
DISEÑO DE UNA MÁQUINA TRITURADORA DE ENVASES DE...
200
DISEÑO DE UNA MÁQUINA TRITURADORA DE ENVASES DE VIDRIO MANUEL ESTEBAN DEVIA TÉLLEZ FUNDACIÓN UNIVERSIDAD DE AMÉRICA FACULTAD DE INGENIERÍAS PROGRAMA DE INGENIERÍA MECÁNICA BOGOTÁ D C 2.018
Transcript of DISEÑO DE UNA MÁQUINA TRITURADORA DE ENVASES DE...

DISEÑO DE UNA MÁQUINA TRITURADORA DE ENVASES DE VIDRIO
MANUEL ESTEBAN DEVIA TÉLLEZ
FUNDACIÓN UNIVERSIDAD DE AMÉRICA
FACULTAD DE INGENIERÍAS
PROGRAMA DE INGENIERÍA MECÁNICA
BOGOTÁ D C
2.018

DISEÑO DE UNA MÁQUINA TRITURADORA DE ENVASES DE VIDRIO
MANUEL ESTEBAN DEVIA TÉLLEZ
Proyecto integral de grado para optar el título de
INGENIERO MECÁNICO
FUNDACIÓN UNIVERSIDAD DE AMÉRICA
FACULTAD DE INGENIERÍAS
PROGRAMA DE INGENIERÍA MECÁNICA
BOGOTÁ D C
2.018

XIng. Oscar Ochoa AlvarezPresidente de jurado
XIng. Daniel VillalobosJurado 1
XIng. Scherazada CalderónJurado 2
Bogotá, D.C. 5 de febrero 2018
Nota de aceptación
_______________________________________
_______________________________________
_______________________________________
_______________________________________
_______________________________________
_______________________________________
Ing. Oscar Ochoa Álvarez
Presidente de jurado
Ing. Daniel Villalobos
Jurado 1
Ing. Scherazada Calderón
Jurado 2
3

DIRECTIVAS DE LA UNIVERSIDAD
Presidente de la Universidad y Rector del Claustro
Dr. Jaime Posada Díaz
Vicerrector de Desarrollo y Recursos Humanos
Dr. Luis Jaime Posada García-Peña
Vicerrectora Académica y de Posgrados
Dra. Ana Josefa Herrera Vargas
Secretario General
Dr. Juan Camilo Posada García-Peña
Decano Facultad de Ingenierías
Dr. Julio Cesar Fuentes Arismendi
Directo Departamento de Ingeniería Mecánica
Ing. Carlos Mauricio Veloza Villamil
4

Las directivas de la Universidad de América, los jurados calificadores y el cuerpo docente no son responsables por los criterios e ideas expuestas en el presente documento. Estos corresponden únicamente al autor.
5

Dedico el presente trabajo de grado, inicialmente a Dios quien ha permitido cada uno de los logros que conseguido hasta la fecha.
De igual manera, lo dedico a mis padres y hermano por su constante apoyo durante la carrera profesional, por ser la motivación para lograr muchas metas propuestas en mi vida y por aportar en mi crecimiento personal y profesional.
Lo dedico también mi novia, porque durante la carrera profesional no permitió que me rindiera ante las dificultades académicas que tuve que atravesar. Por ese incondicional apoyo, como también por su hermosa compañía y ayuda incesante durante el desarrollo de este trabajo.
6

Primero quiero agradecer a Dios por permitirme lograr finalizar este proyecto de grado, como también la carrera profesional de ingeniería mecánica.
Quiero agradecer a mi familia por el apoyo económico y su incesante preocupación por mi formación personal y profesional.
De igual manera, agradezco a cada uno de los maestros que intervinieron en algún segmento de este proyecto, ya que gracias a su conocimiento se pudo organizar y complementar las ideas expuestas en este; especialmente al ingeniero Oscar Ochoa quien dedico bastante tiempo para la supervisión del desarrollo de este trabajo de grado.
7
CONTENIDO
pág.
RESUMEN 16 INTRODUCCIÓN 17 1. ANTECEDENTES DE PROYECTO 19 1.1 CONTEXTO DEL RECICLAJE DE ENVASES DE VIDRIO 19 1.2 RECICLAJE DE ENVASES DE VIDRIO EN COLOMBIA 20 1.3 REUTILIZACIÓN INDEBIDA DE ENVASES DE VIDRIO DE BEBIDAS ALCOHÓLICAS
21
1.4 MÉTODOS DE TRITURACIÓN DE ENVASES DE VIDRIO 22 1.4.1 Trituradora de martillos 22 1.4.2 Trituradora de palas 23 1.4.3 Molino de bolas 24 1.4.4 Trituradora de mandíbulas 25 1.5 MÉTODOS DE SEPARACIÓN DE MATERIALES AJENOS AL VIDRIO 26 2. REQUERIMIENTOS Y PARÁMETROS DE LA MÁQUINA 33 2.1 DISEÑO CONCEPTUAL DE LA MÁQUINA 33 2.1.1 Solución preliminar 33 2.1.2 Diseño conceptual 33 2.2 REQUERIMIENTOS Y PARÁMETROS DE DISEÑO DE LA MÁQUINA 34 2.2.1 Capacidad de trabajo de la máquina 34 2.2.2 Calidad del producto triturado 36 2.2.3 Consumo energético de la máquina 37 2.2.4 Ruido emitido por el dispositivo de triturado 37 2.2.5 Potencia nominal requerida por la trituradora 37 2.2.6 Mantenibilidad y Disponibilidad de la máquina 38 2.2.7 Velocidad de giro promedio de los sistemas de la máquina 38 3. SELECCIÓN DE ALTERNATIVAS 39 3.1 EVALUACIÓN Y SELECCIÓN DE ALTERNATIVAS PARA EL TRITURADOR
39
3.1.1 Características de cada uno de los sistemas de triturado. 39 3.1.1.1 Triturador de martillos 41 3.1.1.2 Triturador de bolas 42 3.1.1.3 Triturador de palas 44 3.1.1.4 Triturador de mandíbulas 45 3.1.2. Selección de triturador por medio de Ponderación lineal (Scoring) 45 3.1.3.1 Trituradora de mandíbulas de simple efecto o tipo Blake 49
8

3.1.3.2 Trituradora de excéntrica y leva o tipo Lyon 49 3.1.3.3 Trituradora de abertura constante o tipo Dodge 50 3.1.3.4 Trituradora de simple efecto o tipo Dalton 51 3.2 EVALUACIÓN Y SELECCIÓN DE ALTERNATIVAS PARA EL SISTEMA DE SEPARACIÓN DE MATERIALES DISTINTOS AL VIDRIO
52
3.2.1 Tanque de inmersión del material triturado, agitador y banda transportadora
53
3.2.2 Separador magnético de metales ferrosos y no ferrosos 55 3.2.3 Tanque de inmersión con tornillos de Arquímedes 56 3.2.3 Cribas vibratorias 57 3.2.4 Selección de la mejor alternativa de separación por medio de ponderación lineal (Scoring)
58
3.3 DISEÑO FUNCIONAL DE LA MÁQUINA 61 4. DISEÑO DETALLADO DE LA MÁQUINA 63 4.1 OBTENCIÓN DE LAS FUERZAS ACTUANTES SOBRE LA PLACA MÓVIL QUE SE TRANSMITEN AL EJE EXCÉNTRICO DE LA MORDAZA
63
4.2 DISEÑO DEL EJE EXCÉNTRICO 70 4.3 CÁLCULO DE BIELA DE LA MANDÍBULA MÓVIL 78 4.4 DIMENSIONAMIENTO DE LA MUELA FIJA 81 4.5 DISEÑO DE LA BASE DE LA MUELA FIJA 82 4.6 DISEÑO DE PLACAS LATERALES 83 4.7 DISEÑO DE VOLANTE DE INERCIA 84 4.8 CÁLCULO DE PERNOS DE FIJACIÓN MUELA Y MANDÍBULA 87 4.9 DISEÑO SOPORTE DE LA BIELA 92 4.10 DISEÑO DE LA PLACA UNIDA AL SOPORTE DE LA BIELA 97 4.11 DISEÑO DE TORNILLOS DE POTENCIA 98 4.12 DISEÑO DE SISTEMA DE MOVIMIENTO SOLIDARIO PARA PERNOS LOS DE POTENCIA
102
4.13 SELECCIÓN DE CORREAS DE TRANSMISIÓN 104 4.14 DISEÑO DEL TENSOR DE LA CORREA 109 4.15 ÁNGULO DE DESLIZAMIENTO DEL VIDRIO 110 4.16 SELECCIÓN DE RODAMIENTOS PARA EL EJE EXCÉNTRICO 111 4.17 SELECCIÓN DEL RESORTE DEL VÁSTAGO DE POSICIONAMIENTO
113
4.18 DISEÑO DE AGITADOR DE MATERIAL TRITURADO EN LA ENTRADA DEL TANQUE DE INMERSIÓN
116
4.19 DISEÑO DEL SISTEMA DE TRANSMISIÓN PARA EL AGITADOR DE MATERIAL TRITURADO
120
4.20 DISEÑO DE BANDA TRANSPORTADORA 124 4.21 SELECCIÓN DE MOTOREDUCTOR SINFÍN CORONA PARA EL MOVIMIENTO DE LA BANDA TRANSPORTADORA
135
4.22 DISEÑO DE TANQUE DE INMERSIÓN 136 4.23 CARACTERIZACIÓN DE PESOS DE LOS MATERIALES PRESENTES EN LAS BOTELLAS
137
9

4.24 DISEÑO DEL DEPÓSITO DE MATERIAL PROCESADO 139 4.25 DISEÑO DE LA ESTRUCTURA 141 4.25.1 Cuantificación de los pesos 142 4.25.2 Cálculo de la unión soldada 152 4.26 MANDOS ELÉCTRICOS DE LA MÁQUINA 154 5. SIMULACIÓN POR ELEMENTOS FINITOS DE COMPONENTES CRÍTICOS DE LA MÁQUINA
157
5.1 SIMULACIÓN DE LA MUELA DE LA MANDÍBULA FIJA 157 5.1.1 Estado de cargas 158 5.1.2 Desplazamiento del elemento 159 5.1.3 Esfuerzo elemental nodal (Von Mises) 160 5.2 SIMULACIÓN DE LA MUELA DE LA MANDÍBULA MÓVIL 161 5.2.1 Estado de cargas 162 5.2.2 Desplazamiento del elemento 163 5.2.3 Esfuerzo elemental nodal (Von Mises) 164 5.3 SIMULACIÓN DEL EJE EXCÉNTRICO DE LA TRITURADORA 165 5.3.1 Estado de cargas 165 5.3.2 Desplazamiento del elemento 166 5.3.3 Esfuerzo elemental nodal (Von Mises) 167 6. MANUALES DE LA MÁQUINA 169 6.1 MANUAL DE OPERACIÓN 169 6.2 MANUAL DE MANTENIMIENTO 176 7. EVALUACIÓN FINANCIERA DEL PROYECTO 179 7.1 EGRESOS DE INGENIERÍA DEL PROYECTO 179 7.1.1 Egresos por talento humano 179 7.1.2 Egresos por equipos y software utilizados en el proyecto 179 7.1.3 Egresos fungibles 180 7.1.4 Otros egresos 180 7.1.5 Total egresos ingeniería 180 7.2 EGRESOS POR FABRICACIÓN Y ENSAMBLE DE LA MÁQUINA 181 7.2.1 Costo total de la máquina 181 7.3 EVALUACIÓN FINANCIERA 182 7.3.1 CÁLCULO DEL VALOR PRESENTE NETO DEL PROYECTO (VPN) 185 7.3.2 TASA INTERNA DE RETORNO (TIR) 186 8. CONCLUSIONES 187 9. RECOMENDACIONES 189 BIBLIOGRAFÍA
190
ANEXOS 193
10

LISTA DE TABLAS
pág.
Tabla 1. Medidas y masa de cada una de las botellas de capacidades comunes
34
Tabla 2. Requerimientos de diseño para la máquina 37 Tabla 3. Ventajas y desventajas de las alternativas para el sistema de trituración
40
Tabla 4. Selección por ponderación lineal (scoring) de las alternativas para el sistema de triturado
48
Tabla 5. Selección de alternativas del sistema de separación por medio del método ponderación lineal (scoring)
59
Tabla 6. Fuerza de falla y espesor efectivo para muestras de vidrio recocido de 5mm
66
Tabla 7. Tabla de tamaños de tornillos 88 Tabla 8. Tabla de diámetros mínimos de polea según potencia de motor 104 Tabla 9. Tabla de factores de servicio para máquinas 105 Tabla 10. Tabla de selección de potencia de polea 107 Tabla 11. Tabla de coeficientes y exponentes útiles en la resistencia ultima 114 Tabla 12. Plantilla de selección resorte a compresión 115 Tabla 13. Selección de ancho de banda según el tamaño del material a transportar
127
Tabla 14. Selección de espesor de recubrimiento de banda de acuerdo con el tiempo de permanencia y abrasividad del material
132
Tabla 15. Peso de rodillos según ancho de banda y diámetro de rodillo 133 Tabla 16. Tabla de verificación por esbeltez de los elementos del perfil 146 Tabla 17. Recomendaciones de inspección y mantenimiento 177 Tabla 18. Egresos por talento humano 179 Tabla 19. Egresos por equipos y software 179 Tabla 20. Egresos fungibles 180 Tabla 21. Otros egresos 180 Tabla 22. Total egresos de ingeniería 180 Tabla 23. Costo total de la máquina 181 Tabla 24. Costo total para producir la máquina 182 Tabla 25. Costo mínimo de operación 183 Tabla 26. Balance de producción, ingreso y costos 184 Tabla 27. Amortización del crédito 184 Tabla 28. Flujo de caja neto 184
11
LISTA DE FIGURAS
pág.
Figura 1. Diagrama actual de reciclaje planta mencionada por Mata & Gálvez en Guadalajara
20
Figura 2. Funcionamiento de un separador por ciclón 27 Figura 3. Diseño conceptual para una máquina trituradora de botellas de vidrio 34 Figura 4. Representación del movimiento del material de molienda y las bolas, dentro del cilindro
43
Figura 5. Esquema de un triturador de mandíbulas tipo Blake 49 Figura 6. Esquema de una trituradora tipo Lyon 50 Figura 7. Esquema de trituradora tipo Dodge 51 Figura 8. Esquema de trituradora tipo Dalton 52 Figura 9. Simulación de agitación proporcionada por un agitador de paletas en un medio líquido
54
Figura 10. Diseño funcional de la máquina trituradora de envases de vidrio 62 Figura 11. Línea de tendencia espesor de muestra vs. Esfuerzo de falla 67 Figura 12. Línea de tendencia espesor de muestra vs. Fuerza de falla 68 Figura 13. Fuerzas actuantes en mandíbula móvil (elemento 6) 70 Figura 14. Diagrama de cuerpo libre del eje. Dimensiones en mm 71 Figura 15. Gráfica de fuerza cortante sobre el eje excéntrico, obtenida por medio de aplicación virtual
74
Figura 16. Gráfica de momento flector presente en el eje, obtenido mediante aplicación virtual
75
Figura 17. Diagrama de fuerza cortante actuante en el soporte de la biela 95 Figura 18. Diagrama de momento actuante en el soporte de la biela 95 Figura 19. Distancia entre centros hallada por medio de los diámetros de las poleas
108
Figura 20. Deflexión presente en una transmisión por correas en V 109 Figura 21. Diagrama de momento flector presente en el eje 119 Figura 22. Geometría lateral del tanque de inmersión 126 Figura 23. Configuración básica de banda transportadora, medidas esquemáticas
126
Figura 24. Representación del ángulo de sobrecarga en un rodillo plano 128 Figura 25. Dimensiones motoreductor de banda transportadora 135 Figura 26. Vista lateral del tanque de inmersión 136 Figura 27. Perfil ángulo milimétrico dividido para el análisis de verificación por esbeltez
146
12

LISTA DE IMÁGENES
pág.
Imagen 1. Trituradora de martillos y sus componentes 23 Imagen 2. Triturador de palas y sus partes principales 24 Imagen 3. Molino de bolas y sus partes 25 Imagen 4. Trituradora de mandíbulas y sus partes principales 26 Imagen 5. Separador magnético utilizado en planta de reciclaje 28 Imagen 6. Criba vibratoria de planta de reciclaje 29 Imagen 7. Lavadora de cono de una planta de reciclaje 30 Imagen 8. Principio de lavado y separación por inmersión 31 Imagen 9. Funcionamiento de separación por corrientes de Foucault 32 Imagen 10. Triturador de martillos real / modelo de triturador de martillos 42 Imagen 11. Modelo CAD de molino de bola con corte 43 Imagen 12. Funcionamiento del triturador de paletas 44 Imagen 13. Triturador de mandíbulas y sus partes / reducción de geometría en triturador de mandíbulas
44
Imagen 14. Tanque de inmersión para limpieza de materiales 53 Imagen 15. Banda transportadora en un tanque de lavado con agua 55 Imagen 16. Tambor separador de metales ferrosos y no ferrosos 56 Imagen 17. Tornillo de Arquímedes utilizado en transporte de materia 57 Imagen 18. Separación de materiales mediante el uso de cribas vibratorias 58 Imagen 19. Máquina universal Instron – 5500R con configuración de prueba coaxial de doble anillo
65
Imagen 20. Muestra conducida a la falla mediante prueba CDA 65 Imagen 21. Partes y elementos de una máquina trituradora de mandíbulas 69 Imagen 22. Diagrama de cuerpo libre simulado en aplicación 74 Imagen 23. Mención de diámetros en el eje 76 Imagen 24. Trituradora de mandíbulas 78 Imagen 25. Diagrama de cuerpo libre de la biela 79 Imagen 26. Diagrama de cuerpo libre de la muela fija 81 Imagen 27. Volante de inercia de la trituradora 85 Imagen 28. Cargas actuantes en un perno 87 Imagen 29. Cargas y reacciones en el soporte de biela 92 Imagen 30. Estado de cargas en el soporte de la biela 93 Imagen 31. Diagrama de cuerpo libre del soporte de la biela 94 Imagen 32. Placa de unión al soporte de biela 97 Imagen 33. Aplicación de perno de potencia en prensa mecánica 99 Imagen 34. Sistema de regulación solidario por pernos de potencia 102 Imagen 35. Gráfica de selección para correas en V 106 Imagen 36. Representación de deslizamiento superficial 111
13
Imagen 37. Detalle geométrico del resorte de posicionamiento 113 Imagen 38. Eje agitador de paletas para líquidos 117 Imagen 39. Diagrama de cuerpo libre del eje agitador 119 Imagen 40. Transmisión por correas en V 120 Imagen 41. Geometría de una correa estriada o tipo X 121 Imagen 42. Composición estructural de una banda de tejido sólido 125 Imagen 43. Perfil de banda adecuado para tanque de inmersión 125 Imagen 44. Rodillos de polietileno de alta densidad 134 Imagen 45. Rodillo metálico con sujeción al eje motriz por medio de chaveta 134 Imagen 46. Contendor móvil de producto industrial 139 Imagen 47. Estructura de la máquina modelada en software CAD 141 Imagen 48. Elementos críticos en la estructura 149 Imagen 49. Interruptores eléctricos de la máquina 155 Imagen 50. Estado de cargas para la muela fija 158 Imagen 51. Desplazamiento en la muela fija 159 Imagen 52. Esfuerzo Von Mises en la muela fija 160 Imagen 53. Estado de cargas para la muela móvil 162 Imagen 54. Desplazamiento en la muela móvil 163 Imagen 55. Esfuerzo Von Mises en la muela móvil 164 Imagen 56. Estado de cargas y restricciones en el eje excéntrico 165 Imagen 57. Desplazamiento presente en el eje excéntrico 166 Imagen 58. Esfuerzo Von Mises en el eje excéntrico 167 Imagen 59. Envases de vidrio clasificados por color 169 Imagen 60. Recipiente de transporte de envases 170 Imagen 61. Base para posicionar recipiente con envases 171 Imagen 62. Tablero de mando eléctrico 171 Imagen 63. Detalle de cámara de triturado 172 Imagen 64. Detalle de conducto de admisión 172 Imagen 65. Vista del tanque de lavado 173 Imagen 66. Vista de bandeja recolectora 173 Imagen 67. Movimiento de la bandeja recolectora 174 Imagen 68. Vista del contenedor al final de la banda transportadora 174 Imagen 69. Detalle de interruptores en el tablero 175 Imagen 70. Botón de apagado de toda la máquina 176
14

LISTA DE ANEXOS
pág.
ANEXO A. Motor eléctrico 194 ANEXO B. Diametro de pernos de potencia 195 ANEXO C. Consideraciones de flexion en correas y poleas en V 196 ANEXO D. Selección rodamientos SKF RLS7 198 ANEXO E. Selección motoreductor sinfín corona 199 ANEXO F. Planos 200
15

RESUMEN
Inicialmente el proyecto de grado parte como una búsqueda de información y antecedentes, mediante la cual se pudo obtener un panorama acerca de las problemáticas vigentes que se originan en torno a las botellas de vidrio. Con lo anterior, se encontró que la mayoría de las problemáticas ocasionadas por estos elementos se pueden llegar a solucionar mediante el reciclado de las mismas.
Seguido de la búsqueda de información, surge el requerimiento de diseñar una máquina que beneficie de algún modo el proceso de reciclado de botellas de vidrio; de esta manera surge la idea de diseñar una máquina trituradora de botellas de vidrio que completa el ciclo de trituración, con un proceso de separación primaria de materiales ajenos al vidrio de las botellas.
Con claridad en el problema y la propuesta de solución, se ejecuta una búsqueda de información, mediante la cual se logran determinar algunas de las tecnologías actuales para el triturado de materiales frágiles. Conociendo lo anterior se ejecuta una selección de alternativas que permitan satisfacer las necesidades del diseño de la máquina y que a su vez cumplan estrictamente con los parámetros iniciales de diseño.
Una vez hecha la selección de la alternativa que más se acomoda a las necesidades de triturado y de separación de materiales, respectivamente, se procede a realizar el diseño detallado de cada uno de los componentes de la trituradora, así como para cada uno de los elementos del separador de materiales. Bajo los criterios y postulados de ingeniería se logra obtener la geometría de cada uno de los elementos que en conjunto cumplirán con el propósito de la máquina.
Luego de lograr el dimensionamiento, se realiza un análisis por elementos finitos de algunos de los componentes críticos de la máquina, para conocer de antemano las condiciones bajo las cuales trabajarán dichos elementos bajo una operación real. De igual manera con todos los elementos requeridos por la máquina se generan los planos de los elementos, como también el respectivo plano de ubicación y el plano eléctrico de la máquina.
Finalmente se redactan los manuales de operación y de mantenimiento de la máquina bajo los parámetros de diseño, seguido por el análisis financiero del proyecto llevado a cabo.
Palabras clave: triturado, potencia, reciclado, residuos, botella, vidrio.
16

INTRODUCCIÓN
El reciclaje de residuos sólidos urbanos es un tema que hoy en día es de incumbencia global y compete a todo ser humano y sus actividades. El consumo de la gran variedad de productos disponibles en el mercado hace que la vida útil de un empaque sea muy reducida, y por lo tanto pasa a considerarse como una situación problema; en el caso de las botellas de vidrio, las cuales son especialmente usadas para el almacenamiento de bebidas y productos químicos son un residuo sólido que es 100% reciclable y a pesar de que sea reciclado varias veces, el material no pierde sus propiedades.
A pesar de que las botellas de vidrio presentan tal beneficio al ser recicladas, hoy en día es un elemento de baja importancia para el sector de reciclado; lo cual ocasiona perjuicios sociales y especialmente ambientales. Es por esto que surge la necesidad de crear una máquina que ejecute un proceso primario en el reciclaje de los envases de vidrio, mediante la cual se puede reducir progresivamente la presencia de botellas de vidrio en rellenos sanitarios, explotación de recursos naturales y otras implicaciones sociales.
Entonces el objetivo principal del proyecto es “Diseñar una máquina trituradora de envases de vidrio” que será encargada, inicialmente de transformar el material entrante, en fragmentos que posteriormente son utilizados como materia prima en la producción de nuevas botellas de vidrio. Además de la fragmentación, la máquina también es diseñada para que por medio de una operación similar a lavado algunos de los materiales que van adheridos al vidrio puedan ser separados efectivamente, con el fin de dejar el vidrio fragmentado en condiciones cercanas a las que se requieren para que este pueda ser reciclado.
Para lograr el objetivo principal del proyecto, es necesario también ejecutar una serie de objetivos específicos, los cuales servirán como guía y apoyo para obtener el producto final que se desea por medio de este proyecto de grado. Así, los objetivos específicos que deben llevarse a cabo para la debida realización del proyecto son.
• Evaluar los procesos de triturado de vidrio y el reciclaje de este material • Establecer los requerimientos y parámetros de diseño de la máquina trituradora • Evaluar las posibles alternativas del sistema de triturado • Identificar el método adecuado para ejecutar la separación de materiales
distintos al vidrio que acompañan el envase • Realizar el diseño detallado de los sistemas de la máquina • Ejecutar una simulación mediante elementos finitos de los componentes críticos
de la máquina
17

• Desarrollar planos de ubicación, componentes, ensamble y eléctricos • Elaborar los manuales de operación y de mantenimiento de la máquina • Realizar la evaluación financiera de la máquina
Además del objetivo principal y los objetivos específicos, existe otra razón de peso que lleva a ejecutar el diseño de una máquina de este tipo, es promover el desarrollo de pequeña y mediana empresa dedicada a la compra y distribución de material reciclable; sector que se vería beneficiado con esta máquina ya que serían más competitivos frente a otras empresas y además de ello aportarían un valor agregado al vidrio de venta que cuenta con un proceso primario de transformación previa al reciclado.
De esa manera y de acuerdo con las labores propias del diseño de máquinas, en el presente documento se muestran los procedimientos y cálculos necesarios que permiten conseguir el diseño de la máquina que servirá como un dispositivo que trabajará en beneficio de la sociedad y el medio ambiente.
Se contempla como una de las limitaciones del proyecto el hecho de que se debe diseñar una máquina de bajo costo, con el fin de propiciar la posibilidad de venta a pequeños y medianos centros de acopio de materiales reciclables que se encuentren interesados en obtener utilidades a partir de la transformación de envases de vidrio.
El alcance del presente proyecto de grado es realizar el diseño de los elementos mecánicos requeridos por la máquina trituradora de envases de vidrio, como también se incurre en la selección de productos y elementos fabricados que resulten apropiados para el funcionamiento integral de la máquina.
La metodología desarrollada se basa en la situación actual de las problemáticas alrededor de las botellas de vidrio se debe generar un diseño conceptual que cumpla con las necesidades de los parámetros del reciclado; así, entonces se diseña al detalle los componentes de la máquina, su dimensionamiento como un conjunto de subsistemas para finalmente obtener algunos análisis alrededor de la máquina y su funcionamiento.
18

1. ANTECEDENTES DE PROYECTO
En este capítulo se encuentran resumidos los parámetros que presentan mayor relevancia e importancia para el desarrollo del documento, ya que esta información expresa la base de la problemática por la cual se realiza el presente proyecto, permitiendo la generación de posibles opciones de solución a la problemática desarrollada.
1.1 CONTEXTO DEL RECICLAJE DE ENVASES DE VIDRIO
Para el desarrollo de este proyecto resulta necesario realizar una adecuada búsqueda de información que esté relacionada directamente con el campo de interés en el que se pretende introducir el diseño, así, se considera que es prudente conocer la manera en que los envases de vidrio son reciclados alrededor del mundo.
Para el diseño de esta máquina, por medio del estudio de los requerimientos del proceso final de reciclaje, se considera que se debe realizar una selección manual de los envases, clasificándolos por colores; esto con el fin de facilitar el proceso de reciclado y a su vez evitar el uso de sustancias que son empleadas para decolorar los envases. Luego de esta consideración, según Mata & Gálvez1, el reciclado del vidrio empieza con una limpieza y un retirado de materiales plásticos del envase, luego, los envases pasan por un recinto de lavado, de donde son transportados hacia el dispositivo de triturado dispuesto en la máquina, allí, según la granulometría producida por el impacto, es tamizado el material triturado. El material triturado pasa por un sector especial en donde se separan todo tipo de elementos metálicos; considerando que este es el último paso de reciclado según los autores citados. Luego de esto el material granulado ya está dispuesto para ser fundido junto con materia prima virgen.
La figura 1 muestra el proceso que se debe llevar a cabo para realizar un reciclado adecuado de botellas de vidrio.
1 MATA, Alejandro y GÁLVEZ, Carlos. Reciclaje de vidrio (en línea). http://genesis.uag.mx/posgrado/revistaelect/calidad/cal010.pdf . Citado en 4 de mayo de 2017.
19

Figura 1. Diagrama actual de reciclaje planta mencionada por Mata & Gálvez en Guadalajara.
Fuente. MATA, Alejandro y GÁLVEZ, Carlos. Reciclaje de vidrio (en línea). http://genesis.uag.mx/posgrado/revistaelect/calidad/cal010.pdf Consultado 4 de mayo de 2017
1.2 RECICLAJE DE ENVASES DE VIDRIO EN COLOMBIA
El vidrio usado es un material que resulta difícil de reintegrar a la naturaleza debido a que sus propiedades no permiten que agentes del medio degraden fácilmente su estructura, como si sucede con un material biodegradable. Por la razón expuesta anteriormente, este material no libera gases tóxicos ni sustancias que puedan afectar en gran manera al medio ambiente, por el contrario, la preocupación a nivel mundial referente a este material, es que debido a que es un material que no se puede degradar por medios naturales, al llegar a los rellenos sanitarios ocupa un volumen considerable, el cual, por el contrario puede aprovecharse para depositar productos no reciclables y más biodegradables.
De igual manera, la preocupación frente a la cantidad de envases de vidrio desechados y depositados en los rellenos sanitarios radica en que este tipo de producto se caracteriza por ser 100% reciclable. Su reciclaje se da sin que su estructura y sus propiedades químicas se modifiquen, y puede ser reciclado cuantas veces se desee para cualquier aplicación en envases de vidrio.
20

Según datos recolectados de un proyecto de grado2 ejecutado en el año 2010 para el proceso de producción de envases de vidrio con materia prima 100% virgen el proceso de fundición se realiza a 1450°C, mientras que con la inclusión de casco de vidrio reciclado se puede lograr una reducción de hasta el 40% en el total de energía empleada en un proceso mencionado, pues al fundir este casco, la temperatura de fusión solo debe ser de 760°C. Además del ahorro en energía, reciclar casco de vidrio permite ahorrar 1.2 toneladas de materia prima virgen por cada tonelada de vidrio reciclado.
1.3 REUTILIZACIÓN INDEBIDA DE ENVASES DE VIDRIO DE BEBIDAS ALCOHÓLICAS
En Colombia, la presencia de la producción de bebidas alcohólicas que no cumplen con los requerimientos de ley para la producción y comercialización de este tipo de productos es una realidad que atañe a todos los sectores de la sociedad del país. La inclusión de este tema de bebidas alcohólicas ilegales, tiene relación directa con el reciclado de botellas de vidrio, dado que luego de la adquisición del alcohol etílico, las botellas de vidrio son uno de los principales insumos para la producción de licor adulterado3.
Peldar S.A. es el mayor productor de botellas de vidrio que dentro sus sectores de producción se incluye la producción de envases de vidrio que contengan bebidas alcohólicas. Debido a la complejidad en el proceso que se lleva a cabo en la producción de envases, resulta muy complicado que un falsificador logre replicar a la perfección algunas de las botellas de los licores más reconocidos en el país; por lo tanto, los productores ilegales encuentran maneras de adquirir las botellas desechadas en buen estado, con el fin de obtener un insumo importante para su cadena de producción. La manera de ejecutar dicha adquisición puede ser desde un centro de acopio de materiales para reciclaje, hasta los mismo comercializadores de bebidas alcohólicas.
Esta reutilización indebida de los envases de vidrio usados termina por convertirse en un riesgo elevado para la salud de los consumidores, ya que es complicado
2 ALFONSO Sandra, FACIO M., LUIS Ingrid. Diseño del sistema logístico de la cadena de abastecimiento del desperdicio y desecho del vidrio en Colombia para exportar a Chile. (En Línea) http://repository.urosario.edu.co/bitstream/handle/10336/2014/1032409237-2010.pdf?sequence=1&isAllowed=y Citado en 12 de mayo de 2017. 3 ZAPATA Juan, SABOGAL Adriana, MONTES Ana, RODRÍGUEZ German y CASTILLO Jairo. Una estimación de la adulteración y la falsificación de bebidas alcohólicas en Colombia. (En Línea) http://www.andi.com.co/Documents/PCFPUM/FEDES-Informe-Final-Adulteraci%C3%B3n-agos-12.pdf Citado en 13 de mayo de 2017.
21

determinar la calidad del almacenamiento de contenido de la botella, la calidad del producto allí contenido y la cantidad de subproductos tóxicos contenidos en la botella. Además de ello, también representa pérdidas económicas para los productores y comercializadores legales de bebidas alcohólicas dentro y fuera del país.
Es por estas razones que nace la necesidad de diseñar una máquina que por medio de tareas de trituración permita mitigar los perjuicios medioambientales que se ocasionan en los rellenos sanitarios, y el peligro latente para la salud de los consumidores de bebidas alcohólicas dentro y fuera del país; y por el contrario asigne beneficios a los sectores de acopio y producción de nuevos productos hechos con base en casco de vidrio.
1.4 MÉTODOS DE TRITURACIÓN DE ENVASES DE VIDRIO
Antes de entrar en el detalle del estudio de cada una de las posibles máquinas trituradoras que posteriormente serán evaluadas para seleccionar aquella que más se acomode a las necesidades del proyecto; cabe aclarar que existe diferencia entre los procesos de triturar y moler.
Se habla de triturar cuando el tamaño de partícula resultante del proceso es superior a 1 pulgada4, mientras que moler es cuando el tamaño de las partículas producto del proceso es menor a 1 pulgada. Es por esta razón que el término apropiado para referirse al proceso que ejecutará la máquina es “triturado”, esto a razón de los requerimientos del posible comprador del material procesado.
Así, resultan apropiados variados diseños de máquinas que son destinadas a la destrucción y disminución en tamaño de elementos de la vida cotidiana en el ser humano, para este caso especial de la disminución de volumen y reducción de geometría de envases de vidrio se contemplan cuatro posibles métodos por medio de los cuales se busca triturar botellas de vidrio usadas.
1.4.1 Trituradora de martillos. Como primera opción se encuentra el triturador de martillos (imagen 1), la cual es una máquina trituradora que actúa por medio de impacto sobre el material que se va a desintegrar, esta se caracteriza por tener una
4 Industrias I, trituración. (en línea). http://materias.fi.uba.ar/7202/MaterialAlumnos/05_Apunte%20Trituracion.pdf (2015). Citado en 20 de agosto de 2017.
22

elevada tasa de reducción y asignar geometría cúbica al material triturado, por lo cual se suele utilizar en trituración secundaria.
Este tipo de trituradora está compuesta por una carcasa, en la cual van sujetas placas de degaste sobre la cuales impactarán fragmentos del material a triturar, por lo cual ocurrirá una fragmentación posterior. La fragmentación inicial en el proceso está dada por un eje horizontal contenido entre la carcasa que perpendicularmente cuenta con una serie de martillos ubicados sobre el eje, los cuales serán los encargados de impactar el material tan pronto este entre en la carcasa5.
Imagen 1. Trituradora de martillos y sus componentes.
Fuente. Alibaba.com. Piedra portátil mini minera trituradora precio de la máquina pequeño molino de martillos (en línea) https://spanish.alibaba.com/product-detail/portable-stone-mini-mining-rock-crusher-machine-price-small-hammer-mill-60408258292.html consultado 8 de mayo de 2017.
1.4.2 Trituradora de palas. El principio de funcionamiento de este tipo de trituradora se basa en la fragmentación por medio de impacto y cizalla. Luego de que el material a triturar entra por una tolva de admisión, este cae a la cámara de molienda que se
5 Industrias I, trituración. (en línea). http://materias.fi.uba.ar/7202/MaterialAlumnos/05_Apunte%20Trituracion.pdf citado en 20 de agosto de 2017.
23

aprecia en la imagen 2, en donde se encuentra un rodete de palas dispuesto concéntricamente en dicha cámara, el cual inicialmente impacta el material y provoca su fragmentación. En el perímetro interno se encuentra una superficie molturadora o dentada que sirve para continuar con el proceso de trituración cuando los fragmentos, debido a la aceleración brindada por el impacto, se depositan sobre la superficie molturadora y por el movimiento giratorio de las paletas se da la fragmentación por cizalla en el material.
Luego de que el material alcanza el tamaño requerido, este pasa por un tamiz ubicado en la parte inferior de la cámara de molienda y pasa a ser depositado en un contenedor6.
Imagen 2. Triturador de palas y sus partes principales.
Fuente. RetschHQ. Retsch cross beatermill SK100 (en línea) https://www.youtube.com/watch?v=1HX0d5c1ufk consultado 13 de mayo de 2017.
1.4.3 Molino de bolas. El funcionamiento del triturador de bolas consiste en que se deposita el material en el interior de un cilindro que además del material, cuenta con
6 RETSCH, Molino de impacto de palas SK300. (En Línea). http://www.retsch.es/es/productos/molienda/molinos-de-rotor/sk-300/funcionamiento-caracteristicas/ citado en 21 de agosto de 2017.
Palas
Tamiz
Superficie molturadora
Rodet
24

superficies dentadas o de cizalla distribuidas en la pared del cilindro, este también contiene una determinada cantidad de bolas de metal de alta resistencia, las cuales impactarán el material que se desea triturar contra las paredes del cilindro (imagen 3). La rotación de este tipo de trituradores se encuentra entre 4 y 20 revoluciones por minuto7 dependiendo de los requerimientos del proceso.
Este tipo de triturador se caracteriza porque en principio es utilizado para conseguir tamaños de partícula muy finos, que van desde el ¼ de pulgada hasta 75 micrómetros, por lo cual debe ser una máquina hermética en su operación8.
Imagen 3. Molino de bolas y sus partes.
Fuente. ARRIAGADA, Miguel. Curso de molienda primera parte (en línea) https://es.slideshare.net/miguelangelarriagada/molienda-24994633 consultado 9 de enero de 2018.
1.4.4 Trituradora de mandíbulas. El principio de trituración de estas máquinas se fundamenta en la compresión o aplastamiento del material. Este tipo de trituradoras reciben este nombre porque simulan la acción de masticar. El funcionamiento de esta máquina consiste en que por una cavidad superior de admisión se suministra el material, seguido de esto el material a triturar queda ubicado entre una mandíbula fija y una móvil, la cual es la que transfiere la compresión al elemento. Por medio de la compresión del elemento se logra que este se fragmente y conforme se reduzca
7 ZENITH y EQUITEC. Molino de bolas. (en línea). http://equitec.com.co/files/maquinaria/molinos_de_bolas.pdf. Citado en 21 de agosto de 2017. 8 ZENITH y EQUITEC. Molino de bolas. (en línea). http://equitec.com.co/files/maquinaria/molinos_de_bolas.pdf. Citado en 21 de agosto de 2017.
25

en tamaño puede avanzar verticalmente entre las mandíbulas hasta que pueda salir por el campo entre mandíbulas en la parte inferior de la trituradora, como se aprecia en la imagen 4.
Este tipo de trituradora se utiliza generalmente para una trituración primaria de material grueso, mediante la cual se generan partículas de tamaño irregular y de aristas vivas. Algunas veces también es utilizado para ejecutar trituraciones secundarias9.
Imagen 4. Trituradora de mandíbulas y sus partes principales.
Fuente. CACUANGO, Xavier. Tipos de mecanismos (en línea) https://www.emaze.com/@AQFRTTOI/tipos-de-mecanismos consultado 1 de junio de 2017.
1.5 MÉTODOS DE SEPARACIÓN DE MATERIALES AJENOS AL VIDRIO
Tomando también algunos procesos de separación que estos autores1, exponen y resultan de interés para este proyecto, para la separación de papel y plástico se emplea un método de separación por ciclones. Estos dispositivos son capaces de detectar y diferenciar la presencia de metales no férricos, plásticos y papel, dando
9 Industrias I, trituración. (en línea). http://materias.fi.uba.ar/7202/MaterialAlumnos/05_Apunte%20Trituracion.pdf citado en 20 de agosto de 2017. 1 MATA, Alejandro y GÁLVEZ, Carlos. Reciclaje de vidrio (en línea). http://genesis.uag.mx/posgrado/revistaelect/calidad/cal010.pdf . Citado en 4 de mayo de 2017.
26

lugar a la separación de estos materiales del vidrio mediante impulsos mecánicos y corrientes de aire.
En principio el ciclón, es un dispositivo que se emplea para notar una separación de materiales sólidos de tamaños por el orden de micrómetros (µm) presentes en corrientes de aire, es decir, es un sistema que inicialmente recibe una corriente de aire que cuenta con la presencia de material contaminante sólido, que pasa hacia un recinto cilíndrico que mediante un flujo centrifugo de aire permite que el material sólido presente, se precipite hacia el fondo del recinto para que posteriormente salga de él, y el aire sin presencia de contaminantes sale por un orificio ubicado en la parte superior del cilindro, tal como se aprecia en la figura 2.
Figura 2. Funcionamiento de un separador por ciclón.
Fuente. BARRAZA, Sergio. Equipos de separación, ciclones (en línea) http://constructoraindustrialyminas.com/blog/equipos-de-separacion-ciclones/ citado en 6 de abril de 2017.
Esta breve explicación acerca del funcionamiento de este dispositivo de separación de materiales aire-sólido resulta útil para explicar la variación de los sistemas de tipo ciclón usados para la separación de materiales sólidos livianos que van mezclados con el producto triturado de envases de vidrio; entonces, esta variación consiste en inducir movimiento con trayectoria circular al material producto de los envases triturados dentro de un tambor, o recinto cilíndrico, que al girar realizará una separación parcial de sólidos livianos (papel, plásticos, metales no ferrosos, entre otros) y casco de vidrio. Luego de esta separación parcial, mediante la
27

influencia de aire dentro del tambor se desplaza el material liviano hacia afuera del recipiente, mientras que el casco de vidrio se precipita, hasta pasar a una tolva de almacenamiento.
Aunque el método explicado tiene campo de aplicación en el diseño de la máquina, este no es el único método de separación que se contempla para la separación física de elementos. En este caso, de acuerdo a la información brindada por Socya10, esta entidad describe como es el proceso de triturado y disposición de vidrio fragmentado y limpio para que este pase por el proceso de fundido y producción de nuevos envases. En este caso el video titulado “Te invitamos a conocer cómo funciona la Planta de Reciclaje de Vidrio”11 describe que luego que el material triturado y “sucio” es depositado en unas tolvas de almacenamiento, estas permiten una dosificación constante sobre una banda transportadora, en la cual, en primera instancia se tiene sobrepuesto a la banda un separador magnético, que se encarga de atraer mediante campo magnético metales ferrosos que vengan dentro de la mezcla, que luego serán depositados en una serie de canecas. El proceso de limpieza no termina allí, seguido al separador magnético viene un extractor de contaminantes, que, mediante succión de aire, atrae los materiales sólidos livianos que son transportados en la banda en compañía del casco, estos materiales livianos suelen ser etiquetas, polvillo de vidrio o partículas livianas de distintos materiales presentes en la mezcla.
Imagen 5. Separador magnético utilizado en planta de reciclaje.
Fuente. SocyaOficial. Te invitamos a conocer cómo funciona la Planta de Reciclaje de Vidrio (en línea) https://www.youtube.com/watch?v=QnvrGBHh2XE consultado 16 de marzo de 2017.
10 Socya. Social y ambiental. (en línea). http://socya.co/portal/quienes-somos/ . Citado en 10 de mayo de 2017 11 SocyaOficial. Te invitamos a conocer cómo funciona una planta de reciclaje de vidrio. (en línea). https://www.youtube.com/watch?v=QnvrGBHh2XE . Citado en 6 de mayo de 2017.
28

Aunque gracias a la información brindada por el video de Socya, se logran identificar dos métodos de separación de materiales ajenos a casco de vidrio, en la línea de producción expuesta, incluyen un par de cribas vibratorias, mediante las cuales se puede lograr otra fase de separación de materiales contaminantes de un volumen o geometría, tal que no puedan pasar por los agujeros de la criba, causando una separación que no fue lograda mediante los dos métodos anteriormente expuestos.
Imagen 6. Criba vibratoria de planta de reciclaje.
Fuente. SocyaOficial. Te invitamos a conocer cómo funciona la Planta de Reciclaje de Vidrio (en línea) https://www.youtube.com/watch?v=QnvrGBHh2XE consultado 16 de marzo de 2017.
Seguido a esta separación mediante cribas, se pasa a un mecanismo conocido como lavadora de cono, la cual, mediante agua y un constante movimiento de la mezcla de casco y otros elementos, ocasiona que los lodos se depositen en el fondo de la lavadora y pasen a un tanque de almacenamiento.
29

Imagen 7. Lavadora de cono de una planta de reciclaje.
Fuente. SocyaOficial. Te invitamos a conocer cómo funciona la Planta de Reciclaje de Vidrio (en línea) https://www.youtube.com/watch?v=QnvrGBHh2XE consultado 16 de marzo de 2017.
Luego de este lavado del casco, se pasa a un tambor de movimiento con trayectoria circular que en su superficie cuenta con agujeros de distintos tamaños que permitirán la expulsión de material sólido contaminante fuera del tambor en movimiento, en el cual al final se pretende tener casco de vidrio muy cercano a las condiciones adecuadas para la fundición; se dice que es muy cercano, ya que como último método de separación considerado en esta línea, sobre la banda transportadora se ubica un imán que finalmente retirará todo tipo de material ferroso que no haya sido extraído satisfactoriamente en cualquiera de los método anteriores de este proceso.
Como los métodos anteriormente expuestos, existen muchos otros diferentes que permiten realizar la separación de materiales contaminantes que van unidos de alguna manera con el casco de vidrio, por ejemplo, existe un método de separación manual de los materiales que van en el cuello de la botella, mediante el cual se retira la totalidad del cuello de la botella mediante una cizalla; este proceso no es efectivo, ya que al retirar el cuello de la botella, se debe adicionar un paso más en el proceso para poder recuperar el vidrio cortado del cuello, separándolo de los materiales que van en esta parte del envase.
Otro método existente para la separación y limpieza del vidrio triturado es la separación por flotación, mediante el cual se dispone el material mezclado (casco de vidrio y demás materiales usados en botellas) en un recipiente con agua que en
30
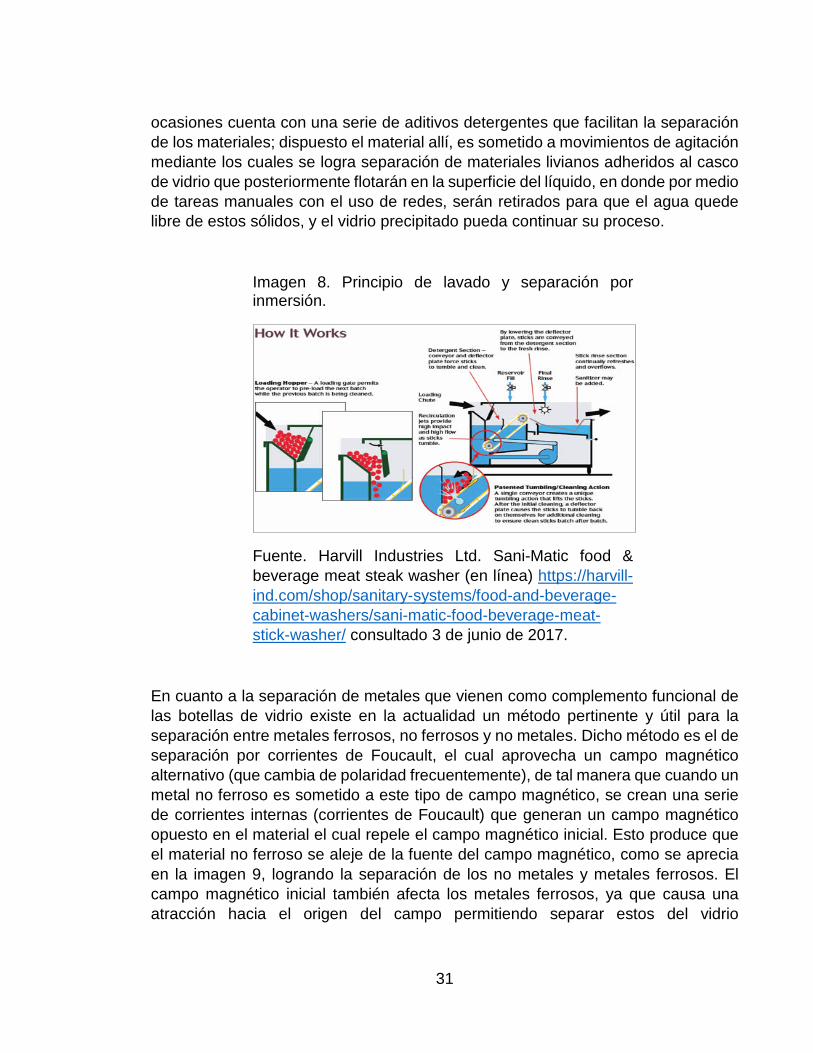
ocasiones cuenta con una serie de aditivos detergentes que facilitan la separación de los materiales; dispuesto el material allí, es sometido a movimientos de agitación mediante los cuales se logra separación de materiales livianos adheridos al casco de vidrio que posteriormente flotarán en la superficie del líquido, en donde por medio de tareas manuales con el uso de redes, serán retirados para que el agua quede libre de estos sólidos, y el vidrio precipitado pueda continuar su proceso.
Imagen 8. Principio de lavado y separación por inmersión.
Fuente. Harvill Industries Ltd. Sani-Matic food & beverage meat steak washer (en línea) https://harvill-ind.com/shop/sanitary-systems/food-and-beverage-cabinet-washers/sani-matic-food-beverage-meat-stick-washer/ consultado 3 de junio de 2017.
En cuanto a la separación de metales que vienen como complemento funcional de las botellas de vidrio existe en la actualidad un método pertinente y útil para la separación entre metales ferrosos, no ferrosos y no metales. Dicho método es el de separación por corrientes de Foucault, el cual aprovecha un campo magnético alternativo (que cambia de polaridad frecuentemente), de tal manera que cuando un metal no ferroso es sometido a este tipo de campo magnético, se crean una serie de corrientes internas (corrientes de Foucault) que generan un campo magnético opuesto en el material el cual repele el campo magnético inicial. Esto produce que el material no ferroso se aleje de la fuente del campo magnético, como se aprecia en la imagen 9, logrando la separación de los no metales y metales ferrosos. El campo magnético inicial también afecta los metales ferrosos, ya que causa una atracción hacia el origen del campo permitiendo separar estos del vidrio
31

fragmentado. Aunque no es muy efectivo en materiales ferrosos ya que puede mezclarse un poco con los no metales, es una buena alternativa para reducir los procesos de separación de metales.
Imagen 9. Funcionamiento de separación por corrientes de Foucault.
Fuente REGULATOR CETRISA. Separación de metales por corrientes de Foucault con tambor inductor excéntrico (en línea) https://www.interempresas.net/FeriaVirtual/Catalogos_y_documentos/2684/SEPARADOR-DE-INDUCCION-EXCENTRICO-v-04.pdf consultado 19 de julio de 2017.
32

2. REQUERIMIENTOS Y PARÁMETROS DE LA MÁQUINA
En este capítulo se desarrollan los requerimientos y parámetros de la máquina, los cuales deben cumplirse para ejecutar el trabajo que se espera que realice la máquina. A partir de estos parámetros es que se toma el punto de referencia para el diseño que terminará por dar una solución a la problemática de este proyecto.
2.1 DISEÑO CONCEPTUAL DE LA MÁQUINA
2.1.1 Solución preliminar. Diseño de una máquina trituradora de envases de vidrio encargada de entregar un material apropiado para que sea dispuesto como materia prima para el proceso de reciclado.
2.1.2 Diseño conceptual. Se requiere una máquina capaz de producir material fragmentado con un nivel de limpieza y homogeneidad de producto final aceptable, es decir, la máquina debe en su fase inicial admitir envases de vidrio únicamente, dichos envases deben ser separados previamente y de modo manual por quien opera la máquina, esta separación se realiza según el color del envase, bien sea transparente, verde o ámbar-café. Luego de ser clasificados y pasar por la admisión de la máquina, los envases pasan a ser triturados hasta que el producto de trituración llegue hasta el tamaño de grano deseado.
Luego de obtener el material triturado pasa a una sección posterior en la máquina en donde será limpiado o separado de materiales contaminantes que van acompañando la botella desde el proceso inicial, es decir, productos como etiquetas, estampillas, plásticos de recubrimiento, tapones, entre otros productos que puedan venir con el envase de vidrio. Luego de obtener un material que ha sufrido una fase de separación inicial, este se transportará hacia un contenedor en donde periódicamente será transportado hacia una zona de descargue manual y su posterior embalaje para que este sea remitido al cliente final.
33

2.2 REQUERIMIENTOS Y PARÁMETROS DE DISEÑO DE LA MÁQUINA
2.2.1 Capacidad de trabajo de la máquina. El diseño de la presente máquina trituradora de botellas de vidrio se plantea en un rango de capacidad de trabajo por día, refiriéndose a una jornada de trabajo legal de 8 horas. Dicho rango de capacidad se plantea entre 1 y 2 toneladas de vidrio fragmentado por jornada.
Para determinar la cantidad de masa que la máquina será capaz de procesar por jornada se cuantifica la masa por botella que será triturada. Para ello se consideran botellas desde 170 ml hasta botellas de ½ galón de capacidad volumétrica; dentro de este rango la masa por cada botella expresada en la tabla 1 es:
Tabla 1. Medidas y masa de cada una de las botellas de capacidades comunes.
MEDIDA MASA12 170 ml 175 g 500 ml 360 g 550 ml 373 g 750 ml 780 g
1 l 850 g ½ Gal 930 g
12 Frascos y botellas. Productos (En Línea) https://spanish.alibaba.com/trade/search?SearchText=Peso+de+la+botella+de+vidrio&selectedTab=products&viewType=GALLERY Citado en 1 de agosto de 2017
Botella, casco de vidrio.
ṁ= cantidad de masa por hora de
trabajo.
Tamaño máximo de admisión.
Clasificación previa
Lavado
Recursos
Agua
Desechos
Triturado
Energía Polvos
Desechos
Vidrio triturado
Tamaño de grano requerido por el
cliente
Depositado en cajas o bolsas
según el requerimiento
Figura 3. Diseño conceptual para una máquina trituradora de botellas de vidrio.
34

Mediante la tabla 1 se logra encontrar un promedio de masa por botella a procesar en la máquina; este promedio determinó que cada botella en promedio tiene alrededor de 578 g. Así, mediante cálculo matemático se logra cuantificar el número aproximado de botellas que se deben procesar al día para lograr conseguir llegar a la capacidad máxima de trabajo de la máquina.
Para el caso de la capacidad máxima de 2 toneladas al día, la cantidad de botellas será:
Mientras que, para la capacidad de 1 tonelada al día, la cantidad de botellas será:
díabotellasbotellas
botellag
díag
botellas
botellapromedioPesomáximaCapaciadadbotellas
1730#
578
000,0001́#
___#
=
=
=
De esta manera, se busca encontrar la cantidad de botellas por hora que deben suministrarse a la máquina, para que cumpla con la capacidad de 2 o 1 tonelada respectivamente.
• 2 toneladas por jornada
horabotellasbotellas
horasdía
díabotellasbotellas
hora
hora
5.432#8
13460#
=
∗=
• 1 tonelada por jornada
díabotellasbotellas
botellag
díag
botellas
botellapromedioPesomáximaCapaciadadbotellas
3460#
578
000,0002́#
___#
=
=
=
35

horabotellasbotellas
horasdía
díabotellasbotellas
hora
hora
3.216#811730#
=
∗=
Para determinar el flujo másico correspondiente a la máquina, tan solo es necesario hallar el producto entre la cantidad de botellas necesarias por hora y la masa promedio de cada botella.
• 2 toneladas por jornada
horakgm
botellakg
horabotellasm
250
1578.05.432
=
∗=
• 1 tonelada por jornada
horakgm
botellakg
horabotellasm
125
1578.03.216
=
∗=
2.2.2 Calidad del producto triturado. El hecho de hablar de la calidad del producto triturado se refiere al tamaño de grano adecuado que empresas como Peldar S.A. requieren para poder permitir el reproceso del casco de vidrio como materia prima para la producción de envases de vidrio nuevos. Para lograr procesos eficientes a la hora de depositar el material en el horno como materia prima, se recomienda que el tamaño del material fragmentado oscile entre ¾ de pulgada y 2 pulgadas13.
13 LÓPEZ, Luis. El reciclaje una forma de vivir en un mejor ambiente. Universidad de la salle. 2007. (En Línea) http://repository.lasalle.edu.co/bitstream/handle/10185/2415/94062206.pdf?sequence=1 citado en 1 de junio de 2017.
36
2.2.3 Consumo energético de la máquina. En cuanto al consumo energético de la máquina, se requiere garantizar que el consumo de energía eléctrica sea el mínimo, ya que el mercado objetivo de la máquina son los centros de acopio y tratamiento de residuos reciclables, en los cuales, los propietarios buscar disminuir costos para incrementar utilidades mediante la utilización de máquinas, como la máquina a diseñar.
Este consumo energético se centrará en el consumo que hay en el dispositivo triturador, ya que, por medio de revisión a las máquinas trituradoras existentes, estos son aquellos dispositivos que demandan mayor consumo energético debido a la potencia que necesitan para fragmentar el material que se ha de procesar.
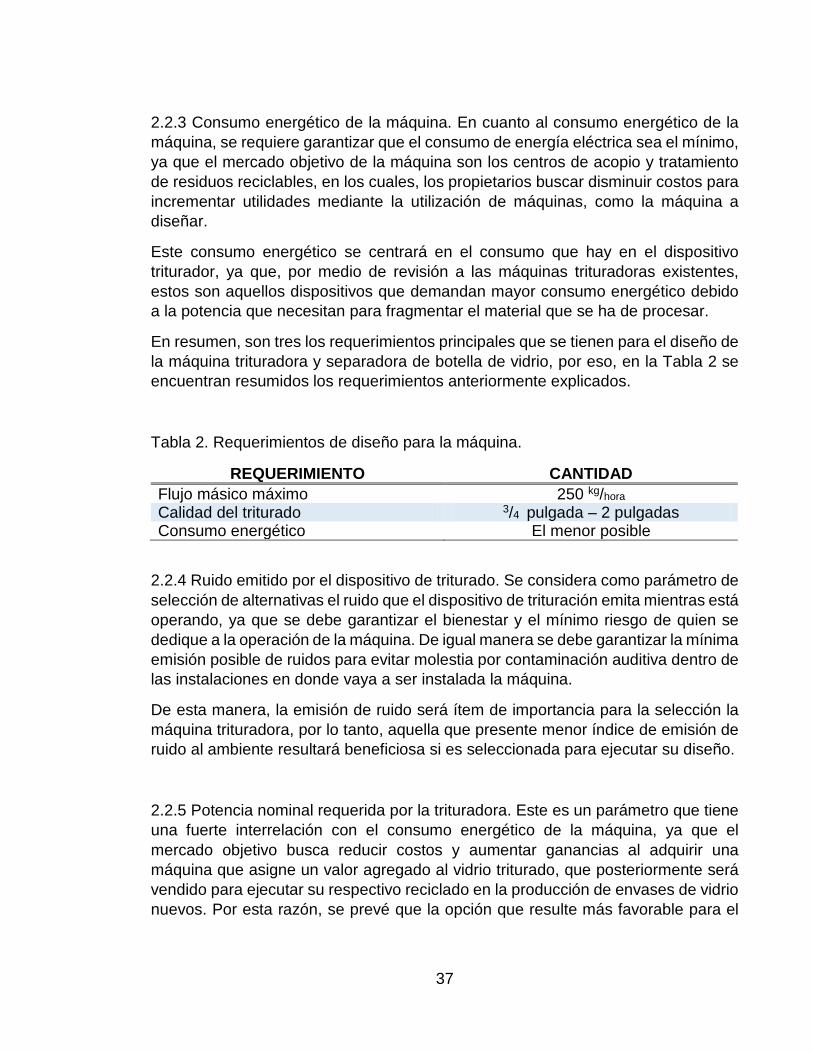
En resumen, son tres los requerimientos principales que se tienen para el diseño de la máquina trituradora y separadora de botella de vidrio, por eso, en la Tabla 2 se encuentran resumidos los requerimientos anteriormente explicados.
Tabla 2. Requerimientos de diseño para la máquina.
REQUERIMIENTO CANTIDAD Flujo másico máximo 250 kg/hora Calidad del triturado 3/4 pulgada – 2 pulgadas Consumo energético El menor posible
2.2.4 Ruido emitido por el dispositivo de triturado. Se considera como parámetro de selección de alternativas el ruido que el dispositivo de trituración emita mientras está operando, ya que se debe garantizar el bienestar y el mínimo riesgo de quien se dedique a la operación de la máquina. De igual manera se debe garantizar la mínima emisión posible de ruidos para evitar molestia por contaminación auditiva dentro de las instalaciones en donde vaya a ser instalada la máquina.
De esta manera, la emisión de ruido será ítem de importancia para la selección la máquina trituradora, por lo tanto, aquella que presente menor índice de emisión de ruido al ambiente resultará beneficiosa si es seleccionada para ejecutar su diseño.
2.2.5 Potencia nominal requerida por la trituradora. Este es un parámetro que tiene una fuerte interrelación con el consumo energético de la máquina, ya que el mercado objetivo busca reducir costos y aumentar ganancias al adquirir una máquina que asigne un valor agregado al vidrio triturado, que posteriormente será vendido para ejecutar su respectivo reciclado en la producción de envases de vidrio nuevos. Por esta razón, se prevé que la opción que resulte más favorable para el
37

diseño, también debe cumplir con un consumo de potencia considerablemente bajo y que garantice el cumplimiento eficaz del trabajo para el cual será seleccionado.
2.2.6 Mantenibilidad y Disponibilidad de la máquina. De acuerdo con la información que exista de las opciones consideradas, se debe evaluar para cada una de las máquinas opcionadas, qué tan frecuentes deben ser las tareas de mantenimiento en la misma, que tan confiable puede llegar a ser cada una de las opciones contempladas y que cada operación de mantenimiento no implique costos elevados. De igual manera, para este parámetro de selección se debe tener en cuenta la calidad de los materiales que constituyen cada una de las piezas del sistema, ya que de la debida selección de los mismos dependerá la durabilidad e las piezas y por consiguiente la confiabilidad de los sistemas.
2.2.7 Velocidad de giro promedio de los sistemas de la máquina. El presente parámetro resulta importante al momento de seleccionar el sistema motriz y de transmisión que resulte necesarios para la operación de la máquina, en ese sentido la velocidad del motor principal debe ser acorde con los principales mecanismos de la máquina para que no se dé lugar a transmisiones de potencia con grandes relaciones de velocidad y por lo tanto elevadas dimensiones, y que resulten ineficientes y difíciles para la operación de la máquina.
38

3. SELECCIÓN DE ALTERNATIVAS
En este capítulo se tratan las opciones contempladas para cada una de las tareas principales para las cuales será diseñada la máquina, es decir, se trata, se evalúa y se selecciona la opción más adecuada según los requerimientos y parámetros, tanto para conseguir el triturado de envases de vidrio, como para la separación del casco de vidrio triturado de los materiales adicionales presentes en los envases.
3.1 EVALUACIÓN Y SELECCIÓN DE ALTERNATIVAS PARA EL TRITURADOR
Como bien se presentó en el primer capítulo de este documento, hay cuatro opciones preseleccionadas, que se consideran como precisas o adecuadas para realizar el proceso de trituración de los envases de vidrio. Para lograr seleccionar el sistema de trituración que se acomode de mejor manera a las necesidades y requerimientos del diseño, se debe ejecutar un estudio suficiente de cada una de las opciones de sistemas de trituración.
Luego del estudio, resulta oportuno que mediante el uso de una herramienta como lo es la ponderación lineal (scoring) para la selección de opciones, se de la selección del sistema de triturado que mejor se acomode a los requerimientos de diseño.
3.1.1. Características de cada uno de los sistemas de triturado. Dada la necesidad de conocer con cierta profundidad cada uno de los mecanismos del sistema de triturado, resulta oportuno aprovechar que ya existen bastantes máquinas, con diversas aplicaciones en el mercado de la minería y transformación de materias primas, que puedan servir como ejemplo para caracterizar los aspectos positivos y también los que nos son positivos para cada una de las alternativas.
Así pues, para entrar en profundidad al estudio de cada una de estas opciones y de la verificación de las ventajas y desventajas inherentes a cada una estas; resulta acertado presentar dicha información mediante la tabla 3, la cual explica las características más relevantes de cada una de las alternativas consideradas.
39
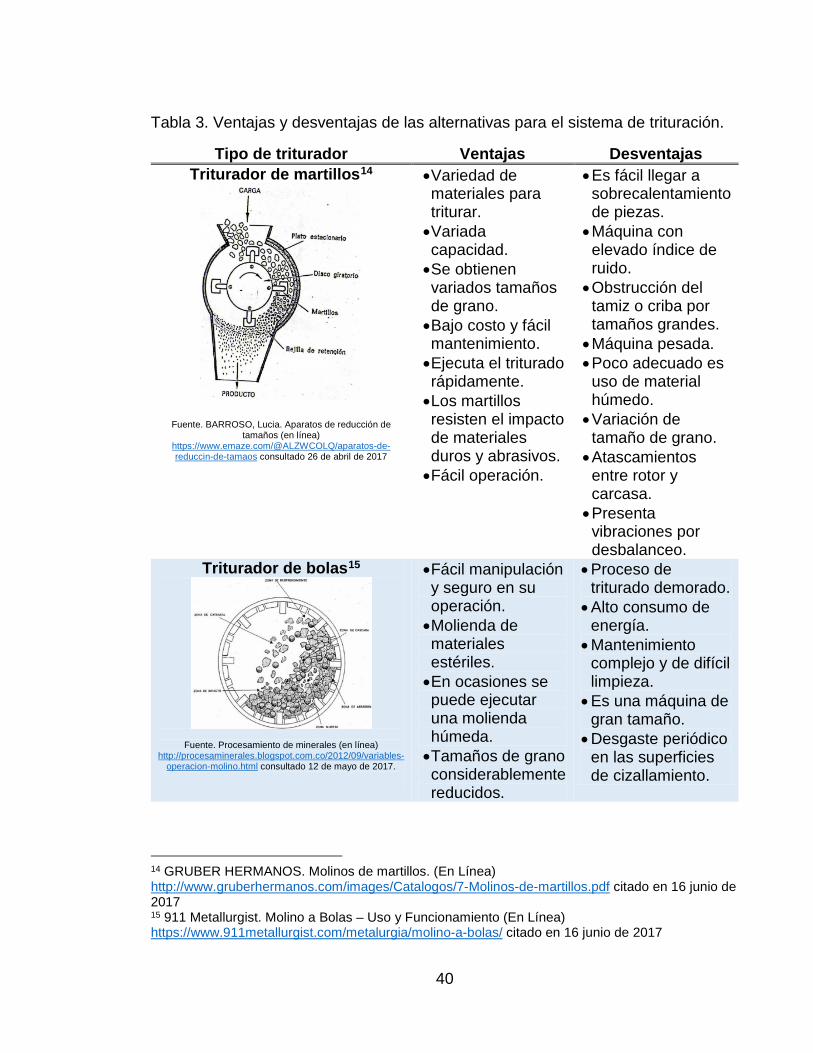
Tabla 3. Ventajas y desventajas de las alternativas para el sistema de trituración.
Tipo de triturador Ventajas Desventajas Triturador de martillos14
Fuente. BARROSO, Lucia. Aparatos de reducción de tamaños (en línea)
https://www.emaze.com/@ALZWCOLQ/aparatos-de-reduccin-de-tamaos consultado 26 de abril de 2017
•Variedad de materiales para triturar. •Variada capacidad. •Se obtienen variados tamaños de grano. •Bajo costo y fácil mantenimiento. •Ejecuta el triturado rápidamente. •Los martillos resisten el impacto de materiales duros y abrasivos. •Fácil operación.
• Es fácil llegar a sobrecalentamiento de piezas. • Máquina con elevado índice de ruido. • Obstrucción del tamiz o criba por tamaños grandes. • Máquina pesada. • Poco adecuado es uso de material húmedo. • Variación de tamaño de grano. • Atascamientos entre rotor y carcasa. • Presenta vibraciones por desbalanceo.
Triturador de bolas15
Fuente. Procesamiento de minerales (en línea) http://procesaminerales.blogspot.com.co/2012/09/variables-
operacion-molino.html consultado 12 de mayo de 2017.
•Fácil manipulación y seguro en su operación. •Molienda de materiales estériles. •En ocasiones se puede ejecutar una molienda húmeda. •Tamaños de grano considerablemente reducidos.
• Proceso de triturado demorado.
• Alto consumo de energía.
• Mantenimiento complejo y de difícil limpieza.
• Es una máquina de gran tamaño.
• Desgaste periódico en las superficies de cizallamiento.
14 GRUBER HERMANOS. Molinos de martillos. (En Línea) http://www.gruberhermanos.com/images/Catalogos/7-Molinos-de-martillos.pdf citado en 16 junio de 2017 15 911 Metallurgist. Molino a Bolas – Uso y Funcionamiento (En Línea) https://www.911metallurgist.com/metalurgia/molino-a-bolas/ citado en 16 junio de 2017
40

Triturador de palas16
Fuente. RETSCH. Molino de impacto de palas SK 300 (en línea)
https://www.retsch.es/es/productos/molienda/molinos-de-rotor/sk-300/funcionamiento-caracteristicas/ consultado 13
de mayo de 2017.
•Grandes volúmenes de trituración. •Tamaño de grano final fino. •Suministro de material por tolva. •Triturado realizado por medio de impacto y cizallamiento. •Fácil operación y mantenimiento. •Menor tamaño respecto a los otros trituradores.
• Obstrucción del tamiz. • Vibraciones debidas a desbalanceo. • Desgaste y recambio constante en superficies de impacto y cizalla. • Ruido elevado en operación.
Triturador de mandíbulas17
Fuente. WEIKU.com. Cool desing, new developed, advanced technologyjaw crusher appliedin cement
production (en línea) http://www.weiku.com/products/10354776/ consultado 14
de mayo de 2017.
•El proceso de triturado es muy rápido. •Es fácil obtener el tamaño de grano deseado. •Su operación es sencilla de ejecutar. •Es una máquina segura para el operador.
• Es una máquina que por su construcción, es de elevado peso. • Costos de construcción y mantenimiento relativamente altos. • Cuando es mal operada puede generar vibraciones elevadas.
Conociendo las ventajas y las desventajas de cada una de las alternativas de diseño para el sistema encargado de la trituración de envases de vidrio, ahora es apropiado exponer los principios de funcionamiento de cada una de estas opciones, esto con el fin de generar mayor claridad con respecto a las imágenes expuestas y a la información suministrada en la tabla 3.
3.1.1.1. Triturador de martillos. Por medio de una boca de alimentación entra el material que se desea triturar, seguido a esta sección de admisión de material se
16 Retsch. Molino de palas SK 300 https://www.retsch.es/es/productos/molienda/molinos-de-rotor/sk-300/funcionamiento-caracteristicas/ citado en 15 junio de 2017. 17 Industrias 1. Trituración. 2015. (En Línea) http://materias.fi.uba.ar/7202/MaterialAlumnos/05_Apunte%20Trituracion.pdf i citado en 15 junio de 2017
Pala
Sup. Dentada
Tamiz
41

encuentra un recinto en el cual se encuentra un eje concéntrico a la cámara, al cual se mantienen unidos y fijos una serie de martillos balanceados que giran sobre el eje mencionado a una velocidad relativamente baja.
Cuando el material frágil entra en el recinto, choca por primera vez con los martillos en movimiento, lo cual ocasiona una fragmentación inicial del material; posteriormente el material fragmentado, gracias a la energía brindada por el choque con los martillos, vuela dentro de la cámara de triturado del sistema y choca por segunda vez contra una serie de placas de impacto que provoca una nueva fragmentación de un menor calibre.
En algunos casos en donde el calibre de fragmentación es muy específico realiza una recirculación del material fragmentado para que este disminuya su tamaño y pueda ser depositado fuera de la cámara de trituración de la máquina.
Imagen 10. Triturador de martillos real / modelo de triturador de martillos.
Fuente. Alibaba.com. 100tph grueso molino de martillos/ vidrio máquina de reciclaje/ trituradora de martillo (en línea) http://sc01.alicdn.com/kf/HTB1_cRPOXXXXXXCXVXXq6xXFXXXP/202083170/HTB1_cRPOXXXXXXCXVXXq6xXFXXXP.jpg consultado 1 de junio de 2017.
3.1.1.2 Triturador de bolas. Este tipo de triturador es aquel que comúnmente es usado en el triturado de materiales rocosos extraídos de cantera, en donde gracias al efecto de la fricción y el impacto de superficies dentadas y bolas de acero endurecidas, combinado con un movimiento en trayectoria circular de la cámara cilíndrica de triturado (imagen 11); el material pétreo se lleva desde grandes geometrías a pequeños granos e incluso, hasta el punto de polvo. Este tipo de
42
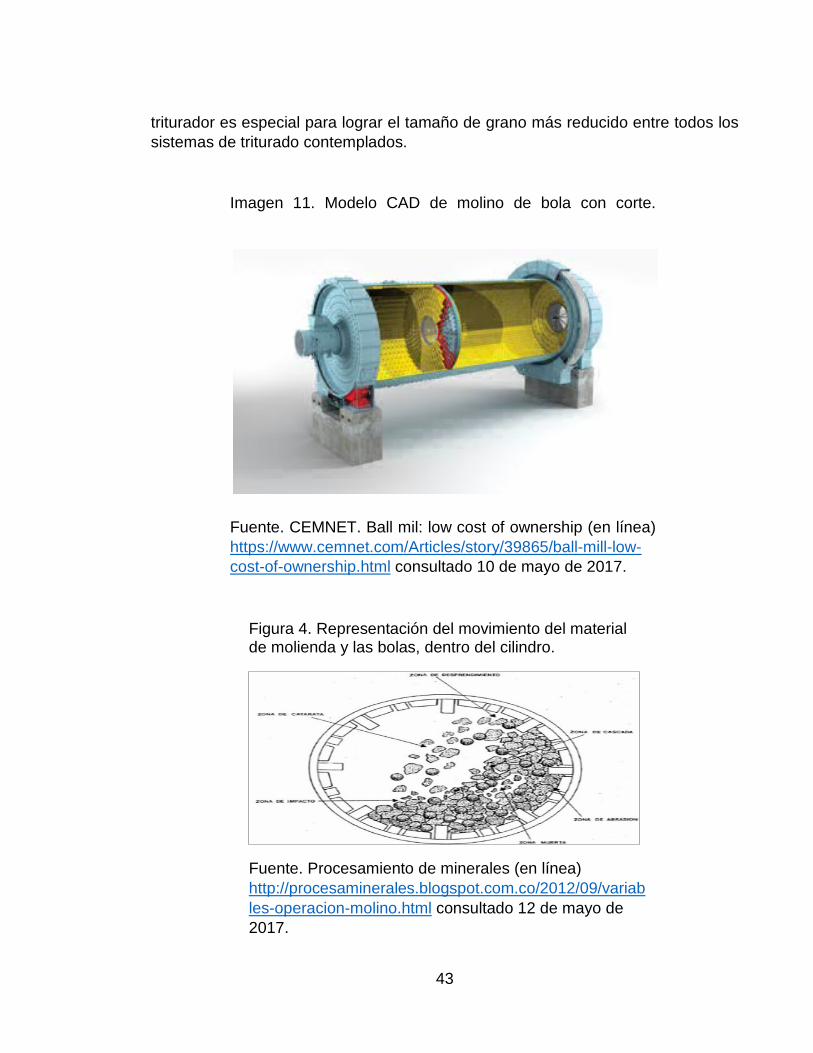
triturador es especial para lograr el tamaño de grano más reducido entre todos los sistemas de triturado contemplados.
Imagen 11. Modelo CAD de molino de bola con corte.
Fuente. CEMNET. Ball mil: low cost of ownership (en línea) https://www.cemnet.com/Articles/story/39865/ball-mill-low-cost-of-ownership.html consultado 10 de mayo de 2017.
Figura 4. Representación del movimiento del material de molienda y las bolas, dentro del cilindro.
Fuente. Procesamiento de minerales (en línea) http://procesaminerales.blogspot.com.co/2012/09/variables-operacion-molino.html consultado 12 de mayo de 2017.
43

Cabe aclarar que a pesar de que fue mencionado el sistema triturador de bolas, este no fue incluido dentro de la ponderación lineal debido a que mediante esta máquina la granulometría obtenida al final del proceso es muy fina y por lo tanto se vuelve una opción inviable para ser incluida dentro de las alternativas que solucionen de cualquier manera los requerimientos de diseño.
3.1.1.3. Triturador de palas18. En el caso de este tipo de triturador, la fragmentación se obtiene por medio de impacto y cizallamiento. El material es alimentado al rodete de paletas por medio de una tolva, cuando entra en la cámara de trituración el material sufre impactos con las palas en movimiento que provocan una trituración principal. El material fragmentado por efectos del movimiento del rodete, entra en contacto con una superficie molturadora que junto con el movimiento de las palas origina una fragmentación secundaria por cizallamiento como se observa en la imagen 12.
Luego que se da a lugar la fragmentación del material, los fragmentos llegan a la superficie del tamiz clasificador ubicado en la parte inferior de la cámara de trituración, bien pueden pasar por el tamiz porque su tamaño de grano es adecuado, o bien, por efecto de las corrientes de aire dentro de la cámara de triturado se transmite movimiento al fragmento que no ha alcanzado el tamaño de grano adecuado para que pase por uno nuevo proceso de trituración.
Imagen 12. Funcionamiento del triturador de paletas.
Fuente. InColor. Molino de corte SM 300 (en línea) http://www.incolorec.com.ec/assets/img/imagenes_productos/c8fe4-sm300-4.jpg consultado 3 de junio de 2017.
18 Retsch. Molino de palas SK 300 https://www.retsch.es/es/productos/molienda/molinos-de-rotor/sk-300/funcionamiento-caracteristicas/ citado en 17 junio de 2017.
44
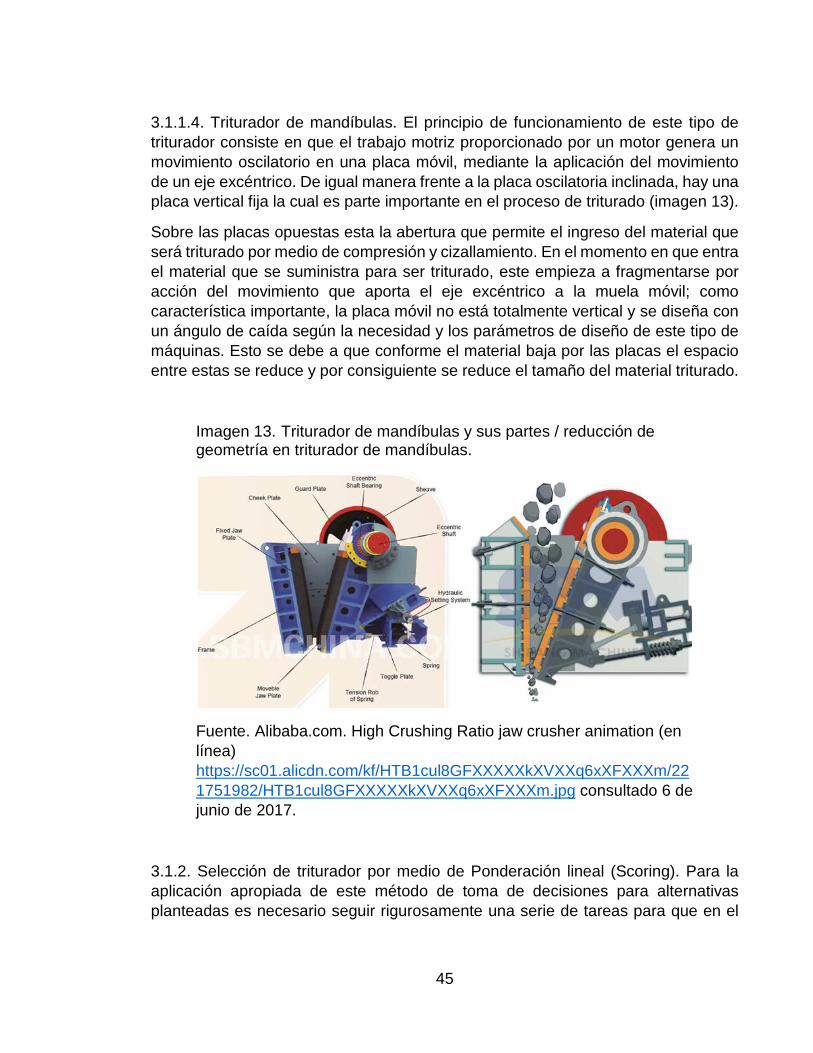
3.1.1.4. Triturador de mandíbulas. El principio de funcionamiento de este tipo de triturador consiste en que el trabajo motriz proporcionado por un motor genera un movimiento oscilatorio en una placa móvil, mediante la aplicación del movimiento de un eje excéntrico. De igual manera frente a la placa oscilatoria inclinada, hay una placa vertical fija la cual es parte importante en el proceso de triturado (imagen 13).
Sobre las placas opuestas esta la abertura que permite el ingreso del material que será triturado por medio de compresión y cizallamiento. En el momento en que entra el material que se suministra para ser triturado, este empieza a fragmentarse por acción del movimiento que aporta el eje excéntrico a la muela móvil; como característica importante, la placa móvil no está totalmente vertical y se diseña con un ángulo de caída según la necesidad y los parámetros de diseño de este tipo de máquinas. Esto se debe a que conforme el material baja por las placas el espacio entre estas se reduce y por consiguiente se reduce el tamaño del material triturado.
Imagen 13. Triturador de mandíbulas y sus partes / reducción de geometría en triturador de mandíbulas.
Fuente. Alibaba.com. High Crushing Ratio jaw crusher animation (en línea) https://sc01.alicdn.com/kf/HTB1cul8GFXXXXXkXVXXq6xXFXXXm/221751982/HTB1cul8GFXXXXXkXVXXq6xXFXXXm.jpg consultado 6 de junio de 2017.
3.1.2. Selección de triturador por medio de Ponderación lineal (Scoring). Para la aplicación apropiada de este método de toma de decisiones para alternativas planteadas es necesario seguir rigurosamente una serie de tareas para que en el
45

momento que se seleccione una de las alternativas planteadas, esta elección sea lo más objetiva posible.
El primer paso es identificar la meta general del problema, en este caso es encontrar la opción que mejor se acomode a los requerimientos y parámetros de diseño explicado en el anterior capítulo. Como segundo paso se identifican las alternativas de solución al problema, para el caso de este proyecto, dichas alternativas ya han sido evaluadas y descritas mediante texto y el apoyo complementario de imágenes.
Seguido de las alternativas están los criterios de evaluación para todas las alternativas, es decir, se enuncian los criterios globales a los cuales deben someterse cada una de las alternativas de solución al problema, en el caso de este proyecto algunos de estos criterios son: nivel bajo de ruido, mantenimiento requerido, entre otros. Como cuarto paso se tiene la asignación de ponderación para cada uno de los criterios de evaluación; esta ponderación va de 1 a 5, siendo 1: muy poco importante, 2: poco importante, 3: importancia media, 4: algo importante y 5: muy importante
Luego de asignar la ponderación para cada criterio, se establece el nivel de satisfacción de cada una de las alternativas para cada criterio; este nivel de satisfacción se califica en escala de 1 a 9, siendo 1: extra bajo, 2: muy bajo, 3: bajo, 4: poco bajo, 5: medio, 6: poco alto, 7: alto, 8: muy alto y 9: extra alto. Como último paso obtenido el nivel de satisfacción de cada criterio para cada alternativa de solución se calcula la sumatoria del producto del ponderado de cada criterio por el nivel de satisfacción del mismo; así, la alternativa que presente mayor puntaje será la alternativa recomendable.
Los criterios de selección de la trituradora, son pautas importantes bajo las cuales se puede garantizar un buen ambiente de trabajo y que la máquina se acomode a las necesidades del cliente final. Inicialmente se identifica el criterio de bajo nivel de ruido emitido por la máquina, ya que, logrando este criterio se garantiza un ambiente de trabajo apto para el operador de la máquina. En cuanto al consumo en potencia de la máquina, es importante que se tenga el consumo más bajo posible para así evitar sobrecostos en energía debido al uso de la máquina.
El mantenimiento también es un criterio importante en la selección ya que cuanto menos elevado sea el costo de tareas de mantenimiento, resulta ser más llamativa debido a que se tendrá el menor costo posible por mantenimiento. La velocidad del eje principal también tiene que ver con el mantenimiento porque como es el elemento que soporta las cargas de ruptura, es más susceptible a desbalanceo o hasta desgastes acelerados y la consecuente falla.
La calidad de triturado es uno de los criterios de selección más importantes ya que si se garantiza que la trituradora entrega un tamaño de grano dentro del rango
46

aceptado por los compradores, se garantiza un producto de calidad y mayor ganancia al producto final. En cuanto a los costos de fabricación, resultan ser requerimientos de gran importancia ya que, si la construcción de la máquina es de elevado costo, la inversión inicial para adquirir la máquina será mayor y puede no ser atractiva para un posible cliente.
Por último, el espacio que ocupa la máquina es un criterio que depende más de quien vaya a darle uso a la misma, ya que se debe adecuar el espacio especificado en planos para garantizar la movilidad alrededor de la misma y que las tareas de inspección y mantenimiento sean más fáciles de ejecutar.
Partiendo por la trituradora de martillos, esta es una máquina robusta, propicia para el manejo y triturado efectivo de materiales frágiles y abrasivos, aunque la granulometría obtenida por medio de este sistema es bastante variada, lo cual puede resultar en tamaños de grano muy pequeños que resultan inútiles, o por el contrario tamaños de grano grandes que hacen necesaria la recirculación de esta por la cámara de molienda, acción que significaría un incremento en tiempo o costes de producción.
Además de estas razones es un tipo de máquina que, por su funcionamiento, produce elevados niveles de ruido, lo cual termina en la adecuación de un espacio en donde exista algún tipo de aislamiento acústico y elementos auditivos de seguridad para quien opere el dispositivo. En cuanto a otro de los requerimientos, es una máquina rápida que cumpliría antes del tiempo estimado con la cantidad de masa esperada por hora, lo cual sería inconveniente diseñar una máquina que reduce el tiempo significativamente, pero que a su vez al cumplir el trabajo será una máquina improductiva por el resto de una jornada.
El triturador de palas en cuanto a su funcionamiento es un triturador muy similar al triturador de martillos; por lo cual también sufre de algunas notables desventajas que no satisfacen los requerimientos estipulados en el diseño, dichas desventajas resultan en el tamaño de grano no apropiado, niveles de ruido elevados durante operación aun siendo más compacto que un triturador de martillos.
Igualmente, sus superficies de impacto y de cizalla son superficies que presentan altos índices de desgaste, por lo cual requieren un constante monitoreo de la calidad superficial de las mismas, lo que significa incremento en costos por un mantenimiento relativamente frecuente. Por estas razones este tipo de triturador no se acerca lo suficiente al debido cumplimiento de los parámetros de diseño.
Por su parte la alternativa que resultó indicada por el método de la ponderación lineal, que es el triturador de mandíbulas, resulta ser bastante apropiado ya que por su construcción y funcionamiento, es un dispositivo capaz de ejecutar las tareas de triturado con una velocidad adecuada con relación al flujo de masa que se debe
47

transformar en el triturador, y que además mediante este se puede lograr un tamaño de grano más uniforme en una sola pasada de material, en comparación con las otras alternativas consideradas.
El triturador de mandíbulas se caracteriza por ser un dispositivo costoso de construir ya que estructuralmente está compuesto por un número considerable de elementos que en conjunto elevan el costo de la máquina, a pesar de esto, los materiales recomendados para este dispositivo son materiales durables con respecto a la aplicación a la que serán destinados y por lo tanto los costos de mantenimiento se consideran más bajos con respecto a trituradoras usadas en aplicaciones de trituración de rocas.
De acuerdo con la anterior información y el procedimiento del método de ponderación lineal, se genera la tabla 4 con la cual se selecciona la máquina apropiada según el análisis cuantitativo.
Tabla 4. Selección por ponderación lineal (scoring) de las alternativas para el sistema de triturado.
Criterio Ponderación Triturador de
martillos
Triturador de
palas
Triturador de
mandíbulas Nivel bajo de ruido 3 2 3 7 Potencia preliminar que necesita el equipo
4 5 5 6
Mantenimiento requerido
4 5 4 6
Velocidad de giro del eje principal
3 4 4 7
Calidad de triturado del material
5 4 6 8
Espacio que ocupa la máquina
2 6 7 6
Costo de fabricación 4 6 5 5 114 121 162
De acuerdo con el resultado obtenido con la ponderación lineal el triturador de mandíbulas es aquel que presenta mayor satisfacción a los criterios de evaluación considerados, y por lo tanto este tipo de triturador se selecciona para ejecutar el diseño de la máquina objetivo de este proyecto.
48

En cuanto a la construcción y geometría específica de la máquina trituradora de mandíbulas es adecuado hacer una selección cualitativa de las cuatro posibles opciones que existen de trituradoras de este tipo.
3.1.3.1 Trituradora de mandíbulas de simple efecto o tipo Blake19. La característica principal de esta trituradora es que la mandíbula móvil se encuentra pivotada en su punto superior de suspensión, además de esta característica esta máquina es accionada mediante un motor que transmite el movimiento a un eje de construcción excéntrica. Por su parte, el eje se encuentra conectado a una biela, la cual a su vez se conecta a dos riostras que permiten la apertura y cierre sucesivo cuando la biela sube y baja por acción del eje con excentricidad, respectivamente.
Figura 5. Esquema de un triturador de mandíbulas tipo Blake.
Fuente. Industrias I. Trituración (en línea) http://materias.fi.uba.ar/7202/MaterialAlumnos/05_Apunte%20Trituracion.pdf consultado 22 de julio de 2017.
3.1.3.2 Trituradora de excéntrica y leva o tipo Lyon20. Pese a que este tipo de trituradora guarda una similitud con la tipo Blake, la trituradora tipo Lyon se caracteriza por tener una leva impulsada por un eje excéntrico, la leva por medio de
19 Industrias 1. Trituración. 2015. (En Línea) http://materias.fi.uba.ar/7202/MaterialAlumnos/05_Apunte%20Trituracion.pdf citado en 21 julio de 2017 20 Ibid, p. 16
49
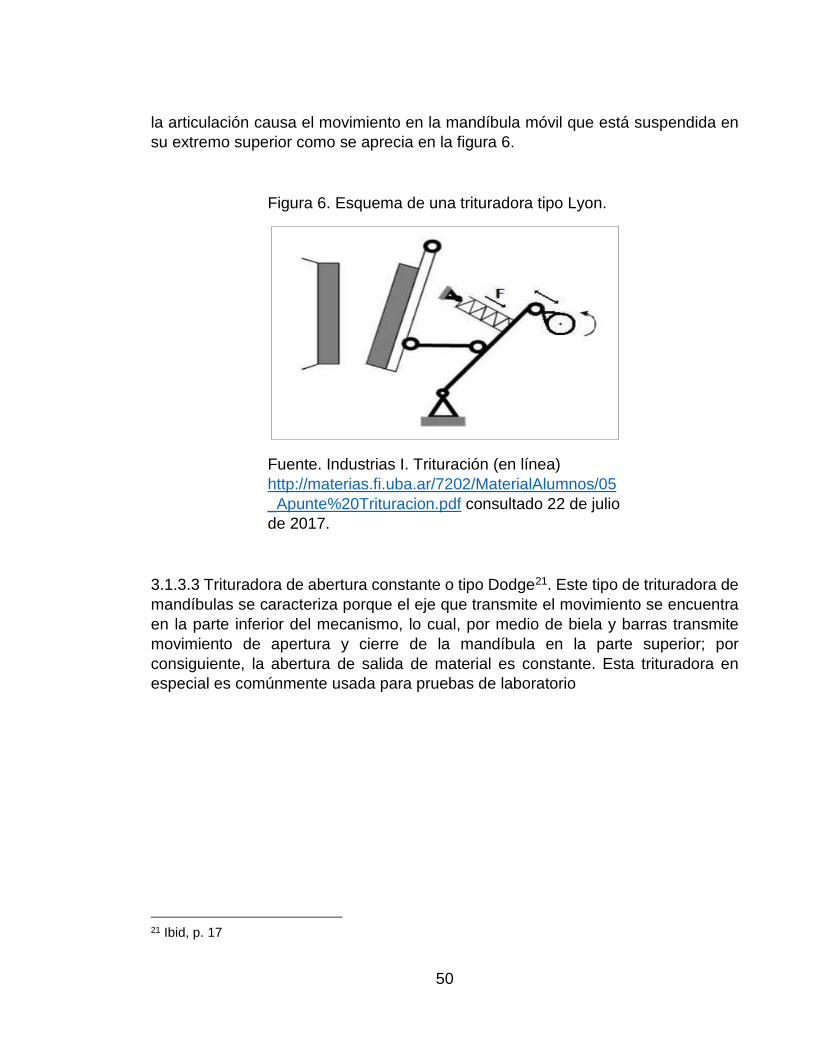
la articulación causa el movimiento en la mandíbula móvil que está suspendida en su extremo superior como se aprecia en la figura 6.
Figura 6. Esquema de una trituradora tipo Lyon.
Fuente. Industrias I. Trituración (en línea) http://materias.fi.uba.ar/7202/MaterialAlumnos/05_Apunte%20Trituracion.pdf consultado 22 de julio de 2017.
3.1.3.3 Trituradora de abertura constante o tipo Dodge21. Este tipo de trituradora de mandíbulas se caracteriza porque el eje que transmite el movimiento se encuentra en la parte inferior del mecanismo, lo cual, por medio de biela y barras transmite movimiento de apertura y cierre de la mandíbula en la parte superior; por consiguiente, la abertura de salida de material es constante. Esta trituradora en especial es comúnmente usada para pruebas de laboratorio
21 Ibid, p. 17
50
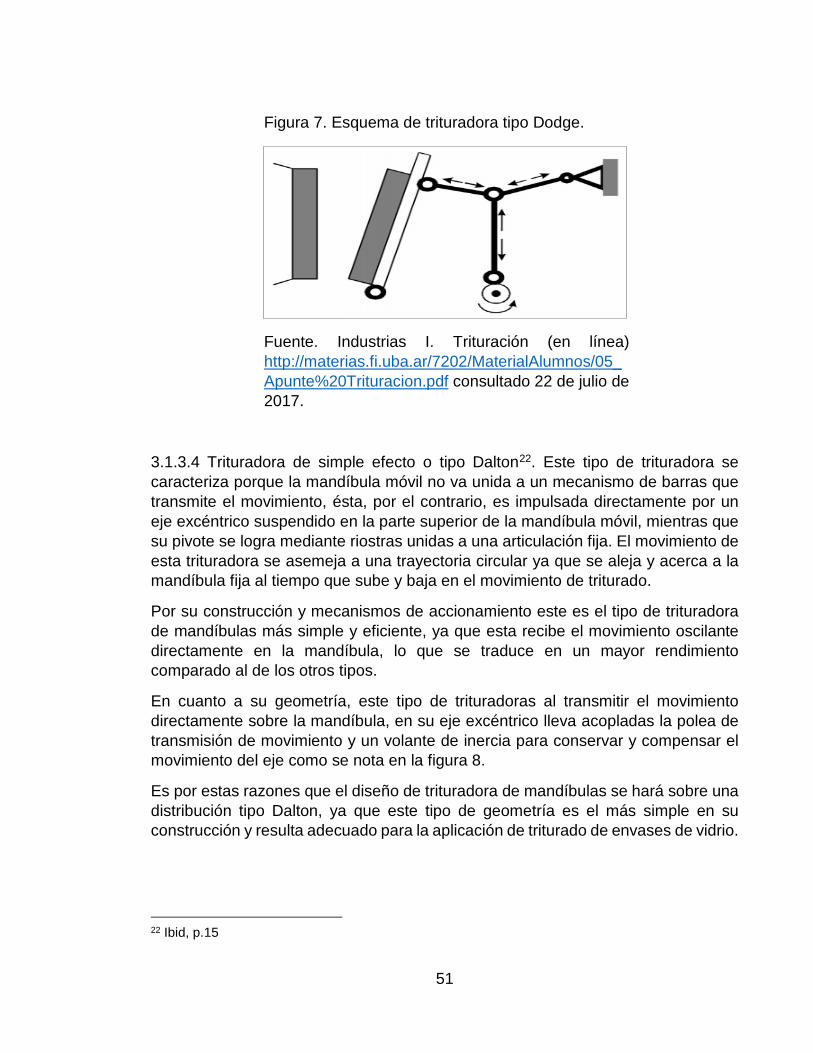
Figura 7. Esquema de trituradora tipo Dodge.
Fuente. Industrias I. Trituración (en línea) http://materias.fi.uba.ar/7202/MaterialAlumnos/05_Apunte%20Trituracion.pdf consultado 22 de julio de 2017.
3.1.3.4 Trituradora de simple efecto o tipo Dalton22. Este tipo de trituradora se caracteriza porque la mandíbula móvil no va unida a un mecanismo de barras que transmite el movimiento, ésta, por el contrario, es impulsada directamente por un eje excéntrico suspendido en la parte superior de la mandíbula móvil, mientras que su pivote se logra mediante riostras unidas a una articulación fija. El movimiento de esta trituradora se asemeja a una trayectoria circular ya que se aleja y acerca a la mandíbula fija al tiempo que sube y baja en el movimiento de triturado.
Por su construcción y mecanismos de accionamiento este es el tipo de trituradora de mandíbulas más simple y eficiente, ya que esta recibe el movimiento oscilante directamente en la mandíbula, lo que se traduce en un mayor rendimiento comparado al de los otros tipos.
En cuanto a su geometría, este tipo de trituradoras al transmitir el movimiento directamente sobre la mandíbula, en su eje excéntrico lleva acopladas la polea de transmisión de movimiento y un volante de inercia para conservar y compensar el movimiento del eje como se nota en la figura 8.
Es por estas razones que el diseño de trituradora de mandíbulas se hará sobre una distribución tipo Dalton, ya que este tipo de geometría es el más simple en su construcción y resulta adecuado para la aplicación de triturado de envases de vidrio.
22 Ibid, p.15
51

Figura 8. Esquema de trituradora tipo Dalton.
Fuente. Industrias I. Trituración (en línea) http://materias.fi.uba.ar/7202/MaterialAlumnos/05_Apunte%20Trituracion.pdf consultado 22 de julio de 2017.
3.2 EVALUACIÓN Y SELECCIÓN DE ALTERNATIVAS PARA EL SISTEMA DE SEPARACIÓN DE MATERIALES DISTINTOS AL VIDRIO
En cuanto al sistema de separación de materiales que acompañan o complementan la presentación de los envases de vidrio, es común que este sistema vaya luego del sistema de triturado de las botellas ya que si este proceso fuera antes del triturado, resultaría bastante engorroso y complejo en su ejecución y es posible que sea un proceso que consuma mayor tiempo en comparación a los procesos de separación que generalmente se encuentran después del triturado.
Para la separación de materiales distintos al vidrio, existen variadas opciones que permiten, bien sea, un proceso o máquina para separar un material en especial, o también un solo sistema que sirva para higienizar lo mejor posible el material que ha sido triturado previamente. Dentro de estas variadas opciones, se contemplan solo unas pocas como alternativas de solución a las necesidades de este proyecto de diseño, esto porque a pesar de que hay variedad de opciones por las cuales se puede lograr casi que una perfecta separación de materiales, resultaría ser muy costoso y por lo tanto superaría por mucho el alcance del proyecto. Esta consideración económica se hace mediante una comparación efectuada entre una máquina de bajo costo frente a los equipos y módulos de máquinas que existen dentro de una planta de reciclaje de botellas de vidrio, mediante las cuales se llega
52

a un nivel de limpieza casi perfecto; por lo tanto, el costo de inversión para general una limpieza de tal nivel incrementa considerablemente frente al uso de un solo método de separación.
De este modo, con el fin de restar complejidad a los sistemas de la máquina solo se tendrán en consideración, tres alternativas de sistemas que cumplan con la ejecución de la separación del vidrio de otros materiales que puedan considerarse como contaminantes dentro del proceso de reciclado del vidrio triturado. Dichas alternativas son enunciadas a continuación.
3.2.1 Tanque de inmersión del material triturado, agitador y banda transportadora. Inicialmente esta alternativa de solución a la necesidad se compone de tres subsistemas importantes. El primer subsistema y quizás el más importante de los tres es el tanque de inmersión para el material triturado (imagen 14), en este tanque caerá el vidrio fragmentado proveniente de la máquina trituradora; pero este material fragmentado viene acompañado de materia adicional que no se necesita que siga unida al vidrio, entonces, debido al contacto con el agua el adhesivo encargado de unir films de papel o plástico tiende a disolverse y por lo tanto a separarse del vidrio triturado, luego el film, las tapas y algunos otros materiales tenderán a subir a la superficie del tanque por diferencia de densidades con el agua (flotación).
Imagen 14. Tanque de inmersión para limpieza de materiales.
Fuente. MedicalExpo. Immersion tables (en línea) http://www.medicalexpo.com/medical-manufacturer/immersion-table-47300.html consultado 1 de julio de 2017.
53

El segundo subsistema de esta alternativa es la inclusión de un agitador de materia dentro del tanque de inmersión. El funcionamiento de este dispositivo es simple, inicialmente su ubicación es justo en el área en la que va a caer el material fragmentado proveniente del triturador, apenas este material entra en contacto con el agua agitada debido a la rotación de una serie de paletas fijas sobre un mismo eje. Este agitador propiciará un contacto y movimiento turbulento en el material fragmentado, esto con el fin que la materia que no sea vidrio se separe ágilmente gracias a la cinética de las reacciones químicas que tienen lugar debido al movimiento del líquido y que logra que el material triturado tienda hacia la superficie del agua completando la separación del vidrio y algunos otros materiales que lo acompañan (figura 9).
Figura 9. Simulación de agitación proporcionada por un agitador de paletas en un medio líquido.
Fuente. UNIMIX components. Radial Flow Impeller (en línea) http://www.uni-mix.com/radial-flow-impeller/ consultado 2 de julio de 2017.
El tercer y último subsistema de esta alternativa es la banda transportadora que simplemente por la inmersión del material y la precipitación del vidrio fragmentado (imagen 15), recoge todo este material precipitado y lo transporta hacia afuera del tanque de inmersión para que sea depositado posteriormente en un contenedor especial para el material fragmentado limpio. Se prevé que esta banda transportadora debe tener algunas características especiales resistentes al gua y que además de ello pueden trabajar y desempeñar adecuadamente las labores y condiciones de transporte sobre las que se diseña.
54
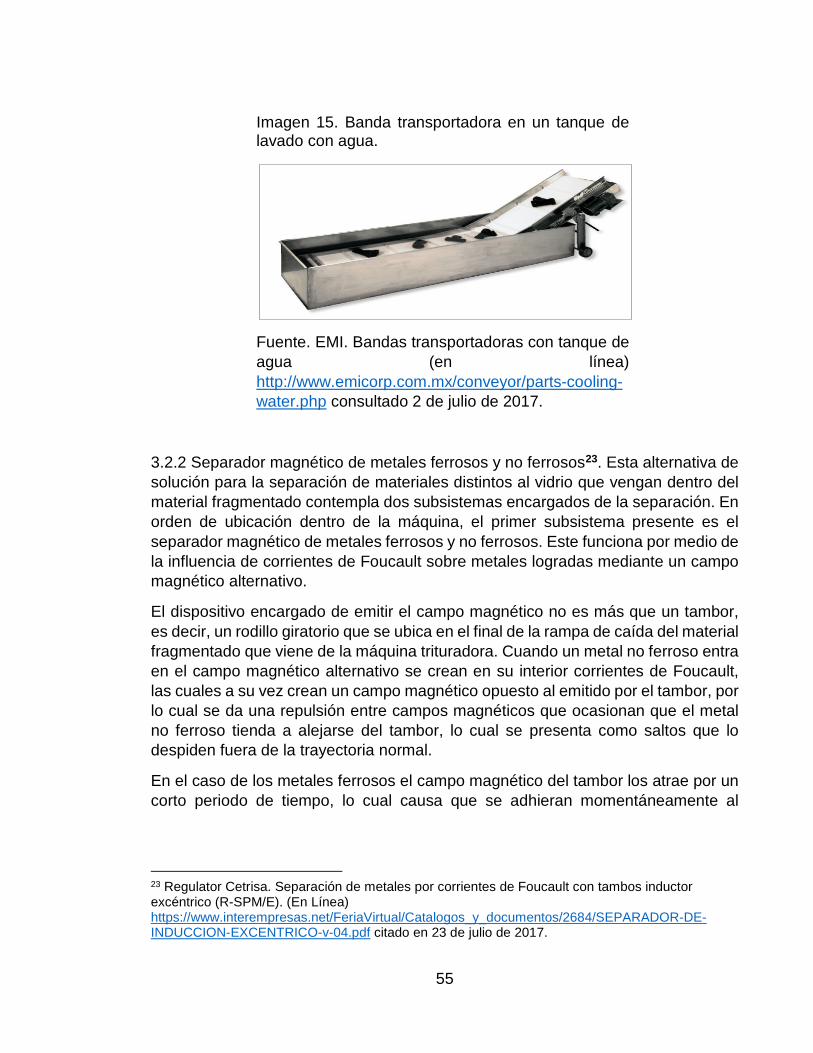
Imagen 15. Banda transportadora en un tanque de lavado con agua.
Fuente. EMI. Bandas transportadoras con tanque de agua (en línea) http://www.emicorp.com.mx/conveyor/parts-cooling-water.php consultado 2 de julio de 2017.
3.2.2 Separador magnético de metales ferrosos y no ferrosos23. Esta alternativa de solución para la separación de materiales distintos al vidrio que vengan dentro del material fragmentado contempla dos subsistemas encargados de la separación. En orden de ubicación dentro de la máquina, el primer subsistema presente es el separador magnético de metales ferrosos y no ferrosos. Este funciona por medio de la influencia de corrientes de Foucault sobre metales logradas mediante un campo magnético alternativo.
El dispositivo encargado de emitir el campo magnético no es más que un tambor, es decir, un rodillo giratorio que se ubica en el final de la rampa de caída del material fragmentado que viene de la máquina trituradora. Cuando un metal no ferroso entra en el campo magnético alternativo se crean en su interior corrientes de Foucault, las cuales a su vez crean un campo magnético opuesto al emitido por el tambor, por lo cual se da una repulsión entre campos magnéticos que ocasionan que el metal no ferroso tienda a alejarse del tambor, lo cual se presenta como saltos que lo despiden fuera de la trayectoria normal.
En el caso de los metales ferrosos el campo magnético del tambor los atrae por un corto periodo de tiempo, lo cual causa que se adhieran momentáneamente al
23 Regulator Cetrisa. Separación de metales por corrientes de Foucault con tambos inductor excéntrico (R-SPM/E). (En Línea) https://www.interempresas.net/FeriaVirtual/Catalogos_y_documentos/2684/SEPARADOR-DE-INDUCCION-EXCENTRICO-v-04.pdf citado en 23 de julio de 2017.
55

tambor y posteriormente salgan despedidos con una trayectoria distinta a la normal y lejana a la nueva trayectoria que llevan los metales no ferrosos.
Imagen 16. Tambor separador de metales ferrosos y no ferrosos.
Fuente. SIDMA. Generadores corrientes de Foucault (en línea) http://www.sidmadeteccion.com/sidma/portfolio-item/generadores-de-corrientes-de-foucault/ consultado 4 de julio de 2017.
3.2.3 Tanque de inmersión con tornillos de Arquímedes. Otro subsistema de alternativa, es un tanque de inmersión que cumple con el mismo principio de funcionamiento que el tanque expuesto para la alternativa de título 3.2.1; la diferencia de este tanque, radica en que el agitador y la banda de la anterior alternativa son reemplazados por tornillos de Arquímedes o también conocidos como tornillos sin fin. El objetivo de incluir estos tornillos es que, el primero de estos se ubica transversalmente en la parte del tanque más cercana a la trituradora, proporcionando un movimiento de agitación leve al material triturado que cae en el tanque para que por medio de la agitación se promueva la separación de materiales. El propósito del segundo tornillo, que se ubica longitudinalmente en el tanque, es oficiar el transporte del vidrio precipitado en el fondo del tanque hacia afuera del mismo para que pase a contenedores que determinan el final de procesamiento de material en la máquina.
56

Imagen 17. Tornillo de Arquímedes utilizado en transporte de materia.
Fuente. ALLBIZ. Estaciones de bombeo – bomba tornillo sin fin (en línea) https://quito-pi.all.biz/estaciones-de-bombeo-bombas-tornillo-sin-fin-g9271#.WemcQFuCzIU consultado 6 de julio de 2017.
3.2.3 Cribas vibratorias. Esta alternativa de separación de materiales distintos al vidrio, es uno de los primeros métodos de separación utilizados en los centros de reciclaje especializados en separación y preparación de materias primas de reciclado. El principio de funcionamiento de estos dispositivos es suministrar el material fragmentado sobre una primera criba o superficie de tamiz con aberturas grandes que permitirán que fragmentos de mayor tamaño a los agujeros queden estancados en esta criba. Este proceso se repite en dos ocasiones más, en las cuales el tamaño de las aberturas sobre las superficies de cribado va disminuyendo, por lo cual en cada nivel se hace una clasificación más fina y se logra mayor separación de materiales.
57
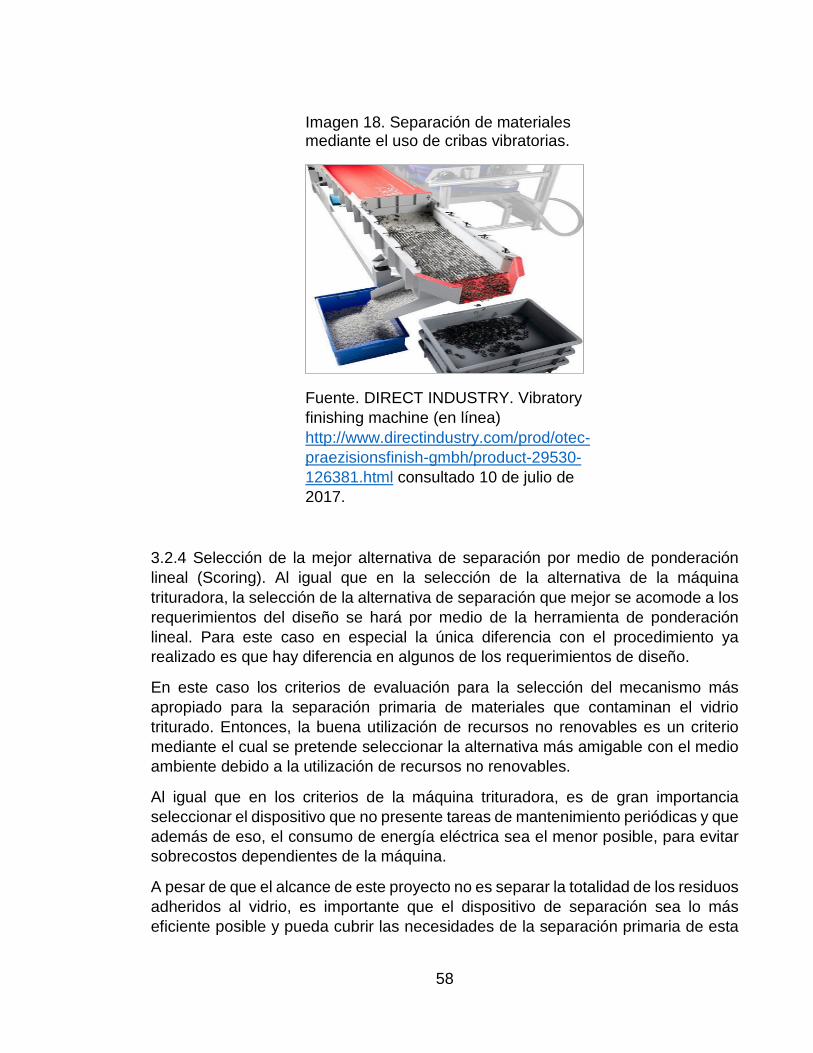
Imagen 18. Separación de materiales mediante el uso de cribas vibratorias.
Fuente. DIRECT INDUSTRY. Vibratory finishing machine (en línea) http://www.directindustry.com/prod/otec-praezisionsfinish-gmbh/product-29530-126381.html consultado 10 de julio de 2017.
3.2.4 Selección de la mejor alternativa de separación por medio de ponderación lineal (Scoring). Al igual que en la selección de la alternativa de la máquina trituradora, la selección de la alternativa de separación que mejor se acomode a los requerimientos del diseño se hará por medio de la herramienta de ponderación lineal. Para este caso en especial la única diferencia con el procedimiento ya realizado es que hay diferencia en algunos de los requerimientos de diseño.
En este caso los criterios de evaluación para la selección del mecanismo más apropiado para la separación primaria de materiales que contaminan el vidrio triturado. Entonces, la buena utilización de recursos no renovables es un criterio mediante el cual se pretende seleccionar la alternativa más amigable con el medio ambiente debido a la utilización de recursos no renovables.
Al igual que en los criterios de la máquina trituradora, es de gran importancia seleccionar el dispositivo que no presente tareas de mantenimiento periódicas y que además de eso, el consumo de energía eléctrica sea el menor posible, para evitar sobrecostos dependientes de la máquina.
A pesar de que el alcance de este proyecto no es separar la totalidad de los residuos adheridos al vidrio, es importante que el dispositivo de separación sea lo más eficiente posible y pueda cubrir las necesidades de la separación primaria de esta
58
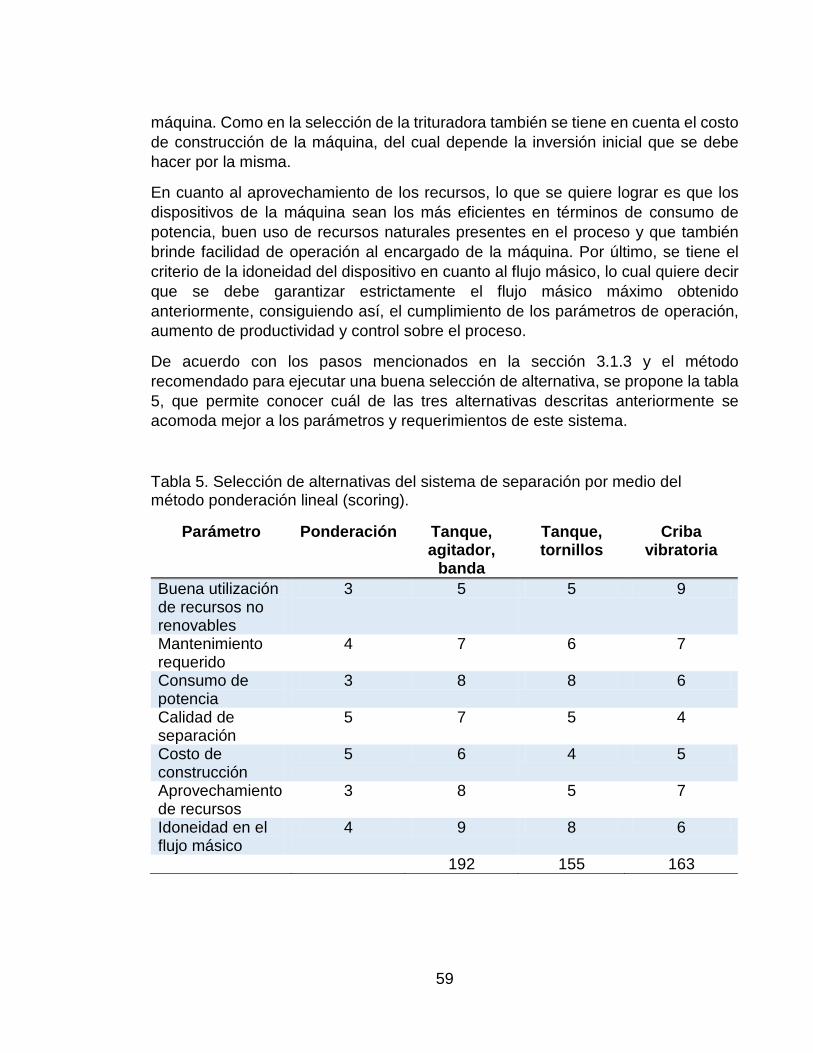
máquina. Como en la selección de la trituradora también se tiene en cuenta el costo de construcción de la máquina, del cual depende la inversión inicial que se debe hacer por la misma.
En cuanto al aprovechamiento de los recursos, lo que se quiere lograr es que los dispositivos de la máquina sean los más eficientes en términos de consumo de potencia, buen uso de recursos naturales presentes en el proceso y que también brinde facilidad de operación al encargado de la máquina. Por último, se tiene el criterio de la idoneidad del dispositivo en cuanto al flujo másico, lo cual quiere decir que se debe garantizar estrictamente el flujo másico máximo obtenido anteriormente, consiguiendo así, el cumplimiento de los parámetros de operación, aumento de productividad y control sobre el proceso.
De acuerdo con los pasos mencionados en la sección 3.1.3 y el método recomendado para ejecutar una buena selección de alternativa, se propone la tabla 5, que permite conocer cuál de las tres alternativas descritas anteriormente se acomoda mejor a los parámetros y requerimientos de este sistema.
Tabla 5. Selección de alternativas del sistema de separación por medio del método ponderación lineal (scoring).
Parámetro Ponderación Tanque, agitador,
banda
Tanque, tornillos
Criba vibratoria
Buena utilización de recursos no renovables
3 5 5 9
Mantenimiento requerido
4 7 6 7
Consumo de potencia
3 8 8 6
Calidad de separación
5 7 5 4
Costo de construcción
5 6 4 5
Aprovechamiento de recursos
3 8 5 7
Idoneidad en el flujo másico
4 9 8 6
192 155 163
59

El caso del tanque de inmersión con transporte por tornillos es una alternativa que resulta no ser adecuada por algunas razones, inicialmente es de elevado costo por su construcción y mantenimiento, estos costos aumentan debido a la complejidad en la construcción de los tornillos y la geometría del tanque, este último se considera de elevado costo ya que se debe adecuar para que el tornillo de transporte que direcciona el vidrio triturado hacia el exterior del tanque, pueda recolectar el material en el fondo del tanque efectivamente, para lo cual se requiere de una geometría especial para el fondo del tanque. En otro aspecto, esta alternativa no resulta apropiada porque el tornillo de transporte además de direccionar el vidrio hacia el exterior, junto con este, también expulsaría un volumen de agua, lo cual, significaría un desperdicio de recursos o bien, hay que encontrar la manera de re direccionar el volumen de agua expulsada hacia el tanque de lavado, esto significa un diseño más complejo y un mayor costo de la máquina.
En cuanto al sistema de cribado su mayor desventaja para la adecuada separación de todo material distinto al vidrio que venga acompañando los envases, es que al ser una separación en seco en la mayoría de los casos la separación de film y adhesivos no será efectiva ya que no se incluye de alguna manera un dispositivo que retire estos elementos de manera efectiva. Una posible opción será incluir un tanque de lavado posterior, lo cual hace más compleja la máquina y por ende aumenta sus costos de producción.
Entre tanto, la alternativa de tanque de lavado mediante agitador y transporte por banda, de acuerdo con el resultado obtenido mediante la ponderación lineal ejecutada, es la alternativa más indicada para el diseño de la máquina para la mayoría de los requerimientos de este sistema de separación. En cuanto a su funcionalidad, el agitador ubicado justo en la entrada de material fragmentado al tanque, ocasionará que todo material mezclado o incluso único con el vidrio por efectos de la agitación en un medio líquido tienda a separarse, y tienda a flotar en la superficie del agua por efecto de la diferencia de densidades. Por su parte el vidrio triturado se precipita hacia la banda transportadora que lo transportará hacia el final del ciclo que es el almacenamiento del mismo, limpio y adecuado para un posterior proceso de reciclado. A pesar de que este sistema es complejo y sus costos pueden llegar a ser altos, es robusto y su procedimiento de instalación no es complicado, además, una buena cantidad de sus componentes son estandarizados, por lo cual solo se necesita adecuar el estándar a la aplicación específica de la máquina. Como complemento de esta alternativa de solución, para conseguir retirar fácilmente el material que sale a la superficie, se emplea un colector que mediante un movimiento manual ejercido de lado a lado del tanque, logre recolectar si no en su totalidad, al menos la mayoría de residuos sólidos que han sido separados del vidrio.
Así mismo, no se lleva a cabo la selección del mecanismo de separación de metales ferrosos y no ferrosos por medio de campos magnéticos alternativos, ya que este
60
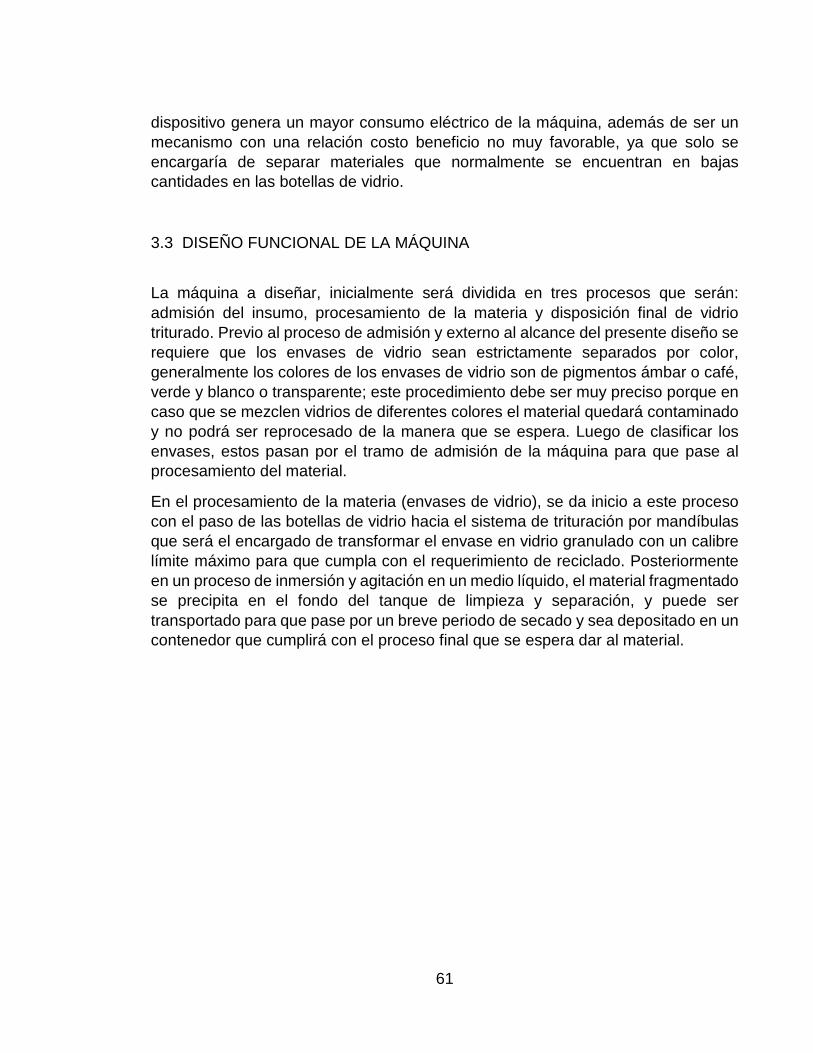
dispositivo genera un mayor consumo eléctrico de la máquina, además de ser un mecanismo con una relación costo beneficio no muy favorable, ya que solo se encargaría de separar materiales que normalmente se encuentran en bajas cantidades en las botellas de vidrio.
3.3 DISEÑO FUNCIONAL DE LA MÁQUINA
La máquina a diseñar, inicialmente será dividida en tres procesos que serán: admisión del insumo, procesamiento de la materia y disposición final de vidrio triturado. Previo al proceso de admisión y externo al alcance del presente diseño se requiere que los envases de vidrio sean estrictamente separados por color, generalmente los colores de los envases de vidrio son de pigmentos ámbar o café, verde y blanco o transparente; este procedimiento debe ser muy preciso porque en caso que se mezclen vidrios de diferentes colores el material quedará contaminado y no podrá ser reprocesado de la manera que se espera. Luego de clasificar los envases, estos pasan por el tramo de admisión de la máquina para que pase al procesamiento del material.
En el procesamiento de la materia (envases de vidrio), se da inicio a este proceso con el paso de las botellas de vidrio hacia el sistema de trituración por mandíbulas que será el encargado de transformar el envase en vidrio granulado con un calibre límite máximo para que cumpla con el requerimiento de reciclado. Posteriormente en un proceso de inmersión y agitación en un medio líquido, el material fragmentado se precipita en el fondo del tanque de limpieza y separación, y puede ser transportado para que pase por un breve periodo de secado y sea depositado en un contenedor que cumplirá con el proceso final que se espera dar al material.
61

La figura 10 muestra de manera esquemática la organización y elementos numerados que componen la máquina como un conjunto de sistemas interconectados. El listado de los nombres de cada uno de los elementos numerados es:
1. Conducto de admisión de botellas (tolva). 2. Trituradora de mandíbulas. 3. Motor eléctrico. 4. Superficie inclinada de caída de material fragmentado. 5. Agitador de material triturado en medio líquido. 6. Tanque de separación por inmersión. 7. Colector manual de material separado. 8. Banda transportadora de vidrio triturado limpio. 9. Salida de vidrio triturado limpio del tanque. 10. Deflector separador superficial del tanque. 11. Contenedor de almacenamiento temporal.
4 9
1
2
3
7
5
11
1
6
Figura 10. Diseño funcional de la máquina trituradora de envases de vidrio.
62

4. DISEÑO DETALLADO DE LA MÁQUINA
El diseño detallado de la máquina se lleva a cabo para determinar principalmente los parámetros de operación de la máquina, que consecuentemente conducen a una selección de materiales para cada uno de los elementos de máquina y así mismo la definición de la geometría de cada uno de ellos que en conjunto formarán los sistemas y subsistemas requerido por la máquina para operar adecuadamente.
4.1 OBTENCIÓN DE LAS FUERZAS ACTUANTES SOBRE LA PLACA MÓVIL QUE SE TRANSMITEN AL EJE EXCÉNTRICO DE LA MORDAZA
Para poder entrar en el desarrollo del estudio de las fuerzas actuantes sobre la mandíbula móvil de la máquina trituradora, es necesario conocer con anterioridad la fuerza actuante sobre la mandíbula y que es necesaria para causar la fragmentación del vidrio recocido del que están hechos los envases de vidrio. Para cumplir con este requerimiento, se realizó una búsqueda de información referente a pruebas o ensayos normalizados en ingeniería que estudiaran el comportamiento de rotura de elementos de vidrio recocido.
Mediante la búsqueda informática, se dio con la existencia de un artículo de la sociedad mexicana de ingeniería estructural24, que habla de las propiedades mecánicas del vidrio recocido estructural.
Este tipo de vidrio, a pesar que en el artículo lo tratan como un vidrio estructural, es del mismo tipo de vidrio de silicato sódico con el que se fabrican las botellas de vidrio nuevas; de igual manera, a pesar que este tipo de vidrio es frágil y que cuenta con una tasa de falla variable, es un material capaz de resistir diversas acciones externas que le afectan directamente, pero que bajo las propiedades del vidrio este no presenta cambios estructurales ni en su composición.
De acuerdo con el artículo consultado el medio adecuado para conseguir el comportamiento y los modos de falla del vidrio recocido es ejecutando una prueba de fatiga sobre diversas muestras del material. Esta prueba de fatiga, especialmente en el vidrio, se lleva a cabo para conocer el crecimiento de grieta causado por un esfuerzo de corrosión que tiene lugar durante el ensayo y que lleva a la muestra hasta la falla.
24 PUGA, Heriberto. OLMOS, Luis, GARNICA. Pedro. y JARA, Manuel. Determinación de las propiedades mecánicas de elementos estructurales de vidrio. Sociedad Mexicana de ingeniera estructural. 2014. (En Línea) http://www.smie.org.mx/SMIE_Articulos/co/co_18/te_10/ar_13.pdf citado en 28 de julio de 2017.
63

Dentro de las pruebas de fatiga para materiales cerámicos, existen dos métodos que permiten conocer los parámetros de falla en una muestra; el primero de estos métodos consiste en una prueba de fatiga estática, que consiste en someter a flexión una muestra en cuatro puntos de su superficie durante un tiempo prolongado y bajo carga constante. Esta prueba de fatiga estática no resulta adecuada para este tipo de muestras, ya que puede durar tiempos considerablemente altos si no se establece una debida relación entre la condición de carga y las condiciones de superficie de la muestra.
De igual manera, existen las pruebas de fatiga dinámica, las cuales consisten en someter las muestras a una carga cíclica hasta que estas llegan a la falla. Estas pruebas de fatiga dinámica se caracterizan por contar con una corta duración, a diferencia de las pruebas de carga estática. Para la prueba de fatiga dinámica ejecutada en el artículo, se selecciona la prueba coaxial de doble anillo (CDA), la cual se caracteriza por que se evita todo tipo de grieta presente en los bordes de la muestra. Para la ejecución de este tipo de prueba se emplea un anillo de carga y opuesto a este, otro anillo de apoyo o soporte.
De acuerdo con lo mencionado en el documento de referencia, mediante este tipo de prueba es posible encontrar de manera acertada, la resistencia de falla y el módulo de elasticidad del vidrio. Para el caso de este tipo de prueba, existen normas internacionales que se especializan en determinar la resistencia del vidrio, en el caso de las normas europeas EN 1288-2:200 y EN 1288-5:200; como también la norma americana ASTM 1499-05 que consiste en determinar la resistencia de cerámicos avanzados bajo condiciones ambientales.
Esta prueba se realiza con unas probetas cuadradas de 200mm x 200mm con distintos espesores de placa de las cuales el material es vidrio recocido nuevo o vidrio de silicato sódico comercial. Por su parte, la temperatura del medio de la prueba fue la temperatura del ambiente (19.6°C aproximadamente) y se ejecutó la prueba con una velocidad de carga constante en todas las pruebas efectuadas.
Dadas las condiciones ambientales y de velocidad de carga, se ejecuta la prueba coaxial de doble anillo con una tasa de carga de 79kN/min. De igual manera se expresan las dimensiones de los anillos que fueron utilizados para ejecutar la prueba, siendo así, el radio del anillo de carga es de 25.5mm, y el radio del anillo de apoyo es 63.5mm, medidas con las cuales se obtiene finalmente un área de prueba de 2043mm2.
El equipo con el cual se realiza la prueba y se registran los principales resultados es una máquina universal Instron – 5500R (Imagen 19), la cual permitió determinar la deflexión presentada por la muestra justo debajo del anillo de carga, la duración de la falla y la fuerza de falla.
64
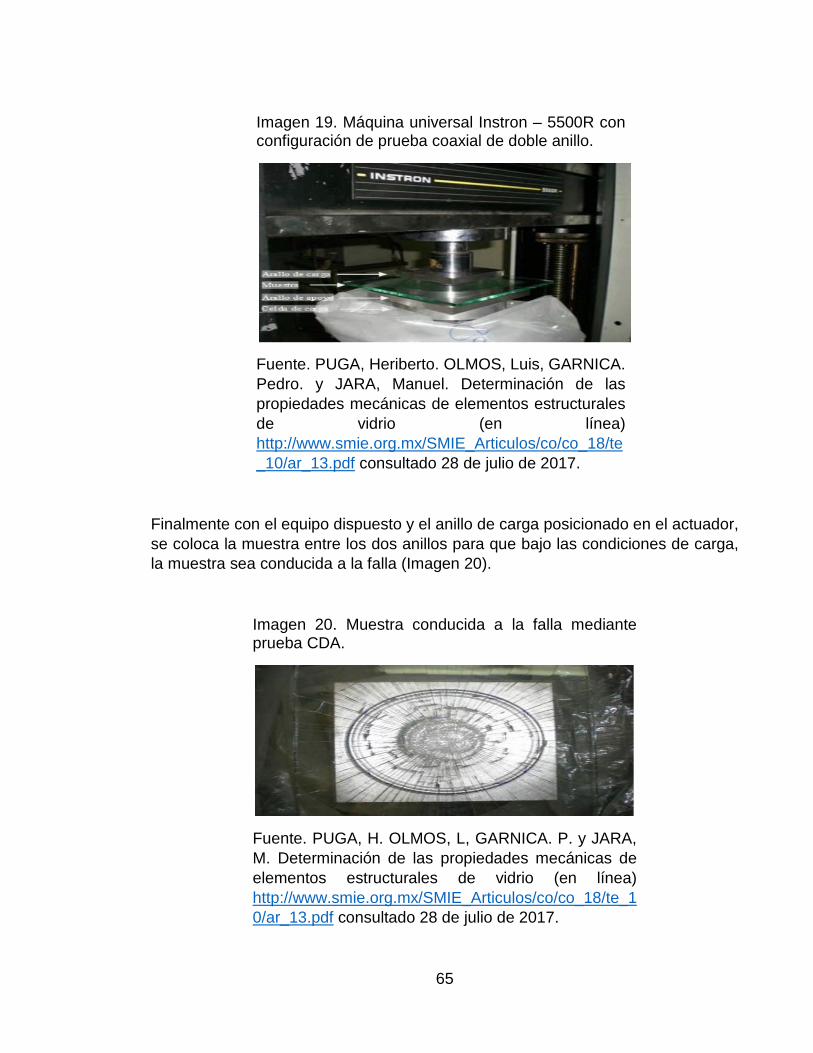
Imagen 19. Máquina universal Instron – 5500R con configuración de prueba coaxial de doble anillo.
Fuente. PUGA, Heriberto. OLMOS, Luis, GARNICA. Pedro. y JARA, Manuel. Determinación de las propiedades mecánicas de elementos estructurales de vidrio (en línea) http://www.smie.org.mx/SMIE_Articulos/co/co_18/te_10/ar_13.pdf consultado 28 de julio de 2017.
Finalmente con el equipo dispuesto y el anillo de carga posicionado en el actuador, se coloca la muestra entre los dos anillos para que bajo las condiciones de carga, la muestra sea conducida a la falla (Imagen 20).
Imagen 20. Muestra conducida a la falla mediante prueba CDA.
Fuente. PUGA, H. OLMOS, L, GARNICA. P. y JARA, M. Determinación de las propiedades mecánicas de elementos estructurales de vidrio (en línea) http://www.smie.org.mx/SMIE_Articulos/co/co_18/te_10/ar_13.pdf consultado 28 de julio de 2017.
65
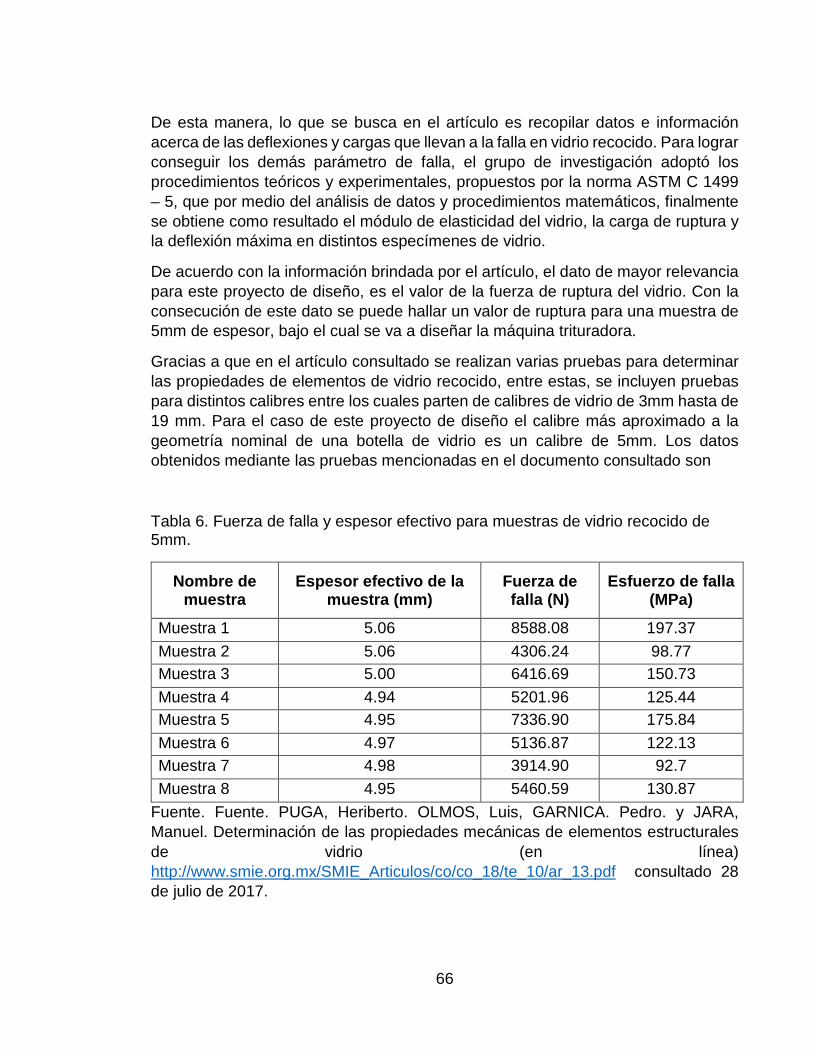
De esta manera, lo que se busca en el artículo es recopilar datos e información acerca de las deflexiones y cargas que llevan a la falla en vidrio recocido. Para lograr conseguir los demás parámetro de falla, el grupo de investigación adoptó los procedimientos teóricos y experimentales, propuestos por la norma ASTM C 1499 – 5, que por medio del análisis de datos y procedimientos matemáticos, finalmente se obtiene como resultado el módulo de elasticidad del vidrio, la carga de ruptura y la deflexión máxima en distintos especímenes de vidrio.
De acuerdo con la información brindada por el artículo, el dato de mayor relevancia para este proyecto de diseño, es el valor de la fuerza de ruptura del vidrio. Con la consecución de este dato se puede hallar un valor de ruptura para una muestra de 5mm de espesor, bajo el cual se va a diseñar la máquina trituradora.
Gracias a que en el artículo consultado se realizan varias pruebas para determinar las propiedades de elementos de vidrio recocido, entre estas, se incluyen pruebas para distintos calibres entre los cuales parten de calibres de vidrio de 3mm hasta de 19 mm. Para el caso de este proyecto de diseño el calibre más aproximado a la geometría nominal de una botella de vidrio es un calibre de 5mm. Los datos obtenidos mediante las pruebas mencionadas en el documento consultado son
Tabla 6. Fuerza de falla y espesor efectivo para muestras de vidrio recocido de 5mm.
Nombre de muestra
Espesor efectivo de la muestra (mm)
Fuerza de falla (N)
Esfuerzo de falla (MPa)
Muestra 1 5.06 8588.08 197.37 Muestra 2 5.06 4306.24 98.77 Muestra 3 5.00 6416.69 150.73 Muestra 4 4.94 5201.96 125.44 Muestra 5 4.95 7336.90 175.84 Muestra 6 4.97 5136.87 122.13 Muestra 7 4.98 3914.90 92.7 Muestra 8 4.95 5460.59 130.87
Fuente. Fuente. PUGA, Heriberto. OLMOS, Luis, GARNICA. Pedro. y JARA, Manuel. Determinación de las propiedades mecánicas de elementos estructurales de vidrio (en línea) http://www.smie.org.mx/SMIE_Articulos/co/co_18/te_10/ar_13.pdf consultado 28 de julio de 2017.
66

Una vez obtenidos los datos de fuerza de falla y esfuerzos de falla por cada una de las muestras sometidas a prueba, se requiere lograr por medio de un análisis estadístico y matemático, encontrar el valor puntual del esfuerzo de falla y la fuerza de falla determinadas por medio de la prueba CDA, para espesores de 5mm.
Cumpliendo con la necesidad de conocer el valor exacto del esfuerzo de falla en geometrías con espesor de 5mm, se genera un gráfico de dispersión, del cual se puede extraer una línea de tendencia que describa el comportamiento de los espesores contra el comportamiento de los esfuerzos de cada muestra. Así, se logra determinar la ecuación de la recta, la cual permite encontrar el valor de esfuerzo de falla requerido.
Figura 11. Línea de tendencia espesor de muestra vs. Esfuerzo de falla.
Según la información recopilada en la figura 11, es posible determinar el esfuerzo de falla dada la ecuación de la línea de tendencia que muestra un comportamiento lineal entre esfuerzo de falla y espesor de las 8 muestras estudiadas. Entonces, en la ecuación presente en la gráfica “y” es esfuerzo de falla y “x” es el espesor; teniendo en cuenta esto se determina el esfuerzo de falla nominal para vidrio recocido con espesor de 5mm.
89.137__71.388)5(32.105__
71.388)(32.105__
=−=
−=
falladeesfuerzofalladeesfuerzo
espesorfalladeesfuerzo
y = 105,32x - 388,71R² = 0,0195
0
50
100
150
200
250
4,92 4,94 4,96 4,98 5 5,02 5,04 5,06 5,08
Esfu
erzo
de
falla
(MPa
)
Espesor de la muestra (mm)
Pruebas CDA - espesor 5mm
67

Gracias al procedimiento estadístico ejecutado, se logra determinar que el esfuerzo de falla para un vidrio recocido con espesor de 5mm, es de 137.89MPa.
También resulta necesario ejecutar un procedimiento igual para el caso de la relación espesor y fuerza de falla de las muestras estudiadas. Entonces, bajo la misma metodología estadística se produce un diagrama de dispersión con los datos obtenidos mediante las pruebas; una vez producido, se origina una línea de tendencia que describirá el comportamiento lineal de las variables involucradas. Así, la figura 12 muestra el comportamiento lineal y la ecuación de la recta de la fuerza de falla obtenida mediante las pruebas.
Figura 12. Línea de tendencia espesor de muestra vs. Fuerza de falla.
Obtenida la línea de tendencia y junto con ella su respectiva ecuación, se procede a determinar la fuerza de falla exacta para un espesor de vidrio recocido de 5mm. Dada la ecuación de la recta donde “y” es la fuerza de falla y “x” es el espesor de la muestra, se ejecuta el desarrollo matemático para conseguir la información requerida respecto a la fuerza de falla.
5.5872__28576)5(7.6889__28576)(7.6889__
=−=−=
falladeFuerzafalladeFuerza
xfalladeFuerza
y = 6889,7x - 28576R² = 0,0444
0100020003000400050006000700080009000
10000
4,92 4,94 4,96 4,98 5 5,02 5,04 5,06 5,08
Fuer
za d
e fa
lla (N
)
Espesor efectivo de la muestra (mm)
Pruebas CDA - espesor 5mm
68

Gracias al desarrollo matemático de la ecuación de la recta, se determina que la fuerza de falla para una muestra de vidrio recocido con espesor de 5mm es de 5872.5N.
De acuerdo con la información anteriormente expuesta respecto a la fuerza de falla, existe la manera de poder calcular la reacción resultante sobre el eje excéntrico que otorga movimiento a la mandíbula móvil.
Antes de iniciar con los cálculos y dimensionamientos del diseño detallado, resulta adecuado recordar las partes y componentes principales de una trituradora de mandíbulas, ya que con esto será más fácil la deducción y el reconocimiento de las piezas que serán dimensionadas analíticamente. De acuerdo con esto, en la imagen 21 se aprecian cada uno de los elementos y las partes principales que componen la máquina.
Imagen 21. Partes y elementos de una máquina trituradora de mandíbulas.
Fuente. CACUANGO, Xavier. Tipos de mecanismos (en línea) https://www.emaze.com/@AQFRTTOI/tipos-de-mecanismos citado en 1 de junio de 2017.
Mandíbula móvil
Placas laterales
Mandíbula fija
Muela móvil
Eje excéntrico
Base Muela fija
Cuerpo mandíbula móvil
Biela
Soporte de biela
Resorte de posicionamiento
Vástago de resorte
Rodamientos eje excéntrico
Polea-volante de inercia 1
2
3
4
5
6
7
8
9
10
11
12
13
Número del elemento en el diseño #
69

4.2 DISEÑO DEL EJE EXCÉNTRICO
Conociendo las condiciones de fuerzas actuantes sobre la mandíbula móvil se procede a representar y analizar el diagrama de cuerpo libre de la máquina. Cabe aclarar que este eje excéntrico es el elemento 10 en la imagen 21.
Considerando que la altura vertical de la placa es 62cm, es decir el punto donde está ubicada la reacción R2; la fuerza de triturado se ubica a 31 cm sobre la vertical y la reacción R1 se ubica a 5cm del extremo inferior de la mandíbula móvil. De esta manera se calcula el valor de cada una de las reacciones presentes en la placa.
De igual manera, se asigna un valor de ángulo de apertura entre mandíbulas de 25°, esto, dado que fabricantes de este tipo de máquinas recomiendan un ángulo entre mandíbulas con un valor igual o menor a 26°25.
( ) ( )( ) ( )
NRmNmR
RmNmRmF
M
T
R
81.3193157.047.18201
057.0*131.0*5.5872057.0*131.0*
02
=
=
=−=−
=∑
25 CHANGO, Luis; MOLINA, Andrés. Diseño y construcción de un máquina trituradora de escoria para la empresa novacero s.a. planta industrial lasso. Latacunga, 2013, 243p. Trabajo de grado (ingeniería electromecánica). Escuela politécnica del ejército. Departamento de eléctrica y electrónica.
Figura 13. Fuerzas actuantes en mandíbula móvil (elemento 6).
R2
R1
FT
X
Y
25
70

NRNR
RR
X
X
X
57.28491)25cos(*81.31931
)25cos(*11
=°=
°=
NRsenR
senRR
Y
Y
Y
76.13491)25(*81.31931
)25(*11
=°=
°=
Por medio de la sumatoria de momentos actuantes sobre la mandíbula, desde la reacción R2 se obtiene el valor de la reacción 1.
Ahora, mediante el uso de sumatoria de las fuerzas actuantes sobre la mandíbula, paralelas al eje coordenado X se determina el valor de la reacción R2.
NRNNR
FRRF
T
X
69.2678281.31935.58722
0120
=−==−+
=∑
NRNR
RR
X
X
X
72.24272)25cos(*69.26782
)25cos(*22
=°=
°=
NRsenNR
senRR
Y
Y
Y
06.11322)25(*69.26782
)25(*22
=°=
°=
Conociendo la reacción R2 sobre la geometría de la mandíbula, se proyecta la reacción como una carga uniformemente distribuida sobre el eje excéntrico de la máquina trituradora. Dando como resultado grafico los diagramas de cuerpo libre del eje.
Figura 14. Diagrama de cuerpo libre del eje. Dimensiones en mm.
X
Z
RBx R2 RDx F
8928.97N/m 66 150 150 44 22 14 14
A E D
C
B
71

Tomando las cotas de la figura 12 en unidades de milímetros, se procede a encontrar las cargas (RBx, RDx y FE) que son incógnitas dentro del sistema. Inicialmente la fuerza FE en la figura. De acuerdo con uno de los requerimientos de diseño, se desea que el consumo de energía sea el mínimo posible, para la aplicación específica que se le dará a la máquina. Así, por medio de una comparación con unas máquinas producidas en serie26 (Retsch BB100 y Retsch BB200) que cuentan con una capacidad y parámetros de operación cercanos a los de la máquina diseñada, se determina que la potencia adecuada que debe proporcionar el motor es de 1.5 HP.
En este caso, bajo la selección de un motor “WEG” de 1.5 HP, se tiene que el torque de salida de este motor es de 10.7Nm27 a 11.08Nm generalmente, con el parámetro de una relación de transmisión de 3, el torque de entrada al eje excéntrico es 32.1Nm aproximadamente (Ver anexo A). Para determinar la fuerza es necesario seleccionar la polea motriz del eje en cuestión, la cual tiene un diámetro de 0.24m, el cual es preseleccionado con el fin de aproximar la relación de transmisión que requiere la máquina. Bajo estas condiciones, entonces la fuerza FE es:
NFEm
NmFE
rTFE
rFET
polea
polea
75.13324.01.32
*
=
=
=
=
Conociendo el valor de la fuerza FE se procede a determinar el valor de las reacciones restantes en el diagrama, mediante la sumatoria de momentos en un punto y la sumatoria de fuerzas sobre el mismo.
26 RETSCH Solutions in milling & sieving. Trituración primaria y gruesa con trituradoras de mandíbula. Alemania. RETSCH. 2013. 27 The Engineering Toolbox. Electric motors – power and torque vs. Speed. (en línea) https://www.engineeringtoolbox.com/electrical-motors-hp-torque-rpm-d_1503.html citado en 29 de agosto de 2017.
72

( ) ( ) ( )( ) ( ) ( )
NRmNmR
mNmRNmFEmRmR
MR
Dx
Dx
Dx
Dx
Bx
65.1187328.055.389
0372.0*75.133328.0*164.0*69.26780372.0*328.0*164.0*2
0
=
=
=−−=−−
=∑
NRNNNR
Fx
Bx
Bx
39.1357075.13365.118769.2678
0
==−−+−
=∑
A continuación, de acuerdo a las máquinas existentes, la velocidad de operación promedio del eje de la mandíbula móvil está entre 250 y 300 RPM, para este caso, la velocidad de operación se toma como 300 RPM; esta velocidad de operación resulta ser un dato adecuado para encontrar una potencia preliminar en el eje, en relación a los parámetros dados.
srad
RPM
42,3160
300*2
=
=
ω
πω
HPW
HPWP
WWPs
radNmP
TP
35.17461*582.1008
008582.1582.1008
42.31*1.32
*
==
==
=
= ω
Se determina que la potencia en el eje es de 1.35 HP.
Posteriormente por medio de del análisis de fuerzas cortantes y momentos flectores sobre el eje se consiguen las gráficas.
73

Imagen 22. Diagrama de cuerpo libre simulado en aplicación.
Fuente. Ingeniería SkyCiv. Calculadora en línea libre de la viga (en línea) https://skyciv.com/es/free-beam-calculator/ consultado 25 de agosto de 2017.
Luego de obtener el diagrama de cuerpo libre del eje, se obtiene la gráfica de fuerza cortante que actúa sobre la totalidad del eje.
Figura 15. Gráfica de fuerza cortante sobre el eje excéntrico, obtenida por medio de aplicación virtual.
Fuente. Ingeniería SkyCiv. Calculadora en línea libre de la viga (en línea) https://skyciv.com/es/free-beam-calculator/ consultado 25 de agosto de 2017.
74
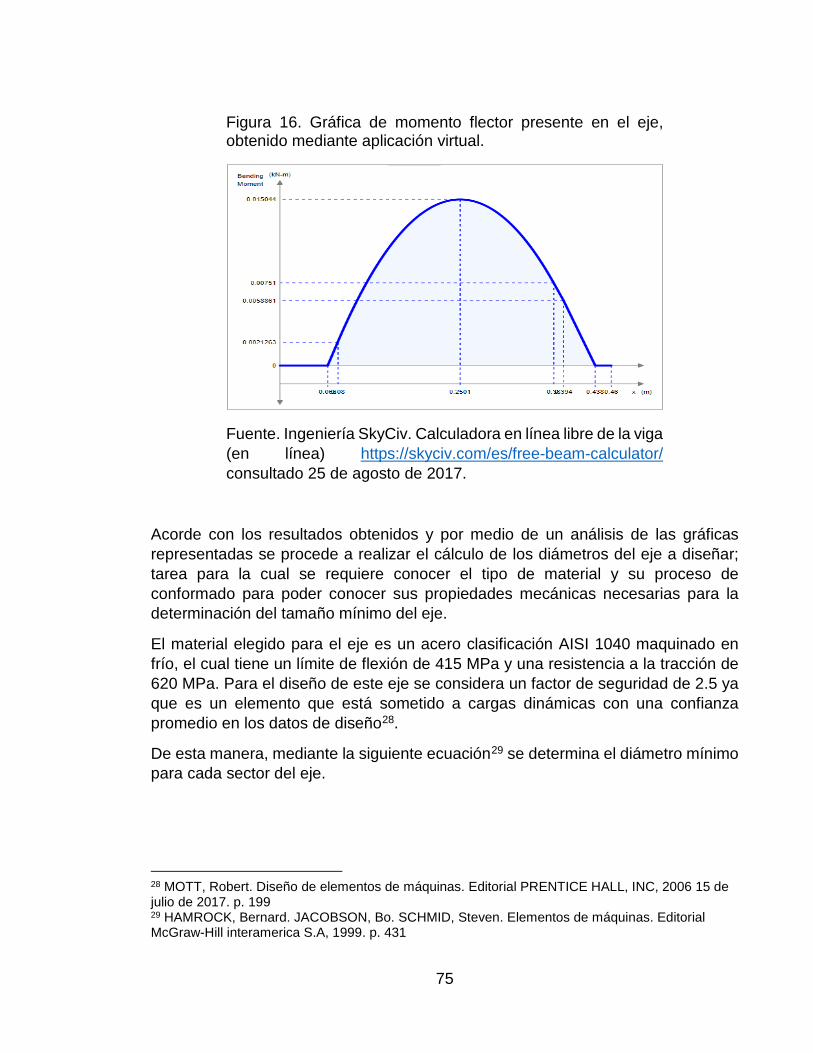
Figura 16. Gráfica de momento flector presente en el eje, obtenido mediante aplicación virtual.
Fuente. Ingeniería SkyCiv. Calculadora en línea libre de la viga (en línea) https://skyciv.com/es/free-beam-calculator/ consultado 25 de agosto de 2017.
Acorde con los resultados obtenidos y por medio de un análisis de las gráficas representadas se procede a realizar el cálculo de los diámetros del eje a diseñar; tarea para la cual se requiere conocer el tipo de material y su proceso de conformado para poder conocer sus propiedades mecánicas necesarias para la determinación del tamaño mínimo del eje.
El material elegido para el eje es un acero clasificación AISI 1040 maquinado en frío, el cual tiene un límite de flexión de 415 MPa y una resistencia a la tracción de 620 MPa. Para el diseño de este eje se considera un factor de seguridad de 2.5 ya que es un elemento que está sometido a cargas dinámicas con una confianza promedio en los datos de diseño28.
De esta manera, mediante la siguiente ecuación29 se determina el diámetro mínimo para cada sector del eje.
28 MOTT, Robert. Diseño de elementos de máquinas. Editorial PRENTICE HALL, INC, 2006 15 de julio de 2017. p. 199 29 HAMROCK, Bernard. JACOBSON, Bo. SCHMID, Steven. Elementos de máquinas. Editorial McGraw-Hill interamerica S.A, 1999. p. 431
75

( )3
1
22
43*
**32
+= TM
SyNsDi
π
Donde:
Di: Diámetro de sección del eje.
Ns: Factor de seguridad.
Sy: Límite de flexión.
M: Momento flector presente en la sección del eje.
T: Torque en el eje.
Imagen 23. Mención de diámetros en el eje.
Aplicando la ecuación el diámetro de cada una de las secciones del eje será:
• Sección 1.
( )
mmmD
Nmm
NxD
94.1101194.0
1.3243*
10415*5.2*32
1
31
2
261
==
=
π
Según el diámetro obtenido mediante fórmula, considerado como muy pequeño, se asigna un diámetro final de 21 mm para la sección 1 del eje, ya que al realizar el cálculo y selección de los cojinetes necesarios para apoyar la sección 2 los diámetros de estas dos secciones resultan tener una amplia diferencia y por lo tanto se determina aproximar el diámetro de la sección 1 al diámetro D2.
• Sección 2.
Sección 1 D1
Sección 2 D2
Sección3D3 Sección
4 D4 Sección
5 D5
76

( ) ( )
mmmD
NmNmm
NxD
96.1101196.0
1.324313.2*
10415*5.2*32
2
31
22
262
==
+=
π
Según el diámetro mínimo obtenido para la sección 2, se ejecuta una corrección del diámetro a una medida estándar, y se elige un diámetro final de 22.225 mm, el cual resulta el adecuado para fijar cojinetes de bolas necesarios para el apoyo del eje.
• Sección 3.
( ) ( )
mmmD
NmNmm
NxD
47.1201247.0
1.324304.15*
10415*5.2*32
3
31
22
263
==
+=
π
De acuerdo con el diámetro mínimo obtenido por medio de la formula, se corrige como diámetro final 27 mm, el cual debe ser mayor que el diámetro de la sección 2, tanto para aportar rigidez al eje, como para asegurar una excentricidad mínima.
• Sección 4.
( ) ( )
mmmD
NmNmm
NxD
08.1201208.0
1.324351.7*
10415*5.2*32
4
31
22
264
==
+=
π
El caso de esta sección que como la sección 2, también será en la que se aloja un segundo cojinete de apoyo para el eje, por esta razón se determina asignar el mismo tamaño de la sección 2, que corresponde a 22.225 mm de diámetro.
• Sección 5.
( )
mmmD
Nmm
NxD
95.1101195.0
1.3243*
10415*5.2*32
5
31
2
265
==
=
π
77

Para la última sección del eje se decide asignar un diámetro final corregido de 21 mm, igual al de la primera sección; por lo cual el eje es simétrico en los diámetros de sus secciones.
Debido a la geometría asignada al eje, de igual manera es necesario asignar un valor a la excentricidad, que resulta distinta a la excentricidad asignada para los cálculos preliminares. En ese orden de ideas la excentricidad máxima asignada al eje es de 2.4 mm; ya que esta es la máxima excentricidad admitida por los diámetros asignados del eje.
4.3 CÁLCULO DE BIELA DE LA MANDÍBULA MÓVIL
Para realizar el cálculo de la biela de la mandíbula móvil (elemento 7 en la imagen 21), se requiere repasar la geometría del sistema de mandíbulas, para poder dimensionar correctamente la medida de la misma.
Imagen 24. Trituradora de mandíbulas.
Fuente. LIU, Don. How is jaw crusher work (en línea) https://www.slideshare.net/donliu23/how-is-jaw-crusher-work-53226540 consultado 20 de agosto de 2017.
h
X
X´
r´ X´´
78

Imagen 25. Diagrama de cuerpo libre de la biela.
Conociendo que el ángulo de apertura entre las mandíbulas es de 25°, se procede a hallar la medida “X”
( )cmcmXcmTanX
cmXTan
2991.2862*25
62
==°=
=α
Según la geometría de la trituradora, se encuentran las medidas restantes para poder conocer la medida necesaria de la biela.
cmr
cmcmr
err
eje
eje
cojineteexceje
75,1
4.027.2
=
+=
+=
cmXcmcmcmX
rmuelaespesorXX eje
75.40´75.11029´
_´
=++=
++=
Para terminar con el dimensionamiento de los componentes principales de la trituradora, se debe tener en cuenta, que la posición de contacto entre balancín y la mandíbula móvil es a 18 cm por encima del extremo inferior de la mandíbula, se tiene que si longitud será.
3151.82N=R1
Rsoporte
79

cmXcmSenXbalancinalturaSenX
65,22´´6,53*)25(´´_*´´
=°=
= α
La carga que se transmite a la biela, es también la carga necesaria para fragmentar las botellas de vidrio; de esta manera, para encontrar la magnitud geométrica restante de la biela se utiliza la siguiente fórmula para hallar el espesor30 desconocido. El material de la biela es un acero AISI 1040 con E=200GPa.
26
2
2
29
1020
)100(1*10200
cmNxE
cmm
mNxE
=
=
NPcrsenNPcr
senRPcr
76.1349)25(*81.3193
)25(*1
===
cme
cmcmNx
cmNe
bELPcre
LebEPcr
L
ebEPcr
LIEPcr
3173.0
31*1020*)31(*48*76.1349
***48*
*48***
*412***
*4**
32
6
2
32
2
3
3
3
2
=
=
=
=
=
=
π
π
π
π
π
Entonces, las medidas de la biela unida a la mandíbula móvil tendrán una longitud de 22cm y un espesor de 0.5cm, como mínimo, según los cálculos obtenidos.
30 MOTT, Robert. Resistencia de materiales aplicada. Editorial Prentice-Hall Hispanoamérica, 1996. p. 520.
80

4.4 DIMENSIONAMIENTO DE LA MUELA FIJA
De acuerdo con las medidas que se han asignado ya a los componentes de la máquina trituradora, la base de la muela fija (elemento 3) será de 30cm, mientras que la altura de la misma será de 62cm. Con estos datos se determina el área total de la superficie de la muela.
2186062*30
*
cmAreacmcmArea
hbArea
=
==
Imagen 26. Diagrama de cuerpo libre de la muela fija.
Considerando una situación de trabajo de la máquina, se calcula el área de sección de una botella normal de 750 ml (r=8.08cm, h=19.5cm) que será triturada por el sistema de mandíbulas; bajo este concepto, se puede entonces encontrar el esfuerzo31 que puede tener lugar en la superficie de triturado de la muela.
31 MOTT, Robert. Resistencia de materiales aplicada. Editorial Prentice-Hall Hispanoamérica, 1996. p. 83.
19307.6 N/m
Fija a placa posterior
81

cmAcmcmA
hrA
b
b
b
98.9895.19*08.8*2
**2
===
ππ
2
2
9319.598.989
.5.5872
cmNcm
NA
F
b
rotura
=
=
=
σ
σ
σ
Se prevé que en condiciones de trabajo promedio, la superficie de trabajo de la muela será de aproximadamente 50%, por lo cual el área de trabajo de la muela fija es.
2
2
930
5.0*1860
cmAcmA
t
t
=
=
También, con el esfuerzo preliminar del material calculado anteriormente y el área total de la muela se calcula la fuerza que esta ejerce sobre el material que se va a fragmentar.
NF
cmcmNF
AF
muela
muela
muela
33.11033
1860*9319.5
*2
2
=
=
= σ
4.5 DISEÑO DE LA BASE DE LA MUELA FIJA
Para el diseño de la base que soportará la muela fija del sistema (elemento 5), inicialmente se debe conocer la fuerza que soporta la muela y su longitud, para con ello obtener la carga en la base.
cmNW
cmNW
LF
Wmuela
muela
96.17762
33.11033
=
=
=
Para hallar el momento máximo de flexión para el comportamiento de viga de este elemento se emplea la siguiente ecuación32.
32 MOTT, Robert. Resistencia de materiales aplicada. Editorial Prentice-Hall Hispanoamérica, 1996. p. 276.
82

cmNM
cmcmN
M
LWM
*78.855098
)62(*96.1778*
2
2
=
=
=
Para evitar la falla por flexión en el elemento, por medio de la fórmula de esfuerzo máximo se puede hallar el dato de espesor efectivo de la placa. Por su parte, el momento de inercia también involucra directamente el espesor de la placa y por lo tanto se debe hallar un solo despeje para encontrar el espesor efectivo33 de la placa. El material escogido para la placa de la muela es acero AISI 410 con Ϭmáx= 480MPa.
cmecme
cmecm
NcmcmNe
bMe
ebM
ebeM
eb
eM
máx
máx
máx
máx
1597.0
35629.0
48000*30*78.85509*6
*6
*6
**2**12
12*
2*
2
2
2
2
2
3
3
===
=
=
=
=
=
σ
σ
σ
σ
4.6 DISEÑO DE PLACAS LATERALES
El material de las placas laterales es un acero SAE 1010, dado que es un acero que no es de elevado costo y sus propiedades satisfacen la necesidad de cubrir el área de triturado de la máquina. Mediante la selección del material, se obtiene el esfuerzo de tracción propio con relación a la fuerza de trituración presente en el sistema;
33 Ibid. p. 276
83

datos mediante los cuales se puede determinar el área actuante de las placas laterales.
2
2
613.0
1800033.11033
cmAcm
NNA
FA
AF
=
=
=
=
σ
σ
El área efectiva de una placa está dado por.
cmecmcme
LAe
eLA
00988.062613.0
*
2
=
=
=
=
El espesor efectivo encontrado teóricamente no es un espesor determinante, por lo cual es posible emplear una placa de mayor calibre que aporte rigidez a la máquina, o también se contempla la posibilidad de construir celosías, las cuales aportan una mayor rigidez a la máquina.
4.7 DISEÑO DE VOLANTE DE INERCIA
Inicialmente el diseño del volante de inercia (elemento 8), en cuanto a su geometría, se considera del mismo tamaño del cual se prevé, será el tamaño de la polea que aportará el movimiento al eje. Por lo tanto, el diámetro del volante será 0.24m y el diámetro del agujero de sujeción del volante será de 0.021m; agujero que permitirá que el volante se pueda acoplar al eje.
En cuanto al material seleccionado para el volante, se toma la fundición gris. Esta selección se da, ya que este es de un costo menor que algunos aceros empleados comúnmente en volantes de inercia, por ejemplo el acero AISI 4130 el cual es de costo elevado y resulta poco conveniente debido a que la geometría asignada para el elemento cuenta con dimensiones que lo convierten en un elemento de alto costo. Por su parte la fundición gris, resulta ser un material apropiado gracias a que el proceso de conformado de este tipo de material permite lograr fácilmente la
84

geometría requerida mediante el moldeo en arena. Este material se caracteriza también por tener una densidad menor que la de los aceros, en este caso la densidad de la fundición gris es aproximadamente 6920 kg/m3.
Para encontrar la masa del volumen es necesario dimensionar el volante; en este caso será diseñado como un cilindro solido con espesor de 50mm.
( ) ( )[ ]( ) ( )[ ]3
22
22
0022446.0
021.0240.0*05.0*4
**4
mV
mmmV
dDhV
VI
VI
VI
=
−=
−=
π
π
Imagen 27. Volante de inercia de la trituradora.
Con el volumen del volante de inercia adaptado para la aplicación se encuentra la masa que este va tener.
kgm
mmkgm
vm
53.15
0022446.0*6920
*3
3
=
=
= ρ
T
300RP
85

Conociendo la masa del volante de inercia se puede determinar la inercia34 propia del elemento.
2
2
2
223.0)12.0(*53.15
*
mkgImkgI
rmI VI
−=
=
=
De acuerdo con el valor de la inercia producida en el volante, se puede determinar el valor de la aceleración angular 35del mismo.
2
2
95.143
223.01.32
*
srad
kgmNm
ITIT
=
=
=
=
α
α
α
α
De acuerdo con el rango de operación de la máquina, el eje excéntrico gira a una velocidad de 300 RPM, razón por la cual el volante de inercia gira a la misma velocidad, la cual su magnitud en unidades angulares es.
srad
rpm
n
42.3160300*2
60*2
=
=
=
ω
πω
πω
Por último, con estos datos del volante de inercia, se calcula el valor en potencia que requiere el eje excéntrico de la máquina.
HPPWattHPWattP
sradNmP
TP
35.1746
1*582.1008
42.31*1.32
*
=
=
=
= ω
34 Common moment of inertia. (en línea). http://hyperphysics.phy-astr.gsu.edu/hbase/mi.html citado en 7 de agosto de 2017. 35 Ibid.
86

4.8 CÁLCULO DE PERNOS DE FIJACIÓN MUELA Y MANDÍBULA
Al igual que en la anterior selección de pernos de sujeción de las chumaceras, en este caso se hará la selección de los pernos de sujeción de la muela y la mandíbula; entonces conociendo la fuerza máxima que soportará la mandíbula se procede a realizar la selección de los pernos necesarios.
NFpernos
NF
pernosC
F
perno
perno
muelaperno
25.58710
5.5872#
=
=
=
Imagen 28. Cargas actuantes en un perno.
Fuente. THE HOME DEPOT. Tornillos cabeza hexagonal 5/16 x 2” (en línea) http://www.homedepot.com.mx/comprar/es/coapa-del-hueso/tornillos-cabeza-hexagonal-5-16-x-2 consultado 22 de agosto de 2017.
Empleando también en este caso, pernos de la misma especificación SAE grado 8 se determina el área de tracción mínima calculada para cada perno de sujeción.
Donde
Sy36= Resistencia a la tensión
36 MULTIMATERIALES. Manual del tornillo. México. 2014. (en línea) http://www.multimateriales.com/files/Manual-del-tornilllo-2014-br.pdf citado en 18 diciembre de 2017
Fpern
Cper
87
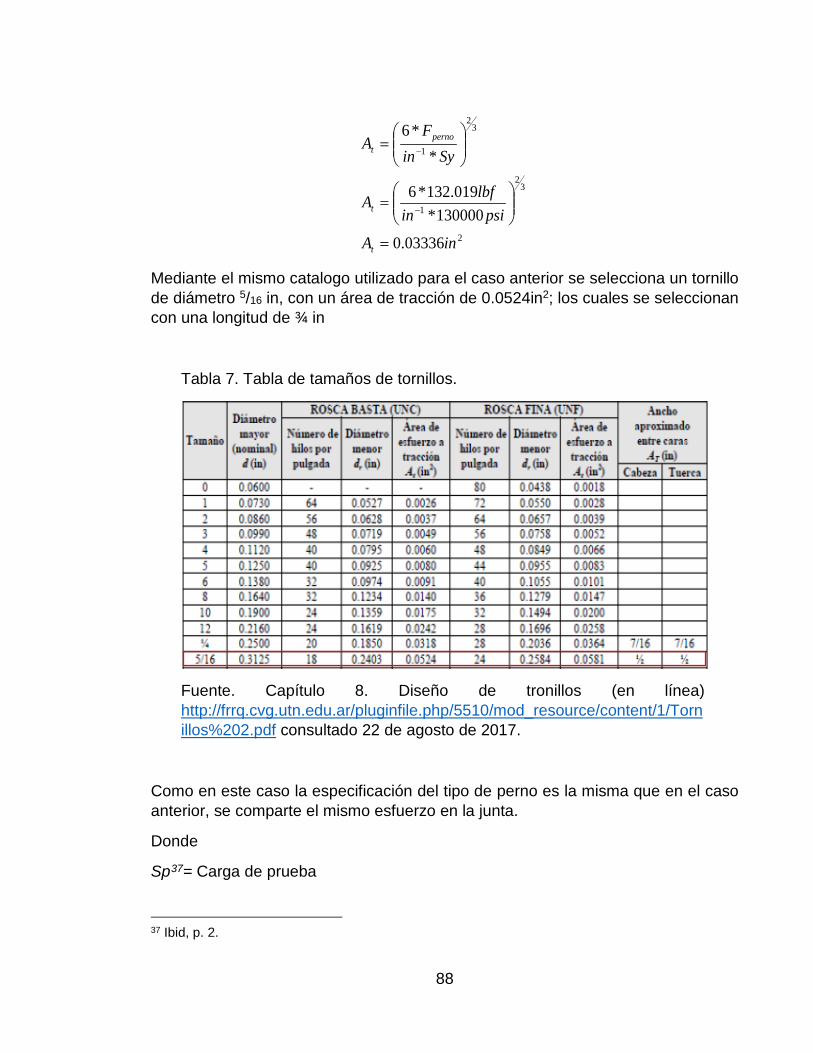
2
32
1
32
1
03336.0
130000*019.132*6
**6
inA
psiinlbfA
SyinF
A
t
t
pernot
=
=
=
−
−
Mediante el mismo catalogo utilizado para el caso anterior se selecciona un tornillo de diámetro 5/16 in, con un área de tracción de 0.0524in2; los cuales se seleccionan con una longitud de ¾ in
Tabla 7. Tabla de tamaños de tornillos.
Fuente. Capítulo 8. Diseño de tronillos (en línea) http://frrq.cvg.utn.edu.ar/pluginfile.php/5510/mod_resource/content/1/Tornillos%202.pdf consultado 22 de agosto de 2017.
Como en este caso la especificación del tipo de perno es la misma que en el caso anterior, se comparte el mismo esfuerzo en la junta.
Donde
Sp37= Carga de prueba
37 Ibid, p. 2.
88

psiSipsiSi
SpSi
90000120000*75.0
*75.0
===
Por lo tanto, la fuerza de apriete necesaria para cada perno de sujeción es.
NlbfFiinpsiFi
ASiFi t
2102947160524.0*90000
*2
===
=
Teniendo en cuenta que el procedimiento anterior no es el único método por el cual se debe realizar la selección de tornillos de sujeción, también se halla el tornillo requerido para la fuerza cortante en el sistema. Teniendo en cuenta que la fuerza cortante presente en el sistema es 242.01N (variable C), se ejecuta el siguiente procedimiento.
Se reparte la carga en la cantidad de tornillos presentes en la muela.
NCpernosNC
pernosCC
perno
perno
perno
201.24
10/01.242
/#
=
=
=
NNsenCCNsenNsenCC
pernopernoy
pernopernox
93.21)25cos(*201.24)(*
23.10)25(*201.24)(*
=°==
=°==
θ
θ
Se determina el momento presente en el sistema, dado por la fuerza y el centroide del conjunto de tornillos.
NmMmNM
CM
64.86358.0*01.242
*
=== α
Ahora se encuentra la suma de los cuadrados de las distancias radiales de todos los pernos.
22
2222
816.0
)10922.0(4)11933.0(2)43.0(4
mr
mmmr
∑∑
=
++=
Ahora se calcula la fuerza sobre cada tornillo para resistir el momento de flexión.
89

∑= 2
11
*rrMF
Donde.
r1: distancia radial desde el centroide del conjunto de pernos hasta el perno más lejano.
Σr2: fuerza sobre el perno más lejano debido al momento.
NFm
mNmF
65.45816.0
43.0*64.86
1
21
=
=
Ahora se descompone la fuerza para los ejes X y Y.
NNFFNsenNsenFF
y
x
28.42)25cos(*65.46cos*71.19)25(*65.46*
11
11
=°===°==
θθ
Luego, se calcula la fuerza total incidente en la dirección y.
NFNNF
CFF
y
y
pernoyyy
21.64
93.2128.421
=
+=
+=
Por lo cual la fuerza resultante sobre cada perno es.
NFNNF
perno
perno
17.67
)71.19()21.64( 22
=
+=
Se calcula el área de tracción necesaria del tornillo para soportar la carga, teniendo en cuenta el material SAE grado 8.
28
26
1049.6
1021.103417.67
mxAtm
NxNAt
FAt
a
perno
−=
=
=τ
El diámetro requerido para el tornillo está dado por.
90

mxD
xD
AD s
4
8
1084.2
10347.6*4
*4
−
−
=
=
=
π
π
También se requiere confirmar mediante otro método que el tornillo no va a presentar falla a la fuerza cortante. Para ejecutar este método se parte por conocer el límite de fluencia de un tornillo SAE grado 8 que es 88 kgf/mm2 = 863 MPa38 y mediante este dato se puede encontrar el esfuerzo cortante a la fluencia.
MPaMPa
y
y
yy
798
863*577.0
*577.0
=
=
=
τ
τ
στ
Con el anterior valor determinado, se procede a encontrar el valor del esfuerzo cortante permisible para el tornillo, tomando un factor de seguridad de 2 ya que es un elemento que puede someterse a cargas dinámicas.
max2492
498
ττ
τ
ττ
≤=
=
=
MPa
MPaFS
perm
perm
yperm
Con el valor del esfuerzo cortante máximo en el tornillo se determina el área de tracción requerida por el tornillo.
223
26
max
0015.01072.9
1024901227.242
inmxAm
NxNA
CA
t
t
t
==
=
=
−
τ
Obtenidos estos resultados, se concluye que no se requiere de un tornillo de diámetro mayor al previamente seleccionado y por lo tanto se conserva el tornillo de diámetro 5/16 in, para la sujeción de las muelas y las mandíbulas.
38 Resistencia de pernos. (en línea) http://k2construcciones.com/documentos/especificaciones_pernos.pdf citado en 10 de noviembre de 2017.
91

4.9 DISEÑO SOPORTE DE LA BIELA
El material seleccionado para el elemento que sirve como soporte de la biela es un acero tipo SAE 1010 con Sy=180 MPa; ya que es un acero que satisface la necesidad de este elemento y además se facilita su mecanizado. Conocidas estas propiedades del material se procede a encontrar el valor del esfuerzo de la pieza de acuerdo a las condiciones de diseño que son el material y un factor de seguridad de 2.5, ya que es un elemento sometido a cargas dinámicas y del cual se tiene una confianza promedio en los datos de diseño.
Imagen 29. Cargas y reacciones en el soporte de biela.
26
26
10725.2
10180
mNx
mNx
NsSy
perm
perm
perm
=
=
=
σ
σ
σ
Este elemento se considera como una placa cuadrada, por lo tanto, se emplea la siguiente fórmula39 para poder hallar el espesor de la placa.
39 MOTT, Robert. Resistencia de materiales aplicada. Editorial Prentice-Hall Hispanoamérica, 1996. p. 84.
R
R
92
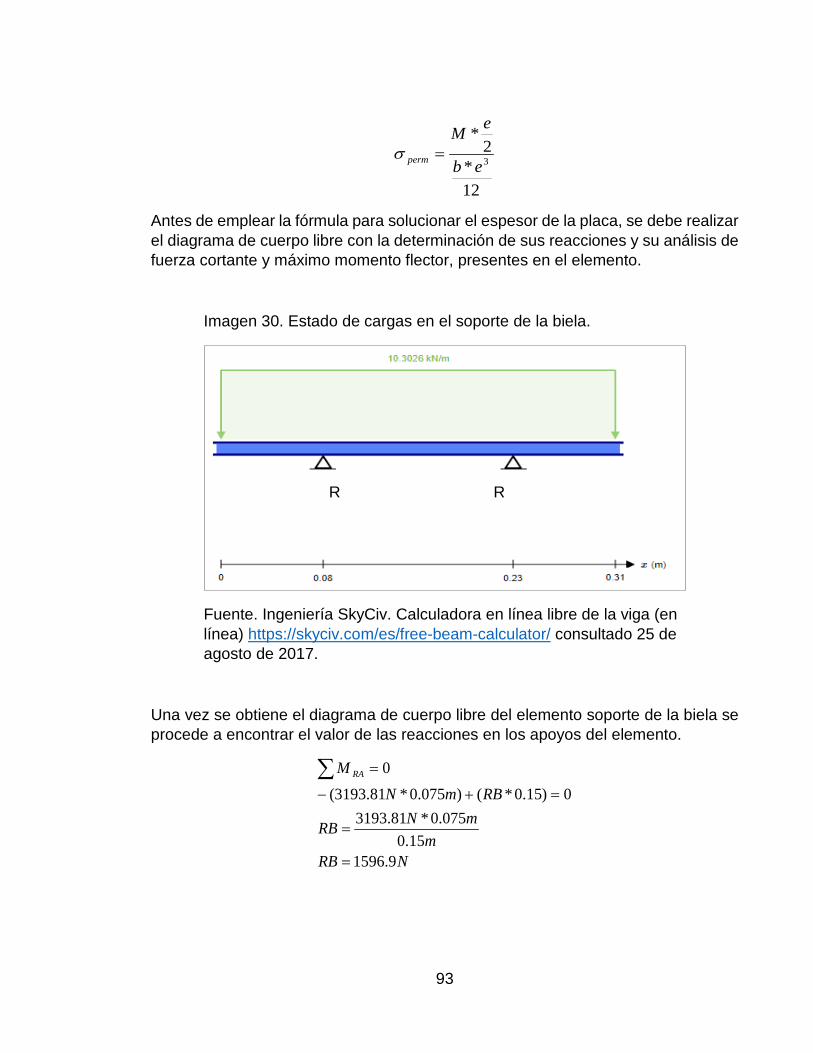
12*
2*
3eb
eMperm =σ
Antes de emplear la fórmula para solucionar el espesor de la placa, se debe realizar el diagrama de cuerpo libre con la determinación de sus reacciones y su análisis de fuerza cortante y máximo momento flector, presentes en el elemento.
Imagen 30. Estado de cargas en el soporte de la biela.
Fuente. Ingeniería SkyCiv. Calculadora en línea libre de la viga (en línea) https://skyciv.com/es/free-beam-calculator/ consultado 25 de agosto de 2017.
Una vez se obtiene el diagrama de cuerpo libre del elemento soporte de la biela se procede a encontrar el valor de las reacciones en los apoyos del elemento.
NRBm
mNRB
RBmNM RA
9.159615.0
075.0*81.31930)15.0*()075.0*81.3193(
0
=
=
=+−
=∑
R
R
93

NRANNRA
Fy
9.159609.159681.3193
0
==+−
=∑
Una vez determinadas las magnitudes de las reacciones y simulando la carga sobre el soporte se obtienen los diagramas.
Imagen 31. Diagrama de cuerpo libre del soporte de la biela.
Fuente. Ingeniería SkyCiv. Calculadora en línea libre de la viga (en línea) https://skyciv.com/es/free-beam-calculator/ consultado 25 de agosto de 2017.
94

Figura 17. Diagrama de fuerza cortante actuante en el soporte de la biela.
Fuente. Ingeniería SkyCiv. Calculadora en línea libre de la viga (en línea) https://skyciv.com/es/free-beam-calculator/ consultado 25 de agosto de 2017.
Figura 18. Diagrama de momento actuante en el soporte de la biela.
Fuente. Ingeniería SkyCiv. Calculadora en línea libre de la viga (en línea) https://skyciv.com/es/free-beam-calculator/ consultado 25 de agosto de 2017.
95
Luego de procesar los datos obtenidos y construir lo diagramas de fuerza cortante y momento flector, se procede a encontrar el espesor de la placa por medio de la formula anteriormente expuesta, utilizando el valor máximo de momento encontrado mediante la gráfica correspondiente.
cmmem
NxmNme
bMe
ebM
eb
eM
perm
perm
perm
29.20229.0
1072*019.077.119*6
*6
*612*
2*
26
2
3
==
=
=
=
=
σ
σ
σ
Con el espesor de placa determinado, se encuentra el área total de la superficie de la placa.
2351.4
29.2*9.1
cmAcmcmA
t
t
=
=
Conociendo el área total de la placa, ahora, se procede a determinar el espesor de la parte maciza del soporte.
cmXcm
cmcmX
XcmcmcmAAAA
t
t
87.19.1
8.0351.4
)*9.1()5.0*8.0(22
22
21
=
−=
+=+=
Así, el espesor de la parte maciza como mínimo debe ser de 1.87cm; como el dato obtenido analíticamente es el mínimo requerido, se sugiere que dicho espesor sea como mínimo 1.9cm, ya que con este espesor se garantiza que los pernos de sujeción no entran en contacto con el balancín, como también se asigna un espesor considerable que permite que no se produzca tan fácilmente una grieta interna de falla en los agujeros de los pernos.
96

4.10 DISEÑO DE LA PLACA UNIDA AL SOPORTE DE LA BIELA
Esta placa soporte cuenta con la misma geometría en la superficie de contacto que tiene con el soporte de la biela, en este caso se requiere conocer el espesor mínimo necesario de la placa.
Para encontrar el espesor, se emplea el mismo método que se utilizó para encontrar el espesor en el soporte de la biela.
cmmem
NxmNme
bMe
d
29.20229.0
1072*019.077.119*6
*6
26
==
=
=σ
Dado que el resultado obtenido mediante la fórmula es el mínimo requerido, se decide asignar un espesor final mayor al obtenido analíticamente, por lo cual es espesor final de diseño es de 2.5 cm de espesor.
Además de esta placa, se adicionan un par de placas en la parte superior e inferior que aportan rigidez a la placa; las medidas de dichas placas son 31cm de largo, altura de 0.4cm y profundidad de 1.5cm y van unidas como se muestra en la imagen 30.
Imagen 32. Placa de unión al soporte de biela.
El método de unión de las placas es por medio de un cordón de soldadura en ángulo en la parte interior de la unión, y para ejecutar dicho procedimiento de soldado se deben conocer los parámetros del cordón y los esfuerzos que se presentan en este.
Placas soldad
97

De esta manera, el cordón se diseña con un espesor de 2mm y una longitud de 31cm, es decir la longitud total de la unión.
Así, el esfuerzo normal del cordón40 con la geometría asignada es.
MPamm
NLhc
F
335.831.0*002.0
81.3193*618.1
**618.1
=
=
=
σ
σ
σ
El esfuerzo cortante máximo que soporta el cordón de soldadura es.
MPamm
NLhc
F
máx
máx
máx
76.531.0*002.0
81.3193*118.1
**118.1
=
=
=
τ
τ
τ
Bajo las condiciones teóricas se concluye que la selección de la geometría para el cordón de soldadura es apropiada ya que el valor máximo de lado del cordón para placas de espesor > ½ – ¾ es de ¼ de pulgada, el cual supera la geometría del cordón diseñado. Por otra parte, se selecciona un electro E60 para ejecutar la operación de soldadura en una soldadura de tipo chaflán sin penetración de orilla, este electrodo es de los más utilizados en campo y tiene aplicaciones de la magnitud de construcción y soldadura de estructuras metálicas para edificios41.
4.11 DISEÑO DE TORNILLOS DE POTENCIA
Este dispositivo se diseña con el fin de lograr graduar la apertura de salida del material de la mandíbula móvil con respecto a la mandíbula fija. En el caso del diseño de esta máquina se requiere diseñar un sistema por dos pernos de potencia, los cuales se encargarán de transportar una carga de 1575.91N cada uno. La carga en cada tornillo de potencia corresponde a la fuerza que debe resistir cada uno para poder compensar la carga R1 (3151.82N) producida en la mandíbula móvil por el proceso de trituración.
40 SHIGLEY, Joseph. Diseño en ingeniería mecánica. Editorial McGraw-Hill, 1985 p.440. 41 MOTT, Robert. Diseño de elementos de máquinas. Editorial PRENTICE HALL, INC, 2006 29 de julio de 2017. p. 785
98
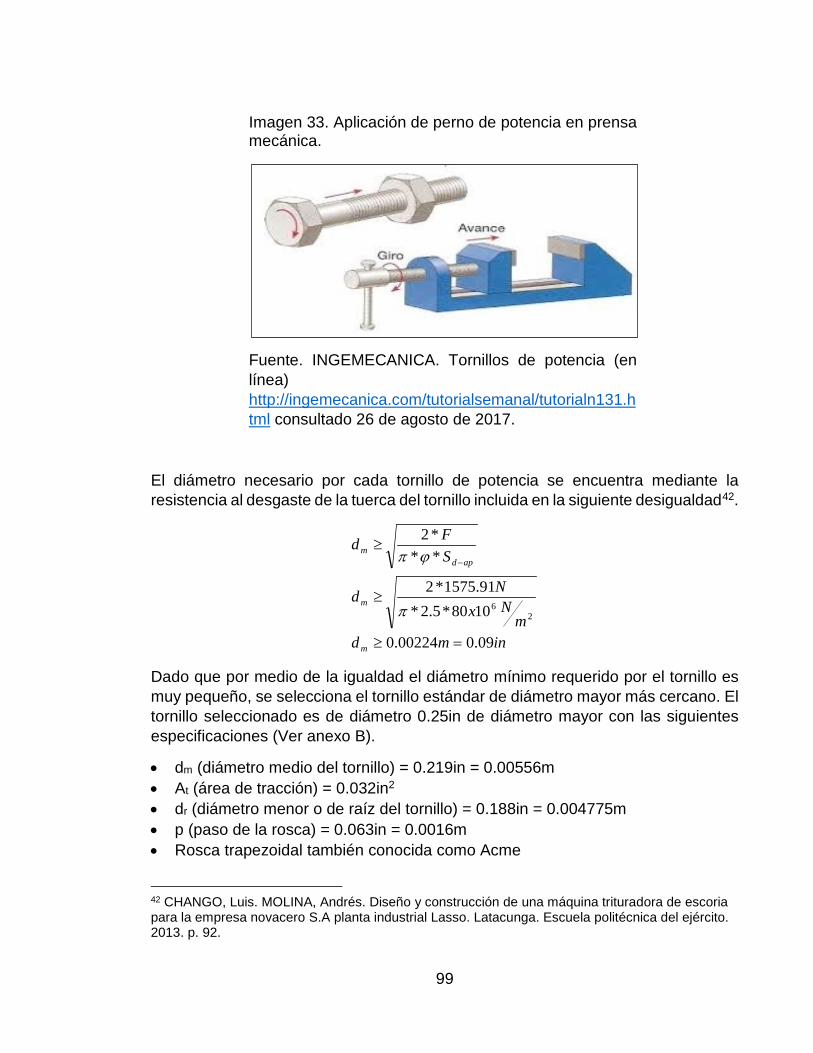
Imagen 33. Aplicación de perno de potencia en prensa mecánica.
Fuente. INGEMECANICA. Tornillos de potencia (en línea) http://ingemecanica.com/tutorialsemanal/tutorialn131.html consultado 26 de agosto de 2017.
El diámetro necesario por cada tornillo de potencia se encuentra mediante la resistencia al desgaste de la tuerca del tornillo incluida en la siguiente desigualdad42.
inmdm
NxNd
SFd
m
m
apdm
09.000224.0
1080*5.2*91.1575*2
***2
26
=≥
≥
≥−
π
ϕπ
Dado que por medio de la igualdad el diámetro mínimo requerido por el tornillo es muy pequeño, se selecciona el tornillo estándar de diámetro mayor más cercano. El tornillo seleccionado es de diámetro 0.25in de diámetro mayor con las siguientes especificaciones (Ver anexo B).
• dm (diámetro medio del tornillo) = 0.219in = 0.00556m • At (área de tracción) = 0.032in2 • dr (diámetro menor o de raíz del tornillo) = 0.188in = 0.004775m • p (paso de la rosca) = 0.063in = 0.0016m • Rosca trapezoidal también conocida como Acme
42 CHANGO, Luis. MOLINA, Andrés. Diseño y construcción de una máquina trituradora de escoria para la empresa novacero S.A planta industrial Lasso. Latacunga. Escuela politécnica del ejército. 2013. p. 92.
99

El par de giro para subir una carga por medio de un tornillo de rosca cuadrada está dado por la formula43.
fLdm
fdmL
dmFTs
αµπ
απµ
cos**
cos**
*2
*−
+=
Donde:
• Ts: par requerido para subir. • dm: diámetro medio. • F: fuerza axial de compresión. • L: avance. • µ: coeficiente de fricción. • αf: ángulo entre flancos. (para rosca cuadrada αf=0)
El valor de “L” está dado por44.
mLmL
pentradasdeL
0016.00016.0*1
*_#
===
El valor de “µ” está dado por45.
0916.0
)0cos(*00556.0*
0016.0
cos**
cos*tan
=
=
=
=
µπ
µ
απ
µ
αλµ
mm
fdm
Lf
Por lo tanto, el par requerido para subir mediante un tornillo de potencia es.
43 CAPITULO 8. Diseño de tornillos. Pdf (en línea) http://frrq.cvg.utn.edu.ar/pluginfile.php/5510/mod_resource/content/1/Tornillos%202.pdf citado en 10 de septiembre de 2017. p. 40 44 Ibid. p. 37. 45 Ibid. p. 41.
100

NmTs
mm
mmmNTs
8094.0)0cos(0016.0*0916.000556.0*
)0cos(00556.0**0916.00016.0
*2
00556.0*91.1575
=
−
+=
π
π
Las fuerzas de fricción presentes en el sistema pueden generar un par resistente que puede calcularse para cojinetes pequeños, mediante la fórmula46.
NmTc
mNTc
dcFTc c
0876.02
00556.0*02.0*91.15752
**
=
=
=µ
Se debe tener presente que el valor de µc debe estar comprendido entre 0.01 y 0.02 para tornillos de potencia con cojinetes de contacto rodante.
Teniendo en cuenta que el par resistente es una carga adicional al sistema, se adiciona al par requerido para subir la carga, expresándolo como par total necesario para subir la carga47.
NmTsNmNmTs
TcTsTs
897.0'0876.08094.0'
'
=+=
+=
46 CAPITULO 8. Diseño de tornillos. Pdf (en línea) http://frrq.cvg.utn.edu.ar/pluginfile.php/5510/mod_resource/content/1/Tornillos%202.pdf citado en 10 de septiembre de 2017. p. 43. 47 Ibid.
101

4.12 DISEÑO DE SISTEMA DE MOVIMIENTO SOLIDARIO PARA PERNOS LOS DE POTENCIA
Imagen 34. Sistema de regulación solidario por pernos de potencia.
El sistema de movimiento solidario, es decir, de movimiento simultáneo de los dos tornillos de potencia aplicando par torsor en solo uno de ellos y que, mediante el mecanismo de movimiento solidario, mueve bajo las mismas condiciones el segundo tornillo de potencia.
El mencionado mecanismo de movimiento solidario funcionará por medio de catarinas y cadena; sistema que será diseñado a continuación.
De acuerdo con los parámetros de diseño que brinda un catálogo de diseño y selección de la empresa “Itermec” y bajo la suposición que la máxima potencia del movimiento manual efectuado por un ser humano es 0.3HP a una velocidad máxima de 25RPM, el número total de dientes por Catarina es 14 dientes; empleando una cadena sencilla de rodillos No. 50 con paso de 5/8in.
Dado que es una transmisión de movimiento y no una transmisión de potencia, no resulta necesario incluir en el diseño, cálculos propios de transmisiones de potencia para este mecanismo; tan solo es necesario encontrar la longitud necesaria de la cadena.
Bajo las mencionadas condiciones de diseño, se selecciona un piñón – catarina de referencia 50B14, el cual tiene un diámetro de 78.2 mm, el cual es una referencia específica para el tipo de cadena seleccionada previamente.
Para el cálculo de la longitud de la cadena se sigue la siguiente metodología.
102

1. Encontrar la incógnita “C” del sistema48, dada por la ecuación. (en este caso la distancia entre centros es asignada por el diseñador)
4488.98
59055.5
____
=
=
=
C
ininC
cadenadepasocentrosentreDistC
2. Se realiza la suma de los dientes de los piñones del sistema para hallar el valor de la incógnita “S”.
dtesSdtesdtesS
dtdtS
281414
21
=+=
+=
3. Restar el número de dientes del piñón pequeño al piñón grande para determinar el valor de la incógnita “D”.
dtesDdtesdtesD
dtdtD
01414
21
=−=
−=
4. Con los valores de las incógnitas obtenidas se puede encontrar el número de eslabones necesario para la cadena requerida por el sistema49.
eslaboneseslabonese
e
CKSCe
339.32#4488.90
228)4488.9(2#
22#
==
++=
++=
5. Por último, se calcula la longitud efectiva de la cadena50.
minLc
ineslabonesLc
peLc
5239.0625.208
5*33
*#
==
=
=
48 INTERMEC. Piñones y cadenas. Bogota. Intermec. p 64. 49 Ibid. 50 INTERMEC. Piñones y cadenas. Bogota. Intermec. p 64.
103

De acuerdo con el dimensionamiento analítico que se le da a este sistema, entonces, se debe comprar 33 eslabones No. 50 con paso 5/8 in.
4.13 SELECCIÓN DE CORREAS DE TRANSMISIÓN
La transmisión de potencia lograda por medio de un sistema de correas, es el tipo sistema por preferencia para este tipo de máquinas dado que es un sistema flexible, con una eficiencia adecuada para el tipo de tareas que se ejecutan mediante este tipo de dispositivos y además de ello, son sistemas de transmisión que no son de costo elevado y su mantenimiento es relativamente sencillo de ejecutar.
Según el manual de enseñanza y selección del fabricante Intermec51 el diámetro mínimo correspondiente a una polea motriz para un motor de 1.5HP y en el caso de esta máquina, una velocidad de 900 RPM, es de 75 mm de diámetro como se puede apreciar en la tabla 8.
Tabla 8. Tabla de diámetros mínimos de polea según potencia de motor.
Fuente. INTERMEC. Manual de selección “Poleas en V”. Consultado 1 de septiembre de 2017.
51 Intermec. (S.A).Transmisión de potencia. Poleas en “V”. Disponible en http://www.intermec.com.co/poleas_v.php, recuperado en 01 de octubre de 2017.
104

Como dato inicial para cálculo y selección de los componentes básicos del sistema, este fabricante brinda una tabla, mediante la cual se debe seleccionar un factor de servicio, el cual depende del tipo de máquina a la cual se acondicionará un sistema de poleas en V, como también depende del tipo de servicio que va a desempeñar durante una jornada.
Tabla 9. Tabla de factores de servicio para máquinas.
Fuente. INTERMEC. Manual de selección “Poleas en V”. Consultado 1 de septiembre de 2017.
De acuerdo con la tabla de selección de factores, el factor de servicio acorde con el diseño, es de 1.5, dado que se está diseñando una máquina trituradora de mandíbulas la cual se diseña bajo una operación de 8 horas por día, es decir, cumplirá con un servicio intermitente.
Obtenido el factor de servicio necesario para el diseño se procede a aplicar la fórmula de potencia de diseño del sistema de transmisión de potencia por correas52.
HPPdHPPd
PtPd
25.25.1*5.1
*
=== µ
Donde:
Pd: potencia de diseño.
52 INTERMEC. Poleas en V. Bogotá. Intermec. p 22.
105

Pt: potencia teórica (1.5 HP como mayor estándar más cercana a la potencia requerida).
µ: Factor de servicio.
Con el valor de potencia de diseño y la velocidad de la polea motriz, tomados como parámetros, se entra en la gráfica de selección del tipo de correa apropiada para la aplicación en la máquina.
Imagen 35. Gráfica de selección para correas en V.
Fuente. INTERMEC. Manual de selección “Poleas en V”. Consultado 1 de septiembre de 2017.
De acuerdo con los parámetros mencionados anteriormente, el tipo de correa de alta capacidad más apropiado para la transmisión en cuestión es una correa tipo 3V – 3VX.
Seguido de la selección de la correa se debe determinar la relación de transmisión de transmisión, en este caso bajo el parámetro de velocidad. De esta manera cabe recordar que el motor tiene una velocidad de salida de 900 RPM y la velocidad de entrada al eje excéntrico es de 300 RPM debido a que es una velocidad nominal para este tipo de máquinas.
3300900
=
=
=
RTRPMRPMRT
RPMequipoRPMmotorRT
106

Con los datos obtenidos, se ejecuta la selección de la polea motriz tipo 3V, como se mencionó anteriormente el diámetro mínimo de una polea para un motor de 1.5HP a la velocidad mencionada es de 75mm, para el caso de diseño se selecciona una polea motriz de diámetro 80mm que es capaz de transmitir 1.42HP por canal. En este caso dado que la potencia transmitida por canal no satisface la potencia de diseño, se requiere de una polea de dos canales, que será capaz de transmitir hasta 2.84HP, la cual satisface la potencia de diseño del sistema de transmisión.
Tabla 10. Tabla de selección de potencia de polea.
Fuente. INTERMEC. Manual de selección “Poleas en V”. Consultado 1 de septiembre de 2017.
Para determinar el diámetro de la polea conducida se opera el diámetro de la polea motriz por la relación de transmisión del sistema.
mmDmmDRTdD
2403*80
*
===
107
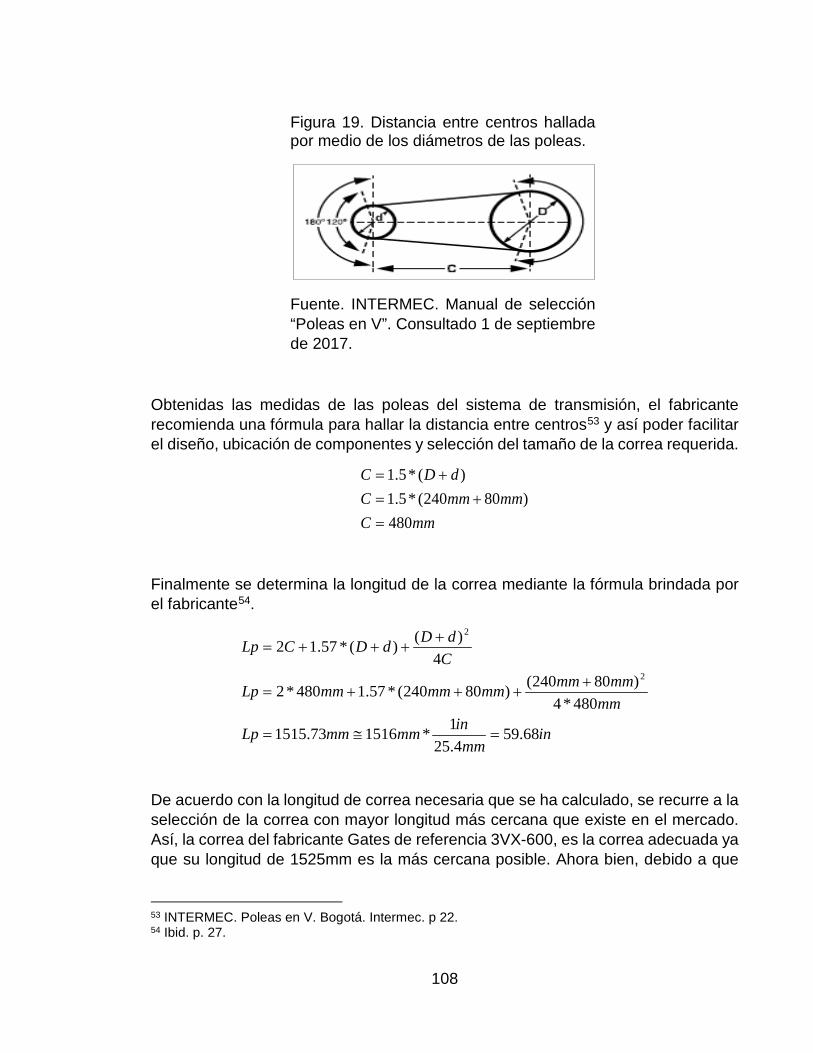
Figura 19. Distancia entre centros hallada por medio de los diámetros de las poleas.
Fuente. INTERMEC. Manual de selección “Poleas en V”. Consultado 1 de septiembre de 2017.
Obtenidas las medidas de las poleas del sistema de transmisión, el fabricante recomienda una fórmula para hallar la distancia entre centros53 y así poder facilitar el diseño, ubicación de componentes y selección del tamaño de la correa requerida.
mmCmmmmC
dDC
480)80240(*5.1
)(*5.1
=+=
+=
Finalmente se determina la longitud de la correa mediante la fórmula brindada por el fabricante54.
inmm
inmmmmLp
mmmmmmmmmmmmLp
CdDdDCLp
68.594.25
1*151673.1515
480*4)80240()80240(*57.1480*2
4)()(*57.12
2
2
=≅=
++++=
++++=
De acuerdo con la longitud de correa necesaria que se ha calculado, se recurre a la selección de la correa con mayor longitud más cercana que existe en el mercado. Así, la correa del fabricante Gates de referencia 3VX-600, es la correa adecuada ya que su longitud de 1525mm es la más cercana posible. Ahora bien, debido a que
53 INTERMEC. Poleas en V. Bogotá. Intermec. p 22. 54 Ibid. p. 27.
108

este tipo de sistemas requieren una tensión adecuada, se debe recurrir a la selección de una polea tensora.
4.14 DISEÑO DEL TENSOR DE LA CORREA
De acuerdo con las recomendaciones contenidas en el catálogo de Intermec como primer paso se calcula la longitud del tramo libre de la correa55.
Figura 20. Deflexión presente en una transmisión por correas en V.
Fuente. INTERMEC. Manual de selección “Poleas en V”. Consultado 1 de septiembre de 2017.
mmmTL
mmmmmmTL
dDCTL
224.02241000
280240)480(
10002
22
22
==
−
−=
−
−=
55 Ibid. p. 16.
109

A continuación, se procede a hallar la deflexión56 que tiene lugar en el tramo libre de la correa mediante el factor estándar de 16mm de deflexión por cada metro de tramo libre.
mmDfm
mmmDfm
mmTLDf
584.3
16*224.0
16*
=
=
=
La deflexión encontrada es el valor que se debe corregir mediante un tensor para garantizar la tensión correcta en la correa.
Posterior a estos cálculos, se debe determinar la fuerza necesaria para lograr la distancia de deflexión adecuada, esta se debe comparar cuando el equipo se encuentre en campo mediante equipos especializados; para así poder calificar la situación mediante tablas brindadas por fabricantes, como se puede evidenciar en el anexo C.
Según lo consignado en el catálogo consultado, en lo posible, debe evitarse la instalación de poleas tensoras en sistemas de correas ya que estas generan pérdidas en la potencia que se transmite; no obstante, si la polea tensora resulta ser estrictamente necesaria, se recomienda que esta sea una polea de tensión interior, de menor diámetro en comparación con la polea conductora y que esta sea ubicada en el tramo libre de la correa.
4.15 ÁNGULO DE DESLIZAMIENTO DEL VIDRIO
Se conoce como ángulo de deslizamiento a la pendiente medida en grados con relación a un eje horizontal, al cual los materiales sólidos sueltos comienzan a deslizar. Este concepto resulta importante en el presente diseño para poder determinar el ángulo en el cual se debe disponer la placa inclinada en la salida del material triturado de la trituradora.
56 INTERMEC. Poleas en V. Bogotá. Intermec. p 16.
110

Imagen 36. Representación de deslizamiento superficial.
Fuente. RODAS, R. & ROUSÉ, P. Análisis Comparativo de Métodos para la Medición del Ángulo de Reposo de Suelos Granulares http://www.scielo.cl/scielo.php?script=sci_arttext&pid=S0718-915X2010000100011 consultado 20 de septiembre de 2017.
Según algunas pruebas realizadas en algunos materiales, que se encuentran consignadas en un manual sobre bandas transportadoras57, en el cual en uno de sus capítulos enfatizan en el ángulo de deslizamiento de gran cantidad de materiales, dentro de los cuales se encuentra el vidrio de desecho. En este caso además de consignar propiedades como el peso por unidad de volumen, se expresa el ángulo de reposo que presentan los materiales. Así, aprovechando dicha información, se determina que el ángulo de reposo del vidrio de desecho está comprendido entre 30° y 44°, razón por la cual, se considera que por encima de este rango, habrá lugar al deslizamiento de material y por lo tanto un ángulo adecuado para la placa ubicada en la salida del material triturado es de 45°.
4.16 SELECCIÓN DE RODAMIENTOS PARA EL EJE EXCÉNTRICO
Según lo que fue calculado en la sección 4.2 de este documento existen reacciones independientes y distintas en los apoyos del eje, en este caso rodamientos, retomando dichas reacciones se conoce que R3=1453.89N o 125.86lbf mientras que R4=660.87N o 148.57lbf.
57 Engineering conference ofthe conveyor equipmen tmanufacturers association. (S.A). Belt conveyors for bulk materials. (En Línea) http://fliphtml5.com/ucie/wbqd/basic recuperado en 22 de septiembre de 2017.
111

De acuerdo con la información expuesta anteriormente, la carga que se emplea para la selección del rodamiento es la carga crítica presentada como R3, por lo tanto, basado en esta fuerza se ejecuta la selección de dichos rodamientos.
Inicialmente se especifica la carga de diseño para la selección del rodamiento58.
NPNP
RVP
89.145389.1453*0.1
*
===
El coeficiente V se toma como 1.0 porque el rodamiento gira en su pista inferior.
De acuerdo con el catálogo de rodamientos rígidos de bolas del fabricante SKF59, existe una referencia de rodamiento el cual, su diámetro interior es de medida 22.225mm, el cual es el diámetro indicado para su posicionamiento en el eje. En la revisión de sus características se encontró que cuenta con una capacidad básica de carga dinámica de 14kN, capacidad de carga estática básica de 7.65kN, carga límite de fatiga 0.325kN, velocidad límite de 13000RPM y una masa de 0.13Kg.
De acuerdo a la revisión realizada, esta referencia de rodamiento, satisface las condiciones de cargas del eje y es el adecuado en cuanto a geometría del eje excéntrico de la máquina.
Por último, se calcula una aproximación a la duración del rodamiento mediante el siguiente postulado60.
revxLdN
NrevLd
PPLLd
K
6
36
2
11
1068.14589.1453
7650*10
*
=
=
=
Donde
L1: duración nominal del rodamiento.
P1: carga estática básica.
58 MOTT, Robert. Diseño de elementos de máquinas. México, editorial Prentice-Hall, 1995. p. 615. 59 SKF. (S.A). Rodamientos rígidos de bolas. RLS 7-2Z. (En Línea) http://www.skf.com/ve/products/bearings-units-housings/ball-bearings/deep-groove-ball-bearings/deep-groove-ball-bearings/index.html?designation=RLS%207-2Z recuperado en 22 de septiembre de 2017. 60 MOTT, Robert. Diseño de elementos de máquinas. México, editorial Prentice-Hall, 1995. p. 615.
112

P2: carga máxima en el rodamiento.
K: constante dl rodamiento rígido de bolas.
4.17 SELECCIÓN DEL RESORTE DEL VÁSTAGO DE POSICIONAMIENTO61
Este resorte, además de brindar un reposicionamiento a la mandíbula móvil para mantener relativamente constante la posición de abertura máxima de salida de materia triturada, también brinda amortiguación a la misma mandíbula y los componentes que van unidos a ella.
Imagen 37. Detalle geométrico del resorte de posicionamiento.
Fuente. ATARAC. JC serie trituradora de mandíbula (en línea) http://www.atairaccrusher.com/es/jc-series-jaw-crusher-23.html consultado 23 de septiembre de 2017.
Inicialmente se efectúa la selección del material del alambre del resorte, según sean las condiciones de la aplicación para la cual será diseñado; en este caso el material seleccionado es un acero ASTM A232, el cual es el metal aleado más común para la producción de resortes, adecuado para cargas de fatiga y también buena absorción de cargas de choque e impacto.
El diámetro del alambre (d) seleccionado es 0.192 in y un índice de resorte (C) de 7.5; de acuerdo con esta información se puede determinar el diámetro medio de las
61 NORTON, Robert. Diseño de máquinas: un enfoque integrado. México, editorial Prentice-Hall. Cuarta edición. p. 657
113

espiras (D) del resorte mediante el producto de estas dos magnitudes. Posteriormente se puede encontrar el valor del factor de cortante directo (Ks) y el esfuerzo cortante directo (Ƭ).
3
8*
5.01
dFDKs
CKs
πτ =
+=
Luego de este procedimiento, se calcula la resistencia última (Sut) del resorte con base en el diámetro del alambre utilizado para construirlo.
but dAS *=
Los coeficientes A y b se pueden determinar con la información contenida en la tabla 11.
Tabla 11. Tabla de coeficientes y exponentes útiles en la resistencia ultima.
Fuente NORTON, Robert. Diseño de máquinas: un enfoque integrado. México, editorial Prentice-Hall. Cuarta edición. p. 657
Seguido de la resistencia ultima, se halla la resistencia a la fluencia por torsión (Sys) mediante la siguiente formula.
utys SS *6.0=
114
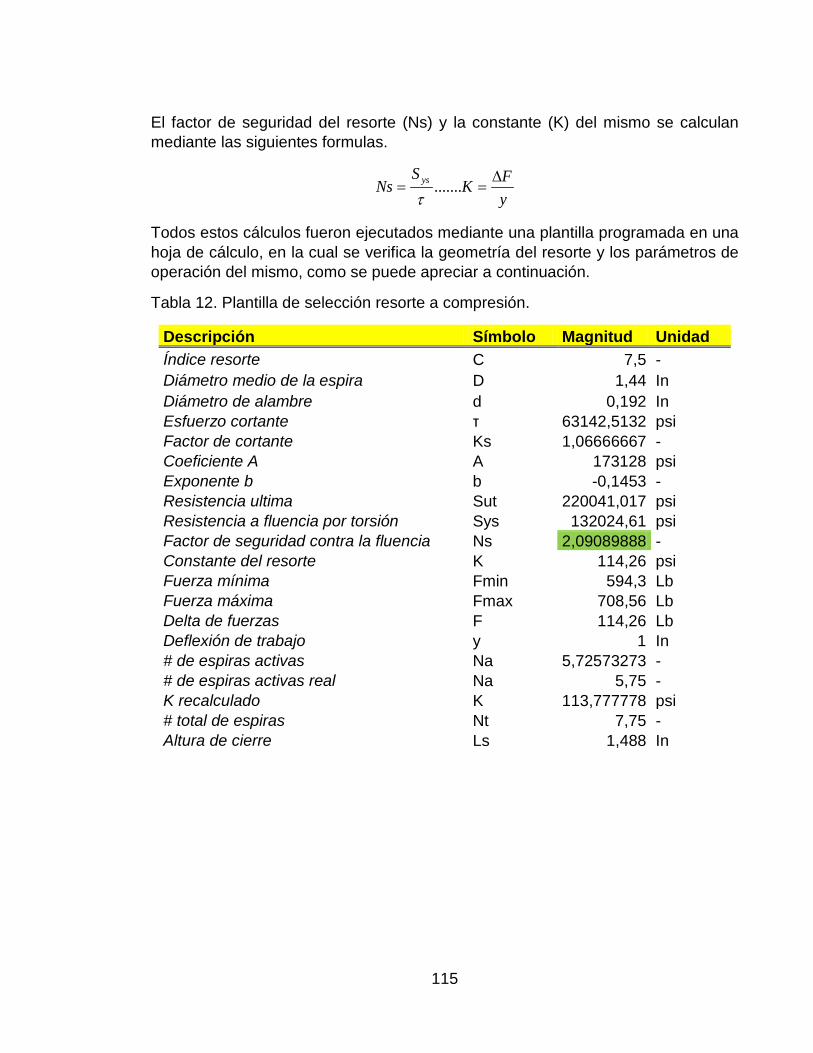
El factor de seguridad del resorte (Ns) y la constante (K) del mismo se calculan mediante las siguientes formulas.
yFK
SNs ys ∆
== .......τ
Todos estos cálculos fueron ejecutados mediante una plantilla programada en una hoja de cálculo, en la cual se verifica la geometría del resorte y los parámetros de operación del mismo, como se puede apreciar a continuación.
Tabla 12. Plantilla de selección resorte a compresión.
Descripción Símbolo Magnitud Unidad Índice resorte C 7,5 - Diámetro medio de la espira D 1,44 In Diámetro de alambre d 0,192 In Esfuerzo cortante τ 63142,5132 psi Factor de cortante Ks 1,06666667 - Coeficiente A A 173128 psi Exponente b b -0,1453 - Resistencia ultima Sut 220041,017 psi Resistencia a fluencia por torsión Sys 132024,61 psi Factor de seguridad contra la fluencia Ns 2,09089888 - Constante del resorte K 114,26 psi Fuerza mínima Fmin 594,3 Lb Fuerza máxima Fmax 708,56 Lb Delta de fuerzas F 114,26 Lb Deflexión de trabajo y 1 In # de espiras activas Na 5,72573273 - # de espiras activas real Na 5,75 - K recalculado K 113,777778 psi # total de espiras Nt 7,75 - Altura de cierre Ls 1,488 In
115

Tabla 12. (Continuación)
Descripción Símbolo Magnitud Unidad fuerza inicial Fi 500 lb Deflexión inicial Yinicial 4,39453125 in Y de golpeo Ygolpeo 0,15 in Longitud libre Lf 7,03253125 in Deflexión altura de cierre Ysolida 5,54453125 in Fuerza deflexión altura de cierre Fsolida 630,844444 lb esfuerzo a la altura de cierre τcierre 348618,096 psi Factor de seguridad altura de cierre Ns 0,37870843 - Diámetro interior D0 1,632 in Diámetro exterior D1 1,248 in Orificio más pequeño Orificio. Min 1,704 in eje más grande Perno. Max 1,176 in
Como se puede observar, resaltado en color verde, el factor de seguridad del resorte está por encima de 1.5, lo cual resulta ser un factor considerado como apropiado y confiable para el resorte de posicionamiento.
4.18 DISEÑO DE AGITADOR DE MATERIAL TRITURADO EN LA ENTRADA DEL TANQUE DE INMERSIÓN
El propósito de este agitador dentro de la máquina es crear un movimiento rápido y turbulento a las partículas que recién caen en el tanque de inmersión, con el fin que estas sean totalmente contactadas por el fluido en el tanque y además se de una separación inicial de materiales de fácil separación que caen junto con el vidrio triturado.
116

Imagen 38. Eje agitador de paletas para líquidos.
Fuente. RVT SYSTEME. Agitador de paletas cruzadas (en línea) http://www.rvt-systeme.de/es/productos/dispositivos-agitadores/agitador-de-paletas-cruzadas.html consultado 1 de septiembre de 2017.
Entonces, el agitador, consiste en paletas que desplazan el agua rápida mente mientras cae el material; el eje del agitador consta de 4 conjuntos de paletas, cada uno con tres paletas. De esta manera para lograr determinar la fuerza necesaria para hacer girar el eje dentro del agua, se emplea el concepto de la fuerza de arrastre de un cuerpo en un fluido. Dicho modelo es62.
ACdvFd ****21 2ρ=
Antes de entrar a calcular la fuerza de arrastre del sistema se debe explicar cada una de las variables incluidas en el modelo.
Ƥ: es la densidad del fluido, que este caso como es agua, la densidad corresponde a 1000kg/m3.
V: debido a que la velocidad esperada del agitador es de 139 RPM y 6 cm de radio aportados por la altura de la paleta; la velocidad se determina mediante
smv
msradv
Rv
8736.0
06.0*56.14
*
=
=
= ω
Cd: el coeficiente de arrastre para una superficie rectangular es de 1.05.
A: el área de la paleta está dado por.
62 CAPITULO 6. Fluidos reales. (en línea) Pdf http://bohr.inf.um.es/miembros/moo/p-flr.pdf citado en 27 de septiembre de 2017. p. 6.
117

2001.0025.0*04.0
*
mAmmA
hbA
=
==
Como son 12 paletas fijas a un solo eje, se multiplica el área obtenida por el número de paletas sobre el eje para obtener el área total que tendrán las paletas del dispositivo.
Ahora, obtenidos todos los datos necesarios para poder encontrar la fuerza de arrastre del sistema, se calcula.
( )NFd
msm
mkgFd
5.5
012.0*05.1*8736.0*1000*21 22
3
=
=
De este modo el torque ocasionado por las paletas sobre el eje es.
NmTmNT
rFdT
33.006.0*5.5
*
==
=
Así, la potencia entregada por el agitador es.
HPWPots
radNmPot
TPot
0064.08.4
56.14*33.0
*
==
=
= ω
Para poder determinar el diámetro máximo del eje, este se debe analizar como una viga para poder identificar los valores máximos del momento que serán considerados para el diseño y su designación de diámetro.
118

Imagen 39. Diagrama de cuerpo libre del eje agitador.
Fuente. Ingeniería SkyCiv. Calculadora en línea libre de la viga (en línea) https://skyciv.com/es/free-beam-calculator/ consultado 25 de septiembre de 2017.
Figura 21. Diagrama de momento flector presente en el eje.
Fuente. Ingeniería SkyCiv. Calculadora en línea libre de la viga (en línea) https://skyciv.com/es/free-beam-calculator/ consultado 25 de septiembre de 2017.
Seleccionando el material más adecuado para el agitador se selecciona un acero AISI 301, Sy=520MPa; se selecciona este acero ya que es un acero inoxidable cromo-níquel, que resulta preciso para que no existan daños por corrosión en el eje ya que este está destinado a operar en un medio líquido y abrasivo. Y conociendo que el momento flector máximo en el eje es 0.242Nm. Ahora se calcula el diámetro mínimo del eje del agitador.
119

( )
( )
cmmD
NmNmm
NxD
TMSyNsD
2637.0002637.0
33.043)242.0(*
10520*5.2*32
43*
**32
31
22
26
31
22
==
+=
+=
π
π
Dado que el diámetro mínimo es muy pequeño, se determina que el eje del agitador será de 1.5 cm de diámetro.
4.19 DISEÑO DEL SISTEMA DE TRANSMISIÓN PARA EL AGITADOR DE MATERIAL TRITURADO
En el caso del sistema de transmisión de potencia requerido para el agitador de material triturado, con el fin de no incurrir en un mayor gasto energético, se utiliza el mismo motor utilizado para la máquina trituradora; en este caso la transmisión de potencia también será un sistema de poleas y bandas en V, por lo cual, la velocidad de la polea motriz es la misma seleccionada para el sistema de la trituradora, es decir, 900RPM.
Imagen 40. Transmisión por correas en V.
Fuente. INTERMEC. Manual de selección “Poleas en V”. Consultado 1 de septiembre de 2017.
120

Al igual que el sistema anteriormente, se determina el factor de servicio mediante la Tabla de factores de servicio para máquinas (tabla 9); que, para este caso, dicho factor es 1.1. Entonces la potencia de diseño requerida por el sistema es.
HPPdHPPd
PtPd
65.11.1*5.1
*
=== µ
Mediante la gráfica de selección de poleas en V (imagen 33) se obtiene que las correas de alta capacidad de referencia 3V, 3VX son las correas apropiadas para realizar la transmisión.
Partiendo con los cálculos propios del sistema que se está diseñando, la relación de transmisión deseada es.
1090
900
=
=
=
RTRPMRPMRT
RPMequipoRPMmotorRT
Para el caso del agitador, el sistema de transmisión, debe incluir una correa tipo X, ya que la polea tiene el diámetro mínimo recomendado ya que se debe conseguir un sistema lo más cercano posible a la relación de transmisión deseada; la selección de la correa tipo X se da debido a que el tamaño de la polea motriz se requiere de una correa flexible, parámetro con el que cumplen este tipo de correas gracias a su superficie estriada.
Imagen 41. Geometría de una correa estriada o tipo X.
Fuente. INTERMEC. Manual de selección “Poleas en V”. Consultado 1 de septiembre de 2017.
121
Teniendo en cuenta lo anterior se selecciona una polea motriz de 75mm de diámetro exterior tipo 3V. Por lo tanto, la polea conducida tendrá un diámetro de.
mmDmmDRTdD
75010*75
*
===
En el caso de poleas tipo 3V de un solo canal el diámetro máximo para la polea conducida es un diámetro de 485mm, por lo cual es estrictamente necesario seleccionar esta polea, afectando la relación de transmisión del sistema a RT=6.47 y cambio de velocidad en el equipo de 139RPM.
Para este caso la distancia recomendada entre centros de las poleas se determina por medio de.
mmCmmmmC
dDC
840)75485(*5.1
)(*5.1
=+=
+=
Debido al diseño de la estructura y a que solo se utiliza un motor para transmitir potencia a la trituradora y al agitador, se debe modificar la distancia entre centros de las poleas del sistema para este dispositivo. Dicha distancia es 1122 mm dado que se debe garantizar inicialmente las condiciones más cercanas a las ideales para la trituradora y que esta pueda tener su distancia ente centros deseada. Ahora para verificar que esta distancia entre centros del agitador se emplea la fórmula de distancia máxima admisible.
mmCmmmmC
dDC
1120)75485(*2
)(*2
=+=
+=
Dado que la distancia máxima dada por la teoría es tan solo 2 mm menor a la distancia de diseño, se admite que el sistema tenga la configuración de 1122 mm de distancia entre centros.
Con los datos obtenidos se determina la longitud de la correa requerida por el sistema.
122

inmm
inmmLp
mmmmmmmmmmmmLp
CdDdDCLp
7.1254.25
1*1.3193
1122*4)75485()75485(*57.11122*2
4)()(*57.12
2
2
==
++++=
++++=
De acuerdo con la longitud requerida por la correa, se selecciona aquella de tamaño estándar mayor más cercano al dato determinado. De esta manera la correa seleccionada es del fabricante “Gates” de referencia 3VX1296 que tiene una longitud de 129.6in y por lo cual se requiere de una polea tensora que garantice la tensión necesaria para el sistema de transmisión.
Como en el caso de la transmisión de la trituradora, se calcula el tramo libre de la correa en el cual tendrá lugar la deflexión de la correa.
mmmTL
mmmmmmTL
dDCTL
2168.186.12161000
275485)1122(
10002
22
22
==
−
−=
−
−=
El valor de la deflexión en la correa es.
mmDfm
mmmDfm
mmTLDf
47.19
16*2168.1
16*
=
=
=
Posterior a estos cálculos se deben seguir las recomendaciones del fabricante para ubicar la polea tensora y poder determinar la fuerza necesaria para vencer la deflexión del sistema.
Con el fin de garantizar teóricamente la funcionalidad del sistema de transmisión diseñado se lleva a cabo la confirmación del ángulo de abrazamiento entre la correa y las poleas del sistema de transmisión.
El ángulo de abrazamiento para la polea motriz es.
123

°==
−
−=
−
−=
−
−
94.1587741.21122*2
754852
22
1
1
radmm
mmmmsen
CdDsen
d
d
d
θ
πθ
πθ
Y el ángulo de abrazamiento de la polea conducida es.
°==
−
+=
−
+=
−
−
05.20150907.31122*2
754852
22
1
1
radmm
mmmmsen
CdDsen
D
D
D
θ
πθ
πθ
4.20 DISEÑO DE BANDA TRANSPORTADORA
Cuando el material triturado entra en el tanque de inmersión y pasa por el mecanismo agitador, el material de menor densidad como lo son algunos de los materiales que acompañan las botellas de vidrio desde antes de ser trituradas, tienden a salir a la superficie del agua, mientras que el material denso, como lo es el vidrio triturado, tiende a precipitarse en el fondo del tanque de lavado.
Una vez separado el vidrio de algunos de los materiales que van unidos desde que es aún una botella sólida o casco, este vidrio triturado debe ser extraído del tanque de lavado; tarea que será realizada por una banda transportadora en el fondo del tanque.
Como el diseño del tanque involucra una superficie inclinada de ascenso, por lo tanto, el diseño de la banda transportadora se ejecuta teniendo en cuanta un ángulo de inclinación considerable; para realizar esta tarea de ascenso en un medio líquido, se requiere inicialmente de una banda de superficie rugosa, la cual facilitara las tareas de transporte y retención del material sobre la superficie de la banda.
Por la aplicación a la que va a ser sometida la banda, que es en un medio liquido en la mayoría de su tramo, se selecciona una banda de tejido solido o “solid woven”, la cual se caracteriza porque su recubrimiento es parte integral de la banda, lo cual aporta mayor resistencia al fuego y que impide en su totalidad, la penetración del agua.
124

Imagen 42. Composición estructural de una banda de tejido sólido.
Fuente. HUACHENGRUBBER. Solid woven conveyor belt (PVG) (en línea) http://huachengrubberbelt.com/index.php/product-category/solid-woven-conveyor-belt/ consultado 23 de septiembre de 2017.
Debido a que el material debe tener rugosidad superficial y además de eso formas vulcanizadas en la superficie de transporte que permitan transportar el vidrio triturado; estas formas deben ser dispuestas de una manera geométrica que permitan la evacuación apropiada del agua cuando la banda salga hacia el exterior del tanque. La disposición geométrica adecuado y seleccionada es tipo espina de pescado, la cual mediante perfiles ubicados en ángulo que tienden hacia el eje simétrico de la banda permiten que el agua retorne fácilmente hacia el tanque.
Imagen 43. Perfil de banda adecuado para tanque de inmersión.
Fuente. ALIBABA.COM. Antiderrapante chevron estampados correa transportadora para o transporte de grande ángulo inclinado (en línea) https://portuguese.alibaba.com/product-detail/antiskid-chevron-patterned-conveyor-belt-for-large-angle-sloping-conveying-1889376129.html consultado 24 de septiembre de 2017.
125

Como primer dato necesario en el diseño del sistema de la banda transportadora se calcula el ángulo de inclinación que tiene la situación específica del tanque.
Figura 22. Geometría lateral del tanque de inmersión.
°≅°=
=
=
−
−
3523.346.19.01
1
α
α
α
mmsen
LHsen
mhmmh
HLh
836.1)6.1()9.0( 22
22
=
+=
+=
Figura 23. Configuración básica de banda transportadora, medidas esquemáticas.
Fuente Salinero, M. (2013) Diseño de banda transportadora mediante guide de Matlab.
H=0,9
L=1,6
α
126

Mediante la fórmula de capacidad de transporte de la banda se puede hallar la velocidad a la que debe trasportar el vidrio triturado63.
kAvQ ****3600 γ=
Donde
• “Q”: es la capacidad de transporte de la banda dada en T/h. En este caso se toma el valor más alto para la producción diaria de vidrio triturado de la máquina. Dado por:
hTQ
kgT
hkgQ
2493.0
10001*3.249
=
=
• Se selecciona un ancho de banda de 400mm ya que es la medida estándar para productos con un tamaño de máximo 50mm.
Tabla 13. Selección de ancho de banda según el tamaño del material a transportar.
Fuente. SALINERO, M. Diseño de banda transportadora mediante guide de Matlab. Consultado 3 de octubre de 2017.
63 SALINERO, Mario. Diseño de una banda transportadora mediante guide de matlab. Madrid; universidad Carlos III de Madrid. 2013. p. 75.
127

• El área de sección sobre la banda de rodillos planos es64.
[ ]21 )cos(*)*(*)tan(*25.0 λβ lblAA +==
Donde:
A1: sección transversal del material.
β: ángulo de sobrecarga= 39.5° promedio.
Figura 24. Representación del ángulo de sobrecarga en un rodillo plano.
Fuente. SALINERO, M. Diseño de banda transportadora mediante guide de Matlab. Consultado 3 de octubre de 2017.
λ: ángulo de artesa= 0 porque la configuración de rodillos es plana.
l: longitud de los rodillos. (Para una banda de 400mm, la medida estándar de rodillos es 500mm)
B: ancho de banda.
b: este parámetro está dado por la siguiente ecuación, cuando el ancho de banda es menor a 2000mm.
mbmb
Bb
31.005.0)4.0*9.0(
05.09.0
=−=
−=
Conociendo las variables de la ecuación, el área de sección será.
64 SALINERO, Mario. Diseño de una banda transportadora mediante guide de matlab. Madrid; universidad Carlos III de Madrid. 2013. p. 79.
128

[ ]AmA
mmmA==
+=2
1
21
0198.0
)0cos(*)5.0*31.0(5.0*)5.39tan(*25.0
• El peso específico del material es.
3
3
5.2
10001*2500
mT
kgT
mkg
=
=
γ
γ
• El factor de inclinación está dado por.
39.0180
*35*64.11
180**64.11
2
2
=
°
−=
−=
k
k
k
π
πϕ
Donde
φ: Ángulo de inclinación de la banda.
Por lo tanto, la velocidad de la banda es.
smm
smv
mTm
hT
v
kAQv
6.30036.0
39.0*5.2*0198.0*3600
2493.0
***3600
32
==
=
=γ
Potencia de banda.
La potencia requerida por la banda para elevar el material a cierta altura esta dad por65.
65 SALINERO, Mario. Diseño de una banda transportadora mediante guide de matlab. Madrid; universidad Carlos III de Madrid. 2013. p. 84.
129

kWP
hTm
P
QHP
000611.0367
2439.0*9.0367
*
1
1
1
=
=
=
Para calcular la potencia necesaria para movilizar la banda en vacío, se emplea la siguiente ecuación.
fl
b
kCQmvC
P*
*2
+=
Donde:
Cb: factor de ancho de banda.
v: velocidad de banda.
Qm: capacidad de transporte de la banda.
Cl: factor de longitud de la banda. (La longitud de la banda es 4m)
Kf: factor de servicio (Normal, condición estándar)
kWPm
hT
sm
mkg
P
000773.01*625
2493.00036.0*65
2
12
=
+= −
La potencia requerida para vencer dispositivos tensores, de limpieza y guías de lavanda está dada por.
( )∑ ++= PcPbPaP3
Potencia debida a dispositivos tensores (Pa)66. Formula dada para anchos de banda ≤500mm
kWPas
mPa
vPa
0029.0
0036.0*8.0
*8.0
=
=
=
66 SALINERO, Mario. Diseño de una banda transportadora mediante guide de matlab. Madrid; universidad Carlos III de Madrid. 2013. p. 84.
130

Potencia debido a dispositivos de limpieza (Pb)67. Formula dada para dispositivos de contacto simple.
kWPbs
mmPb
vbPb
00043.0
0036.0*4.0*3.0
**3.0
=
=
=
Lo potencia debido a las guías de carga (Pc)68 de la banda está dada por.
kWPc
msmPc
LfvPc
00106.0
84.1*0036.0*16.0
**16.0
=
=
=
Por lo tanto, la potencia requerida por los accesorios es.
kWPkWkWkWP
PcPbPaP
0044.000106.000043.00029.0
3
3
3
=++=
++=
La potencia total parcial es.
WkWPkWkWkWP
PPPP
T
T
T
784.5005784.00044.0000773.0000611.0
321
==++=
++=
La potencia final requerida por el motor está dada por el rendimiento del motor y la eficiencia del mecanismo reductor utilizado (sin fin corona = 0.5).
WPm
WPm
EPPm T
306.1294.0*5.0
784.5*
=
=
=η
Para seleccionar el espesor del recubrimiento superior recomendado se debe conocer el tiempo que dura el material en la banda. Además del tiempo de
67 Ibid. 68 Ibid.
131
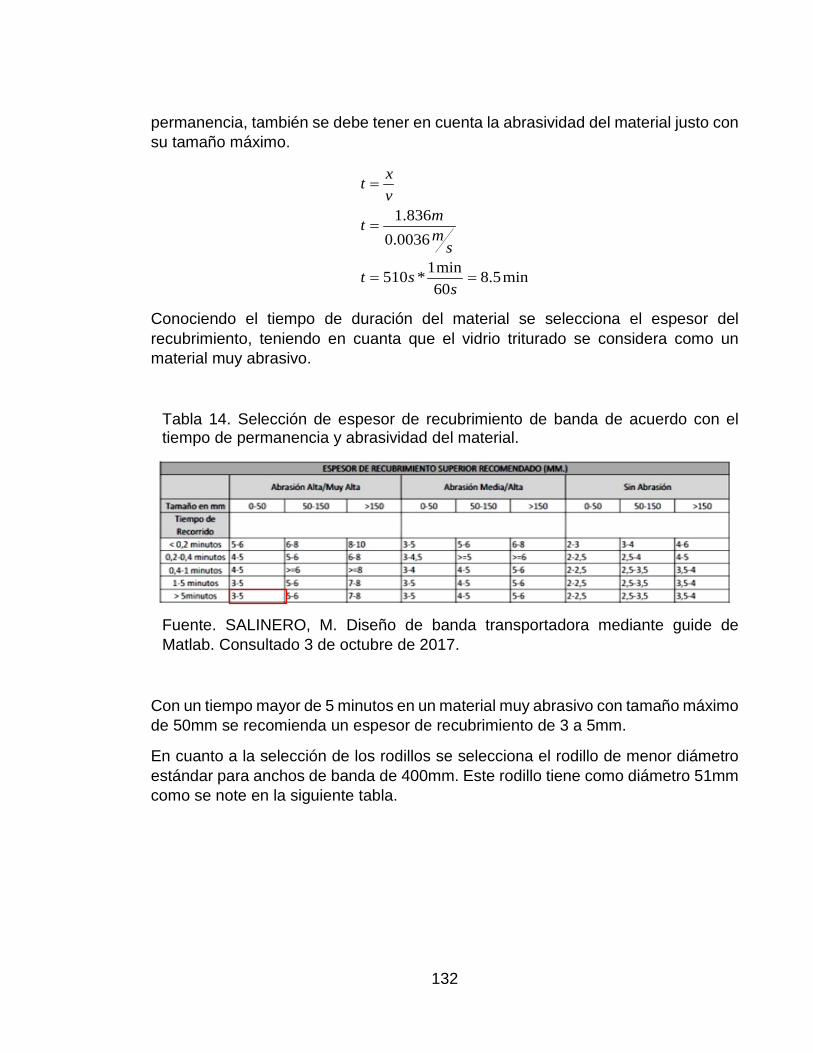
permanencia, también se debe tener en cuenta la abrasividad del material justo con su tamaño máximo.
min5.860min1*510
0036.0836.1
==
=
=
sst
smmt
vxt
Conociendo el tiempo de duración del material se selecciona el espesor del recubrimiento, teniendo en cuanta que el vidrio triturado se considera como un material muy abrasivo.
Tabla 14. Selección de espesor de recubrimiento de banda de acuerdo con el tiempo de permanencia y abrasividad del material.
Fuente. SALINERO, M. Diseño de banda transportadora mediante guide de Matlab. Consultado 3 de octubre de 2017.
Con un tiempo mayor de 5 minutos en un material muy abrasivo con tamaño máximo de 50mm se recomienda un espesor de recubrimiento de 3 a 5mm.
En cuanto a la selección de los rodillos se selecciona el rodillo de menor diámetro estándar para anchos de banda de 400mm. Este rodillo tiene como diámetro 51mm como se note en la siguiente tabla.
132

Tabla 15. Peso de rodillos según ancho de banda y diámetro de rodillo.
Fuente. SALINERO, M. Diseño de banda transportadora mediante guide de Matlab. Consultado 3 de octubre de 2017.
La velocidad a la que los rodillos giran se determina mediante la siguiente fórmula.
RPMnm
sm
n
Drvn
35.1051.0*
0036.0*60*
*60
=
=
=
π
π
Para realizar el empalme de la banda se selecciona un empalme de material plástico, que además de brindar flexibilidad en el empalme es fácil de sustituir en tareas de mantenimiento. Es un empalme mecánico de tejido y poliéster que ofrece resistencia a agentes químicos y corrosivos69.
En el caso de la selección de los rodillos que posibilitan el movimiento de la banda transportadora, se eligen rodillos de la marca ULMA Conveyor70, partiendo por el rodillo conducido, este es un rodillo que en su totalidad esta compuesto por polietileno de alta densidad, material que permite que el rodillo trabaje adecuadamente en ambientes corrosivos y abrasivos, ya que presentan mayor resistencia a la abrasión que lo rodillos metálicos. Para la aplicación en este diseño se selecciona el rodillo de diámetro 89mm. La sujeción de este rodillo solo requiere de apoyos adecuados para posicionar los rodamientos del rodillo.
69 CHIORINO. Bandas transportadoras y correas de transmisión, catálogo general. 2013. p. 23. 70 ULMA. Rodillo. (en línea) http://www.ulmaconveyor.com/wp-content/uploads/sites/6/2014/10/RodillosULMA.pdf citado en 20 de noviembre 2017.
133

Imagen 44. Rodillos de polietileno de alta densidad.
Fuente. ALIBABA.COM. Rodillo transportador tapas de plástico, cinta transportadora, rodillo transportador de rodillos HDPE (en línea) https://spanish.alibaba.com/product-detail/conveyor-roller-plastic-end-caps-belt-conveyor-idler-roller-hdpe-conveyor-roller-60468741903.html consultado 8 de octubre de 2017.
En cuanto al rodillo motriz de la banda se selecciona un rodillo metálico hueco que será unido al eje motriz mediante un buje con chavetera que garantice el movimiento y la rigidez requerida por la unión. El diámetro exterior del rodillo es de 76mm con un espesor de 3mm. Para mejorar el desempeño del movimiento en la banda se requiere que la superficie exterior del rodillo este recubierta por polietileno de alta densidad, el cual brindara una protección de la superficie del rodillo ante la corrosión presente en el sistema.
Imagen 45. Rodillo metálico con sujeción al eje motriz por medio de chaveta.
Fuente. PPI. Catálogo de línea completa (en línea) http://www.ppi-global.com/media/documents/CRP_002SP03_FullLine__Spanish_WEB_028EF22C2BF27.pdf consultado 7 de octubre de 2017.
134

4.21 SELECCIÓN DE MOTOREDUCTOR SINFÍN CORONA PARA EL MOVIMIENTO DE LA BANDA TRANSPORTADORA
El mecanismo seleccionado como responsable del movimiento hacia el rodillo de la banda transportadora, es un mecanismo de sinfín corona, ya que es un mecanismo que se destaca por realizar grandes reducciones de velocidad para motores convencionales.
En el caso especial de este diseño, los parámetros de selección a tener en cuenta son la velocidad del rodillo motriz, la potencia del motoreductor y el menor tamaño posible del mecanismo.
Según el catálogo de motoreductores de la marca LENTAX71 el modelo 2421 0,33 es el modelo más adecuado para la aplicación de este proyecto ya que su potencia de 0.24kW satisface la potencia necesaria por el sistema; la velocidad de salida del motoreductor es de 1.4RPM. A pesar de que uno de los parámetros de selección es el menor peso posible del mecanismo, este presenta un peso considerable en el sistema, pero es el único que satisface la necesidad de velocidad requerida por la máquina.
Las dimensiones del mecanismo son.
Figura 25. Dimensiones motoreductor de banda transportadora.
Fuente. LENTAX. Catalogo moto reductores a sinfín y corona. Consultado 16 de octubre de 2017.
71 LENTAX. Motoreductores a sinfín y corona. 2017. p. 15
135

4.22 DISEÑO DE TANQUE DE INMERSIÓN
En este caso se asignan todas las dimensiones necesarias para construir el tanque de inmersión para la separación del material triturado y además de estas se determina el volumen total del mismo, dato que resulta útil para cálculos posteriores.
Figura 26. Vista lateral del tanque de inmersión.
La profundidad del tanque que es la única dimensión que no se expresa en la imagen anterior es 500mm. A continuación, se determina la dimensión de “h” la cual es la superficie inclinada en la cual va ubicada la banda transportadora.
mmhmmmmh
1729)1500()860( 22
=
+=
Ahora se determina el volumen de cada figura por separado, primero se encuentra el volumen del prisma.
3Pr
Pr
Pr
0602.0
5.0*14.0*860.0**
mVmmmV
LAHV
=
==
Ahora se determina el volumen del trapecio.
1500mm
860m
140m
35°
h
136

33225.02
5.0*5.1*860.02
**
mV
mmmV
LAHV
Tr
Tr
Tr
=
=
=
Por último, se calcula el volumen total del tanque de inmersión.
3
33Pr
3827.0
3225.00602.0
mVmmV
VVV
total
total
Trtotal
=
+=
+=
4.23 CARACTERIZACIÓN DE PESOS DE LOS MATERIALES PRESENTES EN LAS BOTELLAS
En esta sección del diseño detallado de la máquina se cuantificará la cantidad de material sobrante en el proceso, es decir, la cantidad (dada en masa) del material separado del vidrio triturado en el tanque de inmersión. De esta manera, se describirá la cantidad de cada producto presente en cada caso de botella.
Por una botella de 1L de cerveza las masas respectivas de los materiales son:
• Botella de vidrio 452.5 gr. • Film, envoltura, etiqueta de papel o cartón 0.95 gr. • Tapas, tapón de metal 1.5 gr
Por una botella de vino de 750ml, las masas respectivas de los materiales son:
• Botella de vidrio 450 gr. • Film, envoltura, etiqueta de papel o cartón 1.5 gr. • Tapón de corcho 5.63 gr. • Capsula, sello de seguridad de plástico PVC 0.8gr
Por una botella de 700ml de licor, las masas respectivas de los materiales son:
• Botella de vidrio 470 gr. • Film, envoltura, etiqueta de papel o cartón 1 gr. • Tapón de plástico 17 gr. • Elementos de seguridad de papel o cartón 0.5 gr.
Por una botella de licor individual de 275ml, las masas respectivas de los materiales son:
• Botella de vidrio 200 gr.
137

• Film, envoltura, etiqueta de papel o cartón 1 gr. • Tapón de metal 2.19 gr. • Elementos de seguridad de papel o cartón 0.5 gr.
Por una botella de champaña de 750ml, las masas respectivas de los materiales son:
• Botella de vidrio 800 gr. • Film, envoltura, etiqueta de papel o cartón 1.5 gr. • Tapón de corcho 8.3 gr. • Elementos de seguridad del cierre en acero 5.1 gr. • Elementos de cierre y sellado en aluminio 2.17 gr.
Por lo tanto, la masa de cada uno de los materiales es:
• Peso en botellas de vidrio 2372.5 gr = 2.3725 kg. • Peso en tapones 34.62 gr = 0.03462 kg. • Peso en etiquetas 5.95 gr = 0.00595 kg. • Peso en elementos y etiquetas de seguridad 9.07 gr = 0.00907 kg.
Entonces el peso del vidrio y del total de los materiales separados es:
• Peso de las botellas de vidrio 2.3725 kg. • Peso del resto de materiales en las botellas 0.04964 kg.
Por lo tanto, el porcentaje que representan los materiales de desecho sobre el porcentaje de botellas de virio es.
%09.2%3725.2
%100*04964.0%
=
=
MD
MD kgkg
Así, se pudo determinar que los materiales que vienen junto con las botellas de vidrio, representan aproximadamente 2.09% del total del vidrio procesado. De esta manera, en 2 toneladas (2000 kg) se puede prever un máximo de material de desecho de 41.8 kg por jornada de trabajo de la máquina. Esta masa puede ser retirada en 8 ocasiones durante la jornada de trabajo. N cada ocasión que se retire material, se retira aproximadamente 5.225 kg; por lo cual, no es necesario diseñar un dispositivo que continuamente este retirando este tipo de material, que además de poder ser reemplazado por una labor humana, se disminuyen costos y consumo energético.
138

4.24 DISEÑO DEL DEPÓSITO DE MATERIAL PROCESADO
Se pretende que durante el funcionamiento por jornada de trabajo (8horas) se llene el depósito a diseñar como máximo 4 veces, es decir, si la capacidad máxima diaria de la máquina es 2 toneladas, la capacidad máxima del depósito de vidrio triturado es 500 kg.
Imagen 46. Contendor móvil de producto industrial.
Fuente. L’EXPO PERMANENTE. Bennes a fond ouvrant type FB, appareils pour élévateur (en línea) https://www.usinenouvelle.com/expo/bennes-a-fond-ouvrant-type-fb-appareils-p109653245.html consultado 18 de octubre de 2017.
Conociendo el valor máximo de la masa por recolectar (adicionando 25kg mas, suponiendo una eventualidad que retarde la retirada eficaz del depósito) y la densidad del vidrio, se puede conocer el volumen requerido para el depósito.
3
3
21.0
2500
525
mVm
kgkgV
mV
=
=
=ρ
139

Acorde con la construcción previa de la maquina se asigna un ancho de 0.495m y una altura de 0.67m, por lo cual, la única dimensión que resta por conocer es la profundidad.
mLmm
mL
AHVL
LAHV
633.0495.0*67.0
21.0*
**
3
=
=
=
=
Dado que no es necesaria la fabricación de dicho contenedor, es preferible adaptar un contenedor existente que garantice el cumplimiento de la labor para la cual está diseñado. De esta manera, gracias a un catálogo del fabricante GrucomCV, el cual tiene una línea especializada en contenedores metálicos de alta resistencia, se puedo seleccionar un contenedor tipo canasta F272, que para cumplir con las necesidades de la máquina y las medidas estándar del fabricante tendrá como dimensiones: altura=600mm, ancho=500mm, largo=800mm. Las anteriores dimensiones cumplen satisfactoriamente el volumen esperado ya que el volumen del contenedor seleccionado es 0.24m3.
Como este depósito debe retirarse periódicamente, su movimiento debe ser lo más rápido y efectivo posible, por lo tanto, se requiere que el deposito cuente con cuatro ruedas que permitan la fácil movilización del depósito. Para poder calcular la capacidad de carga por rueda se emplea la siguiente ecuación.
FD
CBA *+=
Donde:
A: capacidad de carga de la rueda.
B: peso del aparato de transporte.
C: carga máxima.
D: número de ruedas requeridas.
F: factor de seguridad.
72 GRCOMCV. Catálogo general de contenedores (en línea) https://www.interempresas.net/FeriaVirtual/Catalogos_y_documentos/220251/Catalogo-Contenedores-2012.pdf citado en 20 de noviembre de 2017. Ver anexo.
140

kgA
kgkgA
125.208
5.1*452530
=
+=
Se selecciona la rueda marca AFO73 código 29952 con descripción 280/100 RBN que soporta hasta 220 kg, la cual tiene un diámetro de 100mm x 40mm de ancho. La altura total de la rueda es de 130 mm y cuya platina de soporte rectangular es de dimensiones 105mm x 80mm.
4.25 DISEÑO DE LA ESTRUCTURA74
Imagen 47. Estructura de la máquina modelada en software CAD.
Inicialmente, para lograr calcular la carga mayorada a la que está sujeta la estructura, se debe cuantificar las masas de los componentes de toda la máquina, para que seguido de tal cuantificación se determine la carga real que soporta la estructura.
Como la mayor parte del peso de la estructura está concentrada en el tanque de lavado de vidrio, no solo por el agua, sino por el mecanismo de la banda transportadora y todos los elementos que esta involucra, solo se tendrán en cuanta los pesos de estos elementos en el cálculo de la viga critica de la estructura.
73 AFO. Ruedas AFO. Fabricación de ruedas domesticas e industriales. Barcelona. 2011. p. 65 74 SRIRAMULU, Vinnacota. Estructuras de acero. Comportamiento y LRFD. México. Editorial McGraw Hill interamericana. p.357
141

4.25.1 Cuantificación de los pesos. El tanque está construido en lámina de acero inoxidable calibre 18(1.22mm – 0.048in) la cual tiene un peso aproximado de 9.882 kg por cada metro cuadrado de lámina. Se parte por determinar las áreas de cada una de las caras, para poder hallar el área total superficial del tanque y así poder determinar el peso del tanque vacío.
• Área de caras laterales.
( )
2
2
5308.1
7654.0
86.0*14.02
86.0*5.1
*2*
mAmA
mmmmA
hbhbA
Ltotal
L
L
L
=
=
+
=
+=
• Área de pared frontal.
243.0
86.0*5.0*
mAmmA
hbA
P
P
P
=
==
• Área de base inclinada.
2865.0
5.0*729.1*
mAmmA
hbA
BI
BI
BI
=
==
• Área de base horizontal.
207.0
5.0*14.0*
mAmmA
hbA
BH
BH
BH
=
==
• Área del deflector.
2125.0
25.0*5.0*
mAmmA
hbA
D
D
D
=
==
• Área total del tanque.
DBIBHPLTT AAAAAA ++++=
142

2
22222
718244.1
125.0865.007.043.05308.1
mAmmmmmA
T
T
=
++++=
Considerando que hay un exceso de material por dobleces adicionales a la construcción, se contempla AT como 1.75m2. Entonces el peso del tanque vacío es.
kgfPm
kgfmP
TV
TV
2935.171
882.9*75.12
2
=
=
• Peso del sistema banda transportadora.
Como el peso del sistema puede variar según los accesorios y como tampoco se cuenta con los pesos de cada uno de los componentes, se supone un peso de 25 kgf para todo el sistema. Este peso se nombra como FBT.
• Peso del agua en el tanque.
Se determina el peso que tiene el agua dentro del tanque, teniendo en cuenta que el agua llega hasta 830mm de altura con respecto al punto más bajo del tanque.
• Volumen del prisma.
30581.0
5.0*83.0*14.0**
mVmmmV
lhbV
p
P
P
=
==
• Volumen del trapecio.
331125.02
5.0*83.0*5.12
**
mV
mmmV
lhbV
T
T
T
=
=
=
• Volumen total de agua.
3
33
36935.0
31125.00581.0
mVmmV
VVV
TA
TA
TPTA
=
+=
+=
Se determina el peso del agua por medio de la densidad.
143

kgfm
mmkgm
Vm
OH
OH
TAOH
35.369
36935.0*1000
*
2
2
2
33
=
=
= ρ
Como se mencionó anteriormente se determinan los pesos involucrados en el tanque de lavado, ya que se considera como el sector más crítico de la máquina en cuanto a las cargas que se generen a la estructura.
Por otra parte, como no existen cargas que varíen su valor durante la vida útil de la estructura, se determina que no existen carga vivas y por lo tanto la estructura solo está sometida a cargas muertas.
Para determinar el perfil requerido para la estructura, se realiza el cálculo para hallar el área del perfil, mediante el método LRFD.
Se emplea el método de diseño por factores de carga y resistencia (LRFD), ya que este método tiene validez y relevancia en el reglamento colombiano de construcción sismo resistente NSR 10 en el título F que trata sobre estructuras metálicas. En este caso como el diseño únicamente emplea perfil metálico, se determina usar el método LRFD por ser un método usado actualmente y regulado por la normativa colombiana con respecto a construcciones y cualquier tipo de estructuras. Es por esta razón que se prefiere con respecto al método de esfuerzos admisibles (ASD).
Método LRFD.
Inicialmente se encuentra la carga mayorada presente en la estructura; como la estructura solo está sometida a cargas muertas, la ecuación para determinar la carga es la siguiente.
)(*4.1 DPu =
En donde “D” es el valor de la carga ocasionada por el peso de los elementos en el tanque de inmersión.
kgfDkgfkgfkgfD
PFmD TVBTOH
6435.4112935.172535.369
2
=++=
++=
Entonces el valor de la carga mayorada es.
kgfPukgfPu
DPu
3009.576)6435.411(*4.1
)(*4.1
===
144

Del método LRFD se toma la resistencia de diseño 1, para uniones soldadas que mediante su fórmula se determina el área gross del perfil requerida por las cargas. Teniendo en cuenta que Pu ≤ Rd1 se toma la carga mayorada como la resistencia de diseño 1.
yAgRd σφ **1 =
Donde
Φ: factor de resistencia (0.9).
Ag: área gross o área de sección transversal del perfil.
Ϭy: esfuerzo de fluencia del material. (Acero ASTM A-36).
2
2
1
3096.25
3.25*9.0
3009.576*
mmAgmm
kgfkgfAg
yRdAg
=
=
=σφ
Por medio de catálogos del fabricante Colmena75 (Consorcio metalúrgico nacional) se selecciona el perfil con el área gross más cercana a la requerida por las cargas. El perfil seleccionado es un perfil estructural cuadrado de 25mm x 25mm o 1in x 1in que tiene un área gross de 1.90 cm2, la cual es la más cercana al valor teórico, ya que este perfil es el de menor geometría producido por el fabricante. También se realizó la búsqueda del perfil más cercano producido por el fabricante STECKERL76, pero en este la tubería estructural cuadrada es de la misma geometría, es decir, 25mm x 25mm, el cual tiene un área gross de 1.48cm2, que por su parte, es un perfil con una menor área de resistencia, pero que a su vez cumple satisfactoriamente con las necesidades de la carga máxima de la estructura.
Por lo tanto para la construcción de la estructura se selecciona la tubería estructural cuadrada de medidas 25mm x 25mm producido por Colmena.
Para verificar el cálculo del perfil realizado para la viga crítica se realiza el chequeo por esbeltez dado por la siguiente desigualdad.
300*≤
rLK
75 COLMENA. Perfil estructural tubular. Negro y Galvanizado ASTM A 500 (NTC). 2017. (en línea) http://www.tuboscolmena.com/web/fichas/ESTRUCTURAL_CERRADO.pdf 76 STECKERL. Catálogos. Catálogo de productos. 2017. (en línea) http://steckerlaceros.com/catalogo/index.html p. 54.
145

Donde.
K: factor de longitud efectiva.
L: Longitud del elemento.
r: radio mínimo de giro.
Para poder resolver la anterior desigualdad se debe encontrar el radio de giro mínimo del perfil, que será determinado mediante el siguiente método.
Figura 27. Perfil ángulo milimétrico dividido para el análisis de verificación por esbeltez.
Tabla 16. Tabla de verificación por esbeltez de los elementos del perfil. Figura
bi (mm)
hi (mm)
Ai (mm2)
ẋi (mm)
ẏi (mm)
Ai ẋi (mm3)
Ai ẏi (mm3)
Ixi (mm4) Iyi (mm4)
IXCGi (mm4) IYCGi (mm4)
1 25 2 50 12.5 1 625 50 16.67 2604.167 24350.67 2604.167 2 2 21 42 1 12.5 42 525 1543.5 14 1543.5 24348 3 2 21 42 24 12.5 1008 525 1543.5 14 1543.5 24348 4 25 2 50 12.5 24 625 1200 16.67 2604.1796 24350.67 2604.167 Σ 184 2300 2300 51788.34 53904.334
Las operaciones correspondientes a la tabla son.
• Momentos de inercia en x (Ix).
3**121 hbIx =
3
4
2
1 2mm
25mm
21mm
y
x
146

41
31
67.16
)2(*25*121
mmIx
mmmmIx
=
=
42
32
5.1543
)21(*2*121
mmIx
mmmmIx
=
=
43
33
5.1543
)21(*2*121
mmIx
mmmmIx
=
=
44
34
67.16
)2(*25*121
mmIx
mmmmIx
=
=
• Momentos de inercia en y (Iy).
hbIy **121 3=
41
31
1796.2604
2*)25(*121
mmIy
mmmmIy
=
=
42
32
14
21*)2(*121
mmIy
mmmmIy
=
=
43
33
14
21*)2(*121
mmIy
mmmmIy
=
=
44
34
1796.2604
2*)25(*121
mIy
mmmmIy
=
=
• Momentos de inercia por teorema de ejes paralelos en x (IXCGi).
mmy
mmmmy
Ai
yiAiy n
i
n
i
5.12
1842300
.
2
3.
1
1
.
.
=
=
=
∑
∑
=
=
2..
2
)(*
*
iyyAiIxI
dAiIxI
iXCGi
iXCGi
−+=
+=
41
2241
67.24350
)15.12(*18467.16
mmImmmmmmmmI
XCG
XCG
=
−+=
147

42
2242
5.1543
)5.125.12(*1845.1543
mmImmmmmmmmI
XCG
XCG
=
−+=
43
2243
5.1543
)5.125.12(*1845.1543
mmImmmmmmmmI
XCG
XCG
=
−+=
44
2244
67.24350
)245.12(*18467.16
mmImmmmmmmmI
XCG
XCG
=
−+=
• Momentos de inercia por teorema de ejes paralelos en y (IYCGi).
mmx
mmmmx
Ai
xiAix n
i
n
i
5.12
1842300
.
2
3.
1
1
.
.
=
=
=
∑
∑
=
=
2..
2
)(*
*
ixxAiIyI
dAiIyI
iYCGi
iYCGi
−+=
+=
41
2241
167.2604
)5.125.12(*1841796.2604
mmImmmmmmmmI
YCG
YCG
=
−+=
42
2242
24348
)15.12(*18414
mmImmmmmmmmI
YCG
YCG
=
−+=
43
2243
24348
)245.12(*18414
mmImmmmmmmmI
YCG
YCG
=
−+=
44
2244
167.2604
)5.125.12(*1841796.2604
mmImmmmmmmmI
YCG
YCG
=
−+=
Para hallar el radio de giro mínimo para X y Y se emplea la siguiente fórmula.
148

mmrmm
mmr
AI
r
x
x
total
XCGtotalx
776.16184
34.517882
4
=
=
=
mmrmm
mmr
AI
r
y
y
total
YCGtotaly
116.17184
334.539042
4
=
=
=
De acuerdo con los cálculos realizados, para el perfil estructural cuadrado el radio de giro mínimo se registra en ry.
Ahora para realizar el chequeo por esbeltez del perfil se requiere conocer las demás variables involucradas en la desigualdad.
• L: es el valor de longitud de la viga más larga que soporta el tanque. Esta viga tiene una longitud de 1730mm.
Imagen 48. Elementos críticos en la estructura.
• K: es el factor de la longitud efectiva y depende del tipo de sujeción que tenga la viga. En este caso la viga está unida en sus dos extremos por soldadura, por lo tanto se considera como una viga empotrada en sus extremos, por lo cual el valor de K es 0.5.
Conociendo todas las variables se ejecuta la verificación.
300537.50
300116.17
5.0*1730
≤
≤mm
mm
149

Con el cumplimiento del chequeo por esbeltez se determina que el perfil seleccionado para la aplicación cumple con satisfacción la necesidad estructural de los elementos de la máquina.
En cuanto al otro segmento o módulo de la estructura, es necesario evaluar si las columnas requieren de arrostramientos entre ellas para evitar el pandeo de las mismas debido a las cargas. Para determinar si se necesitan de estos elementos se requiere determinar qué tipo de columna se está estudiando y evaluar su resistencia de diseño para poder determinar la cantidad y posición de estos.
Para determinar el tipo de columna se debe tener en cuenta el valor de λ, ya que corta ≤ 1.5 < larga, entonces se determina λ.
Ey
rLK σ
πλ *
**
=
Donde.
K: factor de seguridad efectivo.
L: Longitud del elemento.
r: radio de giro mínimo.
Ϭy: esfuerzo de fluencia del material.
E: módulo de elasticidad del material.
5266.3
32.20349
3.25*
77.5*1815*0.1
2
2
=
=
λ
πλ
mmkgf
mmkgf
mmmm
Se determina el esfuerzo crítico para columnas largas.
yCr σλ
σ *877.02
=
Donde.
ϬCr: esfuerzo crítico de la columna.
λ: factor de longitud de columna.
Ϭy: esfuerzo de fluencia del material.
150

2
22
784.1
3.25*5266.3
877.0
mmkgf
mmkgf
Cr
Cr
=
=
σ
σ
Obteniendo el esfuerzo crítico de la columna se encuentra el valor de la resistencia de diseño y se compara con la carga mayorada de la columna.
CrAgRd σφ **=
Donde.
Rd: resistencia de diseño de elementos sometidos a compresión.
ϕ: Factor de resistencia (0.85).
Ag: área gross del perfil.
kgfRdmm
kgfmmRd
0176.279
784.1*184*85.0 22
=
=
Ahora, se determina la carga mayorada de este módulo de la estructura, asumiendo una carga aproximada de 100 kgf.
kgfPukgfPu
DPu
140)100(*4.1
*4.1
===
Finalmente, se compara el valor de la resistencia de diseño con el valor de la carga mayorada del módulo o sección.
kgfkgfPuRd
1400176.279 ≥≥
Mediante la comparación se verifica que el perfil cumple para las necesidades de carga del módulo de la máquina.
Finalmente, para determinar la necesidad de arriostramientos, se realiza la verificación de esbeltez para este tipo de uniones.
≥
i
ii
C
CC
rLK
rLK **
43
Donde.
151

KC: factor de longitud efectiva de la columna completa (teniendo en cuenta el tipo de unión en los extremos.
LC: longitud de la columna completa.
rC: radio de giro mínimo del conjunto estructural.
Ki: factor de longitud efectiva de la sección de la columna (teniendo en cuenta el mayor en la unión de los arriostramientos).
Li: longitud entre arriostramientos.
ri: radio de giro mínimo de un solo perfil.
mmL
mmmm
mmL
Kr
rLK
L
rLK
rLK
i
i
i
i
C
CCi
i
ii
C
CC
25.13615.0
116.17*116.171815*5.0
43
**
43
**43
=
=
=
=
Por lo tanto, solo se requiere de un arriostramiento en la estructura que debe estar ubicado a la altura de 1361mm, con el fin de garantizar la esbeltez del conjunto estructural.
4.25.2 Cálculo de la unión soldada. En el caso de la unión de los elementos presentes en la estructura, la unión soldada es el método más utilizado en estos de diseño de estructuras metálicas. Inicialmente, se requiere conocer qué tipo de geometría tiene el cordón que será el que efectuará la unión soldada. Para este diseño, el cordón será en chaflán, es decir, no hay ningún tipo de preparación en las orillas de la unión soldada; de igual manera, el cordón se desarrolla en todo el perímetro del perfil que será soldado, lo que quiere decir que el cordón de soldadura tiene forma cuadrada, dado el uso de perfil cuadrado en la totalidad de la estructura.
Al realizar un análisis del comportamiento y de los posibles esfuerzos presentes en la soldadura, se determina que la soldadura se somete a compresión directa y a carga cortante directa debido a las masas distribuidas sobre la estructura. Entonces la compresión directa en la soldadura está dada por
WAPf =
De igual modo, la carga cortante directa sobre la soldadura está dada por
152

WAVf =
Donde:
Aw: pulgada de soldadura
P: fuerza de compresión
V: fuerza cortante
Conocidas las ecuaciones de fuerza que actúan sobre el cordón de soldadura, se debe conocer el factor geométrico del mismo; dicho factor geométrico es Aw en las dos expresiones. Este factor geométrico para un cordón de soldadura en forma cuadrada está determinado por
dbAW 22 +=
Donde:
b: altura del perfil
d: ancho del perfil
Retomando la geometría del perfil seleccionado, es un perfil cuadrado 1in x 1in, dato mediante el cual se puede lograr el factor geométrico del cordón de soldadura.
inAininA
W
W
4)(2)1(2
=+=
Conociendo el factor geométrico se determina la magnitud de cada una de las fuerzas que actúan sobre la unión soldada. En el caso de la fuerza de compresión directa, la carga máxima ubicada en la estructura se da en el tanque de lavado de fragmentos de vidrio, en este sentido, la máxima carga presente es 411.64kgf = 907.51lb.
inlbfin
lbf
/87.2264
51.907
=
=
Por otro lado, la fuerza cortante que actúa sobre la soldadura está dada por la fuerza vertical máxima, que este caso es ejercida por la trituradora; la cual se considera como una carga de 100kgf = 220.46lb.
153

inlbfin
lbf
/11.554
46.220
=
=
Para conocer la magnitud total de la fuerza actuante sobre la soldadura, se ejecuta una suma vectorial de las fuerzas identificadas. Teniendo en cuenta que las fuerzas identificadas comparten la misma dirección, estas se suman, dando como resultado una fuerza de 282lb/in en la soldadura.
Por último se desea conocer la magnitud de lado que debe tener el cordón de soldadura. La operación de soldadura se lleva a cabo con un electrodo E60, el cual se caracteriza por contar con una fuerza admisible por pulgada de lado de 9600lb/in. Conociendo todas las características del cordón y sus cargas, se determina el lado al operar la fuerza máxima en la soldadura sobre la fuerza admisible por pulgada de lado.
inwladodeinporinlb
inlbw
029.0____/9600
/282
=
=
Dado lo anterior, la altura de lado requerida por el cordón es de 0.029in, pero se debe tener en cuenta que para espesores de placa menores a ½ in, se recomienda que el lado de la soldadura sea 3/16 in = 0.188in.
4.26 MANDOS ELÉCTRICOS DE LA MÁQUINA
El diseño de esta máquina considera un sistema de control eléctrico simple ya que no resulta necesario incluir equipos programables para lograr la operación y el cumplimiento de las labores para las que está destinada. De este modo, el sistema de control consta de tres interruptores eléctricos, de los cuales el primero y principal es el que permite o no el paso de energía hacia los otros dos interruptores. Los dos interruptores restantes cumplen con la función de encender y apagar los equipos eléctricos de la máquina, entre estos, el primer interruptor controla el accionamiento del motor principal que se encarga de proporcionar movimiento a la trituradora y el agitador de entrada al tanque de inmersión; y el segundo interruptor es el encargado de controlar el accionamiento del motorreductor con sistema sinfín corona, que proporciona el movimiento a la banda transportadora que retira el vidrio fragmentado del tanque de inmersión.
154
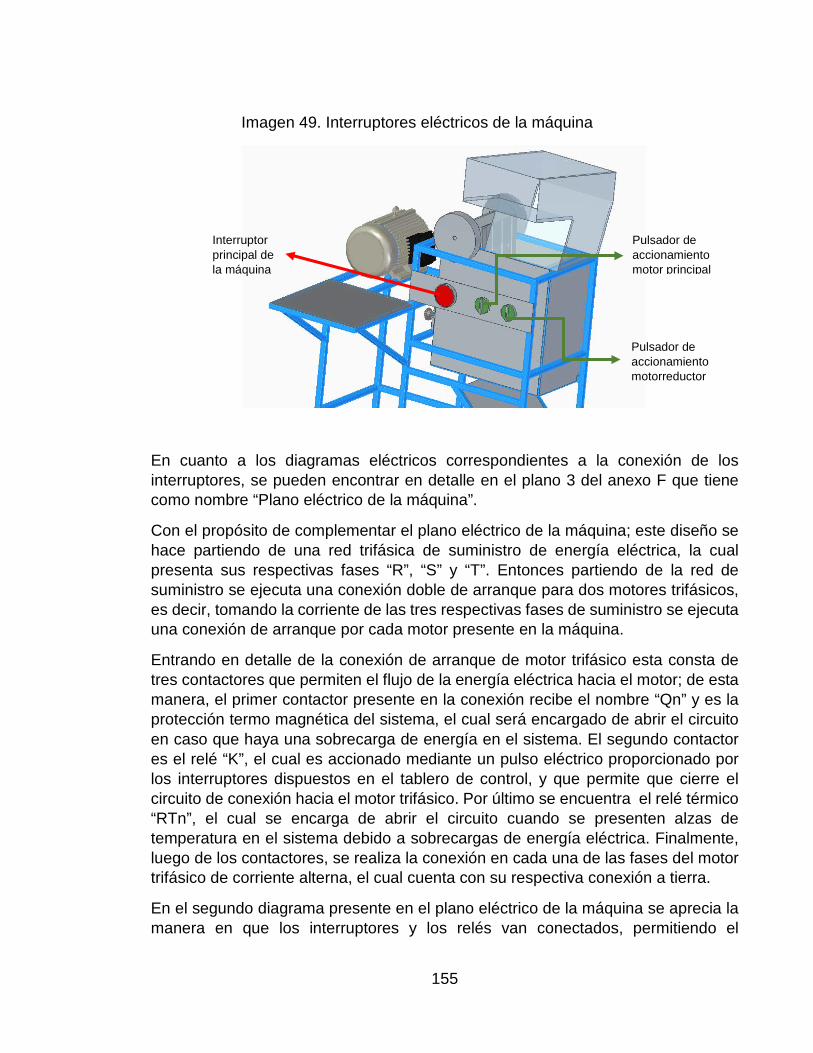
Imagen 49. Interruptores eléctricos de la máquina
En cuanto a los diagramas eléctricos correspondientes a la conexión de los interruptores, se pueden encontrar en detalle en el plano 3 del anexo F que tiene como nombre “Plano eléctrico de la máquina”.
Con el propósito de complementar el plano eléctrico de la máquina; este diseño se hace partiendo de una red trifásica de suministro de energía eléctrica, la cual presenta sus respectivas fases “R”, “S” y “T”. Entonces partiendo de la red de suministro se ejecuta una conexión doble de arranque para dos motores trifásicos, es decir, tomando la corriente de las tres respectivas fases de suministro se ejecuta una conexión de arranque por cada motor presente en la máquina.
Entrando en detalle de la conexión de arranque de motor trifásico esta consta de tres contactores que permiten el flujo de la energía eléctrica hacia el motor; de esta manera, el primer contactor presente en la conexión recibe el nombre “Qn” y es la protección termo magnética del sistema, el cual será encargado de abrir el circuito en caso que haya una sobrecarga de energía en el sistema. El segundo contactor es el relé “K”, el cual es accionado mediante un pulso eléctrico proporcionado por los interruptores dispuestos en el tablero de control, y que permite que cierre el circuito de conexión hacia el motor trifásico. Por último se encuentra el relé térmico “RTn”, el cual se encarga de abrir el circuito cuando se presenten alzas de temperatura en el sistema debido a sobrecargas de energía eléctrica. Finalmente, luego de los contactores, se realiza la conexión en cada una de las fases del motor trifásico de corriente alterna, el cual cuenta con su respectiva conexión a tierra.
En el segundo diagrama presente en el plano eléctrico de la máquina se aprecia la manera en que los interruptores y los relés van conectados, permitiendo el
Interruptor principal de la máquina
Pulsador de accionamiento motor principal
Pulsador de accionamiento motorreductor
155

funcionamiento de los motores. Inicialmente, se encuentra un fusible de protección que permite el paso de corriente hacia el interruptor principal; posteriormente, se ejecuta una conexión doble en paralelo (una por cada motor), en la cual, cada línea parte por el relé térmico y el interruptor de accionamiento del motor; que cuando es manipulado desbloquea el paso de corriente hacia el relé que permite cerrar el circuito, habilitando así el funcionamiento de cada uno de los motores y su respectivo indicador lumínico.
156

5. SIMULACIÓN POR ELEMENTOS FINITOS DE COMPONENTES CRÍTICOS DE LA MÁQUINA
En este capítulo se realiza la simulación por elementos finitos de los elementos que se consideran como críticos en la máquina. Esta simulación por elementos finitos se realiza mediante el software NX 11, el cual mediante un análisis de tipo estructural de cada una de las piezas que se simulan, permite prever el comportamiento del desplazamiento de lo los elementos, el esfuerzo máximo al que están sometidos los elementos y hasta la consecución del factor de seguridad de la pieza procesada.
Entonces, para el análisis de las simulaciones, inicialmente se describe el sistema de cargas al que será sometido el elemento en procesamiento, seguido de esta descripción, se da el análisis del desplazamiento en la pieza procesada y por último se determina el esfuerzo elemental nodal máximo encontrado en el elemento procesado y mediante este, de manera analítica se determina el factor de seguridad del elemento simulado.
Los elementos que fueron objeto de la simulación por elementos finitos, son las piezas que bajo el criterio de desgaste y su relevancia para el proceso fueron seleccionadas como las más importantes. Cabe mencionar que dentro del análisis por elementos finitos de los elementos críticos, no se incluye la estructura como un elemento crítico, ya que mediante el diseño analítico efectuado de la misma, se prevé que se comportara satisfactoriamente frente a las cargas a las que será sometida.
5.1 SIMULACIÓN DE LA MUELA DE LA MANDÍBULA FIJA
En la muela de la mandíbula fija se ejecuta una simulación por elementos finitos teniendo en cuanta las cargas a las que es sometida la pieza y además los puntos de apoyo del elemento, que en este caso son 10 orificios para la sujeción de la muela a la placa que la soportan.
157

5.1.1 Estado de cargas.
Imagen 50. Estado de cargas para la muela fija
En cuanto a las cargas a las que está sometida la muela fija, se considera que la fuerza ejercida por el material hacia la superficie de la placa es perpendicular a su superficie; esta carga es la fuerza ejercida por las botellas a la placa mientras estas llegan a su fuerza de ruptura y que su distribución se ubica sobre toda la superficie de la placa, ya que se trituraran botellas de distintos volúmenes y por lo tanto cualquier parte de la superficie de la muela sufre la influencia de la carga.
Los orificios para los tornillos de sujeción son tratados como un tipo de restricción fija, ya que gracias a ellos y su contacto superficial con el tornillo de sujeción se restringe el movimiento de la muela hacia cualquier dirección.
La carga del elemento simulado como se menciona anteriormente se considera como distribuida sobre toda la placa y tiene una magnitud de 36300.37 N/m, la cual es la fuerza requerida por el elemento para contrarrestar la fuerza ejercida por las botellas durante su proceso de ruptura.
Luego de ejecutar el mallado tetraédrico (3D) en todo el volumen del elemento, se determina mediante la información de la malla, brindada por el software, la cantidad
158

de elementos y nodos que la conforman. Así, la malla está compuesta por 11383 elementos y 23526 nodos.
5.1.2 Desplazamiento del elemento.
Imagen 51. Desplazamiento en la muela fija.
Es desplazamiento del elemento como se puede apreciar en la imagen es un fenómeno que tiene lugar en el extremo superior e inferior de la placa. Dicha deformación se puede inferir que se obtiene debido a que en los extremos de la placa no existe elemento de sujeción a la mandíbula y por lo cual la mayor deformación se registra allí.
En cuanto al valor máximo obtenido para la deformación, su valor es 0.00744475 mm, el cual es un valor notoriamente bajo con respecto a la geometría de la muela fija. Mediante la simulación se puede anticipar que el desplazamiento real de la muela bajo la influencia de carga nominal esta por el orden de 7.4 µm; data importante para el análisis del comportamiento de este elemento. Al conocer la baja magnitud del desplazamiento se determina que en cuanto a las deformaciones
159
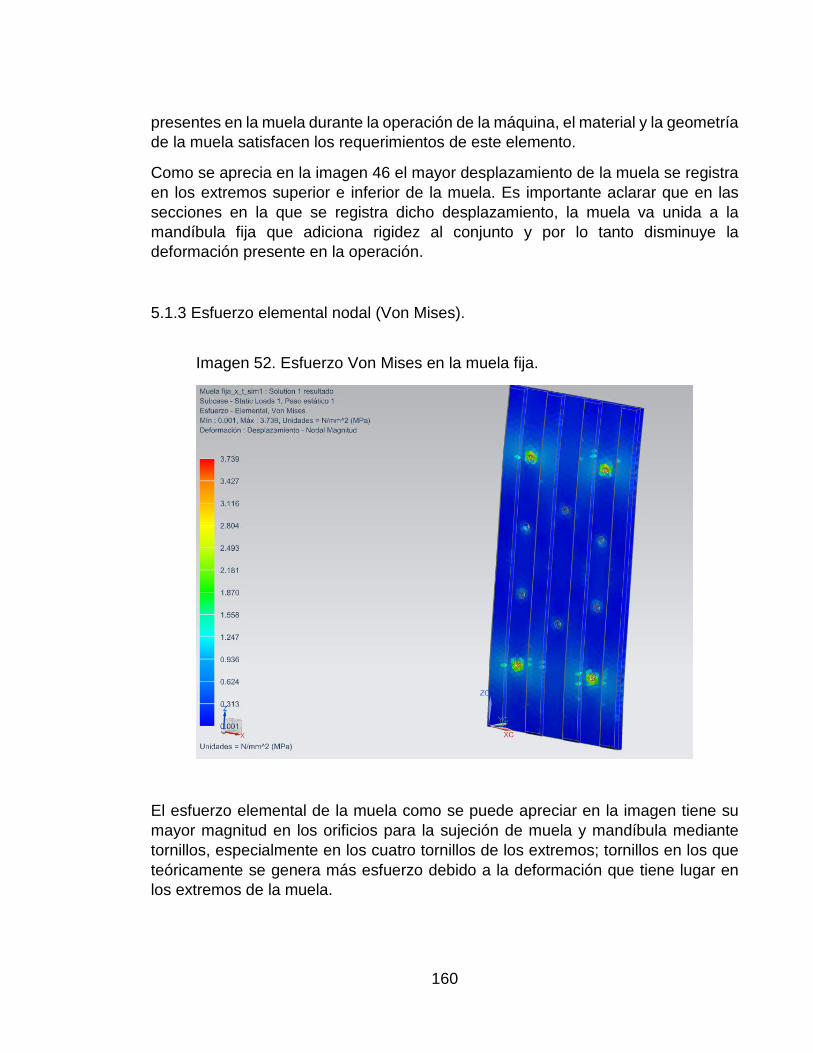
presentes en la muela durante la operación de la máquina, el material y la geometría de la muela satisfacen los requerimientos de este elemento.
Como se aprecia en la imagen 46 el mayor desplazamiento de la muela se registra en los extremos superior e inferior de la muela. Es importante aclarar que en las secciones en la que se registra dicho desplazamiento, la muela va unida a la mandíbula fija que adiciona rigidez al conjunto y por lo tanto disminuye la deformación presente en la operación.
5.1.3 Esfuerzo elemental nodal (Von Mises).
Imagen 52. Esfuerzo Von Mises en la muela fija.
El esfuerzo elemental de la muela como se puede apreciar en la imagen tiene su mayor magnitud en los orificios para la sujeción de muela y mandíbula mediante tornillos, especialmente en los cuatro tornillos de los extremos; tornillos en los que teóricamente se genera más esfuerzo debido a la deformación que tiene lugar en los extremos de la muela.
160

El esfuerzo máximo que se registra en el elemento es de 3.739 MPa; para determinar si este elemento es funcional de acuerdo a su esfuerzo máximo registrado, se debe comparar con el esfuerzo de falla del material. El esfuerzo o límite elástico brindado por el software es de 483.1 MPa, que en comparación con el esfuerzo máximo de que presenta el elemento analizado, supera por mucho dicho esfuerzo. Aprovechando los valores de los esfuerzos del material y la pieza, se determina el factor de seguridad de elemento.
2.129739.3
1.483max
=
=
=
FSMPaMPaFS
yFSσσ
El factor de seguridad es bastante elevado, por lo tanto, garantiza que el elemento no es propenso a la falla.
5.2 SIMULACIÓN DE LA MUELA DE LA MANDÍBULA MÓVIL
Se realiza la simulación de la muela de la mandíbula móvil con el fin de determinar si existe alguna diferencia con el comportamiento de esta en comparación con la muela fija; para determinar la utilidad y confiabilidad de la pieza.
161

5.2.1 Estado de cargas.
Imagen 53. Estado de cargas para la muela móvil
En este caso especial de las cargas de la muela móvil, la carga cambia en dirección, pero no en magnitud. Este cambio de dirección se da por el hecho que la muela móvil tiene un cierto grado de inclinación, exactamente 30° con respecto a la superficie de la muela fija.
Al igual que en la muela fija se tienen 10 orificios pasantes para utilizar los pernos de sujeción que irán fijos a la mandíbula móvil, por lo tanto en el software se programa cada uno de los orificios como una restricción fija del sistema.
Debido a la construcción geométrica de este tipo de máquinas, la mandíbula móvil debe contar con una altura mayor ya que esta debe tener una inclinación de 25° con respecto al eje vertical. Es por esta razón que, se simula este elemento que cuenta con una mayor dimensión en su altura y las cargas de operación cambian de dirección para este elemento específico.
Luego de la ejecución del mallado tetraédrico (3D) al que se somete la pieza, el software informa que el número de elementos que conforman la malla es de 12414, mientras que el número de nodos que conforman la malla es de 25698.
162
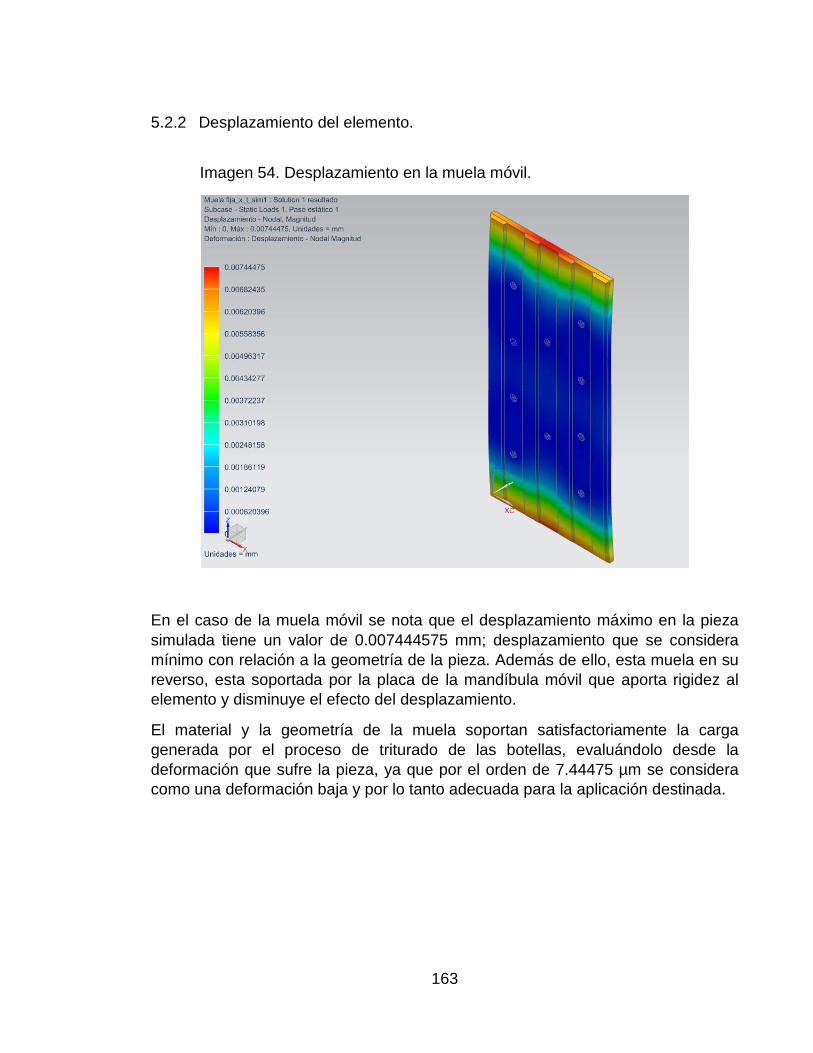
5.2.2 Desplazamiento del elemento.
Imagen 54. Desplazamiento en la muela móvil.
En el caso de la muela móvil se nota que el desplazamiento máximo en la pieza simulada tiene un valor de 0.007444575 mm; desplazamiento que se considera mínimo con relación a la geometría de la pieza. Además de ello, esta muela en su reverso, esta soportada por la placa de la mandíbula móvil que aporta rigidez al elemento y disminuye el efecto del desplazamiento.
El material y la geometría de la muela soportan satisfactoriamente la carga generada por el proceso de triturado de las botellas, evaluándolo desde la deformación que sufre la pieza, ya que por el orden de 7.44475 µm se considera como una deformación baja y por lo tanto adecuada para la aplicación destinada.
163

5.2.3 Esfuerzo elemental nodal (Von Mises).
Imagen 55. Esfuerzo Von Mises en la muela móvil.
Al igual que en la muela fija, el esfuerzo máximo de Von mises que se registra en la pieza, tiene como lugar de concentración los 4 orificios para los pernos de sujeción en los extremos de la muela. En dichos orificios el máximo esfuerzo de von mises que se registra es de 3.739 MPa, que resulta ser el mismo esfuerzo captado para la muela fija, por lo cual su comportamiento frente a la carga que debe soportar es el mismo en ambos casos, con la característica que solo cambia su geometría de las muelas y el ángulo en el que influyen las cargas.
El factor de seguridad de este elemento resulta ser el mismo que en placa anterior y por lo tanto se llega a la conclusión que satisface por mucho el requerimiento de la aplicación para la que fue diseñada la muela.
2.129739.3
1.483max
=
=
=
FSMPaMPaFS
yFSσσ
164

5.3 SIMULACIÓN DEL EJE EXCÉNTRICO DE LA TRITURADORA
Como tercer elemento que será sometido a un análisis por elementos finitos mediante un estudio de comportamiento estructural bajo condiciones de trabajo es el eje excéntrico que proporciona el movimiento a la mandíbula móvil. Este elemento a diferencia de las muelas analizadas anteriormente cuenta con distintos tipos de carga y una restricción algo distinta, considerando que los puntos de apoyo y sujeción son rodamientos de bolas que difieren en algunas características de una restricción tipo fija.
5.3.1 Estado de cargas.
Imagen 56. Estado de cargas y restricciones en el eje excéntrico.
En este caso se puede apreciar que el eje en sus extremos tiene unas cargas que van en diversas direcciones, estas cargas son torques ejercidos por elementos adicionales al eje. En el caso del torque que se puede apreciar en el extremo izquierdo del eje en la imagen, este es causado por el volante de inercia, que no es más que un elemento que permite conservar la inercia sobre el eje y que garantiza la compensación del cambio en la velocidad del eje; este volante causa un torque de 27.7563 Nm.
Por su parte, el torque del extremo derecho en la imagen, es el torque aportado por la polea que genera el movimiento y la transmisión de potencia al eje; esta carga es una de las cargas importantes que actúan sobre el eje, ya que en la aplicación real esta carga será la carga que genera el movimiento del eje y por lo tanto es la carga
165

que genera mayor esfuerzo para romper el reposo del sistema. La magnitud del torque aportado por el impulsor del eje es de 158.61Nm.
La carga lineal que va en sentido contrario al eje X en la imagen, es la carga que por transmisibilidad, proviene de la fuerza que ejercen las botellas de vidrio durante el proceso de trituración y es la carga representa la fuerza que ejerce la mandíbula móvil al eje en su sección excéntrica. La magnitud de la carga para este caso es 2643.46 N, la cual es la reacción puntual de la excentricidad a la ruptura de las botellas de vidrio.
Por último, las restricciones presentes en el eje son restricciones definidas por usuario en el software, lo que quiere decir que quien programa el estado de cargas define qué condiciones de rotación y traslación van libres o fijas para cada caso específico. En este caso se definen restricciones fijas de tipo translación con el fin de simular que el eje gira sobre su centro pero no puede cambiar su situación geométrica, la cual es una función propia de los cojinetes.
Posterior a la ejecución del mallado de la totalidad del cuerpo del eje, se requiere conocer la cantidad de nodos y elementos que componen la malla. Al consultar la información brindada por el software, se conoce que la malla se compone por 24618 elementos y 40374 nodos, en una malla de tipo tetraédrica (3D).
5.3.2 Desplazamiento del elemento.
Imagen 57. Desplazamiento presente en el eje excéntrico.
166

En cuanto al desplazamiento máximo que se obtiene en el eje, mediante la simulación del mismo elementos finitos arroja una magnitud de 0.0376 mm, dato que resulta de gran relevancia ya que es un desplazamiento considerable en el sistema, ya que por ser un eje de rotación continua, dicho desplazamiento podría significar algún tipo de falla.
Retomando la información del eje, la longitud es de 46 cm, el diámetro máximo en la excentricidad es de 27mm y su velocidad nominal de trabajo es de 300 RPM. Teniendo en cuenta dichos datos, especialmente la velocidad de trabajo del eje, no se considera que la deflexión encontrada por medio de la simulación sea crítica ya que con una velocidad de giro tan baja, la oscilación causada por el desbalanceo en el extremo del eje no se acerca a la frecuencia natural típica de los ejes con un tamaño similar, que generalmente ronda las 1100 RPM.
De igual manera se garantiza que el desplazamiento encontrado no afecta la transmisión de potencia y movimiento en función de la rigidez del eje, ya que está bajo el rango de velocidad del trabajo y sin un elevado incremento de velocidad no se verá afectada y por lo tanto no existirá falla causada por la aproximación a la frecuencia natural del eje77.
5.3.3 Esfuerzo elemental nodal (Von Mises).
Imagen 58. Esfuerzo Von Mises en el eje excéntrico.
77 MOTT, Robert. Diseño de elementos de máquinas. Cuarta edición. México: PEARSON Educación, 2006. P 562
167
El esfuerzo de Von Mises en el eje presenta su mayor magnitud en la sección del eje en donde va posicionada la polea que proporciona movimiento al elemento. Este esfuerzo máximo es de 130.01 MPa que en comparación con el esfuerzo máximo hallado para las muelas es bastante alto y considerable con respecto al límite elástico del material en que es fabricado. Hay que tener en cuenta que este esfuerzo se da también por la geometría del elemento, ya que es un elemento relativamente largo en relación con su diámetro y junto con las cargas actuantes sobre el mismo originan reacciones más notorias en comparación con otros elementos críticos de la máquina.
El material en el cual es fabricado este eje, es un acero AISI 1040 maquinado en frio, el cual tiene un límite elástico de 415 MPa, que aunque es mayor que el esfuerzo máximo registrado en el eje simulado, cabe desarrollar analíticamente el factor de seguridad del elemento y confirmar si este es confiable bajo las cargas a las que es sometido.
192.301.130
415max
=
=
=
FSMPa
MPaFS
yFSσσ
Obtenido el factor de seguridad de 3.192, el cual es un valor que se encuentra por por encima del estimado en el diseño detallado, es un factor de seguridad que satisface las condiciones de operación del elemento y que garantiza confiabilidad en el eje excéntrico bajo sus condiciones de carga normales.
168

6. MANUALES DE LA MÁQUINA
La máquina está diseñada para ejecutar un proceso de triturado a botellas de vidrio, las cuales generalmente son usadas para envasar bebidas y en algunos casos medicinas. Además de triturar las botellas, luego de este proceso, el material triturado pasa por un tanque en el cual será lavado y mediante el cual se busca retirar del material triturado la mayoría de materiales que no sean vidrio y que se consideran como contaminantes para el producto final que es el vidrio triturado y lavado que se considera apto para pasar por un proceso de reciclado.
6.1 MANUAL DE OPERACIÓN
Inicialmente, se debe tener en cuenta que las botellas que serán trituradas deben estar separadas por color, es decir, si se va a triturar cierta cantidad de botellas, la totalidad de ellas debe ser bien sea de vidrio transparente, vidrio verde o en su defecto café o también conocido como ámbar. Esta tarea de clasificación se debe realizar de manera estricta ya que si se mezcla vidrio de distintos colores, la mezcla debe ser desechada porque se considera como contaminada y por lo tanto no es apta para ser reciclada.
Imagen 59. Envases de vidrio clasificados por color
Fuente. PACKUPCYCLING. Material of the week (en línea) https://packupcycling.wordpress.com/material-of-the-week/ consultado 10 de noviembre de 2017.
169
Luego de tener las botellas clasificadas sin tapas, ni líquido en su interior (preferiblemente), estas se depositan en un recipiente cúbico de aproximadamente 50cm x 50cm x 50cm, para que estas sean transportadas desde el lugar de clasificación hasta la máquina.
Imagen 60. Recipiente de transporte de envases.
Fuente. PROETI. Cesta metalica de 100x100x100 mm (en línea) http://proetisa.com/proetisa-productos.php?ID=85 consultado 10 de noviembre de 2017.
Luego de depositar las botellas en el recipiente sin que estas tengan la posibilidad de caer de este fácilmente; este se coloca en la base ubicada en la estructura de la máquina.
170

Imagen 61. Base para posicionar recipiente con envases.
Seguido de esta tarea el operador debe verificar que los interruptores de suministro eléctrico a la maquina estén accionados, antes de accionar el interruptor principal de suministro.
Imagen 62. Tablero de mando eléctrico.
Con el recipiente contenedor de botellas posicionado, se enciende la máquina, verificando que dentro de las mordazas no haya ningún material.
Base para recipiente
Interruptores de suministro eléctrico
Interruptor principal
171

Imagen 63. Detalle de cámara de triturado.
Una vez se haya cumplido lo anterior y con la máquina en funcionamiento en la totalidad de sus sistemas (trituradora, agitador y banda transportadora), el operador de la máquina debe depositar de una (1) a máximo tres (3) botellas en forma manual por el conducto superior que va a la trituradora.
Imagen 64. Detalle de conducto de admisión.
Luego que la trituradora haya procesado una cantidad considerable de vidrio (cada hora aproximadamente), el operador debe realizar una inspección visual de la superficie el agua en el tanque de lavado.
Cámara de triturado sin presencia de material
Conducto de admisión de envases
172

Imagen 65. Vista del tanque de lavado.
Luego de esta inspección se recomienda que, si visualmente hay una cantidad considerable de contaminantes sólidos, el operario debe desplazar la bandeja especial y debe retirar todo el material residual en la superficie del agua y luego depositar este material en una caneca donde se recolectan todos estos residuos.
Imagen 66. Vista de bandeja recolectora.
Realizada la operación de retirar los residuos, el operador debe retornar la bandeja a su posición inicial, justo después de haber transferido los residuos a la caneca.
Tanque de lavado
Bandeja especial de recolección de suciedad
173

Imagen 67. Movimiento de la bandeja recolectora.
Cada dos (2) horas, acorde con el flujo de material de la máquina, que como máximo procesa 500 kg durante el periodo mencionado, el trabajador debe retirar el depósito de vidrio procesado que se encuentra al final de la máquina. Esta tarea debe iniciar posicionando cerca el segundo deposito con características idénticas al que esta al final de la máquina inicialmente; bajo esas condiciones se retira ágilmente el primer depósito y el segundo se posiciona al final de la máquina ocupando el lugar del depósito lleno.
Imagen 68. Vista del contenedor al final de la banda transportadora.
Contenedor de material procesado
174

Con el depósito lleno lejos de la máquina, este se desocupa por la compuerta lateral en donde sea requerido para continuar con el proceso de reciclado.
Antes de finalizar la jornada, en algún momento la trituradora dejará de procesar material, cuando esta suceda con el fin de evitar el trabajo en vacío y el consumo innecesario de energía, el operador debe accionar el interruptor de suministro de energía del motor principal y así detener el movimiento en la trituradora y el agitador; situación en la cual solo opera la banda transportadora mientras esta termina de retirar todo el vidrio triturado del tanque.
Imagen 69. Detalle de interruptores en el tablero.
Finalizado el trabajo por jornada, el operario debe apagar desde el botón de apagado de la máquina y posteriormente retirar el contenedor con el vidrio triturado para su disposición final según lo requiera el proceso de reciclado.
Interruptor motor
Interruptor motoreductor de banda trasportadora
175

Imagen 70. Botón de apagado de toda la máquina.
Advertencias.
• Por ninguna razón se debe abrir la compuerta lateral de la trituradora mientras esta esté operando.
• El operador no debe introducir sus extremidades ni objetos distintos a botellas de vidrio por el conducto superior de entrada de las botellas.
• El operador no debe introducir sus extremidades o elementos extraños en el agitador de material triturado.
• Durante el tiempo de funcionamiento de la máquina el operador debe usar el equipo de seguridad básico (botas de seguridad, gafas de seguridad, guantes de carnaza y tapa oídos).
• La máquina solo debe ser operada por la persona autorizada y capacitada para las tareas de la misma.
6.2 MANUAL DE MANTENIMIENTO
A pesar que el mantenimiento contemplado para la máquina, no se basa en tareas bastante laboriosas, si se requiere que el operador capacitado para el uso de la
Botón de apagado de la máquina
176

máquina siga estrictamente las recomendaciones realizadas, con el fin de garantizar la confiabilidad de la máquina y que la disponibilidad de la misma solo se vea afectado por paros programados para mantenimiento y recambios de piezas y no por paros no programados que ocasionan retardos en la producción y generalmente resultan elevando los costos de reparación. Las mencionadas recomendaciones de mantenimiento se encuentran mencionadas a continuación.
Recomendaciones de inspección visual.
Tabla 17. Recomendaciones de inspección y mantenimiento.
Inspección Recomendación Periodicidad
1 (Uno)
Verificar que el conducto de suministro de botellas este bien sujeto a la estructura y que no presente un notable deterioro que afecte el suministro de botellas.
Cada 2 semanas.
2 (Dos) Verificar que los rodamientos del eje excéntrico no presenten ruidos de desgaste
Cada 2 semanas.
3 (Tres) Revisar que el eje no presente golpeteos con la mandíbula móvil. Cada 7 días.
4 (Cuatro) Revisar el estado superficial de los dientes de la muela de triturado. Cada 30 días.
5 (Cinco) Revisar que la placa inclinada de caída de material triturado este bien sujeta a la estructura y que no presente corrosión.
Cada 7 días.
6 (Seis) Verificar que el eje del agitador no presente daños evidentes en sus paletas.
Cada 2 semanas.
7 (Siete) Revisar la alineación de las poleas de transmisión tanto de la trituradora, como del agitador. Cada 7 días.
8 (Ocho) Revisar que el tanque de lavado no tenga fisuras ni algún tipo de fuga, de igual manera que no haya corrosión visible en el interior o exterior del tanque.
Cada 3 días.
9 (Nueve) Revisar la calidad superficial de la banda transportadora. Cada 7 días.
10 (Diez ) Verificar que el depósito de material procesado no presente corrosión en el interior y exterior.
Cada 2 semanas.
11 (Once) Revisar que las ruedas del depósito no presenten frenado u oposición al movimiento, al igual que gire fácilmente en cualquier dirección.
Cada 7 días.
12 (Doce) Revisar detalladamente la estructura y verificar que las juntas soldadas tengan aspecto normal, al Cada 7 días.
177
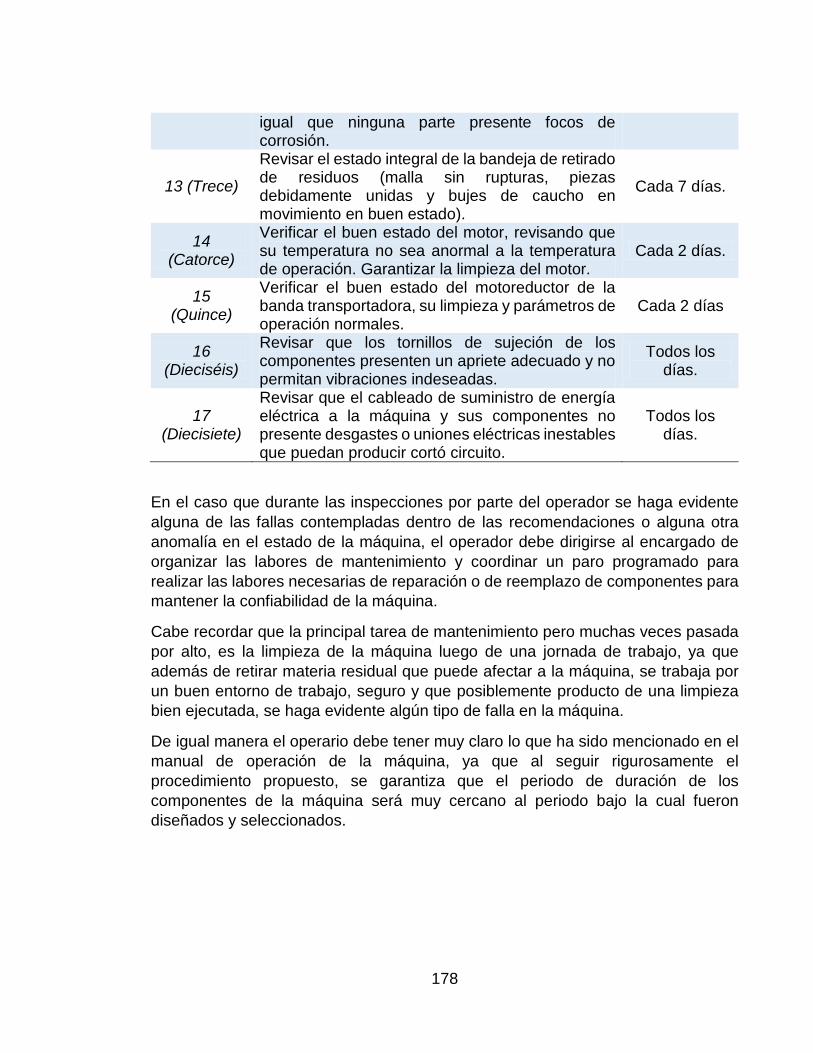
igual que ninguna parte presente focos de corrosión.
13 (Trece)
Revisar el estado integral de la bandeja de retirado de residuos (malla sin rupturas, piezas debidamente unidas y bujes de caucho en movimiento en buen estado).
Cada 7 días.
14 (Catorce)
Verificar el buen estado del motor, revisando que su temperatura no sea anormal a la temperatura de operación. Garantizar la limpieza del motor.
Cada 2 días.
15 (Quince)
Verificar el buen estado del motoreductor de la banda transportadora, su limpieza y parámetros de operación normales.
Cada 2 días
16 (Dieciséis)
Revisar que los tornillos de sujeción de los componentes presenten un apriete adecuado y no permitan vibraciones indeseadas.
Todos los días.
17 (Diecisiete)
Revisar que el cableado de suministro de energía eléctrica a la máquina y sus componentes no presente desgastes o uniones eléctricas inestables que puedan producir cortó circuito.
Todos los días.
En el caso que durante las inspecciones por parte del operador se haga evidente alguna de las fallas contempladas dentro de las recomendaciones o alguna otra anomalía en el estado de la máquina, el operador debe dirigirse al encargado de organizar las labores de mantenimiento y coordinar un paro programado para realizar las labores necesarias de reparación o de reemplazo de componentes para mantener la confiabilidad de la máquina.
Cabe recordar que la principal tarea de mantenimiento pero muchas veces pasada por alto, es la limpieza de la máquina luego de una jornada de trabajo, ya que además de retirar materia residual que puede afectar a la máquina, se trabaja por un buen entorno de trabajo, seguro y que posiblemente producto de una limpieza bien ejecutada, se haga evidente algún tipo de falla en la máquina.
De igual manera el operario debe tener muy claro lo que ha sido mencionado en el manual de operación de la máquina, ya que al seguir rigurosamente el procedimiento propuesto, se garantiza que el periodo de duración de los componentes de la máquina será muy cercano al periodo bajo la cual fueron diseñados y seleccionados.
178

7. EVALUACIÓN FINANCIERA DEL PROYECTO
Este estudio se realiza como producto de la necesidad de conocer la viabilidad de desarrollar este proyecto. Para lograr determinar la viabilidad financiera del proyecto se debe tener en cuenta la influencia de los costos de fabricación, materias primas requeridas para el desarrollo de la máquina y el talento humano que se ve involucrado en el proyecto.
7.1 EGRESOS DE INGENIERÍA DEL PROYECTO
Estos egresos se deben a las labores realizadas por el autor para lograr obtener la información requerida para la realización del proyecto, como también para lograr el diseño de la máquina.
7.1.1 Egresos por talento humano. Estos son los egresos debidos al trabajo del autor y la supervisión del orientador del proyecto, que unidos generan el costo del talento humano (Tabla 18).
Tabla 18. Egresos por talento humano.
7.1.2 Egresos por equipos y software utilizados en el proyecto. Estos son los egresos del proyecto ocasionados por la utilización de equipos y software especializados que fueron necesarios para la realización del proyecto (Tabla 19).
Tabla 19. Egresos por equipos y software.
179

7.1.3 Egresos fungibles. Estos egresos corresponden a los materiales y elementos que fueron utilizados para la realización del proyecto (Tabla 20).
Tabla 20. Egresos fungibles.
7.1.4 Otros egresos. Corresponde a otros tipos de egresos en los que incurre el proyectista durante la elaboración del proyecto (Tabla 21).
Tabla 21. Otros egresos.
7.1.5 Total egresos ingeniería. Es la suma de todos los egresos que se han considerado en las tablas 18, 19, 20 y 21 y que permiten evaluar el costo total de la ingeniería en el proyecto. Además de ello se asigna un valor de 4% sobre el total de egresos en caso de que ocurra uno o más imprevistos que incrementen los egresos (Tabla 22).
Tabla 22. Total egresos de ingeniería.
180

7.2 EGRESOS POR FABRICACIÓN Y ENSAMBLE DE LA MÁQUINA
Estos egresos representan el costo de las materias primas que son necesarias para la construcción y puesta en marcha de la máquina. Costos los cuales fueron obtenidos por medio de cotización independiente brindadas por proveedores de insumos requeridos por la máquina.
El costo total de fabricación y ensamble de la máquina trituradora de envases de vidrio se obtiene sumando los egresos de ingeniería con los egresos por fabricación y ensamble.
7.2.1 Costo total de la máquina. Este costo se obtiene por medio de las cotizaciones brindadas por los proveedores de insumos, como también por las cotizaciones por mano de obra para el ensamble de la máquina (Tabla 23).
Tabla 23. Costo total de la máquina.
181
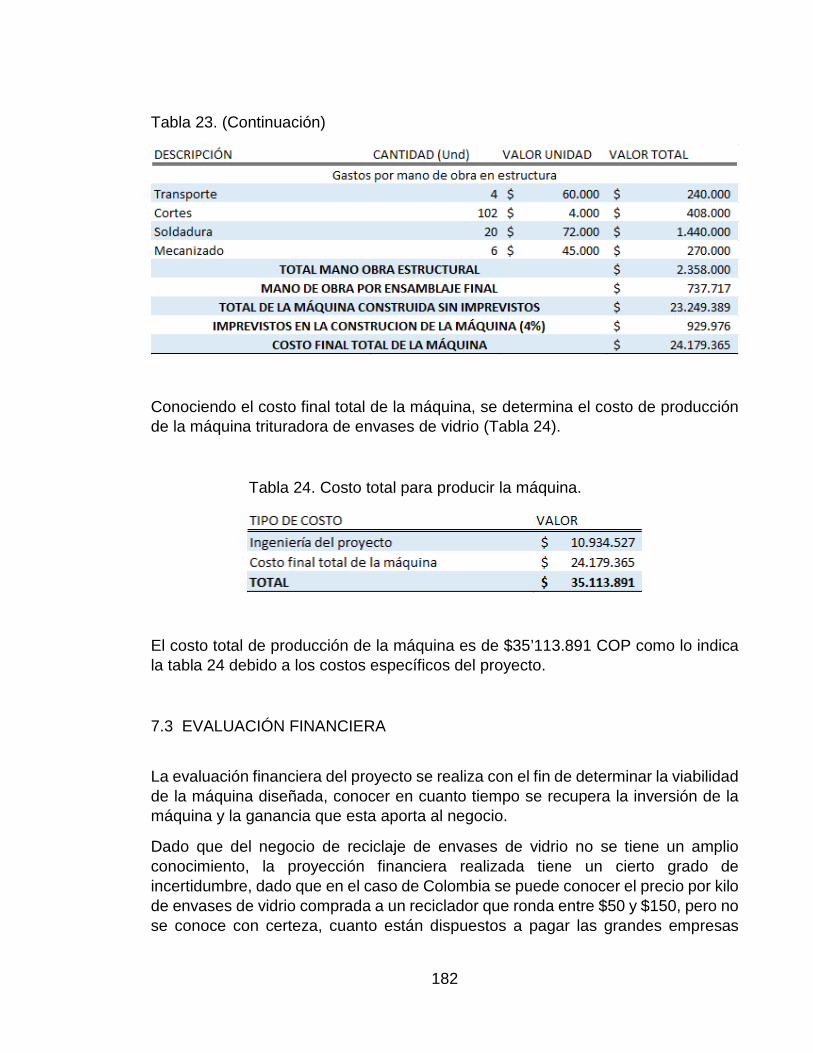
Tabla 23. (Continuación)
Conociendo el costo final total de la máquina, se determina el costo de producción de la máquina trituradora de envases de vidrio (Tabla 24).
Tabla 24. Costo total para producir la máquina.
El costo total de producción de la máquina es de $35’113.891 COP como lo indica la tabla 24 debido a los costos específicos del proyecto.
7.3 EVALUACIÓN FINANCIERA
La evaluación financiera del proyecto se realiza con el fin de determinar la viabilidad de la máquina diseñada, conocer en cuanto tiempo se recupera la inversión de la máquina y la ganancia que esta aporta al negocio.
Dado que del negocio de reciclaje de envases de vidrio no se tiene un amplio conocimiento, la proyección financiera realizada tiene un cierto grado de incertidumbre, dado que en el caso de Colombia se puede conocer el precio por kilo de envases de vidrio comprada a un reciclador que ronda entre $50 y $150, pero no se conoce con certeza, cuanto están dispuestos a pagar las grandes empresas
182

encargadas de incluir el vidrio triturado como materia prima para envases nuevos. De esta manera se trabaja sobre un supuesto de cuanto puede llegar a costar el vidrio triturado y con fase primaria de limpieza. Conociendo estas razones se determina el costo mínimo de operación de la máquina (Tabla 25).
Tabla 25. Costo mínimo de operación.
Para construir el flujo de caja de la máquina se debe recordar que la máxima capacidad de trabajo del diseño es de 2 toneladas por cada jornada de 8 horas por 5 días a la semana. La máquina es operada por una sola persona, quien está encargada de suministrar manualmente los envases en la trituradora y periódicamente ejecutar el retirado de residuos en la superficie del agua, al igual que el cambio del contenedor del material procesado al final de la línea.
La utilidad bruta del proceso ejecutado por la máquina se obtiene a partir del precio de compra de los insumos (cualquier tipo de envase de vidrio) y el precio de venta del material procesado (vidrio triturado con lavado y separación primaria), los cuales son aproximadamente, $100 pesos por kilogramo y el precio de venta del producto se estima de $400 por kilogramo. Para completar la información necesaria para el flujo de caja, se considera que la depreciación anual del 10% (valor asignado frecuentemente a maquinas herramientas), considerando que la vida útil de la máquina es 10 años.
Bajo estas condiciones, el balance financiero inicial de producción, ingresos y egresos de operación durante los 10 años de vigencia del proyecto es expresado mediante la tabla 26.
183

Tabla 26. Balance de producción, ingreso y costos.
Tabla 27. Amortización del crédito.
Tabla 28. Flujo de caja neto.
184
Bajo el caso hipotético que la máquina sea adquirida bajo una modalidad de crédito por 5 años, financiada por Bancóldex que ofrece una tasa equivalente al DTF vigente más una tasa propia de la entidad de 3.5% EA78 para financiar modernización empresarial (Tabla 27) en organizaciones de modalidad microempresa y pequeña empresa; datos que finalmente terminan por representar una tasa de interés de 8.81% EA.
La amortización del crédito tomado para la adquisición de la máquina, afecta en cierta manera el flujo de caja (Tabla 28) de los primeros cinco años de la vida útil considerada, por lo cual al tener en cuenta esta amortización y los criterios de ingresos y egresos se obtiene el flujo de caja final.
7.3.1 Cálculo del valor presente neto del proyecto (VPN). El resultado que se obtenga mediante la solución de este criterio determinará si el proyecto planteado para la máquina es viable y representa una rentabilidad significativa en su operación conforme transcurran los periodos considerados por la evaluación financiera. De esta manera, la fórmula para determinar el VPN es
nn
iVF
iVF
iVFIVPN
)1(...
)1()1( 22
11
+++
++
++−=
Donde
VPN: Valor Presente Neto.
I: inversión inicial del proyecto (en el periodo 0).
VFn: Flujo de caja en el periodo.
n: Tasa interna de oportunidad.
De acuerdo con la fórmula de VPN, la tasa interna de oportunidad, es la mínima tasa esperada, es decir, es la tasa de interés considerada para obtener la mínima rentabilidad del proyecto, que para este caso especial la TIO se considera de 25%.
Aplicando la formula se obtiene que el Valor Presente Neto del proyecto es
250.543'952=VPN >0
78 Bancóldex. Tasas de interés para entidades orientadas al crédito microempresarial y crédito para empresas en etapa temprana. (en línea) https://www.bancoldex.com/documentos/809_Tasas_novigilados.pdf citado en 29 de noviembre de 2017.
185
Conociendo que el valor presente neto del proyecto es mayor que cero se considera que la ejecución del proyecto es viable y representará rentabilidad a quien lo lleve a cabo.
7.3.2 Tasa Interna de Retorno (TIR). Con el fin de reafirmar la viabilidad y rentabilidad del proyecto, se requiere calcular el valor de la TIR para el horizonte de tiempo operación de la máquina; esta tasa tiene como fin igualar el VPN a 0, con lo cual se determina la rentabilidad dada por la reinversión de flujos netos de efectivo. La ecuación para obtener la tasa interna de retorno es
nn
TIRVF
TIRVF
TIRVFI
)1(...
)1()1(0 2
21
1
−+
−+
−+−=
Para que el proyecto se considere rentable es necesario que el valor calculado de la TIR sea superior al valor de la TIO; esto determina si el proyecto debe o no llevarse a cabo. Bajo estos criterios el valor calculado de la TIR para este proyecto es
784% > 25%
De acuerdo con la desigualdad, el proyecto es bastante viable según el criterio de la TIR, pero hay que tener en cuenta que este elevado valor de la tasa interna de retorno se debe hay que no existe certeza en cuanto al precio de un productor de envases de vidrio estaría dispuesto a pagar por kilogramos de material procesado. Por lo tanto, bajo las condiciones asignadas en el proyecto, la implementación de la máquina en una empresa pequeña de reciclaje representaría rentabilidad al negocio.
186

8. CONCLUSIONES
• A pesar de que dentro del diseño la máquina se incluye una etapa de limpieza y separación de materiales diferentes al vidrio que pueden venir unidos a las botellas, se determina que no es un método que deje listo el material triturado para pasarlo directamente al horno de fundición de vidrio; esto debido a que no se garantiza del todo la separación adecuada de todo material que entre por la trituradora. Por tal razón, se habla de un lavado y separación primaria que permite limpiar el vidrio para que posteriormente pueda ser limpiado por otros métodos.
• De acuerdo con los resultados obtenidos en la simulación por elementos finitos de algunas piezas críticas de la máquina, se logra determinar que las geometrías y los materiales utilizados para cada uno de los casos, resultan satisfacer los requerimientos de carga y operación que se generan en la máquina, por lo cual se determina que es apropiado emplear los materiales mencionados en un posible caso de construcción o manufactura de prototipo.
• Bajo las consideraciones financieras que conciernen a un proyecto de ingeniería, el diseño, compra e implementación de esta máquina generaría beneficios al comprador, debido al nivel de rentabilidad que se logró determinar mediante los análisis realizados, ya que presenta una tasa interna de retorno de 784% y un valor presente neto de $952’543.250; aunque hay que tener en cuenta que existe un nivel de incertidumbre respecto al precio de venta del material procesado, debido a que es un modelo de negocio poco valorado y ejecutado en Colombia. Por lo cual, el precio de venta considerado incluye un valor agregado al material, ya que existe una reducción de costos a largo plazo debido a la implementación de un método de transformación diferente al convencional, que además garantiza la seguridad de los operarios en la empresa, reducción de tiempos en el proceso y reducción de costos de operación en el futuro.
• Acorde con los principales parámetros de diseño de la máquina, gracias a la implementación de la banda transportadora se logra obtener la sincronización deseada entre capacidad y tiempo, debido a que logra procesar hasta 250kg/hora, situación que beneficia la jornada laboral del operador y la productividad de la máquina en el área de la empresa en la que desempaña labores. De igual manera este tipo de trituradora, gracias a su geometría, logra conseguir un tamaño de grano que se encuentra dentro del rango apropiado para procesar el
187

material triturado como materia prima de un proceso de reciclado (tamaño de grano entre ¾in y 2in). En el caso del consumo energético, gracias a los equipos seleccionados, se logra obtener un bajo consumo energético de 1.12kW, ya que se suministra la potencia necesaria para la operación de los equipos motrices, sin lugar a consumos anormales por sobrecargas en los equipos.
• Luego de enunciar las posibles alternativas presentadas para diseñar el sistema de triturado, se ejecutó un estudio específico para cada uno de los casos, que posteriormente fueron sometidos a una selección cuantitativa por medio del método de la ponderación lineal. Así, al ser sometidos a este método de selección, se determinó que la alternativa que más se acomoda a los requerimientos de diseño de la máquina, es la trituradora de mandíbulas, ya que su consumo energético es el más bajo en comparación con las otras alternativas, su calidad de entrega de material procesado es la requerida por un proceso de reciclado de vidrio y por último, es una máquina que satisface la capacidad de trabajo máxima de 250kg/hora, a la que será sometida. Obtenidos esos resultados que representaron una ventaja sobre las otras alternativas, se seleccionó la trituradora de mandíbulas tipo Dalton, porque es aquella que presenta menor complejidad de diseño y menor cantidad de partes; criterios que concuerdan con el propósito de diseñar una máquina simple con un costo aceptable.
• Al someter las alternativas de los métodos de separación de los materiales que acompañan los envases de vidrio, bajo el método de ponderación lineal, se logró determinar que le método más adecuado para poder retirar algunos de los materiales ajenos al vidrio, es el tanque de inmersión que cuenta con un agitador y banda transportadora, ya que es aquel método que genera menor cantidad de desperdicios y que a su vez resulta el menos costoso en comparación con algunas de las otras alternativas. Por otro lado, bajo el requerimiento de diseñar una máquina de un costo aceptable, esta alternativa es la que mayor grado de limpieza otorga al vidrio triturado y a un menor costo que las demás opciones; aunque cabe aclarar, que el nivel de limpieza obtenido mediante la máquina diseñada no es el óptimo para un proceso de reciclaje, ya que el vidrio fragmentado puede contener cierta cantidad de residuos metálicos y de otros materiales que no pueden retirarse fácilmente bajo el método de separación seleccionado para el diseño.
188

9. RECOMENDACIONES
• Dar continuidad a los procesos considerados dentro de este proyecto, ya que como se hizo saber durante su extensión, el vidrio transformado no alcanza a estar en un estado físico de higiene óptimo mediante el método considerado en este proyecto. Por esta razón, sería acertado dar continuidad con el diseño de una máquina que se encargue de entregar fragmentos de vidrio totalmente limpios y separados de cualquier otro tipo de material.
• Ejecutar un estudio de mercado que permita determinar el valor real de compra y venta de envases de vidrio, lo cual permitiría obtener un balance financiero más centrado en los valores normales que se consideran para cualquier negocio.
• Ejecutar una serie de pruebas de laboratorio que permitan obtener datos del comportamiento del vidrio para las variadas geometrías que se presentan en los envases de vidrio; de igual manera con los resultados obtenidos mediante estas pruebas, realizar una comparación con los datos de fuerza y esfuerzos de falla presentados en este proyecto.
• Implementar un prototipo que permita ver el comportamiento de todos los sistemas de la máquina y la interconexión entre los mismos; esto, para lograr evidenciar qué posibles fallas de sincronización puedan existir en la máquina, afectando directamente la productividad del proceso.
189
BIBLIOGRAFÍA.
ABARCA, Luis & MARTÍNEZ, Ernesto. Diseño y análisis estructural de una trituradora de vidrio para reciclar botellas (en línea). http://www.dspace.espol.edu.ec/xmlui/bitstream/handle/123456789/2409/4749.pdf?sequence=1&isAllowed=y citado en 16 de abril de 2017.
ALFONSO Sandra, FACIO M., LUIS Ingrid. Diseño del sistema logístico de la cadena de abastecimiento del desperdicio y desecho del vidrio en Colombia para exportar a Chile. (En Línea) http://repository.urosario.edu.co/bitstream/handle/10336/2014/1032409237-2010.pdf?sequence=1&isAllowed=y Citado en 12 de mayo de 2017.
Alibaba.com. Medidas y pesos de botella de vidrio. (en línea) https://spanish.alibaba.com/trade/search?SearchText=Peso+de+la+botella+de+vidrio&selectedTab=products&viewType=GALLERY Citado en 1 de agosto de 2017.
Bancóldex. Tasas de interés para entidades orientadas al crédito microempresarial y crédito para empresas en etapa temprana. (en línea). https://www.bancoldex.com/documentos/809_Tasas_novigilados.pdf citado en 29 de noviembre de 2017.
BUDYNAS, Richard & NISBETT, Keith. Diseño en ingeniería mecánica de Shigley. Octava edición. Mexico: McGraw-Hill, 2008. 1059 p. ISBN-13:978-0-07-312193-2.
CAPITULO 8. Diseño de tornillos. Pdf (en línea) http://frrq.cvg.utn.edu.ar/pluginfile.php/5510/mod_resource/content/1/Tornillos%202.pdf citado en 10 de septiembre de 2017. p. 40.
CHANGO, Luis. MOLINA, Andrés. Diseño y construcción de una máquina trituradora de escoria para la empresa novacero S.A planta industrial Lasso. Latacunga. Escuela politécnica del ejército. 2013. p. 92.
COLMENA. Perfil estructural tubular. Negro y Galvanizado ASTM A 500 (NTC). 2017. (en línea). http://www.tuboscolmena.com/web/fichas/ESTRUCTURAL_CERRADO.pdf
HAMROCK, Bernard. JACOBSON, Bo. SCHMID, Steven. Elementos de máquinas. Editorial McGraw-Hill interamerica S.A, 1999. p. 431
Industrias I, trituración. (en línea). http://materias.fi.uba.ar/7202/MaterialAlumnos/05_Apunte%20Trituracion.pdf (2015). Citado en 20 de agosto de 2017.
190
http://www.dspace.espol.edu.ec/xmlui/bitstream/handle/123456789/2409/4749.pdf?sequence=1&isAllowed=y

INSTITUTO COLOMBIANO DE NORMAS TÉCNICAS Y DE CERTIFICACIÓN. Documentación. Presentación de tesis, trabajos de grado y otros trabajos de investigación. NTC 1486. Sexta actualización. Bogotá: El instituto, 2008. 110 p.
_ _ _ _ _ _ _ _. Referencias bibliográficas, contenido, forma y estructura. NTC 5613. Bogotá: el Instituto, 2008, p. 12.
_ _ _ _ _ _ _ _. Referencias documentales para fuentes de información electrónicas. NTC 4490. Bogotá: el Instituto, 1998, p.12.
LÓPEZ, Luis. El reciclaje una forma de vivir en un mejor ambiente. Universidad de la salle. 2007. (en línea) http://repository.lasalle.edu.co/bitstream/handle/10185/2415/94062206.pdf?sequence=1 citado en 1 de junio de 2017.
MATA, Alejandro y GÁLVEZ, Carlos. Reciclaje de vidrio (en línea). http://genesis.uag.mx/posgrado/revistaelect/calidad/cal010.pdf . Citado en 4 de mayo de 2017.
MOTT, Robert. Diseño de elementos de máquinas. Editorial PRENTICE HALL, INC, 2006 15 de julio de 2017. p. 199.
MOTT, Robert. Resistencia de materiales aplicada. Editorial Prentice-Hall Hispanoamérica, 1996. p. 83.
NORTON, Robert. Diseño de máquinas: un enfoque integrado. México, editorial Prentice-Hall. Cuarta edición. p. 657.
PUGA, Heriberto. OLMOS, Luis, GARNICA. Pebro. y JARA, Manuel. Determinación de las propiedades mecánicas de elementos estructurales de vidrio. Sociedad Mexicana de ingeniera estructural. 2014. (En Línea) http://www.smie.org.mx/SMIE_Articulos/co/co_18/te_10/ar_13.pdf citado en 28 de julio de 2017.
Regulator Cetrisa. Separación de metales por corrientes de Foucault con tambos inductor excéntrico (R-SPM/E). (en línea) https://www.interempresas.net/FeriaVirtual/Catalogos_y_documentos/2684/SEPARADOR-DE-INDUCCION-EXCENTRICO-v-04.pdf citado en 23 de julio de 2017.
Resistencia de pernos. (en línea) http://k2construcciones.com/documentos/especificaciones_pernos.pdf citado en 10 de noviembre de 2017.
RETSCH, Molino de impacto de palas SK300. (En Línea). http://www.retsch.es/es/productos/molienda/molinos-de-rotor/sk-300/funcionamiento-caracteristicas/ citado en 21 de agosto de 2017.
191

Retsch. Molino de palas SK 300. (En línea). https://www.retsch.es/es/productos/molienda/molinos-de-rotor/sk-300/funcionamiento-caracteristicas/ citado en 17 junio de 2017.
SAEZ, Enrique. Guía práctica sobre cribas separadoras vibratorias (en línea). http://www.construccion-pa.com/productos-y-tecnologia/guia-practica-sobre-cribas-separadoras-vibratorias/ citado en 5 de octubre de 2017.
Socya. Social y ambiental. (en línea). http://socya.co/portal/quienes-somos/ . Citado en 10 de mayo de 2017.
SocyaOficial. Te invitamos a conocer cómo funciona una planta de reciclaje de vidrio. (en línea). https://www.youtube.com/watch?v=QnvrGBHh2XE . Citado en 6 de mayo de 2017.
STECKERL. Catálogos. Catálogo de productos. 2017. (en línea). http://steckerlaceros.com/catalogo/index.html p. 54.
The Engineering Toolbox. Electric motors – power and torque vs. Speed. (en línea) https://www.engineeringtoolbox.com/electrical-motors-hp-torque-rpm-d_1503.html citado en 29 de agosto de 2017.
ZAPATA Juan, SABOGAL Adriana, MONTES Ana, RODRÍGUEZ German y CASTILLO Jairo. Una estimación de la adulteración y la falsificación de bebidas alcohólicas en Colombia. (En Línea). http://www.andi.com.co/Documents/PCFPUM/FEDES-Informe-Final-Adulteraci%C3%B3n-agos-12.pdf Citado en 13 de mayo de 2017.
ZENITH y EQUITEC. Molino de bolas. (en línea). http://equitec.com.co/files/maquinaria/molinos_de_bolas.pdf. Citado en 21 de agosto de 2017.
192

ANEXOS
193

ANEXO A.
MOTOR ELÉCTRICO.
Fuente. WEG. Motores trifásicos (en línea) http://www.actiweb.es/durelectric/archivo1.pdf consultado el 2 de agosto de 2017.
194

ANEXO B.
DIAMETRO DE PERNOS DE POTENCIA.
Fuente. CAPITULO 8. Diseño de tornillos (en línea) http://frrq.cvg.utn.edu.ar/pluginfile.php/5510/mod_resource/content/1/Tornillos%202.pdf consultado 2 de septiembre de 2017.
195

ANEXO C.
CONSIDERACIONES DE FLEXION EN CORREAS Y POLEAS EN V
196

Fuente. INTERMEC. Manual poleas en V (en línea) http://lab.transmitec.com/wp-content/uploads/2014/06/manua-poleas-en-v-intermec.pdf consultado el 3 de septiembre de 2017.
197

Fuente. SKF. Rodamientos RLS 7 (en línea) http://www.skf.com/pe/products/bearings-units-housings/ball-bearings/deep-groove-ball-bearings/deep-groove-ball-bearings/index.html?designation=RLS%207 consultado el 29 de junio de 2017.
ANEXO D.
SELECCIÓN RODAMIENTOS SKF RLS7.
198
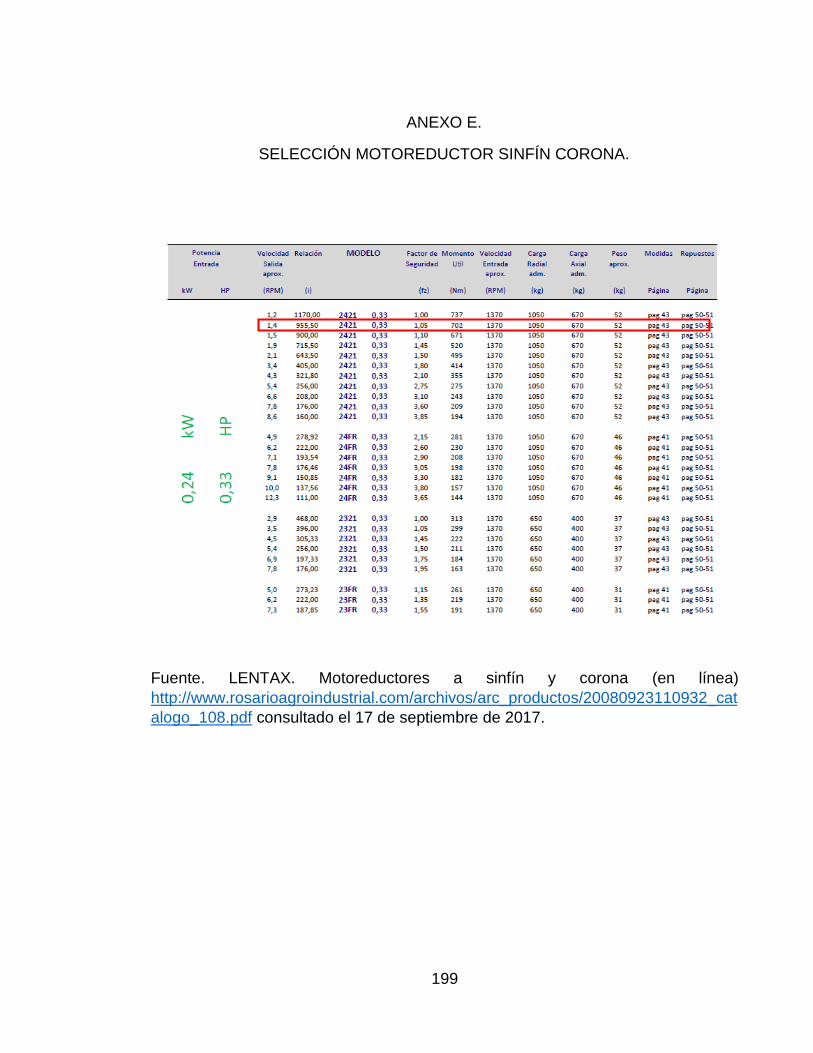
Fuente. LENTAX. Motoreductores a sinfín y corona (en línea) http://www.rosarioagroindustrial.com/archivos/arc_productos/20080923110932_catalogo_108.pdf consultado el 17 de septiembre de 2017.
ANEXO E.
SELECCIÓN MOTOREDUCTOR SINFÍN CORONA.
199

ANEXO F.
PLANOS.
1 Plano de conjunto.
2 Plano de ubicación.
3 Plano eléctrico.
4 Plano de estructura.
5 Plano eje excéntrico.
6 Plano muela móvil.
7 Plano muela fija.
8 Plano de mandíbula fija.
9 Plano de mandíbula móvil.
10 Plano de biela.
11 Plano de volante de inercia.
12 Plano de volante de catarinas.
13 Plano de soporte de biela.
14 Plano del elemento agitador.
15 Plano de polea motriz.
16 Plano de elementos estructurales.
200


















