Diseño Planta Lácteos
19
Proyecto: Línea flexible para la elaboración de productos lácteos, con alto potencial de crecimiento en el mercado regional CA. Elaborado por: Fernando Vargas
-
Upload
fernando-vargas -
Category
Documents
-
view
225 -
download
0
Transcript of Diseño Planta Lácteos
Proyecto: Línea flexible para la elaboración de productos lácteos, con alto
potencial de crecimiento en el mercado regional CA.
Elaborado por: Fernando Vargas
Introducción
El presente trabajo desarrolla conceptos para la producción moderna de lácteos, con un alto nivel
de flexibilidad y automatización, que busca estandarizar procesos y reducir costos operativos, con
el fin de entregar una ventaja competitiva en un mercado regional como el centroamericano, de
alto crecimiento en el consumo de litros de leche anual y un sostenido aumento del poder
adquisitivo, gracias a mejoras en la calidad de vida y a la movilidad social resultante del
crecimiento económico.
Este proyecto contempla la fabricación de tres líneas de productos, la primera leche fluida con la
opción de ser saborizada, la segunda línea fermentados y una tercera y última, productos
reformulados. Se busca de esta forma brindar un portafolio de productos variado para la base de
la pirámide, que representa el 50% de la población centroamericana y también, ofrecer productos
de alta calidad a la clase media que va en aumento.
Finalmente, se propone dentro de la inversión a realizar considerar el alquiler de algunos han
activos productivos como: el edificio y las máquinas de envasado para liberar estos recursos e
invertirlos como capital de trabajo en la adquisición de materias primas y empaques, así como, la
cobertura de costos operativos mientras entran ingresos por ventas realizadas al mercado meta.
Con esta acción se pretende mejorar la posición financiera del negocio durante una etapa crítica
como el arranque y estabilización de la operación, donde el riesgo es alto y los imprevistos son
difíciles de visualizar.
Potencial Mercado y proyección producción
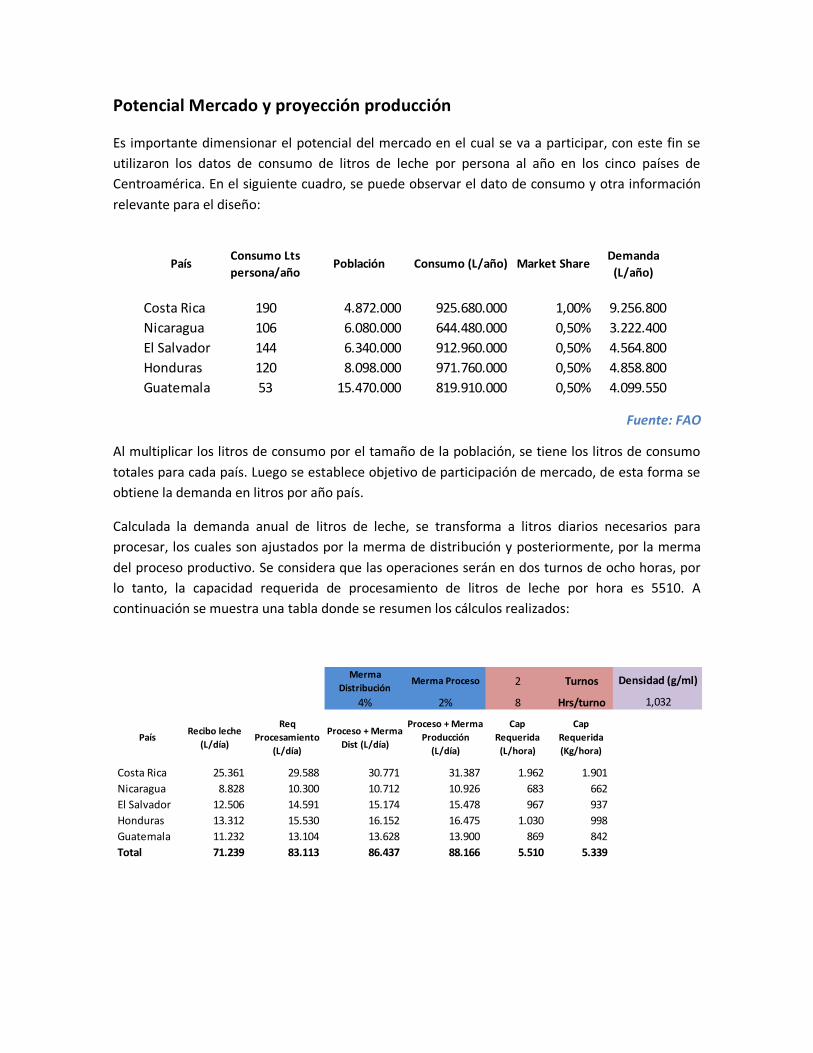
Es importante dimensionar el potencial del mercado en el cual se va a participar, con este fin se
utilizaron los datos de consumo de litros de leche por persona al año en los cinco países de
Centroamérica. En el siguiente cuadro, se puede observar el dato de consumo y otra información
relevante para el diseño:
Fuente: FAO
Al multiplicar los litros de consumo por el tamaño de la población, se tiene los litros de consumo
totales para cada país. Luego se establece objetivo de participación de mercado, de esta forma se
obtiene la demanda en litros por año país.
Calculada la demanda anual de litros de leche, se transforma a litros diarios necesarios para
procesar, los cuales son ajustados por la merma de distribución y posteriormente, por la merma
del proceso productivo. Se considera que las operaciones serán en dos turnos de ocho horas, por
lo tanto, la capacidad requerida de procesamiento de litros de leche por hora es 5510. A
continuación se muestra una tabla donde se resumen los cálculos realizados:
PaísConsumo Lts
persona/añoPoblación Consumo (L/año) Market Share
Demanda
(L/año)
Costa Rica 190 4.872.000 925.680.000 1,00% 9.256.800
Nicaragua 106 6.080.000 644.480.000 0,50% 3.222.400
El Salvador 144 6.340.000 912.960.000 0,50% 4.564.800
Honduras 120 8.098.000 971.760.000 0,50% 4.858.800
Guatemala 53 15.470.000 819.910.000 0,50% 4.099.550
Merma
DistribuciónMerma Proceso 2 Turnos
4% 2% 8 Hrs/turno
PaísRecibo leche
(L/día)
Req
Procesamiento
(L/día)
Proceso + Merma
Dist (L/día)
Proceso + Merma
Producción
(L/día)
Cap
Requerida
(L/hora)
Cap
Requerida
(Kg/hora)
Costa Rica 25.361 29.588 30.771 31.387 1.962 1.901
Nicaragua 8.828 10.300 10.712 10.926 683 662
El Salvador 12.506 14.591 15.174 15.478 967 937
Honduras 13.312 15.530 16.152 16.475 1.030 998
Guatemala 11.232 13.104 13.628 13.900 869 842
Total 71.239 83.113 86.437 88.166 5.510 5.339
Densidad (g/ml)
1,032
Producto
El proceso productivo se ha diseñado tomando en consideración tres líneas de productos lácteos:
leche fluida/saborizada, productos fermentados y productos reformulados.
Leche fluida entera, semi-descremada, fortificadas, etc., es un mercado de alto volumen y
consolidado en el mercado centroamericano. El crecimiento de este mercado está indexado al
crecimiento en el consumo de litros de leche al año, que en Centroamérica en la última década, ha
crecido notablemente. Aun considerando este crecimiento, cuatro de los cincos países
latinoamericanos muestran un consumo de la mitad de la media mundial. Con las mejores en las
condiciones económicas de estos países y la movilidad social que está presentando, la tendencia al
aumento en el consumo seguirá en los próximos años, impulsando un mayor volumen de ventas
de leches fluidas.
Los productos fermentados como yogurt en diferentes presentaciones, ha tenido cifras de
crecimiento de hasta dos dígitos en algunos mercados. Esta es una línea de producto que
podríamos llamar estrella (bajo volumen, alto crecimiento, alta rentabilidad), en los próximos años
deberá convertirse en un mercado maduro, con un alto volumen y con un margen de rentabilidad
importante.
Finalmente, existe un mercado inexplorado por las empresas más consolidadas, cuyo potencial en
volumen puede llegar a ser importante. Este sector es conocido como la base la pirámide, es aquel
segmento de la población, que en Centroamérica alcanza más del 50%, cuyo ingreso es bajo y que
necesita acceso a fuentes de proteína de buena calidad a precio accesible. Es aquí donde los
productos reformulados tienen gran potencial, se pueden diseñar alimentos con proteínas a base
de leche en polvo y suero lácteo, con alto valor proteico a bajo costo. Py suero lácteo, con alto
valor proteico a bajo costo. Incluso diseñar productos alimenticios adecuadamente balanceados
para mejorar la ingesta de carbohidratos, lactosa específicamente, al incorporar fuentes
alternativas de grasa, sea láctea o vegetal.
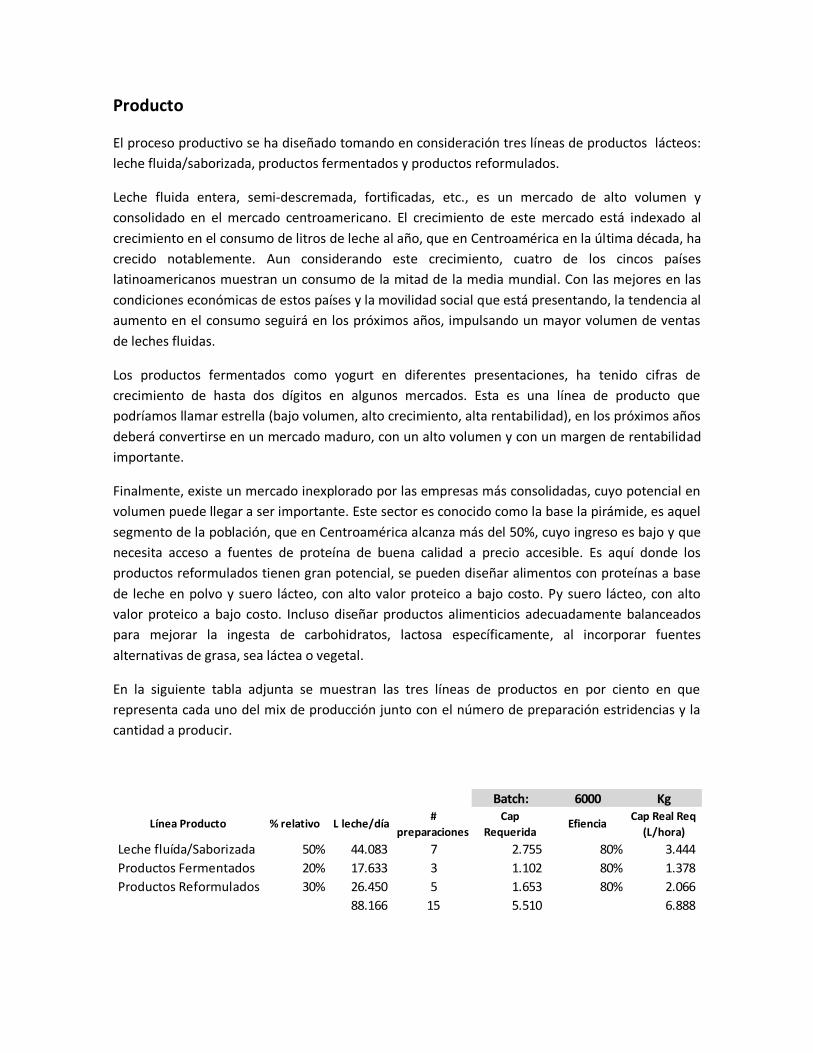
En la siguiente tabla adjunta se muestran las tres líneas de productos en por ciento en que
representa cada uno del mix de producción junto con el número de preparación estridencias y la
cantidad a producir.
Batch: 6000 Kg
% relativo L leche/día#
preparaciones
Cap
Requerida Efiencia
Cap Real Req
(L/hora)
Leche fluída/Saborizada 50% 44.083 7 2.755 80% 3.444
Productos Fermentados 20% 17.633 3 1.102 80% 1.378
Productos Reformulados 30% 26.450 5 1.653 80% 2.066
88.166 15 5.510 6.888
Línea Producto
Proceso Productivo
El proceso productivo fue ideado de manera flexible para poder cesar tres líneas de productos en
forma intercalada con tamaño del lote de producción de 6000 litros. Este sistema permitirá
trabajar con una variedad intermedia productos tomar variable de pedidos tomando en
consideración la disponibilidad del producto y la calidad.
Para lograr tener ventaja competitiva en la variable costos, se está considerando dentro del diseño
el uso de tecnología y automatización para minimizar los tiempos de ajuste, en cambio, el uso
intensivo de recursos productivos como la mano de obra.
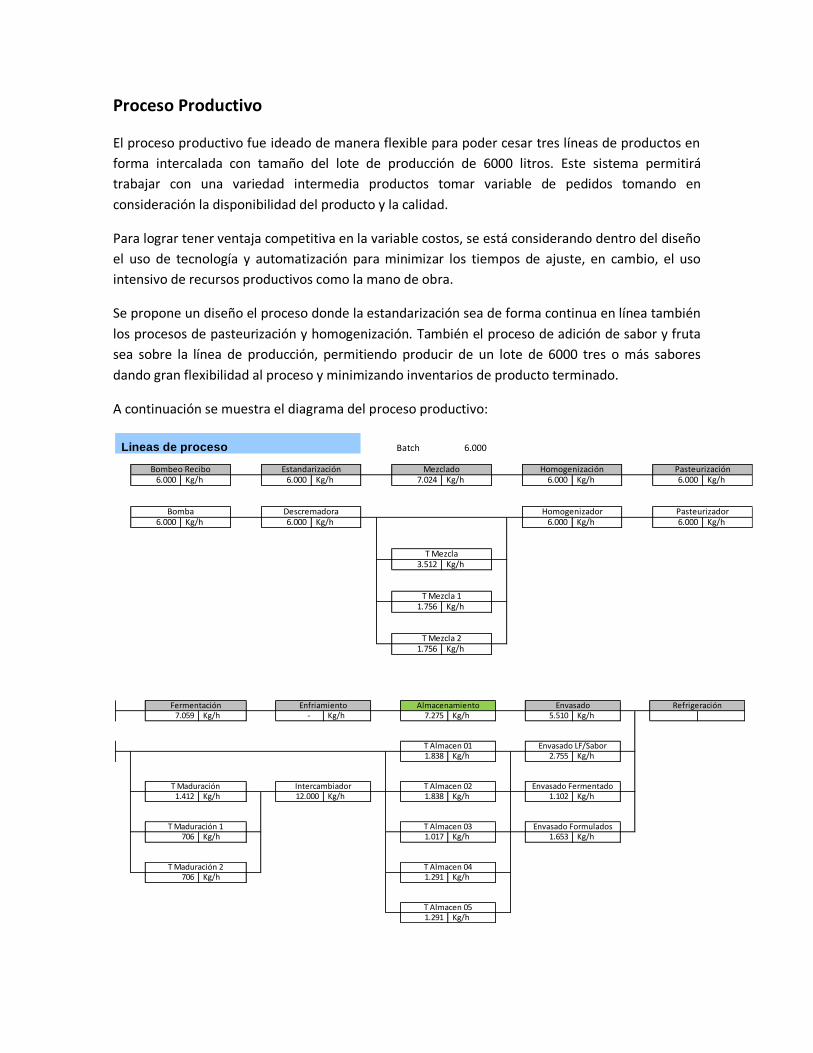
Se propone un diseño el proceso donde la estandarización sea de forma continua en línea también
los procesos de pasteurización y homogenización. También el proceso de adición de sabor y fruta
sea sobre la línea de producción, permitiendo producir de un lote de 6000 tres o más sabores
dando gran flexibilidad al proceso y minimizando inventarios de producto terminado.
A continuación se muestra el diagrama del proceso productivo:
Lineas de proceso Batch 6.000
6.000 Kg/h 6.000 Kg/h 7.024 Kg/h 6.000 Kg/h 6.000 Kg/h
6.000 Kg/h 6.000 Kg/h 6.000 Kg/h 6.000 Kg/h
3.512 Kg/h
1.756 Kg/h
1.756 Kg/h
T Mezcla 1
T Mezcla 2
T Mezcla
Bomba Descremadora Homogenizador Pasteurizador
Bombeo Recibo Estandarización Mezclado Homogenización Pasteurización
7.059 Kg/h - Kg/h 7.275 Kg/h 5.510 Kg/h
1.838 Kg/h 2.755 Kg/h
1.412 Kg/h 12.000 Kg/h 1.838 Kg/h 1.102 Kg/h
706 Kg/h 1.017 Kg/h 1.653 Kg/h
706 Kg/h 1.291 Kg/h
1.291 Kg/h
T Maduración
T Maduración 1
T Maduración 2
T Almacen 02
T Almacen 03
T Almacen 04
T Almacen 01 Envasado LF/Sabor
T Almacen 05
Envasado Formulados
Intercambiador Envasado Fermentado
EnfriamientoFermentación Almacenamiento Envasado Refrigeración
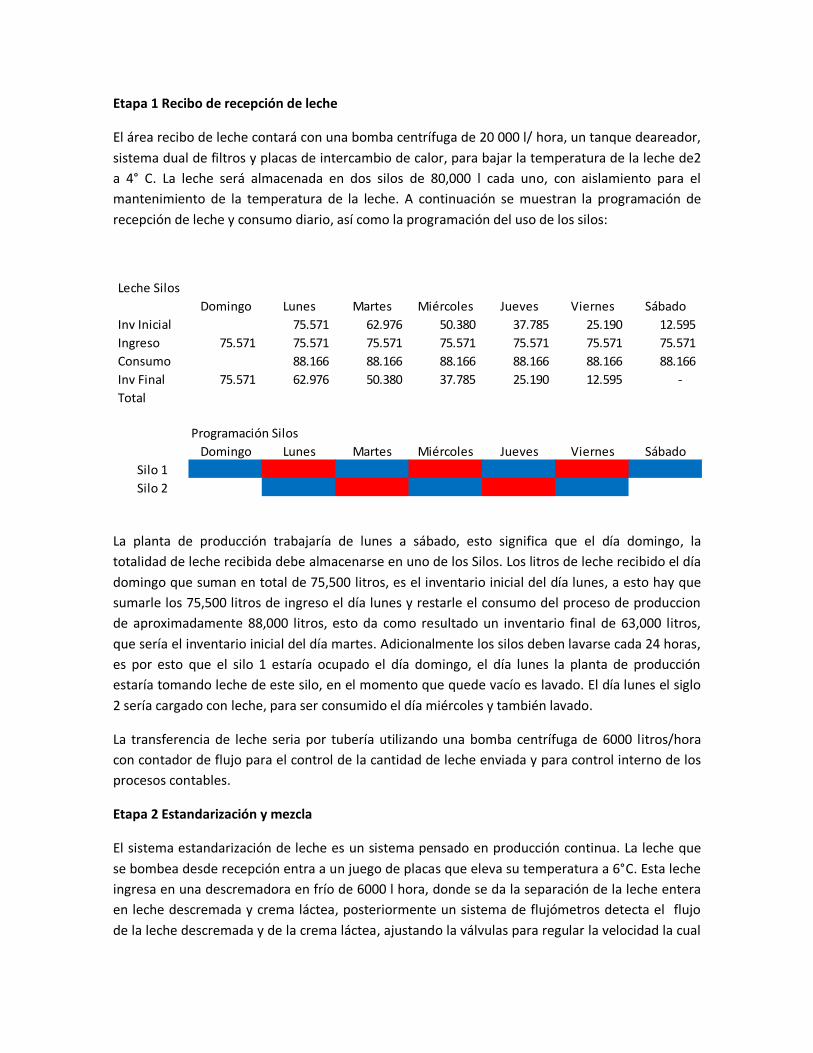
Etapa 1 Recibo de recepción de leche
El área recibo de leche contará con una bomba centrífuga de 20 000 l/ hora, un tanque deareador,
sistema dual de filtros y placas de intercambio de calor, para bajar la temperatura de la leche de2
a 4° C. La leche será almacenada en dos silos de 80,000 l cada uno, con aislamiento para el
mantenimiento de la temperatura de la leche. A continuación se muestran la programación de
recepción de leche y consumo diario, así como la programación del uso de los silos:
La planta de producción trabajaría de lunes a sábado, esto significa que el día domingo, la
totalidad de leche recibida debe almacenarse en uno de los Silos. Los litros de leche recibido el día
domingo que suman en total de 75,500 litros, es el inventario inicial del día lunes, a esto hay que
sumarle los 75,500 litros de ingreso el día lunes y restarle el consumo del proceso de produccion
de aproximadamente 88,000 litros, esto da como resultado un inventario final de 63,000 litros,
que sería el inventario inicial del día martes. Adicionalmente los silos deben lavarse cada 24 horas,
es por esto que el silo 1 estaría ocupado el día domingo, el día lunes la planta de producción
estaría tomando leche de este silo, en el momento que quede vacío es lavado. El día lunes el siglo
2 sería cargado con leche, para ser consumido el día miércoles y también lavado.
La transferencia de leche seria por tubería utilizando una bomba centrífuga de 6000 litros/hora
con contador de flujo para el control de la cantidad de leche enviada y para control interno de los
procesos contables.
Etapa 2 Estandarización y mezcla
El sistema estandarización de leche es un sistema pensado en producción continua. La leche que
se bombea desde recepción entra a un juego de placas que eleva su temperatura a 6°C. Esta leche
ingresa en una descremadora en frío de 6000 l hora, donde se da la separación de la leche entera
en leche descremada y crema láctea, posteriormente un sistema de flujómetros detecta el flujo
de la leche descremada y de la crema láctea, ajustando la válvulas para regular la velocidad la cual
Leche Silos
Domingo Lunes Martes Miércoles Jueves Viernes Sábado
Inv Inicial 75.571 62.976 50.380 37.785 25.190 12.595
Ingreso 75.571 75.571 75.571 75.571 75.571 75.571 75.571
Consumo 88.166 88.166 88.166 88.166 88.166 88.166
Inv Final 75.571 62.976 50.380 37.785 25.190 12.595 -
Total
Programación Silos
Domingo Lunes Martes Miércoles Jueves Viernes Sábado
Silo 1
Silo 2
ambos productos fluyen a través de la tubería. Un densímetro censa la densidad de la crema
láctea e reincorpora dentro del flujo de la leche descremada, la cantidad de crema necesaria para
alcanzar el porcentaje final en grasa que se requiere para cada tipo de producto.
La leche estandarizada se dirige directamente hacia el proceso de homogenización, si el producto
elaborado es leche fluida sabor izada o se direcciona a uno de los tanque de mezcla para la adición
de ingredientes secos.
En la etapa de mezcla puede introducirse de manera adelantada las recetas de los productos a
elaborar. Al dar la instrucción al sistema, automáticamente abre las válvulas necesarias y activa las
bombas correctas para el proceso de recirculación de leche, posteriormente, los ingredientes
secos son adicionados dentro del mezclador y la mezcla es recuperar al tanque.
Los tanque de crema están provistos de celdas de carga para detectar la variación en el peso y
adicionar de manera más precisa la cantidad de crema para cada receta. Se ha considerado
también la instalación de un fundidor de grasa para cubrir los bloques de grasa vegetal o
mantequilla sal pueden ser utilizados para los productos reformulados.
Etapa 3 Homogenización y Pasteurización
Los procesos de homogenización y pasteurización ocurren de manera simultánea, en un equipo
construido de forma modular. Las variables de proceso son programadas en el modulo y los
operadores controlan su desempeño en forma. Las curvas de temperatura de cada producción son
grabadas y almacenadas para cumplir con los requerimientos de proveedores e instituciones
gubernamentales.
El equipo está construido con una zona de regeneración de temperatura que permite ahorrar
hasta un 90% del consumo de vapor. En la zona de regeneración se encuentran el producto que
ingresa al equipo y el producto que está saliendo de la zona de pasteurización, entre ambos ocurre
una transferencia temperatura, donde el producto caliente eleva la temperatura del producto
entrante sin pasteurización y este último, enfría el producto recién pasteurizado.
Etapa 4 Fermentación y Almacenamiento
El programa los pasos y la receta en el sistema de control, el producto es dirigido
automáticamente a los tanques necesarios para continuar el proceso. Si el producto es
fermentado, el sistema accionará las válvulas y bombas correspondientes para dirigir el producto
hacia los tanque de fermentación. En estos tanque se adiciona el cultivo lácteos y se deja el
producto reposar hasta que alcance las condiciones deseadas. El paso siguiente es la transferencia
hacia los tanques de almacenamiento y durante este proceso, se enfría el producto mediante un
intercambiador de placas colocado en la línea de transferencia.
Si el producto no es fermentado, el sistema direcciona los litros de leche pasteurizados hacia los
tanques de almacenamiento, los cuales están controlados con sensores de nivel. En el sistema se
puede colocar tanques en cola o espera, esto con el propósito de cuando un tanque se llena y el
sensor de nivel alto detecta producto, de forma automática se abren las válvulas que envían en el
producto hacia otro tanque.
Etapa 5 Adición Sabor y Envasado
Cada envasadora cuenta con tanque de dosificación de producto, estos tanques poseen sensores
de nivel que pueden ser conectados a los actuadores de las bombas, con el fin de accionar de
forma automática la descarga del producto almacenado en los tanques y asegurar la alimentación
constante al sistema de envasado.
En la línea de transferencia del tanque de almacenamiento al tanque de la envasadora, se coloca
el sistema de inyección en línea de fruta o sabor. En la plataforma donde se coloca el recipiente
con fruta, se habilitan celdas de carga para mejorar la precisión en la inyección de la fruta,
reduciendo el desperdicio y mejorando el estándar de producto.
Dentro del diseño propuesto, para minimizar la inversión inicial requerida para arrancar el
proyecto, se están considerando equipos de empaque en alquiler con opción de compra plazo
determinado o equipo facilitado por proveedores de material de empaque.
Un factor determinante en el número de personas a trabajar por línea de envasado, es el diseño
del final de línea. Deben considerarse bandas de acumulación de producto y de alimentación a
máquinas de enfardado, para la elaboración de paquetes de 12 a 24 unidades, que posteriormente
serán apiladas en tarimas para su almacenamiento y despacho.
Tecnología
Flexibilidad del Proceso
El proceso productivo ha sido diseñado de manera flexible, que permite producir diferentes lotes
de 6000 kilos de las líneas de productos definidas. La estandarización en línea de porcentaje de
grasa en la leche utilizada para la mezcla de leche fluida saborizantes garantiza el cumplimiento de
los parámetros de producto terminado, la adecuada recuperación de la grasa láctea y un alto
porcentaje de utilización del equipo descremado, que consume una cantidad considerable de
energía eléctrica.
El sistema de mezclas se ha pensado para que sean capaces de utilizar una gran variedad de de
materias primas, con el fin de ofrecer una amplia gama de posibilidades para el diseño del
producto, dirigido a un sector alto como un yogur de alto contenido proteico hasta productos
lácteos reformulados a bajo costo para el mercado conocido como la base la pirámide.
Automatización y control
El sistema es automatizado para ser controlado desde un PLC central donde se programan todas
las rutinas y secuencias de activación de los elementos instalados en el piso productivo. Esto
permite que un grupo reducido de personas pueda hacer las programaciones de los productos a
elaborar logrando niveles de productividad elevados.
El sistema facilita el control del proceso al registrar y grabar temperaturas, niveles de tanques,
flujo del proceso, etc., que facilita las funciones de supervisión y garantiza el cumplimiento de
variables críticas para la calidad del producto.
Las válvulas del proceso son controladas desde el PLC a través de una red de comunicación, así
como las bombas de trasiego de producto, motores y otros elementos necesarios en la
producción. Constantemente el PLC recibe retroalimentación de los sensores de presión,
temperatura, conductividad y otros instalados a través de la línea de producción, lo que permite
enviar alertas y hacer ajustes durante el proceso productivo, reduciendo los costos por rechazo de
retrabajo de lotes de producción.
Precisión de las operaciones
Los tanque de almacenamiento de crema han sido considerados con celdas de carga con dos
objetivos el primero garantizar la cantidad justa a dosificar en cada receta cargada en el sistema y
el segundo objetivo es reducir el desperdicio de una materia prima costosa por sobre dosificación.
La dosificación de fruta en línea también consideran celdas de carga con el objetivo de
implementar un anillo de retroalimentación "online" de las dosificadores, para que ajusten la
dosificación en automático, independientemente del nivel al que se encuentre el recipiente de
fruta y las diferencias que se pueda incurrir por más o menos dosificación, debido a la presión que
ejerce la columna hidráulica sobre la bomba dosificación.
Una variable crítica que se debe controlar para asegurar un bajo costo de producción son las
metas del proceso. En operaciones manuales la recuperación de producto de la línea de tubería y
de los equipos está supeditado al nivel de experiencia del operador. En el sistema propuesto
pueden establecerse tiempos de empuje a niveles de flujo específico para maximizar la
recuperación de producto de las líneas. También, se pueden instalar sensores de turbidez que
ajustan constantemente los tiempos para aumentar la precisión de los empujes y recuperar la
mayor cantidad de de producto posible.
Reducción de consumos, eficiencia energética
Se debe tener en cuenta ciertos detalles de ingeniería en la instalación de los equipos de proceso y
de servicio del proyecto. Minimizar las pérdidas de presión por la reducción en el número de
figuras o un adecuado trazo de las tuberías de producto, línea de lavado y líneas de retorno de
solución de limpieza, son básicos para alcanzar un costo operativo bajo en el largo plazo.
La instalación de arrancadores de motor suave o variadores de frecuencia, evita el consumo de
hasta siete veces mayor de electricidad en el arranque motores, especialmente caballaje alto.
Sustituir el sistema de calentamiento de agua para operaciones de limpieza, de un intercambiador
de calor que utilice vapor de la caldera por uno adicionado operado a gas LPG, reduce el consumo
de combustible de la caldera, al liberar este vapor para operaciones de proceso y es sustituido por
un sistema que usa un combustible de mayor poder caloríco a un menor costo.
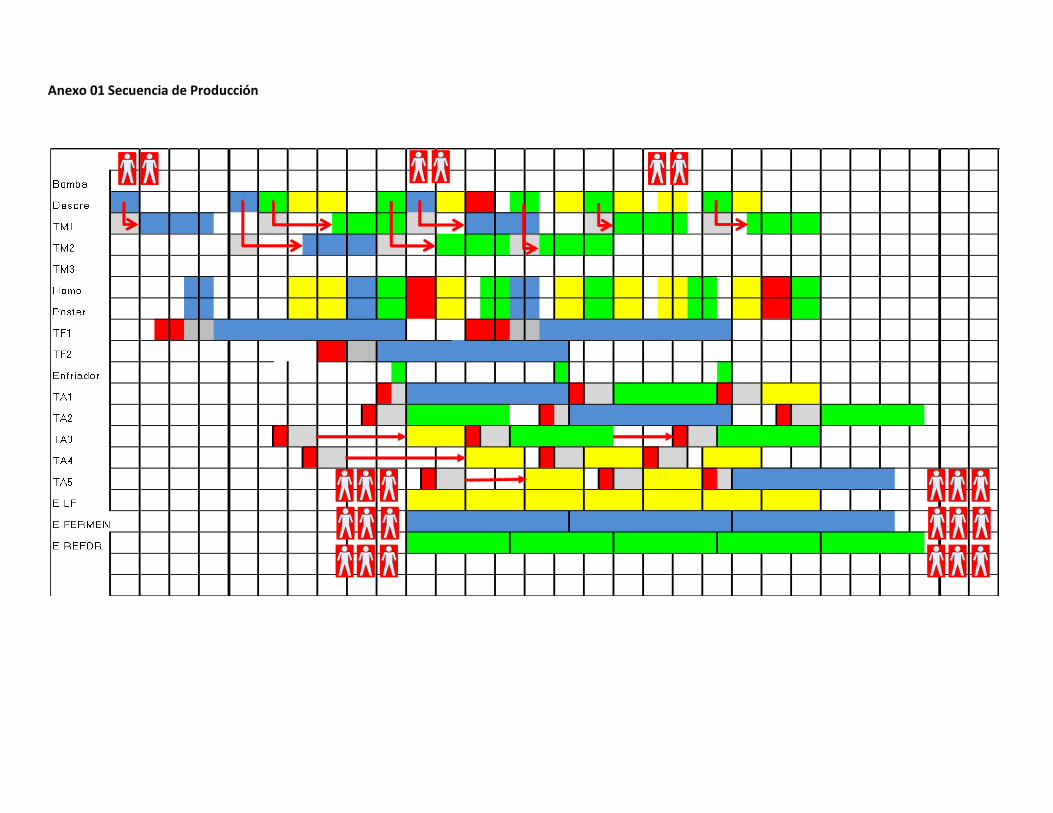
Secuencia de Producción
Luego de terminar los tiempos de producción necesarios por etapa para cada tipo de producto,
posteriormente definir la capacidad de los equipos productivos y la cantidad requerida para tener
una línea correctamente balanceada, se elaboró una secuencia de producción que busca coordinar
de forma correcta los equipos productivos.
Esta secuencia se diseñó con dos objetivos específicos, el primero asegurar la máxima utilización
de los equipos de envasado, que por lo general, es donde mayor número de personas trabajan y
los equipos que requieren mayor soporte de áreas anexas como despacho, mantenimiento, etc.
Un segundo objetivo se planteó el uso de el equipo que mayor servicio energético consume en el
área de mezclas. Este equipo es el pasteurizador, con un alto consumo de vapor y la descremada
hora, con alto consumo de servicio eléctrico. La secuencia de producción puede observarse en el
anexo 01.
Los tipos de producto fueron codificados por colores, para los productos de leche fluida se escogió
el color amarillo, para los productos fermentados el color azul y para los productos reformulados
el color verde. Los lotes de producción fueron secuenciados de manera continua para asegurar al
mínimo los tiempos de paro de las envasadoras. Los tanques de almacenamiento presentan
tiempos improductivos pero la flexibilidad que otorga para poder colocar los diferentes lotes en el
momento adecuado para qué las envasadoras tenga productos disponible, justifica estos tiempos
ociosos.
La utilización del pasteurizador es de poco más del 80% durante el tiempo programado en un día
productivo. Por otra parte, la descremada hora tiene un 73% de ocupación durante las horas
programas de producción.
Con la secuencia de producción se ha logrado optimizar los equipos intensivos en el uso de
recursos, sean éstos energéticos o de mano de obra.
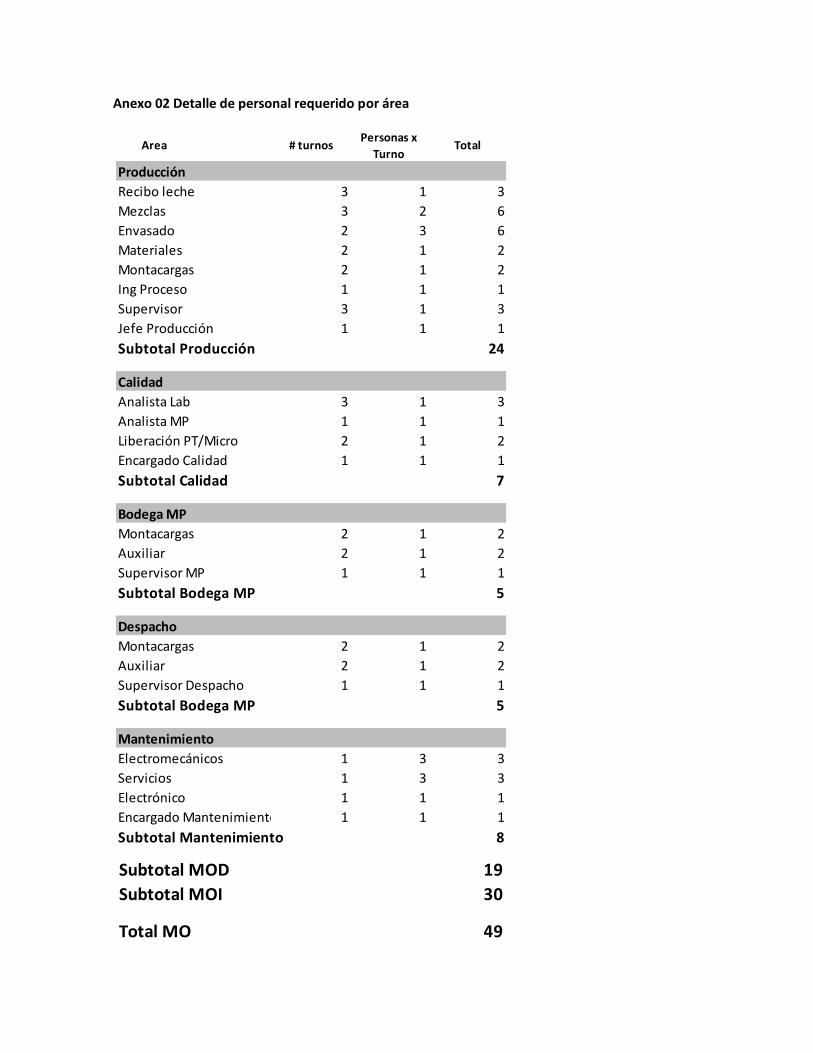
Personal Operativo
Personal necesario para la operación se ha determinado el requerimiento 19 personas como mano
de obra directa y 30 personas como mano de obra indirecta para un total de 49.
En la secuencia de producción de las diferentes líneas de producto, se logró identificar los turnos
de trabajo para los diferentes procesos, en base a esta información y conocimiento la necesidad
de personal por turno se proyectó el número total de colaboradores. El detalle del personal a
contratar por área se puede observar en el anexo 02.
Legal
Existen barreras de carácter no arancelario que los países utilizan con más frecuencia para
restringir el acceso de productos a los mercados locales. Es por esto que asegurar la inocuidad del
producto cobra cada vez más relevancia.
Durante la etapa de instalación del proyecto es importante considerar la supervisión de la
instalación sanitaria por un tercero. El adecuado acabado de las soldaduras y superficies de los
equipos de proceso, así como el cumplimiento de las especificaciones de los materiales de
fabricación, especialmente el tipo de acero inoxidable utilizado, logra productos seguros para el
consumo y aumentos en la vida en anaquel del producto terminado de hasta un 30%, lo que
otorga un importante ventaja competitiva.
Otras variables en el proceso de pasteurización que deben ser consideradas son la sobrepresión
que debe existir en la línea de leche pasteurizada, para que no haya contacto entre leche
pasteurizada y no pasteurizada. El adecuado funcionamiento e instalación de la válvula inversora,
para retorno del flujo de producto que no haya alcanzado la temperatura correcta y un sistema
confiable de registro de las temperaturas relacionadas con este proceso. Estas variables son
solicitadas por países y clientes regionales.
Al igual que los aspectos mencionados anteriormente debe existir un programa de manejo de
desechos, un sistema de tratamiento de aguas residuales, monitoreo y medición de los gases de
combustión de la caldera, un programa de salud ocupacional con el equipo necesario, etc. Estos
requisitos que solicitan varias instituciones y departamentos de nivel local y regional de
cumplimiento obligatorio deben de ser mapeados y colocados en un cronograma para asegurar su
adecuado seguimiento y evitar la detención del proyecto por la ausencia de un requisito legal.
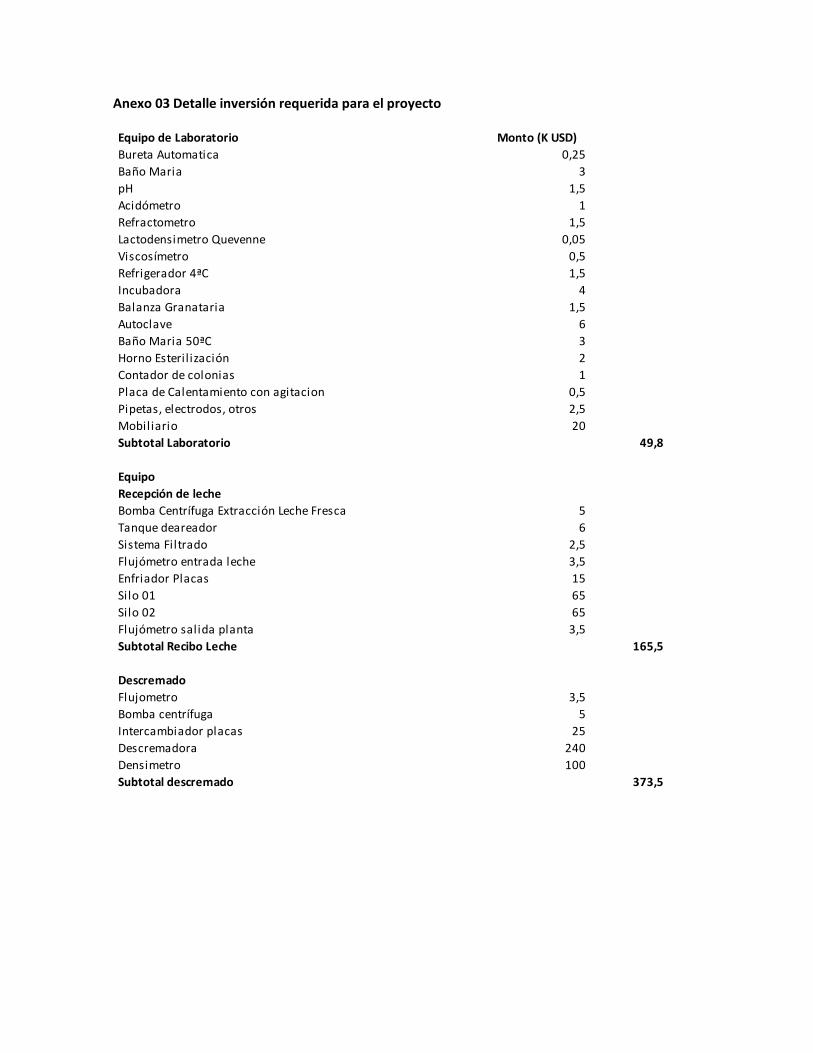
Inversión
La inversión necesaria para llevar a cabo el proyecto fue calculada en $4,431,000. Se definió la
necesidad de equipo de laboratorio más inmobiliario necesario dando un total de $50,000. El
presupuesto para el equipo de proceso fue dividido en áreas. La primer área del presupuesto para
equipo productivo es recepción de leche donde se incluye los equipos para descarga y
almacenamiento de leche el monto de la inversión suma $165,500. Posteriormente, se estableció
la inversión para el área de estandarización de leche donde se incluyen entre otros la descremada
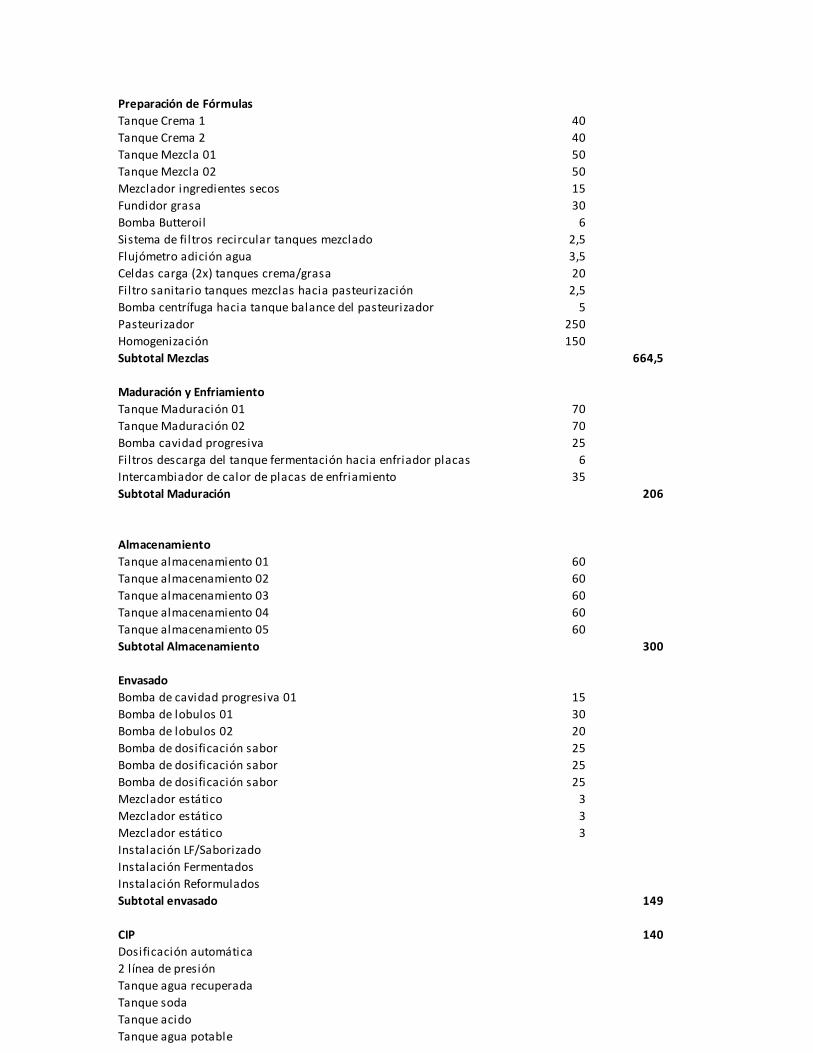
y el densímetro, este monto llega sumar $373,500. La siguiente área establecida es preparación de
fórmulas con los tanques para crema y mezclas, así como todo el hidratador, pasteurizador y
homogenizador, este monto suma $664,500. Reducir el área maduración y enfriamiento, con los
tanques e intercambiador de calor por un monto de $206,000. El área almacenamiento considera
cinco tanques por un monto de $300,000. El área envasado con las bombas necesarias más el
sistema de dosificación de sabor en línea para un monto de $149,000 y finalmente, el sistema de
lavado con sus tanques más el módulo de control de temperatura, flujo y conductividad para un
monto de $140,000.
Para finalizar el rubro de equipo de proceso se calculó un 30% de la inversión de equipos como
costo de instalación. También $150,000 para la instalación y puesta en marcha de las envasadoras
en alquiler o cedidas por los proveedores de empaque, $200,000 de automatización y control,
$65,000 de ingeniería y arranque y finalmente un 10% por imprevistos. La inversión total en
equipos suman $3,287,000.
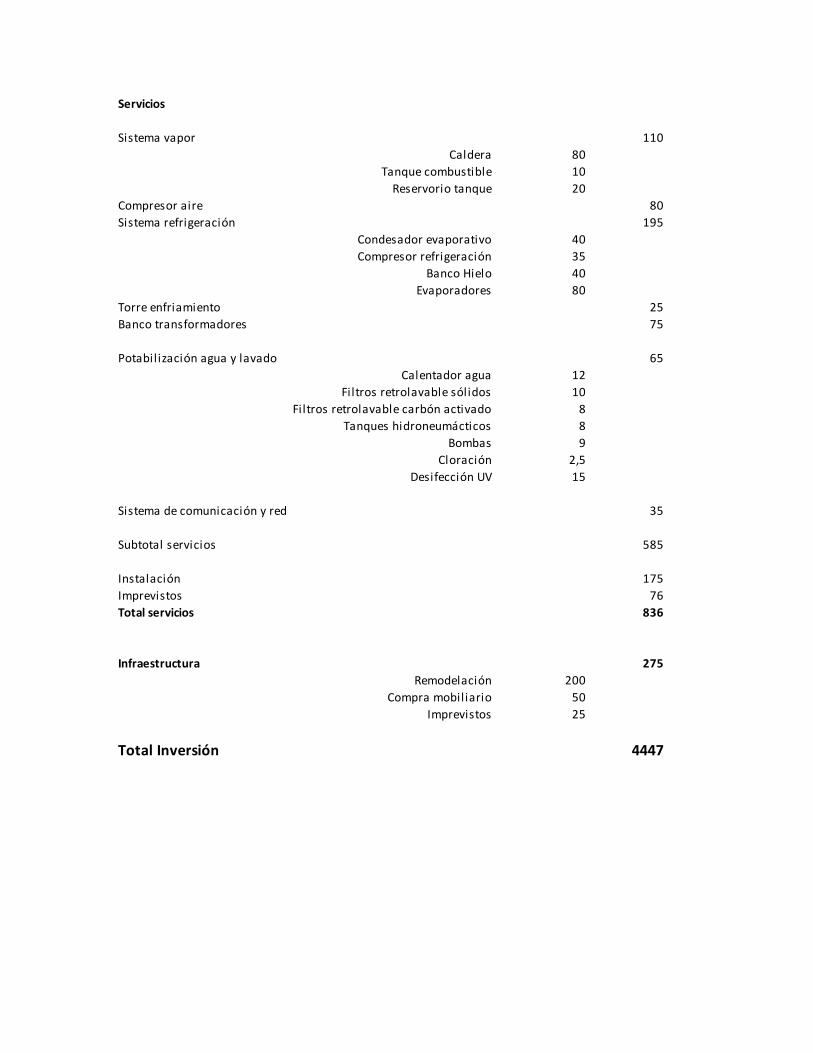
Para el área Servicios fue considerado un sistema de vapor, compresores de aire, sistema de
refrigeración, banco transformadores, sistema de potabilización de agua y el sistema de
comunicación y red, que en total suma con el porcentaje de instalación e imprevistos $836,000.
Finalmente, último rubro llamado infraestructura por $275,000 que considerar la remodelación de
una nave productiva en alquiler, compra de mobiliario de oficina y un monto por imprevistos.
Con ese presupuesto se busca hacer la inversión en equipos productivos enfocándose en el control
del proceso para lograr alta calidad producto, alta automatización para lograr un costo
competitivo y proceso productivo flexible para minimizar tiempos productivos por reducción de
ajustes y cambios en el proceso.
Para minimizar la inversión inicial se ha considerado elaborar contratos con opción de compra
para las máquinas de envasado o que los proveedores de material de empaque cedan los equipos
por un consumo establecido de material. La inversión en infraestructura puede llegar a ser hasta
un 50% o más de toda la inversión del proyecto. Es por esto que se ha considerado el alquiler un
edificio que reúna las condiciones adecuadas para la instalación del proceso productivo y
cumplimiento de los requisitos legales. El detalle del inversión se puede observar en el anexo 03.

Anexos
Anexo 01 Secuencia de Producción
Anexo 02 Detalle de personal requerido por área
Area # turnosPersonas x
TurnoTotal
Producción
Recibo leche 3 1 3
Mezclas 3 2 6
Envasado 2 3 6
Materiales 2 1 2
Montacargas 2 1 2
Ing Proceso 1 1 1
Supervisor 3 1 3
Jefe Producción 1 1 1
Subtotal Producción 24
Calidad
Analista Lab 3 1 3
Analista MP 1 1 1
Liberación PT/Micro 2 1 2
Encargado Calidad 1 1 1
Subtotal Calidad 7
Bodega MP
Montacargas 2 1 2
Auxiliar 2 1 2
Supervisor MP 1 1 1
Subtotal Bodega MP 5
Despacho
Montacargas 2 1 2
Auxiliar 2 1 2
Supervisor Despacho 1 1 1
Subtotal Bodega MP 5
Mantenimiento
Electromecánicos 1 3 3
Servicios 1 3 3
Electrónico 1 1 1
Encargado Mantenimiento 1 1 1
Subtotal Mantenimiento 8
Subtotal MOD 19
Subtotal MOI 30
Total MO 49
Anexo 03 Detalle inversión requerida para el proyecto
Equipo de Laboratorio Monto (K USD)
Bureta Automatica 0,25
Baño Maria 3
pH 1,5
Acidómetro 1
Refractometro 1,5
Lactodensimetro Quevenne 0,05
Viscosímetro 0,5
Refrigerador 4ªC 1,5
Incubadora 4
Balanza Granataria 1,5
Autoclave 6
Baño Maria 50ªC 3
Horno Esteril ización 2
Contador de colonias 1
Placa de Calentamiento con agitacion 0,5
Pipetas, electrodos, otros 2,5
Mobiliario 20
Subtotal Laboratorio 49,8
Equipo
Recepción de leche
Bomba Centrífuga Extracción Leche Fresca 5
Tanque deareador 6
Sistema Filtrado 2,5
Flujómetro entrada leche 3,5
Enfriador Placas 15
Silo 01 65
Silo 02 65
Flujómetro salida planta 3,5
Subtotal Recibo Leche 165,5
Descremado
Flujometro 3,5
Bomba centrífuga 5
Intercambiador placas 25
Descremadora 240
Densimetro 100
Subtotal descremado 373,5
Preparación de Fórmulas
Tanque Crema 1 40
Tanque Crema 2 40
Tanque Mezcla 01 50
Tanque Mezcla 02 50
Mezclador ingredientes secos 15
Fundidor grasa 30
Bomba Butteroil 6
Sistema de fi ltros recircular tanques mezclado 2,5
Flujómetro adición agua 3,5
Celdas carga (2x) tanques crema/grasa 20
Filtro sanitario tanques mezclas hacia pasteurización 2,5
Bomba centrífuga hacia tanque balance del pasteurizador 5
Pasteurizador 250
Homogenización 150
Subtotal Mezclas 664,5
Maduración y Enfriamiento
Tanque Maduración 01 70
Tanque Maduración 02 70
Bomba cavidad progresiva 25
Filtros descarga del tanque fermentación hacia enfriador placas 6
Intercambiador de calor de placas de enfriamiento 35
Subtotal Maduración 206
Almacenamiento
Tanque almacenamiento 01 60
Tanque almacenamiento 02 60
Tanque almacenamiento 03 60
Tanque almacenamiento 04 60
Tanque almacenamiento 05 60
Subtotal Almacenamiento 300
Envasado
Bomba de cavidad progresiva 01 15
Bomba de lobulos 01 30
Bomba de lobulos 02 20
Bomba de dosificación sabor 25
Bomba de dosificación sabor 25
Bomba de dosificación sabor 25
Mezclador estático 3
Mezclador estático 3
Mezclador estático 3
Instalación LF/Saborizado
Instalación Fermentados
Instalación Reformulados
Subtotal envasado 149
CIP 140
Dosificación automática
2 línea de presión
Tanque agua recuperada
Tanque soda
Tanque acido
Tanque agua potable
Sub Total equipos proceso 1999
Instalación 600
Instalación envasadoras 150
Automatizacion y Control 200
Ingenieria/arranque/capacitación 64
Imprevistos 275
Total Equipos Proceso 3287
Servicios
Sistema vapor 110
Caldera 80
Tanque combustible 10
Reservorio tanque 20
Compresor aire 80
Sistema refrigeración 195
Condesador evaporativo 40
Compresor refrigeración 35
Banco Hielo 40
Evaporadores 80
Torre enfriamiento 25
Banco transformadores 75
Potabilización agua y lavado 65
Calentador agua 12
Filtros retrolavable sólidos 10
Filtros retrolavable carbón activado 8
Tanques hidroneumácticos 8
Bombas 9
Cloración 2,5
Desifección UV 15
Sistema de comunicación y red 35
Subtotal servicios 585
Instalación 175
Imprevistos 76
Total servicios 836
Infraestructura 275
Remodelación 200
Compra mobiliario 50
Imprevistos 25
Total Inversión 4447