Laboratorio de diseño de puestos de trabajo en Empresas de ...
Upload
jhasa-janeCategory
view
458download
25description
Universidad Mayor de San Andrés Facultad de Ciencias Económicas y Financieras Administración de Empresas
Ing. Javier M. Aliaga
ADMINISTRACIÓN DE OPERACIONES I – DISEÑO DE PUESTOS Y MEDICIÓN DEL TRABAJO Página 1
INTRODUCCIÓN
El diseño de puestos y medición de trabajo tiene como objetivo enseñar al gerente de operaciones
a administrar al personal que crea los productos o servicios dando así un mayor conocimiento sobre
el área d atención o creación del producto sin el desperdicio de tiempo en los procesos de fabricación.
Al mencionar la tarea que tiene el gerente general nos podemos dar cuenta que el trabajo no es nada
sencillo y representa un desafío muy grande marcar un tiempo estándar entre los procesos a desarrollarse.
Como se mencionaba antes el objetivo principal de administrar al personal es conseguir una mayor
productividad y como se logra esto midiendo los tiempos de fabricación y servicios de cada uno de
los procedimientos sin olvidar los tiempos de transporte entre uno y otro proceso.
Esto no significa que la calidad de los productos o servicios deban sacrificarse la calidad se debe
mantener o en el mejor e los casos mandar la calidad debe sobrepasar los que se tenían anteriormente.
Con esto también probamos la habilidad del gerente para hacer un diseño y estructuración de
puestos de modo que satisfaga las necesidades físicas de su trabajadores por que todo depende del
diseño o estructura que se ofrezca en el trabajo al personal para que su repuesta sea positiva, su rendimiento elevado con respecto al desempeño de los procesos.
Cabe recalcar que las habilidades del gerente de operaciones debe ser muy eficiente ya que debe
encontrar los caminos más cortos y convenientes para realizar los procesos de trabajo por lo cual
debe tener conocimiento pleno de los procesos y sus rutas más cortas e realización
Universidad Mayor de San Andrés Facultad de Ciencias Económicas y Financieras Administración de Empresas
Ing. Javier M. Aliaga
ADMINISTRACIÓN DE OPERACIONES I – DISEÑO DE PUESTOS Y MEDICIÓN DEL TRABAJO Página 2
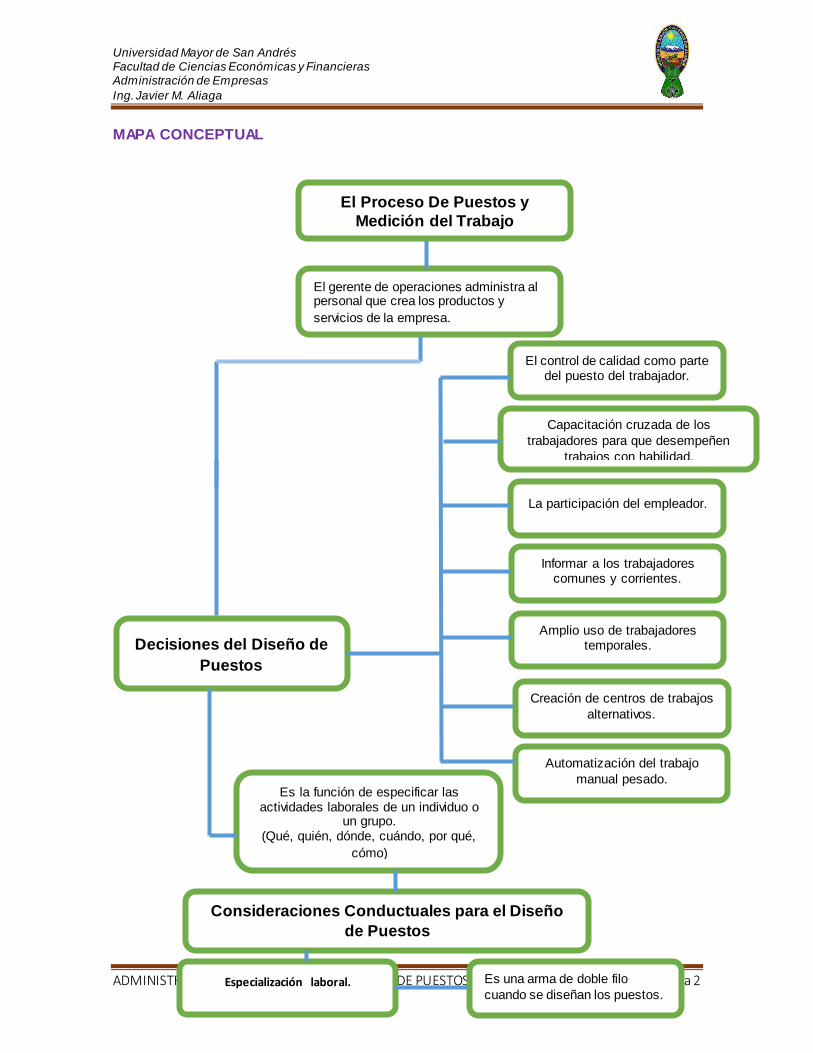
MAPA CONCEPTUAL
El gerente de operaciones administra al personal que crea los productos y
servicios de la empresa.
Decisiones del Diseño de
Puestos
Informar a los trabajadores comunes y corrientes.
Amplio uso de trabajadores temporales.
Creación de centros de trabajos
alternativos.
Automatización del trabajo
manual pesado. Es la función de especificar las
actividades laborales de un individuo o un grupo.
(Qué, quién, dónde, cuándo, por qué,
cómo)
Consideraciones Conductuales para el Diseño
de Puestos
Especialización laboral.
El control de calidad como parte del puesto del trabajador.
Capacitación cruzada de los
trabajadores para que desempeñen
trabajos con habilidad.
La participación del empleador.
Es una arma de doble filo
cuando se diseñan los puestos.
El Proceso De Puestos y
Medición del Trabajo
Universidad Mayor de San Andrés Facultad de Ciencias Económicas y Financieras Administración de Empresas
Ing. Javier M. Aliaga
ADMINISTRACIÓN DE OPERACIONES I – DISEÑO DE PUESTOS Y MEDICIÓN DEL TRABAJO Página 3
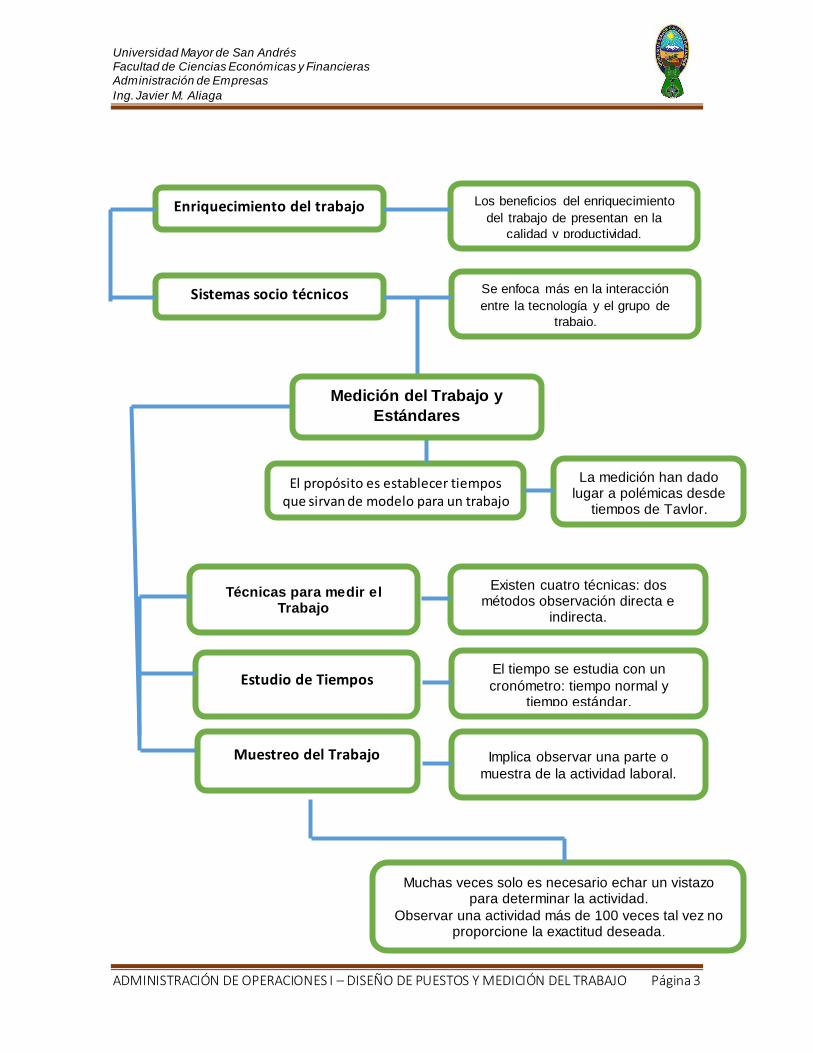
Enriquecimiento del trabajo Los beneficios del enriquecimiento
del trabajo de presentan en la
calidad y productividad.
El propósito es establecer tiempos que sirvan de modelo para un trabajo
Muestreo del Trabajo
Estudio de Tiempos
Técnicas para medir el Trabajo
Muchas veces solo es necesario echar un vistazo para determinar la actividad.
Observar una actividad más de 100 veces tal vez no proporcione la exactitud deseada.
Medición del Trabajo y
Estándares
Sistemas socio técnicos Se enfoca más en la interacción
entre la tecnología y el grupo de
trabajo.
La medición han dado lugar a polémicas desde
tiempos de Taylor.
Existen cuatro técnicas: dos métodos observación directa e
indirecta.
El tiempo se estudia con un
cronómetro: tiempo normal y tiempo estándar.
Implica observar una parte o
muestra de la actividad laboral.
Universidad Mayor de San Andrés Facultad de Ciencias Económicas y Financieras Administración de Empresas
Ing. Javier M. Aliaga
ADMINISTRACIÓN DE OPERACIONES I – DISEÑO DE PUESTOS Y MEDICIÓN DEL TRABAJO Página 4
ESTUDIO DE TIEMPOS
En seguida se explican los detalles técnicos del estudio de los tiempos. por lo general, el tiempo se
estudia con un cronómetro, en el lugar en cuestión o analizando una videograbación del trabajo. el
trabajo o la tarea objeto del estudio se divide en partes o elementos medibles y el tiempo de cada
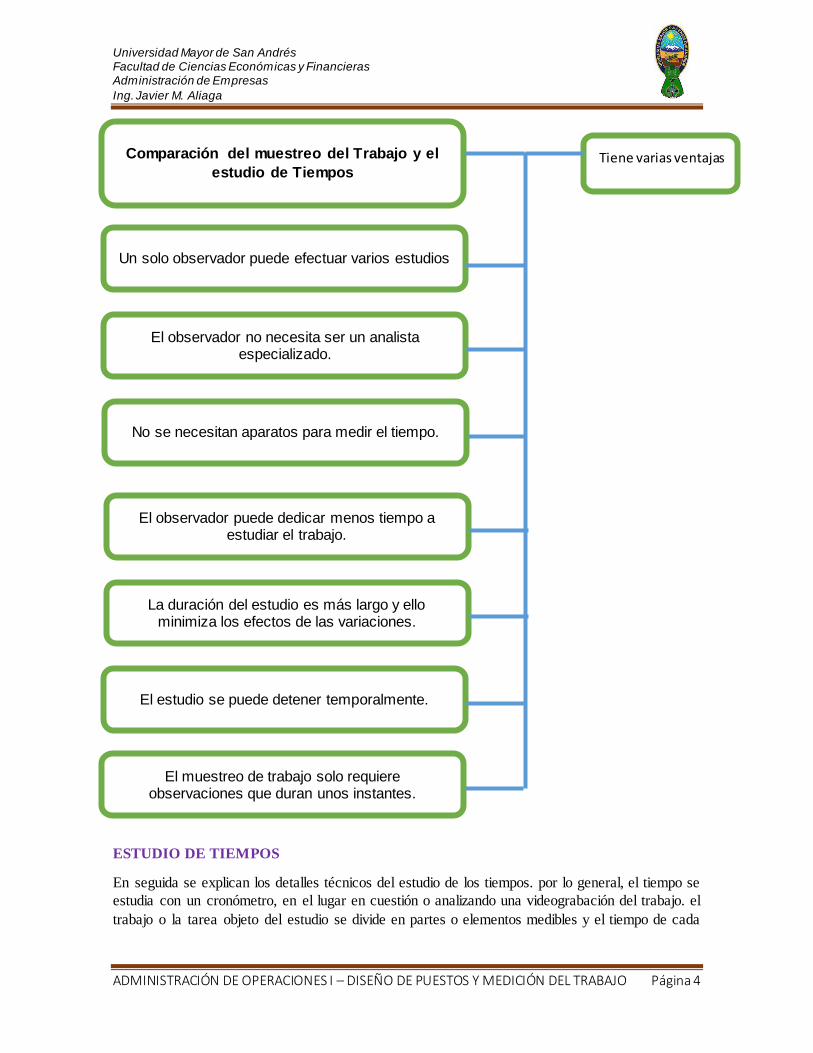
Comparación del muestreo del Trabajo y el
estudio de Tiempos Tiene varias ventajas
Un solo observador puede efectuar varios estudios
El observador no necesita ser un analista especializado.
El observador puede dedicar menos tiempo a estudiar el trabajo.
La duración del estudio es más largo y ello minimiza los efectos de las variaciones.
No se necesitan aparatos para medir el tiempo.
El estudio se puede detener temporalmente.
El muestreo de trabajo solo requiere observaciones que duran unos instantes.
Universidad Mayor de San Andrés Facultad de Ciencias Económicas y Financieras Administración de Empresas
Ing. Javier M. Aliaga
ADMINISTRACIÓN DE OPERACIONES I – DISEÑO DE PUESTOS Y MEDICIÓN DEL TRABAJO Página 5
uno de ellos es cronometrado de forma individual. Algunas reglas generales para dividir en elementos son:
1. definir cada elemento del trabajo de modo que dure poco tiempo, pero lo bastante como para poder cronometrarlo y anotarlo.
2. si el operario trabaja con equipo que funciona por separado (o sea que el operario desempeña una
tarea y el equipo funciona de forma independiente), dividir las acciones del operario y del equipo en elementos diferentes.
3. definir las demoras del operador o del equipo en elementos separados.
Tras un número dado de repeticiones, se saca el promedio de los tiempos registrados. (Se puede
calcular la desviación estándar para obtener una medida de la variación de los tiempos del
desempeño.) Se suman los promedios de los tiempos de cada elemento y así se obtiene el tiempo del
desempeño del operario. no obstante, para que el tiempo de este operario sea aplicable a todos los
trabajadores, se debe incluir una medida de la velocidad o índice del desempeño que será el
“normal” para ese trabajo. la aplicación de un factor del índice genera el llamado tiempo normal.
por ejemplo, si un operario desempeña una tarea en dos minutos y el analista del estudio de los
tiempos considera que su desempeño es alrededor de 20% más rápido del normal, el índice del
desempeño de ese operario sería 1.2 o 120% del normal.
el tiempo normal se calcularía así: 2 minutos × 1.2 o 2.4 minutos. en forma de ecuación:
Tiempo Normal = tiempo del desempeño observado por unidad × índice del desempeño
En este ejemplo, TN denotará el tiempo normal
TN = 2(1.2) = 2.4 Minutos
Cuando se observa a un operario durante un periodo, el número de unidades que produce durante el mismo, así como el índice del desempeño, se tiene:
TN = tiempo trabajado × índice del desempeño
Número de unidades producidas
El tiempo estándar se encuentra mediante la suma del tiempo normal más algunas holguras para
las necesidades personales (como descansos para ir al baño o tomar café), las demoras inevitables
en el trabajo (como descomposturas del equipo o falta de materiales) y la fatiga del trabajador (física o mental). dos ecuaciones son:
Tiempo Estándar = Tiempo Normal + (Tolerancias × Tiempo Normal)
TE = TN (1 + tolerancias)
TE= TN
1 – Tolerancias
Universidad Mayor de San Andrés Facultad de Ciencias Económicas y Financieras Administración de Empresas
Ing. Javier M. Aliaga
ADMINISTRACIÓN DE OPERACIONES I – DISEÑO DE PUESTOS Y MEDICIÓN DEL TRABAJO Página 6
La ecuación [6a.1] se usa mucho más en la práctica. si se presupone que las tolerancias se deben
aplicar al periodo de trabajo entero, entonces la ecuación [6a.2] será la correcta. para ilustrar,
suponga que el tiempo normal para desempeñar una tarea es un minuto y que las tolerancias para necesidades personales, demoras y fatiga suman un total de 15%, en tal caso la ecuación [6a.1] será:
TE = 1(1 + 0.15) = 1.15 minutos
En una jornada de ocho horas, un trabajador producirá 8 × 60/1.15, o 417 unidades. lo anterior
implica que trabajará 417 minutos y tendrá 480 − 417 (o 63) minutos para las tolerancias. con la ecuación [6a.2]
TE = 1 = 1.18 minutos
1 – 0.15
En esa misma jornada de ocho horas, 8 × 60/1.18 (o 408) unidades serán producidas con 408
minutos de trabajo y 72 minutos para las tolerancias. dependiendo de la ecuación que se utilice habrá una diferencia de nueve minutos en el tiempo diario para las tolerancias.
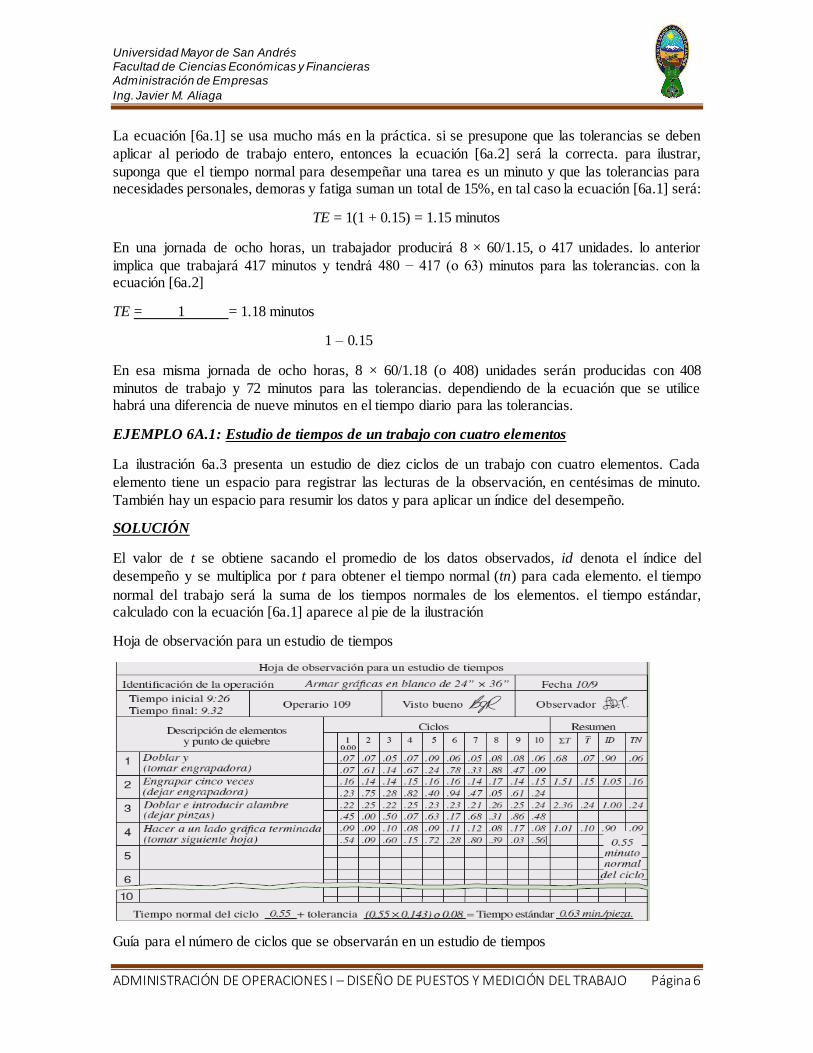
EJEMPLO 6A.1: Estudio de tiempos de un trabajo con cuatro elementos
La ilustración 6a.3 presenta un estudio de diez ciclos de un trabajo con cuatro elementos. Cada
elemento tiene un espacio para registrar las lecturas de la observación, en centésimas de minuto.
También hay un espacio para resumir los datos y para aplicar un índice del desempeño.
SOLUCIÓN
El valor de t se obtiene sacando el promedio de los datos observados, id denota el índice del
desempeño y se multiplica por t para obtener el tiempo normal (tn) para cada elemento. el tiempo
normal del trabajo será la suma de los tiempos normales de los elementos. el tiempo estándar, calculado con la ecuación [6a.1] aparece al pie de la ilustración
Hoja de observación para un estudio de tiempos
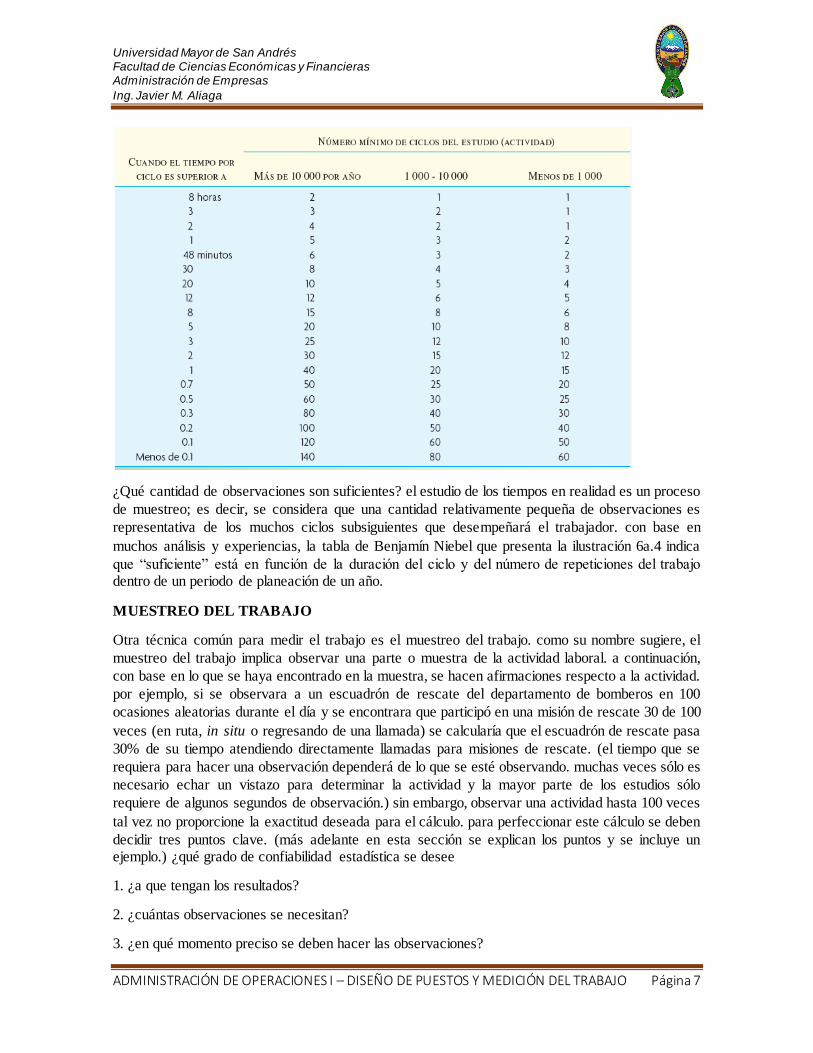
Guía para el número de ciclos que se observarán en un estudio de tiempos
Universidad Mayor de San Andrés Facultad de Ciencias Económicas y Financieras Administración de Empresas
Ing. Javier M. Aliaga
ADMINISTRACIÓN DE OPERACIONES I – DISEÑO DE PUESTOS Y MEDICIÓN DEL TRABAJO Página 7
¿Qué cantidad de observaciones son suficientes? el estudio de los tiempos en realidad es un proceso
de muestreo; es decir, se considera que una cantidad relativamente pequeña de observaciones es
representativa de los muchos ciclos subsiguientes que desempeñará el trabajador. con base en
muchos análisis y experiencias, la tabla de Benjamín Niebel que presenta la ilustración 6a.4 indica
que “suficiente” está en función de la duración del ciclo y del número de repeticiones del trabajo dentro de un periodo de planeación de un año.
MUESTREO DEL TRABAJO
Otra técnica común para medir el trabajo es el muestreo del trabajo. como su nombre sugiere, el
muestreo del trabajo implica observar una parte o muestra de la actividad laboral. a continuación,
con base en lo que se haya encontrado en la muestra, se hacen afirmaciones respecto a la actividad.
por ejemplo, si se observara a un escuadrón de rescate del departamento de bomberos en 100
ocasiones aleatorias durante el día y se encontrara que participó en una misión de rescate 30 de 100
veces (en ruta, in situ o regresando de una llamada) se calcularía que el escuadrón de rescate pasa
30% de su tiempo atendiendo directamente llamadas para misiones de rescate. (el tiempo que se
requiera para hacer una observación dependerá de lo que se esté observando. muchas veces sólo es
necesario echar un vistazo para determinar la actividad y la mayor parte de los estudios sólo
requiere de algunos segundos de observación.) sin embargo, observar una actividad hasta 100 veces
tal vez no proporcione la exactitud deseada para el cálculo. para perfeccionar este cálculo se deben
decidir tres puntos clave. (más adelante en esta sección se explican los puntos y se incluye un ejemplo.) ¿qué grado de confiabilidad estadística se desee
1. ¿a que tengan los resultados?
2. ¿cuántas observaciones se necesitan?
3. ¿en qué momento preciso se deben hacer las observaciones?
Universidad Mayor de San Andrés Facultad de Ciencias Económicas y Financieras Administración de Empresas
Ing. Javier M. Aliaga
ADMINISTRACIÓN DE OPERACIONES I – DISEÑO DE PUESTOS Y MEDICIÓN DEL TRABAJO Página 8
Las tres aplicaciones principales del muestreo del trabajo son:
1. proporción de la demora para determinar el porcentaje de tiempo de la actividad
correspondiente al personal o al equipamiento. por ejemplo, la gerencia tal vez quiera conocer la cantidad de tiempo que una máquina está funcionando o parada.
2. Medición del desempeño a efecto de elaborar el índice de desempeño de los trabajadores.
Cuando el tiempo del trabajo está relacionado con la cantidad de producto, se prepara una
medida del desempeño, la cual resulta muy útil para la evaluación de un desempeño periódico.
3. Estándares de tiempo para obtener el estándar del tiempo de una tarea. cuando el muestreo
del trabajo se usa para este efecto, el observador debe ser experimentado porque debe
adjudicar un índice de desempeño a sus observaciones.
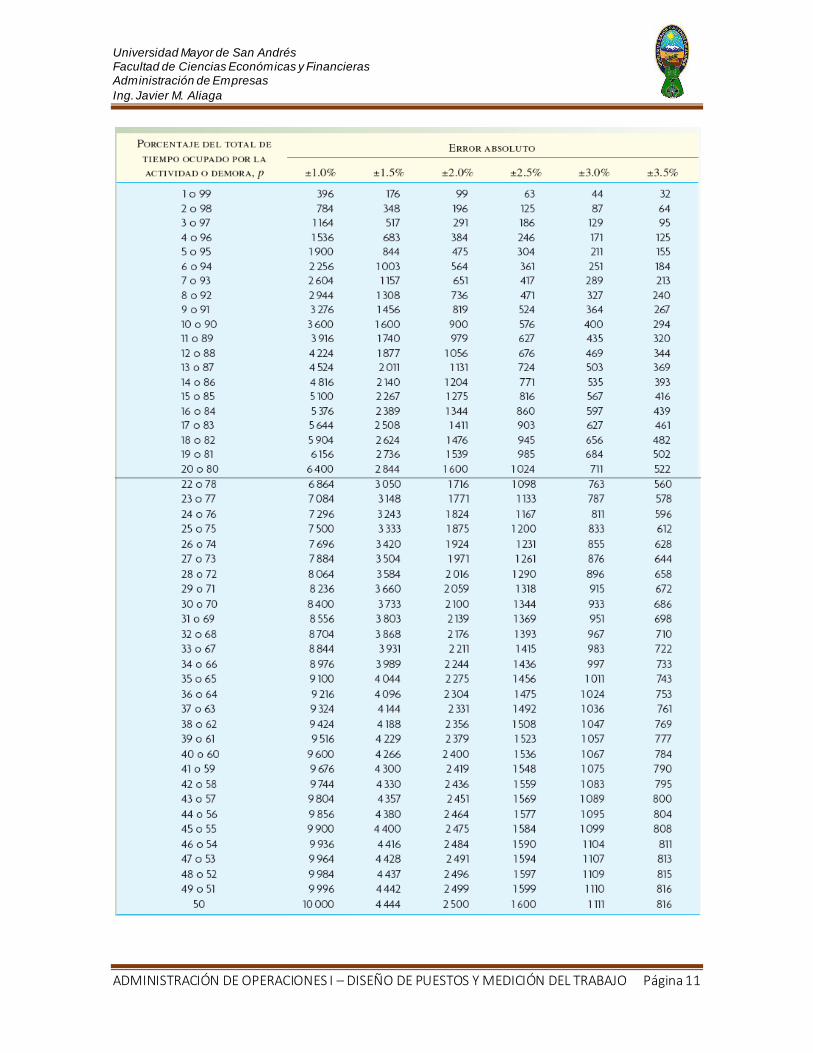
El número de observaciones requeridas para un estudio con muestreo del trabajo puede ser bastante
grande, desde varios cientos hasta varios miles, dependiendo de la actividad y del grado de
exactitud deseado. si bien el número se puede calcular con base en fórmulas, el camino más fácil es
referirse a una tabla como la que presenta la ilustración 6a.5, la cual contiene el número de
observaciones que se necesitan para un grado de confiabilidad de 95% en términos de error
absoluto. el error absoluto es el rango real de las observaciones. por ejemplo, si un oficinista está
inactivo 10% del tiempo y el diseñador del estudio queda satisfecho con un rango de 2.5% (es decir
que el verdadero porcentaje está entre 7.5%y 12.5%), entonces el número de observaciones requerido de muestras de trabajo es 576. un error de 2%
(o un intervalo de entre 8% y 12%) requeriría 900 observaciones.
la preparación de un estudio con muestreo del trabajo sigue cinco pasos:
1. Identificar la o las actividades específicas que son el objeto central del estudio. Por ejemplo, determinar el porcentaje de tiempo que el equipo está funcionado, parado o en reparación.
2. Calcular la proporción de tiempo de la actividad en cuestión con relación al tiempo total
(por ejemplo, que el equipo está trabajando 80% del tiempo). El analista puede hacer estos
cálculos con base en su conocimiento, en datos del pasado, en supuestos confiables de terceros o en un estudio piloto de muestreo del trabajo.
3. Establecer la exactitud que se desea de los resultados del estudio.
4. Establecer las horas específicas en que se efectuará cada observación.
5. Durante el periodo del estudio, cada dos o tres intervalos, se debe volver a calcular el
tamaño que requiere la muestra utilizando los datos que se hayan reunido hasta ese momento. Se debe ajustar el número de observaciones si fuera necesario.
EJEMPLO 6A.2:
Muestreo del trabajo aplicado a las enfermeras
Desde hace mucho se dice que una parte importante del tiempo de las enfermeras de un hospital se
dedica a actividades ajenas a la enfermería. Según este argumento, ello crea una aparente escasez de
Universidad Mayor de San Andrés Facultad de Ciencias Económicas y Financieras Administración de Empresas
Ing. Javier M. Aliaga
ADMINISTRACIÓN DE OPERACIONES I – DISEÑO DE PUESTOS Y MEDICIÓN DEL TRABAJO Página 9
enfermeras capacitadas, se desperdicia talento, se entorpece la eficiencia e incrementa los costos del
hospital, porque los salarios de las enfermeras son el costo aislado más elevado de los de la
operación de un hospital. Es más, cada vez hay más presión para que los hospitales y los
administradores de hospitales frenen los costos. Con lo anterior en mente, se usarán el muestreo del
trabajo para comprobar la hipótesis de que las enfermeras dedican una parte importante de su
tiempo a tareas ajenas a la enfermería.
SOLUCIÓN
Para empezar, suponga que se ha preparado una lista de todas las actividades que corresponden a la
enfermería y que las observaciones considerarán tan sólo dos categorías: las actividades de enfermería y las ajenas a ella.
De hecho, existe una acalorada polémica en torno a cuáles son las actividades de la enfermería. Por
ejemplo, ¿hablar con un paciente es obligación de la enfermera? (Un estudio más amplio podría
enumerar todas las actividades de enfermería para determinar la fracción de tiempo que se destina a
cada una de ellas). Por lo tanto, en las observaciones del estudio, cuando se encuentra que la
enfermera está desempeñando una de las obligaciones que aparecen en la lista de enfermería,
simplemente se anota una cruz en la columna de enfermería.
Si se observa que está haciendo algo ajeno a las actividades de enfermería, entonces se anota una cruz en la columna correspondiente.
Ahora se puede planear el estudio. Suponga que se estima (o que lo hace el supervisor de
enfermeras) que las enfermeras dedican 60% de su tiempo a actividades de enfermería. Suponga
también que sería bueno tener una confiabilidad de 95% de que los resultados del estudio están dentro de un rango de error absoluto de ±3%.
Es decir, si el estudio arroja que las enfermeras destinan 60% de su tiempo a obligaciones de
enfermería, se desea tener una confiabilidad de 95% de que el verdadero porcentaje está entre 57%
y 63%. Con base en la ilustración 6A.5, se halla que se requieren 1 067 observaciones para un
tiempo de actividad de 60% y de ±3% de error. Si el estudio durara diez días, se empezaría con 107 observaciones por día.
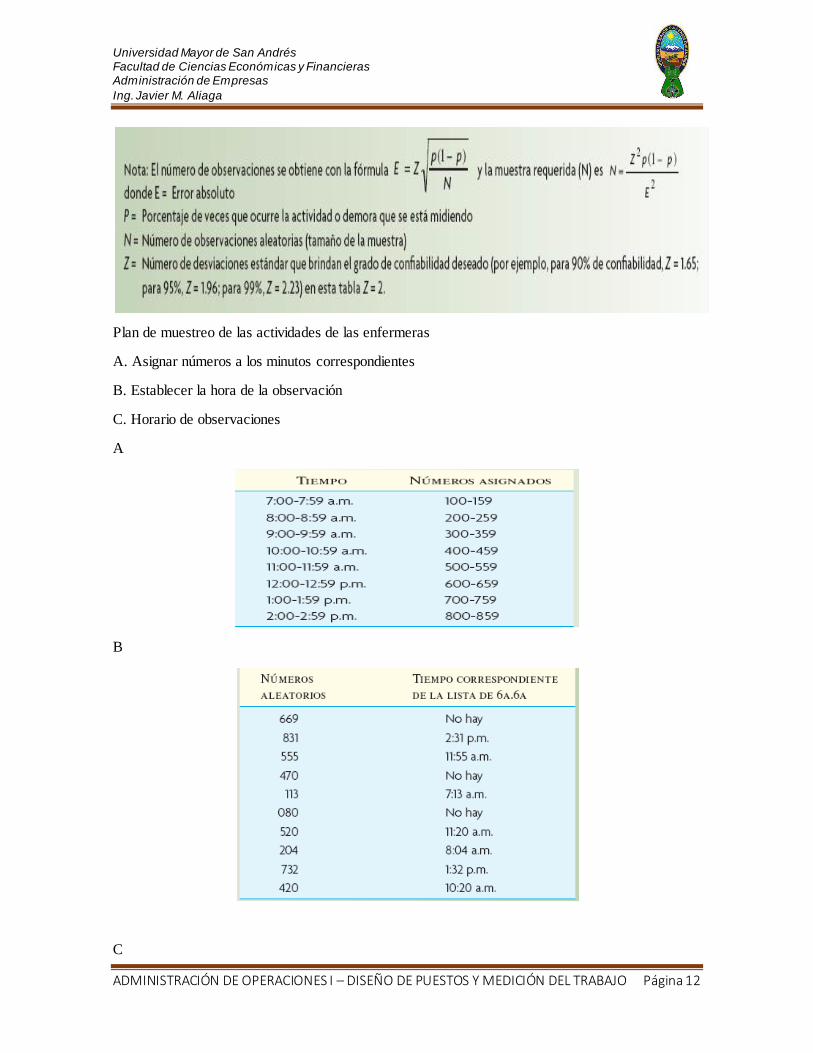
A efecto de establecer cuándo se efectuarán las observaciones de cada día, se asignan números
específicos a cada minuto y se utiliza la tabla de números aleatorios para armar un horario. Si el
estudio abarca un turno de ocho horas, entonces se puede asignar números que correspondan a cada
minuto consecutivo. En el caso de este estudio, es probable que el turno nocturno se tomara por
separado, porque las obligaciones de las enfermeras nocturnas son considerablemente diferentes de
las de las diurnas. La ilustración 6A.6A muestra la asignación de números a los minutos
correspondientes. En aras de la sencillez, dado que cada número corresponde a un minuto, se utiliza
un plan de tres números, donde el segundo y el tercero corresponden a los minutos de la hora.
Diversos planes más también serían correctos. Si se planean varios estudios, se puede utilizar un
programa de computadora para que genere un horario aleatorio de las horas de las observaciones.
Al referirse a la tabla de los números aleatorios y al anotar números de tres dígitos, se puede asignar
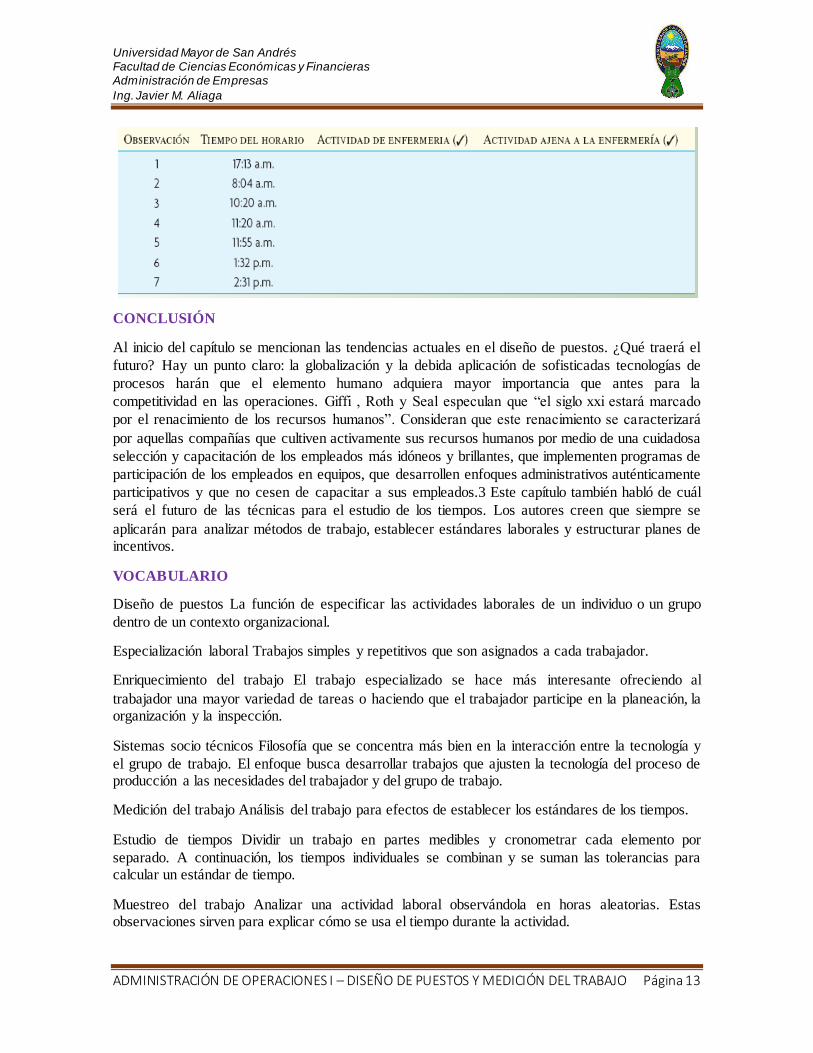
cada número a una hora. Los números aleatorios de la ilustración 6A.6B muestran el procedimiento para siete observaciones.
Universidad Mayor de San Andrés Facultad de Ciencias Económicas y Financieras Administración de Empresas
Ing. Javier M. Aliaga
ADMINISTRACIÓN DE OPERACIONES I – DISEÑO DE PUESTOS Y MEDICIÓN DEL TRABAJO Página 10
Se sigue este procedimiento para generar 107 horas de observación y las horas se reordenan
cronológicamente para facilitar la planeación. El reordenamiento de las horas establecidas en la
ilustración 6A.6B produce el total de observaciones por día que presenta la ilustración 6A.6C (para el ejemplo de siete).
Si se desea ser perfectamente aleatorios en este estudio, se debe elegir “de forma aleatoria” a la
enfermera que se observe cada vez. (El uso de distintas enfermeras minimiza el efecto del sesgo.)
En el estudio, se hace la primera observación a las 7:13 a.m., observando a la Enfermera X. Se
ingresa a la sala de enfermeras y, al verla, se sabe si está desempeñando una actividad de enfermería
o no. Cada observación sólo necesita ser lo bastante larga como para establecer la clase de actividad; en la mayoría de los casos sólo se requiere de un vistazo.
A las 8:04 a.m. se observa a la Enfermera Y. Se prosigue así hasta el final del día y las 107
observaciones. Al término del segundo día (y 214 observaciones), se decide comprobar si el tamaño de la muestra es correcto.
Se tienen 150 observaciones de enfermeras trabajando como tales y 64 que no lo están haciendo, lo
cual produce un 70.1% trabajando como enfermeras. Con base en la ilustración 6A.5, esto
corresponde a 933 observaciones.
Como ya se han hecho 214 observaciones, sólo se tendrán que hacer 719 a lo largo de los próximos ocho días, o 90 por día.
Cuando el estudio está a la mitad, se debe hacer otra comprobación. Por ejemplo, si los días 3, 4 y 5
arrojaron 55, 59 y 64 observaciones de enfermeras trabajando como tales, los datos acumulados
darían 328 observaciones de enfermeras trabajando como tales, de un total de 484, o un 67.8% de
actividad de trabajo de enfermería. Con un error de ±3%, la ilustración 6A.5 muestra que el tamaño
de la muestra es del orden de 967, lo que deja 483 por hacer (a 97 por día) para los siguientes cinco
días. Se debe hacer otro cómputo antes del último día para comprobar si es necesario otro ajuste. Si
terminado el décimo día parece que varias observaciones más son necesarias, éstas se pueden efectuar el día 11.
Si al término del estudio se encuentra que las enfermeras dedican el 66% de su tiempo a lo que se
ha definido como actividad de enfermería, se debe efectuar un análisis para identificar el 34%
restante. Entre 12% y 15% se puede justificar con descansos para tomar café y necesidades
personales, lo cual deja por justificar entre 20% y 22% del tiempo y se debe comparar con lo que la
industria considera niveles ideales de actividad de enfermería. Para identificar las actividades ajenas
a la enfermería, desde el principio se debería haber incluido una división más detallada en el plan de muestreo. De lo contrario, quizá sea conveniente hacer un estudio de seguimiento
Número de observaciones requeridas para un error absoluto dado con diversos valores de p, con un grado de confiabilidad de 95%
Universidad Mayor de San Andrés Facultad de Ciencias Económicas y Financieras Administración de Empresas
Ing. Javier M. Aliaga
ADMINISTRACIÓN DE OPERACIONES I – DISEÑO DE PUESTOS Y MEDICIÓN DEL TRABAJO Página 11
Universidad Mayor de San Andrés Facultad de Ciencias Económicas y Financieras Administración de Empresas
Ing. Javier M. Aliaga
ADMINISTRACIÓN DE OPERACIONES I – DISEÑO DE PUESTOS Y MEDICIÓN DEL TRABAJO Página 12
Plan de muestreo de las actividades de las enfermeras
A. Asignar números a los minutos correspondientes
B. Establecer la hora de la observación
C. Horario de observaciones
A
B
C
Universidad Mayor de San Andrés Facultad de Ciencias Económicas y Financieras Administración de Empresas
Ing. Javier M. Aliaga
ADMINISTRACIÓN DE OPERACIONES I – DISEÑO DE PUESTOS Y MEDICIÓN DEL TRABAJO Página 13
CONCLUSIÓN
Al inicio del capítulo se mencionan las tendencias actuales en el diseño de puestos. ¿Qué traerá el
futuro? Hay un punto claro: la globalización y la debida aplicación de sofisticadas tecnologías de
procesos harán que el elemento humano adquiera mayor importancia que antes para la
competitividad en las operaciones. Giffi , Roth y Seal especulan que “el siglo xxi estará marcado
por el renacimiento de los recursos humanos”. Consideran que este renacimiento se caracterizará
por aquellas compañías que cultiven activamente sus recursos humanos por medio de una cuidadosa
selección y capacitación de los empleados más idóneos y brillantes, que implementen programas de
participación de los empleados en equipos, que desarrollen enfoques administrativos auténticamente
participativos y que no cesen de capacitar a sus empleados.3 Este capítulo también habló de cuál
será el futuro de las técnicas para el estudio de los tiempos. Los autores creen que siempre se
aplicarán para analizar métodos de trabajo, establecer estándares laborales y estructurar planes de incentivos.
VOCABULARIO
Diseño de puestos La función de especificar las actividades laborales de un individuo o un grupo
dentro de un contexto organizacional.
Especialización laboral Trabajos simples y repetitivos que son asignados a cada trabajador.
Enriquecimiento del trabajo El trabajo especializado se hace más interesante ofreciendo al
trabajador una mayor variedad de tareas o haciendo que el trabajador participe en la planeación, la organización y la inspección.
Sistemas socio técnicos Filosofía que se concentra más bien en la interacción entre la tecnología y
el grupo de trabajo. El enfoque busca desarrollar trabajos que ajusten la tecnología del proceso de producción a las necesidades del trabajador y del grupo de trabajo.
Medición del trabajo Análisis del trabajo para efectos de establecer los estándares de los tiempos.
Estudio de tiempos Dividir un trabajo en partes medibles y cronometrar cada elemento por
separado. A continuación, los tiempos individuales se combinan y se suman las tolerancias para calcular un estándar de tiempo.
Muestreo del trabajo Analizar una actividad laboral observándola en horas aleatorias. Estas observaciones sirven para explicar cómo se usa el tiempo durante la actividad.
Universidad Mayor de San Andrés Facultad de Ciencias Económicas y Financieras Administración de Empresas
Ing. Javier M. Aliaga
ADMINISTRACIÓN DE OPERACIONES I – DISEÑO DE PUESTOS Y MEDICIÓN DEL TRABAJO Página 14
Sistemas de datos predeterminados de tiempos y movimientos (SPTM) Sistemas para obtener un
tiempo para un trabajo que suman los datos de tablas de tiempos de movimientos genéricos elaboradas en el laboratorio.
Datos elementales Utilizados para obtener el tiempo de un trabajo mediante la suma de los tiempos que contiene una base de datos de combinaciones similares de movimientos.
Tiempo normal El tiempo en el que se espera que un operario normal termine un trabajo, sin tomar en cuenta tolerancias.
Tiempo estándar Se calcula tomando el tiempo normal y sumándole las tolerancias correspondientes a las necesidades personales, las demoras inevitables en el trabajo y la fatiga del trabajador.
PREGUNTAS DE REPASO Y DISCUSIÓN
1. ¿Por qué podrían manifestar escepticismo acerca del enriquecimiento del trabajo y el enfoque socio técnico para el diseño de puestos los administradores en activo y los ingenieros industriales?
Los profesores suelen quejarse de sus familias que la escritura del libro es un trabajo duro y que
deben ser excusados de ayudar con las tareas del hogar para que puedan descansar. Que exhiben en
este capítulo deben nunca permitir que sus familias ven? Anexo TN5.3, enumerando las
necesidades calóricas para diversas actividades, indica que la escritura requiere sólo un poco más de
calorías que se sienta en reposo. Por lo tanto, desde un punto de vista puramente Physica, los profesores no pueden alegar el exceso de trabajo en el trabajo para evitar las tareas en casa.
2. ¿Existe una inconsistencia cuando una compañía requiere estándares precisos de los tiempos y fomenta la ampliación del trabajo?
¿Hay una inconsistencia cuando una empresa requiere de estándares de tiempo precisas y alienta la
ampliación del trabajo? Esto depende en gran medida el trabajo a mano. Sin embargo, si los
elementos del puesto de trabajo enriquecido están bien definidos y estandarizados, no hay razón por
qué estándares objetivos no se pueden establecer para puestos de trabajo enriquecidos. En un aparte,
merece la pena destacar que las nociones de simplificación de trabajo no son incompatibles con
cualquiera de los enfoques orientados conductualmente a diseño del trabajo. Por ejemplo, sólo
porque un trabajador se le da autonomía en la realización de una tarea no significa que los métodos por los cuales se logra esa tarea no debe ser eficiente.
3. Usted ha tomado el tiempo que su amigo Lefty tarda armando aparatos. Su tiempo promedio fue
de 12 minutos para los dos ciclos que usted cronometró. Él se estaba esforzando mucho y usted
piensa que ninguno de los otros nueve operarios que desempeñan el mismo trabajo puede superar su
tiempo. ¿Está usted preparado para plantear este tiempo como el estándar para fabricar un pedido de 5 000 aparatos? De lo contrario, ¿qué otra cosa debe hacer?
Usted ha programado su amigo, Lefty, montaje widgets. Su tiempo promedio de 12 minutos para
los dos ciclos que cronometrado. Él estaba trabajando muy duro, y usted cree que ninguno de los
otros nueve operadores que realizan el mismo trabajo puede vencer a su tiempo. ¿Estás listo para
poner ahora en adelante como el estándar para hacer un pedido de 5.000 widgets? Si no, ¿qué más
se puede hacer? Anexo TN5.10 se puede utilizar para evaluar la adecuación del tamaño de la
muestra (es decir, el número de tiempos de ciclo). El tiempo promedio en horas para los dos
primeros ciclos es 0.200. Puesto que hay que ser 5000 widgets de cada una de ciclo requiere,
Universidad Mayor de San Andrés Facultad de Ciencias Económicas y Financieras Administración de Empresas
Ing. Javier M. Aliaga
ADMINISTRACIÓN DE OPERACIONES I – DISEÑO DE PUESTOS Y MEDICIÓN DEL TRABAJO Página 15
entonces, de acuerdo a la Prueba TN5.10, el número apropiado de ciclos para ser estudiados es 8.
Así, seis ciclos adicionales deben ser programados. También, es importante saber si ser zurdo afecta
el tiempo de montaje y si el esfuerzo añadido de Izquierda será responsable del mismo a través de calificación de desempeño para asegurar que todos los trabajadores tendrán un razonable estándar....
4. Comente acerca de lo siguiente:
a) “La medición del trabajo es una antigualla. Hemos automatizado nuestra oficina y ahora
procesamos cada factura por medio de nuestra computadora (después de que nuestros 25 oficinistas han mecanografiado los datos para meterlos a la base de datos de la computadora)”.
"La medición del trabajo es viejo sombrero. Hemos automatizado nuestra oficina, y ahora ejecutar
cada proyecto de ley a través de nuestro equipo (después de nuestros 25 empleados han introducido
los datos en nuestra base de datos de la computadora). "Si bien la medición del trabajo puede ser"
viejo sombrero "ante la informatización, el hecho es que hay 25 empleados que realizan un trabajo manual que es susceptible de análisis y métodos de estudio de tiempo.
b) “Es más conveniente que nuestros trabajadores no sepan que estamos estudiando sus tiempos. De
tal suerte, no se podrán quejar de que estamos entorpeciendo el camino cuando establecemos estándares de tiempos”.
"Lo mejor es que nuestros trabajadores no saben que están siendo tiempo estudiado. De esa manera,
no se puede quejar de nosotros en el camino cuando establecimos estándares de tiempo. "Esto no
sólo viola las buenas prácticas de estudio de tiempo, sino que también deja la empresa abierta a las
reacciones de desconfianza de los trabajadores y los sindicatos. La mayoría de las grandes empresas
tienen políticas específicas sobre cómo las normas se deben establecer y rara vez tendrían una unión de acuerdo con el enfoque encubierta defendido en la declaración anterior.
c) “Cuando todo el mundo forme parte del plan de incentivos, pondremos en marcha nuestro programa de medición del trabajo”.
"Una vez que tengamos todos en un plan de incentivos, entonces vamos a empezar nuestro
programa de medición del trabajo." Esto es extremadamente mala práctica. Incentivos salariales
nunca se deben instituir hasta que se miden y se estandarizaron los empleos.
d) “Está bien hablar de ritmo cuando se trata de bailar, pero no tiene cabida en el taller de la planta”.
"El ritmo está muy bien para bailar, pero no tiene lugar en el taller." Uno de los principios de la
economía de movimiento es "el trabajo debe estar dispuesto para proporcionar un ritmo natural que
puede ser automático."
5- El nuevo gurú de mejora de los procesos de su compañía está muy activo ofreciendo y
requiriendo autoservicio en línea en todos los niveles de la administración, desde hacer arreglos
para viajes hasta presentar solicitudes de cheques, reportes de gastos de viaje e incluso evaluaciones del desempeño en línea. ¿Qué le aconsejaría usted al gurú al respecto?
Amplios planes de incentivos financieros Organización cubren todos los trabajadores. Algunas
unidades o individuos pueden haber contribuido más a los beneficios empresariales que otros. ¿Esto
en detrimento de la eficacia del sistema de plan de incentivos? ¿Cómo sería su plan de incentivos
Universidad Mayor de San Andrés Facultad de Ciencias Económicas y Financieras Administración de Empresas
Ing. Javier M. Aliaga
ADMINISTRACIÓN DE OPERACIONES I – DISEÑO DE PUESTOS Y MEDICIÓN DEL TRABAJO Página 16
para una pequeña empresa de desarrollo de software de comparar a una empresa de fabricación de automóviles establecido?
Participación de los trabajadores es una dimensión importante de los planes de incentivos. La
contribución de las unidades o individuos a los beneficios empresariales, naturalmente, será
diferente debido a la ley de los rendimientos marginales decrecientes. Esto significa que los planes
eficaces serán diseñados para generar mejoras en la productividad en toda la organización. Una
pequeña empresa de desarrollo de software probablemente podría llegar a funcionar con un plan
general que abarca a todos los empleados, mientras que una empresa de fabricación de automóviles grandes probablemente aplicar diferentes planes para los diferentes sectores de la organización.
PROBLEMAS
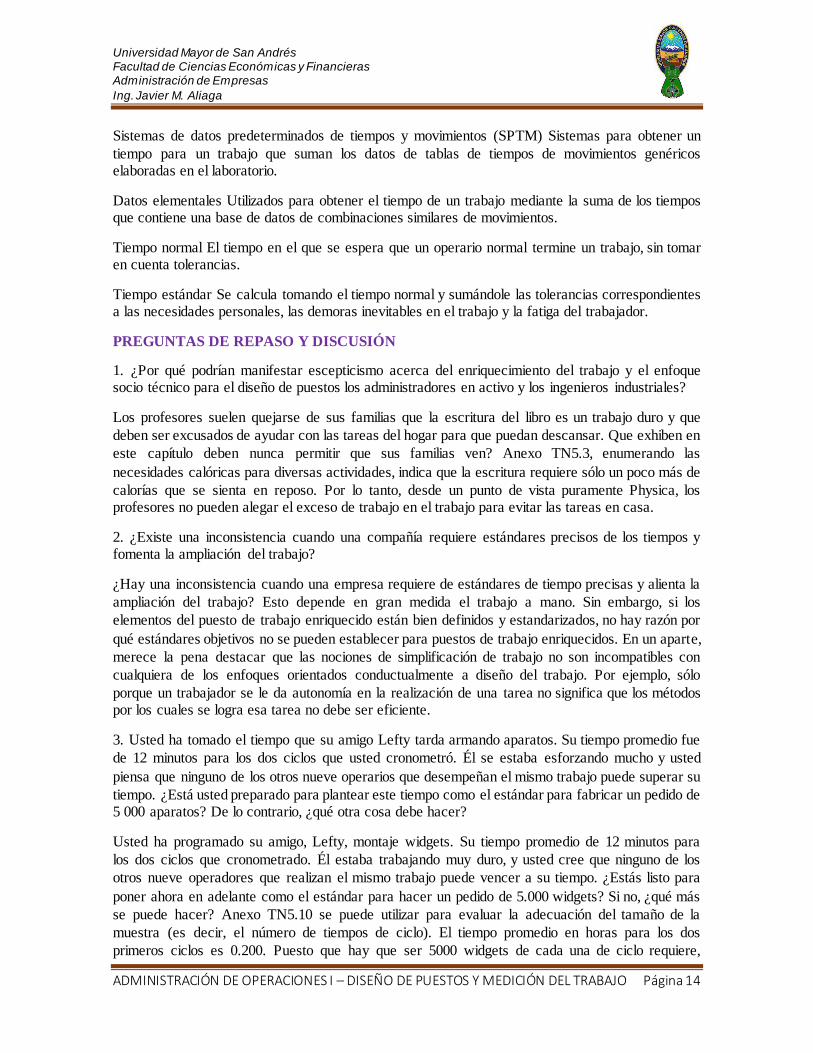
2. Se estudiaron los tiempos de un trabajo existente para elaborar nuevos estándares de los tiempos.
Se observó a un trabajador durante 45 minutos. En ese tiempo produjo 30 unidades. El analista
consideró que el trabajador actuó a un índice de desempeño de 90%. Las tolerancias que otorga la empresa para descanso y asuntos personales es de 12%.
a) ¿Cuál es el tiempo normal para la tarea?
NT = (tiempo total) (trabajando proporción de tiempo) (índice de rendimiento) / (número total de piezas producidas) = (45 minutos) (1) (. 90) / 30 = 1,35 minutos
b) ¿Cuál es el estándar de tiempo para la tarea?
La producción diaria en estándar = 8 horas (60 minutos por hora) /1.51 minutos = 317.9 unidades
Dado que este trabajador no alcanzó la salida estándar, ningún bono se pagaría. Pago sería de 8 horas por día ($ 6 por hora) = $ 48
3. Bullington Company quiere establecer un estándar de tiempo para la operación de pintar
herraduras de recuerdo de la Aldea de Pioneros del lugar. Se usará el muestreo del trabajo. Es
esencial que el tiempo trabajado promedie 95% del tiempo total (tiempo trabajado más tiempo
inactivo). Un estudiante está dispuesto a encargarse de hacer el muestreo del trabajo entre las 8:00
a.m. y las 12:00 del mediodía. El estudio abarcará 60 días laborables. Use la ilustración 6A.5 y un
error absoluto de 2.5%. Utilice la tabla de números aleatorios (apéndice F) para calcular el horario
de las muestras del primer día (es decir, muestre la hora del día en que se debe efectuar una
observación del tiempo trabajado/ inactivo). Pista: Inicie la selección de números aleatorios con el primer recorrido.
p = 95%, error absoluto = 2,5%
Desde exposiciones TN5.11, n = 304. Promedio de muestras por día = 304 muestras / 60 días = 5,07
El uso de números aleatorios del Apéndice B, los siguientes tiempos de observación se pueden obtener para el primer día:
Tiempo Asignar numero
8:00 – 8:59 000 – 059
9:00 – 9:59 100 – 159 10:00 – 10:59 200 – 259
Universidad Mayor de San Andrés Facultad de Ciencias Económicas y Financieras Administración de Empresas
Ing. Javier M. Aliaga
ADMINISTRACIÓN DE OPERACIONES I – DISEÑO DE PUESTOS Y MEDICIÓN DEL TRABAJO Página 17
11:00 – 11:59 300 - 359
Los números aleatorios del Apéndice: 799, 077, 383, 683, 152, 331, 285, 045, 513, 456, 176, 524, 574, 151, 322
Respuesta variará dependiendo de los números aleatorios seleccionados.
Número aleatorio Tiempo de observación
045 8:45 151 9:51
152 9:52
322 11:22
331 11:31
5. Suponga que quiere establecer un estándar de tiempo para una panadera que se especializa en
hacer donas cuadradas. Un estudio de muestreo del trabajo de su “jornada de donas” arrojó estos
resultados:
Tiempo invertido (trabajado y descanso) 320 minutos
Numero de domas producidas 5.000
Tiempo trabajado 280 minutos
Índice del desempeño 120%
Tolerancias 10%
¿Cuál es el tiempo estándar por dona?
NT = (tiempo total) (trabajando proporción de tiempo) (índice de rendimiento) / (número total de
piezas producidas) = (280 minutos) (1) (1.25) / 5000 = 0,07 minutos
𝑆𝑇 = 𝑁𝑇(1 ÷ 𝑎𝑙𝑙𝑜𝑤𝑎𝑛𝑐𝑒) = 0.07(1 + 10) = 0.77 𝑚𝑖𝑛𝑢𝑡𝑜𝑠
𝑆𝑇 =𝑁𝑇
(1 − 𝑎𝑙𝑙𝑜𝑤𝑎𝑛𝑐𝑒)=
0.07
(1 − 0.10)= 0.78 𝑚𝑖𝑛𝑢𝑡𝑜𝑠
6. En un intento por elevar la productividad y bajar los costos, Rho Sigma Corporation piensa
instituir un plan de pago de incentivos en su planta fabril. Al preparar los estándares para la
operación, los analistas de un estudio de tiempos observaron a un trabajador durante 30 minutos.
Durante ese tiempo, el trabajador terminó 42 piezas. Los analistas calificaron la producción del
trabajador con un 130%. El salario base del trabajador es de 5 dólares por hora. La empresa ha establecido una tolerancia de 15% para la fatiga y el tiempo personal.
a) ¿Cuál es el tiempo normal para la tarea?
NT = (tiempo total) (trabajando proporción de tiempo) (índice de rendimiento) / (número total de piezas producidas) = (30 minutos) (1) (1.30) / 42 = 0,9286 minutos
b) ¿Cuál es el tiempo estándar para la tarea?
𝑆𝑇 = 𝑁𝑇(1 ÷ 𝑎𝑙𝑙𝑜𝑤𝑎𝑛𝑐𝑒) = 9286(1 ÷ 15) = 1.0679 𝑚𝑖𝑛𝑢𝑡𝑜𝑠
Universidad Mayor de San Andrés Facultad de Ciencias Económicas y Financieras Administración de Empresas
Ing. Javier M. Aliaga
ADMINISTRACIÓN DE OPERACIONES I – DISEÑO DE PUESTOS Y MEDICIÓN DEL TRABAJO Página 18
𝑆𝑇 =𝑁𝑇
(1 ÷ 𝑎𝑙𝑙𝑜𝑤𝑎𝑛𝑐𝑒)=
0.9286
(1 − 0.15)= 1.0925 𝑚𝑖𝑛𝑢𝑡𝑜𝑠
c) Si el trabajador produjera 500 unidades durante una jornada de ocho horas, ¿cuánto dinero ganaría?
La producción diaria en estándar = 8 horas (60 minutos por hora) /1.0679 minutos = 449.5 unidades
Si se producen 500 unidades, los salarios (días) sería 500 / 449,5 multiplicado por $ 5 por hora
veces 8 horas por día = $ 44.49
7. Como los nuevos reglamentos cambiarán enormemente los productos y los servicios que brinden
las instituciones de ahorro y crédito es necesario realizar estudios de tiempos de los cajeros y demás
personal para determinar el número y el tipo de personas que se necesitarán y porque se podrían
instituir planes salariales de pago de incentivos. Como ejemplo de los estudios a los que se someterán distintas tareas, piense en el problema siguiente y encuentre respuestas adecuadas.
Se montó un caso hipotético en el cual el cajero (que sería renombrado como asesor de cuenta) tuvo
que estudiar la cartera de un cliente y establecer, en su caso, si era más beneficioso consolidar
diversos CD en una sola emisión ofrecida actualmente o dejar la cartera como estaba. El estudio de tiempos aplicado al cajero produjo estos resultados:
Tiempo del estudio 90 minutos
Numero de carteras estudiadas 10 carteras
Índice del desempeño 130%
Descanso para tiempo personal 15%
Nuevo salario propuesto por el cajero $12 por hora
a) ¿Cuál es el tiempo normal para que un cajero haga un análisis de la cartera de CD?
NT = (tiempo total) (trabajando proporción de tiempo) (índice de rendimiento) / (número total de piezas producidas) = (90 minutos) (1) (1.30) / 10 = 11,7 minutos
b) ¿Cuál es el estándar de tiempo para el análisis?
La producción diaria en estándar = 8 horas (60 minutos por hora) /13.455 minutos = 35.67447 unidades
Si se producen 50 unidades, los salarios (días) serían 50 / 35.67447 multiplicado por $ 12 por veces horas 8 horas por día = $ 134.55
8. Según las observaciones de un gerente, un molino estaría inactivo alrededor del 30% del tiempo.
Prepare un plan de muestreo del trabajo para determinar el porcentaje de tiempo inactivo, exacto
dentro de un margen de error de 3% (±3%) con un grado de confiabilidad de 95%. Utilice los
números aleatorios del apéndice B para derivar el horario de muestras del primer día (suponga que
las muestras se tomarán durante 60 días y que se usa un turno de ocho horas, de 8:00 a 12:00 y de 1:00 a 5:00).
p = 30%, error absoluto = 3%
Universidad Mayor de San Andrés Facultad de Ciencias Económicas y Financieras Administración de Empresas
Ing. Javier M. Aliaga
ADMINISTRACIÓN DE OPERACIONES I – DISEÑO DE PUESTOS Y MEDICIÓN DEL TRABAJO Página 19
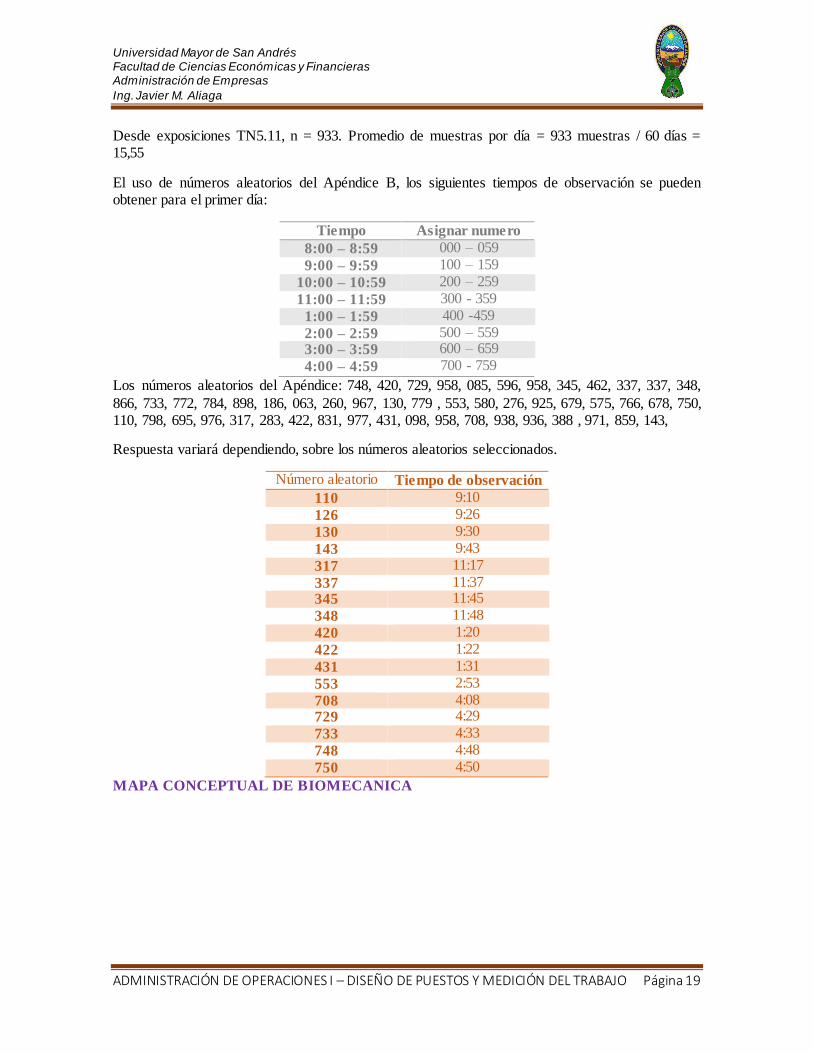
Desde exposiciones TN5.11, n = 933. Promedio de muestras por día = 933 muestras / 60 días = 15,55
El uso de números aleatorios del Apéndice B, los siguientes tiempos de observación se pueden obtener para el primer día:
Tiempo Asignar numero
8:00 – 8:59 000 – 059
9:00 – 9:59 100 – 159
10:00 – 10:59 200 – 259
11:00 – 11:59 300 - 359
1:00 – 1:59 400 -459
2:00 – 2:59 500 – 559 3:00 – 3:59 600 – 659
4:00 – 4:59 700 - 759
Los números aleatorios del Apéndice: 748, 420, 729, 958, 085, 596, 958, 345, 462, 337, 337, 348,
866, 733, 772, 784, 898, 186, 063, 260, 967, 130, 779 , 553, 580, 276, 925, 679, 575, 766, 678, 750, 110, 798, 695, 976, 317, 283, 422, 831, 977, 431, 098, 958, 708, 938, 936, 388 , 971, 859, 143,
Respuesta variará dependiendo, sobre los números aleatorios seleccionados.
Número aleatorio Tiempo de observación
110 9:10
126 9:26
130 9:30
143 9:43
317 11:17
337 11:37 345 11:45
348 11:48
420 1:20
422 1:22
431 1:31
553 2:53
708 4:08 729 4:29
733 4:33
748 4:48
750 4:50
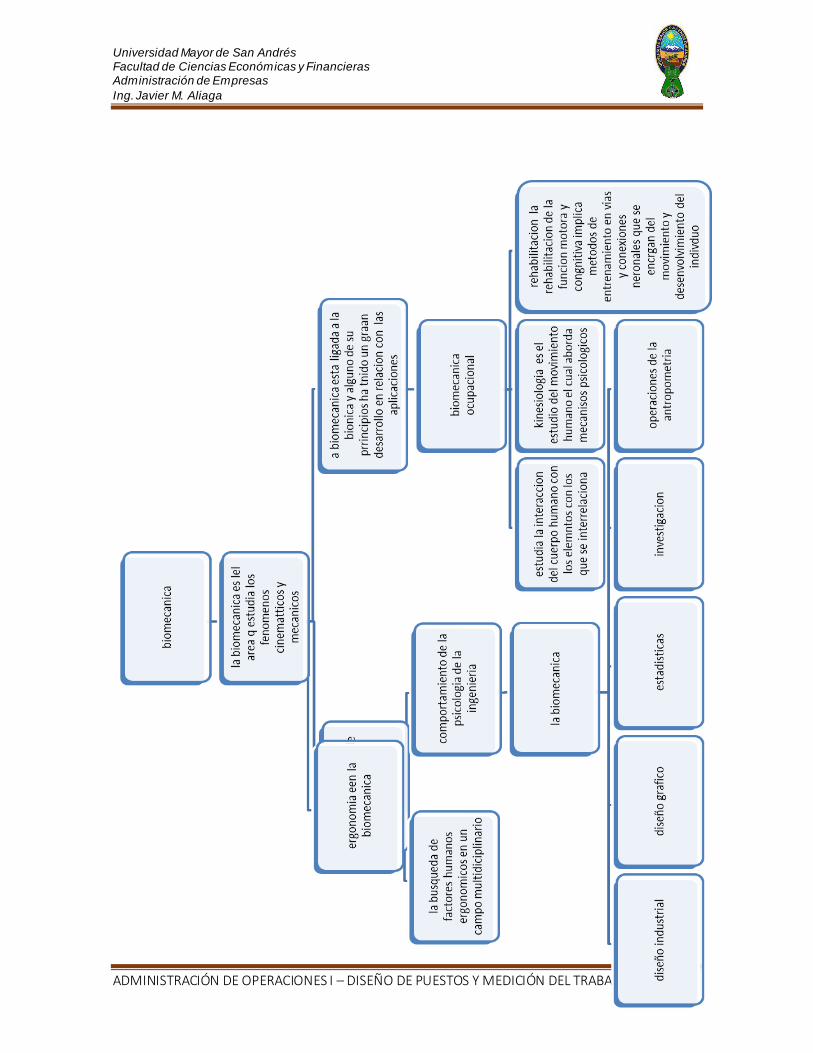
MAPA CONCEPTUAL DE BIOMECANICA
Universidad Mayor de San Andrés Facultad de Ciencias Económicas y Financieras Administración de Empresas
Ing. Javier M. Aliaga
ADMINISTRACIÓN DE OPERACIONES I – DISEÑO DE PUESTOS Y MEDICIÓN DEL TRABAJO Página 20
Universidad Mayor de San Andrés Facultad de Ciencias Económicas y Financieras Administración de Empresas
Ing. Javier M. Aliaga
ADMINISTRACIÓN DE OPERACIONES I – DISEÑO DE PUESTOS Y MEDICIÓN DEL TRABAJO Página 21
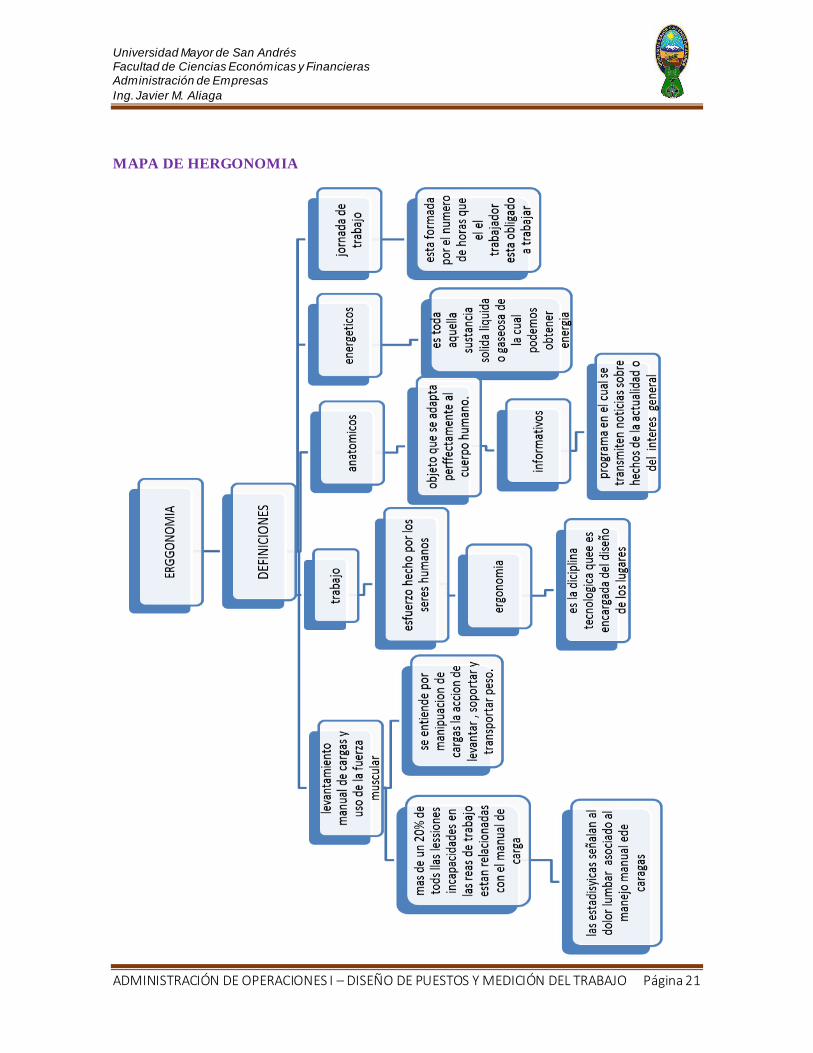
MAPA DE HERGONOMIA
Universidad Mayor de San Andrés Facultad de Ciencias Económicas y Financieras Administración de Empresas
Ing. Javier M. Aliaga
ADMINISTRACIÓN DE OPERACIONES I – DISEÑO DE PUESTOS Y MEDICIÓN DEL TRABAJO Página 22
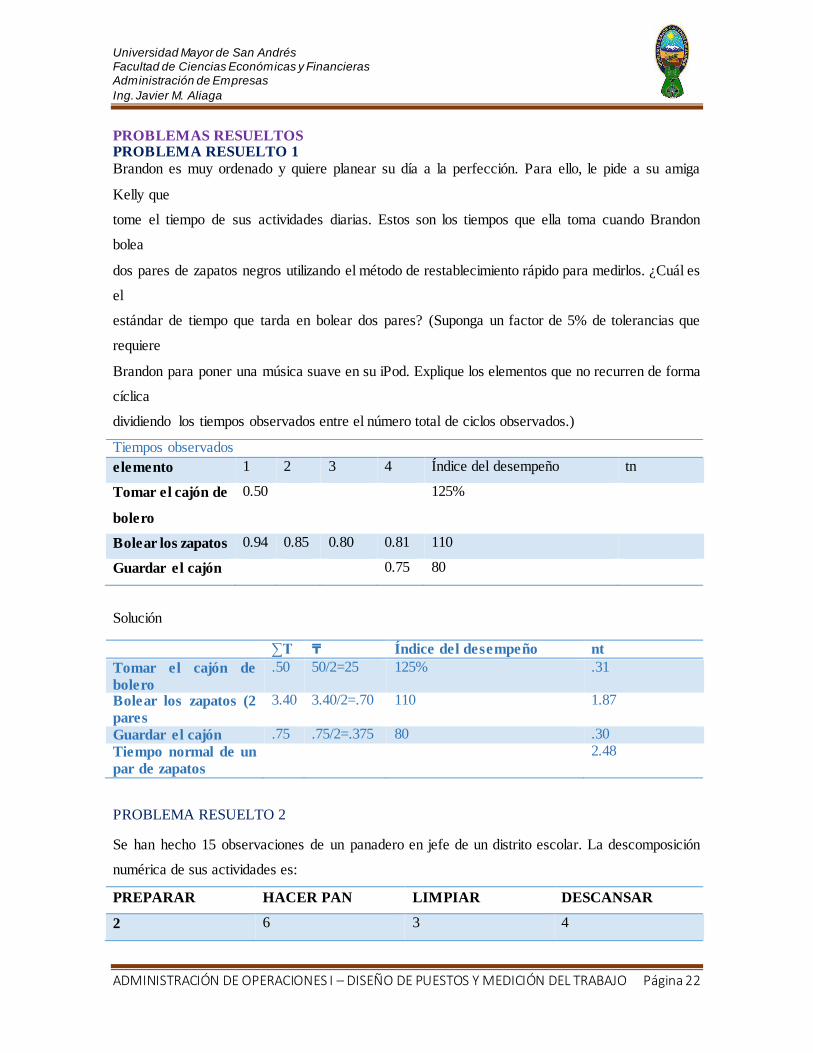
PROBLEMAS RESUELTOS PROBLEMA RESUELTO 1
Brandon es muy ordenado y quiere planear su día a la perfección. Para ello, le pide a su amiga
Kelly que
tome el tiempo de sus actividades diarias. Estos son los tiempos que ella toma cuando Brandon
bolea
dos pares de zapatos negros utilizando el método de restablecimiento rápido para medirlos. ¿Cuál es
el
estándar de tiempo que tarda en bolear dos pares? (Suponga un factor de 5% de tolerancias que
requiere
Brandon para poner una música suave en su iPod. Explique los elementos que no recurren de forma
cíclica
dividiendo los tiempos observados entre el número total de ciclos observados.)
Tiempos observados
elemento 1 2 3 4 Índice del desempeño tn
Tomar el cajón de
bolero
0.50 125%
Bolear los zapatos 0.94 0.85 0.80 0.81 110
Guardar el cajón 0.75 80
Solución
∑T ₸ Índice del desempeño nt
Tomar el cajón de
bolero
.50 50/2=25 125% .31
Bolear los zapatos (2
pares
3.40 3.40/2=.70 110 1.87
Guardar el cajón .75 .75/2=.375 80 .30
Tiempo normal de un
par de zapatos
2.48
PROBLEMA RESUELTO 2
Se han hecho 15 observaciones de un panadero en jefe de un distrito escolar. La descomposición
numérica de sus actividades es:
PREPARAR HACER PAN LIMPIAR DESCANSAR
2 6 3 4

Universidad Mayor de San Andrés Facultad de Ciencias Económicas y Financieras Administración de Empresas
Ing. Javier M. Aliaga
ADMINISTRACIÓN DE OPERACIONES I – DISEÑO DE PUESTOS Y MEDICIÓN DEL TRABAJO Página 23
Con base en esta información diga cuántas observaciones de muestras de trabajo se necesitan para
determinar
la cantidad de tiempo que el panadero dedica a hacer pan. Suponga que desea una exactitud
absoluta
de 5% y un grado de confiabilidad de 95%.
SOLUCION;
Para calcular el número de observaciones use la fórmula que se presenta al pie de la ilustración
6A.5 dado
que se requiere una confiabilidad de 95% (es decir, Z ≅ 2).