Diagnosticar y Experimentar en la Empresa. Semana Europea de la Calidad 2014
29
Diagnos(car y Experimentar en la Empresa “4 Habilidades para lograr resultados en las organizaciones: Observación consciente, Diagnós(co, Experimentación y comunicación visual” Dra. Lourdes Pozueta [email protected] 1.
-
Upload
lourdes-pozueta-fernandez -
Category
Data & Analytics
-
view
257 -
download
0
Transcript of Diagnosticar y Experimentar en la Empresa. Semana Europea de la Calidad 2014
Diagnos(car y Experimentar en la Empresa
“4 Habilidades para lograr resultados en las organizaciones: Observación consciente, Diagnós(co, Experimentación y comunicación visual”
Dra. Lourdes Pozueta [email protected]
1.
Programa 1-‐ Introducción. 2-‐ Lourdes Pozueta (Avancex+i, S.L.) 4 Habilidades para lograr resultados en las organizaciones: Observación consciente, DiagnósHco, Experimentación y comunicación visual. 3-‐ Pilar Esteban (Tubacex) Título: "El análisis de datos, clave para el conocimiento de los procesos y el desarrollo de nuevos productos” 4-‐ Ibon ZarrabeiHa (Indar Electric) Título: "FLUJO; ObjeHvo Común. El compromiso y la comunicación, vectores de mejora compeHHva” 5-‐ Javier de Rivas (Fagor Ederlan) Título: "Desarrollo e implantación de una estrategia transformadora orientada a resultados y cliente. Modelo Kalda" 6-‐ Preguntas

3.
Ingeniería de la Calidad
Herramientas Estadís(cas
aplicadas a Mejora de Producto/Proceso
Ru(nas para el logro de habilidades de
Diagnós(co, Experimentación,
análisis, ….
Despliegue de Metodologías de Mejora Avanzada en Empresa. Sistemá(ca RP basada en datos
Cursos-‐Talleres
Consultoría on-‐line
Diseño de experimentos Análisis estadísHco de datos OpHmización de productos y procesos Mejora conHnua
ESTUDIOS CONCRETOS
Protocolos Aceptación líneas Protocolos de aceptación de lotes Op(mización parámetros de Proceso Diseño de recetas de mayonesas
Lean-‐Six Sigma para BB Diseño de Experimentos Control estadís(co de procesos (SPC) Taller Crea(vidad
Ges(ón de la Innovación Procesos de Crea(vidad
Diseño Robusto
hap://ideas2value.net
Six Sigma, Calidad Total…a medida

4.
Lo que comparHmos…..
CLIENTE CALIDAD, PLAZO, COSTE
Organización Problemas / Oportunidades
CÓMO hacemos PARA … ser eficaces y eficientes En Proceso de Mejora ConHnua en las Organizaciones

Evidencia
No Evidencia
5.
HÁBITOS: ¿Cómo ACTUAMOS?
Qué duele? Causas Ha mejorado?
Prob
lemas /O
portun
idades
ACCIÓN
Causas Raíz Evaluar
Caracterizar Tratar CLIENTE espera
(Yo me qu
iero quitar e
l “marrón”)
€ Eficacia/eficiencia
Cono
cimiento Técnico
+ métod
o
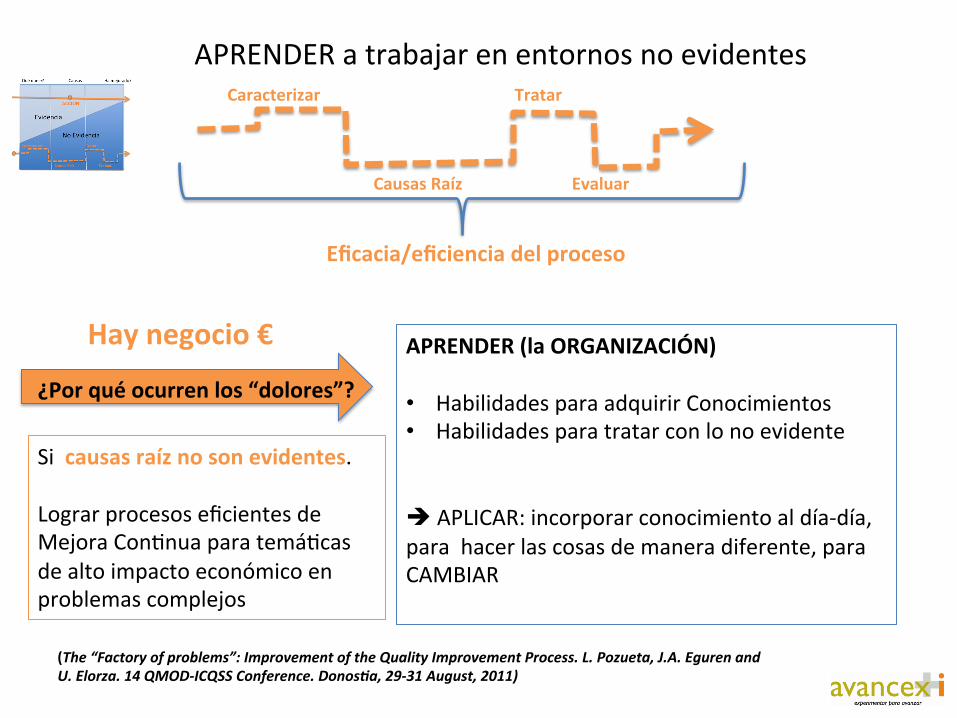
(The “Factory of problems”: Improvement of the Quality Improvement Process. L. Pozueta, J.A. Eguren and U. Elorza. 14 QMOD-‐ICQSS Conference. DonosNa, 29-‐31 August, 2011)
APRENDER a trabajar en entornos no evidentes
APRENDER (la ORGANIZACIÓN) • Habilidades para adquirir Conocimientos • Habilidades para tratar con lo no evidente
è APLICAR: incorporar conocimiento al día-‐día, para hacer las cosas de manera diferente, para CAMBIAR
Causas Raíz Evaluar
Caracterizar Tratar
Hay negocio €
Eficacia/eficiencia del proceso
Si causas raíz no son evidentes. Lograr procesos eficientes de Mejora ConHnua para temáHcas de alto impacto económico en problemas complejos
¿Por qué ocurren los “dolores”?
7.
* La falacia narra(va es la capacidad (o la debilidad) que tenemos los seres humanos por inventarnos historias que permitan conectar causalmente dos sucesos aunque esa conexión no exista.
* Si no desarrollamos ciertas habilidades del pensamiento, nuestra tendencia a creer cosas falsas puede salir muy costoso
* El cerebro busca almacenar la mayor can(dad de información * EL cerebro” no mide”, compara, busca asociaciones y ello implica creer cosas que son ciertas y creer cosas que no lo son basándose en errores o falacias
APRENDER teniendo en cuenta MODELOS MENTALES
¿me engañas?
Aceptar que podemos estar equivocados: estrategias para cuesHonar el entorno en base a EVIDENCIAS

8.
Datos, hechos, experiencias,…
Hipótesis, conjeturas, modelos, …
INDUCCIÓN
Habilidad de APRENDER a APRENDER . HÁBITO: método cienhfico
Mirar Imaginar
Cuestionarse
Recogida deliberada de información para encontar evidencias Mostrar Nuevo
Conocimiento de modo evidente
Ver
CONVENCER
DEDUCCIÓN
Especular
COLECTIVO APRENDIZAJE INDIVIDUAL
Oir
Modelo mental
Almacenar de forma peculiar (innato)
¿me engaña mi cerebro?
¿Evidencias esperadas?
9.
Observación Consciente: Tomar consciencia de lo que se observa, de lo que puede estar presente, de lo que se busca, … estar vigilante ENCONTRAR PISTAS en las COSAS y en los DATOS è Generar Hipótesis
Hábitos a potenciar: Observación Consciente, Diagnos(car, Experimentar y Visualizar
DIAGNOSTICAR CuesHonar el modelo mental de uno, elaborar PREGUNTAS de interés, imaginar EVIDENCIAS, elaborar planes de recogida de información consensuadas con los involucrados, plasmar información de forma visual que permita idenHficar las evidencias que espero de forma clara….. =èEncontrar asociación entre Causas-‐Síntomas (Correlación, NO CAUSALIDAD) =è Provocar causas potenciales. EXPERIMENTAR con rigor
è IdenHficar las Causas Raíz
Imaginar cómo lo espero VER y qué datos/htas me lo permiten

XevaX: Entrenamiento en empresa. IdenHficar experiencias Estuches de 24 unidades de producto higiénico femenino. Línea automáHca “úlHma generación”
PERO: Hay clientas que se quejan de que las cajas no están completas. Tenemos báscula sofisHcada de control que de vez en cuando, se vuelve loca, y PARAMOS!!!
¿Qué está en el Modelo Mental de los expertos del proceso? ¿Por qué llega producto defectuoso a cliente? ¿Podemos prescindir de atender la locura de la máquina?
71
69
67
Control en báscula 1 caja ≅ 69gr
1 unidad ≅ 2gr
hipó
tesis
• Es evidente que se escapan de la garra del robot o se caen en el camino
• Podrían venir lotes de cajas de peso muy diferente y sobrepasar los límites
• Al cliente llegan cajas mal pesadas o recuperadas entre las rechazadas
• Podría haber variación entre lotes de proveedores
• La báscula podría necesitar reseteo …“le ocurren a muchas máquinas”
• El algoritmo Fene senFdo, aunque igual 2gr es demasiado
XevaX: Observación consciente
7000600050004000300020001000
74
73
72
71
70
69
68
67
66
65
64
Index
pest
uch
(2 h. continuas de trabajo)Peso estuche de 24 unidades
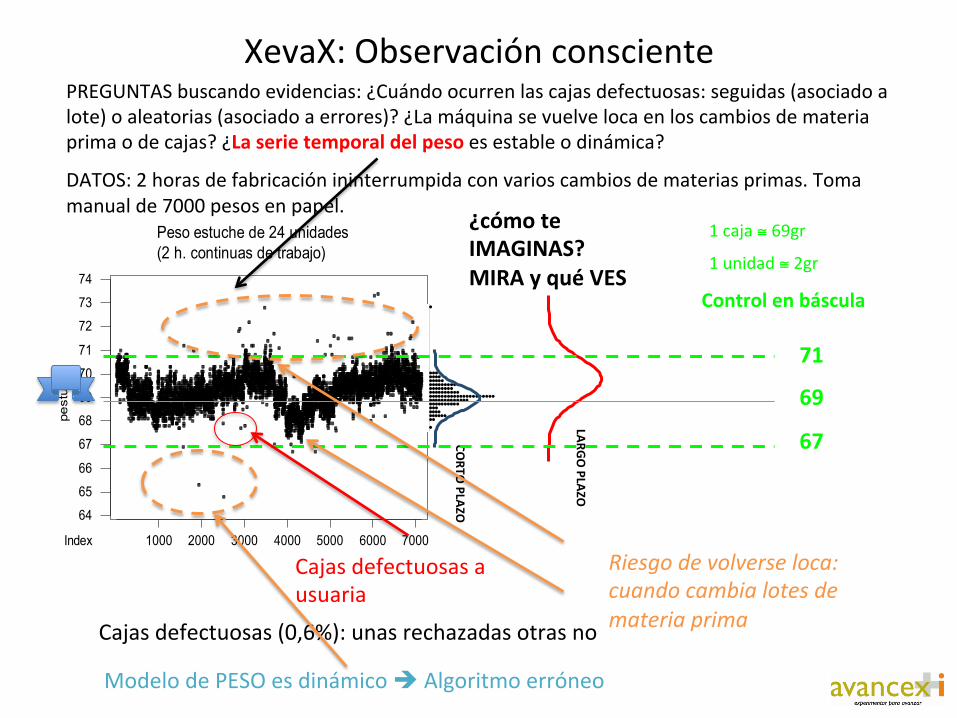
PREGUNTAS buscando evidencias: ¿Cuándo ocurren las cajas defectuosas: seguidas (asociado a lote) o aleatorias (asociado a errores)? ¿La máquina se vuelve loca en los cambios de materia prima o de cajas? ¿La serie temporal del peso es estable o dinámica?
DATOS: 2 horas de fabricación ininterrumpida con varios cambios de materias primas. Toma manual de 7000 pesos en papel.
Dotplot for C1
CORTO
PLAZO
LARGO PLAZO
71
69
67
Control en báscula
1 caja ≅ 69gr
1 unidad ≅ 2gr
Cajas defectuosas (0,6%): unas rechazadas otras no
Riesgo de volverse loca: cuando cambia lotes de materia prima
Cajas defectuosas a usuaria
¿cómo te IMAGINAS? MIRA y qué VES
Modelo de PESO es dinámico è Algoritmo erróneo
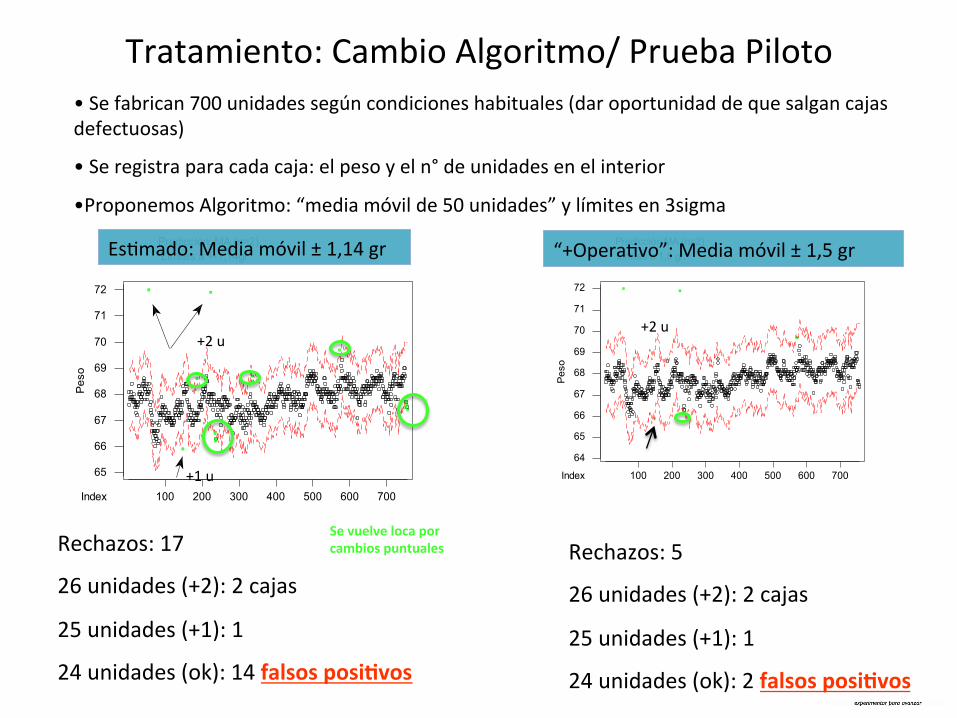
Tratamiento: Cambio Algoritmo/ Prueba Piloto • Se fabrican 700 unidades según condiciones habituales (dar oportunidad de que salgan cajas defectuosas)
• Se registra para cada caja: el peso y el n° de unidades en el interior
• Proponemos Algoritmo: “media móvil de 50 unidades” y límites en 3sigma
Rechazos: 17
26 unidades (+2): 2 cajas
25 unidades (+1): 1
24 unidades (ok): 14 falsos posi(vos
700600500400300200100
72
71
70
69
68
67
66
65
Index
Pes
o
Predicción: MA (n=2). Límites a +-1,14gr
700600500400300200100
72
71
70
69
68
67
66
65
64
Index
Pes
o
Predicción MA (n=2)Límites a 1,5 gr.
+2 u +2 u
+1 u
Rechazos: 5
26 unidades (+2): 2 cajas
25 unidades (+1): 1
24 unidades (ok): 2 falsos posi(vos
EsHmado: Media móvil ± 1,14 gr “+OperaHvo”: Media móvil ± 1,5 gr
Se vuelve loca por cambios puntuales

APRENDEMOS: habilidades y conocimiento
• No hay máquina loca: – Proceso con variabilidad que la tecnología no logra compensar – Algoritmo no adecuado para gesHonar el proceso
• Hay controles SPC basados en medias móviles que son muy úHles
• Habrá rechazo en torno a 0,3% de producto OK por falsa alarma
• Los defectos “falta 1-‐2 unidades” no llegarán a clientas – RIESGO: Cuanto más grande es la caja o más variable proceso (salva-‐
slip con perlitas) más di|cil detectar defectos por pesaje.
13.

DiagnosHcar variabilidad frecuencias pieza fundida
14.
Variabilidad en frecuencias/lote
Frecuencia
DiagnósNco: Momento críFco cambio de placa: hay salto No variación entre fusiones Clara variabilidad por diseño de cavidad 1 Hip: Causas raíz están dentro de placa y uFllaje no en fusiones afectando a cotas A y Bè confirmar con DOE en simulación
Espe
sor cota A
Anchura cota B
salto
Cavidad 1
Frecuencia de cavidad 1 diferente porque dimensionalmente son diferentes en varias cotas (hipótesis de variación)
Qué cota Henen diferente?
Donde se encuentra en placa

DiagnosHcar, Visualizar, comunicar
15.
0,00%
10,00%
20,00%
30,00%
40,00%
50,00%
60,00%
70,00%
80,00% S
2 S
3 S
4 S5
S6
S7
S8
S9
S10
S
11
S12
S
13
S14
S
15
S16
S
17
S18
S
19
S20
S
21
S22
S
23
S24
S
25
S26
S
27
S28
S
29
S30
S
31
S32
S
33
S34
S
35
S36
S
37
S38
S
39
S40
S
41
S42
S
43
S44
S
45
S46
S
47
S48
S
49
S50
S
51
S52
%Def. Total L. Superior Media Periodo L. Inferior
media: xx%
media: -10%
media: zz 8%
FABRICADAS
100120140160180200220240260280
2 6 10 14 18 22 26 30 34 38 42 46 50
SEMANA
Tota
l pro
duci
das
0,00%
20,00%
40,00%
60,00%
80,00%
100,00%
S2 S7S12
S17S22
S27S32
S37S42
S47
Robot 1
Robot 2
Robot 3
Robot 4
Robot 5
Robot 6
Robot 7
Robot 8
Manual
LI-Robot
LS Robot
MediaRobot
ROBOT 3: muy variable
46
RAIZ
CUELLO
CARA
SEMANA
Soldador 5
2
00
Soldador 11 Soldador 26 Soldador 341
24
Soldador 35
3
00
Soldador 40 Soldador 42
31
1
Soldador 46 Soldador 490
3
0 Soldador 54 Soldador 850
1
0 Soldador 880
2
0
Soldador 890
3
0 Soldador 91 Soldador 92 Soldador 95 Soldador 990
4
0 Soldador 100 Soldador 108
3
00
Soldador 118 Soldador 123
1
00
Soldador 130
6
1 0Soldador 131
2
00
Soldador 137 Soldador 141 Soldador 145
Soldador 1630
1
0 Soldador 171
1
00
Soldador 173 00
1
Soldador 183
4
10
Soldador 63 Soldador 83
Equipo soldador-‐robot
Equipo soldador-‐robot
Piezas re
procesadas
Piezas re
procesadas

FORMACIÓN para Adquirir Habilidades
16.
Curso avanzado en Programas de Mejora Continua
LEAN-SIX SIGMA Nivel Black Belt
CODIRECCIÓN TÉCNICA
Certifi caciónHasta el momento no existe una certifi cación ofi cial del título de Black Belt, y por ello MU y Avancex+i deciden que aquellos alumnos que hayan asistido a toda la formación recibirán un certifi cado de Curso Avanzado.
Si además complementan la formación con el desarrollo de un proyecto real en la organización siguiendo el ciclo DMAIC y aplicando conocimientos del curso, el alumno recibirá un certifi cado Black Belt.
Precio4.500!
A las organizaciones que manden más de una persona comprometidas con el proyecto, se les aplicará descuentos importantes.
Las empresas pueden fi nanciar la Formación Continua principalmente a través de estas vías:Hobetuz: Convocatoria del Departamento de Educación, Universidades e Investigación gestionada por la Fundación Hobetuz. Fundación Tripartita: Sistema de Bonifi caciones de la Seguridad Social gestionado por la Fundación Tripartita para la Formación y el Empleo (FTFE).
Profesorado• Lourdes Pozueta. Doctora por la Universitat Politècnica de
Catalunya, Máster en Estadística industrial por la University of Wisconsin (EE. UU.), en excedencia como profesora de la UPC. Socia fundadora de Avancex+i, S.L. en el área de mejora continua e innovación. Es Master Black Belt y lleva más de 20 años asesorando a empresas sobre la mejora de productos o procesos.
• Aitor Orue. Ingeniero en Organización Industrial. Profesor del Dpto. de Mecánica y Organización Industrial de MONDRAGON UNIBERTSITATEA. Ha trabajado en diferentes puestos de responsabilidad en empresas como, Fagor Ederlan S. Coop, Fagor Arrasate S. Coop y Ulma Packaging S. Coop.
• Jose Alberto Eguren. Es doctor Ingeniero en Organización y profesor del departamento de Organización Industrial de MONDRAGON UNIBERTSITATEA. Amplia experiencia asesorando sobre la mejora de productos o procesos a empresas.
• Jaione Ganzarain. Doctorado en Ingeniería Industrial. Profesora de Innovación en el departamento de Organización Industrial de MONDRAGON UNIBERTSITATEA. Actividades de Dirección de proyectos y Formación Continua para distintas empresas industriales de la CAPV. Experiencia laboral previa en el CCTT Tekniker.
• Ivan Navarro. Ingeniero en Organización Industrial. Profesor del Dpto. de Mecánica y Organización Industrial de MONDRAGON UNIBERTSITATEA. Ha sido responsable de parte de la operativa logística de Exel Logistics, S.A en la factoría de Mercedes Benz España y Responsable de producción en Fagor Electrodomésticos S. Coop.
• OSCAR FERNÁNDEZ DE RETANA. Ingeniero Industrial y Máster en Administración de Empresas por la Universidad del País Vasco y Máster Black Belt certifi cado por General Electric. Cuenta con más de 20 años de experiencia en posiciones de Dirección General, Dirección de Operaciones, Dirección de Ingeniería y Mejora Continua en General Electric.
• Otros. Invitados de organizaciones donde se aplica Lean Six-Sigma.
MÁS INFORMACIÓN:
Isabel Mangana: [email protected]
http://www.mondragon.edu/cursos/lean-six-sigmaPROFESIONALENTZAKO PRESTAKUNTZA
FORMACIÓN PARA PROFESIONALESPROFESSIONAL LEARNING SPACE
PROFESIONALENTZAKO PRESTAKUNTZAFORMACIÓN PARA PROFESIONALES
PROFESSIONAL LEARNING SPACE
Desde que realicé el curso, en todos los proyectos de desarrollo e industrialización de nuevos productos se aplica la metodología de trabajo basada en el análisis riguroso de los datos de proceso y propiedades de producto.
Pilar EstebanDep. R&D, Tubacex Innovation
La metodología Six Sigma no sólo es de una utilidad enorme en la mejora de procesos, sino que una vez dominada y aplicada, se convierte en la manera de abordar cualquier problema en la empresa.
Denis GarmendiaAdjunto a Gerencia, Grupo Altube, Burgos
(España)
Curso avanzado en Programas de Mejora Continua
LEAN-SIX SIGMA Nivel Black Belt
CODIRECCIÓN TÉCNICA
Certifi caciónHasta el momento no existe una certifi cación ofi cial del título de Black Belt, y por ello MU y Avancex+i deciden que aquellos alumnos que hayan asistido a toda la formación recibirán un certifi cado de Curso Avanzado.
Si además complementan la formación con el desarrollo de un proyecto real en la organización siguiendo el ciclo DMAIC y aplicando conocimientos del curso, el alumno recibirá un certifi cado Black Belt.
Precio4.500!
A las organizaciones que manden más de una persona comprometidas con el proyecto, se les aplicará descuentos importantes.
Las empresas pueden fi nanciar la Formación Continua principalmente a través de estas vías:Hobetuz: Convocatoria del Departamento de Educación, Universidades e Investigación gestionada por la Fundación Hobetuz. Fundación Tripartita: Sistema de Bonifi caciones de la Seguridad Social gestionado por la Fundación Tripartita para la Formación y el Empleo (FTFE).
Profesorado• Lourdes Pozueta. Doctora por la Universitat Politècnica de
Catalunya, Máster en Estadística industrial por la University of Wisconsin (EE. UU.), en excedencia como profesora de la UPC. Socia fundadora de Avancex+i, S.L. en el área de mejora continua e innovación. Es Master Black Belt y lleva más de 20 años asesorando a empresas sobre la mejora de productos o procesos.
• Aitor Orue. Ingeniero en Organización Industrial. Profesor del Dpto. de Mecánica y Organización Industrial de MONDRAGON UNIBERTSITATEA. Ha trabajado en diferentes puestos de responsabilidad en empresas como, Fagor Ederlan S. Coop, Fagor Arrasate S. Coop y Ulma Packaging S. Coop.
• Jose Alberto Eguren. Es doctor Ingeniero en Organización y profesor del departamento de Organización Industrial de MONDRAGON UNIBERTSITATEA. Amplia experiencia asesorando sobre la mejora de productos o procesos a empresas.
• Jaione Ganzarain. Doctorado en Ingeniería Industrial. Profesora de Innovación en el departamento de Organización Industrial de MONDRAGON UNIBERTSITATEA. Actividades de Dirección de proyectos y Formación Continua para distintas empresas industriales de la CAPV. Experiencia laboral previa en el CCTT Tekniker.
• Ivan Navarro. Ingeniero en Organización Industrial. Profesor del Dpto. de Mecánica y Organización Industrial de MONDRAGON UNIBERTSITATEA. Ha sido responsable de parte de la operativa logística de Exel Logistics, S.A en la factoría de Mercedes Benz España y Responsable de producción en Fagor Electrodomésticos S. Coop.
• OSCAR FERNÁNDEZ DE RETANA. Ingeniero Industrial y Máster en Administración de Empresas por la Universidad del País Vasco y Máster Black Belt certifi cado por General Electric. Cuenta con más de 20 años de experiencia en posiciones de Dirección General, Dirección de Operaciones, Dirección de Ingeniería y Mejora Continua en General Electric.
• Otros. Invitados de organizaciones donde se aplica Lean Six-Sigma.
MÁS INFORMACIÓN:
Isabel Mangana: [email protected]
http://www.mondragon.edu/cursos/lean-six-sigmaPROFESIONALENTZAKO PRESTAKUNTZA
FORMACIÓN PARA PROFESIONALESPROFESSIONAL LEARNING SPACE
PROFESIONALENTZAKO PRESTAKUNTZAFORMACIÓN PARA PROFESIONALES
PROFESSIONAL LEARNING SPACE
Desde que realicé el curso, en todos los proyectos de desarrollo e industrialización de nuevos productos se aplica la metodología de trabajo basada en el análisis riguroso de los datos de proceso y propiedades de producto.
Pilar EstebanDep. R&D, Tubacex Innovation
La metodología Six Sigma no sólo es de una utilidad enorme en la mejora de procesos, sino que una vez dominada y aplicada, se convierte en la manera de abordar cualquier problema en la empresa.
Denis GarmendiaAdjunto a Gerencia, Grupo Altube, Burgos
(España)
M1: ESTADÍSTICA Y TOMA DE DECISIONES (10h) M2: DOE: ANOVA Y DISEÑOS FACTORIALES (20h) M3·∙:DOE Avanzado: MSR, DISEÑO ROBUSTO Y SHAININ (20)
3 Módulos optaHvos
17.
Introducción Metodología
Material y recursos formativos
Objetivos
Dirección y organiza-ción del programa
Si una organización ya tiene un producto o servicio que el mercado valora, y que por consiguiente está dispuesto a comprar, se ha de preguntar de forma permanente: ¿Dónde tengo inefi ciencias? ¿Por qué haciéndolo igual sale diferente, e incluso mal?, ¿Cómo lo puedo diseñar o producir de forma más robusta y efi ciente?.
Este curso ayuda a dar respuestas a las preguntas anteriores.
Los Programas de Mejora “Lean” y “Six Sigma” abarcan metodologías y herramientas que ayudan a lograr los conocimientos y las habilidades para llevar a cabo las actividades anteriores, enfocándose en proyectos de “adelgazar” procesos para reducir costes y en proyectos de identifi car causas raíz de la variabilidad de los procesos para reducirla o para aplicar el conocimiento en el diseño de productos y procesos robustos.
La observación consciente es fundamental en la mejora y parte de esta observación ha de dirigirse a la identifi cación de actividades de “despilfarro” que no aportan valor y a cuestionarse el modo de organizar los procesos.
El perfi l de los alumnos y de las organizaciones que han pasado por alguna de las ediciones del curso es muy variado. Estas experiencias nos han servido para replantearnos el modo de entrenar a las personas y adaptar continuamente los materiales y el método de enseñanza.
No hay mejor analogía a la de una “expedición de montaña” para refl ejar el modo que hemos diseñado este curso.
Partiendo de las experiencias de más de 20 años impartiendo formaciones similares, hemos identifi cado 5 factores clave para el logro del éxito del curso (o expedición):1. Seleccionar empresas-proyectos-líder con interés de participar
en la experiencia, con “Cimas-objetivos” alcanzables y recursos disponibles.
2. Marcar un ritmo de aprendizaje perseverante de 1 día/semana durante 5 meses. Lograr tono muscular poco a poco y sin abandonarlo.
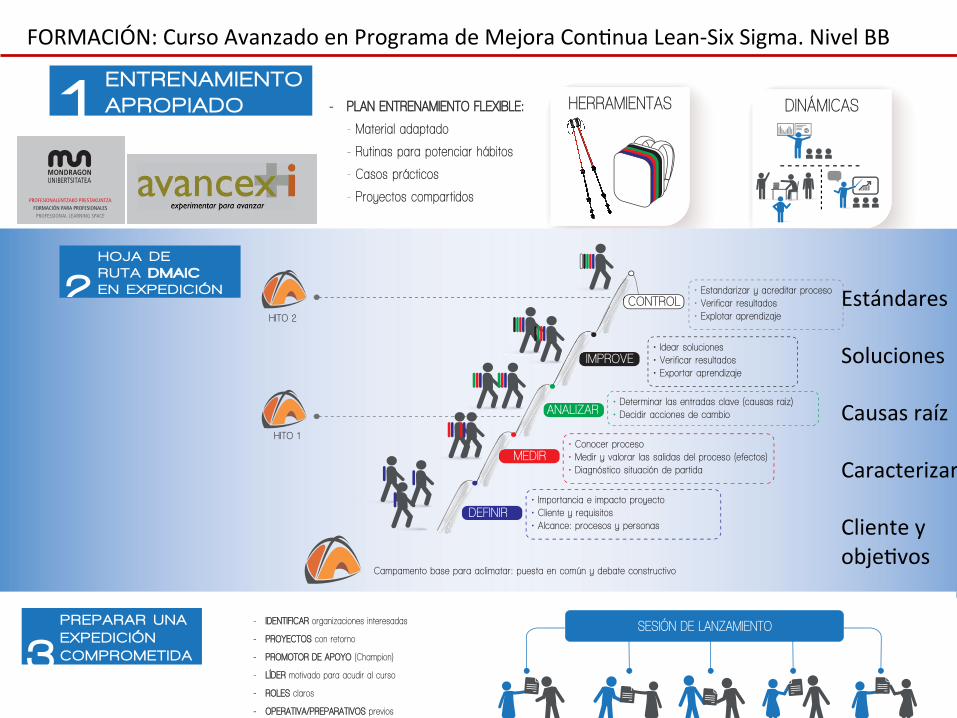
3. Elaborar una Hoja de Ruta DMAIC para toda la expedición con soporte en herramientas, rutinas, casos,… que faciliten el aprendizaje y permitan sortear las difi cultades cada momento. Profesores expertos en conocimiento y en metodología. Lograr que la mochila se sepa utilizar.
4. Caracterizar los Proyectos que los alumnos traen al curso e identifi car el modo que cada equipo ha de llevar la expedición con recursos y herramientas adecuadas. Acuerdos previos al curso.
5. Emprender la expedición conjuntamente compartiendo las experiencias y aprendiendo tanto de los ejercicios como de los casos reales. Aclimatación conjunta. Presentaciones en hitos clave.
Con la fi nalidad de hacer las partes 3. y 4. más efi cientes, está previsto preparar con antelación el lanzamiento y para ello se captarán empresas interesadas en la experiencia y se llevarán a cabo sesiones preparatorias.
Es recomendable que durante el curso el alumno desarrolle un proyecto real de la metodología Six Sigma. Dispondrá de tutores como apoyo de forma puntual o intensiva.
- El material ha sido desarrollado y adaptado teniendo en cuenta las difi cultades que encuentran los alumnos en el aprendizaje y aplicación de herramientas.
- Además de los recursos “tradicionales”, los alumnos tendrán acceso a la plataforma virtual de MU para resolver dudas mediante foros, tutorizaciones Online,…
- MINITAB: Para el tratamiento estadístico de datos.
La adquisición de este software correrá por cuenta de la organización. MU dará la posibilidad de acceder a MINITAB durante el curso.
- Para la realización de la formación, será necesario que cada alumno asista con un ordenador portátil desde donde accederá a la plataforma online del curso, donde trabajará en los ejercicios y proyecto.
Al fi nalizar el curso los asistentes estarán más capacitados para:- Identifi car oportunidades de mejora con impacto y abordables
con la metodología.- Liderar y asesorar a equipos que trabajen en proyectos de
complejidad media.- Diagnosticar procesos e identifi car en qué situaciones es
conveniente aplicar cada una de las técnicas disponibles con éxito.
- Formar a otras personas en las habilidades y herramientas aprendidas durante el curso.
Lourdes PozuetaSocia Fundadora AVANCEX+I
Aitor OrueDepartamento de Mecánica
y Producción Industrial de MONDRAGON UNIBERTSITATEA
SESIÓN DE LANZAMIENTO
- METODOLOGÍA- METODOLOGÍA testeado con éxito
- PROFESORADO:- PROFESORADO: Expertos en materia
- SOPORTE WEB...- SOPORTE WEB...
- APOYO TUTORES- APOYO TUTORES
- PLAN ENTRENAMIENTO FLEXIBLE:- PLAN ENTRENAMIENTO FLEXIBLE:
- Material adaptado
- Rutinas para potenciar hábitos
- Casos prácticos
- Proyectos compartidos
Campamento base para aclimatar: puesta en común y debate constructivo
HITO 1
HITO 2
• Importancia e impacto proyecto• Cliente y requisitos• Alcance: procesos y personas
DEFINIR
MEDIR
ANALIZAR
IMPROVE
CONTROL
• Conocer proceso• Medir y valorar las salidas del proceso (efectos)• Diagnóstico situación de partida
• Idear soluciones• Verificar resultados• Exportar aprendizaje
• Estandarizar y acreditar proceso• Verificar resultados• Explotar aprendizaje
• Determinar las entradas clave (causas raiz)• Decidir acciones de cambio
DINÁMICASHERRAMIENTASENTRENAMIENTO APROPIADO1
- IDENTIFICAR- IDENTIFICAR organizaciones interesadas
- PROYECTOS- PROYECTOS con retorno
- PROMOTOR DE APOYO- PROMOTOR DE APOYO (Champion)
- LÍDER- LÍDER motivado para acudir al curso
- ROLES- ROLES claros
- OPERATIVA/PREPARATIVOS- OPERATIVA/PREPARATIVOS previos
PREPARAR UNA EXPEDICIÓN COMPROMETIDA3
HOJA DE RUTA DMAICDMAIC EN EXPEDICIÓN
Introducción Metodología
Material y recursos formativos
Objetivos
Dirección y organiza-ción del programa
Si una organización ya tiene un producto o servicio que el mercado valora, y que por consiguiente está dispuesto a comprar, se ha de preguntar de forma permanente: ¿Dónde tengo inefi ciencias? ¿Por qué haciéndolo igual sale diferente, e incluso mal?, ¿Cómo lo puedo diseñar o producir de forma más robusta y efi ciente?.
Este curso ayuda a dar respuestas a las preguntas anteriores.
Los Programas de Mejora “Lean” y “Six Sigma” abarcan metodologías y herramientas que ayudan a lograr los conocimientos y las habilidades para llevar a cabo las actividades anteriores, enfocándose en proyectos de “adelgazar” procesos para reducir costes y en proyectos de identifi car causas raíz de la variabilidad de los procesos para reducirla o para aplicar el conocimiento en el diseño de productos y procesos robustos.
La observación consciente es fundamental en la mejora y parte de esta observación ha de dirigirse a la identifi cación de actividades de “despilfarro” que no aportan valor y a cuestionarse el modo de organizar los procesos.
El perfi l de los alumnos y de las organizaciones que han pasado por alguna de las ediciones del curso es muy variado. Estas experiencias nos han servido para replantearnos el modo de entrenar a las personas y adaptar continuamente los materiales y el método de enseñanza.
No hay mejor analogía a la de una “expedición de montaña” para refl ejar el modo que hemos diseñado este curso.
Partiendo de las experiencias de más de 20 años impartiendo formaciones similares, hemos identifi cado 5 factores clave para el logro del éxito del curso (o expedición):1. Seleccionar empresas-proyectos-líder con interés de participar
en la experiencia, con “Cimas-objetivos” alcanzables y recursos disponibles.
2. Marcar un ritmo de aprendizaje perseverante de 1 día/semana durante 5 meses. Lograr tono muscular poco a poco y sin abandonarlo.
3. Elaborar una Hoja de Ruta DMAIC para toda la expedición con soporte en herramientas, rutinas, casos,… que faciliten el aprendizaje y permitan sortear las difi cultades cada momento. Profesores expertos en conocimiento y en metodología. Lograr que la mochila se sepa utilizar.
4. Caracterizar los Proyectos que los alumnos traen al curso e identifi car el modo que cada equipo ha de llevar la expedición con recursos y herramientas adecuadas. Acuerdos previos al curso.
5. Emprender la expedición conjuntamente compartiendo las experiencias y aprendiendo tanto de los ejercicios como de los casos reales. Aclimatación conjunta. Presentaciones en hitos clave.
Con la fi nalidad de hacer las partes 3. y 4. más efi cientes, está previsto preparar con antelación el lanzamiento y para ello se captarán empresas interesadas en la experiencia y se llevarán a cabo sesiones preparatorias.
Es recomendable que durante el curso el alumno desarrolle un proyecto real de la metodología Six Sigma. Dispondrá de tutores como apoyo de forma puntual o intensiva.
- El material ha sido desarrollado y adaptado teniendo en cuenta las difi cultades que encuentran los alumnos en el aprendizaje y aplicación de herramientas.
- Además de los recursos “tradicionales”, los alumnos tendrán acceso a la plataforma virtual de MU para resolver dudas mediante foros, tutorizaciones Online,…
- MINITAB: Para el tratamiento estadístico de datos.
La adquisición de este software correrá por cuenta de la organización. MU dará la posibilidad de acceder a MINITAB durante el curso.
- Para la realización de la formación, será necesario que cada alumno asista con un ordenador portátil desde donde accederá a la plataforma online del curso, donde trabajará en los ejercicios y proyecto.
Al fi nalizar el curso los asistentes estarán más capacitados para:- Identifi car oportunidades de mejora con impacto y abordables
con la metodología.- Liderar y asesorar a equipos que trabajen en proyectos de
complejidad media.- Diagnosticar procesos e identifi car en qué situaciones es
conveniente aplicar cada una de las técnicas disponibles con éxito.
- Formar a otras personas en las habilidades y herramientas aprendidas durante el curso.
Lourdes PozuetaSocia Fundadora AVANCEX+I
Aitor OrueDepartamento de Mecánica
y Producción Industrial de MONDRAGON UNIBERTSITATEA
SESIÓN DE LANZAMIENTO
- METODOLOGÍA- METODOLOGÍA testeado con éxito
- PROFESORADO:- PROFESORADO: Expertos en materia
- SOPORTE WEB...- SOPORTE WEB...
- APOYO TUTORES- APOYO TUTORES
- PLAN ENTRENAMIENTO FLEXIBLE:- PLAN ENTRENAMIENTO FLEXIBLE:
- Material adaptado
- Rutinas para potenciar hábitos
- Casos prácticos
- Proyectos compartidos
Campamento base para aclimatar: puesta en común y debate constructivo
HITO 1
HITO 2
• Importancia e impacto proyecto• Cliente y requisitos• Alcance: procesos y personas
DEFINIR
MEDIR
ANALIZAR
IMPROVE
CONTROL
• Conocer proceso• Medir y valorar las salidas del proceso (efectos)• Diagnóstico situación de partida
• Idear soluciones• Verificar resultados• Exportar aprendizaje
• Estandarizar y acreditar proceso• Verificar resultados• Explotar aprendizaje
• Determinar las entradas clave (causas raiz)• Decidir acciones de cambio
DINÁMICASHERRAMIENTASENTRENAMIENTO APROPIADO1
- IDENTIFICAR- IDENTIFICAR organizaciones interesadas
- PROYECTOS- PROYECTOS con retorno
- PROMOTOR DE APOYO- PROMOTOR DE APOYO (Champion)
- LÍDER- LÍDER motivado para acudir al curso
- ROLES- ROLES claros
- OPERATIVA/PREPARATIVOS- OPERATIVA/PREPARATIVOS previos
PREPARAR UNA EXPEDICIÓN COMPROMETIDA3
HOJA DE RUTA DMAICDMAIC EN EXPEDICIÓN
Introducción Metodología
Material y recursos formativos
Objetivos
Dirección y organiza-ción del programa
Si una organización ya tiene un producto o servicio que el mercado valora, y que por consiguiente está dispuesto a comprar, se ha de preguntar de forma permanente: ¿Dónde tengo inefi ciencias? ¿Por qué haciéndolo igual sale diferente, e incluso mal?, ¿Cómo lo puedo diseñar o producir de forma más robusta y efi ciente?.
Este curso ayuda a dar respuestas a las preguntas anteriores.
Los Programas de Mejora “Lean” y “Six Sigma” abarcan metodologías y herramientas que ayudan a lograr los conocimientos y las habilidades para llevar a cabo las actividades anteriores, enfocándose en proyectos de “adelgazar” procesos para reducir costes y en proyectos de identifi car causas raíz de la variabilidad de los procesos para reducirla o para aplicar el conocimiento en el diseño de productos y procesos robustos.
La observación consciente es fundamental en la mejora y parte de esta observación ha de dirigirse a la identifi cación de actividades de “despilfarro” que no aportan valor y a cuestionarse el modo de organizar los procesos.
El perfi l de los alumnos y de las organizaciones que han pasado por alguna de las ediciones del curso es muy variado. Estas experiencias nos han servido para replantearnos el modo de entrenar a las personas y adaptar continuamente los materiales y el método de enseñanza.
No hay mejor analogía a la de una “expedición de montaña” para refl ejar el modo que hemos diseñado este curso.
Partiendo de las experiencias de más de 20 años impartiendo formaciones similares, hemos identifi cado 5 factores clave para el logro del éxito del curso (o expedición):1. Seleccionar empresas-proyectos-líder con interés de participar
en la experiencia, con “Cimas-objetivos” alcanzables y recursos disponibles.
2. Marcar un ritmo de aprendizaje perseverante de 1 día/semana durante 5 meses. Lograr tono muscular poco a poco y sin abandonarlo.
3. Elaborar una Hoja de Ruta DMAIC para toda la expedición con soporte en herramientas, rutinas, casos,… que faciliten el aprendizaje y permitan sortear las difi cultades cada momento. Profesores expertos en conocimiento y en metodología. Lograr que la mochila se sepa utilizar.
4. Caracterizar los Proyectos que los alumnos traen al curso e identifi car el modo que cada equipo ha de llevar la expedición con recursos y herramientas adecuadas. Acuerdos previos al curso.
5. Emprender la expedición conjuntamente compartiendo las experiencias y aprendiendo tanto de los ejercicios como de los casos reales. Aclimatación conjunta. Presentaciones en hitos clave.
Con la fi nalidad de hacer las partes 3. y 4. más efi cientes, está previsto preparar con antelación el lanzamiento y para ello se captarán empresas interesadas en la experiencia y se llevarán a cabo sesiones preparatorias.
Es recomendable que durante el curso el alumno desarrolle un proyecto real de la metodología Six Sigma. Dispondrá de tutores como apoyo de forma puntual o intensiva.
- El material ha sido desarrollado y adaptado teniendo en cuenta las difi cultades que encuentran los alumnos en el aprendizaje y aplicación de herramientas.
- Además de los recursos “tradicionales”, los alumnos tendrán acceso a la plataforma virtual de MU para resolver dudas mediante foros, tutorizaciones Online,…
- MINITAB: Para el tratamiento estadístico de datos.
La adquisición de este software correrá por cuenta de la organización. MU dará la posibilidad de acceder a MINITAB durante el curso.
- Para la realización de la formación, será necesario que cada alumno asista con un ordenador portátil desde donde accederá a la plataforma online del curso, donde trabajará en los ejercicios y proyecto.
Al fi nalizar el curso los asistentes estarán más capacitados para:- Identifi car oportunidades de mejora con impacto y abordables
con la metodología.- Liderar y asesorar a equipos que trabajen en proyectos de
complejidad media.- Diagnosticar procesos e identifi car en qué situaciones es
conveniente aplicar cada una de las técnicas disponibles con éxito.
- Formar a otras personas en las habilidades y herramientas aprendidas durante el curso.
Lourdes PozuetaSocia Fundadora AVANCEX+I
Aitor OrueDepartamento de Mecánica
y Producción Industrial de MONDRAGON UNIBERTSITATEA
SESIÓN DE LANZAMIENTO
- METODOLOGÍA- METODOLOGÍA testeado con éxito
- PROFESORADO:- PROFESORADO: Expertos en materia
- SOPORTE WEB...- SOPORTE WEB...
- APOYO TUTORES- APOYO TUTORES
- PLAN ENTRENAMIENTO FLEXIBLE:- PLAN ENTRENAMIENTO FLEXIBLE:
- Material adaptado
- Rutinas para potenciar hábitos
- Casos prácticos
- Proyectos compartidos
Campamento base para aclimatar: puesta en común y debate constructivo
HITO 1
HITO 2
• Importancia e impacto proyecto• Cliente y requisitos• Alcance: procesos y personas
DEFINIR
MEDIR
ANALIZAR
IMPROVE
CONTROL
• Conocer proceso• Medir y valorar las salidas del proceso (efectos)• Diagnóstico situación de partida
• Idear soluciones• Verificar resultados• Exportar aprendizaje
• Estandarizar y acreditar proceso• Verificar resultados• Explotar aprendizaje
• Determinar las entradas clave (causas raiz)• Decidir acciones de cambio
DINÁMICASHERRAMIENTASENTRENAMIENTO APROPIADO1
- IDENTIFICAR- IDENTIFICAR organizaciones interesadas
- PROYECTOS- PROYECTOS con retorno
- PROMOTOR DE APOYO- PROMOTOR DE APOYO (Champion)
- LÍDER- LÍDER motivado para acudir al curso
- ROLES- ROLES claros
- OPERATIVA/PREPARATIVOS- OPERATIVA/PREPARATIVOS previos
PREPARAR UNA EXPEDICIÓN COMPROMETIDA3
HOJA DE RUTA DMAICDMAIC EN EXPEDICIÓN
Introducción Metodología
Material y recursos formativos
Objetivos
Dirección y organiza-ción del programa
Si una organización ya tiene un producto o servicio que el mercado valora, y que por consiguiente está dispuesto a comprar, se ha de preguntar de forma permanente: ¿Dónde tengo inefi ciencias? ¿Por qué haciéndolo igual sale diferente, e incluso mal?, ¿Cómo lo puedo diseñar o producir de forma más robusta y efi ciente?.
Este curso ayuda a dar respuestas a las preguntas anteriores.
Los Programas de Mejora “Lean” y “Six Sigma” abarcan metodologías y herramientas que ayudan a lograr los conocimientos y las habilidades para llevar a cabo las actividades anteriores, enfocándose en proyectos de “adelgazar” procesos para reducir costes y en proyectos de identifi car causas raíz de la variabilidad de los procesos para reducirla o para aplicar el conocimiento en el diseño de productos y procesos robustos.
La observación consciente es fundamental en la mejora y parte de esta observación ha de dirigirse a la identifi cación de actividades de “despilfarro” que no aportan valor y a cuestionarse el modo de organizar los procesos.
El perfi l de los alumnos y de las organizaciones que han pasado por alguna de las ediciones del curso es muy variado. Estas experiencias nos han servido para replantearnos el modo de entrenar a las personas y adaptar continuamente los materiales y el método de enseñanza.
No hay mejor analogía a la de una “expedición de montaña” para refl ejar el modo que hemos diseñado este curso.
Partiendo de las experiencias de más de 20 años impartiendo formaciones similares, hemos identifi cado 5 factores clave para el logro del éxito del curso (o expedición):1. Seleccionar empresas-proyectos-líder con interés de participar
en la experiencia, con “Cimas-objetivos” alcanzables y recursos disponibles.
2. Marcar un ritmo de aprendizaje perseverante de 1 día/semana durante 5 meses. Lograr tono muscular poco a poco y sin abandonarlo.
3. Elaborar una Hoja de Ruta DMAIC para toda la expedición con soporte en herramientas, rutinas, casos,… que faciliten el aprendizaje y permitan sortear las difi cultades cada momento. Profesores expertos en conocimiento y en metodología. Lograr que la mochila se sepa utilizar.
4. Caracterizar los Proyectos que los alumnos traen al curso e identifi car el modo que cada equipo ha de llevar la expedición con recursos y herramientas adecuadas. Acuerdos previos al curso.
5. Emprender la expedición conjuntamente compartiendo las experiencias y aprendiendo tanto de los ejercicios como de los casos reales. Aclimatación conjunta. Presentaciones en hitos clave.
Con la fi nalidad de hacer las partes 3. y 4. más efi cientes, está previsto preparar con antelación el lanzamiento y para ello se captarán empresas interesadas en la experiencia y se llevarán a cabo sesiones preparatorias.
Es recomendable que durante el curso el alumno desarrolle un proyecto real de la metodología Six Sigma. Dispondrá de tutores como apoyo de forma puntual o intensiva.
- El material ha sido desarrollado y adaptado teniendo en cuenta las difi cultades que encuentran los alumnos en el aprendizaje y aplicación de herramientas.
- Además de los recursos “tradicionales”, los alumnos tendrán acceso a la plataforma virtual de MU para resolver dudas mediante foros, tutorizaciones Online,…
- MINITAB: Para el tratamiento estadístico de datos.
La adquisición de este software correrá por cuenta de la organización. MU dará la posibilidad de acceder a MINITAB durante el curso.
- Para la realización de la formación, será necesario que cada alumno asista con un ordenador portátil desde donde accederá a la plataforma online del curso, donde trabajará en los ejercicios y proyecto.
Al fi nalizar el curso los asistentes estarán más capacitados para:- Identifi car oportunidades de mejora con impacto y abordables
con la metodología.- Liderar y asesorar a equipos que trabajen en proyectos de
complejidad media.- Diagnosticar procesos e identifi car en qué situaciones es
conveniente aplicar cada una de las técnicas disponibles con éxito.
- Formar a otras personas en las habilidades y herramientas aprendidas durante el curso.
Lourdes PozuetaSocia Fundadora AVANCEX+I
Aitor OrueDepartamento de Mecánica
y Producción Industrial de MONDRAGON UNIBERTSITATEA
SESIÓN DE LANZAMIENTO
- METODOLOGÍA- METODOLOGÍA testeado con éxito
- PROFESORADO:- PROFESORADO: Expertos en materia
- SOPORTE WEB...- SOPORTE WEB...
- APOYO TUTORES- APOYO TUTORES
- PLAN ENTRENAMIENTO FLEXIBLE:- PLAN ENTRENAMIENTO FLEXIBLE:
- Material adaptado
- Rutinas para potenciar hábitos
- Casos prácticos
- Proyectos compartidos
Campamento base para aclimatar: puesta en común y debate constructivo
HITO 1
HITO 2
• Importancia e impacto proyecto• Cliente y requisitos• Alcance: procesos y personas
DEFINIR
MEDIR
ANALIZAR
IMPROVE
CONTROL
• Conocer proceso• Medir y valorar las salidas del proceso (efectos)• Diagnóstico situación de partida
• Idear soluciones• Verificar resultados• Exportar aprendizaje
• Estandarizar y acreditar proceso• Verificar resultados• Explotar aprendizaje
• Determinar las entradas clave (causas raiz)• Decidir acciones de cambio
DINÁMICASHERRAMIENTASENTRENAMIENTO APROPIADO1
- IDENTIFICAR- IDENTIFICAR organizaciones interesadas
- PROYECTOS- PROYECTOS con retorno
- PROMOTOR DE APOYO- PROMOTOR DE APOYO (Champion)
- LÍDER- LÍDER motivado para acudir al curso
- ROLES- ROLES claros
- OPERATIVA/PREPARATIVOS- OPERATIVA/PREPARATIVOS previos
PREPARAR UNA EXPEDICIÓN COMPROMETIDA3
HOJA DE RUTA DMAICDMAIC EN EXPEDICIÓN
FORMACIÓN: Curso Avanzado en Programa de Mejora ConHnua Lean-‐Six Sigma. Nivel BB
Curso avanzado en Programas de Mejora Continua
LEAN-SIX SIGMA Nivel Black Belt
CODIRECCIÓN TÉCNICA
Certifi caciónHasta el momento no existe una certifi cación ofi cial del título de Black Belt, y por ello MU y Avancex+i deciden que aquellos alumnos que hayan asistido a toda la formación recibirán un certifi cado de Curso Avanzado.
Si además complementan la formación con el desarrollo de un proyecto real en la organización siguiendo el ciclo DMAIC y aplicando conocimientos del curso, el alumno recibirá un certifi cado Black Belt.
Precio4.500!
A las organizaciones que manden más de una persona comprometidas con el proyecto, se les aplicará descuentos importantes.
Las empresas pueden fi nanciar la Formación Continua principalmente a través de estas vías:Hobetuz: Convocatoria del Departamento de Educación, Universidades e Investigación gestionada por la Fundación Hobetuz. Fundación Tripartita: Sistema de Bonifi caciones de la Seguridad Social gestionado por la Fundación Tripartita para la Formación y el Empleo (FTFE).
Profesorado• Lourdes Pozueta. Doctora por la Universitat Politècnica de
Catalunya, Máster en Estadística industrial por la University of Wisconsin (EE. UU.), en excedencia como profesora de la UPC. Socia fundadora de Avancex+i, S.L. en el área de mejora continua e innovación. Es Master Black Belt y lleva más de 20 años asesorando a empresas sobre la mejora de productos o procesos.
• Aitor Orue. Ingeniero en Organización Industrial. Profesor del Dpto. de Mecánica y Organización Industrial de MONDRAGON UNIBERTSITATEA. Ha trabajado en diferentes puestos de responsabilidad en empresas como, Fagor Ederlan S. Coop, Fagor Arrasate S. Coop y Ulma Packaging S. Coop.
• Jose Alberto Eguren. Es doctor Ingeniero en Organización y profesor del departamento de Organización Industrial de MONDRAGON UNIBERTSITATEA. Amplia experiencia asesorando sobre la mejora de productos o procesos a empresas.
• Jaione Ganzarain. Doctorado en Ingeniería Industrial. Profesora de Innovación en el departamento de Organización Industrial de MONDRAGON UNIBERTSITATEA. Actividades de Dirección de proyectos y Formación Continua para distintas empresas industriales de la CAPV. Experiencia laboral previa en el CCTT Tekniker.
• Ivan Navarro. Ingeniero en Organización Industrial. Profesor del Dpto. de Mecánica y Organización Industrial de MONDRAGON UNIBERTSITATEA. Ha sido responsable de parte de la operativa logística de Exel Logistics, S.A en la factoría de Mercedes Benz España y Responsable de producción en Fagor Electrodomésticos S. Coop.
• OSCAR FERNÁNDEZ DE RETANA. Ingeniero Industrial y Máster en Administración de Empresas por la Universidad del País Vasco y Máster Black Belt certifi cado por General Electric. Cuenta con más de 20 años de experiencia en posiciones de Dirección General, Dirección de Operaciones, Dirección de Ingeniería y Mejora Continua en General Electric.
• Otros. Invitados de organizaciones donde se aplica Lean Six-Sigma.
MÁS INFORMACIÓN:
Isabel Mangana: [email protected]
http://www.mondragon.edu/cursos/lean-six-sigmaPROFESIONALENTZAKO PRESTAKUNTZA
FORMACIÓN PARA PROFESIONALESPROFESSIONAL LEARNING SPACE
PROFESIONALENTZAKO PRESTAKUNTZAFORMACIÓN PARA PROFESIONALES
PROFESSIONAL LEARNING SPACE
Desde que realicé el curso, en todos los proyectos de desarrollo e industrialización de nuevos productos se aplica la metodología de trabajo basada en el análisis riguroso de los datos de proceso y propiedades de producto.
Pilar EstebanDep. R&D, Tubacex Innovation
La metodología Six Sigma no sólo es de una utilidad enorme en la mejora de procesos, sino que una vez dominada y aplicada, se convierte en la manera de abordar cualquier problema en la empresa.
Denis GarmendiaAdjunto a Gerencia, Grupo Altube, Burgos
(España)
Curso avanzado en Programas de Mejora Continua
LEAN-SIX SIGMA Nivel Black Belt
CODIRECCIÓN TÉCNICA
Certifi caciónHasta el momento no existe una certifi cación ofi cial del título de Black Belt, y por ello MU y Avancex+i deciden que aquellos alumnos que hayan asistido a toda la formación recibirán un certifi cado de Curso Avanzado.
Si además complementan la formación con el desarrollo de un proyecto real en la organización siguiendo el ciclo DMAIC y aplicando conocimientos del curso, el alumno recibirá un certifi cado Black Belt.
Precio4.500!
A las organizaciones que manden más de una persona comprometidas con el proyecto, se les aplicará descuentos importantes.
Las empresas pueden fi nanciar la Formación Continua principalmente a través de estas vías:Hobetuz: Convocatoria del Departamento de Educación, Universidades e Investigación gestionada por la Fundación Hobetuz. Fundación Tripartita: Sistema de Bonifi caciones de la Seguridad Social gestionado por la Fundación Tripartita para la Formación y el Empleo (FTFE).
Profesorado• Lourdes Pozueta. Doctora por la Universitat Politècnica de
Catalunya, Máster en Estadística industrial por la University of Wisconsin (EE. UU.), en excedencia como profesora de la UPC. Socia fundadora de Avancex+i, S.L. en el área de mejora continua e innovación. Es Master Black Belt y lleva más de 20 años asesorando a empresas sobre la mejora de productos o procesos.
• Aitor Orue. Ingeniero en Organización Industrial. Profesor del Dpto. de Mecánica y Organización Industrial de MONDRAGON UNIBERTSITATEA. Ha trabajado en diferentes puestos de responsabilidad en empresas como, Fagor Ederlan S. Coop, Fagor Arrasate S. Coop y Ulma Packaging S. Coop.
• Jose Alberto Eguren. Es doctor Ingeniero en Organización y profesor del departamento de Organización Industrial de MONDRAGON UNIBERTSITATEA. Amplia experiencia asesorando sobre la mejora de productos o procesos a empresas.
• Jaione Ganzarain. Doctorado en Ingeniería Industrial. Profesora de Innovación en el departamento de Organización Industrial de MONDRAGON UNIBERTSITATEA. Actividades de Dirección de proyectos y Formación Continua para distintas empresas industriales de la CAPV. Experiencia laboral previa en el CCTT Tekniker.
• Ivan Navarro. Ingeniero en Organización Industrial. Profesor del Dpto. de Mecánica y Organización Industrial de MONDRAGON UNIBERTSITATEA. Ha sido responsable de parte de la operativa logística de Exel Logistics, S.A en la factoría de Mercedes Benz España y Responsable de producción en Fagor Electrodomésticos S. Coop.
• OSCAR FERNÁNDEZ DE RETANA. Ingeniero Industrial y Máster en Administración de Empresas por la Universidad del País Vasco y Máster Black Belt certifi cado por General Electric. Cuenta con más de 20 años de experiencia en posiciones de Dirección General, Dirección de Operaciones, Dirección de Ingeniería y Mejora Continua en General Electric.
• Otros. Invitados de organizaciones donde se aplica Lean Six-Sigma.
MÁS INFORMACIÓN:
Isabel Mangana: [email protected]
http://www.mondragon.edu/cursos/lean-six-sigmaPROFESIONALENTZAKO PRESTAKUNTZA
FORMACIÓN PARA PROFESIONALESPROFESSIONAL LEARNING SPACE
PROFESIONALENTZAKO PRESTAKUNTZAFORMACIÓN PARA PROFESIONALES
PROFESSIONAL LEARNING SPACE
Desde que realicé el curso, en todos los proyectos de desarrollo e industrialización de nuevos productos se aplica la metodología de trabajo basada en el análisis riguroso de los datos de proceso y propiedades de producto.
Pilar EstebanDep. R&D, Tubacex Innovation
La metodología Six Sigma no sólo es de una utilidad enorme en la mejora de procesos, sino que una vez dominada y aplicada, se convierte en la manera de abordar cualquier problema en la empresa.
Denis GarmendiaAdjunto a Gerencia, Grupo Altube, Burgos
(España)
Introducción Metodología
Material y recursos formativos
Objetivos
Dirección y organiza-ción del programa
Si una organización ya tiene un producto o servicio que el mercado valora, y que por consiguiente está dispuesto a comprar, se ha de preguntar de forma permanente: ¿Dónde tengo inefi ciencias? ¿Por qué haciéndolo igual sale diferente, e incluso mal?, ¿Cómo lo puedo diseñar o producir de forma más robusta y efi ciente?.
Este curso ayuda a dar respuestas a las preguntas anteriores.
Los Programas de Mejora “Lean” y “Six Sigma” abarcan metodologías y herramientas que ayudan a lograr los conocimientos y las habilidades para llevar a cabo las actividades anteriores, enfocándose en proyectos de “adelgazar” procesos para reducir costes y en proyectos de identifi car causas raíz de la variabilidad de los procesos para reducirla o para aplicar el conocimiento en el diseño de productos y procesos robustos.
La observación consciente es fundamental en la mejora y parte de esta observación ha de dirigirse a la identifi cación de actividades de “despilfarro” que no aportan valor y a cuestionarse el modo de organizar los procesos.
El perfi l de los alumnos y de las organizaciones que han pasado por alguna de las ediciones del curso es muy variado. Estas experiencias nos han servido para replantearnos el modo de entrenar a las personas y adaptar continuamente los materiales y el método de enseñanza.
No hay mejor analogía a la de una “expedición de montaña” para refl ejar el modo que hemos diseñado este curso.
Partiendo de las experiencias de más de 20 años impartiendo formaciones similares, hemos identifi cado 5 factores clave para el logro del éxito del curso (o expedición):1. Seleccionar empresas-proyectos-líder con interés de participar
en la experiencia, con “Cimas-objetivos” alcanzables y recursos disponibles.
2. Marcar un ritmo de aprendizaje perseverante de 1 día/semana durante 5 meses. Lograr tono muscular poco a poco y sin abandonarlo.
3. Elaborar una Hoja de Ruta DMAIC para toda la expedición con soporte en herramientas, rutinas, casos,… que faciliten el aprendizaje y permitan sortear las difi cultades cada momento. Profesores expertos en conocimiento y en metodología. Lograr que la mochila se sepa utilizar.
4. Caracterizar los Proyectos que los alumnos traen al curso e identifi car el modo que cada equipo ha de llevar la expedición con recursos y herramientas adecuadas. Acuerdos previos al curso.
5. Emprender la expedición conjuntamente compartiendo las experiencias y aprendiendo tanto de los ejercicios como de los casos reales. Aclimatación conjunta. Presentaciones en hitos clave.
Con la fi nalidad de hacer las partes 3. y 4. más efi cientes, está previsto preparar con antelación el lanzamiento y para ello se captarán empresas interesadas en la experiencia y se llevarán a cabo sesiones preparatorias.
Es recomendable que durante el curso el alumno desarrolle un proyecto real de la metodología Six Sigma. Dispondrá de tutores como apoyo de forma puntual o intensiva.
- El material ha sido desarrollado y adaptado teniendo en cuenta las difi cultades que encuentran los alumnos en el aprendizaje y aplicación de herramientas.
- Además de los recursos “tradicionales”, los alumnos tendrán acceso a la plataforma virtual de MU para resolver dudas mediante foros, tutorizaciones Online,…
- MINITAB: Para el tratamiento estadístico de datos.
La adquisición de este software correrá por cuenta de la organización. MU dará la posibilidad de acceder a MINITAB durante el curso.
- Para la realización de la formación, será necesario que cada alumno asista con un ordenador portátil desde donde accederá a la plataforma online del curso, donde trabajará en los ejercicios y proyecto.
Al fi nalizar el curso los asistentes estarán más capacitados para:- Identifi car oportunidades de mejora con impacto y abordables
con la metodología.- Liderar y asesorar a equipos que trabajen en proyectos de
complejidad media.- Diagnosticar procesos e identifi car en qué situaciones es
conveniente aplicar cada una de las técnicas disponibles con éxito.
- Formar a otras personas en las habilidades y herramientas aprendidas durante el curso.
Lourdes PozuetaSocia Fundadora AVANCEX+I
Aitor OrueDepartamento de Mecánica
y Producción Industrial de MONDRAGON UNIBERTSITATEA
SESIÓN DE LANZAMIENTO
- METODOLOGÍA- METODOLOGÍA testeado con éxito
- PROFESORADO:- PROFESORADO: Expertos en materia
- SOPORTE WEB...- SOPORTE WEB...
- APOYO TUTORES- APOYO TUTORES
- PLAN ENTRENAMIENTO FLEXIBLE:- PLAN ENTRENAMIENTO FLEXIBLE:
- Material adaptado
- Rutinas para potenciar hábitos
- Casos prácticos
- Proyectos compartidos
Campamento base para aclimatar: puesta en común y debate constructivo
HITO 1
HITO 2
• Importancia e impacto proyecto• Cliente y requisitos• Alcance: procesos y personas
DEFINIR
MEDIR
ANALIZAR
IMPROVE
CONTROL
• Conocer proceso• Medir y valorar las salidas del proceso (efectos)• Diagnóstico situación de partida
• Idear soluciones• Verificar resultados• Exportar aprendizaje
• Estandarizar y acreditar proceso• Verificar resultados• Explotar aprendizaje
• Determinar las entradas clave (causas raiz)• Decidir acciones de cambio
DINÁMICASHERRAMIENTASENTRENAMIENTO APROPIADO1
- IDENTIFICAR- IDENTIFICAR organizaciones interesadas
- PROYECTOS- PROYECTOS con retorno
- PROMOTOR DE APOYO- PROMOTOR DE APOYO (Champion)
- LÍDER- LÍDER motivado para acudir al curso
- ROLES- ROLES claros
- OPERATIVA/PREPARATIVOS- OPERATIVA/PREPARATIVOS previos
PREPARAR UNA EXPEDICIÓN COMPROMETIDA3
HOJA DE RUTA DMAICDMAIC EN EXPEDICIÓN
Estándares Soluciones Causas raíz Caracterizar Cliente y objeHvos
Factor A -‐ +
Factor A -‐ +
Factor B
Factor B
Factor A + -‐
Factor A -‐ +
Factor B
+ -‐
-‐
+
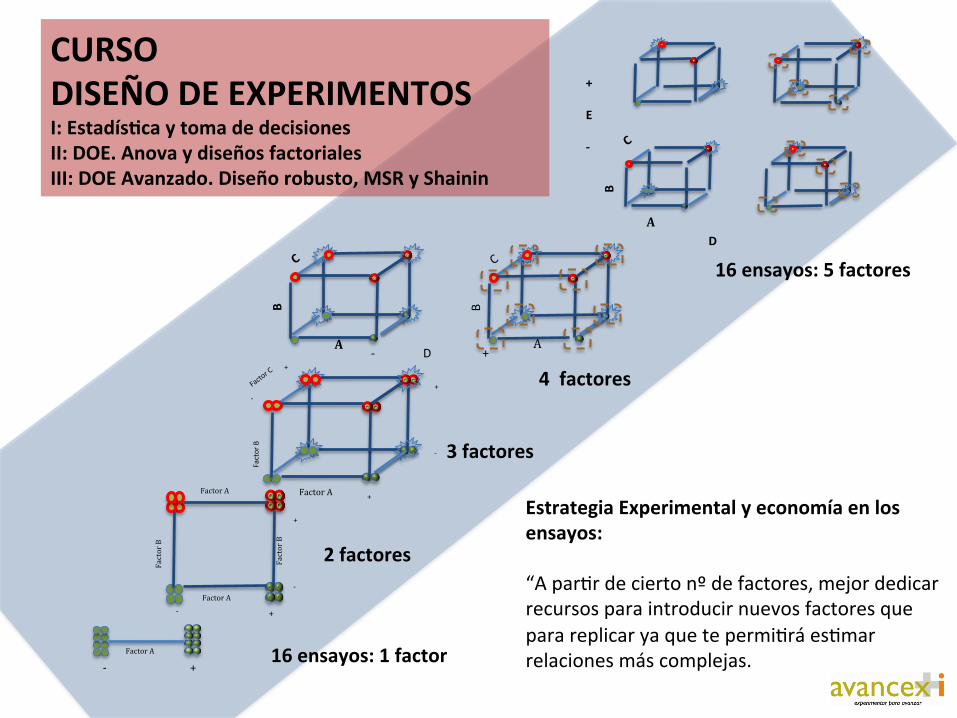
CURSO DISEÑO DE EXPERIMENTOS I: Estadís(ca y toma de decisiones II: DOE. Anova y diseños factoriales III: DOE Avanzado. Diseño robusto, MSR y Shainin
A
B
A
B
-‐ D +
A D
+ E -‐
B
Estrategia Experimental y economía en los ensayos: “A parHr de cierto nº de factores, mejor dedicar recursos para introducir nuevos factores que para replicar ya que te permiHrá esHmar relaciones más complejas.
16 ensayos: 1 factor
16 ensayos: 5 factores
3 factores
2 factores
4 factores

ObjeHvos Diferentes requieren estrategias diferentes
M1: ESTADÍSTICA Y TOMA DE DECISIONES M2: DOE: ANOVA Y DISEÑOS FACTORIALES M3·∙:DOE Avanzado: MSR, DISEÑO ROBUSTO Y SHAININ Fechas: Diciembre-‐Enero Matrícula :[email protected] Info: [email protected]
+ =
Experimentación Secuencial “si hay evidencias de modelos complejos se adapta las condiciones de las ruebas de forma sencilla”
Recetas robustas a variabilidad “La variabilidad es el principal enemigo y hay que tratarla desde el diseño buscando condiciones robustas”
Nº de ensayos apropiados en cada caso “El número de ensayos a realizar depende de las condiciones en que se experimenta y de las evidencias que se persigue encontrar”
0,500,450,400,350,300,250,200,150,100,050,00
1,0
0,8
0,6
0,4
0,2
0,0
% of Defects
Pote
ncia
1112152039
sizeSAMPLE
Selection of Sample size for DOE. Comparing proportions
Baseline: 50% defectsSituation 1
Direction to move with DOE

DIAGNOSTICAR: Variabilidad en espesor a través de peso
20.
540
525
510
495
480
3,9612E+103,9612E+103,9611E+103,9611E+10
15,4
15,2
15,0
14,8
14,6
14,4
3,9612E+103,9612E+103,9611E+103,9611E+10
15,6
15,4
15,2
15,0
14,8
14,6
0,3
0,2
0,1
0,0
-0,1
Peso Espesor14,5+0,6
Espesor_Cazuela Desplazamiento72-71
Variación de Peso y Espesor de Piezas (y Desplazamiento) a largo Plazo
Frecuencia: 1 muestra/horaPeriodo 11 Junio 13:30-13 Junio 4:45.
520510500490480470
15,50
15,25
15,10
15,00
14,75
14,50
14,25
Peso_LARGO
Espe
sor1
4,5L
AR
GO
S 0,102955R-Sq 65,9%R-Sq(adj) 65,6%
Regression95% CI95% PI
Fitted Line PlotEspesor14,5LARGO = 7,316 + 0,01553 Peso_LARGO
MALAS MALASBUENAS
Buenas""Casi
Malas""Casi
3,961
2E+1
0
3,961
2E+1
0
3,961
2E+1
0
3,961
2E+1
0
3,961
2E+1
0
3,961
1E+1
0
3,961
1E+1
0
3,961
1E+1
0
3,961
1E+1
0
3,961
1E+1
0
550
500
450
400
350
300
15,4
15,3
15,2
15,1
15,0
14,9
14,8
14,7
14,6
14,5
14,4
X-Data
Ener
gía
de G
olpe
o
Espe
sor1
4,5+
0,6
32
4
5
1
Espesor
Energía de Golpeo (por Golpes) y Espesor
paradascomienzos buenos con
estabilidad
problemas, pocas piezascomienzos buenos con paradas
estabilidad
“NO entramos en tolerancias de PESO porque tenemos variabilidad en ESPESOR porque la variación en Tª no la compensamos bien con las Energías de MarFllo”
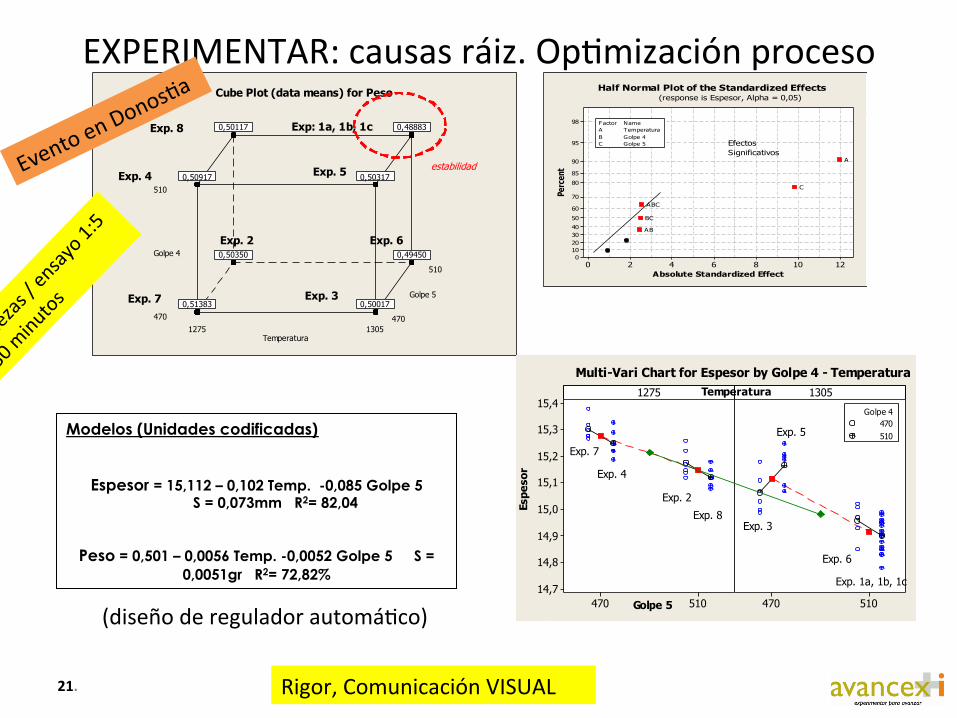
EXPERIMENTAR: causas ráiz. OpHmización proceso
21.
121086420
98
95
90
85
80
70
60
50
403020100
Absolute Standardized Effect
Perc
ent
A TemperaturaB Golpe 4C Golpe 5
Factor Name
ABC
BC
AB
C
A
Half Normal Plot of the Standardized Effects(response is Espesor, Alpha = 0,05)
SignificativosEfectos
510
470
510
47013051275
Golpe 5
Golpe 4
Temperatura
0,48883
0,494500,50350
0,50117
0,50317
0,500170,51383
0,50917
Cube Plot (data means) for Peso
Exp: 1a, 1b, 1c
Exp. 2
Exp. 3
Exp. 4 Exp. 5
Exp. 6
Exp. 7
Exp. 8
estabilidad
510470
15,4
15,3
15,2
15,1
15,0
14,9
14,8
14,7510470
1275
Golpe 5
Espe
sor
1305
470510
Golpe 4
Multi-Vari Chart for Espesor by Golpe 4 - TemperaturaTemperatura
Exp. 1a, 1b, 1c
Exp. 2
Exp. 3
Exp. 4
Exp. 5
Exp. 6
Exp. 7
Exp. 8
Modelos (Unidades codificadas)
Espesor = 15,112 – 0,102 Temp. -0,085 Golpe 5
S = 0,073mm R2= 82,04
Peso = 0,501 – 0,0056 Temp. -0,0052 Golpe 5 S = 0,0051gr R2= 72,82%
(diseño de regulador automáHco)
Rigor, Comunicación VISUAL

Ejemplo DOE
22.
PROTAGONiSTAS SMN: Semillas de microorganismos de montaña. Bacterias que ayudan a asimilar nutrientes ……
Obje(vo 1: Encontrar experiencias para entrenar a personas en DOE
ObjeHvo 2: Estudio de influencia de SMN en crecimiento de planta
¿SMN en tierra?
-‐ +
NO SI EVIDENCIAS esperadas • Plantas crecen antes ¿cuánto? • Plantas crecen más (longitud,
más hojas, ..) • Menos enfermedades (pulgón,
hongos,..)
ESTRATEGIA clásica Todo fijo y se mueve 1 factor
1 Factor y 16 pruebas
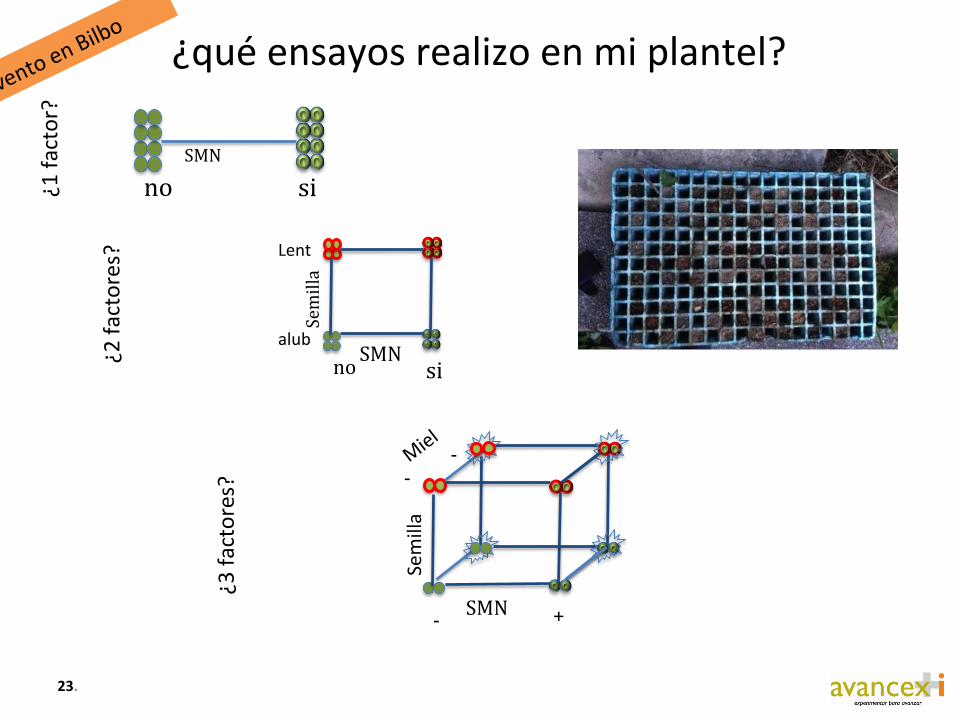
¿qué ensayos realizo en mi plantel?
23.
SMN no si
SMN no si Semilla -‐
SMN -‐ +
Semilla
-‐
Lent alub
¿1 factor?
¿2 factores?
¿3 factores?

Experiencia Real
24.
SMN: Semillas de microorganismos de montaña del Maresme
ObjeHvo 2: Estudio de influencia de factores en crecimiento de planta
Tratamientos: combinación de factores Diseño 2 5-‐1 alternando (erra A y C
Semilla Mineral
+ leonardita -‐
SMN
5 Factor y 16 pruebas
Ordenamiento para protegernos de lo que desconocemos y TEMEMOS

PREPARACIÓN
25.
2 condiciones extremas en Bote-‐Nesquick Shrek Hene bacterias
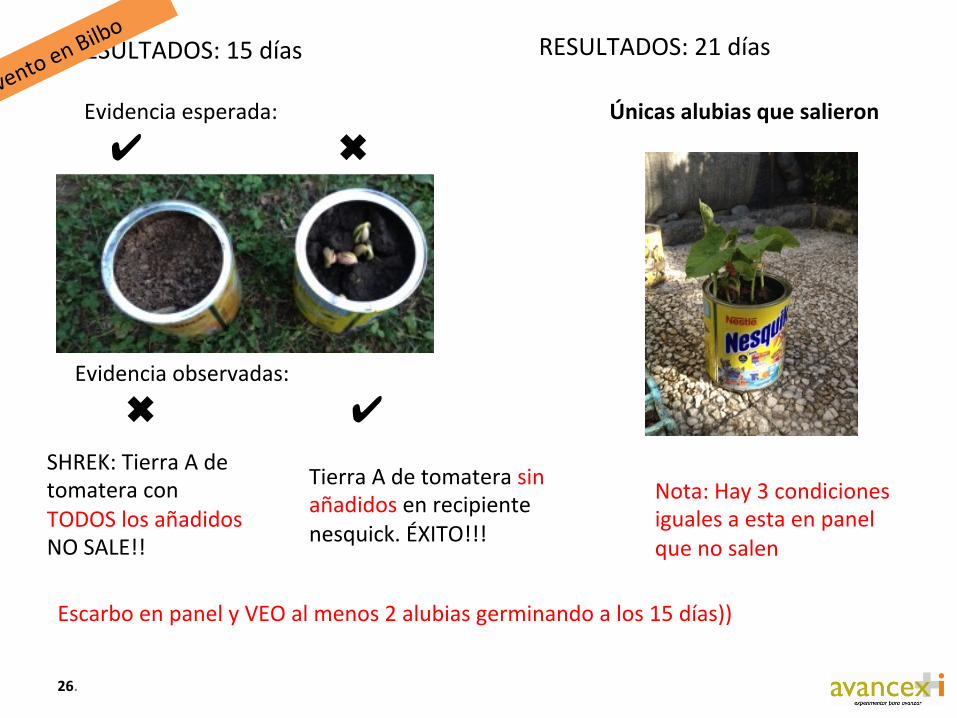
RESULTADOS: 15 días
26.
Tierra A de tomatera sin añadidos en recipiente nesquick. ÉXITO!!!
SHREK: Tierra A de tomatera con TODOS los añadidos NO SALE!!
Nota: Hay 3 condiciones iguales a esta en panel que no salen
RESULTADOS: 21 días
Evidencia esperada:
✔ ✖
Evidencia observadas:
✖ ✔
Únicas alubias que salieron
Escarbo en panel y VEO al menos 2 alubias germinando a los 15 días))
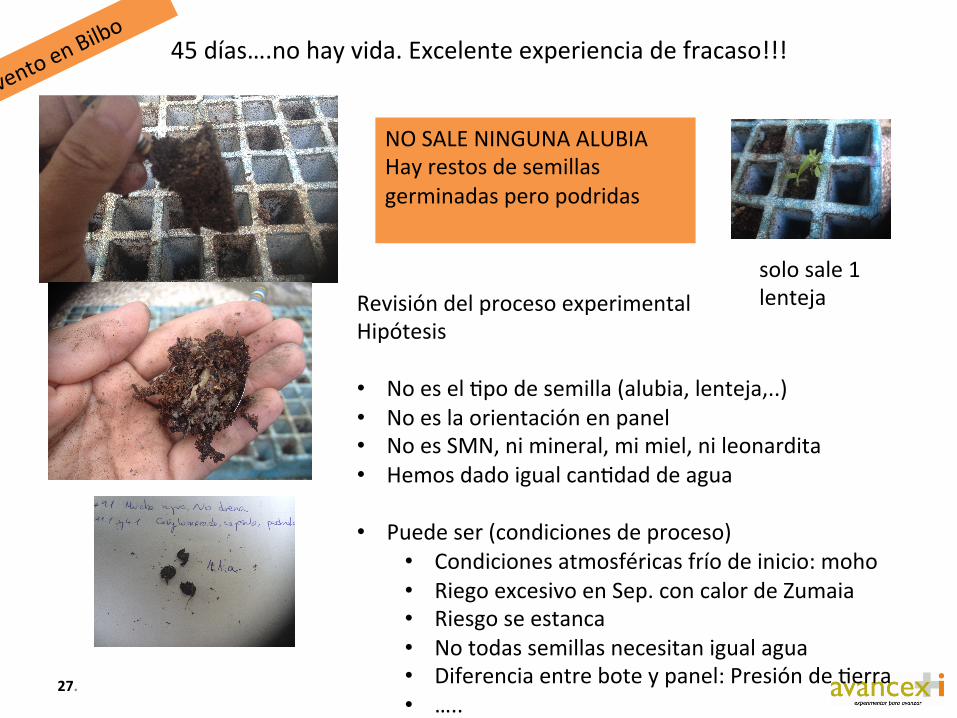
45 días….no hay vida. Excelente experiencia de fracaso!!!
27.
NO SALE NINGUNA ALUBIA Hay restos de semillas germinadas pero podridas
Revisión del proceso experimental Hipótesis • No es el Hpo de semilla (alubia, lenteja,..) • No es la orientación en panel • No es SMN, ni mineral, mi miel, ni leonardita • Hemos dado igual canHdad de agua
• Puede ser (condiciones de proceso) • Condiciones atmosféricas frío de inicio: moho • Riego excesivo en Sep. con calor de Zumaia • Riesgo se estanca • No todas semillas necesitan igual agua • Diferencia entre bote y panel: Presión de Herra • …..
solo sale 1 lenteja

Excelente experiencia de fracaso!!! APRENDEMOS
• Podemos estudiar 5 factores con 16 pruebas (RuHna de experimentación) • ReparHmos ensayos en panel de modo que no afecte entorno (BLOQUEAR y
Aleatorizar) • Hemos listado evidencias que esperamos encontrar y cómo medirlas • Hemos grabado cada parte para que conste cómo lo hemos hecho
• Las condiciones de proceso No las hemos controlado bien y han sido MALAS para TODOS (menos 1) • Por haber sido rigurosos en planificación sabemos que el fracaso es externo a los
factores a estudio….factores que afectan a todo y que impiden ver “la señal” de los factores significaHvos
• Hay una experiencia buena, Magnífica ¿por qué ? (está a estudio)
28.
Seguimos con esta y otras experiencias pedagógicas …. desarrollando RUTINAS para facilitar APRENDER a EXPERIMENTAR…. Porque EXPERIMENTAR facilita APRENDER otros CONOCIMIENTOS

Referencias de éxito aplicando DOE
• ApplicaHon of Six Sigma Methodology in Gamesa AeronaúHca. L. Pozueta y J. M. Lario López. Third Annual mee(ng of ENBIS and ISIS3. Barcelona 2003
haps://www.dropbox.com/s/rkp9w36dsdflx8f/GAMESA-‐ENBIS-‐2003.pdf?dl=0
• OpHmizaHon of a Car brake Prototype as a Consequence of Successful DOE Training. LL. Marco, X. Tort-‐ Martorell, J. A. Cuadrado and L. Pozueta. Quality and Reliability Engineering Internacional, 20, 469-‐480. (2004)
• Reducción de la variabilidad en un proceso de forja en ALCORTA FORGING GROUP. L. Pozueta. Jornada de Excelencia Operacional en la Industria y Servicios con Minitab Barcelona 22 Octubre 2009 haps://www.dropbox.com/s/29avy51bl8oiacr/JornadaMINITAB_Alcorta.pdf?dl=0
29.
• Tesis doctoral: ”Desarrollo de un modelo para abordar proyectos de mejora continua de procesos productivos de forma eficaz y eficiente”
Autor: José Alberto Eguren Egiguren Directores: Unai Elorza Iñurrategi (Mondragon Unibertsitatea) Lourdes Pozueta Fernández (Avancex+i, S.L.)