DISCONTINUIDADES Y DEFECTOS DE SOLDADURA ...
62
NORMAS, DISCONTINUIDADES Y DEFECTOS EN SOLDADURAS 25 de Noviembre de 2005 PAYEND 2005 PAYEND 2005 Asociación Uruguaya Asociación Uruguaya de Ensayos No Destructivos de Ensayos No Destructivos FACULTAD FACULTAD DE INGENIERÍA DE INGENIERÍA INSTITUTO DE ENSAYO DE INSTITUTO DE ENSAYO DE MATERIALES MATERIALES
Transcript of DISCONTINUIDADES Y DEFECTOS DE SOLDADURA ...
NORMAS, DISCONTINUIDADES Y
DEFECTOS EN SOLDADURAS
25 de Noviembre de 2005
PAYEND 2005PAYEND 2005
Asociación UruguayaAsociación Uruguayade Ensayos No Destructivosde Ensayos No Destructivos
FACULTADFACULTAD DE INGENIERÍADE INGENIERÍAINSTITUTO DE ENSAYO DE INSTITUTO DE ENSAYO DE
MATERIALESMATERIALES
NORMASNORMAS• Aplicar normas y códigos asegura que una Aplicar normas y códigos asegura que una
estructura o componente tendrá un nivel de estructura o componente tendrá un nivel de calidad adecuado para una función calidad adecuado para una función específica, con adecuadas condiciones de específica, con adecuadas condiciones de seguridad, y con uniformidad (similitud entre seguridad, y con uniformidad (similitud entre instalaciones semejantes).instalaciones semejantes).
• Una encuesta de fin de siglo entre los socios Una encuesta de fin de siglo entre los socios de una importante revista de ingeniería de una importante revista de ingeniería mecánica dio por resultado que dentro de los mecánica dio por resultado que dentro de los diez mayores logros de la humanidad en el diez mayores logros de la humanidad en el área de la ingeniería en el Siglo XX está el área de la ingeniería en el Siglo XX está el desarrollo y uso de normas y códigosdesarrollo y uso de normas y códigos..
• La pregunta es ¿por qué usar normas, La pregunta es ¿por qué usar normas, en particular las referidas a en particular las referidas a construcciones soldadas?construcciones soldadas?
• La respuesta es: porque las normas son La respuesta es: porque las normas son compendios de necesidades originadas compendios de necesidades originadas usualmente en experiencias usualmente en experiencias terriblesterribles de de catástrofes que arrojaron pérdidas de catástrofes que arrojaron pérdidas de vidas humanas y de propiedades.vidas humanas y de propiedades.
NORMASNORMAS
• Entonces al aplicar una norma uno está Entonces al aplicar una norma uno está respaldado, y puede dormir tranquilo que respaldado, y puede dormir tranquilo que problemas iguales a los que ocasionaron aquellas problemas iguales a los que ocasionaron aquellas tragedias no volverán a ocurrir.tragedias no volverán a ocurrir.
• El cuidado básico que hay que tener es no tratar El cuidado básico que hay que tener es no tratar de desmembrar diversas normas de diversos de desmembrar diversas normas de diversos orígenes, para tomar lo económicamente más orígenes, para tomar lo económicamente más conveniente de cada una de ellas, pues las conveniente de cada una de ellas, pues las normas deben aplicarse con coherencia, normas deben aplicarse con coherencia, atendiendo a cada uno de los aspectos: atendiendo a cada uno de los aspectos: materiales de construcción, ensayos destructivos materiales de construcción, ensayos destructivos y no destructivos, fórmulas de cálculo de y no destructivos, fórmulas de cálculo de espesores, presiones de prueba hidrostática, etcespesores, presiones de prueba hidrostática, etc
NORMASNORMAS
• AWSAWS – American Welding Society – American Welding Society• ASMEASME – American Society of Mechanical – American Society of Mechanical
EngineersEngineers• ASME B31ASME B31, “, “Code for Pressure Piping”Code for Pressure Piping”, ,
conteniendo siete secciones, cada una de las conteniendo siete secciones, cada una de las cuales prescribe los requisitos mínimos para el cuales prescribe los requisitos mínimos para el diseño, materiales, fabricación, erección, ensayos diseño, materiales, fabricación, erección, ensayos e inspección de un tipo particular de sistema de e inspección de un tipo particular de sistema de cañerías; las secciones cañerías; las secciones más más usadas en usadas en URUGUAYURUGUAY son la B31.1 Power Piping, B31.3 Chemical Plant son la B31.1 Power Piping, B31.3 Chemical Plant and Petroleum Refinery Piping, y B31.4 Liquid and Petroleum Refinery Piping, y B31.4 Liquid Petroleum Transportation Piping Systems.Petroleum Transportation Piping Systems.
NORMASNORMAS
• BPVC – “The ASME Boiler and Pressure BPVC – “The ASME Boiler and Pressure Vessel Code”Vessel Code”, conteniendo once secciones, , conteniendo once secciones, de las cuales las Secciones I, III, IV, VIII, y X de las cuales las Secciones I, III, IV, VIII, y X cubren el diseño, construcción e inspección de cubren el diseño, construcción e inspección de calderas y recipientes a presión; las Secciones calderas y recipientes a presión; las Secciones VI, VII, y XI cubren el cuidado y la operación de VI, VII, y XI cubren el cuidado y la operación de calderas o de componentes de plantas de calderas o de componentes de plantas de potencia nuclear; y las Secciones II, V, y IX potencia nuclear; y las Secciones II, V, y IX cubren respectivamente especificaciones de cubren respectivamente especificaciones de materiales, de ensayos no destructivos, y de materiales, de ensayos no destructivos, y de calificaciones de soldadura.calificaciones de soldadura.
• ASNT ASNT – American Society of Nondestructive – American Society of Nondestructive TestingTesting
• API API – American Petroleum Institute– American Petroleum Institute
NORMASNORMAS
• ANSI ANSI – “American National Standards Institute”, – “American National Standards Institute”, que es una organización privada responsable de que es una organización privada responsable de la coordinación de normas que se utilizan la coordinación de normas que se utilizan dentro de USA. ANSI no prepara normas, sino dentro de USA. ANSI no prepara normas, sino que forma grupos de interés compuestos por que forma grupos de interés compuestos por personas provenientes de varias organizaciones personas provenientes de varias organizaciones involucradas con el desarrollo de algún involucradas con el desarrollo de algún documento particular; si hay consenso del valor documento particular; si hay consenso del valor de una norma particular, entonces esta norma de una norma particular, entonces esta norma puede ser adoptada como una norma nacional puede ser adoptada como una norma nacional de USA., y a esas normas se las nombra de USA., y a esas normas se las nombra agregándole las siglas ANSI por delante de la agregándole las siglas ANSI por delante de la norma original. Un ejemplo son todas las norma original. Un ejemplo son todas las normas ANSI/ASME o ANSI/AWS.normas ANSI/ASME o ANSI/AWS.
NORMASNORMAS
• ASTMASTM – Inicialmente era conocida como – Inicialmente era conocida como “American Society for Testing and Materials”, “American Society for Testing and Materials”, actualmente es una sigla sin significado actualmente es una sigla sin significado aparente, porque la quieren hacer internacional.aparente, porque la quieren hacer internacional.
• EN EN –– Normas Europeas (Normas Europeas (EuropeanEuropean NormalisationNormalisation))• BSABSA ( (normasnormas BSBS) – British Standard Association) – British Standard Association• DINDIN – Instituto Alemán de Normalización – Instituto Alemán de Normalización
(Deutsches Institute fuer Normung)(Deutsches Institute fuer Normung)• AFNORAFNOR (normas (normas NFNF) – Asociación Francesa de ) – Asociación Francesa de
Normalización (Association Francaise de Normalización (Association Francaise de Normalisation)Normalisation)
NORMASNORMAS
• JSAJSA ( (normasnormas JISJIS) – Japanese Standards ) – Japanese Standards AssociationAssociation
• UNITUNIT – Instituto Uruguayo de Normas Técnicas – Instituto Uruguayo de Normas Técnicas• ISOISO – International Organization for – International Organization for
StandardizationStandardization• ULUL – Underwriter’s Laboratories, Inc. – Underwriter’s Laboratories, Inc.• Normas de empresasNormas de empresas. . Ej.: normasEj.: normas ANCAP ANCAP
NORMASNORMAS
Uso de normas relacionadas con soldadura:Uso de normas relacionadas con soldadura:Para los trabajos metalúrgicos, y específicamente Para los trabajos metalúrgicos, y específicamente
hablando de las soldaduras, hay esencialmente hablando de las soldaduras, hay esencialmente tres tipos o clases o grupos de normas que tres tipos o clases o grupos de normas que pueden ser utilizadas en la fabricación, pueden ser utilizadas en la fabricación, montaje, y reparación de los equipos que la montaje, y reparación de los equipos que la componen:componen:
• I) Normas para el diseño y la construcción del I) Normas para el diseño y la construcción del equipo (recipiente, tanque, cañería, equipo (recipiente, tanque, cañería, intercambiador, caldera, horno, reactor, etc), y intercambiador, caldera, horno, reactor, etc), y para la reparación del equipo.para la reparación del equipo.
• II) Normas para especificación y calificación de II) Normas para especificación y calificación de procedimientos de soldadura.procedimientos de soldadura.
• III) Normas para calificación de soldadores.III) Normas para calificación de soldadores.
NORMASNORMAS
• En Uruguay lo usual, para trabajos En Uruguay lo usual, para trabajos metalúrgicos, es utilizar normas API, ASME, metalúrgicos, es utilizar normas API, ASME, ASTM, AWS, UL, ASNT y UNIT, y últimamente se ASTM, AWS, UL, ASNT y UNIT, y últimamente se están aplicando normas europeas EN para están aplicando normas europeas EN para diversas temáticas relacionadas con diversas temáticas relacionadas con construcciones soldadas.construcciones soldadas.
• Salvo las normas UNIT, y las EN en su versión Salvo las normas UNIT, y las EN en su versión en castellano, todas las demás normas están en castellano, todas las demás normas están en idioma inglés, lo cual evidentemente para en idioma inglés, lo cual evidentemente para nosotros representa un inconveniente que nosotros representa un inconveniente que tenemos que superar tratando de adquirir un tenemos que superar tratando de adquirir un mínimo conocimiento del idioma que nos mínimo conocimiento del idioma que nos permita interpretarlas.permita interpretarlas.
NORMASNORMAS

• ¿Por qué las empresas tienen sus propias ¿Por qué las empresas tienen sus propias normasnormas (ej ANCAP) (ej ANCAP), y no se contentan con , y no se contentan con normanormass internacionales internacionales de referencia solamente?de referencia solamente?
• La respuesta está en la génesis de las normas de La respuesta está en la génesis de las normas de referencia (por ejemplo las normas ASME o las referencia (por ejemplo las normas ASME o las API): la Organización (ej. ASME o API, en Uruguay API): la Organización (ej. ASME o API, en Uruguay podría ser UNIT) prepara las normas por podría ser UNIT) prepara las normas por consensoconsenso dentro de comités o grupos de trabajo dentro de comités o grupos de trabajo integrados por especialistas en el área que trata integrados por especialistas en el área que trata la norma, y que representan a diversos grupos la norma, y que representan a diversos grupos de interés: fabricantes, usuarios, y autoridades de interés: fabricantes, usuarios, y autoridades de gobierno o de municipios.de gobierno o de municipios.
NORMASNORMAS

• Por esto, las normas consensuadas (tipo ASME, Por esto, las normas consensuadas (tipo ASME, API, UNIT, etc) no deben ser consideradas como API, UNIT, etc) no deben ser consideradas como algo casi inalcanzable, sino que deberán ser un algo casi inalcanzable, sino que deberán ser un mínimo, que deberán ser complementadas con mínimo, que deberán ser complementadas con los requisitos propios de cada industria.los requisitos propios de cada industria.
• Las normas están en continua revisión, y sufren Las normas están en continua revisión, y sufren modificaciones (en muchos casos en forma modificaciones (en muchos casos en forma anual) motivadas porque:anual) motivadas porque:
• a) la norma estaba equivocada, oa) la norma estaba equivocada, o• b) porque era demasiado exigente, ob) porque era demasiado exigente, o• c) porque no se aplica a los nuevos desarrollos c) porque no se aplica a los nuevos desarrollos
tecnológicos.tecnológicos.• POR TODO ESTO ES CONVENIENTE UTILIZAR POR TODO ESTO ES CONVENIENTE UTILIZAR
SIEMPRE LA SIEMPRE LA ÚLTIMA EDICIÓNÚLTIMA EDICIÓN DE LAS NORMAS DE LAS NORMAS
NORMASNORMAS
Normalización de los ENDs (Ensayos No Normalización de los ENDs (Ensayos No Destructivos):Destructivos):
• Todas las normas mencionadas, cuando tratan Todas las normas mencionadas, cuando tratan de las discontinuidades que son aceptadas o de las discontinuidades que son aceptadas o rechazadas, hacen referencia a ENDs, y rechazadas, hacen referencia a ENDs, y entonces hacen referencia a la aplicación y entonces hacen referencia a la aplicación y uso de otras normas. Por ejemplo cuando se uso de otras normas. Por ejemplo cuando se manejan las normas de diseño ASME, todas manejan las normas de diseño ASME, todas ellas hacen referencia a la Sección V del BPVC ellas hacen referencia a la Sección V del BPVC de ASME. Esta Sección indica en qué de ASME. Esta Sección indica en qué condiciones deben ser realizados los ensayos condiciones deben ser realizados los ensayos no destructivos utilizados en la evaluación de no destructivos utilizados en la evaluación de las discontinuidades de las soldaduras.las discontinuidades de las soldaduras.
NORMASNORMAS
• Cada norma utilizada, tanto en el diseño / Cada norma utilizada, tanto en el diseño / construcción como en la calificación de los construcción como en la calificación de los procedimientos y como en la calificación de procedimientos y como en la calificación de los soldadores, señalan los límites para la los soldadores, señalan los límites para la aceptación o rechazo de las discontinuidades aceptación o rechazo de las discontinuidades detectadas con los variados ENDs.detectadas con los variados ENDs.
• Normalmente no coinciden estos límites para Normalmente no coinciden estos límites para el diseño / construcción, la calificación de el diseño / construcción, la calificación de procedimientos, y de soldadores, pues por procedimientos, y de soldadores, pues por sentido común sentido común hay que exigir más cuando se hay que exigir más cuando se califican a los soldadores que cuando luego califican a los soldadores que cuando luego se evalúan las discontinuidades en el trabajose evalúan las discontinuidades en el trabajo..
NORMASNORMAS
• Veamos qué especifican las normas más Veamos qué especifican las normas más usadas en Uruguay en cuanto a los ENDs:usadas en Uruguay en cuanto a los ENDs:
• AWS D1.1AWS D1.1: Los END se hacen utilizando los : Los END se hacen utilizando los lineamientos de la ANSI/AWS B1.0 “Guide for lineamientos de la ANSI/AWS B1.0 “Guide for Nondestructive Inspection of Welds”, y la Nondestructive Inspection of Welds”, y la metodología debe conformar a diversas normas metodología debe conformar a diversas normas ASTM. El personal que hace los ENDs debe estar ASTM. El personal que hace los ENDs debe estar calificado de acuerdo con la ASNT RP SNT-TC-1A.calificado de acuerdo con la ASNT RP SNT-TC-1A.
• API 1104API 1104: La radiografía se hace con los : La radiografía se hace con los procedimientos de la misma norma, los ICI procedimientos de la misma norma, los ICI surgen de ASTM E 142 ó E 747; los surgen de ASTM E 142 ó E 747; los procedimientos de las otras técnicas de ENDs procedimientos de las otras técnicas de ENDs deben cumplir con otras normas ASTM. Los que deben cumplir con otras normas ASTM. Los que interpretan las placas deben ser Niveles II ó III interpretan las placas deben ser Niveles II ó III exclusivamente (no dice de qué norma, pero se exclusivamente (no dice de qué norma, pero se supone que es ASNT).supone que es ASNT).
NORMASNORMAS
• ASME (BPVC y B31)ASME (BPVC y B31): Los ENDs se : Los ENDs se realizan con procedimientos dados por realizan con procedimientos dados por la Sección V del BPVC. El personal que la Sección V del BPVC. El personal que hace los ENDs debe estar certificado hace los ENDs debe estar certificado de acuerdo con ASNT.de acuerdo con ASNT.
• API 620/650API 620/650: Ídem al ASME.: Ídem al ASME.
NORMASNORMAS
• Mínimas condiciones para realizar un Mínimas condiciones para realizar un adecuado control de obra según normas:adecuado control de obra según normas:
Para hacer un correcto seguimiento de la obra lo Para hacer un correcto seguimiento de la obra lo básico que debe saberse, además de las normas básico que debe saberse, además de las normas aplicables, es lo siguiente:aplicables, es lo siguiente:
• 1)1) Deben estar indicados en planos Deben estar indicados en planos constructivos los tipos de soldadura, con la constructivos los tipos de soldadura, con la simbología correspondiente: soldaduras a tope simbología correspondiente: soldaduras a tope (en cañerías y recipientes serán de penetración (en cañerías y recipientes serán de penetración total), dimensiones de los catetos en las total), dimensiones de los catetos en las soldaduras filete (continuas o intermitentes, y en soldaduras filete (continuas o intermitentes, y en este último caso el largo y separación de los este último caso el largo y separación de los cordones).cordones).
• 2)2) Debe solicitarse o reunirse la siguiente Debe solicitarse o reunirse la siguiente documentación: procedimientos de soldaduras documentación: procedimientos de soldaduras calificados a utilizar, soldadores calificados, tipos calificados a utilizar, soldadores calificados, tipos de controles (inspección visual y demás ENDs).de controles (inspección visual y demás ENDs).
NORMASNORMAS
• Debe exigirse a la empresa ejecutora del trabajo que Debe exigirse a la empresa ejecutora del trabajo que se haga responsable de la calidad del mismo, mediante se haga responsable de la calidad del mismo, mediante el cumplimiento de lo indicado por la(s) norma(s) el cumplimiento de lo indicado por la(s) norma(s) exigida(s). Absolutamente todas la normas establecen exigida(s). Absolutamente todas la normas establecen que el fabricante es el responsable del fiel que el fabricante es el responsable del fiel cumplimiento de las especificaciones, y debe contar cumplimiento de las especificaciones, y debe contar con personal competente y maquinaria apta para tal con personal competente y maquinaria apta para tal fin.fin.
• Pero es fundamental que al fabricante se Pero es fundamental que al fabricante se le le indique indique claramente qué normas deben aplicarse, sin claramente qué normas deben aplicarse, sin ambigüedades, ambigüedades, puespues buena parte del éxito de una obra buena parte del éxito de una obra radicará en las adecuadas especificaciones técnicas.radicará en las adecuadas especificaciones técnicas.
• Presentadas las normas, veamos Presentadas las normas, veamos discontinuidades y defectos en las soldaduras.discontinuidades y defectos en las soldaduras.
NORMASNORMAS
DISCONTINUIDADES Y DISCONTINUIDADES Y DEFECTOS DE SOLDADURADEFECTOS DE SOLDADURA
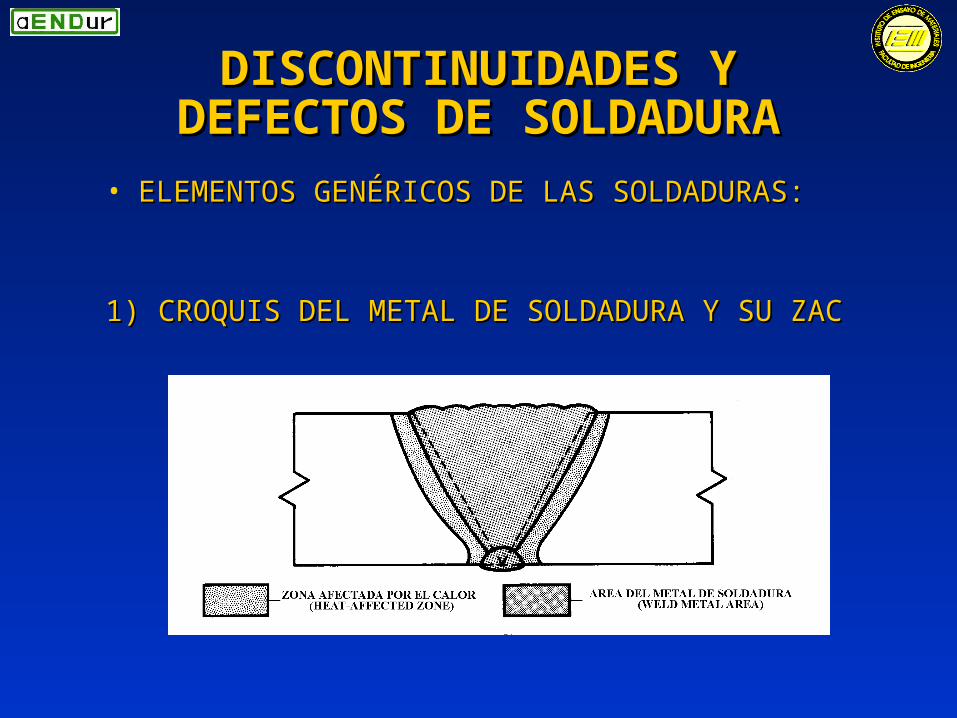
• ELEMENTOS GENÉRICOS DE LAS SOLDADURAS:ELEMENTOS GENÉRICOS DE LAS SOLDADURAS:
1) CROQUIS DEL METAL DE SOLDADURA Y SU ZAC1) CROQUIS DEL METAL DE SOLDADURA Y SU ZAC
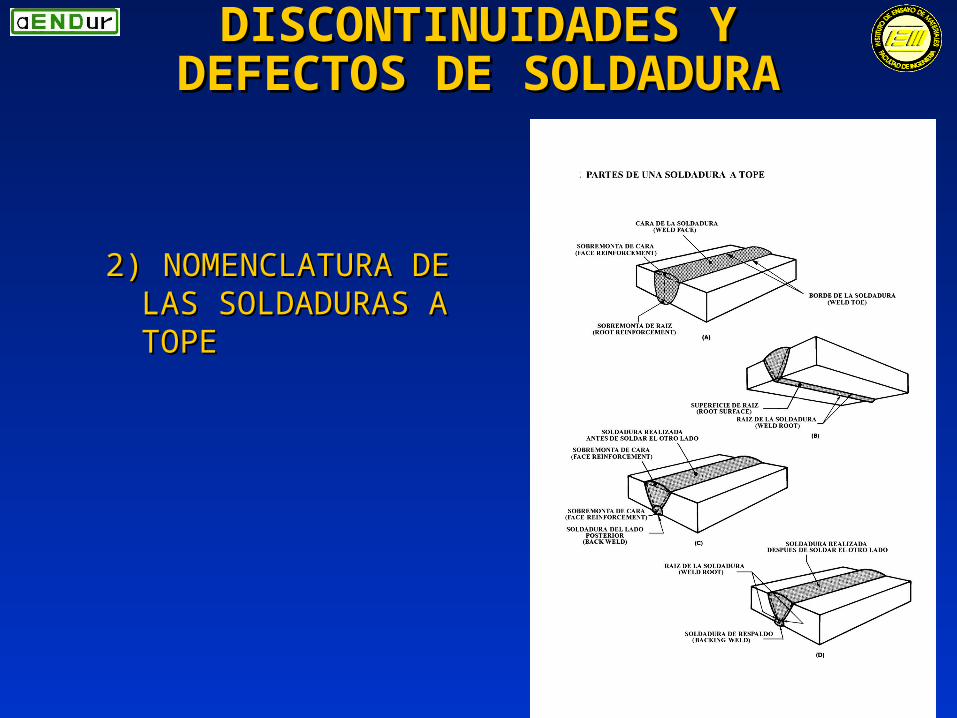
2) NOMENCLATURA DE 2) NOMENCLATURA DE LAS SOLDADURAS A LAS SOLDADURAS A TOPETOPE
DISCONTINUIDADES Y DISCONTINUIDADES Y DEFECTOS DE SOLDADURADEFECTOS DE SOLDADURA
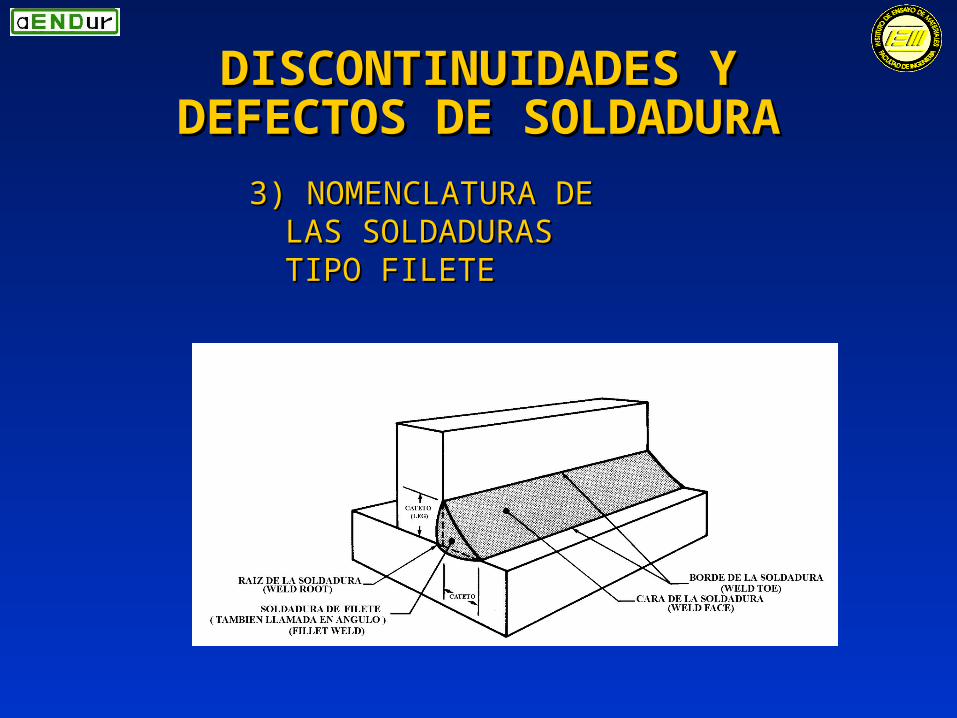
3) NOMENCLATURA DE 3) NOMENCLATURA DE LAS SOLDADURAS LAS SOLDADURAS TIPO FILETETIPO FILETE
DISCONTINUIDADES Y DISCONTINUIDADES Y DEFECTOS DE SOLDADURADEFECTOS DE SOLDADURA

4) DIMENSIONES DE 4) DIMENSIONES DE LAS SOLDADURAS LAS SOLDADURAS TIPO FILETETIPO FILETE
DISCONTINUIDADES Y DISCONTINUIDADES Y DEFECTOS DE SOLDADURADEFECTOS DE SOLDADURA
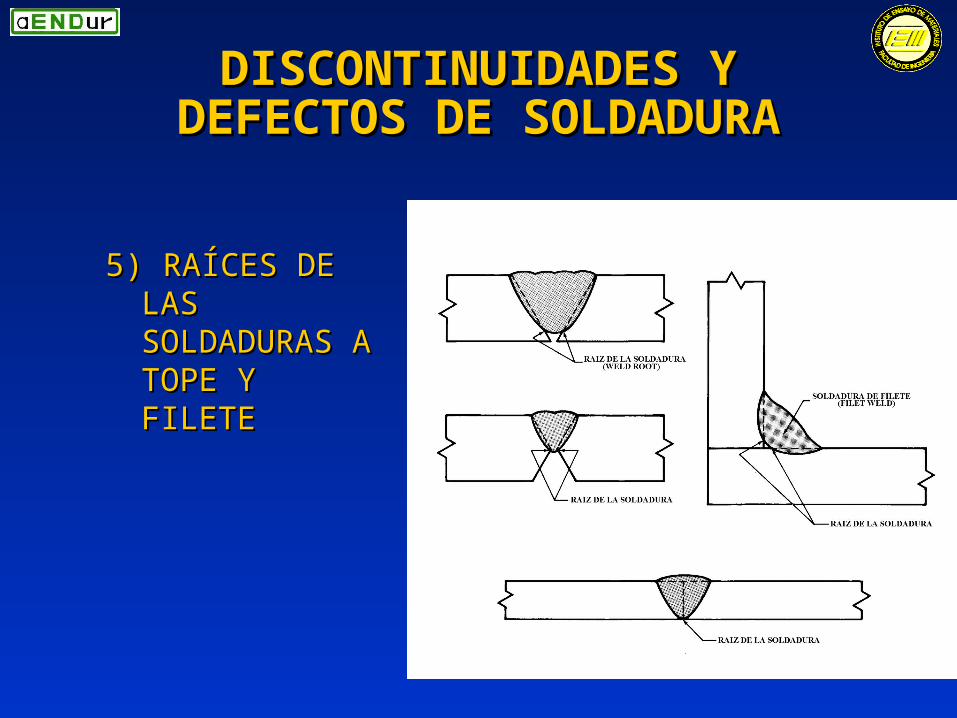
5) RAÍCES DE 5) RAÍCES DE LAS LAS SOLDADURAS SOLDADURAS A TOPE Y A TOPE Y FILETEFILETE
DISCONTINUIDADES Y DISCONTINUIDADES Y DEFECTOS DE SOLDADURADEFECTOS DE SOLDADURA
DISCONTINUIDADES Y DISCONTINUIDADES Y DEFECTOS DE SOLDADURADEFECTOS DE SOLDADURA
DEFINICIONES:DEFINICIONES:• DiscontinuidadDiscontinuidad - - Falta de continuidad; falta de Falta de continuidad; falta de
cohesión (de unión); interrupción en la estructura física cohesión (de unión); interrupción en la estructura física normal del material o producto.normal del material o producto.
• DefectoDefecto - - Discontinuidad cuyo tamaño, forma, Discontinuidad cuyo tamaño, forma, orientación, ubicación o propiedades son inadmisibles orientación, ubicación o propiedades son inadmisibles para alguna norma específica.para alguna norma específica. En particular, al realizar En particular, al realizar un ensayo no destructivo (END) se cataloga como un ensayo no destructivo (END) se cataloga como defecto a toda discontinuidad o grupo de defecto a toda discontinuidad o grupo de discontinuidades cuyas indicaciones no se encuentran discontinuidades cuyas indicaciones no se encuentran dentro de los criterios de aceptación especificados por la dentro de los criterios de aceptación especificados por la norma aplicable.norma aplicable.
DISCONTINUIDADES Y DISCONTINUIDADES Y DEFECTOS DE SOLDADURADEFECTOS DE SOLDADURA
• IndicaciónIndicación - - Respuesta o evidencia de una Respuesta o evidencia de una discontinuidad resultante de la aplicación de discontinuidad resultante de la aplicación de un END.un END.
• Evaluación de IndicacionesEvaluación de Indicaciones - - Proceso en el Proceso en el cual se decide la severidad del estado de la cual se decide la severidad del estado de la parte o pieza, luego de que la indicación ha parte o pieza, luego de que la indicación ha sido interpretada. De la interpretación surgirá sido interpretada. De la interpretación surgirá que la indicación es irrelevante o es una que la indicación es irrelevante o es una discontinuidad, y en este último caso surgirá discontinuidad, y en este último caso surgirá que es un defecto o no. Dicha evaluación lleva que es un defecto o no. Dicha evaluación lleva a decidir, entonces, si la parte o pieza debe ser a decidir, entonces, si la parte o pieza debe ser rechazada, reparada o aceptada para su uso.rechazada, reparada o aceptada para su uso.

DISCONTINUIDADES Y DISCONTINUIDADES Y DEFECTOS DE SOLDADURADEFECTOS DE SOLDADURA
• Método de Ensayo -Método de Ensayo - Utilización de un principio Utilización de un principio físico en un END, como ser:físico en un END, como ser:
• RTRT - Radiografía (Radiographic testing) - Radiografía (Radiographic testing)• UT UT - Ultrasonido (Ultrasonic testing)- Ultrasonido (Ultrasonic testing)• MTMT - Partículas magnetizables (Magnetic testing) - Partículas magnetizables (Magnetic testing)• PTPT - Líquidos penetrantes (Penetrant liquids - Líquidos penetrantes (Penetrant liquids
testing)testing)• VTVT - Evaluación visual (Visual testing) - Evaluación visual (Visual testing)• LTLT - Ensayo de estanqueidad (Leak testing) - Ensayo de estanqueidad (Leak testing)• ETET - Corrientes parásitas (Eddy’s current testing) - Corrientes parásitas (Eddy’s current testing)• AEAE - Emisión acústica (Acustic emission) - Emisión acústica (Acustic emission)
DISCONTINUIDADES Y DISCONTINUIDADES Y DEFECTOS DE SOLDADURADEFECTOS DE SOLDADURA
• Indicaciones alargadas (linear indications) – Indicaciones alargadas (linear indications) – En general se clasifican como indicaciones En general se clasifican como indicaciones alargadas a todas aquellas indicaciones cuya alargadas a todas aquellas indicaciones cuya longitud L es mayor a 3 veces su ancho A: (L > 3A).longitud L es mayor a 3 veces su ancho A: (L > 3A).
• Indicaciones redondeadas (rounded Indicaciones redondeadas (rounded indications) – indications) – En general se clasifican como En general se clasifican como indicaciones redondeadas a todas aquellas indicaciones redondeadas a todas aquellas indicaciones cuya longitud L es menor o igual a 3 indicaciones cuya longitud L es menor o igual a 3 veces su ancho A: ( L veces su ancho A: ( L 3A ). 3A ).
• Indicaciones alineadas (radiografía) – Indicaciones alineadas (radiografía) – Tres o Tres o más indicaciones alineadas aproximadamente más indicaciones alineadas aproximadamente paralelas al eje de la soldadura, espaciadas lo paralelas al eje de la soldadura, espaciadas lo suficientemente cerca entre ellas como para ser suficientemente cerca entre ellas como para ser considerada discontinuidad única e intermitente. considerada discontinuidad única e intermitente.
DISCONTINUIDADES Y DISCONTINUIDADES Y DEFECTOS DE SOLDADURADEFECTOS DE SOLDADURA
• Las Las DISCONTINUIDADESDISCONTINUIDADES más frecuentes que más frecuentes que se encuentran en las soldaduras, o que están se encuentran en las soldaduras, o que están muy relacionadas con ellas, forman parte de los muy relacionadas con ellas, forman parte de los siguientes veinte tipos:siguientes veinte tipos:
• 1) Porosidad1) Porosidad (“Porosity”): (“Porosity”):
Discontinuidad del tipo de cavidad formada por Discontinuidad del tipo de cavidad formada por gas atrapado durante la solidificación del metal gas atrapado durante la solidificación del metal de soldadura. Se divide a su vez en cuatro de soldadura. Se divide a su vez en cuatro tipos:tipos:
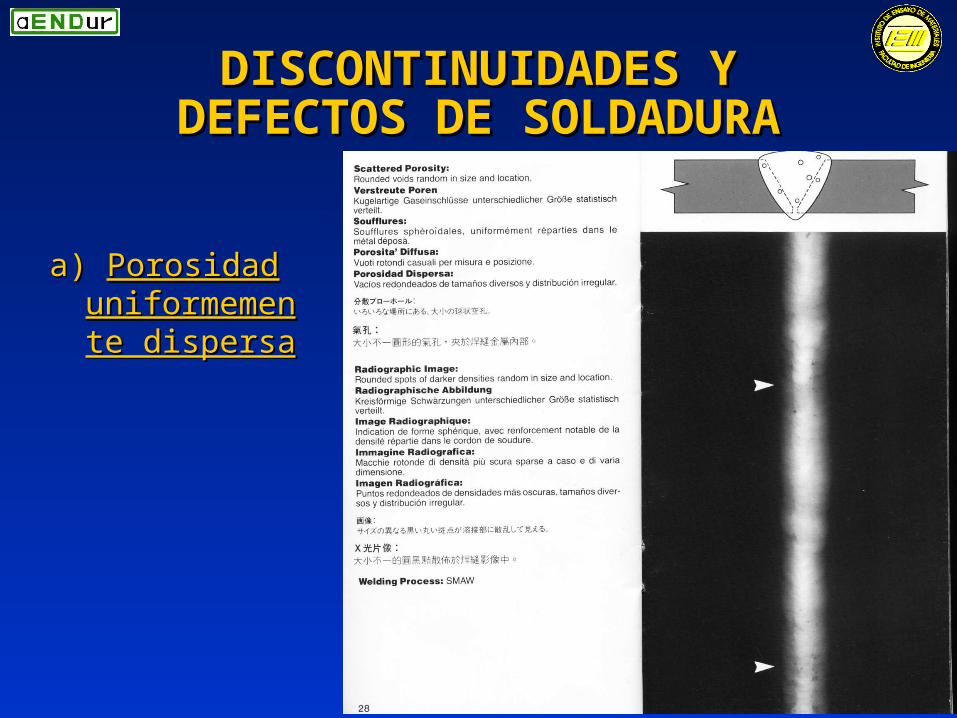
a) a) Porosidad Porosidad uniformemenuniformemente dispersate dispersa
DISCONTINUIDADES Y DISCONTINUIDADES Y DEFECTOS DE SOLDADURADEFECTOS DE SOLDADURA
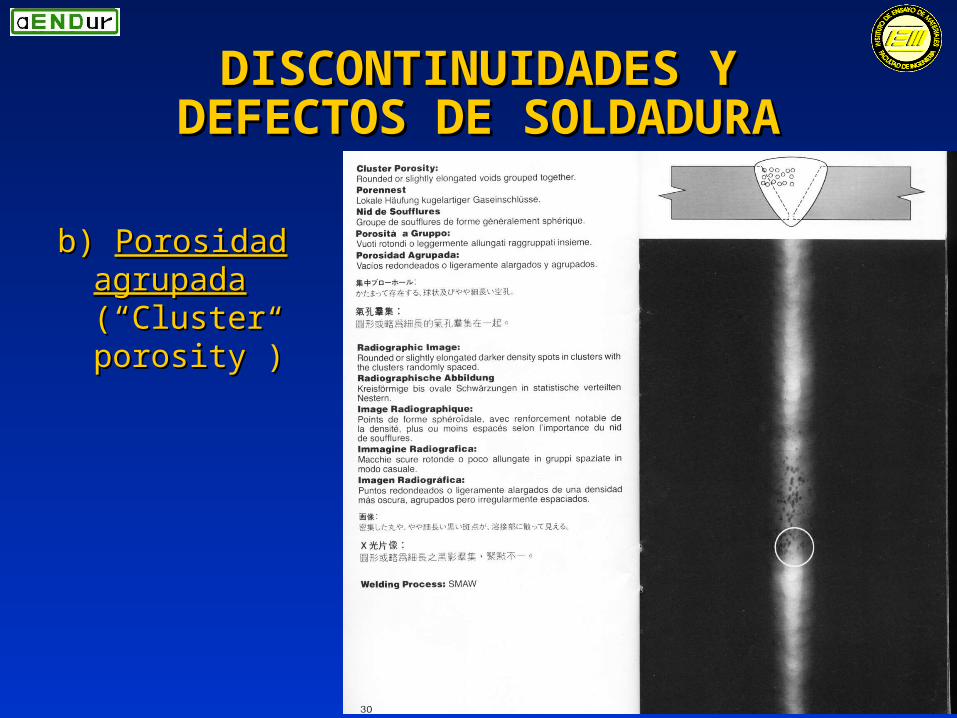
b) b) Porosidad Porosidad agrupada agrupada (“Cluster (“Cluster porosity”)porosity”)
DISCONTINUIDADES Y DISCONTINUIDADES Y DEFECTOS DE SOLDADURADEFECTOS DE SOLDADURA

c) c) Porosidad Porosidad alineadaalineada (“Linear (“Linear porosity”)porosity”)
DISCONTINUIDADES Y DISCONTINUIDADES Y DEFECTOS DE SOLDADURADEFECTOS DE SOLDADURA

DISCONTINUIDADES Y DISCONTINUIDADES Y DEFECTOS DE SOLDADURADEFECTOS DE SOLDADURA
d) d) Porosidad vermicular o tipo gusanosPorosidad vermicular o tipo gusanos (“Piping porosity”)(“Piping porosity”)
• Es un poro de gas alargado.Es un poro de gas alargado.
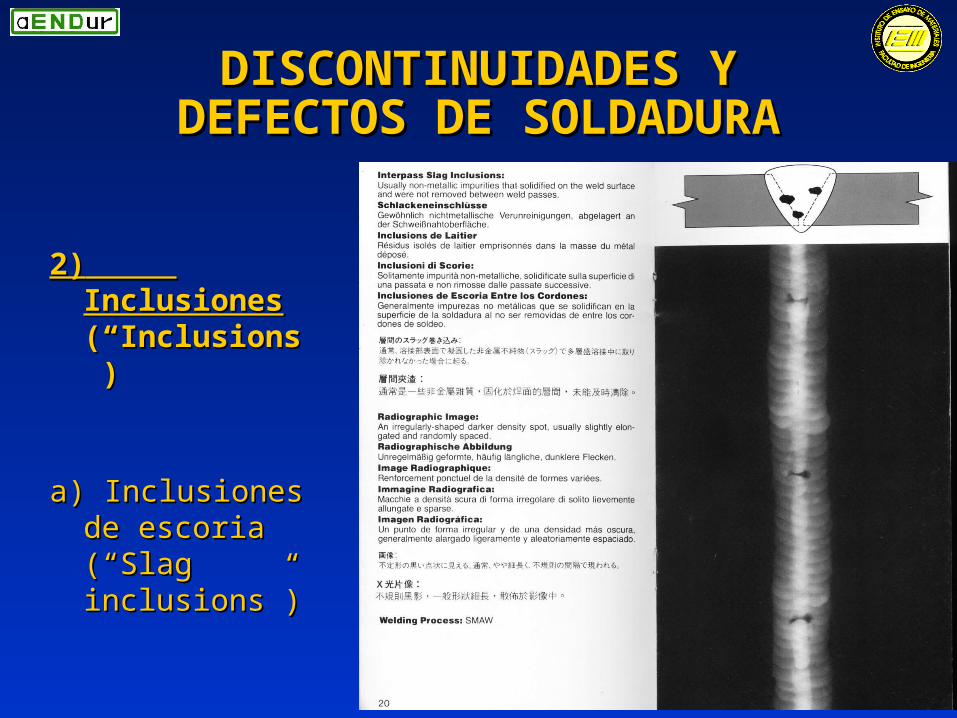
2)2) InclusionesInclusiones (“Inclusions”(“Inclusions”))
a) Inclusiones de a) Inclusiones de escoria (“Slag escoria (“Slag inclusions”)inclusions”)
DISCONTINUIDADES Y DISCONTINUIDADES Y DEFECTOS DE SOLDADURADEFECTOS DE SOLDADURA
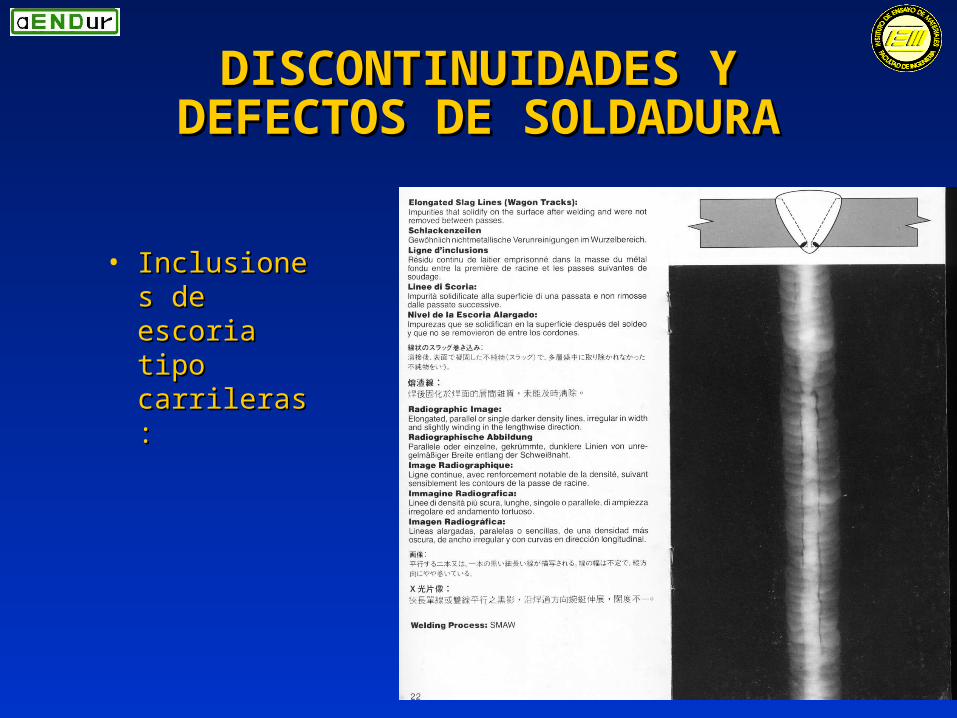
• InclusioneInclusiones de s de escoria escoria tipo tipo carrileras:carrileras:
DISCONTINUIDADES Y DISCONTINUIDADES Y DEFECTOS DE SOLDADURADEFECTOS DE SOLDADURA
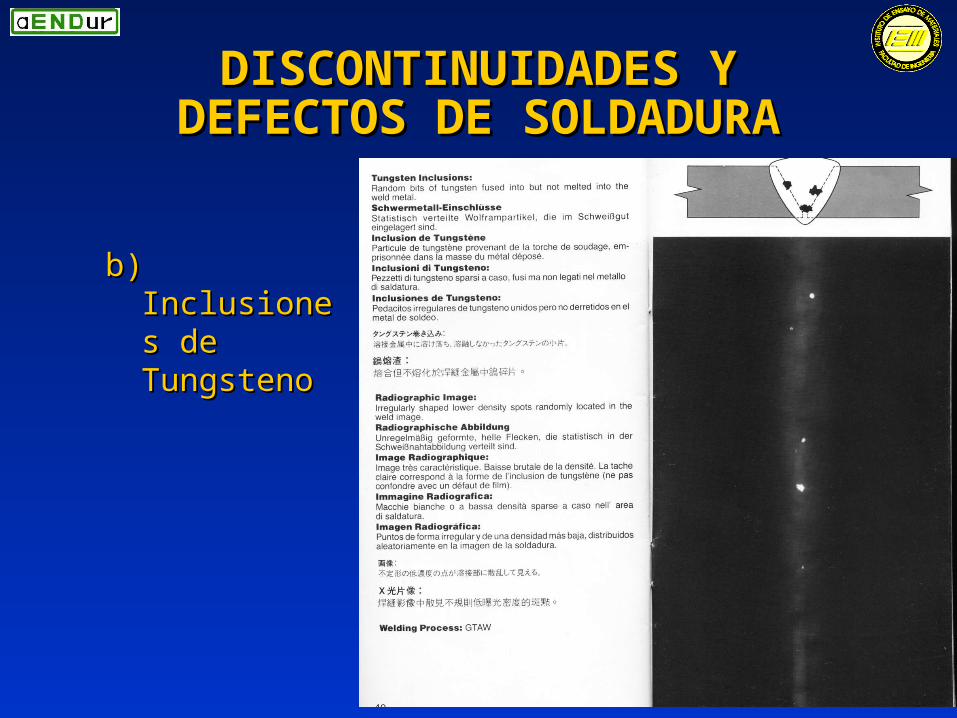
b) Inclusiones b) Inclusiones de de TungstenoTungsteno
DISCONTINUIDADES Y DISCONTINUIDADES Y DEFECTOS DE SOLDADURADEFECTOS DE SOLDADURA
DISCONTINUIDADES Y DISCONTINUIDADES Y DEFECTOS DE SOLDADURADEFECTOS DE SOLDADURA
• 3) 3) Fusión incompletaFusión incompleta (“Incomplete (“Incomplete fusion”) (o falta de fusión)fusion”) (o falta de fusión)
• Discontinuidad bidimensional causada por la Discontinuidad bidimensional causada por la falta de unión entre los cordones de soldadura y falta de unión entre los cordones de soldadura y el metal base, o entre los cordones de la el metal base, o entre los cordones de la soldadura.soldadura.
• Es el resultado de técnica de soldadura,Es el resultado de técnica de soldadura, preparación del metal base, o diseño de la junta preparación del metal base, o diseño de la junta inapropiados.inapropiados.
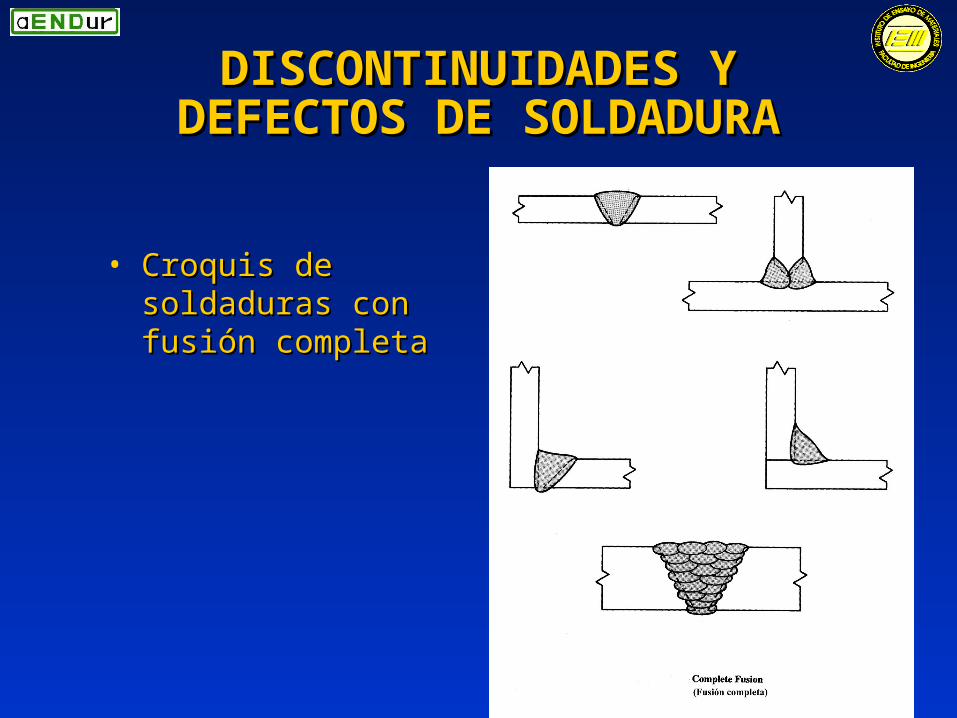
• CCroquis de roquis de soldaduras consoldaduras con fusión completafusión completa
DISCONTINUIDADES Y DISCONTINUIDADES Y DEFECTOS DE SOLDADURADEFECTOS DE SOLDADURA
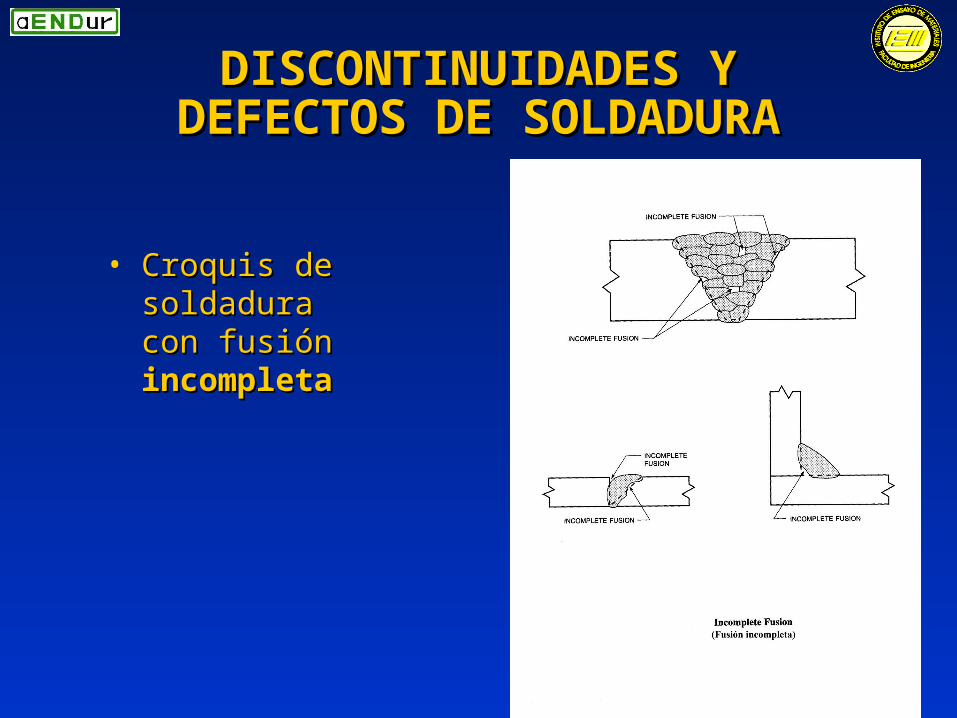
• Croquis de Croquis de soldadura soldadura con fusión con fusión incompletaincompleta
DISCONTINUIDADES Y DISCONTINUIDADES Y DEFECTOS DE SOLDADURADEFECTOS DE SOLDADURA
DISCONTINUIDADES Y DISCONTINUIDADES Y DEFECTOS DE SOLDADURADEFECTOS DE SOLDADURA
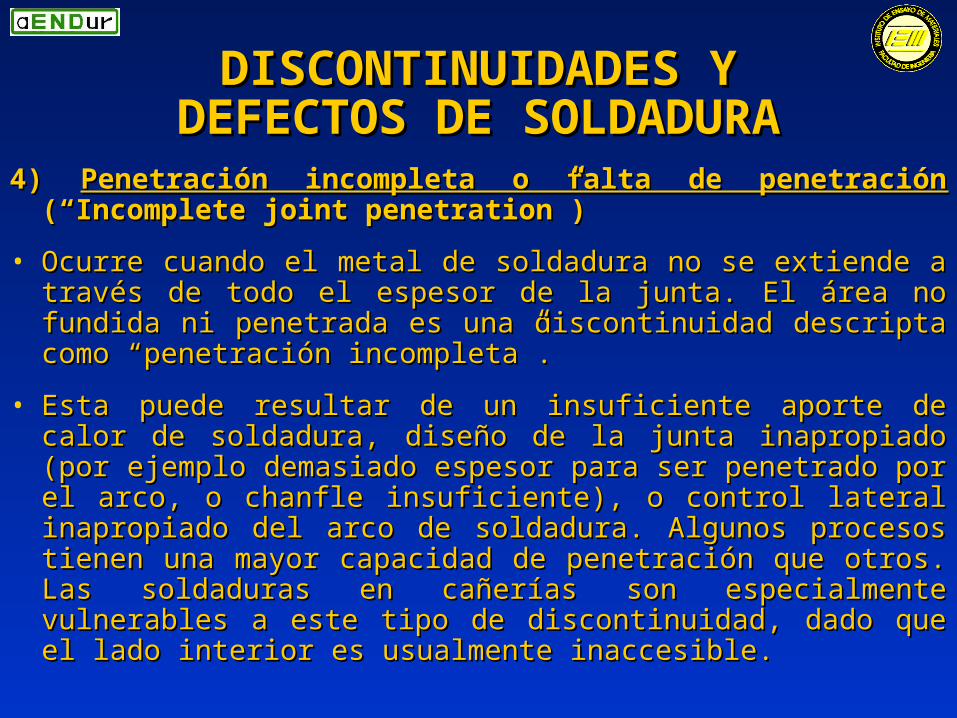
4) 4) Penetración incompleta o falta de penetraciónPenetración incompleta o falta de penetración (“Incomplete joint penetration”)(“Incomplete joint penetration”)
• Ocurre cuando el metal de soldadura no se extiende a través Ocurre cuando el metal de soldadura no se extiende a través de todo el espesor de la junta. El área no fundida ni de todo el espesor de la junta. El área no fundida ni penetrada es una discontinuidad descripta como penetrada es una discontinuidad descripta como “penetración incompleta”.“penetración incompleta”.
• Esta puede resultar de un insuficiente aporte de calor de Esta puede resultar de un insuficiente aporte de calor de soldadura, diseño de la junta inapropiado (por ejemplo soldadura, diseño de la junta inapropiado (por ejemplo demasiado espesor para ser penetrado por el arco, o chanfle demasiado espesor para ser penetrado por el arco, o chanfle insuficiente), o control lateral inapropiado del arco de insuficiente), o control lateral inapropiado del arco de soldadura. Algunos procesos tienen una mayor capacidad de soldadura. Algunos procesos tienen una mayor capacidad de penetración que otros. Las soldaduras en cañerías son penetración que otros. Las soldaduras en cañerías son especialmente vulnerables a este tipo de discontinuidad, especialmente vulnerables a este tipo de discontinuidad, dado que el lado interior es usualmente inaccesible.dado que el lado interior es usualmente inaccesible.
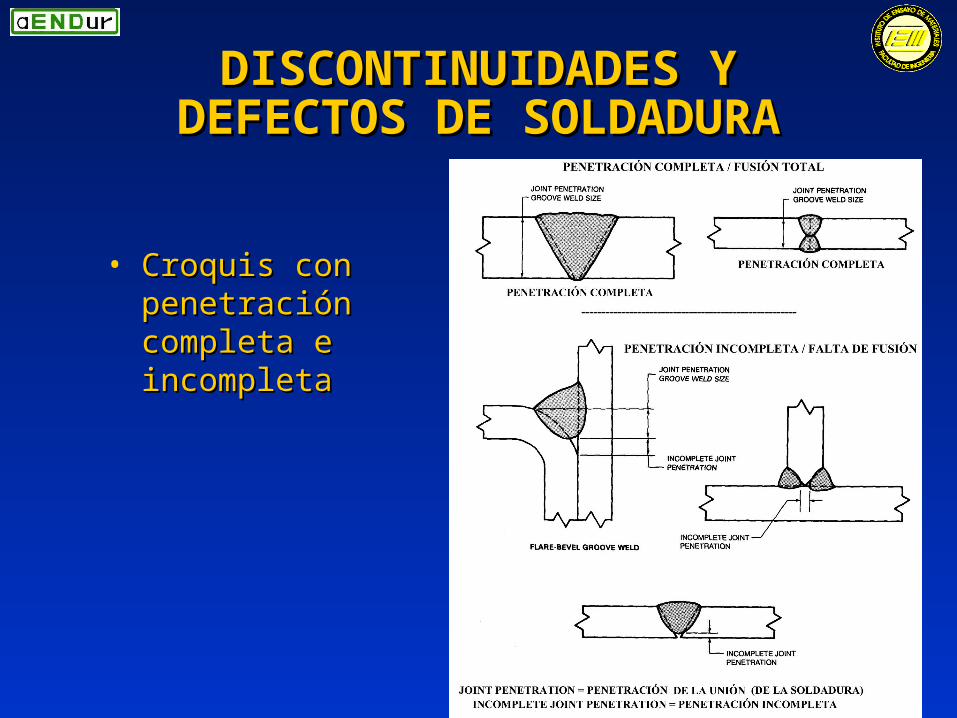
• Croquis con Croquis con penetración penetración completa e completa e incompletaincompleta
DISCONTINUIDADES Y DISCONTINUIDADES Y DEFECTOS DE SOLDADURADEFECTOS DE SOLDADURA
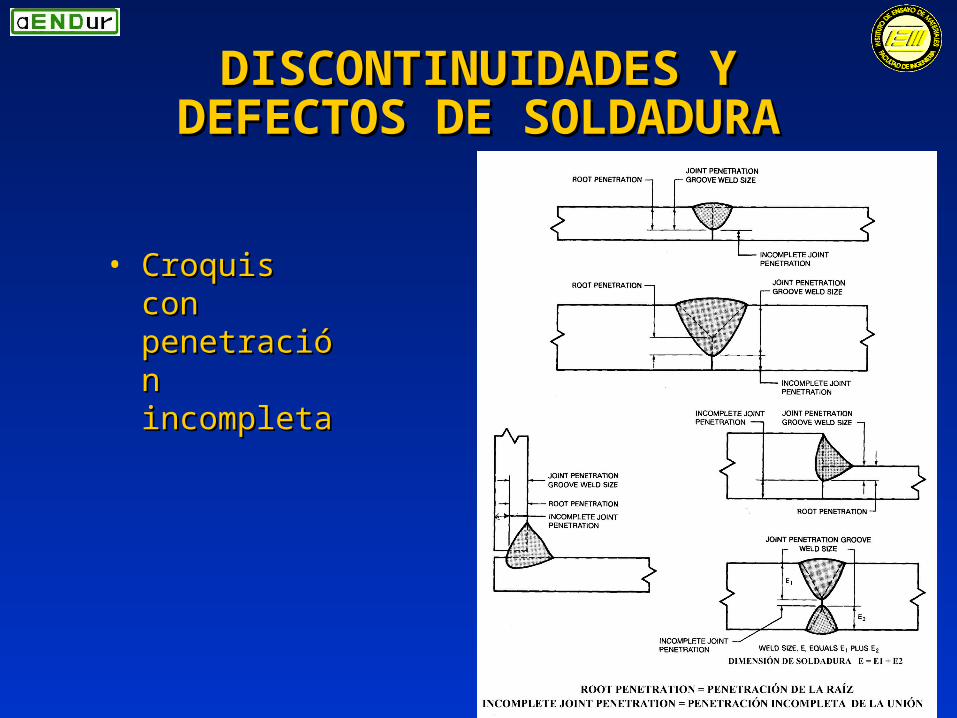
• Croquis con Croquis con penetración penetración incompletaincompleta
DISCONTINUIDADES Y DISCONTINUIDADES Y DEFECTOS DE SOLDADURADEFECTOS DE SOLDADURA
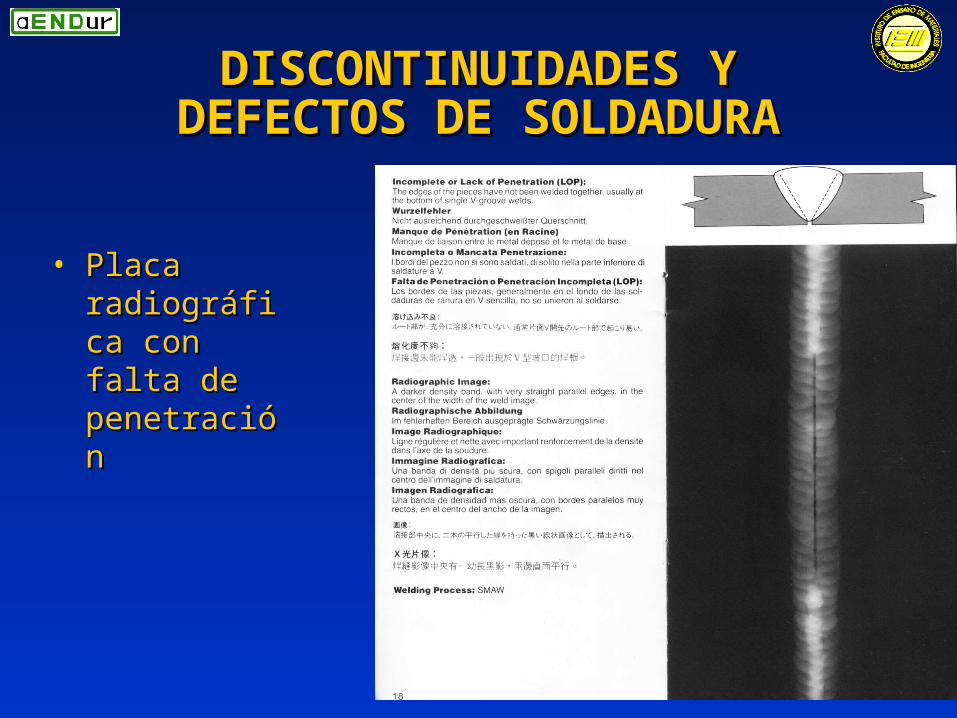
• Placa Placa radiográfica radiográfica con falta de con falta de penetraciónpenetración
DISCONTINUIDADES Y DISCONTINUIDADES Y DEFECTOS DE SOLDADURADEFECTOS DE SOLDADURA
DISCONTINUIDADES Y DISCONTINUIDADES Y DEFECTOS DE SOLDADURADEFECTOS DE SOLDADURA
5) 5) FisurasFisuras (“Cracks”) (“Cracks”)• Ocurren en el metal base y en el metal de Ocurren en el metal base y en el metal de
aporte, cuando las tensiones localizadas aporte, cuando las tensiones localizadas exceden la resistencia última del material. La exceden la resistencia última del material. La mayor parte de las normas utilizadas mayor parte de las normas utilizadas consideran que las fisuras son, consideran que las fisuras son, independientemente de su longitud, defectos independientemente de su longitud, defectos y por lo tanto una vez detectadas deben y por lo tanto una vez detectadas deben removerse, eliminarse.removerse, eliminarse.
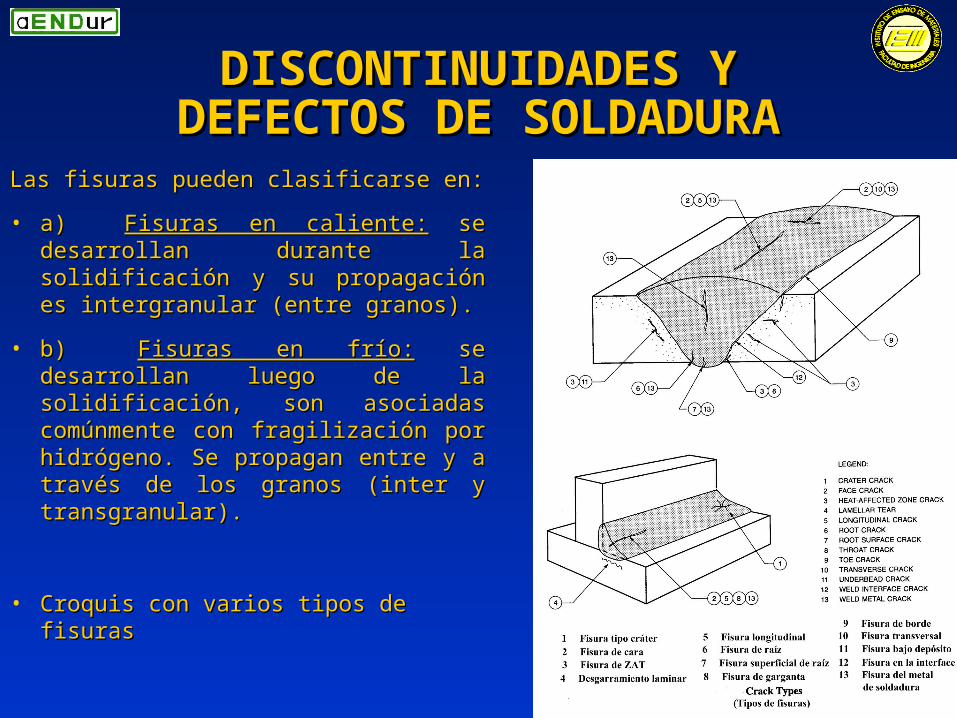
Las fisuras pueden clasificarse en:Las fisuras pueden clasificarse en:• a)a) Fisuras en caliente:Fisuras en caliente: se se
desarrollan durante la desarrollan durante la solidificación y su propagación es solidificación y su propagación es intergranular (entre granos).intergranular (entre granos).
• b)b) Fisuras en frío:Fisuras en frío: se desarrollan se desarrollan luego de la solidificación, son luego de la solidificación, son asociadas comúnmente con asociadas comúnmente con fragilización por hidrógeno. Se fragilización por hidrógeno. Se propagan entre y a través de los propagan entre y a través de los granos (inter y transgranular).granos (inter y transgranular).
• Croquis con varios tipos de fisurasCroquis con varios tipos de fisuras
DISCONTINUIDADES Y DISCONTINUIDADES Y DEFECTOS DE SOLDADURADEFECTOS DE SOLDADURA
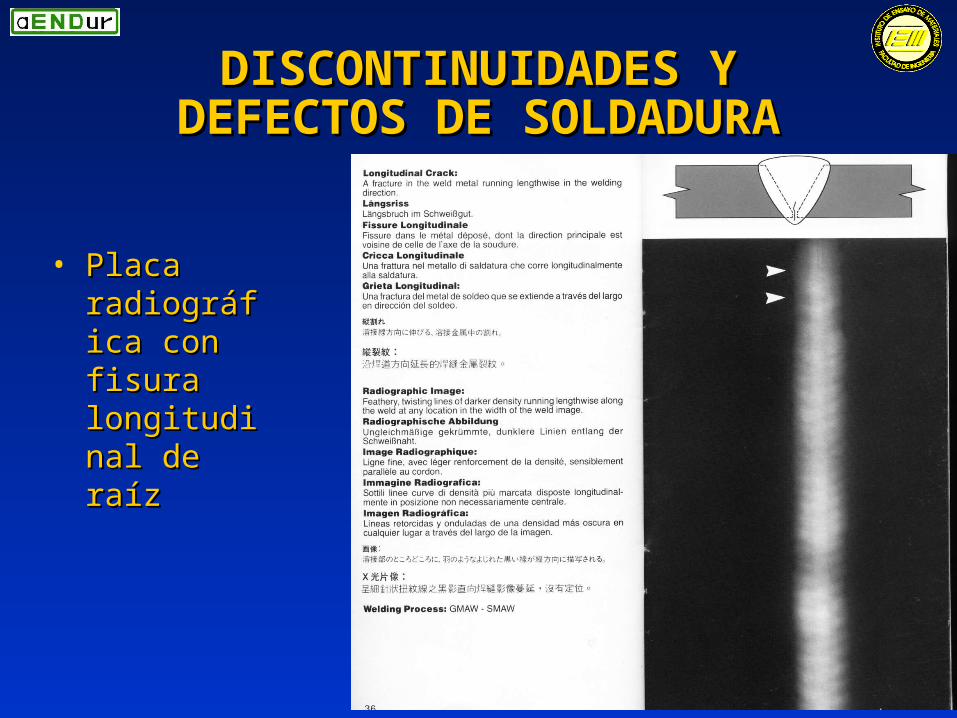
• Placa Placa radiográficradiográfica con a con fisura fisura longitudinalongitudinal de raízl de raíz
DISCONTINUIDADES Y DISCONTINUIDADES Y DEFECTOS DE SOLDADURADEFECTOS DE SOLDADURA
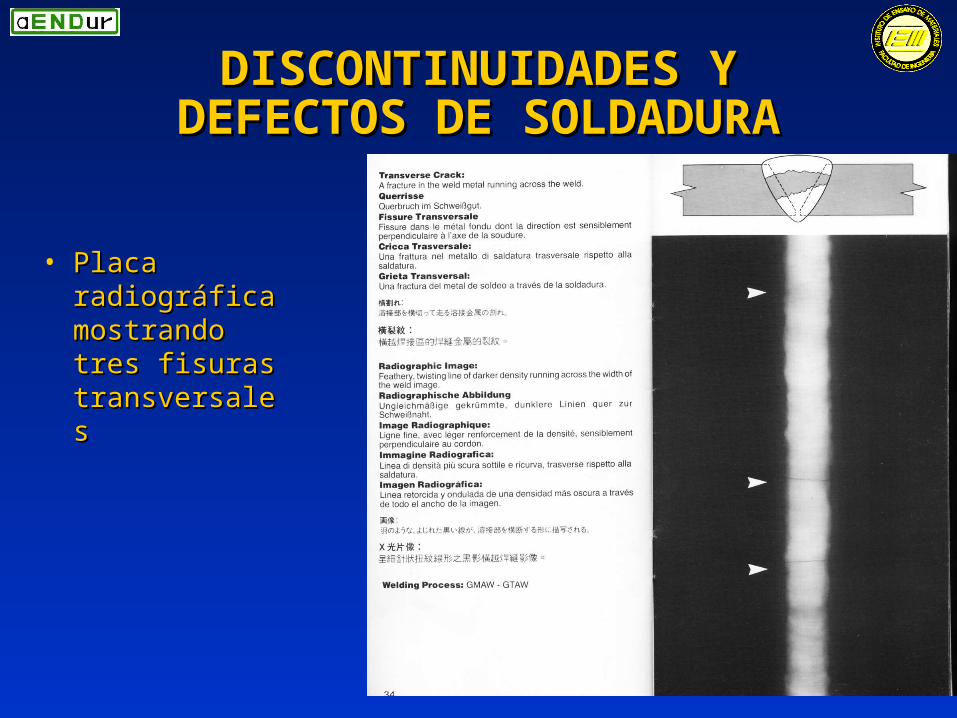
• Placa Placa radiográfica radiográfica mostrando mostrando tres fisuras tres fisuras transversaletransversaless
DISCONTINUIDADES Y DISCONTINUIDADES Y DEFECTOS DE SOLDADURADEFECTOS DE SOLDADURA
DISCONTINUIDADES Y DISCONTINUIDADES Y DEFECTOS DE SOLDADURADEFECTOS DE SOLDADURA
6) 6) Socavadura / mordeduraSocavadura / mordedura (“Undercut”) (“Undercut”)• Asociadas generalmente con técnicas Asociadas generalmente con técnicas
inapropiadas y/o corrientes excesivas de inapropiadas y/o corrientes excesivas de soldadura. La socavadura es una muesca o soldadura. La socavadura es una muesca o canaleta o hendidura ubicada en los bordes canaleta o hendidura ubicada en los bordes de la soldadura; es un concentrador de de la soldadura; es un concentrador de tensiones y además disminuye el espesor de tensiones y además disminuye el espesor de las planchas o caños, todo lo cual es las planchas o caños, todo lo cual es perjudicial. Pueden darse en la raíz o en la perjudicial. Pueden darse en la raíz o en la cara de la soldadura.cara de la soldadura.
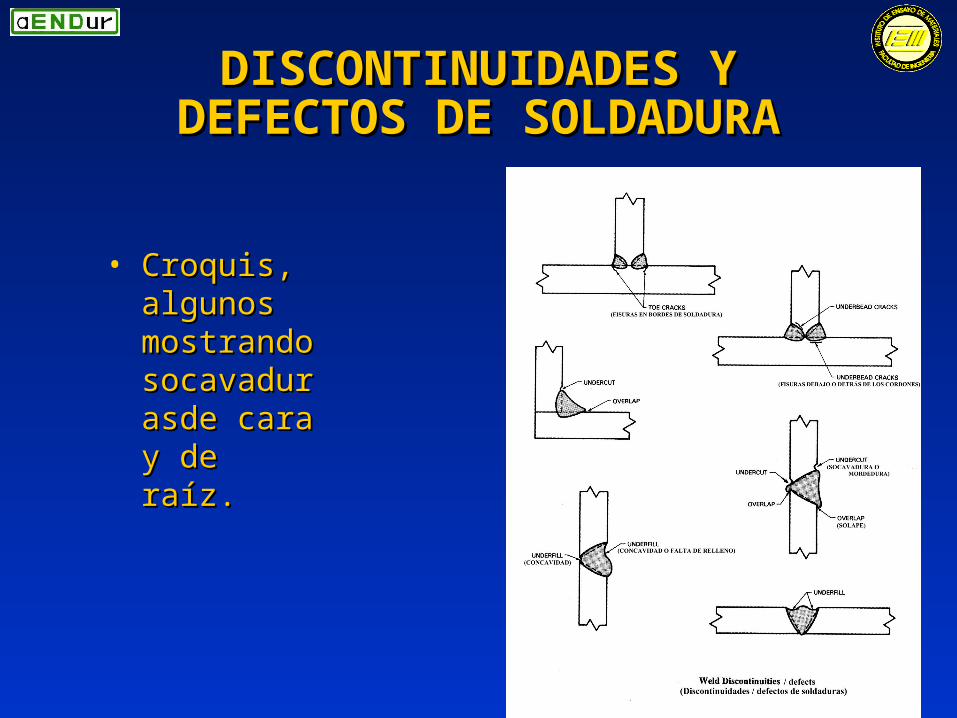
• Croquis, Croquis, algunos algunos mostrando mostrando socavadursocavadurasde cara asde cara y de raíz.y de raíz.
DISCONTINUIDADES Y DISCONTINUIDADES Y DEFECTOS DE SOLDADURADEFECTOS DE SOLDADURA
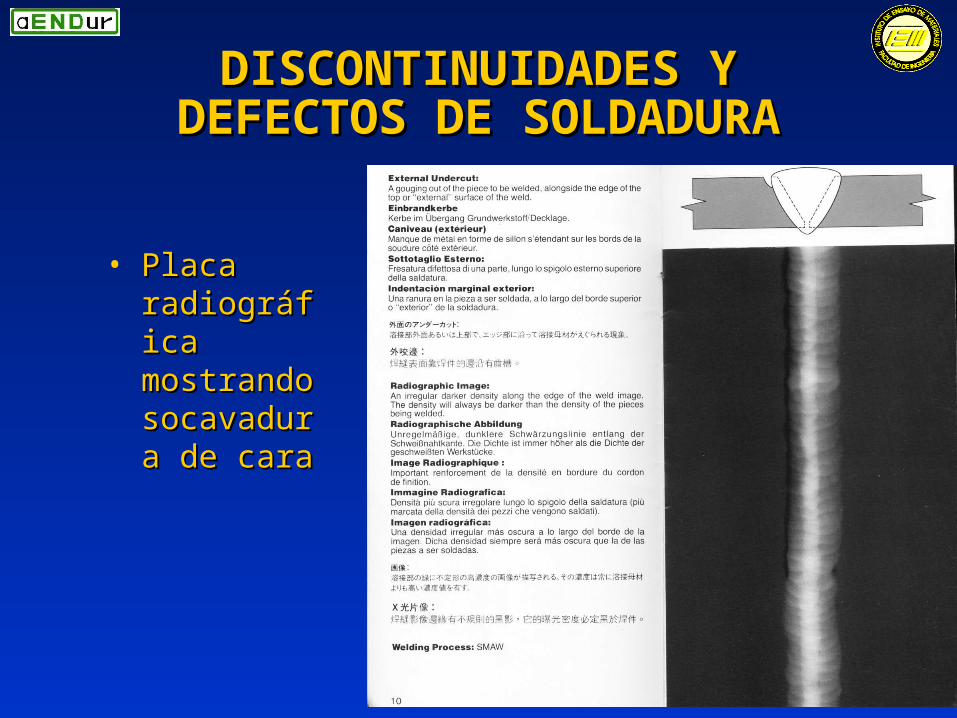
• Placa Placa radiográficradiográfica a mostrando mostrando socavadursocavadura de caraa de cara
DISCONTINUIDADES Y DISCONTINUIDADES Y DEFECTOS DE SOLDADURADEFECTOS DE SOLDADURA
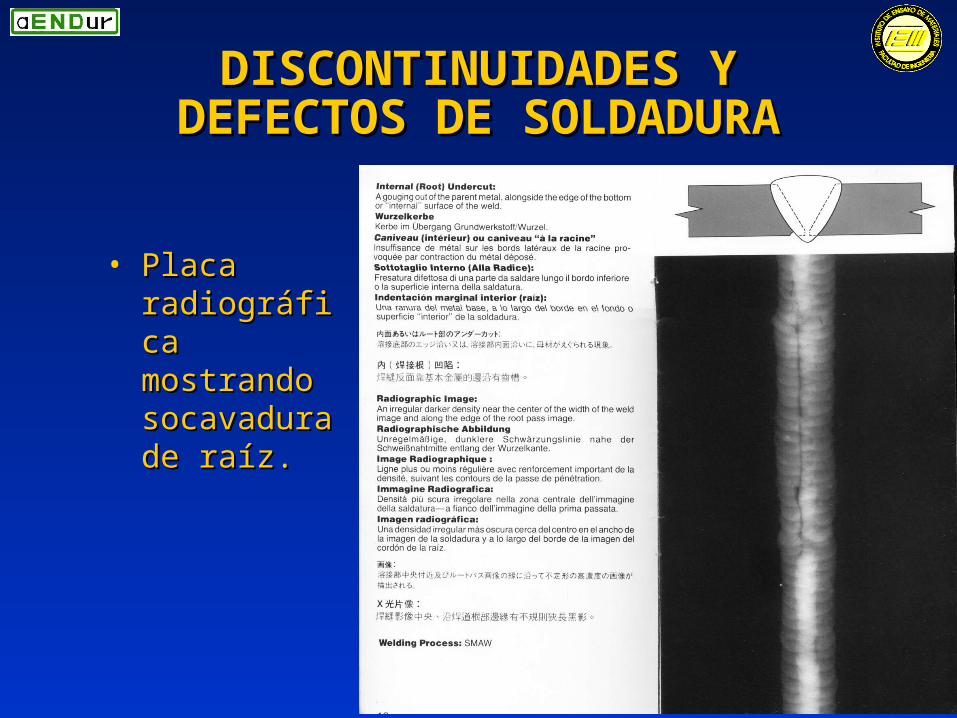
• Placa Placa radiográfica radiográfica mostrando mostrando socavadura socavadura de raíz.de raíz.
DISCONTINUIDADES Y DISCONTINUIDADES Y DEFECTOS DE SOLDADURADEFECTOS DE SOLDADURA
DISCONTINUIDADES Y DISCONTINUIDADES Y DEFECTOS DE SOLDADURADEFECTOS DE SOLDADURA
7)7) Concavidad Concavidad (“Underfill”)(“Underfill”)
• Se produce cuando el Se produce cuando el metal de soldadura metal de soldadura en la superficie de la en la superficie de la cara externa, o en la cara externa, o en la superficie de la raíz superficie de la raíz interna, posee un interna, posee un nivel que está por nivel que está por debajo de la debajo de la superficie adyacente superficie adyacente del metal base.del metal base.
8) 8) Garganta insuficienteGarganta insuficiente (“Insuficient throat”)(“Insuficient throat”)
• Puede ser debido a una depresión Puede ser debido a una depresión en la cara de la soldadura de filete, en la cara de la soldadura de filete, disminuyendo la garganta, cuya disminuyendo la garganta, cuya dimensión debe cumplir la dimensión debe cumplir la especificación dada por el especificación dada por el proyectista para el tamaño del proyectista para el tamaño del filete.filete.
9) 9) Catetos demasiado cortosCatetos demasiado cortos (“Insuficient legs”)(“Insuficient legs”)
• Es un tamaño menor que el Es un tamaño menor que el adecuado para su uso, en los adecuado para su uso, en los catetos de la soldadura de filete. Es catetos de la soldadura de filete. Es de índole similar a la discontinuidad de índole similar a la discontinuidad anterior.anterior.
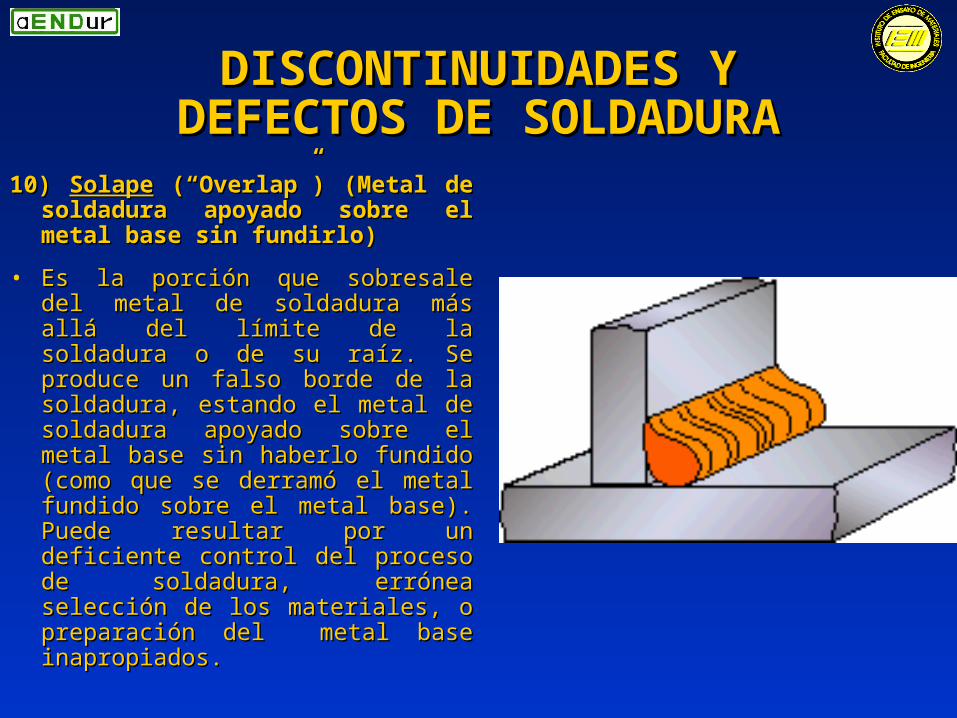
10) 10) SolapeSolape (“Overlap”) (Metal (“Overlap”) (Metal de soldadura apoyado sobre de soldadura apoyado sobre el metal base sin fundirlo)el metal base sin fundirlo)
• Es la porción que sobresale del Es la porción que sobresale del metal de soldadura más allá del metal de soldadura más allá del límite de la soldadura o de su límite de la soldadura o de su raíz. Se produce un falso borde raíz. Se produce un falso borde de la soldadura, estando el de la soldadura, estando el metal de soldadura apoyado metal de soldadura apoyado sobre el metal base sin haberlo sobre el metal base sin haberlo fundido (como que se derramó fundido (como que se derramó el metal fundido sobre el metal el metal fundido sobre el metal base). Puede resultar por un base). Puede resultar por un deficiente control del proceso de deficiente control del proceso de soldadura, errónea selección de soldadura, errónea selección de los materiales, o preparación del los materiales, o preparación del metal base inapropiados. metal base inapropiados.
DISCONTINUIDADES Y DISCONTINUIDADES Y DEFECTOS DE SOLDADURADEFECTOS DE SOLDADURA
DISCONTINUIDADES Y DISCONTINUIDADES Y DEFECTOS DE SOLDADURADEFECTOS DE SOLDADURA
11) 11) Sobremonta excesivaSobremonta excesiva (“Weld (“Weld reinforcement”)reinforcement”)
• La sobremonta es un concentrador de La sobremonta es un concentrador de tensiones y, además, un exceso de ésta tensiones y, además, un exceso de ésta aumenta las tensiones residuales, presentes aumenta las tensiones residuales, presentes en cualquier soldadura, debido al aporte en cualquier soldadura, debido al aporte sobrante. Por estos motivos las normas sobrante. Por estos motivos las normas limitan el valor de R, que en general no debe limitan el valor de R, que en general no debe exceder de 1/8” (3mm).exceder de 1/8” (3mm).
DISCONTINUIDADES Y DISCONTINUIDADES Y DEFECTOS DE SOLDADURADEFECTOS DE SOLDADURA
12) “12) “Laminaciones”Laminaciones” (“Laminations”)(“Laminations”)
• Son discontinuidades Son discontinuidades planas y alargadas en el planas y alargadas en el metal base, encontrándose metal base, encontrándose normalmente en la parte normalmente en la parte media del espesor de los media del espesor de los materiales forjados (como materiales forjados (como lo son las planchas de lo son las planchas de acero utilizadas para acero utilizadas para construcción de recipientes construcción de recipientes o tanques, que se producen o tanques, que se producen por laminado (rolado), el por laminado (rolado), el cual es un proceso de cual es un proceso de forja).forja).
13) 13) Fisuras laminaresFisuras laminares (“Lamellar tears”)(“Lamellar tears”)
• Son fracturas en forma Son fracturas en forma de terraza en el metal de terraza en el metal base, con orientación base, con orientación básicamente paralela a básicamente paralela a la superficie forjada. Son la superficie forjada. Son causadas por altos causadas por altos esfuerzos en la dirección esfuerzos en la dirección del espesor que resultan del espesor que resultan del proceso de del proceso de soldadura.soldadura.
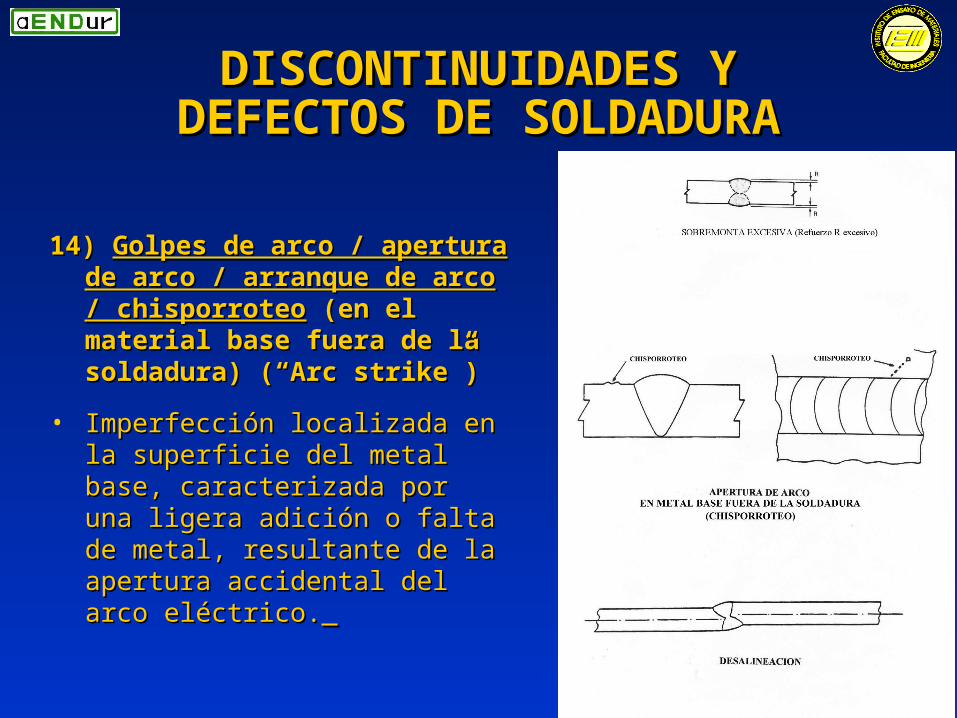
14) 14) Golpes de arco / apertura Golpes de arco / apertura de arco / arranque de arco / de arco / arranque de arco / chisporroteochisporroteo (en el material (en el material base fuera de la soldadura) base fuera de la soldadura) (“Arc strike”)(“Arc strike”)
• Imperfección localizada en la Imperfección localizada en la superficie del metal base, superficie del metal base, caracterizada por una ligera caracterizada por una ligera adición o falta de metal, adición o falta de metal, resultante de la apertura resultante de la apertura accidental del arco eléctrico.accidental del arco eléctrico.
DISCONTINUIDADES Y DISCONTINUIDADES Y DEFECTOS DE SOLDADURADEFECTOS DE SOLDADURA
DISCONTINUIDADES Y DISCONTINUIDADES Y DEFECTOS DE SOLDADURADEFECTOS DE SOLDADURA
15) 15) Desalineación Desalineación (“High – (“High – Low”)Low”)
• Esta discontinuidad se da Esta discontinuidad se da cuando en las uniones soldadas cuando en las uniones soldadas a tope las superficies que a tope las superficies que deberían ser paralelas se deberían ser paralelas se presentan desalineadas; presentan desalineadas; también puede darse cuando también puede darse cuando se sueldan dos caños que se se sueldan dos caños que se han presentado han presentado excéntricamente, o poseen excéntricamente, o poseen ovalizaciones. Las normas ovalizaciones. Las normas limitan esta desalineación, limitan esta desalineación, normalmente en función del normalmente en función del espesor de las partes a soldar.espesor de las partes a soldar.
• Es frecuente que en la raíz de Es frecuente que en la raíz de la soldadura esta desalineación la soldadura esta desalineación origine un borde sin fundir.origine un borde sin fundir.
16) Salpicaduras (“Spatter”)16) Salpicaduras (“Spatter”)• Son los glóbulos de metal de aporte Son los glóbulos de metal de aporte
transferidos durante la soldadura y transferidos durante la soldadura y adheridos a la superficie del metal base, o adheridos a la superficie del metal base, o a la zona fundida ya solidificada. Es a la zona fundida ya solidificada. Es inevitable producir cierto grado de inevitable producir cierto grado de salpicaduras, pero deben limitarse salpicaduras, pero deben limitarse eliminándose, aunque más no sea por eliminándose, aunque más no sea por estética, de la superficie soldada. Las estética, de la superficie soldada. Las salpicaduras pueden ser origen de salpicaduras pueden ser origen de microfisuras (como los arranques de arco microfisuras (como los arranques de arco sobre el metal base), y simultáneamente sobre el metal base), y simultáneamente son un punto de inicio de la oxidación en son un punto de inicio de la oxidación en superficies pintadas ya que tarde o superficies pintadas ya que tarde o temprano estos glóbulos podrán temprano estos glóbulos podrán desprenderse del metal base, llevando desprenderse del metal base, llevando consigo la pintura superficial allí consigo la pintura superficial allí localizada.localizada.
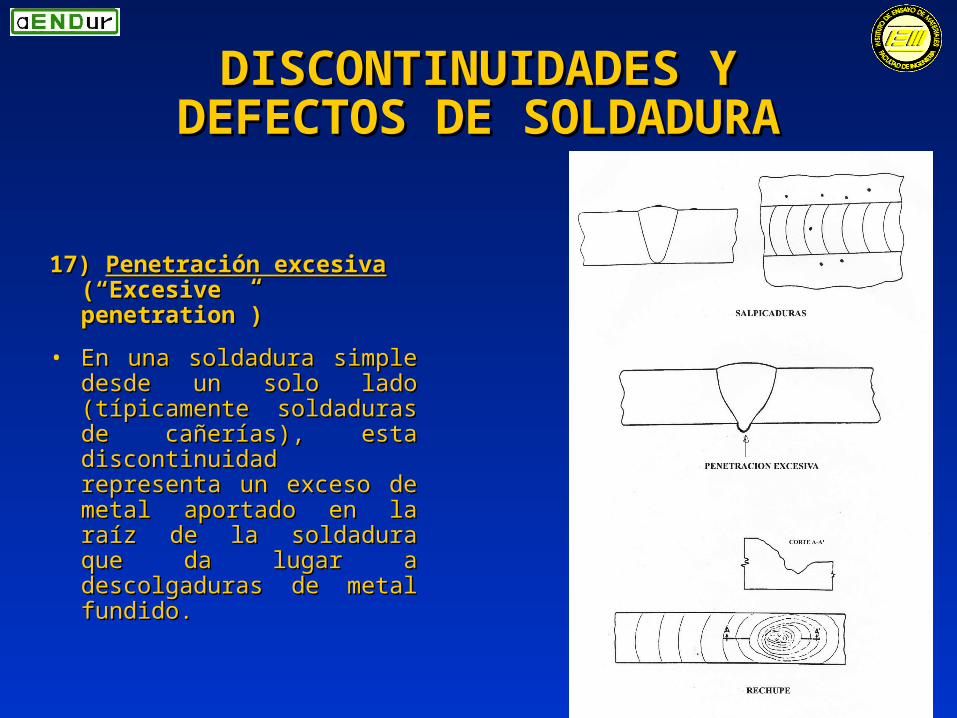
17) 17) Penetración excesivaPenetración excesiva (“Excesive (“Excesive penetration”)penetration”)
• En una soldadura simple En una soldadura simple desde un solo lado desde un solo lado (típicamente soldaduras (típicamente soldaduras de cañerías), esta de cañerías), esta discontinuidad representa discontinuidad representa un exceso de metal un exceso de metal aportado en la raíz de la aportado en la raíz de la soldadura que da lugar a soldadura que da lugar a descolgaduras de metal descolgaduras de metal fundido.fundido.
DISCONTINUIDADES Y DISCONTINUIDADES Y DEFECTOS DE SOLDADURADEFECTOS DE SOLDADURA
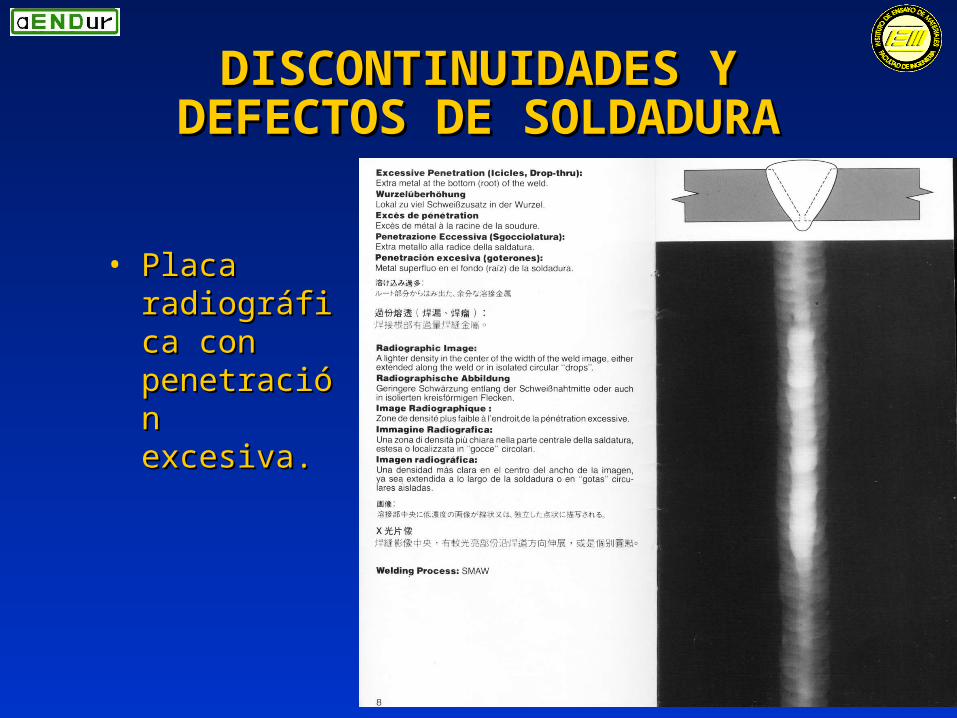
• Placa Placa radiográfica radiográfica con con penetración penetración excesiva.excesiva.
DISCONTINUIDADES Y DISCONTINUIDADES Y DEFECTOS DE SOLDADURADEFECTOS DE SOLDADURA
DISCONTINUIDADES Y DISCONTINUIDADES Y DEFECTOS DE SOLDADURADEFECTOS DE SOLDADURA
18) 18) RechupesRechupes (de cráter) (de cráter)• Es la falta de metal de soldadura resultante de la contracción Es la falta de metal de soldadura resultante de la contracción
de la zona fundida, localizada en la cara de la soldadura.de la zona fundida, localizada en la cara de la soldadura.19) 19) Porosidad alargada en la raízPorosidad alargada en la raíz (“Hollow - bead (“Hollow - bead
porosity (HB)”)porosity (HB)”)• Es definida como una porosidad alargada alineada a lo largo Es definida como una porosidad alargada alineada a lo largo
de la línea central de la soldadura que ocurre a lo largo del de la línea central de la soldadura que ocurre a lo largo del cordón de raíz de la soldadura.cordón de raíz de la soldadura.
20)20) Quemón Quemón (“Burn - Through (BT)”) (“Burn - Through (BT)”)• Es definida como una porción del cordón de raíz donde una Es definida como una porción del cordón de raíz donde una
excesiva penetración ha causado que el metal de soldadura excesiva penetración ha causado que el metal de soldadura sea soplado hacia el interior, o puede que se descuelgue un sea soplado hacia el interior, o puede que se descuelgue un excesivo metal fundido. Suele presentarse como una excesivo metal fundido. Suele presentarse como una depresión no alargada, en forma de cráter, en la raíz. depresión no alargada, en forma de cráter, en la raíz.
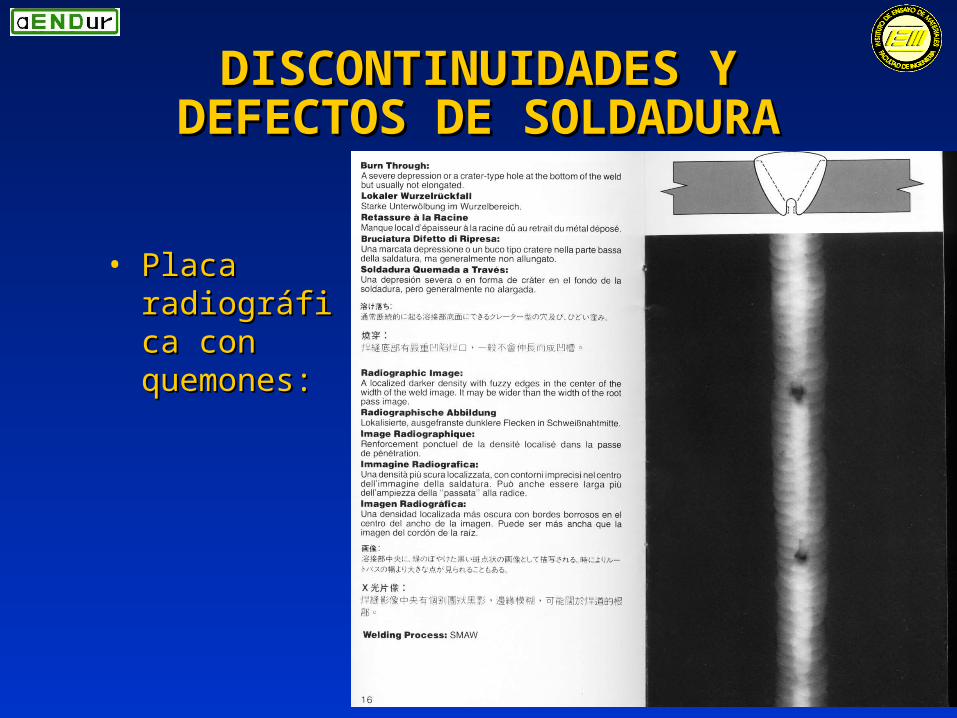
• Placa Placa radiográfica radiográfica con con quemones:quemones:
DISCONTINUIDADES Y DISCONTINUIDADES Y DEFECTOS DE SOLDADURADEFECTOS DE SOLDADURA
GRACIAS PAYSANDÚGRACIAS PAYSANDÚ
GRACIAS COMISIÓN GRACIAS COMISIÓN ORGANIZADORA DEL ORGANIZADORA DEL
PAYEND 2005PAYEND 2005