Defectos de piezas de moldes de inyeccion para polimeros
13
VICIOS Y DEFECTOS Muchos fallos y defectos se pueden evitar mediante el uso de buena parte de la herramienta y técnicas de diseño. Como diseñador de parte que es una muy buena idea para ser consciente de sus opciones en los útiles y considerar los mientras que el diseño de su parte. Por ejemplo, tienen potenciales ubicaciones de puerta en mente. Trate de adivinar dónde se producirán líneas de punto y cómo los diferentes lugares de la puerta les afectarán. ¿Qué tan fácil será para recortar la puerta? Los más partes que estudies, mejor obtendrá en la predicción de flujo. Asegúrese de comunicar sus intenciones al diseñador de herramientas y obtener su retroalimentación para influir en sus futuros diseños. Evitar secciones gruesas pueden añadir hasta un gran ahorro durante la vida útil de una herramienta. Secciones gruesas aumentan la CycleTime de cada disparo, se estrechan la ventana de procesamiento, requieren embalaje excesivo, y la causa rechazan partes. RUBOR DEFINICIÓN: Dull área descolorida o blanquecina en la superficie de la pieza, por lo general en la puerta. Causa: Shear estrés entre las moléculas de polímeros durante la inyección. La puerta puede ser demasiado pequeño o la velocidad de inyección demasiado rápida. UBICACIÓN: Por lo general, en la puerta. También puede ocurrir cuando hay un cambio repentino en la parte espesor. Cure: Ajuste la velocidad de inyección y si es necesario ajustar las dimensiones de la puerta. Un circuito de agua independiente en el molde que permite controlar la temperatura de punta en la puerta también puede ayudar. RUBOR QUEMADURA DEFINICIÓN: La decoloración por lo general negro, marrón o amarillo oscuro / marrón, dependiendo de la gravedad. Se siente áspera y crujiente. Acompañados con frecuencia por tiro corto en
-
Upload
juan-miguel-calzada -
Category
Documents
-
view
11 -
download
1
description
Imagenes y causas de los defectos de inyección en piezas
Transcript of Defectos de piezas de moldes de inyeccion para polimeros

VICIOS Y DEFECTOS
Muchos fallos y defectos se pueden evitar mediante el uso de buena parte de la herramienta ytécnicas de diseño. Como diseñador de parte que es una muy buena idea para ser conscientede sus opciones en los útiles y considerar los mientras que el diseño de su parte. Por ejemplo,tienen potenciales ubicaciones de puerta en mente. Trate de adivinar dónde se produciránlíneas de punto y cómo los diferentes lugares de la puerta les afectarán. ¿Qué tan fácil serápara recortar la puerta? Los más partes que estudies, mejor obtendrá en la predicción deflujo. Asegúrese de comunicar sus intenciones al diseñador de herramientas y obtener suretroalimentación para influir en sus futuros diseños.
Evitar secciones gruesas pueden añadir hasta un gran ahorro durante la vida útil de unaherramienta. Secciones gruesas aumentan la CycleTime de cada disparo, se estrechan laventana de procesamiento, requieren embalaje excesivo, y la causa rechazan partes.
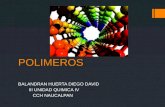
RUBOR
DEFINICIÓN: Dull áreadescolorida o blanquecina en lasuperficie de la pieza, por logeneral en la puerta.
Causa: Shear estrés entre lasmoléculas de polímeros durantela inyección. La puerta puedeser demasiado pequeño o lavelocidad de inyeccióndemasiado rápida.
UBICACIÓN: Por lo general, enla puerta. También puedeocurrir cuando hay un cambiorepentino en la parte espesor.
Cure: Ajuste la velocidad deinyección y si es necesarioajustar las dimensiones de lapuerta. Un circuito de aguaindependiente en el molde quepermite controlar latemperatura de punta en lapuerta también puede ayudar.
RUBOR
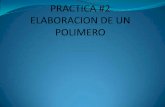
QUEMADURA
DEFINICIÓN: La decoloraciónpor lo general negro, marrón oamarillo oscuro / marrón,dependiendo de lagravedad.Se siente áspera ycrujiente.Acompañados confrecuencia por tiro corto en

área de la quemadura.
Causa: Por lo general, indicauna necesidad de mayorventilación o calor acumulaciónen la herramienta. Cuando elaire está atrapado en laherramienta y no puedeescapar, la presión extremahace que el aire se enciende,quema el borde de la pieza.
UBICACIÓN: La mayoría ve amenudo en las costillasprofundas, ciegos, donde unagran cantidad de aire puedeser forzado en un espaciopequeño.
CURE: Añadir másrespiraderos línea divisoriacerca queman o ventilaciónalfileres en las costillasprofundas. Vent pasadores sonsólo espigas de expulsión quese ajustan un pocoflojo.También pueden tener unterreno plano de un lado parapermitir el escape de aire.
QUEMADURA
FLUJO DE FRÍO
DEFINICIÓN: aparienciaondulada o rayas en la partesuperficial. Parece una huelladigital o pequeñas olas comousted vería en la superficie delagua.
Causa: Baja temperatura defusión, velocidad de inyecciónbaja o baja presión deinyección.
UBICACIÓN: Difícil de llenar opasado para rellenar áreas.
FLUJO DE FRÍO
SLUG FRÍO
DEFINICIÓN: pieza fría deplástico que se ha vistoobligado a la parte junto con lamasa fundida.

Causa: 1.Plastic del últimodisparo que queda en laboquilla se solidifica entredisparos. El diseñador deherramientas por lo general escapaz de permitir una "bala fríabien" en el corredor de atraparesta pieza. Efectos babosa2.Cold también pueden ocurriral final de un largo corredor.
UBICACIÓN: Si permite entraren el papel que puede viajar acualquier parte.
CURE: Añadir una babosa fríabien en cada intersección en elcorredor. La adición de unpasador de expulsión acortadoen el corredor muy cerca de lapuerta puede desviar la babosafrío. Para gating bebederodirecta tratar de hacer unafunción en la parte de atrapar lababosa o utilizar una boquillacalentada.
SLUG FRÍO
CONTAMINACIÓN
DEFINICIÓN: Las partículasextrañas incrustadas en lapieza.
Causa: El material 1.Burned enel barril de prensa. Triturado2.Contaminated. 3.Grease opartículas que no se hanlimpiado del molde.
UBICACIÓN: En cualquierlugar.
CONTAMINACIÓN
DELAMINACION
DEFINICIÓN: La separación dela capa de superficie deplástico que da un efecto depiel descamación o cebolla.
Causa: resina1.Contaminated.Puede sercausada por la purga máquinaincompleta, equipo de manejo

de materiales sucios o trituradoimpuro.
UBICACIÓN: En cualquierlugar.
DELAMINACION o descamación
DESCOLORAMIENTO
DEFINICIÓN: Desviacióndesde el color original previstadel material en comparacióncon el chip de color fabricantes.
Causa: resina1.Contaminated.Resina2.Overheated. Relacióntriturado 3.Incorrect. La mezclade colores 4.Incorrect o mezcla.
UBICACIÓN: Todo parte.DESCOLORAMIENTO
ARRASTRAR
DEFINICIÓN: Fine, líneasrectas raspó en la línea dedrenaje.
Causa: Depende de laubicación. 1.Cavity lado sucededurante la apertura del molde yes por lo general de proyectoinsuficiente para la texturausada o de embalajeexcesivo.2.Core arrastre lateralocurre durante la expulsión y espor lo general de proyectoinadecuados, núcleo duro, oembalaje excesivo.
UBICACIÓN: Puede ser en elsentido de apertura o ladirección de acciónlateral.Cavidad, núcleo,diapositiva o elevador.
ARRASTRAR

CURE: Resuelva embalajeexcesivo problema. Arrastrelado de la cavidad, bajar el tonode la textura por lapidaciónluego la explosión delgrano.Arrastre lateral delnúcleo, el núcleo de uñas,añadir proyecto.
DESTELLO
DEFINICIÓN: El exceso deplástico exprimiendoperpendicular a la parte en lalínea de partición.
Causa: fuerza de inyección1.Plastic superior a la presiónde sujeción de la prensa.(Embalaje excesivo.) 2.Maysuceder en primeros disparos,mientras que el moho se estámarcando en. 3.Poorlyconstruida o desgastadomolde.
UBICACIÓN: A lo largo decualquier línea de partición.
CURE: Ejecute el molde en unaprensa más grande. Aliviaráreas de las superficies deseparación que no soninmediatamente adyacente a laparte. Deja 0.500 pulg. Deterreno de cierre alrededor dela parte.
DESTELLO
BRILLO
DEFINICIÓN: áreas brillanteslisas en la superficie de lapieza.
Causa: la sección1.Underpacking 2.See enplateout continuación.
UBICACIÓN: Difícil de llenaráreas. BRILLO
CHORRO

DEFINICIÓN: líneaserpenteante, en parte, queapunta a la puerta. Parece ungusano en la pieza.
Causa: la colocación de puerta1.Incorrect o el tamaño. Lapuerta se posiciona de talmanera como para apuntar elplástico directamente a un áreaabierta. El plástico se lanza a laluz pública como un pedazo de"secuencia tonta" y luego seacumula hasta en garabatos.
UBICACIÓN: Cerca de lapuerta.
CURE: Apunte la puerta en unobstáculo que interrumpe elflujo. Utilice un estilo diferenteportón o puerta grande.
CHORRO
KNITLINE
DEFINICIÓN: Una línea dondelos frentes de flujo de polímerofundido se reúnen en elmolde.Adherencia incompletase produce a lo largo delknitline y causa un punto débilen la parte de plástico.
Causa: Los frentes fríos que sereúnen en la herramienta dondelos frentes de plástico fundidasde mes.
UBICACIÓN: Los frentes fríosque se reúnen en laherramienta donde fluye deplástico alrededor deobstáculos o más áreaselevadas en el metal. Estágarantizado que va a tener unknitline como fluye el plásticoalrededor de cualquier aberturaen la parte. Texto o iconosempotrada también puedencausar pequeños tejidoscosméticos.
CURE: Con frecuencia es

posible colocar la puerta deuna manera tal como paraempujar las líneas de soldaduraen las zonas oscuras. Si estono es posible el uso de"directores de flujo" delnoncosmetic de la pieza paraempujar el knitline en unaesquina, pliegue, ni sombra deocultarlo. Directores de flujoson generalmente las zonaspoco profundas justoplanteadas en el plástico quese cortan en la herramienta conun gran molino de extremo debola. A veces es posible añadirun "sumidero" de que elmaterial frío fluye hacia. Estesumidero es luego recortada.
KNITLINE
TRIM GATE BAD
DEFINICIÓN: o demasiado odemasiado poco de plástico,donde la puerta se harecortado apagado.
Causa: 1.Location de la puertaen una superficie de la partecóncava o convexa puedehacer que sea difícil pararecortar con precisión lapuerta.2. Otro motivo puede serinadecuadamente capacitadoso personas no coordinadashacer el recorte.
UBICACIÓN: Puerta.
CURE: Coloque la puerta en unborde recto, si es posible. Unbuen trabajo de corte toma unabuena coordinación ojo /mano.El uso de un dispositivode puerta de recorte puedefuncionar bien para altovolumen puerta de
TRIM GATE BAD

recorte.Utilizar técnicasdegating auto cuando seaposible, tales como puertas detúnel o puertas de plátano. Porsupuesto gating a un áreanoncosmetic siempre espreferible, pero no siempre esfactible.
NO COINCIDE
DEFINICIÓN: El lado de lacavidad de la herramienta nose caiga en el registro perfectocon el lado del núcleo queresulta en un paso a la línea deseparación. Puede parecerflash si es leve. Si es suavecomo el dedo se ejecuta através de una manera y sesiente fuerte para otro lado esdesajuste. Si usted puedesentir las dos cosas es flash.
Causa: 1.Uneven presión en lacavidad del molde puedeempujar la cavidad unadirección y el núcleo delotro.Esto sucede generalmenteen partes muy asimétricos opiezas con una superficie deseparación que desciende deuna sola manera. 2.Moldmakerno colocar correctamente lacavidad con relación alnúcleo.3.In herramientas mayordesajuste puede ocurrir comovisten caras de bloqueo.
UBICACIÓN: En líneas deseparación.
CURE: cerraduras rectas enlínea de partición. Las mejoresson las realizadas por loscomponentes progresivos.
NO COINCIDE
PIN EMPUJE
DEFINICIÓN: anillos de estrésblancos circulares osemicirculares en el lado de la

parte opuesta de un pasadorde expulsión. Incluso puede serlevantado golpes circulares. Enlos casos graves pasadorespueden empujar a través de laparte!
Causa:1.Overpacking.2.Sticking sobreel núcleo.Eyección3.Inadequate.
UBICACIÓN: En el ladoestético de la parte opuesta deun pasador de expulsión.
CURE: Resuelva embalajeexcesivo problema. Núcleopolaca o aumento proyecto enel núcleo. Añadir másexpulsores. Más pequeñosalfileres son mejores que unaspocas grandes.
PIN EMPUJE
PLATEOUT
DEFINICIÓN: Un cambio demolde de textura en el tiempoque no es debido al desgaste.
Causa: 1.Buildup de residuosquímicos dedesgasificación.2.Buildup deliberación del molde.
UBICACIÓN: En cualquier lugar
CURE: Tener el moldelimpiado.
PLATEOUT
TRACCIÓN
DEFINICIÓN: deformado,torcido y untado de plástico enla parte general de, oadyacentes a las carasverticales empinadas.
Causa: lado 1.Cavity: Unaporción de la parte que sepega a la cavidad en laapertura de laherramienta.Escuche el moldeya que se abre para ver si se

puede escuchar el popgratuita. 2. lado Core: parteeyección desigual no estáempujando la parte en línearecta. La parte se sesgada, yaque expulsa, el daño resultantese llama tirando.
UBICACIÓN: En cualquierlugar, en parte.
CURE: el lado de la cavidadtirando, añadir muescas otextura en la parte central por loque parte saca limpiamente dela cavidad. Core lado detracción, añadir eyección. Máspequeños alfileres son mejoresque unas pocas grandes.
TRACCIÓN
TIRO CORTO
DEFINICIÓN: plástico ocaracterísticas que no estántotalmente formadasMissing.Esquinas ocaracterísticas que faltan tienenun aspecto suave yredondeada.
Causa: Underpacking, bajapresión de inyección, gasatrapado.
UBICACIÓN: Las áreas de laparte más alejada de la puerta,áreas delgadas o delicadasfacciones. En general, la últimaparte del molde para llenar.
CURE: Asegúrese de que laherramienta se ventila
TIRO CORTO

adecuadamente y empujar másplástico en.
SUMIDEROS
DEFINICIÓN: Las depresionesu hoyuelos en la parte que songeneralmente adyacentes a lasáreas de espesor. En laspartes claras, las burbujas sepueden ver en las zonas deespesor. Estas burbujaspueden ser los precursores decontracción.
Causa: A medida que elplástico se enfría se contrae. Sihay un área que esproporcionalmente más gruesoque el resto de la pieza, acontinuación, el plástico secontraerá más en el punto deespesor haciendo que secolapse hacia adentro.
UBICACIÓN: 1. paredperpendicular a costillas o jefesque no se ajustan a la regla del66%. 2. espesor de paredinconsistente. es decir, laszonas adyacentes a las áreasgruesas delgadas.
CURAR: Mantener espesor depared constante extracción detestigos a cabo. Si usted debetener zonas de espesorconducir gradualmente enellos.Siga la regla del 66%para espesor depared. Manténgalo a 60% omenos, si puede.
Con frecuencia la solución allavabo es para empacar laparte fuera másfuerte.Embalaje excesivoentonces puede causar otrosproblemas.La mejor soluciónes evitar que en el primer lugarcon un buen diseño de la pieza.
Otros problemas que pueden
LAVABO
FREGADERO VOID o PROFUNDO
BURBUJA

ser causados por el fregaderoincluyen alabeo parte, torsión,tensión, y la parte de rotura.
Para obtener más informaciónvisite el costillas y jefesdesección de este sitio web.
BISELAR
DEFINICIÓN: plata oblanquecinas vetas
Causa: 1.Moisture en elmaterial. Material de2.Overheated.
UBICACIÓN: En cualquierlugar. La mayoría puerta cercapredominante. BISELAR
DEFORMACIÓN
DEFINICIÓN: La falta demantenimiento de planitud deuna pieza de plástico queestaba destinado a serplana.La distorsión de la formaprevista de la pieza de plástico.
Causa: 1. La causa subyacentede la mayoría de alabeo es laforma de la pieza en sí. Elpatrón, forma y grosor de lascostillas en la parte que seansometidos a la contraccióntienen el mayor efecto sobre ladeformación. Estos efectos sepueden controlar en ciertogrado por el enfriamientodiferencial del molde (a tempdiferente en la cavidad que enel núcleo). 2. embalaje excesivopuede inducir urdimbre.
UBICACIÓN: Presente encierto grado en la mayoría delas piezas moldeadas porinyección, pero más fácilmentedetectado en grandes partesplanas.
CURE: Ay no existe una cura

para esto, sólo elcontrol.Enfriamiento del moldediferencial puede conseguirlepartes que son más planas. Unaccesorio de refrigeración quela parte se coloca eninmediatamente después de laexpulsión también puedeenderezar la pieza. Sinembargo, estos efectos suelenser temporales y al sersometido a temperaturaselevadas o partes de tiempovolverá a su forma natural. Sumejor apuesta es seguir laregla de 66% y reducir almínimo la altura de lascostillas.Partes planas son mássusceptibles a la deformaciónde las partes curvadas.
Nota: En las partes planasdelgadas largas es la mejorsituada la puerta entre el 60-70% a lo largo parte paraminimizar la deformación.
-------------------------------------