Diseño de Proceso Petroquímico
360
4'" 4PDVS A A CIED "- ' . ' Diseño de Procesos Petroquímico s ) elejT @, AOL, . )' ,..
-
Upload
vergadeburro -
Category
Documents
-
view
346 -
download
6
Transcript of Diseño de Proceso Petroquímico
4'"
4PDVSAA CIED"- ' . '
Diseño de Procesos Petroquímicos
)
elejT @, AOL,
.
)'
,..
ContenidoPresentación
qj_ / ProblemasAnexos
ContenidoIntroducciónObjetivos General / Especifico
pfigis
Introducción
La acción de adiestramiento ha sido diseñada con la fmalidad d eadiestrar el personal en el área de Diseño de Procesos Petroquímicos .
Este manual trata sobre los diversos procedimientos y criterios que deb eutilizar el ingeniero de procesos que trabaja en el área petroquímica ,durante el diseño y/o especificación de unidades y equipos d eprocesos .
Para el desarrollo efectivo del proceso de enseñanza - aprendizaje y e llogro de los objetivos de aprendizaje planificados, es importante que e lfacilitador oriente la acción de adiestramiento considerando las pauta sinstruccionales sugeridas en este manual .
Objetivo general
Aplicar los procedimientos y criterios de diseño de procesos, a fin de optimar l a
evaluación, diseño y/o especificación de equipos, plantas y unidades de
procesos petroquímicos .
Para lograr estos objetivos se utilizaran los manuales de diseño de procesos y d e
ingenieria de diseño existentes en PDVSA.
Objetivos Específicos :
1. Identificar los tipos de documentos utilizados por el ingeniero de
procesos .
2. Aplicar conceptos básicos, parámetros, procedimientos y herramienta s
de cálculos, para el diseño de platos de columnas de destilación .
3. Identificar los tipos de bombas con sus características y calcular e l
NSPH y potencia del motor .
4. Identificar los diferentes tipos de compresores y calcular el cabezal
politrópico y la potencia del motor .
5. Aplicar los procedimientos de cálculo para determinar la caída d e
presión y patrón de flujo en sistemas de una y dos fases, y fluidos n o
newtonianos (lechada ) .
6. Desarrollar cálculos hidráulicos en sistemas de tuberías y calcular
válvulas de control de procesos .
7. Conocer y aplicar las consideraciones básicas para el diseño d e
tambores .
8. Calcular la temperatura y presión de diseño en tuberías y equipo s
asociados .
9. Aplicar los principios básicos de seguridad integral al diseño de planta sy calcular válvulas de seguridad.
Copyright, Abril 2001, Centro Internacional d eEducación y Desarrollo, CIED .
Diseño de Procesos Petroquímicos
Advertencia
Esta obra es propiedad del Centro Internacional de Educación yDesarrollo CIED, Asociación Civil y Filial de Petróleos d eVenezuela S .A. y está protegida por derechos de Autor y/oCOPYRIGHT.
Está expresamente prohibida su reproducción parcial o total po rcualquier medio y restringido su uso sin la autorización previa po rescrito del titular.
Cualquier violación de estas disposiciones es contraria a la ley eimplica acciones civiles y penales a los infractores .
Información sobre esta obra puede ser solicitada en el :Centro Internacional de Educación y Desarrollo, (CIED),Centro de Información y Documentación Integral, (CIDI) .Av. Intercomunal Baruta - El Hatillo con calle El Angel de La Tahona ,Urb . Las Esmeraldas, Baruta, Estado Miranda
Créditos :
Diseño elaborado en la Gerencia de Tencnología Educativa, (SedeCorporativa )
Especialistas de Contenido:
Rafael Puente Duan yFrancisco Rodriguez
Diseñador Instruccional :
* Femando Cedré
Contenido
Capítulo I . Introducción al Diseño de Procesos• Fuentes de información• Conceptos• Fundamentos básicos del diseño de proceso s• Procesos de diseño• Fases de un proyecto• Productos de diseñ o
Capítulo II. Destilación: Cálculo de Plato de Destilación• Fuentes de información• Caracteristicas de platos• Plato de alimentación• Anexos
Capítulo III . Bombas• Fuentes de información• Bombas• Bombas centrifugas• Cabezal neto de succión positiva• Anexos
Capítulo IV. Compresores : Cálculo de Compresor
• Fuentes de información• Usos típicos de compresores• Rango de aplicaciones de compresores• Curvas caracteristicas de los principales tipos d e
.compresores• Terminología de las curvas de compresores centrifugos• Leyes de afinidad para sopladores• Métodos para el cálculo de compresores centrífugo s• Anexos
Titulo del capitulo o unidad
1-7
Capítulo V. Flujo de Fluidos• Fuentes de información• Teorema de Bernoull i• Caída de presión por fricción en tuberías• Coeficientes de resistencia• Longitudes equivalentes de conexiones• Fluidos compresibles• Métodos simplificados para calcular OP
• Flujo bifásico• Orificio de restricción• Velocidad sónica en tuberías• Anexos
Capítulo VI . Control de Procesos : Cálculo Hidráulico• Fuentes de información• Control de procesos• Control de flujo• Control de nivel• Control de presión• Control de temperatur a• Diagramas de controle s• Torres de destilación• Válvulas de contro l• Anexo s
Capítulo VII. Diseño de Tambores : Diseño de Tambor• Fuentes de información• Tambores separadore s• Consideraciones básicas para el diseñ o• Velocidad crítica de arrastre• Retención de líquid o• Boquilla de entrada y del distribuidor• Deflectores anti-vórtice s• Geometría globa l• Re-arrastre de líquid o• Diseño
Capítulo VIII . Temperatura y Presión de Diseñ o• Fuente de información• Temperatura y presión de diseño : Conceptos básicos• Temperatura y presión de diseño de torres• Guías referentes a recipiente s• Guías relativas a la temperatura de diseño para .tuberias• Consideraciones relativas a la presión de diseño• Bridas de tuberias• Presión de diseño aguas abajo de bomba s• Espaciado de los equipo s• Ubicación relativa de los equipos• Distribución de los equipo s• Anexo s
Capítulo IX. Seguridad en Diseño: Cálculo de Válvula de Seguridad• Fuentes de información• Principios generale s•
Requerimientos generales según el código ASME pararecipientes a presión
• Definiciones• Diseño con seguridad operativ a• Contingencia• Contingencias especiales• Válvulas de alivio de presión• Cálculo del área mojada• Anexos
Titulo del capítulo o unidad
1-9
0 PDVSACIE D
PDVS A
Notas :
"gA~t~
veN,l u~
-i't.A.A)GS c o 1Zo & ~L''L V 1
PDVSA
~` Notas :
~~m
Diseño de Procesos Petroquímicos
Capítulo I
Introducción al Diseño de Proceso s
Post grado Ingeniería de Procesos Petroquímicos
PDVSA
Notas :
CIED
Introducción al Diseño de Procesos
Contenido
❑ Fuentes de Informació n
❑ Conceptos
❑ Fundamentos Básicos del Diseño de Proceso s
Procesos de Diseñó
❑ Fases de un Proyecto
❑ Productos de Diseñ o
Post grado Ingeniería de Procesos Petroquimicos
3
x~ PDVSA
Notas :
~ ~~m
Introducción al Diseño de Procesos
Fuentes de Información
í~ Guías de Gerencia para Proyectos de Inversión de Capita l(GGPIC), PDVSA, 1998
> Manual de Diseño de Procesos (MDP) Versión Corporativ aAutomatizada, 1997
> Manual de Ingeniería de Diseño (MID) .Versión CorporativaAutomatizada, 1997
Post grado Ingeniería de Procesos Petroquímicos
4
~x~ PDVSA
Notas :
~ cieo
Introducción al Diseño de Proceso s
Fuentes de Información (cont. . .)
> Manual de Diseño de Procesos Prácticas de Diseño, PDVSA ,1986
í̀es Programas de Simulación: ASPEN, PRO/II, HEXTRAN, HTR I
Y~ Programas de Cálculos : PROCALC
Post grado Ingeniería de Procesos Petroquímicos
5
~ ~~
Introducción al Diseño de Procesos
PmDVSA
Conceptos
➢ Diseñar
> Criterios de Diseño
> Prácticas de Diseño 4
r̂ a
> Prácticas de Ingeniería
&tut-
Post grado Ingeniería de Procesos Petroquimicos
a ,ve v.ra (k•7 a\
r„k)' I tNa '
` Notas:
1CsNC~AéZ
4 'bl `jQ FJ r,ek. .
~_ ..,
t CtzyA'f? .ir-',s ',
CiL~A~ ~ a± 3 ~
t `
' `g.
~ ~ ~ F m.
6
~ ~~~
Introducción al Diseño de Procesos
►~x~ PDVSA
Fundamentos Básicos del Diseño de Proceso s
Calculables
✓ Balance de Mas a✓ Balance de Energía✓ Transferencia de Masa y Calo r
i Variables
Economía -~ L o
a. cnvo c e
✓ Operacional -v i-a 8) of,tapst
roe ort r~tuo
✓ Seguridad -p y,u2,~a«A,
✓ Ambiente °43
o/
kA, at - M sa~a~ e N í ó~ce,~ a
Post grado Ingeniería de Procesos Petroquímicos
Notas :
sco uo, 4 4AIAN cjeL {L M. -LAIVC(t. C F ~,~ p..
P~E- vú® rat x, e ~
7
Introducción al Diseño de Proceso s
' Notas :
O PDVSA~~~
Fundamentos Básicos del Diseño de Procesos . (Cont . . . )
•
Lo más importante
Criterio (juicio)
• Conocer (estimar) todo aquello que pueda pasar (desviacione srazonables) y que pueda tener un impacto en el diseño .
Post grado Ingeniería de Procesos Petroquímicos
8
Introducción al Diseño de Procesos
LO e AV a-0 GI C4A.
QN; CC
T-
O L.)a
— l ---'—t'
C
&Jr_ 00
-'
‘
— ~lbrv
í \
?fUSlyvi)\ 0~ ~ 3A~ca Ck 'PI~iv
I'a-.0116-,rkoul: we
,s
cxy.t_ Q.k
,yanrltltrt
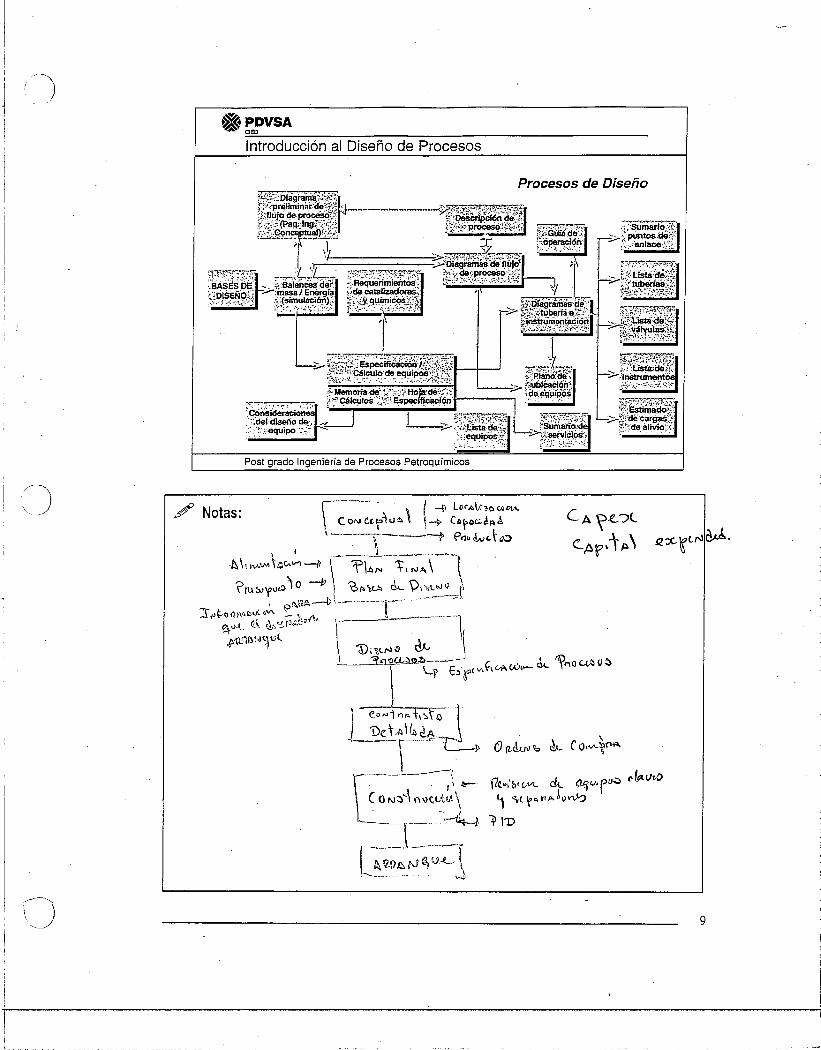
Procesos de Diseño
Post grado Ingeniería de Procesos Petroquímicos
-preliminar de`-.flujo de pro
(Paqi. lng Deasn:TP,,./ci. 6"°eProcese
,,, .
'-':y
l. EIt'nces
Re
nPrgfa de catal¢adores` ~i~F4;Pa
--:>-
Mentiki6ii
'Conaideraci%del diseño de .
equipo
Memoria de
Moia dd.?:Cálculos n Especificación
.
Notas :C A Vt. -X.
C'-,ZSF‘'kp1 $2'ar-r N
'D %cr.) .7 d.k
LI?
rc
t,A
ct;4
.í-j rm. -i.Mí3 -
De 1- 1 (0,, a,,,
0 !'?-Lp) C `,•A-úr"''
0 NSA invc,cAlcm,- dt..
ea.
) "'t. It, a n
tn).O
rD
9
Introducción al Diseño de Procesos
11TVSA
Fases de un Proyecto
De acuerdo con las Guías de Gerencia para Proyectos deInversión de Capital (GGPIC) de PDVSA
Visualización
Conceptualización
➢ Definición
i Implantación
Operació n
Post grado Ingeniería de Procesos Petroquímico s
Notas : Cot...J .\ t o
to
s
TntD k A
'
„
,
t
,
(:,c ,
po-ic
.
L
I' c„';,. , ,”
A
-I .A . ;, . ,
C
01111C,p El,,
lo
Introducción al Diseño de Procesos
►iX: PDVSA
Productos de un Diseñ o
➢ Especificación de Proceso s
➢ Paquete de Ingeniería Conceptua l
• Paquete de Ingeniería Básica
➢ Paquete de Ingeniería de Detall e
Post grado Ingeniería de Procesos Petroquímicos
Notas :
C 1asc.
~>Ji«c~~ovs-~ L tru.—Z -
:
~. 2afrr' ~
C— ; i kr1 er ~ti S Pt
7 'D ot ~. ~
CA~A0c,oqq
A n~s d tiS ;
-0 lC ~~CVa wt -Tv IcIA @C2 a J,ófm <t
in 3
c+y
(It C A ~A
corJTn~ 1~i N l--a .
17f,4,1A- Va
1 1
~~m
Introducción al Diseño de Procesos
Notas :
>XH PDVSA
Productos de un Diseño
i Especificación de Proceso s
i Paquete de Ingeniería Conceptual
i Paquete de Ingeniería Básica
i Paquete de Ingeniería de Detall e
Post grado Ingeniería de Procesos Petroquímicos
1 2
Destilación : Cálculo de Plato de Destilación
Ot
DVSA
Capítulo II
Entre en el patrón de diapositiva e indique el nombre de la organizació n
Notas :
—4) LA INUSA-Ac,c,,, Z A1191 Vt .): eb
IeO rk-
1 1
C1/A
Q-v. Ñ-Ltl\
G CJ Y‘(,
r 01-
Lcy-) i .)m cc- & +0 y2t- `
':tA-
, CIA,
-4
c -fZ
.^C,=:,A,. a
.
6w?c% ,
b-O 1g-o
00,,ts.e.-- -9' A
-
—tr!)
o rl,lle.o 7v1 A re).
SR-
PDVSACIED
Destilación : Cálculo de Plato de Destilación
Contenido
❑ Fuentes de información
❑ Características de los Platos
❑ Plato de alimentació n
❑ Anexos
Post grado Ingeniería de Procesos Petroquímico s
''' Notas :
A R N
CaA y'.e, k~
~ c
a O :AO
-- D'
Yl {, o,,L1
f\.i
.)`,
t
, , . D.. .
,
Vrs YL (, ,o
`l, rkts t, h'.., n „v, o
~
ti G S~_ 0,3,4
r3
2
Destilación: Cálculo de Plato de Destilació n
Notas :
~~ PDVSACIED
Fuentes de Informació n
> Manual de Diseño de Procesos : Prácticas de Diseño . Sección 3- BPDVSA, 1986 .
> Manual de Diseño de Procesos, versión automatizada PDVS A1997 .
➢ Fractionation Research, Inc (FRI) Manual .
Post grado Ingeniería de Procesos Petroquímicos
3
Destilación : Cálculo de Plato de Destilació n
Notas :
PuvsA~ ~~ m
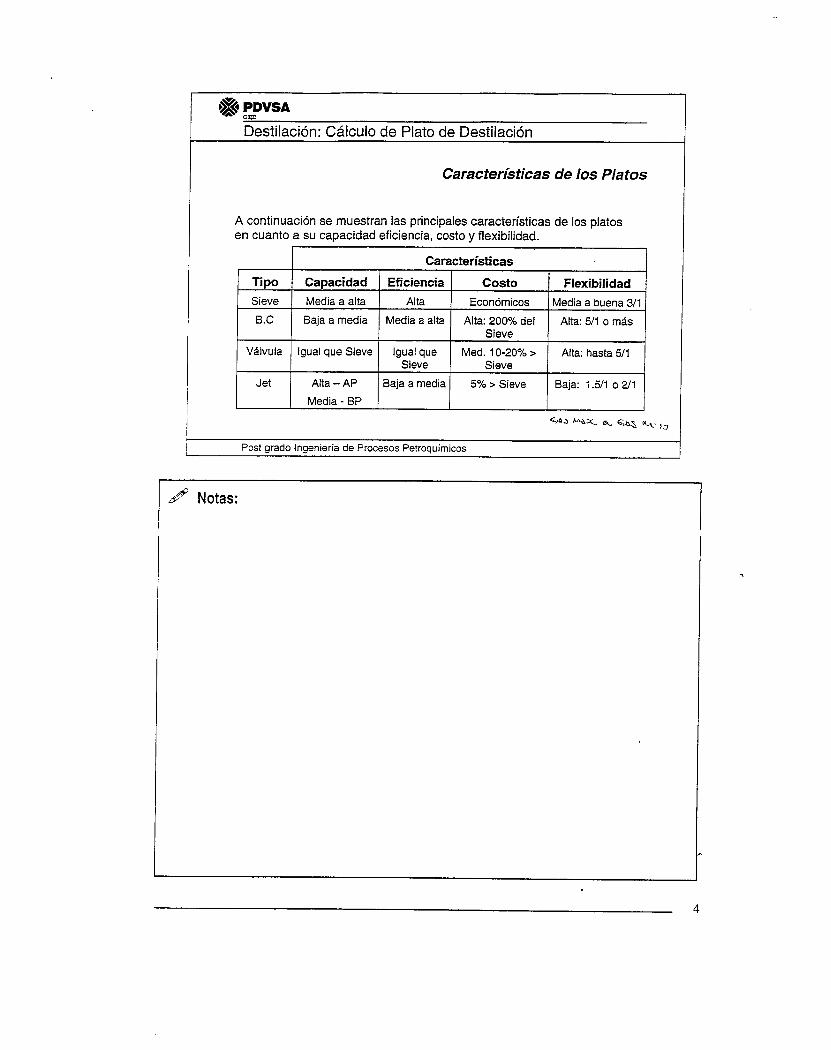
Características de los Platos
A continuación se muestran las principales características de los platosen cuanto a su capacidad eficiencia, costo y flexibilidad .
Características
Tipo Capacidad Eficiencia Costo Flexibilidad
Sieve Media a alta Alta Económicos Media a buena 3/ 1
B .0 Baja a media Media a alta Alta : 200% delSieve
Alta: 5/1 o más
Válvula Igual que Sieve Igual qu eSieve
Med . 10-20% >Sieve
Alta : hasta 5/ 1
Jet Alta — AP
Media - BP
Baja a media 5% > Sieve Baja: 1 .5/1 o 2/1
c.-Az
c. . 6c5 ~,t.3
Post grado Ingeniería de Procesos Petroquímicos
4
Destilación: Cálculo de Plato de Destilació n
►~x~ PDVSA~ ~~~
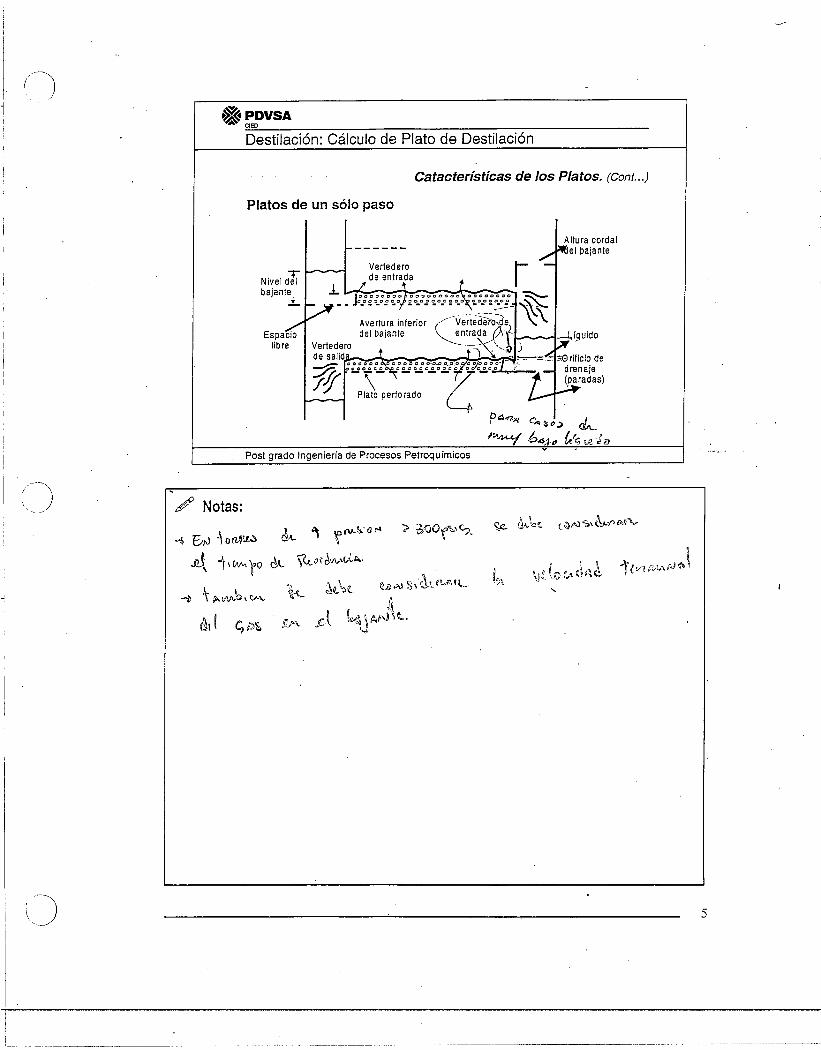
Catacterísticas de los Platos. (Cont . . . )
Platos de un sólo paso
Post grado Ingeniería de Procesos Petroquímico s
' Notas :;~,imJ
~ ~.0 µ
a~0
~
En) A or+~tcZ
Mú
i ~ ~^ `~o dl Zco; ~w*a.LA.
,
~
~~~6~
~si,l
~~~,t`a
@~~e:.a Só
~4
~
,h
-~9 k P. v~a.n.~a
,s
~ ~ .
Ot
Z.&
!ada~~ F,J
5
Destilación : Cálculo de Plato de Destilación
Notas :
PDVSAcieo
Características de los Platos. (cont. . .)
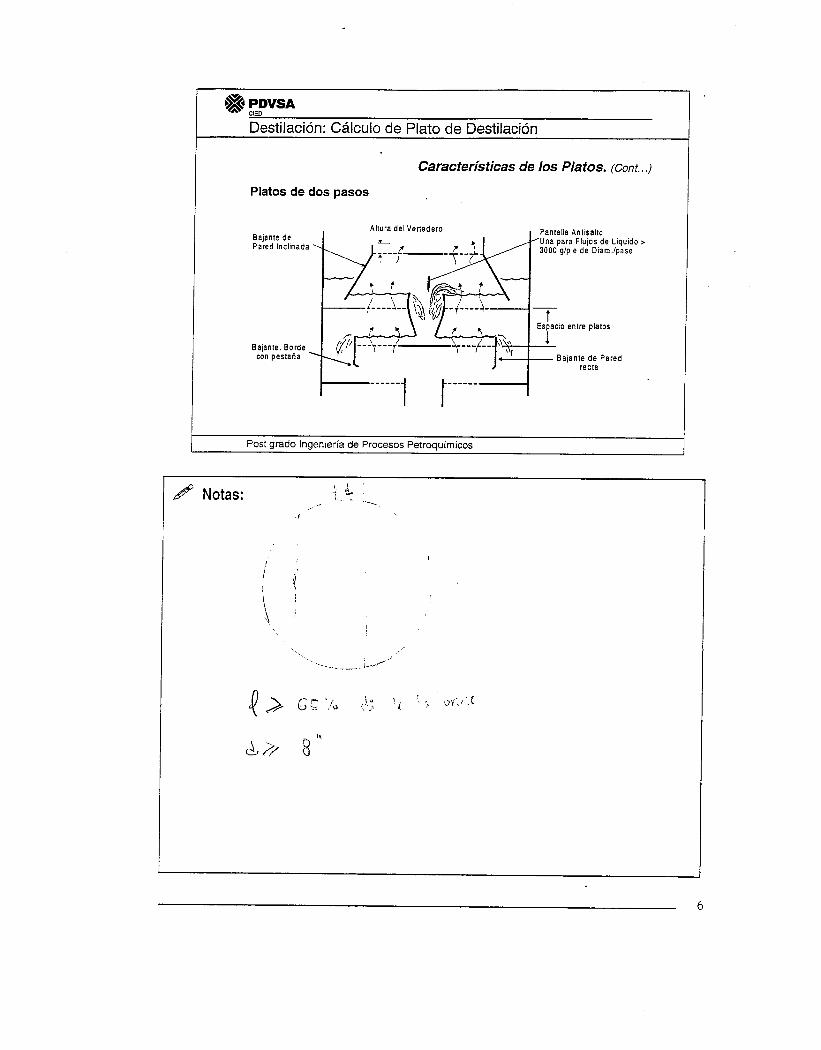
Platos de dos pasos
Altura del Vertedero Pantalla AntisaltoUna para Flujos de Líquido >3000 g/pie de Diám ./pas e
Espacio entre plato s
Bajante . Bord econ pestaña ~~
.
Bajante de Pare drect a
Post grado Ingeniería de Procesos Petroquímicos
6
Destilación : Cálculo de Plato de Destilación
PDVSACIED
Características de los Platos. (Cent. . . )
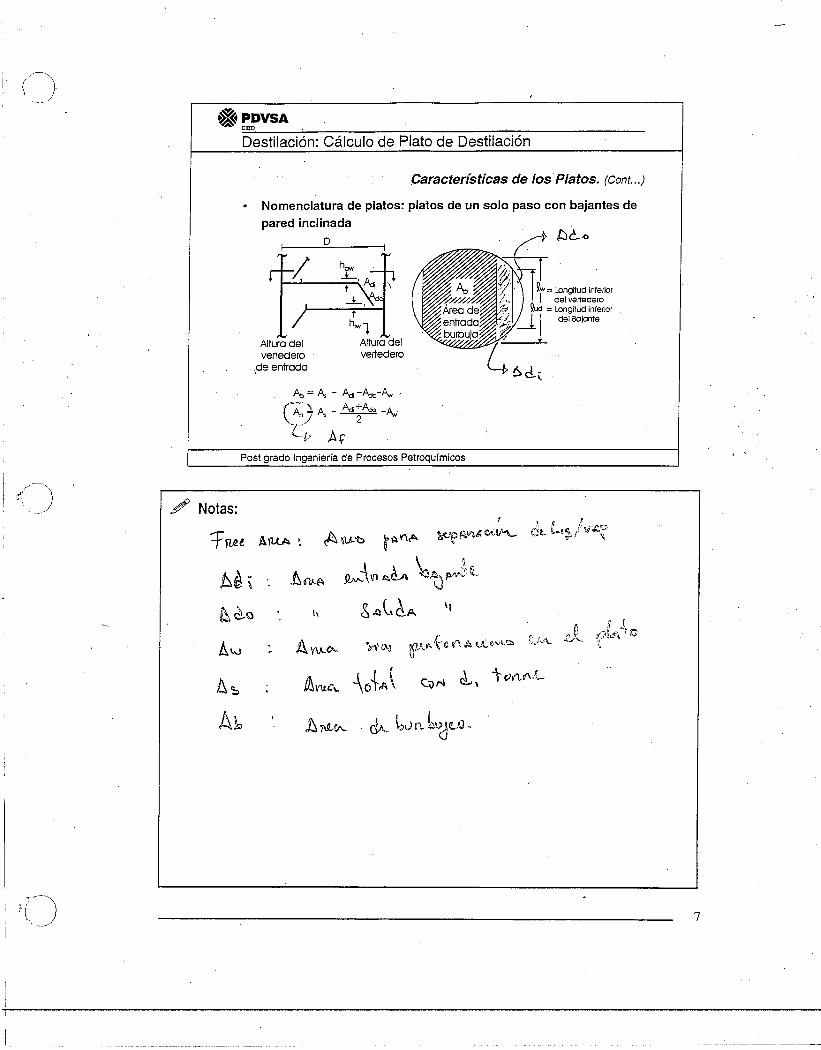
Nomenclatura de platos : platos de un solo paso con bajantes de
pared inclinad aD
/ D LD~
Altura del
Altura de lvertedero
vertederode entrada
= A5 - Adi -Ado-k -
A, '\= As -,\,,2
4,4/
Post grado Ingeniería de Procesos Petroquímicos
9 w = Longitud inferio rI
del vertederoQud = Longitud inferio r
del Bajante
Notas :
Tllet A rLeA
ti...Lt,
n^
A 1,--
o (I e,.4
',A.
Itatcv,
Osi',A
CD "I
1''r)(tiee,f_
,A W. cl/■_
k,J
PI,,(XA-1 0
nf-A
9..)u-:kn AAA \'Cli P
(1 -
wt? A,41
7
Destilación : Cálculo de Plato de Destilación
^~ PDVSA
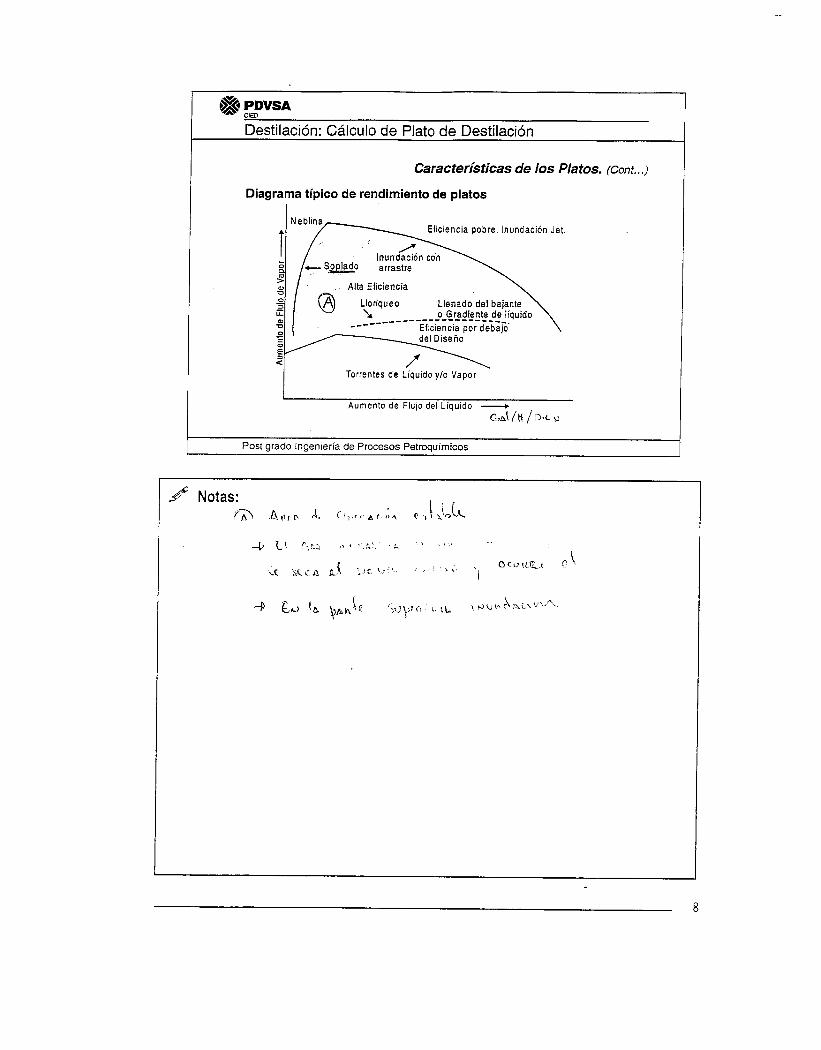
Aumento de Flujo del Líquido -CaI~F{~P, c
Post grado Ingeniería de Procesos Petroquímico s
Características de los Platos . (Cont. . )
Diagrama típico de rendimiento de plato s
NeblinaEficiencia pobre . Inundación Jet .
Lloriqueo
Llenado del bajante_-_
o Gradiente de líquido--------- ----------Eficiencia por debajodel Diseñ o
.
Notas :
lin« ;,
(I .,,r . ~ ~ . ( ;A
©cotI t
t4..
1
vs '\ .) .\
8
Destilación: Cálculo de Plato de Destilació n
Notas :
O PDVSA
Características de los Platos . (Cont. . . )
• Cálculos de verificación de operación de platos tipo Sieve
Verificar limitaciones, soplado y lloriqueo .
i Calcular hidráulica de los platos .
Calcular eficienci a
Post grado Ingeniería de Procesos Petroquímicos
9
Destilación: Cálculo de Plato de Destilación
' Notas :
O PmDVSA~~
Plato de Alimentación
Ubicación del plato de alimentación :
Para ubicar el plato de alimentación siga los siguientes pasos :
1. Ubicar de manera tal que la relación de componentes claves en e llíquido de alimentación sea parecida a la del líquido presente en e lplato de alimentación (regla práctica) .
2. Comparar con resultados de corridas de computación plato a plato desistemas similares .
Post grado Ingeniería de Procesos Petroquímicos
1 0
Destilación: Cálculo de Plato de Destilación
.
Notas :
TVSA
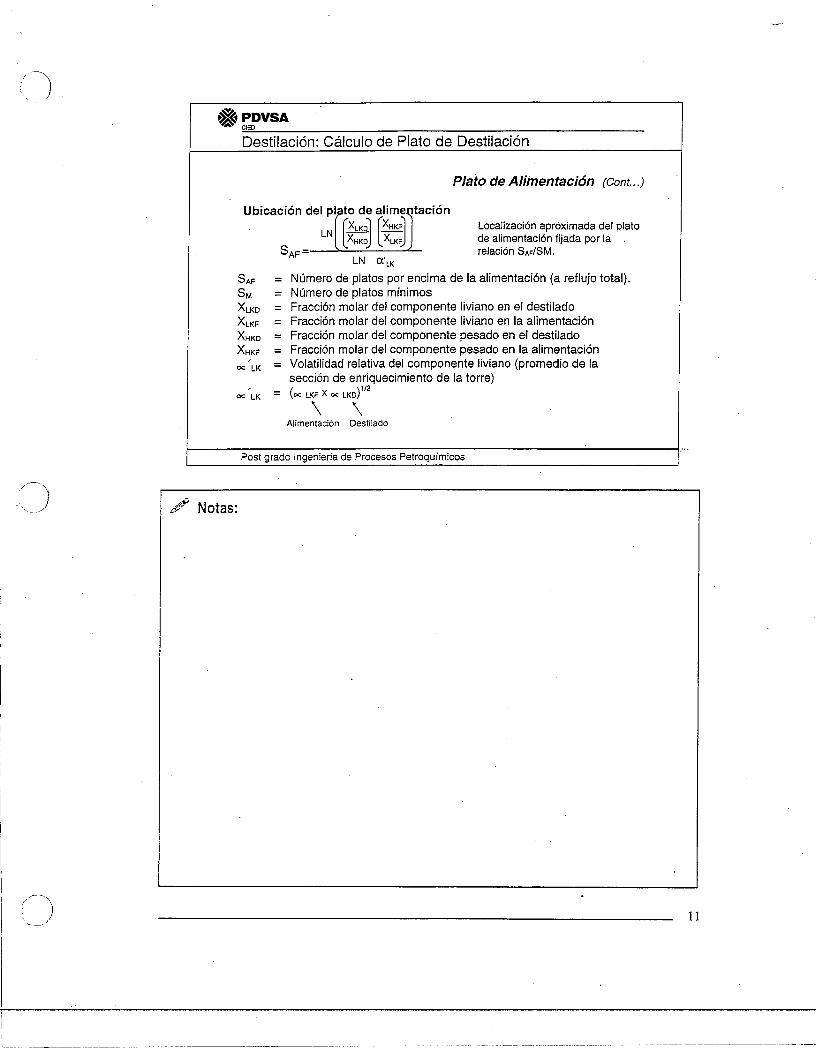
Plato de Alimentación (cont. . )
Alimentación Destilad o
Post grado Ingenieria de Procesos Petroquímico s
Ubicación del plpto de alimetació n
[XLKD]LN
X HKD XLKF
SAF =
SAF.S M
XLKD
XLKF
XHKD
XHK F
x LK
« LK
Localización apróximada del platode alimentación fijada por la .relación SAF/SM .
LN a' L K
Número de platos por encima de la alimentación (a reflujo total) .Número de platos mínimo sFracción molar del componente liviano en el destilad oFracción molar del componente liviano en la alimentació nFracción molar del componente pesado en el destilad oFracción molar del componente pesado en la alimentaciónVolatilidad relativa del componente liviano (promedio de l asección de enriquecimiento de la torre )
LKF X « LKD)112
1 1
Destilación : Cálculo de Plato de Destilación
Notas :
PDVSA
Plato de alimentación (Cont. . . )
Ubicación del plato de alimentación . (Cont. . . )
1. Utilizar ecuación de Fenske a reflujo total .
2. Realizar un estudio paramétrico sobre cálculo plato a plato (p .e . ,
ASPEN) o estudio paramétrico utilizando un modelo simplificado d e
torre de destilación .
Post grado Ingeniería de Procesos Petroquímicos
1 2
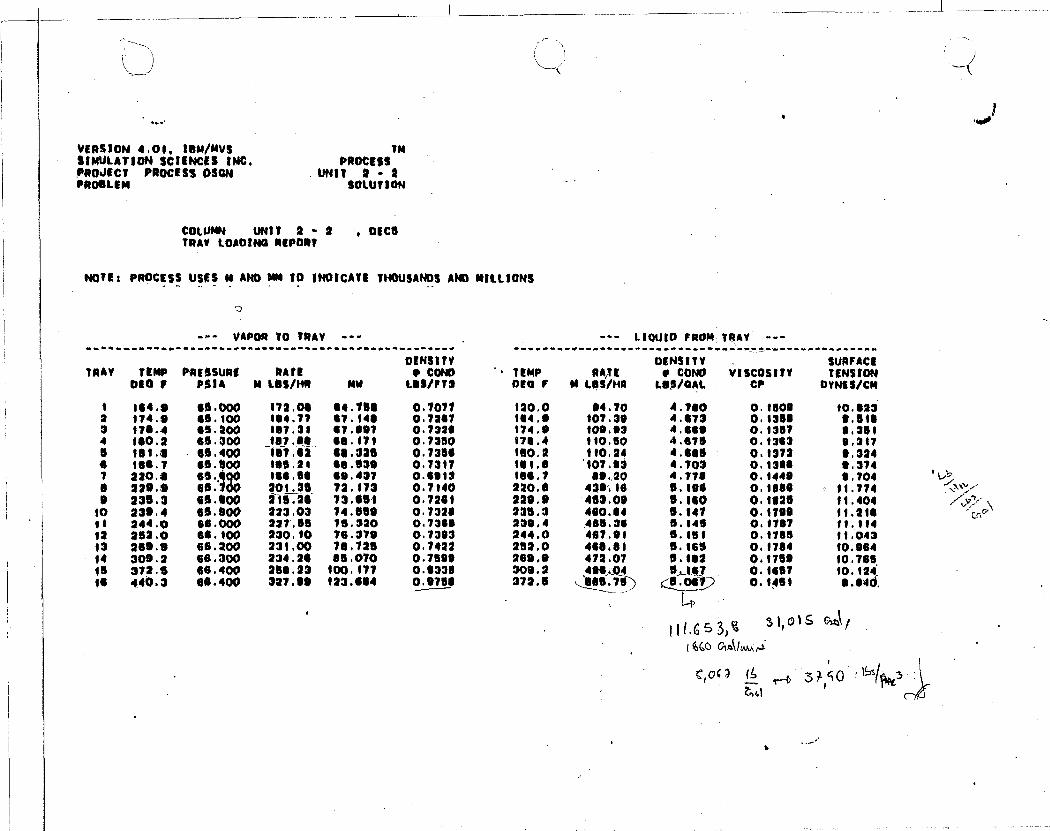
VERSION 4 .01, IRM/MVS
TMSIMULATION SCIENCES INC .
PROCESSPROJECT PROCESS OSON
.UNIT 2 • 4PROSLEM
SOLUTION
COLUMN
UNIT 2 - 2
, DECOTRAY LOADING REPOR T
NOTE : PROCESS USES N ANO MM 10 INDICATE THOUSANDS ANO MILLIONS
,D
- r -
VAPOR TO TRAY
--- --- LIQUID FROM TRAY
-- -. .. ^ . . .. . . .. . .. . .. . . . . . . . . . . . . . . . . ..
. .. . ... . . . . .. . .OENSITY DENSITY SURFACE
TRAY TEMPDEO P
PRESSUREPSIA
RAtEM LOS/HR MM
♦ CONOLrS/PT3
'
TEMPOEO F
RA,T EM LItS/NR
M CONOL9¢/QAL
VISCOSITYCP
TENSIONDYNES/CM
1 164 .9 06 .000 172 .04 64 .758 0 .7077 120 .0 04 .70 4 .160 O.lSOr 10 .0232 174 .9 66 .100 194 .77 67 .148 0 .7207 144 .0 107 .39 4 .673 0 .135! l .blr3 178 .4 66 .200 197 .31 67 .891 0.7320 174 .i 109,93 4 .06r 0 .13b7 8 .34 14 100 .2 66 .000 191,08 00 .171 0 .7350 179 .A 110 .60 A .874 O .l303 f .3175 191 .a 66 .400 197 .62 08 .325 0.7356 100.2 110.24 4 .66b 0 .1372 9 .3248 194 .7 86 .500 195 .21 40 .539 0.7317 101 .e 107,99 4 .103 0 .1398 0 .3747 220 .9 06 . " qqpp 166 .50 69 .437 0.4913 106 .7 el,,ZO 4 .778 0 .1440 6 .704
1 .~. -8 229.4 s6 .~tl0 201 .35 72 .173 0.7140 220.0 439 .10 d .t08 0 .1900 11 .774 %scu .„
9 239 .3 66 .000 ~ió.2• 73 .651 0.7261 229 .9 459,09 b,160 0,1125 11 .404 ,,7/'\10 239 .4 66 .000 223 .03 74 .550 0.7328 235 .3 400 .84 5 .147 0.1799 11 .110 c .°
11 244 .0 68 .000 227 .65 76 .320 0.7300 239 .4 465 .31 5 . 14!{ 0, 1167 11 . 11112 262 .0 80 .100 230 .10 76 .379 0 .7393 244 .0 467 .91 6 .151 0.1795 11 .04313 269 .9 66 .200 231 .00 70 .726 0.7422 252 .0 408 .81 5 .165 0.1764 10 .96414 309 .2 86 .300 234 .24 95 .070 0 .7599 249 .9 472 .07 6 .102 0 .1759 10 .70015 272 .11 66 .400 250 .23 100 .177 0.0339 309 .2 4li~04 6̂ 121 0 .1657 10.12810 440.3 60 .400 327 .99 123 .664 0 .9768 272 .5 Aed.75 5 .067 0 .1851 $ .840.
~~~~-. 6s3,~
~i,n ► s coal /
( ~bGb G,A`Iwu;~
C,oc3 (S ~, 30 <1S'
?r,st
►
flot
Problema # 1 Diseño de Platos Perforados. Parte 2 Discusión
INSTRUCCIONES :
1. Hay una diferencia muy grande entre el flujo de vapor en la sección d eenriquecimiento ( etapas teóricas del 2 al 7 ) y la sección de agotamient o(etapas teóricas 8-16 ). En el diseño de la torre se usarían diámetros diferente spara las dos secciones . Los de la sección superior deben ser diseñados con l acarga de vapor llegando a la etapa 4 y el líquido saliendo de la misma . Losplatos de la sección inferior deben ser diseñados basado en la etapa teóricanúmero 16. En el curso se va a diseñar platos para la sección d edespojamiento. (8 al 16 ) .
2. Determine el diámetro requerido para la sección de agotamiento de la torre y l ageometría del plato perforado . Para ello, utilice la siguiente informació nadicional .
/-'I,,-,
—P .- n ,. ...~ .., +r .. vrrbo/v g
ú e ñe ti cú . t v /u AdG tl00 01 00136H GOm.I
• Carga de líquido mínima : 75 % de la máxima• Número de pases de líquido : 2• Diámetro de perforaciones : 0 .5 in
TORRES DE FRACCIONAMIENTO
SUBSECCXON B
PLATOS PERFORADOS
CONTENIDO
PRACTICAS DE D I SE-
0
h SECCD}N : JE^ Marzo . 1981 1
ALCANCE
REFERENCIAS
1 S- ANTECEDENTE S
DEFINICIONES
APLICACIONES
CONSIDERACIONES BASICAS DE DISENO
PROCEDIMIENTO DETALLADO DEL DISENO
i
Página1
1
1
1
2
2
Espaciamiento entre Plato sDiámetro de la TorreCapacidad Máxim aNúmero di Pasos de LíquidoDimensionamiento del Bajant eEspacfo Libre en el Bajant eSellado del Bajant eDistribución de Platos y Area de Orifici oTamaño y Arreglo de OrificiosHidráulica del Plat oEficiencia del Plat oTransferencia de Calo rConsideraciones para el Arranque
10
Cargas de Vapor y Liquido (paso 1)
10
Espaciamiento, Tamaño y Distribución Preliminar de los Platos(paso 2\
1 1
Espaciamiento, Tamaño y Distribución Final de los Platos (paso 3)
13Revisión de las Limitaciones del Proceso (paso 4)
14Hidráulica del Plato y Llenado dá Bajante (paso 5)
14Eficiencia del Plato (paso 6)
1 4
NOMENCLATURA
15
PROGRAMAS DE COMPUTACION
1 8
información confidencial para uso de PÚVS&y sus filiales. Fuente : EXXON DESIGN PRACTICES
PáginaAPENDIC E
Tabla 1
- Principios de Diseño de Platos Perforados .
2 0Tabla 2
- Criterios de Diseño para Torres Específicas .
2 6Fi gura 1 - Factores KHL Usados en las Ecuaciones para 1 os Cál cul o s
de Inundación por Chorro . (la Sistemas de Hidrocarburos ,lb Sistemas Acuosos) .
28Figura 2 - Tensión Superficial Estandar .
30Figura 3 - Factor K
para la Correlación de Inundación por Chorro .
30Figura 4 - Efecto del Momento del Vapor en la Eficiencia del Plato .
3 1Figura 5 - Aproximación para una Eficiencia Global Adecuada en Con-
diciones por Debajo del . Punto de Goteo .
3 2Figura 6a - Factor K2 para la Ecuación del Punto de Goteo .
32- 1Figura 6b - Factor K3 para la Ecuación del Punto de Goteo .
32- 1Figura 7 - Velocidad Permisible de Entrada al Bajante .
3 3Figura 8 - Ll enado Permisible en el Bajante para Platos Perforados .
3 3Figura 9 - Factores para Determinar la Calda de Presión Efectiva e n
el Plato Seco .
34Figura 10 - Balance de Presión para Platos Perforados de Dos Pasos .
35Figura 11 - Relación Entre el Diámetro del Orificio, la Distanci a
Entre Orificios y el Porcentaje de Area Abierta en u nArreglo Triangular Equilatero para Platos Perforados .
3 6Figura 12 - Relación Entre el Espaciamiento de Orificios y la Den-
sidad en el Orificio en un Arreglo Triangular Equilate-ro para Platos Perforados .
3 7royurd 13 - IVoIIIerI(Idturd Ue IuS rlc1 u, .
J oFigura 14 - Definiciones del Area Libre .
39Hoja de Cálculo para Platos Perforados (Unidades Métricas) .
40Hoja de Cálculo para Platos Perforados (Unidades Ingl esas) .
48
PRACTICAS DE DISEÑ O
SECCION :
3_B IPAG . : i i FECHA : Marzo, .1981
Información confidencial para uso de PDVSA y sus filiales . Fuente : EXXON DESIGN PRACTICES
PRACTICAS DE DISEÑ O
SECCION : 3—B IPAG . : 1
FECHA :
Marzo, 198 1
ALCANCE
Esta subsección cubre las técnicas requeridas para especificar y real i-
zar el diseño de proceso de los platos perforados . El diseño mecánico deta-llado y el arreglo de los orificios son normalmente manejados por el fabri-
cante del plato . En el apéndice se da un formato de cálculos que muestra e l
procedimiento de cálculo paso a paso . Para el diseño de los internos de l atorre relacionados con los platos tales como boquillas, cajas de retiro y
conexiones de rehervidores . refiérase a la Subsección H, Partes Internas d e
una Torre . Para diseño de platos de transferencia de calor, ver Subsec-
ción F .
REFERENCIAS
Algunas de las siguientes literaturas han sido usadas en la preparació n
de esta subsección . El resto es dado como referencia .
Basic Practices
BP5-2-1 . Internals for Towers and Drums .
Otras Literatura s
1. Report, "Sieve Tray Capacity Correlations Have Been Improved " ,
EE .76E .72, June 1972 .
2. Computer Information Memorandum "Sieve Tray Design
Deck 1133" ,
Memo No . 50936, February 23, 1976 .
3. Computer Information Memorandum "Multipass Sieve Tray Design - Dec k
1143 " , EE .21E .T77 .
ANTECEDENTES
Las ecuaciones dadas en esta subsección para predecir la capacidad y e-ficiencia de platos perforados han sido en su mayoría obtenidas de datos d e
Fractionation Research, Inc . (FRI) y complementadas por datos de . pruebas
comerciales con aire - agua . Estas ecuaciones representan una data má s
exacta que las correlaciones preparadas por FRI . Las ecuaciones d ehidráulica dadas en esta subsección están basadas tanto en lo sprocedimientos de diseño del FRI como en los de las Subsecciones C y D par aplatos tipo casquetes de burbujeo y tipo surtidor, respectivamente . Lanumeración de las ecuaciones referidas aquí, es la misma que se presenta e n
el formato de cálculos .
DEFINICIONES
Una discusión sobre conceptos tales como goteo, vaciado por falta d ehermeticidad, arrastre incipiente, inundación por chorro, flexibilidad, etc .
s e presenta en la Subsección A, Selección del Tipo de Platos .
Información confidencial para uso de PDVSA y sus filiales . Fuente : EXXON DESIGN PRACTICES
PRACTICAS DE DISEN O
SECCION :
3—B
PAG . : I FECHA :
Sept ., 1978
APLICACIONES
Los platos perforados pueden ser usados en casi todos los servicios ,incluyendo transferencia de calor y pueden ser diseñados para operar satis-factoriamente dentro de una amplia variedad de condiciones de operación . Lacapacidad máxima de los platos perforados es por lo menos igual o mayor qu eaquellas para platos tipo casquetes de burbujeo bien diseñados, debido a qu eel arrastre no se hace significativo hasta que el flujo de vapor alcanza u n90% del punto de inundación . Además, las pruebas en planta muestran que l aeficiencia de los platos perforados parece ser tan alta como la de los otro stipos de platos comercialmente usados . El rango de flexibilidad es de hast aun máximo de aproximadamente 3 a 1 .
Los platos perforados no son recomendados para servicios que usualment erequieren una alta flexibilidad (mayor de 3 a 1) . En tales servicios se pre-fiere usar dispositivos de sellado positivos tales como platos tipo casque-tes de burbujeo o platos tipo válvula flotante, no obstante de su alt ocosto .
Los platos perforados pueden ser usados en servicios donde hay ensucia-miento, siempre que se utilicen orificios grandes (19 a 25 mm (3/4 a 1pul g .) )
CONSIDERACIONES BASICAS DE DISEÑO
Los procedimientos de diseño descritos en esta subsección requieren un a.Cl CI.t.IU11 'JI Cl lllllllül
UCI
UIUIIIC4I U y ulJl.l IUUi.IV11 UC IUJ L/1Ql.U,
IUJ I .UQI C J
son luego chequeados contra al gunas limitaciones del comportamiento del pla -to . Estas limitaciones incluyen arrastre incipiente, arrastre o inundació npor chorro, llenado excesivo del bajante, capacidad máxima y goteo , la scual es son comunes en todo tipo de platos y que son ampliamente discutido sen la Subsección A
Espaciamiento Entre Platos
La combinación óptima del espaciamiento entre platos y el diámetro d ela torre es aquella que minimiza la inversión total, sujeta a las limitacio-nes descritas en "Procedimiento Detallado para el Diseño", como una funció ndel diámetro de la torre, y de las consideraciones de mantenimiento y servi-cios . Ver discusión sobre llenado del bajante en "Hidráulica de los Platos "y la Tabla 1 del Apéndice .
Diámetro de la Torre
Adicionalmente de los criterios descritos en "Dimensionamiento del Ba-jante" , " Espacio libre en el Bajante " y " Sellado del Bajante " , el diámetrode la torre debe tener suficiente área transversal para evitar arrastre d eacuerdo a las ecuaciones dadas a continuación (La numeración de las ecuacio-nes corresponde a la misma utilizada en el formato de cálculos del Apén-dice) .
Información confidencial para uso de PDVSA y sus filiales . Fuente : EXXON DESIGN PRACTICES
PRACTICAS DE DISEÑ O
; SECCION : 3-B ~PAG . : 3 FECHA : Sept ., 1978
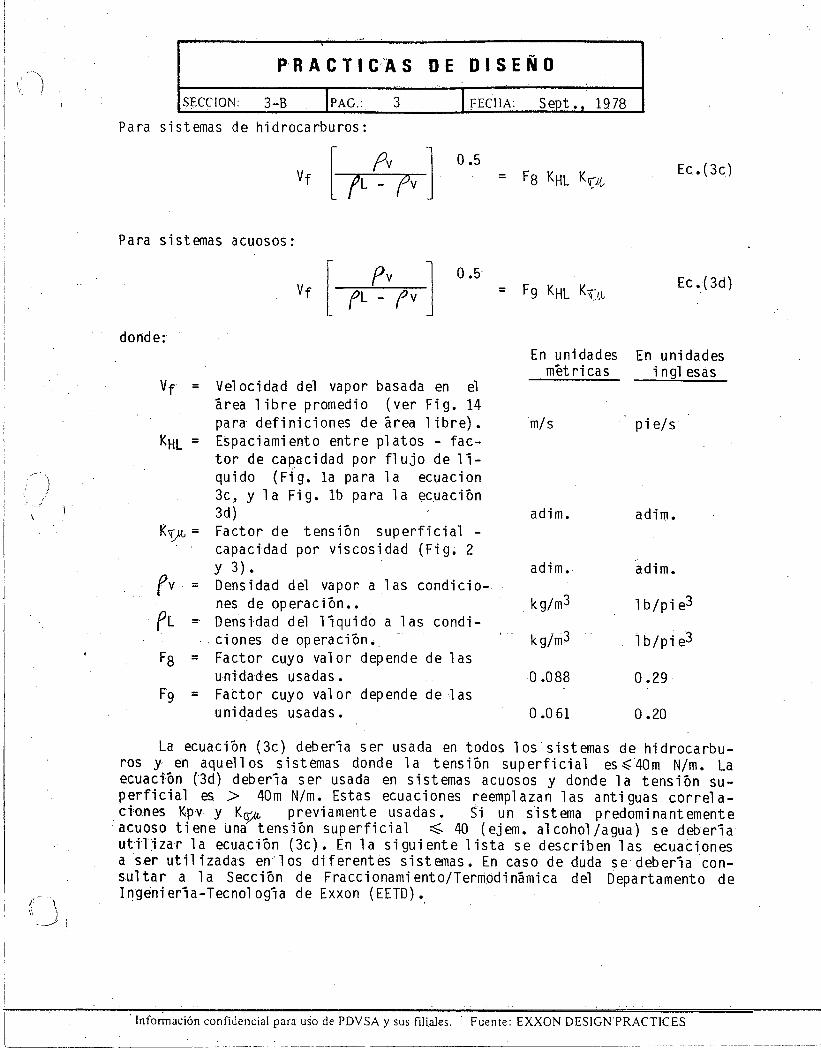
Para sistemas de hidrocarburos :
A= F8 KHL K ~~(
Ec .(3c )0 . 5
V f
Para sistemas acuosos :
= Fg KHL Kv!.!,Ec .(3d )
Vf
0 .5 -
donde :.En unidades En unidadesmétricas
inglesa sVf = Velocidad del vapor basada en el
área libre promedio (ver Fig . 14para definiciones de área libre) .
'm/s
pie/ sKHL = Espaciamiento entre platos - fac-
tor de capacidad por flujo de 11-quido (Fig . la para la ecuacio n3c, y la Fig . lb para la ecuació n3d)
adim .
adim .K`,t, = Factor de tensión superficial -
capacidad por viscosidad (Fig . 2y 3) .
adim .
adim .Pv = Densidad del vapor a las condicio -
nes de operación. .
kg/m3
lb/pie3PL
Densidad del líquido a las condi -
ciones de operación . ,
kg/m3
lb/pie3F8 = Factor cuyo valor depende de la s
unidades usadas .
0 .088
0 .29Fg = Factor cuyo valor depende de la s
unidades usadas .
0 .061
0 .20
La ecuación (3c) debería ser usada en todos los sistemas de hidrocarbu-ros y en aquellos sistemas donde la tensión superficial es .40m N/m . Laecuación (3d) debería ser usada en sistemas acuosos y donde la tensión su-perficial es > 40m N/m . Estas ecuaciones reemplazan las antiguas correla-ciones. Kpv y K previamente usadas . Si un sistema predominantement eacuoso tiene una tensión superficial { 40 (ejem . alcohol/agua) se deberí autilizar la ecuación (3c) . En la siguiente lista se describen las ecuacionesa ser utilizadas en . los diferentes sistemas . En caso de duda se debería con-sultar a la Sección de Fraccionamiento/Termodinámica del Departamento d eIngeniería-Tecnología de Exxon (EETD) .
\
Información confidencial para uso de PDVSA y sus filiales . Fuente : EXXON DESIGN PRACTICE S
PRACTICAS DE DISEÑ O
SECCION :
3-g
IPAG . :
4
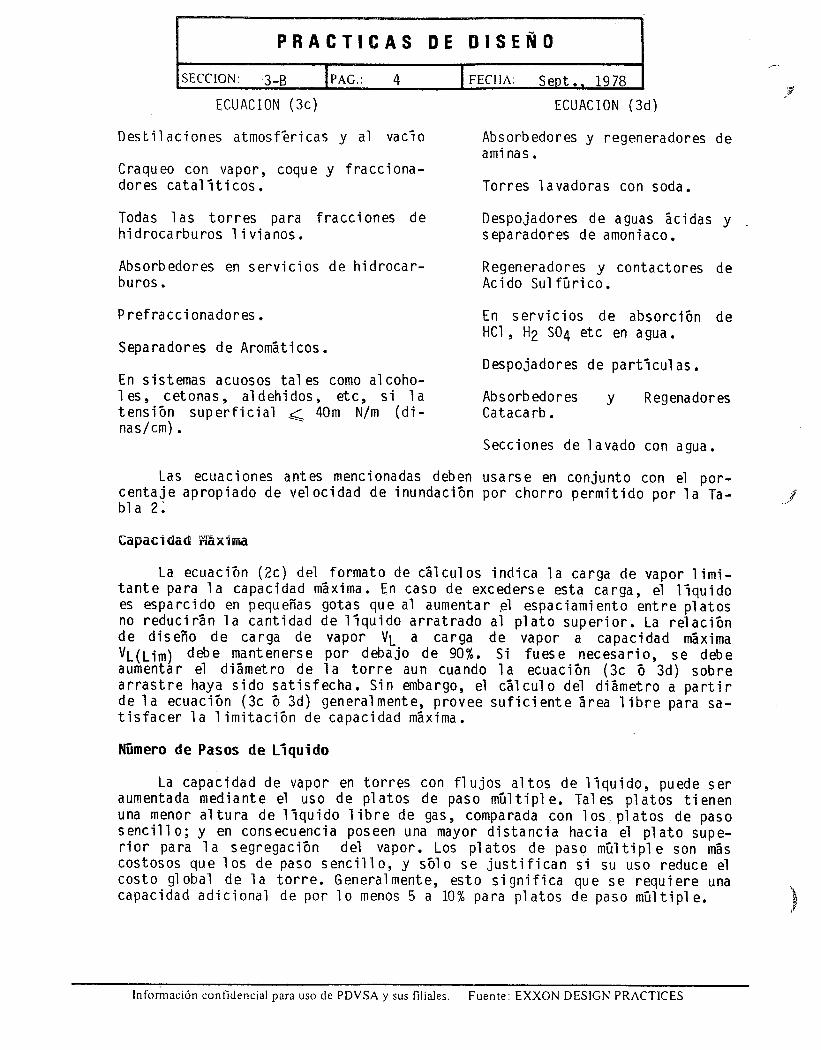
ECUACION (3c )
Destilaciones atmosféricas y al vací o
Craqueo con vapor, coque y fracciona-dores catalíticos .
Todas las torres para fracciones d ehidrocarburos livianos .
Absorbedores en servicios de hidrocar-buros .
P refracci onadores .
Separadores de Aromáticos .
En sistemas acuosos tales como alcoho-les, cetonas, aldehidos, etc, si l atensión superficial 40m N/m (di-nas/cm) .
FECHA :
Sept . , 1978
ECUACION (3d )
Absorbedores y regeneradores d eami nas .
Torres lavadoras con soda .
Despojadores de aguas ácidas yseparadores de amoniaco .
Regeneradores y contactores d eAcido Sulfúrico .
En servicios de absorción d eHC1, H2 SO4 etc en agua .
Despojadores de partículas .
Absorbedores
y
RegenadoresCatacarb .
Secciones de lavado con agua .
Las ecuaciones antes mencionadas deben usarse en conjunto con el por-centaje apropiado de velocidad de inundación por chorro permitido por la Ta-bla 2 :
Capacidad Maxima
La ecuación (2c) del formato de cálculos indica la carga de vapor limi-tante para la capacidad máxima . En caso de excederse esta carga, el líquid oes esparcido en pequeñas gotas que al aumentar el espaciamiento entre platosno reducirán la cantidad de líquido arratrado al plato superior . La relació nde diseño de carga de vapor VL a carga de vapor a capacidad máxim aVL(Lim) debe mantenerse por debajo de 90% . Si fuese necesario, se deb eaumentar el diámetro de la torre aun cuando la ecuación (3c ó 3d) sobr earrastre haya sido satisfecha . Sin embargo, el cálculo del diámetro a parti rde la ecuación (3c ó 3d) generalmente, provee suficiente área libre para sa-tisfacer la limitación de capacidad máxima .
Número de Pasos de Líquid o
La capacidad de vapor en torres con flujos altos de líquido, puede se raumentada mediante el uso de platos de paso múltiple . Tales platos tienenuna menor altura de 1 íquido libre de gas, comparada con los platos de pas osencillo ; y en consecuencia poseen una mayor distancia hacia el plato supe-rior para la segregación del vapor . Los platos de paso múltiple son máscostosos que los de paso sencillo, y sólo se justifican si su uso reduce e lcosto global de la torre . Generalmente, esto significa que se requiere unacapacidad adicional de por lo menos 5 a 10% para platos de paso múltiple .
Información confidencial para uso de PDVSA y sus filiales .
Fuente : EXXON DESIGN PRACTICES
PRACTICAS DE DISEÑ O
SECCION :
3-g
IPAG . : 7 IFECIIA . Sept., 1978
de las áreas de manejo de líquido (bajantes) y área de desperdicio Aw, defi-nida como una área no perforada a más de 75 mm (3 pulg) de la perforació n
más cercana . Generalmente los platos perforados no tienen área de desperdi-cio, a menos que se requiera un área de orificio muy pequeña (parte del pla-to sin perforar) .
El área de orificios en el plato debe ser lo suficientemente grand epara asegurar que no ocurra un arrastre incipiente (Ecuación 4a) y lo sufi-cientemente pequeño para garantizar que el goteo será evitado en lo posibl e
(Ecuación 4b) .
La correlación para el goteo dada en la Ecuación (4b) del formato d e
cálculo, predice el momento del orificio del vapor al cual comienza la fuga .Como se muestra en la Figura 4, donde se grafica la eficiencia global VS elmomento del orificio de vapor para un sistema FRI típico, la eficiencia d ediseño de un plato es mantenida hasta alcanzar el punto de goteo . Esta efi-ciencia de diseño es la que sería predicha por nuestra correlación normal d ela eficiencia de los platos perforados (Subsección I) . Entonces para asegu-rar una eficiencia de diseño a cargas de operación mínima y máxima, el mo-mento del orificio del vapor debería ser igual o mayor que el calculado d e
la Ecuación (4b) .
La relación de reducción de capacidad (Turndown) es una relación d emáxima a mínima carga interna de vapor en la cual la eficiencia del plato s e
mantiene en su valor de diseño . Para un conjunto específico de cargas máxim aa mínima de diseño en la torre, un diseño de espaciado entre platos mínimacon, una relación baja de área de orificio a área de burbujeo proporcionar áuna máxima relación de reducción de capacidad . Esto es debido al más baj opunto de goteo obtenido a un espaciamiento entre platos reducido y a un abaja relación de área de orificio a área de burbujeo (El efecto de la rela-ción de área de orificio a área de burbujeo es mostrada en la Figura 4) .Sin embargo, generalmente el espaciamiento entre platos es determinado porconsideraciones del bajante y de la inundación por chorro, generalmente nopuede ser reducido a no ser para minimizar el goteo . Otros cambios . en el di-seño de platos tienen un pequeño efecto en reducir el punto de goteo pre-dicho .
La ilnica manera práctica para satisfacer el criterio de goteo es aumen-
tando el momento "Real " del orificio del vapor, en vez de ensayar con un va-
lor menor que el predicho, ésto se logra reduciendo el área de orificio de lplato hasta que (a) el momento real del vapor a través de los orificios aflujos mínimos en la torre, es igual a aquel calculado de la Ecuación (4b) ,
o (b) otra restricción al diseña que implique que se debe alcanzar el área
de orificio . Estos son : un mínimo de 5% de la relación área de orificio aárea de burbujeo, un máximo de 75 mm (3 pulg) de caída de presión en el pla-to seco o 90% de arrastre incipiente en el plato . Si no se puede obtener l aflexibilidad deseada y no se puede aceptar una relación más baja, se debe-rían aplicar los lineamientos descritos a continuación .
Las figuras (5a) y (5b) proveen un método para estimar que tan lejo s
por debajo del punto de goteo puede operar un plato mientras se mantenga un a
Información confidencial para uso de PDVSA y sus filiales . Fuente : EXXON DESIGN PRACTICES
PRACTICAS DE DISEÑ O
SECCION :
3-8 IPAG . : 8 IFECHA : Seot . . 1978
eficiencia de diseño entre 85 y 90% . Estas figuras fueron desarrolladas d eun análisis limitado de datos de FRI en sistemas de destilación operando areflujo total . Los cargos de la eficiencia deben ser explicados durante l aetapa de diseño como se discute posteriormemte . Como se muestra en dicha sfiguras la carga de vapor permitida como un porcentaje de la carga de vapo ren el goteo es una función de relación volumétrica de vapor a líquid o(VL/LL) y de la relación área de orificio a área de burbujeo (Ao/Ab) . ParaPara un cargo de eficiencia un porcentaje menor de la carga de vapor en e lgoteo es permitida con un sistema bajo VL/L L y uñ diseño Ao/Ab alto .
Para un porcentaje de flujo de vapor de goteo dado, la fuga de fluj ovolumétrico es constante . Entonces para un sistema de VL/LL bajo, po rejemplo en un alto flujo volumétrico de 1 íquido, el goteo fraccionado es me-nor que en un sistema alto VL/LL . Por lo tanto, un sistema VL/L Lbajo puede ser operado a un porcentaje menor del punto de goteo predicho, y aque el efecto de goteo o eficiencia es determinado por el goteo fraccionado .Esto es mostrado en las Figuras 5a y 5b .
Las Figuras 5a y 5b pueden ser usadas en evaluaciones de remodelacione spara satisfacer los requerimientos de la relación de reducción de capacidad .Una torre existente puede tener más platos que los requeridos para un nuev oservicio y separación . Por otro lado, el área de orificio en la torre exis-tente puede ser tal que la operación de la torre a cargas mínimas podría se rcalculado para estar por debajo del punto de goteo . Mediante el uso de l aFigure 5a y 5b, el diseñador puede determinar si suficientes platos en exce-so están disponibl es para compensar los cargos de eficiencia cuando la torr eestá operando por debajo del punto de goteo,, En algunos casos, el hecho d eque el plato este goteando tiene un efecto despreciable en la eficiencia .
Las Figuras 5a y 5b pueden también ser usadas en la evaluación económi-ca de diseños alternos, si la torre no puede ser diseñada para operar a opor encima del punto de goteo a cargas mínimas en la torre, el diseñado rpuede :
1. Diseñar con capacidad para operar a altas relaciones de reflujos ymínimas cargas en la torre y/ o
2. Instalar platos adicionales (Requerido según la Figura 5) para com-pensar la reducción de la eficiencia por debajo del punto de goteo ,o
3. Especificar platos tipo válvula, que tienen una alta flexibilidad ,pero son más costosos que 1 os platos perforados .
. Si los costos de energía no son muy el evados y existen facilidades par auna adecuada integración de calor, el método (1) antes mencionado provee u nmedio rápido para lograr un mínimo adecuado de operación . Una relación altade reflujo (a) incrementa las cargas internas en la torre, resultando en unaajustada carga de vapor en el punto de goteo y (b) reduce el número d e
Información confidencial para uso de PDVSA y sus filiales .
Fuente : EXXON DESIGN PRACTICES
PRACTICAS DE DISEÑ O
SECCION :
3-B
IPAG . : 10 IFECHA : Sept ., 1978
Transferencia de Calor
El coeficiente de transferencia de calor en platos perforados deberí aser calculado por el método dado en la Subs ecci ón F .
Consideraciones para el Arranqu e
A velocidades de vapor muy bajas (durante el arranque) los platos per-forados pueden vaciarse, causando que el nivel del liquido no se mantenga enel plato . Sin embargo, cuando las torres de platos perforados usan un reher-vidor termosifón, se debe tomar una precaución especial para asegurar que e lrehervidor tenga una alimentación liquida durante el arranque . Esto se pued elograr mediante :
Instalación de una Linea de desvío desde la linea de retiro en elfondo de la torre hasta la entrada al rehervidor . Esta 1 í nea deb etener una vá1 vula, de tal forma que permanezca cerrada cuando el re-hervidor esté generando suficiente vapor para mantener líquido en e lplato de retiro .
. Proporcionando un plato de chimenea como plato de retiro (ver Subsec-ción H) . Para diseño de col ectores de retiro e internos de torre, ve rSubsección H .
PROCEDIMIENTO DETALLADO DE DISEÑO
El procedimiento paso a paso para el diseño de platos perforados es da-do en el Apéndice "Hoja de Cálculos para Platos Perforados" . Basicamente, elprocedimiento envuelve el suponer un diseño preliminar con la ayuda de lo sprincipios dados anteriormente, chequearlo contra las diferentes limitacio-nes operacional es potencial es de operación y luego modificarlo como se re-quiere para arribar al diseño de plato óptimo . La discusión de como modifi-car el diseño preliminar (cambiando diámetro, espaciamiento, distribución ,etc), requerirá el juicio y aplicación de las consideraciones básicas de di-seño anteriormente discutidas . Los nümeros de los pasos de cálculos y lo snúmeros de las ecuaciones referidas más adelante se encuentran . en la hoja d ecálculos .
Cargas de Vapor y Líquido (Paso 1 )
Esta información normalmente es calculada como parte de los balances d emasa y de calor en la torre . Si las cargas mínimas de líquido y vapor no so nespecificadas se asume un 50% de las cargas de diseño . Las cargas de vapo rse refieren al plato en cuestión ; las cargas de Liquido son desde el platoen cuestión .
En el diseño de despojadores de hidrocarburos pesados/vapor (por ejem-plo, corrientes lateral es de destil ación y fondo de despojadores), la hi-dráulica del plato normalmente es revisada asumiendo un flujo de vapor en e lplato del tope igual al flujo de despojamiento con vapor más 60% molar (par a
Información confidencial para uso de PDVSA y sus filiales . Fuente : EXXON DESIGN PRACTICES
PRACTICAS DE DISEÑ O
SECCION : 3-B IPAG. : 9 1FECHA : Sept ., 1978,
platos teóricos requeridos . Una selección final de estas tres alternativasdebería estar basada en una reducción al mínimo de los costos de inversión yde energía .
Tamaño y Arreglo de Orificios
En la mayoría de los casos, se podria usar un tamaño de orificio de 1 3mm (1/2 pulg) . En la tabla 1 se muestra el rango permisible de tamaños d eorificios, mientras recientes estudios de R&D han indicado que tamaños pe-queños de orificio (3 mm (1/8 pulg)) tienen mejores características para elgoteo y arrastre en algunos sistemas, pero la tendencia a obstruirse prohib esu uso . Por lo tanto, los platos de al eaciones son usados para minimizar eltaponamiento debido a la corrosión, el alto costo del plato compensa cual-quier crédito de capacidad .
Para servicios donde hay ensuciamiento el tamaño de los orificios reco-mendados es de 19 a 25 mm (3/4 a 1 pulg) .
Para casos en los cual es el propio diseñador especifica la distribuciónen el plato, la relación de arreglo de orificio a diámetro debería ser che-queada contra los criterios dados en la Tabla 1 . Sin embargo, generalment eno es necesario especificar el arreglo de los dibujos finales de proceso, yaque estos son dados por el fabricante del plato . El diámetro y área de ori-ficio son suficiente para que el fabricante prepare el diseño mecánico y l adistribución en el plato . Ver Subsección H para una distribución de plato ,típica hoja preliminar .
Hidráulica del Plato
La caída de presión óptima en el plato seco, generalmente cae en el rango de25 a 75 mm (1 a 3 pulg) de liquido caliente. El efecto de aumentar la caíd ade presión en el plato seco (reduciendo el área de orificio) en la hidráuli-ca del plato y en el llenado del bajante puede ser calculada por la Ecuación(5f) del formato de cálculo .
El llenado del bajante como un porcentaje del espaciado entre platos nodebería exceder los valores dados como una función de presión en la Figur a8 . Además, un criterio especial de 11 enado del bajante en torres acuosas sondados en la Tabla 2 . De otra manera, el espaciamiento entre platos y/o eldíametro de la torre debe ser incrementado .
Si se usan platos de dos pasos, se deben preveer placas deflectoras an-timezcla en los bajantes internos si el flujo de liquido excede 10 dm3 /spor metro de diámetro/paso (3000 gph/pie de diámetro/paso), esto es par aprevenir que el liquido salte a través del bajante, con la consecuente inun-dación prematura (ver Subsección H) .
- Eficiencia del Plato
Ver Subsección I .
Información confidencial para uso de PDVSA y sus filiales . Fuente : EXXON DESIGN PRACTICES
4 platos de despojamiento) del total de vapores de hidrocarburos despojado s
con vapor . Una vez diseñado el plato de tope, los platos inferiores puede n
requerir diseños modificados debido a la disminución en el flujo de vapor .El diseño óptimo de platos para estos despojadores es descrito en la Subsec-
ción I .
Espaciamiento, Tamaño y Distribución Preliminar de los Platos (paso 2 )
Areas del Bajante - La velocidad máxima de líquido libre de vapor en-trando en el bajante, deberla ser determinada por medio de la Figura 7 o Ta-
bla 1, cualquiera que dé el menor valor . La Figura 7 puede ser usada en to-
dos los sistemas . excepto en aquellos cuyos valores son dados en la Tabla 2 .
En sistemas conocidos con formación de espuma se deberían usar muy bajas ve-locidades de entrada en el bajante (aproximadamente 0 .06 m/s (0 .2 pulg/s)) .
No existiendo limite inferior para esta velocidad ; sin embargo, si el tiempode residencia de líquido en el bajante es grande, provoca ensuciamiento, por .lo que hay que considerar el uso de un bajante segmental o el uso de mate-
rial es fundidos, placas deflectoras, etc . para reducir el volumen en el ba-jante (consultar con EETD el diseño final de tales platos) .
La velocidad del líquido libre de vapor saliendo del bajante no deberí a
ser mayor de dos veces la velocidad de entrada obtenida a. partir de la Figu-
ra 7, ó 0 .18 m/s (0 .6 pie/s) cualquiera sea menor . Para asegurar una buen adistribución de líquido en el plato inferior, el área de salida del bajant e
debe ser por lo menos 0 .068 As . Esto asegurará que la longitud de la cuerda
es por lo menos 65% del ' diámetro de la . torre para bajantes cordal . Si eldiámetro de la torre excede 1800 mm (6 pie) y el flujo de líquido requiere
un área . del bajante «0 .068 As, se debe considerar el uso' de bajantes seg-
mental es (ver Subsección K para e l , dimensionamiento de los bajantes segmen-
tal es) . Si se usa un bajante segmental, éste debe ser por los menos 150 mm
(6 pulg) de ancho .
Esto fija el área del bajante a ser usada en el primer tanteo . Sin em-
bargo, consideraciones del diámetro' de la torre pueden requerir un aument o
de las áreas del bajante .
Espaciamiento Entre Platos - Bajos espaciamientos entre platos (de450 a 600 mm (de 18 a 24 pulg)) generalmente es lo más económico . Para u nprimer tanteo, un espaciamiento entre bajante de 450 mm (18 pulg) o aquel.mostrado más adelante, cualquiera sea mayor, debería ser usado . Los valoresdados a continuación, son los mínimos para la mayoría de las aplicaciones ,determinados por consideraciones de mantenimiento y profundidad de las viga s
de soporte .
Sin embargo, en casos especiales, aun cuando espaciamientos menore spueden ser justificados (especialmente si el número de platos requeridospuede ser construido en una carcaza . vs dos), esto hace el mantenimiento má s
dificultoso . De otra .manera, los requerimientos del llenado del bajante ,pueden requerir el uso de un espaciamiento' entre platos mayor . que el mínimo .Espaciamiento hasta 900 mn (36 pulg) pueden ser usados para permitir una má s
alta velocidad superficial del vapor .
PRACTICAS DE DISEÑ O
SECCION :
3—B
.JPAG . : 11 iFECIIA : Sept ., 1978
Información confidencial para uso de PDVSA y sus filiales . Fuente : EXXON DESIGN PRACTICE S
PRACTICAS -DE DISEÑ O
SECCION : 3 —B
IPAG . : 12 iFE.CIIA : Sept . . 1978,
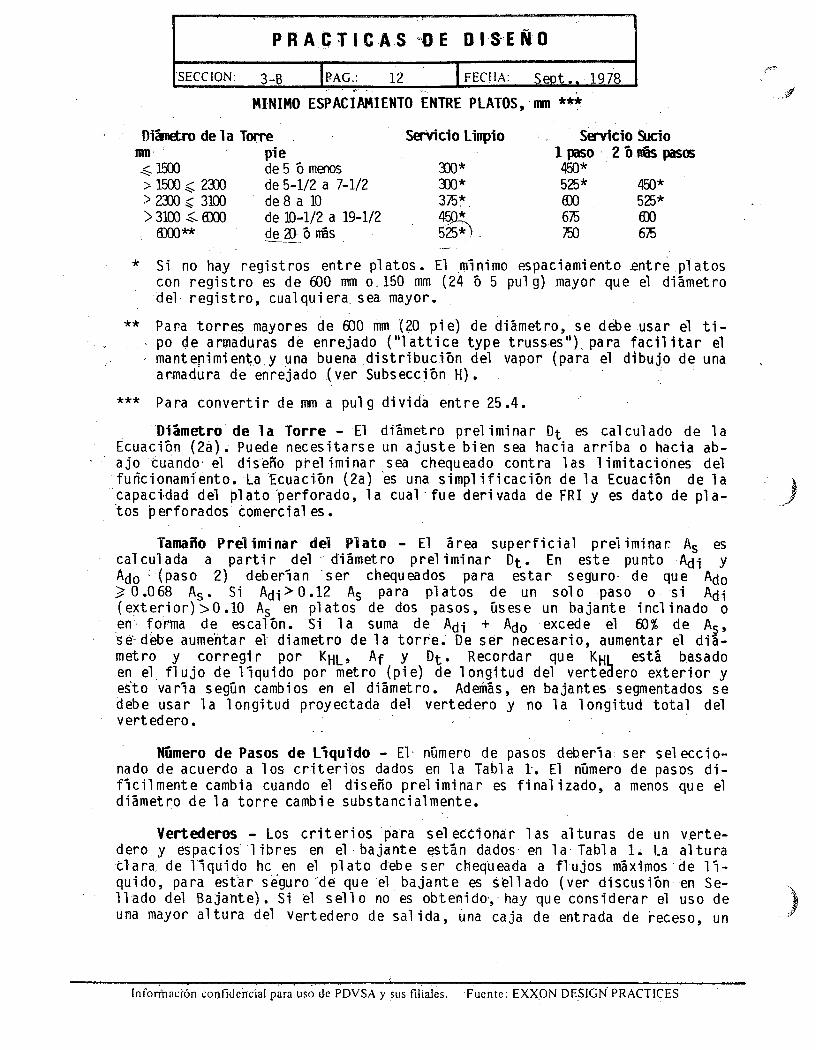
MINIMO ESPACIAMIENTO ENTRE PLATOS, mm ***
Servicio Limpio Servicio Sucio
300*
1 paso450*
2 ó mas pasos
300* 525* 450*375 * BJO 525*450* 675 6)0
525 . 750 .
675
* Si no hay registros entre platos . El mínimo espaciamiento entre plato scon registro es de 600 mm o . 150 mm (24 ó 5 pul g) mayor que el diámetr odel registro, cualquiera. sea mayor .
** Para torres mayores de 600 mm '(20 pie) de diámetro, se debe usar el ti-po de armaduras de enrejado ( "lattice type trusses " ) . para facilitar elmantenimiento y una buena distribución del vapor (para el dibujo de un aarmadura de enrejado (ver Subsección H) .
Para convertir de mm a pulg divida entre 25 .4 .
Diámetro dé la Torre - El diámetro preliminar D t es calculado de l a
Ecuación (2a) . Puede necesitarse un ajuste bien sea hacia arriba o hacia ab-ajo cuando- el diseño preliminar sea chequeado contra las limitaciones de lfuncionamiento . La `Ecuación (2a) es una simplificación de la Ecuación de l acapacidad del plato 'perforado, la cual fue derivada de FRI y es dato de pl a -tos perforados comercial es .
Tamaño Preliminar del Plato - El área superficial preliminar. As escalculada a partir del - diámetro preliminar Dt . En este punto Adi yAdo (paso 2) deberían 'ser chequeados para estar seguro- de que Ado
0 .068 As . Si Adi>0 .12 As para platos de un solo paso o si Ad i(exterior)>0 .10 As en platos de dos pasos, úsese un bajante inclinado oen - forma de escalón . Si la suma de Adi + Ado excede el 60% de A§ ,sé debe aumentar el' diametro de la torre . De ser necesario, aumentar elmetro y corregir por KHL, Af y Dt . Recordar que KHL está basad oen el flujo de liquido por metro (pie) de longitud del vertedero exterior yesto varía según cambios en el diámetro . Además, en bajantes segmentados s edebe usar la longitud proyectada del vertedero y no la longitud total delvertedero .
Número de Pasos de Liquido - El número de pasos debería ser sel eccio-nado de acuerdo a los criterios dados en la Tabla 1- . El número de pasos di-fícilmente cambia cuando el diseño preliminar es final izado, a menos que e ldiámetro de la torre cambie substancialmente .
Vertederos - Los criterios para seleccionar las alturas de un verte-dero y espacios libres en el bajante están dados en la Tabla 1 . La alturaclara, de líquido hc en el plato debe ser chequeada a flujos máximos 'de 1 í-quido, para estar seguro -de que 'el bajante es sellado (ver discusión en Se-llado del Bajante) . Si el sello no es obtenido', hay que considerar el uso d euna mayor altura del vertedero de sal ida, una caja de entrada de receso, u n
Diámetro de la Torremm `
-1500
> 1500 2300
> 2300 3100
> 3100 ~ 83006900**
pie
de 5 ó menosde 5-1/2 a 7-1/2
de 8 a 10
de 10-1/2 a 19-1/2
de 20 ó más
***
información confidencial para uso de PDVSA y sus filiales . Fuente : EXXON DESIGN PRACTICE S
PRACTI'CAS DE DISEN O
SECCION :
3—B
IPAG . : 13 IFECHA : Sept ., 1978
menor espacio libre en el bajante o un borde de bajante perfilado .
Para las relaciones geométricas de los platos, ver Subsección K y la s
Figuras 11 a 14 de esta Subsección .
Espaciamiento, Tamaño y Distribución Final de los Platos (paso 3 )
Area de la Torre - Para permitir que el diseño preliminar sea che-queado contra la inundación por chorro, las cantidades listadas en el Pas o
3a deben ser previamente calculadas, basado en el diseño preliminar .
Capacidad Maxima - El factor de carga de vapor correspondiente a l a
capacidad máxima es calculado por la Ecuación (3b) . La relación de diseño a
capacidad máxima de flujo de vapor debe mantenerse por debajo de 90% .
Inundación por chorro (Jet Flooding) - El factor de carga de vapo r
para la inundación por chorro es calculado por ., las Ecuaciones (3c) ó (3d) .La relación entre los factores de carga de vapor de diseño e inundación por
.chorro no debe exceder los valores de I os porcentajes recomendados en l a
Tabla 2 . Para sistemas no cubiertos en la Tabla 2 se debería consultar a
EETD para un valor apropiado .
Probabilidad de una Operación Exitosa - La correlación de capacidad
dada en esta Subsección es una de las más exactas disponibles para plato sperforados, tanto en servicios de hidrocarburos como no hidrocarburos . Si nembargo, se debe usar con cuidado, debido a que el factor de seguridad no ha
sido desarrollado en esta nueva correlación . Como ilustración, a medida qu e
el porcentaje predicho de inundación por chorro aumenta a 85/90, 100 . y .110% ,el porcentaje de casos en los cual es la torre opera satisfactoriamente es d e
96, 91, 57 y 15% respectivamente .
Además, estas. probabilidades están basadas, asumiendo de que el llenado
del bajante y la velocidad de entrada en' el bajante están ambas a o por de-
bajo de sus limites permisibl es' . Si este no es el caso, consultar con EETD .Por lo tanto, es importante observar las guias'y recomendaciones dadas en l aTabla 2, para predecir un porcentaje de inundación por chorro para un servi-cio dado .
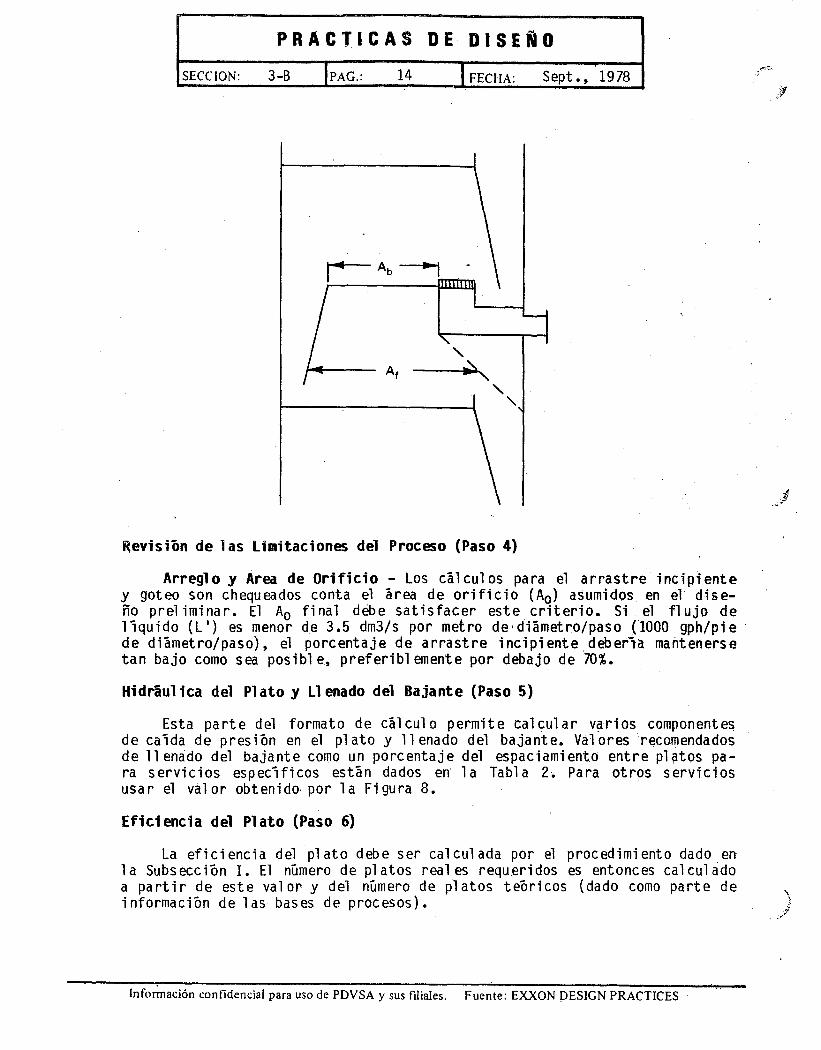
Platos con Colectores de Retiro - Generalmente un col ector de retir o
crea un, gran area de desperdicio (Aw) en el plato, la cual debería tomars e
en cuenta en la determinación : del área de burbujeo (Ab) y en el área libr e
promedio (At) . La siguiente figura muestra como determinar Ab para u n
plato con col ector de retiro y Af para el plato debajo del col ector de re-
tiro . Debido a qué el área libre es reducida, el espaciamiento entre plato s
por debajo de un col ector de retiro debe ser aumentada para propósito de ca -
pacidad .
Información confidencial para uso de PDVSA y sus filiales . Fuente : EXXON DESIGN PRACTICES
PRACTICAS DE DISEÑ O
SECCION :
3—B
PAG . :
14 FECHA :
Sept ., 1978
Revisión de las Limitaciones del Proceso (Paso 4 )
Arreglo y Area de Orificio - Los cálculos para el arrastre incipient ey goteo son chequeados tonta el área de orificio (Ao) asumidos en el dise-
preliminar . El Ao final debe satisfacer este criterio . Si . el flujo d eliquido (L ' ) es menor de 3 .5 dm3/s por metro de . diámetro/paso (1000 gph/pi ede diámetro/paso), el porcentaje de arrastre incipiente debería manteners etan bajo como sea posible., preferiblemente por debajo de 70% .
Hidráulica del Plato y Llenado del Bajante (Paso 5 )
Esta parte del formato de cálculo permite calcular varios componentesde caída de presión en el plato y llenado del bajante . Valores recomendadosde ll enado del bajante corno un porcentaje del espaciamiento entre platos pa-ra servicios específicos están dados en la Tabla 2 . Para otros serviciosusar el valor obtenido , por la Figura 8 .
Eficiencia del Plato (Paso 6)
La eficiencia del plato debe ser calculada por el procedimiento dado enla Subsecci ón 1 . El numero de platos real es requeridos es entonces calculad oa partir de este valor y del numero de platos teóricos (dado como parte d einformación de las bases de procesos) .
[nfonnación confidencial para uso de PDVSA y sus filiales . Fuente : EXXON DESIGN PRACTICES
PRACTICAS DE DISEÑ O
SECCION :
3—B
IPAG . :
15 .
FECIIA :
Sept ., 1978
NOMENCLATURA
A
= Area, m2 (pie2 )
Ab
= Area de burbujeo, m2 (pie2 ) (ver Figura 13 )
Ac
= Area de espacio libre en el bajante, mm 2 (pul g2 )
Adi
= Area de entrada en el bajante, m2 (pie2 )
Ado
= Area de salida en el bajante, m 2 (pie2 )
Af
= Area promedio libre en la torre, m2 (pie2 ) '(área superficia l
menos el promedio aritmético de las áreas de entrada y sal id a
del bajante (s) en el plato superior menos el área gastada) :
para platos de paso mültipl e usar el valor más pequeño de A f
(ver Figura 14 )Ao
= Area de orificios, m 2 (pie2 )
As
= Area superficial (total) en la torre, m 2 (pie2 )
Aw .
= Area desperdiciada o gastada, m 2 (pie2 ) (normalmente es cero
para los platos perforados )
c
= Espacio libre entre el plato y la entrada del bajante al plato ,
mm (pulg )
D
= Diámetro, mm (pie)
Dt
= Diámetro preliminar, mm (pie)
Eo
= Eficiencia global, % (Subsección I )
Fi
= Factor que depende de las unidades usadas (ver tabla al final )
G
= Rata de flujo másico de vapor, kg/s (lb/s )
H
= Espaciamiento entre platos, mm (pie )
hc
= Altura clara de liquido en el plato, mm (Pul g) de líquido ca-
lient e
hd
= Llenado del bajante, mm (pul g) de líquido calient e
hed
= Caída de presión efectiva en el plato seco, mm (pulg) de 11-,
cal i ent e
hi
Cabezal de entrada en el plato, mm (pul g) de líquido calient e
ht
= Caída de presión total en el plato, . mm (pulg) de liquido ca-
lient ehud
= Pérdida de cabezal por debajo del bajante, mm (pulg) de liquid o
calient e
hwi
= Altura de la entrada al vertedero, mm (pulg )
hwo
= Altura de la sal ida del . vertedero, mm (pul •g )
KHL
= Factor de espaciamiento entre platos
capacidad de rata de 1 í -quido, adimensional (ver Figura 1 )
Khp
Factor de altura de liquido - caida de presión, adimensiona l
(ver Figura 9 )
K .
= Factor de tensión superficial - capacidad de viscosidad, adi -mensional (ver Figura 3 )
Klsp
= Factor de diámetro de orificio - caida de presión, adimensiona l
(ver Figura 9 )
eInforznacióricontidencia para uso A y sus ~ i • es . llen.te :
PRACTICAS DE DISEÑ O
SECCION : 3-B {PAC . : 1 6 FECIIA : Sent . . 1978
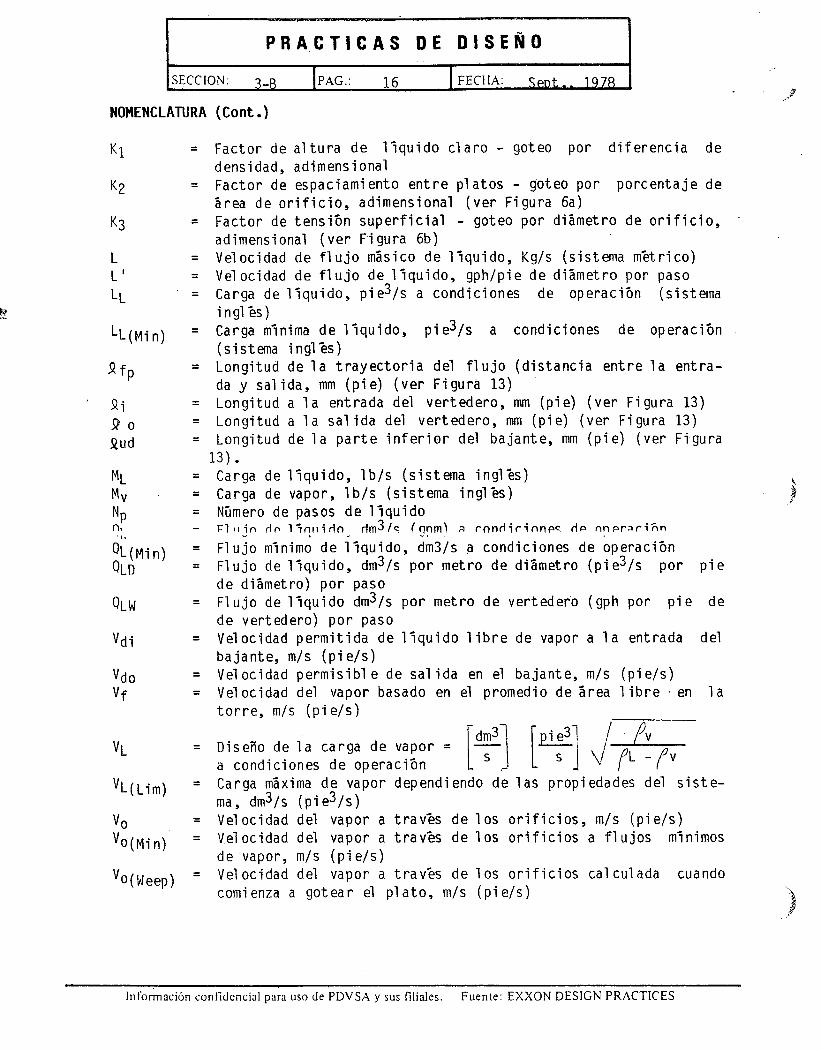
NOMENCLATURA (Cont . )
K1
= Factor de altura de líquido claro - goteo por diferencia d e
densidad, adimensiona l
K2
= Factor de espaciamiento entre platos - goteo por porcentaje d e
área de orificio, adimensional (ver Figura 6a )
K3
= Factor de tensión superficial - goteo por diámetro de orificio ,
adimensional (ver Figura 6b )
L
= Velocidad de flujo másico de líquido, Kg/s (sistema métrico )
L'
= Velocidad de flujo de líquido, gph/pie de diámetro por pas o
LL
= Carga de líquido, pie3 /s a condiciones de operación (sistem a
inglés )
LL(Min)
= Carga mínima de líquido, pie3 /s a condiciones de operació n
(sistema inglés )
f p
= Longitud de la trayectoria del flujo (distancia entre la entra-
da y salida, mm (pie) (ver Figura 13 )
Qi
= Longitud a la entrada del vertedero, mm (pie) (ver Figura 13 )
o
= Longitud a la sal ida del vertedero, mm (pie) (ver Figura 13 )
Qud
= Longitud de la parte inferior del bajante, mm (pie) (ver Figur a
13) .
ML
= Carga de líquido, lb/s (sistema inglés )
Mv
= Carga de vapor, lb/s (sistema inglés )
Np
= Número de pasos de líquidon .
rip 11riiiirin
r1m 3 /S (npml a rnnriirinnec rie nn prariñ n
QL(Min)
= Flujo mínimo de líquido, dm3/s a condiciones de operación
QLD
= Flujo de líquido, dm3 /s por metro de diámetro (pie 3 /s por pi e
de diámetro) por pas o
QLW
= Flujo de líquido dm 3 /s por metro de vertedero (gph por pie d e
de vertedero) por pas o
Vdi
= Velocidad permitida de 1 íquido libre de vapor a la entrada del
bajante, m/s (pie/s )
Vdo
= Velocidad permisible de sal ida en el bajante, m/s (pie/s )
V f
= Velocidad del vapor basado en el promedio de área libre • en l a
torre, m/s (pie/s)
dm3 l
pie3 l ~vVL
= Diseño de la carga de vapor =
{
a condiciones de operación
s
s
~! PL - ~v
VL(Lim)
= Carga máxima de vapor dependiendo de las propiedades del siste-
ma, dm3 /s (pie3 /s )
Vo
= Velocidad del vapor a través de los orificios, m/s (pie/s )
Vo(Min)
= Velocidad del vapor a través de los orificios a flujos mínimo s
de vapor, m/s (pie/s )
Vo (Weep) = Velocidad del vapor a través de los orificios calculada cuando
comienza a gotear el plato, m/s (pie/s )
Información confidencial para uso de PDVSA y sus filiales . Fuente : EXXON DESIGN PRACTICES
PRACTICAS DE DISEÑ O
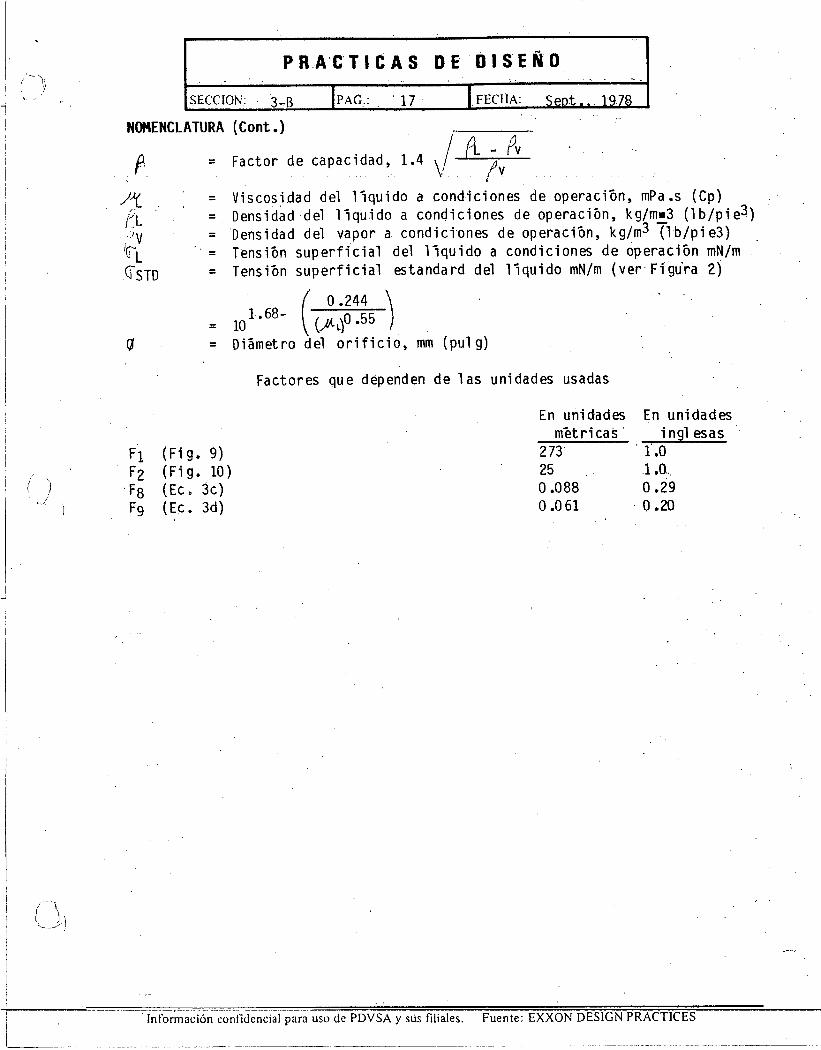
Factor de capacidad, 1.4 ~'
. ,L v
Viscosidad del líquido a condiciones de operación, mPa .s (Cp )Densidad del líquido a condiciones de operación, kg/m.3 (lb/pie3 )Densidad del vapor a condiciones de operación, kg/m3 (lb/pie3 )Tensión superficial del líquido a condiciones de operación mN/m
Tensión superficial estandard del líquido mN/m (ver Figura 2) .
0 .244
Factores que dependen de las unidades usada s
En unidadesmétricas
En unidadesinglesas
F1 (Fig .
9) 2 73 1 .0F2 (Fig . 10) 25 1 .0. ..F8 (Ec . 3c) 0 .088 0 .29Fg (Ec . 3d) 0 .0 61 0 .20
SECCION : 3_g IPAG . : 17 I. FECI IA : Sept. . 19, 78
NOMENCLATURA (Cont .)
t' v
1 .68-10
~(00 .55
Diámetro del orificio, mm (pul g)
Información confidencial para uso dc PDVSA y sus filiales . Fuente : EXXON DESIGN PRACTICE S
PRACTICAS DE DISEÑ O
SECCION : 3-B IPAG . : 18 IFECHA : S.ept ., 1978
PROGRAMAS COMPUTARIZADOS
Gulas y Consultas
Para información actualizada sobre los programas disponibles y cómousarlos, el personal afiliado deberla ponerse en contacto con las bibliote-cas afiliadas . El personal de Florham Park deberla consultar la Sección d eI ngeni eria de la Exxon responsable de la tecnología involucrada y/o al Cen-tro de Computación del Departamento de Ingeniera y Tecnología de Exxon(Exxon Engineering Technology Department, EETD) .
Literatura
Las siguientes referencias están disponibl es :
. Manual del Usuario de Computación de la Exxon, publicado y reservadoen el grupo de computación del EETD .
• Catálogo de Programas de Computación, publicado y reservado por e lDepartamento de Matemáticas, Computadoras y Sistemas (MCS) - Tecnol o -gia de la Computación y Entrenamiento .
Programas Disponibl es
Los programas aplicables disponibl es al momento de escribir esta infor -mación se listan a continuación :
ir u nnSu Cuuuat uv
o üt,una an y uesa .u-upva.uuDUu
1133
Diseño de platos perforado s
El programa computarizado está basad oen los principios de diseños discuti -dos en esta subsección, Tabla 1, y enlas ecuaciones descritas en el "for-mato de cálculos para platos perfora-dos " . Esta es una producción dispo-nibl e para uso general . El programaestá diseñado para platos perforado sde un solo paso y de dos pasos en to-rres nuevas o existentes, tambiénpuede ser usado para revisar el dise-ño de platos existentes, especifican -do al gunas o todas las dimensionesdel plato . Además, el programa Deck1133 incluye una opción que pued eser usada para calcular la eficienci adel plato (ver Subsección I) .
El formato de entrada para el progra-ma DECK 1133 está disponible en Bldg .
Información confidencial para uso de PDVSA y sus filiales .
Fuente : EXXON DESIGN PRACTICES
PRACTICA.-S DE DISEÑ O
SECCION : 3-B
,PAG . : I FECHA :
Sept ., 19781 9
1143
101 con urn Memorandum de Informació ndel Computador (N° 50936) . Dicho Me-morandum contiene una descripción de-tallada del programa, muestras de .formato de entrada, hoja de sal ida yun procedimiento detallado paso a pa-so ilustrando cómo al gunos casos so nreal izados . Cualquier pregunta n orespondida en el Memorandum de Infor -mación sobre el Computador debe se rdiscutida con los miembros del Grupode Internos de Torres de Fracciona-miento de EETD .
Diseño de Platos Perforados de Pas oMúltipl e
Este programa computarizado calcul auna distribución completa del plat obasado en la entrada de cargas a l atorre y en las propiedades física sdel sistema . Las técnicas usadas paradiseñar es obtener 3 ó 4 manera siguales de separar el liquido y elvapor . Se incluye el cálculo de área siguales de bajantes y áreas igualesde burbujeo . El programa tambiéncalcula la eficiencia del plato si s ele suministran los valores de equil i-brio liquido-vapor verdaderos . Elprograma también puede ser usado paraevaluar platos existentes de tres ocuatro pasos . Para más detall es . verel Memorandum de Información delcomputador "Diseño de Platos Perfora-dos de Paso Múltiple - Deck 114 3EE .21E-T77 diciembre 1, 1977 .
- ---
:--
-~ .
n ormacion confidencial para uso de PDVSA y sus filiales . Fuente : EXXON DESIGN PRACTICES
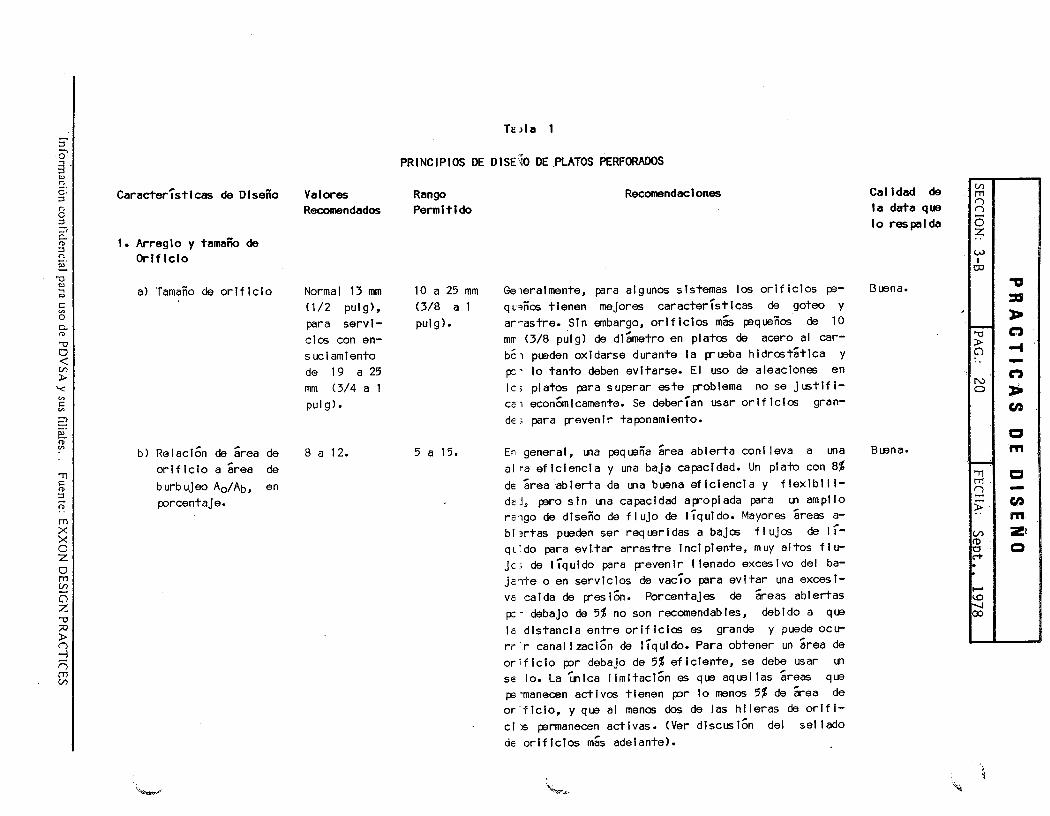
PRINCIPIOS DE DISE 'O DE,PLATOS PERFORADOS
TaAa 1
Características de Diseño
Valores
Rango
Recomendaciones
Calidad de
Recomendados
Permitido
la data que
lo respald a
1 . Arreglo y tamaño de
Orifici o
a) Tamaño de orificio
Normal 13 mm 10 a 25 mm
(1/2 pulg), (3/8
a 1
para serví- pulg) .
Geieralmente, para algunos sistemas los orificios pe-
Buena .
qLsños tienen mejores características de goteo y
ar rastre. Sin embargo, orificios más pequeños de 1 0
caos con en-
mrr (3/8 pulg) de diámetro en platos de acero al car-
suciamiento
béi pueden oxidarse durante la prueba hidrostática y
de 19 a 25
pc- lo tanto deben evitarse . El uso de aleaciones en
mm (3/4 a 1
Ic ; platos para superar este problema no se Justifi -
pulg) .
cal económicamente . Se deberían usar orificios gran -
de ; para prevenir taponamiento .
C
b) Relación de área de
8 a 12 .
5 a 15 .
En general, una pequeña área abierta conlleva a una
Buena .
orificio a área de
elra eficiencia y una baja capacidad . Un plato con 8%
burbujeo Ao/Ab, en
de área abierta da una buena eficiencia y flexibili -
porcentaje. - dei, paro sin una capacidad apropiada para un ampli o
raigo de diseño de flujo de I íquido . Mayores áreas a-
bi3rtas pueden ser requeridas a bajos flujos de lí-
qi°do para evitar arrastre incipiente, muy altos flu -
jc ; de líquido para prevenir llenado excesivo del be-
jeite o en servicios de vacío para evitar una excesi-
va calda de presión . Porcentajes de áreas abiertas
pc- debajo de 5% no son recomendables, debido a qu a
le distancia entre orificios es grande y puede ocu -
rr r canalización de líquido . Para obtener un área de
orificio por debajo de 5% eficiente, se debe usar u n
se lo. La ímica limitación es que aquellas áreas que
pe rmanecen activos tienen por lo menos 5% de área d e
or ficio, y que al menos dos de las hileras de orifi-
ci s permanecen activas . (Ver discusión del sellad o
de orificios más adelante) .
~n- .n
D
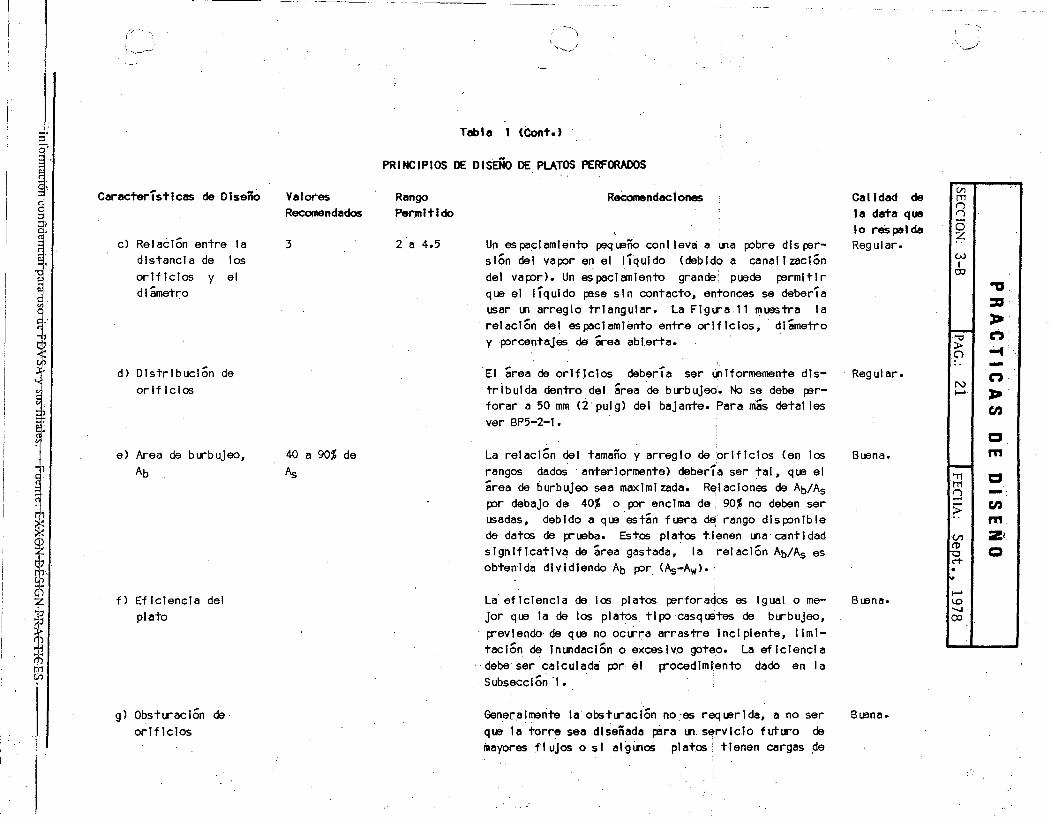
PRINCIPIOS DE DISEÑO DE .PLATOS PERFORADOS
r 1ch
Tabla 1 (Cont . )
Características de Diseño
Valores
Rango
Recomendaciones
Calidad d eRecomendados
Permitido
le data quelo respalda
c) Relación entre la
3
2 a 4 .5
Un es paciamlento pequeño conllevé a una pobre dispar-
Regular .distancia de los
sión del vapor en el líquido (debido a canalizació norificios y el
del vapor) . Un es paciamiento grande puede permiti rdiámetro que el líquido pase sin contacto, entonces se deberí a
usar un arreglo triangular . La Figura 11 muestra l arelación del es paciamiento entre orificios, diámetroy porcentajes de área abierta .
El área de orificios debería ser uniformemente dis-
Regular .tr i b ui da dentro del área de burbujeo. No se debe per-forar a 50 mm (2 pulg) del bajante . Para más detallesver BP5-2-1 .
e) Area de burbujeo,
40 a 90% de
La relación del tamaño y arreglo de orificios (en los
Buena.Ab As rangos dados anteriormente) debería ser tal, qua e l
área de burbujeo sea maximizada . Relaciones de A b/Aspor debajo de 40% o por encima de 90% no deben serusadas, debido a que están fuera de'rango disponibl ede datos de prueba . Estos plates tienen una-cantida dsignificativa de área gastada, le relación Ab/As esobtenida dividiendo Ab por (As-Aw) .
La ' eficiencia de los platos perforados es igual o me-
Buena .Jor qua le de los platos tipo casq vetes de burbujeo ,previendo de qua no ocurra arrastre ' inci piente, limi-tación de inundación o excesivo goteo. La eficienci adebe ser calculada por 61 procedimiento dado en l aSubsección 'l .
Generalmente .la obsturacion noses requerida, a no ser
Buena .que la torre sea diseñada pira un . servlc .io futuro demayores flujos o si algunos platos tienen cargas d e
d) Distribución d eorif iclos
f) Eficiencia de lplato
g) Obsturación de .orificios
....~
n 7n
NCD
c-r
0
'
CI)
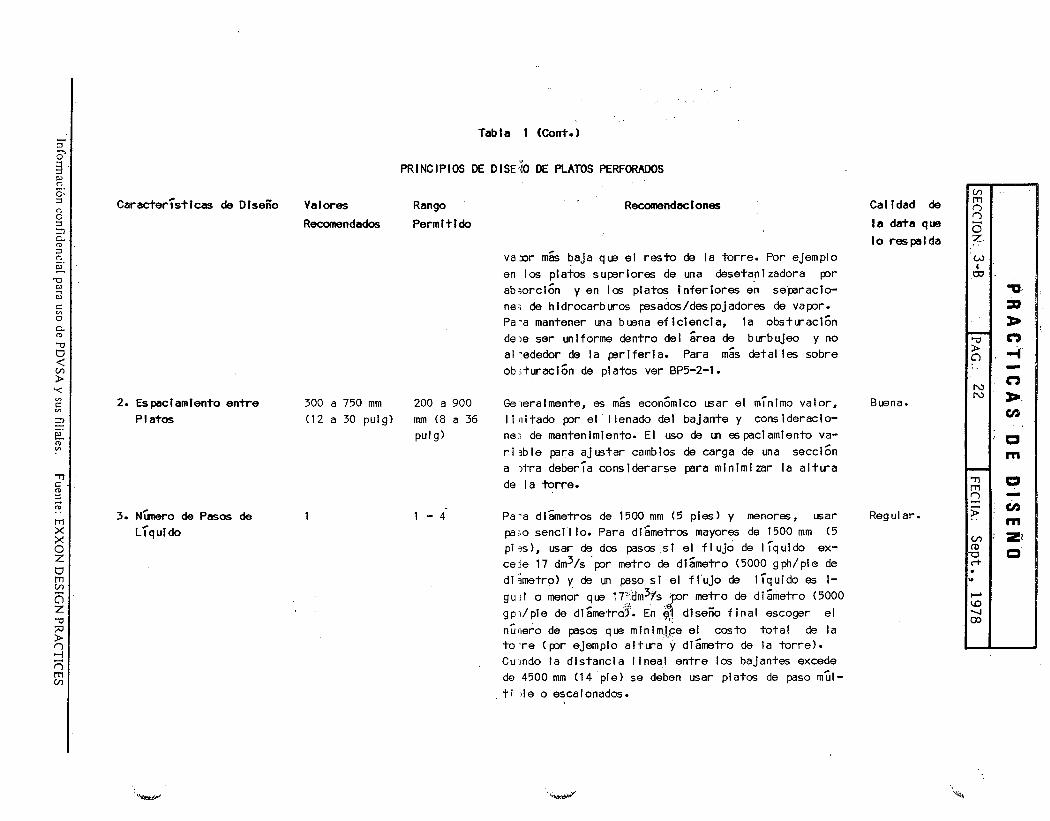
PRINCIPIOS DE DISEiO DE PLATOS PERFORADOS
Tabla 1 (Cont . )
Características de Diseño
Valores
Rango
Recomendaciones
Recomendados
Permitido
vacar más baja que el resto de la torre . Por ejempl o
en los platos superiores de una desetanizadora po r
absorción y en los platos inferiores en separacio-
ne ; de hidrocarburos pasados/despojadores de vapor .
Pa-a mantener una buena eficiencia, la obstiració n
de)e ser uniforme dentro del área de burbujeo y no
al rededor de la periferia . Para más detalles sobr e
obturación de platos ver BP5—2—1 .
2. Espaciamiento entre
300 a 750 mm
200 a 900
Geieralmente, es más económico usar el mínimo valor ,
Platos
(12 a 30 pulg)
mm (8 a 36
liiitado por el llenado del bajante y consideracio -
puig) ne de mantenimiento. El uso de un espaciamiento va-
riable para ajustar cambios de carga de una secció n
a )tra debería considerarse para minimizar la altur a
de la torre .
3. Número de Pasos de
1
1 — 4
Pa-a diámetros de 1500 mm (5 pies) y menores, usa r
Líquido
paso sencillo . Para diámetros mayores de 1500 mm ( 5
pi 3s), usar de dos pasos si el flujo de I íquido ex-
ceje 17 dm3/s por metro de diámetro (5000 gph/pie de
d i metro) y de un paso si el flujo de líquido es i-
gull o menor qua 17dm3/spor metro de diámetro (5000
gpi/pie de diámetro) . En 40 diseño final escoger e l
nu cero de pasos que m i n i rn ce e l costo total de l a
to rre (por ejemplo altura y diámetro de la torre) .
Guindo la distancia lineal entre los bajantes exced e
de 4500 mm (14 pie) se deben usar platos de paso múI -
ti ele o escalonados .
Calidad de
la data qu e
lo respalda
Buena .
Regular .
W
co
33
ro
0
CI .,
NN Ix -
'-rln7n
.rT1
z:cn
CD-c:s
etv
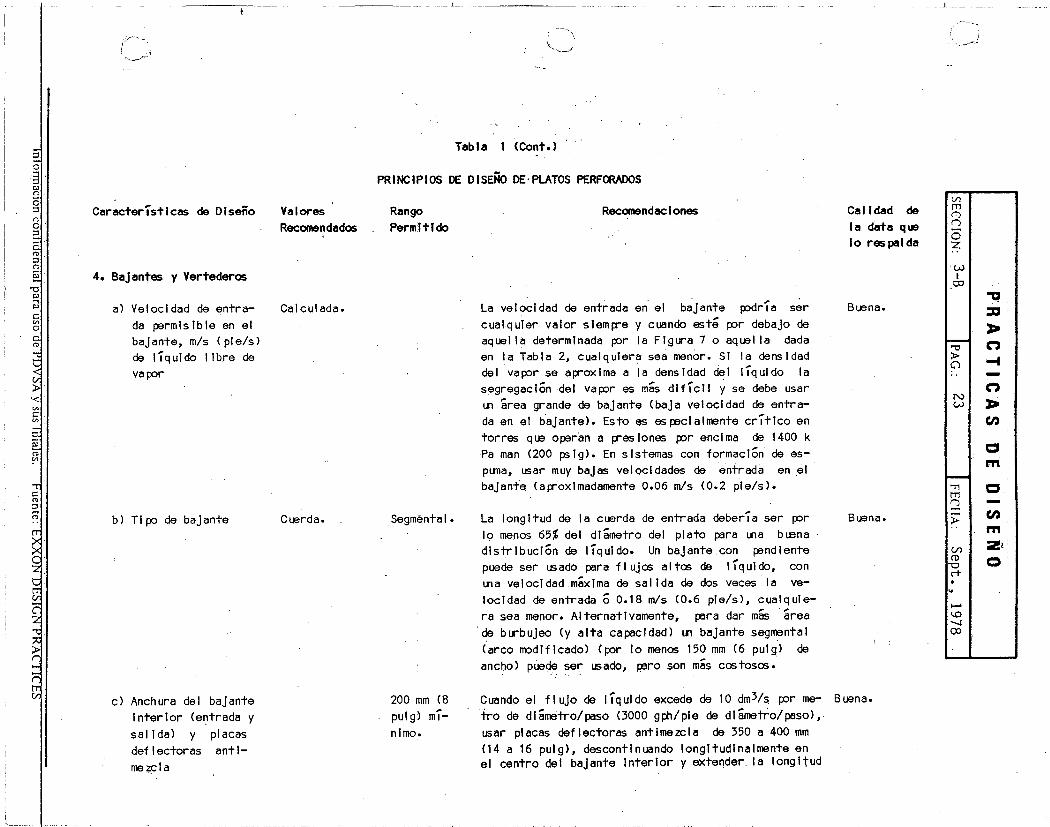
Tabla 1 (Cont . )
PRINCIPIOS DE DISEÑO DE•PLATOS PERFORADOS
RecomendacionesCaracterísticas de Diseño
Valores
Rango
Recomendados
Permitido
Calidad de
la data que
lo respalda
cnr nnnóz
C')
y
v
O
,v
C)
N
mrn
CD
,
CD,
4. Bajantes y Vertedero s
a) Velocidad de entra—
Calculada .
da permisible en e l
bajante, m/s (pie/s )
de líquido libre de
vapor
b) Tipo de bajante
Cuerda .
c) Anchura del bajante
interior (entrada y
salida) y placa s
deflectoras anti-
mezcla
La velocidad de entrada en el bajante podría ser
Buena .
cualquier valor siempre y cuando esté por debajo d e
aquella determinada por la Figura 7 o aquella dad a
en la Tabla 2, cualquiera sea menor . SI la densidad
del vapor se aproxima a la densidad del líquido l a
segregación del vapor es más difícil y se debe usa r
un area grande de bajante (baja velocidad de entra -
da en el bajante) . Esto es especialmente crítico e n
torres qua operen a p-eslones por encima de 1400 k
Pa man (200 psig) . En sistemas con formación de es-
puna, usar muy bajas velocidades de entrada en elbajante (aproximadamente 0.06 m/s (0 .2 pie/s) .
Segmental .
La longitud de la cuerda de entrada debería ser por
Buena .
lo menos 65% del diámetro del plato para una buen a
distribución de líquido . Un bajante con pendiente
puede ser usado para flujos altos de liquido, co n
una velocidad máxima de salida de dos veces la ve-
locidad de entrada ó 0 .18 m/s (0 .6 pio/s), cualquie-
ra sea menor . Alternativamente, para dar más áre a
de burbujeo (y alta capacidad) un bajante segmenta l
(arco modificado) (por lo menos 150 mm (6 pulg) de
ancho) puede ser usado, paro son más costosos .
200 mm (8
Cuando el flujo de liquido excede de 10 dm3/s por me- Buena .
pulg) mí—
tro de diámetro/paso (3000 gph/pie de diámetro/paso) ,
nimo . usar placas deflectores antimezcla de 350 a 400 m m
(14 a 16 pulg), descontinuando longitudinalmente en
el centro del bajante interior y extender . la longitud
(D :
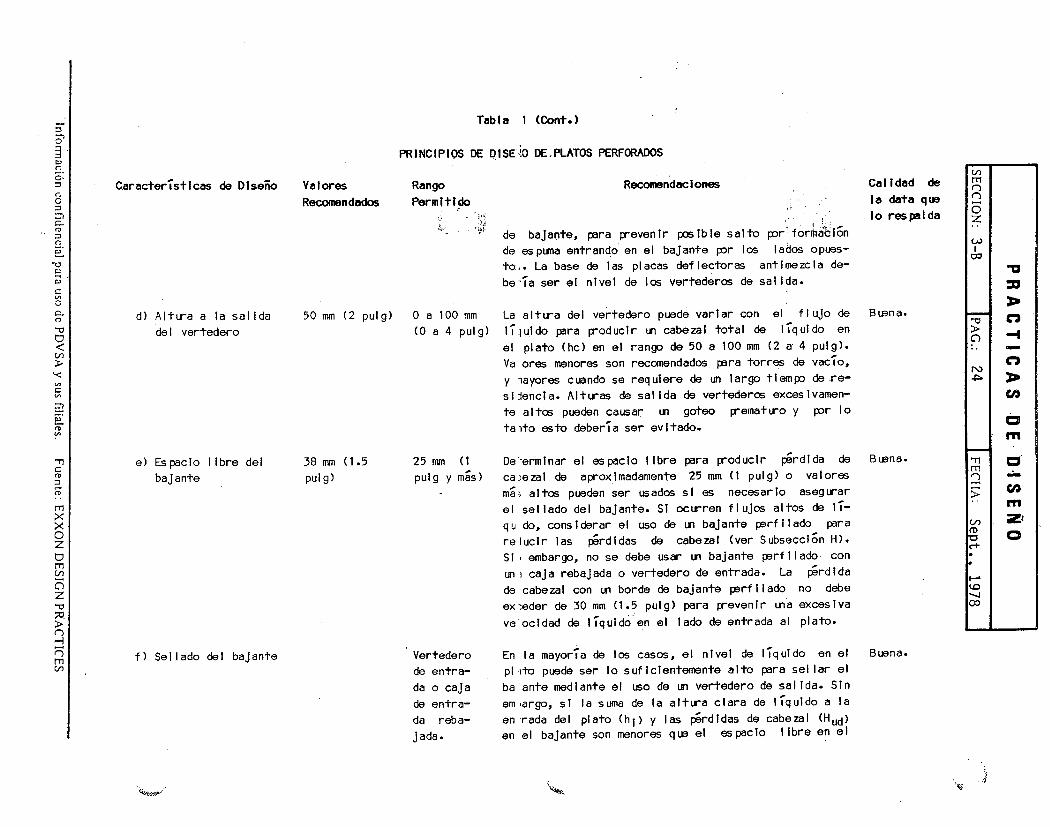
Tabla 1 (Cont. )
PRINCIPIOS DE DISEd0 DE .PLATOS PERFORADOS
Características de Diseño
Valores
Rango
Recomendados
Permitido
Recomendaciones
de bajante, para prevenir posible salto por formació n
de es puna entrando en el bajante por los lados opues -
to : . La base de las placas deflectoras antimezcla .de-
be'ía ser el nivel de los vertederos de salida .
Calidad de
le data que
lo respalda
~rn
Oz
bn
N
~rnn--
5;
ftl
y
~71
ZO
La altura del vertedero puede variar con el f I ujo de Buena .
I í cuido para producir un cabezal total de I íquido e n
el plato (hc) en el rango de 50 a 100 mm (2 a' 4 puig) .
Va ores menores son recomendados para torres de vacío ,
y layores cuando se requiere de un largo tiempo de re-
silencie . Alturas de salida de vertederos excesivamen-
te altos pueden causar un goteo premattro y por l o
taIto esto debería ser evitado .
e) Es pacto Iibre del
38 mm (1 .5
25 mm (1
De`erminar el es pacto libre para producir pérdida de
Buena.
bajante puig) puig y más) ca )e zal de aproximadamente 25 mm (1 puIg) o valores
ma ; altos pueden ser usados si es necesario asegura r
el sellado del bajante. Si ocurren flujos altos de Ií-
q u do, considerar el uso de un bajante perf i l ado para
reducir las pérdidas de cabezal (ver Subsecci6n H) .
Si embargo, no se debe usar un bajante perfilado co n
un caja rebajada o vertedero de entrada . La pérdida
de cabezal con un borde de bajante perfilado no debe
ex :eder de 30 mm (1 .5 puIg) para p revenir una excesiv a
veocidad de líquido en el lado de entrada al plato .
f) Sellado del bajante
Vertedero
En le mayoría de los casos, el nivel de líquido en el
Buena.
de entra-
plato puede ser lo suficientemente alto para sellar e l
da o caja
bajante mediante el uso de un vertedero de salida . Si n
de entra-
embargo, si la suma de la altura clara de líquido a l a
da reba-
en rada del plato (h i ) y las pérdidas de cabezal (H ud )
jada .
en el bajante son menores qua el es pacio libre en e l
d) Altura a la salida
50 mm (2 puIg)
0 a 100 mm
del vertedero
(0 a 4 puig )
ó
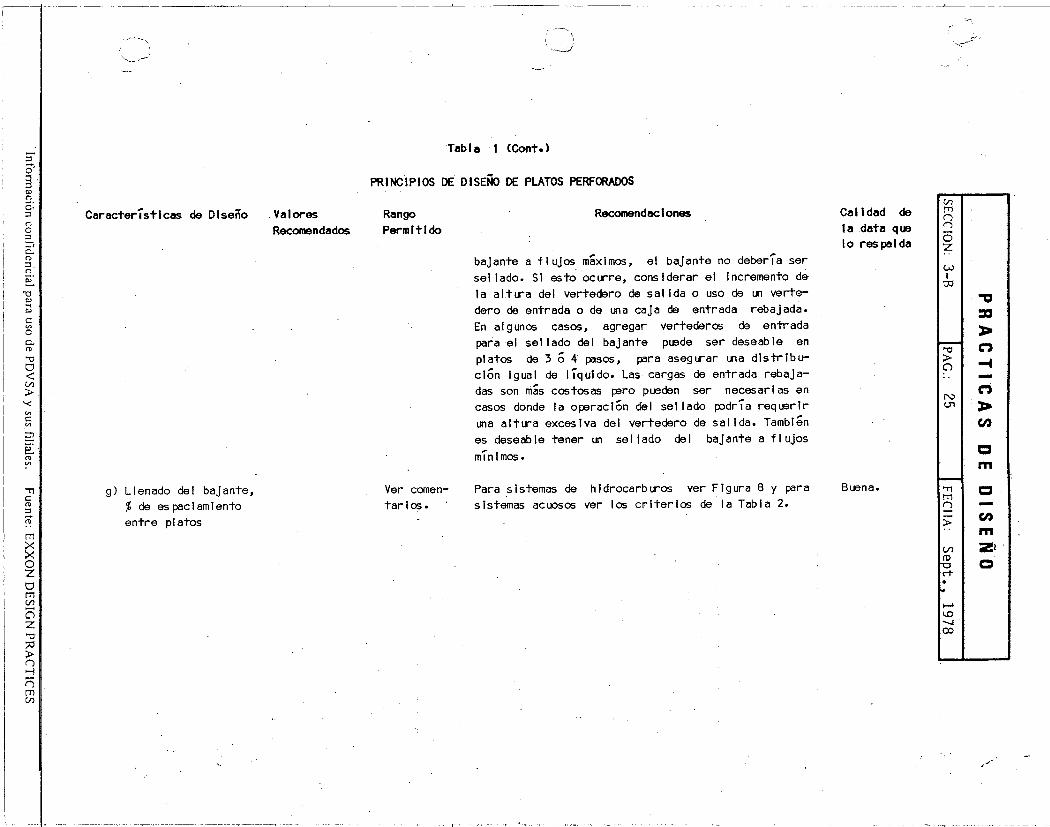
Tabla 1 (Cont. )
PRINCIPIOS DE DISEÑO DE PLATOS PERFORADOS
fa.
=
Características de Diseño .Valores
Rango
Recomendados
Permitido
C,n
bti
cGrn
t:)
U)›
g) Llenado del bajante,
Ver comen–
Para sistemas de hidrocarburos ver Figura 8 y para
% de espaciamiento
tarios .
sistemas acuosos ver los criterios de la Tabla 2 .
entre platos
Recomendacione s
bajante a flujos máximos, el bajante no debería se r
sellado . Si esto ocurre, considerar el incremento d e
la altura del vertedero de salida o uso de un verte-
dero de entrada o de una caja de entrada rebajada .
En algunos casos, agregar vertederos de entrad a
para el sellado del bajante puede ser deseable en
platos de 3 ó 4 pasos, para asegurar una distribu -
ción igual de liquido. Las cargas de entrada rebaja-
das son más costosas pero pueden ser necesarias e n
casos donde la operación del sellado podría requari r
una altura excesiva del vertedero de salida . Tambié n
es deseable tener un sellado del bajante a flujo s
mínimos .
Calidad de
la data qu e
lo respalda
Buena.
Nf D-csc t
V
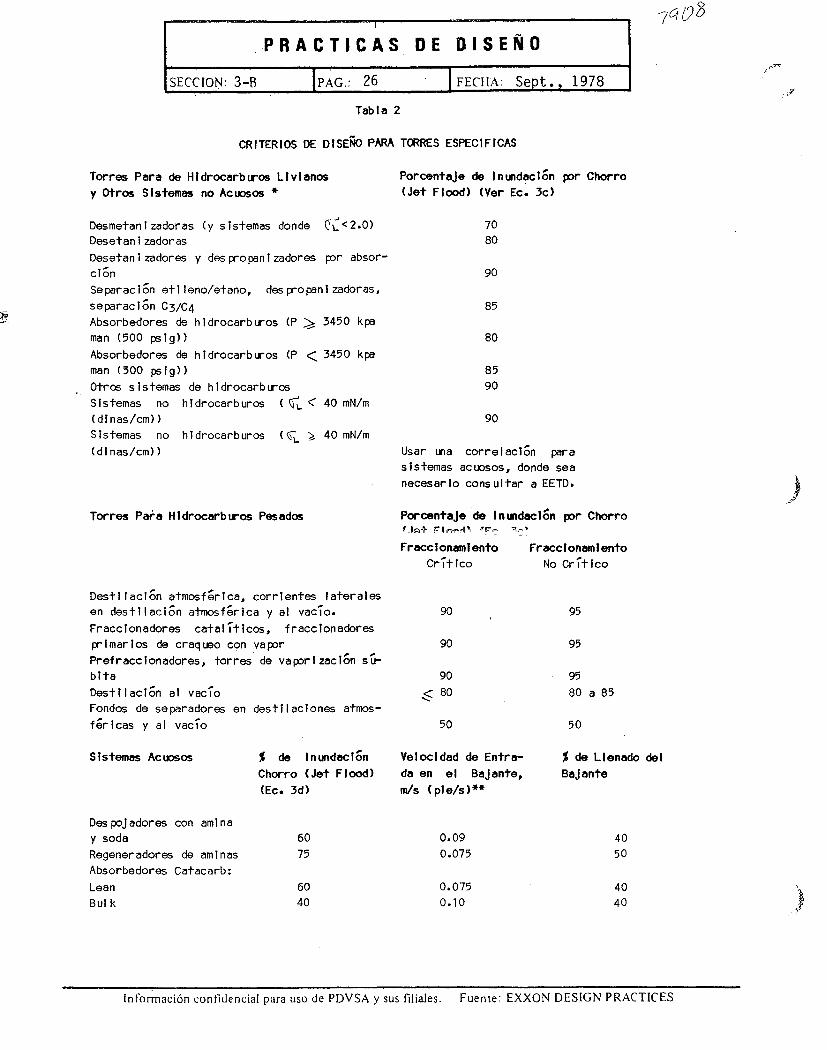
Tabla 2
CRITERIOS DE DISEÑO PARA TORRES ESPECIFICAS
Torres Para de Hidrocarburos Livianos
y Otros Sistemas no Acuosos *
Desmetanizadoras (y sistemas donde cL < 2 .0 )
Desetan i zadoras
Desetan i zadores y des propan i zadores por abso r-
ción
Separación et i l eno/etano, des pro pan i zadoras ,
separación C3/C4
Absorbedores de hidrocarburos (P J 3450 kpa
man (500 psig) )
Absorbedores de hidrocarburos (P < 3450 kpa
man (500 psig) )
Otros sistemas de hidrocarburos
PRACTICAS DE DISEÑ O
SECCION : 3-B FAG . : 26 j FECI iA : Sept. ,1978
Porcentaje de Inundación pa- Chorro
(Jet Flood) (Ver Ec . 3c )
70
80
90
85
80
85
90
Sistemas
no hidrocarburos ( < 40 mN/m
(dinas/cm) )
Sistemas
no hidrocarburos (~L > 40 mN/m
(dinas/cm) )
90
Usar una correlación par a
sistemas acuosos, donde se a
necesario consultar a EETD .
Torres Para Hidrocarburos Pesados
Destilación atmosférica, corrientes laterale s
en destilación atmosférica y al vacío .
Fraccionadores catalíticos, fraccionadore s
p r imarios de traqueo con vapor
Prefraccionadores, torres de vaporización su-bita
Destilación al vacío
Fondos de separadores en
féricas y al
vacío
Sistemas Acuosos
destilaciones atmos-
%
de
Inundación
Chorro (Jet Flood )
(Ec . 3d )
Despojadores
y soda
con amina
60
Regeneradores de aminas 75
Absorbedores
Lean
Catacarb :
60
Bulk 40
Porcentaje de Inundación por Chorro
Fraccionamiento
Fraccionamiento
Crítico
No Crítico
90
95
90
95
90
95
< 80
80 a 85
50
50
Velocidad de Entra-
% de Llenado de l
da en el Bajante,
Bajante
m/s (pie/s) **
0.09
40
0.075
5 0
0.075
40
0.10
4 0
Información confidencial para uso de PDVSA y sus filiales . Fuente : EXXON DESIGN PRACTICE S
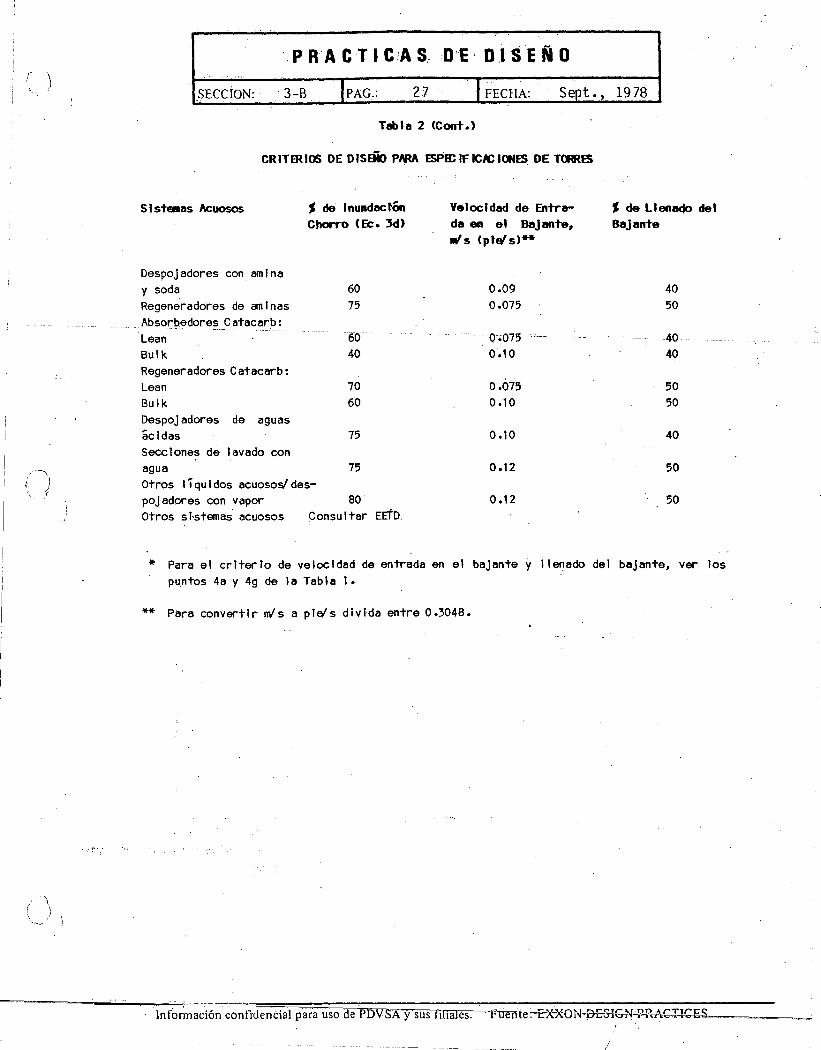
Tabla 2 (Cont. )
. PRACTIC_AS .. D'E D l S E Ñ O
SECCÍON:
. 3-B .
~PAG. :
27
FECIIA : ' Sept ., 1978
CRITERIOS DE DISEÑO ARA ESP EC IF ICIC IONES DE TORRES
Sistemas Acuosos
Despojadores con amina
% de Inundación
Chorro (Ec. 3d)
Velocidad de Entra-
% de Llenado
da en
el
Bajante,
Bajante
ifs (pie(s)*"'
de l
y soda 60 0 .09 40
Regeneradores de aminas
Absorbedores Catacarb :
75 0 .075 50
Lean 60 0 .075 --40- -Bul k
Regeneradores Catacarb :
40 0 .10 40 .
Lean 70 0 .075 50
Bulk 60 0 .10 50
Despojadores de
aguas
ácidas
Secciones de lavado con
75 0 .10 40
agua 75 0 .12 50
Otros líquidos acuosos/des-
pojadores con vapo r
Otros sistemas acuosos
80
Consultar EEtD
0 .12 50
* Para el criterio de velocidad de entrada en el bajante y llenado del bajante, ver lo s
puntos 4a y 4g de la Tabla 1 .
Para convertir m/ s a pies divida entre 0 .3048 .**
lnformación confidencial para uso de PDVSA y sus t ►liales .
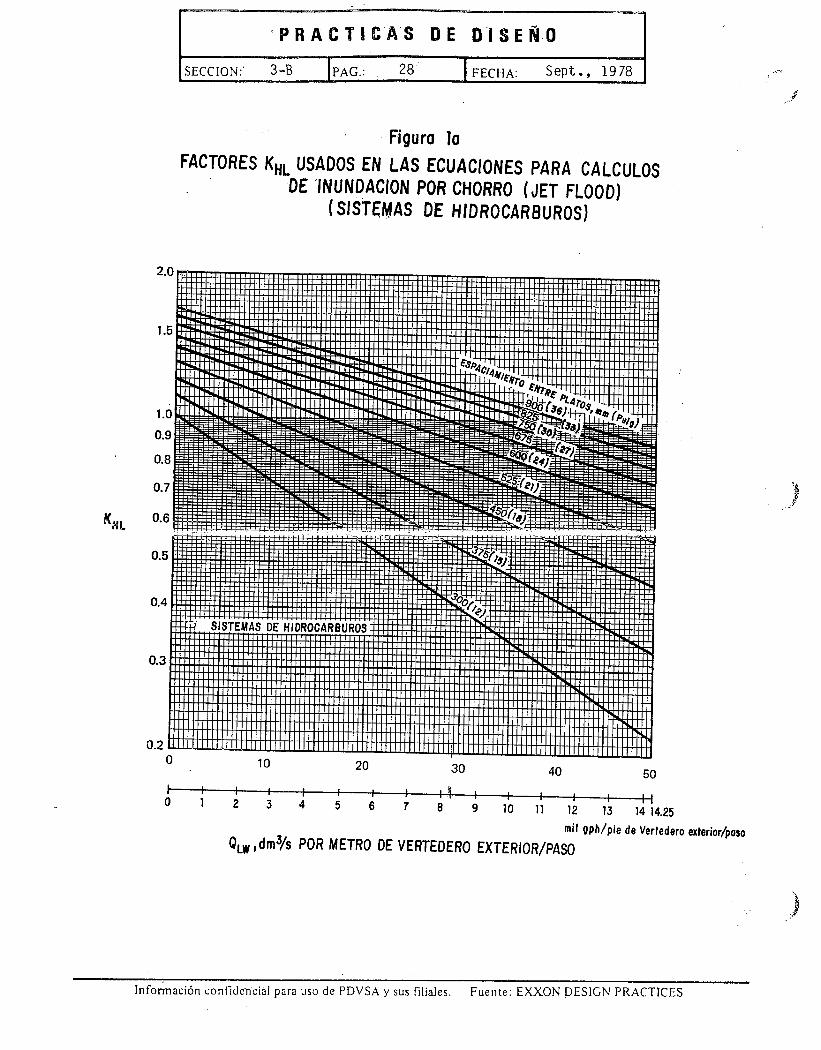
'PRACTIC'A'S DE DISEÑ O
SECCION : :
3 — B
1PAG . :
28'
1 FECHA :
Sept ., 1978
Figura laFACTORES KHL USADOS EN LAS ECUACIONES PARA CALCULO S
DE `INUNDACION POR CHORRO (JET FLOOD)(SISTEMAS DE HIDROCARBUROS )
@I ■ .. .0 N....■u..■■■■■■. .■ u ...uu.m.uu■■ ..■■uu.■■■■■ ■ . .u.. ■■ ■0 ■ ■ 0 ■ I. ■ MI t I .III .I. ..EI .I.O.II.IIII.I ..II . ..IMI.I...II..IIIIII.I.II .IOI.I OIMII .II. .II ..M.IIIII .M. . ..O..II.t .I.III .II .I .I .II ..II. I.. I .. IMIInIIII.. ■.IIMOIIIIII.III.III .IIIIIII II.O . .t . IEII .IIIIMM:~• .O1I ■ ~. .II.OIIIIII.MIIIIIIII.IIII .MIII.II .IIII .EI .III .MII tII.1It .III III ..I .IMI ..IIIII .OII .I .I.MI-•q tI IIII. .IMEMOttt.t.. ■BIt. ■ I.IEIIIIIO.II.IIIII .ItI II~IIIII.I .EIII.II.I .II.IIIIII..tIII.I.I .IIO .~ ~■ M ~.-_ ■1tEMEEEM.EEOIIEMEEEEIMEEEMEIEEEEEEItttEEt 11EE .EIEEEMIEItIEIEEEIEEUUUE .EEEEM IEEMI.. ~_ ~ OI .:!,v..:_I•OtMItttttlOI.OMME/. .IEIItEtItE.O■ ttEMEt tEtMllttOtE.IMMI.EIItII .OttIMIMEIEttIMIIIMI~~111ti!VE.i`~. .~:•.1 ~ 111t1tEMt1111IMt1/1ttEtttt1111118ttM11 M11ttt1E1E1I1EMt1IE1tIt1111tItEtllt t11 .:! R R18ti ~~ .Iir.'mqmi !411t11111111/111111118 11/0 11111/1 11111111/11111/1t/111101101t1/t1/11111 1■: •W8~.i !iÚ1t . .z!N11..'_•VM .ZwO11M1111181811011/1/11//
1I/1118 //81111118811181111/81111/8111 /11Í11.:~~IIE .:~.~/ /E . ::!.11~:!vl~ :__! .111111/81/1181e" ~:_--------
- - 11111111111111111111111111111111 1
~~fNTO/I/I
ÍÍÍÍÍÍÍÍÍÍÍÍÍ~ÍÍ ÍÍÍ~
Ífh7;qF
1111111111111111111111111111
Itr ~25 L.or_- -
~PuL ► 11
Kw L.. .8 e .. . : :: r..... :: :..~d : :: : ::
:.
. .: . .:~ : : ::: :. ..: o
..■o.
.. :::::: -v
u e. ..uu.e... 3 -:::: ou
. . e. ...u.u • .... .eu. uI;: ::: ::ou■ eu . . ..uu.uo.e..o. S •• ■ouu.o.vuuuuu.
..uu.uuouuuuu..u...e..e °pO°°••••••.
s::: :::i: :ee .ovvu.uuo.u.■u...uuu.u.uu.o u.u.. . .'•°0••••• 0
. .o.u.-v:iiuu.iiiiiiii:iiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiii /ii ...iiiáiiiiiiiii :iiiiii:iiiiiiiiiiiiiiiii .: . i iu ■ . u u vu lv.uuu u.u..~ . . u.u a... .u.. . .u :.u u ► , . .. .uu au..iiiiiiiii=iiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiii..iiiiiiiiiiiiiiii ~i iiiiiiiiiii.°iiiéiii iuuo.u.u.uuu.uuu..n..uuuu.uuumu.u► .
uuouuu .uuum...mu.u• uumuuumuuu.: ~
.mu..uuuuuuiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiii•iiiiiiiiiiiiiiiiii ~iiiiiiiiiiiiiiii l i ..7.1
iiY SISTEMAS DE HIDROCARBUROS "~'~` •!""~~... . . .. . . . .. . ... .. . . .. . . .. ..... ... .. .. .. . .. .. . . . .. ... ..° M II .I. ..IMI..II iiiiiiiiiiiiiiiiiiiiiiiiii~iiiiiiiiiiiiiiiiiiiiiiiii~ii iu. .I.III . ■II.IIMIIIIIIII .IItt . ..00 I IMEMO O I . .. .■ . ►:RM O .. .I I.; •. I.II.00OI ..I.00O .I.IOIIII..I.III ■ IIIIII I I .II. .I ■■ II.E ■I .II■ I ■IIMIIIO MO .OI . .OI.OI.OI.OIIII. On..IIIItIItIIMIItIIItIIIttIEIItuI .I./EOIIttIIIIItEIMIIEIM tOIItnOIIYIIIIII . .UIIIMtiIOIIIIttOtllt. tE ■.I.EI■ t■EE ■tt0■ Et ■ MEIE■■tuEIIItEt ■ tBtt .IEEIMEMEEIMEtIE■tE ■It ■Et ■ Ot ■ u■ EEW.IMIMOE■ OIMIME■E■tM ■OIIEEEUEIEE EMEI1 tE1EEIEEMI EI1I1 uuEEEMMt I1IEEEEtEE1E0u uuuEEUUEEEUUM EE1t : •UU EEUUEEIEEMEEIiiiilii1i1i1iiiiiliiiiiiliiliiliiii1i1i1iii1i1iii1iii1iii1iiliiiiiiiliiiiiliiiiilii.1
áliliililiiiii11111111111111111/11111111111111111111111111111111111 11111111111111/11111111/1/1/11/110111/111111/1111111111/1/1111111111/111111111111111111111///11/1111 11111111111/111111111111111111111/~ ;011111/11111111111111111111111111111111111111111111111111111111 111111111111111/11111111111111111111101/111111111111111111111111111111111111111111111111111111111111111111111111111 11111111111111111111111101111111111111111111111111111111111111111111111111111111 11111111 1 111 1 11 111111111111111111111111111111/1/ G111111111u1W11111111111111111111111111111111111111111111IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIU1111 10
I
I
I
I I I I I I I I I I I I0
1
2
3
4
5
6
7
8
9
10
11
12
13
14 14.25mil gph/pie de Vertedero exterior/poso
QLw,dm3/s POR METRO DE VERTEDERO EXTERIOR/PASO
0 .2
0. 3
0.4
0 .5
10 20 30 40 50
Información confidencial para uso de PDVSA y sus filiales .
Fuente : EXXON DESIGN PRACTICE S
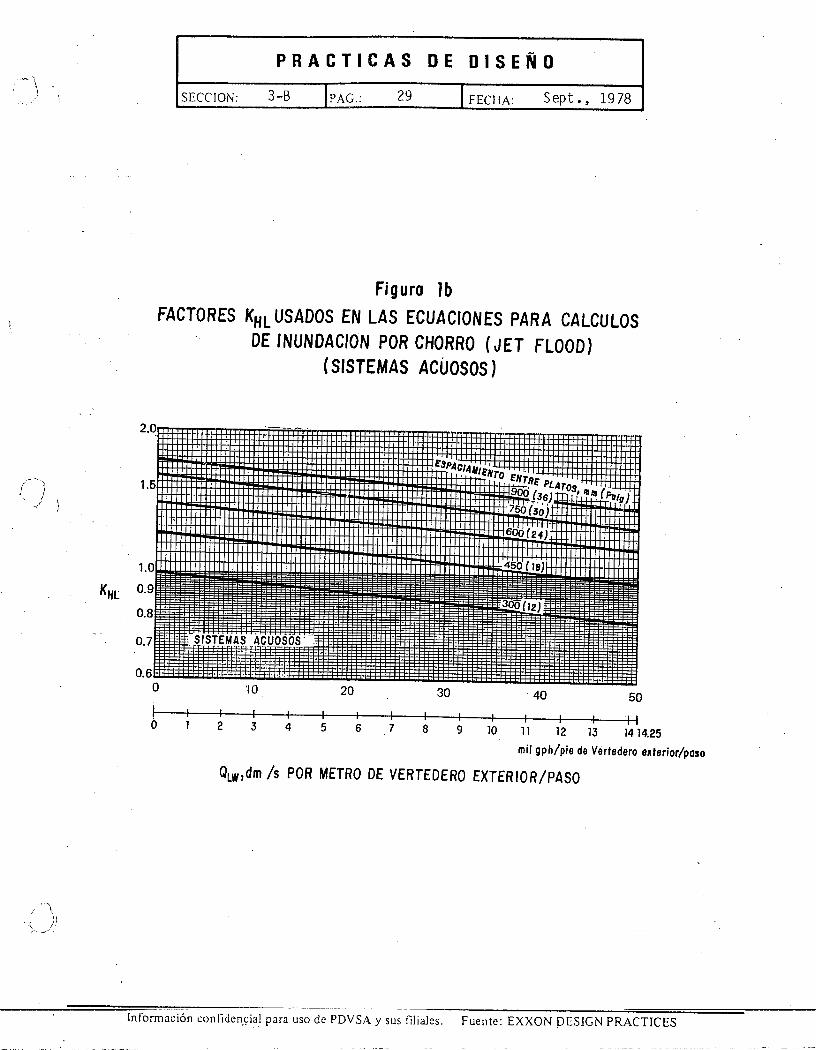
PRACTICAS DE DISEÑ O
I I I I1
2
3
4I I I I 1 I !
8
9
10
11
12
13
1414.25
mil gph/pie de Vertedero exterior/pos o
QLW ,dm /s POR METRO DE VERTEDERO EXTERIOR/PASO
•10
I I5
6
20 30 40 50
K HL
1 . 0
0 . 9
0 . 8
0 . 7
2 .0
1 .5
SECCION :
3-B
IPAG . :
29
FECHA :
Sept ., 1978
Figura l bFACTORES KHL USADOS EN LAS ECUACIONES PARA CALCULO S
DE INUNDACION POR CHORRO (JET FLOOD )(SISTEMAS ACUOSOS )
■uuuu ■ u ■. ■ aM.MM1. .i1 . ■. ■. . .■ .. ■ ■ . .. .■o. u.u u ■■.O.uu... 'MMMMMMMMMMMM
ii~iiiiiiit■iiiiiiliii~iiiiiiiiiiii ~iiiMiiiiiiiiiiüiiiiiiiiiii iiil~iiiiiil~iiiCiiiCiiiCii~ii ~~~ r~~
■■. ■~u1M1 ■~: :: ■■■■■■■■■■■■■■■■■■■■ C■■■■■■■x■■■■■■■■ P
■■■■■■■■■■■■■■■■■■■■■■■■■ ~■ ■iii■■■ ■ .
■ ■■■■■ ~~1 ■1■■■■■■■■ ■■■■■■ x■■■■■n ■■
AClgYiúun TBE !NTO
PL4 T03, at
■■■■■■■■■■■■■■ i■ ■~■ . ■■■ 1 ■■iIlG3Gii■■■■■■ ...__-_..■■■■■■■■inl ■ :: ■ u■■■■■■■■
E
E"
■■■■■■ ■ ■í~ ■iñiiiiiiiñ■:: : :~unn::iiiiiii7ii::
iGiii ■■■ i :~1011 ~
ES
:::iii~
11O■■u ■■ n■■u■u■■■■■riu ■■■■■ . ..::_---• ■.nunnuuuiñ ■n■■■ .::.-_-~ )
lPn c1 r■■nu~nmuurmumnuu ■ Ilu=u ■. . .:-:- .•••■■■mnmu■■ iu
(3s;!:---, .
1q r1 ■■■.■ 6- ;: . --•~■■■■■IIII~~~~rrrrlrrrrllrrrrr111~11~ 111 ■■■■■ .~ .-■ •■■■■■ 750 (30) 111111m1111■■ í■■ .1111111111111111111■■■■■■. ._!!n ■■■ 1111111~1~~~1111~11111111I1111111111 ■■■■■... ._000I11111IIII1111111111111111111111111111111111111111111■■■ ñ:.. '••~~ ■u111f111~~~~11111/1 111111 ■■ í■■ r_ : .. ■■■■■111111111111111111111111111111111111111111111111111111 ■íi :■■ ... .!!~u 600 (2 4) 1~111111111111I111ems __ IIIIIIIIIIII1111111111111 ■ ü:~::•••n11U11111111111111111111111111111111111111111111111111111 1■i
iiiiiiiiiiiiiiiii i€ ° =___=____="-"=___= ==
____ __'=s_f3' ='z=='== ~= ___
--~___ ___ 3° ======O°
--- ------ '-°- -
- ° ° ee===e==_
--_ -_
_ --
==o==°='_°__'___
_
=-
a ===8 =c c====__ -_a=
°
— _ ' ===-=e=_e_
-__=--
Y __ :- ________-__°===a
=--_
-a 5=__a=--
--_---5a=-
=_e-_
:__-e=_
-
_--__-___° °__~_
____=__
-- --:SIS T E M A S A C UO
_- ' ---_-:_--_- :--_-_ - =
---- =_ -- _ __:_ -_ _
-
--- -
~ _ - _-" _- - _- -----•
-_ - S OS' : :5: :=_ :__:_?M?_- -- = == =
~-----
:__ ••--• •~---•
-------- -__ ___--_-__- __ ::~ :_. : :~
.. : :. 0________ _
______ . .--
-:5~. .~~~
~-
_ .~;~-■ :-_MMMMMMMM M.. ... . I= ■7:
: _M MCM.. .. . .._ ..
Información confidencial para uso de PDVSA y sus filiales . Fuente : EXXON DESIGN PRACTICES
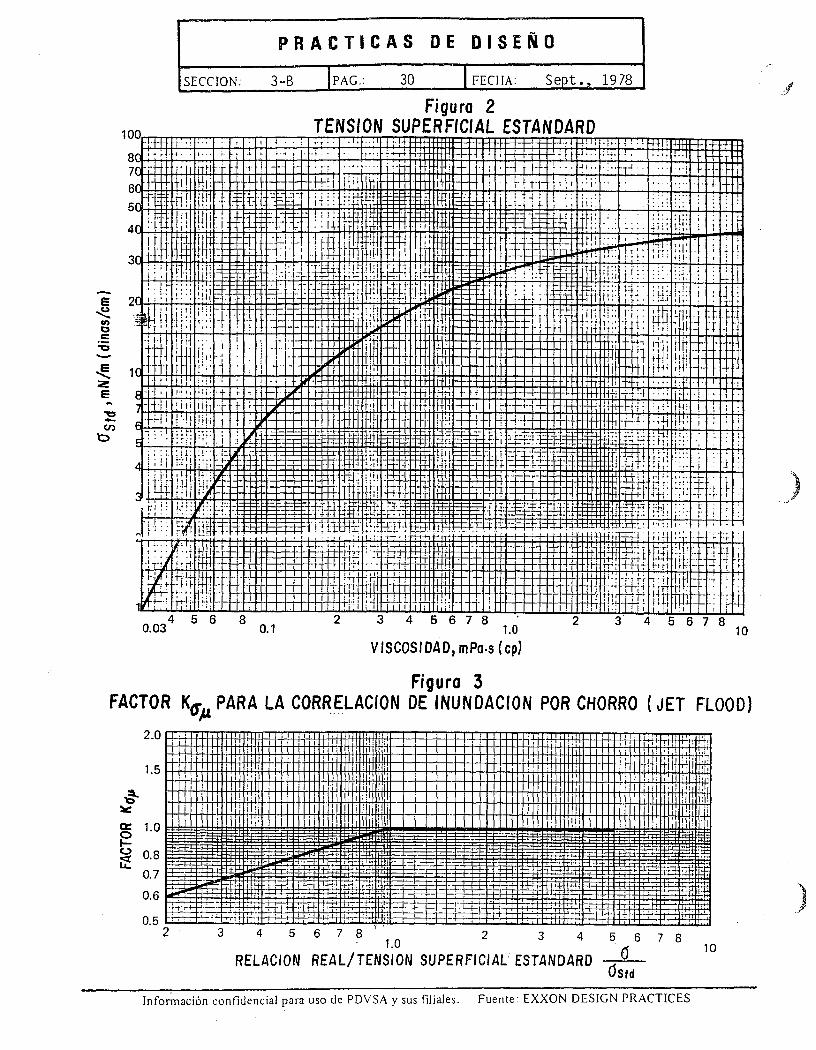
PRACTICAS DE DISEÑ O
SECCION : 3-B IPAG . :
30 FED IA : Sept ., 1978
Figura 2
TENSION SUPERFICIAL ESTANDARD~mmu,s~:: :~ur~:~ ::s:=s=::=a:::~~~aoo~.M m ::u l : : : :a:::::: I NM:=::::u:::um,„ m
1~HH~1 nitH IHH• .■.~
■. . .
:■■ ~ ~::: ~I ipH ■r -'■a■i1HíilAl~lii~Y~~ptt~■.a>f i1 ■■■.
~M:IHnIIIII~~HU~~NI~~
®~QH:R .Ir~ ~MHHHn~sIIOHQ® I~I~H■ ' MI IBMl~.~~f~■ ~ ■ =■ =.■ i~==Z..”í~ l{ñ=::i:OCliiúiñ=ii~Nll/~i~~lir
0 : ®I~l~MOUNNP~~M~:_=:i~~NI~=~PHn~~E~~e~~j~ ~
■
■_
~p
~ f;ll{~S{~.
lS~i . ..
r.■ ■.
O~f1e1.1~_..:=~T■■ ~L:~':
_: ■N
M , ; ::, : t ®IE
1111~ 1 j ,
. ■
~~ ; ~
.
■ ~~~
Cpi
. .l! ~.~.■
Í i.==ii~~
~~..
~u P
■■ ■
- ~~
_
O
x ■.
~
....
~~ ~iG7 ! ■■ IQQI III f =r~ ■ i if■
MEIÍ:i l" ~' E ■ .~i'.~m~~■' ~..■~
!
-~
:,!
i MAI;.~k~ i.'i~~~.~'
~~s~
'1~~:m~~~ i
.
.
..
..
:.
. . .: : ; :
.gi1
. ' ~I : ,
1Ja-=~
-s.~
-.■~
■s~~~~~
-~-T
~~~~,7e
■
~~~ 4 ~"~
,~
• ■
~:■~(•~
--~-■ -_ =
=~$n{~~
--_~
■
~~~- -~~
- '' LL ~̀'• fl®.
; .+ . t
,
I,
, . . . !!O:l ! :! +'„
. i■ ■■i ~■ ~ .~C■:
~i■C■ i~~ ■:3~-
.
.. ■
.Ií■ il ■7...■.
■■■■■.-i■~C ■■ ..C ..
■ ■sI ¡
~, + . r .1
i1,
i 1' ~
B
~~i ~ .
: Í ¡ : ¡ , ~ü~~■~í'ii =~ ■üQ .■ . ■
u ~~i■■
~~ „ ii■■
:■ii~Yi■~~ f
r
h + t1 ~1
:r t, I ■ :: ::~~' : ' ' ' 111 ;
1!19~• 1rtti
~:: 1
: I ■==~~i
:~=IC:=: ~:: :If llI
;i 1 ■■~:. 9i
■ ~ !~ 1 ~■ ■■■■ ■■■iü1 n I ~ ■~'íii i ~
=
iEll Iiimin~i im um iiú~iii:i :iiiiiiiii: l 11i ú
~;á:
,,,Yi1W®iYumt1HHm~11>a.■■ ■■'°° ■ B~1iCi% i~11iiC'■'i'si 01d~1N 11H...
■ ~::~~ iCZ m~fIHmC~iH
iiiniH~I~~ii ivHÚi'.i~Q:ii:ii :~Q.Y~I ■~■Ri~fiIL1~~i1H®i~C-.=■.ii■ Q QiQi~~®IIII~~®Hü
r ~~-°■~■. ,:
~M • ~'~ONs~~ia:
~_~
==B ...s~ -■- --- ~.. .M~
.
. .4° ~pp5 ■ _ t:. - a~
■~+ -o i!t i
2C:o
3íiC~~
_~ ■ ' : ::■ ..■
•:~r■l~üt~ + `
. . is;
~■~.■:~
.C:.C■1~_:~.:~.:::~
11 !14m m
■~ ■mstn■ ■
mm.■
:u■ ■■■
l■l
Tt' ~_ 1l ; ' T"~ Q
■
E ■ ■■
~ ; . ; I1~ ~~. ~■■■~p . ■■■ n ■■.■■r.■.■ ■■ ■ ■a■ ■■■a■.a■ ■ ■■ ~iuI C.~AR
~= ?. ::~r-■~~~ ~1 ~~~°
s:::~ -■ I~■®®■y■Y~ ~
..--. .t . Ns :_'
■~■ .j~
~¡¡~.qN■.-f.YN~ II ®~~ ~
~■~■:~: 3~~•~_~ ■ .~
N■ \IÁ.i .i • r ~ '{ Q i~i■Ól:rr~ i:~r ■..
. ' ,.i 1ii ■• ,,_1_. .t
1 ¡I-
=rru ■ il •',._ . ~-~. ; 4- .r .>. ° ¡I: :~. , ' t ; .
• ., } . .. .. . . . . .. . .
. .' ,
. .+ ,-+ .
J''4 ~iM:~
r■~IM:::■ ■E:.=i~ r
~. r7j -
■ ..■ ■ruraa■ ■■■ ■uo ■■■ ■ *+.
■■
r
,
r +aiL..1 !
t NN
.
~ ~=:szs=:a :~.:~ a .aii~ ' QQ: In'ú BQ~QI ■ii■■i:mi-ii ■■ e :~i■i ~éiHQ Q Q
~~ ■x■ ■ .■ ■ ■ ■*■w■xm~~■■ ■an ■ ■■ ■■■ni
r ~y
C
T .1
■■ ■ ~~■ ~~
■■■gnIll 11111■■ ■ ■! ~~ ■■■ ■ _ ~■ ~
~ ■~■■■,1,C 111 ■■ ■_
!~!■~
~■■~■■
■~!■
up1~~_~~
1 ■■■~~~ ... ,~
3
3
E
0.034 5 6
80 .1
3 4 5 6 7 81 . 0
VISCOSIDAD, mPa•s (cp)
4 5 6 7 81 0
2 2
Figuro 3
FACTOR K6 PARA LA CORRELACION DE INUNDACION POR CHORRO ( JET FLOOD )
ar~rw■■■■■ u~ u ■■ ■mnumwn ■~■■wa ■xn■ ~I ■ ■■n■■ N ■ nnm■■Nr■nn.w~w■I~u~ ~x■■■ !In■I~
ü■■~H
in~nwñ
I■ús
I íi iiwxn■■i■a■■■ui■ ui ■sl■■■■■■■ ~IUI■1■■■■■N■■HI In ■■■■llnx ul
i ~■ISIME~uM ■■■■■ n I Ilnl■■■■■ 1llNrou~
iiiinl!!
~1 111■1
~I111 1111111 Ilt
111~~~■■■■■■■■ ■n■ Ei Illlt■n~1 iiii ■mE
í■ „111 IHH111 ■■■■ 111 1111111N IHIIIIHN~■■■■.H■ ■■H■1Hllglllllltl■■■1■ N111~HW■ IB 19 pi¡~ñ'iiim ~
1u~ 1~
~
lll
~I~u~ u ' ñ1d~~~ñ ii
m~
m~i~ún ii iiii ii iiiiiúri iñl~iñiliiiif°üí~uN~ ir~in
~~~~u
~~m
C:~uñIII~ .~u~i-~. ~.
~Nl•A
ní.R~~n~
~..:t~: -- . .~ 7 1~--L~~- ~ C~'S~°C
Mé~ -TS~s.
= --~1: ~ '~-~~= _ ~~ss=:. : :s.-.~.._.
.-~sas:ss~~: . : .~:: ..~-~ .=°. .. s ~:~~:.xp..... ., .i._^-- c—~.s: ~:s-r -:s:x-. :-s:_..~x s ---
.
-•.e-sa---sx~ s~....:: . ww-~r■ - . .N ~~:.~-._~~~a
_-x
--~~'ñ- -
:u=:~:áS, é-x:--m--.■--- 6.--■-• . i
~~~w
~~~~
~.N~■i-~iM ■■ ■-~-i~~ ■■■■■■~
■
y■„tuN■~~~
~~■~~■r■~~■■■■ ■■r■■■■~ ~~pN. ,~~
■~ -H ~ ~~w
~■y~■N~/.~p
-Sf.l~~ ■~W■N■■ ~ ■,r
■ :IÁ■■■■■p ~■■w■Ntl\N■~■■•N
í~■~~MfYd■■~. ■Y.■; iÑ ~•■•N■■■.W■■ . ■■■■
M~■m■■
■.■■p■YH ■■■■O ■■■/ N■■■■~ IfBMNN~■~■.~
~~■■~~ .~~ p/M■,~ r ■ ■~
■■■■■~pf■■■■~■■~yy~■■■■■■■■fY ■■ ~■■~p
■■f tiW■■■■■ ~~.~~~
■■ ~■■■■■~ ■n■■M ■■■0■■ ■f~ ~1R
NN.-■ ~■■ .
~~Li: ■~■~ ■■9■■ ■N~~ ~~N.■~::i■ ■■■b~ ■ ~~■-■■ NO~:■■~ ■■~
■Y ■■ ■lfl■N6■■■1/a2 3
4
5
f,
7 R A
2 . 0
1 . 5
1 . o
0. 8
0. 7
0 . 6
0 .5
1 .0
1 0RELACION REAL/TENSION SUPERFICIAL' ESTANDARD ' óstd
Información confidencial para uso de PDVSA y sus filiales . Fuente : EXXON DESIGN PRACTICE S
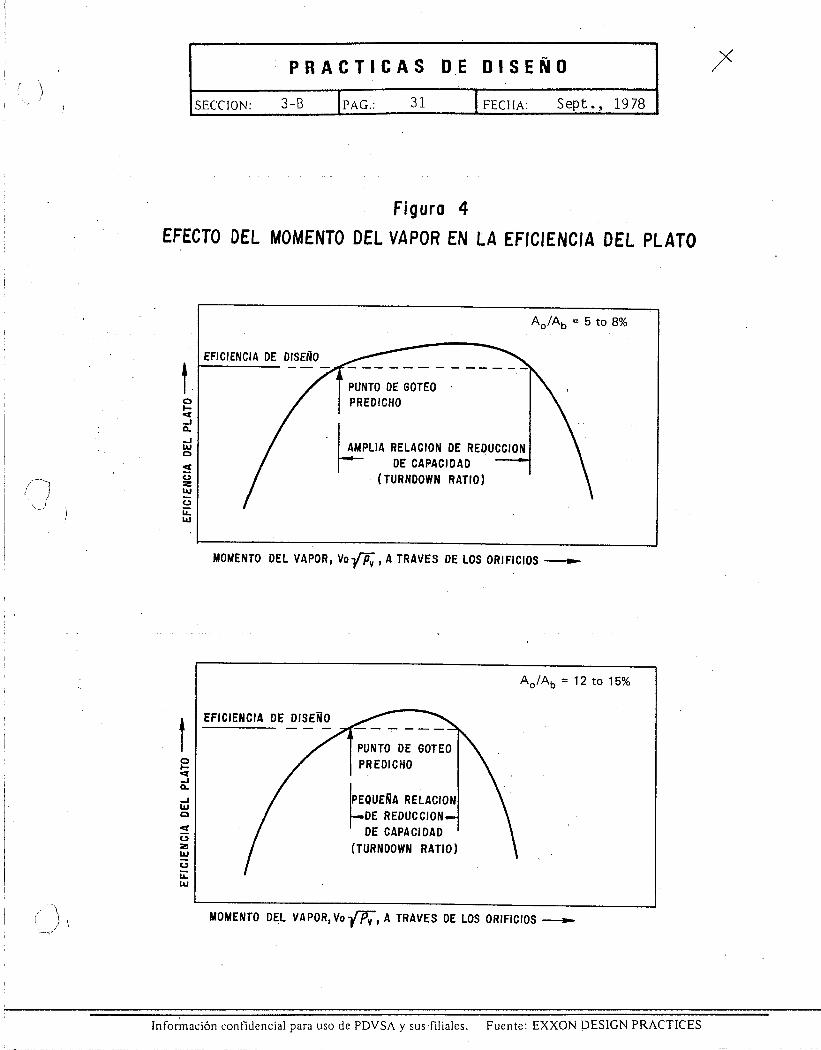
PRACTICAS D .E DISEÑ O
Figura 4
EFECTO DEL MOMENTO DEL VAPOR EN LA EFICIENCIA DEL PLATO
MOMENTO DEL VAPOR, Vo p; , A TRAVES DE LOS ORIFICIOS
MOMENTO DEL VAPOR,Vo
, A TRAVES DE LOS ORIFICIOS —~-
SECCION :
3-B
IPAG . :
31
FECHA :
Sept ., 1978
Ao /Ab = 5to8%
PUNTO DE GOTE OPREDICH O
AMPLIA RELACION DE REDUCCIO NDE CAPACIDA D
(TURNDOWN RATIO)
Ao /Ab = 12 to 15%
(PEQUEÑA RELACIO NDE REDUCCION...DE CAPACIDA D
(TURNDOWN RATIO )
PUNJO DE GOTE OPREDICH O
o
JaJWo
ac.)
W
W
f
Información confidencial para uso de PDVSA y sus filiales . Fuente : EXXON DESIGN PRACTICES
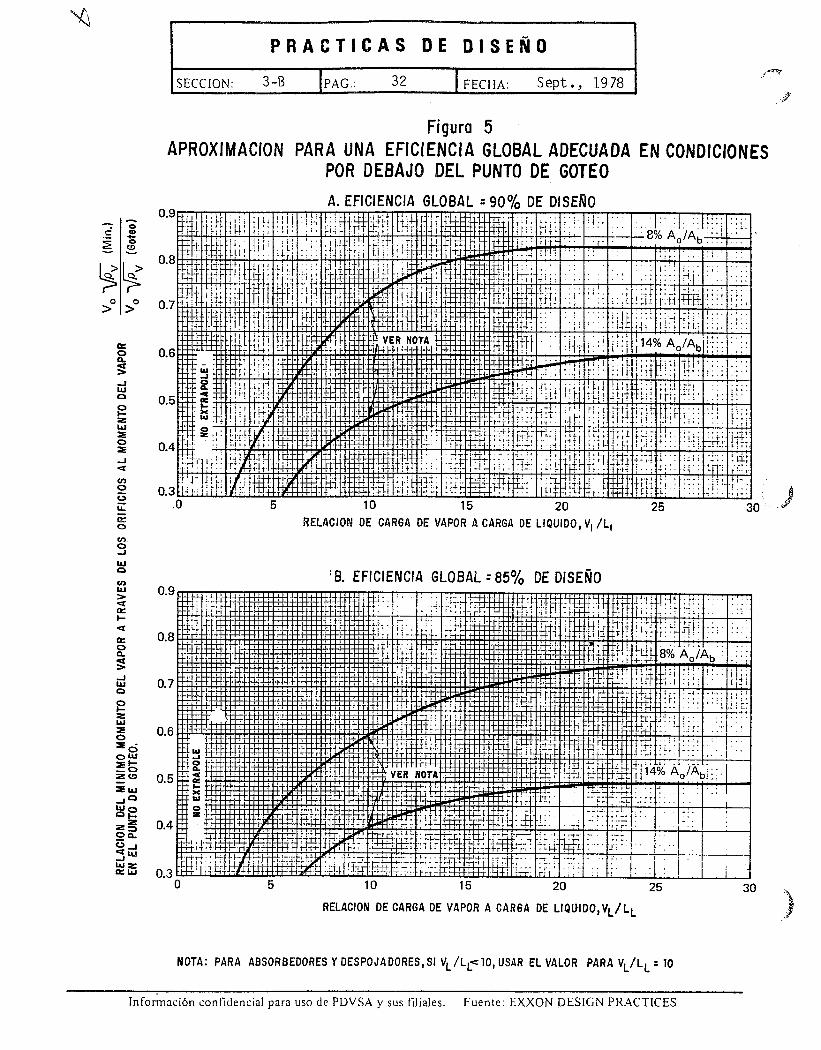
PRACTICAS DE DISEÑ O
SECCION :
3-B
1PAG . :
32
1 FECHA :
Sept ., 1978
Figura 5
APROXIMACION PARA UNA EFICIENCIA GLOBAL ADECUADA EN CONDICIONES
POR DEBAJO DEL PUNTO DE GOTEO
A . EFICIENCIA GLOBAL = 90% DE DISEN O
~r~ l ik ~i : ;~` ; ' ; ; ; ~~i,
~~ ;: : ■ : ; ;
l
I
I
°
~/ A %A.. i
. ~' ;i
Pl
•:I
0í. .
•::. um mm
° o b
m~~i~E=
~i.l , : ~
•~
~f~ mam~üli~YR1 ®I~iIN9
®f®
~
+I~ ■:
I ~ r ¡+~~ ~? ~~■'
~
f
üt~•
■i1~~~
~~
` '~.tEMI •
1uY ■i
~!a~
~ '
E7
¡'l ~~ l l ~
■■■N . I ~ ~~~~. ~ !`? L
■
~i~ ~
{
~ Í: '• ~.~ T I j ~ •
I '~■ ~,
Lt
{ 1~~,paa
~u
ee~~üi~~~~~
~~~
~r(¡rl ~■ ~
~~füi7
~~Y: ■■
I~■
-%. ~ : ■ .. .. . .. i ;.
VE R NOTA
+ :a
~'■ ::
.::
_
:. .
~
:H.
~13 1.
'
' °` 14% A /Abo
i r
■■.
•W.J
:: ■■~
■■
' ., . ',
~¢~jYi
u■
~¡~ ■■I ■~
:'u~
H■
~
■
■ H HS
O■■i
!{ ~~ ■ .■:~
i ■ .■H■ .■
■■■~■
■ H
■
'
_
■I~
■■:~■■W
:::C■ ■■°~•̀. '~ ~■~~~ ■~
~WY~I~
~•
~
~~
MUIOIU$t~
H•
• •
•
.
•.
d~
a
C . !
!
I~
'v°
:
, aaI
::e
■
~a:
'
. ■~
iH
:~~
■
G
i■yH
~C::
~
~~
¡•~■■F
ái
{ ~~~
■~
~: ■■~~~~
■■
■■■
_
i■~•i
11~Ly
:.■NNg
■■
~ií'■~■
ua.■■~■~
..
li
~ t ~ ~_ . :'
i .l
¡rr i .
.
Y X :
~
!■
~~~~~ ■■■ : ~i
■
■ -i•■, ~~
/■.■
■i=i
■■:~
■ ■:■ '
~~
[ i
. [ ,
t'j
1-
i~
I t '
r - • j■~■:■
W ~1
I
! •_
'
~
~■■■■
~~ ■■■~~Y■Y ~■i iú: 41-: :ú
■■iu ~■ ii
i~i ~
. .
... . _
, ;
i ~~:•e:
■r~~1 ~,. -. =~ra.. . Y '.
~
~i-F~ ¡
r~
tt}y .i . - -{ ~ .
~i:~I~iA~á~é~ ~~. ■ ■~~0~ ' -# • r fi •. . •
.:°: : :. _ ■
.
.i'~~ ::0■■~.
i~iL
e
i #f .t
~~t~ . . .
~
' ~
~
_ . .■Y
■... .
..aJ
I
`
■■~W■
~
,: ~.
HH■r
■
r■ ~~~H
■■■~H~
■~
~.~■
•~
~~
~~~
■■■
.
.
■■■■H
~
M
■■■~H~~
■■■~
~ `~ a ~~~■■~ ~~.
1■.Y \ ■■■ . . ■0. .M.■■■~ ~4
D 5
1(1
1F
')n
RELACION DE CARGA DE VAPOR A CARGA DE LIQUIDO, V ; /L ¡
0.9
0.8
0.7
Q) .oJ
W
'B . EFICIENCIA GLOBAL=85% DE DISEÑ O
. : ■ . .. . Y.■
H . Y..:.,:..
~l;
11";III~I'=~j'■.p.
'~
~
~
= :':.I ,k~
r~ . III■.■ "■■■"'■■■ ' :. . I u'.: ~ ¡ .■+
~
■e~
~■■
■:'■■
Y~ ■ ■■~: ■■ ::■■■■
■■■■■■■■
..■■ I:~ ■
~■. ■~Y~ ■
■■~ ..■. ■■■
p:. ■~
■■ } }y
.
■
~ :■:'■'■ ~■: a■
I■
■■■ ■ ::
7■■.■::
■■■
■ iii
M ■■■■■
■1 ■■■.■ ■
9Y
r~H■~ ~~
■ ■ ■ : ■ ■ ■ ■ HH ■■ Y u ■. ■ uuo■H
■■■ Y■ ■ .
I:: I ' : :::'I :::
:I::: :I::: : :: ::
1 ..
Tom:: ::'~ ~:: ' "
. ..
~
.
~iI~ I=.I■ é■ ~ ■ C ~" .
■ ~ ■~i . = •!l. ~
-F°
8/° A /A
.. ■ ~. .H.. . : :!. .
■p.~~:■■.
:■■.■H
:■
1■■0 .~■ .■ CC ■■■
I■ ~ ...■ . .
:::.._
: :.;man: : ■y
~.. ..~---
~ .
_. o b
Y■
■ éáY.L ~
■■M ~
~
.■ C.~:a
.
.■
:.:~ ::
: :■s
■:
:~
' .:
=:
. '
É: 3e
"
:.: ~ t
.■~u
:°:
■ ::.~
.
i~~I?~.■ .
YY~
:~~.
iai
.. .~ls!_ . ~
i:~
0 ~ ~p■■■ p~
■
~
p
~
„~
' :+ ~_ ■. . ■. .M .. ■ . .. . . ütüal
'■■1. 11 1:1
IIIII' I ~e~I
:I~ I■I■I~'I:■ ~ :D~'::'„i' ■:::
e
~
I~
• •.
l:
I ■■ e■~HH ~~.H ■C H .. ■■■ ■
' I '
~
.:° ?: :u: ?:d
u l~~!-.:~s
~.:.. .
.: I
.~~
■ Y... .H_. .... Y:_
■■H
■ ■. ■
_
■
Y:::: : :: : iY ::::i:
■
. ~
H
~
:: :: :: :° ■ i::: : :• ::
:■
YO
■
. ■Y
■■~~■YY ■■■
i• '
■■■
.: .
;L” ? : : ~ ..~.
. . . .
.
. .■
■Y ■O
■ ■■■ ■■■■
■■■■■■■H
■
■■Y
■ ■■ ■■
■ ■Y■N■
■■
■ ■■■ ~ ■
■■■■~i
■~■
"
■
~■■~
■~
■■I
■l-. . g
~
■ ■■■
C■..
■
~~
■■ ■
■: :~■p
■.■
■■■
:::.■■
■r■
HY ■:
■ ■■ ■
■■ ■■■■
~■■■
■■■ ■■■■H
■■■■
■■■.Y
■■ ■
■■■■ ■■
■■ I_
. ■ ■::mu
■■ ■■■:.m.
■■1~' ■ ■
■.■ ■■■
■■■ -
~F ~
■ ■ ■■ l
~
. . . .
I I ■
■
DIM ~~
■ .Y■H~j e
::
■
~:Z
.::
~
::.. ..
-J■
O.
-~.s
~
■.■
:: :■■■. H■
"■Si- i7i7i '■~r. .
: ::.:: : :: in ■■Ii:H H:°:::
ó::Ilu
l''
■ H
Ir.' :
■
~i=
i■■ ■ H
-:L: ::
■Y -
VE R■
■
I : ' i i.
~--_ .+
; 14 /° A o %A b i : :.~:~
:a
NOTA■ ■~~i.~
Qw:: : :°:i ':°'
~:
=■:ü:::pG :: ::~
~:
ü~
■■ :Ñ~= iü'
p 'Nw
■~:
p.:
~H■
~A
~■■
■■■
■ Y~H
■■Y
~■ i YY
i■■ ao
■■ iC
W
■■■■■H
■■
'■7
■■■■
: ::
■H ■
■':
■.■Y
~ 'i ~iii
r■
i~■i
~■■~~
■~p
H■
■~~
~j'i~
~1■
■ !Q■■
:°
■■■■s-
ó::~
~~-■~
~~
~ ■~
p~~~~~ . :
: Z 1 . H■ :i
ii G
iY■ ■
Y■■■ .
■0 . Y +~■ ~
i~i ■~
■
Ni~6i~.- ■
iT= i■ ~ ~
~~.~~~~
iaii
~~~
_
~
~■■~r■ri
y
T■
~ ■
~i
Y~..
■~Y.
i~
.V~Y:HH Í . . _~ 1r ~.~
'
amu ■ e
■■ .H' ■H■ ■ •
~ .
.
.
.
. .
-•~q , • :
■■
~;~~
■■■ ~
;H•~
~y+r~
isS~~•I~
E~
-~ _ 1■
■~ ■ `
■i~ +r-r~~
■~
.. .
. T : . .
. ..
.
.
. .
'
.-~
~
~
ME~~
~
~ ~~~r !! ► :! !! C': ~:: ':~
5
10
15
20
25
RELACION DE CARGA DE VAPOR A CARGA DE LIOWDO,V L/LL
• 0.9
•0.8
O W
_
0.4
0 . 5
Z• W *0.3 i
0
C
30
NOTA : PARA ABSORBEDORES Y DESPOJADORES, SI VL /L L<10, USAR EL VALOR PARA VL/LL c 10
Información confidencial para uso de PDVSA y sus filiales . Fuente : EXXON DESIGN PRACTICE S
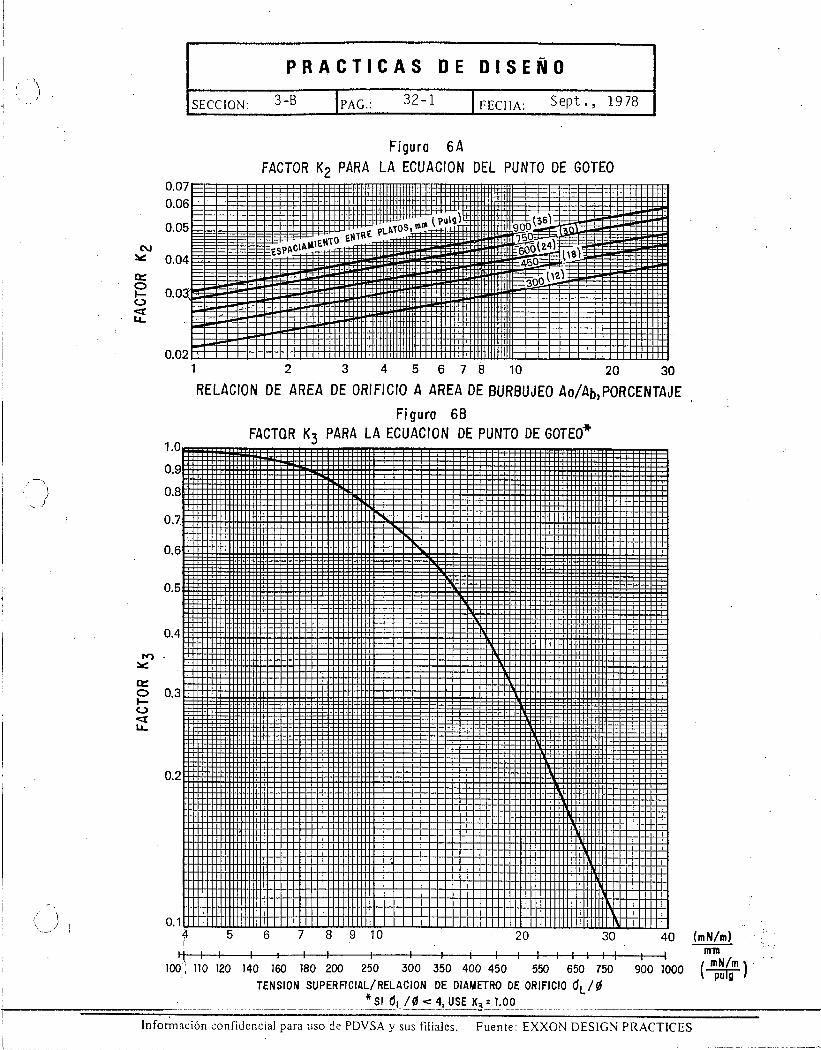
PRACTICAS DE DISEÑ O
SECCION :
3-B
IPAG . :
32-1
I FECI IA :
Sept ., 1978
Figura 6 A
FACTOR K, PARA LA ECUACION DEL PUNTO DE GOTE O
2
3
4
5 6 7 8
10
20
30
RELACION DE AREA DE ORIFICIO A AREA DE BURBUJEO Ao/Ab,PORCENTAJ E
Figura 6BFACTOR K 3 PARA LA ECUACION DE PUNTO DE GOTEO*
1 . 0
0 . 9
0 . 8
0. 4
0. 5
0. 6
0 .7,
Ii.) •
Y
0 . 2
0 .1
: :: :-=°==: :¡¡i:iC::i::ii:i :i:: ::--- :: ::ó:::i: : :::: ::::ü: :.00.::::. . __ r~ u.u u o..o.on....n o... .. .... .... .. .... .... .........un.rr~....uu..nn
~ ou u o.■ r:■ r -- n ■ ■ .. . .■ m...■ ■■.■■ ■. ■.. ■ ■■■ ■1■uu.. ..n..uuu u..~ ~..~ ■■ ■■■uunn nm...■ ■■■ ■i.■■■■.n1..111 ■■ 1 ..■.c.W
mmmmm 1 ■ ■■■■■■111111I1..1 ■■■ ..uu..nunuN.o..00uun.:RN
nnMMMu u11 ■11111..1.11111 ■ .■■■.••11• I•IN N .1....■ ■■■..11■111. ►`r... NN ■ 111■
~~111111111 ■■■■. ■1••1•111111111111111 1••.■ 11•1•1 ■.,I■1■1•MMMMM ■ 1.■.. .1.111•11111111N1 ■ 1111.1.IIIIIIII•INI.■
11•••■■11I11 ■:■Ell MMMNN ■■ 111.. .•1•11111111.11 ■■ 1.111 .11• ■ 11111I1111 ...■■.■1111 .111111 ■ 1 ■■■.•• MMM ■■■ ■. .11. . .1• .1.IIIIII111111 ■1•.1■ 1111•11111111I1111 ■■.■■ I ■■■■ . ...1 .11111_~11111M ■■.■■■ ■.■1■ 11••• ■11II1111111111 ■■■■.■■■■ .
1■ ••• ••II1I11I111111 ■■■ 11 .■■■■■ ■1••111111■1.11►~~. N1 ■I ■11 ■■.■■■■■■■ ■■■11t1•II IINII1111 ■ •t■■■■■■■ ■M al
I I I
■■■■■■•■11•It1• It1•I~~\~■~■■■■ 1111..■■■■ 1 ■ 11111111•I1I ■NII ■■■.■■■•■ •IIItIN1111111111111 ■ 11 ■.■■■■ •■ I•III111tI
111IL\ ■■■■■■■■ .■■■■•11111•11111NI11111111111111111..11111 1M~~
~~.~~~.:::::::
: ::: :: :~: : ~ : :::: : MMM.~.
::MMMMMMMMMMMMMMMMMM MMMMMMMMMMMMMMMMMMMMMM_ .v...o :: ::: :: ::: : : : ::: :: ::: :: : : : ::::::: : ::_-.-_._:: ::: : : : ::_
C~~-...\ •• ::::: ::: :: :::: : :: : :::ñ:--
MM---..
.==-.::.: : :. :
.
. . ..u n..---o
... . ... .
unu- ------
.u:: : :: : -- ~.~ ... .
o..
u m. n.ouou. ..~....C...r...... . uu..■■ ■ ~ ■■ ■ n■. . ■ ■.■.■ ■■■n.n 7 ■■ ■.■ . ■1 nn ■ ■■ .■■ \ ■.■■■..■■.OIn ■■ ■1.uum.unn.u 00uu ■o1.n 00uu■.■o.numnnW o.o■on■■. .■ 11 ■■■ .■■ n .
=I M.N avu■■■ ■■■ .uunmm ■■■ ■1■■ .■■■ 1 ■ ■■■■■ 1 nnnnnnn u.■■uummnn uu ■n. ■■■■ . .1 .1.n.. .1 ■.■.■■■.■ 1CI ~ va■■ ■■■■.n.1.11 .1.1 ■■■ ■.■ . .■ 1.u.111111N1 ■■■■■■..n1 .
MMM .M M\■.■■■ ■1 ■ 11 ■1111.1111 .. W ■■■. ■111111•111111.11111 ■ 111•111111
MMMMM ■ \\.••.111 .•11•111 .111 ■ 1111• .1I111111111111 ■ 111• .III11
MMMMM ■ ■ .1 1111111111111 1 11. .11 ■■ •111111111111 1 ■■ 1 .1.1•1111MMMMM ■ \M•.■ 1111. .1••1•111111111.unun.muN1 ■ .nuu•1.n1MMNN awuuunmom■wu.uuu.111•1I111NNN1 ..00 ... .1•1•1um.~••.MI IN ■ ■.lvuuul.lu.nN1N ■....■•1 1IIIIIIIIIIIIIII IÍIÍÍ~SIÍ~~~•CIIIIIIIIIII~~~~~CC~•~~~~~C\\IIIIIüIIIIIIIIIIIIIIC~~MMCII:iI11111•III I1111I1111 ■■■■ I...01 •IIII IIIII
~~.WIWI 11■ ■■ 11 .■■.■►'I I I ■t11tIIt III11I1111 ■■■ .11.0■■ •I■■ u1111I1I1I111111 ■ 11 ■■■ ■■■■■■■IU11111~~~EMI El ■■■■.■■■■■■ 1 11 ■IIt1111111I11II11 ■■.■■■■■ ■MMM M
: =E2:9 E
: :: : : ;. ..;~ EEEEEE:_:B55E:Eé :EE :@ ~E :
__==-=°'
:;:E° =:E::: :E5::
:E•
— ---
- ----------: : :::::: . . ... . ... . . ~ :====::EE:: : :: : : : :~ :~::::..: :• :: : : =====::.... :: ------------- \' ----------: M ._ ._..~ ::::\:: :: :::: : ~N::.~ IY.~..MMMMMMM M
:: : :: :: : : : ::::::: :M: I~~ ■:: :: : : ::: : ::: :: ~ ~~:::::,: :: :::„ . :MMM:M~MMMMMM :~~ ::p::; : ;;==:á:::::: ■ ~~~:M : : ....~~.■ ~:::~::::: ::; ::~~: ~ ~ : :::: : ■ :::::
.iii:iiiiiiiii iiiiiiiiit i.i :i
MM.... ..ii:::iiiii■ :ii~ i0~.~~IüMMC.~°■:::1■■■. ■■ 1 .11 ..~.1 .1 ■ ■■ .■■n.I ■... .■■ 1\ .1. .11 ■ ■.■■nn ■ . 0 ■.■■■■■0 ~.t.M ■.■.■■■ ... ■ 'n.11 IN■ ■o .un..iu.i ..uo.■o ■o.nn.r ..o ouu■u■uu 1 ■■■ ■1.■■1 ■■ 1 ■1111111111...■ ■■■■■ 11111~~~~~~~ ■...1..111 .1 .'111111 W.■.~ ■iiiiiiiiiiiiiiiiiiiiiiiiiii iiiiiiiiiiii
iáiiii.MiiiiM.i■°iiiiiiiiiiiMrii :iipp M.áiiii..~i i1.1 .11•111N11N■ II ■~ 1111.1111.I~••N 111.11111 IIIIInN1 ■■n11111 11u 11111111 1.■.. .N11111111OI1
=NN ■■■■■..N■uuuuuu►mmmu ■■l...n1IIIIIII IIII ÍI IIÍIÍÍÍÍ iiii ■~iii1 iiiiiii,
iiiiiiiiiiti IIIIIIIII ► \IIIIIIII C~■:U■C~C I
I11t■ II1I1I11111111 ■11■NI■■■ • ■ •1111111I
•I 1•1■11 ■■■■■■■■■■■■I111111111II■ 11111111 ■■■■r.■■■ ■IIIIIIt111 11 ;1111111 ■■..■■ ■■■ IIIIIIIIIII~■■■ ■ •t ■■■■■ .■ ...■■1111111 11111 ■YIII ■UI ■■■.■n
111 11111111111111111111101IIttt t1111 tt0tt■■■■N■1111111111 ■1111111111111111IIt111111111 ■ Iltl ■■■■I.I1IIttIt1I11111I1111111■ 11■ 0 ■1111 1II•1
■ ■111 Itttt~■■■■ ■ 11 ■■ 11 ■1111 ■■I tnt•11 111111 ► 1111n ■■■■■1111■■ IIIII.IIIII IIIIIII 11 111111i11 .■ 1111111111I11ttt~■■■■■■■■ 11 ..■■111II11111II111II11 ► 1111111N .11111111 1IIIIIII111111111111 ....■111■ 11n11I11111MU■■■■ 11111111M ..■111111I III11111111111i1 .1111 . .1111I I
IIIIIIIIIÍIIIIÍÍI I II~ I ~ 1IIIIÍÍIIIIIH~~~~~ ~~~~~~~1~1Í1IIIÍII H~ÍÍ~~■■ ~ ~I:IIIIIIIIIIII I■ I1 ■■■■■■■■ uU1t1111111~■■■■■■
,■■■n~~111111111111111 ~~n~ ■■■■■ n~1
111111111111111111~1 ■■■■■■■n~l::lllllll~■■■■■■■■■■■■■■■IIIII 1IIIIIIIIIIIII 1; ■■■■■■■~~
10111111111111111111111111111111111111 mlmnlm~mn~~I■■■ ~■~ ~
4 6
7 8 10 (mN /m )
II I I I i 1 1 I I I i I I I I I I I I
I
1
m m
100 ; 110 120 140 160 180 200 250
300 350 400 450
550 650 750
900 1000
mN/mP~- ~
TENSION SUPERFICIAL /RELACION DE DIAMETRO DE ORIFICIO dL /¢
(
* SIÓ I /0<4,USE Kz=1 .00
Información confidencial para uso de PDVSA y sus filiales . Fuente : EXXON DESIGN PRACTICE S
20 30 40
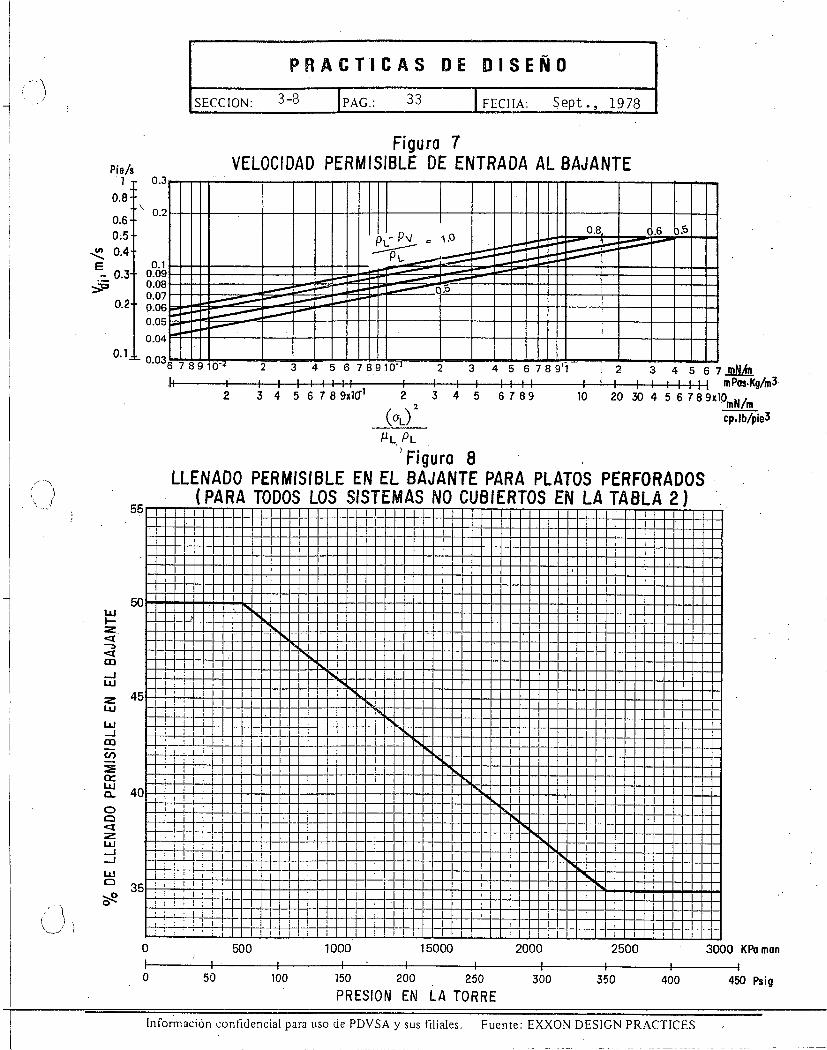
PRACTICAS DE DISEÑ O
55
50LU
aCO
JLU
45w
Figura 7VELOCIDAD PERMISIBLE DE ENTRADA AL BAJANT E
I'll~
l ,
,• ~~~_n~n
~l■
■■■■
• :
■o
• . •
st• • s■■ ■■■■■
■~■~
~I7♦~~ ~
Mi.. ■
■ ■ ■~~O
■P1~_
~s/~
~i
~~%/
ii~. •~ ninn■■■■O■®
~n lnnnn■■~:■/J~~~H~~~~ HHHH~~~~ HHHH■-mid
_
c on .n~
. .
..
' .— .-
.. ,. .. . . .
._ - -111111~
.
_®®HHII I I
I 111H
C°J~L P L
' Figura 8
LLENADO PERMISIBLE EN EL BAJANTE PARA PLATOS PERFORADO S(PARA TODOS LOS SISTEMAS NO CUBIERTOS EN LA TABLA 2)
~..
. ~ ~,........
,
~■,■■■■,ni~'~~N!~~n■■IIIIIII~IIIIIIIII~Ii111N1111
IHH11H11IIMHIHIIIIH11111111H1111111111111111HIIIHII IHI11111Mu11111111HIIIIIIIIHIIIIIHHIII-n■n■■
■■■■■■n...■■■■n■■■■■nn■n■■■■■■■■■■■■■■n■
■n■■■■■nn\•■■■■■■■■■■■■■■■■■■■■■■■■■■n■■■~■■nI1
~In■■■■■■■■■■■■■■■■■ ~■■■■■■n■■■■■■■■■■■■■■■■■■■■■n ■■■■■■n■■■\\■■■■■■■■■■■■■■■■■■■■n■■■n
■■■■■n1ii■■■■■■■■■■■■■~■■■■■■■■■■■■■■■■■■■■■■■_■■n■■■■■■■■ ■■■■■■HE ■~~r~~►\~~~~~~~~~~~N~~H~~~■~! ~nn■n■■n■■■n■
~ ■■■■■■n■■■■1■■■■_■. ■■■n■■..■■■■■■■■■■■■■■■■■■■■■■■~~■■~~~~■■ H~~■~■ ■■
N■~~~~~~ \~~IN~ ■~ ■
NE■~
N
~IHIIIIHIHIHIHIIIIHillllll►11111=IIIIH111111■■■■■■■■■■■■■n■■■■■■■■■■■■■■■■■■.u■ ■■n■■■■■■■ ■
■ ■■ ■n■■n■ ■■■■■■■■■■■■■■■■■■■►~■■■■■■■■■■■■■■■■ í~■■■■n■
■■■■■■■■■■■■■■■■■W1■■■■■■■■■■■■■®■■■.Y■■■■■ ■■■■■■
■■n■■n■■■■n■■■W■■■■■■n■■■ ■■■■■■ ■■■■m■■■■■■■■■■■n■■■■■■■■■■■■~■■■■■■■ ■
■nn■ ■■■nn■■■■■■■■■n■n■■■■■■■■■■■■■■■■■■■■ ■■■n ■■n■ii■°■i■
EIM■■nW■úiiñ~■■
nEEi°iri°iinnn m■n■n■
ni■■■i~ ii n■■■■M■■■■■n■1IN■■■■■■■■n■n■n■■
SECCION :
3 -B
IPAG . :
33
FECIIA :
Sept ., 1978
Pie/s1 - 0 . 3
0 .8 -- 0 . 2
0.6 -0 .5-0.4 -
0.3- 0.0 9E0.0 80.0 7
0 .2- 0.0 60 .0 5
0 .040.1_ 0 .03
2
3 4 5 6 789 1I I I I I I i I
2
3 4 5 6 7 89x16
2
3 4 5 6 7 8 92
3 4 5 6 7 mN/Ín ,I I l i 11111
mPas•Kg/m 310
20 30 4 5 6 789x10mN/m
cp .lb/pie 3
1000
15000' 1 I I150
200
250PRESTON EN LA TORR E
0
o
500
50 100
2000
300
3000 KPa manI 1
400
450 Psi g
2500
350
Información confidencial para uso de PDVSA y sus filiales .
Fuente : EXXON DESIGN PRACTICE S
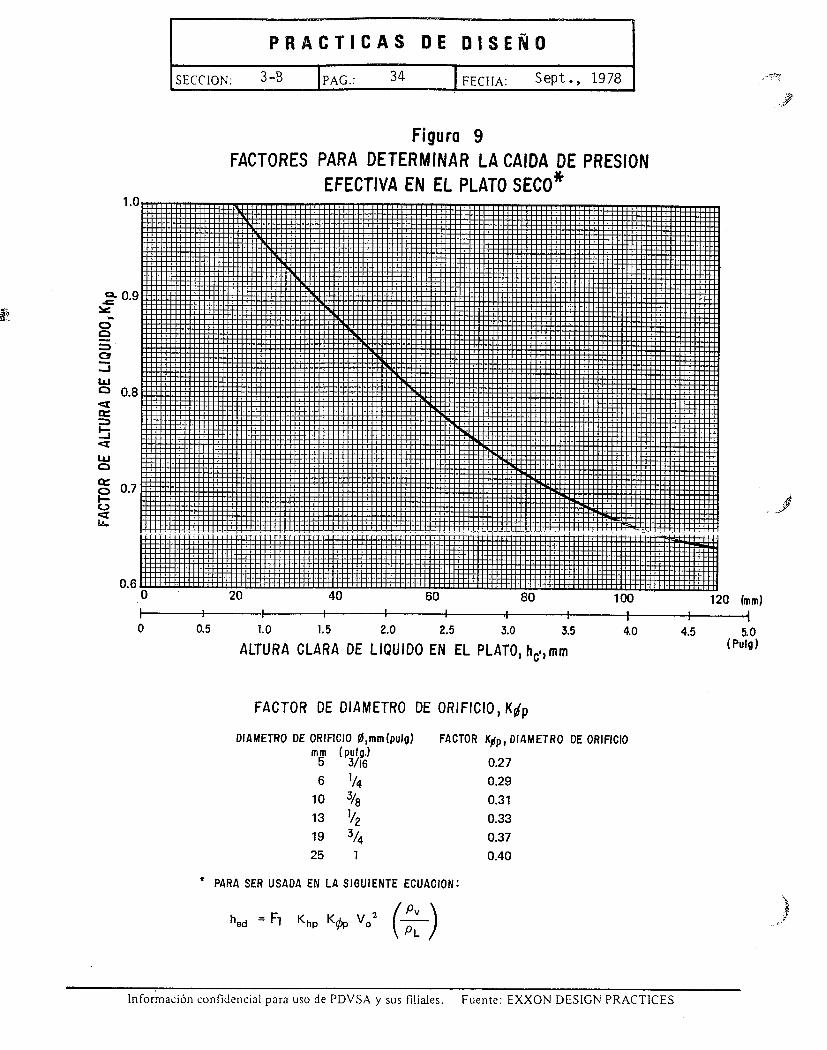
PRACTICAS DE DISEÑ O
1 .0
SECCION :
3—B
IPAG . :
34
FECHA :
Sept ., 1978
Figura 9FACTORES PARA DETERMINAR LA CAIDA DE PRESIO N
EFECTIVA EN EL PLATO SECO *
:::MMMMMMMMMM MMM:M: .:MMMMMMMMMMMMMMMM:MMMMMMMMMMMMMMMMMMMMM.:MM 'MMMMMMMMMMMMMMMMMMMMMMMMMMMMMM~~MMMMMM~ MMMMMMMMMMM■■■ .■■■■■■■■■■■ .MMMM ► \MMMMMMMMMM■ M■MMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMA
■. ■■ ■MMMMMM NN■■■■■MMMMMMMMMMMMMMMMMMMMMMM■ MMMMMMMMMMMMMMMMMMMMMMMMMMMMM M►M'~ MMMMMMMMMMMMMMMMMMMMMM~ MM M ~MMM~MMMMMMMMMMMMMMMMMMM MMMMMMMMMMMMMMMMMMMMMMMMMMMM~ MMMMMMMMMM M... .■ ■ ■■ ■ MMM.MMMMMMMM.MMMMM■MMMMMMM ■MMMMMMM MMMMMM
■ ■ MM ■■■MMM■ ■MMMMMM\MMMMMMMMMMMMMMMMMMMMMMMMMM ■ MMMMMMMMMMMMMMMMMM ■MMM
MMMMMM ■MMMMM■■ MMMMM ■ M■M ■M■ MMM MMM MMMMMMMMMMMMMMMMMM MMMMMMMMMMMi ►iMMMMMMM:MMMMMMMMMMMMMMMMMMMMMMMM ■ MMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMM MMMM ■MMMMMM ■■■■ MMMMM ■ MMMMMMMM■ MM■MMMMMMMMM■■MMM■ MM■MM■MMM■MMMM■ ■MMM M ■ ■■MMMM MMMMMM■ M\M M ■MMMM ■MMM■■■■ MMMMMMMMMM ■ MMMM■ MMMM ■MMMMM■■M MMMMM MMMMMMMMMMM ■■ MM MM ■MM ■MM ■MMM■■ MMM ■■ MM■■ MMMM■ MMMM■ MMMM■ MMMMMMMM■ MM ■ MM ■ M MMMnMMM MMMMMMMMMM ■ MMMMMMMMMMM MMM ■MMMM ■MMMMMMMMMMMMMMMM ■MMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMx■ MMMMMMMMMMMM MM ■ MM MM■ MMMMMMM MM■■ M M MMMM MMM■■ MMMMM MMMMM M ■MMMMMM ■M MMMMMMMMMMMMMMMMMMMMMMM MMMMMMMMMM ■MMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMM ■ MMMMM : MM ■MMMM MMMMMMM■ MMMM ■ MMMM MM MMMMMMMMMMMMMMMMMMMMMMM ■■MMM■ MMMMMMMMMMMMMMMMMMMMMM MMMMMMMMMMMMMMMMMMMMMM ■ MMMMMMMMMM■ MMMMMMMMM MM■ MMMMMMMMMMMMMMM M MMMMMMMMMMMMMMMMMMMMM ■ MMMMMM ■ MMMMMMMMMMMMMMMMMMMMMMM M■MMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMM■ MMMMMMMM MMMMMMM■ MMMM■ M■MM ■■M■ MMMM ■M■■MM ■■ MMMMMMMMMMMMMMMMMMMMMMM ■MMMMMMMMMMMMMMMMMM M■MMMMMMMMMMMMMMMMMMMMMnxMM■MMMMMMMMMMMMMMM MMMM M■ MMMMM■ MM ■ MM MMMMM■ MM■■ MMMMMMM■■MMMMMMMMMM ■MMMMMMMMMMMMMMM■ MMMMMMMMMMMMMMMMMM MMMMM■MMMMMM■ MMMMMMMMMMMMMM ■MM■ MMMMMMMM.•MMMM■ MMMMMMMMMMMMMMM ■MMMMMMMMMMMMMMMM■ MMMMMMMMMMM MMMMMMMMM MMMMMMMMMMMMMMMMM MMMMMMMM ■ ■MMMMMM■MM■ MMMMMMMMMMMMMMMMM ■MMMMMM■ MMMMMMMMMMMMMMMMM■ M ■MMMM MMMMMMMMMMMMMMMMMMMMMMMMMMM■MMMMMMMM■ MMMM■ MMMMMMMMMMMMMMMMM MM. .MM ■MMMM ■MM ■■■MM.MM ■ M■M. .M.M .MM M ■ MMMM■■■ M■■■M■■ MM .M■■■MM■■■■■MM■MM■ .■■■ MMM ■ M■■■■M■MM.MMMMMMMMMMMMMMMMMMMMMMMMMM MM. .■M ■M■ .■ .M■■ MM. ■M .■ MM■M■ . .M .MMM .MM..•MM ■MM ■■M .. M.M ■■.M .M ■ MM .M. .M. . .MMMM ■M ■ MM .M.M ■. .■MMMMMMMMMMMMMMMM MMMMMMMMMMM ■M MM. ..MMMMM■ M.MM ■ MM ■M . ■ M .MM■■ M.MM.M ■M ■■■ M M■M M■ ■ MM M■■ MM■ ■■MM .. ■ M■■MM ■MMMMMMMMMMMMMMMMMMMMMMMM ■ MMMMMM■ MMMMMMMMM ■MMMMMMMMMM MMMMMMM■MMMMMMMMM■ MMMMMM■MMMMMM ■MMMMMMMM M■■ MM ■■MMMMMMMMMMMMMMMMMMM MMMMMM■ MMMMMMMMMMMM■■MMMMM ■■MMMMMMM■ M ■MMM ■ MM■ MMMM ■■ MM MMMMMMMMMMMMMMMM ■ MMMMMMM■MMMMMMMMMMMM■ MMM MMMMMMMMMMMMMMMMMMM ■MMN ■ M MMMM■■ MMMM .MMMMMMMMMMMMMM ■■MMMMMMM ■ M ■M ■■ MMM■ MMMMMMMM MM■ MM ■■M■MMMM ■MM ■ MM■ MMMM■M■ MMMMMMMMM ■■■ MM ■:M ■■■■■ MM■ MMMM MM MMM ■MMM■■ MM ■MMMMMMMM ■MM ■■ MM■■ MMMMMMM ■M ■MMMMMMMMM ■■ M MM■ MMMMMMMM M■■ MM ■■MMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMM M■■MMMMMMMMMMMM■ M ■MMM■■ MM ■■MMMMMMM ■MMMM ■ MMMMMMMM ■■■MMMMMMMMMMMMM ■ M■ MMM■ MMMM■ M■ ■ MM ■■M■MM MMMMMMMMMMMMMMMMMMMM ■MM■ M MMMM ■ MMMM MMM■ MMM ■MM ■ MMM■■ ■■ MMMMMMM■ MMMMMMMMMM ■■ M ■■MMMMM MMMM■ MM MM ■ MMM MMMMMM■ MMM ■ ■MM .M M■■ MM ■■■MMM ■MMMMMMMM ■■■■ MMMMMM ■ MMMMMMMMMMMMM ■M\M■■■M ■MMMMMMMM ■■ MM■ M.M ■■ MMMMMMMMMM ■■ MMMMMMMM■■■ MMMMMM ■■ MMMM ■MM ■■ MMM ■ MMMM■ M■■■MM ■MMM ■■MMM ■ MMMM ■■■MMMM ■ MM ■ M■■■ MMM ■■■ MMMMMMMM ■MMMMMMM ■ M■■ ■MM ■■ MMM ■■ MMMMMM■ M■ M ■MMMMM ■ MMM ■■■ M■ MMMM ■ MM ■MM ■MM ■■ M MMMMMMMM M■ .MMM ■MMMM ■MMMMMMMMMMMMMMMMMM ■ MMM ■ MMMM■■■MMMMMM\ MMM MMMMMMMM ■ MMMM■ MMM ■MMMMMMMMMM ■ MMM ■MMMMM■ MMMM■ MMMMMM .MMMMM MM■ MM■ M .MMMM M■ MMMMM■MMMMMMMMMMMMMMMMMMMMMM MMMMMMMM MMM MMMM■ MMM \M■ MMM .M MMMMMM M MM MMMMMMMMMMMMMMMMMM ■MMMMMMMMM ■MMMMMMMMM MM ■ MMMMMMMMMMM ■■ MMMMMMMM MMM MMM MMMMMMMM MMMMMMMM■ M■ MMMMM M MM MMMMMM ►\MMMMMMMMMMMMM MM MMMMMMMMMM MM MMMMM MMMMM M MMMMMMMM■ MMMMMMMMMM MMMMMMMMMMMM ■MMMMMMMMMMMM MMM MMMMMMMM MMM M MMMMMMMMMMMMM MMM MM MMM M►\MM MMMMMMMMMMMMMMMMMMM ■ MMMMMMMMM M MMMMM M■ MMMMMMMMMMMMMMMMM ■ MMMMMMMMMMM MMM MMMMMM■ MMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMM MM MMMMM\ \MMMMMMMMMM MMMMMM MMMMMMM MMMMMMMMMMMMMMMMMMMMMM ■MMMMMMMMMM MMMMMMMMMMM ■MMMMMMMMMM ■MMMMMMMMMMMMMMMMMMMMMMMMMM .MMMMMMMMMMMMMM\ ■ MM ■M MMMMMMMMMMMMMMMMMMMMM ■ MMMM■ MMMMMMMMMMMMMMMMMMMM ■MMMM ■ MMMMMMMM ■MMMMMMMMMMMMMMMMMM ■ ' MMMMMMMMMM ■MMMMMMMMMMMMMMMMMMMMM►vxMMM MMMMMMMM MMMMMM ■ MMMM ■ MMMMMMMMMM ■MMMMMMM■ ■ MMMMMMMMMM MMM .M MMMM ■MMMM ■ MM ■MMMMMMMMMM M M M■ MMMMMM ■ MM ■MMMMMMM ■MMMMMMMMMMMM ► MM■MMMMMM■ MMMMMMMMMMM■ MM ■ MMMMMMMMMMMMMMMMM■M ■ M MMMM ■M MMMMMMMMMMMM MMMMMMMMM MMMMMMMMMMMMMMMMMMMMMM MMMMMMMMMM ■MMMMMMMMMMMMMMM■MMMMMMMMMMM ■ MMMM ■ MMMMMMMMMMMMM MMMMMMMMMMM ■ MMMMM ■MMMMMMMMM MMMM MMM ■MMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMM ■ MMMMMMMMMMMMMMMMMMMMMMMM ■MMM■ MMMMMMMMMMMMMMMMMMMMMMMMMMM■MMMM■■ MMMM =M MMM ■ M MMMM M■■ MMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMM M MMMM M■ MMMMM ■MMMMMMMMMMMMMMMMMMMMMMMMMMMMMMM ■MMMMM ■ MMMMMMMMM MMMMMMMMMM ■ MMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMM MMMMMMMMMMMMM MMM MMMMMMMM ■MMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMM MMMMMMMMMMMMM ■MMMMMM■■■■ MMMMMMMMMMMMMMMMMMMMMMMMMM ■ MMMMMMMM■ M MMMMMMM ■ MMMMMMMMM M■■ MMMM■ MMMMMMMMMMMMMMMMMMMMMMM ■MM■ MMMMMMM M.MMMMMMMMMM M ■MMM ■ MMM MMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMM .MMMM■ MMMMMMMMMMMMMMMMMMMM ■ MM ■M ■ MMMMMM ■ MMMMMMMMMMMMMMMMMMM MMMMMMM ■ MMMM ■ MMMMMMMMMMMMMMMMMMMMM■ MMMMMMMMMMMMMMMMMMMM■MMMMMM► .MMMMMMMMMMMMMMMMMMMMM ■ MMM ■■■MMMMMMMMMMMMMMMMMMMMMMMMM xM MMMMMMMMMMMMMMMM■ MMMMMMMMMMM■ MMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMM u ■ M MMMMMM MMMMMMMMMMMMMMMMM■ MMMMMMMMMMMM ■ MM ■ MMMM ■ MMMMMM M■ MMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMM ■MMMMMMM MM MMMMMMM MMMMMMMMMMMMMM ■MMMMMMMMMMM ■ MMMMMM ■ MMMM M MMMMMM MMMMMMM ■ MMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMM ■MMM■ M MM ■MMMMMMMMMMMMMM ■■ M. M MMMMMMMM■ MM M MMMM■ MM M MMMM M MMM MMM M MMM M ■ MMMMMM■ MMMMMMM MMMMMMMM ■MMMM ■MMM ■MMMMMMMM ■MMMMMMMM ■ MMMMMMMMMMMMM ■MMM■ M■MMMMMMM ■m► -MMMMMMMMMMMMMMMMMMMMMMMMMMMMM■MMMMMMMMMMMMMMMM MMMMM MMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMM ■■■■MMMM ■MMMMMMMMMMMMMMMMM .MMMMMMMMMMMMMMM ■M ■ MMM■ MMMMMMM ■MM■MMMMMM MMMMMMMMM M■■■MMMMMMMMMMM■MMMMMMMMMMMMMMMMMMM ■■ MMMMMMMMMMMMMMMMMM■MMMMMMMMMMMMMMM MMMMMM ■M MM M MMMMMMMM ■MMMMMMM■ MMMMMMMMMMMMMMMMMMMM MMM■MMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMM M MMMMMM ■ M M .MMMMMMMMM ■MM ■ MM■ MMMM■ MMMMMMMMMMMMMMM MMMMM ■MM ■MM ■ MMMMMM■ MMMMMMMM■MMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMM■ MMMMMMVxxxxxMM ■ MMMMMMMMMMMM MMMMMMMMMMMMMMMMMMM M■ MMMMMMMMMMMMMMMMMMMMMMMMMMMM ■MMMM ■ MMMMMMMMMMMM ■ MMMMMMMM ■MMMMMMMMMMMMM ■MM► MMMMMMMMMMMMMMMMM MM MMMMMMMM■MMMMMMMMMM ■MMMMM MMMMMMMMMMM ■ MMMMMMMM■ MMMMM ■ ■■■M MMM■ MMMMMM ■■ MM ■ MMMMM MMMMMM ■MMMMM MMMMMMMMMMMMM M.MMMMMMMMMMMMM MMMMM MMMMMMMMMMMMMMM MMMM ■ ■ MMM MMM■ MMMMMMM ■ MMMMMMMMMMMMM■ MMMMMMMMMMMMMMMMMMMMMMMMMMMMMMM ■M■ MM■ MMMMMMMM ■MMMMMM M ■ MM ■■MMMMMMM■■MMMMMM ■ M ■■MMMMMMMMM ■ MMMMMMMMMMMMMMMMM ■ MMMMMM■ MMMM■ MM ■MMMMMMM■ MMMMMMMM ■MMMMM MMMMMM■MMMMM MMM MMMM ■■■ ■MMMM MMMMMMMMMMMMMM MMMMMM ■MMMMMMMMMMMMM ■MMMMMMMMMMMMMMMMMMMMMMMMMMM ■ MM.MMMMMMMMMMMMM ■ MMMMMMM M MMMMMMMMMMMMMMMMMMM ■ MM ■ MMMMMMMMMMMM :vxMMMMM MMMMMMM MMMMMMMM ■MMMMMMMMM MMMMMMMM■■ MM ■ MM ■ MMMMM■ MMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMM .MMMMMMMM ■ MMMMMM■ MMMMMMMMMMMMMMwMMMMMMMMM MMMM ■MMMMMM.MMMM■ MMMMMMn■ nMMMMMMMMM ■MMMMMMMMMMMMM.MMMMMMMMMMMMMMMMMMMM ■ MMM MMMMMMMMMMMMMMMMMMM .■ M MMMMMMMMMM MMMMM.MMMM■ MM MMM■■ ■MMMMMMMMMMMMMMMMMMM ■MMMMMMMMMMMMMMMMMMMM ■MMMMMMMMM■ MMMMMMMMMMMMMMMMMM .MMMMMMMMMMMMMM ■ MMMM .MMMMMMMMMM MMMMMMv .MMMMMMMMMMMMMMMMMMMMMMMMMMMMMM M■ MM MMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMM MMMMMMMMMMMMMMM ■ M MMMMMMMM .MMMMMMMMMMMMMMM .M M.MMMM MMMMMMMM■ ■■ MMMMMMM .MMMMMMMMMMMMMMMMMMM M M■ MMMMMMMMMMMMMMMMMMMMMM MMMMMMMMMMMMMMMMMMMM ■■ MMMMM.MMMMM-MMMMMMMMMMMMMMMMM ■ MMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMM ■ MMMMMMMMMMMMMMMMMMMMMMMM ■ MMM ■■■ M ■■ MMM■ MMMMMMMMMMMMMMMMMMMMMMMM■ MMMMMMMMMMMMMMM ■MMMMM ■ MMMMMM■MMMMMMMMMM MMMMM MMM MMMM■ MMMMMMMMMMMMMMMMMMMMMMMMM ■■MMMM ■ MMMM ■ MMMM-M MMMMMMM MMMMMMM MMM MMMMMM MMMMMMMMMMMMMM ..■ MMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMM ■MMM ■ MMMMMMMMMMM ■■■M ■M ■■MMMM .M■ MMMMMMMMM M MMMM.MMMMMMMMMMM■■ MMMM
MMMMMMMMMMMMMMMMM ■ MMMMM M■■ MMMMMM■■ MMMMMMMMM4MM ■MMM ■ MM■MMMMMMMMM■MMMMMMMMM■MM■■M3MMM ■■. .MMMMMMMMMMMM
MMMMMMMMMMMMMMMMMMMiM
MMM ■ MMMMM ■MMMMMM■ MMMMMM ■ MM ■MM ■MMMM■ x. MMMMMMMMMMM_M.MMMMMM ■ MM M■MMMMMMM
M
.MMMM ■ ■■ AMMM
Mn ■ MMMMMMMM ■MMMM_
MMMM ■MM MMMnxnuMMMMMMMUxnnMM ■u■ nnMM MiMM :-. =-vMMMM MMMM ■M MMM MMM ■■■MMM■■MMMM. M ■ ■■ MMMMM ■■■ M MM ■M ■ MMMMMMMMMM ■ MMMMMMMM .MMMMMMMMMMMMM MMMMMMMMMMMMMMMMMMMMMMMMM ■MM .■ ■ MMMMMMMM._-MM■MMMMMMMM■ MMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMM ■ MMMMMMMM M ■ MMMMMMMMMMMMMMMMMM ■ MMMM ■MMMM■ MMMMMMMMMM MMMMMMMMM.M■ MMMMMMMMMM■ MMMMMMM MMMMMMM ■ MMMMMMMMMMMMMMMM MMMMMMMMMMM MMMMMMMMMMMMMMM ■ MMMMMMMMM ■ nxMMMMMMMMMMMMMMM MMMMMMM■MMMMMM MMMMMMMM■ MMMMMMMMMMM■ MM■MM ■MMMMMMMMMM ■MMMMMMMM■ MMMMMMMMMMMM ■MMMMM■MMMn■ MMMMMMMMMMMMMM MMM■ M ■MM■ MM ■MMMMMMMMMMMM■M ■MMMM ■ MMMMMM ■MMMM ■MM.MMMM ■MMMMMMMMMMMMMMMMMMMMMMM■ MMMMMMMMMMMMMMMMMMMMMMMMM ■MM ■MMMMMMMMM■MMMMM ■ MMMM MMMMM MMMMM MMMMM MMMM ■MM■MMMM■MMMMMMMMMMMMMMMMM MMMMMMMMMM ■MMMMMMMMM MMMMMM MMMMM MMMMMMMMMMMMMMMMMMMMMMMM ■ MMMMMMMMMMMMMMMMMMMMMMMM MMMMMMMMM ■ MMMMM MMMMMMMMMMMMMMM■MMMMMMMMMMMMMM ■MMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMM .MMMM ■MMMMMMMM MMMMMMMMMMMMMMMMMMMMMM ■■MM ■ MMMMMMMMMMMMMMMMMMMMMMM ■ MMMMM■MMMMMMMMMMMMMMM■MMMMMMM ■■ MMMMMMMMMMMMMMMMMMMMMMM ■ MMMMMM■M ■■ M MMMMMM■MMMMMMMMMMMMMMMMMMMMMMMMMMMMMM ■MMM■ MMMMMM■ ■ MMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMM ■MMMMMMM■MM■ MMMMMMMMMMMMM■ M ■MM■M M■M■MM■ MMM MMMMMMMMMM ■MMMMMMMMM ■MMMMMMM■MMMMMMMMMMMMMMMMM ■ MMMMM MMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMMM MMMMMMMMMMM ■ MMMMMMM M
0.5
1 .0
1 .5
2.0
2 .5
3 .0
3. 5
ALTURA CLARA DE LIQUIDO EN EL PLATO, h ci,mm
FACTOR DE DIAMETRO DE ORIFICIO, Kjp
20
Ph ed = F1 Khp K , Vol
(P :
140 60 80 00
9
120 (mm)
4.0
4.5
5. 0(Puig )
DIAMETRO DE ORIFICIO 0,mm(pulg )mm ( p3%6
6
1/4
10
3/8
13
1/2
19
3/4
25
1
FACTOR KKp, DIAMETRO DE ORIFICI O
0.2 70 .290 .3 10 .330 .370 .40
PARA SER USADA EN LA SIGUIENTE ECUACION :
Información confidencial para uso de PDVSA y sus filiales . Fuente : EXXON DESIGN PRACTICES
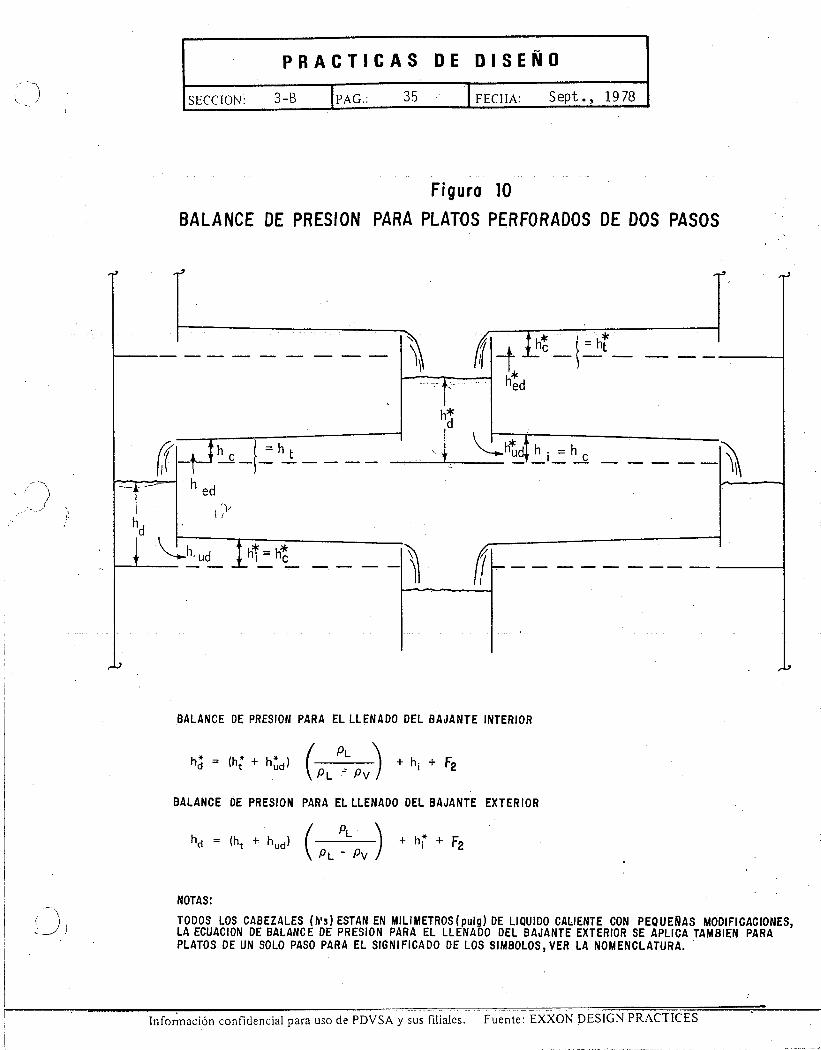
PRACTICAS DE DISEÑ O
SECCION :
3-B
~PAG . :
35
FECHA : Sept ., 1978
Figura 10
BALANCE DE PRESTON PARA PLATOS PERFORADOS DE DOS PASO S
héd
*
i = h
-Ud Ih't
BALANCE DE PRESION PARA EL LLENADO DEL BAJANTE INTERIO R
hd = (hi + hud) (PLPV) +
+ F2
BALANCE DE PRESION PARA EL LLENADO DEL BAJANTE EXTERIO R
PL
+h •* + 2h d = (h t + hud)( F2
NOTAS :
TODOS LOS CABEZALES (h's) ESTAN EN MILIMETROS(pulg) DE LIQUIDO CALIENTE CON PEQUEÑAS MODIFICACIONES ,LA ECUACION DE BALANCE DE PRESION PARA EL LLENADO DEL BAJANTE EXTERIOR SE APLICA TAMBIEN PAR APLATOS DE UN SOLO PASO PARA EL SIGNIFICADO DE LOS SIMBOLOS, VER LA NOMENCLATURA .
Información confidencial para uso de PDVSA y sus filiales . Fuente : EXXON DESIGN PRACTICES
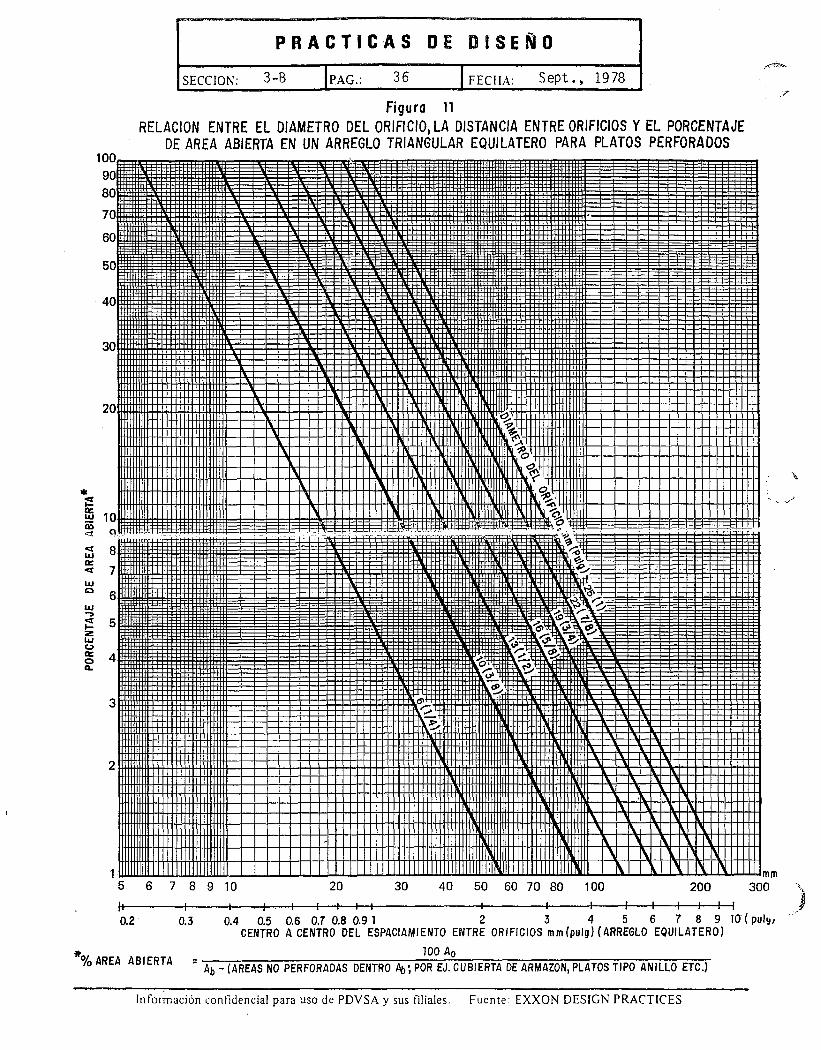
PRACTICAS DE DISEÑ O
JPAG . : FECI IA :
Sept ., 197836
„,3-BSECCION :
Figura 1 1RELACION ENTRE EL DIÁMETRO DEL ORIFICIO, LA DISTANCIA ENTRE ORIFICIOS Y EL PORCENTAJ E
DE AREA ABIERTA EN UN ARREGLO TRIANGULAR EQUILÁTERO PARA PLATOS PERFORADO Sloo
90
80
70
60
50
40
20
30
IIt1111111I11I11ulIriüI1111i ■ 111MIE11■1I••1■■► WWIIU•n1'OIII~ 111161111L 1111111111IIIIlllrullllllllllultnuununllnmmun~tt■~1ttt~1■■~n■ ~ ■■.■•.vnn.~um; amlum,aunnnonnnnunnmIIINIIIII IIIIII1111111•1111I~~~■U■■■ O ■•■■•\1nn1V111C m11.u111.m1111u11nmmuu11111II IIIIIIII nII1111111111111111 ~~\~M ■■■■\\•••■• ►7111I1\\ 1110!IIIIba1111711I1 1I111I1111111111111111111111111n111111111111 11111itrrI■■■M■►I■•■■1i11\f1If1\\I{IO:1111WI1111: O i111fIf1111111111rIIIIIIIIIIIIIIIIIIIIIIIIIIIIII•1111=1►11111IN ■■■■■S\■■■■ 1\\1111 1►11111IA 111111:111111 9 11111111111111111
IIIIIIIIIIIIIIIilllllllIlIllllEI■IM■■■■■I■►7■■■ 11►111111► 111111 ►11111L111111;
1111111111111111
11111111111111111111111111111~~~\■■■■■I■~►~~~IIIIi111111 ► 111111►111111111101;
111111111111111
IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIall■IEL\■■■■■1■ I\V111111►1111111!I11111.111111191111►
11111111111111
IIIIIIIIIIIIIIIIIIIIIIIIIIIIIMEMI■■MMIIIIL1I11111►111111C11111h!11111101111► ó 11111111111111111111111111111111111111111IIIIIM111=13 ■■■111111 ►111111111111111►IIIIIIIi I IIIIII►911► ~ 11111111111
Illllllltllllillllllllllllllllw~~\\■~~1~1111111111111!1111111►111111G1 11111111111, ó 1111111111
Illlllllllllllllllllllllllllllwww■\\11111IIIIIIII11111111i11111111;111111ü!IIIW111 ► 11111111
1111NIIIIIIIIIIIIIIIIIIIIIIIIwww■■►~~Ifflfllll►11111111►11111111►11fIllh;lll11►111111. 111111....: _-:::_-:::t: -:
: . ... ...
x .::.
----, . ® .. ....----_
~
• :: : ~:: :.
: .
-
•
iiiiiiiiiiiiiiiii======--a
■=====.■=============: ~---- ~.............-- r..n.EWE~~ -.o.
°
.WE°
_:~_--
__=_==-_1
= ::.-~.
-=====..
:::::: ...~- Z............ .
~-~~~ o........... . .~ I........... . .iiiiiiiiiiiiii~■■■■■•••aIn
■■■■■■••mn~■■■■■■•••nn~~■~■■■1••■ 11n~■■■■■■■■■11111■■■■I■■■■■■■ 1 1
■■■■■■■ 11111 1■~■■■■1111111MMMIIIIIIIni
■■■M1111111 1■~~~~I~IIII
H■~~~~~~~~~~ ~■~~v~~~~~u ~_-Y._
wumuo.u ■nunü.üGii~~~..~~~ r...ouuv unu mnunu ./ 11•11■ .ENE► IMEWIl- uonumm ■numnuuuun-r~~~~ .1~-....ronun.: u..iuunun .. .u.n u. ►~■W11.~~MOIllnunnnu...ununnnm~~..~~~~ u....nn • ...u.u.LU. out ...uuwuvnmILM11111811 .~WUNIIIlullllll n.II..O~..~~~..-1– n...
. u111 .1111 N .. .~...~nnnmuunuuounnm.~•.~~~.r~ 00.onm 1-lllupl•1111 .Iu••n•• ►vIOO..an111W•11M11111111 .■IEN....o..1•n•mm ~n••n .nnulnuu .•~•.~~~.r nunnm 11111 muuuun,a•••••I•.nuun~~~'=11INI=••811 u o1111111111•I••IrIIIIIIIIIIIIII~~•.~~~~~ I••II• ' IIIlIOI1111111111.7••Irl••.'IIrI1111.'11•r• .~=111U .r•MrlIIIIIIIIIIII••IIU111II11111u~~~~~~~~ ....~••••••IIII•• ► IOIIII/IIIIIIIIIIL V••rl ■IhIIIIIII►7r~\~~►~~~~■ Illulllllli• ■IIUU11111111111rmummmm ■-.■■ n1IIIIIII rlll■ 1•m1111111111.'Ulrllll ►VIIIIIIL'1•a\m\\n\\m 1IIIIIIIIIII1IIttIl11111t111111~ ~~~~~ ■■■■■•••••nIIIIIII~'u11111111Illlllt11111~1IIIIIIII .11t1111141•111MMIL'n ■7■■■.■■••nn1IIIIIIIIIIII1II111111111111111~w~~~~ ■~■■ ■■■••~~~~11I111111g 1111111t111111111111 ■ ► \11111111 . 11111111\~~.~~.w~.~■■■ ■■■ ••••1~I11111111111I111111111111111111r~~~~~ ■■■■■■■■■■ •II11I111111► ~1111111111111111111111i I1111111L1111111■\~\\~\\~ \\■■■ 11I■■•■ 1 ■1I 1IIIIII111111l111111111l1{IIIII~~~~~~ ■~■■■■••••■■\1111111111►R111111111111{ 1111111I .'II111l11li111111~~~~~~~ ~ ■~■■•■■•••\t1lunuunlunlmnununlnl■I~~~~~■■■I■■■■■•u ■ n11lnnun ►minn{u11nnllnu~nu 1n111nn~.~~~~,~■►~■■■■■••■•■■1IIIIIIIIIIIIIIIIIInlnunntt~~t■~~~■■■■■■■■■■■■■ 1111 ■■W R~unln■tu1nu11111~1u~iun ►~ut~ ►~~►~~►1 ■ 1►■■■■■■■■■■■1Ilnlullunninlullntlln■I•t■ t■EN ■M■■■■■■■■■■■ 11 ■nlnlnu1: pnu1111uuunlu ►1uu11111►11t•~MIMI\ ■,I ■■■■■■■■■■ IIr1111111H111fnunlnlrurf~~~~1•\ ■■■■■■■ 1111111111111111r1111 ► 11~'I~1111111111111 r11!I{11111.1
~,~\\\ ■I
!! Iil l I IIh 1II I
1
1
1
,1
MMMMMMMMM r1
Ab - (AREAS NO PERFORADAS DENTRO Ab ; POR EJ. CUBIERTA DE ARMAZON, PLATOS TIPO ANILLO ETC .)#% AREA ABIERTA
m m5 6 7 8 9 10
20
30
40 50 60 70 80 100
200
300
11 I
1
i .
I
I
I I I I I I t I t 1 I I
~0.2
0.3
0 .4
0.5 0.6 O.T 0.8
0.9 1
2
3
4
5
6
7 8 9 10. ( puly /CENTRO A CENTRO DEL ESPACIAMIENTO ENTRE ORIFICIOS mm (pulg) (ARREGLO EQUILATERO )
100 A 0
Información confidencial para uso de PDVSA y sus filiales .
Fuente : EXXON DESIGN PRACTICES
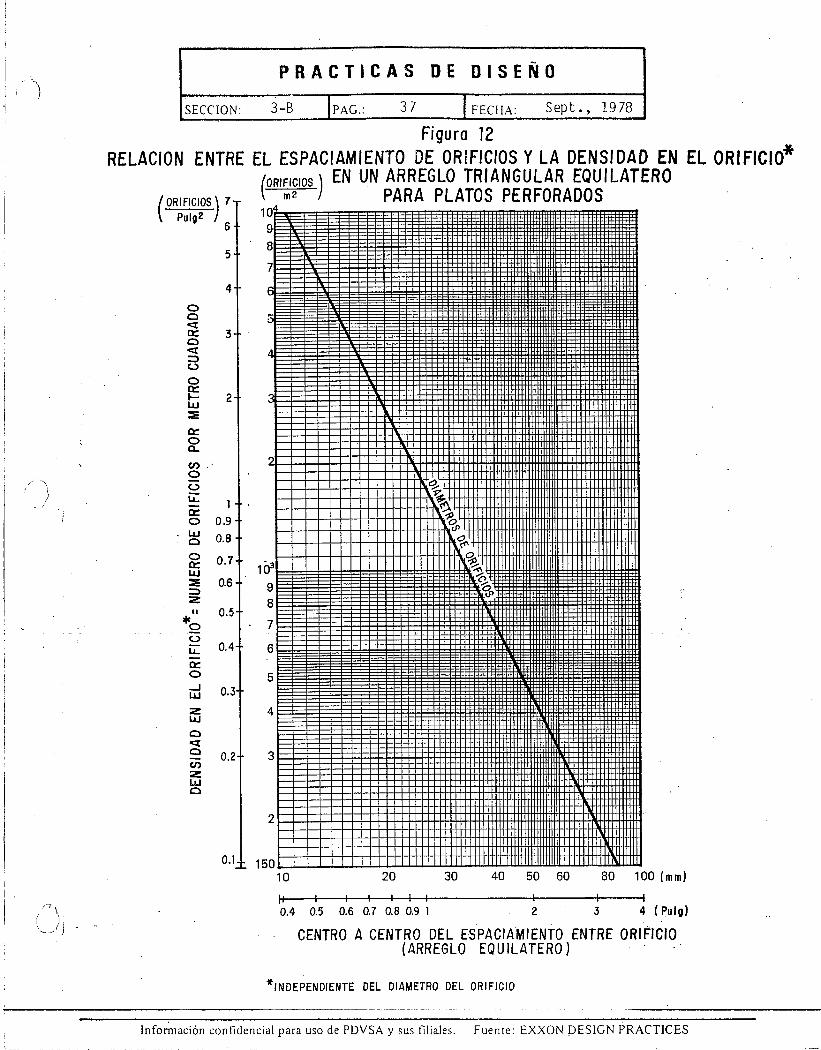
PRACTICAS DE DISEÑ O
SECCION :
3-B
IPAG . :
37
FECHA :
Sept ., 1978
Figura 1 2RELACION ENTRE EL ESPACIAMIENTO DE ORIFICIOS Y LA DENSIDAD EN EL ORIFICIO*
(ORIFICIOS) EN UN ARREGLO TRIANGULAR EQUILATER O
m2
PARA PLATOS PERFORADO S
5 -
4-
0oacco
c .)ocr
2-w
CC0o.
ci)oc...)LL.
1- ._cc0
0 .9 -Wo
0 .8 -
O
0 .7 -CCw
0.6 —
~
0 .5 -*o-C.)~
0.4 -
o
UJ
0.3-
woao
0 .2 —C!)
LLlo
(ORIFICIOS) 7-Pulg 2 ,
1049
8
7
9
8
7
6
5
4
3
2
0.1= 15010 20 30 40 50 60 80
100 (mm )
II I 111110.4 0.5
0.6 0.7 0.8 0.9 1
* INDEPENDIENTE DEL DIAMETRO DEL ORIFICI O
1 13
4 (Puig )
CENTRO A CENTRO DEL ESPACIAMIENTO ENTRE ORIFICIO .(ARREGLO EQUILATERO )
2
Información confidencial para uso de PDVSA y sus filiales . Fuente : EXXON DESIGN PRACTICE S
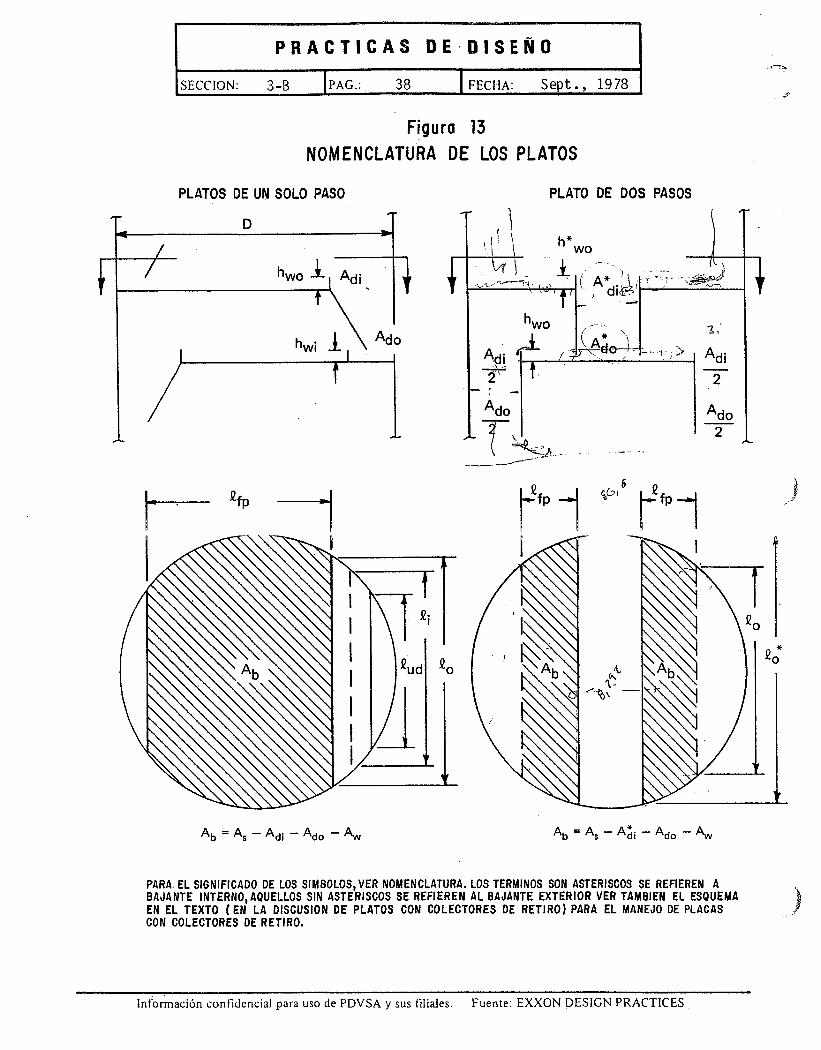
PRACTICAS DE . DISEÑ O
SECCION : 3—B IPAG . :
38
FECHA : Sept ., 1978
Figura 13NOMENCLATURA DE LOS PLATO S
PLATO DE DOS PASOS
h *wo
PLATOS DE UN SOLO PASO
D
hwo
Ado
2 'r —
Ado
Adi
2
Ado2
A b = A s — Adi — Ado — Aw Ab = A S — Ad* i — Ado — Aw
PARA . EL SIGNIFICADO DE LOS SIMBOLOS,VER NOMENCLATURA . LOS TERMINUS SON ASTERISCOS SE REFIEREN ABAJANTE INTERNO,AQUELLOS SIN ASTERISCOS SE REFIEREN AL BAJANTE EXTERIOR VER TAMBIEN EL ESQUEM AEN EL TEXTO (EN LA DISCUSION DE PLATOS CON COLECTORES DE RETIRO) PARA EL MANEJO DE PLACA SCON COLECTORES DE RETIRO .
Información confidencial para uso de PDVSA y sus filiales . Fuente : EXXON DESIGN PRACTICES
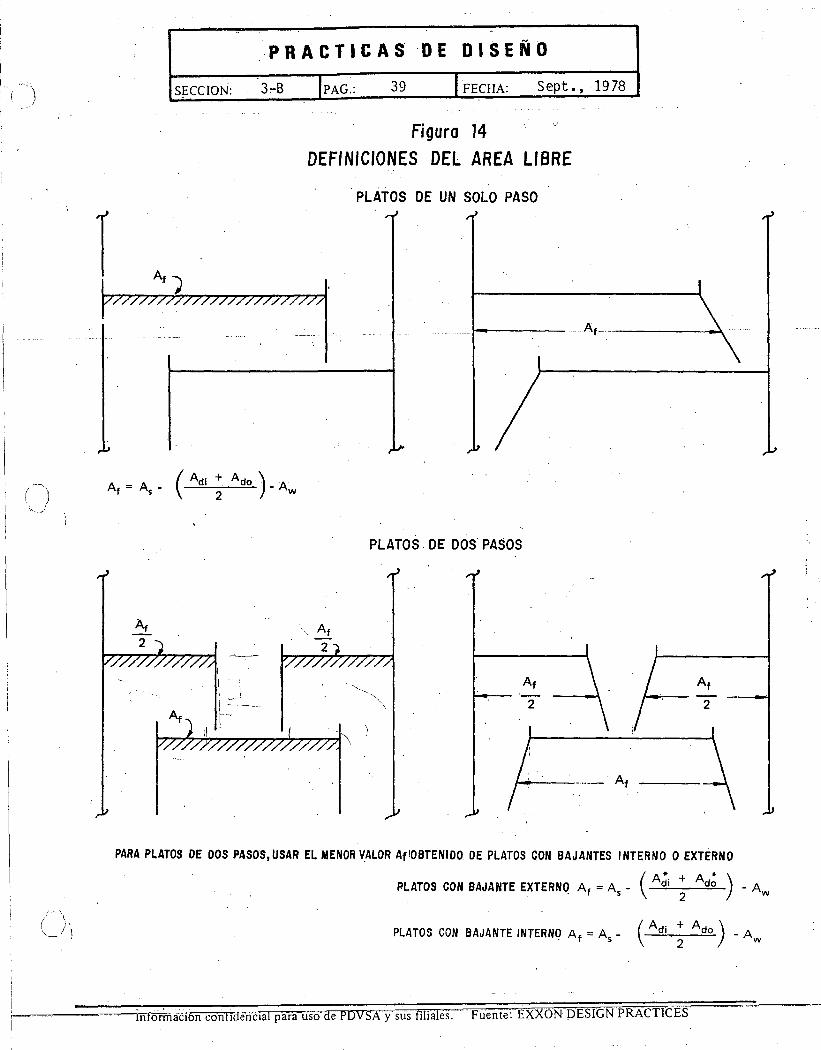
PRACTICAS DE DISEÑ O
ISECION :
3-B
PAG . :
3 9
FECHA : Sept ., 19 78
Figura 1 4DEFINICIONES DEL AREA LIBR E
PLATOS DE UN SOLO PAS O
Af
///'/'/
A
- (Adj . do)
+ A d o= As
2
PLATOS . DE DOS PASO S
Af
2Af
,
2
.///
-
A f
Af
2
_
Af
PARA PLATOS DE DOS PASOS, USAR EL MENOR VALOR Af!OBTENIDO DE PLATOS CON BAJANTES INTERNO 0 EXTERN O
*. + A, *PLATOS CON BAJANTE EXTERNO Af = A s -
A,
2( ) - Aw
PLATOS CON BAJANTE INTERNO Af = A s - (Adi + Ado ) Aw
2
n ormaclon con encia para uso e
SA y s-US filiálés. Fuente : EXXON DESIGN PRACTICES
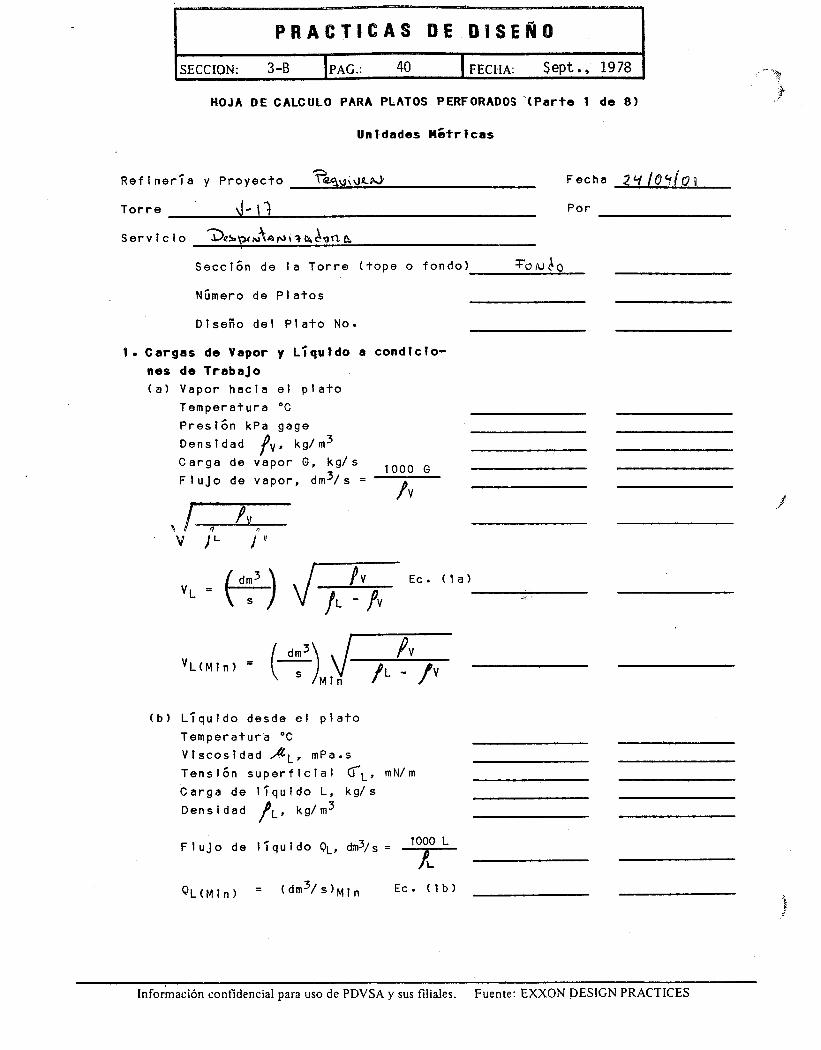
PRACTICAS DE .DISEÑ O
SECCION :
3-B
'PAG. : 40
IFECHA : Sept ., 1978
HOJA DE CALCULO PARA PLATOS PERFORADOS (Parte 1 de 8 )
Unidades Métricas
Refinería y Proyecto Fecha 2'-¡/QyÍb i
Torre \1-11 Por
Servicio iDesNuti ar.., 10 11 n, &
Sección de la Torre (tope o fondo) oluc~®
Número de Plato s
Diseño del Plato No .
1 . Cargas de Vapor y Líquido a condicio -
nes de Trabaj o(a) Vapor hacia et plato
Temperatura °CPresión kPa gag eDensidad fV , kg/ m3Carga de vapor G, kg/ s 1000 G
i v
d~m 3 pV Ec . (la )
s /L- IV
d m 3 V
Cs j'
L-
VMin ~
~
(b) Líquido desde et plat oTemperatura ° CViscosidad A L , mPa . sTensión superficial «L , mN/ mCarga de 1 íquido L, kg/ sDensidad
kg/m 3
Flujo de líquido QL' 60/s= 1000 L
Q L(Min)
=
(dm3/s) Min
Ec . (1b )
Flujo de vapor, dm 3/s =
V L =
V L(M(n) =
Información confidencial para uso de PDVSA y sus filiales . Fuente : EXXON DESIGN PRACTICES
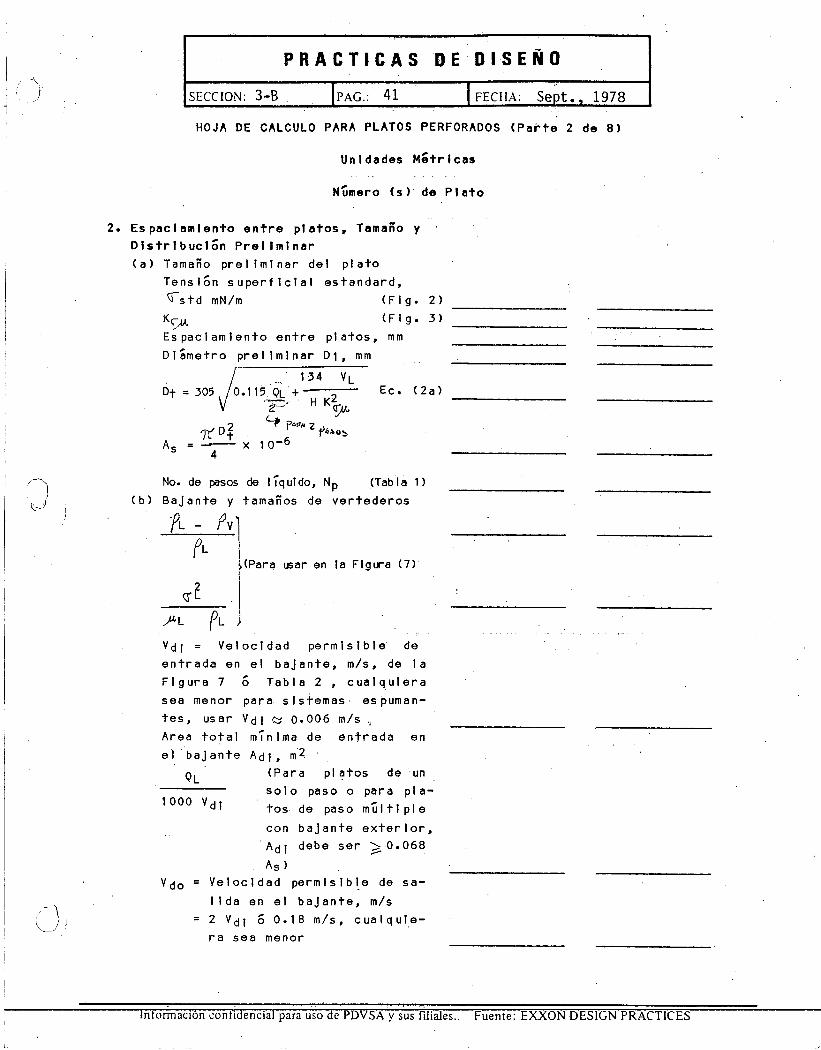
PRACTICAS 'DE DISEÑ O
SECCION : 3—B .
IPAG. : 4 1
i FECHA : Sept ., 1978
HOJA DE CALCULO PARA PLATOS PERFORADOS (Parte 2 de 8 )
Unidades Métrica s
Número (s) de Plato
2 . Espaclamiento entre platos, Tamaño y
Distribución Prelimina r
(a) Tamaño preliminar del plato
Tensión superficial estandard ,
Cstd mN/m
(Fig . 2 )
K~-A
(Fig . 3 )
Espaciamiento entre platos, m m
Diúmetro preliminar D1, mm
134 V L
Dt = 305 /0.115 QL +
V
2• z, _. H K
nDt
`p.a,.Ze4 a o .s
As = 4
x 10'6
No. de pasos de I íquido, Np
(Tabla 1 )
(b) Bajante y tamaños de vertederos
'PL— PIf L
q2
L PL
Vdi = Velocidad permisible d e
entrada en el bajante, m/s, de l a
Figura 7 ó Tabla 2 , cualquier a
sea menor para. sistemas espuman-
tes, usar Vdi Ñ 0 .006 m/s
Area total mínima de entrada e n
el bajante Adi, m2 '
QL
(Para platos de un
solo . paso o para pi a -1000 Vd¡
tos . de paso múltipl e
con bajante exterior ,
A di debe ser , 0 .06 8
. .As )
V do = Velocidad permisible de sa-
lida en el bajante, m/s
= 2 Vd i 6 0 .18 m/s, cualquie -
ra sea menor
Ec . (2a )
4,„ ',)
(Para usar en la Figura (7 )
n cinnacio -n confidencia para use de PDVSA y sus filiales . . Fuente : EXXON DESIGN PRACTICES
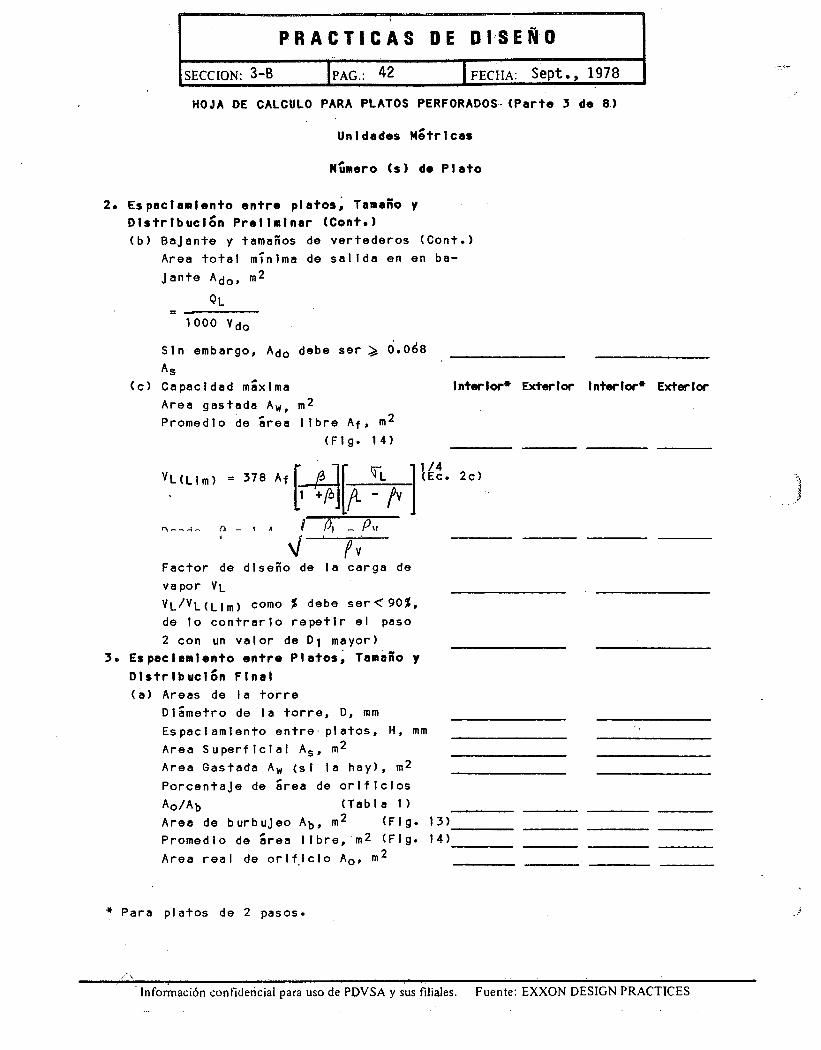
PRACTICAS DE DISEÑ O
SECCION: 37 B IPAG .:42 jFECHA : Sept ., 197 8
HOJA DE CALCULO PARA PLATOS PERFORADOS-(Parte 3 de 8, )
Unidades Métrica s
Número (s) de Plato
2 . Espaciamiento entre platos, Tamaño y
Distribución Preliminar (Cont . )
(b) Bajante y tamaños de vertederos (Cont . )Area total minima de salida en en ba-
jante A do , m 2
Q L
1000 Vd o
Sln embargo, Ado debe ser > 0 .06 8
As(c) Capacidad máxim a
Area gastada Aw, m 2
Promedio de área libre Af, m 2
(Fig . 14 )
VL(Ltm) = 378 Af , P GL 1Éc . 2c )
1 +/2 Q - Iv
1~ .. .. J ..-
(~ - 9 G
7
n,
_ !7 .ryp y
Factor de diseño de la carga d e
vapor V L
VL/VL(Lim) como % debe ser< 90% ,
de to contrario repetir el pas o
2 con un valor de D1 mayor )
3 . Espaciamlento entre Platos, Tamaño y
Distrlbución Fina l(a) Areas de la torr e
Diámetro de la torre, D, mm
Espaciamiento entre platos, H, mm
Area Superficial A s , m2
Area Gastada Aw (si la hay), m 2
Porcentaje de área de orificiosAo /A b
(Tabla 1 )
Area de burbujeo Ab , m 2
(Fig . 13)
Promedio de área libre, m 2 (Fig . 14)
Area real de orificio Ao, m 2
* Para platos de 2 pasos .
Interior* Exterior Interior* Exterior
Información confidencial para uso de PDVSA y sus filiales. Fuente: EXXON DESIGN PRACTICE S
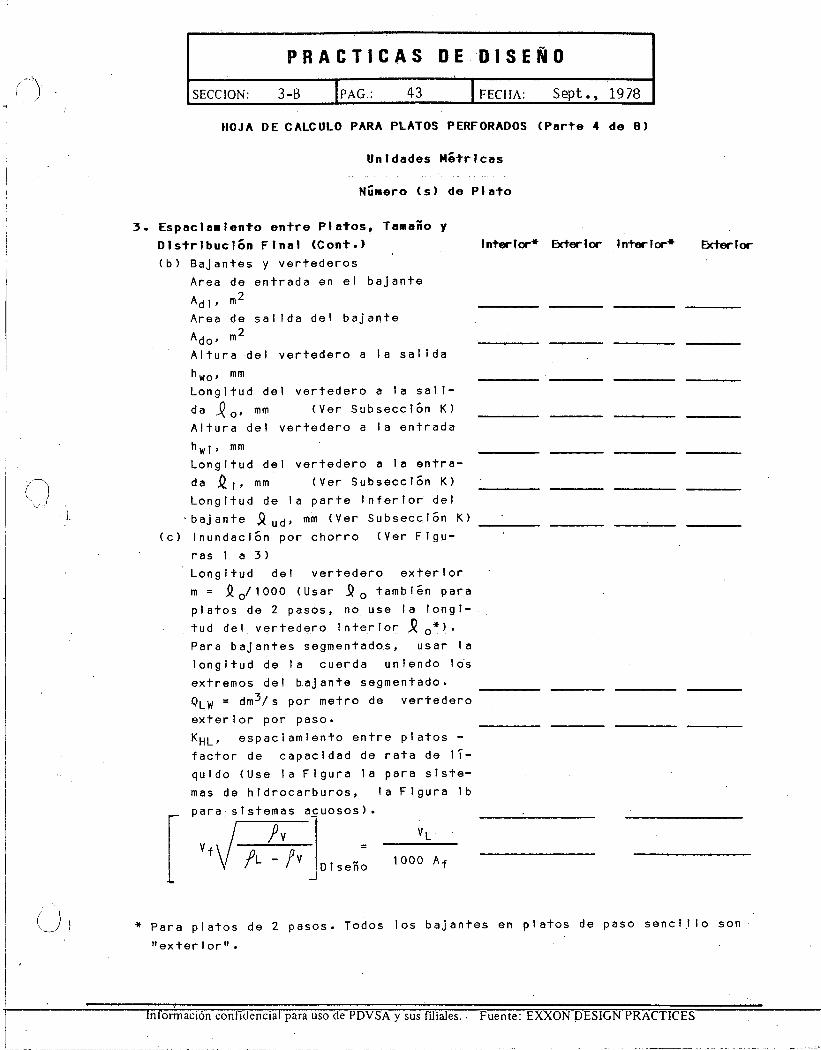
PRACTICAS DE 'DISEN O
SECCION :
3-B
IPAG . :
43
i FECHA :
Sept ., 1978
HOJA DE CALCULO PARA PLATOS PERFORADOS (Parte 4 de 8 )
Unidades Métricas
Número (s) de Plato
3 . Espaciamiento entre Platos, Tamaño y
Distribución Final (Cont .)
lnterior* Exterior Inter)or*
Exterior
(b) Bajantes y vertedero s
Area de entrada en el bajante
Adi , m 2
Area de salida del bajante
Ado, m2
Altura del vertedero a la salid a
h wo , m m
Longitud del vertedero a la sali-
da mm (Ver Subsección K )
Altura del vertedero a la entrad a
h wi , m m
Longitud del vertedero a la entr a -
da Q i , mm (Ver Subsección K )
Longitud de la parte inferior de l
'bajante Q ud , mm (Ver Subsección K)
(c) Inundación por chorro (Ver Figu-
ras 1 a 3 )
Longitud del vertedero exterio r
m = Q o/1000 (Usar Q o también par a
platos de 2 pasos, no use la longi-
tud del vertedero interior Q o*) .Para bajantes segmentados, usar l a
longitud de la cuerda uniendo losextremos del bajante segmentado .
QLW = dm3 /s por metro de vertedero
exterior por paso .
K HL , espaciamiento entre platos -
factor de capacidad de rata de lí -
quido (Use la Figura la para siste-
mas de hidrocarburos, la Figura l b
para sistemas acuosos) .
Diseño1000 A f
VL .
* Para platos de 2 pasos . Todos los bajantes en platos de paso sencillo so n
"exterior" .
riformación eonfidencial para uso déPDVSA y sus filiales . Füente EXXON DESIGN PRACTICES
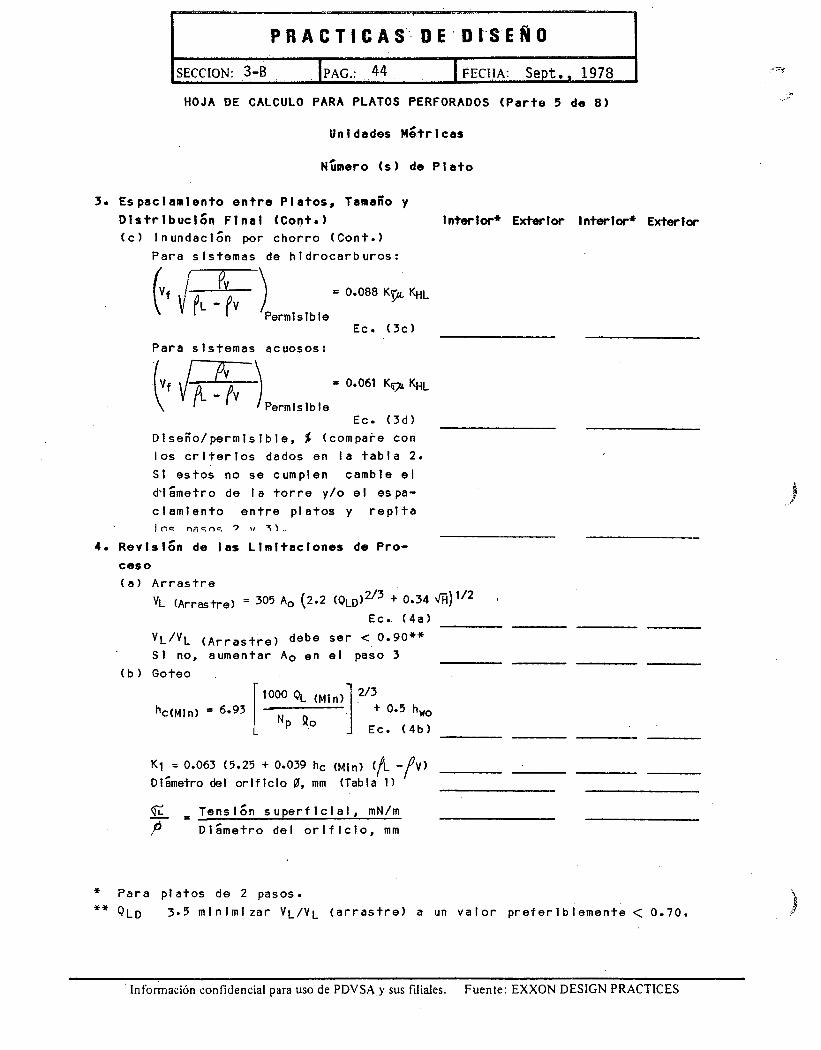
PRACTICAS' DE DISEÑ O
HOJA DE CALCULO PARA PLATOS PERFORADOS (Parte 5 de 8 )
Unidades Métrica s
Número (s) de Plat o
3. Espaciamiento entre Platos, Tamaño y
Dlstribución Final (Cont . )
(c) Inundación por chorro (Cont . )
Para sistemas de hidrocarburos :
= 0.088 Kpt KHL
Ec . (3c )
Para sistemas acuosos :
V f
'
= 0.061 K, KHL~I ?PV
PermisibleEc . (3d )
Diseño/permisible, % (compare co n
los criterios dados en la tabla 2 .
Si estos no se cumplen cambie e l
d'i ámetro de la torre y/o el espa-
ciamiento entre platos y repit a
Bnc nasns 7 v 11 _
4. Revisión de las Limitaciones de Pro-
ceso
(a) Arrastre
VL (Arrastre) = 305 Ao (2 .2 (QLD)2/3 + 0.34 x)1/2
Ec . (4a )
V L /V L (Arrastre) debe ser < 0 .90**
Si no, aumentar Ao en el paso 3
(b) Goteo
SECCION : 3-B
IPAG . : 44 FECIIA : Sept ., 1978
Permisible
Interior* Exterior Interior* Exterior
hc(Min) = 6.931000 QL (Min)~
2/3
+ 0.5 hwo
Np Ro
~ Ec . (4b )
K1 = 0.063 (5 .25 + 0.039 he (Min) (it -eV)
Diámetro del orificio 0, mm (Tabla 1 )
Tensiónsuperficial, mN/m
Diámetro del orificio, m m
* Para platos de 2 pasos .
** QLD
3 .5 minimizar VL/VL (arrastre) a un valor preferiblemente < 0 .70 .
Información confidencial para . uso de PDVSA y sus filiales . Fuente : EXXON DESIGN PRACTICES
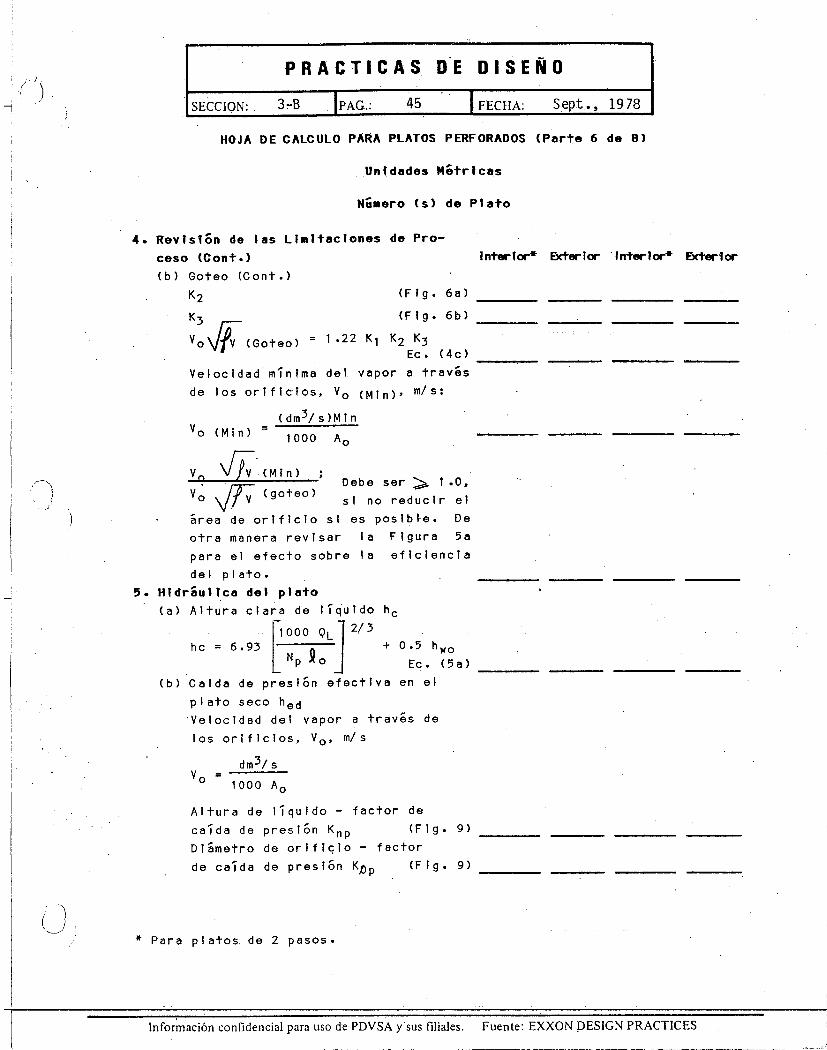
PRACTICAS D' E DISEÑ O
SECCION :
3-B
IPAG . :
45
I._FECFIA : Sept .., 1978
HOJA DE CALCULO PARA PLATOS PERFORADOS (Parte 6 de 8 )
Unidades Métricas
Nómero'(s) de Plato
4 . Revisión de las Limitaciones de Pro-
ceso (Cont .)
Interior* Exterior Interior* Exterior
(b) Goteo (Cont . )
K 2
(Fig . 6a )
K 3
(Fig . 6b )
y
= 1 .22 K K K3o
V (Goteo)
1
2 3Ec . (4c )
Velocidad mínima del vapor a travé s
V o (Min) = 1000 Ao
V r, \/JV (Min) ;Debe ser
1 .0 ,V o
(goteo) si no reducir e l
área de orificio si es posible . D e
otra manera revisar la Figura 5 a
para el efecto sobre la eficienci a
del plato .
5 . Hidráulica del plato
(a) Altura clara de líquido h c
1 000 Q L i 2/ 3
hc = 6 .93
+ 0 .5 h wo
Np Qo
Ec . (5a)
(b) Caida de presión efectiva en e l
plato seco he d
Velocidad del vapor a través de
los orificios, V o , m/ s
dm3/ sVo =
* Para platos . de 2 pasos .
de los orificios, Vo (Mln ) ,
(dm 3/s)Min
m/s :
1000 A o
Altura de líquido - factor d e
caída de presión K np
(Fig . 9 )
Diámetro de orificio - facto r
de caída de presión KAp
(Fig . 9)
Información confidencial para uso de PDVSA y sus filiales . Fuente : EXXON DESIGN PRACTICE S
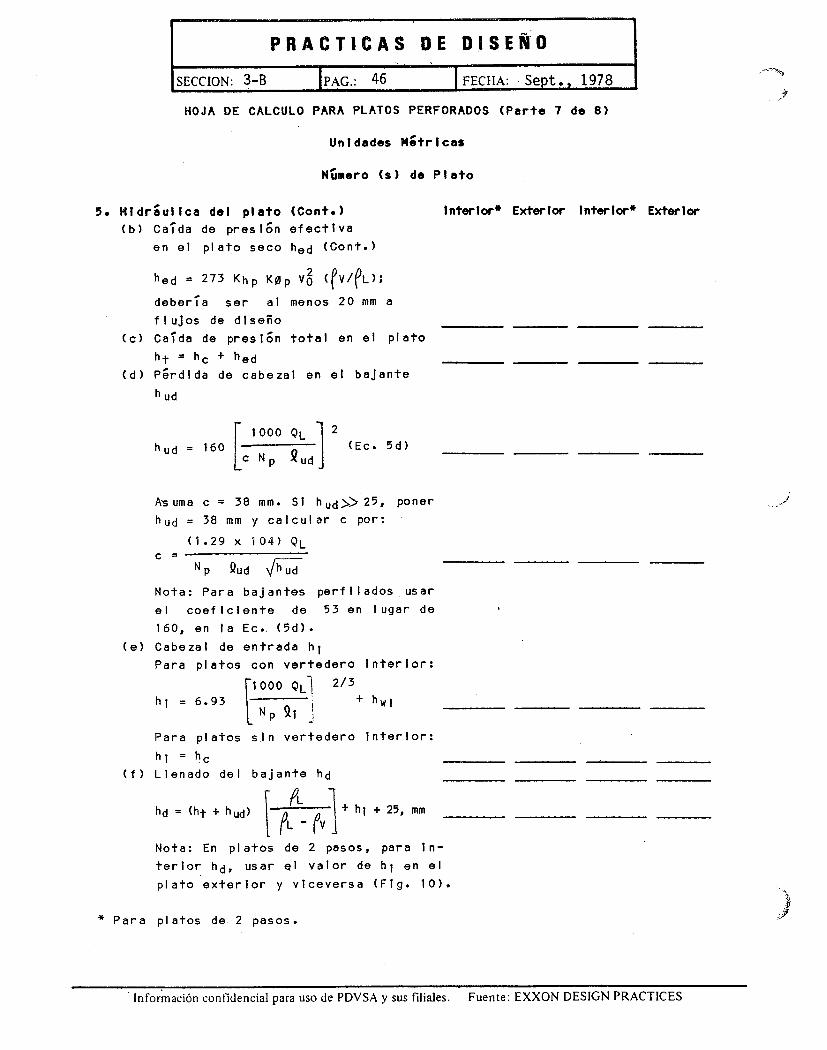
PRACTICAS DE DISEÑ O
SECCION : 3-B iPAG . : 46 IFECHA : Sept .,1978
HOJA DE CALCULO PARA PLATOS PERFORADOS (Parte 7 de 8 )
Unidades Métrica s
Número (s) de Plato
5 . Hidráulica del plato (Cont . )
(b) Caída de presión efectiv a
en el plato seco hed (Cont . )
hed = 273 Khp Kop Vp (fV/eL) ;
debería ser al menos 20 mm a
flujos de diseñ o
(c) Caída de presión total en el plat o
ht = hc + h ed(d) Pérdida de cabezal en el bajant e
h ud
1000 Q L
2
h ud = 160 c Np Q ud
(Ec . 5d )
Asuma c = 38 mm . Si hud )) 25, pone r
hu d = 38 mm y calcular c por :
(1 .29 x 104) Q Lc =
N p Qud Jh ud
Nota : Para bajantes perfilados usa r
el coeficiente de 53 en lugar d e
160, en la Ec .. (5d) .
(e) Cabezal de entrada h i
Para platos con vertedero interior :
1100 0 QL12/ 3
= 6 .93
Np Qi
+ h w i
Para platos sin vertedero interior :
hi = h c
(f) Llenado del bajante h d
hd = (ht + hud)
PL+ hi + 25, mm
Nota : En platos de 2 pasos, para in-
terior h d , usar el valor de h i en e l
plato exterior y viceversa (Fig . 10) .
* Para platos de 2 pasos .
Interior* Exterior Interior* Exterior
información confidencial para uso de PDVSA y sus filiales . Fuente : EXXON DESIGN PRACTICE S
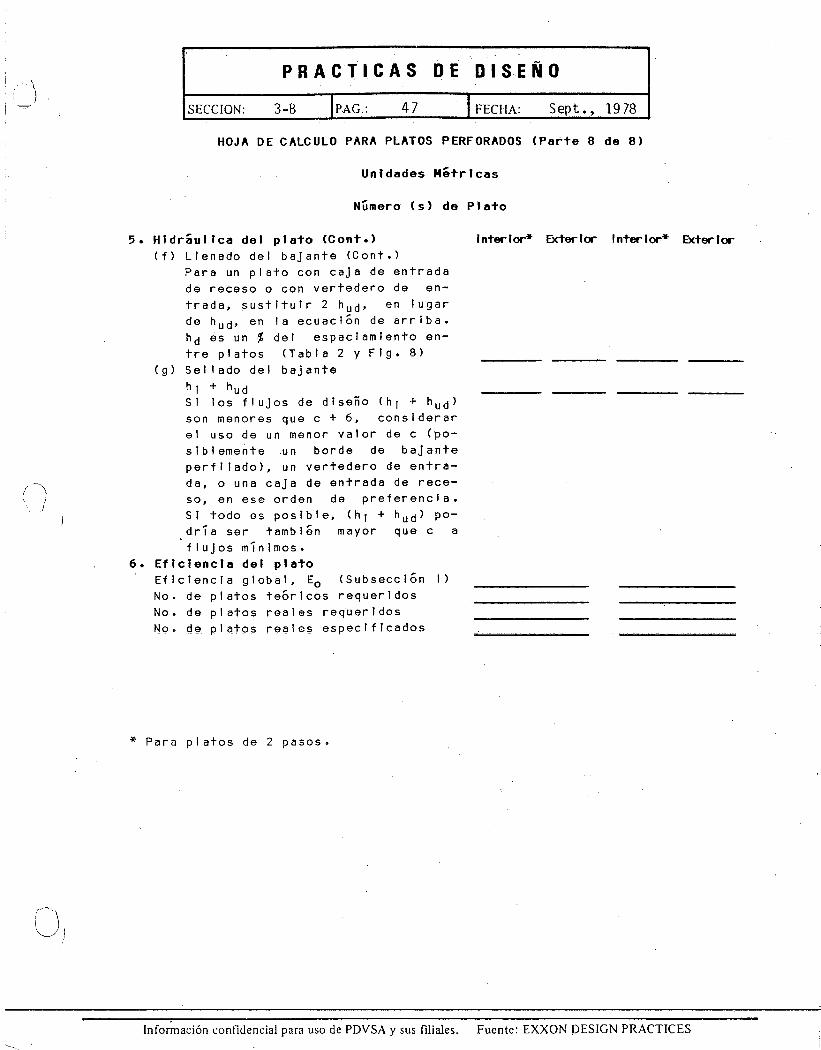
PRACTICAS R E D ISEÑ O
SECCION :
3-B
FAG . :
4 7
l FECHA :
Sept ., 1978
HOJA DE CALCULO PARA PLATOS PERFORADOS (Parte 8 de 8 )
Unidades Métrica s
Número (s) de Plato
5 . Hidráulica del plato (Cont . )
(f) Llenado del bajante (Cont . )
Para un plato con caja de entrad a
de receso o con vertedero de en-
trada, sustituir 2 h u d, en luga r
de h ud , en la ecuación de arriba .
fid es uh % del espáciamiento en =
tre platos
(Tabla 2 y Fig . 8 )
(g) Sellado del bajant e
h l + h u dSi los flujos de diseño (hi + h ud )son menores que c + 6, considera r
el uso de un menor valor de c (po -
siblemente un borde de bajant e
perfilado), un vertedero de entra -
da, o una caja de entrada de rece -
so, en ese orden de preferencia .
Si todo es posible, (h i + h ud ) po-dría ser también mayor que c a
flujos mínimos .
6 . Eficiencia del plato
Eficiencia global, Eo
(Subsección I )
No . de platos teóricos requerido s
No . de platos reales requerido s
No . de platos reales especificados
* Para platos de 2 pasos .
Interior* Exterior Interior* Exterio r
Información confidencial para uso de PDVSA y sus filiales . Fuente : EXXON DESIGN PRACTICES
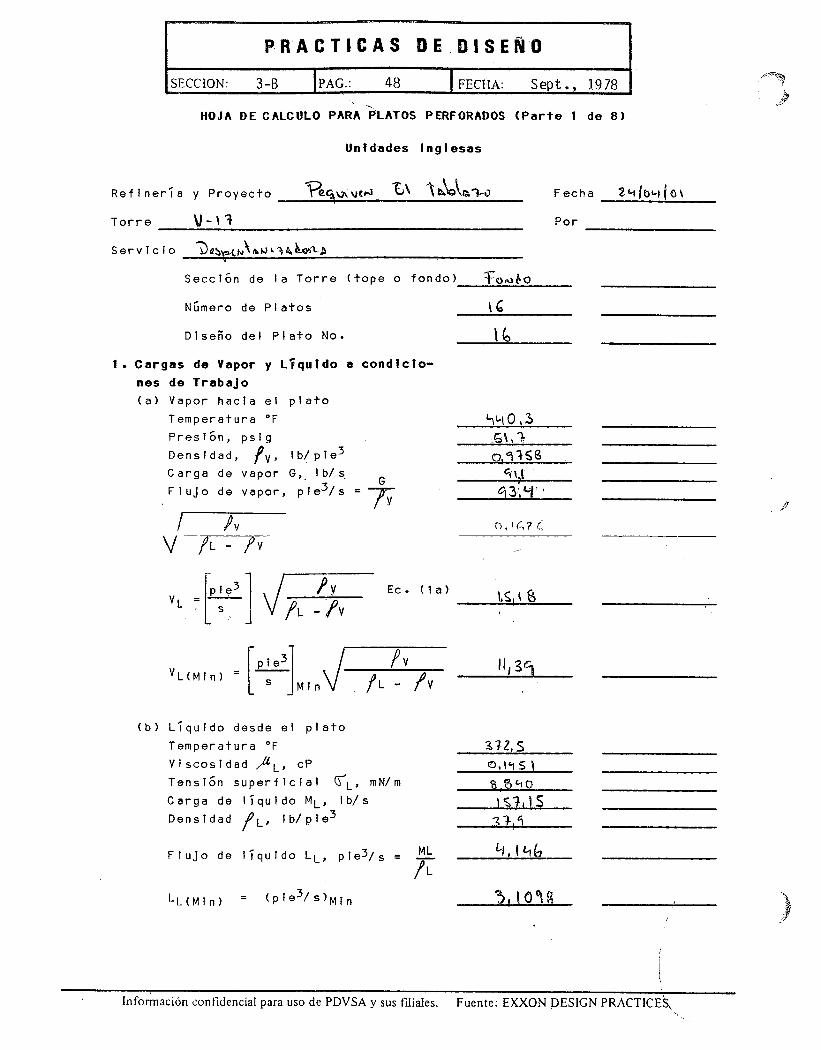
HOJA DE CALCULO PARA PLATOS PERFORADOS (Parte 1 de 8 )
Unidades Inglesa s
Refinería y Proyecto 1'Q~e~vc,4t\1 &L°1-0
Torr e
Servicio ~QtAs.A04P ■, 1461 ,11
Sección de la Torre (tope o fondo )
Número de Platos
Diseño del Plato No .
1 . Cargas de Vapor y Liquido a condicio-
nes de Trabaj o
(a) Vapor hacia el plat oTemperatura ° FPresión, psi gDensidad, f V , lb/pie 3
GCarga de vapor G, . lb/ sFlujo de vapor, pie3/s =T
v
/ /vV / L - / v
Fecha
2e-I'tw)!® \
Po r
1-, t-10
o, or-;z r
pie3 1 /Vs
/pL -/V
VL =Ec . (la )
\j/pie3 1V L(Min) = S j Min - /V
(b) Líquido desde el plat oTemperatura °FViscosidad
L , cPTensión superficial GEL , mN/ mCarga de líquido ML , lb/ sDensidad /0 L , lb/pie 3
Flujo de líquido LL , pie 3/s = ML/L
LL(Min)
=
( p ie3/s) Mi n
Información confidencial para uso de PDVSA y sus filiales . Fuente : EXXON DESIGN PRACTICE,
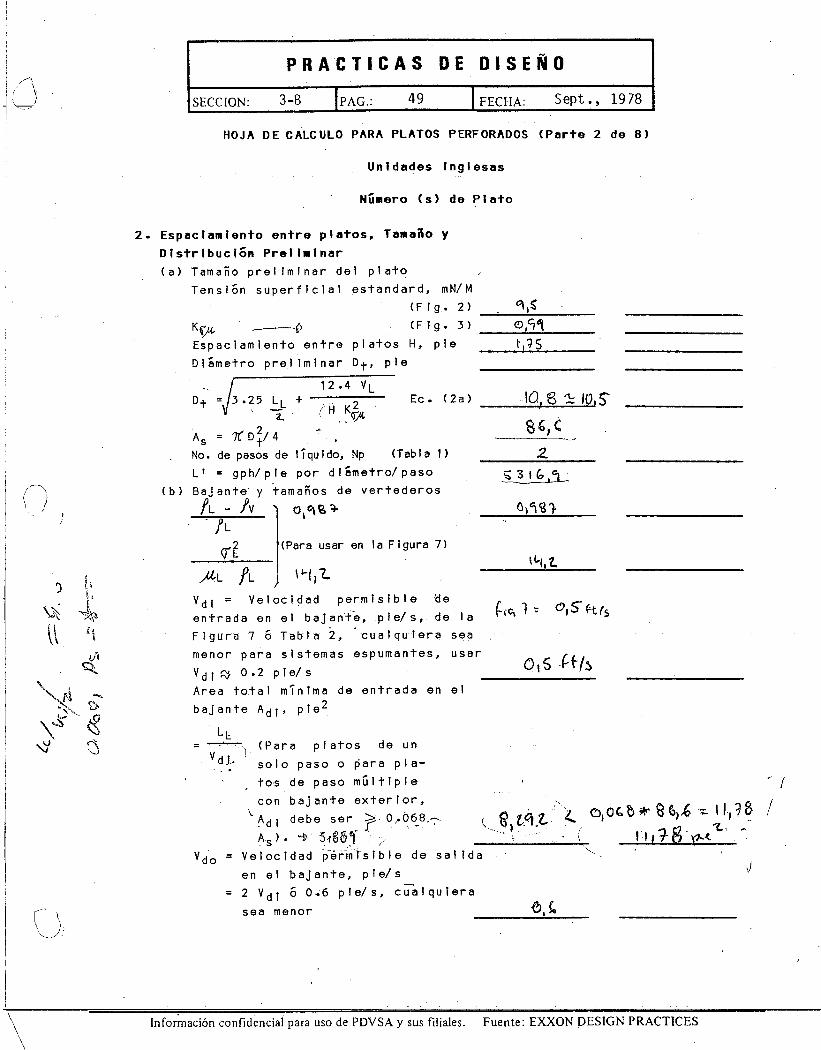
PRACTICAS DE DISEÑ O
SECCION :
3-B PAG . :
49
~ FECHA : Sept ., 1978
U-'
HOJA DE CALCULO PARA PLATOS PERFORADOS (Parte 2 de 8 )
Unidades inglesa s
Número (s) de Plato
2 . Espaciamiento entre platos, Tamaño y
Distribución Preliminar
(a) Tamaño preliminar del plato
Tensión superficial estandard, mN/ M
(Fig . 2) °1,S
K G,
—
(Fig . 3) 0,91Espaciamiento entre platos H, pie t,'sDiámetro preliminar D t , pi e
A s = 7(D2/ 4t
No . de pasos de líquido, Np
(Tabla 1 )
L' = gph/pie por diámetro/pas o
(b) Bajante y tamaños de vertederos
/V- 1` 0 1 0 i $
fL
(Para usar en la Figura 7 )
,UL / L / 1"I ) Z
V d , = Velocidad
permisible 'd e
entrada en el bajante, .pie/s, de
la
r ` elFigura 7 6 Tabla 2, cualquiera seamenor para sistemas espumantes, usa r
V di
0 .2 pie/ s
Area total mínima de entrada en e l
bajante Adi , piel
LE
V di ..
= ' /3 .25 LL + Ec . (2a) 10 1 S.1: 117, ~
8C ) C
.~ .
3i6,5
©, S ('t /5
(Para platos de u n
solo paso o para pla-
tos de paso múltipl e
con bajante exterior ,
V do =
A di debe se r
A s ) . -0' 548i r.IVelocidad permisible de salid a
en el bajante, pie/ s
2 V di .ó 046 pie/s, cúalquier a
sea menor
J
/
c), (~ct.* 8 G ) ,G
I .) 9& ~2 -
~1 !~ ~ 1I- t-
Información confidencial para uso de PDVSA y sus filiales . Fuente : EXXON DESIGN PRACTICE S
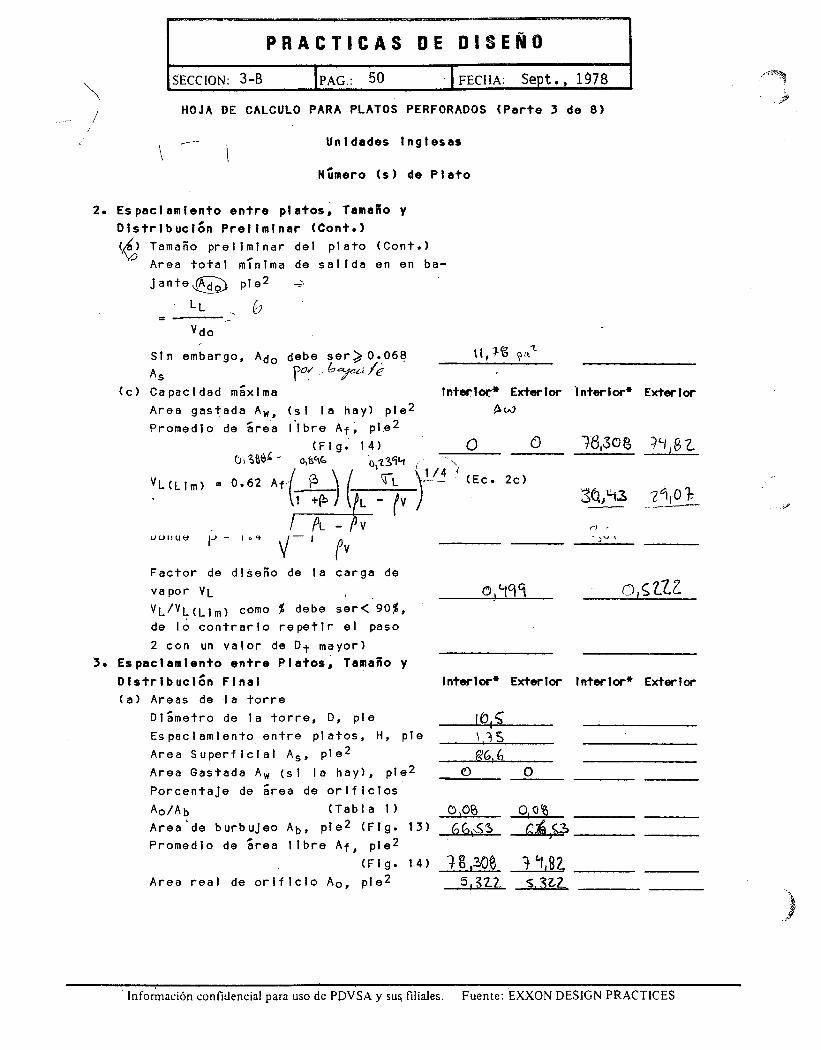
PRACTICAS DE DISEÑ O
SECCION : 3—B
FAG . : 50 FECI IA : Sept ., 1978
HOJA DE CALCULO PARA PLATOS PERFORADOS (Parte 3 de 8 )
Unidades Inglesas
Número (s) de Plato
2. Espaciamiento entre platos, Tamaño y
Distribución Preliminar (Cont . )
() Tamaño preliminar del plato (Cont . )
VV~~ Area total mínima de salida en en ba-
jante
pie2
-'
LL
3Q6~~ 2~~QT
.
- , "
V
VL/VL(Lim) como % debe ser< 90% ,
de lo contrario repetir el paso
2 con un valor de D t mayor )
3. Espaciamiento entre Platos, Tamaño y
Distribución Final
Interior* Exterior Interior* Exterior
(a) Areas de la torr e
Diámetro de la torre, D, pie M I S Espaciamiento entre platos, H, pie \,15Area Superficial A s , pie 2
R(, , 6Area Gastada A W (si la hay), pie 2 O O
Porcentaje de área de orificios
Ao ./A b
(Tabla 1)
0O6
O0'6
Area ' de burbujeo Ab, pie 2 (Fig . 13) GG 1,S3 GA,S3Promedio de área Iibre Af, pie 2
(Fig . 14) 48,301 ~~~ +g2RArea real de orificio Ao, pie 2 5322 . 5,312
Vd o
Sin embargo, A do debe ser ), 0 .068
ii, n ?a2As
:
(c) Capacidad máxima
Interior* Exterior interior* Exterior
Area gastada A W , (si la hay) pie l
Promedio de área libre Af, pie 2
(Fig . 14) Q 0
38,308 ?Li 8 z
013t6L '
0,£x`16
3~iH
V L(Lim) = 0 .62 Af-(
) (tL
lTL
-( vl PL — P V
L)QUUe
IJ — I o4
Y
Factor de diseño de la carga de
~7vapor VL O ) z1cj cj ~~
(Ec . 2c)
Información confidencial para uso de PDVSA y sus filiales . Fuente : EXXON DESIGN PRACTICE S
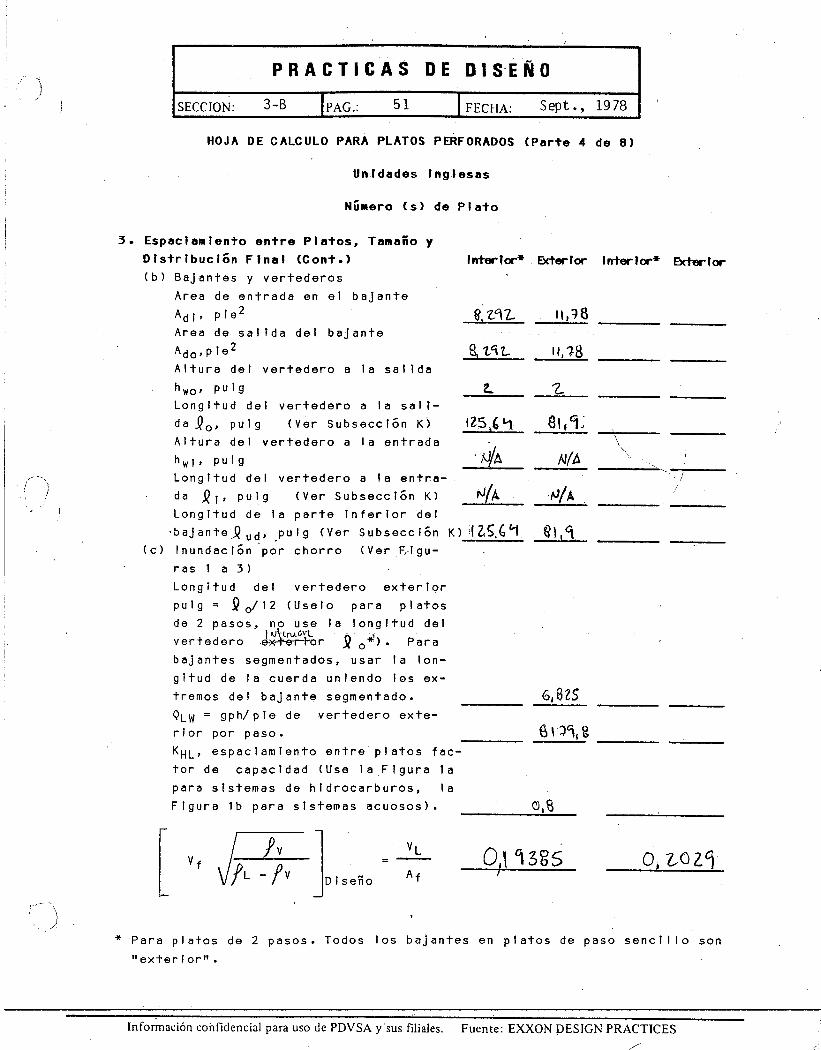
PRACTICAS DE DISEÑ O
SECCION :
3-B
IPAG . :
5. 1
I FECHA :
Sept ., .1978.
HOJA DE CALCULO PARA PLATOS PERFORADOS (Parte 4 de 8 )
Unidades inglesa s
Número (s) de Plato
3 . Espaciamiento entre Platos, Tamaño y
Distribución Final (Cont .)
Interior* . Exterior Interior* Exterior(b) Bajantes y vertedero s
Area de entrada en el bajant e
Adi, pie 2
€,Z l 11,4 $
- _ Area de- salida del--bajant e
Ado, p ie2 ó,lit-
108Altura del vertedero a la salid a
h wo , P uig Z.Longitud del vertedero a la saii -
da Q o , puig
(Ver Subsección K)
as 'I GO,,Altura del vertedero a la entrad a
h w i , puig
AOLongitud del vertedero a la entra -
da Q i , puig
(Ver Subsección K) ► 1f& N/ALongitud de la parte inferior de l
, bajante_Q ud , puig (Ver Subsección K)>(Z_,O
QI I I(c) Inundación por chorro
(Ver Figu -
ras 1 a 3 )
Longitud del vertedero exterio r
puig = Q c/12 (Uselo para plato s
de 2 pasos, no use la longitud de lyvertedero exte•r-i-or y o *) . Par a
bajantes segmentados, usar la Ion -
gitud de la cuerda uniendo los ex -
tremos del bajante segmentado .
6,6ZSQLW = gph/pie de vertedero exte-
rior por paso .
6135 l gKHL, espaciamiento entre platos fac -
tor de capacidad (Use la Figura l a
para sistemas de hidrocarburos,
l a
Figura lb para sistemas acuosos) .
0, B
1V
DiseñoA f
O/ y 13Ss o,Z o 29 .V L
fV
* Para platos de 2 pasos . Todos los bajantes en platos de paso sencillo so n
"exterior" .
Información confidencial para uso de PDVSA y sus filiales . Fuente : EXXON DESIGN PRACTICES
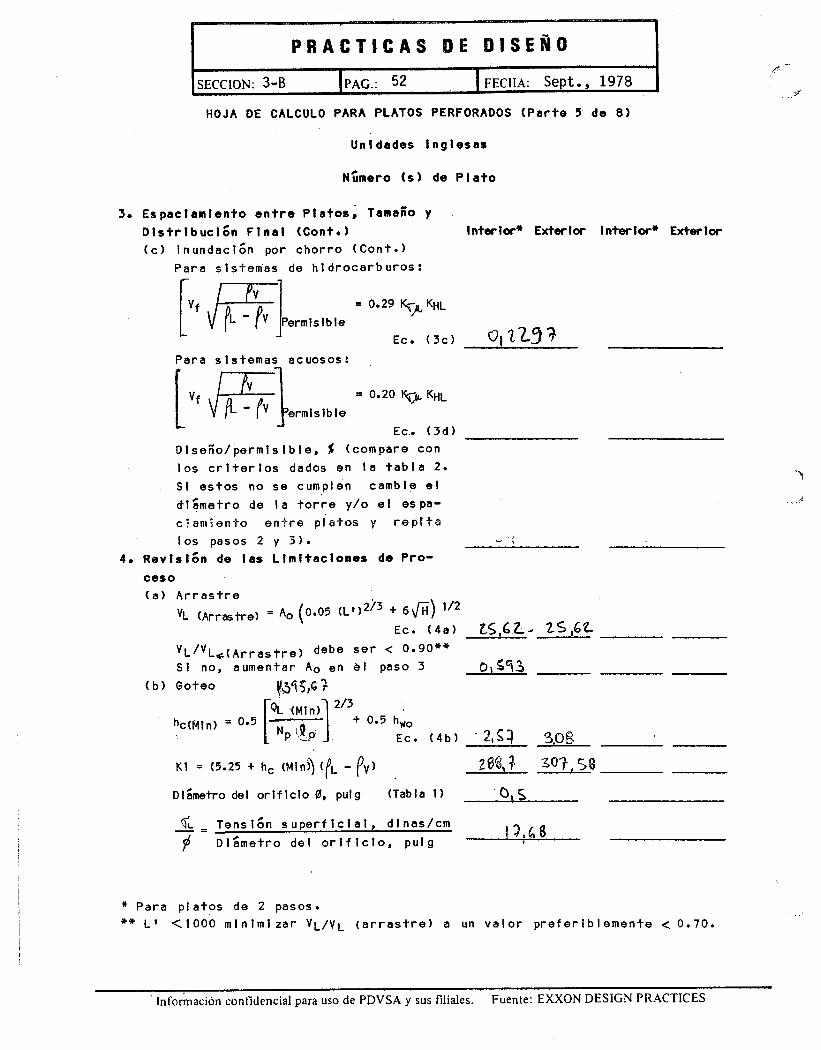
PRACTICAS DE DISEÑ O
SECCION:3 -B IPAG . : 52 iFECiIA : Sept ., 1978
HOJA DE CALCULO PARA PLATOS PERFORADOS (Parte 5 de 8 )
Unidades Inglesas
Námero (s) de Plato
3 . Espaciamiento entre Platos, Tamaño y
Distribución Final (Cont . )
(c) Inundación por chorro (Cont . )
Para sistemas de hidrocarburos :
Interior* Exterior Interior* Exterior
Permisibl e
Vf P VL - PV
= 0.29 Ki-)L KHL
Ec . (3c )
Para sistemas acuosos :
y f PV = 0.20
''
KHL
f- - (V ermisible
Ec .. (3d )
Diseño/permisible, % (compare co n
los criterios dados en la tabla 2 .
Si estos no se cumplen cambie e l
diámetro de la torre y/o el es pa-
clamiento entre platos y repit a
los pasos 2 y 3) .
4 . Revisión de las Limitaciones de Pro -
ceso
(a) Arrastr e
VL (Arrastre) = Ao (0 .05 (L,)2/3 + 6Vi)
1/2
Ec . (4a) ZS,62 2S,62,.
VL/VL(Arrastre) debe ser < 0 .90* *
Si no, aumentar Ao en el paso 3
p,ácj3
(b) Goteo
QL '(Min) 2/3
hc(Min) = 0 .,5 -'---^—
+ 0.5 hwoNp !_Q o
qL = Tensión superficial, dinas/cm1 : 46
Diámetro del orificio, pul g
* Para platos de 2 pasos .
** L' <1000 minimizar V L /V L (arrastre) a un valor preferiblemente < 0 .70 .
Ec . (4b) 2,C4 3,08
K1 = (5.25 + he (Min) (PL - Cy) 2Ki, 3O - 5$
Diámetro del orificio 0, pulg
(Tabla 1) ®,S
' Inform'ación confidencial para uso de PIVSA y sus filiales . Fuente : EXXON DESIGN PRACTICE S
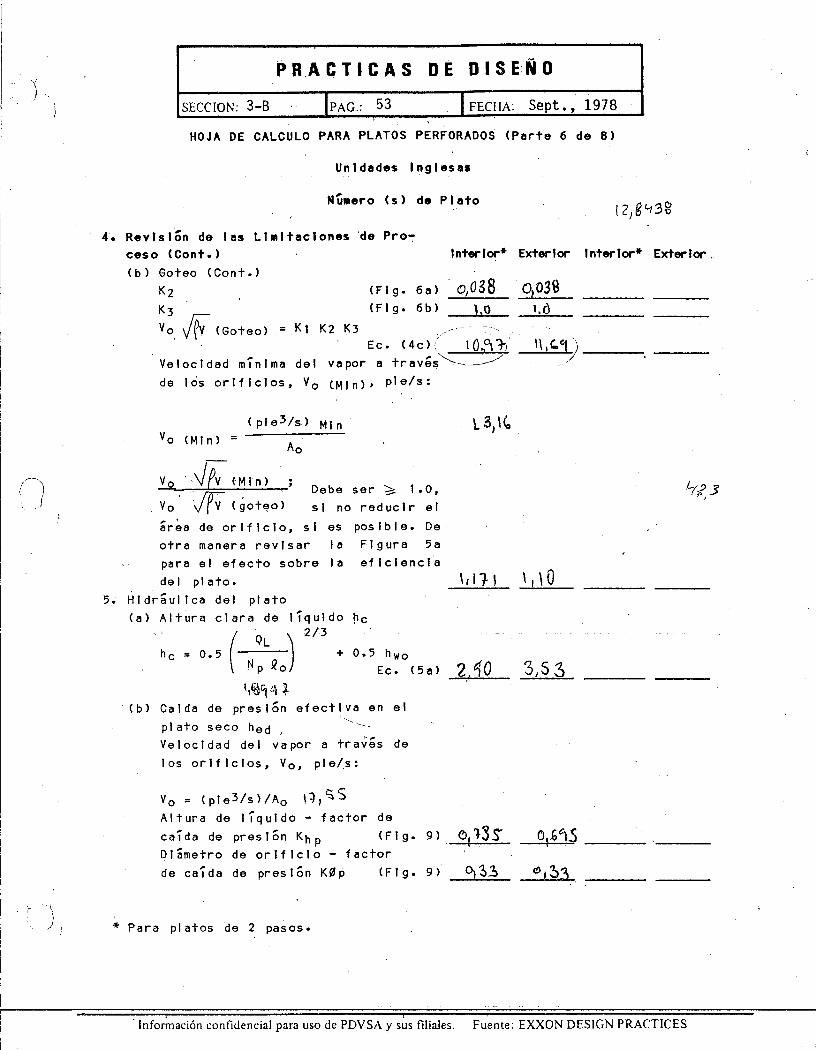
PRACTICAS DE DISEÑ O
SECCION : 3-B
IPAG . : 5 .3
FECHA : . . Sept ., 197 8
HOJA DE CALCULO PARA PLATOS PERFORADOS (Parte 6 de 8 )
Unidades Inglesas
Número (s) de Plato
4 . Revisión de las Limitaciones de Pro-
ceso (Cont . )
(b) Goteo (Cont . )
K2
(Fig . 6a) 0,O38 0,03 $K 3
(Fig . 6b)
1,0 1,ó
~o JPV (Goteo) -= K2 -
K3-Ec. (4c)
10,ot~i
lj C.w.,
Velocidad mínima del vapor a través —~~
de los orificios, V0 (Min) . Pie/s :
(pie3/s) Mi n
Debe ser
1 .0 ,
si no reducir e l
2/3
+ 0 .5 h woEc . (5a )
(1 0161
'(b) Caida de presión efectiva en e l
-plato seco hed
\ 'Velocidad del vapor a través de
los orificios, Vo, pie/.s :
Vo = (pie 3 /s)/Ao 1aá' S
Altura de líquido — factor de
caída de presión K hp
(Fig . 9) 013$
0,,6 41;5 Diámetro de orificio — factor
de caída de presión KOp
(Fig . 9) 013 3
* Para platos de 2 pasos .
12 1 8'`1 3n
Interior* Exterior Interior* Exterior, .
Vo (Min) =
A 0
VO •VPV (Mi'n )
vo
.
✓P V
area de orificio, si es posible . D e
otra manera revisar la Figura 5 a
para el efecto sobre la eficienci a
del plato .
5 . Hidráulica del plato
(a) Altura clara de líquido h e
QL 1t
NP Ro lh c = 0 .5
(goteo)
.
3) 1'
1 1 , 3
11171
1 1 \ 0
2,ái0
3,53
' Información confidencial para uso de PDVSA y sus filiales . Fuente : EXXON DESIGN PRACTICE S
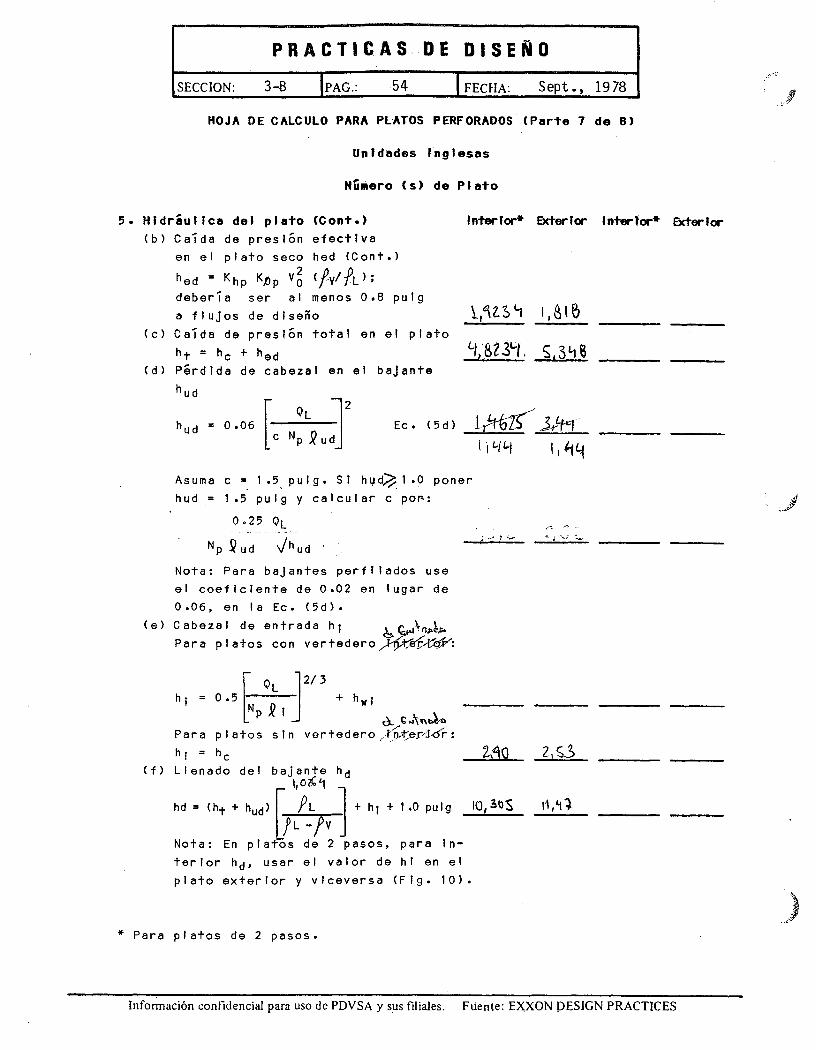
PRACTICAS . DE DISEÑ O
SECCION : .
3-B
'FAG . :
54
I FECHA :
Sept ., 1978
HOJA DE CALCULO PARA PLATOS PERFORADOS (Parte 7 de 8 )
Unidades Inglesa s
Número (s) de Plato
5 . Hidráulica del plato (Cont .)
Interior* Exterior interfor* Exterior(b) Caída de presión efectiv a
en el plato seco hed (Cont . )
h ed = K hp Kp p Vg (JV/PL ) ;debería ser al menos 0 .8 pul g
a flujos de diseño
1,6o b(c) Caída de presión total en el plat o
ht = h c + h ed
L?,623`t, 513 Li(d) Pérdida de cabezal en el bajant e
h ud
Q
2L
~ 3i-h ud = 0 .06
Ec . (5d)
~ ( ~
c N p Q ud
~ I t,lL~
I I ~~
Asuma c = 1 .5 pulg . Si hyd¡;1 .0 poner
hud = 1 .5 pulg y calcular c por- :
0 .25 Q L
N p Qud J h u d
Nota : Para bajantes perfilados us e
el coeficiente de 0 .02 en lugar de
0 .06, en la Ec . (5d) .
(e) Cabezal de entrada hi
It nAr,Para platos con vertedero
t ir-':
h i = 0 . 5
Para platos sin vertedero,i ter-J-ór :
h i = hc 2,~o 2,S3(f) Llenado del bajante h d
1,01C 1
hd = (ht + hud ) PL + h i + 1 .0 pulg
10 30S
11,41fL -pV
Nota : En platós de 2 pasos, para in -
terior h d , usar el valor de hi en e l
plato exterior y viceversa (Fig . 10) .
* Para platos de 2 pasos .
[
QL1 2/ 3
NP 21
+ h Wi
Información confidencial para uso de PDVSA y sus filiales . Fúente : EXXON DESIGN PRACTICES
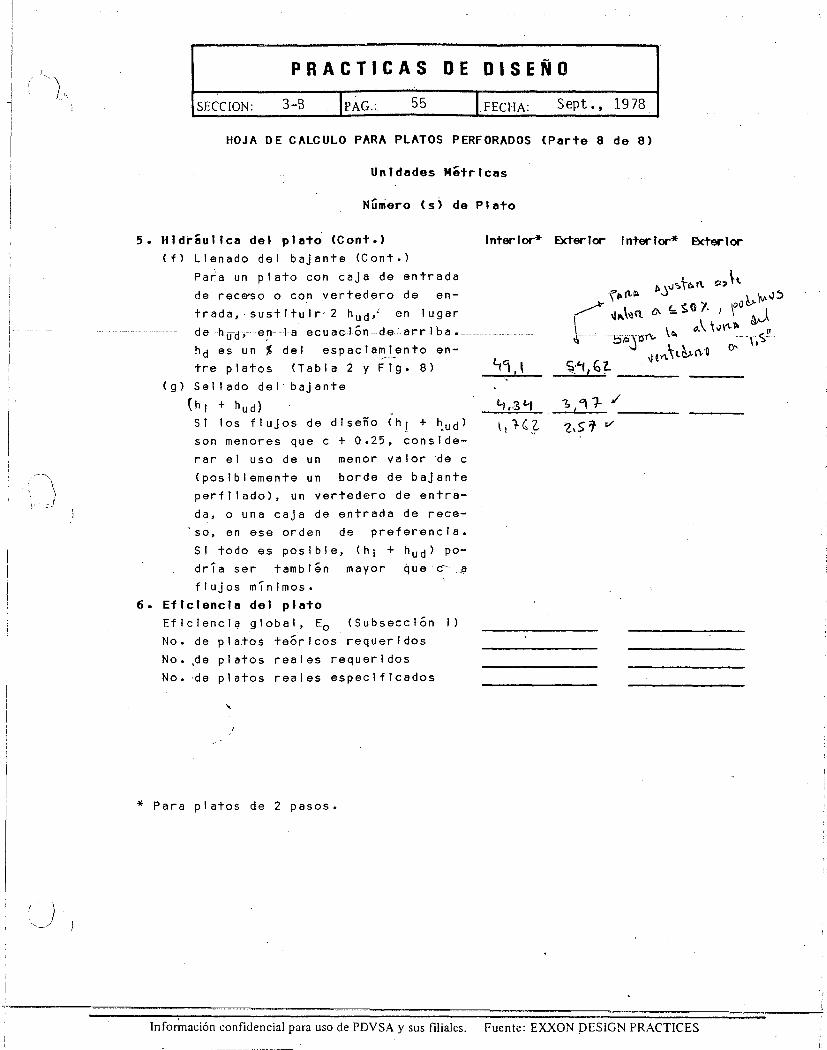
PRACTICAS DE DISEÑ O
3 -BSECCION : PAG. : .
55 FECHA : Sept ., 1978
HOJA D E CALCULO PARA PLATOS PERFORADOS (Parte 8 de 8 )
Unidades Métricas
Número (s) de Plato
5 . Hldrául ica del plato (Cont .)
Interior* Exterior Intertor* Exterio r
(f) Llenado del bajante (Cont . )
Para un plato con caja de entrad a
de receso o con vertedero de en-
trada,sustitulr-2 h ud ,` en luga r
de -h ud --en---I-a-ecu-ac-i-ón --de --arriba . _
h d es un % del
espaciamiento en -
tre platos
(Tabla 2 y Fig . 8 )
(g) Sellado del bajant e
( h i + h ud)Si los flujos de diseño (h i + h ud )
son menores que c + 0 .25, conside-
rar el uso de un menor valor de c
(posiblemente un borde de bajant e
perfilado), un vertedero de entra-
da, o una caja de entrada de rece -
' so, en ese orden de preferencia .
Si todo es posible, (h i + h ud ) po-
dría ser también mayor que c
* Para platos de 2 pasos .
tl ,,3y
2,5 l v
flujos mínimos .
6 . Eficiencia del plato
Eficiencia global, Eo
(Subsección I )
No . de platos teóricos requerido s
No . ,de platos reales requerido s
No . de platos reales especificados
pJ~steArti
~ 7 Pt
all~
t. so
r.) b-'tv-05
~A(mi1G`
11\\
ly
1
AA),
~Q---_a\IJy~~
s
,,
-WI
1 ,
,
información confidencial para uso de PDVSA y sus filiales. Fuente : EXXON DESIGN PRACTICES
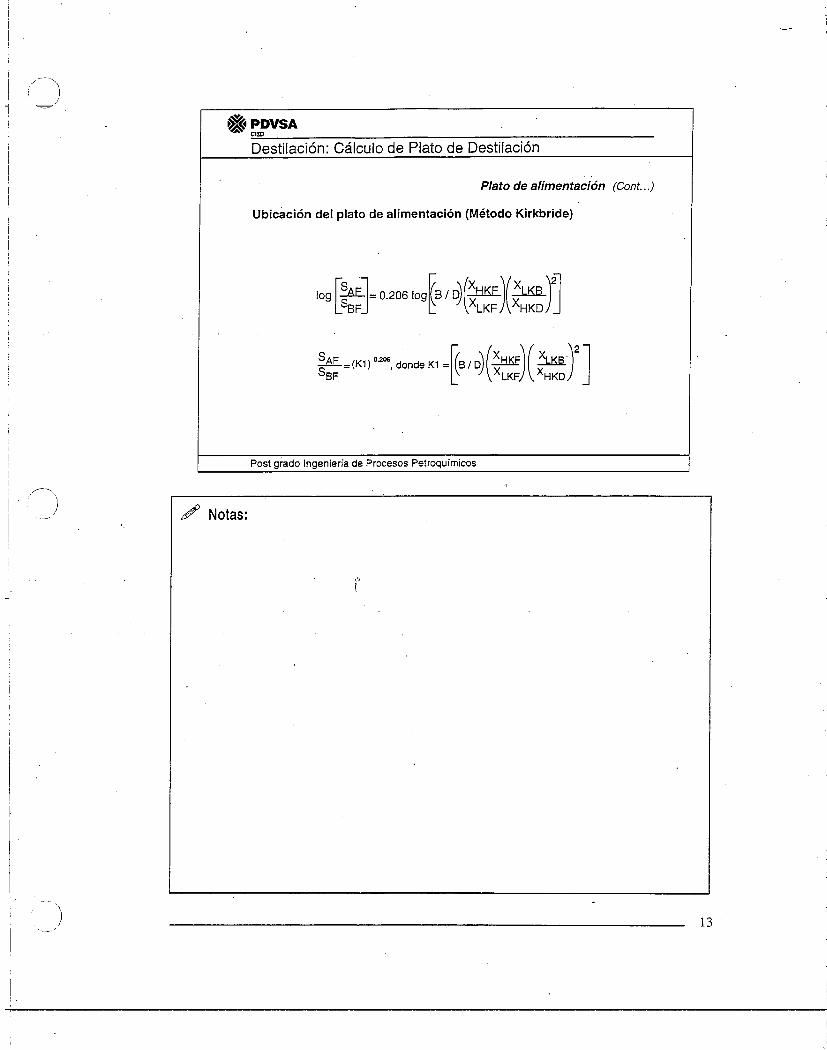
Notas :
1 3
O PDVSACIED
Destilación : Cálculo de Plato de Destilació n
Plato de alimentación (Cont. . .)
Ubicación del plato de alimentación (Método Kirkbride )
log M= 0 .206 log 3 i C)(xHKF)( XLKBXHK D
SBF= (K1)° 206 , donde Kl =l (g/ D)ILKF/ \ HKD / 2 1
Post grado Ingeniería de Procesos Petroquímicos
PDVSACIED
.
Notas :
Capítulo II I
Bomba s
Entre en el patrón de diapositiva e indique el nombre de la organización
PDVSACAED
Notas :
Bombas
~~~~nido
0 Fuentes de información
D Bombas
Bombas centrifugas
El Cabezal neto de succión positiva
El-Cálculo de |Bpc tencia o oaboUaje
E] Cambio de¡ diámetro de¡ impulso r
Post grado Ingeniería de Procesos Petroquímicos
2
Notas :
O PDVSACIm
Bombas
Fuentes de In formación
> Manual de Diseño de Procesos, Prácticas de Diseño . Vol . 6-Secció n
10. Vol . 7-Sección 11 L . PDVSA, 1986.
i Manual de Diseño de Procesos ; versión automatizada PDVSA, 1997 .
i Manual de Bombas, L. Jiménez, Editorial Blume, España, 1977 .
i~ Bombas : Su Selección y Aplicación, Editorial Continental, México ,
1978 .
> API Standard 610
í3a4t ,e)
Qae nv`µ
a
i t1, ('''A
o¿¿
Post grado Ingeniería de Procesos Petroquímicos
3
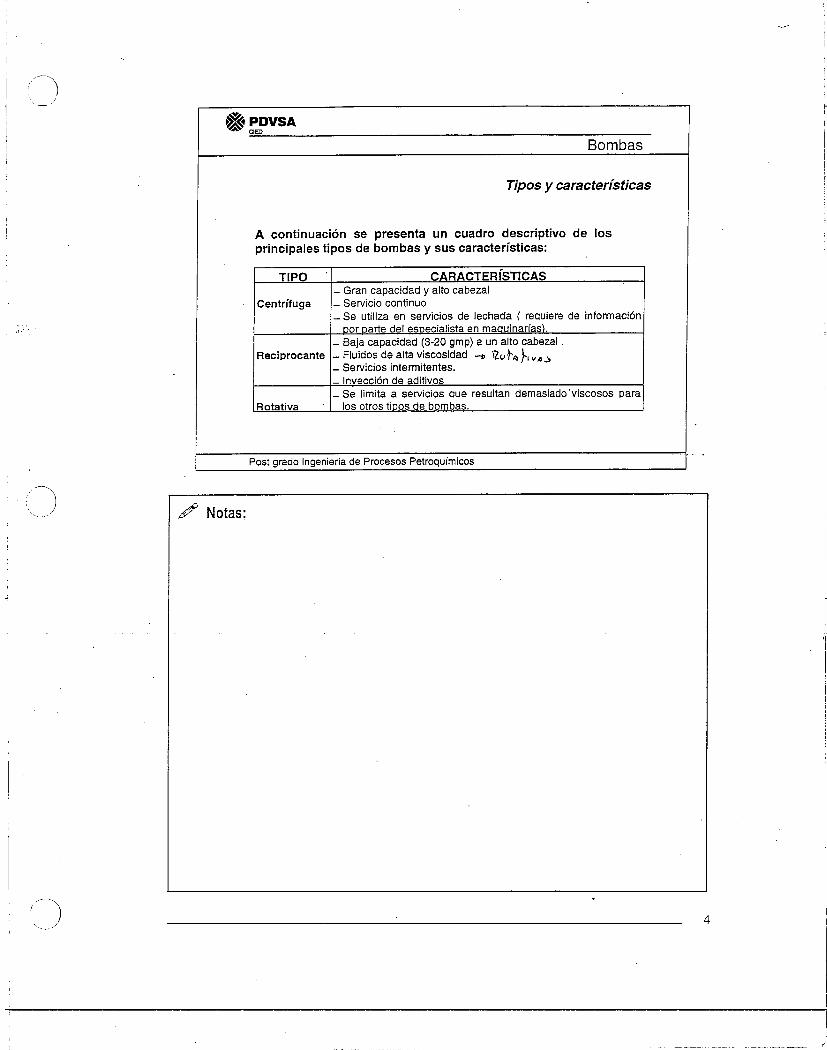
PDVSA
Notas :
O
TIPO
CARACTERÍSTICAS
Bombas
Tipos y características
A continuación se presenta un cuadro descriptivo de lo sprincipales tipos de bombas y sus características :
Centrífuga– Gran capacidad y alto cabezal– Servicio continu o– Se utiliza en servicios de lechada ( requiere de informació n
por parte del especialista en maquinarías) .
Reciprocante– Baja capacidad (3-20 gmp) a un alto cabezal .– Fluidos de alta viscosidad --c– Servicios intermitentes._ Inyección de aditivo s
Rotativa– Se limita a servicios que resultan demasiado' viscosos para
los otros tipos de bombas .
Post grado Ingeniería de Procesos Petroquímico s
4
PDVSA
Notas:\
w am
Bombas
Especificaciones de una bomba
• El trabajo que realiza el ingeniero de procesos durante l aespecificación de una bomba comprende la determinación de :
➢ Caudal de Flujo
i's Condiciones de Operació n
i Propiedades del material que se bombe a
Disponibilidad del cabezal de succión positivo neto, NPSH .
Post grado Ingeniería de Procesos Petroquímicos
5
~~
~~~~ Notas :
~~ pDV ~CIED
Bombas
Especificaciones de una Bomba . (Cont . .)
• Tipo de bomba y tipo de accionador .
• Requerimiento de reemplaz o
• Requerimientos de sellos y lavado de la bomb a
Tipo de mateálls decir, acero al carbón, aleación, etc) .
> Selección de la bomba
Post grado Ingeniería de Procesos Petroquímicos
6
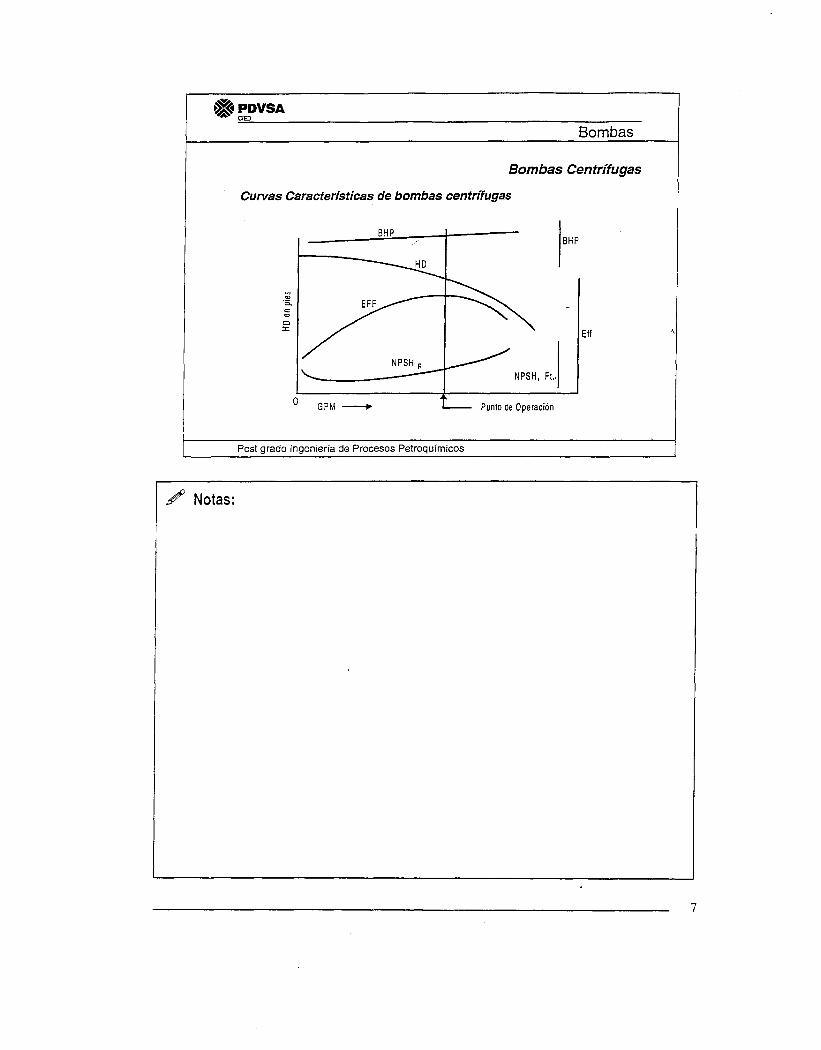
~~
.
Notas :
PmDVSA
Bombas
Bombas Centrífugas
Curvas Características de bombas centrífugas
GPM -►
Punto de Operació n
Post grado Ingeniería de Procesos Petroquímicos
BHPBH P
H D
EFF
NPSHNPSH, Ft . .
ñ
Eff
7
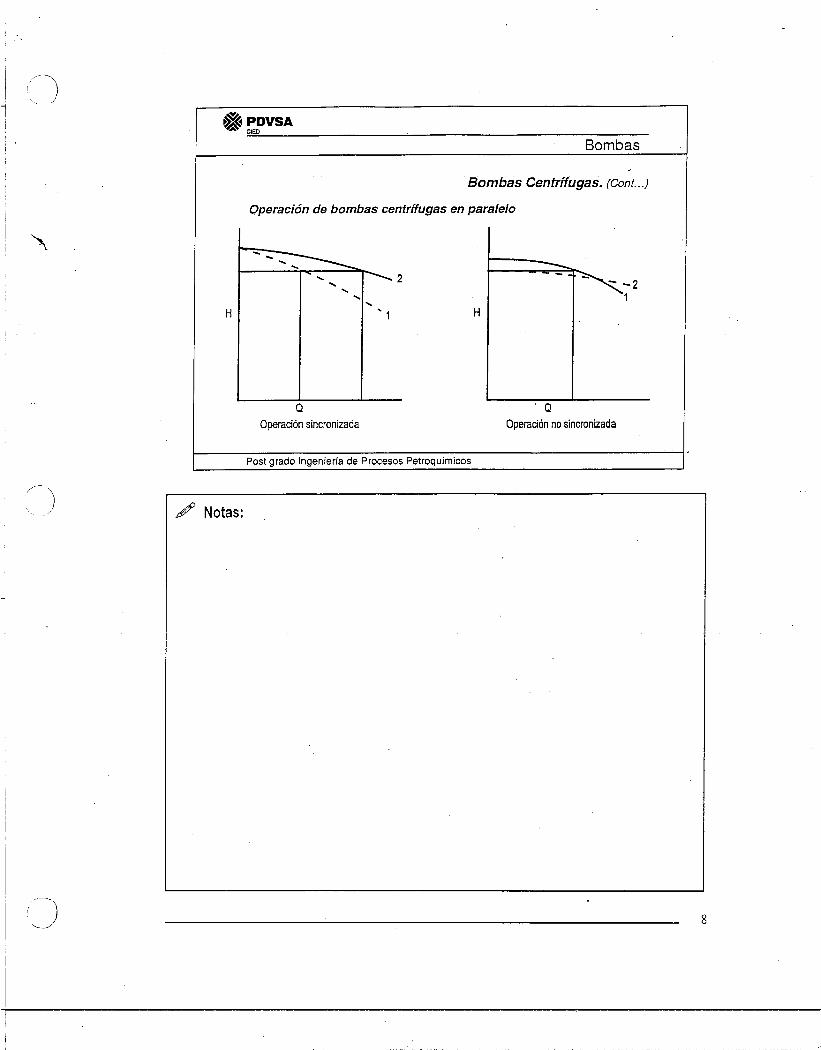
Bombas
Notas:
►~X~ PDVSA
Bombas Centrífugas. (Cont . . .)
Operación de bombas centrifugas en paralelo
2
H
QOperación sincronizada
QOperación no sincronizad a
Post grado Ingeniería de Procesos Petroquímicos
8
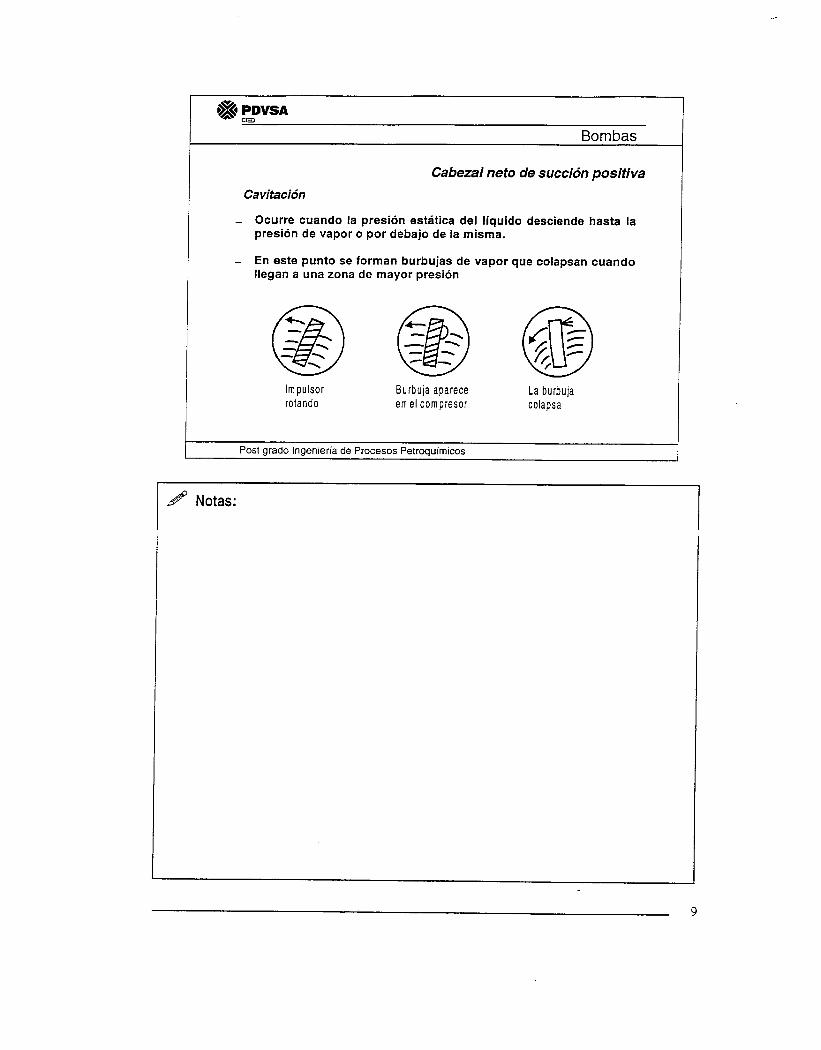
Bombas
Notas :
x~ PDVSA~ !r
Cabeza! neto de succión positiva
Cavitación
_ Ocurre cuando la presión estática del líquido desciende hasta l apresión de vapor o por debajo de la misma .
En este punto se forman burbujas de vapor que colapsan cuand ollegan a una zona de mayor presió n
Impulso rrotando
Burbuja apareceerr el compresor
La burbuj acolaps a
Post grado Ingeniería de Procesos Petroquímicos
9
Bombas
Notas:
CIED
Cabezal neto de succión positiva. (Cornt . . )
Supresión de la cavitación
— La fuerza encargada de suprimir la cavitación, corresponde at marge n
por el cual la presión estática local del líquido excede la presión d e
vapor del líquido a esa temperatura .
— Las unidades de cabezal de líquido, en el margen de presión s e
denomina "Cabezal de succión positivo neto" o NPSH (Net Positive
Suction Haod) .-
Post grado Ingeniería de Procesos Petroquímicos
1 0r
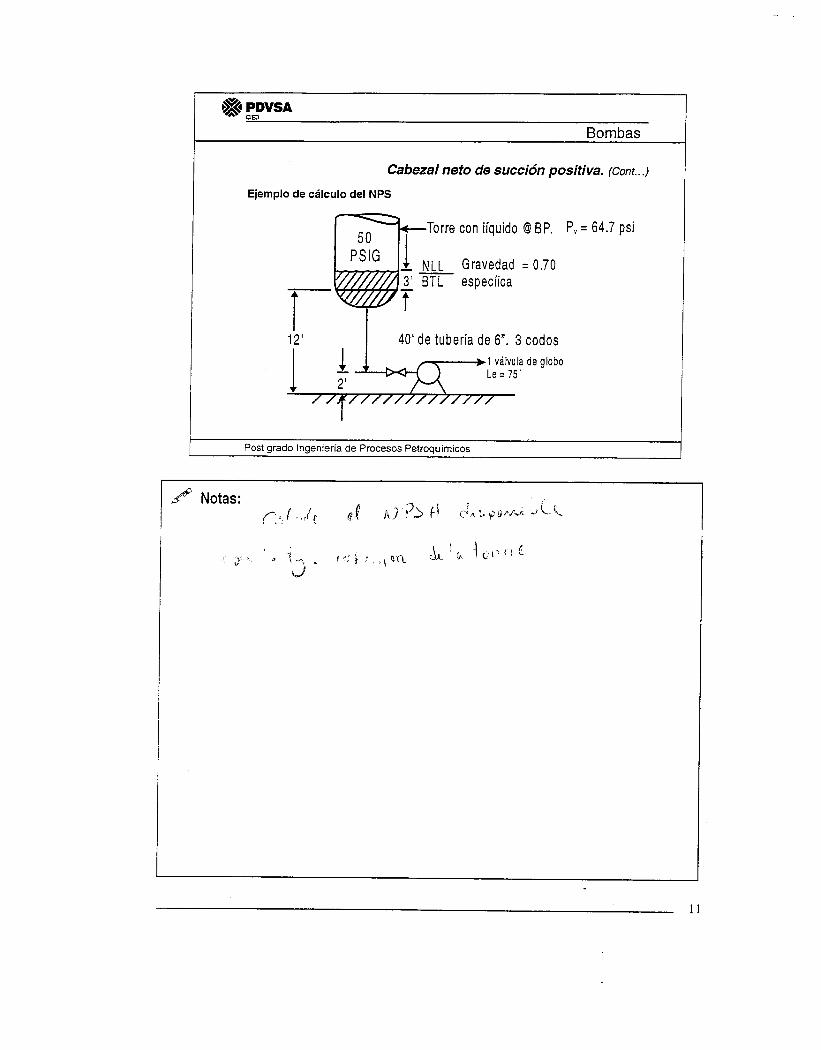
Bombas
~x~ PDVSA~ ~m
Cabezal neto de succión positiva. (Cant. . .)
Ejemplo de cálculo del NPS
Post grado Ingeniería de Procesos Petroquímico s
Torre con líquido @ BP. P, = 64 .7 ps i
NLL Gravedad = 0 .7 0' BTL
especíica
40' de tubería de 6" . 3 codo s1 válvula de glob oLe = 75 '
Notas : r _.~ . .se ,? P.')
0 R~;~
, ` UY1
c~l ' 6.
1 1
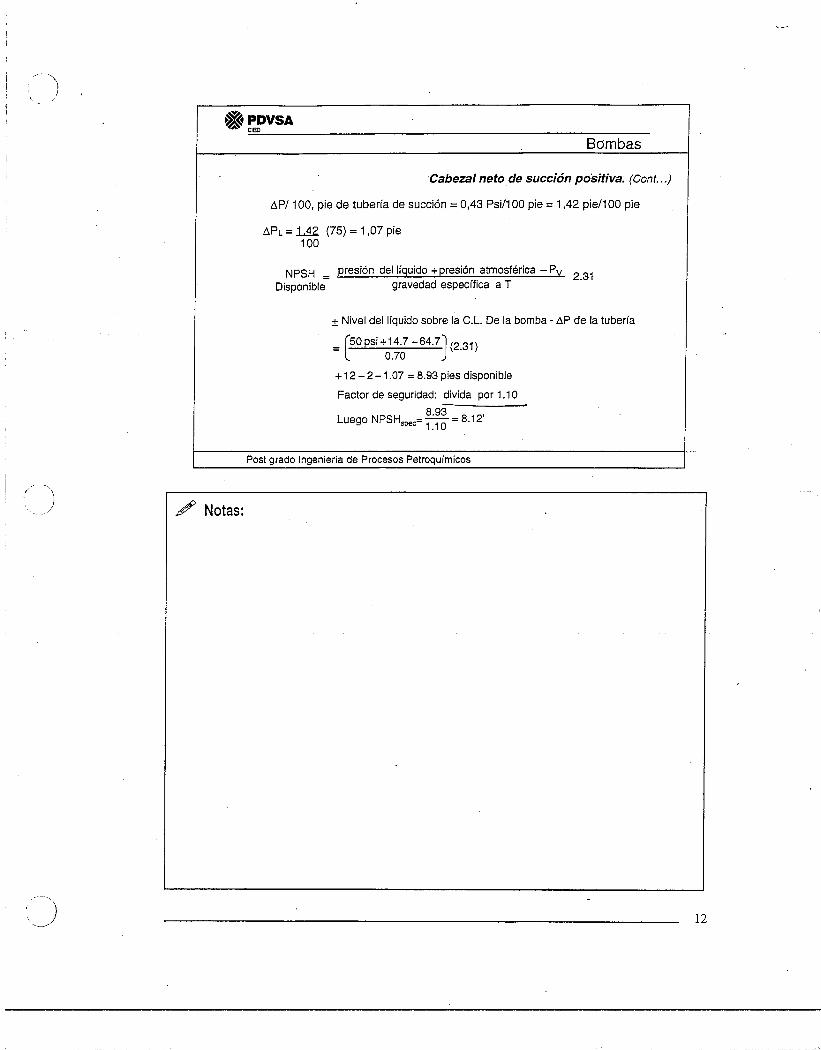
,tO~> Notas :
O PDVSA=`
Bombas
Cabezal neto de succión pcSiti xa .(Con t J
AP/ 100, pie de tubería de succión = 0,43 Psi/100 pie = 1,42 pie/100 pi e
APL = 1 .42 (75) = 1,07 pi e10 0
mPSH ~ presióndi líquido +presión atmosférica — Pv 2 .3 1Disponible
gravedad específica a T
± Nivel del líquido sobre la CLDe la bomba ,AP de la tubería
~16palMí 164.7] (2 .31 )L
0 .70
+10-u-1/n~a .9o pies disponibl e
Factor de seguridad : divida por 1 .10
8 .931
~a12'Luego wPa * spec ~1 0
Post grado Ingeniería de Procesos Petroqufmicos
1 2
Bombas
Notas :
PDVSA~ ~~m
Cabezal neto de succión positiva. (Cont. . . )
Consideraciones adicionales para el cálculo de NPSH
En el caso de las aplicaciones de bomba en las cuales se toma la succión d eun recipiente en equilibrio, debe considerarse lo siguiente :
NSPH DISPONIBLE = (cabezal estático del líquido con respecto a lalínea central de la bomba ) - (la pérdida po rfricción en la tubería)
Esta ecuación sencilla permite calcular el NPSH disponible para la gra nmayoría de las aplicaciones de bomba en los complejos petroquímicos .Entonces :
Presión del recipiente, PSIA = Presión de vapo r
Post grado Ingeniería de Procesos Petroquímicos
1 3
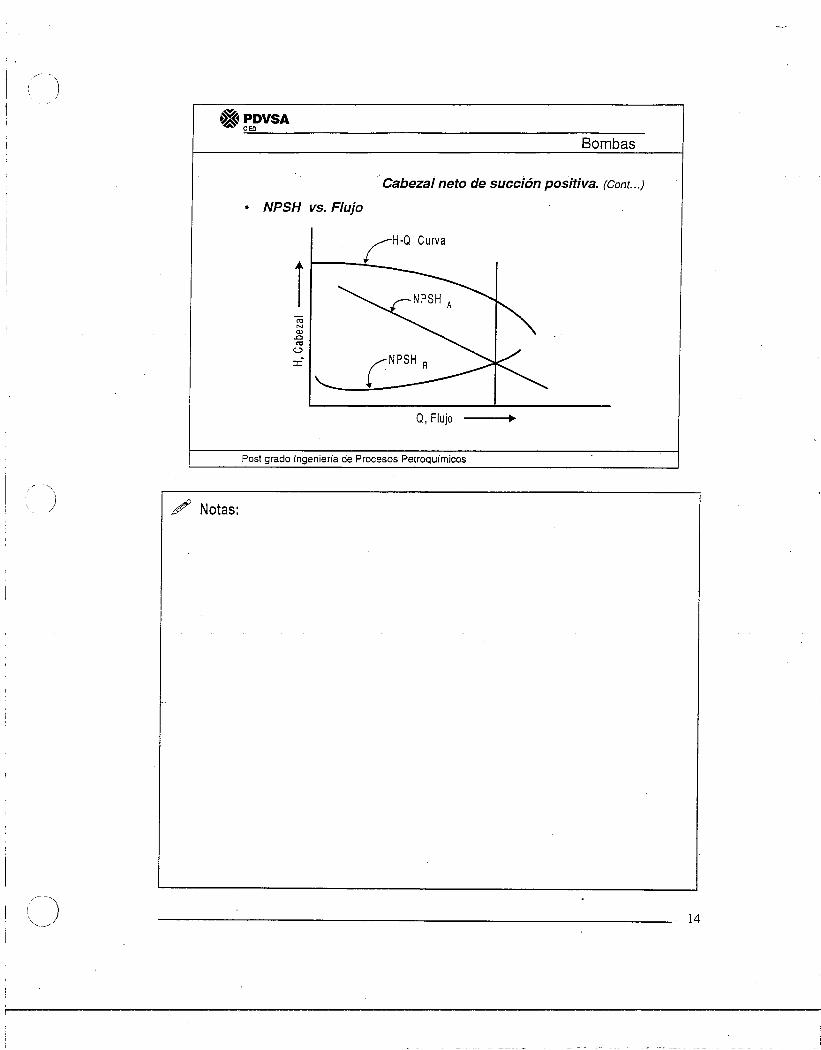
Bombas
' Notas:
PDVSAoen
Cabezal neto de succión positiva . (Conj. . . )
NPSH vs. Rujo
Q, Flujo -o-
Post grado Ingeniería de Procesos Petroquímicos
1 4

Bombas
.
Notas :
PmDVSA
~~
Cálculo de la potencia o caballaje
• Ecuaciones
?, ,
(AP )(GPM)✓ PotenciaHidráulica= b°mb° T
171 5
/Potencia al freno, BHP = (Potencia Hidráulica )
EDonde : Eo = Eficiencia de la Bomba,
G® - t; U
E 0 puede obtenerse de la Fig . 3 6 4 de las Prácticas de Diseño o de lAnexo 6 .06, Fig . 1 0 2 .
✓El caballaje mínimo del accionador = BHP x factor de carga
Donde : Factor de carga = 1 .1 para motores eléctricos
Post grado Ingeniería de Procesos Petroquímicos
1 5
Bombas
Notas :
* PDVSACIED
Cálculo de la potencia o caballaje. (Cont. . . )
• Ecuaciones
✓ Energía consumida = BHP (0 .746) = kw hrE M
h r
Donde :
EM = Eficiencia del moto r
E M puede _obtenerse_ delas_PrácticasdeDiseño , SecciónXI-LCuadro 1
o Anexo 6 .06 .
Post grado Ingeniería de Procesos Petroquímicos
1 6
Bombas
Notas :
x~ PDVSA~ cim
Cálculo de la potencia o caballaje. (Cont. . .)
Cabezal : h = (2,31 x 150)/0 .65 = 533 pie
Eficiencia : E,= 71% para un cabezal de 533 pi e
Potencia : BHP = (150 X 1000)/(1715 X 0 .71) = 123,2
Potencia Min Motor: HP = 123,2 X 1 .1 = 135 . 5
seleccionado un motor de 150 HP para 80% de carga (123,2/150 = 0 .82) ;
Eficiencia Motor = 89% .
Energía consumida = 123,2 X 0 .746/0 .89 = 103 .3 kw
E,at-inc« t, co,esz. G4 c~g : (5o X o )lL tL
I 70 t`yw,
0,9 ;
Post grado Ingeniería de Procesos Petroquímicos
1 7
Bombas
Notas :
~~. PDVSACIED
Cambio del diámetro del impulsor
Relaciones
Las relaciones utilizadas para calcular el efecto del cambio de ldiámetro del impulsor o de la velocidad son las siguientes :
Q - Velocidad periférica de donde Q2 = O` (D 2/D , )
H- (Velocidad periféhua) ? de donde Ho=H , (D 2/D,)2=H`(N2/Nj2 ~~+~~
HP - (Velocidad periféhca) o de donde HP.=HP ` (DJD 1 ) 3 =H,(N2 /N ,) 3 33 •;..f
Donde : D. diámetro del impulsorN. RPM del impulso r
Post grado Ingeniería de Procesos Petroquímicas
1 8
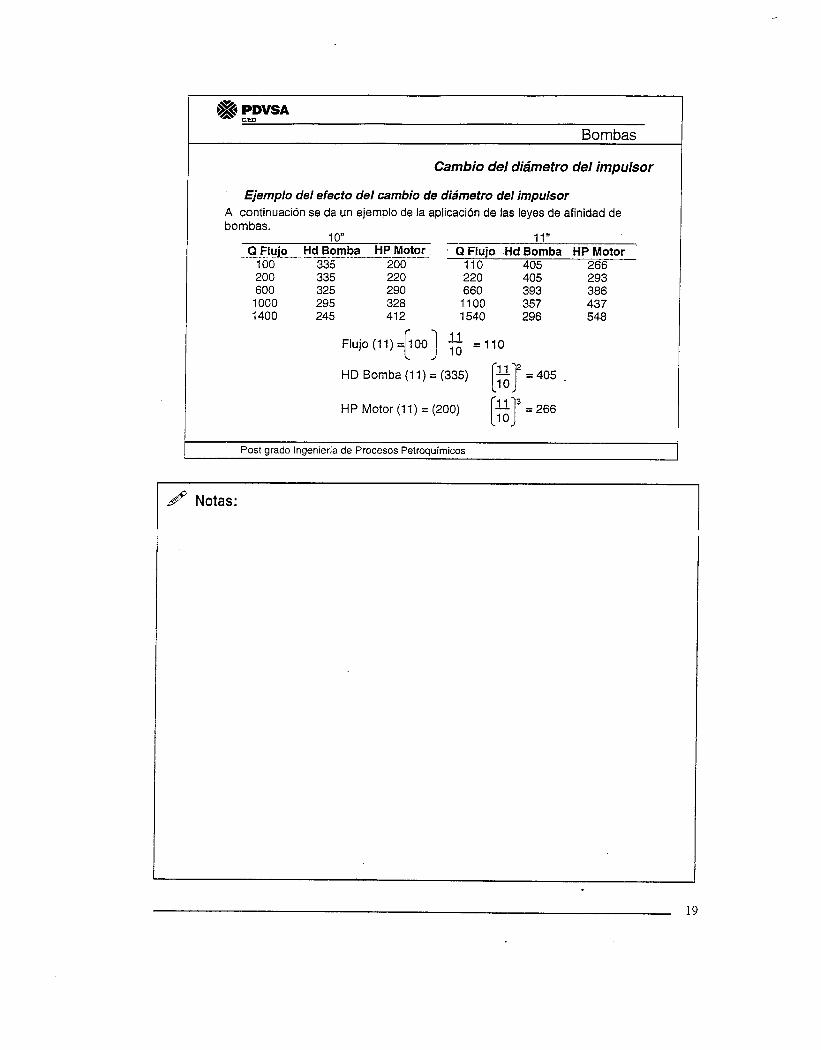
Notas :
x PDVSA
Bombas
Cambio del diámetro del impulsor
Ejemplo del efecto del cambio de diámetro del impulsorA continuación se da un ejemplo de la aplicación de las leyes de afinidad d ebombas .
10" 11 "C Flujo
Hd Bomba
HP Motor_
Q Flujo .Hd Bomba HP Motor100
335
200 110 405
266200
335
220 220 405
293600
325
290 660 393
3861000
295
328 1100 357
4371400
245
412 1540 296
548
Flujo (11) =Ll00
HD Bomba (11) = (335)
[.2 = 40510,
HP Motor (11) = (200)
[]3 = 266
Post grado Ingeniería de Procesos Petroquímicos
1 110 =110
1 9
Compresores : Cálculo de Compresor
° Notas :
PDVSACIED
Capítulo IV
Entre en el patrón de diapositiva e indique el nombre de la organización
Compresores : Cálculo de Compresor
Notas :
PmDVSA
~ ~
Contenido
❑ Fuentes de informació n
❑ Usos típicos de los compresore s
❑ Rango de aplicaciones de compresores
❑ Curvas características de los principales tipos d ecompresore s
❑ Terminología de las curvas de compresores centrífugo s
❑ Leyes de afinidad para sopladore s
❑ Métodos para el cálculo de compresores centrífugos
Post grado Ingeniería de Procesos Petroquímicos
2
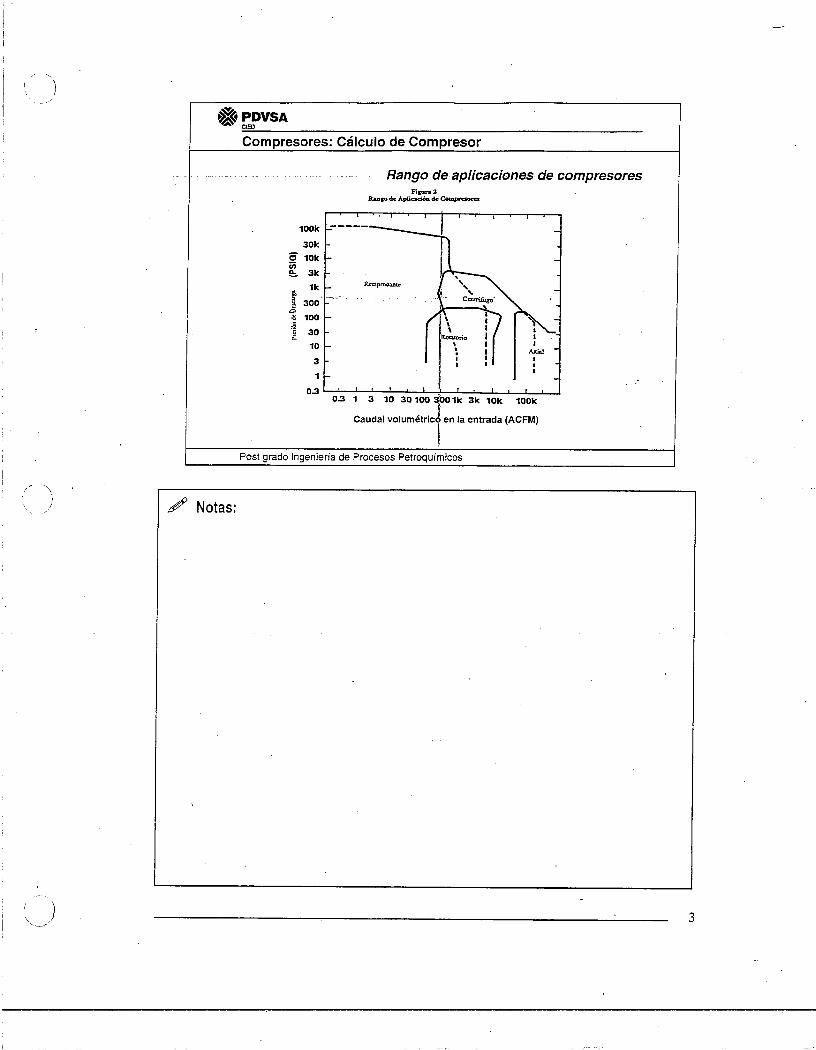
Compresores: Cálculo de Compresor
Notas :
PDVSACIED
Rango de aplicaciones de compresoresFigura 2
Rango de ApUcad6u de Coulpresure
1
30 100 3C00 1k 3k 10k 100k
Caudal volumétrico en la entrada (ACFM)
Post grado Ingeniería de Procesos Petroquímico s
0-3 3 o
3
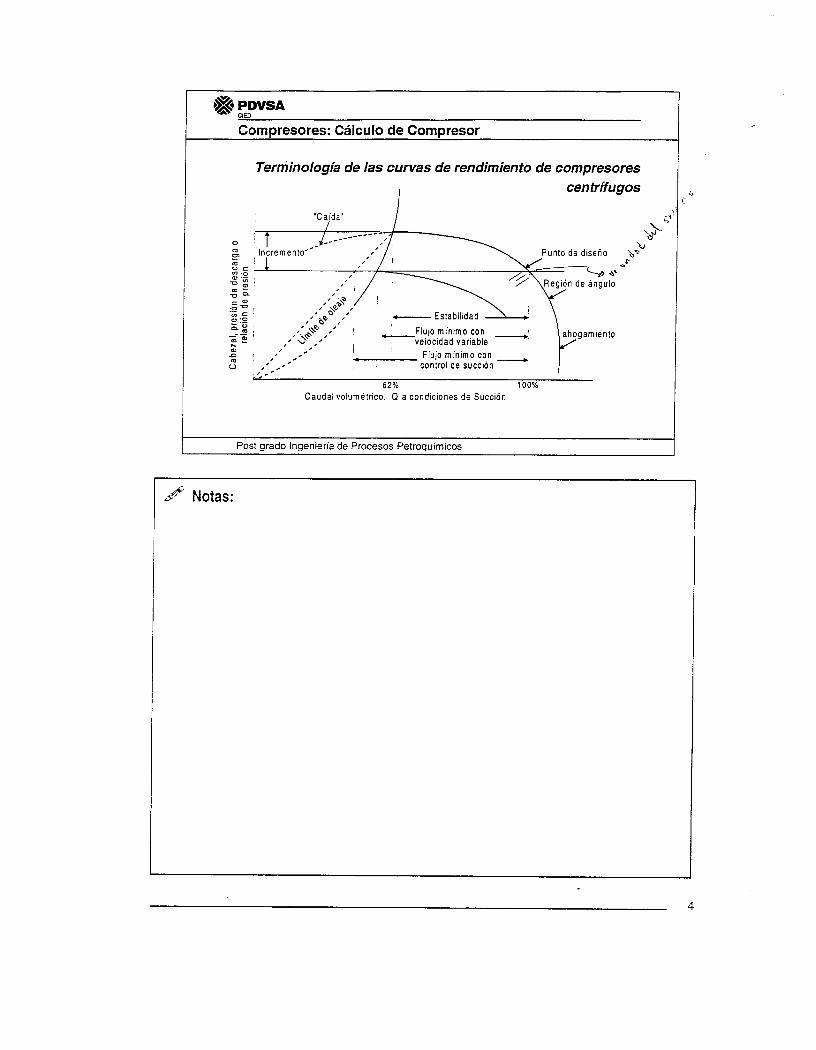
Compresores: Cálculo de Compreso r
°` Notas :
~ PDVSA
62%
100 %Caudal volumétrico, Q a condiciones de Succió n
Post grado Ingeniería de Procesos Petroquímicos
Terminología de las curvas de rendimiento de compresorescentrífugos
Incremento'
Estabilida d
___Flujo mínimo con _^velocidad variable
Flujo mínimo co ncontrol de succion
4
' Notas:
~DVSA_ ="Compresores : Cálculo de Compreso r
Terminología de las curvas de rendimiento de compresorescentrífugos. (Cont. . .)
Limite de oleaje "Surge "
Corresponde al punto de la curva donde el compreso r
repentinamente pierde su capacidad para desarrollar la mism a
presión que se registra en la tubería de descarga . El gas
retrocede en la máquina, disminuyendo el diferencial de presión y
permitiendo que la máquina suministre un flujo positivo haci a
delante . El diferencial de presión vuelve o aumentar y la tasa d e
flujo cae hasta que intercepta de nuevo el punto de oleaje y e l
ciclo vuelve a repetirse .
Post grado Ingeniería de Procesos Petroquímicos
5
Compresores : Cálculo de Compresor
Notas :
X~ PDVSA
Terminología de !as curvas de rendimiento de compresore s
centrífugos. (Conf . . .)
Ahogamiento "Stonewall"
Se define como el punto que representa la tasa máxima de flujo qu e
puede alcanzar un compresor . El límite de flujo máximo es creado po r
la turbulencia neta, las ondas de choque y la separación de flujo qu e
ocurren cuando la velocidad del gas (con respecto a la superficie de l
impulsor) se acerca a la velocidad sónica .
Post grado Ingeniería de Procesos Petroquímicos
6
Compresores: Cálculo de Compresor
\/
-
Notas :
Terminología de/as curvas de rendimiento de compresores
centrífugos. (Cont. . .)
Estabilida d
El rango de flujo estable entre la condición de oleaje y el flujo dediseño. Se expresa como un porcentaje y es igual o100% menos larelación porcentual entre el volumen de flujo a la condición de oleaje y
el-volumen de flujo a condiciones-de diseño. La norma API 617-define —
|a^Eotabi| idad^entónninoanominales ynoencuanto al flujo de
diseño .
Post grado Ingeniería de Procesos Petroquímicos
7
Compresores : Cálculo de Compresor
Notas :
0 PmDVSAo
Terminología de las curvas de rendimiento de compresores
centrífugos. (Cont. . .)
Región de ángulo: "Knee Región "
Porción de la curva en la cual la pendiente cambia rápidamente ,
inmediatamente antes de que se alcance el efecto de "Ahogamiento o
stonewall" . Para evitar que el punto de diseño se ubique en la "Región d e
Angulo", se recomienda que la capacidad del cabezal a 115% del flujo d e
diseño, no sea menor del 85%, aproximadamente, del cabeza l
desarrollado a condiciones de flujo de diseño .
Post grado Ingeniería de Procesos Petroquímicos
8
Compresores : CáIculo de Compresor
p~̂p Notas:
Terminología de las curvas de rendimiento de compresores
centrífugos. ( zmt . . )
Flujo minimo: "Turndown "
Corresponde a la reducción de flujo de masa que es posible antes d eque se registre la condición de oleaje, donde se reconocen los efecto s
del método de control utilizado . El "Flujo Mfnimo" se expresa como u nporcentaje y equivale al 100% menos la relación porcentual entre e lflujo de masa en el punto de oleaje en presencia del cabezal de
~dioehoy e l flujo de masa dediaeñcc-Lano,maAP|817define^F}u/o-
Mínim o en términos especificado (rated) y no en cuanto al flujo d ediseño .
Post grado Ingeniería de Procesos Petroquímicos
9
Compresores : Cálculo de Compresor
O PDVSACIm
Terminología de las curvas de rendimiento de compresore s
centrífugos. (Cont . . )
Incremento
Para asegurar una operación estable dentro del rango de flujo
requerido, la curva de cabezal-capacidad del compresor deb e
aumentar ligera y continuamente entre la tasa de flujo de diseño y l atasa de flujo a la cual comienza la condición de oleaje, . Lasespecificaciones de diseño normalmente establecen un aument o
mínimo para la curva que un compresor bien diseñado pued esuministrar. (Vease el Prácticas de Diseño, Sección XI-E Figura 5 o e lanexo 7 .01) .
Post grado Ingeniería de Procesos Petroquímico s
Notas :
1 0
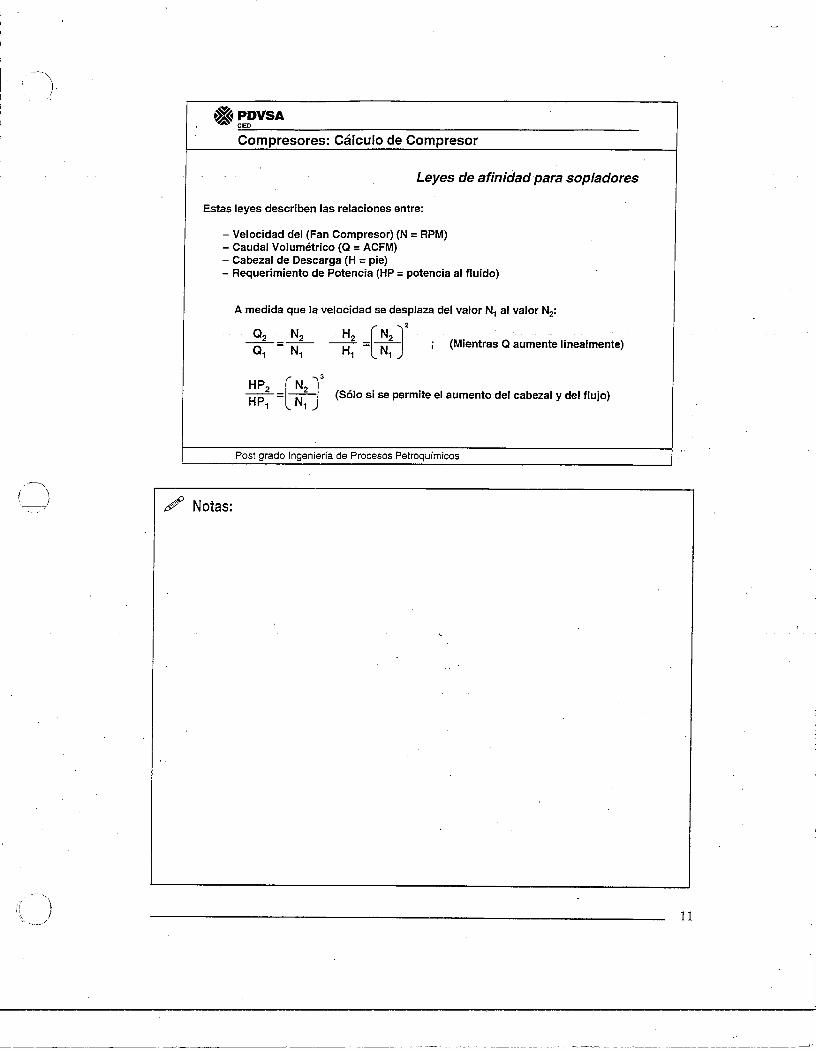
Compresores: Cálculo de Compresor
Notas :
PDVSACIE D
Leyes de afinidad para sopladores
Estas leyes describen las relaciones entre :
- Velocidad del (Fan Compresor) ( m= RPM)- Caudal Volumétrico ( ]= AcFM )- Cabezal de Descarga (H = pie)- Requerimiento de Potencia (HP = potencia al fluido)
A medida que la velocidad se desplaza del valor N, al valor N 2 :
--O»--
'
-----=-~^- -
/ (Mientras Qoumwnte linealmente)
'Hp e r N 2 (Sólo si se permite el aumento del cabezal y del flujo)
Post grado Ingeniería de Procesos Petroquímicos
1 1
.
Notas :
PDVSACIED
Compresores: Cálculo de Compreso r
Métodos para el cálculo de compresores centrífugos
Isentrópico
leí c, ,;,.
absifl,A1PVK = Constante
K = Cp/Cv
Puede aplicarse a los compresores reciprocantes (con enfriamientode los cilindros) .
Politrópico
L
C
PVn = Constante , donde n ~ K
n = Exponente de compresión politrópico. Método básico paracompresores centrífugos .
Post grado Ingeniería de- Procesos Petroquímicos
1 2
Compresores : Cálculo de Compresor
~~~, Notas :
O PDVSA— '~
Cálculos de compresores centrifugo
Cálculo del incremento de temperatura
>Te = T , (p o /p`) i jDónde : T en °R ; P en psia
m~exponente de incremento de temperatura
m-1 = K - 1=n
. . `-`-"—'
" -r'-
Donde :
\T\p`=Efio ienpiaPo|üráp ica 0 . O108xLn (AOF M)+O . G43
/Cuando z ;,-s 1 .0 ó se equiore h cálculos precisos, use los programasde computadoras .
Post grado Ingenieria de Procesos Petroquímicos
>Cuando Z=-1 .0 .
1 3

4
Notas :
PQVSA~~~
Compresores : Cálculo de Compreso r
Cálculos de compresores centrífugos.Método Politrópico. (Cont. . .)
H P = Cabezal Politrópico, pieZ 1 = Factor de compresibilidad a condiciones de la succió nR = Constante de gases, 1545 [(pie3),x (Ib/pie2 )•/ (Ibmol x °R)]T, = Temperatura de entrada, °RN = Exponente de compresiónP, = Presión de succión, psiaP 2 = Presión de descarga, psi aMW = Peso Molecular
Lb/Min (Hp,
Post grado Ingeniería de Procesos Petroquímicos
2 . Cabezal politrópico : Hp =z 1 RT, 1
m_1 'Donde : m =
K— 1
\MW m~, Pt
'
Kxr)p
3. Caballaje de Gas = 33000 `r1P JDonde : rip = eficiencia politrópic a
4. Caballaje requerido = BHP + pérdidas mecánicas
1 4
Flujo de Fluidos
Notas :
0 rVSA
Capítulo V.
Postgrado ingeniería de Procesos Petroquímicos
1
Flujo de Fluidos
' Notas :
PDVSA~~m
Contenido
❑ Fuentes de información
❑ Teorema de Bernoull i
❑ Caída de presión por fricción en tubería s
❑ Coeficientes de resistencia
❑ Longitudes equivalentes de conexiones
Postgrado Ingeniería de Procesos Petroquímicos
2
Flujo de Fluidos
Notas :
PEDDVSA
Contenido. (Cont. . . )
❑ Fluidos compresible s
❑ Métodos simplificados para calcular DP
❑ Flujo bifásico
❑ Orificios de restricció n
❑ Velocidad sónica en tubería s
Postgrado Ingeniería de Procesos Petroquímicos
3
Flujo de Fluidos
Notas :
PDVSACIED
Fuentes de información
Crane - Flow of Fluids-Through Valves, Fittings, and Pipe .
Technical Paper N° 410 .
i Manual de Diseño de Procesos : Prácticas de Diseño. Vol . 8-Sección 14 .
PDVSA, 1986 .
i= Manual de Diseño de Procesos, versión automatizada PDVSA, 1997 .
Postgrado Ingeniería de Procesos Petroquímicos
4
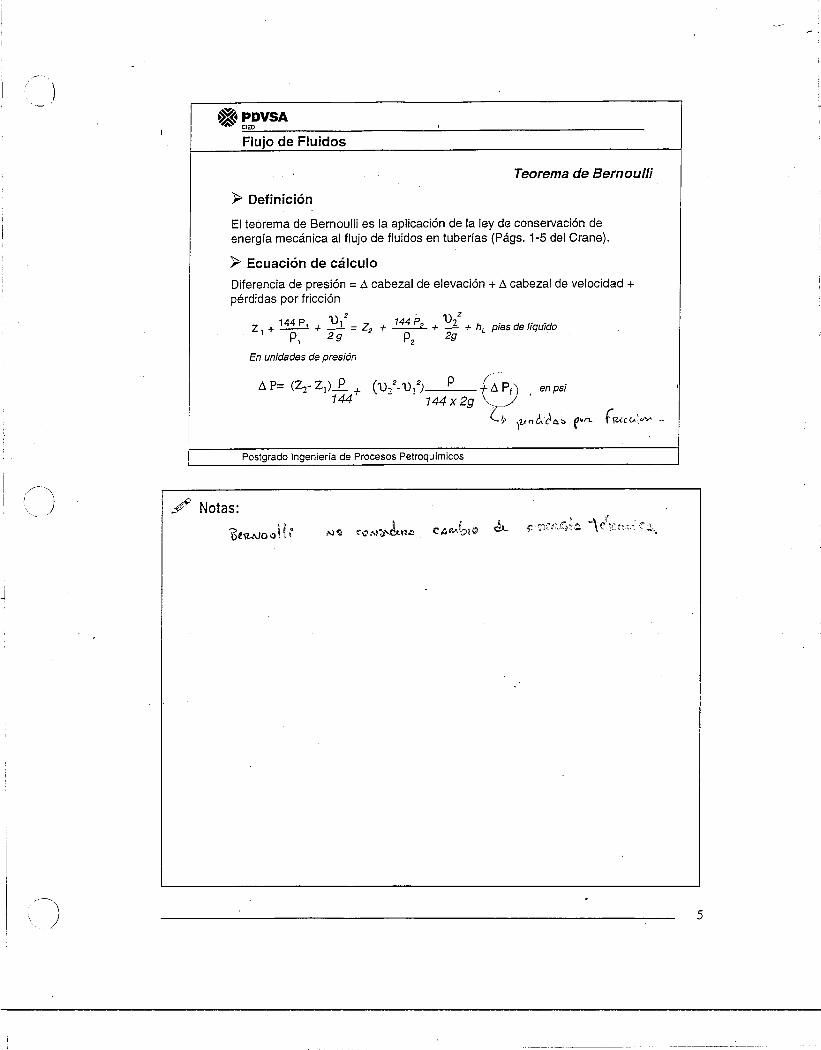
I
Notas :
Mmo111
PDVSA'RCIE D
Flujo de Fluidos
Teorema de Bernoulli
> Definició n
El teorema de Bernoulli es la aplicación de la ley de conservación d eenergía mecánica al flujo de fluidos en tuberías (Págs . 1-5 del Crane) .
> Ecuación de cálcul o
Diferencia de presión =A cabezal de elevación +4cabezal de velocidad +pérdidas por fricció n
~ P,
2
144p
:
2~`
+
± 112;2_
pies de »q~~p¡– ~/o--- - ~ –
~-~ ~
En unidades de presión
(1)2' D /
P
en psi
144 x 2g
Ivne..'rlais rt.4P= (Zr Z0 P +
144 ^p nstgra uo Ingeniería de Procesos Petroquímicos
5
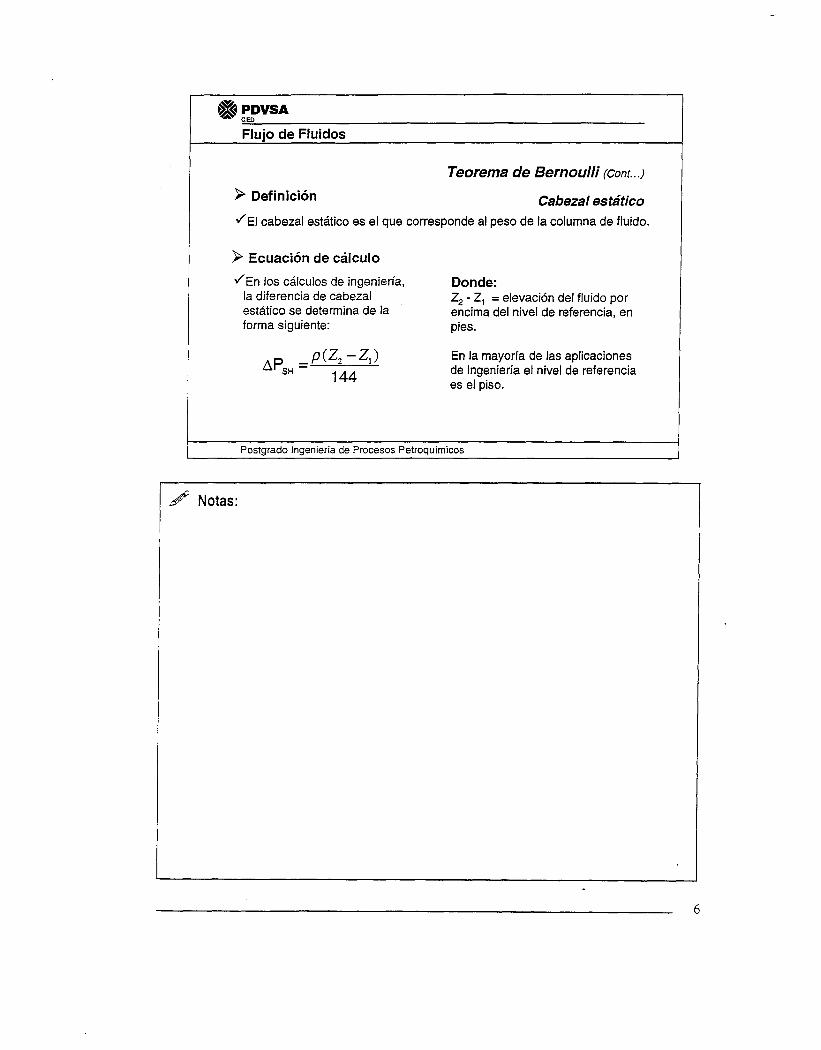
Flujo de Fluidos
Notas :
x~ PDVSA~ cim
Teorema de Bernoulli (Conr. . . )
➢ Definición
Cabezal estático
✓EI cabezal estático es el que corresponde al peso de la columna de fluido .
➢ Ecuación de cálculo
✓ En los cálculos de ingeniería ,la diferencia de cabezalestático se determina de l aforma siguiente :
-Z )_ P(Z, ,
APs,~ -144
Donde:Z2 - Z, = elevación del fluido po rencima del nivel de referencia, e npies .
En la mayoría de las aplicacionesde ingeniería el nivel de referenciaes el piso .
Postgrado Ingeniería de Procesos Petroquímicos
6
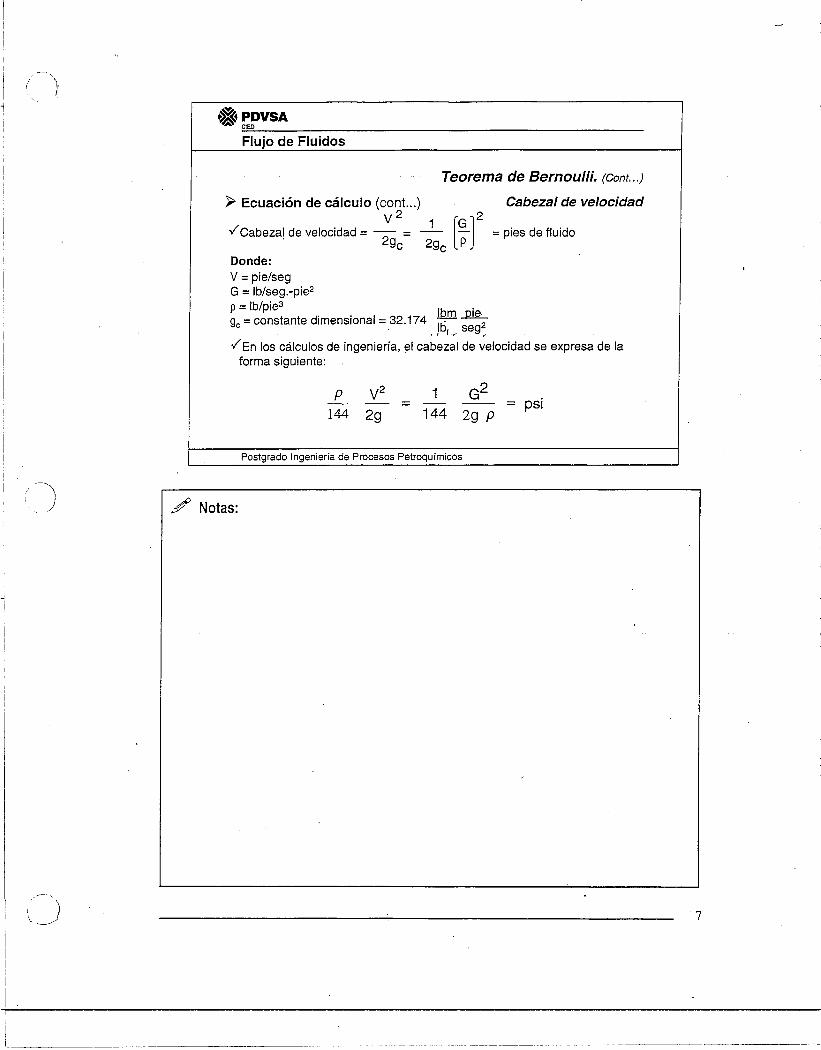
Flujo de Fluidos
Notas :
O PDVSA~ED
2gc 2gc P
Donde:V = pie/se gG = lb/seg .-pie2p = lb/pie3 Ib mg c = constante dimensional = 32 .174 lb se9z
✓En los cálculos de ingeniería, el cabezal de velocidad se expresa de l aforma siguiente :
p V2
1
G2psi
Postgrado Ingenieria de Procesos Petroquímico s
Teorema de Bernoulli. (Cant. . .)
➢ Ecuación de cálculo (cont . .)
Cabezal de velocidad
✓Cabezal de velocidad =V2= 1 G 21
= pies de fluid o
144 2g
144 2g p
Flujo de Fluidos
' Notas :~
¡` L~/~ [(If
l~ /N ~
PDVSA
Caída de presión por fricción en tuberías Estabilidad
➢ Cálculo del factor de fricció n
✓EI factor de fricción se determina a partir de las gráficas donde secompara el Número de Reynolds, Re, y la rugosidad relativa FJD ,
(véase las Págs . de Crane desde A-23 hasta 25 o Prácticas deDiseño de PDVSA, Sección XIV B - Págs . 31 y 32) .
Re = DVp = adimensional ( Pág . 3-2 del Crane ó Prácticas deµ
Diseño, Sección XIV B -Pág. . 9 )
Donde :
µ = centipoise x 0 .000672 = lb/pie - seg .
✓EI factor de fricción de Darcy es 4 veces mayor que el de Fanning .
fp=4f F
Postgrado Ingeniería de Procesos Petroquímicos
8
Flujo de Fluido s
Notas :
PDVSAclm
Caída de presión por fricción en tuberías (Cont. . .)
➢ Ecuación para tubería s
OPf = C . L
P2 ,
ps ip5
J
Donde :W=lb/seg ., L=pie, D=pie-C-= 1 .75-x 10-4 si se-usa elvalor f de Darcy- -C = 7 .0 x 10-4 si se usa el valor f de Fannin g
Esta ecuación exacta puede representarse de forma aproximada e ngráficas (ver Anexo 6 .04)
Postgrado Ingeniería de Procesos Petroquímicos
9
Flujo de Fluidos
.
Notas :
O PDVSACIED
Coeficientes de resistencia
➢ Ecuación de cálcul o
✓La caída de presión en conexiones, válvulas, contracciones yexpansiones son proporcionales a la velocidad de acuerdo conla siguiente ecuación :
KpV 2A Pf = ps i
144 (2g c )
"Donde K es una función del tipo y la geometría de la conexión .
Postgrado Ingeniería de Procesos Petroquímicos
10
_ =
Flujo de Fluídos
~~ p~~~
Longitudes equivalentes de cone~nes
~Ly K = —~~ L-K = ---
O
D
L K OL=
KO= ---y
---
f
4 ~
Estas relaciones permiten calcular el coeficiente "K" yla longitud equivalente "L" de las conexiones y válvulas manuales .
R e~éravea las Págs . A-26 a A-31 de] documento de Crane ,o al Anexo 6 .05, para estimar los valores de K y L
P ostgrado Ingeniería de Procesos Petroquímicos
`
,~ , Notas :iOp
II
Flujo de Fluido s
Notas :
x~ PDVSA~ ~~m
Longitudes equivalentes de conexiones (cont. . .)
➢ Ejemplo :
Para un sistema formado por una tubería de 12 pulg . de diámetro y 50pies de longitud lineal, con dos válvulas de bloqueo, seis codos y unvalor de ff = 0.005, la longitud equivalente, utilizando los datos de lAnexo 6 .05, es :
LEQ = 50 + 1 .0 [(0 .16) (2) + (0 .4) (6) j _ 190 pies equiv .(0 .005) x 4]
Postgrado Ingeniería de Procesos Petroquímicos
1 2
►i PDVSACIED
Flujo de Fluido s
Longitudes equivalentes de conexiones. (Cent. . . )
➢ Regla práctica
E ngeneralizado s
la longitu d
muchas
aplicaciones
de
ingenieríapara la longitud lineal, cuand o
equivalente :
pueden
utilizarse
los
factoresse requiera tener un estimado d e
✓Líneas dentro del límite de batería
✓ Líneas fuera del límite de batería
LEQ = (3 .0 a 6 .0) x longitud linea l
LEQ = (1 .2 a 1 .8) x longitud linea l
Postgrado Ingeniería de Procesos Petroquímicos
' Notas :
1 3
Notas :
O PDVSA
Flujo de Fluidos
Fluidos compresibles
i Aspectos a considerar para tubería s
En este caso la regla práctica sería la siguiente :
V Las ecuaciones de Darcy y Fanning son adecuadas si APf 5 10% es dela presión aguas arriba y si se usa un valor p promedio . De no ser así ,hay que separar la longitud de la línea en pequeños segmentos ycalcular el valor de AP para cada uno, comenzando en el punto de l apresión conocida .
V Los criterios, nomogramas y técnicas para flujos compresibles s edetallan en las Prácticas de Diseño .
V Para las aplicaciones dentro de un complejo petroquímico, muy pocasveces es necesario recurrir a los cálculos detallados de fluido scompresibles . Esos cálculos sólo se necesitan en el caso de líneas d etransmisión largas .
Postgrado Ingeniería de Procesos Petroquímicos
1 4
.~/~ Notas :
] T.~
\-\ »l/\_~T
`
C1 Z 719
PDVSA==
Flujo de Fluidos
Métodos simplificados para calcular 4P
>»sumen
Los métodos cortos que permiten calcular con rapidez la caída de presió nson :
V La Figura 3 de las Prácticas de Diseño-Sección XIV B, en donde
se correlaciona GPM vs . AP/ (S .G .) (100) .
~/ La Figura 4 de js Prácticas de Diseño-Sección XIV B, lacua l
.ooma|ao ionaVV 2/p vs. 4P/00 '
- V La Figura 2 y a ecuación 4 de las Prácticas de Diseño-Sección-XIV- C -
para fluidos compresibles .
-/ El documento de Crane, Págs . 3'22y3'23
V Anexo 6 .04 en donde se correlaciona AP/100' vs . W 2/p
Métodos de las K
Postgrado Ingeniería de p rocesos Petroquímicos
1 5
PDVSA
Flujo de Fluidos
Notas :
Métodos simplificados para calcular dP
>Métodos de las K
✓ Para reducir la longitud lineal a "K" debe utilizarse las ecuacione scorrespondientes y sumarles las "K" de las conexiones y aplique l asiguiente ecuación :
_ (Ix) x p V2~Pf
2 ác 144
✓Nota :En las aplicaciones de ingeniería, el número de cabezales de velocidad deb eajustarse para incluir todas las resistencias del sistema (por ejemplo :válvulas, codos, etc .) .
Postgrado Ingeniería de Procesos Petroquímicos
1 6
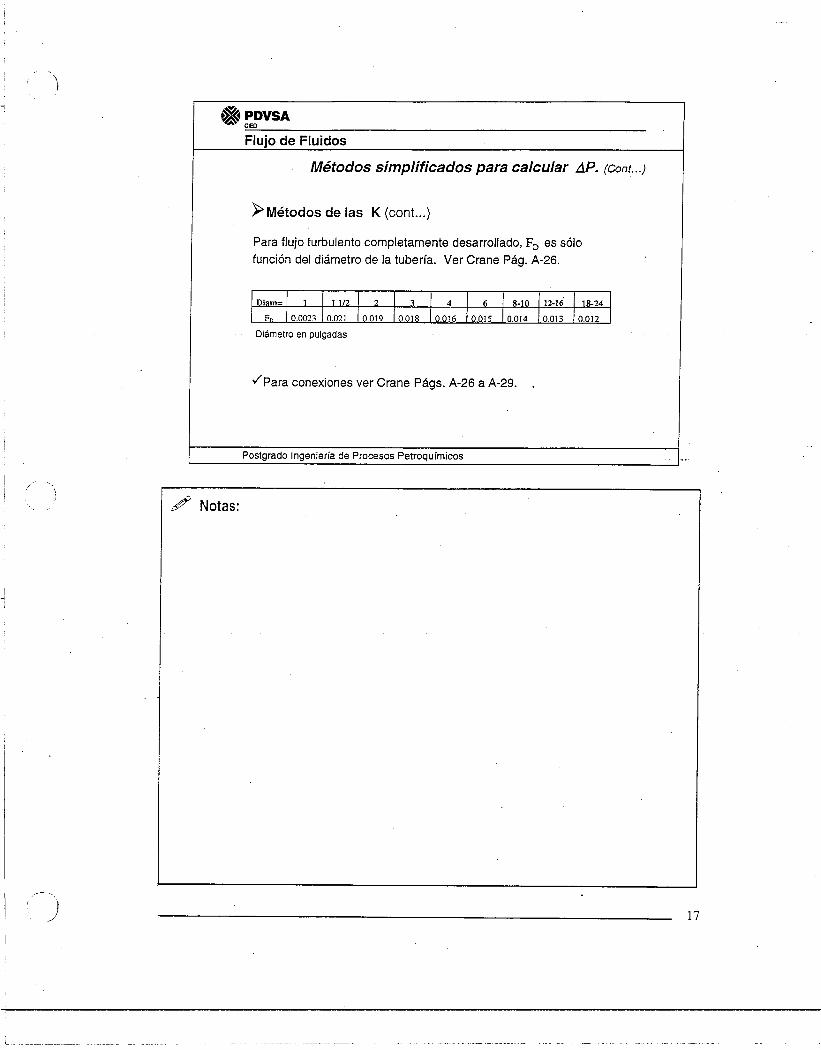
TVSA
Flujo de Fluidos
Notas :
Métodos simplificados para calcular AP. (cont . . )
> Métodos de las K (cont . . . )
Para flujo turbulento completamente desarrollado, FD es sólofunción del diámetro de la tubería. Ver Crane Pág . A-26 .
oim= 3 12-16.41 In 2 6 s-to 18-24
0.0023Fr, 0 .021 ,0 .019 0.0140 .016 (lots 0,013 0.0120 .01 8
Diámetro en pulgadas
/Para conexiones ver Crane Págs . A-26 a A-29 .
Postgrado Ingeniería de Procesos Petroquímicos
1 7
PDVSA~mFlujo de Fluidos
Notas:
Flujo bifásico
➢ Correlaciones de cálcul o
V El flujo bifásico y la caída de presión por fricción o cabezal estátic opueden calcularse a través de la siguiente fórmula :
( lb/hr ) v+ ( Lb/hr ) L
ó
wv + w L
✓ El uso de la densidad promedio para determinar la caída de presión po rfricción se basa en la premisa que la velocidad lineal promedio e sidéntica en las dos fases .
Postgrado Ingeniería de Procesos Petroquímico s
P2 FASE - ( pie3/hr ) v + ( pie s/hr ) L
CFSv + CFSL
1 8
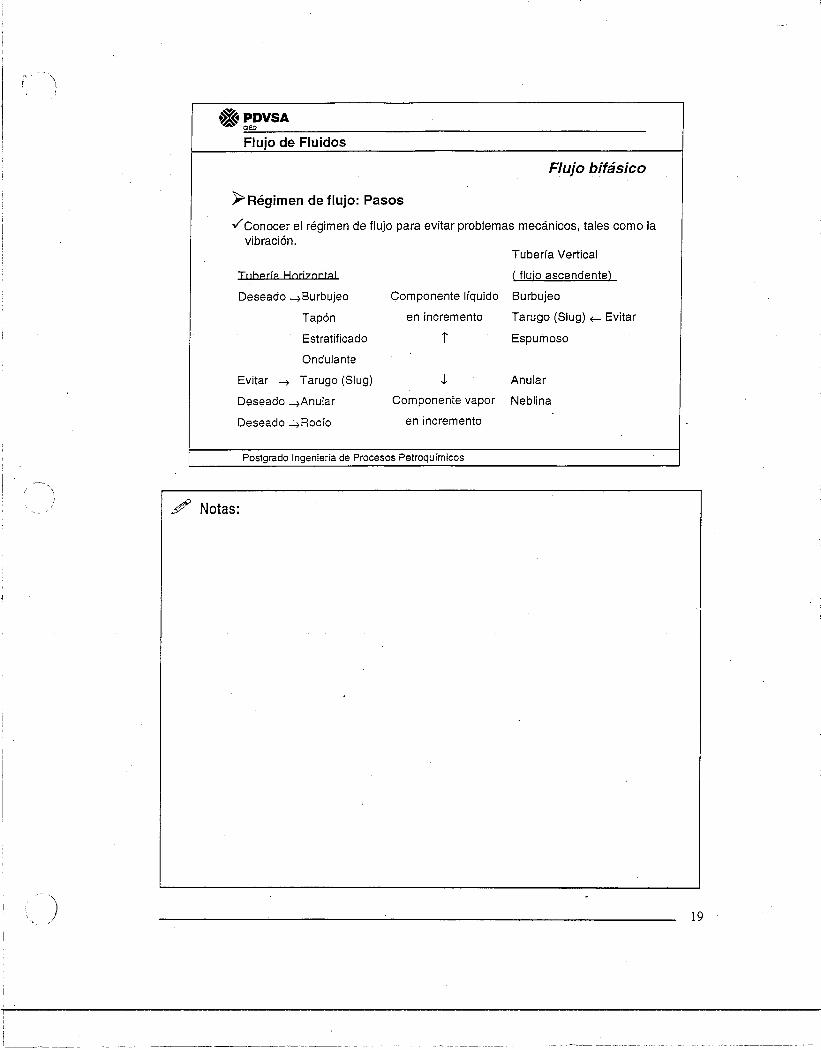
~~a' Notas :
01§1§4 P"A^~
Flujo de Fluidos
Flujo bifásico
>Régimen de flujo: Pasos
/Conocer el régimen de flujo para evitar problemas mecánicos, tales como l avibración .
Tubería Vertica l
Componente líquido Burbuje o
en incremento
Tarugo (Slug) <.— Evita r
Anula r
Componente vapor Neblin a
en incremento
P ostgrado Ingeniería de Procesos Petroquímico s
Deseado —>Burbuje o
Tapón
-Estratificado---
Ondulant e
Evitar —> Tarugo (Slug )
Deseado —>Anula r
Deseado Rocío
1 9
PDVSACIm
Flujo de Fluidos
Flujo bifásico. (cent. . .)
Notas :
➢ Régimen de flujo : Pasos (cont . . . )
✓Dimensionar las tuberías de tal manera que no se presente el flujo tarug oo "Slug" . Anexo 6-03 para el cálculo de las coordenadas del flujograma .
✓Técnicas específicas:
Para todas las tuberías horizontales use las Prácticas de Diseño, ó e lAnexo 6-03 (Fig . 3) .
Postgrado Ingeniería de Procesos Petroquímicos
20
PDVSA=Flujo de Fluidos
Flujo bifásico. (cont. . .)
> Régimen de flujo : Pasos (cont . . . )
Para tuberías verticales, d> 12", use las Prácticas de Diseño, 6el Anexo 6-03 (Fig . 2) .
~/ Pana tuberías verticales, d <6", use las Prácticas de Diseño, óel Anexo 6 .03 (Fig . 2) .
° Pa~~bo~as verticales . 6" � d 12 .vahfiquoambasreferencias de flujo vertical .
Postgrado Ingeniería de procesos Petroquímico s
Notas :
2 1
Flujo de Fluidos
Notas :
>X~ PmDVSA
~ ci
Flujo bifásico. (Cont. . )
➢ Régimen de flujo : Pasos (cont. . . )
Un aspecto importante que debe recordarse es que :
✓ Todas las predicciones de régimen del flujograma rigen para lo scasos de flujos totalmente desarrollados . Se requiere de 50 a100 diámetros de tubería de longitud de línea para que s edesarrolle un régimen de flujo .
✓ Debe tenerse cuidado antes de utilizar dispositivos costosos paraevitar la formación del flujo tipo tarugo o "Slug" en aplicacionesbifásicas cuando el tramo de la tubería en cuestión e srelativamente corto .
Postgrado Ingeniería de Procesos Petroquímicos
22
Flujo de Fluidos
~~,, Notas :
'
1 4,
>9 /
C *^c*uo~m"~_
? 0 Y .
t co ;A\s
"~ ^LS ` ~~~ -'\
kJ
IL
1
~T rD~4o
/ `~
PDVSA^ IED
Lechadas
Consideraciones de diseño
V La velocidad debe ser suficientemente alta para tener fluj oturbulento bien desarrollado y evitar la deposición de sólidos(Saltation)
V Para lechadas acuosas una ecuación típica es
1/2 "
2'5=311 g11
Donde Vs es la velocidad donde los sólidos empiezan adepositarse
V La velocidad máxima debe considerar no sólo caída de presió nsino además prevención de corrosión/erosión
Postgrado Ingeniería de Procesos Petroquímicos
23
Flujo de Fluidos
Notas :
PDVSAcien
Lechadas
➢ Cálculos
✓ Las lechadas de baja concentración de sólidos se comportan com olíquidos newtonianos y los cálculos son iguales que para líquido s
✓ Densidad :
PM =
✓ Para lechadas diluidas se puede usar la viscosidad del líquido paracalcular un número de Reynolds aproximad o
✓ El factor de fricción común es válido pero sólo para flujo turbulentobien desarrollado
Awl() ak ct'l416wa . ;, \II, €aPostgrado Ingeniería de Procesos Petroquímico s
Ws + WLQs+ QL
(lb/hr)s + (Ib/hr)L
(pie 3 / hr)s + (pie3 / hr)L
24
Notas:
` _-
- -
Flujo de Fluidos
Orificios de restricción
> Usos
Y/ Absorber cierta cantidad en exceso de la caída de presión en unsistema .
Y/ Limitar el flujo de algún medio, tales como :
m Aire de purga o nitrógeno
a Vapor de aguaaunlecho_ decatalizador_
Referencias:
° Prácticas de Diseño, Sección XIV-13 y Sección XIV- D
Crane, Págs . 3-14 y 3-15 .
Postgrado Ingenieria de Procesos Petroquímicos
25
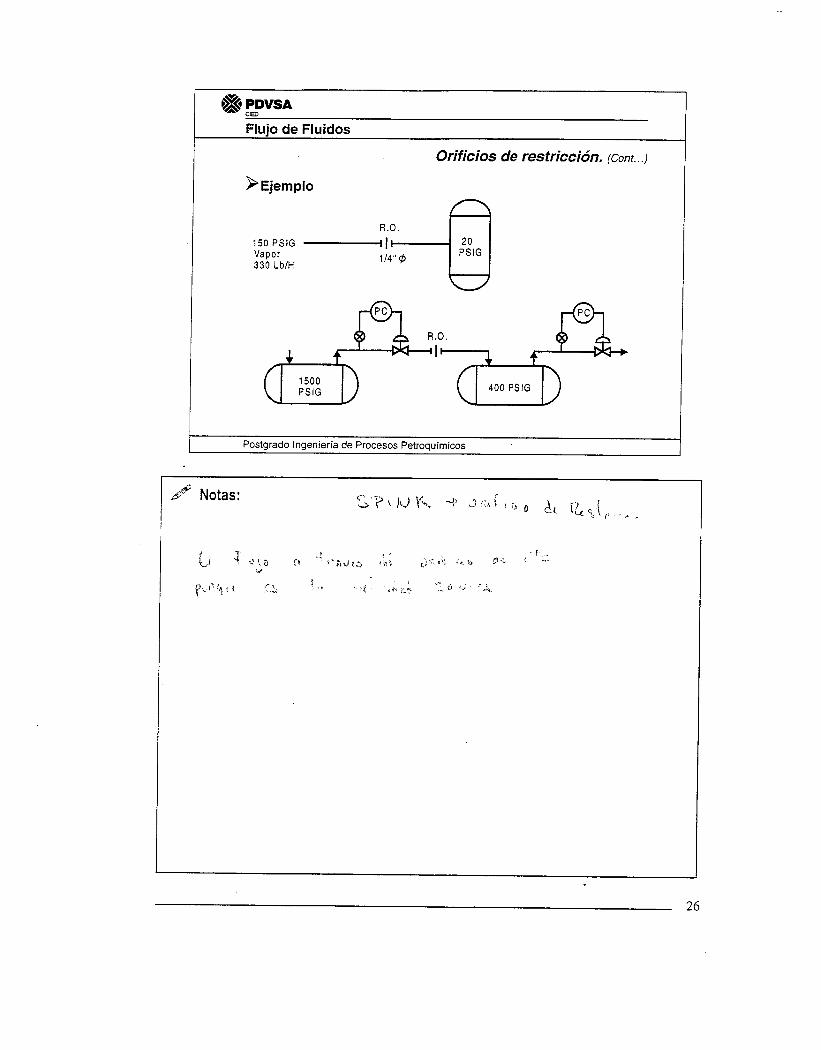
Flujo de Fluidos
x~PmDVSA~ ~~
Orificios de restricción. (Conr. . .)
> Ejemplo
150 PSI GVapo r330 Lb/H
2 0PSI G
150 0PSIG
400 PSI G
Postgrado Ingeniería de Procesos Petroquímicos
Notas :1 jL%~~r
~ 0 f : .t
SA 0
1 ú c,y l ,~t, .
2 6
PDVSA
Flujo de Fluidos
Velocidad sónica en tuberías
>Características
✓ La velocidad del sonido en un fluido es Vs .V El flujo de masa en Vs es el máximo que puede ocurrir.
✓ Cuando se alcanza V s en una tubería, la presión en ese punto no
descenderá, aun cuando la tubería descargue en un vacío .
✓ La relación de presión crítica viene dada por
r K-- ~ ~- K12
Py
K + j
✓ El flujo a la velocidad sónica depende únicamente de la presión agua sarriba de la restricción .
Postgrado Ingeniería de Procesos Petroquímicos
K . Cp/Cv
Notas :haL^1 ;yn Oe;... C,̂ zc4r . ',AA
°4 cs r`.
27
PDVSACIm
Flujo de Fluidos
Velocidad sónica en tuberías
i Ecuación de cálcul o✓ La velocidad sónica puede calcularse a partir de las propiedades de los
fluidos :
Vs=223 / IVVV M
k = Relación de calor específico, Cp/C v
T = Temperatura, ° R
z = Compresibilida d
M = Peso molecula r
✓ Véase el problema ejemplo que aparece en el Anexo 6 .01 y el Anexo 6 .0 2para un cálculo rápido de la presión Ps a la velocidad sónica Vs .
Postgrado Ingeniería de Procesos Petroquímicos
f ,Cc (t ru:a ta
.ic(
6
Notas:
- V~
'(
r; V _f`.o
90
~t C :4y\ CA) (La,
28
a PDVSA
Notas :
-4‘- CIED
Capítulo VI
Control de Procesos : Cálculo Hidráulico
Postgrado Ingeniería de Procesos Petroquímicos
1
.
Notas:
►x~ PDVSA~ u m
Control de Procesos : Cálculo Hidráulico
Contenido
❑ Fuentes de Información
❑ Control de Proceso s
❑ Control de Fluj o
❑ Control de Presió n
❑ Control de Temperatura
❑ Diagramas de Controle s
❑ Torres de Destilació n
❑ Válvulas de Contro l
Postgrado Ingeniería de Procesos Petroquímicos
2
0 PDVSACIED
Control de Procesos : Cálculo Hidráulico
Fuentes de informació n
Manual de Diseño de Procesos, Prácticas de Diseño .
Vol . 7 . Sección 12. PDVSA, 1986 .
Postgrado Ingeniería de Procesos Petroquímico s
Notas :
3
Notas :
PDVSAx~ c~m~
Control de Procesos : Cálculo Hidráulico
Control de procesos
Funciones del control de procesos
/Mantener la estabilidad de las condiciones de operación en lospuntos claves del proces o
/Aportar al operador y a la computadora información relativa a esta scondiciones y los medios para ajustarla s
/Automatizar las operaciones para optimizar el tiempo de atenció nque ha de prestar el operado r
/Asegurar que las operaciones sean seguras
Postgrado Ingeniería de Procesos Petroquímicos
4
Control de Procesos : Cálculo Hidráulic o
Notas :
,Ea.) (12S Com.e.anN,-A A.-(.toLIA
¡iC, .Q. 0-J ',AAa 4't-U-
G& (,a
C>>vTwc (-u Ct vs)
~C. 8. ~a ti~ .sr
Md. (0a
>x<~ PDVSA~
Control de procesos (Coat. . . )Responsabilidades del diseñador de procesos petroquímico sen el área de control de proceso s
El diseñador de procesos prestará atención a los siguientes aspectos :
✓ Tipo de esquema de contro l
✓ Elemento de medició n
✓ Elemento de contro l
El controlador y los accesorios que se requieren son responsabilidad de lingeniero de instrumentación y control, excepto :
✓ Acumulación de modo integral (Anti Reset Windup) .✓ Métodos no convencionales 'On-Off' y Error al cuadrado .
Postgrado Ingeniería de Procesos Petroquímicos
5
Control de Procesos : Cálculo Hidráulico
Notas :
O PDVSACIED
Control de flujo> Características
"Permite medir y controlar balance de masa de launidad .
"Cuenta con diversos dispositivos de medición .
>Aplicaciones más comunes
"Carga de fraccionador y reflujo .VAntioleaje del compresor ."Distribución de paso del horno .
> Elementos de medición de fluj o
"Placas orificio
• Muy utilizado .
■Capacidad de rango 3 / 1 .
Postgrado Ingenieria de Procesos Petroquímicos
6
Control de Procesos : Cálculo Hidráulico
Notas :
~I A~AS L
irLl 1`l Gi Q
-4
►~~~ PDVSACIED
Control de flujo
>Elementos de medición de flujo (cont . . . )
"Tubos Venturi
■Se utilizan si la pérdida del cabezal neto es muy costosa ó par a
fluidos con contenido de sólidos ,
"Boquillas de Flujo (Flow Nozzles )
■Se utilizan en tuberías de fluidos con altas velocidades
✓Rotámetros
■Utilizados en líneas muy pequeñas, así como para fluido s
viscosos• Rango de capacidad 10 / 1
Postgrado Ingeniería de Procesos Petroquímicos
7
O PDVSAm
Control de Procesos: Cálculo Hidráulic o
Notas :
Control de nivel
➢ Objetivo
✓ El objetivo es estabilidad del flujo (no es mantener nivel constante )
i Aplicaciones comune s
"Producto del fondo de unidades fraccionadora s"Reposición de agua de alimentación de caldera al tambor d e
vapor de agu a
i~ Tiempos de retención
"Alimentación de proceso : 5 a 10 minutos"Productos a tanques : 2 minuto s"Reflujo : 5 minuto s
Postgrado Ingeniería de Procesos Petroquímicos
8
).
Control de Procesos : Cálculo Hidráulico
Control de nivel (COnt. . .)
> Clases de instrumentos de medición de nive l
V Doop|ozadore*emo : rango 14 a 48 pulgadas .
V Diferencial de presión : sin restricciones en cuanto a rango alto ;
mínimo 8 pulgadas .
Flotador de bola : utilizado ocasionalmente para servicio d e
alarma o corte .
Y/ Nivel (Gage Glass) : Usado para verificar visualmente medició n
de nivel .
Postgrado Ingeniería de Procesos Petroquímico s
'0V Notas :
--
9
CED
Control de Procesos : Cálculo Hidráulico
Notas:
PDVSA
Control de presión
Característica s✓ Presenta pocos problemas en el diseño de procesos y en e l
control de la presión de operación .
Aplicaciones comunesV Gas combustible al hornoV Tope del fraccionador
✓ Succión / descarga del compreso r
Postgrado Ingeniería de Procesos Petroquímicos
1 0
Control de Procesos : Cálculo Hidráulico
Notas :0,0
1 1
O P.DVSA
Control de temperatura
ii Características
✓ La respuesta de la temperatura al movimiento de la válvula d e
control es relativamente lenta y compleja .
V Casi todas las temperaturas se miden eléctricament e
(termocuplas) .
->-Aplicaciones comunes-- -
✓ Salida del serpentín del horno .
✓ Temperatura del tope de la torre de destilación .
✓ Precalentamiento de carga .
Postgrado Ingeniería de Procesos Petroquímicos
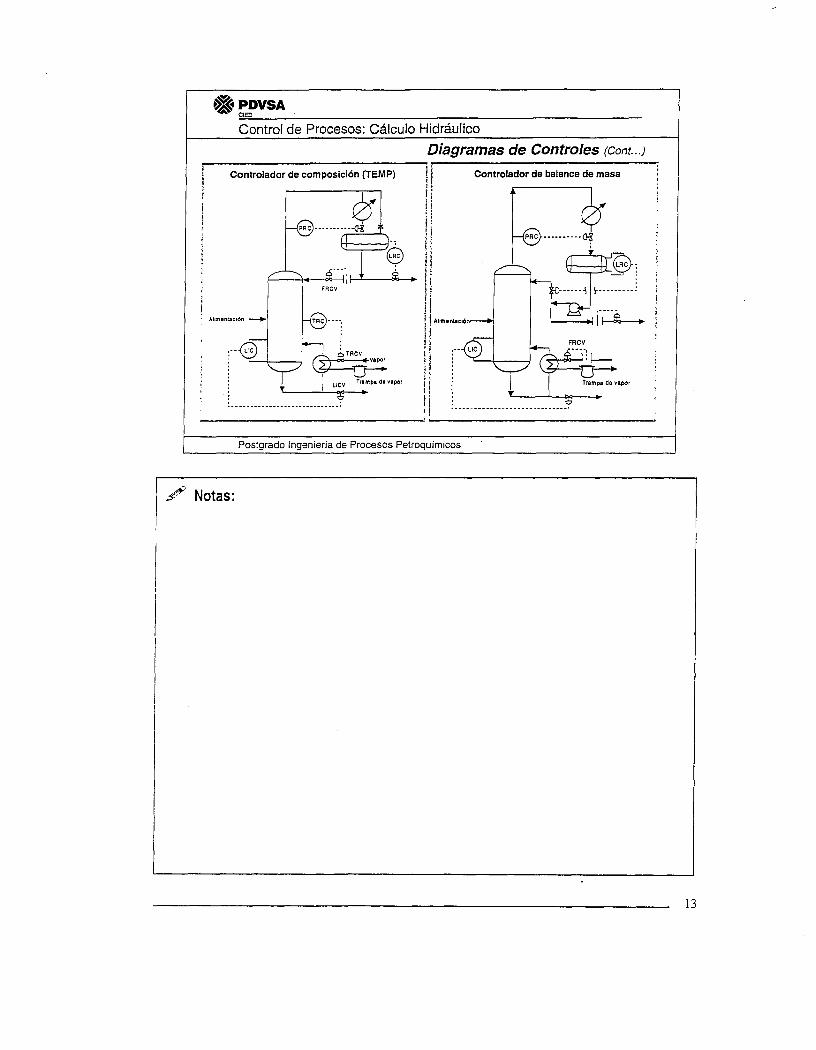
Control de Procesos : Cálculo Hidráulico
0 PDVSA
Diagramas de Controles (Cont. . . )Controlador de composición (TEMP) Controlador de balance de masa
Postgrado Ingeniería de Procesos Petroquímicos
FR C V
Notas :
1 3
Control de Procesos : Cálculo Hidráulico
►~~ PDVSA
Válvulas de control
>Especificación
✓Especificar condiciones de operación .■Flujo normal (Máx . si > 125% del valor normal) .■Caída de presión a flujo normal .■Temperatura aguas - arriba, presión, gravedad específica o pes o
molar .
✓¿El fluido es corrosivo? ¿Contiene sólidos? .✓Tipo de cuerpo de la válvula ycaracterísticas de l -flujo .✓Acción a falla .✓ Servicio de evaporación súbita :
■Especificar "FS" (Flashing Service) para la caída de presión de la válvula .
Postgrado Ingenieria de Procesos Petroquímico s
Notas:
an . ~I N t7 ~ Ci [>C ~ at'c.a ~ ~ ~J,4 I e r v ` tn
$c
6,0 CI
-1)
U-
Ift mI U .u4o G' riv
v/h
1 4
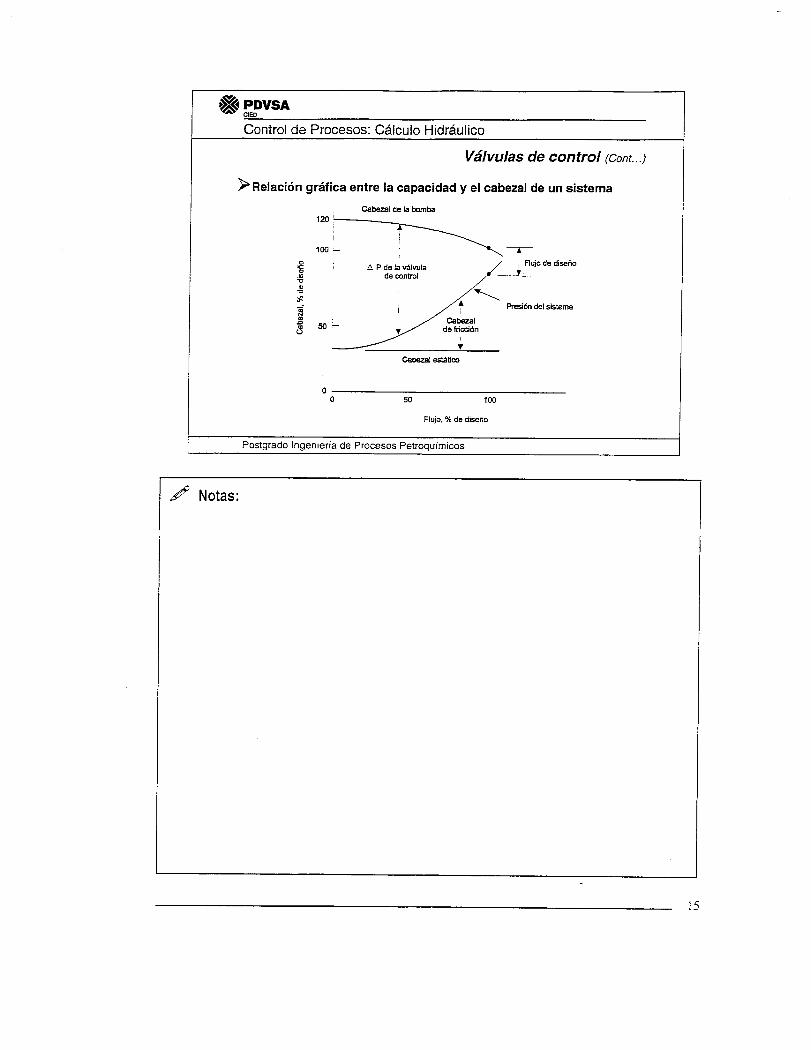
Control de Procesos : Cálculo Hidráulic o
.
Notas:
~x~ PmDVSA
~ ci
Válvulas de control (Conr. . . )
>'Relación gráfica entre la capacidad y el cabezal de un sistem a
Cabezal está5co
oo so too
Flujo. % de diseño
Postgrado Ingeniería de Procesos Petroquímicos
1 5
Control de Procesos : Cálculo Hidráulico
Válvulas de Control (Cont. . .)
>características
-/Se suministra una válvula con características de igual porcentaj e
(logarítmico) a menos que se especifique algo diferente .
/-"Característica lineal es especificada cuando la caída depresEn es
Postgrado / ngenieria de Procesos p etroquímico s
Notas :
~cu A°} '
< a_ ru`l z
~ ~n ,u`»-
oowu+0 * /
~ `
1 6
Notas :
X• Pnvsa
Control de Procesos : Cálculo Hidráulico
Válvulas de Control (Cont. . .)
> Selección del cuerpo de la válvula de contro l
✓ Más utilizada es la válvula de globo de doble asiento .
✓ Las válvulas tipo mariposa son utilizadas para baja caída de presió na alta capacidad .
✓ Las válvulas de globo de un asiento son utilizadas cuando s erequiere un cierre hermético .
✓ Para las corrientes que contienen altas concentraciones de sólidos ,se especifican válvulas de ángulo .
Postgrado Ingeniería de Procesos Petroquímicos
1 7
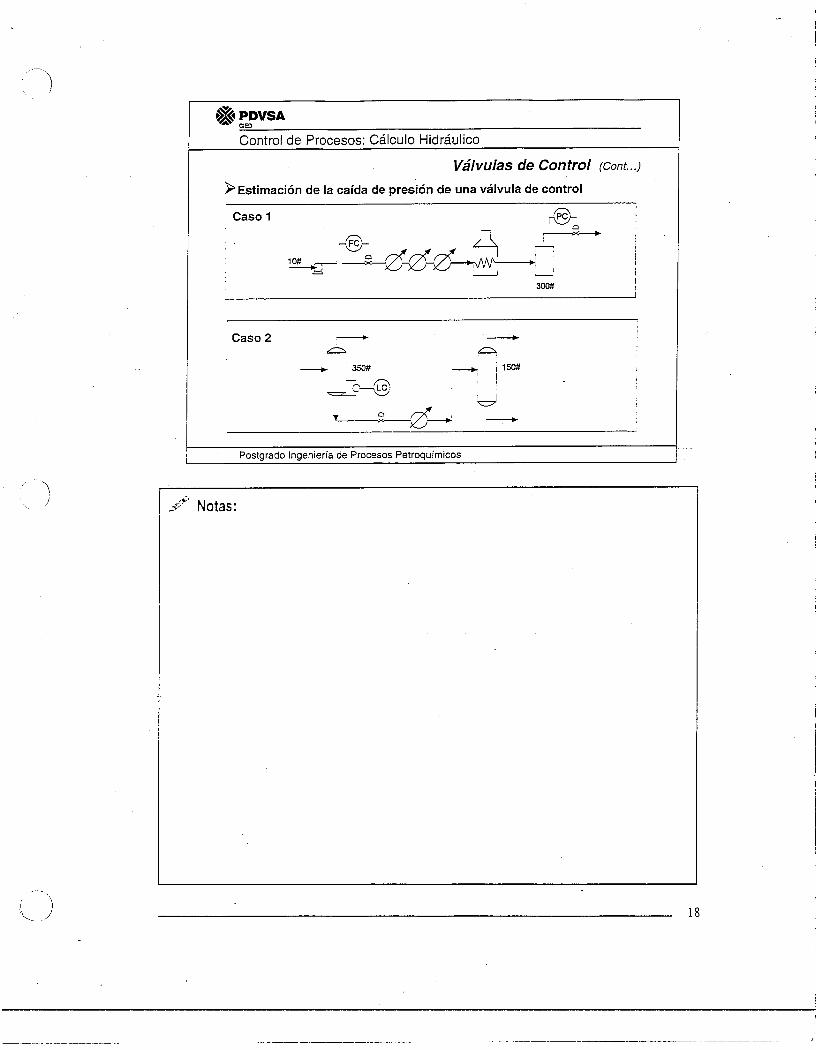
O PDVSAcieo
Control de Procesos: Cálculo Hidráulic o
Válvulas de Control (Cont. . .)
>Estimación de la caída de presión de una válvula de contro l
Caso -I
r,pc,,-----'
----,.,,.—,,.
-L--,Io# _
■
300#
:Caso
350#
Iso;i
Postgrado Ingeniería de Procesos Petroquímicos
Notas :
1 8
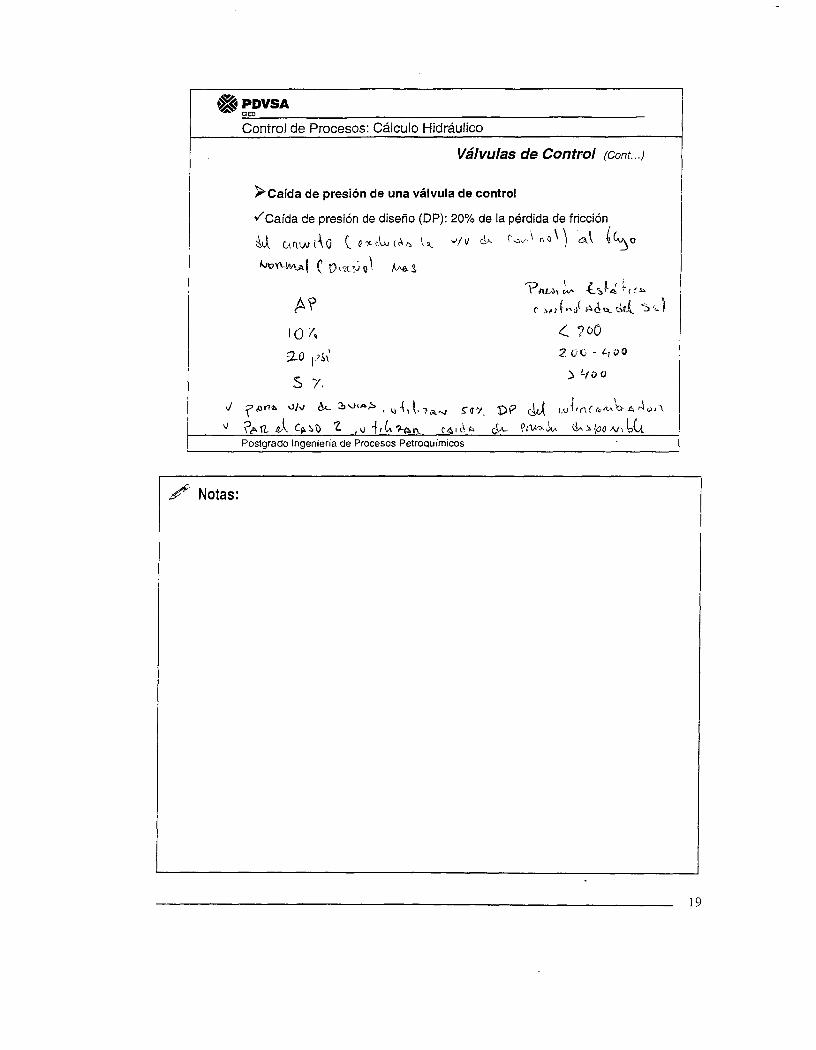
Válvulas de Control (cont. . .)
>Caída de presión de una válvula de contro l
'
Caída de presión de diseño (DP) : 20% de la pérdida de fricción((~
ctclW l\0 C Qxc~u (
V
0
&J ytbvtA { C [9 ~~' a
MnS
Á ?
I0 i,
2_0 I aSi
S / .
■/ JArm. J/J at.- 3V,es}U~C ~ 3RN SQ l̂ ,
?P2
cps
z
~ ¡ r~s ?a s1 .
Cá ~w Cá ~Postgrado Ingeniería de Procesos Petroquímicos
2 cic - L~o o
, cr o 0
g
t ólf.0~ (,N t~YA f e l.
C >aj~~il~ t+ C~4 c~8~ ' ~ .
200
(It,( i:J i!ri(r•tA, $ ~o, I
Pu"), W,
Ipo
10(i
.
Notas :
0 PDVSA
Control de Procesos : Cálculo Hidráulico
1 9
Notas :
PDVSACIED
Control de Procesos : Cálculo Hidráulico
Válvulas de Control (cont . . .)
>Cálculo de válvulas de contro l
'/ Calcular el coeficiente de flujo C v a la tasa de flujo norma l(diseño) y la caída de presión para obtener el valor C, de diseño .
C V de válvula =Cdo diseño /0 . 8
V Si tasa máxima> 125% de valor normal (diseño), calcular Cv deválvulaparaflujo máxim o
V' Asegurar que el tamaño de la válvula no sea superior al tamañ ode la línea . De serlo, aumentar DP asignado para reducir tamañ ode la válvula hasta el tamaño de la línea oo un tamaño menor.
Postgrado Ingeniería de Procesos Petroquímicos
20
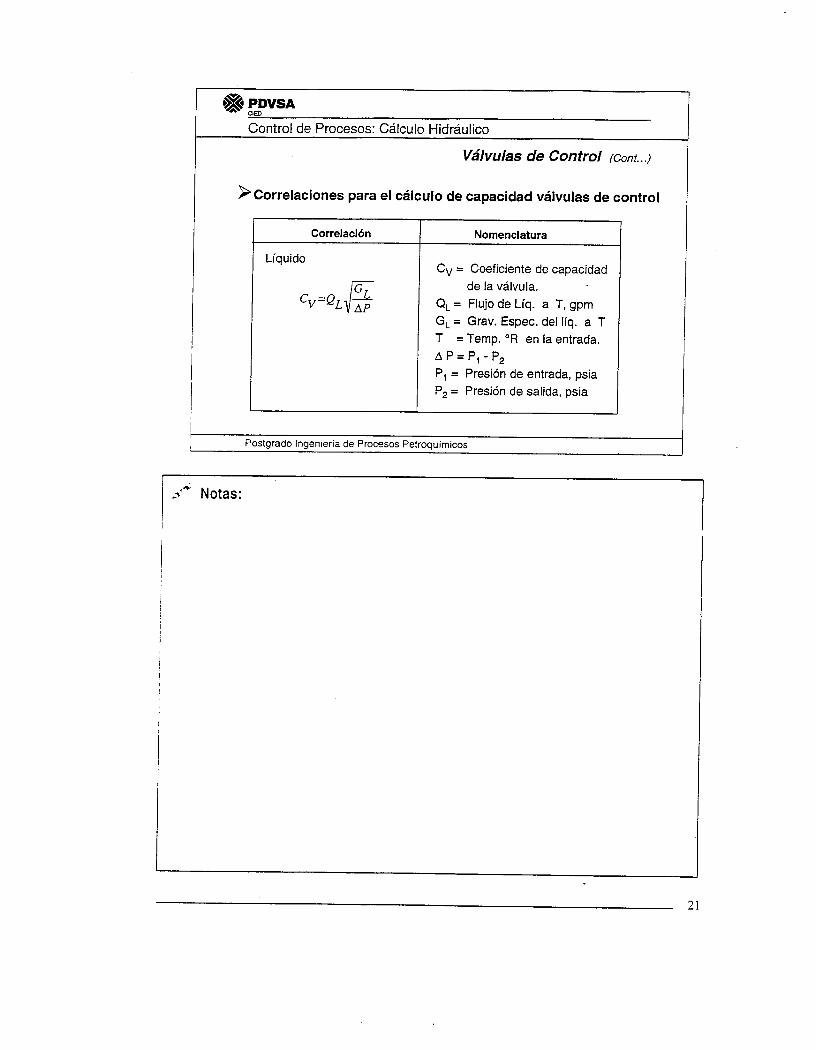
PDVSA~ ~~
Control de Procesos : Cálculo Hidráulico
Válvulas de Control (Cont. . . ]
Y Notas :
➢ Correlaciones para el cálculo de capacidad válvulas de contro l
Correlación Nomenclatur a
LíquidoCv = Coeficiente de capacidad
G
CV – L'~pde la válvula.
Q L = Flujo de Líq . a T, gpmG L = Grav. Espec. del Iíq . a TT
= Temp . °R en la entrada .P=P 1 -P2
P t = Presión de entrada, psi aP2 = Presión de salida, psia
Postgrado Ingeniería de Procesos Petroquímicos
2 1
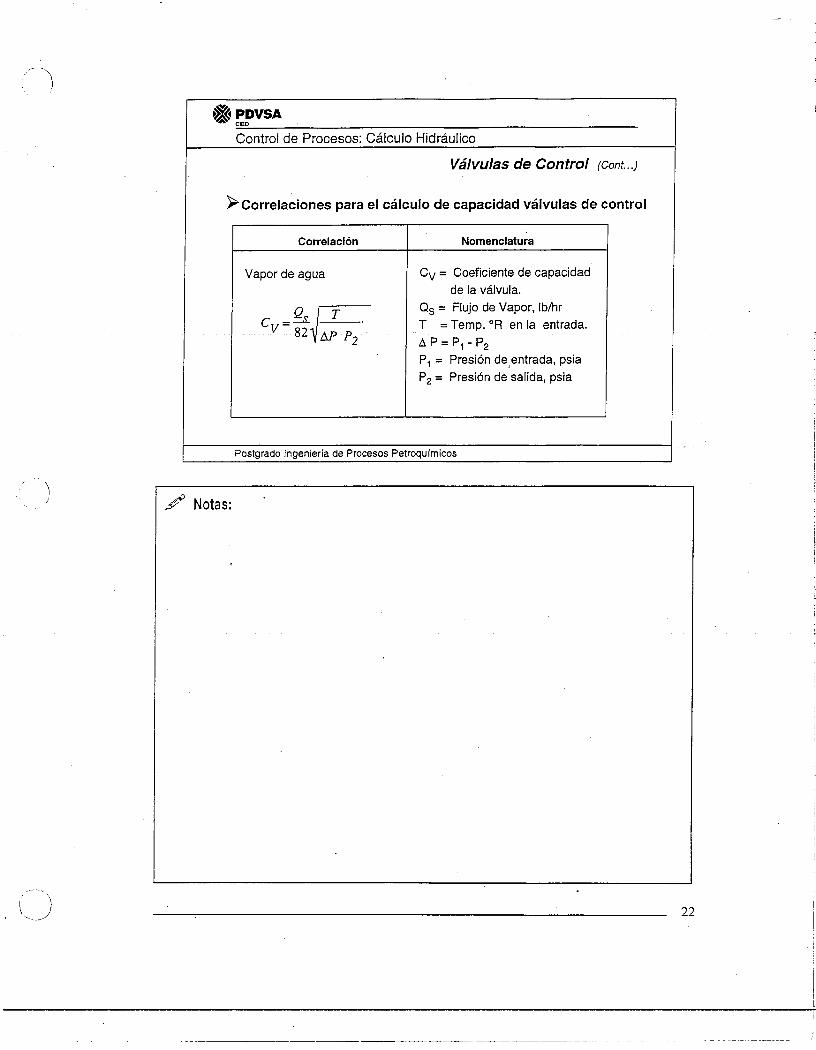
lDVSAO r.Control de Procesos : Cálculo Hidráulico
Válvulas de Control (Cont. . . )
Notas :
>Correlaciones para el cálculo de capacidad válvulas de contro l
Correlación Nomenclatura
Vapor de agua Cv = Coeficiente de capacidadde la válvula .
gs- ., l
TQs = Flujo de Vapor, lb/h rT
= Temp. °R en la entrada .P =
- P2= Presión de entrada, psi a
P2 = Presión de salida, psi a
C = 82 -v-zv)
Postgrado Ingeniería de Procesos Petroquímico s
22
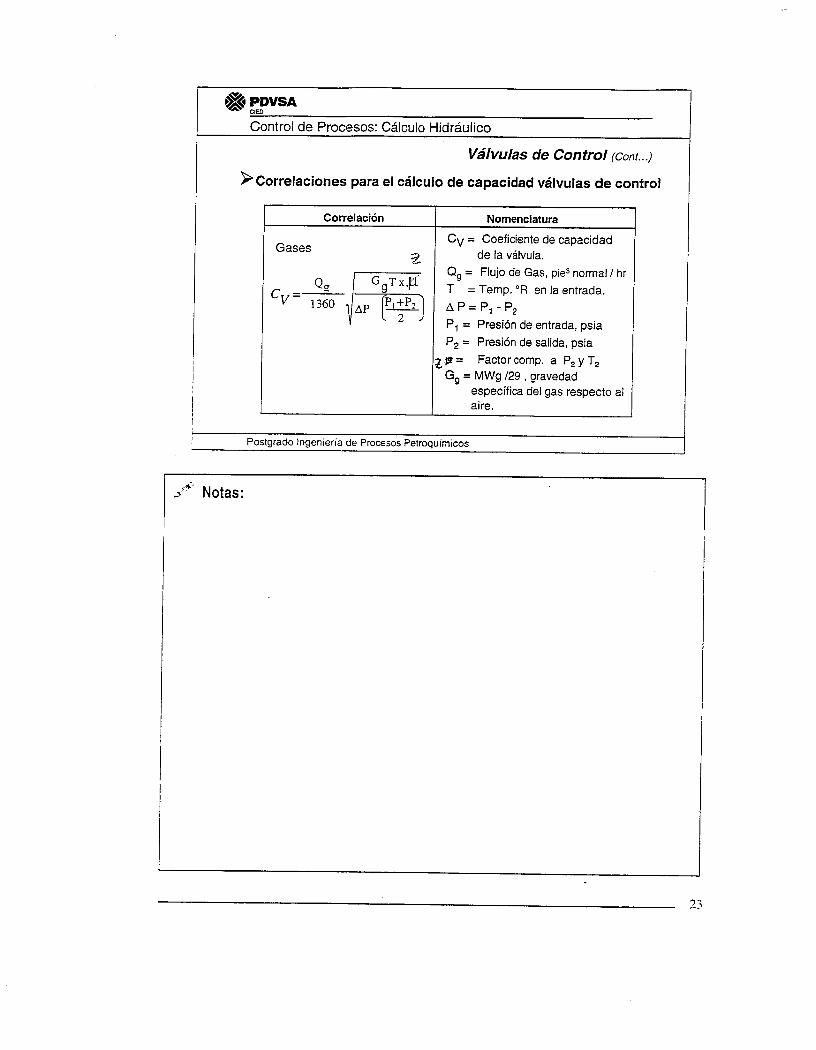
Notas :
X~ PDVSA~ ~~~
Control de Procesos : Cálculo Hidráulico
Válvulas de Control (Com. . . )
'Correlaciones para el cálculo de capacidad válvulas de contro l
Correlación Nomenclatur a
Gases Cv = Coeficiente de capacida dde la válvula .
Q g = Flujo de Gas, pie normal / h rT
= Temp . °R en la entrada .P = P i - P2
P~ = Presión de entrada, psi aP 2 = Presión de salida, psia
=
Factor comp . a P 2 y T2G g = MWg /29 , gravedad
específica del gas respecto alaire .
Qa
CgT xCv
1360
. AP
[P+P., J
`
2
Postgrado Ingeniería de Procesos Petroquímicos
2 3
'~~, Notas :
Tivn vvn7~ A13
ki
Cc( wYAYI w =.( \1P/1n 'J ho:m v
~~ PDVSA_ =Control de Procesos : Cálculo Hidráulic o
Válvulas de Control (cont. . .)
>Acción de una válvula de control frente a falla s
Los objetivos al establecer falla abierta o cerrada :
Requiera una mínima atención del operador para colocar la unidad e nla posición de espera o "standby" más segura
▪ Minimice el impacto sobre otras unidades▪ Facilite el regreso a la operación normal una vez corregida la falla
>_Las opciones son :__
_
FO Falla abiertaFC : Falla cerradaFS(0) o FS(C) : Falla estacionaria pero con falla secundaria
abierta o cerrada, respectivament e
Postgrado Ingeniería de Procesos Petroquímicos
24
` Notas :
0 PDVSACIE D
o
Capítulo VII
Tambores Separadores : Diseño de Tambor
Postgrado ingeniería de Procesos Petroquímicos
1
Contenido
13 Fuentes de informació n
U Tambores separadores
El Consideraciones básicas para el diseñ o
• Velocidad crítica de arrastre
• Retención de líquido
U Boquilla de entrada y del distribuidor
-El- Bef|eÓonuoanti'vÚ rt inaa ----
• Geome t rüag|oba |
• Re-arrastre de líquid o
• Diseñ o
Postgrado Ingeniería de Procesos Petroquimico s
.~ Notas :
. IED
Tambores Separado res: Diseño de Tambor
2
PDVSA
Tambores Separadores :Diseño de Tambor
.y Notas :
Fuentes de información
'iManual de Diseño de Procesos, Prácticas de Diseño . Vol . II . Sección 5 .PDVSA . 1986 .
>Manual de Diseño de Procesos, Versión Automatizada, PDVSA. 1987
Postgrado Ingeniería de Procesos Petroquímicos
3
CIED
Tambores Separadores:Diseño de Tambo r
Notas:
O PDVSA
Tambores separadores
i~ Tipos
✓ Vapor-Líquid o
✓ Líquido Líquid o
✓ Líquido y vapor de una segunda fase líquida.
i Debido a que industrialmente el separador vapor-líquido es el máscomún, se describirá el mismo en detalle durante el desarrollo d eesta sección .
Postgrado Ingeniería de Procesos Petroquímicos
4
CIED
Tambores Separadores:Diseño de Tambo r
Notas :
PDVSA
Tambores separadores (Cont. . . )
➢ Orientación del Tambo r
✓ Horizontal :
■ Con una boquilla de entrada es más eficiente que el tambo rvertical (flujo transversal vs . flujo contracorriente )
• Se utiliza casi siempre cuando deben separarse cantidade srelativamente grandes de líquido vapor.
■Más opciones de arreglo de boquillas (por ejemplo, fluj odividido) .
■Siempre es la opción preferida para sistemas líquido-líquido ycuando el flujo en la tubería de entrada es tipo tarugo o "slug" osi el flujo es de burbujeo.
■Más pequeño en volumen para servicio de alta carga de líquido.
Postgrado Ingeniería de Procesos Petroquímicos
5
PDVSA— =Tambores Separado res : Diseño de Tambo r
Notas :
Tambores separadores
> Orientación del Tambor (cont . . . )
~v/ Vertical :
• Utilizado comúnmente para cargas muy bajas de líquid o(separación de gas combustible) .
• Su principal ventaja es que requiere un área de terreno máspequeña.
Postgrado Ingeniería de Procesos Petroquímicos
6
PDVSA
Tambores Separadores :Diseño de Tambor
.
Notas :
, .t . .
. g,
Consideraciones básicas para el diseño
/Velocidad Crítica de arrastre .
/Orientación del tambor .
/Requerimientos de retención de líquido .
/ Requerimientos de medición de nivel de líquido.
/Tipo, número y orientación de la boquilla de entrada .
/Distribuidor de entrada, de haber alguno .✓¿Se requieren deflectores anti-vórtice?
/ Relación longitud - diámetro .
/ Posibilidad de re-arrastre de líquid o
/Necesidad de contar con una malla de alambre . (. .L m .l
✓¿Servicio severo de formación de espuma ?
Postgrado Ingeniería de Procesos Petroquímicos
7
Notas .
PDVSA_ ==
Tambores SeparadomaDiseño de Tambo r
Velocidad crítica de arrastre
Garantiza que la velocidad del vapor sea lo suficientemente baja paraevitar un excesivo arrastre de líquido . No está relacionada con l avelocidad sónica .
> Viene dada por la expresión :
157 12,V, =Velocidad crítica, pie/sec___`~~ ~
ps = Densidad de gas, lb/pie 3
R = Densidad de líquido, lb/pie3
Postgrado Ingeniería de p rocesos Petroquímicos
-■ 0. 5=
ripGj
8
PDVSAGm
Tambores Separadores :Diseño de Tambor
Velocidad crítica de arrastre (conr . . . )
i Valores más comunes de velocidad permitida con malla :
• Tambores de compensación, tambores de destilado : 100 a 125% Vc
• Succión y entre etapas del compresor: 100 a 125% Vc
• Separador de gas combustible : 100% Vc
• Tambores de vapor de agua : 100% Vc
> El espacio mínimo de vapor debe ser 12 pulg . 0 20% de ldiámetro del tambor.
Igualmente, debe haber una distancia mínima del nivel bajo bajo d elíquido (LLL) a la entrada de la boquilla de salida .
Postgrado Ingeniería de Procesos Petroquímico s
Notas :7
OM
9
' Notas :
PDVSA
TamboreaSeparadore s : Diae hndeTannbor
Retención dej=o
> Requerimientos más usuale s
• Tambores de compensación ,tambores de destilado .
2 a 15 Minutos
• Succión y etapas intermedias de lcompresor
5 a 10 Minutos, o 10 minutos de derramede líquido proveniente de unidad aqua sarriba
. Separación de gas combustible Volumen de 50 pies de línea de entrada ,en-caso-do quisrtambor Me despuésdun absorbedor, utilizar 5 minutos deflujo de líquid o
Tambores de vapor de agua . 2 Minutos de aqua de alimentación o 1/3del volumen del generador de vapor y l atuberfa .
Postgrado Ingeniería de Procesos Petroquímicos
1 0
ci
Tambores Separadores:Diseño de Tambo r
Notas :
x~ PmDVSA
Retención de líquido (cont. . .)➢ Medición del Nivel de Líquido
✓ Desplazadores externos : Miden el cambio de flotabilidad del tub odesplazador a medida que el nivel cambia a lo largo del tubo.
■ Disponibles en rangos normales (pulg.) de : 8,14,32,48,60,72,84,96 y 120 .
■Algunos diseñadores no utilizan desplazadores externos con rango superiora las 48 pulg ., en su lugar prefieren utilizar dispositivos de presió ndiferencial .
■El rango es la distancia entre HLL y LLL . Este rango tiene que ser igual aun rango normal cuando se utiliza un desplazador externo, y deb emostrarse el dibujo .
■Las conexiones de los desplazadores externos son preferiblemente de lad oa lado, pero también son aceptables las conexiones de tope a lado y d efondo a lado de ser necesario .
Postgrado Ingeniería de Procesos Petroquímicos
1 1
Tambores Separadores: Diseño de Tambo r
,~~~ Notas :
PDVSA=,
Boquilla de entrada y del distribuidor
> Disposición
v'Tambo ren de compensación y tambores de destilado
Codo de 90 0 dirigido al cabezal (orientación Horizontal )
Distribuidor en T acanalado .
-Via mayoría de los otnow-
a Distribuidor en T acanalado (especialmente para orientació nvertical) .
P oa tgrauumoeniena de Procesos Petroquímicos
1 2
Tambores Separadores :Diseño de Tambor
Deflectores anti-vórtices
➢ Características
'/Compuesto de tres secciones cuadradas de rejillas a desnivel ,equidistantes una sobre la otra .
'/Las barras que componen las rejillas son de 1 pulg . por 1!8 pulg . conun espaciado de 1 pulg. por 4 pulg .
'/Distancia máxima entre sección es = 6 pulg .
Postgrado Ingeniería de Procesos Petroquímicos
Notas :
O PDVSACIE D
1 3
Tambores Separado res : Diseño de Tambo r
O PDVSACIED
Deflectores anti-vórtices (Cont . .
> C arao t er ísdnoo ( z/nt . - )
v" Para los tambores verticales, la sección más baja es igual ac /2 pul .por encima de la boquilla de salida del líquido .
/Para tambores horizontales, la sección más baja es igual a 2 pu l] .por encima de la boquilla de salida del líquido .
d =diámetro interno de la boquilla de salid a
Postgrado Ingeniería de Procesos p etroquímicos
1 4
Notas :
O PDVSA
Tambores Separadores:Diseño de Tambo r
Deflectores anti-vórtices (Conr . . . )
➢ Consideraciones de diseño de anti-vórtices
✓Para disminuir aún más la posibilidad de sub-arrastre de vapor ,calcular hLL de la siguiente manera :
Donde :
Q = Tasa de descarga de líquido pi e 3/s
PG = Densidad de vapor lb/pie 3
P L= Densidad de Líquido lb/pie 3
h LL = distancia mínima entre LLL y la entrada de la boquilla d esalida (no siempre en el fondo del tambor )
Si hLL es menor de 9 pulg . , entonces utilizar 9 pulg . como distanci amínima
Postgrado Ingeniería de Procesos Petroquímico s
ha _8.4 Q o. a
P 02
1 - ~P~
1 5
Tambores Separadores : Diseño de Tambo r
Geometría global (cont . . . )
➢ Relación longitud/ diámetro
)
O PDVSACIED
V Rango amplio de valores reportados : de 1 a 5
✓ El rango más común y económico: de 2.5 a 4
Postgrado Ingeniería de Procesos Petroquímicos
1 6
m
Tambores Separadores :Diseño de Tambor
Geometría global (cont. . . )
v Relación longitud/ diámetr o
.
Notas :
O PDVSA
✓ Rango amplio de valores reportados : de 1 a 5
✓ El rango más común y económico : de 2 .5 a 4
Postgrado Ingeniería de Procesos Petroquímicos
1 6
Notas :
‘...xPmDVSA
~~
Tambores Separadores:Diseño de Tambo r
Re-arrastre de líquido
➢ Aspectos a considerar
✓ Luego de recolectado en el tambor, el líquido puede ser barrid ode la superficie y arrastrado a la salida (en especial atemperatura y presión altas )
➢ Factores Involucrados
✓ Velocidad en la boquilla de entrad aDistancia-de la boquilla-de-entrada a-la-superficie del líquido
V Propiedades físicas de los fluido s✓ Tipo de boquilla de entrada (lavado, codo de 90°, T acanalada )✓ Los factores definen una velocidad máxima de entrada .✓ Puede utilizarse una boquilla de entrada más grande que l a
línea para evitar el arrastre
Postgrado Ingeniería de Procesos Petroquímicos
1 7
O PDVSA
Tambores Separadores:Diseño de Tambor
Notas :
Diseño
Procedimiento
• Tabular tasa y propiedades físicas de los fluidos que se separa n(balance de masa y energía) .
• A partir del tipo de servicio y la experiencia pasada, seleccionar l ageometría preferida para el diseño del primer paso .
• Calcular área de flujo de vapor requerida .
• Si se requiere una malla CWMS (Crinkled Wire Mesh Screen )(Rejillas Corrugadas Tipo Malla), calcular tamaño y posición .
• Calcular volumen de líquido (y sección transversal de líquido )requerido . Calcular diámetro y longitud del tambor.
Postgrado Ingeniería de Procesos Petroquímicos
1 8
O PDVSA=Tambores Separadores : Diseño de Tambor
-Notas :
Diseño (Cont. . . )
Procedimiento (cont . . )>
* Seleccionar tipo de boquilla de entrada y distribuidor ; calcula rdiámetro de la boquilla para evitar re-arrastre .
o Calcular tamaño y posiciones de los deflectores anti-vórtice .
_~_ -
Preparar un diagrama que muestre las boquillas, ubicación de las
_
ELL de ser necesario) .
Postgrado Ingeniería de Procesos Petroquímicos
1 9
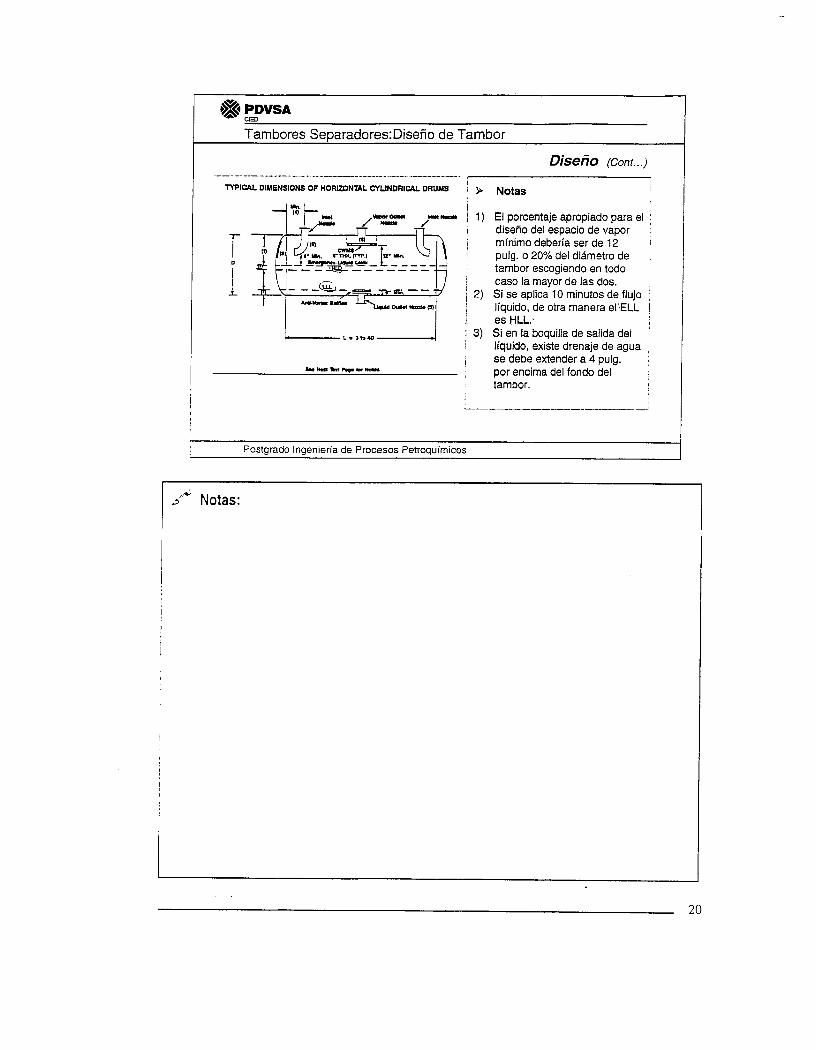
Notas :
O PDVSA
Tambores Separadores :Diseño de Tambor
Diseño (Cont. . . )
TYPICAL DIMENSIONS OF HORIZONTAL CYLINDRICAL DRUMS
>
1) El porcentaje apropiado para eldiseño del espacio de vapo r
i
mínimo debería ser de 1 2pulg . o 20% del diámetro detambor escogiendo en tod ocaso la mayor de las dos .
2) Si se aplica 10 minutos de fluj olíquido, de otra manera el'EL Les HLL :
3) Si en la boquilla de salida de llíquido, existe drenaje de agu ase debe extender a 4 pulg .por encima del fondo de ltambor .
Postgrado Ingeniería de Procesos Petroquímicos
Nota s~ .
(Q
WIN
Meer 0~
Net w.y.WIN
Mde
—`I'/WW1.
~ —r—~`rn
NI
m
~+~P
rrn . r TM/TM.l #• tk
I I-
CI
l~~---- -
i C~- - -~ Ti'-- - T`I Me•Me1a umee ---~~a wlr~. rn
!ve Mal b. e .e.b Mere
20
Notas :
iX: PDVSAa m
Tambores Separadores:Diseño de Tambor
Diseño (Cont. . .)
i Notas
4) La distancia mínima considerando refuerzo y requerimientos d efabricación .
5) La selección de la boquilla de entrada está basada en experiencia sprevias .
6) La distancia mínima por encima de la malla se conoce por :
1 2 Dcwms - doho =
-
-7) La distancia mínima entre el LLL y la boquilla de salida es ha o
9 pulg . Como se discutió anteriormente .8) Se deberían instalar deflectores opuestos a la boquilla de entrad a
de 90°, para proteger la pared del tambor . El diámetro de losdeflectores podría ser dos veces el diámetro de la boquilla d eentrada .
Postgrado Ingeniería de Procesos Petroquímicos
2 1
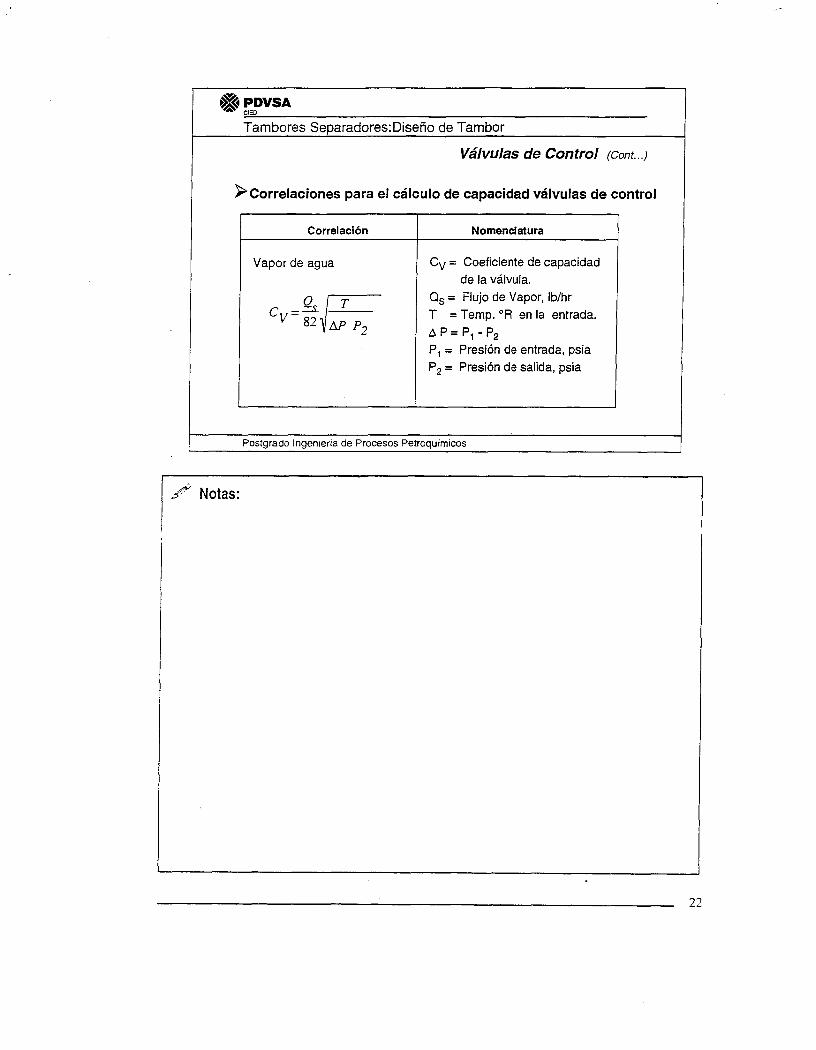
Tambores Separadores : Diseño de Tambo r
Válvulas de Control (Cont. . .)
Correlaciones para el cálculo de capacidad válvulas de contro l
Notas :
X PDVSACIED
Correlación Nomenclatura
Vapor de agua Cv = Coeficiente de capacida dde la válvula .
PsT Qs = Flujo de Vapor, lb/hr
T
= Temp . °R en la entrada.OP=-P 2P t = Presión de entrada, psi aP 2 = Presión de salida, psi a
Cv – - - li82 AP P,
Postgrado Ingeniería de Procesos Petroquímicos
22
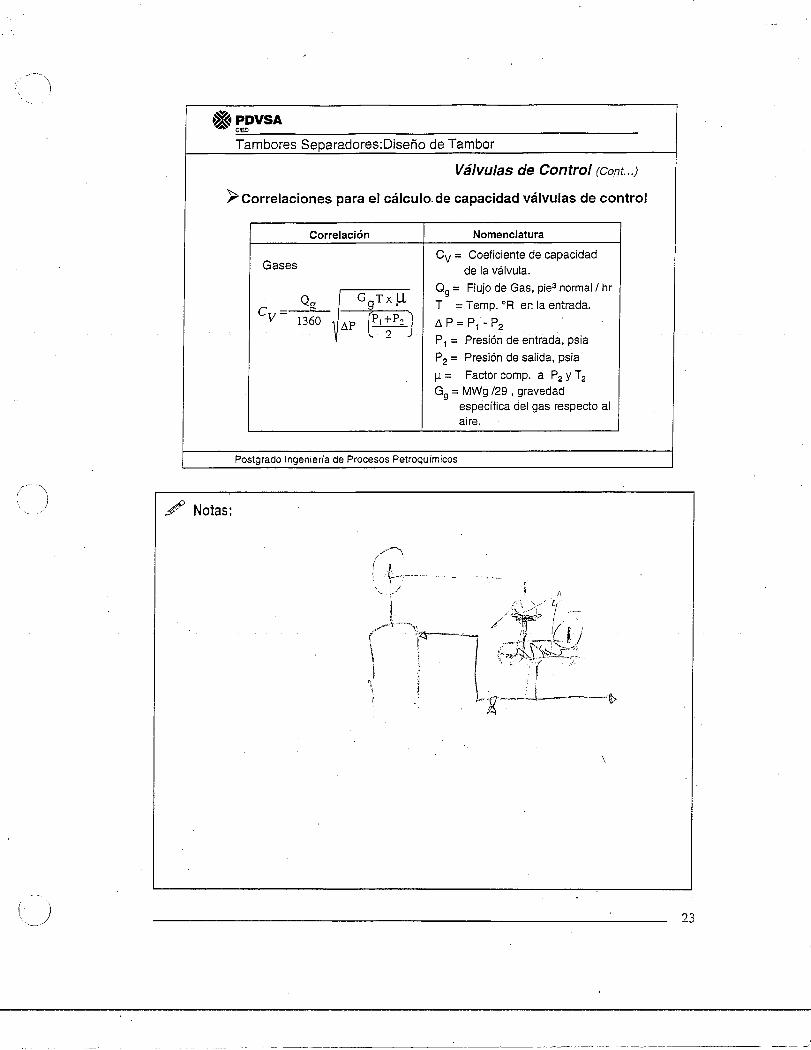
Tambores Separadores :Diseño de Tambor
Válvulas de Control (Cont . . . )
> Correlaciones para el cálculo de capacidad válvulas de contro l
Notas :
\
%TO ppV SA
Correlación Nomenclatura
GasesCv = Coeficiente de capacidad
de la válvula .
Q .:,-
Qg = Flujo de Gas, pie 3 normal / h rT
= T emp. °R en l a en t rada .A P =
- P2
P I = Presion de entrada, psi a
P2 = Presión de salida, psi a=
Factor comp . a P2 y T2Gg = MWg /29 , gravedad
específica del gas respecto alaire .
Gg
T x Il
A P I +P2=V
1360
Postgrado Ingeniería de Procesos Petroquímicos
23
PmDVSA
Válvulas de Control (Cont . . .)
>Acción de una válvula de control frente a fallas
Los objetivos al establecer falla abierta o cerrada :
■Requiera una mínima atención del operador para colocar la unidad e nla posición de espera o "standby" más segura
■Minimice el impacto sobre otras unidades■Facilite el regreso a la operación normal una vez corregida la fall a
> Las opciones son:
FO : Falla abiertaFC : Falla cerrad aFS(0) o FS(C) : Falla estacionaria pero con falla secundari a
abierta o cerrada, respectivament e
Postgrado Ingeniería de Procesos Petroquímicos
Notas :
~ ci
Tambores Separadores :Diseño de Tambor
24
Notas :
a PDVSA-4‘- CIED
Capítulo VII I
Temperatura y Presión de Diseño
Postgrado Ingeniería de Procesos Petroquímicos
1
pmDVSA
Notas :
~ ~
Temperatura y Presión de Diseño
Contenido
❑ Temperatura y Presión de Diseño : Conceptos Básico s
❑ Temperatura y Presión de Diseño de Torre s
❑ Guías referentes a Recipiente s
❑ Guías Relativas a la Temperatura de Diseño para Tuberías .
❑ Consideraciones Relativas a la Presión de Diseño
❑ Bridas de Tuberías
❑ Presión de Diseño Aguas Abajo de Bombas
❑ Espaciado de los Equipo s
❑ Ubicación Relativa de los Equipos
❑ Distribución de los Equipo s
Postgrado Ingeniería de Procesos Petroquímicos
CIED
Notas :
►~~~ PDVSA
Temperatura y Presión de Diseño
Fuentes de información
Manual de Diseño de Procesos . Prácticas de Diseño, Vol . 1 .
Sección 2 . PDVSA. 1986 .
i Manual de Ingeniería de Diseño, versión automatizada, 1997 .
r~ Manual de Ingeniería de Diseño (MID)
✓ Vol . 5 Equipos .✓ Vol . 6 Equipos con Fuego .
-✓--Vol .-8Intercambiadoresde-Calor.--- -V Vol . 13-1 H-221 Materiales de Tuberías .V Vol . 14 Equipos Rotativos .V Vol . 19 Tanques .V Vol . 21 Recipientes a Presión .
V Vol . 22 Seguridad en Diseño .
Postgrado Ingeniería de Procesos Petroquímicos
3
CIED
.
Notas :
PDVSA
Temperatura y Presión de Diseño
Fuentes de información. (Cont. . . )
➢ API RP 520 Sizing, Selection and Installation of Pressure-Relievin g
Devices; Parts I and II .
➢ API RP 521 Guide for Pressure-Relieving an Depressuring Systems .
➢ ASME B31 .1 Power Piping (ANSI B31 .1 )
ASME B31 .3 Chemical Plant and Petroleum Refinery Piping (ANS I
B31 .3) .
ASME Code Boiler and Pressure Vessel Code :
— Section I, Power Boilers
— Section VIII, Pressure Vessels, Divisions 1 and 2 .
Postgrado Ingeniería de Procesos Petroquímicos
4
@9 PDVSACIED
Temperatura y Presión de Diseñ o
Notas :
Temperatura y presión de diseño: conceptos básicos
Temperatura y presión de operación
V La temperatura de operación es la correspondiente al fluido de proces o
durante operaciones normales .
V Lapresión de operación es aquella a la cual el equipo o la tubería está n
sujetos normalmente durante el servicio .
. i - Kx á dmay mínima temperatura y presión de operació n
Es la temperatura y presión normales de fluido ± las desviaciones de valo rnormal, incluyendo condiciones de arranque, parada, despresurización ,
operación alternas, requerimientos de control, perturbaciones y flexibilidad .
Postgrado Ingeniería de Procesos Petroquimicos
5
@ PDVSACIED
Temperatura y Presión de Diseño
Temperatura y presión de diseño : conceptos básicos. (Cont. . . )
> Bases de diseño a corto y mediano Plazo
✓ Aplica cuando hay variaciones de las condiciones normales del diseño .Usualmente operaciones alternativas o emergencias, regeneración de
catalizador .
✓ Si las variaciones son infrecuentes y de poca duración pueden ajustars elas clasificaciones de temperatura y presión .
✓ Sólo se aplica a tuberías, no se puede aplicar a equipo regido por e lcódigo ASME .
Postgrado ingeniería de Procesos Petroquímico s
Notas :
6
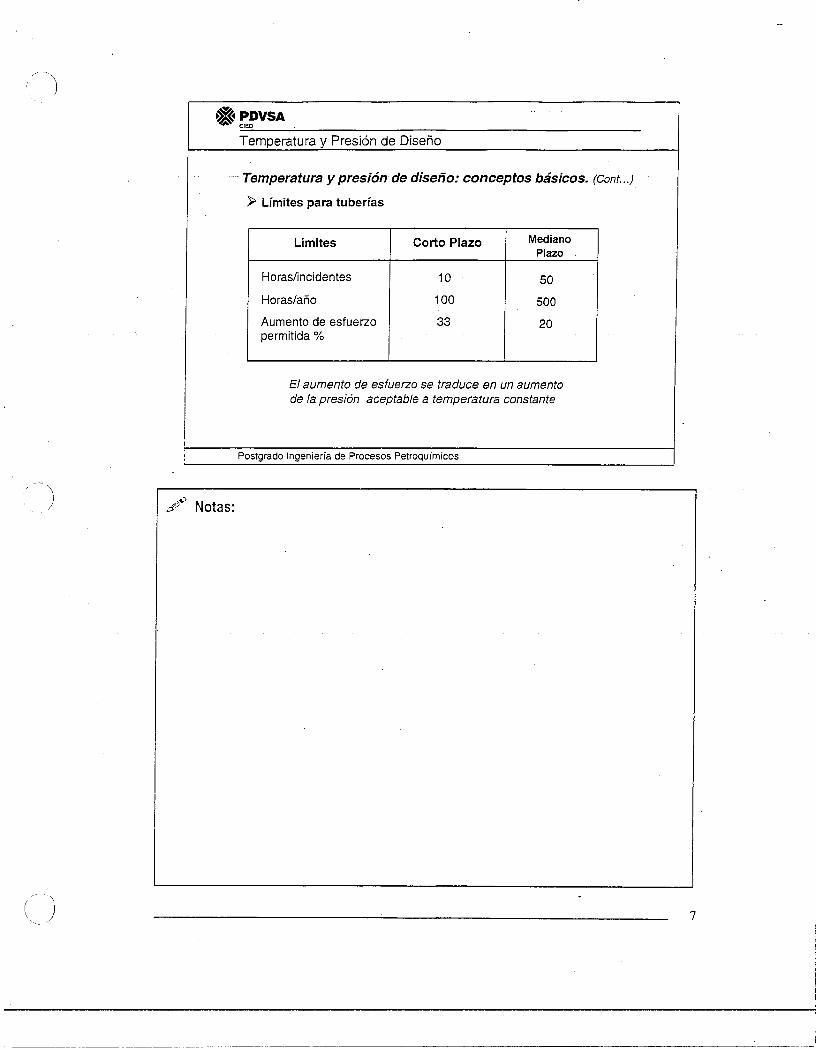
PDVSACIED
.
Temperatura y Presión de Diseñ o
y Notas:
Temperatura y presión de diseño : conceptos básicos . (cont. . . )
➢ Límites para tuberías
Limites Corto Plazo MedianoPlaz o
Horas/incidentes
Horas/añ o
Aumento de esfuerz oPermitida
1 0
100
33
50
500
20
El aumento de esfuerzo se traduce en un aument ode la presión aceptable a temperatura constante
Postgrado Ingeniería de Procesos Petroquímicos
7
PDVSACIED
Temperatura y Presión de Diseñ o
.y Notas :
Temperatura y presión de diseño : conceptos básicos. (Cont. . .)
i Temperatura de diseño : característica s
✓ La temperatura del metal representa la condición más severa d epresión y temperatura coincidentes .
✓ Puede ser máxima o mínima . En algunas ocasiones se muestranambas .
✓ Las temperaturas del metal son las mismas que las temperaturas de lfluido si no hay aislamiento interno .
✓ Utilizada para el diseño de equipos .
Postgrado Ingeniería de Procesos Petroquímicos
8
PDVSACIED
Temperatura y Presión de Diseño
Notas :
Temperatura y presión de diseño: conceptos básicos. (Cont. . . )
Temperatura crítica de exposición (CET )
V Es la temperatura mínima del metal a la cual el componente estará
sujeto a una presión mayor del 25% de su presión de diseño . .
V Generalmente ocurre durante arranques, paradas odeopreauhzaoi ón .
Es importante para los sistemas auto-refrigerantes y equipos
--- criogénicos .
Implica requerimientos mínimos de impacto que garanticen un a
tenacidad (flexibilidad) adecuada de materiales para evitar una
fractura catastrófica por fragilización .
Postgrado Ingeniería de Procesos Petroquímicos
9
Temperatura y Presión de Diseño
' Notas:
~x! PDVSA~ ~~m
Temperatura y presión de diseño : conceptos básicos. (Cont. . . )
i Presión de diseño
✓ Es la presión máxima o mínima (vacío) utilizada para determina rel espesor mínimo de pared .
✓ La presión de diseño es especificada en la parte superior de lrecipiente, a menos que se especifique algo distinto .
✓ Debe permitirse un margen suficiente por encima de la presió nmáxima de operación normal para evitar fugas o la apertura d elas válvulas de seguridad .
Postgrado Ingeniería de Procesos Petroquímicos
lo
Temperatura y Presión de Diseño
I Notas :
_ 1I
~RI .~gMA
Temperatura y presión de diseño de torres
Aspectos a considera r
/Para separadores de etano-propano, separadores de butanos ,fraccionadoras de componentes de gasolina:
• Las consideraciones sobre temperatura mínima, deben responder
las siguientes preguntas:
¿Las torres pueden ser auto-refrigeradas ?
- ~-- - ¿Loatnneaserán-sometidas a_pruebas-de presión-con agua' ?
•
Con referencia a la presión de diseño, deben responderse :
¿Cuál es el nivel máximo de líquido en el fondo de la torre ?
Postgrado Ingeniería de Procesos Petroquímicos
~^
Temperatura y Presión de Diseño
Guías referentes a recipientes
A) Temperaturas de diseño iguales o menores a 120° F
1. La fractura por fragilización se convierte en un problema .
2. El diseñador del proceso debería ser realista a la hora de ajusta rla temperatura mínima .
3. Los límites para los requerimientos de dureza son 60°F, 32°F, -20°F, - 50° F, - 150°F (por ejemplo : -20°F requiere "Killed
Carbon Steel") .
4. Cuando la temperatura mínima de operación es superior a l a
temperatura ambiente, en climas cálidos utilizar la temperatur a
media más baja de un día (generalmente 60°F a 70°F) .
Postgrado ingeniería de Procesos Petroquímicos
.
Notas :
O PDVSACIED
1 2
Temperatura y Presión de Diseño
Notas :
O PDVSAC=
Guías referentes a recipientes.
B) Temperatura de diseño mayores de 120°F
1 . De 120 0 Fu 850 0 F . los esfuerzos para C .S. son básicament econstantes ; por lo tanto, normalmente se agregan 50°F a l atemperatura de operación para obtener la temperatura de diseño .
2. De 05O°Fa85O°F .utilizar un incremento muy pequeño para C .S . ,porque los esfuerzos permitidos disminuyen con o/ aument o aumento
l anuYan
~temporamra .
3. Para 850p Ff . debería sumarse la temperatura mínima yconsiderarse las alternativas de equipos con aislamiento interno oaleaciones especiales .
Postgrado m genieria de p rocesos p etroquímicos
13
~x~ PDVSA
Notas :
~ ~~m
Temperatura y Presión de Diseño
Guías referentes a recipientes. (Conf. . .)
B) Temperatura de diseño mayores de 120°F (cont. . . )
4. Una selección cuidadosa de la temperatura y la presión de diseñ opuede minimizar los costos, pues no habrá que pasar arbitrariamentea la siguiente clase de tubería superior o a materiales más costosos .
5. La temperatura de diseño del metal para recipientes con aislamientointerno se ajusta normalmente a 650°F para temperaturas de fluidosuperiores a los 650°F.
6. Los equipos en los que se desplazan los hidrocarburos con vapor d eagua deberían ser diseñados para temperaturas del vapor de agua .= 280 - 300 °F .
7. Tomar en cuenta los efectos de una falla de agua de enfriamiento ,falla de enfriadores de aire, falla de la bomba de reflujo ,descoquización, etc .
Postgrado Ingeniería de Procesos Petroquímicos
1 4
►~~~ PDVSA
Notas :
CIED
Temperatura y Presión de Diseñ o
Guías referentes a recipientes. (Cont. . . )
C) Materiales para servicio a bajas temperaturas
1. A temperaturas de -20°F, utilizar un acero que satisfaga lo srequerimientos adecuados de impacto .
2. De -20°F a -50°F, utilizar aceros completamente "Fully Killed" y degrano fino .
3. De - 50°F a -150°F, deben utilizar acero con aleación de Ni al 31/ 2
4. Por debajo de -150°F, acero con aleación de Ni al 9% hasta - 320° Fo acero inoxidable austeníticos (304 ó 316) hasta -425°F .
Postgrado Ingeniería de Procesos Petroquímicos
1 5
Notas :
O PDVSACIED
Temperatura y Presión de Diseñ o
Guías relativas a la temperatura de diseño para tubería s
➢ Característica s
1. Normalmente no se especifica la temperatura de diseño .
2. Se establecen las condiciones de operación : Normal y máxima paraespecificar clasificación de bridas requeridas . Deben considerarsearranque, purga con de vapor de agua y operaciones alternas .
3. El esfuerzo de diseño es una función de la temperatura en todo el rango d e100°F a 650°F ; por lo tanto, debe tenerse cuidado a la hora de ajustar la scondiciones de operación .
4. Las temperaturas de diseño para las bridas sin aislamiento pueden ser u n10% menores que la temperatura máxima del fluido de operación si no s eaíslan .
5. Las consideraciones sobre baja temperatura para el caso de los recipiente srigen también para las tuberías . Considerar, arranque, parada, etc .
Postgrado Ingeniería de Procesos Petroquímicos
1 6
►~~~ PDVSA
Notas :
QED
Temperatura y Presión de Diseñ o
Consideraciones relativas a la presión de diseño
➢ Variaciones de presió n
✓ La presión máxima de operación debe determinarse tomando en cuenta lasvariaciones de presión debido a cambios en :
1. La presión de vapor
2. El cabezal estático.
3. La caída de presión del sistema .
4.-La presión de cierre-de la bomba o el compreso r
5. Cambios en la temperatura ambiente .
6. Cambios en la carga
7. Cambios en la densida d
Postgrado Ingeniería de Procesos Petroquímicos
17
Notas :
PDVSAOED
Temperatura y Presión de Diseñ o
Consideraciones relativas a la presión de diseño . (cont. . . )➢ Variaciones de presión (cont . . . )
✓ Para recipientes, la presión de diseño es la mayor de :
1. Presión máxima de operación (psig) + 10%2. Presión máxima de operación (psig) + 25 psi .
✓ Lo anterior es válido cuando se utiliza una válvula de segurida dconvencional . Las excepciones son :
– Para operación estable por debajo de 50 psig, utilizar presió nmáxima de operación + 15 psig .
- Sistema autolimitantes de presión . Ej : Para un soplado roperando a 6 psig, que pueda desarrollar sólo 9 psig ., e lvalor de la presión de diseño sería 9 psig .
Postgrado Ingeniería de Procesos Petroquímicos
1 8
^O"
.Notas:
-
PDVSA_ "~Temperatura y Presión de Diseñ o
Consideraciones xeWmti m as a la presión de diseño (Cont. . .)
> Variaciones de presión (cont . . .)
+ Generalmente se utiliza un valor para la presión de diseño de recipient emínima de 16 psig para caer bajo el código A8K8E.e menos qu eexistan sólidas razones para actuar de otra forma .
Tuberías - El valor de la presión de diseño para tuberías debe se rcompatible con la presión de diseño para los recipientes y equipos a loscuales está conectada . Para períodos de corto plazo, se puedeaumentar |a presión a temperatura de operación enun33% .Ü2U% a-- medianorp]azo
Equipos aguas abajo de bwnm bas centríhugas - El valor de la presi6 nde diseño es el mayor de :
normal
+ 1 .2 (AP normal de bomba)P, máximo de bomba + (AP normal de la bomba) .
Pvotgra uo Ingeniería de Procesos Petroquímicos
1 9
Notas :
PDVSAp m
Temperatura y Presión de Diseñ o
Consideraciones relativas a la presión de diseño (Cont. . .)
➢ Variaciones de presión (cont . . . )✓ Equipos aguas abajo de bombas centrífugas - El valor de la presión de
diseño es el mayor de :
✓Diferencial de presión de cierre real de la bomba más P, normal d ebomba.
✓Si la presión de cierre del flujo de la bomba produce un aumento de l apresión de succión al máximo, se debe diseñar el equipo para (P, máxim ode bomba) + 1 .2 (AP normal de la bomba) . Ejemplo: Falla cerrada deuna válvula de control de reflujo .
✓ La tubería de succión de bombas paralelas debe servir para un 75% de lo svalores de la presión de diseño y la temperatura de diseño del lado d edescarga.
✓ La presión de diseño del cuerpo de la bomba es la suma de la presió nmáxima de succión y el diferencial máximo de presión (1 .2 veces x (A Pnormal) en condiciones nominales .
Postgrado Ingeniería de Procesos Petroquimicos
20
Notas :
x~ PDVSA~ ~~~
Temperatura y Presión de Diseño
Bridas de tuberías
i Clasificación
✓ El diseñador determina la clasificación de brida más adecuada que
corresponda a las condiciones de diseño requeridas . Con una liger a
reducción de la temperatura o la presión máxima especificadas, podría
ser posible reducir la clasificación de las bridas.
Las _bridas _o componentes de la tubería pueden utilizars e
libremente dentro de su clasificación de temperatura y presión o po r
debajo de ésta .
Postgrado Ingeniería de Procesos Petroquímicos
21
Notas :
PDVSAC1ED
Temperatura y Presión de Diseño
Bridas de tuberías (Cont. . .)
➢ Clasificación (cont. . . )
• Las clases de hasta 24 pulgadas de diámetro son de Clase 150, 300 ,400, 600, 900, 1500 y 2500, para bridas de acero al carbono y d ealeaciones .
• Las bridas se designan ahora según su "Clase ANSI", tales como"Clase 150" o ANSI 150" .
• Hace años, las bridas eran clasificadas en PSIG, y todavíaescuchamos decir "bridas de 150 libras" o "clasificación de brida d e600 libras .
Postgrado Ingeniería de Procesos Petroquímicos
22
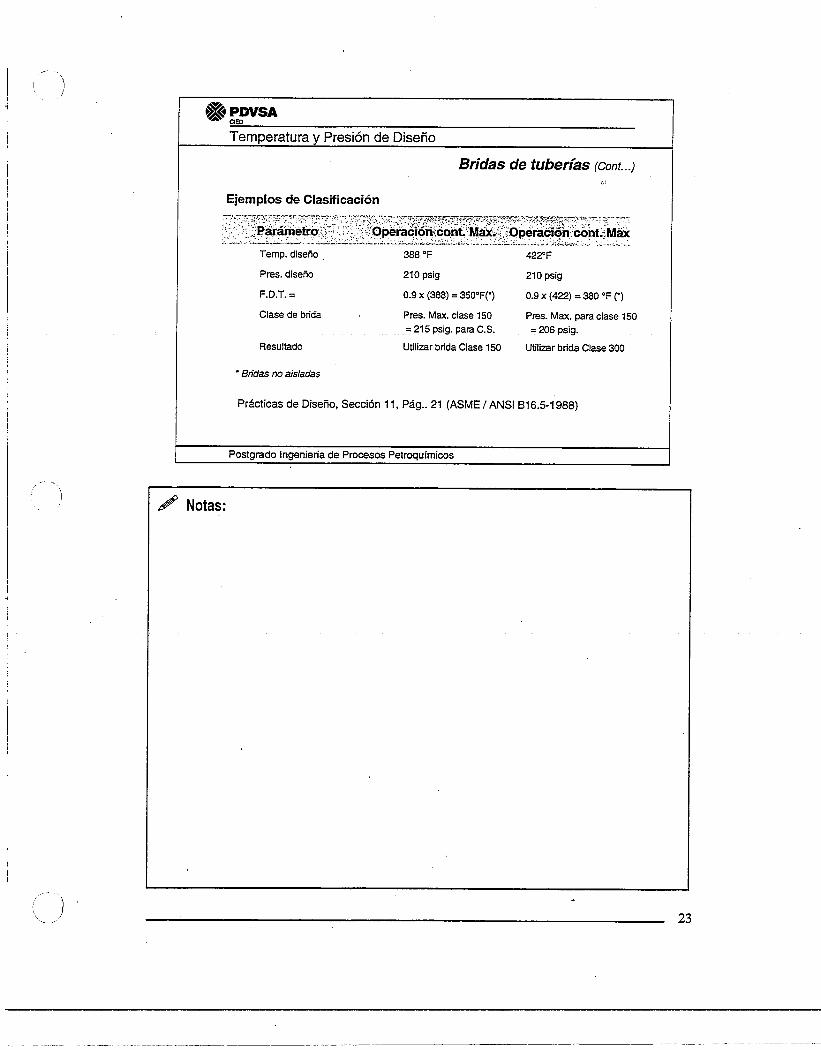
Notas :
O PDVSACIED
Temperatura y Presión de Diseño
Bridas de tuberías (Cont. . .)
Ejemplos de Clasificació n
Parámetro
Operacióncont Max. Operación cont .Max
Temp . diseño
388 ° F
Pres. diseño
210 psig
422° F
210 psig
F.D .T. =
0 .9 x (388) = 350°F(')
0.9 x (422) = 380 °F (')
Clase de brida
Pres. Max . clase 150
Pres . Max . para clase 15 0= 215 psig._para C.S.
=206 psig .
Resultado
Utilizar brida Clase 150
Utilizar brida Clase 300
Bridas no aisladas
Prácticas de Diseño, Sección 11, Pág . . 21 (ASME / ANSI B16.5-1988)
Postgrado Ingeniería de Procesos Petroquímicos
23
4
Notas:
~~ PDVSAaim
Temperatura y Presión de Diseñ o
Bridas de tuberías a corto /mediano plazo . (Cont. . . )
➢ Ejemplo de Clasificación
Dado:
. Presión de operación continua máxima = 660 psig .
• Temperatura de operación continua máxima = 500 °F.
. Presión de operación a corto plazo = 960 psig .
• Tubería de acero al carbono y bridas sin aislamiento .
Postgrado Ingeniería de Procesos Petroquímicos
24
QED
Notas :
PDVSA
Temperatura y Presión de Diseño
Bridas de tuberías a corto /mediano plazo (cont . .)
➢ Ejemplo de Clasificación (cent . . . )
Determinar clasificación de brida a utilizar :
1. Presión de diseño continuo máximo para bridas clase 300 .
2. Presión maxima a la cual la brida seleccionada puede someters ea corto plazo .
3. Presión máxima a la cual la brida seleccionada puede someters ea mediano plazo.
Temp . de diseño para bridas sin aislamiento = 0.9 x (500) = 450 ° FPresión = 660 psig .
Postgrado Ingeniería de Procesos Petroquímicos
25
4
Notas :
PDVSAqm
Temperatura y Presión de Diseño
Bridas de tuberías a corto /mediano plazo (Cont . .)
➢ Ejemplo de Clasificación (cont . . . )
• De las Prácticas de Diseño, Sección II, Tabla I, o del Anexo 13 .01, seobtiene una clasificación de Brida = 400 .
• Utilizando la misma referencia anterior, se obtiene una Presión Máxim apara una Clasificación de Brida 300 = 617 psig .
•
A corto plazo, puede sobrepresionarse la brida clase 400 en 1/3 :
(822) (1 .33) = 1093 psig .
• A mediano plazo, puede sobrepresionarse en 1/5:
(822) (1 .20) = 986 psig .
• Debido a que las bridas clase 400 son adecuadas para 1093 psig, s epueden considerar aptas para servicios de períodos cortos de tiempos yservicios continuos .
Postgrado Ingeniería de Procesos Petroquímicos
26
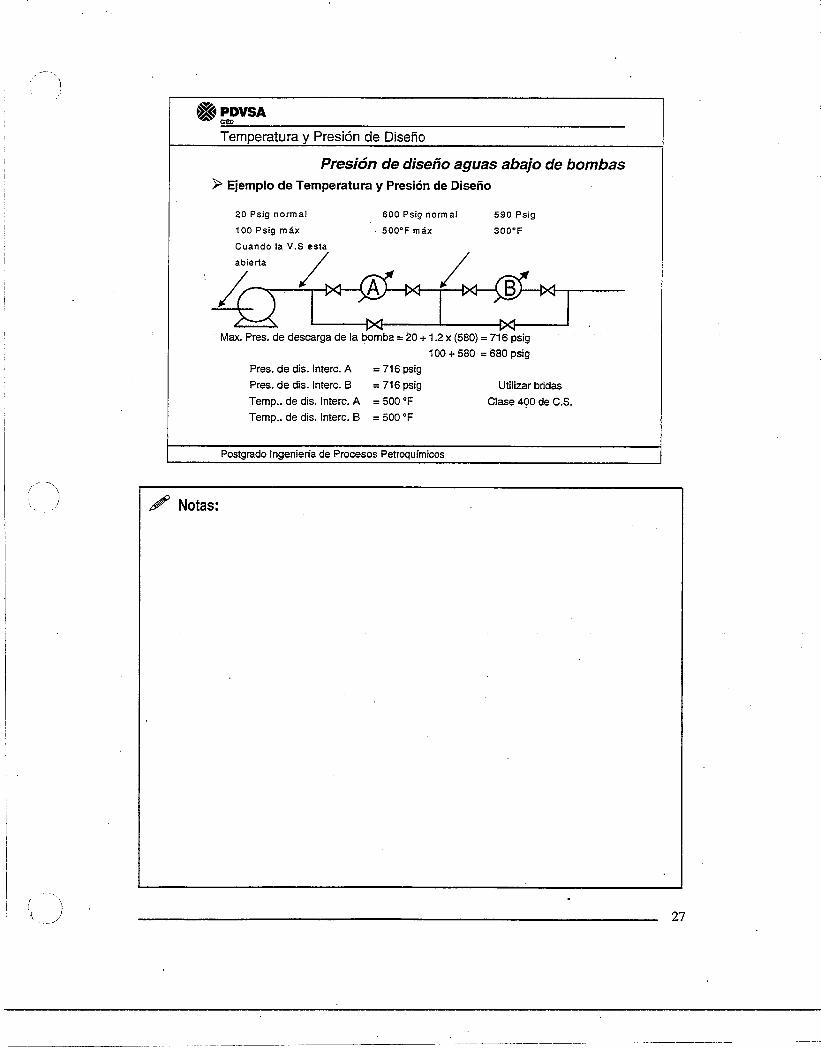
QED
20 Psig normal 600 Psig normal 590 Psig
100 Psig má x
Cuando la V .S esta
500°F max 300°F
Pres . de dis . Interc. A
= 716 psi gPres . de dis . Interc. B
= 716 psig Utilizar bridas
Clase 400 de C .S .Temp . . de dis . Interc . A
= 500 ° FTemp . . de dis . Interc . B
= 500 ° F
Postgrado Ingeniería de Procesos Petroquímicos
Notas :
O PDVSA
Temperatura y Presión de Diseñ o
Presión de diseño aguas abajo de bombas➢ Ejemplo de Temperatura y Presión de Diseñ o
abierta
- Máz: Prés. tli? descarga-dé7a-bómtiá = 20 + 12 x(580)-= 71 fip§ig100 + 580 = 680 psi g
27
QED
Notas :
>~• PDvsaTemperatura y Presión de Diseñ o
Espaciado de los equipos (cont. . . )
> Recomendaciones (cont . . . )
• Aislar las instalaciones de alto riesgo .
• Separar las fuentes de ignición continua de las probables fuentes d eemisiones inflamables.
• Evitar peligros para las instalaciones más allá de la línea limítrofe con l apropiedad adyacente .
• Facilitar el acceso para tareas de operación y mantenimiento normales .
• Garantizar la seguridad del sitio .
Postgrado Ingeniería de Procesos Petroquímicos
28
Notas :
~X~ PDVSACIED
Temperatura y Presión de Diseño
Ubicación relativa de los equipos
➢ Lineamientos
De permitir la flexibilidad, aplique los siguientes lineamientos :
1. Hornos : ubicar en posición vientos-arriba con referencia a lo sotros equipos .
2. Torres de enfriamiento : ubicar en posición vientos-abajo conreferencias a los otros equipos .
3. _Enfriadores de-aire :-ubicar enlazona adyacente alastorres -defraccionamiento, después del banco de bombas, lado opuesto a lhorno .
4. Bombas : ubicar en la zona adyacente a las tor res defraccionamiento . Lado opuesto al horno.
Postgrado Ingeniería de Procesos Petroquímicos
29
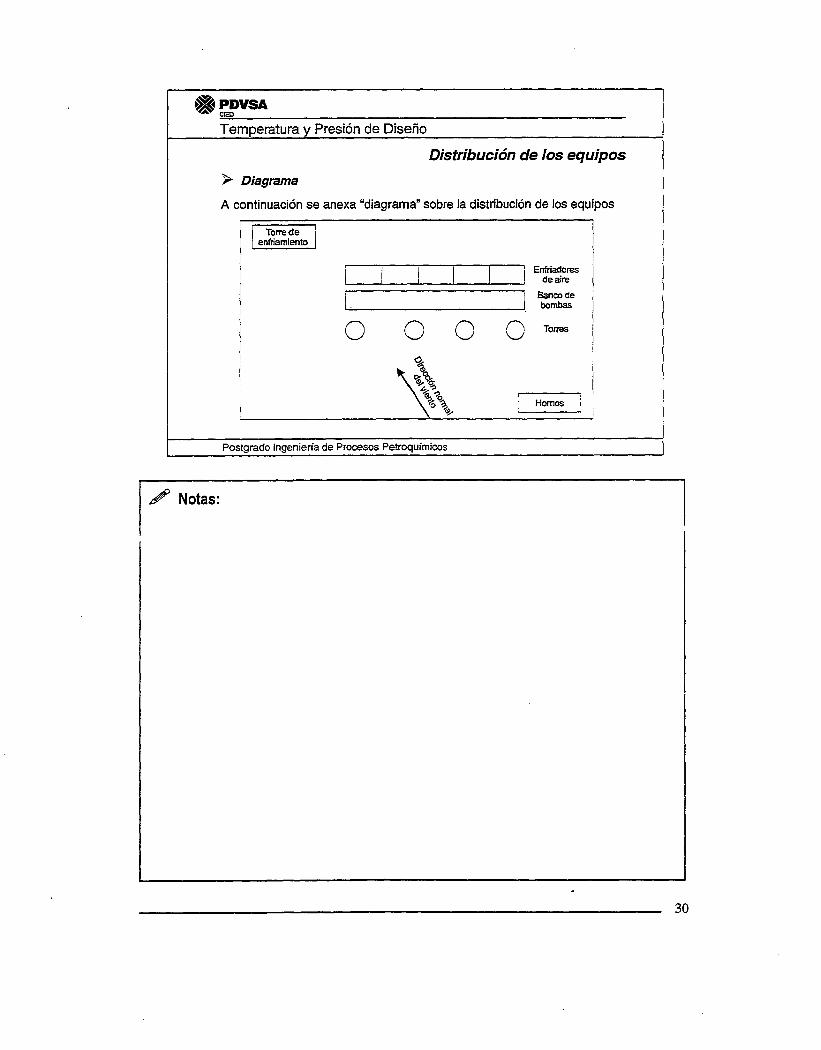
4 Notas :
PDVSA
Temperatura y Presión de Diseño
Distribución de los equiposi Diagrama
A continuación se anexa "diagrama" sobre la distribución de los equipos
Torre d eenfriamiento
Enfiadoresde aire
Banco debombas
0 0 0 Ú Torres
Hornos
Postgrado Ingeniería de Procesos Petroquímicos
30
Notas :
l
Capítulo IXU~r
Seguridad
Diseño :Cálculo de Válvula de Seguridad
Postgrado Ingeniería de Procesos Petroquímicos
Notas :
PDVSAOED
Seguridad en Diseño: Cálculo de Válvula de Seguridad
Contenido
> Fuentes de información
• Principios generales
i~ Requerimientos generales según el código ASM Epara recipientes en presión .
➢ Definicione s
➢ Diseño con seguridad operativ a
Contingencia
i~ Contingencias especiale s
➢ Válvulas de alivio de presión
➢ Cálculo del área mojad a
Postgrado Ingeniería de Procesos Petroquímicos
2
Seguridad en Diseño: Cálculo de Válvula de Segurida d
Notas :
►x~~ PDVSA~ ~m
Fuentes de información
➢ Prácticas Recomendadas API 520, partes I y II, y 52 1
r~ Código ASME Norma ANSI 831 . 1
i Prácticas de Diseño . Sección XV. PDVSA 1996 .
i Manual de Diseño de Procesos . PDVSA Versión Automatizada 199 7
Postgrado Ingeniería de Procesos Petroquímicos
3
OED
Seguridad en Diseño : Cálculo de Válvula de Segurida d
Notas :
PDVSA
Principios generales
> El diseño de la seguridad inherente a un proceso es responsabilida ddel ingeniero de diseño de procesos .
i Cada diseño debe ser seguro frente a las causas razonables de falla .Las instalaciones adecuadas deben incorporarse al diseño paraprevenir incendios, explosiones y accidentes .
> Todos los diseños de procesos (los nuevos y las revisiones) deben se rrevisados conjuntamente con el comité de operaciones seguras, paraverificar que las normas de seguridad sean cumplidas .
> HAZO P
Postgrado Ingeniería de Procesos Petroquímicos
4
=Seguridad en Diseño: Cálculo de válvula de Seguridad
)/
@§(Mi P M SA
Requerimientos generales segan el c6cligo AWE para
V El equipo está protegido para evitar que se exceda la presión de diseñ o(MAWP) en :
—10% (una sola válvula de alivio de presión, excluida la contingencia
de incendio)
—16% (varias válvulas de _alivio de presión) _
—21% (contingencia de incendio)
Postgrado ingeniería de Procesos Petroquímicos
,Op Notas:Sr
5
«m
Seguridad en Diseño: Cálculo de Válvula de Seguridad
Notas :
►~~ PDVSA
Definiciones
1. Temperatura de auto-ignición : Es la temperatura menor requerid apara causar una combustión auto-sostenida, sin ignición por chispa ollama. (Típico = 600° F para hidrocarburos líquidos a presión alta) .
2. Contingencia : Evento anormal que es la causa de una condición d eemergencia. (por ejemplo, pérdida de agua de enfriamiento)
3. Emergencia: Es una interrupción de la operación normal en la cual elpersonal o el equipo son puestos en peligro o el equipo es sometido auna sobre-presión .
4. Limites explosivos : limites del rango de inflamación, concentracione smínima y máxima de vapor inflamable en el aire .
Postgrado Ingeniería de Procesos Petroquímicos
6
Seguridad en Diseño : Cálculo de Válvula de Segurida d
Notas :
►~~ PDVSA
Definiciones. (cont. . . )
5. Punto de inflamación : temperatura menor a la cual el líquido expuest oal aire emana suficiente vapor para formar una mezcla inflamable .
6. Inventarios con altos puntos de inflamación : corresponde a productosalmacenados con puntos de inflamación de 130° F o más .
7. Inventarios con bajos puntos de inflamación : corresponde aproductos con puntos de inflamación de menos de 130° F o productos atemperaturas por encima o dentro de los 15° F de su punto deinflamación
8. Fracciones livianas : material que tiene un valor RVP 15 psia (presiónde vapor Reid) (por ejemplo, presión de vapor a 100° F
9. Material pirofórico : Material que es combustible espontáneamentecuando se expone al aire a temperatura ambiente .
Postgrado Ingeniería de Procesos Petroquímicos
Seguridad en Diseño : Cálculo de Válvula de Seguridad
4
Notas :
■ 4 PDVSA
Definiciones. (cont. . .)
10. Material tóxico : Material capaz de causar lesiones en Iquellas partesdel cuerpo humano con las que entre en contacto, ya sea externa ointemamente .(por ejemplo, fenol, H2S, ácido HF, benceno, NH 3 , etc.) .
11. Riesgo único : Equipo afectado por una única contingencia (porejemplo, un incendio) .
12. Zona de fuego : Área que contiene el grupo más reducido de equipos alos que pueden acercarse el equipo y el personal de bomberos desd etodos los ángulos . Independientemente de la capacidad de acceso, lo srecipientes con una distancia horizontal de 20 pies de cada uno s eencuentran en la misma zona de fuego . El área máxima normalmentese limita a 5000 pies cuadrados.
Postgrado Ingeniería de Procesos Petroquímicos
8
QED
Seguridad en Diseño : Cálculo de Válvula de Segurida d
~~~, Notas :
* PDVSA
Definiciones. (cont..)
13. Presión de ajuste : La presión de entrada a la cual se ajusta la válvula d ealivio de presión para que se abra .
14. MAWP (presión de trabajo máxima permitida) : La presión más alta ol acual puede someterse un recipiente continuamente .
15. Presión de diseño : La que se utiliza como base para determinar e lespesor de carcaza mínimo, normalmente es igual qua|aK8AVVP(K8/ WPpresión de diseño) .
16. Acumulación : El incremento de presión por encima de la MAWP durantela descarga a través de una válvula de alivio de presión .
17. Sobre-presión : El incremento de presión por encima de la presión deajuste durante la descarga a través de una válvula de alivio de presión .
Postgrado Ingeniería de Procesos Petroquímicos
9
OED
Seguridad en Diseño : Cálculo de Válvula de Segurida d
' Notas :
PDVSA
Definiciones. (Conf. . . )
18. Contra-presión : La presión en el lado de la descarga de una válvul ade alivio de presión .
19. Contra-presión súper-impuesta : La presión en el lado de descarg ade una válvula de alivio de presión antes de que esta se abra .
20. Contra-presión acumulada : Incremento de la presión en la descargade la válvula como resultado del flujo a través de esa válvula .
21. Diferencial de presión del resorte : Presión de ajuste menos lacontra-presión súper-impuesta para una válvula convencional . En e lcaso de las válvulas con fuelle balanceado, la presión de resorte e sigual a la presión de ajuste .
Postgrado Ingeniería de Procesos Petroquímicos
10
OED
Seguridad en Diseño : Cálculo de Válvula de Seguridad
►~ve,
~ PDVSA
Diseño con seguridad operativa
➢ Guías para el diseño
✓ Considere sólo una contingencia por vez .
✓ Suponga que inmediatamente antes de una emergencia, la plantaestaba operando en condiciones normales .
✓ Todos los equipos que , normalmente se encuentren en operació ncontinuarán funcionando si no están involucrados directamente en l acontingencia:
Postgrado Ingeniería de Procesos Petroquímicos
1 1
Notas :
~i PDVSACIED
Seguridad en Diseño : Cálculo de Válvula de Segurida d
Diseño con seguridad operativa
i Guías para el diseño (cont. . . )
✓ Las válvulas que normalmente permanecen cerradas no debepresuponerse que operarán en una emergencia, así como tampoc odeberíamos limitamos a su capacidad cuando se determine lacapacidad de alivio requerida . Esto incluye válvulas de control depresión y drenado de líquido.
✓ Las válvulas que están normalmente abiertas y que no estándirectamente involucradas en la contingencia debe suponerse qu equedarán abiertas . La capacidad de la válvula puede considerars edisponible .
Postgrado Ingeniería de Procesos Petroquímicos
1 2
_ =Seguridad en Diseño : Cálculo de Válvula de Seguridad
/Notas :
-.w.,
11211~
Contingencia
~Tipos
Incendio
—La presión del equipo afectado por el incendio aumenta por l avaporización de líquido .
Fallas de servicio
-7Aguª de enfriatnierito :_ Ia incapacidadpara_eliminarel calor hace qu ela presión aumente.
Energfa E16ctrica : generalmente da como resultado una p6rdida enla remoción de calor.
Postgrado Ingeniería de p rocesos Petroquímicos
13
Notas :
PDVSApm
Seguridad en Diseño: Cálculo de Válvula de Seguridad
Contingencia (Cont. . .)
Tipos (cont . . . )
✓ Vapor de agua : Similar a la falla energía eléctrica .
✓ Aire - Falla de instrumentos : Las válvulas de control fallan d eacuerdo con el modo especificado (AO = aire para abrir, igual que FC =falla cerrada) .
✓ Falla mecánica :
—Válvulas de control pueden fallar en cualquier posición ;atascamiento de la bomba ; fallas de los tubos (intercambiadores decalor, hornos) ; líneas taponadas ; reactores taponados .
V Falla de operación (error)—Apertura y cierre de válvulas equivocadas .
Postgrado Ingeniería de Procesos Petroquímicos
1 4
PDVSA_ aED
Seguridad en Diseño : Cálculo de Válvula de Seguridad
Tipos (cant . . . )
~ Presencia de materiales altamente volátiles (por ejemplo ; agua en la
—Dificultad para aplicar la protección de válvula de alivio de presión .— Tanto de diseño como la operación deberían minimizar esta posibilidad .
Reacciones químicas:
—^Deocontno|^ de temperatura .
— Reacciones de descomposición .
—Tubería "bloqueada" y calentada por trazas de vapor de agua radiació nsola r
— Intercambiador de calor " Bloqueado" en el lado frío cuando el fluj ocontinúa fluyendo en el lado caliente .
Postgrado Ingeniería de Procesos Petroquímicos
1 5
PDVSA
Notas :-4) Que„,~ (1 0
?ISKI,D
~rt
(~. Ga ;'.f_!í
` (
M.-+. .
/
I/
.
( ' F altLl J
c,E)
Seguridad en Diseño: Cálculo de Válvula de Seguridad
Contingencia. (cont. . . )➢ Tipos (cont . . . )✓ De incendio
• Todos los equipos de una planta, en una zona de incendio ; se consideraque son afectados por el fuego.
• Se supone que la tubería y el cableado neumático han sido destruidos .
• Capacidad de alivio .W = Q/L
W = lb/horaQ = calor absorbido/Btu/horaL = calor latente de vaporización, Btu/Ib
Q. 21 .000 F (A) 0 -82 F = f (aislamiento)F = 1 .0 para pared desnud aA = área mojada, piel
• L se evalúa a presión de ajuste + acumulació n
• La acumulación para el fuego es de 21% .
Postgrado Ingeniería de Procesos Petroquímicos
16
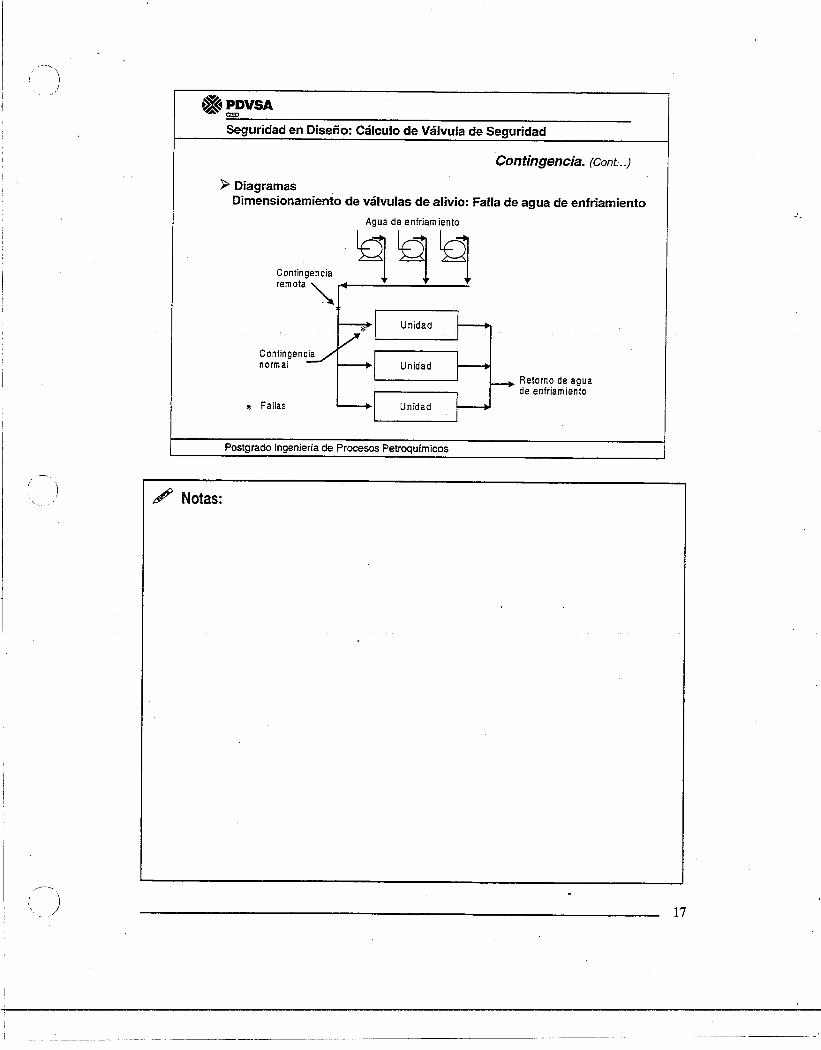
Notas :
O PDVSAcum
Seguridad en Diseño : Cálculo de Válvula de Segurida d
Contingencia. (Cont. . .)
Diagrama sDimensionamiento de válvulas de alivio : Falla de agua de enfriamient o
Agua de enfriamiento
Contingenci aremota
4
Unidad o-
Contingencianormal
Retorno de agu ade enfriamiento
* Fallas
Unida d
Postgrado Ingeniería de Procesos Petroquímicos
Unidad
17
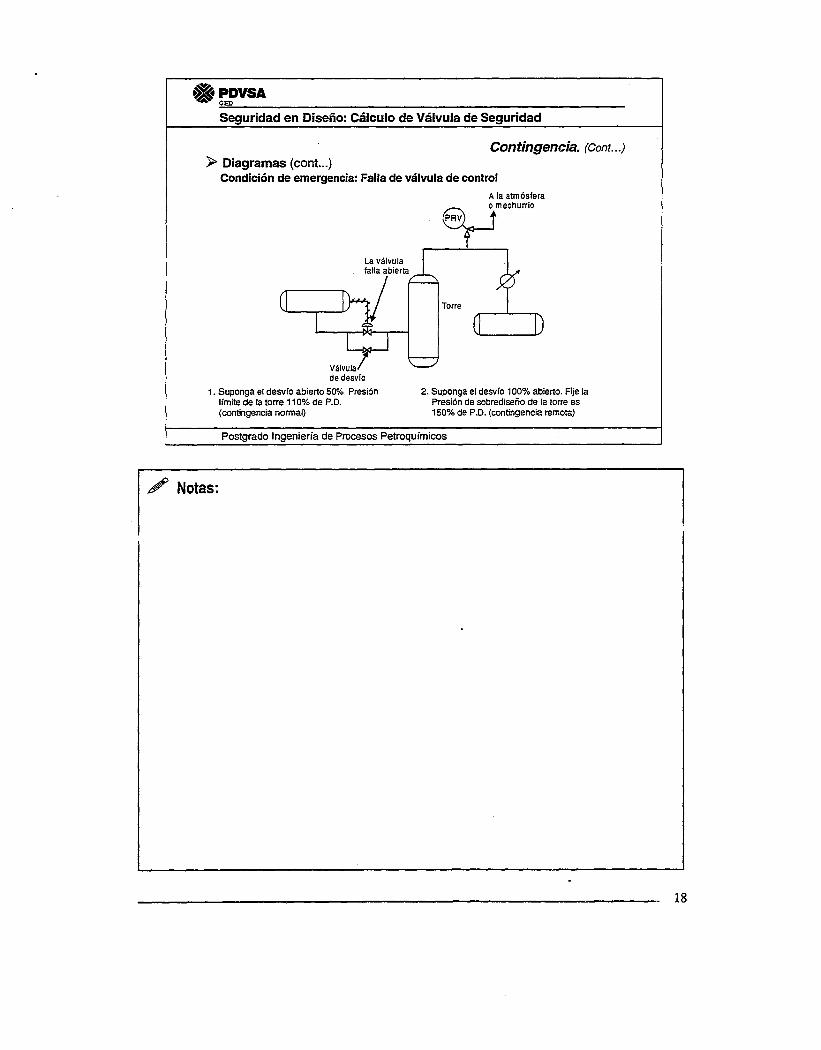
PDVSA
Notas :
CI m
Seguridad en Diseño: Cálculo de Válvula de Seguridad
Contingencia. (Cont. . .)
La válvul afalla abierta
Torre
D
Válvula!de desvio
1 . Suponga el desvío abierto 50% Presión
2. Suponga el desvío 100% abierto . Fije lalímite de la tone 110% de P.D .
Presión de sobrediseño de la torre es(contingencia normal)
150% de P.D . (contingencia remota)
Postgrado Ingeniería de Procesos Petroquímico s
➢ Diagramas (cont. . .)Condición de emergencia : Falla de válvula de control
A la atmósferao mechurrio
18
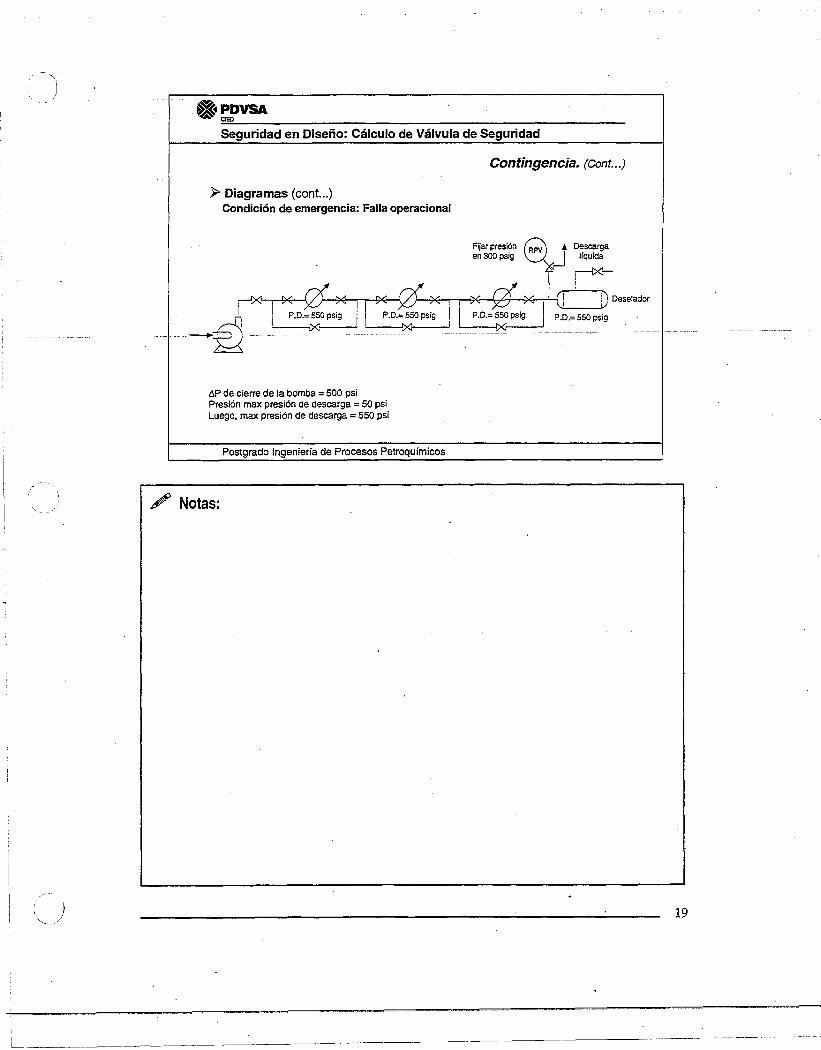
Notas :
PDVSA
Seguridad en Diseño: Cálculo de Válvula de Seguridad
Contingencia . (cont . . )
Diagramas (cont . . . )Condición de emergencia : Falla operaciona l
óP de cierre de la bomba = 500 psiPresión max presión de descarga = 50 psiLuego, max presión de descarga = 550 ps i
Postgrado Ingeniería de Procesos Petroquímicos
en 300 psigFijar presión
Descargalíquida
00<-■
) Deselador
P .D.= 550 psig
P .D .= 550 psig
1 9
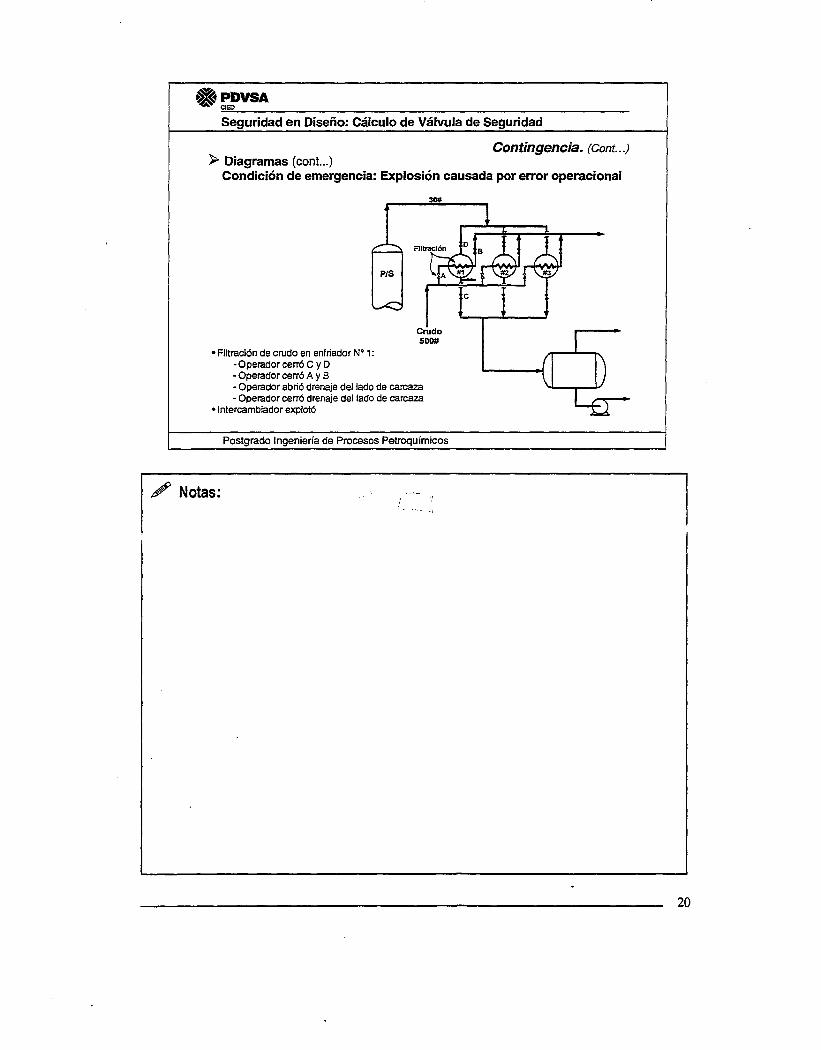
X~ P~DVSA
Seguridad en Diseño: Cálculo de Válvula de Seguridad
Contingencia. (cont. . .)
Notas :
➢ Diagramas (cont . . . )Condición de emergencia: Explosión causada por error operaciona l
Crudo500#
• Filtración de crudo en enfriador N° 1 :-Operador cerró C y D- Operador cerró A y B- Operador abrió drenaje del lado de carcaza- Operador cerró drenaje del lado de carcaza
• Intercambiador explotó
Postgrado Ingeniería de Procesos Petroquímicos
20
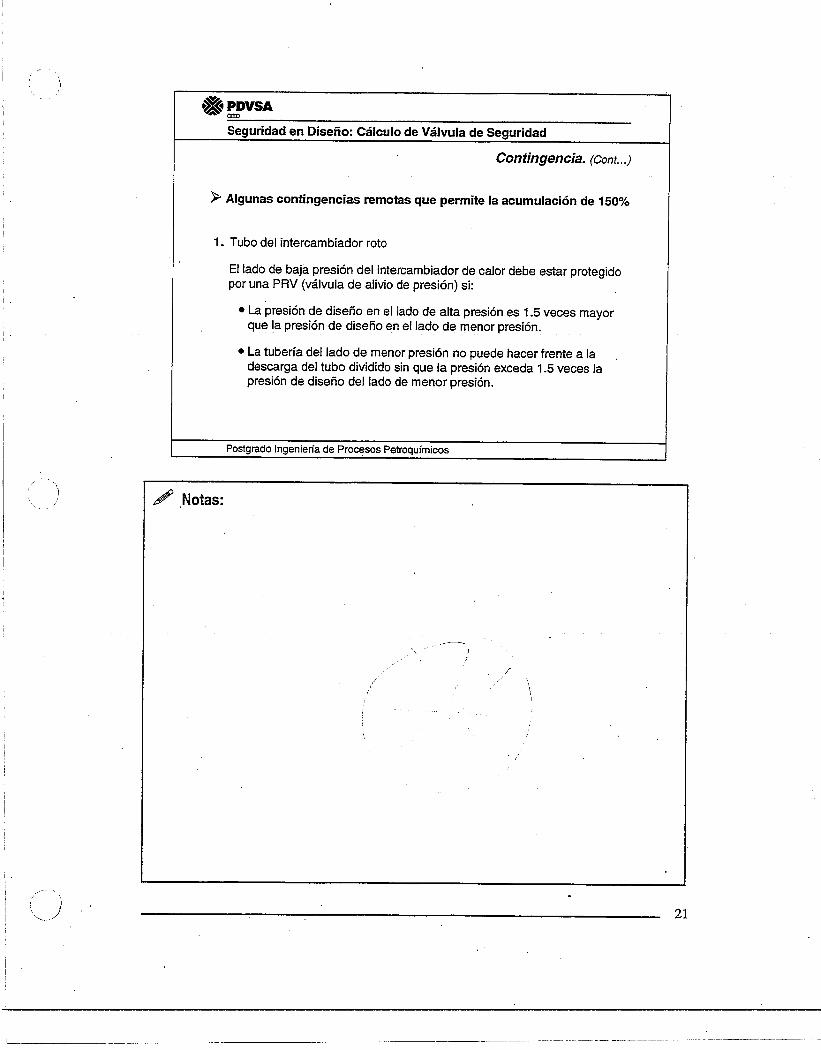
PDVSA~Seguridad en Diseño : Cálculo de Válvula de Seguridad
Contingencia . (Cont. . . )
i Algunas contingencias remotas que permite la acumulación de 150%
1 . Tubo del intercambiador roto
El lado de baja presión del intercambiador de calor debe estar protegidopor una PRV (válvula de alivio de presión) si :
• La presión de diseño en el lado de alta presión es 1 .5 veces mayo rque la presión de diseño en el lado de menor presión .
• La tubería del lado de menor presión no puede hacer frente a l adescarga del tubo dividido sin que la presión exceda 1 .5 veces l apresión de diseño del !ado de menor presión .
Postgrado Ingeniería de Procesos Petroquímicos
21
+)~~ PDVSAam
Seguridad en Diseño : Cálculo de Válvula de Segurida d
Contingencia. (Cont . .)
Notas:
➢ Algunas contingencias remotas que permite la acumulación de 150 %(cont. . )
2. Mala operación de una válvula sellada abierta/cerrada (CSO, CSC)
3. "Taponamiento" del reactor de lecho fijo
4. Contingencias "doble" con alguna interrelación remota (por ejemplo ,una válvula de control de falla abierta con el desvío o "Bypass" 100%abierto) .
Postgrado Ingeniería de Procesos Petroquímicos
22
Notas :
PDVSA~Seguridad en Diseño : Cálculo de Válvula de Segurida d
Contingencia especiale s
✓ La presencia de materiales altamente volátiles (e.g . agua en l aalimentación )
- Dificultad para aplicarle protección a la válvula de alivio de presión .- El diseño / operación debería minimizar la probabilidad de ocurrenci a
de este evento .
V Reacciones Químicas- Disparos incontrolables de temperatura- Reacciones de descomposición .
Expansión Térmica- Calentamiento y bloqueo de tuberías por trazas de vapor y/o
radiación solar.- Bloqueo en el intercambiador de calor del lado frío, con flujo continu o
en el lado caliente .
Postgrado Ingeniería de Procesos Petroquímicos
23
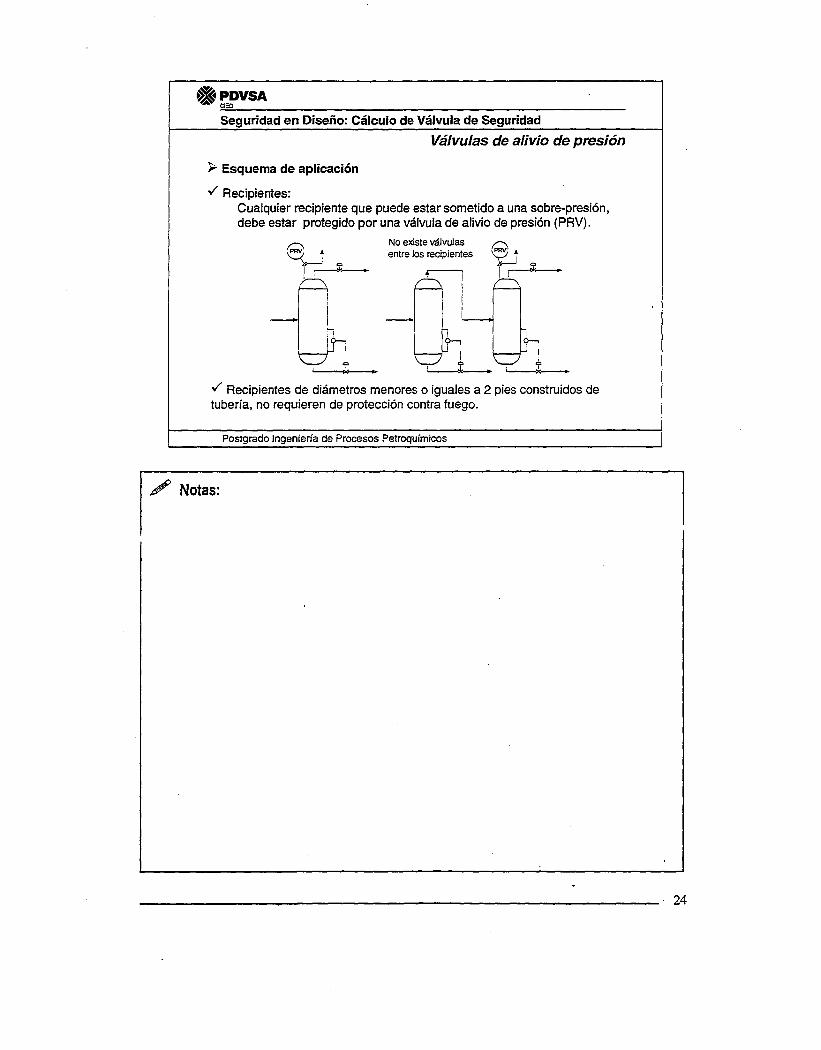
PDVSA
Notas :
CIED
Seguridad en Diseño : Cálculo de Válvula de Segurida d
Válvulas de alivio de presión
Esquema de aplicación
✓ Recipientes :Cualquier recipiente que puede estar sometido a una sobre-presión ,debe estar protegido por una válvula de alivio de presión (PRV) .
No existe válvulasv^RV •
entre los recipientes
;'V •
`--~
` j ---d,_—•
V Recipientes de diámetros menores o iguales a 2 pies construidos detubería, no requieren de protección contra fuego .
Postgrado Ingeniería de Procesos Petroquímicos
. 24
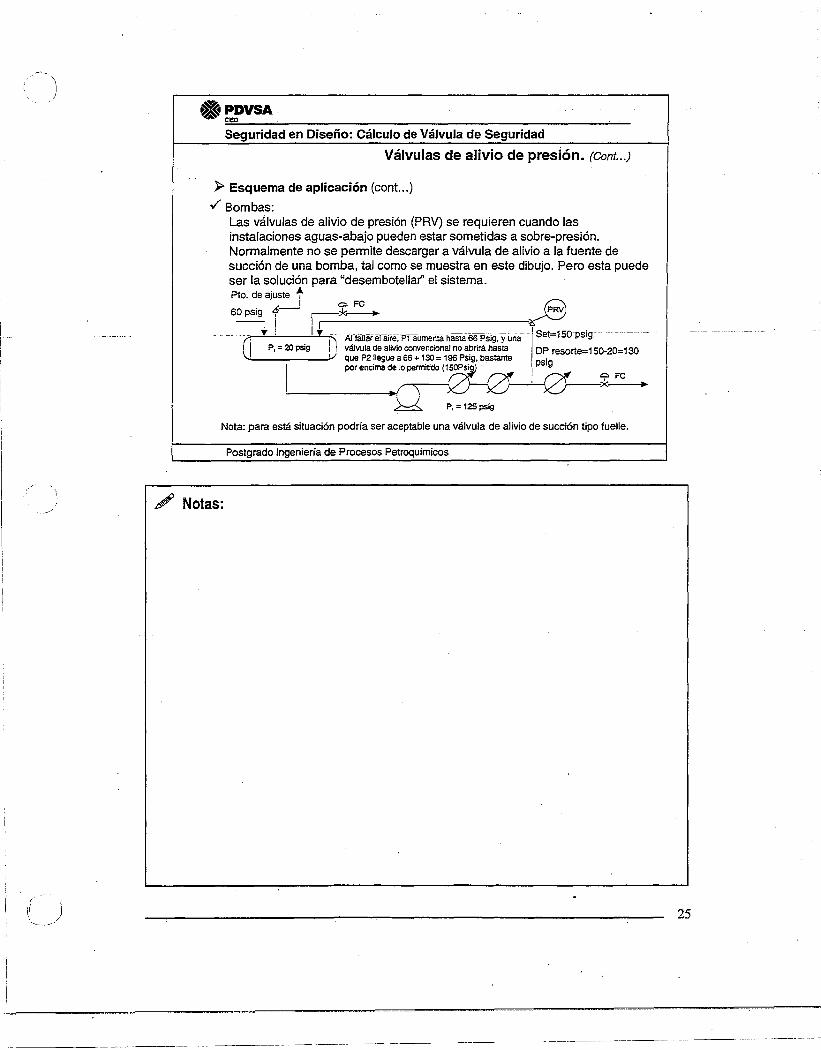
PDVSA
Notas:
Seguridad en Diseño: Cálculo de Válvula de Segurida d
Válvulas de alivio de presión . (Cant. . .)
➢ Esquema de aplicación (cont. . . )
✓ Bombas :Las válvulas de alivio de presión (PRV) se requieren cuando la sinstalaciones aguas-abajo pueden estar sometidas a sobre-presión .Normalmente no se permite descargar a válvula de alivio a la fuente d esucción de una bomba, tal como se muestra en este dibujo . Pero esta puedeser la solución para "desembotellar" el sistema .Pto . de ajuste
60 psig 4
c F--a
I
AI fallar el aire, P1 aumenta hasta 66 Psig, y unaP, = 20 psig
1 válvula de alivio convencional no abrirá hasta1-1 que P2 llegue a 66 + 130 = 196 Psig, bastant e
por encima de lo permitido (15OPsi •
P, = 125 psig
Nota: para está situación podría ser aceptable una válvula de alivio de succión tipo fuelle .
Postgrado Ingeniería de Procesos Petroquímicos
Set=150 psig.
DP reso rte – 150-20=130
psi g
I I 0
25
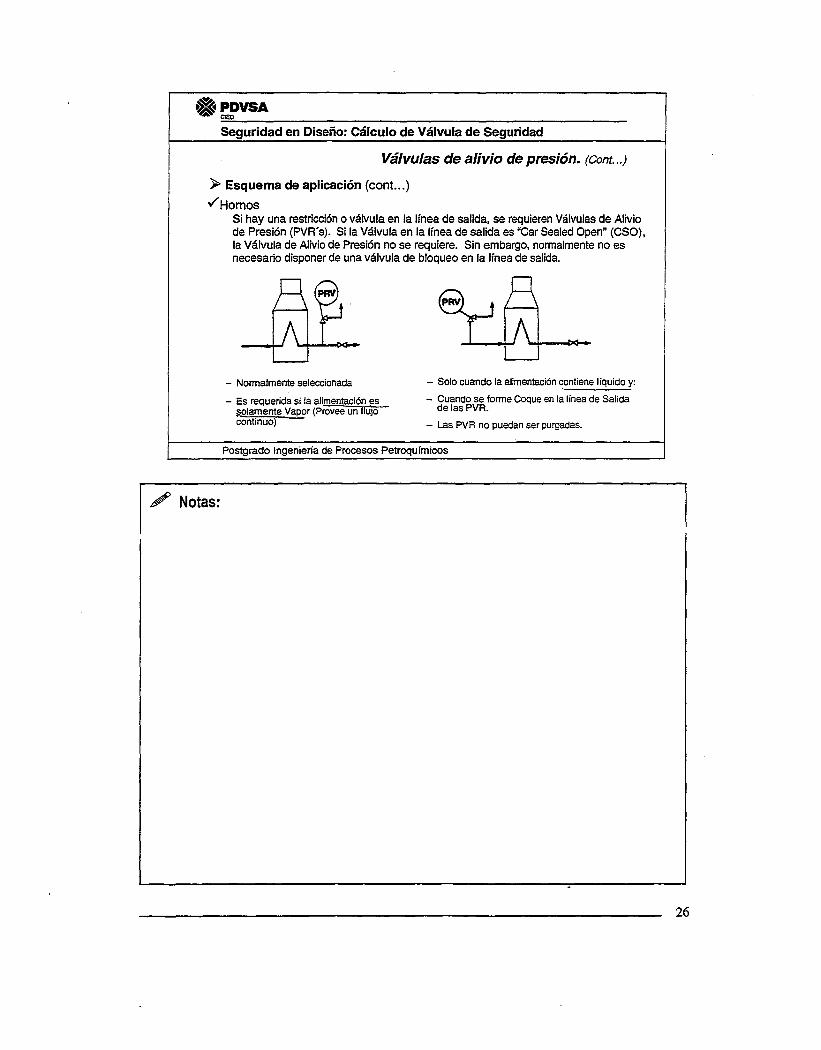
Notas:
PDVSA
Seguridad en Diseño: Cálculo de Válvula de Segurida d
Válvulas de alivio de presión. (Cont. . . )
➢ Esquema de aplicación (cont . . . )
"HornosSi hay una restricción o válvula en la línea de salida, se requieren Válvulas de Alivi ode Presión (PVR's). Si la Válvula en la línea de salida es "Car Sealed Open" (CSO) ,la Válvula de Alivio de Presión no se requiere . Sin embargo, normalmente no esnecesario disponer de una válvula de bloqueo en la línea de salida .
— Normalmente seleccionad a
—Es requerida si la alimentación essolamente Vapor (Provee un flujocontinuo)
—
— Solo cuando la alimentación contiene líquido y :
— Cuando se forme Coque en la línea de Salidade las PVR.
— Las PVR no puedan ser purgadas .
Postgrado Ingeniería de Procesos Petroquímicos
26
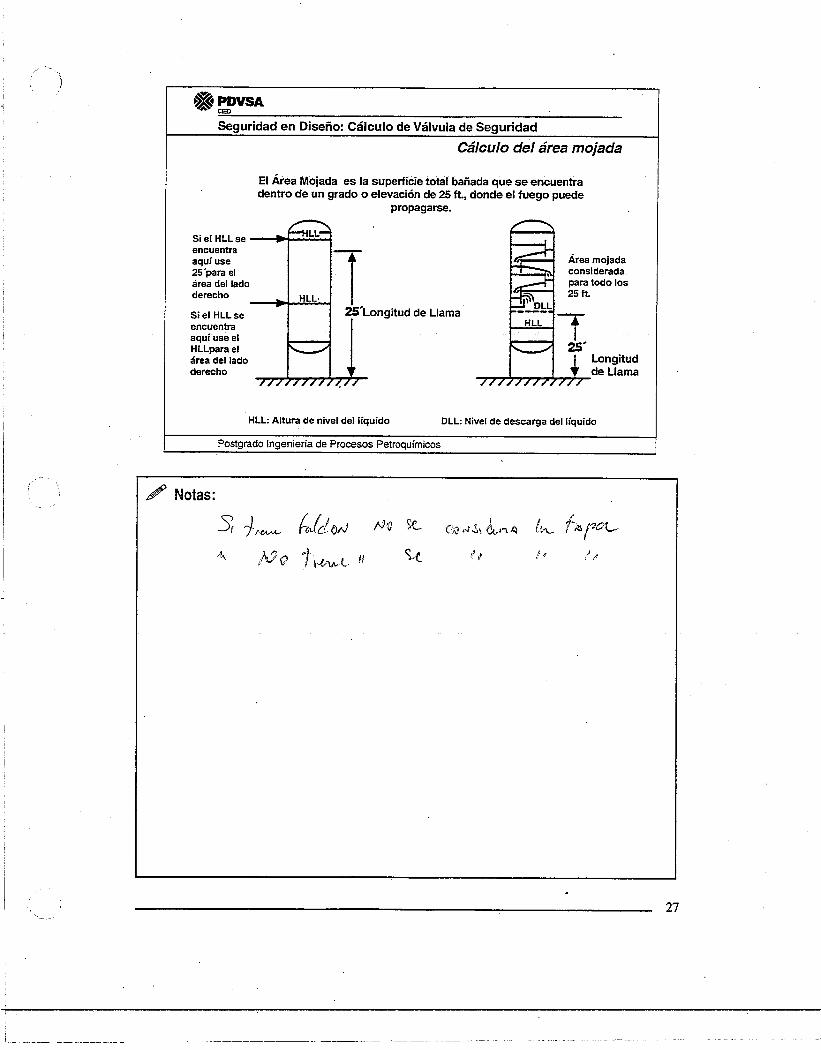
* PDVSAC1ED
Seguridad en Diseño: Cálculo de VáIvula de Seguridad
Cálculo del área mojada
El Área Mojadá es la superficie total bafiada que se encuentradentro de un grado o elevación de 25 ft., donde el fuego puede
propagarse.
Si el HLL s eencuentraaquí use25"para elárea del ladoderech o
Si el HLLseencuentraa4tif- tite e lHLLpara e lárea del lad oderecho
HLL: Altura de nivel del líquido
DLL: Nivel de descarga del líquido
Postgrado Ingeniería de Procesos Petroquímicos
Motas :
(n-QoA.1
W---
eq. ,,l' ,
1-14,. .L .
27
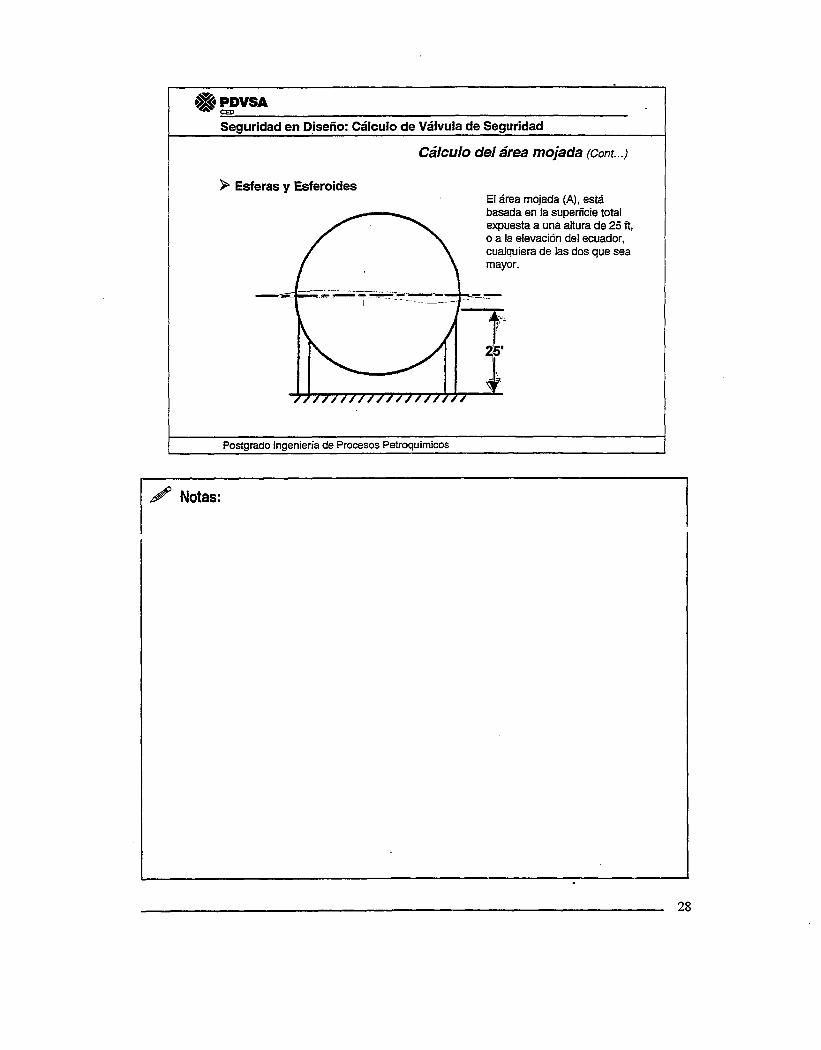
Notas :
►~~ PDVSA
Seguridad en Diseño : Cálculo de Válvula de Segurida d
Cálculo del área mojada (cont. . .)
➢ Esferas y Esferoides
Postgrado Ingeniería de Procesos Petroquímicos
El área mojada (A), estábasada en la superficie tota lexpuesta a una altura de 25 ft,o a la elevación del ecuador ,cualquiera de las dos que seamayor.
28
*Contenido
Escriba aquí la introducción a la tabla de los Ejercicios
1 Problema # 1 Diseño de Platos Perforados . Paste I2 Problema # 1 Diseño de Platos Perforados . Parte 2 . Discusión
3 Problema # 2Cálculo de Compresor Centrifugo . Parte 14 Problema # 2 . Cálculo de Compresor Centrífugo . Parte 2 . Procedimiento
5 Problema # 2. Cálculo de Compresor. Solución

Problema # 1 Diseño de Platos Perforados. Parte 1
INSTRUCCIONES :
Vamos a diseñar Platos Perforados nuevos de una depentanizadora basad oen el sumario de cargas a los platos adjunto .
En los próximos 10 minutos, reunidos en equipo, se debe analizar y discuti rlos siguientes aspectos :
1. En cuál Plato debe ser basado el diseñ o
2. Qué tipo de platos pudieran ser usado s
R flR12 "('"',.na! ada
^1~e-ra e4'vr1
~^ - - r ~
J' _. .~` r + .w v.. vvu e ..e ■.d ♦.e e:;aveve e me, 6,®16d42 t 46dGPI N
nombrará un relator para expresar las conclusiones del equipo . Recuerden ,para el desarrollo de la actividad se dispondrá de 10 minutos
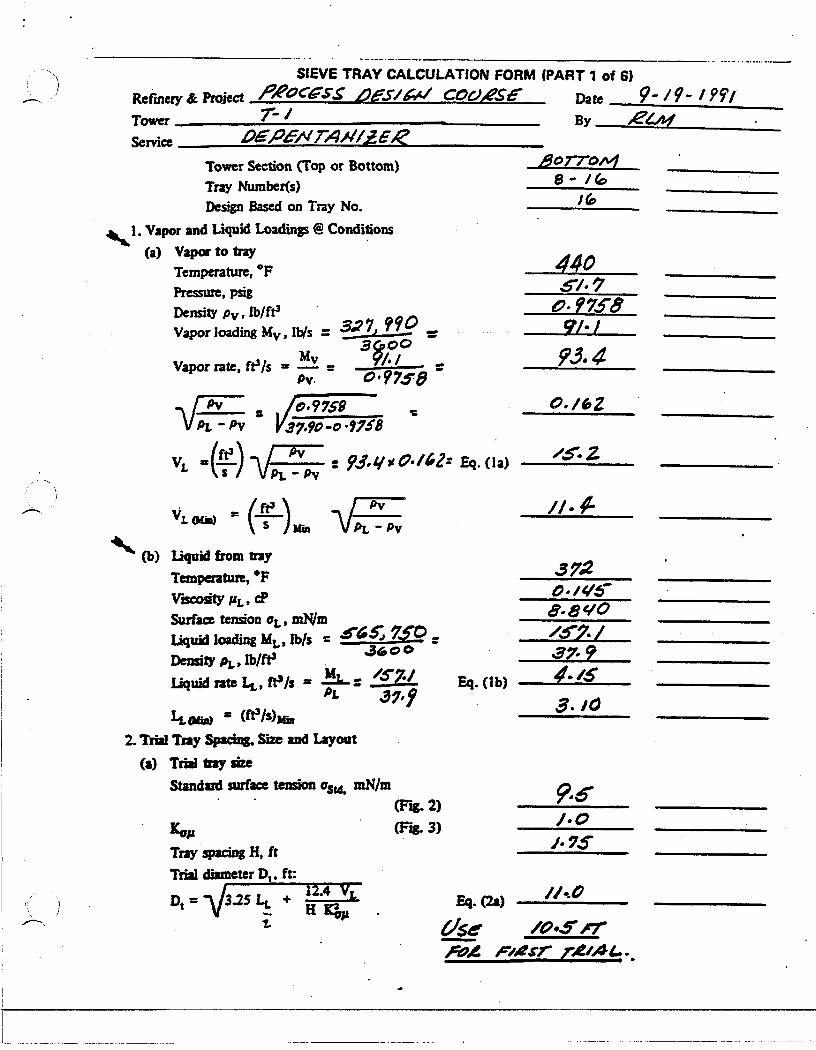
SIEVE TRAY CALCULATION FORM {PART 1 of 6 )Refinery & Project /,QOCEss DES/64/cOV,esf
Date 9- /9- / P9/Tower
/
By ,e'tAiService DEpE/vTA/i/jER
Tower Section (Top or Bottom )Tray Number(s)Design Based on Tray No.
4..2 . Vapor and Liquid Loadings @ Conditions(a) Vapor to tray
Temperature, °F
S/•Pressure, psisDensity Pv , lb/ft3 0 . 9758
Vapor loading Mv, Ib/s = 307 99ó _ 4/•i
Vapor rate, ft3/s = My
?
/Pv.
7x8
-~ o.97sBPL - Pv
37.90-v .9718
VL4—3)
/ 1'v = 9J•yxO•/61- Eq . (la) mss'ZPt. - Pv
_ ft'
PvVL ow
( s H"in -\/PL - PV
372.O • iNSr8•8y0/d:7-37- ,
Eq. (lb) ,
1• ~S
3 . / 0
9•s/•o!•7S
Eq. (2a) //-D
ase
/0•5'Pa's,"r.e%44. . .
BoTToM8- /(o
/(o
440
93. 4
0./6Z
// A
(b) Liquid from trayTemperature, °FViscosity ;IL , cPSurface tension oL , mN/mLiquid loading ML , Ibis c SGS, 7,50 eDensity g, , lb/ft'
36 0 0
Liquid rate LL, ft'/s =
::P37,9
Lt. oaza = (ft3/s)j
2. Trial Tray Spacing. Size and Layout
(a) Trial tray weStandard surface tension ash mN/m
(Fig. 2)(Fig. 3)Kap
Tray spacing ftTrial diameter Dt , ft :
Dr =V
315 LL + HH $
..V
Z
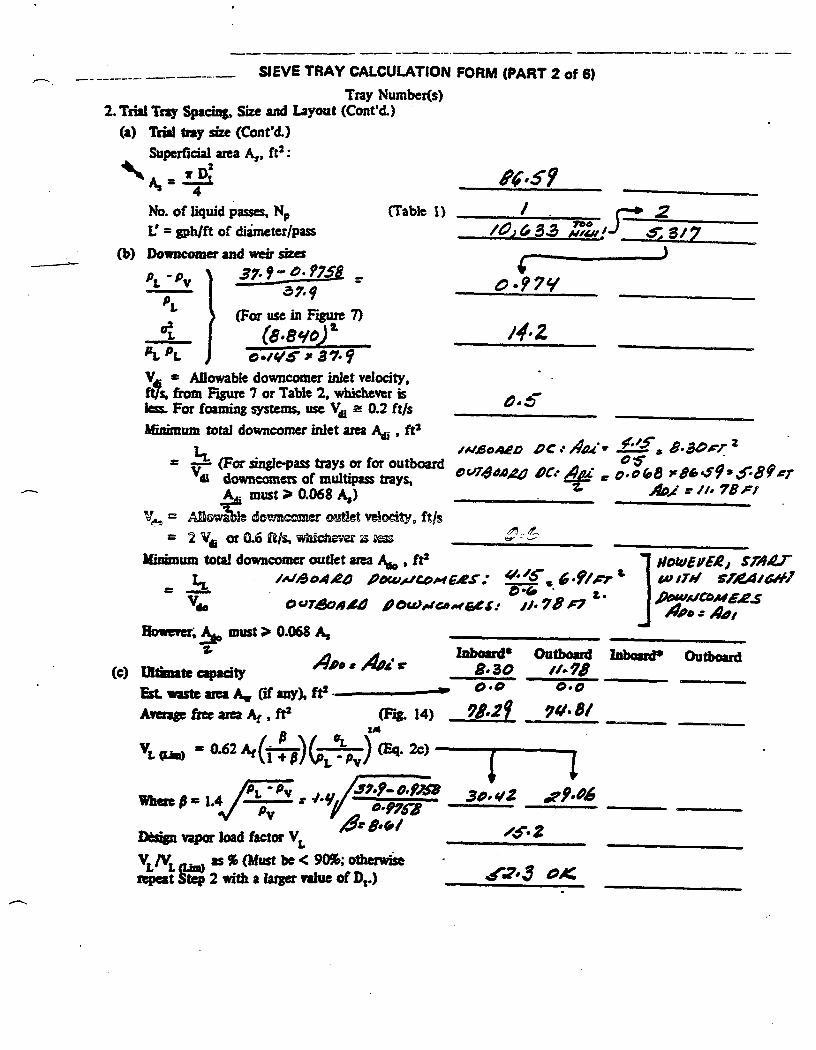
SIEVE TRAY CALCULATION FORM (PART 2 of 6 )Tray Number(s)
2. Trial Tray Spacing, Size and Layout (Cont'd . )(a) Trial tray size (Cont'd.)
Superficial area As , ft= :
As = BS4
No. of liquid passes, Np
(Table I) / r+2L' = gph/ft of diameter/pass /o,a33 =If s,3/7
(b) Downeomer and weir sizes
39. 9 ° o• 975
(For use in Figure 7)
(8 . 8yo) tsPt. PL
oQL
•/‘/s 37.9
NotvFYEiQ, STAQ1®wiTi,/ sT,eA/c/i1A01wacoME.es
i/Oo - Ao/
Inboard* Outboard Inboards Outboard8. 30 //-0-c
o. o
(Fig. 14)
98,ZQ 7t/ 8/
>rVL t~ = 0.62 At ¡¡ll + ~/ ~PL PV) (Eq. 2c)
VL jYL ~ as % (Must be < 90%; otherwiserepeat Step 2 with a larger value of De.)
(For single-pass trays or for outboardVat downcamers of multipass trays,
A - must > 0.068 As)
Ve,
Aálow lc down er outlet velocity, ft/ s= 2 Vsu or 0.6 fit/s, whichever ra cess
Minimum total downcomer outlet area A , ft =/A49 o4 4O Dow,acoor EA'S o6% 6 .9/Fr
Va,
OU7 QA.cd oouv,.tce..eaes. //.78F7 L .
However; N, must > 0.068 Asz
(c) Ultimate amity
ADe . ~os r
Eat waste area A„ (if any), ft=
Avenge free area At , fir
PL
= Allowable downcomer inlet velocity ,ft%s, from Figure 7 or Table 2, whichever isless . For foaming systems, use Vm 0.2 ft/sMinimum total downcomer inlet area Aa; , ft'
pL -pV
k
Ns.' - ~.-
/4•z
)
/N.6oAteD DC C /fa r 1....f:-/.fa 8•30F1 2
Oc/T.90.0,¢p 0G d.a: r 0 .068 ~86vr9' .58~/'~TZ
AD.i = /i• 78'1
s
~
l
Where 1.4 PL. pV_ ~.y 3r•9— O-M'8 30• 4/Z .79•46o,pr
976.8
Design vapor load factor VL
h98•G!
íS. 2
s?.3o,r
~_e
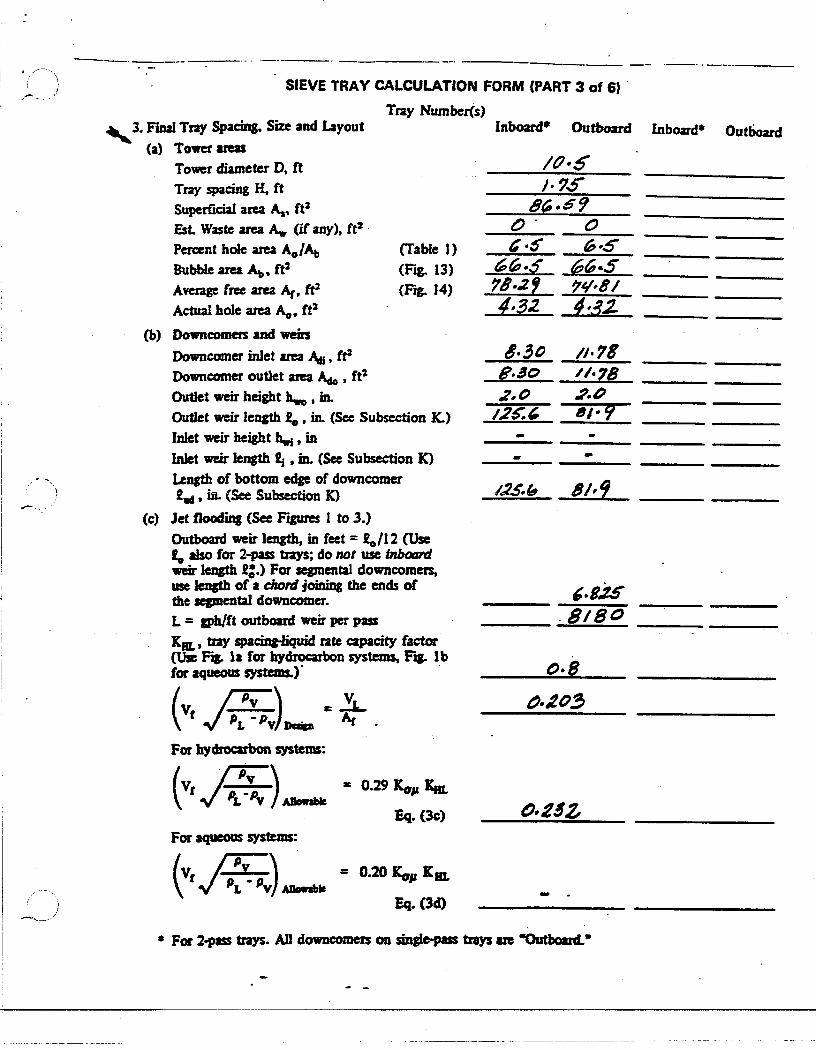
SIEVE TRAY CALCULATION FORM (PART 3 of 6 )Tray Number(s )
446,3. Final Tray Spacing, Size and Layout(a) Tower area
Tower diameter D, ftTray spacing H, ftSuperficial area As, ft2Est. Waste area
(if any), ft2Percent hole area A ./Ab
(Table 1 )Bubble area Ab, ft2
(Fig. 13)Average free area Af, k2
(Fig. 14)Actual hole area A,,, ft'
Inboard* Outboard Inboard* Outboard
/O•S
J• 9S
8~•59
O •S. . O
G 6 •5(o(o•S 66•5
7y8í-
78.29
4•3Z 4 :42-(b) Downcomers and weirs
Downcomer inlet area Adi , ft 2Downcomer outlet area Ado , ft2Outlet weir height
, in.Outlet weir length go , in. (See Subsection K.)Inlet weir height h,,i , inInlet weir length Y i , in. (See Subsection K)Length of bottom edge of downcomerí!,d , in. (See Subsection K)
(c) Jet flooding (See Figures 1 to 3.)Outboard weir length, in feet = 2,/12 (Use£o also for 2-pass trays ; do not use inboardweir length &I.) For segmental downcomers,use length of a chord joining the ends ofthe segmental downcomer.L = gph/ft outboard weir per pars
8/80
KH, , tray spacing-liquid rate capacity factor(Use Fig. la for hydrocarbon systems, Fig . lbfor aqueous systems.) .fpyVt
pL - pV Daman
8.3o ii•98
$.30 //. 9$z o a•O/2f.í
e/•
/ás.4 8/•9
6 .92$
For hydrocarbon systems:
pvpL -PV Allowable
= 0.29 Kali KHL
Eq. (3c) O•ZJZ
For aqueous systems:
= 0.20 Kvp Kam,~-(Vfj—L QV Allowable
Eq. (3d)
s For 2-pass trays. All downcomers on single-pass trays are `Outboard .'
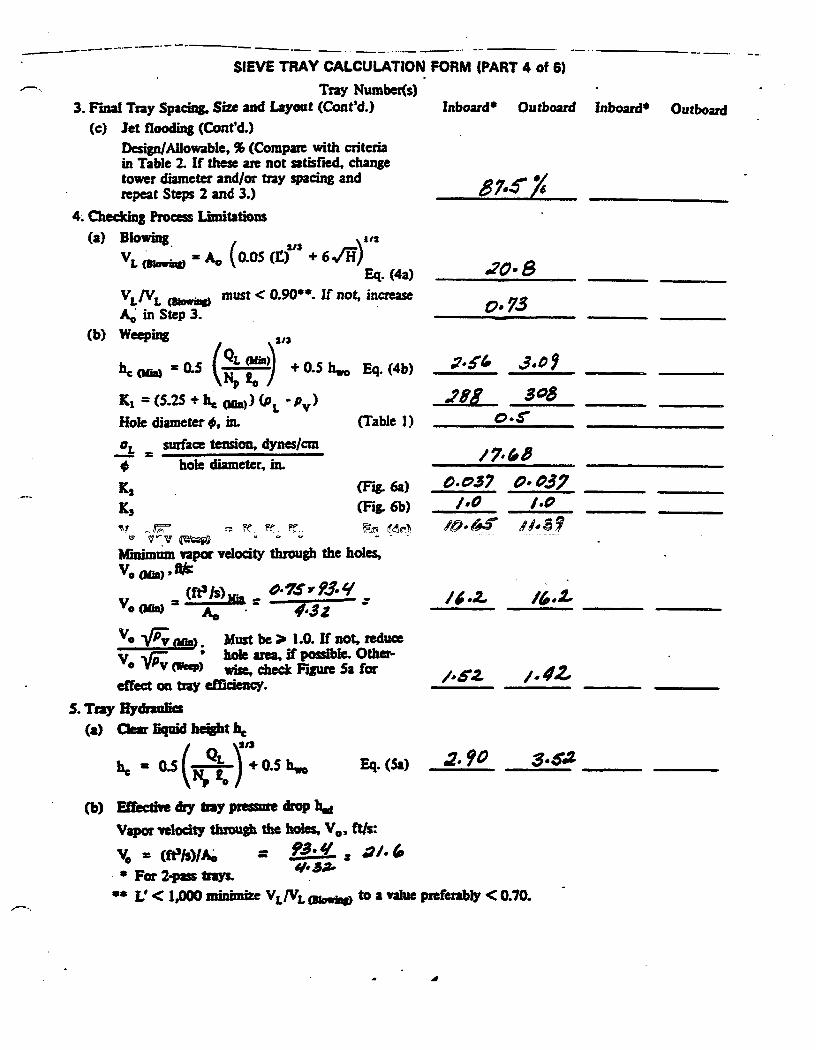
SIEVE TRAY CALCULATION FORM (PART 4 of 6 )
Tray Number(s)3. Final Tray Spacing. Size and Layout (Coned.)
Inboards Outboard Inboards Outboard(c) Jet flooding (Cont'd .)
Design/Allowable, % (Compare with criteriain Table 2. If these are not satisfied, chang etower diameter and/or tray spacing andrepeat Steps 2 and 3 .)
4. Checking Process Limitations(a)
Blowing ,\
1nV
VL (sowing) = A. 1 0.05 (t) 3 + 6 ✓H)
Eq. (4a) .70. 8
VL /VL (Blowing)
Ao in Step 3 .
We i
must < 0.90ss. If not, increasea. 73
(b)
he ~ =a5(QL ~'
+0.5h,„° Eq. (4b) a•s‘ 340 5
Kl = (5.25 + hc
(PL ° pv )tom) ) .788 308Hole diameter
in . (Table I) D •S
QL
surface tension, dynes/cm/748
0
hole diameter, in .
K2 (Fig. 6a) 0.037 O. 037
K3
v (f)
°
(Fig. 6b)Rer.71
/.0 /.0
®O•~
®®-a 9
Minimum vapor velocity through the holes,
Vo (haw , flit
(ft'Is),~„ O•ÍS9.f--v (Ube _ -
Ma a°
Ao
•3Z
Vo v~? . Must be > 1 .0. If not, reduce
hole area, if possible. Other-V° v (weep) wise, check Figure Sa foreffect on tray efficiency.
5. Tray Hydraulics
(a) Clear Squid height heItsh~ = 0.5
+ 0.5 h„°
Eq. (Sa)
(b) Effective dry day pressure drop b, d
Vapor velocity through the holes, Ve , ft/s:
*3i
♦` .z
/6.Z
/-ez
/• Q•Z
• For 2-pass trays.
•s L' < 1,000 minimize VL/VL amine to a value preferably < 0.70.
.Z•90
3•S.2
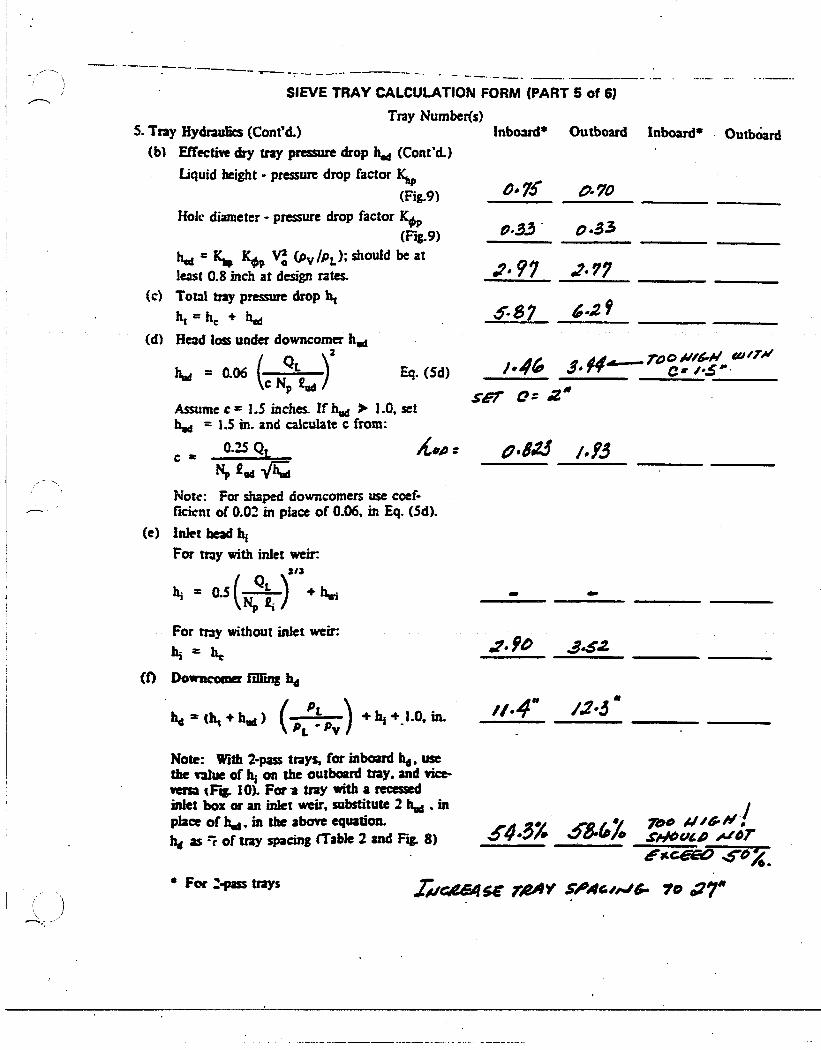
SIEVE TRAY CALCULATION FORM (PART 5 of 6 )
Tray Number(s )S. Tray Hydraubcs (Cont'd .)
Inboard' Outboard Inboard s Outboard(b) Effective dry tray pressure drop 161 (Cont'd . )
Liquid height - pressure drop factor K
(Fig.9) 0. 7S D• 70
Hole diameter - pressure drop factor K(Fig.9) 0'33 0 '33
hed = Kb, Kip Ya (Pv /PL ); should be at
least 0 .8 inch at design rates. °?• 97 .` 77(c) Total tray pressure drop ht
S7 4-2 9
(d)
h t
he
h e d
Head loss under downcomer I ►„
QL =hiad = 0.06 (—...—-c N
f)
Eq. (Sd)
Assume c = 1 .5 inches. If had > 1 .0, se th, d = 1.5 in. and calculate c from :
0.25 QL
Xdo
Np fad
Note: For shaped downcomers use coef-ficient of 0.02 in place of 0 .06, in Eq. (Sd).
(e) Inlet head hi
For tray with inlet weir
hi =
(..—...–) +14;
For tray without inlet weir:
h
i (f)Downcomer farms hd
hd = tht + h id ) ( P -t 1 + hi + . 1 .0, in.t v
Note: With 2-pass trays, for inboard hd , use
/ • Q(o
3• At'.G_ 7'9°c IbN w1T
w
C
i•3
S~ C'= ~~
a425 ¡.f3
.?• 90 .3.sz
//•4p /.7•3
c=
3/3
the value of hi on the outboard tray, and vice -versa (Fs. 10). Fora tray with a recessedinlet box or an inlet weir, substitute 2 h ed . i nplace of bud , in the above equation.
.
7bo 0/6•// ,hd as of tray spacing (Table 2 and Fig. 8)
é4.3/644 SNbv[D ,J0TEucGEEOS
For :-pass trays
I,vc.0-EA 5E 7R~Y sP.ltc i,•~6. to ¿27"
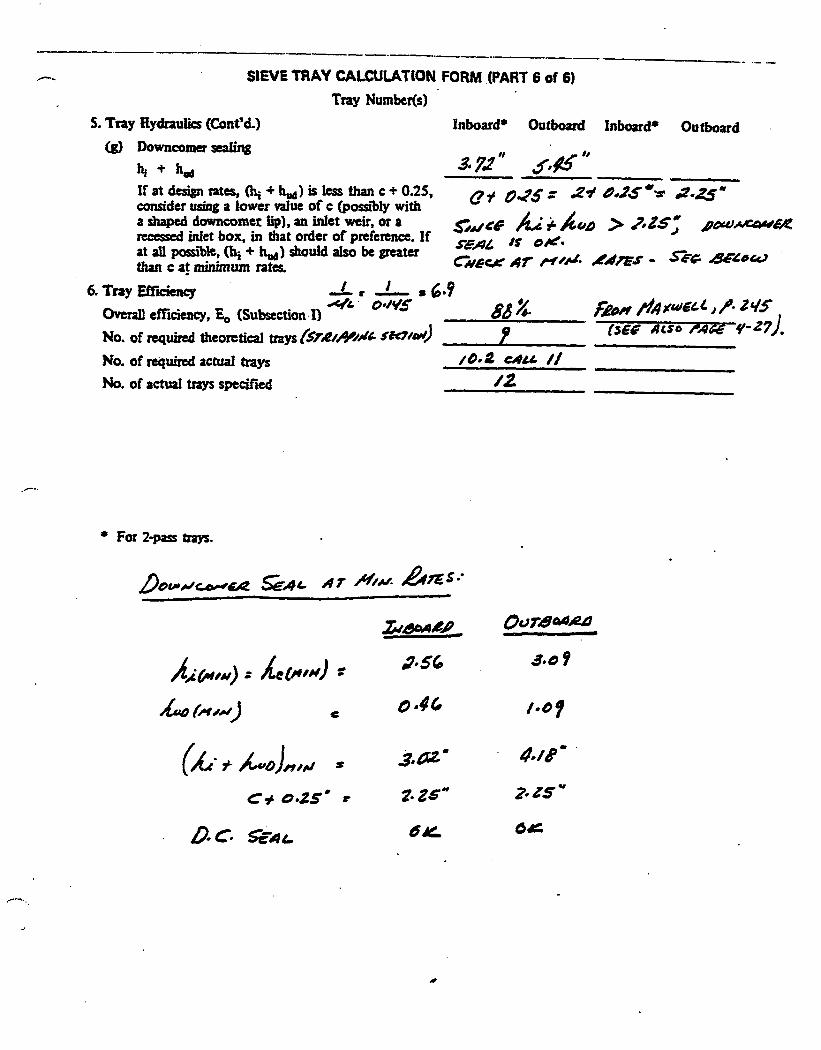
SIEVE TRAY CALCULATION FORM (FART 6 of 6 )
Tray Number(s)
S. Tray Hydraulics (Cont'd .)
Inboard' Outboard InboardsDowncomer seating
hi + hid
If at design rates, (hi + hse) is less than c + 0 .25,consider using a lower value of c (possibly witha shaped downcomet lip), an inlet weir, or arecessed inlet box, in that order of preference . Ifat all possible, (h; + had should also be greaterthan c at minimum rates.
6. Tray Efficiency
L
s 6.9. : ._Overall efficiency, E, (Subsection I)
.044
o'IVS~Ó
% EQo/1 //,qswELC ,/ ZyS
No. of required theoretical trays (ST.¢í,Y/./'sx'mvr) I (Ef Acso /W E f-27J,
No. of required actual trays /0.2 CAti- //
No. of actual trays specified /2
* For 2-pass trays.
Deno.✓c.o. ec0e .SEAL AT /q/. r. ATE S
.~N~ltw0~C1~ Oc)T•Q44.eG
~j
•?• $~0
3.0 9:/Yi~!'ti,v) r L(~'Al)
4otfr..~.j
o •44
/•0 9,.
(Ai,' ~oj.~.,~
31.02"
4.i8
C* o•ZS ' r
Z Zs"
2• tS "ac,D C Sc_s,c .
6x.
Ou!board(g) 3,?1 ►► f•1r
0 f O•.eS .2f 0.25s 4''•_ ,Z.~ .
S..voE /z.c t ievo > ?•ZS.; pow.c.rcyreex
SEAL Js oK.
C-NEc►r At Nia. .,i4TFs - SFG .BF[dcv
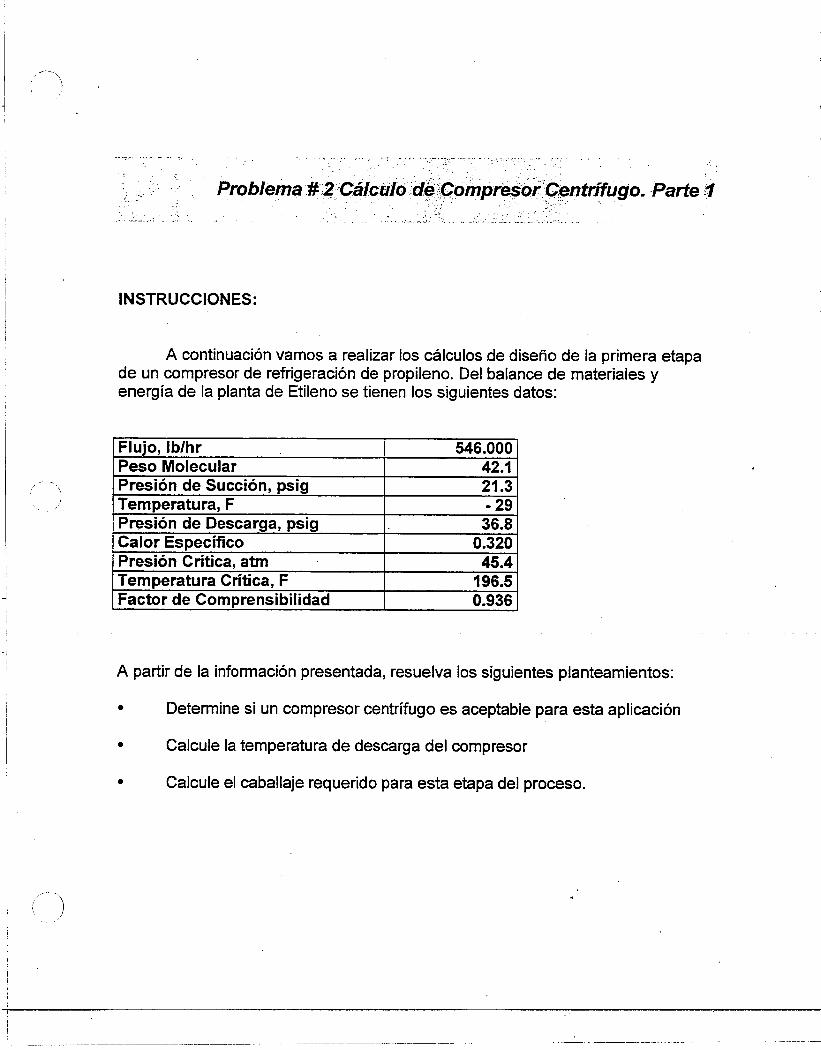
INSTRUCCIONES :
A continuación vamos a realizar los cálculos de diseño de la primera etapade un compresor de refrigeración de propileno . Del balance de materiales yenergía de la planta de Etileno se tienen los siguientes datos :
Flujo, lb/hr 546 .000Peso Molecular 42.1Presión de Succión, psig 21 .3Temperatura, F - 29Presión de Descarga, psig 36.8Calor Específico 0.320Presión Crítica, atm 45.4Temperatura Crítica, F 196 .5Factor de Comprensibilidad 0.936
A partir de la información presentada, resuelva los siguientes planteamientos :
• Determine si un compresor centrífugo es aceptable para esta aplicació n
• Calcule la temperatura de descarga del compreso r
• Calcule el caballaje requerido para esta etapa del proceso .
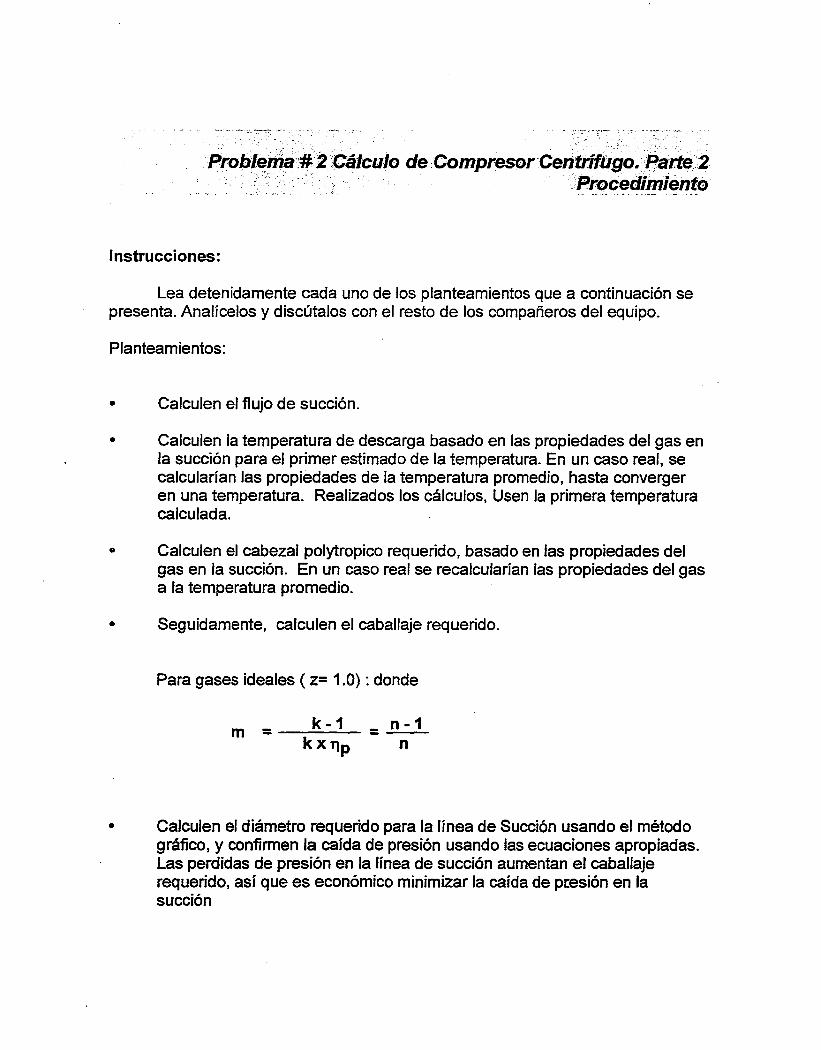
Instrucciones :
Lea detenidamente cada uno de los planteamientos que a continuación sepresenta. Analícelos y discútalos con el resto de los compañeros del equipo .
Planteamientos:
• Calculen el flujo de succión .
• Calculen la temperatura de descarga basado en las propiedades del gas e nla succión para el primer estimado de la temperatura. En un caso real, s ecalcularían las propiedades de la temperatura promedio, hasta convergeren una temperatura . Realizados los cálculos, Usen la primera temperatur acalculada.
• Calculen el cabezal polytropico requerido, basado en las propiedades de lgas en la succión . En un caso real se recalcularían las propiedades del ga sa la temperatura promedio .
• Seguidamente, calculen el caballaje requerido .
Para gases ideales (z= 1 .0) : donde
m = k-1 = n- 1kx rlp
n
• Calculen el diámetro requerido para la línea de Succión usando el métod ográfico, y confirmen la caída de presión usando las ecuaciones apropiadas .Las perdidas de presión en la línea de succión aumentan el caballaj erequerido, así que es económico minimizar la caída de presión en lasucción
Problema #2 Cálculo de Compresor Centrífugo. Parte Procedimiento
Problema # 2 Cálculo de Compresores. Solución
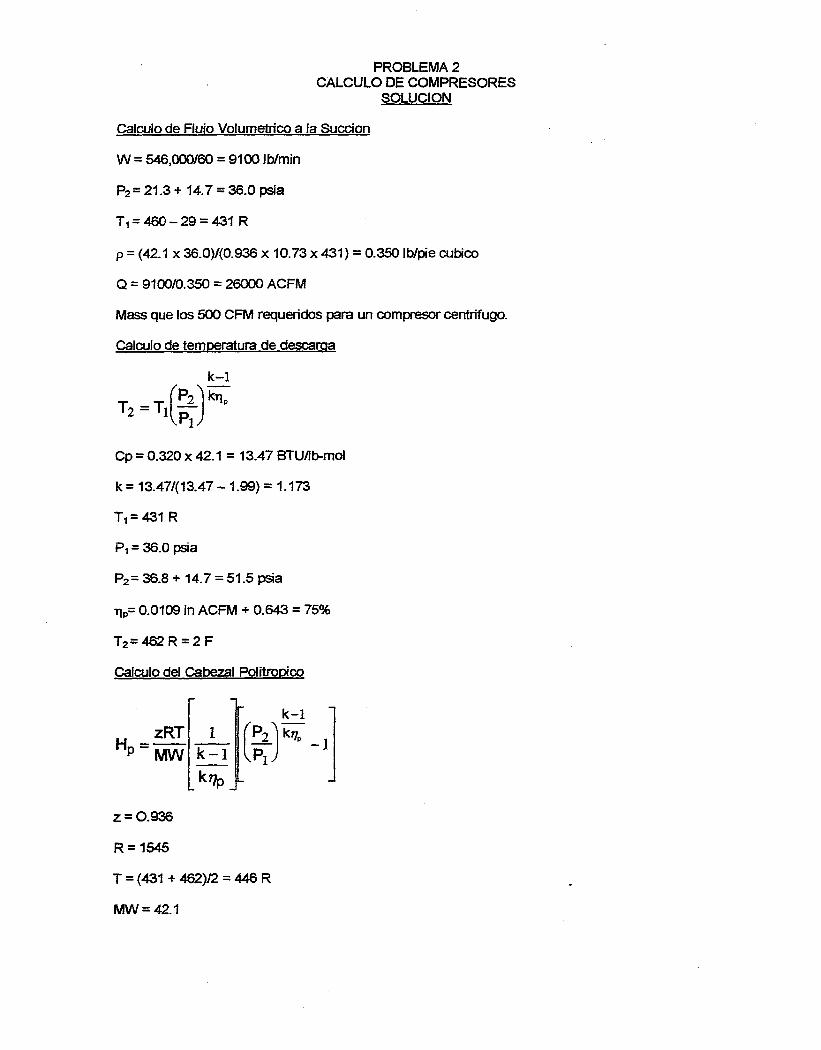
PROBLEMA 2CALCULO DE COMPRESORE S
SOLUCION
Calculo de Flujo Volumetrico a la Succion
W = 546,000/60 = 9100 Ib/mi n
P2 =21 .3+ 14.7=36.0 psia
T 1 =460-29=431 R
p = (42.1 x 36.0)1(0 .936 x 10.73 x 431) = 0.350 lb/pie cubico
Q = 9100/0 .350 = 26000 ACF M
Mass que los 500 CFM requeridos para un compresor centrifugo .
Calculo de temperatura de descarga
k-1P2 kr1
T2 = Ti Pi
Cp = 0 .320 x 42 .1 = 13.47 BTU/lb-mol
k = 13.47/(13.47 - 1 .99) = 1 .173
T 1 =431 R
P, = 36 .0 psia
P2 = 36.8 + 14.7 = 51 .5 psia
rlp=0.0109InACFM +0.643=75%
T2=462R=2 F
CalculodelCabezalPolitropico
k-i
P2 kn° - 1k-1 Pi
krip -
1zRT
z=0.936
R = 1545
T = (431 + 462)12 = 446 R
MW = 42 .1
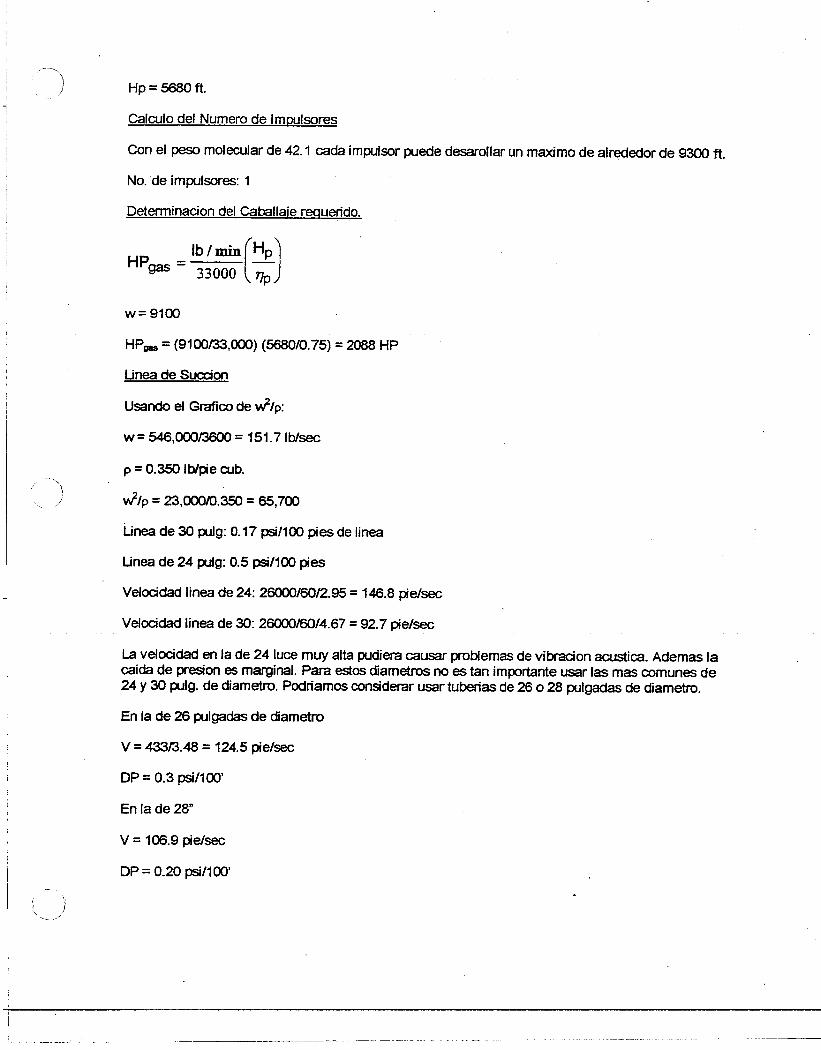
Hp = 5680 ft .
CalculodelNumerodeImpulsores
Con el peso molecular de 42.1 cada impulsor puede desarollar un maxima de alrededor de 9300 ft.
No. de impulsores: 1
Determinacion del Caballaierequerido .
Ib/min Hp 1HPgas _
33000 77p )
w=9100
HPgas = (9100/33,000) (5680/0 .75) = 2088 H P
Linea de Succio n
Usando el Grafico de v► 2/p:
w = 546,000/3600 = 151 .7 lb/sec
p = 0.350 lb/pie cub.
vv2/p = 23,000/0 .350 = 65,700
Linea de 30 pulg : 0 .17 psi/100 pies de linea
Linea de 24 pulg : 0.5 psi/100 pies
Velocidad linea de 24: 26000/60/2.95 = 146.8 pie/sec
Velocidad línea de 30 : 26000/60/4.67 = 92.7 pie/sec
La velocidad en la de 24 luce muy alta pudiera causar problemas de vibracion acustica . Ademas lacalda de presion es marginal . Para estos diametros no es tan importante usar las mas comunes d e24 y 30 pulg . de diametro . Podriamos considerar usar tuberias de 26 0 28 pulgadas de diametro .
En la de 26 pulgadas de diametro
V = 433/3 .48 = 124.5 pie/sec
DP = 0.3 psi/100'
En la de 28 "
V = 106.9 pie/sec
DP = 0.20 psi/100'
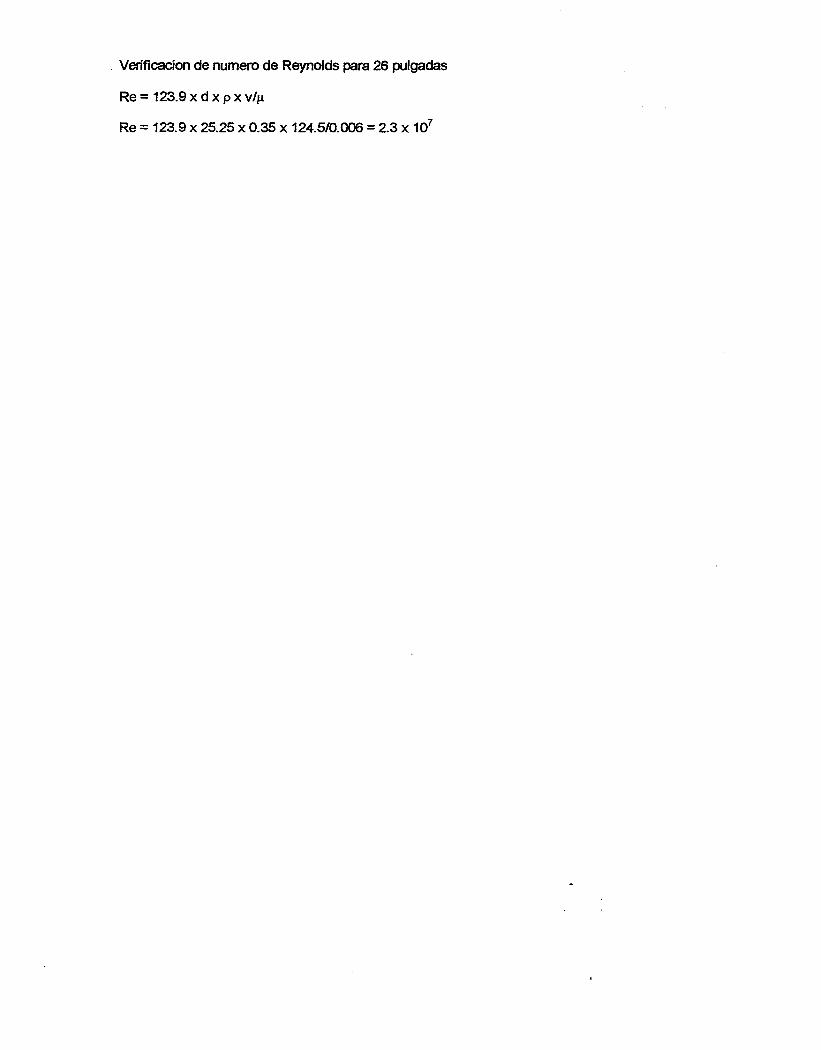
Verificacion de numero de Reynolds para 26 pulgadas
Re=123.9xdxpxv/µ
Re = 123.9 x 25.25 x 0 .35 x 124 .5/0.006=2.3x 10'
~ . ~
0
~
o 0 0 U
a,~a.
~á a.
0 0 0a
q~i
o
V' ~
N
Diseflo de Procesos Petroquímicos
AnexosCapítulo I I
Capítulo U. Destilación: Cálculo de Plato de Destilación
11-1
Diseño de Procesos Petroquímicos
Contenido
Figuras y Tablas• Figure 1 .- Reflux ratio vs . Actual Plates• Figure 2 .- Overall plate efficiency vs .
Fluidity of liquid on plates .• Figure 3 .- Gilliland correlation .• Tabla 1 .- Selección del tipo de plato .
Addendum 2 .4• Selection and Design of Commercia l
Fractionation Equipment
Sección 3-B del MD P
II-2Capítulo II .- Destilación: Cálculo de Plato de Destilación
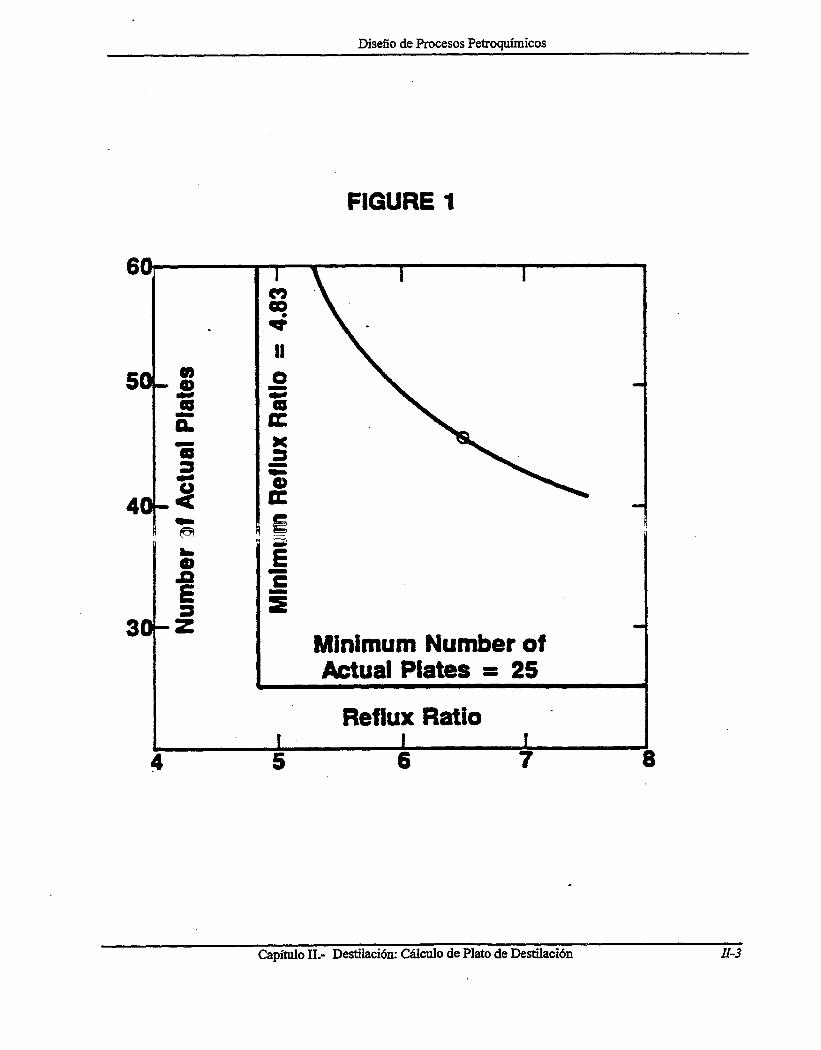
Diseño de Procesos Petroquímicos
FIGURE 1
1
co
er
P..... .CO
to..
O~1sEE 2
Minimum Number o fActual Plates = 25
Reflux Rati oi
4
5
6
7
8
5
4
60,
CC
a~¢
Capítulo I L- Destilación : Cálculo de Plato de Destilación
11-3
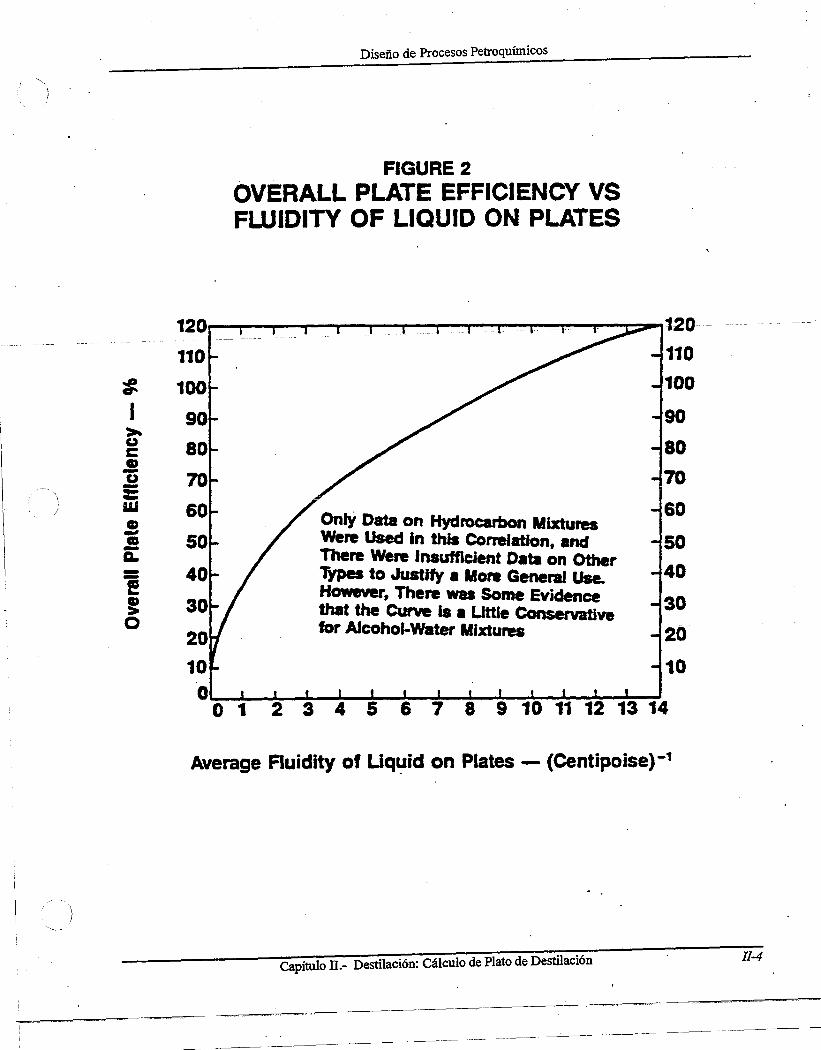
Diseño de Procesos Petroquímicos
FIGURE 2
OVERALL PLATE EFFICIENCY VSFLUIDITY OF LIQUID ON PLATES
Average Fluidity of Liquid on Plates -- (Centipoise)- '
Only Data on Hydrocarbon MixturesWere Used in this Correlation, andThere Were insufficient Data on OtherTypes to Justify a More General Use.However, There was Some Evidencethat the Curve is a Little Conservativefor Alcohol-Water Mixtures
120
11 0
100
90
80
70
60
50
40
30
20
1 0
0 1 2I
t
3t 1 I I 1 1 I I I J4 5 6 7 8 9 10 11 12 13 1 4
S
Capítulo I L- Destilación: Cálculo de Plato de Destilación 11-4
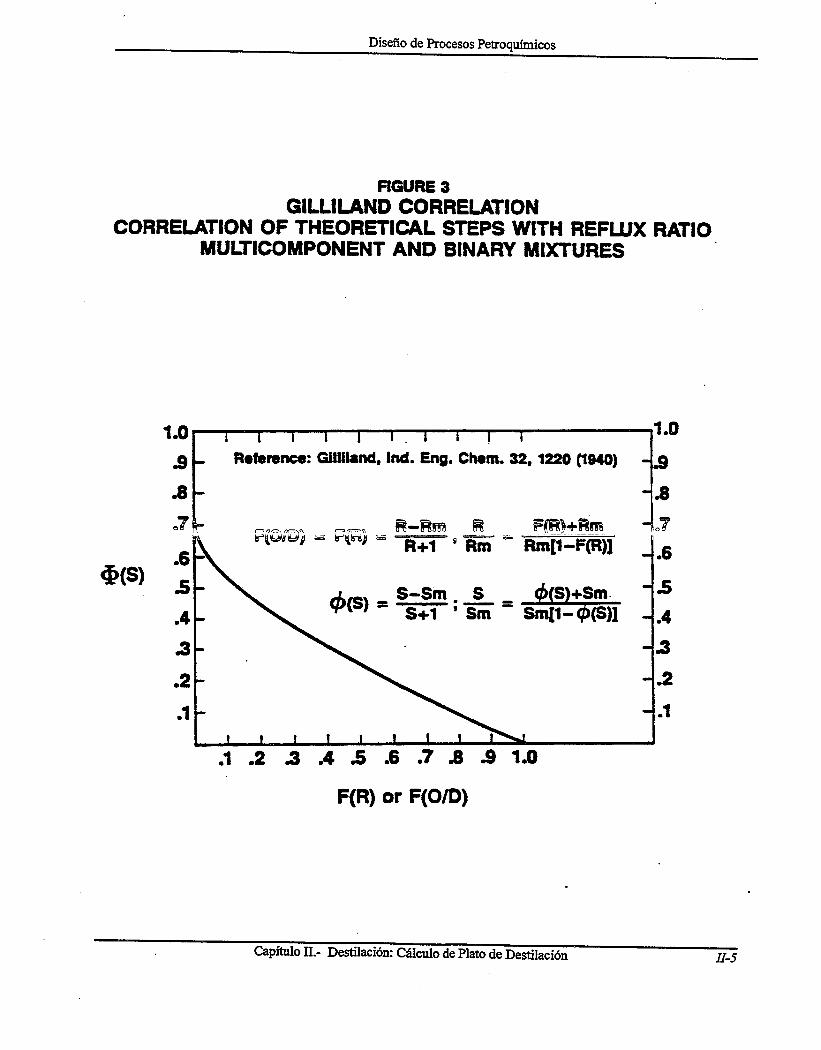
Diseño de Procesos Petroquímico s
FIGURE 3GILLILAND CORRELATIO N
CORRELATION OF THEORETICAL STEPS WITH REFWX RATI OMULTICOMPONENT AND BINARY MIXTURES
CS)
.3 -
\
-~ .3
.2 .3 .4 .5 .6 .7 .8 .9 1 .0
F(R) or F(OID)
1 .0,9
Reference: Gilliland, Ind . Eng. Chem. 32, 1220 (1940)
.8
07
~
R—Rm
F(R)+Re~~o,911 r ,y R+1 Rm Rm[1-F(R)]
.6
.5
0(S) = S-Sm , S = ~i(S)+Sm .
.5
.4
S+1 ' Sm Sm[1- 0(S)j
.4
Capítulo II: Destilación: Cálculo de Plato de Destilación
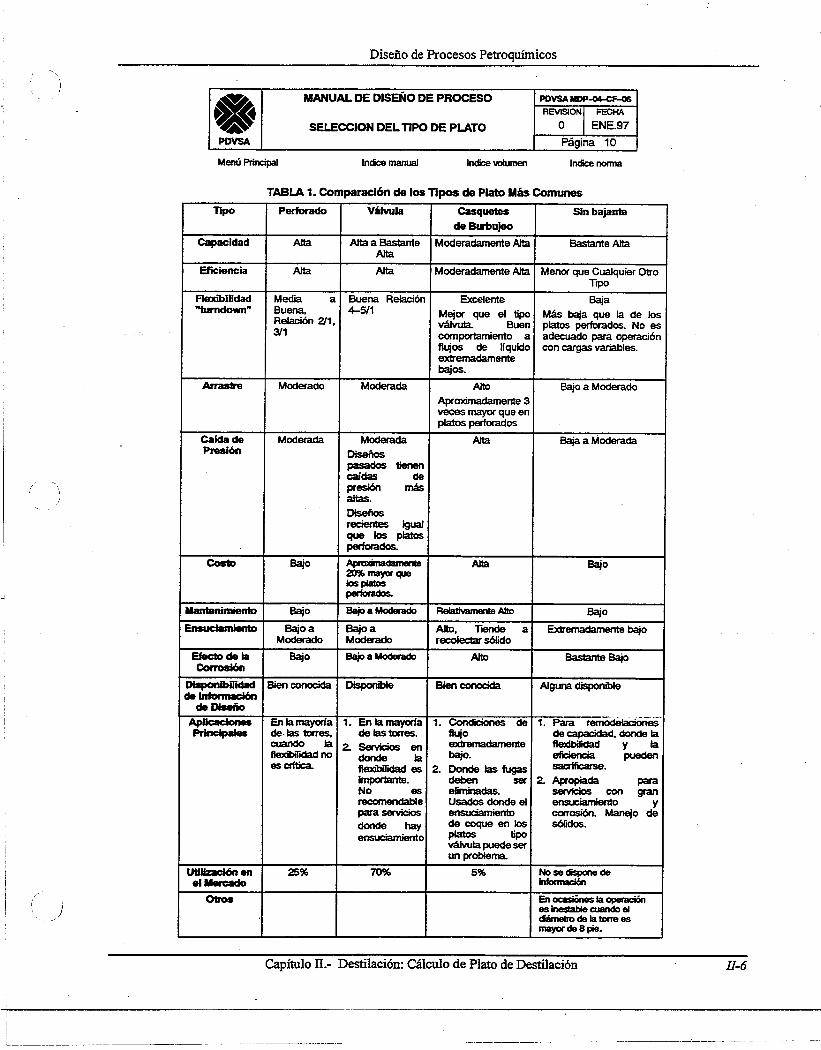
Diseño de Procesos Petroquímico s
MANUAL DE DISEÑO DE PROCESO
SELECCION DELTIPO DE PLATO
anVSa+~roa-ea-cf-asREVISIO N
0FECfIA
ENE .97
PDVSA Página 10
Menú Principal Incice manual indice volumed Indice norma
TABLA 1 . Comparación de los Tipos de Plato Más Comunes
TIPO Perforado Válvula Casquetes
de BurbujeoSin bajante
Capacidad Alta Atta a BastanteAtta
Moderadamente Alta Bastante Alta
Eficiencia Alta Alta Moderadamente Alta Menor que Cualquier OtroTipo
Flexibilidad"turndow )"
Media
aBuena,Relación 2/1 ,3/1
Buena Relación4—5/1
ExcelenteMejor que el tipoválvula.
Buencomportamiento
aflujos
de
Ifquidoextremadamentebajos.
Baj aMás baja que la de losplatos perforados . No esadecuado para operacióncon cargas variables .
Arrastre Moderado Moderada AltoAproximadamente 3veces mayor que e nplatas perforados
Bajo a Moderad o
Calda d ePresión
Moderada ModeradaDiseñospasados tienencaídas
depresión
másaltas.Diseña srecientes
igua lque los platosperforados.
Alta Baja a Moderada
Costo Bajo Aprmámadarnente20% mayor quelos platosperíorados.
Alta Bajo
Mantenimiento Bajo Bajo a Moderado Relativamente Alto Bajo
Eran
miento Bajo aModerado
BajoaModerado
Alto,
Tiende
arecolectar sólido
Extremadamente baj o
Efecto de laCorrosión
Bajo Bajo a Moderado Alto Bastante Bajo
Disponibilidadde trMonnación
de Diseño
Bien conocida Disponible Bien conocida Alguna disponible
AplicacionesPrincipales
En la mayoríade• las tarros,cuando
laflexibilidad noes crftica.
1 . En la mayoríade las torres.
2. Servicios
endonde
taflexibilidad esimportante .No
esrecomendablepara serviciosdonde
hayensuciamiento
1 . Condiciones
deflujoeodremadamerriebajo.
2. Donde las fugasdeben
sereliminadas.Usados donde elensuciamierrtode coque en los
la pued
ree
un problema.
1 . Para
rerrbdelaciwresde capacidad, donde laflexibilidad
y
laeficiencia
puedensacrificarse .
2. Apropiada
paraservicios
con
granensuciamiento
ycorrosión. Manejo desólidos .
Utilización enel Mercado
25% 70% 5% No se dispone deinformació n
Otros En ocasiónes la operaciónes inestable cuando eldámetro de la torre esmayor de 8 pie.
11-6Capítulo II: Destilación: Cálculo de Plato de Destilación
Diseño de Procesos Petroquímico s
ADDENDUM 2 .4SECTION
DISTILLATION
SELECTION AND DESIGN OFCOMMERCIAL FRACTIONATION EQUIPMEN T
BY P . W . BECKER AND R. K . NEELDEXXON RESEARCH AND ENGINEERING COMPAN Y
Although Chemical Engineering technology has grown tremendously i nthe past ten years, unit operations still remain at the heart of the chemica land petroleum industries . And, within the unit operations area, distillationremains the chief means of the various physical separation techniques .Distillation as an And is old ; but distillation as a science is much newer ,and a proportionate share of the R&D effort involved in developing ne wtechnology has been and will continue to be expended in this area .
The purpose of this handout is to discuss what some of thi stechnology is, especially from the standpoint of the desi gn engineer . First ,why is it important . Second, what changes have taken place in recent years .Third, what tools do the designers have to work with and how do they go abou tselecting and designing commercial distillation equipment .
Imoortance of Distillation
T:z
8deaedaá loaves nen in alsti I lation equipment is a majo rreason why work in the fractionation area is important to us, and why w eundertake research and development work ; spending both time and money tryin gto perfect our technology in this area. For example, during the past severa lyears, Exxon Corporation alone has spent over ten million dollars annually fo rtowers and trays . Obviously, then, the possibility of even small improvement sin the selection, design, and performance of our distillation units can b ereadily justified .
A second reason for a continuing effort in this area is tha tdistillation is usually the final processing step that determines whethe ron-spec products are being produced .- And, thirdly, the purity specification sfor 'both new and existing products are constantly being raised, thereb yrequiring more accurate tower design techniques . Furthermore, we could cite avariety of system physical properties, yield-purity relationships, liquid an dvapor rates, temperature sensitive materials, and fouling requirements tha tcreate special problems affecting hardware design .
Since the oil embargo of 1974, and the subsequent quadrupling of oi lprices, another important consideration has arisen--that of conserving energy .Distillation is a large energy consumer in refineries and chemical plants .Heat must be put in at a high temperature level at the bottom, and removed , ata lower level at the top . This introduces thermal inefficiency, andnecessitates the use of lower reflux and lower pressure drop .internals .
08159001 .CYSCapítulo II: Destilación: Cálculo de Plato de Destilación
I1- 7
Diseño de Procesos Petroquímicos
Why New Devices Out performThe Bubble Cao Tray
We must also remember that the variety of equipment (or hardware )available to handle these process-oriented problems is also constantly growingand being steadily improved . For instance, in the early 50's and for manyyears before, the bubble cap tray was the workhorse of the distillation field .This is no longer true, and we my have :
• devices with greater capacity and lower pressure drop than the bubbl ecap ,
• devices with efficiencies that are equal to or better than the bubbl ecap ,
• devices that are lower cost ,
• devices that possess almost equal flexibility to handle varying liqui dand vapor loads without loss in effectiveness, and finally ,
• devices that are easier to maintain .
Tray Performance DiagramAnd Design Limitation s
A number of physical boundary conditions limit our final traydesign . The final tray design should eliminate or, at the very least ,minimize the impact of each of these limitations . The correlations availabl efor calculation a "performance diagram" for each contacting device vary fromcompany to company . Contractors have correlations obtained from variou ssources, tray vendors generally have developed their own, as some companie shave also, while other companies may use Fractionation Research Inc . or theliterature sources . Regardless of the source, these design limitations ar ecalculable, and the various correlations themselves will not be discussed .
The physical boundary conditions include :
WeeDinq
The weep point is that vapor rate at which liquid starts to lea kthrough the tray openings . It is not necessarily the lower operation limi tfor good tray efficiency . For systems with high liquid-to-vapor ratios, asmall amount of liquid bypassing will not seriously reduce tray efficiency ,providing it is only a small fraction of the total liquid on the tray .
Dueroinq .
Dumping is excessive leakage of liquid through the tray openings .It is characterized by a sudden and significant drop in tray efficiency . Theminimum vapor rate for acceptable tray performance is equal to or greater tha nthat at which dumping occurs .
08159001 .CYSCapítulo II : Destilación: Cálculo de Plato de Destilación
11-8
Diseño de Procesos Petroquímico s
Bl owi nq
Blowing is a fine dispersion of fog of tray liquid which become sentrained to the tray above . It is caused by excessive vapor velocity throug hthe tray openings at relatively low liquid loadings . The high hole velocityis caused by a high vapor loading or low percent hole area, or both . Blowingresults in poor contacting since it lifts the liquid or froth phase off th etray and the vapor phase thus becomes the continuous phase . This limitatio ndoes not necessarily result in flooding .
Floodinq
Flooding is an unstable condition in which the liquid height on th etray and in the downcomer builds up until the tower is essentially full ofdense foam . The two principle causes of flooding are, first, excessiv eentrainment and, second, excessive downcomer filling .
Entrainment Flooding or Jet Floodinq
Entrainment or 'jet" flood is a condition where a vapor handlinglimitation is caused by the carryover or 'jetting" of liquid droplets from onetray to the tray above because of excessive vapor velocity through the towerfree area . This represents the maximum capacity of the tray at a given trayspacing .
ExcessiveDowicor Fil linq
High tray pressure drop or insufficient disengaging of vapor in th edowncomer results in a buildup of froth in the downcomer and eventual trayflooding . It can occur at any liquid at any liquid rate if inadequat edowncomer clearance, inadequate downcomer area, or inadequate tray spacing i sprovided .
Li quid Gradient
Liquid gradient may also cause problems . The change is depth ofliquid on a tray, from the inlet toward the outlet, is the liquid gradient .Depending on the type of tray (that is, the resistance to flow) ad the motio nof the vapor, the static head represented by the liquid gradient may furnis hanywhere from a negligible to a major part of the driving force that moves th eliquid across the tray . Gradient problems are worst on bubble cap trays an dleast on jet trays .
Downcomer Velocity and Disenaaoi n q
The liquid velocity into the downcomer must be low enough to allo wvapor to disengage and travel up and out of the downcomer against the flow o fincoming froth . If this velocity is exceeded, the increased downcomer leve l
Capítulo H . Destilación: Cálculo de Plato de Destilación08159001 .CYS
Diseño de Procesos Petroquímicos
due to excessive aeration may cause flooding of the tray . In addition, thevapor in the froth mixture may be of such magnitude that when it disengages o nthe tray and result in premature jet flooding .
Ultimate Capacity.
Ultimate capacity is another limitation that is occasionall yencountered . The Ultimate capacity is the upper limit of vapor loading whic hthe tower can handle . It depends mainly on the physical properties of thesystem . This vapor load cannot be increased by changing the tray design o rincreasing the tray flooding occurs first ; but, in certain cases, an ultimat ecapacity limitation may be reached before jet flooding . Thus, each traydesign should always be checked for ultimate capacity .
Flexibility or Turndown Rati o
Flexibility is the ratio of maximum to minimum vapor loads whic hbound the range of operation conditions over which the tray will perfor msatisfactorily ; i .e ., tray efficiency remains above, roughly, 90 percent o fits maximum value .
The flexibility of a typical tray is depicted in Figure 1 . We seethat tray efficiency remains relatively constant in the range of loadings fro m40 to 90 percent of the flood point . Below 40 percent of flood, efficiencydecreases due to weeping, dumping, and poor contacting due to low interfacia larea. Above 90 percent of . flood, efficiency rapidly . drops off due to high 'entrainment . If better turndown that this is required, a special device migh tbe required . Therefore, it is important that you, as a designer, carefull ydetermine the minimum loading conditions that the tower will actually see .Quite often, arbitrary or unrealistic turndowns are specified, and the cost o fthe tower increases appreciably ; for example, shifting to a costlier device .
Now that we briefly reviewed the various tray limitations, let' slook at the various types of trays available to us . The contacting device scan be broken into three broad categories . These include : downcomer TypeTrays, Downcomerless Type Trays, and Packing . Category 1 - The Downcomer TimeTrays which include bubble cap, sieve, and valve trays . Some of the majo rcharacteristics of each device include :
Category 1 - The Downcomer Ty pe Trays
• Bubblecaos - There are many, many types of bubble cap tray design savailable to the industry . And, surprisingly enough, there is probabl yvery little difference in the performance of those designs that might b e
' called the best . The better designs are characterized by bein grelatively high in efficiency, in capacity, and in flexibility. I ngeneral, however, they do possess a higher pressure drop than the othe rdevices that we'll talk about . But, their bi ggest deficiency is that ofcost . Other types of trays are as much as ' SO percent cheaper than bubbl ecap trays; and this is, perhaps, the main reason why bubble caps hav elost their popularity .
Capítulo II - Destilación : Cálculo de Plato de Destilación
II-10
08159001 .CYS
Diseño de Procesos Petroquímicos
• Sieve trays - We find that they are currently the most widely-used o fall the trays available . A typical, modern sieve tray is shown on thenext Slide 6 . This tray exhibits good capacity, excellent efficiency ,and good flexibility--that is, it will operate quite efficiently a tloadings which are one-half to one-third of design values . And, perhapsmost importantly, it is the cheaoest,device currently available . Onereason for the increasing popularity of sieve trays can be traced to th ework of an organization called Fractionation Research Inc . (FRI) . Thi sorganization has been in operation for over 20 years as a non-profit,industry-sponsored research cooperative . It has published performanc edata on almost all of the important contacting devices currentl yavailable . These data have allow not only pretty good comparativ eevaluations to be made, but have also allowed design procedures to b eestablished .
• Valve trays - These trays contain proprietary devices manufactured bythree concerns : Koch Engineering, F . W. Glitsch & Sons, and Nutte rEngineering . These trays consist of a number of discs (or valves )suspended above the holes of a perforated tray at a height which depend supon the vapor flow rate to the hole . The trays themselves ar echaracterized by a high turndown ratio . Capacity and efficiency are bot hhigh, and are similar to sieve trays, while their cost averages about te npercent more than sieve trays . They are generally used where wide rflexibility than that obtained from sieve trays is required . By the way ,this is a "two-pass" valve tray . That is, the liquid flows from left t ocenter, or from right to center . On the trays directly above or belowthis one, liquid flows from the center to either side .
• Jet trans are similar in construction to a standard sieve tray except th epunched holes are replaced by inclined tabs . The tabs are punched fromthe tray deck and inclined to the plate at a typical angle of 20' fromthe horizontal . This tray is characterized by having a high liauid an dvapor handling cap acity . Liquid handling capacity is high because th evapor assists or "pumps" the liquid across the tray . The tray is used i nheavily-liquid loaded services where multi-pass convential trays ar enormally required . For most distillation towers (where liquid rate i snormally low), the tray is not generally used since its capacit yadvantage becomes marginal, and its efficiency is less than a sieve o rvalve tray .
• V-Grid tray - A typical V-Grid tray is a convential crossflow tray .Distributed throughout the tray deck are V-Grid units, which can best b edescribed as rectangular valves which are always in the fully-ope nposition . The main difference between the operation of the V-Grid trayand a typical sieve tray is in its vapor flow patterns . While vaporalways flows in a vertical direction through the sieve tray, it must flo whorizontally through the V-Grid units . Because V-Grid units are laid ou ton a rectangular (rather than triangular) pitch, vapor jets leavin gadjacent units oppose each other, thereby promoting increased turbulenc eand mass transfer .
Capítulo II: Destilación: Cálculo de Plato de Destilación08159001 .CYS
Diseño de Procesos Petroquímicos
The operation of the V-Grid was compared to that of a sieve tray during alaboratory test program conducted by Nutter at their facilities in Tulsa ,Oklahoma(i) . These data indicated that this increased action on theV-Grid tray resulted in its having somewhat hi gher fractionatio nefficiency than a sieve tray . Also, liquid did notweep as readil ythrough the V-Grid tray, which indicated that V-Grid has a betterturndown ratio than the sieve tray although certainly not as good as acapacity advantage over a sieve tray under most conditions, it di dexhibit higher entrainment, than the sieve tray at very low liquid rates .Thus, at moderate and high liquid rates, the V-Grid tray's performance i sat least equivalent to, and-possibly somewhat better than, that of asieve tray . At low liquid rates, however, V-Grid trays should be use dcautiously since they may entrain excessively .
°
The V-Grid tray should also be particularly attractive in foulingservices . The violent tray action (caused by the opposing vapor jets )should make the V-Grid tray a self-cleaning device . Nutter claims tha ttheir trays have been used successfully in services which were previousl yplagued with tray fouling problems .
Category 2 - The Downcomerless Trail s
• Dualflow is a generic term and describes, basically, a downcomerles ssieve tray in which both liquid and vapor flow takes place through th esame holes . This could well be the sieve tray you just looked at withthe downcomers completely blocked off and the area filled with more o fthe perforated sheet that comprises the active area of the sieve tray .
. Ripple tray - This is a proprietary device that's been patented by theStone and Webster Engineering Company . They fabricated this device bycrimping a standard flat dualflow tray into sine waves of a desiredfrequency and amplitude .
We have some data on the performance of both the dualflow and ripple trayand have found they possess very high capacity and moderate efficiency .However, the flexibilityorturndown ratio over which good efficiency ca nbe obtained is generallypoor . As a matter of fact, unless the tray i sproperly designed for the load at which it is to operate, it won't do thejob . It is normally considered only when higher capacity is desired andsome sacrifice in efficiency and turndown ratio can be tolerated . Thi sis the case in some debottlenecking studies .
(1) The results of this program were discussed in detail in A .I .Ch .E .Preprint 49c (Ammonia Striooinq EfficiencyStudies),Sixty-Eight hNational Meeting, March-April, 1971 by D . E . Nutter . '
Capítulo II: Destilación: Cálculo de Plato de Destilación
11-12
08159001 .CYS
Diseño de Procesos Petroquímicos
Cateaory 3 - Packing
Four of the more familiar packings that are widely used today ar ethe Intalox Saddle, the Pall ring, the Raschig Ring, and the Berl Saddle .Both the Raschig Ring and the Berl Saddle, while still used in some limite dservices, have been largely replaced by the Pall ring and the Intalox Saddle . 'This is due to the higher capacity and efficiency of these newer packings .The Raschig Ring is nothing more than a short cylinder . When made fromceramic material, its walls are usually quite thick . The Pall ring, on th eother hand, has thin, slotted sides with fingers that protrude inward . Thi spermits much more of the ring's surface to be used in the mass transfe rprocess by producing more turbulent contacting and reducing stagnant zones .Likewise, the new Intalox Saddle is more efficient than the older Berl Saddl eit has largely replaced . On an overall basis, i .e ., efficiency, capacity ,turndown, and cost, we have found the two-inch metal Pall rinq to be the mosteconomic oackinq to use in most of our distillation services .
Packed towers are primarily used in the following applications :
. vacuum systems where low pressure drop is critical ,• debottlenecking existing trayed towers ,• light ends towers at high liquid loadings ,• absorption and stripping services (high liquid loadings) .
In addition, packing is also used frequently in small diameter towers (under -three feet) and in corrosive services where a ceramic material of constructio nis required .
Are These All of the Contactin aDevices Availabl e
The trays and packings discussed previously will usually fill mor ethan 95 percent of the designer's needs . However, there are certai napplications where some of the more non-conventional or high cost devices ar ejustified . Although there are many, only a few more commonly-used ones ar edescribed here . These are :
• The MD Trav This tray is a perforated fractionating device whic hfeatures a multiplicity of narrow downcomers distributed over the entir etray surface . Hence, the name "multiple downcomer" . The Linde( 2 ) trayis a high capacity device which makes it especially attractive fo rdebottlenecking a tower . While its efficiency is somewhat lower than a
(2) Delnicki, W .V ., and Wagner, J . L ., "Performance Characteristics of LindeMultiple Downcomer Distillation Trays", Preprint 24c A .I .Ch .E.Sixty-Second Annual Meeting, November 16-20, 1969 .
.
Capítulo II : Destilación: Cálculo de Plato de Destilación
11- 1308159001 .CYS
Diseño de Procesos Petroquímico s
standard cross-flow sieve tray, its high capacity may mean that extr atrays can be added to a given tower or the reflux rate increased somewha tto offset any fractionation debit . For a specific case, you shoul dcontact Linde to determine whether the MD tray is attractive for you rapplication .
• Sulzer Packing - This packing is manufactured by Koch Industries, Inc .The packing is a woven wire fabric material which is completelyself-wetting . The packing is a high efficiency device (i .e ., low HETP )with a very low pressure drop . It has special application in distillin gheat-sensitive materials under vacuum conditions . Its main disadvantagefor more general use is its cost, being about $450/ft3 _ (as compared toabout $20/ft3 for stainless steel two-inch pall rings) .
• Perform-Kontakt Trav, - This device is made from pieces of expandedmetal and contains a number of intermediate weirs . In addition, themetal is expanded in such a manner that the vapor helps "push" the liqui dacross the tray . Because of this feature, the tray is claimed to have ahi gh capacity and is, therefore, recommended for debottlenecking as wel las new designs . Unfortunately, due to tis newness in the U .S . ,relatively little data is publically available for comparison purposes .The vendor should, however, be contacted for more specific details an drecommendations on the application of this tray( 3 ) .
What is Involved in Tower Desi gn?
Having discussed some of the characteristics of the ecuioment thatdesigners, might use, let's briefly go through the steps involved in designin ga distillation tower . With the advent of computers, this has become morerigorous in recent years .
The steps involved are summarized as follows :
1 . pefine the kev seoarations - Product specifications or degree o fseparation can be given to us in a number of ways ; perhaps as a flashpoint or an amount of material boiling below or above a certai ntemperature . On simpler towers, where individual components can beidentified, the amount of purity is given . We must, by some means, ti ethis into a yield and quality description . Although we don't need, a tthe start, to have a complete definition of the products (that is, w edon't need a complete material balance on all components), we do need t oknow the key requirements of the separation, that is, the yield and thepurity level of our products .
(3) For further information, contact Ferrostaal Overseas Corporation, 1 7Battery Place, New York, New York . (212) 422-6535, Attention Mr . AlfredB. Walter, Manager .
Capítulo II: Destilación: Cálculo de Plato de Destilación
11-14
08159001 .CYS
Diseño de Procesos Petroquímico s
2. Obtain the aoorooriate vapor-li quid ecuilibrium and enthalov data - Anumber of basic data correlations are available to use . At last count ,Exxon had over a dozen different correlations or techniques in use fordifferent types of problems . One of our big jobs as designers is todefine the limits and proper application of each of these correlations .
3. Gal relate the theoreticalplates required at different reflux ratios -The calculation techniques for determining the right combination o ftheoretical trays and reflux ratio has improved tremendously in recen tyears, and these techniques are limited now only by the accuracy of th ebasic data. Today, we have plate-to-plate programs that can handle up t o150 components, five sidestreams, and five heat removal sections o rpumparounds . A complete printout gives us tray and produce vapor andliquid rates, temperatures, compositions, and certain physical propertyinformation . If we run several cases with different numbers of trays an ddifferent reflux ratios, we can then define the shape of the theoretica ltrays vs . reflux ratio curve .
Before we can select the optimum combination, we need to :
4. Estimate the tray efficiency - Lacking specific data on a simila rsystem, there are a number of correlations available to us to do this ,the most fundamental being the A .I .Ch .E . method for bubble cap trays .Since this correlation was developed from bubble cap data on binarysystems, most of them aqueous solutions, there is some question as to it sapplicability to the multicomponent hydrocarbon systems frequentlyencountered in the petroleum industry . Exxon has, therefore, derived ou rown correlations for predicting sieve tray efficiency .
pith our estimated plate efficiency, we can now go back and calculate theactual number of trays that corresponds to each reflux ratio . We nowhave the basis for an economic balance to determine which is the prope rcombination to use . In general, we have found that reflux ratios in th erange of 1 .2 to 1 .5 times the minimum are usually optimum .
5. pefine the minimum ajd maximum feed rates that our tower must handle -It is important that the designer be given the range of loadings overwhich his tower must operate, and this is a number that is frequently no teasily obtained . In general, an assumption of a 2 to 1 rangeability fit smost normal operations. When greater flexibility than this is required ,the degree of flexibility becomes one of the key items in determinin gboth the 112g of tray to use and how it should be designed .
The next step in designing towers should be :
6. Selecting the best tray for-the given set of process conditions .Choosing the best tray type goes back to our earlier discussion on th emerits of the various trays . For about 90percent of new designs, sievetrays have proved adequate to cover both the range of loadings and th evarious services required . Of course, such items as coking tendency ,allowable pressure drop, flexibility requirements, and, in the case o fbottleneck removal, required capacity and/or efficiency will have som ebearing on tray selection . By and large, however, sieve 'trays have
Capítulo IL- Destilación: Cálculo de Plato de Destilación
11-1508159001 .CYS
Diseño de Procesos Petroquímico s
become the design engineer's first choice among the available contactin gdevices . If packing is used, it is hard to beat the two-inch Pall ring .
7. Tower sizing and tray hydraulic calculations, complete our tower design .Most companies have their own design methods for this phase of towe rdesign ; and, in almost all cases, towers are designed to flood byentrainment ; that is, liquid is carried from one tray to the tray abov eby the ascending vapor . But, it is also essential to check the overal ltray pressure drop, downcomer liquid velocity, and downcomer filling t oassure that the trays will be hydraulically stable . While the hydrauli ccalculations are pretty well standardized, tray capacity correlation sare, by and large, of the generalized empirical variety . Principalvariables governing the allowable vapor velocity are : liquid and vapo rdensity, liquid surface tension, viscosity and rate, and certain tra yhardware- factors ;- namely-,- tray-spacing and percent -hole area . - -
8. Process control - In general, tower control schemes were pretty wel lstandardized until a few years ago when so-called super fractionators ,and by this we mean towers with large numbers of trays and high refits *ratios, appeared on the scene . This has given rise to a number o fstudies of control schemes involving lag time estimates ,temperature-composition sensitivity, (which, incidentally, is usuall ypoor), and chromatographic analyzer applications . In addition, smal lanalog computers seem to offer promise in this area to optimize utilitie sand to standardize product output of these towers since large lag time smake manual control difficult . Tower control issues may thus influenc ethe final tower design .
Capítulo IL- Destilación: Cálculo de Plato de Destilación
11- 1 608159001.CYS
Diseño de Procesos Petroquímicos
2. ObijAB_the aoorooriate vapor-li quid eouilibrium and enthalov data - Anumber of basic data correlations are available to use . At last count ,Exxon had over a dozen different correlations or techniques in use fo rdifferent types of problems . One of our big jobs as designers is todefine the limits and proper application of each of these correlations .
3. Calculate the theoretical olates re quired at different reflux ratios -The calculation techniques for determining the right combination o ftheoretical trays and reflux ratio has improved tremendously in recen tyears, and these techniques are limited now only by the accuracy of th ebasic data. Today, we have plate-to-plate programs that can handle up t o150 components, five sidestreams, and five heat removal sections o rpumparounds . .A complete printout gives us tray and produce vapor an dliquid rates, temperatures, compositions, and certain physical propertyinformation . If we run several cases with different numbers of trays an ddifferent reflux ratios, we can then define the shape of the theoretica ltrays vs. reflux ratio curve.
Before we can select the optimum combination, we need to :
4. Estimatg the tray efficiency - Lacking specific data on a similarsystem, there are a number of correlations available to us to do this ,the most fundamental being the A .I .Ch .E . method for bubble cap trays .Since this correlation was developed from bubble cap data on binarysystems, most of them aqueous solutions, there is some question as to it sapplicability to the multicomponent hydrocarbon systems frequentl yencountered in the petroleum industry . Exxon has, therefore, derived ourown correlations for predicting sieve tray, efficiency .
With our estimated plate efficiency, we can now go back and calculate th eactual number of trays that corresponds to each reflux ratio . We nowhave the basis for an economic balance to determine which is the propercombination to use . In general, we have found that reflux ratios in therange of 1 .2 to 1 .5 times the minimum are usually optimum .
5. pefine the minimum and maximum feed rates that our tower must handle , -It is important that the designer be given the range of loadings overwhich his tower must operate, and this is a number that is frequently no teasily obtained . In general, an assumption of a 2 to 1 rangeability fit smost normal operations . When greater flexibility than this is required ,the degree of flexibility becomes one of the key items in determinin gboth the time of tray to use and how it should be designed .
The next step in designing towers should be :
6. Selectino the best tray for the given set of process conditions .Choosing the best tray type goes back to our earlier discussion on th emerits of the various trays . For about 90 oercent of new designs, sievetrays have proved adequate to cover both the range of loadings and th evarious services required . Of course, such items as coking tendency ,allowable pressure drop, flexibility requirements, and, in the case o fbottleneck removal, required capacity and/or efficiency will have som ebearing on tray selection . By and large, however, sieve trays hav e
Capítuyo II: Destilación: Cálculo de Plato de Destilación
II-17
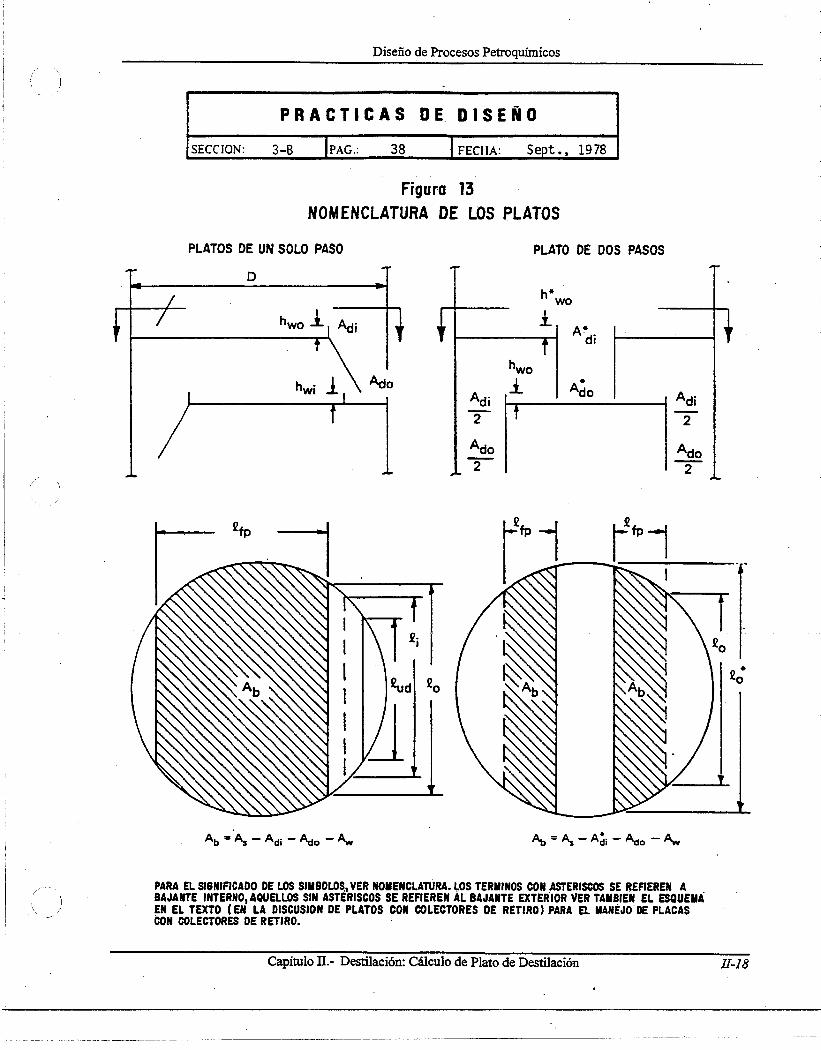
Diseño de Procesos Petroquímicos
PRACTICAS DE . DISEÑ O
SECCION :
3-B
'FAG . :
38
FECHA :
Sept ., 1978
Figura 13
NOMENCLATURA DE LOS PLATOS
PLATOS DE UN SOLO PASO
PLATO DE DOS PASOS
D
Adhwi
h*wo
Adi
hwo
~
di
AdoAd i
2 2
Ado2
AbaAs — Adí — Ado — Aw
Ai, = A$ — Ad i — Ado —
PARA EL SIGNIFICADO DE LOS SIMBOLOS,VER NOMENCLATURA . LOS TERMINOS CON ASTERISCOS SE REFIEREN ABAJANTE INTERNO,AQUELLOS SIN ASTERISCOS SE REFIEREN AL BAJANTE EXTERIOR VER TAMBIEN EL ESQUEM AEN EL TEXTO (EN LA DISCUSION DE PLATOS CON COLECTORES DE RETIRO) PARA EL MANEJO DE PLACA SCON COLECTORES DE RETIRO .
Capítulo II - Destilación: Cálculo de Plato de Destilación
11-18
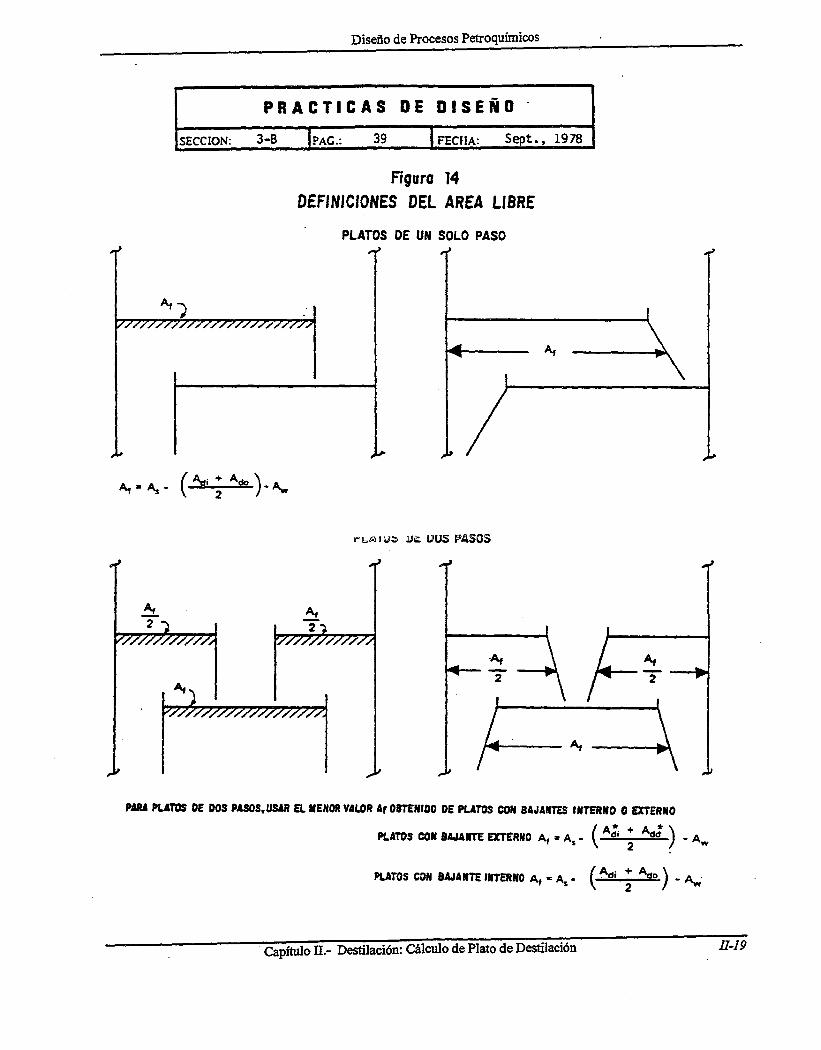
Diseño de Procesos Petroquímico s
PRACTICAS DE DISEÑ O
SECCION :
3-B
IPAG . : 39 IFECHA : Sept ., 1978
Figura 14
DEFINICIONES DEL AREA LIBRE
PLATOS DE UN SOLO PASO
/7,i17/7i7i7,V777i77iiii
r
Af = As ° ¡ Ad,+ °°) ° Aw
l
2
r- & A ova, apt a➢ t➢s PASOS
At2
///%)/////f
//;///////7////////,
-At
Af2 ~ / •' 2 -'—*
PARA PLATOS DE DOS PASOS,USAR EL MENOR VALOR Af OBTENIDO DE PLATOS CON BAJANTES INTERNO O EXTERN O
PLATOS CON BAJANTE EXTERNO Af = A, -
+ Ad-/ -
A„„2
PLATOS CON BAJANTE INTERNO Af = A s - (-Ad` + Ado) -2
Capítulo II: Destilación: Cálculo de Plato de Destilación II-19
Diseño de Procesos Petroquímicos
Anexos.Capítulo II I
Capítulo III Bombas
Diseño de Procesos Petroquímicos
Contenido
• Rango de Aplicación de Varios Modelos deBombas Centrífugas Velocidades de Moto rde 60Hz .
• Quick Reference Pressure Loss Throug hFittings .
• Datos de Funcionamiento de Bombas
Centrífugas Velocidades de Motor dp. sflHz.
• Modulación de la Válvula de Control deFlujo de Bombas Centrífugas .
• Efficiency and Power Factors of Squirre lCage Induction Motors .
Addendum 6 .06• Centrifugal Pump Performance Data .• Centrifugal Pump Performance Data .
Capítulo III Bombas
III-2
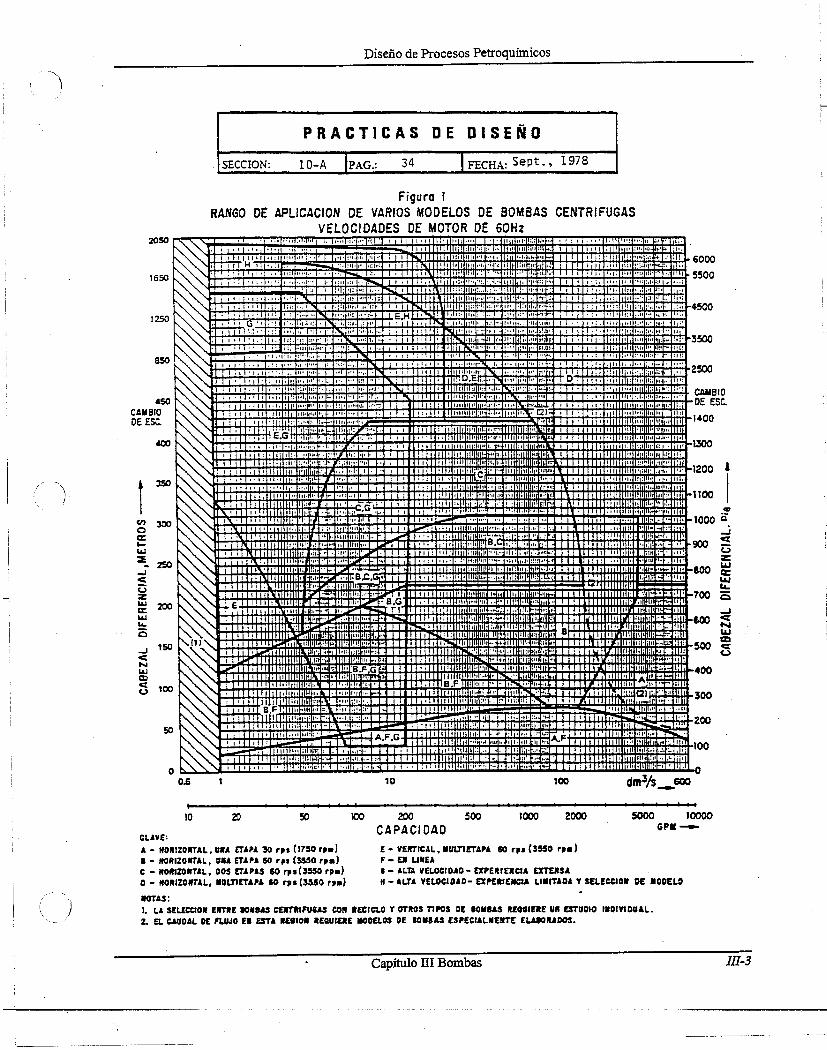
Diseño de Procesos Petroquímicos
PRACTICAS DE DISEÑ O
34SECCION :
10-A 'FAG .: I FECHA: Sept ., 1978
Figura IRANGO DE APLICACiON DE VARIOS MODELOS OE BOMBAS CENTRIFUGAS
VELOCIDADES DE MOTOR DE 60H z
e 'msA■■otmuNL~
tilY
~1 ~~IRD®
..t~9 a9Nk
~---n=nll
•Ilnavn11
~.-uY11Qun n
umnm
ulUOR w~ll mm~ uIAO
ml®mumD>anunm~sNm
nNmum
® r>m On>oatim~
~Ip~l
Aan`
■n~uom~mm unnmaa e®Nmmuamwnm umasu~aummame~a ■■uuom wnn ulmnem> ■aluu`atUv
im n■dNWmt !®I»~
~I~11m1i~
WW
® ~8t■
n■nBa7n 1OUMamW
1n mum
BmuYYW
®WElan
alli~llnumí~>I
nll~YtL1>iNm F
d~i■M{
WIRHU nONUI/I
IDIIImin
Ifln~u01®N
IDr~YiiNS W
msO
1\
■■E8■a■ul®f~nl~ tl~l~IlmuOal■ ■>m1gn1 O11n iN®inu9n1111m1GNI®Oa■tn0®■Qf~l®®~ll~N H~ID~ ~1~ m~~
gQ~0■■im~ld8 .7®1i `iúf~L in ®uu 1N I1 ~tifú9Yün~1■91110~lllnmiltEW iBlfl;~/n►~lUn liiwmnB 11311m0L111LmQUUI~~■11t1100iUO anm®IIUI~UN aIu ■a1anRUlial itaUmmll ian0®u7u1N ~3!1>td7l] ®i11ID ldltü IDmE9C~■■Y/I~■lQltffiNmuulClWnl6 1lIDE11E1f11:dE~®®~ t■IU►̀ ■ ROUm RUtlUmOfR®1U3a0n>QAR011nIUN®R~eip®~Im
im0>atl■ tnlulidl~®®!>s ■■lOtia111l a:imR ■ RB➢7sRWI8ul~el ti■■nUrlQlmiNmQJO®inlnmf f1■■ti~timllm ®ll■ mtlmimlR®e■aamuQnlwlltm l®>OI~iAfllnelllm9R]uammmlRlml®a1naIE5 W10■~1®® 1®!>t:a®a.~®mnmm111eumN.~ialWltni11mm1®~9tn■tnlNNltiua11uB1~ui1J9íZU19
m®oE►:61ft ■ama9nQ RIDnt11•watill~ll~ m0n■nOnilmnnYl~inmsma®llnna>s~~a®m►~■■lumomnelaaDt~ea ilm®®i■arsnll~em®®IOi>n,~I 1■ u1N11n®0►~flnl ll , .\~EU10®fuu1C Ul1i R111tmumnEsa1R11■■lUNti011umnmtDt~l~mN® BnlaYla7■luRlAg . . ° .E ~ ►:tIIIDltalU®T[ • ii811nwm m2mu811!>liU9®1aa1i11a111a11ID111E®al Rlffilo®®o■1L~11UIUQ nlullmu luC~►~8118i~CIE3uanNBiQRnlnnmlNl9QRliMIBiaa1Wn1111®RWID1~®mRmmuiul■■■■atiUi11U nmlllimileCZml ur~l® ➢ IC ■aImBUIC1011l mulullC~plO/mNi®1 i>7ünmmAllvmlCl9u~®®®a7ttNUNn sullmOn111m®nIDS~ ■f mEmlRl mnfulllm®161 nü
all>otiE®11n11nuuulllQl~iumI ■~[O tOnnlumaflmml~®unlrOlisalillti8nfsu1lmI1I8>Tt~tlmiudE a7N000tU1 1n 81NU11 w®C9IDU»m~-—..+~ ~fCBNL■■mllmIIllllmltlIDUUll~llüt: 31p 1naaE1 1OniR~ 11u 1 )mESmmlBi®IEa ■n 1QnlBlmm nulm uPClRiQ111111IInil>h~mrnmmaminUlnUmlRlilif~nul
NülNlr.r®■nuSaE1!®l ■IUN IUmU11EIM11111E1NU1®li ITa■NB1uDatIü lEWUiEtutltU1E01MM .. ii 11c11w,
1WENNQ~MM.r~taW 16naRQil~lANU1u1~aEV®R1NIm Iu=UOmI n11111NUGier@lnllmllin 'a0 .;>lnnlnallEUUINnIln~ma1a■NN OtUUInEIn ■IIUmu61~~u9uulots■ ■pIng111111 mNnnlmC~noNlmnlCGnmtafnnmu mll utnIDRm®EAnnlanllliDlnE lllloB mNGn111r~mI®u1Q■ ■■L imnu111tl wumRD',®IEUlrluum1r1 1' ~ ■ErnElna wNmIII1J1IIC11aNün1tluEnt3lOnni1101ufHCUUr.~mIO ■III■■annU1WuI1 1Ni1RP~lu11i1m111mtlI0R6^+.R L>•lE/QIn■ Iwuuulmnl~I Rls1OnuDiam mlUmmwt• AE®mnmml0al uaHlnRUluUI .~ioa1■unmm9m®aaarEEnEwtmmleurAlemma
1■a111n10iU0ni1NalQa .nORllu • ■Im■aON~IU1s111 nIma llllQmnRllllulRlRa~ ■Iynlnnul nnmumRl@m1m:mB■anlmlllR UmmIIUSai~ oum® YU■■EIEN>Rlnlnt11B11n WU7®1¢ImnunlfR®~ItaLiOlnuW RIUOUwNGR9ilnnaE01fI1N1111 1NWUIER C ■ In lE■a11Um11Rlmu1m mul■OEit0I18nRLL11AlaIn ,11N n1uUn lmBmluluG7llalllN
i►gEEQinnl nnluumlP RIS1IDl11M?kiCtiamEl 1nwIm11I1En~maMmutEElamm s■ 1 OiEUUUmtlmumllC~mnnlIpa1/UtNW üu q1E1 ■■►OUfnlnnlRlTl
■utlr
JiiE
ilai~mlR
®!7 1m~
l3lOi■
n1u N~1■O mimeo
`:UUII
wtEmmm
~tllnElnl0in
m®m®IluuR
®■mCl
■■n
tuEli m
Nmum
wmt=
~rII=min lIR
MCCI
US~R
MIB
■ a■►7u10111 1111I11im'a1nSIDU1mEDSi~1®I11Ean1nInC I4l~itmlERlRIm!Il lfZ■■ullunUWllro eElmWEmu■ nw■=11 :ulUlnlllnNmY UaCiiwllmlEU!n■17111utBRmRmuIW R111iu®i1c■E 111Um11uü11E10mI~IC101iWn1 ►UUIURnm m MIME mlUmiisOaBlntiUlU11nm1m1euU1~11mI10ue!~n1lUUUan11NE1111mtm4tuR■■11OEatl luN llululSlmlll0s®ma mum=tutu= Innimma imat muumuunENE1DunNUmn ► 11@EiUar.{~.,~a■ iO1NnrEQnEUm®nm90ID mB1ul üC®~■EnI iDUIillü llnlF m9m~nlN!am111 ►~WR11116 u~S!®111 t~,~1it■■IUEOpI II WUm1Bll1 uIBmGFiCmIT[asNl Wi lUlllllml mulüEi{i®l!1nnlUqlnn
tQl wmulnl'n Iw1
ssli11F'
RL~tZ
RRm uLilUUn
l~a,~c.iIImi~i9"
1U ;;-I1i1Ul1
-ii11 1-1{nm1=-
IlIRICRIIImmu!IE911!7nu1nLl iwu
lt1nlmui ~
11nmlaR m9iWUmuwulauwue4QEr. mRnmlr
namnmu ulnBm mlmllmulDEml!nmslawnnlnuumn~lul ul:IS~~suN1111a11~nm11 uri+111t11•
~~tl~~~ullClQII
uuilH\~ UU11tD
w11 1Uml
1mnmRnNm
iuCIII03in1C163
EAinm+ql iEInal11mI 1
®@11,1~'
■ ■■ E
lülllnnNPi11111 1
uwnmD ;Nr~+ 9nP~NUlun
11iSliu6
r: R~N
11 1m11W1nnanln~in mIl:
.1Sn1u sn11tu1.r11 1E;a>*ummmnm111R ■■■ AaulnlullminB iuCOElPiumWCICmINiNmIIUIMIJU1mnHluUlsiu U'nnlUUnuuD:e1i11n:d1 i3nnllmnEiAi~ ■■EUmi:MWI1IBim;ufi l lR{Zalumn'm19iR:E[ ■ :i1n1411I11vrwnnlniu R MP R t Biif111unmv
U11 ✓!wm
'dtl . lnmNL
muflu
CWlRItl9
rSUla u7111mn
nIICCLLSi imuCBea
E■E u1UalanNUIR
1A~~nml
Y0u mt► :98
mIC~I11ItII10iml
111ENSCUtLflDrmu :lCt
15~Jieli7u
im■■
ammnP
fil►euUn
luamAiu eElunm u
E9tE■ vzwlunnnlmi n~n~1n 11ulnllxuma~■ a mm~lalnlauimN~ai~mnNtR~m n11 ■muurmmunlnnelczW»: m nP!Jllnaonl
uul lUlnl
Rlun 1RUluu
1t6ail,
Za.̂~ltl
~nml•~fii■■i nUlnuunnuu1 011i .~ummEWU1111»;usllu r.lnu mtuaialulDS1~
~lmnwili1ms1116~in~.~En1nnul lpjllltuul nllxAS~nTniCl>ful~r ■ mnr AlUn lmu~11 1
E#Ynlulmnunn uu LllUINUUmizlatUlf ■11et1 Im11 8u11i1Ett►snlífa7ESa■usr.n11V1 1U0 mumalanlnnmmnnlu m.1t3 18u mmEUl=s aERnnIiMS ilnmlm~UNMm1ii~92l:i>t ftu+ilniild lmn 9111i1unaa1n1 II 1 Inmml ESa~mllmi®mta ■ ■unununull lmmRElme®I~nat~~~nár.n wRn:nu lalasm n
0®■an1U B .F+ I
11INEulmll
SEa1uel
0L't0lE
i\ImEm®nC ■aiQnlUfUilüW~ ~.:..~ -~Um aC111niuutlQEm l110a1®®u■ ■uOp!
~eQQI^ -iUU
r1aitnliu
lEilal E!!!u>alu>il>lIINRiIU>TEi
Lam7U
■■n
sQnmfO:EliInWMUII
~alrR
~.moaplup1nH ElfIm 11~11uu11i7 1PO iLa1
-ISlt<~~
na1Um01tiN1111N1iu1ü1mlRSii~■lQel WnlnluNU manlmlR mm®~ O\~~i■aU/1W6Nna.~~4sn>CaL>• i~InlU11IRU1m11i1CIls=1~2m1OMa111 E ■11n nIn11NIAURIf11RIm1N ODs
rvonlam ltll mnWln ■ tEnlnutlEl•slllalnm 1U11RtQliminlelNm inIUR21l ■le■ Eilunlawl auualRm uU n1NNiiSlnl/Wnw nlE NmCK9 :iElRlmleaimeUltEnn111 un l
uwmunMuDtES
taE11eIImlao1ELmEUR Imnmslc e".U■m:munlnu Wwu l
Elam nttuwlnlmnRimnwu
C Umaai®m N01ulinlalnsnatlo itm®IUSm uElas` r■■lasminno
600 0550 0
4500
350 0
2500
900
CAMBIODE ESC.1400
1300
1200 )
1100
1000
800
~04
70 0
500
400
300
20 0
o
10 1000 .5 dm3/s~o
206 0
165 0
1250
85 0
AsoCAMBIOOE ESC.
400
t0
20
50
100
200
500
1000
2000
5000
10000CAPACIDAD
GPtt wCLAVE:A - NORIZONTAL ,UNA ETAPA 30 rps (1750 rpm)
E - VERTICAL, NULTIETAPA 60 rps (3550 rpm )R - NORIZONTAL, DNA ETAPA 50 rps (3550 rpm)
F- EN LINE AC - HORIZONTAL, 00S ETAPAS 60 rpsC3550 rpm)
S - ALTA VELOCIDAD- EXPERIENCIA EXTENSA0 - NORIZONTAL, NDISIETAPA 60 rps (3550 r, .)
N - ALTA YELOCIOAD- EXPERIENCIA LIIITAOA Y SELECCION DE NOOEL ONOTAS :1. LA sELECCION ENTRE norm CENTI1IFUUAS CON RECICLO T OTROS TIPOS DC EOMNAS REQUIERE UN ESTUDIO INDIVIDUAL .2. EL CAUDAL DE PLOJO EN ESTA RuION REQUIERE NOOELOS DE BOMBAS ESPECIALMENTE ELAOORADOS .
Capítulo III Bombas
ILI-3
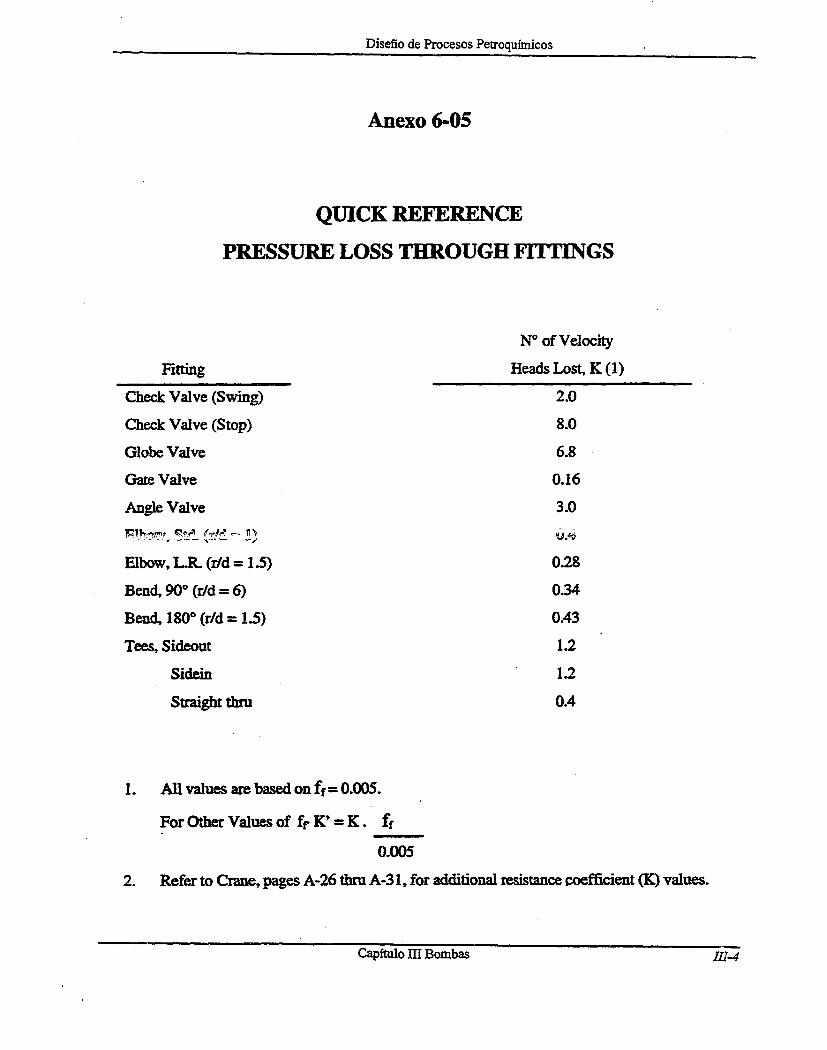
Diseño de Procesos Petroquímicos
Anexo 6-05
QUICK REFERENCE
PRESSURE LOSS THROUGH FINGS
Fitting
Check Valve (Swing)
Check Valve (Stop)
Globe Valve
Gate Valve
Angle Valve
Elbow, L.R. (rid = 1 .5)
Bend, 90° (rid = 6)
Bend, 180° (rid = 1 .5)
Tees, Sideout
Sidein
Straight thru
N° of Velocity
Heads Lost, K (1 )
2.0
8.0
6 . 8
0.16
3.0
6.4
0.28
0.34
0.43
1 .2
1 .2
0.4
1. All values are based on ff= 0.005.
For Other Values of ff K' = K . ff
0.005
2. Refer to Crane, pages A-26 thru A-31, for additional resistance coefficient (K) values.
IIlT-4Capítulo III Bombas
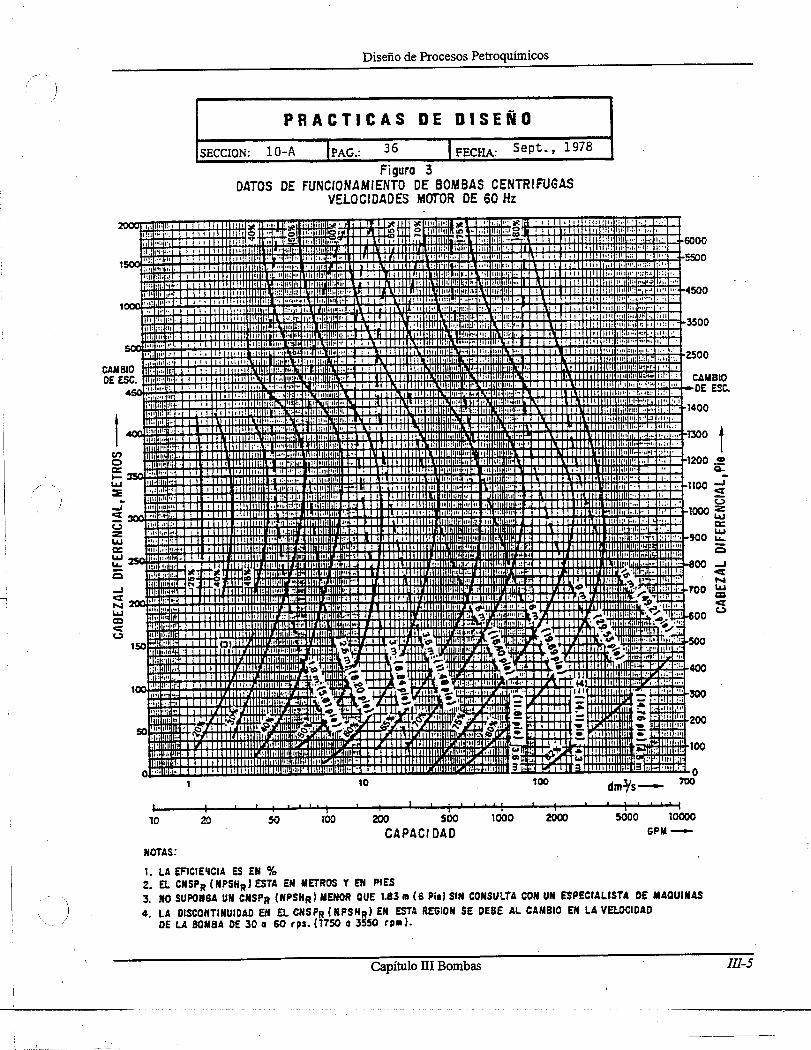
Diseño de Procesos Petroquímico s
CA lDE
PRACTICAS DE DISEÑ O
SECCION : 10-A IPAG. : 36 I FECHA : Sept ., 1978
Figura 3
DATOS DE FUNCIONAMIENTO DE BOMBAS CENTRIFUGASVELOCIDADES MOTOR DE 60 Hz
tmtmn gnu=
~~• • •MU @
rr~~ 11Ú m ü~®((m llfft
lrUla8nnDtata
i na► tr®
1~Illm
~ :tnlal0a11
áN1 nu ~~ íe sosai~I~J~ ln Ili~llMll1~u' n11111A1fllt 1Misan111m ums 111a mmOnE,i aanpnnaaal ■■snaau1t 1111Ttinl
aW1n1aliaLl m1ln7W
rla iuia1■ü
a11mlm
m1r dallEtCM ®11■1
i .il'sl/a►lfanrlMt Qanlatml ■ 11a1nIUIl>su ll■nt]lu1W Ha8lULIitanu ulYm 550 0E1
~ ~ amaa■a#aa111n1r ■[9lmarnanlmttimlt®alll lli[al/n110 ID11 mlmlAai® aID®
mlln arl■alHnu111 1nilnlnn MAIM= annlarA ®1 1 ■7ani7aial a
1n1In1111Iaa 1;laal~m~m111UI1a11~a1 i1n1nQllfalt nnmmtta~3n1~laaam ml9aaaa/au1n11a11naU ma®matimamrm raa'al
tlm ►t1lOm?Z ■af[/i111naaulU 1111IDIHU
111'.~n'>~11nI .
1110 19M[
ma111U
VmrID1>t •1Edr1111m~J■aaI
■asi'1L.
11 1V11
Umll llllmmll'i1GRt9 almlmJLaltl Lla[nfllln tattlninlitaii®~° ltls®iWUH 101U1ImrJHlSlallalnr ■ al ao7111n n111!maUlmaWl~ma 500Om11a n1Saf aslu1 1aa
naa■ ■ imntaamaum ml aaamlamaRUmlmcataatl■na+ulu mlr mtn11d1a1armsa lsarmlm at aamnawa lntaaum ■I¢aa®, . . . taa esEltaa1a 1a1sann/n®It11sERa a®lata IrmmCaaa:naafllRn!Mal m .®itq~mn'lumalm■ahinn1a11QanQ11116an~
®~I®~
~lalw al®■nan1/111Qalllln1n11!111I
lu'R11m1lL1 ■
mGJn■:■ 3r1
aa® a
lllll➢Miff llla ulEatR
R7
[f 1~s Il
11► tnk
~iflaaR111
m11n11tA
1nIEi&1lar~
lé7a !1I 1?!18®®am11~al
■aila
►gl[i111
lnig1U11
ip mm1
ai161anml
ttIDmlalmGd 9~
911maf 350 0iaao
mem lME ■Ena1110lunl ®®1 ■aananmalla mama lan&rnallmin allaln111mi1i11uu muhl lAm M n8 1m,®al ■M■ an7s1111nm11mnaalata~
ulsmmmal■snanuulnamamma ~.~Im~avaaa®ewnluuemamu aaaau amu114'uo ■sanlunlmlatnauau ®omm. ,anotans■slllnumtuEan all~utnmmll® lanaaausanmin~lnnm alti'ttID t1® IamLlaaasEm anrmnammamreaum
lnln
m2500®
mm cm,m
ntnfsmaos ■nmm~lrm►marolrma auamner.lrlssalsr,~Ism
nmnu
m anmo
mi nmtu
min .nwbltti
~llraln
wnarm naumnm¢ va
un
an.aaak
nnllllln
m mmtt
namluuaan
lmlar~eml~1810 uianmas ■amnmtlmr ' u► maataa +alaa. anma~®aal .
muaBlESC um m. mina salSlllaan 11111111V iar@nmralanlHnlmt4CaLaaau►7lnnui R9nmlun9u.1{sallWlm a~'usaanallultuuallllmtmL~
~uM®C anmt mal.laf ■■R1s1.71 1u1at atmmmmYlhirtAtl►alaDall/atnRWlluluulma DBtmumlmlt■s■ssa11u1 lamlaatesllm
D Es•®li 1400llsla!!Si 130 0
wutamm
masl lrlas
■alml1mEEmlas
11m1nnmaam
arnrma~wl
au;laan
a.~mm.
nmeasn~uamaa .+■
rma>n
tr .e slan ln~~ammvaeat. aunaacluaa■om
anen
nula.Il
umuln
m ~l ®nuua
n~ml»smrs
allil anlll m ® r. áA$ In 9rnnt 1n /.. a1[n111n~a 111a minm tm ■fR matilQtanm191t7a■1nlulQQalNlmaiMllzgn raal.' 1 sa1na 1 ■ tlAlann
aum. umt
e EaWlt ■
a■ nalalna■ ln1 ►u
lMin171ntNaa
1m0®11's9 txtml~Qmam l'airslunl lll mmn mlha •alm nn,VlaalASn7nllnlmlramnmme~WnmaVanaala 7mlE latima,411ISR1anlultaUmm~ m lar .fa L'iap lNl.~ítail■■.~aath~Ix.lmltmulaum7aO.
nn miIIII a
~
Om!
ar;W SmM B
uQ ailr
a■I laau,vaalasllll
innIEE
mu allElulTatti11111an
'ana~blall~
1 adm
oxn s rmmlil irimllaW
mt mmRm
m~nlnalmattalau
nilmia:la ■
n'ril
El
nnasl'am
nnlnfn
110.~alrlOmat
m ullsa lwn
mm~ 3tlantl
mlamM
~, l a0.til m
C'a
aluun.9lmrinunml M1ultwmAia
■ asn
iaaa~
lnnm
Hlnim ►
mtnl
amw lln
ama luulWanlan
nlli~ms~llSa&8
llm1as
a■a•
■aamia:t ■nrnumlWtlniHl
Ial inrl`Iallmnmllxllaal.1/ 111 1x1,11lamnamIDll'Iamarn:n3! ■ aasawnnaulmlumauaratara: 120 0naaIan a. mumm allnulr lQUluID la.mmaea aalaaa Wl
nmi,n
ninn
mum' ualm®tOlla aualmaal•a L~na ►nuns ltuulnn®asilai aaa llrlln
Imnan'uasa
nlrra111iamtm
:~■ !mdl
Qlmniaa ■slfalnitaáts
l7■a
ial[na/
Q ► 1 ululll
a11a9
11amlantna
laapsaaam e
malmr2a
mt MSmlnl■s1aa11
amnnmfn1tat
llrarlaanlaa
M4atmaae
Aln
mral na a llr lmlu lNG3waI3l~ m@ 1100~
tam►ac®s suuEnaEEI NMI
1n111im11111111
aiaalsalaNlnmala a111171iailluutuNl mamti atan-i= ID
Rmualmla a'mmmrRf!
!s■rnnlisal
a11r111111 :1
nrarc1
uumuanalm
anl~aaaln
lsla9s
nta111 m211 Ma al0 menilllPain171■ ■111na manta~
aanaa®s_
. . . iamamra■mnun ■7ulnallnll alPJlnl nautllCa ■n1 nunmum inlamOmi Cla nouns■ilau ün11n 7uml aualm inalta
100 0aalaa■t® 90 0
snlnun .almtAu a adR®°nn111RtnrrS9 ■am[Nllnur nrlmnll ydaIDl6ün n .Vn maisaaRaQnlaim nlm ®aec;
a1m 81!®■aa
laWaaRlman laaat • an llm lla't11t111111 m Ik1as1E1 !Ilnim U11H11
111 Uaah
1YIli:IllmlG1
lAma s1am2m
almlannrtttuaLYal~ll
t ■ as■■
anaaal
rmn~JUl
,nnn
mlalannmu
alrlsitlam~aaa mrrrl
~ taa smmisnlonl11a811tnlta011arIImm Mata in~ES ■ Ii iuI t71uun lw'alntufil►rSn
1E ■a■■
uoaaar
auu/uln
n ,lu
utunmnmlam
wm :lzanmNlC'.
laalan
®pataua
~
aamamtme xmmlSl
nmu umn.vltrtamr~ mt ■n aim mminrnamurw la mn anlr min:atsEamlrtuusaatJaur aalntin n ua111u m1SI In n1N7a1am 1B■r lan/lrnun 2alu,wLImcR m
IFnlJmrr :
1
/na lnmRlrt:ffum mP AamR1!s a' flaln>>Imr almaó ,ltwml:Enm,ir
®rt llYBaaUBm
mtum~r®aalmrvr® aulmr~+ls
4■■ aacnlnnu .1111
.,1nlaAM ltma!! :00in a9le
alln MmmatR
S~'
'?rl
IN ; A1111
rI
'aanl>LTmmur
avLClr
nl num
aama11z6axlmulDSa
i■r1n,an
uamlm
u111ulWr .
mm tmun
tsim .7unlml mr~a,•aa~70s1as 16ü ■ aaan l 11 .I Um, s •a~SrIW1 t®I
ulmmll .sl r.raAPG lmlmlumens
nu mamma a~L111n:'111nDnr■ ■ laa lllllllYlmlm 3ES a6a1►
Li1 1lLdFE~~
'I llal
tlin
'1
~lauu111L . ~ *~
1Ba 11Qlm
700I mi1Q Uaa2 ■aatasulutumu ulamaarFauulmnlüaaiulauulRlUa 1111 a ulaLt nw 1mBAlAa n ■*a/altl
aIIa aamli !■ai/aalnnninnum'a tiaS Ulq ,il a irJllón/mnnlrAtumMill/ r6tlm®l~i'/afnIYIA mount OMllm111
umn3ril1nA
a■an
aauluunln11m
umnI111n
m alardAIIl1rtWl
n •1' :nual aimPiUillfl +e
mnlai3a7AS UlaM©EAi[
lflninuUn1Yft1
nuum~d1W lmUa
~E1aa.
~M ®t,
amM~y
,[asa1N ~ Inn= ' A .00Si SIAM I, mm~xam• : ,~
:alev tteuranau~rlllma•unu.0mnli]C!irnmE mrlAra3r8[asuNa mu ly dal MiQ •
Waramen ~ swan ~ nm1m131111 ~ . .
nvaóa aaCxt•muw durum u . 0116 ~ na'dail S Ilmam~ ~ aDa1 11 . • ~ Imam ,
;
. .'~Wa150
Imaaauanalrm!°.
anaa
mlnn
rK 1i1li1lrrmn
lydLm mramlanau8 mtalrr
r9/aalr 3 Aln •~, 11111a►
11111
. ~a
vrs■t, ro~
4xAlll
ana mam mon3 wo~ m a
IIIA .
mannnQtia
lmlu . ~ aSm91 111:ami 3 n[[ 'Naiam
9lnmaluln
ml E■n
aanI/111au11111
Ca11 nAlalr
1'tamm lAlnulme
aRr` ~
11aP. luaP m . m m.
MUM nl
ulna 111 11111 M
1aaBa+7►~® 400llam~la■aaaanuhmnr.lmmann trac 3 In ulm'
EMIR s IMP .a. mamma son 1n11 'tnulucnSlaap i llm®ulrmfe aanu11ra 1uod mn111~ 7 .1E : .•~ l uL̂ F io
aar_ + tUI 'L . AC aYaluatr
moor. 14 11t1 ~maaaamBi i6 lau l®„ aulnnl~!rais■■anlr/nllv,ti miunalia'Lml .r ~IDi r ° TAU ° •, =urn ■ rAiaa I
w
munmim imnIr~1mimi1l m
n/
m=luuN:
tlR
M,~taam.
.111aI11N
3rnimnim
16mm~u~
m
ta7aamWN WIuallEtml ■Ennrll11 1Pau unlUlar ~lAll .s~ ,111.
111 tit.
1111
.t.• 1.
, •Illalvdnln , r.BEnarAIMtsaanlaaa8
mnmm
arC7 ■naa/J1R̀~wn 11 Im►A1t ~~ U~aarilll . MI
i a`. °
~•~ AE.Ky
I
}NI VJ~ ,
n
1ty
.an •blllllil ~
311r/Wlml .=am 200Bunn.. A
Ialm -
w~it
•
1
m~ Ao~•• '
'
ati R
a lrlvAN
dma!'_7rIB
maAm
~,nulln
Mt.
•in
Aiiln ►:nunl m
m10 ■ n1N1iM
Allt lr
Onl tlm ®fSnlnlumum== QI=11Mlla E4s .
nlvu~t ■va
ETm11•dliucnu
am111n .erumnlr~nr ilnfl
mlmnlStnmma
■■ruuunn
/a1UICtm»I Inun um t00r1Ei r
lucllm
on
mrulmaEESialnulml•utnn
Jammmntllmlle
AlmuL► Inautallal
maalP'i;mmM ■sN~ltlmeRilEa
asai11a
nwull1111111111
unn5flmlaL t11:imilalm
mia~!w tl
mal nmalli
u• ~ .N O1 ' 'l 3
atM
.• d
If~11
l~k7l11
lll110w
uui1 W
uan
amn
n8lllllm
1ri31m ntlla
nitanmnna
lmrasaaaasa lsnanl
lluuuraun uanmul • >bmal mr Ealnunamnaa saa utmmv:auluaw.
.ena aanan mm
nl~ mn u>o 0aaíasa
at oESC.
1
10
10
,00
1 , , , . I • a . ~ . . . . I , 1
50
100
200
500
1000
200 0
CAPACIDAD
dm 3/s-- 700i , . . I
5000
10000GP M
NOTAS :
1. LA EFICIENCIA ES EN %2. EL CNSP R (NPSN R ) ESTA EN METROS Y EN PIES
3. NO SUPONGA UN CNSPR (NPSHR) MENOR CUE 1 .83 m (6 Pie) SIN CONSULTA CON UN ESPECtALISTA DE MAQUINAS
4. LA DISCOHTSNUIDAD EN EL CNSPR (NPSH R ) EN ESTA REGION SE DEBE AL CAMBIO EN LA VELOCIDA DOE LA BOMBA DE 30 a 60 rps . (1750 a 3550 rpm) .
Capítulo III Bombas
III-5
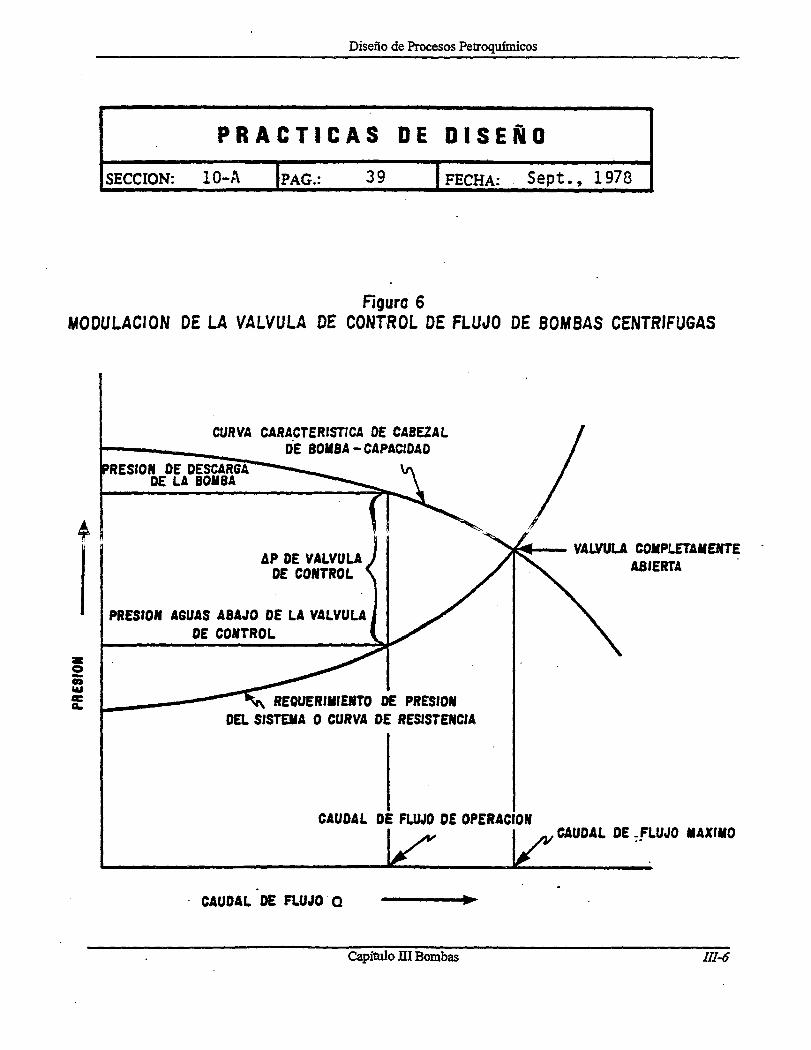
Diseño de Procesos Petroquímicos
Figura 6
MODULACION DE LA VÁLVULA DE CONTROL DE FLUJO DE BOMBAS CENTRIFUGAS
CURVA CARACTERISTICA DE CABEZA LDE BOMBA — CAPACIDA D
PRESTON DE DESCARGADE LA BOMBA
PRACTICAS DE DISEÑ O
SECCION : 10-A
IPAG. :
39
! FECHA : Sept ., 1978
PRESTON AGUAS ABAJO DE LA VALVULADE CONTROL
REQUERIMIENTO DE PRESION
DEL SISTEMA 0 CURVA DE RESISTENCI A
CAUDAL DE FLUJO DE OPERACIONCAUDAL DE _FLUJO MAXIMO
o~W
O.
CAUDAL DE FLUJO Q
Capítulo III Bombas
III-6
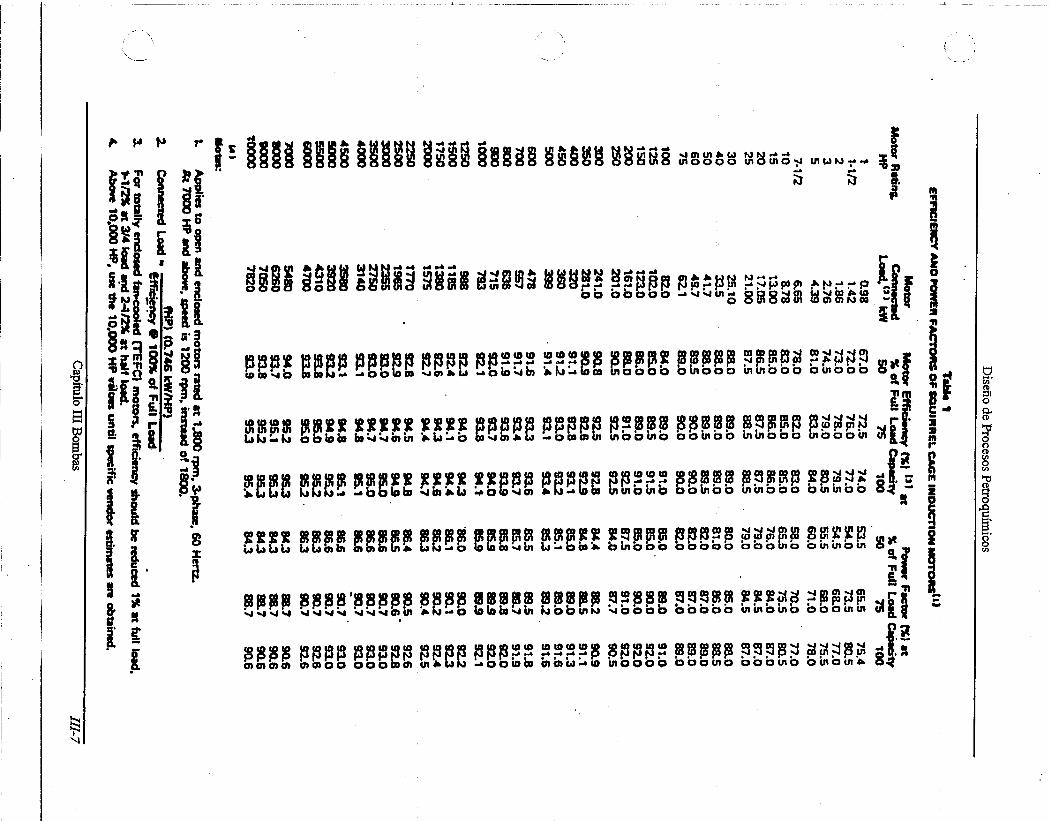
wwN 1. .,•r
; z 1111 Mi M1g
rim§ §gAg§ Ina s móóó ó
~~$N
gfY.$z ~
!~~ ~ ~
3
i~~~~~4 .450op Pt!PM "— -.. .. ~ . . ..
bb
~W.0o bb000 -+VVUtP BtJto00tli ~OCNiÁ'Óp
O
1. ~
~~~~
~~!! ♦~ !E ~~ ~o~a~~~ ~~E
bo~
a.~ ~~~~~ ~~~W ~
MI
b+ a~o~
-~o boovin w .•
bin000 00000~~~~ ~000u+ o
PAPP 00O lR' P8 14 RO ~R ®8®~83 ffiPBfl~P~B ~ E SS8 q I q e t ~ TwTv ~v vvv vvvv vvvo~~n +► -•o io to to vin iJOOMN v000b obboo ininbin o
~~~~ ~~~~ ~~~E P ~~~~ ~~~~~
~~óóó óáó~ó bóow ó
!Et! E ~~ .+~~pp
!bbo MI! ..o~vo►~p~~pp
vb ►w~~pp ~~pp ~p 10 j~Qqá~ f^'
W ~~QQHUE
p~ ~ p} pp p p
~nv~000
~p pp V s~
!n
~i ~i -•
btn J► A ~~i► J~
~ ¡uioinb oolna o~Q ~O ~ 10 ~1 ~~lOfO ~VOftJ1~ áCtVOVÁ `
ii•ia
ou+u+oo x fl§
P~21 xl~e~et xggt ~ POP ~
inP2333 SMffiffi
iob :. N o iobo bo :+ :ro► ut i. i,r-•o v + ► .4 0 000 usooinb oo ut o o
~~~ó
~ ~~~~~ ~áPE PP22~ w 2! !~ tn~~óó ó~óó~ ú ~óób ~inbo0 8~ g g~w
r~~~~~ ~ñ~~~ r
~~~~~ ~~
! fCF 1
~ yy?f _
Pr ~ (i- tJ1~ib~oocnu,
8~ zótnó~s..
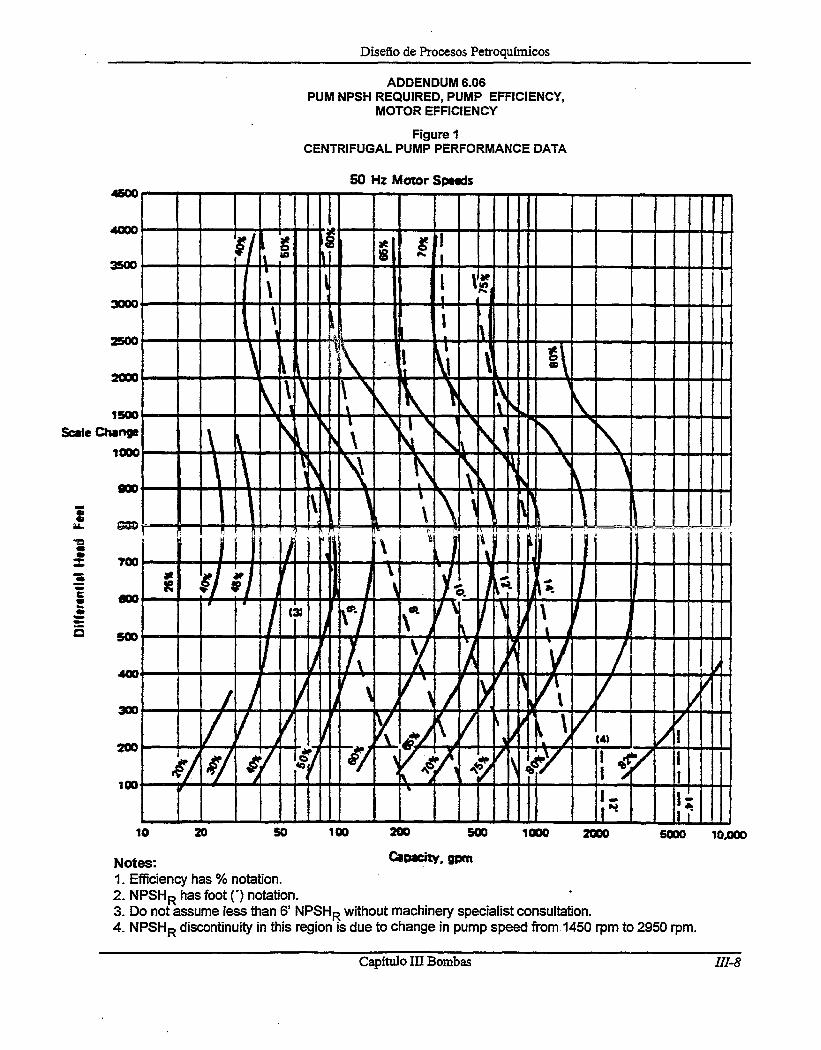
Diseño de Procesos Petroquímicos
ADDENDUM 6 .06PUM NPSH REQUIRED, PUMP EFFICIENCY,
MOTOR EFFICIENCY
Figure 1CENTRIFUGAL PUMP PERFORMANCE DATA
50 Hz Motor Speedseso0
~ X11°IIEIB111■IIIB I11111111 il■Il~lllln~luno1]u;iIIlu1II
III~~
1~Í
MAE II1i&IlI1IiFiJiIIiiM■II■1
IIVA1UPIAIiTAi!ÍIUiI_iFNItillEilPilea raiiimaru
wuIuIpIiiAiiihIrgIir1Ii_~iIE1U42IPdIi Ui
VAl~I~A1IFIWr1IlN
1500Scale Change
1000
700
100
10 20 SO 100 200
500 1000i
2000I I
5000 10.000
Capacity, gpmNotes :1. Efficiency has % notation .2. NPSHR has foot (') notation .3. Do not assume less than 6' NPSH R without machinery specialist consultation.4. NPSHR discontinuity in this region is due to change in pump speed from 1450 rpm to 2950 rpm .
Capítulo III Bombas
Ill-8
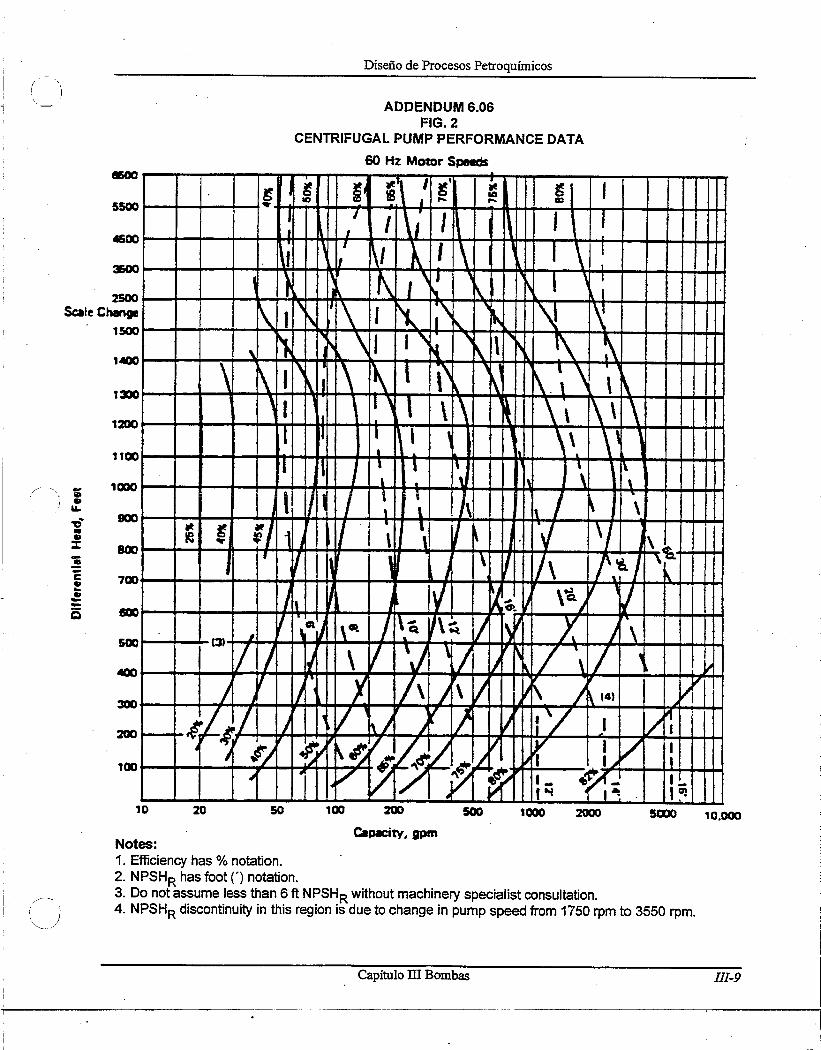
Scal e C
Diseño de Procesos Petroquímicos
ADDENDUM 6.06FIG. 2CENTRIFUGA L PUMP PERFORMANCE DATA60 Hz Motor Speeds
■ ~ ~aAa~~~m :4500 N FnuNoA~~~um ~ wmeu,~ ■~enn~wma ~ ►~muun~mm
u iui iuwo~~ui
;m 11 1 1911113un~1un ~~n~Inoi1200 RNL I 11
.00
1111WRIMMoemn~ra~uunte~mmi~Nm~ner use n
700 ~i■Yr,
u~ u mn rw~
wEl 1I S
.WIM Oil
si~:unmNIVi~ua \ ammo riorawAn
m Ell FM IAMOI&INME 1111I200 NA4 El 11511E.figi MIME III
00.
112IK 1 2111 11
1 111111IM 'AI MI 110 20 50 100 200 SOO 1 ooo
2000 5000 In nCapacity . Dpi
Capítulo III Bombas
III-9
Notes :1.Efficiency has % notation .2.NPSHR has foot () notation .3.Do not assume less than 6 ft NPSH R withou t machinery specialist consultation .4.NPS H R discontinuity i n this region is due to change i n pump speed from 1750 rpm to 3550 rpm .
Diseño de Procesos Petroquímicos
AnexosCapítulo I V
Capítulo N. Compresores : Cálculo de compresor
IV- 1
Diseño de Procesos Petroquímicos
Contenido
• Eficiencia Poli trópica de Compresore sCentrífugos sin Enfriamiento
• Eficiencia Isentrópica Típica d eCompresores Reciprocantes .
• Eficiencia Mecánica Típica de Compresore sReciprocantes .
Addendum 6 .07• Centrifugal Pump Curve Characteristics .• Centrifugal Compressor Curve Rise.• Efficiency and Power Factors of Squirre l
Cage Induction Motors .• Centrifugal Compressor Curve
Characteristics .
Capítulo IV.-Compresores: Cálculo de compresor
IV-2
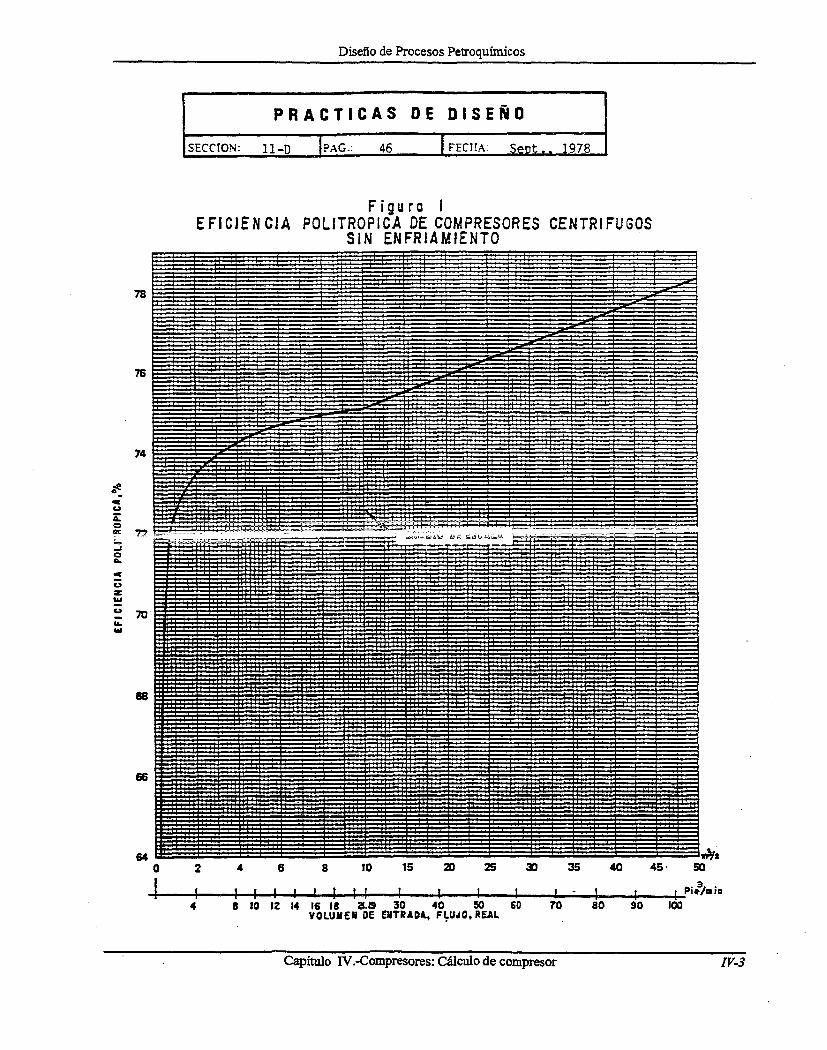
Diseño de Procesos Petroquímicos
PRACTICAS DE DISEÑ O
SECCION : 11-D IPAG . : 46 1FECHA : Sect. , 1978
Figuro IEFICIENCIA POLITROPICA DE COMPRESORES CENTRIFUGOS
SIN ENFRIAMIENT O ~.~~~~~~—~~ — :
— ~,_,.,
w ~----•----
_ ~,__+ rr_ --°r--=~.._.aiw- ~.YSS - '•.~ ~~~~SY. ..~.~
~
~
_-__Y_
—
M.
,..~~Ii~ ~s" .~.~...~~ .~— ~~:M= .~.. .~~~ .YSSYsSsTsTTY
—
•- -•-- - : ...:..^~— • w _-_ ~=..w...wwT.TySssyssy
ysssyssYTTT
Tr.ssYsTsrsysTys.
w
—
—w••— . . ..w•w•••Yw.w•• ..ssssss.
T.TyssyssTT. sTsyssyssYNTsyssYsssssYsTysssysTssyn. T.yTT.,TsyssssysYsYsT.T.TsmsTsssYssysssssss....Tyr TT...Ty..
s...s . T
....
..~ .wrww..r•.
ww.— .s .w.
.í•wra+.ww•www
y•••r•yTy,••~—~~
.—".:—..::: - ; r r : :..~. ...
. _ .
.,r,.i:.w...~r. .:wsyr•. .
.
~..~ - - .
14 16 18 2419 30
40
50
6 0VOLUMEN OE ENTRADA, FLUJO, REA L
.._
.,.•w.
, . . `_
T--N
~
i ....w..~«. ...~w -.~~.~r•~.-— ' -
w. ~==~.~Ts yr.. ST
SSTS .
.rw..: rSwr.
SY.yYyYYYYYYYYYYYYYYYyYTTYSTSSYSYSTSTSTSTsTSM.SYTYY
...•~. •:~
s■■Yy:Y
Ty.
lu~udri PkSlyabeaL~t1 =a.r . _ .
r
.~ . ..
o 2 4 6 8 to 15 33 25 30 35 40 45 .
74
70
W
64
a 10 Iz TO 80 90 100
Capítulo IV .-Compresores: Cálculo de compresor IV-3
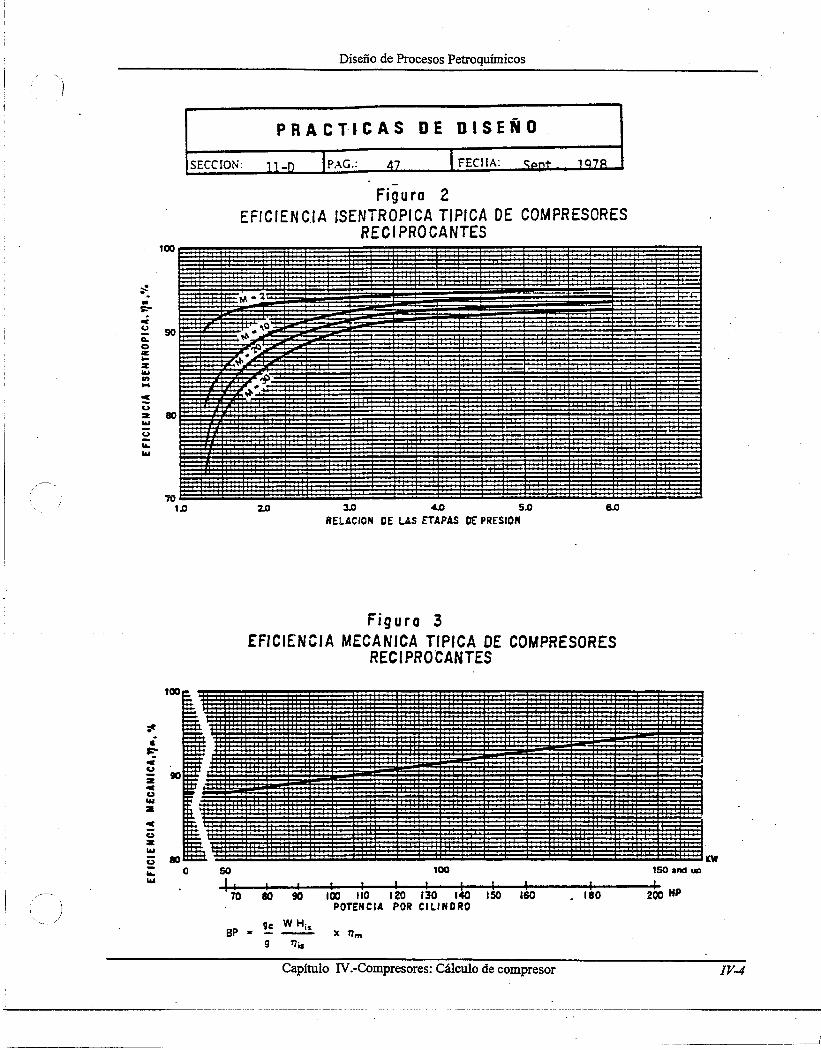
Diseño de Procesos Petroquímicos
PRACTICAS DE DISEÑ O
, SECCION : 11-n IPAG . : 47 IFECHA : Sapt 1478 ,
Figura 2EFICIENCIA ISENTROPICA TIPICA DE COMPRESORE S
RECIPROCANTES100 _
_
_
. .._-mmmmmmm
~ ____wwwwwwamawmam.=~~.. ~°°^ .
_ ~
~ -~~- ,. –~wawa..mwmmw~ :~E~~
.._.~s~
~
_
OM• MMMM
wMNN.=~:M
. .a ~w
-----°— --~,~—
~—;y~~•~.._. MMM ~•.~
~...~~r~~.7,~i. :.',p ~.~ ..—~ ~~
r.~—~.. _-MMW
_._~..
_...~ I~ ~ _.~ r.~ ~. a.► . ..~t.~_.
~. M~ ~~
MMMIWMW .MMMMMI==
__'..'..~.~__ _ái .. ._~—.'
~._.._._ _. 'M0MM
wwww.w
~=~ .... =~
.53~,~~~~.~ ....~...wwwww
~
~..—w.rMMIMMIMMMMMIMre_ir=ww .00
=~~~~.iw_~.~w...~.MM
=--mmww–
_-rs~:~.
. r... .~
2.0
i .i80
4!
701 .0 3.0
4.0
5.0RELACION DE LAS ETAPAS DE PRESION
6.0
100
80
Figura 3EFICIENCIA MECÁNICA TIPICA DE COMPRESORE S
RECIPRO•CANTES
--
•-= mamm: .—:=—m.=••..•w;.•—.r.ma-
: . .-_: :-
_
"
r:z.~-
—
.==~~.... r~;_~~--~. -
___mmmwmwwmmwwmwwmwm_
_ _r-sr— _
.~ s'r-
•-: .• . J -wwww maw _
+A.=
_
wawa. am. MMMMM
MMMMMMMMM MIM
.
—wawa.. –
. .-imr—_
SO
70 80 90
100 DOI20
130140
150 16 0POTENCIA POR CILINDR O
0 100 150 and w
200 HP. 18 0
W H i s9e
~BP
x rim9
TTa
Capítulo IV:Compresores: Cálculo de compresor IV-4
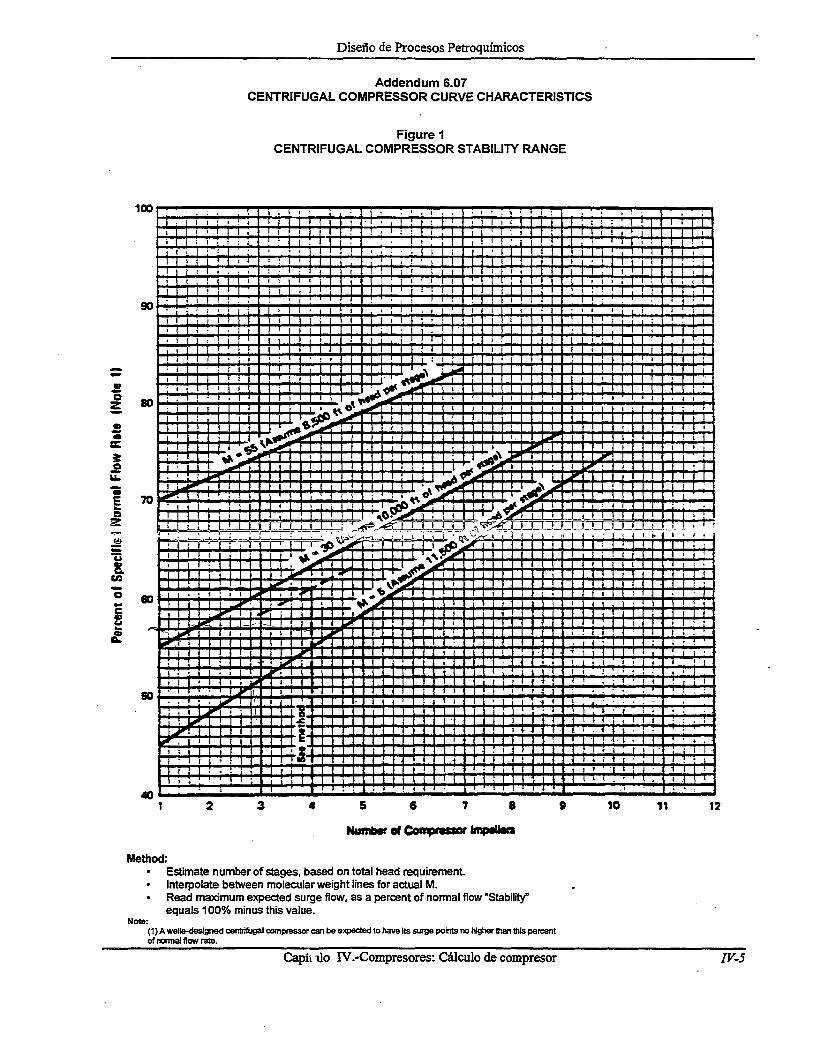
Diseño de Procesos Petroquímicos
Addendum 6.07
CENTRIFUGAL COMPRESSOR CURVE CHARACTERISTIC S
Figure 1
CENTRIFUGAL COMPRESSOR STABILITY RANG E
ov ~■iiiilQ■!al■ii!■i!■■■■ISN■!MMslwisM■■■siiMil■a■11i1■liiQ■■Bii■si
iw~ i■■iiii=■■■i■iiilii■■■!!q■i■■QmaMiN
■!■mimmunsunno■i.iii8■aa ~!■!s!■■slii■i!i ■liiililsi■■!!■Q■i■ssiim■■W■il■i~■■■■■■■iaws■■iQSis■■■■N■■siiQ!!!QQ/!!li■liiNi/WliiiiliiQ■■ii~■i■■!i■■■!l!i■iiiHiii■iillii!■!i1 ■iii■i■islisQQ■i■sils!!
W■■/■■■■■IWSSIi■dili■~i■■■sa■Qiósd lil■ is~wi~
maa/!liiil! ■!!!a
allaa■!■i■ii!■■!■!!i/!■1is!!■s■iQQl■■iM■iiifMiiMQsiiiii■l■lisilssi■i■■wiQlilis■■!■wliw■a■si■■iaiii■!i!i■■siQi■siii!!!!/!Q■!l ilsi!■■■i■!/■■!is II111
ii■ii■V■l■■liiiliiliiiwiil!■!i■ii■■islri■■■iiwiiii■slsliii!■i/!l!■w■wi■li■iwiillsQwii■iM■ ■■ismiili■■!i1•!slaii!!!i■m■isli!!■i/■iii■■■iwi■ ■■
Hi■■Q■
iiii
li■iM
■■
■■!■
■!■i
!i■sli■i
Qil■!
iw■aMiilil!■Mili!■iwi!
~ .,sa !w■!m1iw■sli
l0
■lawli■iii C~ ~>s!i!~tH■aM
1/il
is■alw
i!■l
!s■wsl
a■!tls
!■iV
s■MSiwi
S■!Mll■siiii
R/iilli■■!ll! .
JQii!■lliillwlili■ ■QiQlsi/wi■s■8!■Ma■■■ ,/i!s!■■■iMiw
!!
i
i■■
■i■■
■i
!■■
lis
■
■
!■
!i
ii
■s
■■!
lii
ii
li
■i
ii1si/il■i1i■ a
!~!w
■iQ
■■■
1!■iiiiis!
■■■lsi
WiI
!■
■S
s■wd■!~-!/ilsiifili/!
M
iw■■M■■sli ~~~Aiw■
dii■■!■!as■ll I=
!wiWWI ~ • di1■!w■M■■Mif■!M d
~~w
ílwQ!■■/í■■■■i■1!
iliM:,~.sw■i■■i■ii!■■!si -gel
■li
■i~
■i~A■
í~sil■
■i
■i
■■■!!i■!■lwil!!s
~■w■i !/t■!!Q■■s!!!!■
lil■wMwi■!i/i • ~ /■s■
~
iiliia■■!i/!■!i
~ ~d llssiwislllli~01
diiliiili■iiaii!A!!!!
.111I 11111 1101111N.M .1
i
-
.~■! ■!■si■! ,■■si■
'O
.IIIa
i
S~
151 üOit■
~ i
.
s
I b ll i
.íp ~/i!!■ Ji1■■iii■■■■■lQ/■~/!!i■
M
■i■■ wfi
ii ~,~ ili
/l
l!■!
■i■
i ~~ ~
~tf
■■■■■■■!i■■liiili//■i■!/■
■/s!■isss!■llMiii■!ilaQQilSisii■i .
Ai!
~/a■!s/!■w■iw■1■i■■■iiQ■/!si■w/ii■!s■!!■V~MIL/s■i
■isiiwilq/p.A■R/!!!■
~b
.
~
Ail!!!/■■lsslri■■!i■i■i!■iw!!!i
!/i=>Rt/is is■!/■ iwiaw■lwss■!■s//i//■■mil■
s■il!!!iw■!■=liii!■illiiii■liiilS~ !lllisi!Íi■!p!■!!
i■s■w■■lQSii■w!s/i■■i!a!!i!!!■ 7ma■i■■i~ili!i■!■■NEE
a■sW~!liQEl■■aa/siw.J■■wil■/■Q!/■!w/!■■■■liMi■iia■sV■
lí~~~tifi■(M!/■i!!`a11ii■■i!!wi■m■/si■■!ii!/!/iiiN/S■!!!i
~/liis■l1■■■ !iw■>t~s■■/!s!/iMIME■i■■■/!i■!■!!s■ii!/!w!i■■
aaiiiiwiw■i■Vi■■as!■■iisi■i!s■■/■w■!s!!■liisiila■■!!!■
■s!lEMUWIC ilr!lliii!!w/iil■l!■//ilwliil!■!!liili!!■ii!
allalaeWl■!<a!■!ii/!!sslil■ii■■i1■iiill! ■!l!!
!■~■!ii!!■/i/■/lssi■/s■!■isi!wnnmsvnsszmmum=
i■■■i■lisiw■lssliilsi=■ i!■■~
iiii■lt~~i!■iw ws!lsassslili■/ ■ i!Vi
!!il►"~slsU1! : salt■■lllltlisillllii■!i!w>•!!llliQ~s
/ii~jsi■w/ ■ ■■ ■■ ■l/iawlMi■■■■!/is■■!Illnualiniusitomamma
■Ial ilww■■ ai! ms■!■■i!■■sliis■■N!■!is■■■i~iilQQiQá
~~Ql!•iisi■!!w ■■iw■a■■!st■i!i■/■!/■iiliilisiiQ■lii~■
!■l/s ■i1■ai■~■!■■■!■M■E1 Hili■ilii■liii!/
■sii!■!■i /1 ilwi■ma■■sisswa/■■wM!!!■lssiiM■■■Qi!
■slii~■!/asl■ ■■issi■■aiiliwiiwliw■siii ti!=!!
iima!■si!!!■s!liliii■/ii■■■ssi= alaM
■Viwane sa■t!~
1
2 3
~ 5
6
7
8
9
10
11
1 :
Number of Coatpnssor Impellers
Method:
• Estimate number of stages, based on total head requirement.
• Interpolate between molecular weight lines for actual M .
• Read maximum expected surge flow, as a percent of normal flow Stability"
equals 100% minus this value .
Note:
(1) A welle-designed centrifugal compressor can be expected to have its surge points no higher than this percen t
of normal flow rate .
Capt .( 'ilo N:Compresores: Cálculo de compresor
1
IV-5
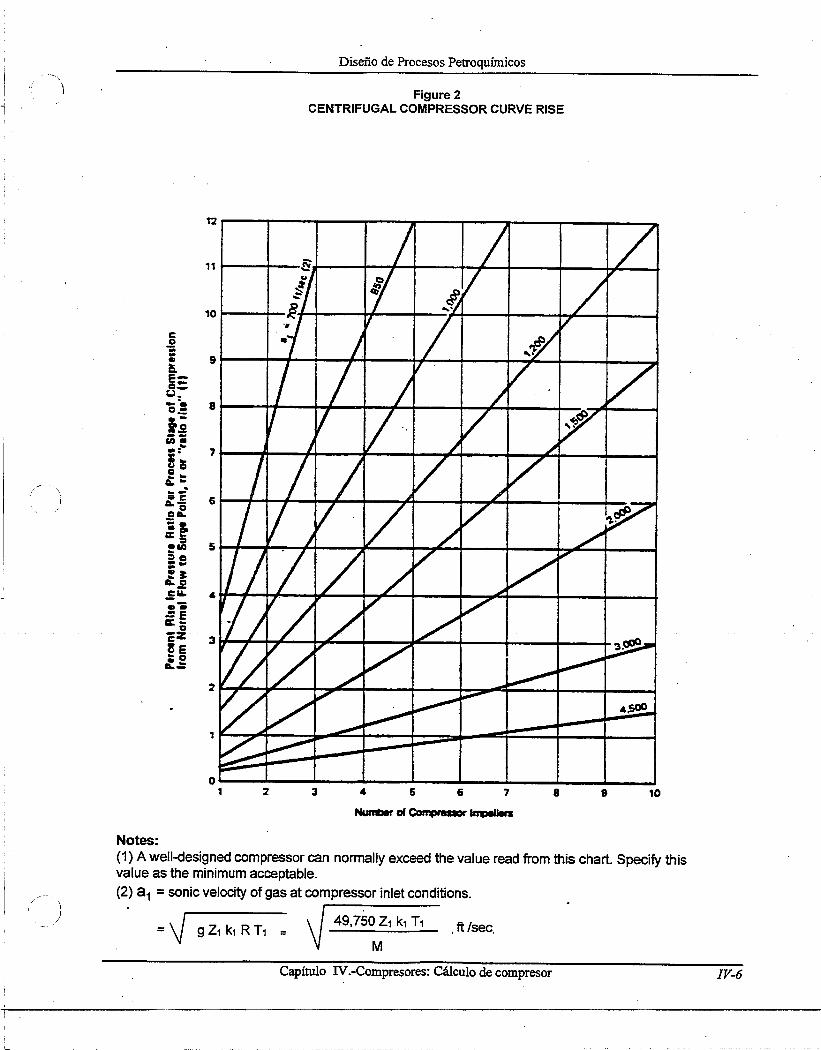
Diseño de Procesos Petroquímico s
Figure 2CENTRIFUGAL COMPRESSOR CURVE RIS E
,o
d Qe
Éc̀=á Ed.t
1 0
Ntsmber
Impellers
Notes :(1)A well-designed compressor can normally exceed the value read from this chart . Specify thisvalue as the minimum acceptable .(2)a l = sonic velocity of gas at compressor inlet conditions .
=~
g Zl k~ R T~ =49,750 Zl
M, ft /sec.
Capítulo IV.-Compresores : Cálculo de compresor IV-6
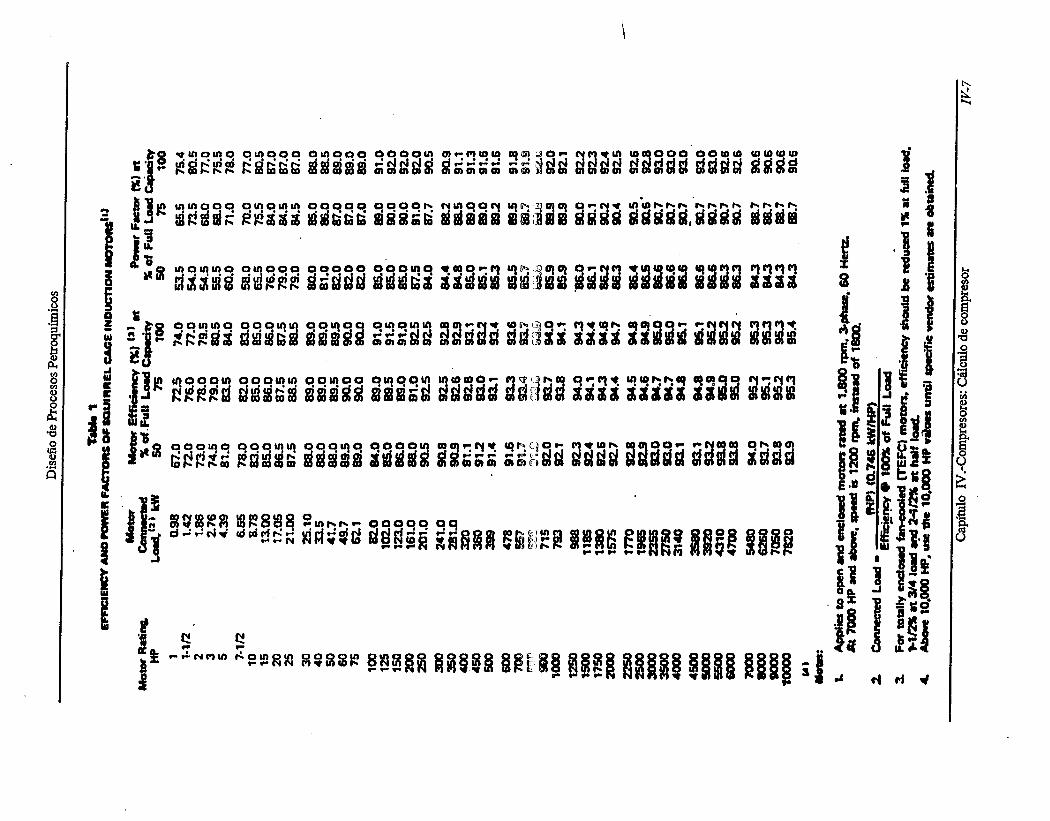
nr•or .~ 1AIOhP1~ nf~P r. nIAU1000 011)01011) 00000 0000h 1n 00 (1 tor: 1 al 0;
h
, g 5~5E log o síolo %
ln
g ño~ g a~ 56 g 6 g ~$$e ► ~o sigmas salsa g ggg S~b~aS~s bi
~rtReZ
~r
t~ .rt
~ol.~nt¡
lnlpo olna
OpO
l~o 00
t0V~0j~0
j 1an
o~o
jlno
.fta~to~¡~•/f~rl 1uAfwfl~ua1POt
~oj.-
1l~yj
1~00W~
♦
1~p
o,f~pgl~Qj
@RI~aD WiD
a0fa ~~Ifi1AU11p ~~hhñ g mo007Q0 oug006a oDaDC0oY00 a01~9i~W $
00
~~
0
~~~~~~~~~~~~~gia~ry~g~~~~~asssc~~~~ lags ~~~ ~
~
~n ufagq
d qutqqrn roc,
0 .;r~ .r Inwnnag oga;io(1••;eyrlOoONIn Oqlna o~:r~•ññ~ ~á~o~~°oó ~áó~5idi ~ál~i
~~~
~~bí ~~~~ ~~~~~
~!
rr ~
~e :
!
~~0100
otakm~~01110
~~~~~ g o~m
@iii áiiii~~~~
4'fdWñM wP81904g-
.- ~~Qjj (~0~] 00 0ff .» r r~rf tdOó Ñr̂ + N ~ g~d Ó60 g 1a p̂e- .+r N
V..- . = PI PI ln r: ° .fIR% r°I4tñí$ñ HMI
§OE 1P 11 .!,. R
00~ E1I~~
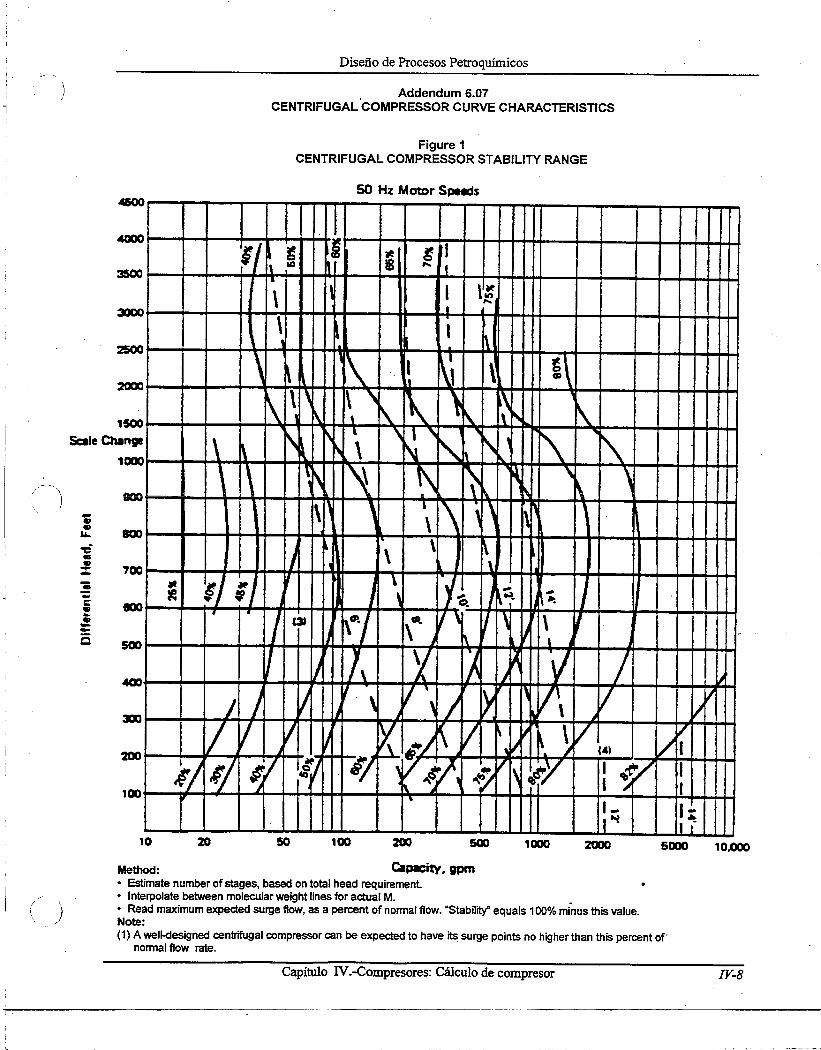
Diseño de Procesos Petroquímico s
Sale
Addendum 6 .07CENTRIFUGAL COMPRESSOR CURVE CHARACTERISTICS
Figure 1CENTRIFUGAL COMPRESSOR STABILITY RANG E
50 Hz Motor Sped s
N 11 II ~11~ 'WIeI1 111uB■ ~ ►UI1 \1 ~~~IIi\~~Illfl
11111CIli!V11115W311IMMIMI II~■AB1uN11►V■1►9Rllivl\\\Nlldl
I li! 'I 117. 11 1 II 1 IIMIMI M
■~■r11fl111 ~111~i1lO1111111■ ~ lDdllil■VI■II~Ililll9~/IVlllll111M IIEWINI511i!IIIPM MI
m i~~10
20
SO 1 00
200
sao
non
ennn
=ft."
Method :
Capacity, Dpm• Estimate number of stages, based on total head requiremen t• Interpolate between molecular weight lines for actual M .• Read maximum expected surge flow, as a percent of normal flow . "Stability equals 100% minus this value .Note:(1) A well-designed centrifugal compressor can be expected to have its surge points no higher than this percent o f
normal flow rate .
Capítulo IV.-Compresores: Cálculo de compresor
)
IV-8
Diseño de Procesos Petroquímicos
AnexosCapítulo V
Capítulo V : Flujo de Fluidos
V-I
Diseño de Procesos Petroquímicos
Contenido
Addendum 6 .0 1• Calculation of Sonic Velocity and Pressure
Dro PAddendum 6 .02
• Calculation of minimum pressure that wil lgive sonic velocity
Addendum 6 .03• Two - Phase Flow Regimes in Vertical Pipe• Flow Regimes in Vertical Pipes, Upflow• Two Phase Flow Regimes in Horizonta l
PipeAddendum 6 .04Addendum 6 .05
• Quick Reference Pressure Loss Throug hFittings
V-2Capítulo V: Flujo de Fluidos
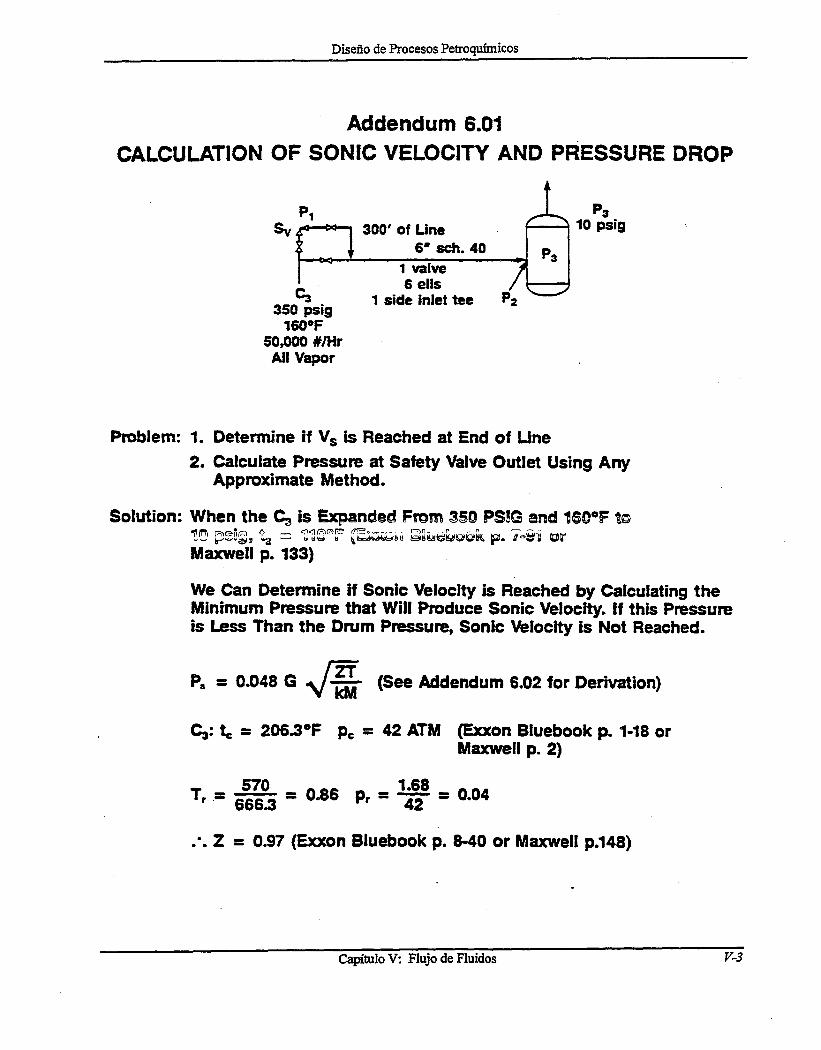
Diseño de Procesos Petroquímico s
Addendum 6.01CALCULATION OF SONIC VELOCITY AND PRESSURE DROP
P310 psig
P,
C3350 psig
160°F50,000 #1H r
All Vapor
300' of Line6' soh. 40
1 valve6 ells
1 side inlet tee
Problem: 1 . Determine if VS is Reached at End of Lin e
2. Calculate Pressure at Safety Valve Outlet Using AnyApproximate Method.
Solution: When the C3 is Expanded From 350 PSIG and 160°F to51R1 nc ~n ~
S1~ifñlC~2 /I~
rnn__ -r- -
, ^ y ...~~
.~ ---
L4t„ n ~~emear~n t9tltt8,215?riQi6ft, p.Maxwell p. 133)
We Can Determine if Sonic Velocity is Reached by Calculating theMinimum Pressure that Will Produce Sonic Velocity. if this Pressureis Less Than the Drum Pressure, Sonic Velocity is Not Reached .
Ps = 0.048 G
(See Addendum 6 .02 for Derivation)
C3: tc = 206.3°F pc = 42 ATM (Exxon Bluebook p . 1-18 orMaxwell p. 2)
570
1 .686.3 = 0.86 Pr = 42 = 0.04
Tr .= 66
.•. Z = 0.97 (Exxon Bluebook p. 8-40 or Maxwell p .148)
Capitulo V: Flujo de Fluidos V-3
Diseño de Procesos Petroquímicos
k = Cv/Cv = Cp/CP –RCp = 0.39 BTU/lb–°F (Exxon Bluebook p. 7-23 or Maxwell p. 89)
(0.39) (44.1)k
(0.39)(44.1)-1.9872
k = 1 .13
2. Use the Method in Crane on page 3-22/23C,Cs
'100 - p
From Figure on p. 3-22, C, = 2 .5From Table on p. 3-23, C2 = 0.61
Assume AP = 27 PS IP,a, G =24.7+27=38.2PSIA
2pM _ (38.2)(44.1)
Piarc = ZRT – (0.97)(10.73)(570)
P~ = 0.048 (69 .2 Ib/s-Ftz) .\/(°-97)(s")(1 .13)(44 .1)
= 11.06 PSIA
Since the Drum Runs at 24.7 PSIA, Sonic Velocity is Not Reached .
= 0.283 lb/Ft'
Capítulo V : Flujo de Fluidos V-4
Diseño de Procesos Petroquímico s
AP~10O = (2.5)(0.61) = 5.391100 Ft .0.283
Determine Equivalent Length ,
Leq = L + D(En
D
Fully Developed Turbulent Flow is a Good Assumptio nfD = 0.015 for 6" Line
Refer to Addendum 6.05 for Resistances of Valves/Fittings ,
L = 300 + 05 (0.16 + 6(0.4) + 1 .2) = 425 Eq . Ft.
AP = 5.39 PSI (425) = 22 .9 PSI100'
This Is Close Enough to Assumed AP
~ .•. P1 = 10 PS1G + 22.9 = 32.9 PSIG
Since AP Is Greater Than 10% of Upstream Pressure ,We May Consider Dividing the Live Segment Into Smalle rSegments to Improve Calculation Accuracy. For ThisCalculation that Degree of Accuracy is Unnecessary.
Capítulo V : Flujo de Fluidos
V-S

Diseño de Procesos Petroquímicos
Addendum 6.02
CALCULATION OF MINIMUM PRESSUR ETHAT WILL GIVE SONIC VELOCITY
Vs = 223 JJ
If We Have Sonic Velocity,
VAcntAt. = Vs
223 f-a-z=
Gp
.‘f--Crz
G223
M PMZ(10.73)T
Z2(10.73)2T2
223 2 kM = G2(10.73)2 TZ
P2
p2 = 10.73 2 TZ G2(223)2 kM
, PS1AP = 0.048 G kM
p = lb/Ft3k = Cp/CvT = °RZ = Compressibility
Mol . Wt.Ib/s-Ft2
V-6Capítulo V : Flujo de Fluidos
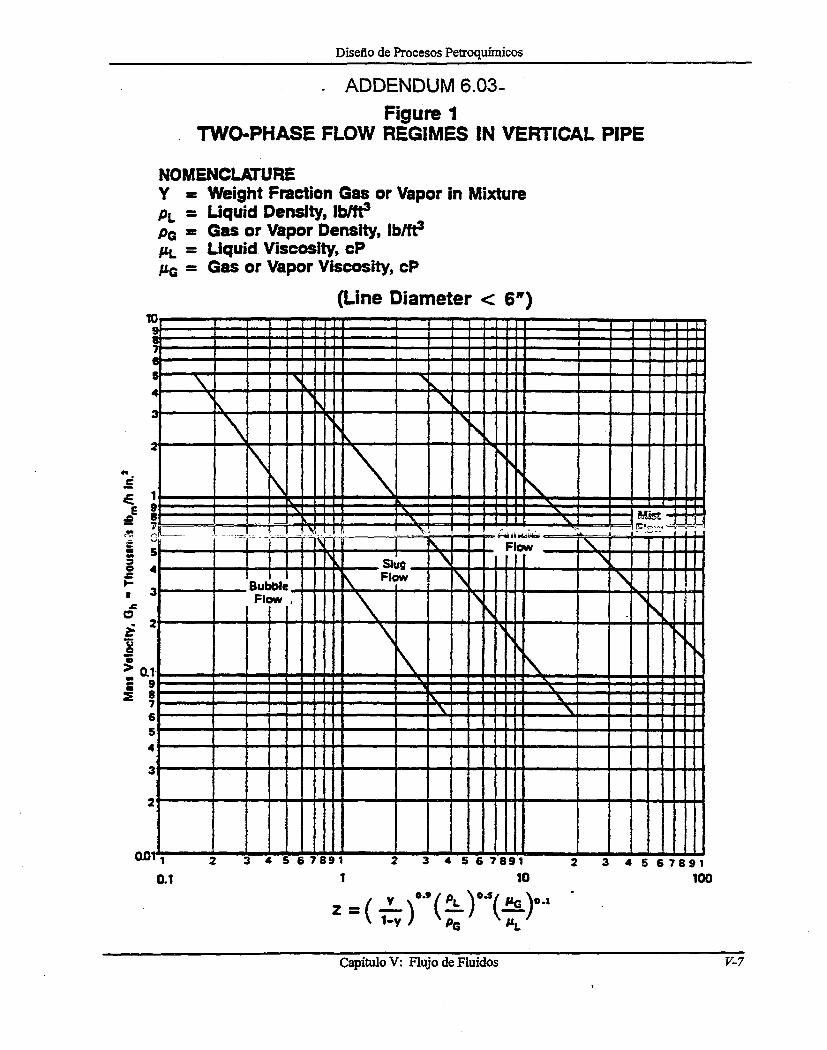
Diseño de Procesos Petroquímicos
1E 9
~ 3
OD 1
0. 1
2
2
3 4 5 6 7891
2
3 4 5 6 789 1
1
10
Z - ( 1yy)
o.s(
~L \ o.s~ ~ \o.i
G J
;I1. >
----... ,_.wonmu\nin S11lidlIMEIIIEl~wM1•1•110IIIIItl~
.~~l~~l~~!•~
Bubbl eFlow ,
N►f/' Nam Flaw
Slug -,
~
NI ► Floww ~~
~►.~RIII1IUPL1
~~s ~~~►~swainsumMEE ME~t
►~~
2
3 4 5 6 789 1
100
mistist:n -, -
ADDENDUM 6 .03-
Figure 1TWO-PHASE FLOW REGIMES IN VERTICAL PIP E
NOMENCLATUR EY = Weight Fraction Gas or Vapor in Mixtur epL = Liquid Density, lbaft3
PG = Gas or Vapor Density, Iblft3Fc~ = Liquid Viscosity, cP
= Gas or Vapor Viscosity, cP
(Line Diameter < 6")10
87
4
3
Capítulo V: Flujo de Fluidos
V- 7
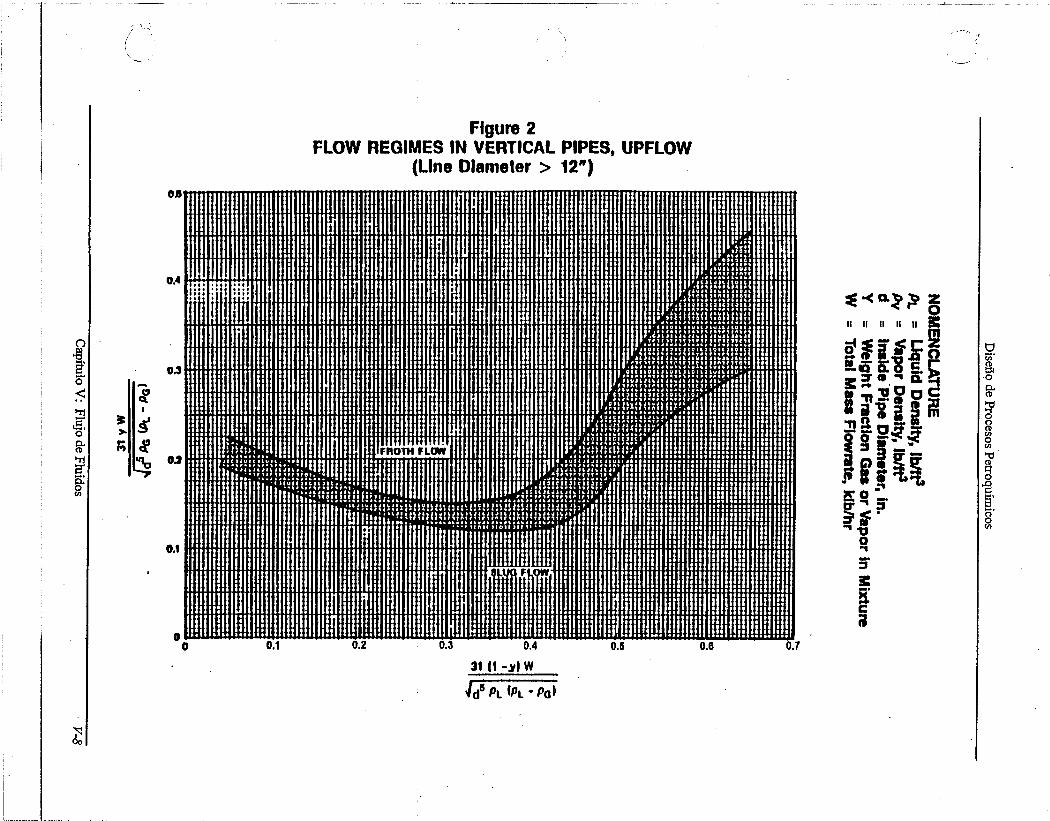
Figure 2FLOW REGIMES IN VERTICAL PIPES, UPFLOW
(Line DIameter > 12" )
á
0,1
I'
:
t I
t '
'
:
~
, I
; .
I
I,
ll I I 1,•
,
;
•
,
! !
i
/
tt . : 1
•
.
. .
IIII I I # 111111111111i11 IllIIIitI#IIIIIII llls#I1111 :11#iIl1I111111~ li111lI
# :, !
Ii ~tl) =•ilillllll~il~Illll~illlllilf{{liiilllIl II I i#!{I{llllllil#II Il!#Ifl~ifll~I
Illliffli'IiI'li1#11111'll `IIIIIl1 ~'~IlilllflfllflllIII"IIIII#fllfil1111II#'•I'lllill'IIiIII I11
:
_
,
/I•1
! 1 .
!
_
!
~
.:
• ~!
' I/ I
' i~, :'
_ifIIIiII'Ilflllli! iil!1!!'Illl'I'I!!lllf~°!i!#I !~!I##~Iill~i'I~III~ { ii i~~ll l l i l f !=' i ! # t !I!!'=! # i ' l f i~lf ;!!!flllii i . ~ . il!!! I I ~
1 ,rrn, . i
1liUlullluUllll III11lI~iillilflll '.lÍI .I~I1I11 if1~11#i~l~illÍ'Ilfl~i 1 !ii #lllliill#I'~ .'Il''Ii!~i! :~~ :#! = # ;i11131": '! ! !1li {I#IÍI . I I•
•
,
•
I
r•lJ/tl/l/
•tt
r
r t •.,I
1,I\/
.I!I Ill~l!!I I!1 !! .I
!I
I IIIII~l~li~{IIIIlIii#I#Il l i
: = i t
=!
! I llli :f :~:l1Y1YIa 1 litf {{I I
•
1
1I•r .,••1r•r••I, •
{ I 11i1! IIIiIi#llIIf{1i'III I 1I1Y1 ., .,
IiIlI!=I I Ifi I#I~tIH#iIIII'l•It
'
r r
ilillilts=II ~ttt •
I
•
,
1
1, „I,G:[11GIU
'IIIiIIi
'1llsf i!#!!'!'!:Vl1,lVIlIYVlY .1,/,
it l l lll f:
•
. • :' : : :• : : : : : : : : : •_
_
1 ,
. 1
. .
',
.
. .
,
. . :
'
'tIIGlYl1•Illl 1111G11i
. .
.
II#i!{IIlil~ll #Illi#ll#Iil1l1I11II1111'#I = #IIl' I I liillli i111{IIiIIIiII#'ll
f!1{li
Ilr t'
'
t~G)IIY,I :IV, :lV\ :1 :) : ! != I
• :
sl! : : : : : : : : : : : : : : : : . : : : :l .iili .11 llI1I{1I111!llli f111il11{!1!!1{IIIIlllllll!!l!li 1I!!I!!llINI11!I!Il~Ii! 11I
l l ;;llll:l;ll :llllillill l.
1
1I /
IGIII; : : ;'>GIY .I :11 ; lGI ,IJIYIIG •c
1
, . .
r 1
.
t
s
:
c
Irll lllll
• .1 1 ,I # liil#slli{{{!lilfflil #!{!!! I~ll~iltli~lli=Illiill # ll I I
#! '\,,,IY,)••r,rll,r
er, -I•
.
.
•
IYrIIYr1,•
.
•„
III
I,I I 1
tt 'r
'
,
1't,I,I,l 1
:
!!
!
1
:” ! I' IIiI1 lli!lilllllilall!!s
_ ,
G : : :I : : :• 0! iIII: :III!!I!lfIiI1IlII!!II{I!f IIIIii ' =Il! ' s=111!
III"~ti i=II#iIi 1il{! IIII I
s Ii . :: :
, r•1 I:_
l
:•
I•
••
.
:•
l
l. 1,Yl ; 1YI
1:I• .
Itlll
IIIIlIs 't1!'1
:
,!!
'iltl!
iI '#i111;11#I!i!#!Il=iilllf
i • : ;,, 1: :: : :/l•i :) :.,
ll
_
I !li
i l
_
1 1 • 1
:
iip l
C1
:t:• :
';I
Inii1f
:
{l~lI u
~ i I ' !'!
~ i
' : l
~!#1{lil/i1ll.Ii .li lif rY .Y ; ;~ ; ; ;;. . / I!/I,1I1 :•I• ,I/Y :1•tl• i
1 :1l
i•I :,= : :• . .i• i11 :11GltIIOIY .'••1
1 It11J111
1 . t I
II IY.,\,n!'l!'Iil 1!'I t fl1i111 , llll l
: : : :, lll,
:!!'sl=lrllll . . . :II :.sIlisi l ii :it
1t1tri11 .• ; n ' ,r á 1 ,
t•=• it :~1 ==
:
•
• :
1
1 '
Y : : :•• : , / 1111111111 11111 : :j
,,,,11,
I I
1
1
. 111111
.
1
•
1
-•II~Ilíltll)t .._
=
I
t
=••••1111 =
1 1: : : : :• :
, =tt ) I tilllill
i
i
: ; : ; ; ; ;~-
: : : ';
ll
. .
i1\ :
:llIll1 1(I .11ll
,tll
t I :1i1•
III!
II =sl lll i #il i,,,~: : : : : :
. .
: : : : : : : :
: : .•
: : : : :• .I .it tiilttltl
. .i : : . .
.11
. .
1•
.
IY, ; : : :Y,IY1YI1 . .,111t,1,1 :1 :
1111111)ll1 / .,
,
.
I
/1
. .
. .
•11111// 11 • 1: .
t .
. .
1
t
r ; ,
i,
1 It .
: :i I• :t t1
\~~
i :•í :ii :r :i : :i : :II : :UIIlY/H IY/1 'tli . i :ilis!Ill :#II!ls11111I11I!lill~cil : :iií~l~=, .,,_ : : : :~~
lliti! ; :
: : : : :
í
: : : :~
; ;; ; ;
it~ :tllh !! I { I lI II : : :I :! :!1! : :11I :!it! : : : :I : : :stsi :
1'
I
■ 1
1
I I•II •I
t11
MIEN
1/
1\
.
I Ir
t : =
rr I, ,
• . II I
.Iflffllfill!!ills!lffit~tifllllillslillllllliiíí i ii lli
I, • '•!!! i=lfi=ll#!rilii!!!I!=il = I : II f IIl' #!!=!#= ril!!s!!{!!I! # + !I1
. .
I
.
1
.
.
.
II1I1 11 !
. .
•/ ! .
lill)fii##iilli
iil!!!!i ! llllll'illllfl# II = Il iii f ii = =Il ¡ =ilIl .I
=t l = "lI~!Ill It!.lil
I . .
I#liil!#1ü
ti!1i11#lltlllsll#! !• : • _
.1
li ! :, : =.
! : _ : : '• .ll11111l11!llllllllllilllllll1ll111l1 :#11 lillllllllii~'=.~`~!!~I': . ..
.
1
.
. •/1•I
1
. . .
.
1 . . .
I . .
i!1l11!!1#I~fllllilllll{1I1111{111fl ilillIlllilillil 1IIIlllllli#IIIIIII!1~11i!#Ill
!I l lliill#1I1Iililllll1111I{1l1IIiliilliilillllillillll!!{llii# )
iilll!l1111l111lIl I=
1I11l1111!1111illlll1f 1111i`=•II1#IIIII lIi~ll11111I1i1#11#1III i1í 111lI'lI11I{Illll/1i11# ~
lliil11l1lllllli!llllllllilllll l
11I11111111
l
11#1##111111'=.1=11
.
111 i
0 .4
0.3
os
zoII
II
II
II
II
0.1
0.2
0.3
0 .4
0.6
0.8
0,73t (1 —y) W
Jda PI. (Pi. - Po p
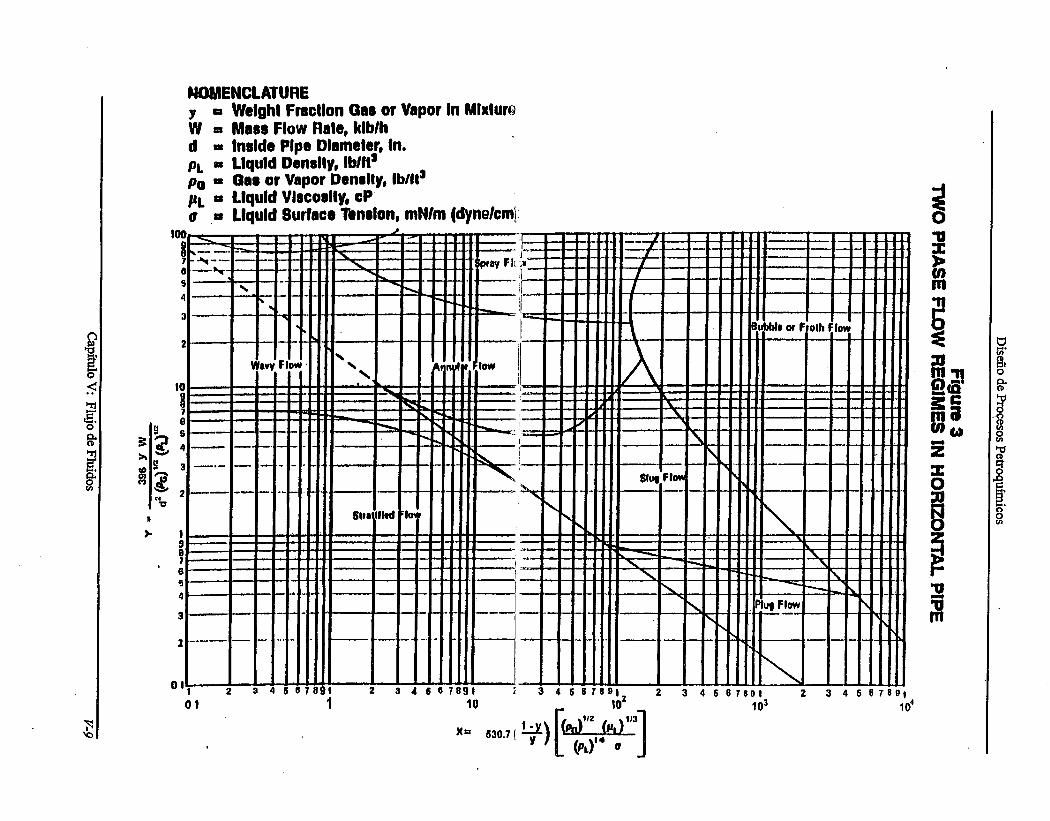
NOMENCLATUREy
Weight Fraction Gas or Vapor In Mixtur eW :■ Mess Flow Rate, kiblhd a inside Pipe Diameter, In .pt, a: Liquid Density, Iblft 3pa al Gas or Vapor Density, Ib/ItsPL a Liquid Viscosity, c Pa a Liquid Surface Tension, mNlm (dyne/curl ,
>i
too)
N
}
lo o
to
987654
48
4
7a6
■■■ w ■ ■1►a1■r~~~ ■■■ ~ ■■ 8-~~■■■.i•~
r>rww~ ■ ■■■■E I►.... ■ ■■■ ~i..■. ■■\~~... . 1■■ .~ ■■ ~S i N■~I`~~~;t l
!i~■~ luuWavy Flow
w r. • n ■ r=~r
■r n w ■■ ■MI r~ ■ al~
rMN ■ rrrrrA Mi. ` MI //alal ■ ■
I~r~
III
~~■ ~....;~ '
lam
~~' ■ ~IÍ
rr w w rrrr=■ rrrrr~ ■r nw r ■ ■1111 MI II 11 I
1
ay Ft
.. .
■■■ .~~...~■ _
.
: : :i
re.111mm
CCZ:C:C~C°
:./ ■ 1
../■■■■■ II t .r.. MININIIIIIINIIIMI 1■■■ 1 11111■
MINI IIIII MIN
1
1 I
lowiii~i■ ■~IIII :
I
hIIIIp ulIIIIhJ1•1 rtrlrW. IIN.N.11rr wme rrrrrlr ■/r_~
■rr ra III II N 1111■ 1MIM Mwi ■ =I MI NI rl r r 1 r~~1
■A ■ .R~111■111101IN ■>• ■1 ■ . ■ 11
1■■r;Il .■■■NIS MI~■■■ II1~
11.11111s"
:II
I,,
r .
u■ ■rrrr11111rrrr W11 rr NI MI r ■ Immimal ■
. ■ ■ I r
■■ ■ ~a>r■11■1 ._/
■
~
/
al
■ ■ 1
■ ~
:~ e\'
~ ~~ .~~!~ . IN ■ II
~W~1e~`!~ / ~ 1 1
iiil iiiiiii~I~~I
boaF low
6 8 789 110 3
22 4310
_
foz
3 4 5 67891
2
3 4 5 6 7891
3 4 6 8 789 1
13 4 6 8 789 1
10°1®y~ ~~11 z
1l3X= 630 .7 (
9I
(Pal~ ~
Diseño de Procesos Petroquímicos
AnexosCapítulo VI
Capítulo VI .- Control de Procesos : Cálculo Hidráulico
VI- 1
Diseño de Procesos Petroquímicos
Contenido
• Valores Típicos de Coeficientes de Flujo C .
Capítulo VI.- Control de Procesos : Cálculo Hidráulico
VI-2
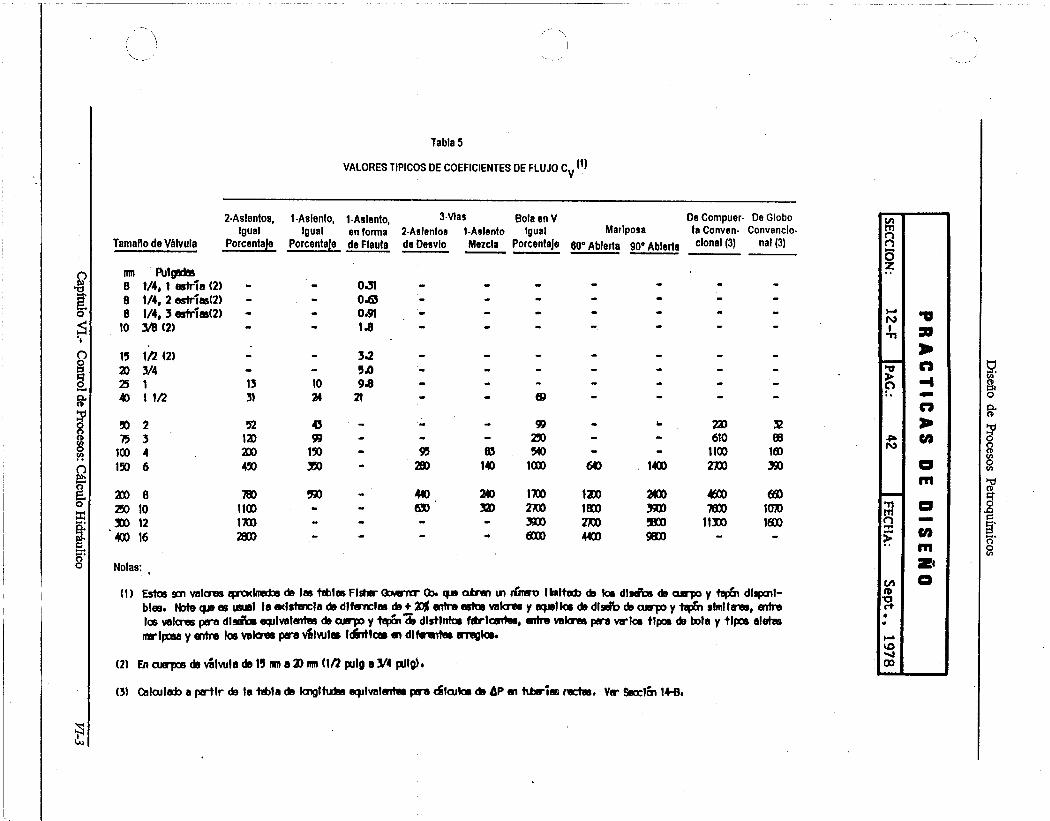
Tabla 5
VALORES TIPICOS DE COEFICIENTES DE FLUJO C V ( I )
2-Asientos,Igua l
Porcenta e
1-Asiento ,Igua l
Porcenta e
1-Asiento,en formade Flauta
3-Vlas Bola en VIgua l
PorcentajeMariposa
De Compuer -ta Conven -clonal (3)
De Glob oConvenclo-
nat (3)2-Asiento ,de Desvío
1-AsientoMezcla g 0° Abierta 90° Abiert a
0 .310 .650 .911 .8 .11
- - 3 .2 -- - 5 .0 -13 10 9 .8 -3t 24 21 -
52 43 - 99 - - ~ 321Z) 9; - 270 - - 61 0200 150 83 540 - - lIQO 160490 370 140 10X0 6g .
140D 2700 390
780 990 440 240 1700 13 70 2100 46G0 66J1100 67D 3a0 2700 1800 3900 7000 107 01700 3900 Z700 5800 11370 16002800 6000 440D 9® 0
Tamaño de Válvula
mm Puigadl>sB 1/4, 1 estríe (2 )8 1/4, 2 estrías(2 )8 1/4, 3 estrías(2 )
10 3/g (2 )
15 1/2 (2 )20 3/425 140 1 1/2
90 275 3
100 4150 6
270 8270 1 03X0 1 2400 16
Notas:
(1) Estos sal valses epnadmadbe de las titles Fisher Oaaerra- Cb. q .e abran un &TWO Ilmital de las climax de capo y tepEn dIspa t-bless . Ibts que es usual la ecliteicla de dlfancles de t 2l entre estos velares y egeeltos de dlseib de sapo y tepes :India e., entreles valo-es pee cilia* egiiveleiies ds aspo y tepái de distlnlos fztrlcarlas, entre velones pee vales tipos de tole y tipos alelasenriproa y,here Ice velaes pera válwles Mestices en dlfaranles &ragta .
(2) En corps de vélwle de 15 rim a 2) mm (1R pulg e 3/4 plig) .
(3) Ceiculezb a partlr de le td► Ie de largitudes egilvelerttes pera cálalos de AP en Merles rectas . Ver Ssoclm 1443.
Diseño de Procesos Petroquímicos
AnexosCapítulo VII I
Capítulo VIII : Temperatura y Presión de Diseño
VIII-- 1
Diseño de Procesos Petroquímicos
Contenido
• Pressure - Temperature Ratings for Norma lCarbon Steel Flanges, Flanged Valves, andFittings .
VIII-2Capítulo VIII : Temperatura y Presión de Diseño
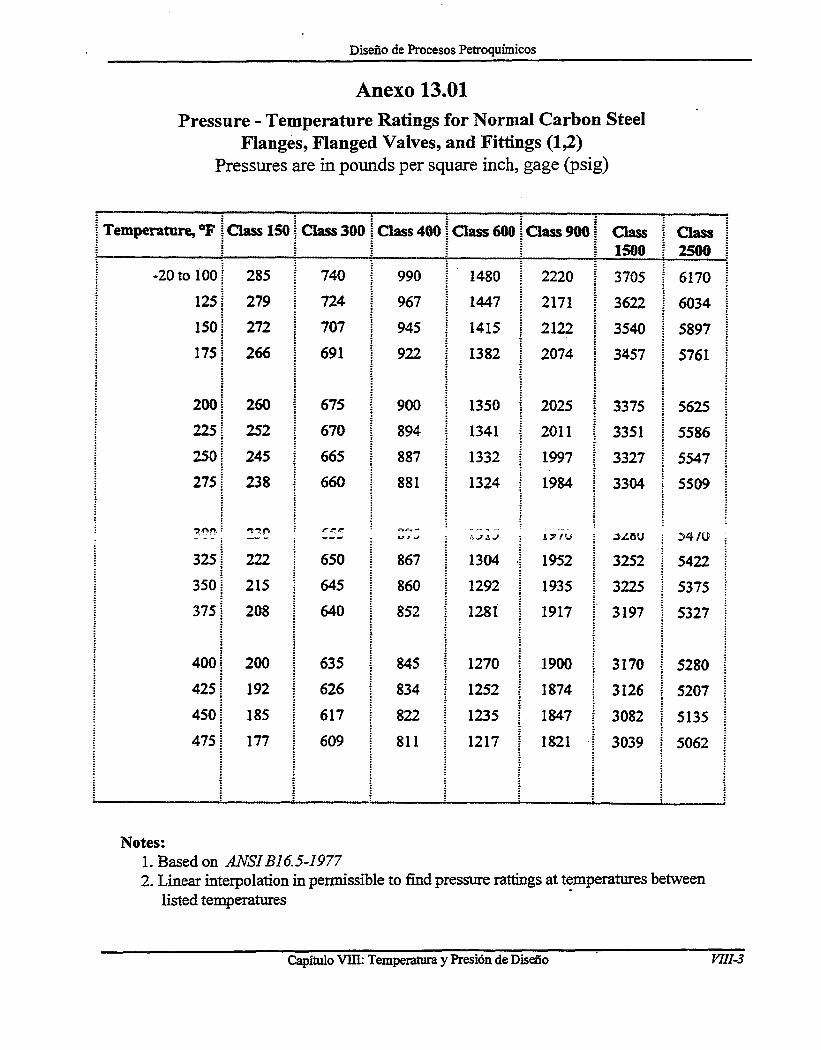
Diseño de Procesos Petroquímico s
Anexo 13.01
Pressure - Temperature Ratings for Normal Carbon Stee lFlanges, Flanged Valves, and Fittings (1,2 )
Pressures are in pounds per square inch, gage (psig)
Temperature, °F 1 Class 150 Class 300 Class 400 Class 600 = Class 9001 Class
Class
740
990
1480
2220724
967
1447
2171
707
945
1415
2122691
922
1382
2074
675 • 900
1350
2025
670
894
1341
201 1665
887
1332
1997660
881
1324
1984
..~ ..
ve,
6JbJ
IlS/u
650
867
1304
1952
645
860
1292
1935640
852
1281
1917
635
845
1270
1900
-20 to 100 285
125 279
150 272
175 266
200 260
225 252
250 245
275` 238
r ~ '
^C?!RT
325 :
222
350
21 5
375
208
400
200
425
192
450
185
475
177
1500
2500
3705
6170
3622
6034
3540
5897
3457
5761
3375
5625
3351
5586
3327
5547
3304
5509
3252
5422
>4oU
3225
5375
3197
5327
3170
5280626
834 € 1252
1874
3126
5207
617
822
1235
1847 = .3082
5135609
811
1217
1821 ; 3039
5062
Notes:1.Based on ANSI B16.5-19772. Linear interpolation in permissible to find pressure rattings at temperatures betwee n
listed temperatures
Capítulo VIII: Temperatura y Presión de Diseño
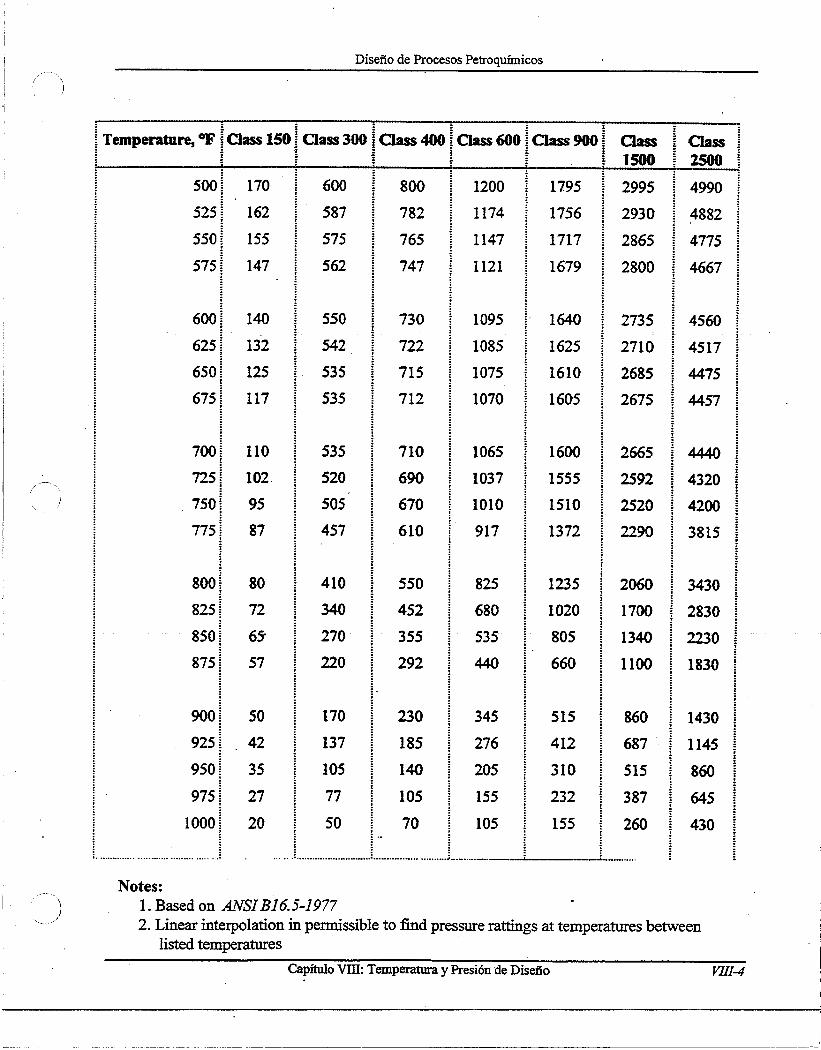
Diseño de Procesos Petroquímicos
Temperature, °F = Class 150 Class 300 Class 4001 Class 600 Class 900 €
Class1
'
=
1500Class2500
500= 170 600 800 1200 1795 2995 4990
525 162 587 782
= 1174 1756
= 2930
= 4882
550 155 575 765
= 1147 1717 2865 4775
575 147 562 747 1121 1679 2800 4667
600 140 550
= 730
= 1095 1640 2735
= 4560
625 132 542 722 1085 1625 2710 451 7
650 125 535 715 1075 1610 2685 4475
675 117 535 712 1070 1605 2675 4457
7001 110 535 710 1065 1600 2665 4440 1
725 102 . 520 690 1037 1555 2592 4320 =750 95 505 670
° 1010 1510
~ 2520
1 4200 1775 87 457 610 917 1372 2290 3815
800 80 410 550 825 1235 2060 3430825 : 72 340 452 680 1020 1700 2830850 ; 65- 1 270 355 535 805 1340 2230875 57 220 292 440 660 1100 1830
900 50 170 230 345 515 860 1430925
, 42 137 185 276 412 687 1145950 35 105 140 205 310 515 860
975 27 77 105 155 232 387 645
10001 20 50 70 105 155
1 260
= 430
Notes :1.Based on ANSI B16.5-19772. Linear interpolation in permissible to find pressure rattings at temperatures betwee n
listed temperaturesCapítulo VIII : Temperatura y Presión de Diseño
VIII-4
Diseño de Procesos Petroquímicos
Anexo ACapítulo IX
Cálculo de Válvulas de Segurida d
Abrr12001
Anexo A Cap. IX- Pág . 1
Cálculo de Válvulas de Seguridad
Contenido
➢ Fuentes de información
➢ Dispositivos de alivio de presión
➢ Válvulas de alivio
➢ Tubería de entrada de PRV
➢ Tubería de salida de PRV
➢ Contrapresión
➢ Instalaciones múltiples PRV
➢ Sistemas de alivio de emergencia abiertos y cerrados
➢ Diseño de sistemas de alivio cerrado s
I
Abril 2001
Anexo A Cap. IX- Pág. 2
Diseño de Procesos Petroquímicos
Cálculo de Válvulas de Segurida d
Fuentes de informació n
• API recomienda las Prácticas 520, partes I y II, y 52 1
• Código ASME Norma ANSI B31 . 1
• Manual de Diseño de Procesos : Prácticas de Diseño, Sección 15-C,
PDVSA. 1986 .
• Manual de Ingeniería de Diseño, versión automatizada, PDVSA 1997 .
Abril 2001 Anexo A Cap. IX- Pág. 3
Cálculo de Válvulas de Segurida d
Dispositivos de alivio de presió n
Funcionamiento
Un dispositivo de alivio de presión funciona impulsado por la presió nestática interna y está diseñado para abrir durante situaciones anormale so de emergencia, de manera tal de prevenir un aumento excesivo de lapresión de fluido interno, por encima de un valor especificado por eldiseñador . El dispositivo también puede estar diseñado para prevenir u nvado excesivo .
Entre estos dispositivos se encuentran las válvulas de alivio de presión.
2
Anexo A Cap. IX- Pág. 4AbriI2001
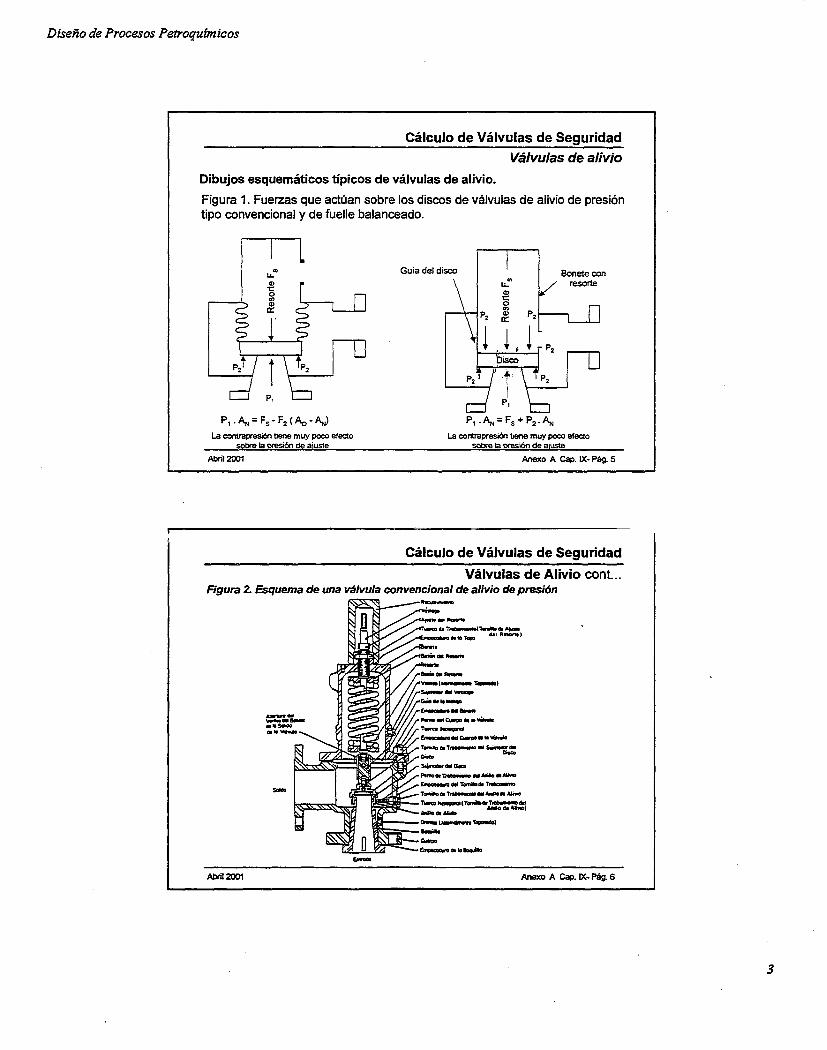
Diseño de Procesos Petroquímicos
Cálculo de Válvulas de SeguridadVálvulas de alivio
Dibujos esquemáticos tipicos de válvulas de alivio.
Figura 1 . Fuerzas que actúan sobre los discos de válvulas de alivio de presió ntipo convencional y de fuelle balanceado .
Guia del disco
P,
P
P , . Ar, =Fs -Fz(Ao -AN)
P , . AN, =Fs +P, . AN
La contrapresión tiene muy poca efecto
La contrapresión tene muy pow efect o
sobre la presiónde aiuste sobre la presióndeaiuste
Abril 2001
Anexo A Cap. IX- Pág . 5
U-0
ON0
CC
r
Cálculo de Válvulas de Seguridad
Válvulas de Alivio cont. .Figura 2 Esquema de una válvula convencional de alivio de presió n
~tl
r ....'.rw a T .e...wwrT.r.r . a. .j ...
atlTap
..1 N.... )
Oi.msins. .r R.r.
Perm* Tl...ni ..srM.. «W:.oraoaees..r Tamirr TwOn,.n .T. .14aTr.Wn.e. .rM.oa Yi.qTra .tlop..rtT.w7ba
Arab de M)
bale a AideDeem 04tondnown *Weedsai.orww
de la Irma:
3
Anexo A Cap. IX- Pág. 6Abril 2001
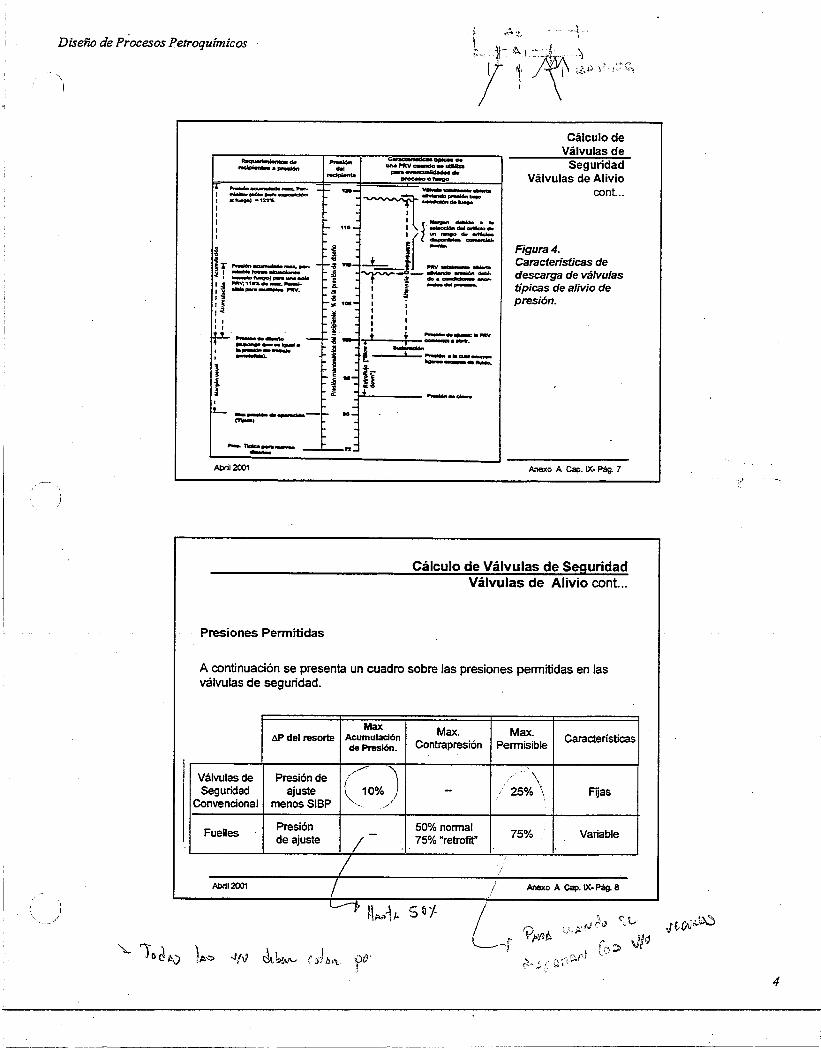
Diseño de Procesos Petroquímicos
IYaa.mWli.lro . a.m.cwYllY. a pealen
waaiawe. I
mundane.
° auna .av m .lwu» wrlr..ra ..emae.e. .
.lo p.a
am.° a.nJb .a..r.rmnmmY ~ . 12.- VMVY Mina..add.n.a.raal . .an .mrde. a..Wa .a~ia.ba)aYa.py .121% - efwBpfE.bflrmpM
.. r
*Wu. d•lnda11. .r
II-
p
\ S aa. .rJaw dal *dada b
1
. .r .>
annda.dpewM~ oswwdaFnrb
. 1
pY
- S- ie ~7
5 r nrer.a.a. r..a ..s .an — 8 >.- . .v 1aYlw . b Mare.
Y ma~o.l Oa. an.r.aY addend.
~ ° i °~, oRV; t1 .%b ..v.1r..L ~ É nd ay .aae.oI aY.or.aaA.plma .RV.
`.J
r
-
§ — x 1r- I
,
4
1 ¡
ft..._ . __ . _ . .
__ _b~aM . _j7_ Aryryl.lY .IIV .. _CirO. add.
Ha44 r~ dual •Y .rerb ..arys`
fti.YmadOw
...YY. 4 = = Hrór M Y Sr sean.apa~aai ■ bllWo
C~ r ~I
i--
4 . w.M .ba.w .
L_ . .aa .dawba ..ada~ -CM1r) _ .
.no Tlol p o•awraa. 72~ .
Abril 2001
Cálculo deVálvulas de
SeguridadVálvulas de Alivio
cont. . .
Figura 4.Características dedescarga de válvulastípicas de alivio depresión.
Anexo A Cap. IX- Pág . 7
Cálculo de Válvulas de Seguridad
Válvulas de Alivio cont . .
Presiones Permitida s
A continuación se presenta un cuadro sobre las presiones permitidas en la sválvulas de seguridad .
AP del resorteMax
Acumulaciónde Pras lbo.
Max.Contrapresión
Max .Permisible
Característica s
Válvulas d eSeguridad
Convencional
Presión deajuste
menos SIBP10% - 25 % \ Fijas
FuellesPresiónde ajuste
_/
50% norma l75% "retrofit
75% Variable
Abril 200 1
e1 ~ ~~ ~a~
ci~,~~
Anexo A Cap. IX-Pág 8
r~y?3 si.,„ ~t
~j,;,~[,;: ~ ~:
L
~e`
p14 1~
a ~.--• `s
,rt€
4
Diseño de Procesos Petroquímicos
Cálculo de Válvulas de Segurida dVálvulas de Alivio cont . . .
Cálculo de las Dimensiones
• Servicio de Vapor
• Servicio de Líquido
Servicio de Vapo r
El flujo máximo a través de una restricción, como puede ser la
boquilla de una válvula de alivio de presión (PRV), se presentar á
cuando la velocidad a través de la boquilla sea igual a la
velocidad del sonido o "velocidad sónica ". A esta condición se l e
conoce con el nombre de flujo "critico" . En esta situación, la tasa
de flujo es independiente de la presión aguas abajo .
Abnl 2001
Anexo A Cap. IX- Pág. 9
Cálculo de Válvulas de SeguridadVálvulas de Alivio cont . .
La presión a la velocidad sónica se calcula usando la siguiente relación:
k2
k- 1
P,
[K + 1
Px = velocidad sónica, psiaP1 = presión de entrada de válvula de seguridadpsia (ajuste + sobre presión)K = Cp / Cv a condiciones de entrad a
Si la presión aguas abajo es menor que Px , implica quePx / P 1 = 0,5 aprox. , y se alcanzará el flujo crític o
Abril 2001 Anexo A Cap. IX- Pág. 10
5
Diseño de Procesos Petroquímicos
Cálculo de Válvulas de Segurida dVálvulas de Alivio cont. . .
Servicio de vapor (cont . . )
El área de orificio de una PRV que opere a una caída de presión crítica, s ecalcula utilizando las siguiente ecuación:
1
520 x K, x K b x P, M x K
2A
W
x T, K+ 1 ]
A= Diámetro de orificio de válvula de seguridad, pulgadas 2
W= Lb/horaT1= Temperatura de entrada, °RP 1 = Presión de entrada de válvula de seguridad, psia (ajuste + sobre presión )M= Peso molecular
~Factor de
y A{tanA
cI A d ' au n.L_ aáor e compresibilidad
~r"Kd= Coeficiente de descarga de orificio (normalmente 0 .975) et TKb= Factor de corrección para contrapresión (1 .0 para válvulas convencionales)K= C P/Cv; si se desconoce, use 1 .001 (conservador)Para incendio, T1 = punto de ebullición a P,
Abril 2001 Anexo A Cap . IX- Pág. 1 1
Cálculo de Válvulas de Segurida dVálvulas de Alivio cont. . .
Servicio de vapor (cont. .)
En caso de que la PRV deba diseñarse para que alivie la presión baj ocondiciones de flujo no crítico, debe usarse la siguiente ecuación :
W µx T
A=735F2 KdKbVMP>.
(PI —P2 )
2
F
(
(
lxK
K1ll P , J
¡
ll ^I pi
JK
P2 = Presión a la salida de la PRV (súper impuesta + acumulada), psia .
Abril2001 Mezo A Cap. IX- Pig. 12
6
Diseño de Procesos Petroquímicos
Cálculo de Válvulas de SeguridadVálvulas de Alivio cont . . .
Servicio Líquido
No existe una presión de flujo crítico para los líquidos, a menos que ocurrala vaporización . La ecuación más utilizada para las válvulas de segurida dviejas o anteriores a 1985, es :
1 = 38 . Kd . kp . Ku . Kw * I1 .25 . Pa,. - PA
L
V
S
L
= GPM a condiciones de entrad aS
= Gravedad específica a temperatura de entrad aPaf = Presión de ajusteP2
= Contrapresión total, psi gKd
= Coeficiente de descarga (normalmente = 0.64)Kp
= Corrección para una acumulación de menos de 25% ; Kp = 0.6 para 10%Ku
= Factor de correccion de viscosidadKw
= Corrección de contrapresión para válvulas de fuelle balancead oA
= Area, pulgada2
Abril 2001 Anexo A Cap. IX- Pág. 1 3
Cálculo de Válvulas de Segurida d
j(
Válvulas de Alivio cont. . .
qp(JV1A Co +, ic CA(~ A~ ~L~~J~o `ssServicio Líquido
La ecuación para las PRV certificadas en términos de capacidad es :
1 = 38 . Kd.Ku.Kw
pi —P2
A
L
S
L
= GPM a condiciones de entradaS
= Gravedad específica a temperatura de entradaP,
= Presión de ajuste + acumulación, psigP2
= Contrapresión total, psi gKd
= Coeficiente de descarga (normalmente = 0 .725 )Ku
= Factor de correccion de viscosidadKw = Corrección de contrapresión para válvulas de fuelle balancead oA
= Area, pulgada2
Abril 2001
Anexo A Cap. IX- Pág . 14
7
Diseño de Procesos Petroquímicos
Cálculo de Válvulas de Segurida dVálvulas de Alivio cont . . .
• Liberación de mezclas de líquido y vapo r
– Requiere de cálculos complejos (no serán tratados)
•
Tipo de PRV - normalmente use válvulas convencionales, a menos que :
– La contrapresión súper impuesta no sea constante
- La contrapresión acumulada exceda en un_10%o la presión deajuste__
– El servicio de fluido sea muy sucio o corrosivo
Estas situaciones exigen que se considere el uso de válvulas de fuell ebalanceado . Sin embargo, no deben especificarse a menos que se aabsolutamente necesario . Las válvulas de fuelle tienen limitacione smecánicas inherentes.
Abril 2001 Anexo A Cap. Lx- Pág. 1 5
Cálculo de Válvulas de Segurida dVálvulas de Alivio cont .
Traqueteo
Puede ocurrir tanto en servicios de liquido como de vapo r
Causas
• El área de orificio de la válvula es demasiado grande :
– Se requiere un 25% mínimo de capacidad de flujo de diseño de la PRVpara evitar el efecto de traqueteo" .
– Considere el uso de múltiples válvulas de alivio de presión co npresiones de ajuste e intervalos para satisfacer los requerimientos d eárea total .
Abril 2001
Anexo A Cap. IX- Pág . 16
8
Diseño de Procesos Petroquímicos
Cálculo de Válvulas de Segurida dVálvulas de Alivio cont. . .
Traqueteo (cont.. .)
• Excesiva caída de presión a la entrada .
- La caída de presión máxima debe limitarse a un de la presión d eajuste por líneas de dimensiones adecuadas .
• Excesiva contrapresión acumulada .
- La presión acumulada máxima debe limitarse a un 10% de la presiónde ajuste por líneas de dimensiones adecuadas .
• 'Slowdown" Ajustado incorrectamente .
Abril 2001
Anexo A Cap . IX- Pág . 1 7
Cálculo de Válvulas de Segurida dTubería de entrada de una PRV
Diseño
• Caída de presió n
- Menos de 3 % de la Presión de ajuste (psig )
• Dimensionamient o
- El diámetro de la tubería debe ser al menos del tamaño de la entrad ade la válvula de alivio de presió n
- Para múltiples válvulas de alivio de presión, el área transversal de l alínea del distribuidor debe ser igual a la suma de todas las entradas .
Abril 2001
Anexo A Cap. IX- Pág. 18
9
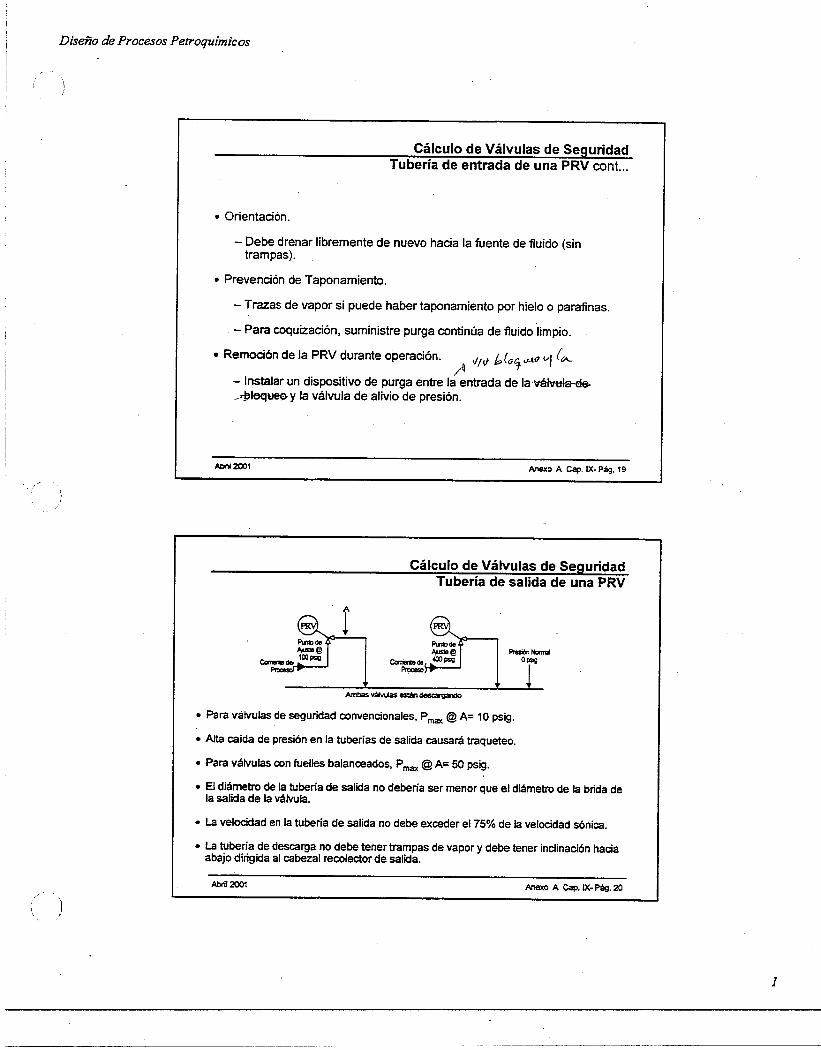
Diseño de Procesos Petroquímicos
Cálculo deVálvulas de Segurida dTubería de entrada de una PRV cont . . .
• Orientación .
– Debe drenar libremente de nuevo hacia la fuente de fluido (si ntrampas) .
• Prevención de Taponamiento.
– Trazas de vapor si puede haber taponamiento por hielo o parafinas .
Para coquización, suministre purga continúa-de-fluido-limpio .
• Remoción de la PRV durante operación . v/J d (p 1 ((A-
– Instalar un dispositivo de purga entre la entrada de la válvula-de--,:bloqueo y la válvula de alivio de presión .
Abed 2001 Anexo A Cap. IX. Pág. 1 9
Cálculo de Válvulas de Segurida dTubería de salida de una PRV
Puns, de l
~pugs @
~ ~ ~@
~~
~
a ~~~~Procesdi+--
♦ ♦ Ambas valvuias cabin descargando
• Para válvulas de seguridad convencionales, P, @ A= 10 psig .
• Atta caída de presión en la tuberías de salida causará traqueteo .
• Para válvulas con fuelles balanceados, Ptn,,( @ A= 50 psig .
• El diámetro de la tubería de salida no debería ser menor que el diámetro de la brida d ela salida de la válvula .
• La velocidad en la tubería de salida no debe exceder el 75% de la velocidad sónica .
• La tubería de descarga no debe tener trampas de vapor y debe tener inclinación haci aabajo dirigida al cabezal recolector de salida.
1
Abril 2001
Anexo A Cap. IX- Pág . 20
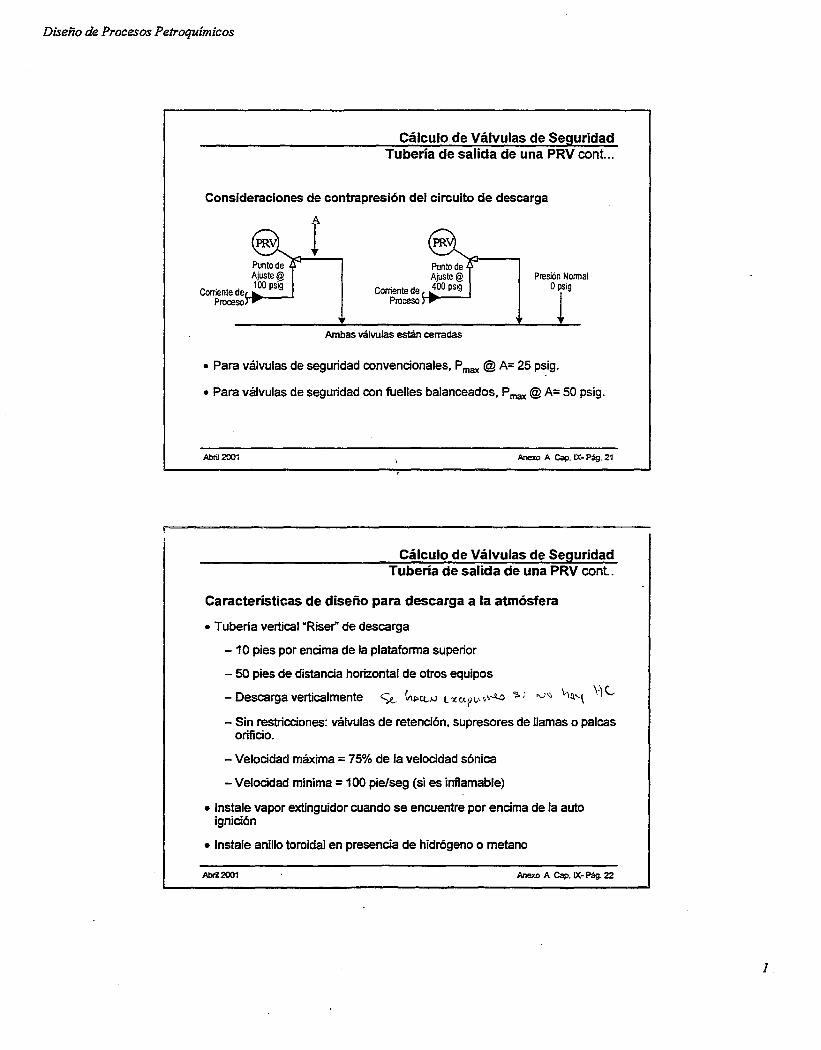
Diseño de Procesos Petroquímicos
Cálculo de Válvulas de SeguridadTubería de salida de una PRV cont . . .
Consideraciones de contrapresión del circuito de descarg a
Punto deAjuste @1 00 psi g
Corriente deProceso) ►
~Punto de CAjuste @
Corriente de 400 psigProceso S ►
rPresión Norma l
0 psig
Ambas válvulas están cerradas
• Para válvulas de seguridad convencionales, P m @ A= 25 psig .
• Para válvulas de seguridad con fuelles balanceados, P rr,a, r @ A= 50 psig .
Abril 2001
Anexo A Cap . IX- Pág. 21
Cálculo de Válvulas de SeguridadTubería de salida de una PRV cont .
Características de diseño para descarga a la atmósfera
• Tubería vertical "Riser" de descarg a
— 10 pies por encima de la plataforma superio r
— 50 pies de distancia horizontal de otros equipo s
—Descarga verticalmente Se.,
C„cc +~ e xcte ■ e g '
— Sin restricciones : válvulas de retención, supresores de llamas o palca sorificio .
- Velocidad máxima = 75% de la velocidad sónic a
- Velocidad mínima = 100 pie/seg (si es inflamable)
• Instale vapor extinguidor cuando se encuentre por encima de la autoignición
• Instale anillo toroidal en presencia de hidrógeno o metano
\/\a~k
C,
Abril2001
Anexo A Cap. IX- Pág . 22
Diseño de Procesos Petroquímicos
Cálculo de Válvulas de Segurida dInstalaciones múltiples PRV
Consideraciones
• Deben usarse cuando el alivio supera la dimensión máxima disponibl ede una PRV.
• Deben usarse para satisfacer totalmente los requerimientos de áre atotal y evitar el posible traqueteo"
• El uso de dos válvulas pequeñas quizás sea más económico que un aválvula grande (> 8x10), dadas las consideraciones de diseñ omecánico .
Abril 2001 Anexo A Cap. IX- Pág. 23
Cálculo de Válvulas de SeguridadInstalaciones múltiples PRV cont . .
Los requerimientos del Código ASME para el ajuste de presiones co nmúltiples válvulas.
• Solamente una PRV debe ser ajustada a la presión de diseño de lrecipiente .
• Otras válvulas pueden ajustarse a 105% de la presión de diseño de lrecipiente .
• Todas las PRV pueden dimensionarse a la presión de diseño + 16% d eacumulación (105% x 110% = 116%)
• Cuando el fuego sea la contingencia limitante, la acumulación puede serde 121% de la presión de diseño .
1
Abril 2001
Anexo A Cap. IX- P.ág. 24
Diseño de Procesos Petroquímicos
Cálculo de Válvulas de Segurida dContrapresió n
. Para modelos de una sola o múltiples válvulas de alivio de presión qu edescargan bajo una única contingencia de riesgo :
• La acumulación de contrapresión se limita a:
- 10 % de la presión de ajuste para los tipos convencionales de válvula sde alivio de presión para contingencias de operación .
- 20 % de la presión de ajuste para los tipos convencionales de válvula sde alivio de presión para contingencias de incendio .
• La contrapresión total (acumulada + súper impuesta) está limitada 50% dela presión de ajuste para las válvulas de alivio de presión con fuell ebalanceado ya sea para contingencias de operación o de incendio .
Abril 2001
Anexo A Cap. IX- Pág. 25
CálculodeVálvulasdeSeguridadContrapresión cont . .
• La contrapresión súper impuesta en las válvulas de alivio d epresión sin descarga en el sistema durante un alivio máximo de lsistema (contingencia única) no debe exceder de :
- 25% de la menor presión de ajuste para válvulas de aliviode presión convencionales.
- 75% de la menor presión de ajuste para válvulas de alivi ode presión con fuelle balanceado .
• El diseño mecánico de la válvula de alivio de presión deberátomar en cuenta cualquier limitación impuesta por lacontrapresión .
1
Abrit2001
Anexo A Cap. IX- Pág. 26
Diseño de Procesos Petroquímicos
Cálculo de Válvulas de SeguridadSistemas de alivio de emergencia abiertos y cerrados
Sistema Abierto :
• Tuberías de salida de PRV que descargan . a la atmósfera .
• Regulaciones en ciertas áreas exigen un disco de ruptura agua sarriba de las PRV que descargan a la atmósfera .
Sistema Cerrado :
• Tuberías de salida de PRV que descargan a un sistema colector, ta lcomo un tambor receptor (Slowdown Drum o al mechurrio) .
Abril 2001 Anexo A Cap. IX- Pág. 2 7
Cálculo de Válvulas de SeguridadSistemas de alivio de emergencia abiertos y cerrados
cont . .
Sistema Abierto vs . cerrados :•
Descarga de líquidos.
— Siempre debe descargar a un sistema cerrado .
Descarga de vapor.
• Considerar los siguientes factores :
— Corrosividad de los vapores condensables.
—Toxicidad .— Control de la contaminación .
—Inflamabilidad de la nube de vapor . Debe verificarse la densidad d ecalor radiante .
—Posibilidad de caída de líquido de los vapores condensables .
1
Abril 2001
Anexo A Cap. IX- Pág . 28
Diseño de Procesos Petroquímicos
Cálculo de Válvulas de SeguridadSistemas de alivio de emergencia abiertos y cerrado s
cont . .
Selección entre descarga a la atmósfera o a un sistema cerrad o
• PRV que deben descargar a un sistema cerrado .- Descargas de líquidos o corrientes parcialmente líquidas .
- Válvulas de seguridad en servicio de vapor que, concontingencia simple, pudieran descargar líquidos inflamables otóxicos.
- Válvulas de seguridad de tambores con tiempo de retención d elíquido menor a 15 minutos .
Abril 2001
Anexo A Cap. IX- Pág. 29
tk,.' ..~-' .Y
Cálculo de Válvulas de SeguridadSistemas de alivio de emergencia abiertos y cerrados
cont
Selección entre descarga a la atmósfera o a un sistema cerrad o(cont .. )
• PRV que deben descargar a un sistema cerrado .
- Válvulas de seguridad que manejen vapores tóxicos o corrosivosque condensen (Ejemplo: Fenol)
- Válvulas de seguridad de servicios tóxicos en donde se ha nestimado que las concentraciones de tóxicos en las área scircundantes podrían exceder los límites máximos.
- Cuando se prevé que la ignición de los vapores que descargan ala atmósfera, puedan generar densidades caloriñcas, mayoresde 6000 BTU/(hr x piel) .
1
Abril 2001
Anexo A Cap. IX- Pág . 30
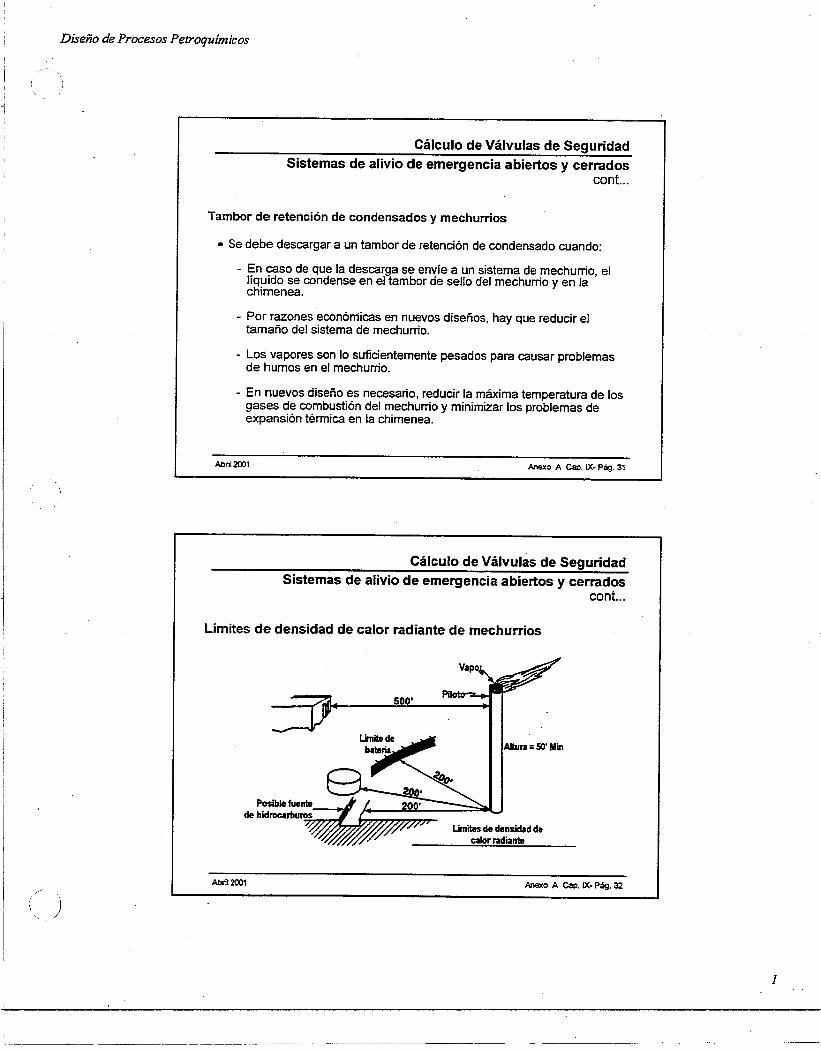
Diseño de Procesos Petroquímicos
Cálculo de Válvulas de SeguridadSistemas de alivio de emergencia abiertos y cerrados
cont . . .
Tambor de retención de condensados y mechurrio s
• Se debe descargar a un tambor de retención de condensado cuando:
- En caso de que la descarga se envíe a un sistema de mechurrio, e llíquido se condense en el tambor de sello del mechurrio y en l achimenea .
- Por razones económicas en nuevos diseños, hay que reducir e ltamañodelsistema demechumo . _
- Los vapores son lo suficientemente pesados para causar problemasde humos en el mechurrio .
- En nuevos diseño es necesario, reducir la máxima temperatura de losgases de combustión del mechurrio y minimizar los problemas deexpansión térmica en la chimenea .
Abn1 2001 Anexo A Cap . IX- Pág. 31
Cálculo de Válvulas de SeguridadSistemas de alivio de emergencia abiertos y cerrados
cont . .
Límites de densidad de calor radiante de mechurrios
1
AbN 2001
Anexo A Cap. IX- Pág . 3 2
Diseño de Procesos Petroquímicos
Cálculo de Válvulas de SeguridadDiseño de sistemas de alivio cerrado s
• Ruta de descarga de sistemas cerrados .
- Hacia sistema convencional de mechurrio, vía tambor de retención .
- Hacia la atmósfera, vía tambor de retención de condensado.
- Hacia sistemas segregados de mechurrio de H2S .
• Usado solamente para venteo de H2S. No utilizar PRV en serviciode H2S, ya que suelen taparse .
- Hacia sistemas especiales segregados cerrados .
• Materiales altamente corrosivos .
o Materiales de alto valor.
o Vapores que reaccionan para formar sólidos .
AOnI 2001
Anexo A Cae. IX- Pág. 33
Cálculo de Válvulas de SeguridadDiseño de sistemas de alivio cerrados
cont. . .
Componentes típicos de un sistema de descarga de vapo r
d Emend odor ypiloto
~ D D1
ITambor de
Tambor de
Aswridero
Retención
Satlo
Cabin! deMeehurrio Meehurrio
1
Abri! 2001
Anexo A Cap. IX- Pág. 34
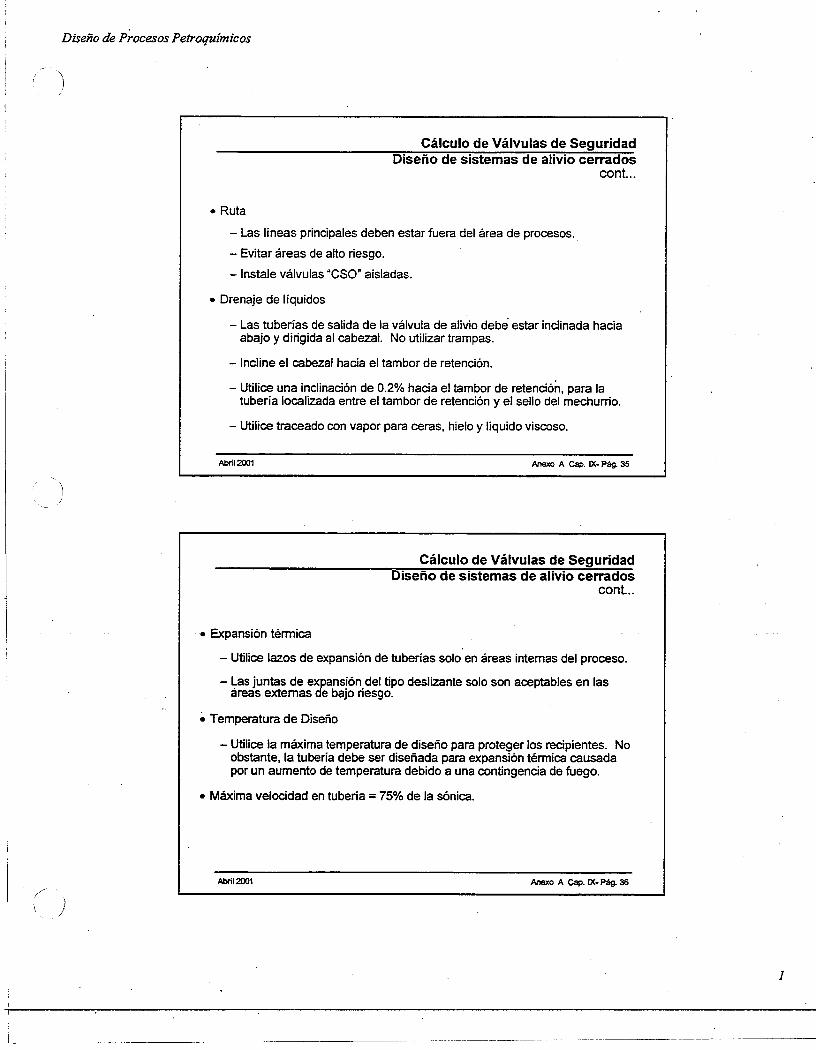
Diseño de Procesos Petroquímicos
Cálculo de Válvulas de SeguridadDiseño de sistemas de alivio cerrado s
cont. . .
• Ruta
- Las líneas principales deben estar fuera del área de procesos .- Evitar áreas de alto riesgo .
- Instale válvulas "CSO" aisladas .
• Drenaje de líquidos
- Las tuberías de salida de la válvula de alivio debe estar inclinada hacia¿bajó ydidgida al cabezal . NO utilizar trampas .
- Incline el cabezal hacia el tambor de retención .
- Utilice una inclinación de 0 .2% hacia el tambor de retención, para l atubería localizada entre el tambor de retención y el sello del mechurrio .
- Utilice traceado con vapor para ceras, hielo y liquido viscoso .
Abril 2001 Anexo A Cap. IX- Pág. 35
Cálculo de Válvulas de Segurida dDiseño de sistemas de alivio cerrados
cont . .
• Expansión térmica
- Utilice lazos de expansión de tuberias solo en áreas internas del proceso.
- Las juntas de ex ansión del tipo deslizante solo son aceptables en la sáreas externas de bajo riesgo .
• Temperatura de Diseñ o
- Utilice la máxima temperatura de diseño para proteger los recipientes . Noobstante, la tubería debe ser diseñada para expansión térmica causadapor un aumento de temperatura debido a una contingencia de fuego .
• Máxima velocidad en tubería = 75% de la sónica .
1
Anexo A Cap. IX- Pág. 36Abril 2001
Diseño de Procesos Petroquímicos
Cálculo de Válvulas de SeguridadDiseño de sistemas de alivio cerrados
cont. . .
Dimensionamiento del sistema de mechurri o
• Considera todos los alivios
- Válvula de alivio
- Tambor de retención y drenajes cerrados .- Vapores de tambores de eliminación de agua .- Retiro por el fondo de recipientes de vapores y líquidos .
• Máximo flujo para la más larga contingencia simple .
•
Caída de presión de los componentes del sistema .- Válvula de alivio, tuberías de entrada (salida y cabezales)
- Tambor de retención .- Tambor de sello del mechurrio (inmersión de "Dipleg") .
- Mechurrio .- Boquilla de salida del mechurrio (normalmente 1 psi) .
Abril 2001
Anexo A Cap. IX- Pág . 37
1
Diseño de Procesos Petroquímicos
Anexo BCapítulo IX
Cálculo de Válvulas de Segurida d
Anexo B. Cap. IX- Pág. 1Capítulo IX.- Seguridad en Diseño : Cálculo de Válvula de Seguridad
Diseño de Procesos Petroquímicos
Con tenido
• Calculation of Flow Rate From a Split Tube .• Specific Heat Ratios of Various Gases at 60°F and 1
Atm .• Critical Flow Pressure for Hydrocarbon s• Variable or Constant Back Pressure Sizing Factor Kb ,
for Balance bellows Pressure Relief Valves (Vapors an dGases).
• Pressure Relief Valve Orifice Area Required fo rHydrocarbon Vapor Release .V suusity Correction Chart Pig valves in Liquid Service .
• Variable or Constant Back Pressure Sizing Factor Kw ,for 25% Over Pressure on Balanced bellows Pressur eRelief Valves (Liquids Only) .
• Over Pressure Correction Factor for PR Valves in Liqui dService .
• Calculation Form .• Crosby and Farris Steel Full Nozzle Relief Valves .• Curva Px/P1 vs . Peso Molecular del Hidrocarburo .• Curva Kb vs . Porcentaje de Contrapresión
Manométrica .
Capítulo IX.- Seguridad en Diseño: Cálculo de Válvula de Seguridad
Anexo B. Cap . IX- Pág. 2
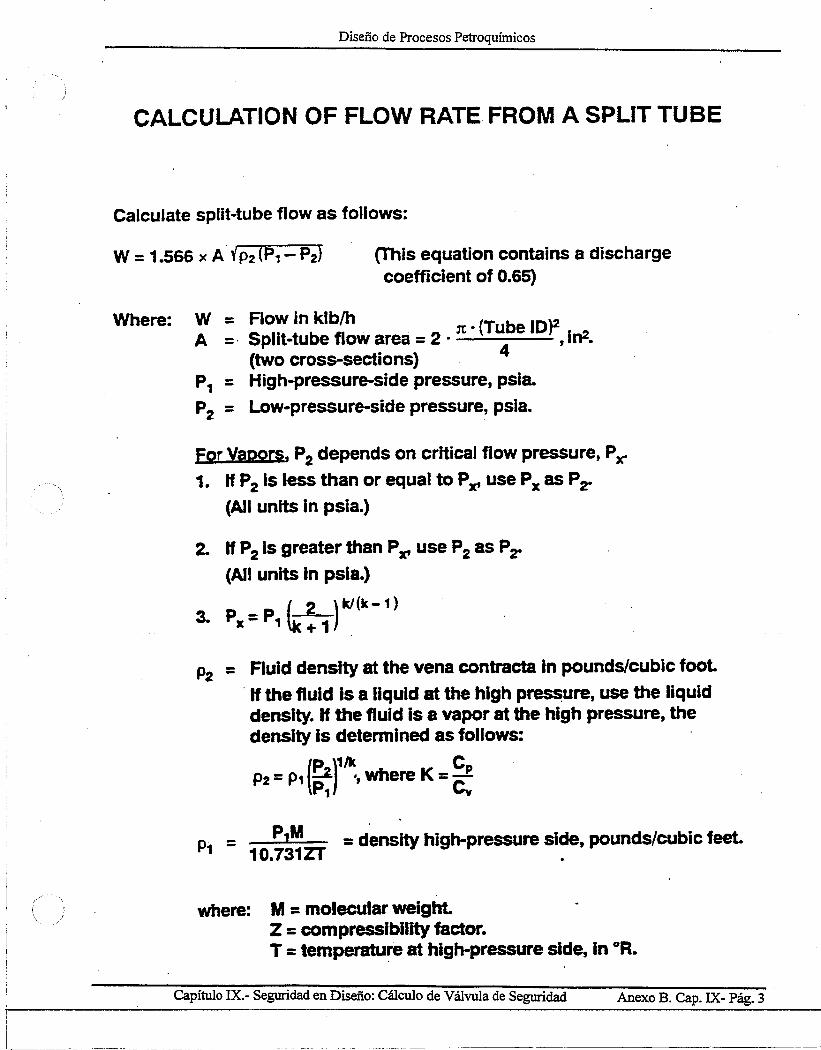
Diseño de Procesos Petroquímicos
CALCULATION OF FLOW RATE FROM A SPLIT TUB E
Calculate split-tube flow as follows:
W = 1 .566 x A ' 4,2 (P, – P2)
(This equation contains a discharg ecoefficient of 0.65)
Where: W = Flow in klb/hn •{Tube ID }A = . Split tube flow area = 2 4 , int.
(two cross-sections)P~ = High-pressure-side pressure, psis .P2 = Low-pressure-side pressure, psis .
ForManors, P2 depends on critical flow pressure, Px .
1. ff P2 is less than or equal to Px, use Px as Pr(All units in psia.)
2. if P2 is greater than Px, use P2 as P2.
(All units in psis.)
3. Px = P~ (
k/(k-1 )
~Ukc + 1 J
= Fluid density at the vena contracta in pounds/cubic foot.
If the fluid Is a liquid at the high pressure, use the liqui ddensity. If the fluid is a vapor at the high pressure, thedensity is determined as follows:
P2 ° P~ ((~ ~~, where K = CptPj ~
P,M
= density high-pressure side, pounds/cubic feet.10.731 ZT
where: M = molecular weight.Z = compressibility factor.T = temperature at high-pressure side, in °R.
P2
Anexo B. Cap. IX- Pág. 3Capítulo IX.- Seguridad en Diseño: Cálculo de Válvula de Seguridad
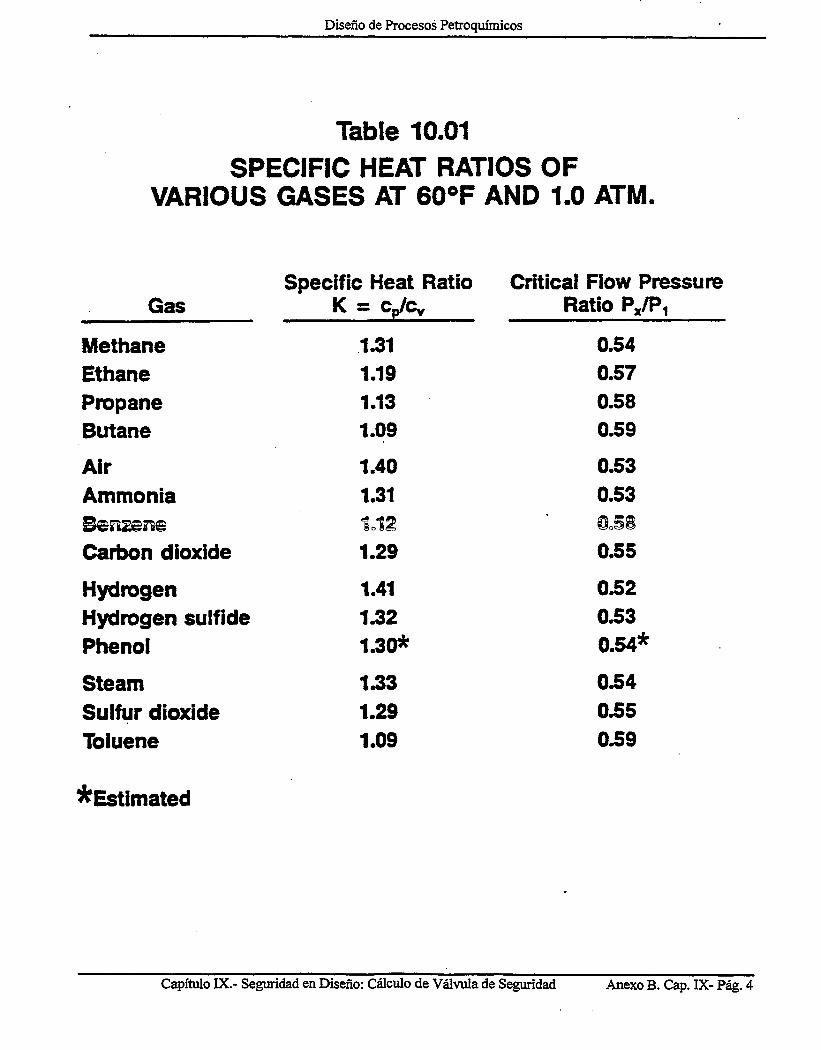
Diseño de Procesos Petroquímicos
Table 10.01
SPECIFIC HEAT RATIOS O FVARIOUS GASES AT 60°F AND 1 .0 ATM.
GasSpecific Heat Rati o
K = cp/c„Critical Flow Pressure
Ratio Px/P,Methane .1 .31 0.54Ethane 1.19 0.57Propane 1 .13 0.58Butane 1 .09 0.59Air 1 .40 0.53Ammonia 1.31 0.53Benzene 112 ®o
Carbon dioxide 1 .29 0.55Hydrogen 1.41 0.52Hydrogen sulfide 1 .32 0.53Phenol 1 .30* 0.54*Steam 1 .33 0.54Sulfur dioxide 1 .29 0.55Toluene 1 .09 0.59
*Estimated
Capítulo IX.- Seguridad en Diseño : Cálculo de Válvula de Seguridad
Anexo B . Cap. IX- Pág . 4
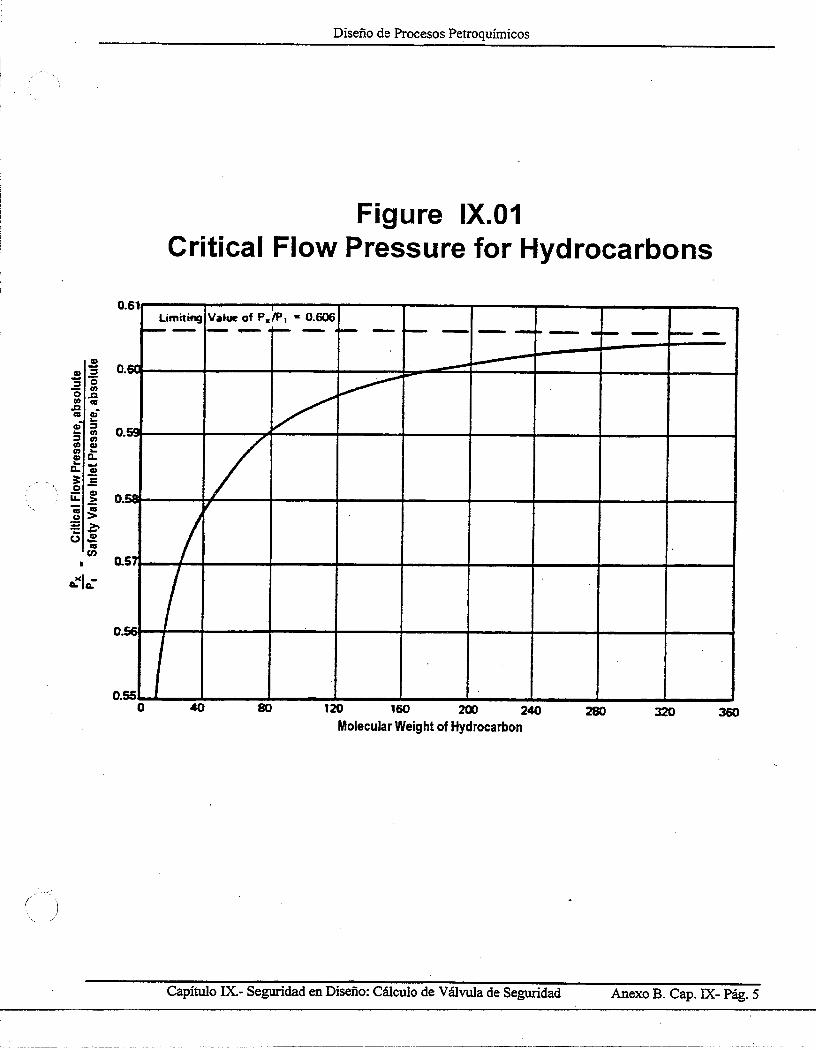
Diseño de Procesos Petroquímicos
Figure IX .01Critical Flow Pressure for Hydrocarbons
u.ot1J
Limiting Value of P,/P 1 = 0.606~~~
0 .60
0.59
O g ilt
0 .5
o.
D.55
.
0
40
80 120
160
200
240
280 3~0
~n
Molecular Weight of Hydrocarbo n
Capítulo IX.- Seguridad en Diseño : Cálculo de Válvula de Seguridad
Anexo B. Cap. IX- Pág. 5
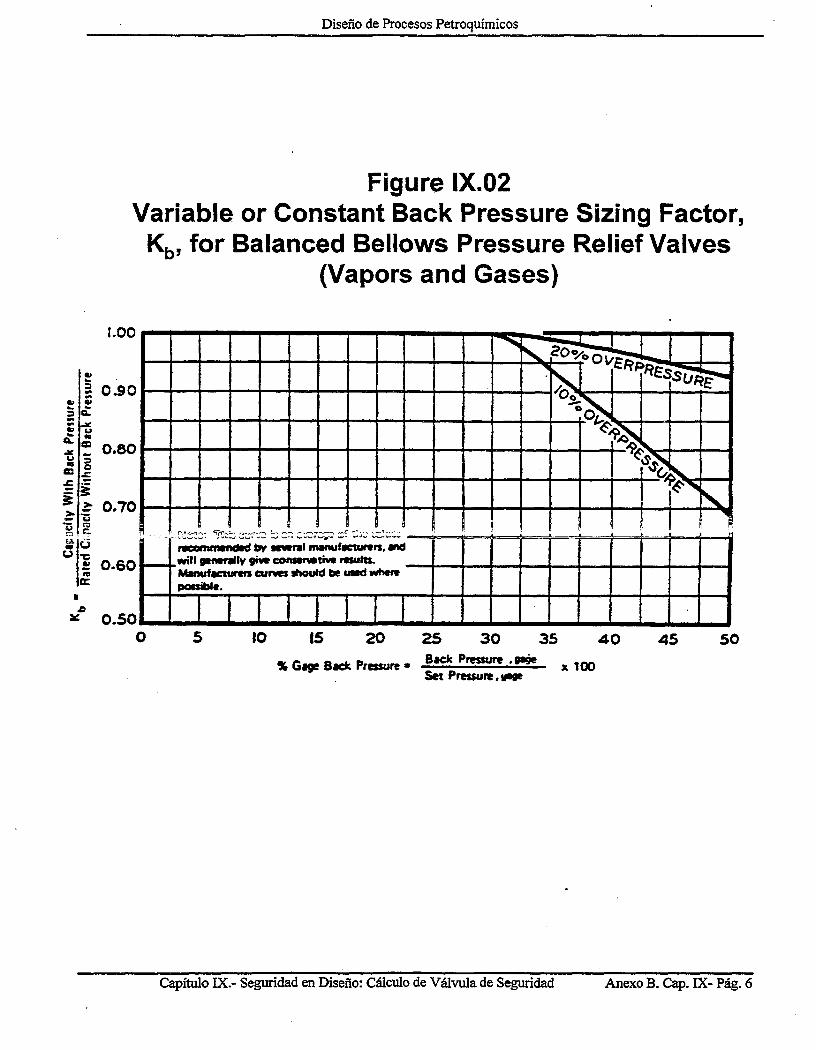
Diseño de Procesos Petroquímicos
Figure IX.02Variable or Constant Back Pressure Sizing Factor ,
Kb, for Balanced Bellows Pressure Relief Valve s(Vapors and Gases )
-° p
~FRpRESS~
~ `° ■.~.
—--I
.
. r ,
'-:=: ti . , ~ ce '--' crecommended by several manufacturers . and
generally give eo+aervative results.Manufacturers curves should be used wherepossible .
~ ~ l~ I 1 i E _10
15
20
25
30
35
4 0
X Gage Sack Pressure =Back Pressure
. oa9e
x 100Set Pressure .veae
Loo
0 .90
0.ao
0.70
0.60
0.50o 5 5045
Capítulo IX.- Seguridad en Diseño : Cálculo de Válvula de Seguridad
Anexo B. Cap. IX- Pág . 6
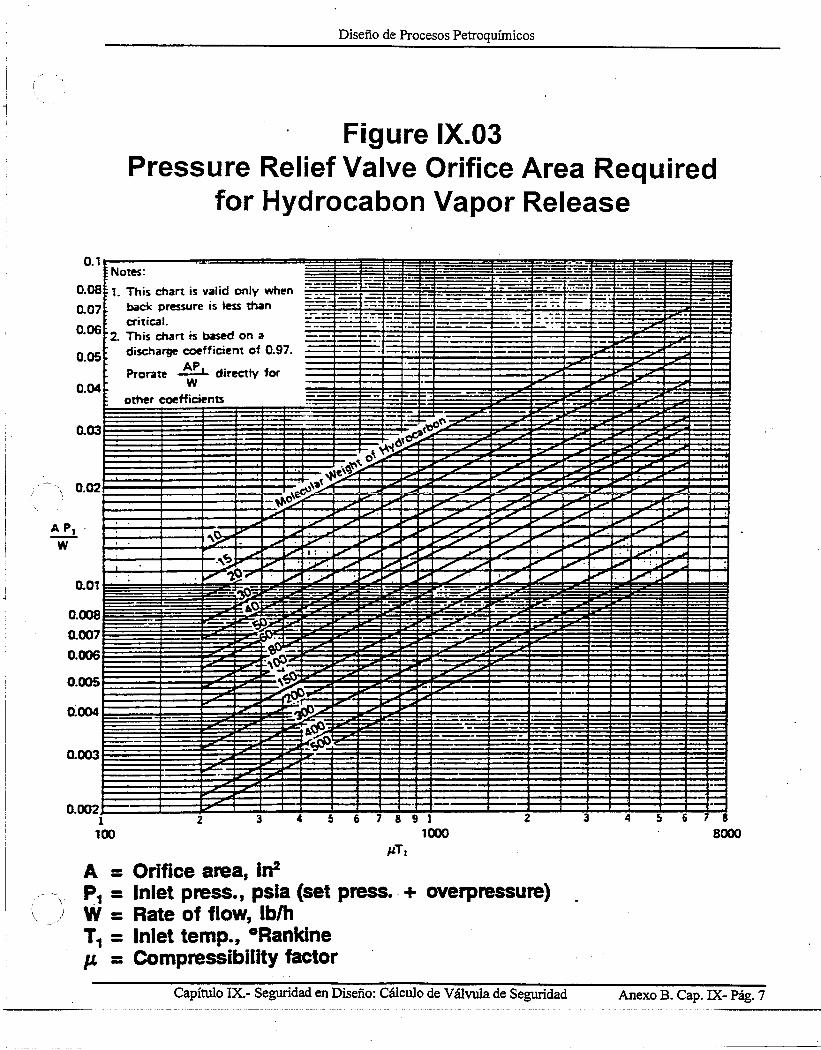
Diseño de Procesos Petroquímico s
Figure IX.03Pressure Relief Valve Orifice Area Require d
for Hydrocabon Vapor Release
0. 1
0.08
0.07
0.06
0.05
0.04
Notes :
1. This chart is valid only whenback pressure is less tha ncritical .
2. This chart is based on adischarge coefficient of 0.97 .
ProrateAP, directly forw
other coefficients
- -ilWltf=l~~~ ~-
~= _Egg-5=~~~~gi=11k.=....5,21ffiEg =~g.
Mgg/E _gá==s1:== s__..s=I
=MIN~~~i~~ ~=óíi~~_;~_— ~
==
0.03
ri
== ,00‘‘ .~~
~ ■■I•
-~__-
=-.1.■=snow
~~.1■11I.A■1~~~~~~■ gor-,,_~~.maw•.w...■w ~ ■~~~~~~r•~~i~ ••-■rs. o..ono.~
0 .01II18E.M...►~~,10■.~~-
.► 1■1., I■r
...-~~~`Ír~ .~.~~~~..
C ~-aim Bo=
_
_ _BO
-i11O.",01111■:■11.v~~s ~~~i~~i~~u~~~~~~~~~~~~_t'~~_►i ~~~~~ ./M.11MI/I-~~
aa7a~—IaT—I~~/f:~a•~
API .W
~vata\e
~!!■~~! —M
Will IIIIP to' M ■PP'- =Pr./WNWs•111Mala~l~~~ ~~1~~~~~~~~_s~-~~iart~s~~r-~!~ ■a111■:.11ss~lMI 11111
"AM/ %l~■raMEOW WI=II= •
/all ~//I.11.1r.d!%WPM.NISIIt~ttelr~~~I/%11P%INUIPINIIIIII~AMAX=I~it•/'/_%'/I /%IllMAWMWINM ■IIIM21
WINd.
%~%
%oÍ~~J Ó'10
.1111111111M1WrN■==_!ii/I•111=5■1■1E
s s 11000
fcT i
A = Orifice area, In2
P1 = Inlet press., psia (set press. . + overpressure)
W = Rate of flow, lb/h
T, = Inlet temp., °Rankine
= Compressibility factor
0.02
0.002 ,i
100
0.003
0.008
0.007
0.006
0.005
0.004
0.01~` •~_Q:L= ~~_ ,SS~ ~ . i'~—~ _~ — _~ ~~~
r
~i~i?~ ~WNW~ r. _
~=T~
_•.••._ __sz_....__. ..._~ _~~~
~ ===--=-=- -- -- ~~.~.~~.~.-•■ -..~~~~..~~ ~-~s =NWiM~l~«~l•~~AIM—~~
AI•IN!=MRMOB
a=Mill 111■18
■Ilr=I =
~[i=a~~a_.~a~ l~RS~!
=—~— ---
—
iEEiisTi§5
~~
88000
Capítulo IX.- Seguridad en Diseño : Cálculo de Válvula de Seguridad
Anexo B . Cap. IX- Pág . 7
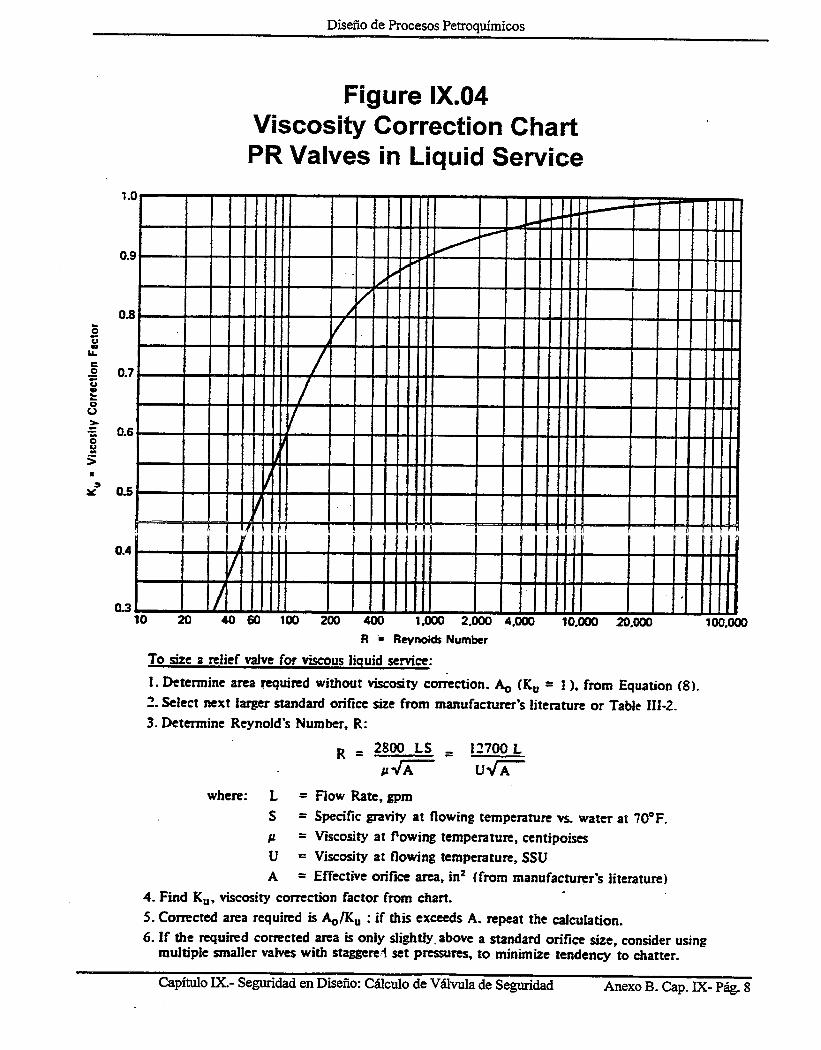
Diseño de Procesos Petroquímicos
Figure IX.04Viscosity Correction ChartPR Valves in Liquid Service
1 .0
n
O~
0.8
0.9
O'0.4
0.310
20
40 60 100 200
400
1,000 2.000 4 .000
R
Reynolds Number
To size a relief valve for viscous liquid service :
1. Determine area required without viscosity correction . Ao (Ku = 1 ), from Equation (8) .2. Select next larger standard orifice size from manufacturer's literature or Table III-2 .3. Determine Reynold's Number, R :
R = 2800 LS = 12700L
Á
U'N/7s, -
where: L = Flow Rate, gpm
S
= Specific gravity at flowing temperature vs . water at 70°F.= Viscosity at flowing temperature, centipoises
U = Viscosity at flowing temperature, SS U
A = Effective orifice area, in = (from manufacturer's literature )4. Find Ku, viscosity correction factor from chart .
5. Corrected area required is A01Ku : if this exceeds A . repeat the calculation .6. If the required corrected area is only slightly, above a standard orifice size, consider usin g
multiple smaller valves with staggere :i set pressures, to minimize tendency to chatter.
10.000 20.000 100,000
Capítulo IX.- Seguridad en Diseño : Cálculo de Válvula de Seguridad
Anexo B . Cap. IX- Pág . 8
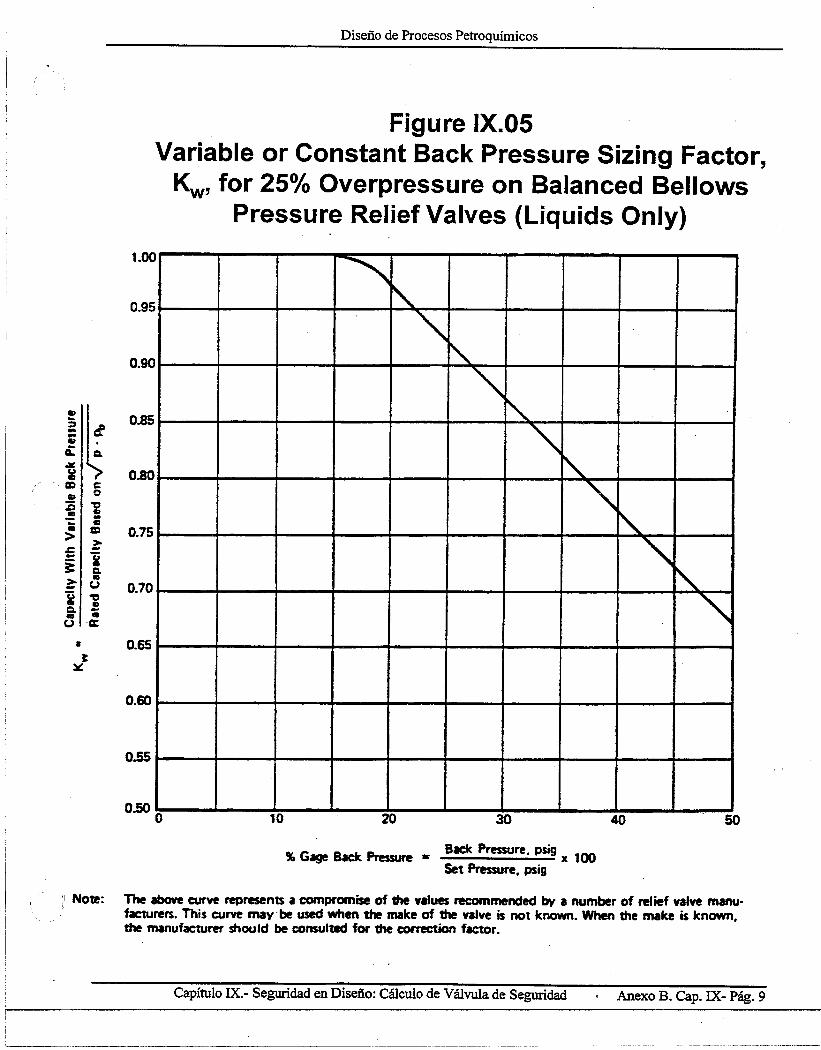
Diseño de Procesos Petroquímicos
Figure IX.05Variable or Constant Back Pressure Sizing Factor ,
KW, for 25% Overpressure on Balanced BellowsPressure Relief Valves (Liquids Only)
1 .00
0.95
0.90
m °
4m
0.75
0.60
0.55
0.500 10 20 30 40
% Gage Back Pressure
Back Pressure . psigx 00
Set Pressure, psig
Note: The above curve represents a compromise of the values recommended by a number of relief valve manu-facturers . This curve may be used when the make of the valve is not known. When the make is known ,the manufacturer should be consulted for the correction factor .
Capítulo IX.- Seguridad en Diseño : Cálculo de Válvula de Seguridad
• Anexo B. Cap. IX- Pág . 9
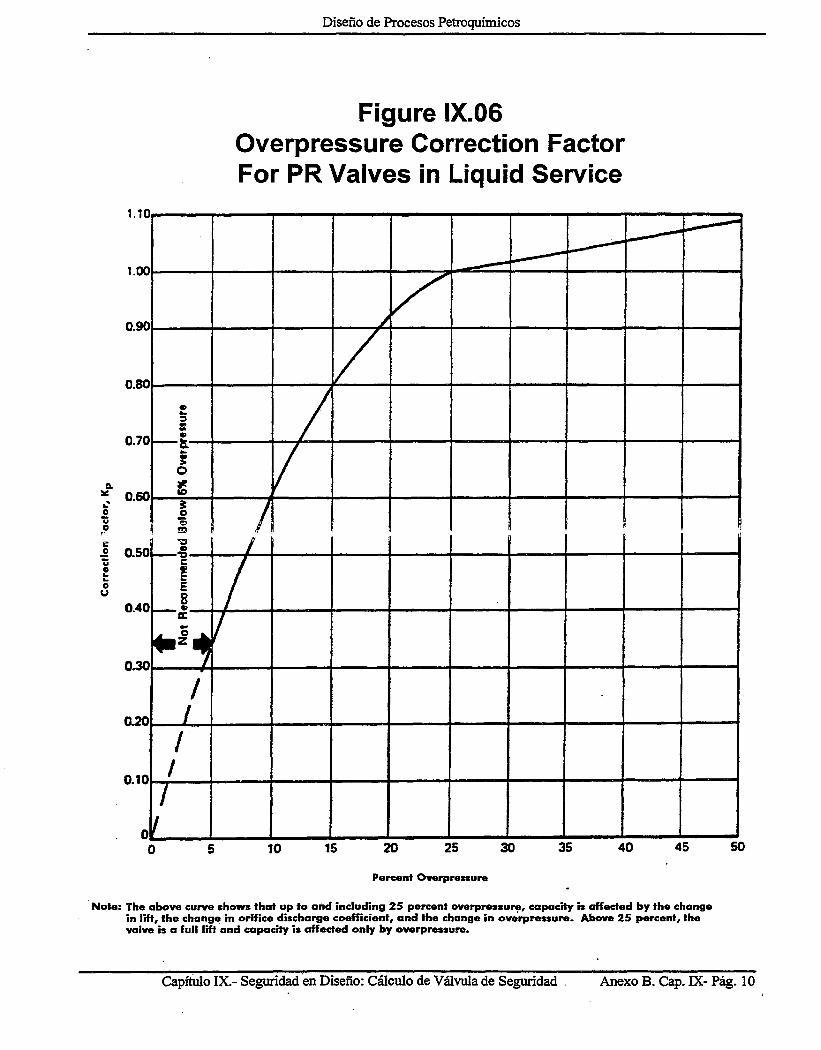
Diseño de Procesos Petroquímico s
Figure 1X.06Overpressure Correction Facto rFor PR Valves in Liquid Servic e
1 .10
o0
0
u0.40
d
¡0.60
r^, .
0.80
0.70
0.90
1 .00
,—.-.--,
0.30
I
0.10I
r0
5
10
15
Percent Overpressure
Note: The above curve shows that up to and including 25 percent overpressure, capacity is affected by the chang ein lift, the change in orifice discharge coefficient, and the change in overpressure. Above 25 percent, th evalve is o full lift and capacity is affected only by overpressure.
020 25 30 35 40 45 50
Capítulo IX.- Seguridad en Diseño : Cálculo de Válvula de Seguridad
Anexo B. Cap. IX- Pág. 1 0
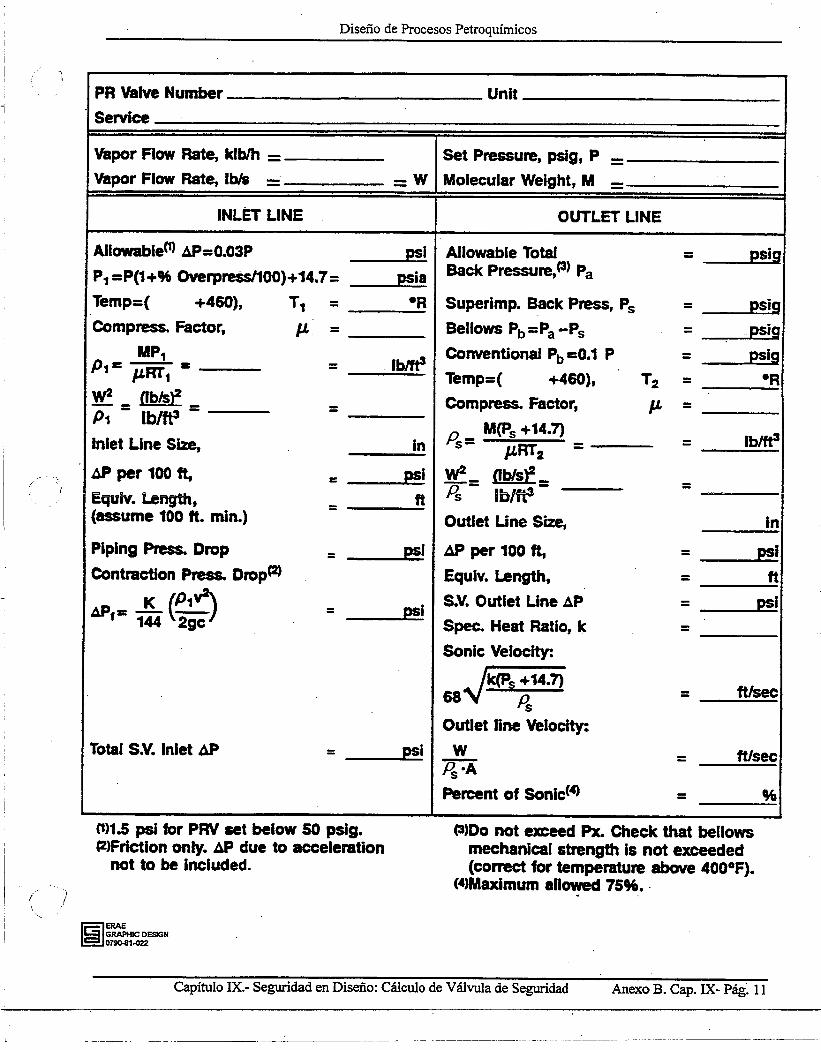
Diseño de Procesos Petroquímicos
PR Valve Number Unit
Service
Vapor Flow Rate, klb/h =
= W
Set Pressure, psig, PVapor Flow Rate, Ibis
=
=
Molecular Weight, M
=
INLET LINE OUTLET LINE
AllowableM oP=0.03P psi Allowable Total = psigP1 =P(1+% Overpress/100)+14 .7= psis Back Pressure,p> Pa
Superimp. Back Press, Ps = psigTemp=(
+460),
T1
= •R
Compress. Facto r ,
N - _ Bellows
b
a
s- s psisMP1
lb/ft2Conventional Pb =0.1 P = psig
P1 =
=Temp=(
+460),
T2 = •RA~
1
w2
Obis? Compress. Factor, =_
-
-P1
lb/ft3
Inlet Line Size,M(P5 +14.7)
Ps = lb/ft3in = =~,~z
W2
b/sAP per 100 It,
= psi =
=
-Equiv. Length, _ ft Ps
Ibift2
Outlet Line Size, in(assume 100 ft. min.)
Piping Press . Drop
= psi AP per 100 ft, = psiContraction Press. Drop)
Apt=
K (Pi"2)
= psi
Equiv. Length, = ft
S.V. Outlet Line AP = psi
Spec. Heat Ratio, k =144
2gc
Total S .Y. Inlet AP
= psi
Sonic Velocity:
ft/seck(P5 +14.7)
68Ps
Outlet line Velocity:
W = ft/secPs •APercent of SonicM = 96
M1.5 psi for PRV set below 50 psig.R)Friction only. AP due to acceleratio n
not to be included .
ERA EGRAPHIC DESIG N0790.87-022
(3)Do not exceed Px. Check that bellowsmechanical strength is not exceeded(correct for temperature above 400°F) .
(4)Maximum allowed 75%.
Capítulo IX.- Seguridad en Diseño : Cálculo de Válvula de Seguridad
Anexo B. Cap. IX- Pág. 1 1
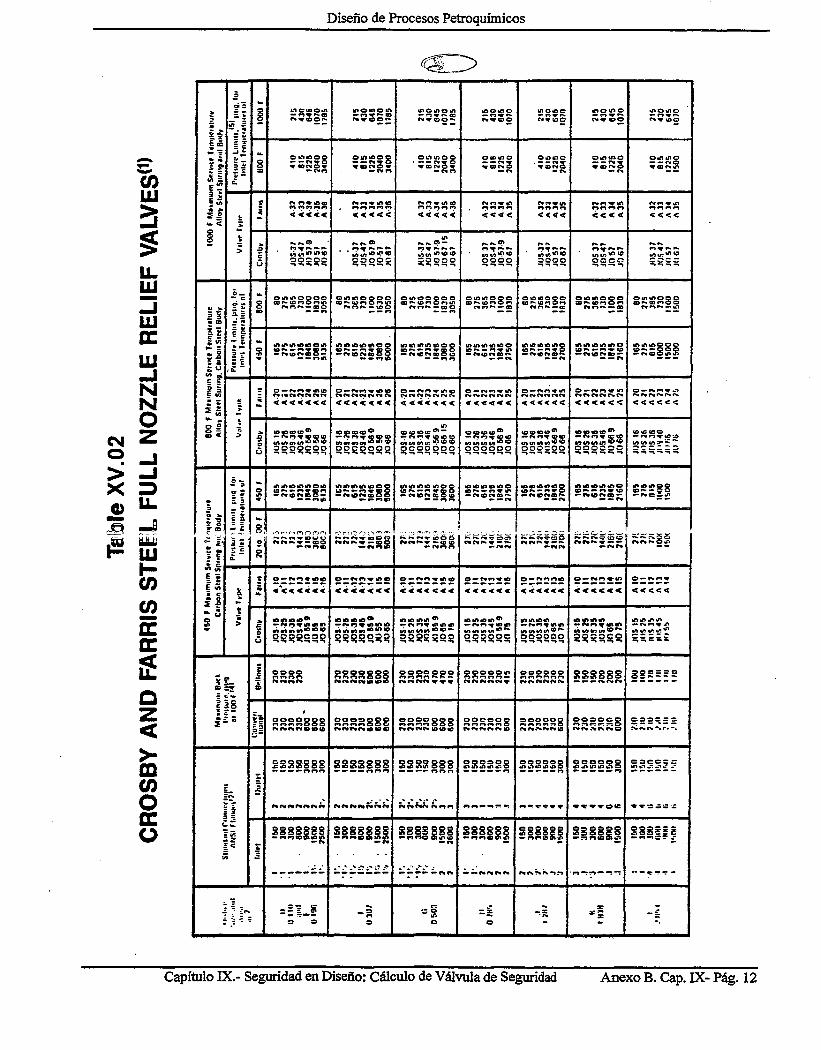
Diseño de Procesos Petroquímicos
Cw
¡m> A
E1 iE V
r a§
-.0 ~
- c
!~
§. .
9090.0M1 .0mO m--
9 O 9 0 NM1~~O ~~-
9090 99foOm- -
.000 0000O»
0000hfC) C-
909 0FfIpO-
9^= 0 •9,0,0»
809 .00 8f m ~~~~~I~n
09,008fm - f~~^
00190 8ff.m9R w0 .090car-
099Cfmh~
009 0Oh.0m M1 ~w
000 0.m h0
z'>
}j
99 .09 01!lnn~!I n<á«<
h9.Nm.
n9999«<ac
9n .0 N mnn1!191'!aaaa<
99.0 9,
9ne!!naaae
hn.999n9«a<
h9 .99'10f96<< 4
.
901 . 099n n««
.,
CV
wOf
',
ñ ~ww wy y N 91p0,0,ww 0+,
9~,,,,,00.40OooO C-.
wQ -1ry~w w
000 0~0
w Pñ TNN~ 9000
.
•
ñT
wVlN~~á000
we.9N N ~00^'
9 .1,9 9rNy N b
I f~ m.T. 2 _zY Y.Y $-S vs_Eva
8 pm<
° -3 _~ Y=
3
8O0990900
--9 mi w gi~ l i
o ó. --9 mtm na.1 1. 6mó--n mrN.ñ~S mh
- - m ñ ñwg m--.mh~nSm
~~ m~~^$ 8--
rrp•H
00,0900 0o:? M11p~m0~,0091990 1
_~pV-hm~m0Mm N_NN mOm OóFm9~Oñ
9990,00_~ .m9m^
1000990_~h Oh m
N N N N N O`= .mftm w
NN N_pp 8-hlpOfi f
-_
>
0r
0-.9.M1 NF1!Ih .M1««<ca
O-F0ff9 ppF9h.9M1 h«c«<
0 -fV9.N1pF .M1h(V .[1 iia«aca
O -hn. .199M1M1F9«<<aa
ti-.9.0 N99F9•9a«c<c
hh9h9hcacccc
pG
mm 0 Imñ~~ ~ñ9999~ í WóQRQóó~mómV^~ í090.9 ~ ~QQgQQQR
p-91p~'fr~~ppgq1D9999
WR~óRóQó91p mgí~.• .~f 1óN Nyy 1
RQQ óóá' 9ml0.9r ttpp~1ppNNNN 1V 1D000020
9Ī9m.9 .fC W9NNNRQQaáQC 010,09 010,09 0n.~ p •L^v141J`=á~.C-.a~.
m
wCH y= YE in
r8
ON~
-
p
H.
3 ~-
`
M.099.0990o~ 9¡p01Ó0w oO SQQ~~ .1p1./mO O9 9
9 9 99 N o 889~ .i0hm~lp 0o
.hfpCm.....88M1afhm^
0 .0 .01010 09 .1phm ~
N 9 N e O~ M1 C~ O
ó. ,-,n
..~ n~hf` ~FñÓ
-, .,~ ..~ .
,b9F w m O^MItf.,,
..MF ~Fl~1ñ
_hhñ' FF
. . .
.
. . ..M1M1 ~'FM1
-FF .-hF
:.: ...h9wOg
•
si
_r
O .. ..._ O.... . ... . . . . ..-F9.N m.. .... .~«<c« . .....««<a
O M1 n.... ..<a««O
9.. .. ..«««O - 99... . . .a<cc a
LC
9~99anT999h9AM99CQRRR„R
.... .9 ní9 91 0.1 .199 tl ~ORRRQ°RR
^N NN OFn? 99 9NNyN90w3RRRxQR
99990'- 99 .09999990'''QRRRQQ
9909F n T 999999c''''ooRoóó999 9M1n ~ 99y90lN O wSRxQQ°
9.00 09n1í 1N0 N 1r 0„_- .
CCO f~m
eí t
.ieññM1...
ññr7 fOe$..... .
eñ0001 ñ. i.... ...
e0 eO. i .i ñ e•1 .i~......
e O Oñ í•1
1 .i ñ .i. .....
, e.f SiSi B g O9 h. 84w._ó--- -
¡fig'Y p?a
oe~
o0 888n~hlil l.I fY mmmooee88 8tiñ~timm0 ^
eeoo 888FF14 F mmmoeo0o8FhM1ryhm
00000 8h+ .Phip
Oe0c g0~r 0hM1 r1
cóóc_ c1M1h-. .• ~
S
La5iáí888 8888888 888Sí888 S8~g8 888$°S Sírr°88 8s2°= _-°--9n9 ---- .1n9 ----n9n ----^ ----- n ----
2=i 9 ...M19F F. ...~1. FhNhñ99 99--1~~ . .. .0 . . . .01C .0 .--
_-f3 2i <ñ
-R888 Q-99m íb§
-l 5888 ?-991p §1 8888 88.990 99 ,1
- 988881§-99m rS 88 81-9nof§ °n $8 8-T1 .11C8-
flggg= =-n-1~_ =
. . . .. .. -h9' ~..9M1 M191f~> •99r1-T. --l~~ -.... ...
-
~9 -~_ - 8- W - 9 ~ § 0w -S9 Y = -_-e > O O - -
~
Capítulo IX.- Seguridad en Diseño: Cálculo de Válvula de Seguridad
Anexo B. Cap. IX- Pág . 12
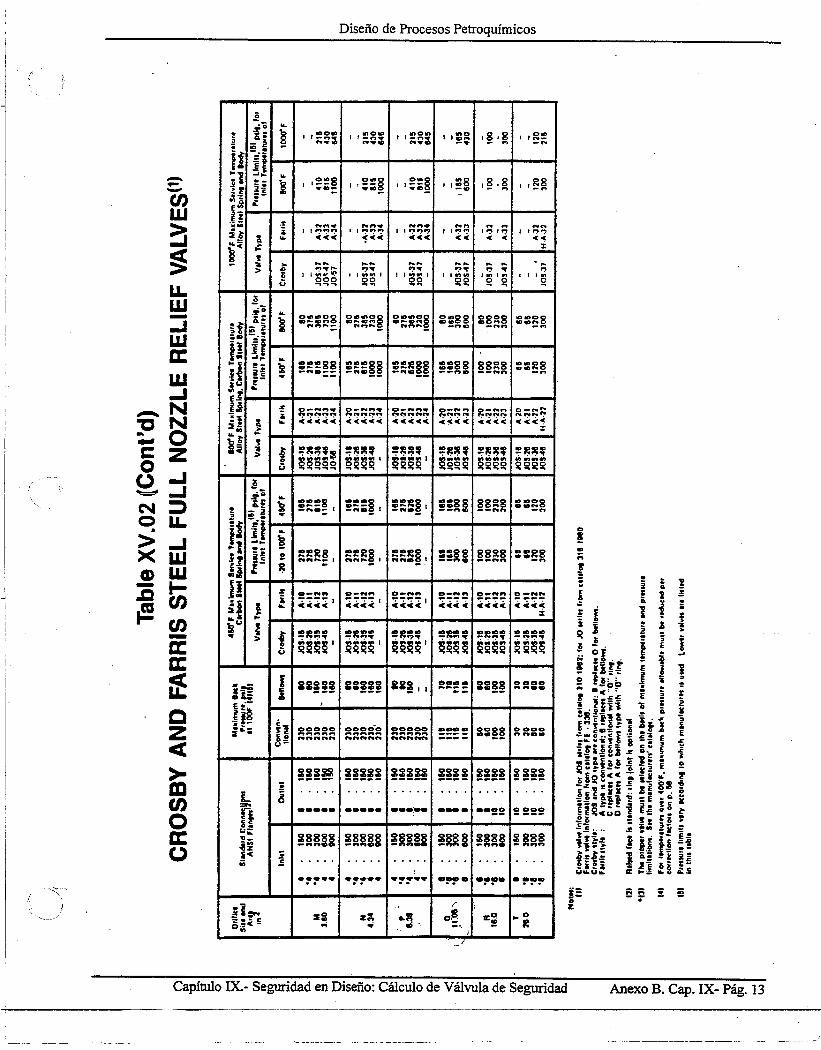
Diseño de Procesos Petroquímicos
-1 1~
Y ;
~ =
Y .}~C
<1
_.Y °I F
2 2t̂ I I
t_.°i :1D 112i1 1 h:á t I22 p18,8 1122..
L1 'ZEE Ó O' , EH I I 88
f Ó 0 I i ógp p
, g . g 1 1 Ñ Oi fa
t
á0->
mm.I
t hr/~?< 4 4
h!~ m, Innn
4<<
h'1•I
I,?'! f.!444
m m11'• n
44
h
r1101,7< <
,m mI
ln .!f
44_
•QSm m^ w
I I Ó Ó Ómmm
m m.,T
11U
m m
I I 8~ 1
m m
1 IM OiO ~
w^ ~I Ó I
iI
I
I
§E..
~a£pM
2<LL ~
~
2i
e 2,
g ii f
a
°á 2^i. . ..g °
Q.•ñ 225 °
Q8 w ó..ó . óó88 ó8~8ó -ó .°• 8
t aw• óg g° e . ó ° .óóó=Al ° QQQQ-°ñó 2$25 MEE HER óó~8
s
a R Á«« I~I~IMhñ««<
f0.Ihf.Ihl•O««<
phlYlrM1
««
phI~IIYf~
««
OVCIf`~«< <=
f
o
°7C$4$
QEsQ°
='RlR q
°Q8E 1
-.2 g;‘
BS~QsZ
°R$;
Era
°R;i
EQQ°
°R$;
Era
~
4
Iy
•
a
1 1
LL~
a
ó
Is
I t~~
C
} ,f ~ñig t
Qoéóó t
Q
i~~é2Sóó8$ gé~8 óó .8¡
LL
éf`
°e pw.l ^ Óhí _ ñti8~ I 8ñn2OO 82:BO 8g^g : :E8
g
r0 ■ h ~<t<<
=-^w<«< 1
Oo^ w<<«
'■ht•f««
^-=n3«<<
00=0<t< i
$ 1888E ERE ' 8E88 EE88
ó$: ÉYYSSS 2S222 YY2 I 00 .w0w- _2 -^ OíODSS í~iwSó
-i .T -~R~~~ ~~~<< R88~ =e= ° SSg8 ~~oo
22222 22222 22222 SUS S22S 2222-
~y-~ ..... ..... OOON 0000 0000 0 0008 .
$~á=88888 $88~ MI $88$ $888. . . . . . . . . . . . . . . . . . . . . . .•ff.. •f1. •1f:f 0000 0m00 app.,
-_
` ~e °2í •. aéRr
Og '
S° ~ °b
'
3 á Y.
E-
!ITT
É
Yáó6 1
-.-
ó
=ñ•~
- z ~
~€R Y:Y;
~~ ~ =$ ~ c— ~sSiM : -I -
2Will =~ É-o_
i~
g=YY - E_1 ; Hó yYe~gá$~a
€
v
E X<ci0 f
° taa
1- Is = ; ;Sc~ . .
S i. -'i =1;_i 1 11
~g- É _
a~_~_ I 2~ - á = ~uau Y.
G 1-- .0 a .-
Anexo B. Cap. IX- Pág. 1 3Capítulo IX.- Seguridad en Diseño: Cálculo de Válvula de Seguridad
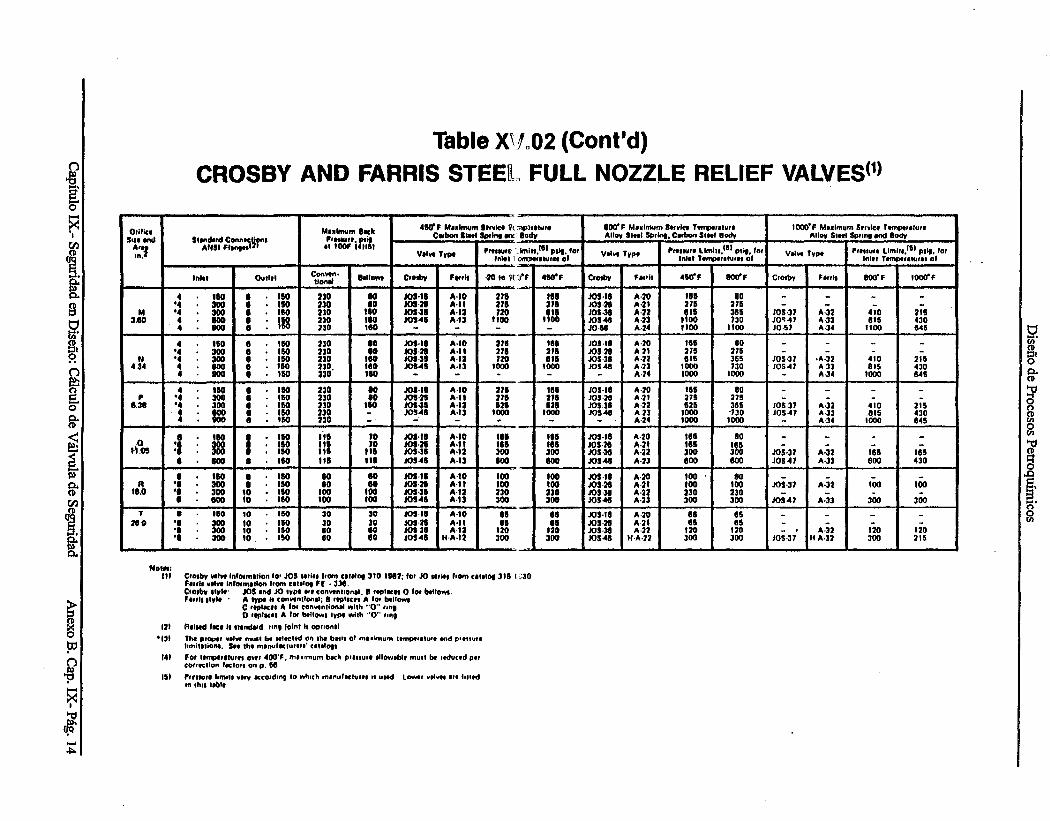
Table XV.02 (Cont'd)
CROSBY AND FARRIS STEEL FULL NOZZLE RELIEF VALVES (1
Otilk eSr.a and ElantMrd COnnaCli
1~Maximum BeckI,NIYff pIip
160r F Minimum Swvke
~ pTcaramn 100' F Maximum Simko Temperatur eAlloy Swot Spring, Cnba+ Steel Body
1000' F Maximum Service iempaelurfCarbon {NN Spin/ Mc: Body Alloy SIeN Spring end Body
Ar ern
,at IOOf 111161
VH wo Type Pressure ,MniM 161 pw• la Valve T ype M.ww lknita 161 pi g, lor VNve TYPe Femurs Umiq (51 pill. to tANSI Flan gesInhl
pnast stuns ol Ni t Tsmpereturee ot lnl.l Terrr{rsnsures ol
Inlet Outlet BNlowa Crotby Fowls •20 to 1ClF 050' F Crosby Fwrh 450' F 000'F Crecby FN,IS 600' F 1000r f110051
4
160 {
160 230 00 103•11 A•10 275 165 303•10 A•20 105 10 - - - -300 •
150 230 •0 300 .21 A•11 276 216 103•20 A•21 215 27 5M '1
300 •
160 230 100 30641 A•12 720 •1{ JOSJ6 A•22 015 366 305•37 A-32 410 21 53 .60 4
100 •
~~ 230 1•0 J0346 A•13 1100 1100 J0 l46 A43 1100 730 J0047 A .33 015 43 04
900 • 230 160 - - - - 30 .66 A44 1100 1100 30•57 A-31 1100 64 5
4
150 •
160 230 50 303•11 A40 370 166 303•16 A•20 165 SO - -•1
300 0
150 230 00 305•26 A•11 276 216 J0340 A 21 215 27 5N 1
300 •
150 230 100 J05•35 A•12 120 616 303•30 A•22 615 365 J0S•37 •A•32 410 21 5131 4
000 0
150 230, 100 .105-41 A•13 1000 1000 JOS46 A•23 1000 730 JOS47 A33 015 43 04
900 {
150 330 160 - - - - - A•21 1000 1000 - A-31 1000 64 5
4
150 •
160 230 50 306•15 A•10 275 155 303•10 A•20 165 60 - - -P 1
300 {
ISO 330 00 .103 .25 All 275 215 103•20 A41 275 27 56.36 '4
300 111
160 230 150 .10346 A•12 625 626 JOSJ6 A .22 625 365 30137 A•32 410 215- 4 {
150 230 - 10546 A•13 1000 1000 30346 A 23 1000 -730 30547 A•33 615 43 04
• 0
150 230 - - - - - - A•21 1000 1000 - A-31 1000 61 5
150 150
6
6 10 J05 . 15 A .10
1
105 -0 ~~pp 50
~{ 0 165 165
0316 5
1i 0f 'a
. 300 •
1 50 11 6 1 15 ~ó A•1 2 100 300 J
•]0 A42 300 300 J05•37 A42 165 165{
600 5
160 116 115 10545 A•13 600 600 30546 A•27 600 600 30647 A•33 600 430.
•
150 •
160 00 60 303-15 A•10 100 100 JOS•1{ A .20 100 60Il '•
300 •
ISO 60 00 303•2{ All 100 100 303•20 A-21 100 100 301•37 A•32 100 10016 .0 •{
300 10
150 100 100 303•35 A•12 230 230 106 .30 A•22 230 230•
000 10
160 100 100 10146 A•13 300 300 30548 A4] 300 300 10347 A•33 300 300
T 0
150 10
150 30 30 10516 A•10 66 00 J0548 A40 65 65 - - -200 0
300 10
150 30 30 10341 A•11 65 66 303•20 A .21 65 65 -•0
300 10
t50 60 00 10136 A .12 120 120 J03•30 A-22 120 120 _
r A•72 120 170'0
300 10
160 00 60 30345 H•A•12 300 300 10546 HA-22 300 300 105-31 H A42 300 215
Notes:Ill
Crosby melee Inlotmalion lot JOS Miles lion cstNOg 310 1002:101 JO serks from catalog 315 173 0Ferris valve information from atalog FE . 336 .Crosby upN• JOS and JO lepe we conventional . { reptacts 0 for bellows .Fowls style •
A type is conventions' ; 0 replaces A for bellowsC replaces A for cenvenlioml wish "O•' m g0 replace. A lot bellows type with ••O" tmg
121
Halved lsca Is esnderd ling blot It opuonsl
'131 The prop, vile, mull be selected on IM bail . of mpúmum lengenlure and prauw elimitaliona. Sax the manufacturers' cetatop
141 For sempeuwrn own 4001• maximum back presure allowable mull be reduced pe rcorrection lectors on p . 66
151
Preswn Mills vary according lo which manulecluns is used laver wolves axe lipidin Ms Isble
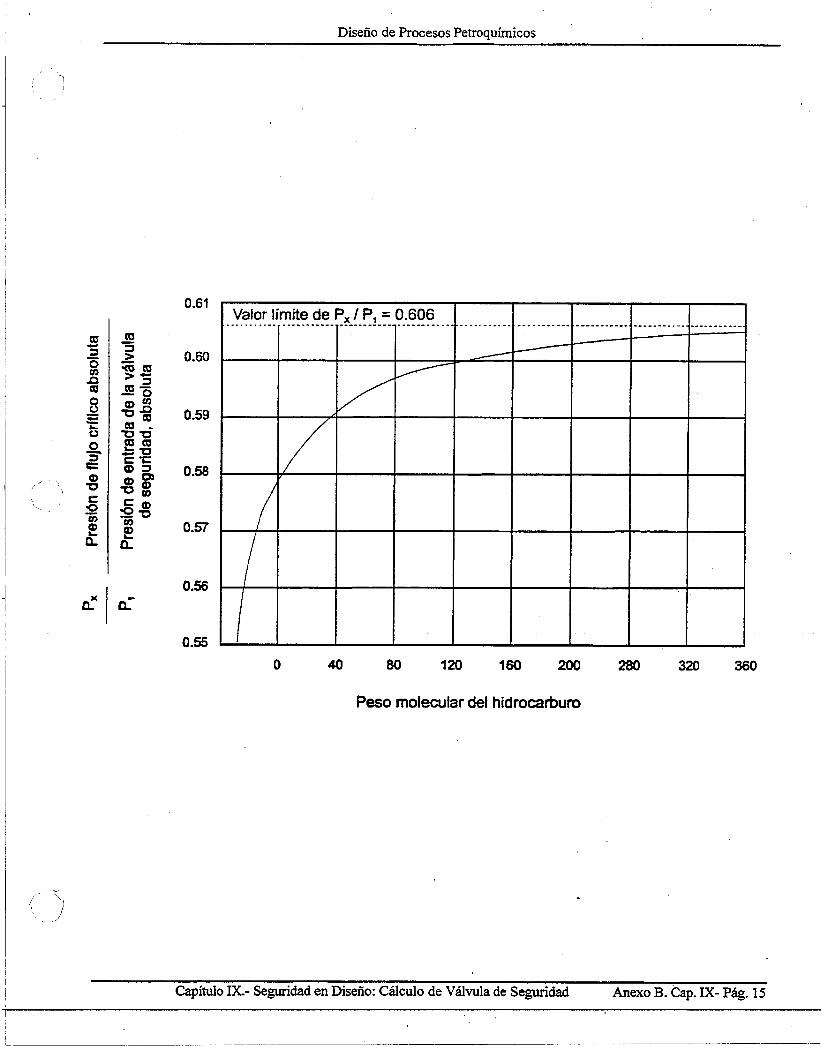
Diseño de Procesos Petroquímico s
0.6 1
>
0 .60
m 03m'Oc m-o ~m
0.57a
0.55
0.56
Valor limite de P./ P, = 0.606
0.59
0.58
o 40 80
120
160
200
280
320
360
Peso molecular del hidrocarburo
Capítulo IX.- Seguridad en Diseño : Cálculo de Válvula de Seguridad
Anexo B. Cap. IX- Pág. 1 5
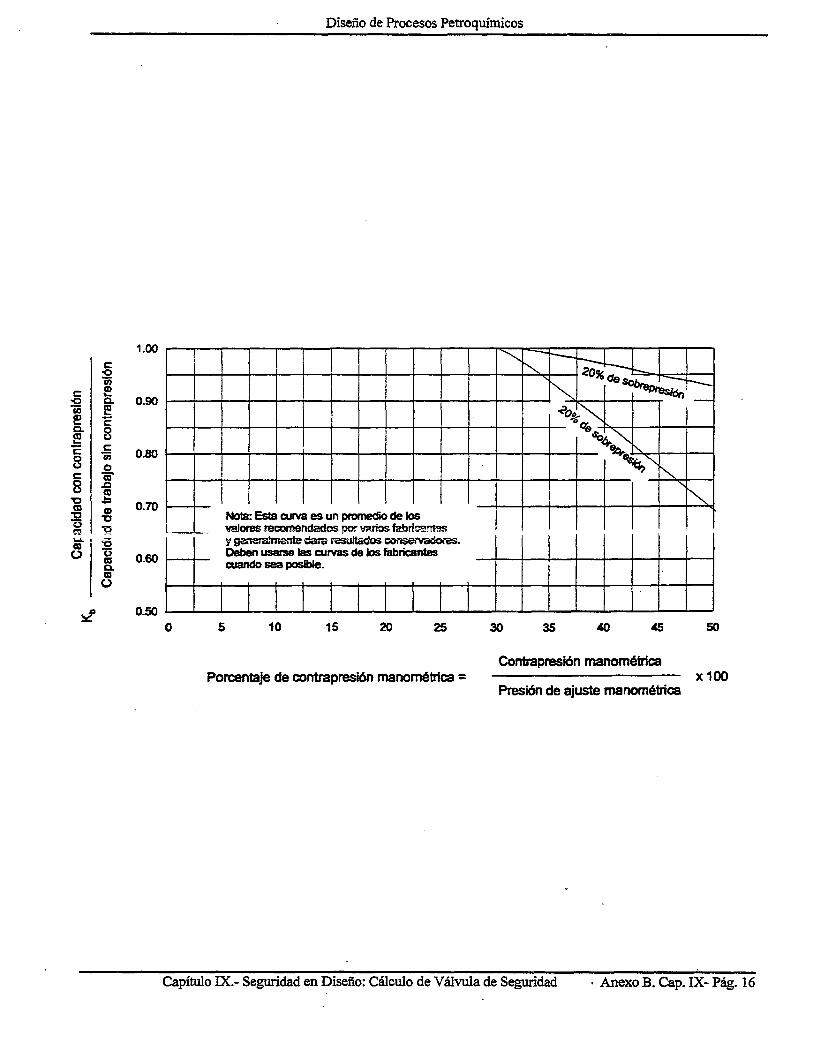
Diseño de Procesos Petroquímicos
1 .00
0.90
0 .80
0.70
0.60
SI)
0 .50
Nota: Esta curva es un promedio de losvalores recomendados par varias fabrionncoy ger eralmente data resultados conservadores .Deben usarse las curvas de los fabricantescuando sea posible.
2
0 5 10 15 20 25 30 35 40 45 50
Contrapresión manométricaPorcentaje de contrapresión manométrica =
Presión de ajuste manométricax100
Capítulo IX.- Seguridad en Diseño : Cálculo de Válvula de Seguridad
Anexo B . Cap. IX- Pág . 1 6