (Ecuación 8)
O bien:
∆𝑋 = 𝑃𝑇.(𝑃.𝛼)
360.
𝑑1
𝑑2 =
𝑃𝑇.𝑃
𝑛𝑝 .
𝑑1
𝑑2 (Ecuación 9)
El desplazamiento mínimo para este caso es:
∆𝑋𝑚𝑖𝑛 = 𝑃𝑇.𝛼
360.
𝑑1
𝑑2=
𝑃𝑇
𝑛𝑃.
𝑑1
𝑑2 (Ecuación 10)
En esta ecuación observamos que el desplazamiento mínimo disminuye al
acoplar el tornillo sin fin al motor a través de un tren de engranajes, mientras
que el factor de disminución es la relación entre los diámetros de los discos de
engranajes (Universidad Nacional de la Plata, 2004, p.12).
Vida nominal del husillo de bolas (𝑳𝟏𝟎)
Da a conocer en número de revoluciones que alcanza a dar el husillo antes de
que muestre señales de fatiga en la superficie.

36
𝐿10 = (𝐶𝑎
𝐹𝑚)
3 (Ecuación 11)
Dónde: 𝐶𝑎 es la capacidad de carga dinámica y 𝐹𝑚 es la carga cubica media.
Velocidad critica del husillo de bolas (𝒏𝒄𝒓)
Determina la velocidad límite que debe girar el husillo para transmitir
movimiento.
𝑛𝑐𝑟 = 49𝑥106𝑥𝑓1𝑥𝑑2
𝑙2 (Ecuación 12)
Dónde: 𝑙 es la longitud libre del husillo, 𝑑2 es el diámetro del husillo y 𝑓1 es el
factor de corrección dado por el fabricante.
2.2.1.7 Aplicación por excelencia de los SCNC
El maquinado es uno de los trabajos más conocidos, es un trabajo de
manufactura en donde la pieza que se trabaja es modificada por la remoción
del material en exceso. Este proceso de remoción es consecuencia del
movimiento relativo entre la herramienta de trabajo y la pieza que se está
modificando. Debido a este movimiento obtenemos la geometría que
queremos. Los otros procesos más comunes son: torneado, taladrado,
fresado, y cepillado o devastado (Groover, 2007, p.899).
Algunas especificaciones para obtener buenos resultados, además de alargar
la vida útil de la herramienta de trabajo tenemos por ejemplo.
Velocidad de corte (Vc): es la distancia en pies que la superficie de la pieza
de trabajo o filo de corte recorren en un minuto. Se mide en pies superficiales
por minuto (sfpm).

37
Avance por revolución (F): es la distancia lineal que la herramienta avanza
durante una rotación de la pieza de trabajo o herramienta de corte. En la
fresadora, el avance por revolución (feed per revolution) puede utilizarse para
convertir el avance por diente ya sea a pulgadas por minuto o a milímetros por
minuto.
Profundidad de corte (d): es el espesor de material removido en una pasada
de la herramienta de corte.
2.2.1.8 Fórmulas para el fresado
El proceso de fresado es un trabajo de maquinado en donde una herramienta
de trabajo de forma cilíndrica con múltiples bordes rota y es pasada por la
pieza de trabajo que se quiere modificar, la rotación de esta herramienta es
perpendicular a la dirección de avance.
En este proceso la herramienta es una fresa y los bordes cortantes se llaman
dientes (Universidad Nacional de la Plata, 2004, p.20).
Figura 13. Operación de fresado
Fuente: Apunte de la cátedra E-284 Electrónica Industrial UNLP, 2004

38
Las fórmulas que se muestran a continuación son tomadas del libro
Tecnología de mecanizado de metal (Sandvik, 2017, p.5).
Velocidad de corte (𝑽𝒄)
La velocidad de rotación y la velocidad de corte se relacionan mediante:
𝑉𝑐 [𝑚
𝑚𝑖𝑛] =
𝐷𝑐 . 𝜋 . 𝑛
1000 (Ecuación 13)
Dónde:
𝑛: número máximo de revoluciones del motor de la herramienta [RPM]
𝐷𝑐: diámetro del corte de la fresa en milímetros
Velocidad del husillo (𝒏)
La velocidad de corte y la de rotación se relacionan mediante:
𝑛[𝑟𝑝𝑚] = (𝑉𝑐)(1000)
(𝜋)(𝐷𝑐) (Ecuación 14)
Dónde:
𝑛: número máximo de revoluciones del motor de la herramienta
𝑉𝑐: velocidad de corte
𝐷𝑐: diámetro del corte de la fresa en milímetros
Velocidad de avance de mesa (𝑽𝒇)
Corresponde a la velocidad que avanza la herramienta de corte con respecto a
la pieza en el plano X-Y
𝑉𝑓 [𝑚𝑚
𝑚𝑖𝑛] = 𝑓𝑧 . 𝑛 . 𝑍𝑐 (Ecuación 15)
Dónde:
𝑓𝑧: avance por diente

39
𝑛: número máximo de revoluciones del motor de la herramienta [RPM]
𝑍𝑐: número de dientes de la fresa
Profundidad de corte radial (𝒂𝒆)
𝑎𝑒[𝑚𝑚] =3
4. 𝐷𝑐 (Ecuación 16)
Dónde:
𝐷𝑐: diámetro del corte de la fresa en milímetros
Espesor medio de la viruta (𝒉𝒎)
ℎ𝑚[𝑚𝑚] = 360 . sen(𝑘𝑟) . 𝑎𝑒 . 𝑓𝑧
(𝜋)(𝐷𝑐) . 𝑎𝑟𝑐𝑜𝑠(1−2.𝑎𝑒𝐷𝑐
) (Ecuación 17)
Dónde:
𝑘𝑟: ángulo de posición
𝑎𝑒: profundidad de corte radial
𝑓𝑧: avance por diente (dato del fabricante)
𝐷𝑐: diámetro del corte de la fresa en milímetros
Fuerza de corte especifica (𝒌𝒄)
𝑘𝑐 [𝑁
𝑚𝑚2] = 𝑘𝑐1. ℎ𝑚−𝑚𝑐 . (1 −
𝑦0
100) (Ecuación 18)
Dónde:
𝑘𝑐1: fuerza de corte específica para un espesor medio del viruta de 1mm
ℎ𝑚: espesor medio de la viruta
𝑚𝑐: factor de compensación del grosor de la viruta
𝑦0: ángulo de desprendimiento de la plaquita

40
Potencia neta (𝑷𝒄)
𝑃𝑐[𝑘𝑤] =𝑎𝑝 . 𝑎𝑒 . 𝑉𝑓 . 𝑘𝑐
60 (106) (Ecuación 19)
Dónde:
𝑎𝑝: profundidad de corte axial
𝑎𝑒: profundidad de corte radial
𝑉𝑓: avance de mesa
𝑘𝑐: fuerza de corte especifica
Par de apriete (𝑴𝒄)
𝑀𝑐[𝑁𝑚] = 𝑃𝑐 . 30 . 103
𝜋 . 𝑛 (Ecuación 20)
Dónde:
𝑃𝑐: potencia neta
𝑛: velocidad del husillo
Área de corte (𝑨𝒄)
𝐴𝑐[𝑚𝑚2] = 𝑎𝑝 . ℎ𝑚 (Ecuación 21)
Dónde:
𝑎𝑝: profundidad de corte axial
ℎ𝑚: espesor medio de la viruta

41
Fuerza de corte (𝑭𝒄)
𝐹𝑐[𝑁] = 𝑘𝑐 . 𝑎𝑐 (Ecuación 22)
Dónde:
𝑘𝑐: fuerza de corte especifica
𝑎𝑐: área de corte
2.2.2 Programación de control numérico
Existen programas CAM (Mecanizado Asistido por Ordenador), versátiles, rápidos y
potentes, pero realizar una modificación a pie de máquina es mucho más rápido que
realizar el proceso desde el ordenador, naturalmente el operario que no conozca el
lenguaje de programación de su máquina, no realizará la tarea que desea (Molina,
2012, p.43).
2.2.2.1 Estructura de la programación
Un programa es una sucesión de procesos que se ejecutan en un orden lógico
y establecido por el programador, de acuerdo a las condiciones del sistema.
Los programas se componen de bloques sucesivos, cada bloque está
conformado por instrucciones. Estos bloques podrían estar numerados o no,
en caso de no estar enumerados, las instrucciones se ejecutan en el orden en
que se vayan encontrando (Molina, 2012, p.43).
La numeración debe ser creciente, si hay alguno menor al anterior, el control
detiene la ejecución del programa.

42
Figura 14. Estructura de un bloque de programación
Fuente: Molina P. (2012)
En cualquier programa CNC, se distinguen dos grupos de información:
Datos geométricos
o Datos dimensionales del contorno final
o Descripción de los movimientos de la herramienta
o Posicionamiento en el área de trabajo del cero y puntos de referencia
necesarios
Datos tecnológicos
o Datos de la herramienta
o Condiciones de corte (velocidad, avance, etc.)
o Funciones auxiliares de máquina (refrigeración, giros, etc.)
La programación según el tipo de estructura puede ser:

43
Programación estructural
Es el tipo de programación que se utiliza siguiendo una tabla o estructura de
forma más o menos cerrada. Este sistema de programación se utiliza poco,
pero algunos de los fabricantes de controles más importantes han optado por
este sistema.
Programación abierta
Es el más utilizado por los fabricantes de controles y el más aplicado en la
programación del prototipo de la máquina. Este tipo de programación es un
sistema abierto, es decir, se pueden escribir líneas con dos caracteres o con
hasta 250 caracteres.
2.2.2.2 Códigos de control numérico para la fresadora
Para este trabajo hay diferentes formas de programación en códigos G y M, la
ISO ofrece una estandarización.
Tabla 1
Lista de códigos generales “G”
Códigos Generales “G”
G00 Posicionamiento rápido G01 Interpolación linear G02 Interpolación circular G03 Interpolación circular anti horaria G04 Compás de espera G15 Programación en coordenadas polares G20 Comienzo de uso de unidades imperiales G21 Comienzo de uso de unidades métricas G28 Volver al home de la máquina G40 Cancelar compensación de radio de curvatura de herramienta G41 Cancelar compensación de radio de herramienta a la izquierda G42 Cancelar compensación de radio de herramienta a la derecha G50 Cambio de escala G68 Rotación de coordenadas G73 Ciclos encajonados G74 Perforado con ciclo de giro anti horario para descargar virutas

44
G76 Alesado fino G80 Cancelar ciclo encajonado G81 Taladrado G82 Taladrado con giro anti horario G83 Taladrado profundo con ciclos de retracción para G90 Coordenadas absolutas G91 Coordenadas relativas G92 Desplazamiento del área de trabajo G94 Velocidad de corte expresada en avance por minuto G95 Velocidad de corte expresada en avance por revolución G98 Retorno a nivel inicial G99 Retorno a nivel R
G107 Programación del 4to eje
Fuente: Molina P. (2012)
Tabla 2
Lista de códigos misceláneos “M”
Códigos Misceláneos “M”
M00 Parada M01 Parada opcional M02 Reset del programa M03 Hacer girar el husillo en sentido horario M04 Hacer girar el husillo en sentido anti horario M05 Frenar el husillo M06 Cambiar de herramienta M08 Abrir el paso del refrigerante M09 Cerrar el paso de los refrigerantes M10 Abrir mordazas M11 Cerrar mordazas M13 Hacer girar el husillo en sentido horario y abrir el paso de refrigerante M14 Hacer girar el husillo en sentido anti horario y abrir el paso de refrigerante M30 Finalizar programa y poner el puntero de ejecución en su inicio M38 Abrir la guarda M39 Cerrar la guarda M62 Activar salida auxiliar 1 M67 Esperar hasta que la entrada 2 esté en ON M71 Activar el espejo en Y M80 Desactivar el espejo en X M81 Desactivar el espejo en Y M98 Llamada a subprograma M99 Retorno de subprograma
Fuente: Molina P. (2012)

45
CAPÍTULO 3
DESARROLLO DE LA SOLUCIÓN
3.1 Metodología propuesta
Para la gestión del presente proyecto se trabaja en base a la siguiente estructura de trabajo.
La estructura está conformada por tres etapas principales, como se muestra en la imagen
siguiente de color rojo. En la etapa de diseño lo que se busca es obtener como resultado el
diseño de las partes principelas del ruteador y su definición funcional. En la siguiente etapa
se pretende integrar todas las partes físicas y funcionales de la máquina, tanto el de
monitoreo y de control, así como la configuración del software. Y en la última etapa que es la
de pruebas y validación, se realizarán mediante un protocolo de pruebas de manera unitaria
e integral para lograr finalmente la validación de ruteador CNC.

46
Figura 15. Estructura de trabajo
Fuente: Elaboración propia

47
3.2 Cronograma de actividades
Para la realización del presente proyecto se trabaja en base al siguiente cronograma de
actividades que dura un año.
Tabla 3
Cronograma de actividades
DISEÑO E IMPLEMENTACION DE UN RUTEADOR CNC DE TRES EJES PARA LA MEJORA EN EL PROCESO DE DESARROLLO DE ROBOTS EDUCATIVOS EN LA
EMPRESA CIDIACCTEC
Actividades Meses
Resultados 1 2 3 4 5 6 7 8 9 10 11 12
Diseño de la estructura
Definición de la funcionalidad
- Esquema de funcionalidades y características. - Modelo de diseño del ruteador.
Diseño de la estructura
Diseño del sistema de monitoreo
Diseño del sistema de control
Implementación y ensamblaje Resultados
Implementación de la estructura
-Modelo físico del ruteador ensamblado y funcional.
Ensamblaje del sistema de monitoreo
Ensamblaje del sistema de control
Instalación y configuración del software
Pruebas y validación Resultados
Protocolo de pruebas -Ruteador CNC validado
Pruebas unitarias
Pruebas integrales Fuente: Elaboración propia

48
3.3 Modelo de diseño
3.3.1 Definición de la funcionalidad del ruteador CNC
En la siguiente figura se muestran las funciones requeridas del ruteador, así también
los materiales con los que la maquina va a trabajar. Además de algunos aspectos a
considerar para el diseño del ruteador, como el área de trabajo, velocidad de los
motores, potencia de los motores, etc.
Figura 16. Funcionalidad del ruteador CNC
Fuente: Elaboración propia

49
Las características mecánicas se basan en el fresado, para esto utilizaremos
una fresa, que es una herramienta cilíndrica parecida a una broca, sin punta
cónica. La fresa en muy útil para superficies planas y para hacer agujeros de
cualquier forma en cualquier material.
Algunos trabajos que podemos realizar con esta herramienta son:
o Ranurado: En este proceso la fresa hace el desbastado de la superficie
hasta un nivel deseado.
o Taladrado: En este proceso se trabaja con el eje vertical, es decir, el eje Z.
Podemos utilizar la fresa como si fuera una broca, pero teniendo cuidado
de no romperlas.
o Mandrinado: Con este procedimiento se puede mejorar la calidad
superficial de los agujeros que realizamos, claro que con menor calidad al
de un escariado convencional.
3.3.1.1 Partes del ruteador CNC
En la siguiente figura podemos apreciar la composición de una máquina
ruteadora CNC y sus principales procesos que puede realizar.

50
Figura 17. Partes de un ruteador y sus actividades
Fuente: Elaboración propia
A continuación se describen algunos aspectos para tener en cuenta en cada
módulo del ruteador.
RUTEADOR CNC DE TRES EJES
MECANICA ELECTRONICA SOFTWARE
Estructura
Diseño
Montaje
Herramienta de fresado
Acoples para ejes
Husillos y guías
Consolidado de planos de diseño,
fabricación y montaje
Pruebas unitarias de operación
Tarjeta controladora
Sistema de control para motores
Sistema de potencia para motores
Cableado
Actuadores y sensores
Motores
Hojas técnicas de fabricantes
Pruebas unitarias de operación
Evaluación de software
Configuración de software
Personalización de software para el
usuario
Documentación de software
Pruebas de sistema

51
Sistema de energía del ruteador CNC
Sistema de protección eléctrica del sistema de energía del ruteador CNC.
Selección del sistema de energía del ruteador CNC.
Conexión del sistema de energía del ruteador CNC.
Validación del sistema de energía del ruteador CNC.
Sistema de monitoreo del ruteador CNC
Protocolo de comunicación entre el Software de Usuario con el ruteador
CNC.
Configuración de la Interfaz Gráfica para el usuario del ruteador CNC.
Configuración del sistema de monitoreo del ruteador CNC.
Validación del sistema de monitoreo del ruteador CNC.
Sistema de control del ruteador CNC
Software del sistema de control
o Protocolo de comunicación entre el Software de Usuario con el
ruteador CNC (Slave).
o Configuración del sistema embebido del ruteador CNC.
o Validación funcional del software del ruteador CNC.
Hardware del sistema de control
o Selección de componentes para el hardware del ruteador CNC.
o Circuitería para el control de motores del ruteador CNC.
o Circuitería de interfaz para adquisición de datos de los sensores del
ruteador CNC.
o Circuitería de protección para el hardware del ruteador CNC.

52
o Fabricación del hardware del ruteador CNC.
o Validación funcional del hardware del ruteador CNC.
Estructura metal-mecánica para el ruteador CNC
Modelamiento de la estructura mecánica del ruteador en un software 3D.
Diseño de planos para la estructura mecánica.
Selección de componentes para la estructura mecánica.
Construcción y ensamblaje de la estructura mecánica.
Validación funcional de la estructura mecánica del ruteador CNC.
3.3.2 Diseño de la estructura del ruteador CNC
3.3.2.1 Diseño mecánico de la estructura
Para el diseño mecánico fue muy importante el modelamiento en 3D,
utilizando los programas Sketchup 2015 y V-Ray, se partió de la configuración
de una fresadora de puente para tres ejes con base fija.
Figura 18. Modelado del CNC
Fuente: Elaboración propia

53
3.3.2.2 Diseño mecánico del área de trabajo
Hemos partido de la configuración de una fresadora de puente para tres ejes
con base fija. Dado el volumen y peso de la estructura (1000mm x 1000mm de
área aproximada) requerimos utilizar dos ejes motrices (y respectivos motores)
para el eje X longitudinal, el cual soportará la estructura del puente y la
herramienta.
Figura 19. Área de trabajo
Fuente: Elaboración propia
El eje X es el eje longitudinal, base para los ejes Y y Z. Presenta una armazón
en aluminio unida por piezas de sujeción, cuatro bases en extremos unidas
con pernos sockets, dos guías correderas para desplazamiento y dos husillos
de bolas que proporcionan el eje de movimiento lineal.

54
Figura 20. Eje X de la estructura
Fuente: Elaboración propia
El eje Y es la estructura de puente con un cuerpo principal en perfil de
aluminio estructural y dos guías longitudinales. Presentan dos juegos dobles
de rodamientos lineales semicerrados que se desplazarán sobre las guías del
eje X, los laterales son piezas de aluminio con un diseño inclinado para
balancear el centro de masa del puente incluido el eje Z y la herramienta de
corte.
Figura 21. Eje Y de la estructura
Fuente: Elaboración propia

55
El eje Z y soporte de herramienta: Es el eje final de desplazamiento vertical
que emplea dos guías de traslado, un husillo principal central unido al eje del
motor con una pieza de acople mecánico. Emplea dos juegos dobles de
rodamientos lineales semicerrados para desplazamiento horizontal y dos
juegos de rodamientos lineales cerrados para el eje vertical. La herramienta de
corte se ubica sobre un soporte dedicado con un graduador de precisión para
sujetarla.
Figura 22. Eje Z de la estructura
Fuente: Elaboración propia

56
Tabla 4
Características de la estructura
CARACTERÍSTICA DESCRIPCIÓN
Dimensiones del ruteador 108cm de largo 94cm de ancho 60cm de alto
Área de trabajo 80cm de largo 70cm de ancho 20cm de alto
Numero de ejes Funcionamiento con 3 ejes Precisión 0.05mm Herramienta Desmontable para poder usarse de
manera manual si es conveniente Estructura Desmontable para su traslado
Fuente: Elaboración propia
3.3.3 Componentes y diseño del sistema de monitoreo y control
3.3.3.1 Diagrama de control de motores
La conexión de los motores es como se muestra en la siguiente imagen, los
motores son conectados a sus respectivos drivers y estos serán controlados a
su vez por una tarjeta controladora. Tanto drivers como la tarjeta controladora
estarán alimentadas por un módulo de energía.

57
Figura 23. Diagrama de control de motores
Fuente: Elaboración propia
3.3.3.2 Controlador DB25-1205 breakout board
Es el encargado de convertir las señales enviadas por la PC a niveles de
voltaje adecuados para controlar los pasos y el sentido de giro de los motores.
Existen controladores de gran capacidad y muy costosos, por lo que
requeríamos de uno que sea económico y con los suficientes pines de entrada
y salida para la conexión de los componentes.

58
Tabla 5
Comparación de los dispositivos de control
Criterios de selección
DB25-1205 Breakout board
USB CNC motion controller
Funcionamiento Por puerto paralelo Por puerto USB
Pines 12 pines de salida; control de motores y herramienta. 5 pines de entrada; fin de carrera, pulsadores
16 pines de salida; conexión de motores, sentido de giro de la herramienta. 14 pines de entrada; interruptores limites, botones de paro
Conexiones Hasta 6 ejes Hasta 4 ejes
Costo Bajo Medio
Fuente: Elaboración propia
Se decidió por el DB25 Breakout board, además como se mencionó el DB25
Breakout board posee la opción de conectar más ejes por lo que queda la
posibilidad de mejorar este ruteador, además que cuenta con los pines
necesarios para el correcto funcionamiento del ruteador.
Las características del DB25 Breakout board son:
Conector Macho DB25.
Pines de Salida: P1, P2, P3, P4, P5, P6, P7, P8, P9, P14, P16, P17.
Pines de Entrada: P10, P11, P12, P13, P15.
GND Pin: P18-P25.
Fuente de Poder: 5 VDC.
Opto acopladores de Clase C de alta calidad.

59
Figura 24. DB25-1205 breakout board
Fuente: Elaboración propia
3.3.3.3 Driver DQ542MA para motor PAP
Es el encargado de convertir los niveles de voltaje enviados por el adaptador a
niveles de voltaje adecuados para el motor y poder controlar su velocidad,
sentido de giro y la cantidad de pasos.
Debido a su gran precisión con su sistema de micropasos, además de
proporcionar la corriente necesaria para los motores que se van a usar, se
optó por usar el driver DQ542MA.

60
Figura 25. Driver DQ542MA
Fuente: Elaboración propia
Sus características son:
o Alto rendimiento, bajo precio.
o Control de corriente media, la corriente de salida senoidal de 2 fases.
o La tensión de alimentación de 18 VDC a 50 VDC.
o Opto-aislado señal de E/S.
o Sobre voltaje, bajo voltaje, overcurrect, protección contra cortocircuito.
o 15 subdivisión de canales y la reducción modo sleep.
o 8 canales de ajuste de corriente de fase de salida.
o Terminal de entrada de comandos en línea.
o Alta velocidad de inicio
o Alto par de retención a alta velocidad.
Sus especificaciones eléctricas son:
o Voltaje de entrada: 18-50VDC
o Corriente de entrada menor a 4A y corriente de salida de 1.0A ~ 4.2A

61
o Consumo: 80 W
o Temperatura: temperatura de trabajo -10 ~ 45°C y stocking
temperatura -40°c ~ 70°c
o Peso: 300 g
Tabla 6
Descripción de los pines
FUNCIÓN DE LOS PINES DETALLES
PUL+ PUL- Señal de pulso, PUL+ es el final positivo del pulso de entrada del pin, PUL- es el final negativo del pulso de entrada del pin
DIR+ DIR- Señal DIR: DIR+ es el final positivo del pin de entrada dirección, DIR- es el final negativo del pin de entrada dirección
ENBL+ Señal Enable: ENBL+ ENBL- Señal Enable: ENBL-
Fuente: Orellano L. (2016)
Los parámetros de configuración están definidos por:
Resolución del paso
Se establece por SW 5, 6, 7, 8 del interruptor DIP como se muestra en la
siguiente tabla:
Tabla 7
Resolución de los pasos
SW5 OFF ON OFF ON ON ON OFF SW6 ON OFF OFF ON OFF OFF OFF SW7 ON ON ON OFF OFF OFF OFF SW8 ON ON ON ON ON ON ON
PULSO/REV 400 800 1600 3200 6400 12800 25600
Fuente: Orellano L. (2016)

62
Tabla 8
Configuración de resolución de los pasos
SW5 OFF OFF ON OFF ON OFF ON OFF SW6 ON ON OFF OFF ON ON OFF OFF SW7 ON ON ON ON OFF OFF OFF OFF SW8 OFF OFF OFF OFF OFF OFF OFF OFF
PULSO/REV 1000 2000 4000 5000 8000 10000 20000 25000
Fuente: Orellano L. (2016)
Ajuste de corriente de salida
Los tres primeros bits (SW 1, 2, 3) del interruptor DIP se utilizan para fijar la
corriente dinámica. Se selecciona un ajuste más cercano al motor de corriente
requerida.
Tabla 9
Corrientes de salida
SALIDA DE CORRIENTE EN AMPERIOS
SW1 SW2 SW3 PICO RMS
ON ON ON 1.00 0.71 OFF ON ON 1.46 1.04 ON OFF ON 1.91 1.36 OFF OFF ON 2.37 1.69 ON ON OFF 2.84 2.03 OFF ON OFF 3.31 2.36 ON OFF OFF 3.76 2.69 OFF OFF OFF 4.20 3.00
Fuente: Orellano L. (2016)
Función semi-flujo
La función semi-flujo sucede cuando no hay un paso después de 500ms, la
corriente de salida del controlador reduce automáticamente a 70% de la
corriente nominal de salida, que se utiliza para evitar que el motor se caliente.

63
Ajustes de corriente de parada
SW4 se utiliza para este propósito. OFF significa que la corriente de parada
está dispuesta a ser la mitad de lo seleccionado dinámica actual y significa en
qué punto muerto se establece para que sea la misma que la dinámica de
corriente seleccionado.
Conexiones de alimentación
o + V, GND: fuente de alimentación.
o + V: Fuente de alimentación, 18 ~ 50 VDC, incluyendo la fluctuación de la
tensión y la tensión EMF. La máxima corriente es 5A.
o A+ A- B+ B-: Conexión de 2 motores paso a paso de fase.
o El conductor y la conexión de cuatro hilos de utilización híbrida para motor
paso a paso de 2 fases, el motor puede ser conectado en paralelo y serie
bipolar. En cuanto a la conexión bipolar, es un mayor rendimiento con alta
velocidad, pero la corriente del conductor es más grande (que es 1,73
veces más que la corriente de bobinado del motor).
o Conexión en serie, la corriente del driver es igual al bobinado del motor.
Fijación
No debe ser de 20 mm de espacio, no se puede colocar junto a otros aparatos
de calefacción, para evitar polvo, niebla de aceite, gases corrosivos, humedad
y lugares de vibraciones fuertes.

64
Tabla 10
Tabla de errores
INDICADORES DE ALARMA CAUSAS MEDIDAS
Led apagado
Error de conexión en la alimentación
Verificar el cable de alimentación
Bajo nivel de voltaje de alimentación
Aumentar el voltaje de alimentación
Motor no corre sin torque de mantenimiento
Error en la conexión del motor paso a paso
Corregir su cableado
Señal de reset es efectiva cuando se apaga
Hacer reset inefectivo
Motor no corre sin mantener el torque de mantenimiento
Sin señal de pulso en la entrada
Ajustar PWM y el nivel de la señal
Motor corre en dirección equivocada
Conexión de cable errada Cambia la conexión de cualquiera de los cables
Error en la señal de dirección
Cambia la configuración de dirección
El torque de mantenimiento del motor es pequeño
Demasiado pequeño en relación a la corriente de ajuste
Ajuste de corriente nominal correcta
Aceleración es demasiado rápido
Reducir la aceleración
Motor se bloquea Descartar un fallo mecánico
Controlador no coincide con el motor
Cambiar un controlador adecuado
Fuente: Orellano L. (2016)

65
3.3.3.4 Motor paso a paso Nema23 WT57STH115-4204A
Para este ruteador se pensó en dos opciones, servomotores o motores paso a
paso. Los criterios para seleccionar uno de estos son el torque y el modo de
trabajo.
Tabla 11
Comparación de los motores
Criterios de selección
Motor paso a paso Servomotor
Funcionamiento El motor gira por las bobinas excitadas ubicadas en el estator
Se activa mediante modulación de ancho de pulso, sensor acoplado para la realimentación
Precisión Alta, en posicionamiento y regulación de velocidad
Gran precisión, repetitividad de movimiento y elevada respuesta dinámica
Facilidad de uso Conexión a un controlador, movimiento de un paso a la vez por cada pulso
Requiere un controlador sofisticado
Torque Alto torque desde el arranque hasta 200 kgf/cm
Alta estabilidad, hasta 70 Nm
Costo Medio Alto
Fuente: Elaboración propia
Los servomotores tienen un bajo torque a baja velocidad y un buen torque a
alta velocidad, son mucho más costosos que los motores PAP y en su mayoría
se usan para los sistemas de lazo cerrado.
Mientras que los MPAP tienen un buen torque a baja velocidad y en
velocidades altas pierden torque, sin embargo son más económicos y pueden
ser usados en sistemas de lazo cerrado y abierto.

66
Por lo tanto optamos por motores paso a paso por ser de alto torque y
precisión en bajas revoluciones, además son más fáciles de controlar, para
este ruteador se optó por los motores Nema23 WT57STH115-4204A que
tienen las siguientes características.
o Angulo de paso: 1.8°
o Voltaje: 3.78V
o Corriente: 4.2A
o Aumento de temperatura: 80°C máximo
o Peso: 1.5Kg
o Torque: 30 Kg/cm
Más características del motor paso a paso podremos apreciar en el anexo 4.
Figura 26. Motor PAP Nema23 WT57STH115-4204A
Fuente: Elaboración propia

67
3.3.3.5 Sistema de transmisión
Se selecciona un sistema de transmisión para poder mover los ejes y obtener
un correcto rendimiento del ruteador CNC. Para este sistema requerimos de
los siguientes componentes:
Husillos de precisión SND/BND de bolas
Convierte el movimiento rotatorio en rectilíneo, realiza una movimiento suave y
es preciso en su desplazamiento, se requiere una herramienta de fácil montaje
y de bajo costo.
Tabla 12
Comparación de los sistemas de transmisión
Criterios de selección
Husillo de bolas Tornillo de potencia
Piñón Cremallera
Funcionamiento Rozamiento mínimo entre husillo y bolas circulantes
Rozamiento alto entre eje y tuerca, calentamiento y desgaste
Movimiento reversible
Precisión Alta, hasta 250 nm por cm
Error de paso de 300um por cada 300mm
Error de paso individual de 0.008mm
Montaje Soportes fácil de colocar
Requiere fabricación de soportes
Requiere tiempo en la preparación de la zona de montaje
Costo Medio Bajo Alto
Fuente: Elaboración propia
Seleccionamos el husillo de la marca SFK y de la serie SND/BND 16x5 R, es
una tuerca de fácil montaje, sus insertos de recirculación de acero pueden
actuar como dispositivo de seguridad en condiciones severas. Diámetro
nominal de 16mm, paso o avance por revolución Ph de 5mm y capacidad de

68
carga dinámica de 7.8KN. Más detalles sobre sus características técnicas lo
podemos apreciar en el anexo 5.
Vida nominal (𝑳𝟏𝟎)
𝐿10 = (𝐶𝑎
𝐹𝑚)
3
𝐿10 = (7800
200)
3
𝐿10 = 59319 𝑚𝑖𝑙𝑙𝑜𝑛𝑒𝑠 𝑑𝑒 𝑟𝑒𝑣𝑜𝑙𝑢𝑐𝑖𝑜𝑛𝑒𝑠
Velocidad critica (𝒏𝒄𝒓)
𝑛𝑐𝑟 = 49𝑥106𝑥𝑓1𝑥𝑑2
𝑙2
𝑛𝑐𝑟 = 49𝑥106𝑥0.8𝑥16
10002
𝑛𝑐𝑟 = 627 𝑅𝑃𝑀
Dónde: 𝑙 es la longitud libre del husillo, 𝑑2 es el diámetro del husillo y 𝑓1 es el
factor de corrección dado por el fabricante.
Guías con patines LLT
Se requiere un sistema estructural de cabeza móvil para que la mesa sea fija,
que soporte una buena carga, que sea fácil de montar y no produzca ruido.

69
Tabla 13
Comparación de los sistemas de movimiento lineal
Criterios de selección
Guías con patines Round Rail
Funcionamiento Silencioso, poco rozamiento entre cuerpos deslizantes
Rodamiento de bolas, mayor apoyo hacia la riel, bajo ruido
Precisión Gran estabilidad, movimientos precisos, capacidad de carga alta
La rigidez es mayor, movimiento suave y preciso
Montaje Fácil de montar en horizontal y vertical
Realización de agujeros en la estructura
Costo Medio Alto
Fuente: Elaboración propia
Para este ruteador se seleccionaron las guías con patines de la serie LLT de
la marca SKF y unos carros de la misma marca de modelo LLTHC 20 LA TO
P5 de tamaño 20 cuyas características lo podemos apreciar en el anexo 6.
En cuanto a las guías se necesitan las del modelo LLTHR 20 D4 cuyas
características se puede mostrar en el anexo 7.
3.3.3.6 Interruptor de acción rápida SS-10GL2
Son sensores de accionamiento mecánico y detectan la posición de un
elemento móvil mediante un interruptor. El ruteador tiene fines de carrera en
los finales de los ejes X, Y y Z esto lo usa para poder ubicar su posición de
inicio al momento de tallar una pieza nueva. Estos fines de carrera van
conectados a las entradas de la tarjeta controladora DB25-1205 para que
pueda ser enviado al software.
Sus características son:
Entregan una señal eléctrica al ser accionados.

70
Se utilizan para censar la posición de un móvil.
Son conocidos como "interruptores de final de carrera", ya que definen el
final del recorrido de un objeto móvil.
Consta de contactos internos y el cuerpo que detecta el movimiento.
Los interruptores que usaremos para el ruteador serán los fabricados por
OMROM Corporation de serie SS y modelo SS-10GL2, funcionan hasta con
250VAC y pueden soportar hasta 10A, tiene tres terminales los cuales son,
NC normalmente cerrado, NO normalmente abierto y COM para el nodo de
voltaje.
Figura 27. Interruptor de acción rápida SS-10GL2
Fuente: Elaboración propia
3.3.3.7 Motor DWALT DPW611
Este componente es esencial en el ruteador para el trabajo que va a realizar,
los demás sistemas controlan la ubicación de este motor, es decir, donde debe
ir, que tan rápido debe moverse o cuando debe encenderse.

71
Para este ruteador se necesita de un motor que tiene la característica de
realizar giros a gran velocidad, para el presente caso se utilizará para realizar
corte y fresado de materiales blandos, para esto necesitamos seleccionar un
motor con los siguientes criterios.
De acuerdo a la dureza del material a trabajar se requiere un motor de baja
potencia, ya que así se trabaje con una madera dura no se requiere
demasiado torque. Además para los materiales blandos necesitamos altas
revoluciones. Este motor debe generar altas revoluciones y por lo tanto mucha
fricción, entonces también se necesita que tenga un sistema de refrigeración
por aire ya que requiere menos mantenimiento.
En la siguiente tabla se muestran los parámetros para el proceso de fresado
que se requiere y que nos ayudará a elegir el motor herramienta más
adecuado para nuestro ruteador.
Tabla 14
Parámetros para el proceso de fresado de nuestro ruteador
Parámetros Datos
Velocidad de corte 425 m/min Diámetro de la fresa 6 mm Avance por diente 0.3 mm Numero de dientes de la fresa 3 Ángulo de posición 90° Fuerza de corte específica para un espesor medio de la viruta de 1mm
500 N/mm2
Factor de compensación del grosor del a viruta 0.2 Angulo de desprendimiento de la plaquita 0° Profundidad de corte axial 2 mm
Fuente: Elaboración propia
Con estos datos utilizamos las Ecuaciones (14) al (22).

72
Velocidad del husillo (𝒏)
𝑛[𝑟𝑝𝑚] = (𝑉𝑐)(1000)
(𝜋)(𝐷𝑐)
𝑛[𝑟𝑝𝑚] = (425)(1000)
(𝜋)(6)
𝑛[𝑟𝑝𝑚] = 22546
Velocidad de avance de mesa (𝑽𝒇)
𝑉𝑓 [𝑚𝑚
𝑚𝑖𝑛] = 𝑓𝑧 . 𝑛 . 𝑍𝑐
𝑉𝑓 [𝑚𝑚
𝑚𝑖𝑛] = 0,3 𝑥 22546 𝑥 3
𝑉𝑓 [𝑚𝑚
𝑚𝑖𝑛] = 20291
Profundidad de corte radial (𝒂𝒆)
𝑎𝑒[𝑚𝑚] =3
4. 𝐷𝑐
𝑎𝑒[𝑚𝑚] =3
4 𝑥 6
𝑎𝑒[𝑚𝑚] = 4,5
Espesor medio de la viruta (𝒉𝒎)
ℎ𝑚[𝑚𝑚] = 360 . sen(𝑘𝑟) . 𝑎𝑒 . 𝑓𝑧
(𝜋)(𝐷𝑐) . 𝑎𝑟𝑐𝑜𝑠(1 −2. 𝑎𝑒𝐷𝑐
)
ℎ𝑚[𝑚𝑚] = 360 𝑥 sen(90) 𝑥 4,5 𝑥 0,3
(𝜋)(6) 𝑥 𝑎𝑟𝑐𝑜𝑠(1 −2 𝑥 4,5
6 )
ℎ𝑚[𝑚𝑚] = 0,21

73
Fuerza de corte especifica (𝒌𝒄)
𝑘𝑐 [𝑁
𝑚𝑚2] = 𝑘𝑐1. ℎ𝑚−𝑚𝑐. (1 −
𝑦0
100)
𝑘𝑐 [𝑁
𝑚𝑚2] = 500 𝑥 0,210,2. (1 −0
100)
𝑘𝑐 [𝑁
𝑚𝑚2] = 683,17
Potencia neta (𝑷𝒄)
𝑃𝑐[𝑘𝑤] =𝑎𝑝 . 𝑎𝑒 . 𝑉𝑓 . 𝑘𝑐
60 (106)
𝑃𝑐[𝑘𝑤] =2 𝑥 4,5 𝑥 20291 𝑥 683,17
60 (106)
𝑃𝑐[𝑘𝑤] = 2,08
Par de apriete (𝑴𝒄)
𝑀𝑐[𝑁𝑚] = 𝑃𝑐 . 30 . 103
𝜋 . 𝑛
𝑀𝑐[𝑁𝑚] = 2,08 𝑥 30 𝑥 103
𝜋 𝑥 22546
𝑀𝑐[𝑁𝑚] = 0,88
Área de corte (𝑨𝒄)
𝐴𝑐[𝑚𝑚2] = 𝑎𝑝 . ℎ𝑚
𝐴𝑐[𝑚𝑚2] = 2 𝑥 0,21
𝐴𝑐[𝑚𝑚2] = 0,42

74
Fuerza de corte (𝑭𝒄)
𝐹𝑐[𝑁] = 𝑘𝑐 . 𝑎𝑐
𝐹𝑐[𝑁] = 683,17 𝑥 0,42
𝐹𝑐[𝑁] = 286,93
Obtenemos una nueva tabla con los resultados:
Tabla 15
Parámetros resultantes de fresado de nuestro ruteador
Parámetros Datos
Velocidad de husillo 22546 Avance de mesa 20291 Profundidad de corte radial 4.5 Espesor medio de la viruta 0.21 Fuerza de corte específica 683.17 Potencia neta 2.08 Par de apriete 0.88 Área de corte 0.42 Fuerza de corte 286.93
Fuente: Elaboración propia
Observamos los parámetros resultantes y evaluamos:
Tabla 16
Comparación de los motores de herramienta
Especificación DW616 DPW611
Amperios 11.0 12.0
Caballos de potencia
1.75 1.25
Velocidad sin carga
24500 16000 - 27000
Regulador de profundidad
Anillo micro fino Anillo micro fino
Diámetro del collet ½” - ¼” ½” - ¼”
Fuente: Elaboración propia

75
Los criterios para elegir nuestro motor herramienta como se mencionó
anteriormente, debe ser de baja potencia y de altas revoluciones, por lo que se
optó por el motor DWALT DPW611 que además tiene un sistema de
refrigeración por aire y su velocidad en revoluciones es variable.
Sus principales características técnicas son las siguientes:
o Amperaje: 12A
o RPM: 16000 - 27000
o Potencia: 1.25 HP o 900W
o Peso: 1.8 Kg
o Voltaje: 120VAC
Para accionar este motor se emplea su propio interruptor y también tiene un
variador de velocidad. En el diseño del ruteador se busca controlar este motor
con una entrada de la computadora, para esto utilizaremos un pin del
controlador y salida del programa conectado a un circuito que controle el
encendido y apagado de este motor.
Se diseña un circuito de control para el encendido de esta herramienta, para
esto empleamos un relé de 220VAC, el motor era de 120VAC luego se
rebobina el estator a 220VAC y se considera 20A para el diseño del circuito.
El circuito debe incluir dos partes, un circuito de alimentación de 5VDC para el
relé y un circuito de 220VAC que alimente la toma del motor.

76
Figura 28. Motor DWALT DPW611
Fuente: Elaboración propia
3.3.3.8 Relés para control de herramienta de tallado
Utilizamos relés que son accionados por un electroimán. El cual está
conformado por un interruptor de contactos que son accionados por un
electroimán. Cuando pasa una corriente por la bobina interna del relé el
núcleo se imanta, induce y empuja a uno de sus contactos hasta juntarse con
el otro, permitiendo así el paso de la corriente mediante estos filamentos de
contacto. Esta corriente es mucho mayor que la que pasa por la bobina
interna.
Para el control del motor DWALT realizaremos un circuito en donde irá un relé
SRD-05VDC que puede manejar cargas de hasta 250V/10A, su tamaño
pequeño es útil para este tipo de circuitos en donde el tamaño es importante.
Para conectar este relé es necesario también usar un driver que puede ser un
transistor BJT NPN 2N2222 o BC548, este relé conmuta con 5VDC por lo que
se alimentaria con la misma fuente de la tarjeta controladora, además según

77
recomendaciones usaremos un diodo 1N4004 en modo flyback que se
colocará de manera paralelo a la bobina del relay para la protección de las
corrientes inversas.
3.3.3.9 Fresa o broca de carburo de forma cónica de 60°
Existen varias herramientas llamadas fresas o brocas, se clasifican según el
material a trabajar, su forma, el tipo de corte y durabilidad. Para este caso se
requiere de una fresa de carburo de tungsteno ya que trabajaremos con
materiales blandos.
Elegimos la fresa de la serie SJ-1 con forma de cono de 60° de SYNDENT
Tools, entre sus características técnicas vemos que su diámetro de corte es
de 6mm, el largo de corte es de 4mm y la longitud de la fresa es de 5cm.
Velocidad de corte (𝑽𝒄)
Utilizando la Ecuación (13), reemplazando los datos determinados y
asumiendo que se va a trabajar con material blando, seleccionando el nivel 4
del motor DWALT DPW611: n = 22600 rpm
𝑉𝑐 [𝑚
𝑚𝑖𝑛] =
(6).𝜋.(22600)
1000
𝑉𝑐 [𝑚
𝑚𝑖𝑛] = 425
3.3.3.10 Fuente de alimentación
Se le llama así al dispositivo que transforma la corriente alterna de la red
eléctrica comercial a corriente continua; esta corriente es la que utilizaremos
para el funcionamiento de la maquina CNC.

78
Para este caso tenemos la opción de fuentes de poder lineales y
conmutativas, esta última es la que utilizaremos.
Los pasos que cumple la fuente son:
Transformación. En esta etapa se realiza la reducción del voltaje de
entrada desde la red eléctrica hasta la salida que pueden ser de 5V, 12V,
24V, 48V, etc.
Rectificación. Esta etapa nos asegura que no hayan oscilaciones de
voltaje en el tiempo. Pasando así de corriente alterna a corriente continua.
Permitiendo que el voltaje no baje de 0 voltios y que se mantenga.
Filtrado. En esta etapa se usan capacitores para lograr aplanar lo más que
se pueda la señal.
Estabilización. Es la última etapa ya disponiendo de la señal continua.
La fuente que requerimos para este ruteador es de la serie DC Switching de la
marca Powertronic de 48VDC y 12.5A de salida para el driver de los motores.
Más detalles de sus características se muestran en el anexo 8.

79
Figura 29. Fuente switching
Fuente: Powertronic, 2016
3.3.3.11 Pulsador stop
La máquina CNC tiene un pulsador de stop que funciona tanto en software
como en hardware y por diseño dispara la disipación de energías peligrosas
para detener el movimiento y detener la máquina de la manera más segura
posible.
Este dispositivo tiene la función de parar lo más rápido posible la maquina en
caso de emergencia. Es por eso que se instala en las maquinas.
Es un interruptor que se puede accionar manual o eléctricamente, puede
situarse en la línea de alimentación.
Es un mando que al ser accionado, este desconecta los circuitos que
puedan ocasionar algún peligro.
Este mando debe ser visible y de fácil acceso para el usuario.
El color del mando debe ser rojo y puede ser un pedal, pulsador, etc.
En caso de ser un pulsador, este debe ser tipo cabeza de seta de color
rojo y de fondo tener un círculo amarillo.

80
El accionamiento de este mando puede implicar la actuación de una luz o
un sonido perceptible por el usuario.
3.3.3.12 Diagrama de conexionado
En la siguiente imagen podemos apreciar más a detalle el diseño de las
conexiones, para este proyecto se determina el uso de motores paso a paso
conectados a los drivers DQ542MA y estos siendo controlados por una tarjeta
controladora DB25-1205, también apreciamos la conexión de los pulsadores
finales de carrera a la tarjeta controladora para limitar el desplazamiento de los
ejes del ruteador.
Figura 30. Diagrama de conexionado
Fuente: Elaboración propia

81
3.3.3.13 Software LinuxCNC
Para el control de los motores se requiere de un software intuitivo de fácil
manejo, amigable en el entorno gráfico y con flexibilidad en sus funciones.
Tabla 17
Comparación del software de control
Criterios de selección
LinuxCNC Mach3
Funciones Se ejecuta en Linux, interfaces graficas diferentes, lectura de código G sin necesidad de generarla
Control numérico para 6 ejes, generación de código G a través de plugins del software, control de velocidad de la herramienta, interface personalizable
Aplicaciones Fresadoras, tornos, impresoras 3D, cortadoras laser y plasma
Tornos, fresadoras, máquinas de grabado
Costo Software libre Medio
Fuente: Elaboración propia
Por lo que se optó por utilizar LinuxCNC, ya que es un software libre de código
abierto, diseñado por desarrolladores voluntarios en linuxcnc.org. El software
está disponible para usarse en distribuciones de Ubuntu y Debian.
Además, suele incluirse como un archivo ISO con una versión modificada de
32 bits de estos sistemas operativos. El sistema de LinuxCNC se aplica para
el control numérico de máquinas como fresadoras, tornos, cortadoras de
plasma, routers, máquinas cortadoras, robots y hexápodos.
Se puede controlar hasta 9 ejes o las articulaciones de una máquina CNC
mediante código G.

82
El código G es el lenguaje de programación usado en control numérico
computarizado. Usado principalmente en automatización, es parte de la
ingeniería asistida por computadora.
El G-code es el lenguaje que mediante instrucciones las personas ordenan a
las los ruteadores que son controlados por computadora qué deben hacer y
cómo lo deben hacer.
Con G-code podemos controlar fresadoras, cortadoras, tornos, etc.
LinuxCNC y Debian GNU/Linux deberían funcionar bien en un equipo con las
siguientes especificaciones mínimas de hardware:
Procesador x86 con una frecuencia de 700 MHz (recomendable un
procesador x86 de 1.2 GHz)
Memoria RAM de 384 MB (recomendable una memoria RAM de 1GB)
Disco duro con una capacidad de almacenamiento de 8 GB
Tarjeta gráfica con la capacidad de dar al menos una resolución de
1024x768.
El presente proyecto se ha trabajado con CPU core i3, memoria de 4GB y
disco de 500GB.
Antes de utilizar un equipo puede realizar una prueba usando el Live-CD.

83
3.4 Implementación y ensamblaje del ruteador CNC
3.4.1 Implementación de la estructura
El primer prototipo del CNC nos permitió validar y realizar las primeras correcciones,
por lo que se utilizó material en MDF para ciertas partes del prototipo por el tema de
abaratar los costos; es decir empezamos el proyecto sin haber tenido una
contrapartida económica.
Figura 31. Primera estructura del CNC
Fuente: Elaboración propia
Un segundo material antes del mecanizado de las partes críticas finales nos permitió
realizar las calibraciones a detalle, por lo que se seleccionó un material en resina
como se aprecia en el siguiente gráfico:

84
Figura 32. Segunda estructura del CNC
Fuente: Elaboración propia
Una vez realizada las pruebas funcionales y las calibraciones se maquino e
implemento las piezas en aluminio como se aprecia en las siguientes imágenes:
Figura 33. Pieza de aluminio
Fuente: Elaboración propia

85
Figura 34. Estructura de aluminio del CNC
Fuente: Elaboración propia
3.4.2 Ensamblaje del sistema de monitoreo y control
3.4.2.1 Consideraciones iniciales
Al ser el proyecto desarrollado con contrapartida del Innóvate Perú, un
problema es la demora en el financiamiento inicial, con la experiencia en
varios proyectos recomendamos el tema de prototipado con recursos propios
que permitan validar eléctrica y electrónicamente puntos críticos que para el
presente proyecto fueron el control de los motores de paso; que se realizaron
con materiales muy económicos, lo que permitió ir avanzando con ciertas
pruebas protocolares mientras duraba el desembolso. Como se aprecia en las
siguientes imágenes de pruebas preliminares con recursos propios.

86
Figura 35. Primer prototipo del CNC
Fuente: Elaboración propia
Figura 36. Pruebas preliminares del prototipo
Fuente: Elaboración propia

87
3.4.2.2 Consideraciones para el ensamblaje de los componentes y
módulos
Configuración y conexión de los pines en la tarjeta DB25-1205
La conexión electrónica consiste en conectar los drivers de cada motor paso a
paso a los respectivos pines Step y Direction configurados en la tarjeta.
Los finales de carrera y botón de parada de emergencia se conectan a los
pines de entrada, que son necesarias para el inicio y fin (emergente) de la
operación de la máquina CNC.
Con la configuración inicial que se muestra en la siguiente tabla se espera un
correcto movimiento de cada eje.
Tabla 18
Configuración de los pines
Pines de salida Pines de entrada
Pin 2 Spindle Brake Pin 10 Home X Pin 3 Spindle Brake Pin 11 Home Y Pin 4 X Step Pin 12 Home Z Pin 5 X Direction Pin 13 ESTOP In Pin 6 Y Step Pin 7 Y Direction Pin 8 Z Step Pin 9 Z Direction
Fuente: Elaboración propia

88
Configuración del driver DQ542MA para el CNC
Para la salida de corriente según la descripción del fabricante:
Tabla 19
Configuración de las corrientes del driver
SALIDA DE CORRIENTE EN AMPERIOS
SW1 SW2 SW3 PICO RMS
ON ON ON 1.00 0.71 OFF ON ON 1.46 1.04 ON OFF ON 1.91 1.36 OFF OFF ON 2.37 1.69 ON ON OFF 2.84 2.03 OFF ON OFF 3.31 2.36 ON OFF OFF 3.76 2.69 OFF OFF OFF 4.20 3.00
Fuente: Orellano L. (2016)
Estamos usando la máxima corriente de salida para trabajar a la máxima
potencia del motor. El switch SW4 se usa para este propósito, OFF significa
que la corriente de parada es la mitad de la corriente dinámica seleccionada y
ON significa que la corriente de parada debe ser la misma que la corriente
dinámica seleccionada. Vamos a utilizar 400 pulsos por revolución.
Los pasos según la hoja de datos se configuran de la siguiente manera
(Sombreado la configuración principal):
Tabla 20
Configuración de los pasos
SW5 OFF ON OFF ON OFF ON OFF SW6 ON OFF OFF ON ON OFF OFF SW7 ON ON ON OFF OFF OFF OFF SW8 ON ON ON ON ON ON ON
PULSO/REV 400 800 1600 3200 6400 12800 25600
Fuente: Orellano L. (2016)

89
Conexión del circuito de relés
Se realiza la conexión electrónica como se indica en el siguiente circuito
esquemático. Se requerirá de dos circuitos iguales a este para conectarlos a la
herramienta de fresado Spindle.
En donde irá un relay SRD-05VDC que puede manejar cargas de hasta
250V/10A, para conectar este relay es necesario también usar un driver que
puede ser un transistor BJT NPN 2N2222 o BC548, este relay conmuta con
5VDC por lo que se alimentaria con la misma fuente de la tarjeta controladora,
además según recomendaciones usaremos un diodo 1N4004 en modo
clamping en paralelo con la bobina del relay para protección de las corrientes
inversas o fuerza contraelectromotriz.
Figura 37. Conexión del circuito de relés
Fuente: Elaboración propia
Calculo de 𝑹𝑩:
Donde: 𝑉𝐶𝐶 = 5𝑉 ; 𝑅𝐵𝑜𝑏𝑖𝑛𝑎 = 400Ω ; 𝛽 = 100
𝐼𝐶 = 𝑉𝐵𝑜𝑏𝑖𝑛𝑎
𝑅𝐵𝑜𝑏𝑖𝑛𝑎=
5𝑉
400Ω= 12𝑚𝐴

90
𝐼𝐵 = 𝐼𝐶
𝛽=
12𝑚𝐴
100= 0.12𝑚𝐴
𝑉𝐵 = 5𝑉 − 0.7𝑉 = 4.3𝑉
𝑅𝐵 = 𝑉𝐵
𝐼𝐵=
4.3𝑉
0.12𝑚𝐴= 𝟑𝟓. 𝟖𝟑𝟑 𝑲Ω
Calculo de 𝑹𝑳:
Donde: 𝑉𝐿𝐸𝐷 = 2𝑉 ; 𝐼𝐿𝐸𝐷 = 10𝑚𝐴 ; 𝑉𝐿 = 3𝑉
𝑅𝐿 = 𝑉𝐿
𝐼𝐿𝐸𝐷=
3𝑉
10𝑚𝐴= 𝟑𝟎𝟎Ω
Conexión integral de los módulos
Se realiza la siguiente conexión eléctrica entre drivers, motores y la tarjeta del
puerto paralelo.
Figura 38. Conexión del sistema de control de motores
Fuente: Elaboración propia

91
3.4.3 Instalación y configuración del software LinuxCNC
3.4.3.1 Instalación del software LinuxCNC
LinuxCNC es el sistema operativo Debian GNU/Linux modificado por los
desarrolladores de linuxcnc.org. Esta imagen del sistema contiene el software
LinuxCNC. La versión utilizada en este proceso de instalación es LinuxCNC
2.7.0, versión estable más reciente y está basado en Debian Wheezy.
Para la instalación de Debian GNU/Linux
Seleccione el método de instalación Install (Graphical) y presionar Enter para
iniciar el proceso de instalación.
Figura 39. Pantalla de instalación de LinuxCNC
Fuente: Elaboración propia
Las pruebas de latencia, es el primer test que se debe realizar en una PC para
determinar si es capaz de conducir una máquina CNC.

92
La latencia es el tiempo que tarda el equipo para detener lo que está haciendo
y responder a una solicitud externa.
Para LinuxCNC la solicitud es BASE_THREAD que hace que el periódico
hearbeat que sirve como referencia de temporización para los pulsos de paso.
Cuanto menor sea la latencia, más rápido se puede ejecutar el hearbeat y más
rápido y más suaves serán los pulsos de paso.
La latencia es mucho más importante que la velocidad de la CPU.
Para la ejecución de Latency Test:
Menú de aplicaciones>CNC>LinuxCNC Latency Test.
Figura 40. Test de latencia
Fuente: Elaboración propia
Alternativamente puede ejecutar Latency Test desde el terminal ingresando el
siguiente comando:
latency-test

93
Figura 41. Test de latencia mediante comando
Fuente: Elaboración propia
Se mostrará la siguiente ventana:
Figura 42. Resultados del test de latencia
Fuente: Elaboración propia
Mientras se ejecuta la prueba, se debe sobrecargar la computadora.
Por ejemplo, realizando las siguientes actividades:
Mover ventanas alrededor de la pantalla.
Navegar por la web.
Copiar archivos de gran tamaño alrededor del disco duro.
Reproducir música.
Ejecutar programas OpenGL como glxgears.
El objetivo de sobrecargar la computadora mientras se realiza la prueba de
latencia es obtener los tiempos en una condición desfavorable.
Realice la prueba por varios minutos y no ejecute LinuxCNC o Stepconf.

94
Para esta prueba, como conclusión el valor más importante de este test es
Max Jitter de Base thread.
Para concluir si la computadora es apta para ejecutar LinuxCNC se sigue los
siguientes criterios:
Si su Max Jitter es inferior a unos 15 - 20 𝜇s (15 000 - 20 000 𝑛s), la
computadora dará muy buenos resultados para generación de pulsos de
pasos.
Si la latencia máxima es más de 30 - 50 𝜇s, todavía puede obtener buenos
resultados, pero su velocidad máxima de paso podría ser un poco
decepcionante, especialmente si utiliza microstepping o tiene husillos de
paso muy fino.
Si los números son 100 𝜇s o más (100 000 𝑛s), entonces la PC no es
candidata para ejecutar LinuxCNC.
Del ejemplo anterior, se obtiene 9075 𝑛s o 9.075 𝜇s. Por lo tanto, se determina
que el equipo ejecutará LinuxCNC con excelentes resultados.
Para la configuración del puerto paralelo LinuxCNC es capaz de controlar una
amplia gama de maquinaria utilizando muchas interfaces de hardware
diferentes.
La configuración de máquinas que se controlan a través de un puerto paralelo
estándar y por señales tipo Step y Direction, se realizan con Stepconf Wizard
de LinuxCNC.
Para el Stepconf Wizard configurar los pines de puerto paralelo en la opción
de:
Menú de aplicaciones>CNC> LinuxCNC Stepconf Wizard.

95
Figura 43. Configuración en Stepconf Wizard
Fuente: Elaboración propia
Alternativamente puede ejecutar Stepconf Wizard desde el terminal
ingresando el siguiente comando:
stepconf
Figura 44. Configuración en Stepconf Wizard mediante comando
Fuente: Elaboración propia
Al ejecutar Stepconf se mostrará la siguiente ventana de inicio donde se indica
que se generarán archivos de configuración .ini y .hal para fresadoras y tornos
conectados al puerto paralelo de PC.

96
Figura 45. Ventana inicial de Stepconf
Fuente: Elaboración propia
Al iniciar, se muestra una ventana que nos permite realizar las siguiente:
Crear una nueva configuración.
Modificar una configuración creada por Stepconf.
Importar un archivo de Mach.
Figura 46. Ventana inicial de configuración de Stepconf
Fuente: Elaboración propia

97
Seleccione Create a new configuration para ejemplificar una configuración.
En la ventana de Información Básica introduzca los siguientes datos y
parámetros:
Machine Name: Elija un nombre para la máquina CNC.
Axis configuration: Escoja entre XYZ (máquina de 3 ejes), XYZA (máquina
de 4 ejes) y XZ (tornos).
Machine Units: Seleccione las unidades con las que desea operar
LinuxCNC (pulgadas o milímetros).
Drive Type: Elegir el tipo de driver de su máquina CNC. Si no lo encuentra
en el menú desplegable, ingrese a la siguiente página: Stepper Drive
Timing. En esta página encontrará los tiempos de configuración de los
drivers más populares.
Por ejemplo, se muestran los parámetros del driver DQ542MA de Wantai
Motor:
Tabla 21
Parámetros del driver
Manufacter Model Step Step Direction Direction
Time Space Hold Setup
Wantai Motors DQ542MA 5050(ns) 5050(ns) 500(ns) 500(ns)
Fuente: Orellano L. (2016)
One/Two Parport: Seleccione cuántos puertos paralelos se van a
configurar.
Base Period Maximum Jitter: Introduzca el resultado de la prueba de
latencia que se describió anteriormente. Puede realizar una nueva prueba
presionando el botón Test Base Period Jitter.

98
Figura 47. Ventana de configuración de Stepconf
Fuente: Elaboración propia
Otra configuración que también fue óptima:
Figura 48. Otra configuración válida
Fuente: Elaboración propia

99
3.4.3.2 Configuración del software Linux CNC
Puerto paralelo
En la ventana Parallel Port es dónde se configurará los pines de salida o
entrada del puerto paralelo. Active la casilla invertir si la señal está invertida
(0V para verdadero/activo, 5V para falso/inactivo).
Las opciones disponibles para configurar los pines de salida son las
siguientes:
o Step
o Direction
o Spindle ON
o Spindle CCW
o Spindle PWM
o Spindle Brake
o Coolant Mist
o Coolant Food
o EStop Out
o Amplifier Enable
o Charge Pump
o Digital out
o Unused
Y las opciones para configurar los pines de entrada del puerto paralelo son las
siguientes:
o Home
o Minimum Limit
o Maximum Limit

100
o Both Limit
o EStop in
o Spindle phase
o All Home
o All Limit
Por ejemplo, la configuración de una máquina CNC resultaría así:
Figura 49. Configuración de los pines
Fuente: Elaboración propia
o Si no utilizará algún pin de entrada o salida debe establecerlo como
Unused.
o En la sección Output pinout presets de la ventana Parallel Port puede
preajustar automáticamente según los estándares Sherline (Direction en
los pines 2, 4, 6, 8) o Xylotex (Direction en los pines 3, 5, 7, 9).

101
Configuración de eje
El siguiente paso es la configuración de los ejes. Se mostrará primero Axis X,
luego Axis Y y Axis Z.
Figura 50. Configuración del eje X
Fuente: Elaboración propia
Debe ingresar la información con respecto a los siguientes criterios:
o Motor Steps Per Revolution: Número de pasos completos por revolución
del motor. Puede hallar este parámetro si sabe cuántos grados por paso
da el motor, por ejemplo 1.8°/Step. Entonces divida 360 por los grados por
paso para encontrar el número de pasos por revolución del motor, por
ejemplo 360/1.8=200 pasos.
o Driver Microstepping: Cantidad de microstepping realizada por el driver.
Por ejemplo si escribe 2, el motor dará dos 1/2 paso para realizar una
revolución.

102
o Pulley teeth (Motor: Leadscrew): Si su máquina tiene poleas entre el motor
y el tornillo de avance, introduzca la proporción. Si no, escriba 1:1.
o Leadscrew Pitch: Introduzca los mm/rev del tornillo de avance. Si la
máquina se desplaza en la dirección incorrecta, introduzca el número con
signo negativo o invierta el pin de dirección del eje.
o Maximum Velocity, Maximum Acceleration: Los valores correctos para
estos elementos sólo pueden determinarse a través de la experimentación.
o Home location: La posición a la que se mueve la máquina después del
proceso de referencia (homing). Es decir, después de conmutar el home
swicth el eje se dirigirá a la posición asignada; por ejemplo, a 10.0 como
se observa en la ventana Axis X.
o Table travel: El rango de recorrido para el eje con respecto al origen de la
máquina. El valor de Home location debe estar dentro del rango y no igual
a uno de los valores de Table travel.
o Home Switch Location: Este ítem y los siguientes aparacen cuando los
configura en el Parallel Port. Si combina los interruptores Home Switch y
Limit Switch, el valor de Home Switch Location no puede ser el mismo que
el valor de Home Location.
o Home search velocity: La velocidad a utilizar cuando se busca el
interruptor Home Switch.
o Home Latch direction: Elija Same para que el eje retroceda del interruptor
y a continuación vuelva acercarse a una velocidad lenta. La segunda vez
que se acciona el interruptor se ajusta la posición inicial. Seleccione
Opposite para que el eje retroceda del interruptor y cuando el interruptor
se abra, la posición de inicio este ajustada.

103
o En esta misma ventana puede ejecutar el Axis Test para probar la
velocidad y aceleración del avance de cada eje.
Figura 51. Información para el eje X
Fuente: Elaboración propia
Figura 52. Ventana de finalización de configuración
Fuente: Elaboración propia
Al finalizar la configuración se crearán dos archivos en el Escritorio: una
carpeta que contiene los archivos *.hal e *.ini y un ejecutable, ambos archivos
están con el nombre introducido en Información Básica.

104
Figura 53. Creación de dos archivos
Fuente: Elaboración propia
Las funciones de corte y fresado
Las funciones están basadas en lnkscape y gcodetools que se detalla a
continuación:
o Instalación de Inkscape
El editor profesional de gráficos vectoriales Inkscape puede ser instalado
desde el Gestor de paquetes Synaptic. Para ello siga la siguiente ruta:
Menú de aplicaciones>Configuración>Gestor de paquetes Synaptic.
Figura 54. Instalación de Inkscape
Fuente: Elaboración propia

105
Introduzca la contraseña de superusuario.
Figura 55. Ventana de autenticación de Synaptic
Fuente: Elaboración propia
Se abrirá la siguiente ventana:
Figura 56. Ventana de gestor de paquetes de Synaptic
Fuente: Elaboración propia
En esta lista de paquetes debemos buscar Inkscape. Para ello diríjase a
Editar>Buscar.

106
Figura 57. Ventana de búsqueda de Inkscape
Fuente: Elaboración propia
En la ventana que aparecerá, buscamos inkscape y en la lista desplegable
elegimos Nombre.
Figura 58. Búsqueda de Inkscape
Fuente: Elaboración propia
Aparecerá el paquete Inkscape de versión 0.48.
Se hace doble clic en el casillero de selección para proceder con la
instalación.

107
Figura 59. Ventana del paquete Inkscape
Fuente: Elaboración propia
En consecuencia, se mostrará una lista de paquetes necesarios para instalar
Inkscape. Seleccione Marcar.
Figura 60. Lista del paquetes
Fuente: Elaboración propia

108
Seleccione Aplicar para iniciar con la instalación.
Figura 61. Aplicación de los paquetes
Fuente: Elaboración propia
Figura 62. Aplicación de los cambios
Fuente: Elaboración propia
En las siguientes ventanas se mostrará el proceso de descarga e instalación
del paquete.

109
Figura 63. Ventana de descarga de paquetes
Fuente: Elaboración propia
Figura 64. Ventana de instalación de software Inkscape
Fuente: Elaboración propia
Finalmente, la instalación ha terminado y los cambios han sido aplicados.
Figura 65. Ventana de cambios aplicados
Fuente: Elaboración propia

110
Cuando haga uso de la extensión Gcodetools, Inkscape le mostrará el
siguiente mensaje:
Figura 66. Mensaje de ejecución de Gcodetools
Fuente: Elaboración propia
Donde Inkscape le informa que se necesita de una extensión adicional.
Para ello, busque el paquete python-lxml.
Figura 67. Búsqueda de extensión python-lxml
Fuente: Elaboración propia
Y continúe el proceso de instalación como se explicó para el software
Inkscape.

111
o Instalación de Gcodetools
La extensión Gcodetools viene instalado en la versión reciente de Inkscape
(0.91), pero la versión que se instaló es una versión anterior estable (0.48) y
compatible con Debian Wheezy.
Primero descargue el paquete Gcodetools del siguiente enlace: www.cnc-
club.ru/gcodetools. Y diríjase a la sección Get latest versions de la página para
descargar la versión estable actual.
En esta ocasión se descargó la versión 1.7 de Gcodetools. El archivo es un
comprimido de extensión: .tar.gz.
Figura 68. Archivo de Gcodetools
Fuente: Elaboración propia
Proceda a extraer el contenido en una carpeta. En este ejemplo se creó una
nueva carpeta llamada gcodetools.

112
Figura 69. Descomprimir archivo de Gcodetools
Fuente: Elaboración propia
Figura 70. Extracción de archivo Gcodetools
Fuente: Elaboración propia

113
Una vez descomprimido el archivo, copie solo los archivos de la carpeta donde
extrajo el contenido y cópielos en la siguiente ruta:
/usr/share/inkscape/extensions.
Para ello debe de realizarlo como superusuario, como se muestra a
continuación:
Figura 71. Acceso al superusuario
Fuente: Elaboración propia
Finalmente, Gcodetools ha sido instalado y lo hallamos en el menú
Extensiones.
Figura 72. Pantalla principal de Gcodetools
Fuente: Elaboración propia

114
Generación de Código G a partir de una imagen
El primer paso es importar la imagen a Inkscape.
Figura 73. Importación de una imagen a Inkscape
Fuente: Elaboración propia
Luego de seleccionar la imagen, aparecerá la siguiente ventana:
Figura 74. Incrustar la imagen
Fuente: Elaboración propia
Se recomienda elegir incrustar para obtener un solo archivo.
Establezca la posición de la imagen en la coordenada X: 0,00 y Y: 0,00.
Adicionalmente puede establecer el ancho y alto de la imagen. Si desea

115
mantener la proporción, primero presione en el ícono candado; para luego
cambiar el ancho o alto.
La imagen se ubicará en el vértice inferior izquierdo de la hoja de trabajo y con
las dimensiones establecidas.
Figura 75. Hoja de trabajo
Fuente: Elaboración propia
La imagen está conformada por pixeles (mapa de bits). Para generar el código
G se debe vectorizar la imagen.
Diríjase a Trayecto>Vectorizar mapa de bits.

116
Figura 76. Vectorizar la imagen
Fuente: Elaboración propia
A continuación, se mostrará la siguiente ventana:
Figura 77. Ventana para vectorizar la imagen
Fuente: Elaboración propia
En esta ventana puede personalizar las características de la imagen, para
observar cada cambio pulse en Actualizar.
Al trayecto originado se le aplica Desvío dinámico que adicionalmente permite
ampliar o reducir el trayecto dependiendo de un gestor de desvío que aparece

117
al seleccionar esta opción. Tras aplicar esta opción, el trayecto dinámico no es
editable por lo que para modificarlo habría que convertirlo de nuevo a trayecto
normal con la opción Objeto a trayecto
Figura 78. Desvío dinámico
Fuente: Elaboración propia
Gcodetools necesita para sus cálculos, definir por los menos dos puntos como
referencia. Para crear los puntos de orientación diríjase a
Extensiones>Gcodetools>Orientation points.
Figura 79. Puntos de orientación
Fuente: Elaboración propia

118
Se mostrará la siguiente ventana en el cual debe introducir los siguientes
parámetros: Superficie de Z y Profundidad Z. Además, debe elegir las
unidades.
Figura 80. Ingreso de parámetros de orientación
Fuente: Elaboración propia
Con estos valores la máquina CNC cortará a una profundidad de un milímetro
desde la superficie.
Cierre la ventana y visualizará los puntos de orientación en la parte inferior de
la hoja de trabajo.
Figura 81. Puntos de orientación en la hoja de trabajo
Fuente: Elaboración propia

119
Luego diríjase a Extensiones>Gcodetools>Tools library.
En esta ventana deberá escoger el tipo de herramienta de fresado.
Figura 82. Elección del tipo de herramienta
Fuente: Elaboración propia
Luego de aplicar los cambios aparecerá la siguiente lista de parámetros para
generar el código G.
Figura 83. Lista de parámetros
Fuente: Elaboración propia

120
Para modificar algún valor por defecto, diríjase a la barra izquierda de la
ventana de Inkscape y haga clic en o presione F8. Luego seleccione el
valor a modificar y edite el texto.
Luego diríjase a Extensiones>Gcodetools>Path to Gcode.
Este es la última ventana para generar el código G.
Figura 84. Ventana de modificación de parámetros
Fuente: Elaboración propia
En la sección Preferences nombre el archivo de código con extensión *.ngc y
el directorio donde lo desea guardar.
Antes de aplicar los cambios deberá salir de la sección Preferences sino se
mostrará el siguiente mensaje de error.

121
Figura 85. Mensaje de error
Fuente: Elaboración propia
Una vez aplicado los cambios, podrá abrir el archivo de código G en el
software LinuxCNC.
Interfaces de LinuxCNC (Interfaz Axis)
Al ejecutar el archivo originado por Stepconf, LinuxCNC se mostrará mediante
el Interfaz AXIS.
Figura 86. Interfaz AXIS
Fuente: Elaboración propia

122
Barra de menú
File:
o Open
o Recent Files
o Edit
o Reload
o Save gcode as
o Properties
o Edit tool table
o Reload tool table
o Ladder editor
o Quit
Machine:
o Toggle Emergency Stop
o Toggle Machine Power
o Run Program
o Run from selectec line
o Step
o Pause
o Stop
o Stop at M1
o Skip lines with “/”
o Clear MDI history
o Copy from MDI history

123
o Paste to MDI history
o Calibration
o Show HAL Configuration
o HAL meter
o HAL Scope
o Show LinuxCNC Status
o Set Debug level
o Homing
o Unhoming
o Zero Coordinate System
o Tool touch off to workpiece
o Tool touch oof to fixture
View:
o Top view
o Rotated Top View
o Side view
o Front View
o Perspetive View
o Display inches
o Dispaly mm
o Show program
o Show program rapids
o Alpha-blend program
o Show live plot

124
o Show Tool
o Show Extents
o Show Offset
o Show Machine limits
o Show velocity
o Show distance go
o Clear live plot
o Show commanded postition
o Show actual position
o Show machine position
o Show relative position
o Help
o About Axis
o Quick Reference
Barra de herramientas
: Parada de emergencia o E-Stop (F1)
: Encendido de la máquina (F2)
: Abrir el archivo de código G
: Actualizar el archivo el actual (Ctrl-R)
: Empezar a ejecutar el archivo actual (R)

125
: Ejecutar la siguiente línea
: Pausar la ejecución (P) o reanudar la ejecución (S)
: Detener la ejecución del programa
: Saltar lineas con “/” (Alt-M-/)
: Pausa opcional
: Acercarse
: Alejarse
: Vista desde arriba
: Vista superior girada
: Vista lateral
: Visita frontal
: Vista de perspectiva
: Modo de arrastrar y girar
: Limpiar live backplot
Para cargar el código G diríjase a File > Open.

126
Figura 87. Ventana para cargar el código G
Fuente: Elaboración propia
Y escoja el archivo en formato *.ngc.
Alternativamente, puede seleccionar una imagen, pero deberá realizar unos
pasos adicionales.
Figura 88. Ventana para escoger una imagen
Fuente: Elaboración propia
Al abrir el archivo de código G se mostrará en la vista previa del interfaz.

127
Figura 89. Código G en la interfaz AXIS
Fuente: Elaboración propia
Para correr el programa e iniciar con la operación de corte se deben
restablecer los Home de cada eje. Para ello los finales de carrera deben estar
ubicados en la máquina CNC.
Figura 90. Restablecer los Home de los ejes
Fuente: Elaboración propia

128
Una vez establecido el origen de X, Y y Z.
Figura 91. Origen de los ejes
Fuente: Elaboración propia
Finalmente se podrá ejecutar el programa. Para ello presione R del teclado o
haga clic en el símbolo de ejecución ( ).
Figura 92. Ventana de ejecución del programa
Fuente: Elaboración propia

129
3.5 Pruebas y validación del ruteador CNC
3.5.1 Protocolo de pruebas unitarias
En las siguientes pruebas ponemos en validación cada una de las partes principales
del ruteador por separado.
3.5.1.1 Prueba 1
Tipo de Prueba: Test de Latencia (Latency test)
Área: Proyectos
Procedimiento
Describir el procedimiento del test, enumerando los pasos
o Se ejecuta Latency Test.
o Ejecutar varios programas en simultáneo para poner a prueba la
latencia de la computadora.
o Determinar si la computadora es apta para ejecutar LinuxCNC en base
a los tiempos obtenidos en el test.
Resultados
Test de latencia con sobrecarga de programas y conexión a internet:
Tabla 22
Resultado 1 del test de latencia
Max interval
(ns) Max Jitter
(ns) Last internal
(ns)
Servo thread (1.0ms)
1011478 19880 998968
Base thread (25.0us)
35078 15192 24957
Fuente: Elaboración propia

130
El tiempo Max. Jitter es menor a 20us, por lo tanto, la computadora dará muy
buenos resultados para la generación de pulsos de pasos.
Los programas ejecutados son los que están incluidos en el paquete de
programas de Debian Wheezy.
Durante los 40 minutos de test, no se observó ninguna variación significativa
del tiempo Max. Jitter mientras se ejecutaban múltiples tareas.
Test de latencia sin sobre carga de programas y actividades:
Tabla 23
Resultado 2 del test de latencia
Max interval
(ns) Max Jitter
(ns) Last internal
(ns)
Servo thread (1.0ms)
1006455 14265 1000008
Base thread (25.0us)
33603 11279 24957
Fuente: Elaboración propia
3.5.1.2 Prueba 2
Tipo de Prueba: Configuración de los pines de I/O en LinuxCNC
Área: Proyectos
Procedimiento
Describir cómo y dónde se hace la configuración, los números de puertos
escogidos, los pines utilizados, describir el circuito usado.
o Se conecta la tarjeta breakout DB25-1205 a un puerto paralelo de la
computadora.
o Se ejecuta Stepconf Wizard.
o Luego se completa la información básica del programa.

131
o Se procede a configurar los pines de la tarjeta optoacoplada DB25-
1205
o Configuración de los pines
La conexión electrónica consiste en conectar los drivers de cada motor paso a
paso a los respectivos pines Step y Direction configurados en la tarjeta DB25-
1205.
Los finales de carrera y botón de parada de emergencia se conectan a los
pines de entrada, que son necesarias para el inicio y fin (emergente) de la
operación de la máquina CNC.
Resultados
Siguiendo lo descrito anteriormente. El resultado no fue satisfactorio con
respecto a los motores paso a paso del eje X. Se observó que solo se movía
un motor del eje X, el conectado a los primeros pines de la tarjeta. En
consecuencia, se conectó un solo pin Step y un solo pin Direction a los dos
drivers del eje X.
Con la configuración que se observa en la siguiente tabla se logró un correcto
movimiento de cada eje siendo satisfactorio el resultado de esta prueba.
Tabla 24
Configuración valida de los pines
Pines de salida Pines de entrada
Pin 2 Spindle Brake Pin 10 Home X Pin 3 Spindle Brake Pin 11 Home Y Pin 4 X Step Pin 12 Home Z Pin 5 X Direction Pin 13 ESTOP In Pin 6 Y Step Pin 7 Y Direction Pin 8 Z Step Pin 9 Z Direction
Fuente: Elaboración propia

132
3.5.1.3 Prueba 3
Tipo de Prueba: Prueba de señal de Parada de Emergencia
Área: Proyectos
Procedimiento
Describir el procedimiento y ubicación del botón en la interfaz, las acciones al
encender y apagar la máquina, habilitado o deshabilitado de funciones
o Se ejecuta el programa producido por Stepconf.
o Se desbloquea el botón de apagado ubicado en la esquina superior
izquierda de la ventana.
o Para dar inicio a la operación de la máquina CNC, se presiona el botón
anaranjado ubicado a la derecha del botón de apagado.
o Para realizar una parada de emergencia, se debe verificar que el
contacto de emergencia esté conectado a un pin de entrada de la
tarjeta optoacoplada del puerto paralelo.
Resultados
Al accionar el botón de emergencia se observa que el interfaz Axis de la CNC
se apaga y bloquea. En consecuencia, se dejan de generar los pulsos para
mover los motores de cada eje. Es decir, la maquina CNC se detiene, siendo
satisfactorio los resultados de esta prueba.

133
3.5.1.4 Prueba 4
Tipo de Prueba: Encendido y apagado del Spindle mediante Interfaz Axis
Área: Proyectos
Procedimiento
Describir el procedimiento.
o Establecer dos pines como salida en el proceso de configuración de
Stepconf.
En la siguiente tabla se muestra la configuración establecida anteriormente:
Tabla 25
Configuración valida de los pines
Pines de salida Pines de entrada
Pin 2 Spindle Brake Pin 10 Home X Pin 3 Spindle Brake Pin 11 Home Y Pin 4 X Step Pin 12 Home Z Pin 5 X Direction Pin 13 ESTOP In Pin 6 Y Step Pin 7 Y Direction Pin 8 Z Step Pin 9 Z Direction
Fuente: Elaboración propia
o Ejecutar el Interfaz Axis que fue configurado por Stepconf.
o Dar inicio al programa con el botón ON del Interfaz Axis.
o Girar o detener el torno desde la sección Spindle del “Control manual”
del interfaz.
Resultados
Se decidió usar dos pines de salida para ambas líneas de la corriente alterna
que corresponden a la alimentación del Spindle para interrumpir cualquier
potencial eléctrico.

134
Al dar click en Stop se aprecia un check () en Brake de la sección Spindle y
la inmediata pausa del torno. Análogamente al dar click en Giro se desmarca
el check y se da inicio al giro del torno.
3.5.1.5 Prueba 5
Tipo de Prueba: Prueba de circuito de relés
Área: Proyectos
Procedimiento
Describir el procedimiento.
o Se realiza la conexión electrónica como se indicó en la Figura 38 del
capítulo 3. Se requerirá de dos circuitos iguales para conectarlos a la
herramienta de fresado Spindle.
o Se procede a conectar las líneas de alimentación del Spindle al
terminal Común (C) y a Normalmente Abierto (NA).
o Se da la misma señal de estado lógico a los dos circuitos de cada relé
con un microcontrolador o mediante la conexión a 5VDC o a tierra de
la fuente de alimentación de la tarjeta optoacoplada.
Resultados
De acuerdo a la señal de entrada se obtienen los resultados que a
continuación se muestran.
Tabla 26
Resultados de la conmutación del motor
Señal de entrada Relés Spindle
5V No conmutan No gira 0V Conmutan a NA Gira
Fuente: Elaboración propia

135
Esta conexión trabajará en conjunto con el software LinuxCNC mediante la
tarjeta DB25-1205.
3.5.1.6 Prueba 6
Tipo de Prueba: Prueba de driver de motor
Área: Electrónica
Procedimiento
Describir el procedimiento.
o Se realiza la conexión eléctrica mostrada en la Figura 39 del capítulo 3
entre driver, motor y la tarjeta del puerto paralelo.
o En el proceso de configuración de pines se debe establecer para cada
eje un pin como Step y otro como Direction.
Para el caso del eje X:
Tabla 27
Configuración de los pines 4 y 5 del driver
Pin Output Invert
Pin 4 X Step
Pin 5 X Direction
Fuente: Elaboración propia
o En la ventana Axis de Stepconf, se ejecuta Test this Axis.
o Dentro de la ventana se establece el recorrido de prueba, velocidad y
aceleración.

136
Resultados
Este proceso se realizó para cada motor de manera individual con su
respectivo driver. Además se debió marcar en Invertir para lograr el giro del
motor debido a que las conexiones se realizaron con una lógica negativa es
decir los 5V como referencia y las señales se enviaban a PUL- y DIREC-.
3.5.1.7 Prueba 7
Tipo de Prueba: Pruebas de voltajes y corrientes en fuentes de poder
Área: Electrónica
Procedimiento
Describir el procedimiento.
o Se conectan las fuentes, drivers, tarjeta controladora y motores.
o Se configura el Stepconf para realizar la prueba.
o Se mide los valores de voltaje y corriente de la fuente de poder para
los drivers.
Se utiliza una fuente Switching de 48 VDC – 12.5 A.
Tabla 28
Valores de la fuente Switching
Valor Medido
Voltaje de entrada 225 VAC Corriente de entrada
(sin operación de un motor) 0.35 A
Corriente de entrada (con movimiento de un motor)
0.51 A
Voltaje de salida 48.04 VDC
Fuente: Elaboración propia

137
o Se mide el voltaje y corriente de alimentación del driver DQM542MA.
o Se realizan las medidas para el caso del driver del motor PAP Y:
Tabla 29
Valores del driver en el motor Y
Valor Medido
Voltaje de alimentación 48.02 VDC Corriente de alimentación
(sin operación del motor PAP) 0.328 ADC , 0.021 ARMS
Corriente de alimentación (con ejecución del motor PAP)
0.58 – 0.70 ADC, 0.44 ARMS
Fuente: Elaboración propia
o Se mide la corriente de alimentación según la velocidad y aceleración.
Los valores que se muestran en la siguiente tabla están en valores RMS:
Tabla 30
Valores de velocidad y aceleración
Velocidad 40 𝑚𝑚/𝑠 50 𝑚𝑚/𝑠 60 𝑚𝑚/𝑠 70 𝑚𝑚/𝑠
Aceleración
500 𝑚𝑚/𝑠2 0.68 A 0.45 A 0.42 A 0.41 A
600 𝑚𝑚/𝑠2 0.69 A 0.44 A 0.41 A 0.40 A
700 𝑚𝑚/𝑠2 0.69 A 0.44 A 0.40 A 0.37 A
800 𝑚𝑚/𝑠2 0.70 A 0.44 A 0.39 A 0.36 A
Fuente: Elaboración propia
o Se mide el valor de voltaje y corriente de alimentación de la tarjeta
DB25-1205.
En la siguiente tabla se muestran los valores de alimentación de la tarjeta
DB25-1205 mediante una fuente Switching de 5VDC:

138
Tabla 31
Valores en DB25-1205 con la fuente Switching
Valor Medido
Voltaje de alimentación 5.00 VDC Corriente de alimentación
(sin ejecución de LinuxCNC) 120.5 mA
Corriente de alimentación (con ejecución de un motor PAP)
120.7 – 130.5 mA
Fuente: Elaboración propia
3.5.1.8 Prueba 8
Tipo de Prueba: Prueba de conectividad de todo el circuito
Área: Electrónica
Procedimiento
Describir el procedimiento.
o Se conecta la tarjeta opto acoplada DB25-1205 al puerto paralelo de la
computadora.
o Se conectan los pines de salida de la tarjeta DB25-1205 a las entradas
PUL- y DIREC- del driver DQ542MA, además los pines de salida para
la conmutación de los relés.
o Se conectan los finales de carrera de cada eje y el botón de parada de
emergencia a los pines de entrada de la tarjeta controladora DB25-
1205.
o Se conectan las 2 fases de los motores PAP a los terminales A+, A-,
B+ y B- del driver.
o La fuente de poder es conectada a los drivers de cada motor.
o La fuente de poder de 5V es conectada a la tarjeta DB25-1205.
o Se conecta las líneas de alimentación del spindle a los relés.

139
o Se procede a conectar las fuentes de alimentación a la red eléctrica.
Resultados
En esta prueba se comprobó la continuidad de las conexiones que se indican
en cada paso. En el proceso se encontró algunas discontinuidades, que no
permitían el control de giro del motor y este solo se encontraba energizado. Se
procedió a su corrección, obteniendo un adecuado funcionamiento de los
motores.
3.5.2 Protocolo de pruebas integrales
En estas pruebas se evalúan partes integradas del ruteador CNC.
3.5.2.1 Prueba 1
Prueba: Calibración de los ejes
Procedimiento:
o Posicionar los finales de carrera en el extremo de cada eje.
Para el Eje X:
o Se colocaron dos interruptores en los extremos del eje X.
o Ambos fueron conectados en paralelo.
Para el Eje Y:
o Se colocaron dos interruptores a doce centímetros de cada extremo del
eje Y. Debido a que la posición de la fresadora en los extremos del eje
Y no se encuentra en el área de trabajo.
Para el Eje Z:
o Solo se colocó un interruptor a quince centímetros del extremo superior
del eje Z para establecer el límite del eje. El Home Z se establecerá de
manera manual.

140
Conexión de los finales de carrera a la tarjeta breakout DB25-1205.
o Para cada eje se obtienen dos terminales de los finales de carrera
conectados en paralelo.
o El terminal conectado a los COM de los interruptores se conecta a
GND de la tarjeta opto acoplada del puerto paralelo.
Para el Eje X:
o El terminal conectado a los NO (Normally Open) de los interruptores en
paralelo se conecta al pin de entrada P10.
Para el Eje Y:
o El terminal conectado a los NO (Normally Open) se conecta al pin de
entrada P11.
Para el Eje Z:
o El terminal conectado a los NO (Normally Open) se conecta al pin de
entrada P12.
Establecer los pines de entrada los interruptores en Stepconf.
o Se configura los pines de entrada como el origen y límites de cada eje.
Tabla 32
Configuración de los pines en Stepconf
Pin de entrada Señal
P10 Home X + Both Limit X P11 Home Y + Both Limit Y P12 Minimum Limit Z
Fuente: Elaboración propia
o Para el eje Z se configura el límite mínimo que debe bajar la fresadora
y no corte la base del área de trabajo.

141
o El Home Z se establecerá manualmente dependiendo del grosor del
material a ser cortado.
o Las señales deben ser invertidas porque se espera 5V (verdadero
lógico) al conmutar los interruptores.
Configurar los parámetros de origen y recorrido de cada eje.
En la sección AXIS de cada eje se ingresan los siguientes parámetros:
o Las unidades de distancia están en mm y de velocidad en mm/s.
Para el Eje X:
Tabla 33
Configuración de los parámetros de origen y recorrido en X
Home location 0.0 Table travel 0.0 to 650.0
Home switch location -5.0 Home search velocity -15.0 Home latch direcction Same
Fuente: Elaboración propia
Para el Eje Y:
Tabla 34
Configuración de los parámetros de origen y recorrido en Y
Home location 0.0 Table travel 0.0 to 650.0
Home switch location -5.0 Home search velocity -15.0 Home latch direcction Same
Fuente: Elaboración propia

142
Para el Eje Z:
Tabla 35
Configuración de los parámetros de origen y recorrido en Z
Home location 0.0 Table travel 0.0 to 230.0
Home switch location - Home search velocity - Home latch direcction -
Fuente: Elaboración propia
3.5.2.2 Prueba 2
Prueba: Parada de emergencia de la máquina CNC.
Procedimiento:
o Ubicar el botón de parada de emergencia al alcance del operario.
o Conectar el botón de parada de emergencia a la tarjeta DB25-1205.
o Se conecta los terminales del botón de parada de emergencia al pin de
entrada P13.
o Conectar los relés a la tarjeta DB25-1205 y a la fresadora.
Cada relé se conecta como se muestra en el siguiente esquema:
Figura 93. Conexión del sistema de emergencia
Fuente: Elaboración propia

143
o El pin P2 de salida de la tarjeta DB25-1205 se conecta a IN1. Ambos
relés conmutan a la vez.
o Los terminales COM de ambos relés se conectan a la red eléctrica y
los terminales NA se conectan a ambos terminales de la fresadora.
Establecer los pines de entrada y salida.
o Se configura los pines de entrada y salida en Stepconf.
Tabla 36
Configuración de los pines de I/O en Stepconf
Pin Input Pin Output
P13 ESTOP In P2 Spindle Brake
Fuente: Elaboración propia
o Ejecutar el programa configurado por Stepconf.
o Abrir un archivo *.ngc e iniciar la operación de corte.
o Accionar el botón.
En plena operación de corte presionar el botón de parada de emergencia. El
interfaz de LinuxCNC se bloqueará, la máquina CNC y la fresadora (spindle)
se detendrán.

144
CAPÍTULO 4
RESULTADOS
4.1 Resultados
Primera Etapa
En la primera etapa tenemos como resultado el diseño estructural ya definido de la
maquina ruteadora CNC.
En esta etapa del proyecto obtenemos también un esquema de funcionalidades y
características (corte, fresado, dimensiones, velocidad de operación)
Figura 94. Modelado del CNC
Fuente: Elaboración propia

145
Segunda Etapa
En la segunda etapa del proyecto obtenemos un modelo físico del ruteador CNC
ensamblado y funcional.
Figura 95. Ensamblado de los módulos
Fuente: Elaboración propia
Figura 96. Ruteador CNC funcional
Fuente: Elaboración propia

146
Tercera Etapa
En la última etapa del proyecto tenemos como resultado un ruteador CNC validado a
escala piloto.
Con este ruteador, la empresa CIDIACCTEC reduce sus tiempos de obtención de los
materiales educativos, siendo anteriormente de 5 a 7 días, actualmente es de 1 a 2
días como máximo para tener los kits de robótica listos para los talleres.
Teniendo la empresa CIDIACCTEC un ruteador propio también abarata costos en
cuanto a la producción de los materiales educativos.
Figura 97. Ruteador CNC validado
Fuente: Elaboración propia
Figura 98. Material en proceso de corte y fresado
Fuente: Elaboración propia

147
Protocolo de Pruebas
El tiempo Max. Jitter es menor a 20us, por lo tanto, la computadora dará muy buenos
resultados para la generación de pulsos de pasos.
Con la configuración que se observa en la siguiente tabla se logró un correcto
movimiento de cada eje.
Tabla 37
Configuración validada de los pines
Pines de salida Pines de entrada
Pin 2 Spindle Brake Pin 10 Home X Pin 3 Spindle Brake Pin 11 Home Y Pin 4 X Step Pin 12 Home Z Pin 5 X Direction Pin 13 ESTOP In Pin 6 Y Step Pin 7 Y Direction Pin 8 Z Step Pin 9 Z Direction
Fuente: Elaboración propia
Al accionar el botón de emergencia se observa que el interfaz Axis de la CNC se
apaga y bloquea. En consecuencia, se dejan de generar los pulsos para mover los
motores de cada eje. Es decir, la maquina CNC se detiene, siendo satisfactorio los
resultados de esta prueba.
Se verifico el encendido y apagado del Spindle mediante el Interfaz Axis, se decidió
usar dos pines de salida para ambas líneas de la corriente alterna que corresponden
a la alimentación del Spindle para interrumpir cualquier potencial eléctrico.
Al dar click en Stop se aprecia un check () en Brake de la sección Spindle y la
inmediata pausa del torno. Análogamente al dar click en Giro se desmarca el check y
se da inicio al giro del torno.

148
Las pruebas de voltajes y corrientes en las fuentes de poder fueron satisfactorias, se
evaluaron mediante mediciones y estas están dentro del rango aceptable.
Se realizaron las conexiones entre fuentes, drivers, tarjeta controladora y motores, se
realizaron las pruebas de conectividad de todo el circuito obteniendo un adecuado
funcionamiento de los motores.
Pruebas de corte y fresado
Las pruebas dependerán del diseño y la opción de corte o fresado, siendo algunos de
ellos los siguientes.
Figura 99. Pruebas de corte y fresado
Fuente: Elaboración propia

149
4.2 Presupuesto
En el costo de lo que significa ejecutar este proyecto, se consideran precios del mercado
nacional y obteniéndose también los precios de los componentes necesarios, así como las
partes a fabricar. Los montos se muestras en la siguiente tabla, según algunos precios de las
proformas que se muestran en los anexos 8 y 9.
Tabla 38
Presupuesto del ruteador CNC
Posición Descripción Cantidad Precio
Unitario (S/)
Precio Total (S/)
1 Interruptor diferencial 1 78.00 78.00
2 Relé térmico 1 140.00 140.00
3 Pulsador de bloqueo 1 60.00 60.00
4 Husillo y rosca para husillo 4 45.00 180.00
5 Soporte para husillos 4 55.00 220.00
6 Rodamiento lineal para CNC 14 70.00 980.00
7 Tarjeta controladora DB25-1205 1 340.00 340.00
8 Fuente Switching 48V 1 360.00 360.00
9 Driver para manejo de CNC con relay y optoaclopador
1 68.00 68.00
10 Driver para motor PAP DQ542MA 4 425.00 1700.00
11 Sensor de posición tipo fin de carrera
8 8.00 64.00
12 Motor de paso para CNC Wantai Nema 23
4 320.00 1280.00
13
Aluminio Estructural 2 Perfil estructural T-slot 30x60mm, largo 75cm y 3 Perfil estructural T-slot 30x60mm, largo 90.6cm
1 850.00 850.00
14
Insumos y materiales varios (cables, integrados, resistencias, condensadores materia prima para pruebas y otros)
1 3500.00 3500.00
Presupuesto Total (S/) 9820.00
Fuente: Elaboración propia

150
CONCLUSIONES
1. Se definieron a través de un esquema las características y funcionalidades del ruteador
CNC. Esto nos sirve para determinar el modelo de diseño que tiene la máquina.
2. Se logra diseñar la estructura de la máquina y sus módulos según las funcionalidades
requeridas, se realizaron prototipos con recursos propios en un inicio para que el
proyecto no se retrase debido a la demora en el financiamiento inicial por parte de
Innóvate Perú.
3. Se decide trabajar con el software LinuxCNC, ya que es un software de control basado
en open source, se realiza la instalación con una previa evaluación de correcto
rendimiento en la computadora obtenida, para luego realizar la configuración respectiva
de acuerdo a las características del ruteador.
4. Se implementan y ensamblan los módulos del ruteador según el diseño de conexionado,
considerando las características y configuraciones de cada componente seleccionado.
Se obtiene así el ruteador ensamblado en su totalidad.

151
5. Se realizan distintas pruebas de funcionamiento y operatividad del ruteador, se prueba de
manera independiente en cada etapa de la máquina y también de manera integral
realizando cortes de materiales requeridos. Luego de algunos ajustes se obtiene la
validación del ruteador CNC.
6. El tiempo para obtener los materiales educativos se reducen considerablemente, es
decir, anteriormente se tenía que esperar entre 5 a 7 días para que otras empresas
puedan producir y entregar los materiales a CIDIACCEC, y tener los kits de robótica listos
para ser entregados a los alumnos, con la implementación del ruteador la empresa
CIDIACCTEC reduce ese tiempo a 1 o 2 días como máximo. Se genera también un
ahorro para la empresa en cuanto a los gastos que se efectuaban en el proceso de corte
y fresado, ya que las empresas cobraban por cada minuto de funcionamiento de sus
máquinas CNC.
7. Se obtiene la implementación de un ruteador CNC de tres ejes, el cual fue financiado en
convenio con FIDECOM. El proyecto consta en la construcción de un ruteador de corte y
fresado con sensores de posición, sistema embebido de monitoreo, control numérico
computarizado, sistema cartesiano de tres ejes y software de control basado en open
source, en convenio también con la Universidad Nacional del Callao en donde se
realizaron las pruebas de funcionamiento y validación de la máquina. Logrando así la
mejora en el proceso de obtención de material educativo en la empresa CIDIACCTEC.

152
RECOMENDACIONES
1. Considerar siempre las características técnicas de los componentes para la etapa de
diseño y pruebas de funcionamiento.
2. Para un adecuado funcionamiento de los motores es necesario un controlador de mayor
potencia a lo requerido por el motor, esto para evitar que el controlador se recaliente.
3. Tomar medidas de seguridad al manipular conexiones y módulos que trabajan con
220VAC, utilizar cableados de buena calidad y evitar malas conexiones en la circuitería.
4. Considerar elaborar u manual de servicio para los mantenimientos preventivos del
ruteador, para alargar la vida útil de la máquina.
5. Proponer el trabajo con otros materiales, como por ejemplo metales o manufactura de
vidrio, es decir, mejorar la maquina a una escala mayor y poder comercializar el
producto.

153
BIBLIOGRAFIAS
Porcuna, P. (2017). Robótica & Educación. p.37. España. Camarena, B. (2017). Efectos de la robotica educativa en el rendimiento academico en el
nivel primario (tesis de grado). Universidad Nacional del Centro del Perú, Huancayo, Perú.
Innóvate Perú. (2015). Resultados de evaluación de proyectos PIMEN. Obtenido de
https://innovateperu.gob.pe/fincyt/doc/pimen/09/resultados/Proyectos_Resultados_Finales_9PIMEN_21.12.15.pdf
Silva, M. y Choque, T. (2017). Diseño e implementación de un sistema de control numérico
por computadora de una fresadora de madera en tres dimensiones (tesis de grado). Universidad Nacional del Altiplano, Puno, Perú.
Allauca, S. (2017). Diseño e implementación de un sistema automatizado por control
numérico computarizado para cortes por plasma en los procesos de manufacturade la empresa CEM Ingenieros E.I.R.L. (tesis de grado). Universidad Tecnológica del Perú, Lima, Perú.
Pérez, A. (2015). Diseño de una cortadora láser CNC de CO2 para acrílicos y madera (tesis
de grado). Pontificia Universidad Católica del Perú, Lima, Perú.

154
Campoverde, J. (2015). Máquina (CNC) de control numérico computarizado de 3 ejes para el grabado de placas conmemorativas implementado en el taller de joyería Campoverde (tesis de grado). Universidad Técnica del Norte, Ibarra, Ecuador.
Quintero, A., Moreno, M., Pargas, T. y Rodrigues, D. (2016). Construcción e implementación
de un prototipo de router o fresado mediante control numérico computarizado (CNC) con soporte en MACH3 (tesis de grado). Universidad Nacional Experimental Politécnica “Antonio José de Sucre”, Barquisimeto, Venezuela.
Hurtado, C. (2015). Diseño y construcción de un prototipo de fresadora-CNC (tesis de
pregrado). Universidad Carlos III de Madrid, Leganés, España.
Groover, M. (1997). Fundamentos de manufactura moderna Materiales, procesos, y
sistemas. Mexico D.F., Mexico: Prentice All.
Groover, M. (2007). Fundamentos de manufactura moderna Tercera edición. Mexico D.F.,
Mexico: Mc Gra Hill.
Sandvik Coromant. (2017). Tecnología de mecanizado de metal. Madrid, Espaa: AB Sandvik
Coromant.
Facultad de Ingeniería (2004). Sistemas de control numérico computarizado (SCNC).
Universidad Nacional de la Plata, La Plata, Argentina.
Molina, P. (2012). Diseño, construcción y programación de un prototipo de maquina CNC para el fresado y perforado de placas de circuito impreso PCB (tesis de grado). Universidad de Nariño, San Juan de Pasto, Colombia.
Suk, S., Seong, K., Dae, C. y Ian, S. (2008). Theory and design of CNC systems. Londres, Ingraterra.
Orellano, L. (2016), Manual y pruebas protocolares unitarias e integrales de prototipo CNC. CIDIACCTEC. Lima, Perú.
Roboter Bausatz. (2017). Hoja de datos Nema 23 Stepper motor WT57STH115-4204A. Recuperado de https://www.roboter-bausatz.de/media/image/88/80/ca/WT57STH115-4204A.jpg
OMROM Corporation. (2012). Interruptor básico subminiatura. Recuperado de
https://omronfs.omron.com/en_US/ecb/products/pdf/en-ss.pdf SFK. (2013), Husillos de bolas laminados de precisión. SFK Group. Lima, Perú. SFK. (2014), Guías con patines LLT. SFK Group. Lima, Perú. Powertronic. (2016), Fuente de alimentación. Recuperado de
http://www.powertronic-ups.com/fuentes-alimentacion.html#gallery-details-Fuente-de-Alimentacio-DC-Switching

155
ANEXO 1
Figura 100. Aprobación del proyecto por FIDECOM
Fuente: Innóvate Perú. (2015)

156
ANEXO 2
Figura 101. Convenio de adjudicación del proyecto
Fuente: Innóvate Perú. (2015)

157
ANEXO 3
Tabla 39
Flujo de caja (cifras en soles)
Años 0 1 2 3 4 5 6
Ventas 5000 5500 6000 6500 7000 7500
Costo de Venta -2000 -2200 -2400 -2600 -2800 -3000
Depreciación -1964 -1964 -1964 -1964 -1964 0
EBIT 1036 1336 1636 1936 2236 4500
Impuesto a la Renta 0 0 0 0 0 0
UDI 1036 1336 1636 1936 2236 4500
Depreciación
1964 1964 1964 1964 1964 0
FCO
3000 3300 3600 3900 4200 4500
Inversión -9820 3000
FCEcon -9820 3000 3300 3600 3900 4200 7500
VAN 7,844.46
TIR 31% Fuente: Elaboración propia

158
ANEXO 4
Figura 102. Características técnicas de motor PAP WT57STH115-4204A
Fuente: Wantai Motor. (2010)

159
ANEXO 5
Figura 103. Características de los husillos de precisión SND/BND
Fuente: SFK. (2013)

160
ANEXO 6
Figura 104. Características de los carros LLTHC
Fuente: SFK. (2014)

161
ANEXO 7
Figura 105. Características de los raíles LLTHR
Fuente: SFK. (2014)

162
ANEXO 8
Figura 106. Cotización de fuente de poder switching
Fuente: Elaboración propia

163
ANEXO 9
Figura 107. Proforma de componentes electrónicos
Fuente: Elaboración propia

164

165