Plan Nacional de Desarrollo 2007- 2012 (PND) Habilidades Digitales para Todos Curso Básico.
Upload
luis-hernandezCategory
view
268download
1
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 1/369
Ing. Bonifacio Alanís Toledo
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 2/369
CONTENIDO No. DEDIAPOSITIVA
Carátula 1
Introducción a los Ensayos No Destructivos 5
Inspección Visual (VT) 14
Líquidos Penetrantes (PT) 23
Partículas Magnéticas (MT) 30Corrientes de Eddy (ET) 41
Ultrasonido Industrial (UT) 48
Radiografía Industrial (RT) 54
Emisión Acústica 66
Radiografía con Neutrones (NRT) 74
Prueba de Fuga (LT) 79
Prueba Hidrostática (Dirección por Cambio de Presión) 83
Métodos de Pruebas No Destructivas (Según la Práctica Recomendada SNT-TC-1A -2006)
89
Ventajas de las Pruebas no Destructivas 92
Esquema de Capacitación, Calificación y Certificación de personal en Ensayos noDestructivos
96
Curso de Líquidos Penetrantes (PT) Nivel I y II 122
Índice
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 3/369
CONTENIDO No. DEDIAPOSITIVA
Requisitos de Iluminación 163
Materiales Penetrantes 173
Notas importantes Acerca del Revelado Según los Requisitos de la Norma ASTM E1417-99
218
Elaboración de Procedimientos de Inspección No Destructiva 223
Elaboración de un Procedimiento de Inspección por Líquidos Penetrantes 249
Restricciones y Consideraciones Técnicas 259
Acondicionamiento de la Superficie 267
Secuencia de Proceso 285
Diagrama General y Estaciones de Inspección 342
Pruebas De Control De Calidad 347
Marcación e Identificación de Piezas Examinadas 357
Terminología Estándar Para Ensayos No Destructivos ASTM E 1316-99 364
Códigos, Normas, Especificaciones y Prácticas Recomendadas 384
Clasificación de discontinuidades 443
Discontinuidades de servicio 448
Discontinuidades Inherentes 469
Índice
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 4/369
CONTENIDO No. DEDIAPOSITIVA
Conceptos Básicos de Soldadura 499
Discontinuidades Inherentes de Soldadura 510
Discontinuidades Típicas en Base al Proceso de Soldadura por Arco en Orden
Descenderte de Ocurrencia
547
Discontinuidades de Proceso 553
Índice
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 5/369
INTRODUCCIÓN A LOS
ENSAYOS NO DESTRUCTIVOS
*****
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 6/369
¿Que son las Pruebas no Destructivas (PND)?
NORMA MEXICANANMX-B-482-1991
RECOMMENDED PRACTICESNT-TC-1A-2006
MÉTODOS FÍSICOSINDIRECTOS
NATIONAL AEROSPACE STANDARDNAS 410-MARCH 2008
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 7/369
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 8/369

7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 9/369
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 10/369
*** Prueba de Fuga***
(LT)
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 11/369
Los principios de prueba de fuga involucran física de fluidos (líquidoso gases), la filtración de los fluidos puede propagarse desde el interioro exterior del componente o ensamble, o viceversa como resultadode la diferencia de presión entre dos regiones o el resultado de lafiltración a través de la pared.
La importancia de la prueba de fuga depende del tamaño de fuga y
del medio a ser filtrado; la prueba de fuga abarca procedimientos quese dividen en tres funciones básicas:
Localización de la fuga.
Medición de la fuga. Monitoreo de la fuga.
Prueba de Fuga
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 12/369
Se emplean para determinar la hermeticidad de un equipo osistema que contiene un fluido (líquido o gas) a una presiónsuperior, igual o inferior a la presión atmosférica.
Se utilizan para detectar fugas.La práctica recomendada No. SNT-TC-1A Edición 2006contempla 4 técnicas en el método de Prueba de Fuga (LT)
Técnicas de Inspección de laIntegridad o de la Hermeticidad
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 13/369
Prueba de la Burbuja
Cambio de Presión
Diodo de Halógeno
Espectrómetro de Masas
Técnicas del Método de Prueba de Fuga
Según la práctica recomendada Num. SNT-TC-1A Ed. 2006:

7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 14/369
Métodos de Pruebas No Destructivas(Según la Práctica Recomendada SNT-TC-1A-2006)
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 15/369
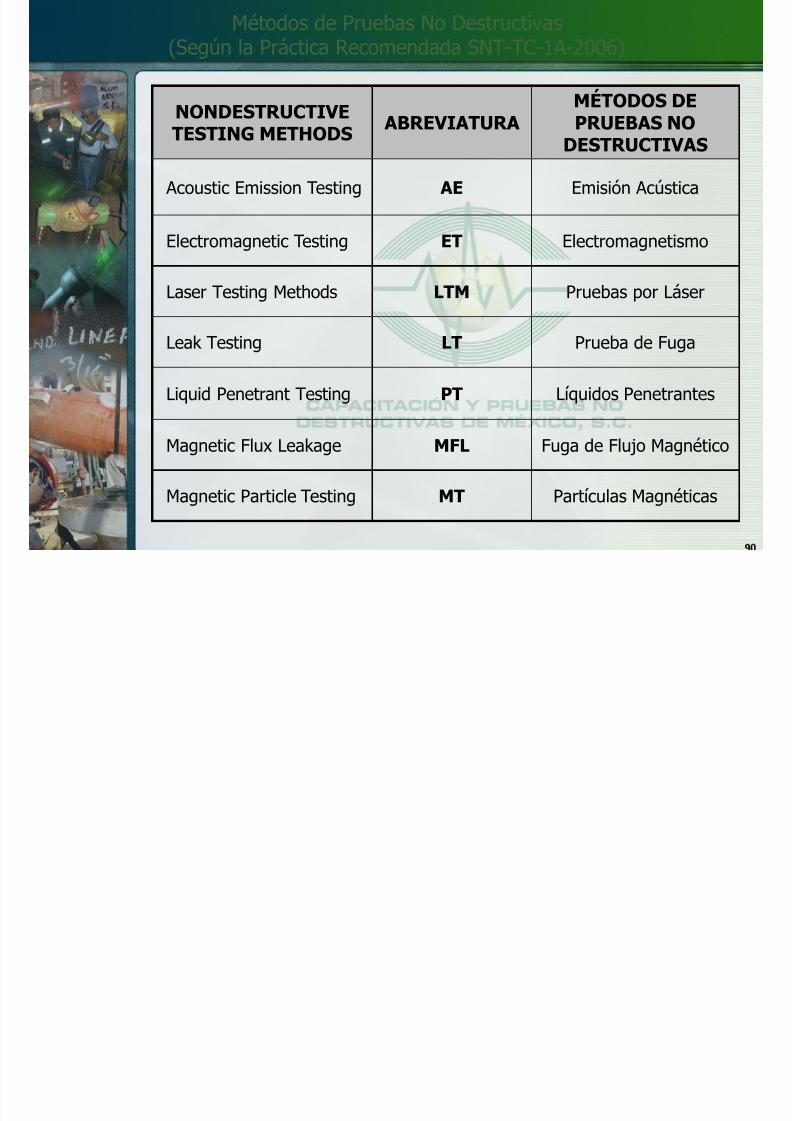
Métodos de Pruebas No Destructivas(Según la Práctica Recomendada SNT-TC-1A-2006)
NONDESTRUCTIVE
TESTING METHODS ABREVIATURA
MÉTODOS DE
PRUEBAS NODESTRUCTIVAS
Acoustic Emission Testing AE Emisión Acústica
Electromagnetic Testing ET Electromagnetismo
Laser Testing Methods LTM Pruebas por Láser
Leak Testing LT Prueba de Fuga
Liquid Penetrant Testing PT Líquidos Penetrantes
Magnetic Flux Leakage MFL Fuga de Flujo Magnético
Magnetic Particle Testing MT Partículas Magnéticas
é d d b
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 16/369
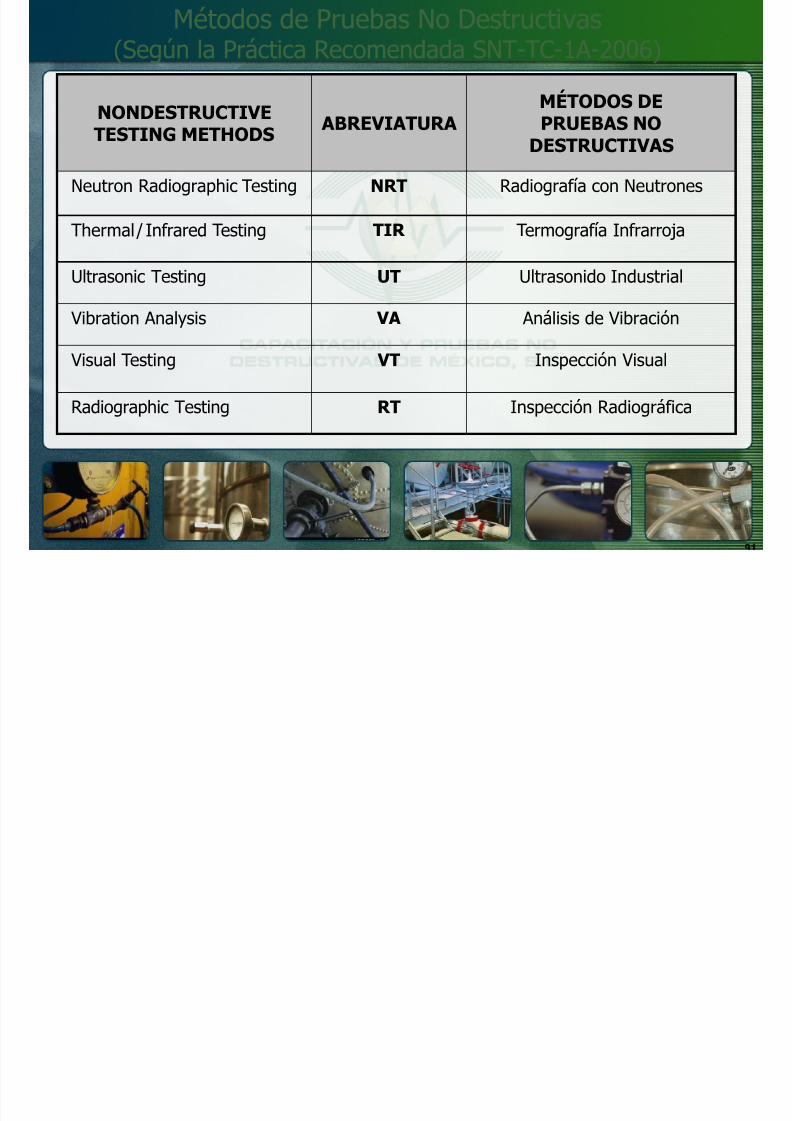
Métodos de Pruebas No Destructivas(Según la Práctica Recomendada SNT-TC-1A-2006)
NONDESTRUCTIVE
TESTING METHODS ABREVIATURA
MÉTODOS DE
PRUEBAS NODESTRUCTIVAS
Neutron Radiographic Testing NRT Radiografía con Neutrones
Thermal / Infrared Testing TIR Termografía Infrarroja
Ultrasonic Testing UT Ultrasonido Industrial
Vibration Analysis VA Análisis de Vibración
Visual Testing VT Inspección Visual
Radiographic Testing RT Inspección Radiográfica
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 17/369
Ventajas de las Pruebas No Destructivas
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 18/369
Métodos de Pruebas No Destructivas
Todos los métodos de pruebas no destructivas tienen ventajas y
tienen limitaciones; su principal ventaja es que se puedencomplementar entre sí, lo que en uno es limitación en otroes una ventaja.
Para efectuar una comparación entre métodos, las parejas
clásicas son:
En la evaluación de una parte o componente, al menos se debeaplicar un método superficial y un método volumétrico.
MT Vs. PT
UT Vs. RT
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 19/369
Ventajas de las Pruebas No Destructivas
Descubren los errores de fabricación y ayudan a establecer lasacciones preventivas; en programas de mantenimientopreventivo:
Ayudan a determinar el estado actual del equipo, material,componente o estructura en servicio:
Ayudan a programar las fechas más convenientes de reparacióny/o sustitución.
Aumentan la seguridad de las reparaciones con soldadura.
Permiten monitorear una discontinuidad presente así como la
vida remanente de recipientes y tuberías.
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 20/369
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 21/369
*****Esquema de Capacitación, Calificación y
Certificación de Personal enEnsayos No Destructivos
*****
Curso de Líquidos Penetrantes N I y II
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 22/369
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 23/369
Características entre Esquemas
SNT-TC-1A: La calificación y certificación esresponsabilidad del empleador; así lo debe estableceren su práctica escrita.
ANSI/ASNT CP-189: Considera 5 niveles decalificación y el único Nivel III que reconoce es elcertificado por la ASNT.
ISO 9712: Cada país debe tener una agencia centralcertificadora y la certificación debe hacerse por sectorindustrial: química y petroquímica, aeroespacial,
metal-mecánica, naval, etc.
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 24/369
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 25/369
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 26/369
Aprendíz: “Individuo que está en entrenamiento;o capacitación; o acumulando experiencia, para sercertificado como Nivel I, y que debe trabajar bajola supervisión directa de personal certificado Nivel
II ó III, no siendo aún apto para realizar en formaindependiente ninguna prueba, la interpretación, laevaluación o de elaborar un informe de resultados.El período de aprendíz no debe exceder de dosveces el tiempo de experiencia requerido para el
Nivel I, dependiendo del método de prueba.”
NMX B 482-1991
Capacitación, Calificación y Certificación de Personal
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 27/369
Nivel I en PND.Debe ser apto para efectuar correctamente lacalibración y ajuste de un equipo deinspección; realizar una inspección específica;aplicar los criterios de aceptación o rechazodefinidos en un procedimiento o instrucciónescrita; realizar los registros de estasactividades. El inspector Nivel I debe ser
entrenado y supervisado por personalcertificado Nivel II ó III.
Capacitación, Calificación y Certificación de Personal
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 28/369
Conocer los principios básicos del método. Realizar una inspección siguiendo un procedimiento
escrito calificado. Realizar inspecciones específicas. Aplicar criterios de aceptación establecidos en un
procedimiento escrito. Calibrar y ajustar un equipo de inspección.
Capacitación, Calificación y Certificación de Personal
Nivel I en PND.
Es un individuo que está calificado para:
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 29/369
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 30/369
Ejercer la responsabilidad asignada para el entrenamientoen el trabajo y guía de los aprendices y Niveles I.
Ser capaz de organizar y reportar los resultados depruebas efectuadas por él o bajo supervisión.
Estar fuertemente familiarizado con el alcance ylimitaciones del método.
(…continua)
Capacitación, Calificación y Certificación de Personal
Nivel II en PND.
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 31/369
Ejercer las responsabilidades en los métodos en los queesté certificado.
Establecer técnicas y procedimientos de prueba. Establecer Códigos, Normas, Especificaciones y
Procedimientos aplicables. Designar el método, técnicas y procedimientos para una
aplicación específica.(continua...)
Capacitación, Calificación y Certificación de Personal
Nivel III en PND.Es un individuo que está calificado para:
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 32/369
Tener conocimientos generales sobre materiales,métodos y tecnologías de fabricación.
Elaborar, revisar yo aprobar los procedimientos deprueba, general o específica.
Entrenar, examinar y certificar al personal deNiveles I, Niveles II u otro Nivel III.
Estar familiarizado con los otros métodos de
aplicación común en la Industria Metal-Mecánica.
Capacitación, Calificación y Certificación de Personal
Nivel III en PND.
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 33/369
Escolaridad:El candidato para certificación debe presentar constanciasde escolaridad, previo a su certificación.
Niveles I y II: Para los métodos PT, MT y LT,
educación básica de 9 años; Para los demás métodos,al menos bachillerato.
Nivel III: Al menos dos (2) años de licenciatura enáreas de ingeniería o ramas afines.
NMX B 482-1991
Capacitación, Calificación y Certificación de Personal
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 34/369
fi i ió d é i l id
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 35/369
Definición de Términos Incluidos
Experiencia: Actividades de trabajo realizadas en un método
específico de END bajo la dirección de supervisión calificadaincluyendo la ejecución del método de END y actividadesrelacionadas, pero sin incluir el tiempo empleado en programasde entrenamiento organizado.
Práctica Escrita: Un procedimiento escrito desarrollado por elempleador que detalla los requisitos para la calificación ycertificación de sus empleados; ésta debe ser revisada yaprobada por el Nivel III en END del empleador.
Empleador: Empresa privada o entidad pública las cuales
emplean personal por sueldo, salario, honorarios u otrasconsideraciones.
Autoridad Certificadora: Persona o personas designadasapropiadamente en la práctica escrita para firmar en nombre
del empleador.
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 36/369
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 37/369
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 38/369
d C i ió C lifi ió C ifi ió
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 39/369
ENTRENAMIENTO
______ HORASCONOCIMIENTOS
GENERALES
EXÁMENES
• GENERAL
• ESPECÍFICO
• PRÁCTICO
EXPERIENCIA
_____ MESES
NIVEL
I
ENTRENAMIENTO
______ HORAS
EXPERIENCIA
_____ MESES
EXPERIENCIA
_____ MESES
NIVEL
II
NIVEL
III• DE LA VISIÓN
EXÁMENES
• BÁSICO
• MÉTODO
• ESPECÍFICO
• DE LA VISIÓN
EXÁMENES
• GENERAL
• ESPECÍFICO
• PRÁCTICO
• DE LA VISIÓN
ENTRENAMIENTO
______ HORASCONOCIMIENTOS
GENERALES
EXÁMENES
• GENERAL
• ESPECÍFICO
• PRÁCTICO
EXPERIENCIA
_____ MESES
NIVEL
I
ENTRENAMIENTO
______ HORAS
EXPERIENCIA
_____ MESES
EXPERIENCIA
_____ MESES
NIVEL
II
NIVEL
III• DE LA VISIÓN
EXÁMENES
• BÁSICO
• MÉTODO
• ESPECÍFICO
• DE LA VISIÓN
EXÁMENES
• GENERAL
• ESPECÍFICO
• PRÁCTICO
• DE LA VISIÓN
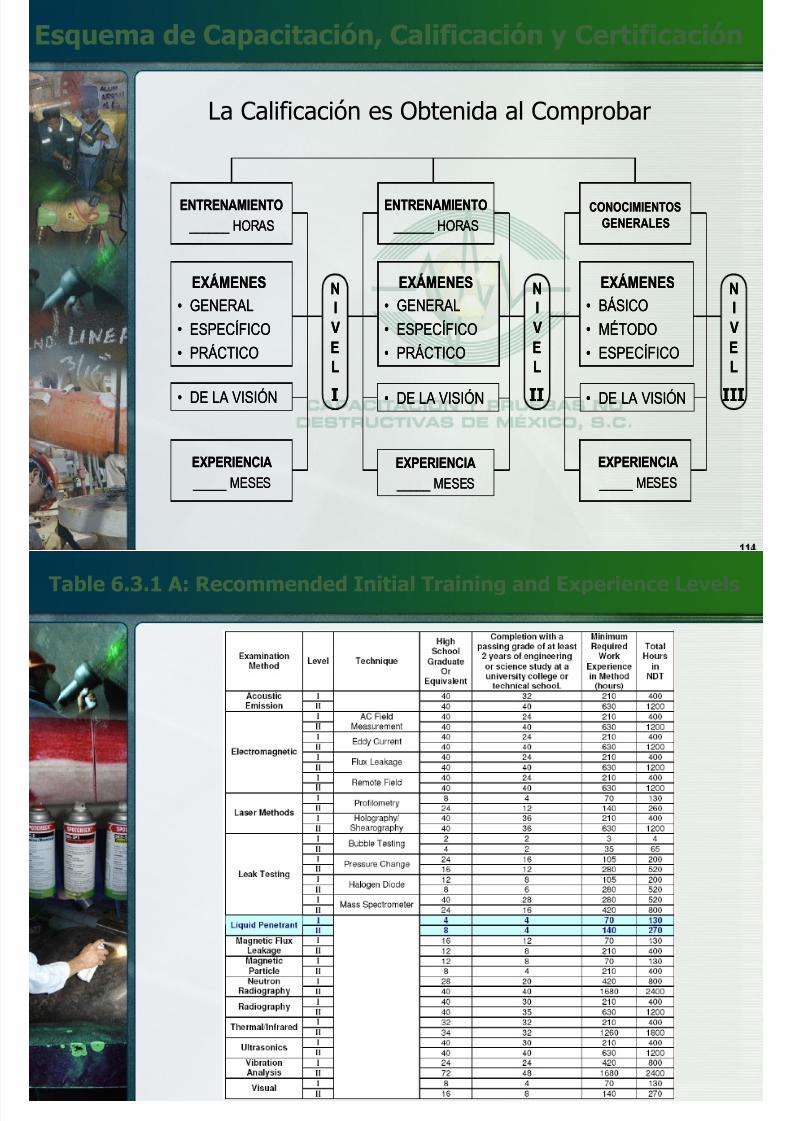
Esquema de Capacitación, Calificación y Certificación La Calificación es Obtenida al Comprobar

7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 40/369
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 41/369
Notas de la Tabla 6.3.1 A
Tabla 6.3.1 C: Entrenamiento Inicial y
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 42/369
yExperiencia para la Certificación Nivel II Limitada
Examination
Method Limited
Certification Technicians
Starting Point Formal
Training
Minimum Required Work
Experience in Method
(Hours)
Radiography
Film Interpretation Trainee 18 22
Film Interpretation Level I 2 22
Digital Radioscopy Trainee 32 175
Ultrasonics
Digital Thickness Trainee 8 40
A-Scan Thickness Trainee 24 175
No-Radiógrafos Interpretación de Radiografías-total= 22 horasIndicaciones falsas (artifacts)- 2 horasFundición- 6 horasSoldadura- 14 horas
Radiógrafos (Certificado como Nivel I en RT)Instrucción de repaso- 2 horas (penumbra geométrica, sensibilidad radiográfica, contrasteradiográfico, contraste de la película, contraste del objeto, definición, técnicas de exposición,procesos de fabricación y discontinuidades asociadas, normas, códigos y procedimientos)Interpretación de radiografías- 22 horas.
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 43/369
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 44/369
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 45/369
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 46/369
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 47/369
Inspección por Líquidos Penetrantes
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 48/369
123
Inspección por Líquidos Penetrantes
Es un método no destructivo comprendido dentro de lastécnicas de inspección superficial y es aplicable parala detección de discontinuidades que afloren o que esténen la superficie de los materiales tanto metálicos(ferrosos y no ferrosos) y no metálicos como plástico,
vidrio y cerámica, aún en piezas de geometría compleja.
Se utiliza para el control de calidad en uniones soldadas,piezas de fundición, piezas forjadas y productos
conformados de cualquier tamaño.
Desc ipción del Método
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 49/369
124
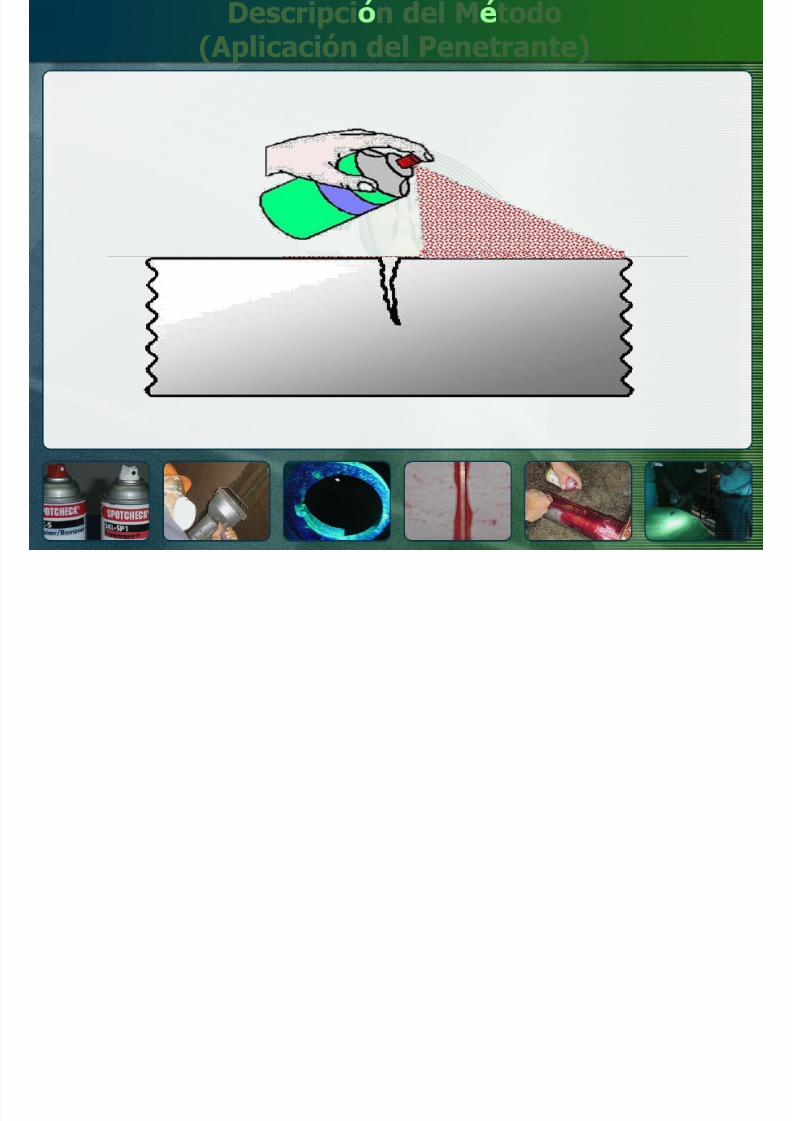
El método consiste en la aplicación de un líquidocon pigmentación visible (contrastante) ofluorescente, sobre la superficie de la pieza aexaminar, con la finalidad de que se introduzca por
capilaridad en las posibles discontinuidadessuperficiales que la pieza tenga; la aplicación sepuede efectuar por aspersión, brocha, inmersión opor baño.
Descripción del Método
Descripción del Método
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 50/369
125
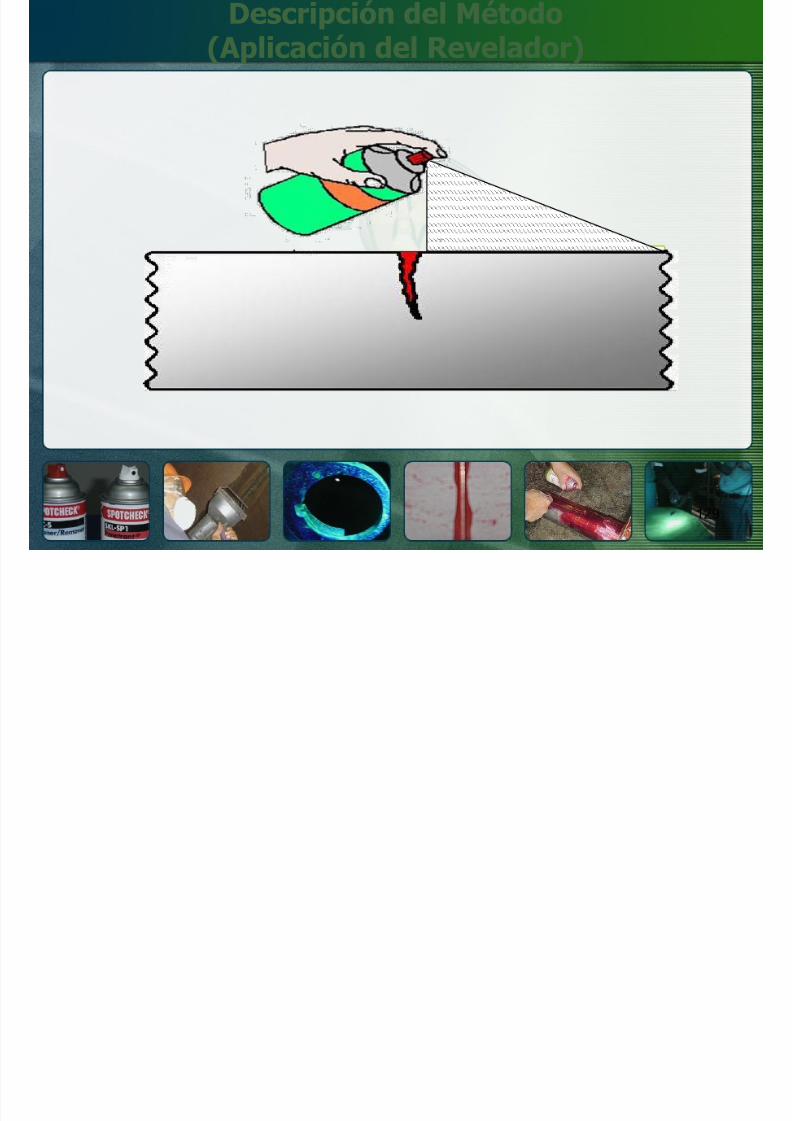
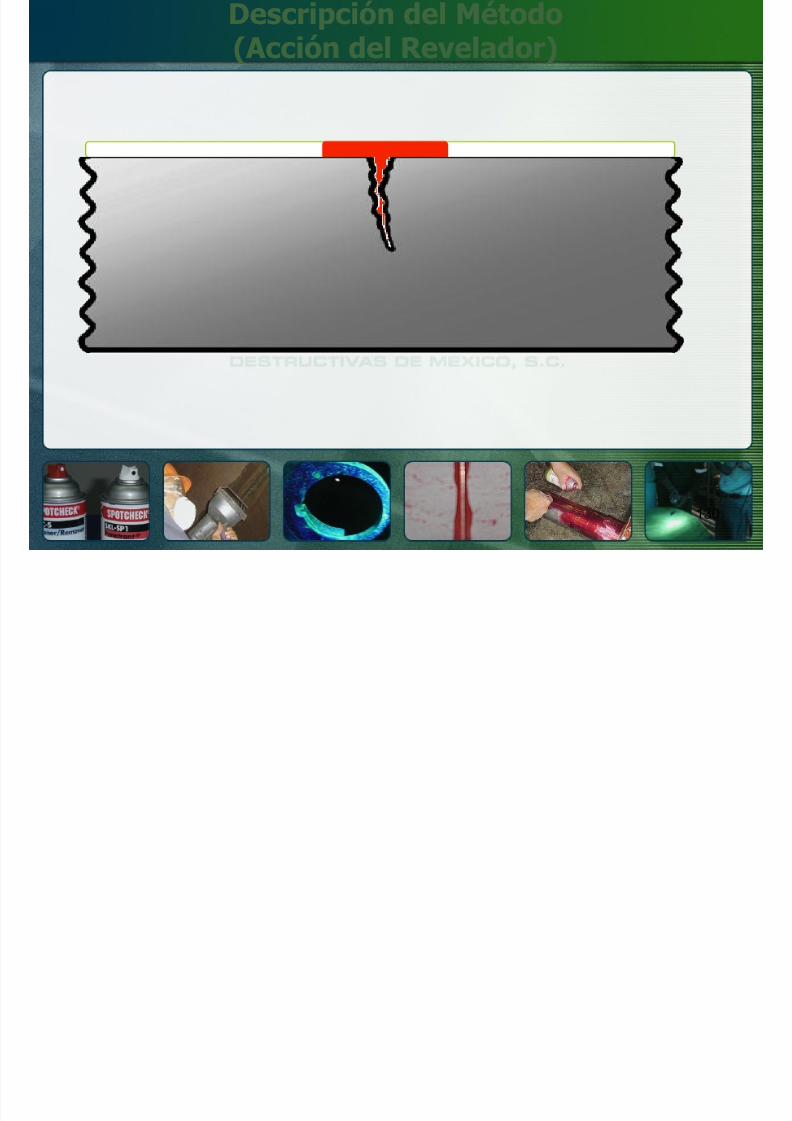
Después de transcurrido un cierto tiempo depermanencia (penetración), se limpiará la superficiepara eliminar el exceso de penetrante; posteriormente
se aplica un revelador, el cual absorbe y extiende elpenetrante atrapado en las imperfecciones formandouna indicación sobre un fondo contrastante de colorblanco.
Descripción del Método
Descripci n del M todo
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 51/369
126
Descripci n del M todo(Aplicación del Penetrante)
Descripci n del M todo
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 52/369
127
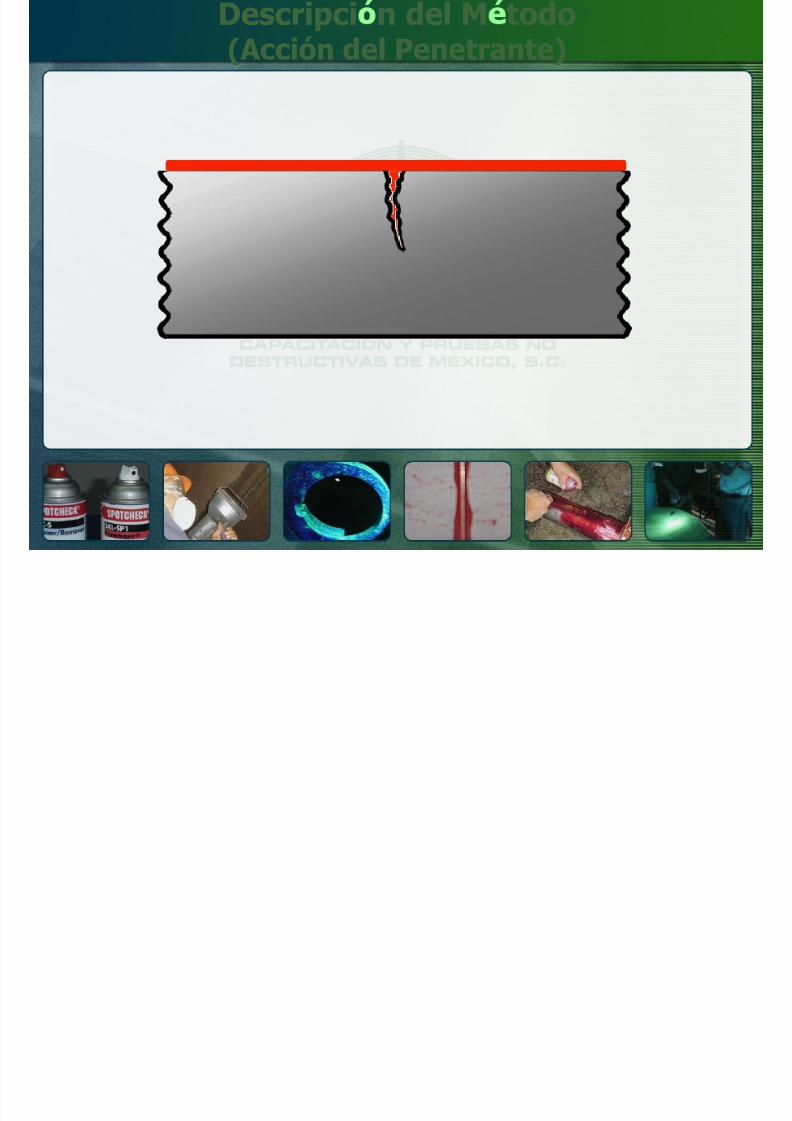
Descripci n del M todo(Acción del Penetrante)
Descripci n del M todo
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 53/369
128
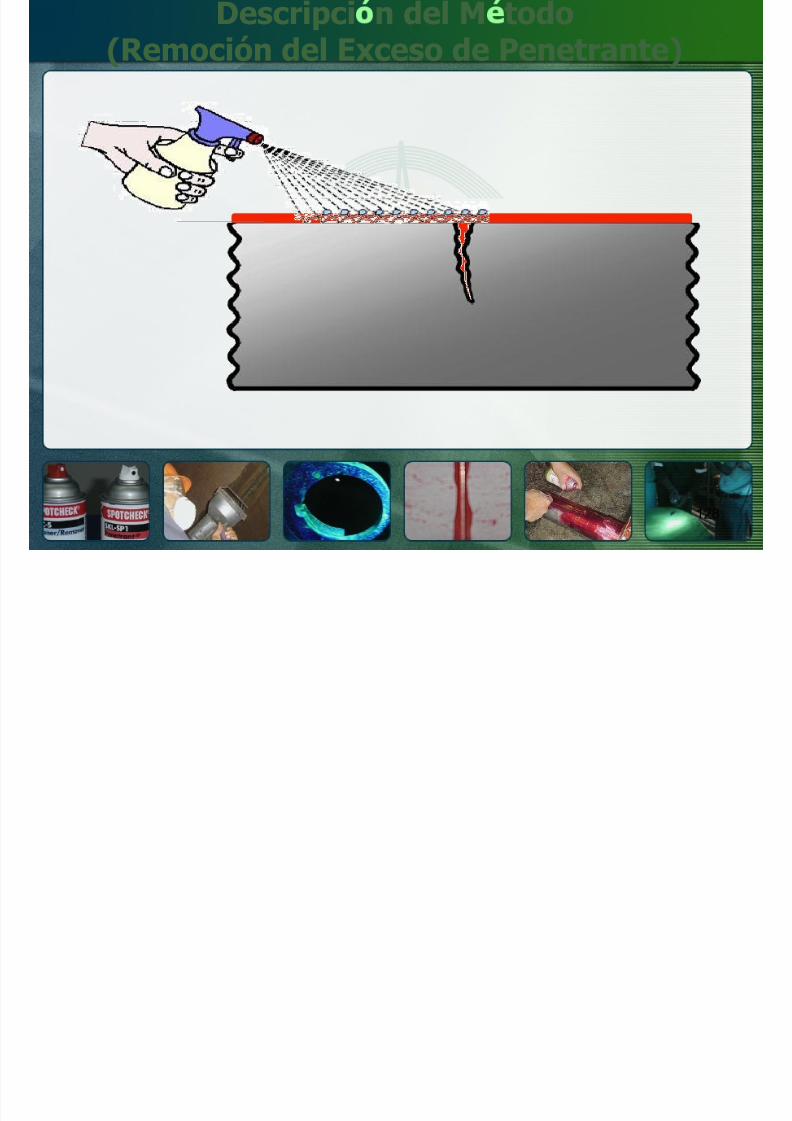
Descripci n del M todo(Remoción del Exceso de Penetrante)
Descripción del Métodoó
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 54/369
129
Descripción del Método(Aplicación del Revelador)
Descripción del Métodoó
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 55/369
130
Descripción del Método(Acción del Revelador)
Antecedentes Históricos
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 56/369
131
Es uno de los métodos más antiguos de END.
Se basa en el proceso de petróleo y cal empleadoanteriormente en partes de acero, particularmente en laindustria ferroviaria; consistía en aplicar petróleo sobre lasuperficie de prueba y después de un tiempo
determinado se limpiaba para removerlo y se cubría conuna lechada de cal; posteriormente se hacía vibrar lapieza de tal forma que el penetrante saliera de lasdiscontinuidades, obteniéndose una mancha obscura
sobre un fondo blanco.
Antecedentes Históricos
Aplicación del Método
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 57/369
132
Aplicable a cualquier tipo de material de estructura noporosa; tipos de acabado superficial: Acabado terso: Maquinado, pulido o rectificado.
Esmerilado o lijado. Acabado burdo: Piezas de fundición, forjadas y uniones con
soldadura.
Aplicación del Método
Aplicaciones del Método
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 58/369
133
La inspección se puede llevar a cabo en: Inspección de recepción.
Durante las etapas de fabricación.
Áreas exploradas y zonas reparadas consoldadura.
Inspección de mantenimiento preventivo enestructuras cíclicamente cargadas, rehabilitaciónde turbinas y partes de avión.
Aplicaciones del Método
Prueba de fuga mediante líquidos penetrantes
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 59/369
134
Conforme el Nondestructive Testing , Volume twoSecond Edition, Section 7, Part 10:
La prueba de materiales para fallas que se extiendencompletamente a través de la sección de la paredexaminada, es denominada “prueba de fuga”.
Una aplicación especialmente apropiada a éste métodoes la inspección de componentes soldados, diseñadospara contener líquidos o gases como ductos, tubos,contenedores, cajas, botes, etc., donde los líquidos
penetrantes visibles o fluorescentes son efectivostrazadores para la detección de fugas.
Prueba de fuga mediante líquidos penetrantes
Prueba de fuga mediante líquidos penetrantes
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 60/369
135
En esta prueba de fuga, el penetrante es aplicado
interna o externamente al cordón de soldadura u otrasáreas de interés, asegurándose de no contaminar conel penetrante la pared opuesta a donde éste haya sidoaplicado. Inmediatamente se procede a la aplicacióndel revelador en la superficie opuesta a la que se aplicó
el penetrante.
El tiempo de penetración es considerado como elperiodo de tiempo requerido para que el penetrante
atraviese la pared de lado a lado y es determinado porensayo. Sin embargo, el periodo inicial del ensayo en
Prueba de fuga mediante líquidos penetrantes
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 61/369
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 62/369
Ventajas
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 63/369
138
El equipo es portátil yaplicable en campo.
El equipo puede serestacionario para
grandes lotes deproducción.
Es aplicable amateriales metálicos y
no metálicos.
Ventajas
Limitaciones
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 64/369
139
Sólo detecta discontinuidades abiertas ala superficie.
Una selección incorrecta en la
combinación del revelador y penetrantepuede ocasionar una reducción en lasensibilidad.
Limitaciones
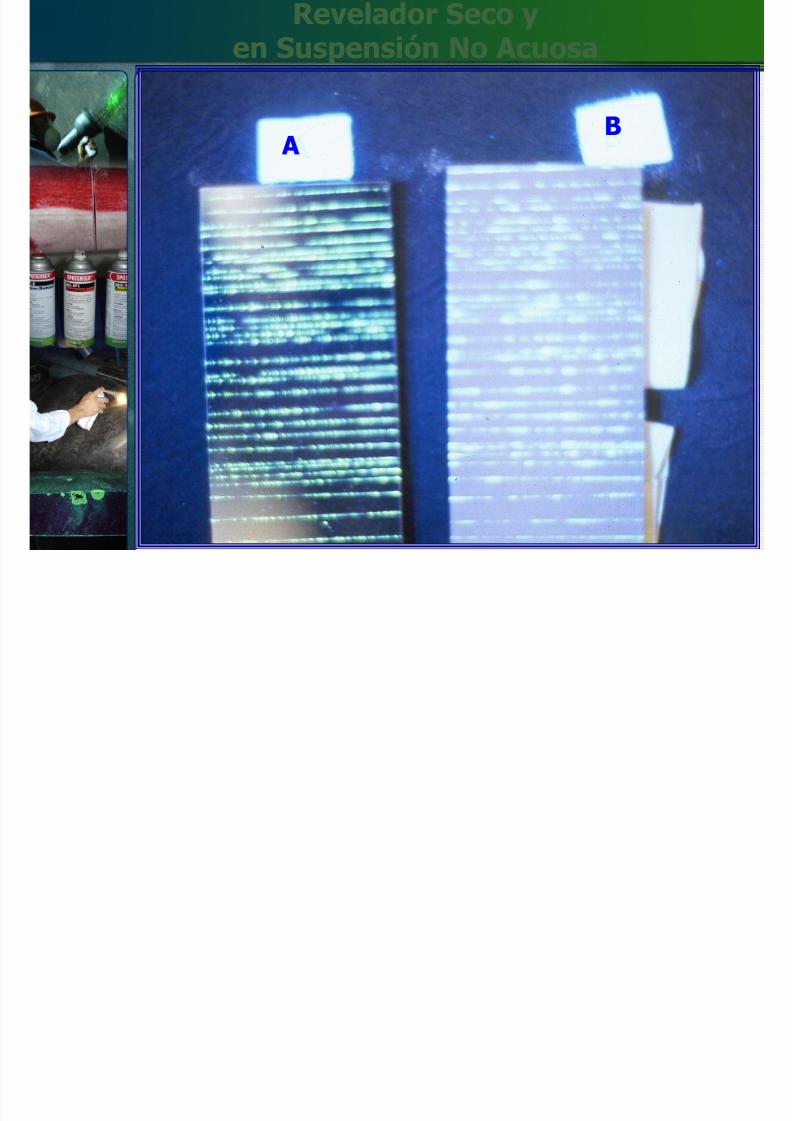
Revelador Seco yen Suspensión No Acuosa

7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 65/369
140
yen Suspensión No Acuosa
A B
Limitaciones
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 66/369
141
Generalmente, una indicación es más grandeque la imperfección que la causa. No es aplicable en materiales porosos o de
estructura esponjosa.
No aconsejable para examinar soldaduras delfondo de tanques en servicio , debido a que lasposibles discontinuidades presentes puedenestar taponadas u obstruidas con el fluidocontenido en el tanque.
Limitaciones
Limitaciones
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 67/369
142
Se requiere de una buena limpieza de lasuperficie a examinar.
Las discontinuidades superficiales no
deben estar obstruidas o contaminadas. Superficies muy rugosas limitan su uso,
reduciendo la sensibilidad.
Limitaciones
Discontinuidades Detectables
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 68/369
143
Discontinuidades Detectables(Superficiales)
Discontinuidades No Detectables(Subsuperficiales)
Discontinuidades Detectables
Discontinuidades Típicas Detectables
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 69/369
144
Grietas.
Costuras.
Traslapes, pliegues o dobleces.
Traslapes en frío.
Laminaciones. Porosidades.
Inclusiones no metálicas.
Faltas de fusión, etc.
o p
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 70/369
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 71/369
Control de Contaminantes o de Impurezas
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 72/369
147
De acuerdo con la Norma ASTM E 165-95, el usuario
debe obtener la certificación del contenido de contaminantesde todos los materiales penetrantes que vaya a utilizar en:
Aleaciones base Níquel. Aceros inoxidables austeníticos. Aleaciones de Titanio. Otras aleaciones para alta temperatura.
Algunas impurezas se evaporan rápidamente, pero otras noson volátiles y podrían reaccionar con la pieza.
p
Control de Contaminantes
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 73/369
148
El certificado de análisis debe incluir el número de lote defabricación y los resultados de prueba obtenidos.
Para aleaciones base níquel, es importante elanálisis de contenido de sulfuros.
Para aceros inoxidables austeníticos o titanio, esimportante el análisis de contenidos de cloruros y fluoruros.
Control de Contaminantes
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 74/369
149
De acuerdo al ASTM y el Código ASME Sección V , elcontenido máximo permitido de contaminantes es de:
No mayor al 1% en peso del residuo para sulfuros. No mayor al 1% en peso del total de cloruros más
fluoruros.Para su análisis, los materiales penetrantes normalmenteson sujetos a un procedimiento de evaporación pararemover los solventes.
Co o de Co a a es
Control de Contaminantes
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 75/369
150
Impurezas, según ASTM E 165-95:
Sulfuros.
Halógenos (F, Cl, Br, I).
Metales alcalinos (Li, Na, K, Rb, Cs y Fr).
Su contenido en exceso puede causar fragilización (agrietamiento) o corrosión, particularmente atemperaturas elevadas.
Clasificación de Tipos y Métodos dePrueba por Líquidos penetrantes
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 76/369
151
Prueba por Líquidos penetrantes
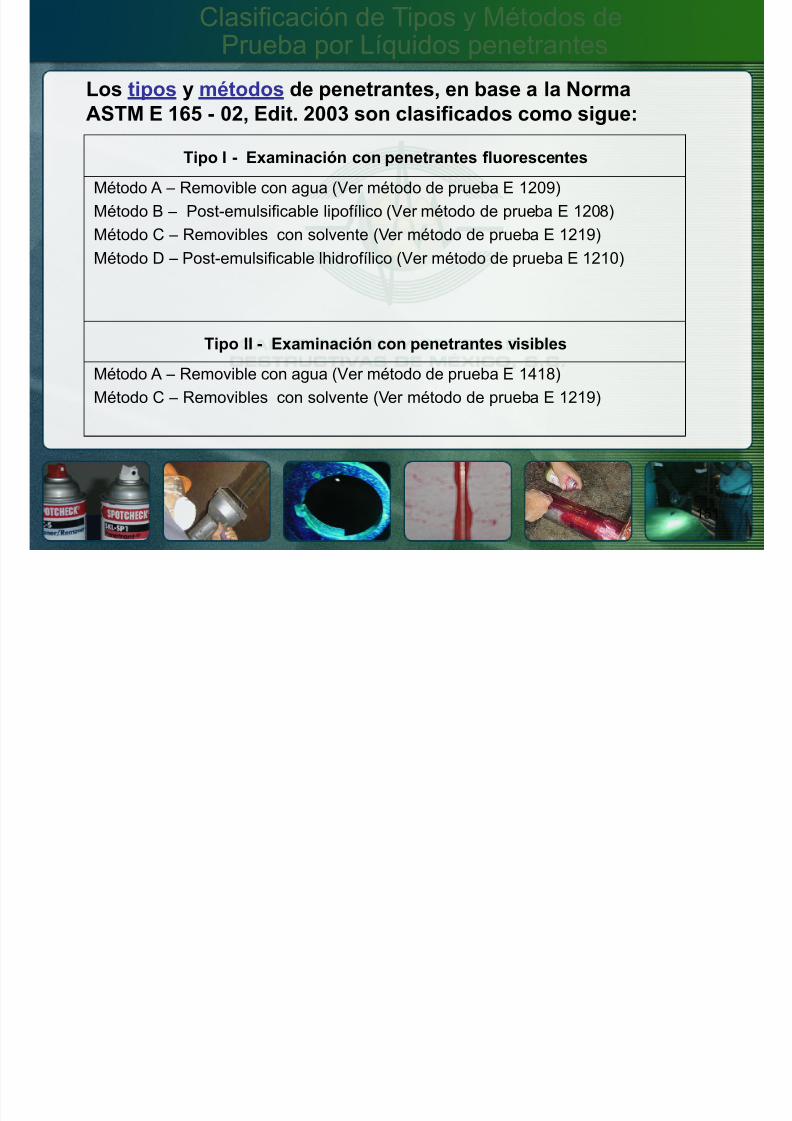
Los tipos y métodos de penetrantes, en base a la NormaASTM E 165 - 02, Edit. 2003 son clasificados como sigue:
Tipo I - Examinación con penetrantes fluorescentes
Método A – Removible con agua (Ver método de prueba E 1209)
Método B – Post-emulsificable lipofílico (Ver método de prueba E 1208)
Método C – Removibles con solvente (Ver método de prueba E 1219)
Método D – Post-emulsificable lhidrofílico (Ver método de prueba E 1210)
Tipo II - Examinación con penetrantes visibles
Método A – Removible con agua (Ver método de prueba E 1418)
Método C – Removibles con solvente (Ver método de prueba E 1219)
Clasificación de Tipos y Métodos dePrueba por Líquidos penetrantes
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 77/369
152
La selección del método aplicable estará en función
del acabado superficial, geometría de la pieza y dela sensibilidad deseada.
Prueba por Líquidos penetrantes
b) De acuerdo a la forma de remoción del exceso de
penetrante fluorescente (según ASTM E 165), setienen cuatro métodos:
Método A: Lavable con Agua (ASTM E 1209).
Método B: Postemulsificable Lipofílico (ASTM E 1208).
Método C: Removible con Solvente (ASTM E 1219).
Método D: Postemulsificable Hidrofílico (ASTM E 1210).
Clasificación de Tipos y Métodos dePrueba por Líquidos penetrantes
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 78/369
153
c) De acuerdo a la forma de remoción del exceso de
penetrante visible (según ASTM E 165), se tienen dosmétodos:
En la mayoría de aplicaciones de la industria metalmecánica, para la detección de discontinuidadesinherentes y de proceso, se usan penetrantes visibles:soldaduras, piezas de fundición, piezas forjadas,piezas maquinadas, etc.
Prueba por Líquidos penetrantes
Método A: Removible con agua (ASTM E 1418).
Método C: Removible con solvente (ASTM E 1220).
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 79/369
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 80/369
Clasificación de Tipos y Métodos dePrueba por Líquidos penetrantes
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 81/369
156
Prueba por Líquidos penetrantes De acuerdo con la norma ASTM E 1417 Ed. 1999 (párrafo 5.1):
“Los sistemas penetrantes cubiertos por esta práctica deben ser los
siguientes tipos y métodos” :Tipos de Sistemas Penetrantes.
Tipo I: Colorante Fluorescente.
Tipo II: Colorante Visible.
Métodos de Sistemas Penetrantes.
Método A: Lavable con Agua.
Método B: Post-Emulsificable, Lipofílico
Método C: removible con solvente.Método D: Post-Emulsificable, Hidrofílico.
Los penetrantes visiblesy fluorescentes usadosen combinación con
estos cuatro métodosresulta en ochosistemas de líquidospenetrantes.
Clasificación de Tipos y Métodos dePrueba por Líquidos penetrantes
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 82/369
157
De acuerdo con ASTM E 1417-99:
Los procesos de prueba con penetrante y los materialesson clasificados de acuerdo a laNorma MIL-I-25135 ó AMS 2644.
Niveles de sensibilidad: Los penetrantes Tipo I están disponibles en cinconiveles de sensibilidad, clasificados como: Nivel½ (very low), 1 (low), 2(medium), 3 (high) y 4 (ultra high).
Prueba por Líquidos penetrantes
Clasificación de Tipos y Métodos dePrueba por Líquidos penetrantes

7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 83/369
158
Los sistemas penetrantes fluorescentes cubiertospor la práctica ASTM E 1417-99 tienen los nivelesde sensibilidad siguientes:
Prueba por Líquidos penetrantes
Nivel ½: Muy Bajo.
Nivel 1: Bajo.
Nivel 2: Medio.
Nivel 3: Alto.
Nivel 4: Ultra Alto, Ultraelevado.
Clasificación de Tipos y Métodos dePrueba por Líquidos penetrantes
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 84/369
159
Los sistemas tipo II tienen soloun nivel de sensibilidad y nocorresponde a ninguno de losanteriores; adecuada paramuchas aplicaciones.
El nivel de sensibilidad puedeevaluarse en forma efectivaempleando las placas deprueba Cr –Ni, ensayando unpenetrante con cada uno de los
tipos de reveladores.
Prueba por Líquidos penetrantes

7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 85/369
Placas de Prueba Cr-Ni
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 86/369
161
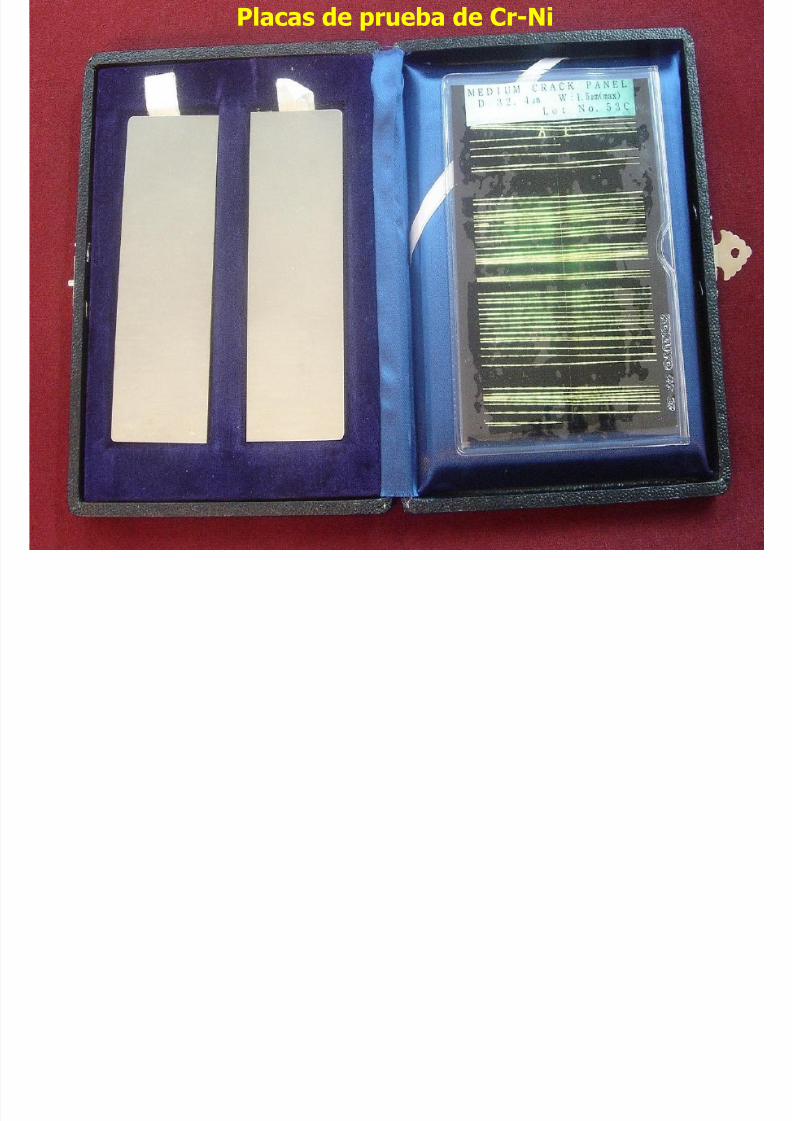
Sirven para evaluar por comparación la sensibilidad de unsistema penetrante y/o funcionamiento de un revelador.
161
A B
Placas de Prueba Cr-Ni
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 87/369
162
En la especificación MIL-1-8963 se clasifican las grietas
en tres tamaños, para cada juego de placas:
Grietas Burdas: amplitud de 10 m y profundidadde 50 m ; para II-A, II-C y I-A.
Grietas Medias: amplitud de 2 a 3 m yprofundidad de 40 m , para II-C y I-C.
Grietas Finas: amplitud de 0.5 m y profundidadde 2 m; para I-B y I-D.
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 88/369
Luz
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 89/369
164
Este término, normalmente hace referencia a
la pequeña porción del espectroelectromagnético en las frecuencias del rojo alvioleta, que pueden ser detectadas por el ojohumano, por lo que se le llama luz visible. El
infrarrojo y el ultravioleta se incluyen en elespectro de la luz, por que las frecuenciaselectromagnéticas de esas regiones reaccionancon dispositivos ópticos, de igual manera que
la luz visible.
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 90/369
Luz Ultravioleta
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 91/369
166
Radiación electromagnética localizada en la región de 4-400nm –nanónetros- (40-4000 Å –angstroms-) fuera del rangovisible al ojo humano. La región ultravioleta conforme a susefectos sobre la piel se clasifica en:
Campo cercano UV-A (330-390 nm).Campo intermedio UV-B (290-330 nm).Campo lejano UV-C (230-290 nm).
Nanómetro.- Unidad de longitud que equivale a una milmillonésima parte deun metro. Comúnmente utilizada para medir la longitud de onda de laradiación ultravioleta, radiación infrarroja y la luz. El nanómetro se abrevianm. 1 nm = 1x10 -9 m

7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 92/369
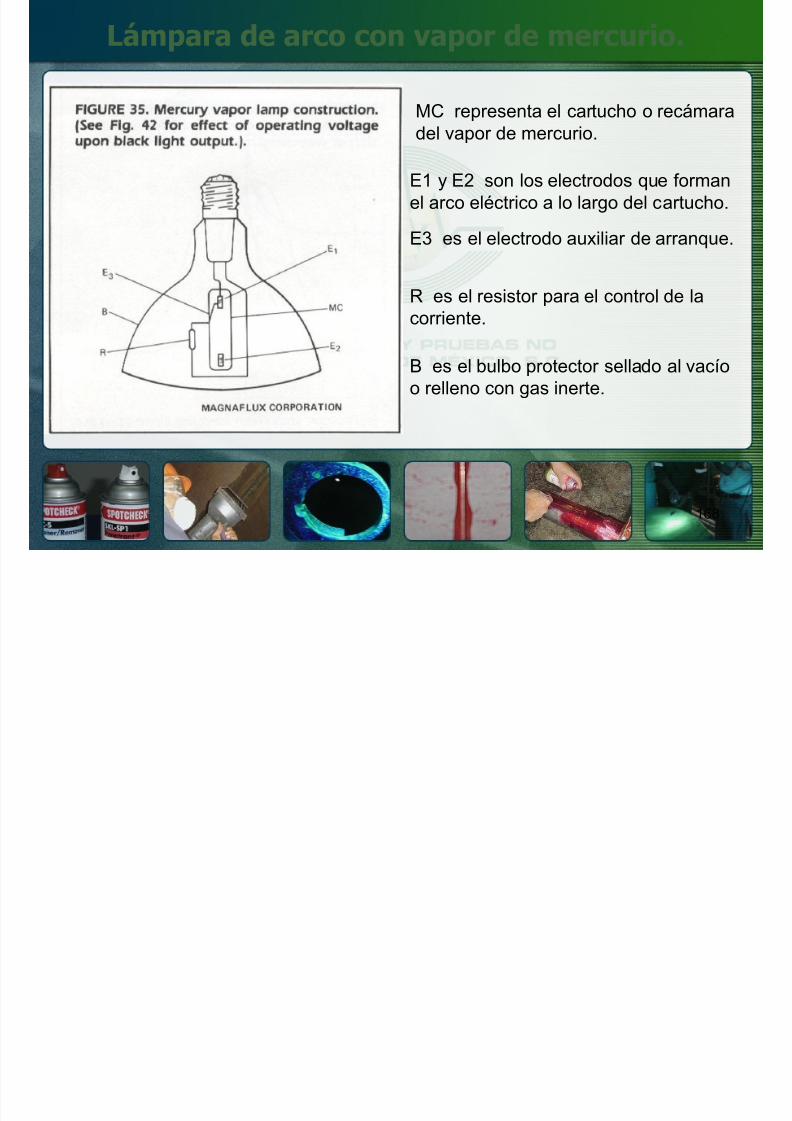
Lámpara de arco con vapor de mercurio.
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 93/369
168
MC representa el cartucho o recámaradel vapor de mercurio.
E1 y E2 son los electrodos que formanel arco eléctrico a lo largo del cartucho.
E3 es el electrodo auxiliar de arranque.
R es el resistor para el control de lacorriente.
B es el bulbo protector sellado al vacíoo relleno con gas inerte.
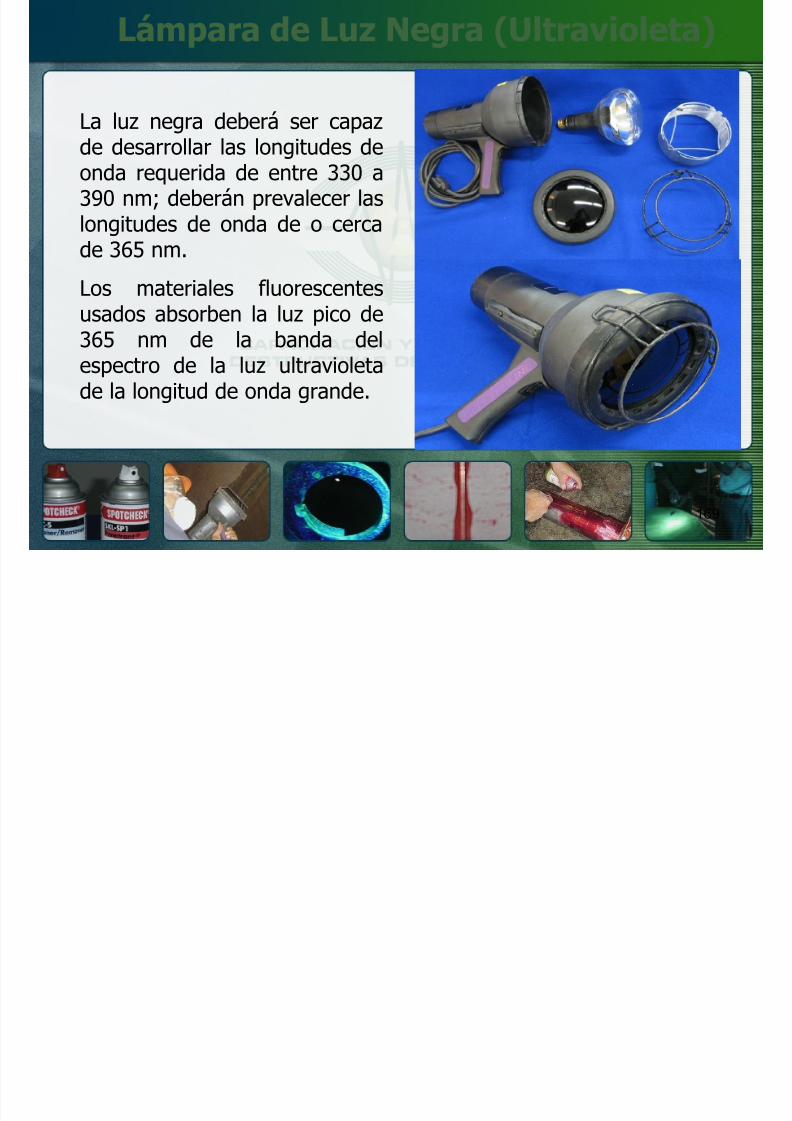
Lámpara de Luz Negra (Ultravioleta)

7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 94/369
169
La luz negra deberá ser capaz
de desarrollar las longitudes deonda requerida de entre 330 a390 nm; deberán prevalecer laslongitudes de onda de o cercade 365 nm.
Los materiales fluorescentesusados absorben la luz pico de365 nm de la banda delespectro de la luz ultravioleta
de la longitud de onda grande.
Luz Negra
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 95/369
170
La luz negra incide sobre las indicaciones de líquido penetrantefluorescente en la longitud de onda pico de 365 nm, emitiendo luz
en el espectro visible al ojo humano: color verde amarillo en elrango de 520 a 550 nm.
365 nm
520-550 nm
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 96/369
Medidor de Intensidad de Luz
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 97/369
172
Radiómetrodigital paralongitudes deondasmúltiples consensoresseparadospara medir luzvisible yradiación
ultravioleta.

7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 98/369
Materiales Penetrantes
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 99/369
174
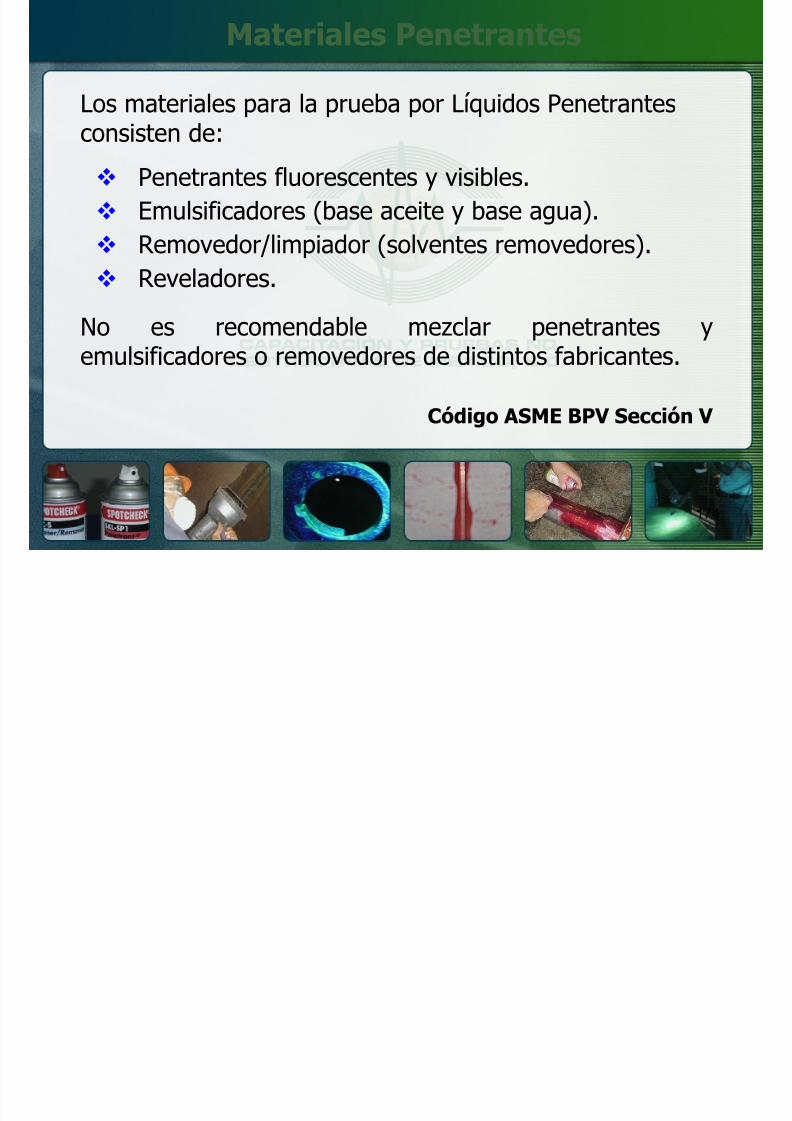
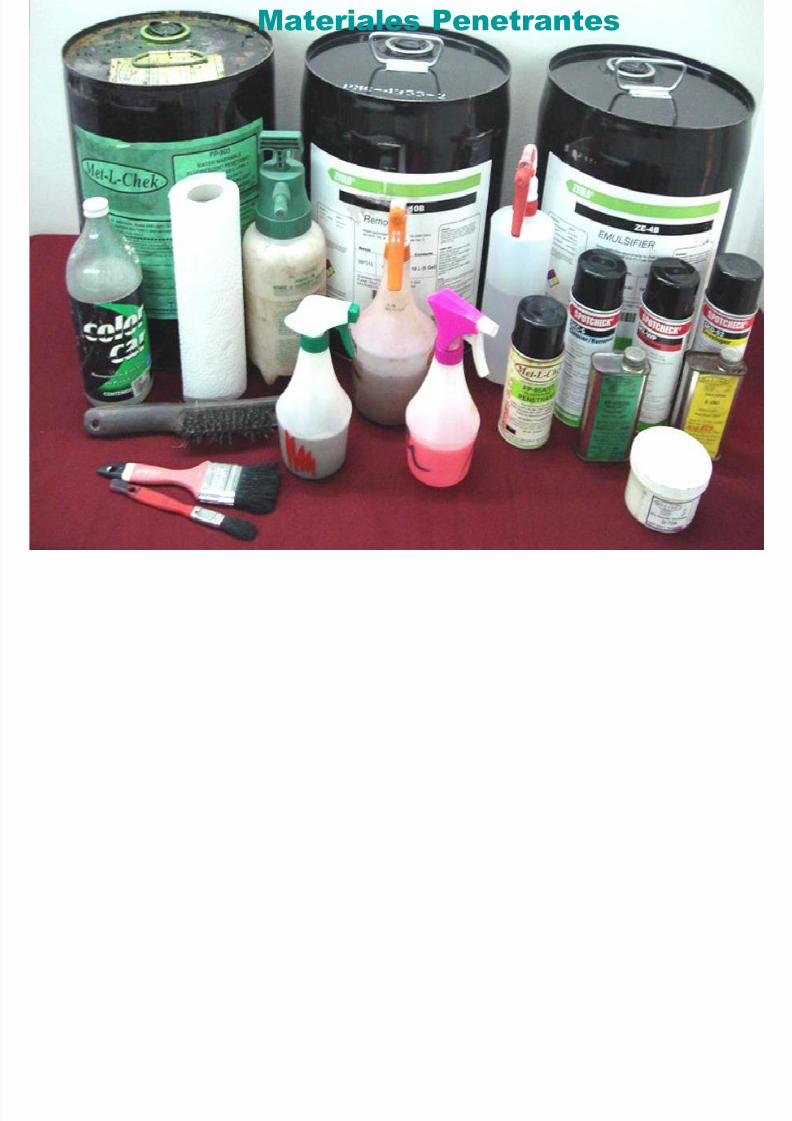
Los materiales para la prueba por Líquidos Penetrantes
consisten de: Penetrantes fluorescentes y visibles. Emulsificadores (base aceite y base agua). Removedor/limpiador (solventes removedores).
Reveladores.
No es recomendable mezclar penetrantes yemulsificadores o removedores de distintos fabricantes.
Código ASME BPV Sección V
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 100/369
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 101/369
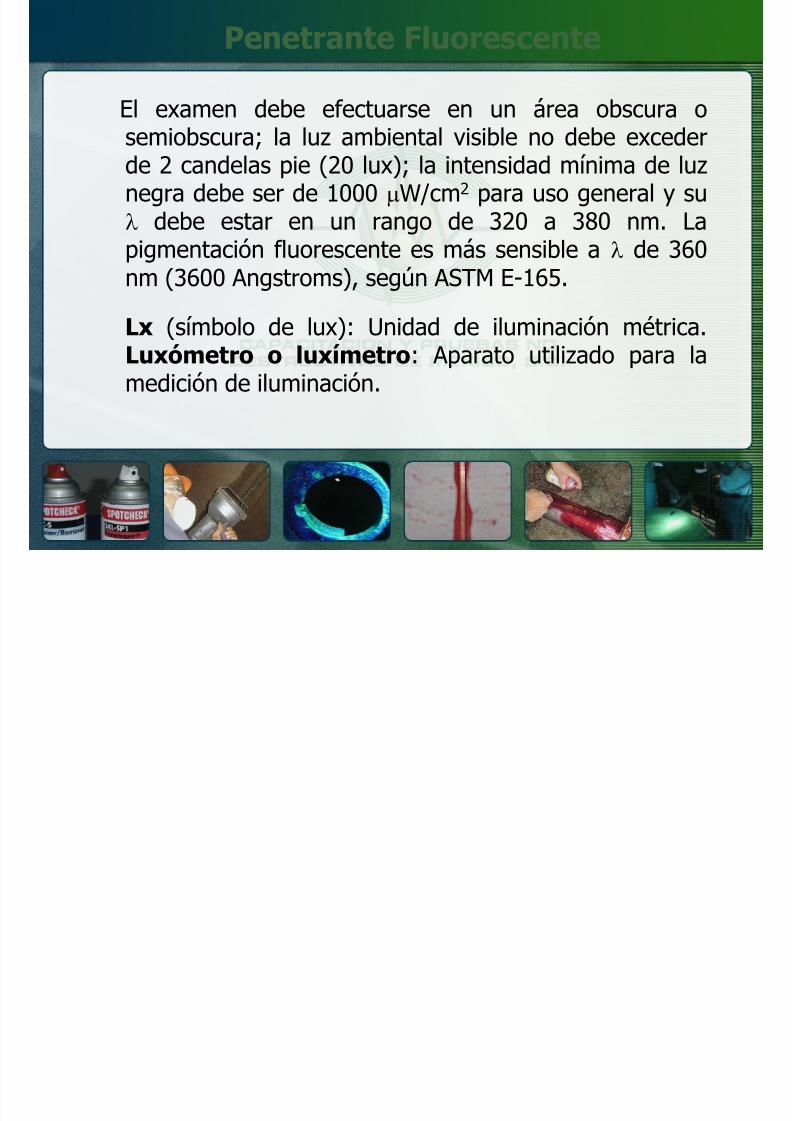
Penetrante Fluorescente
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 102/369
177
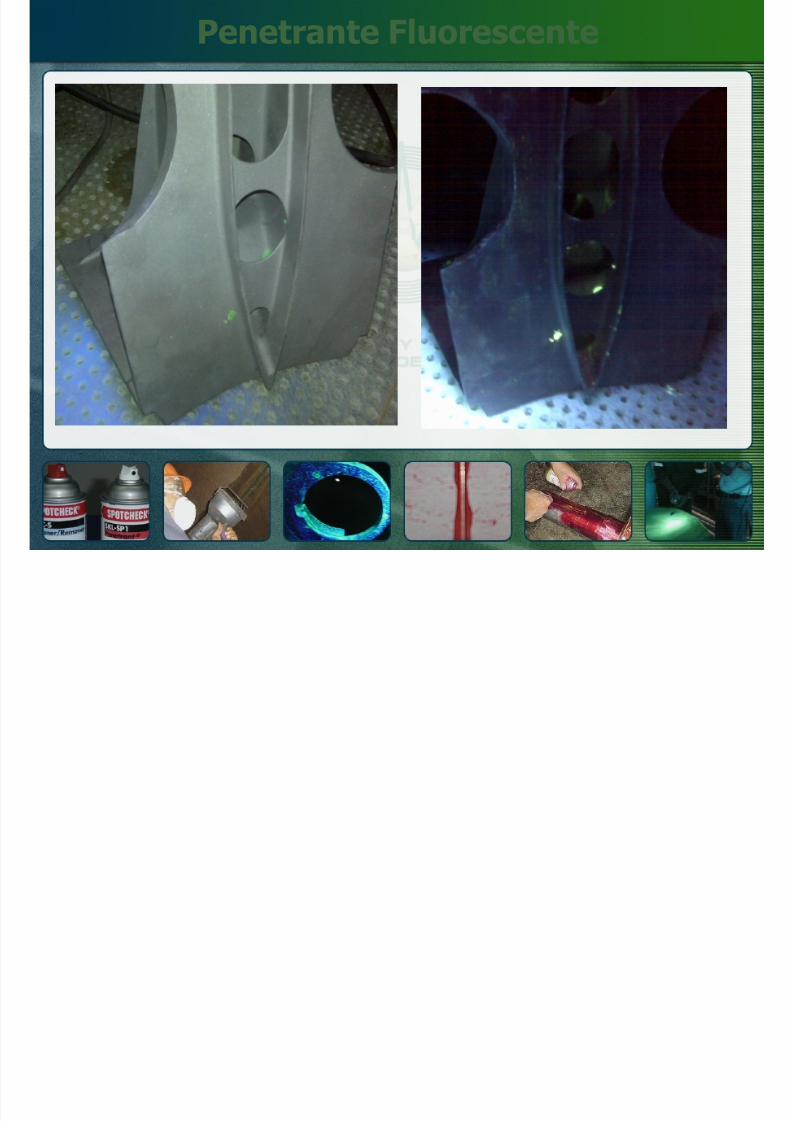
Su pigmentación fluorece brillantemente cuando éstaes excitada por la luz negra.
Se aplica cuando se requiere alta sensibilidad einspección de piezas críticas.
La sensibilidad depende de su habilidad para serretenido en varios tamaños de discontinuidadesdurante el procesado.
Cualquier método fluorescente es más sensible quecualquier método visible.
Las indicaciones son muchas veces más brillantes que
su contorno (fondo).
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 103/369
Penetrante Fluorescente

7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 104/369
179
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 105/369
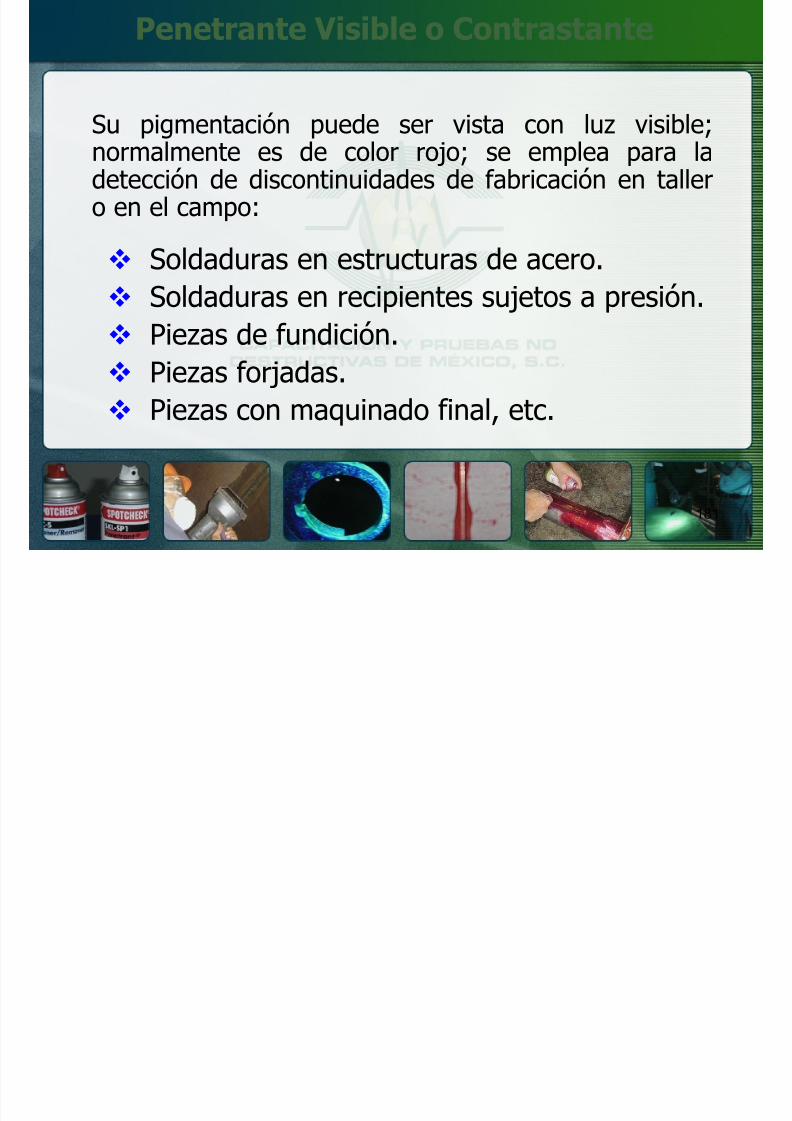
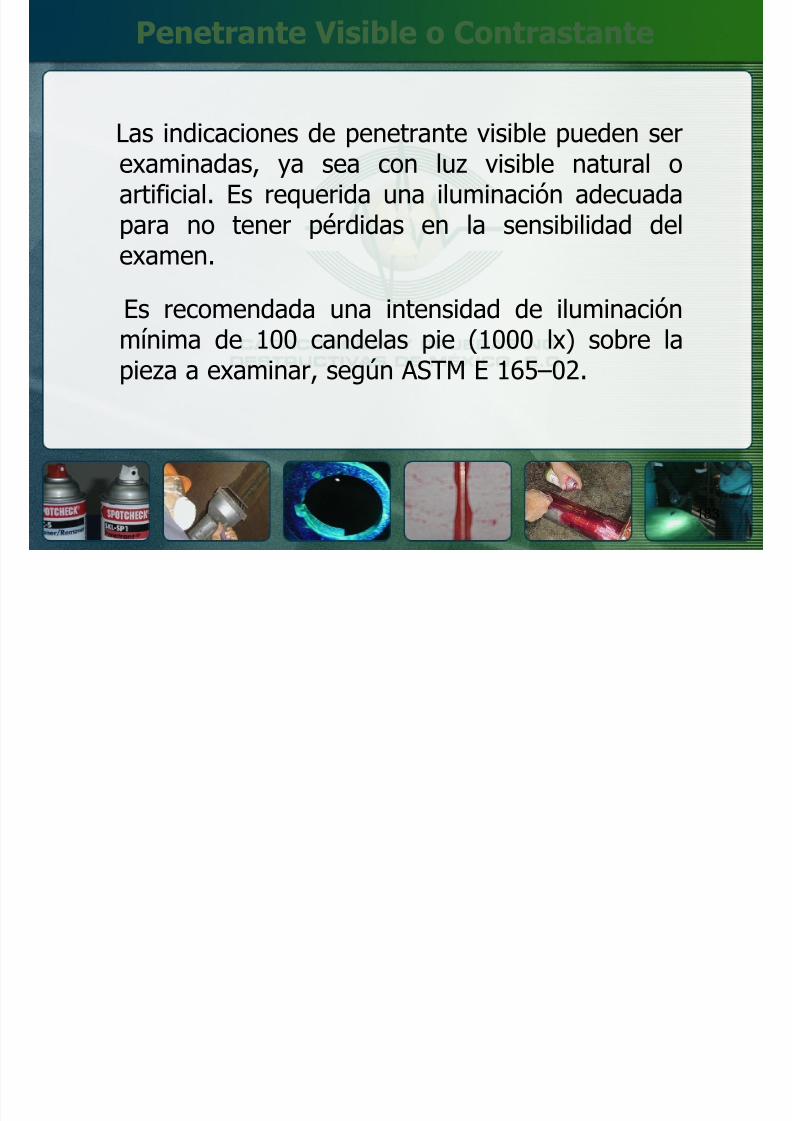
Penetrante Visible o Contrastante
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 106/369
181
Su pigmentación puede ser vista con luz visible;normalmente es de color rojo; se emplea para ladetección de discontinuidades de fabricación en tallero en el campo:
Soldaduras en estructuras de acero. Soldaduras en recipientes sujetos a presión. Piezas de fundición. Piezas forjadas. Piezas con maquinado final, etc.
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 107/369
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 108/369
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 109/369
Sistema Penetrante Post –Emulsificable
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 110/369
185
El tiempo de emulsificación apropiado debe serexperimentalmente establecido y mantenido paraevitar la sobre –emulsificación.
Tiene alta sensibilidad para detectar
discontinuidades muy finas. La diferencia con los otros procesos es el uso de un
emulsificador.
Normalmente se emplea en estaciones de inspección
para alta producción.
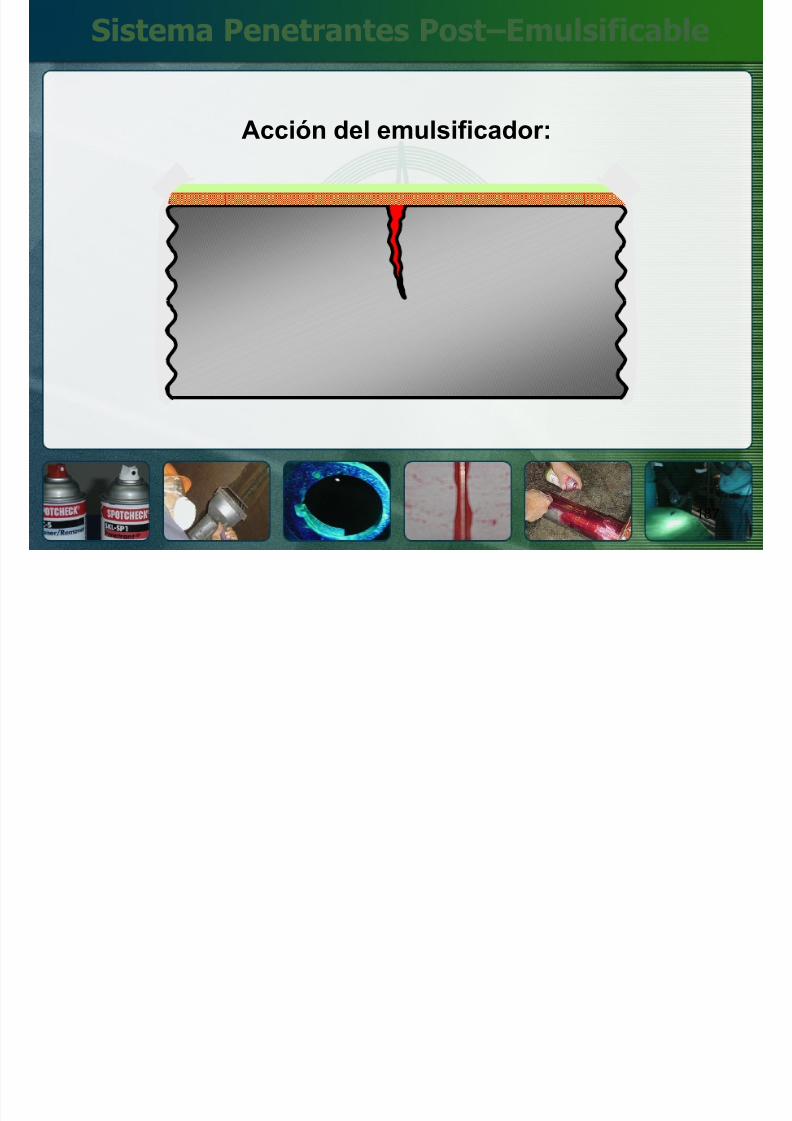
Sistema Penetrantes Post –Emulsificable
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 111/369
186
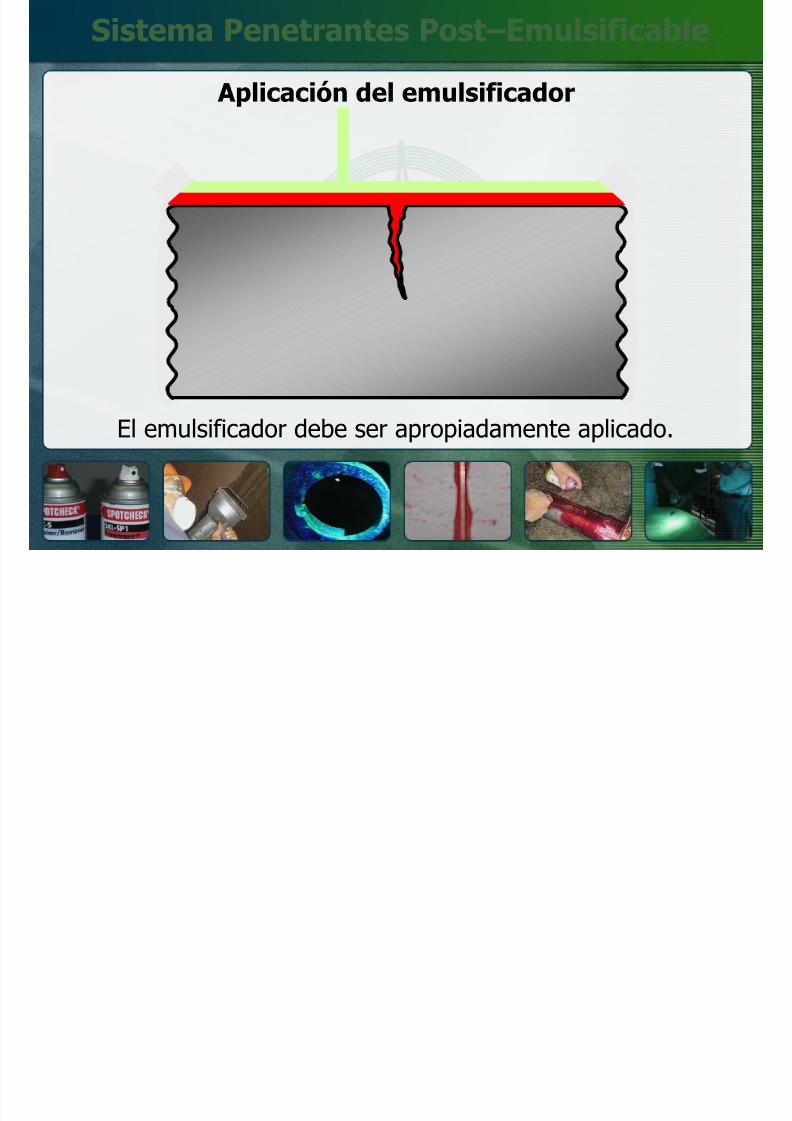
Aplicación del emulsificador
El emulsificador debe ser apropiadamente aplicado.
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 112/369
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 113/369
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 114/369
Penetrante Lavable con Agua
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 115/369
190
No detecta satisfactoriamente grietas muy estrechas
y poco profundas, debido a la alta probabilidad deextracción de penetrante (menor sensibilidad).
Es extremadamente importante el control en la
etapa de remoción del exceso de penetrante paraevitar el sobrelavado.
El penetrante puede ser extraído de lasdiscontinuidades, si la etapa de enjuague es
demasiado prolongado o muy vigoroso.
Penetrante Lavable con Agua
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 116/369
191
Es fácil que un sobrelavado pueda remover el
penetrante de las discontinuidades; el sobrelavadopuede ser causado por:
Uso excesivo de agua.
Alta temperatura de agua para enjuague. Presión excesiva del agua.
Algunos penetrantes son menos resistentes al
sobrelavado que otros.
Penetrante Removible con Solvente
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 117/369
192
Son base aceite y más sensibles que los removibles
con agua. Son diseñados para remover la mayoría de penetrante
frotando con un material absorbente limpio y seco; elremanente debe removerse con un material absorbente
humedecido con solvente. No adecuados en partes roscadas, agujeros ciegos o
superficies rugosas.
Debe evitarse el uso excesivo de removedor; usar sólo
el mínimo necesario.
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 118/369
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 119/369
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 120/369
Emulsificador Lipofílico
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 121/369
196
Es jabón líquido mezclado con ciertosconstituyentes (color mixto: visible yfluorescente).
El agua lo enturbia, algunos toleran de 15 a20% de agua.
Se aplica por inmersión o flujo, no se debenaplicar con brocha o por aspersión.
Después de ser aplicado, la pieza no debe ser
agitada.
Emulsificador Hidrofílico
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 122/369
197
Son líquidos miscibles con agua.
Son usados para emulsificar el exceso depenetrante fluorescente base aceite.
Son base agua (removedores tipo detergente). La fuerza del agua por aspersión o agitación
mecánica/aire en un tanque, provee la acción delavado mientras el detergente desplaza lapelícula de penetrante de la superficie de lapieza bajo prueba.
Son suministrados como concentrado para diluirse
Emulsificador Hidrofílico
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 123/369
198
Son suministrados como concentrado para diluirsecon agua.
Es aplicado por inmersión, flujo y aspersión. La concentración, uso y control, es de acuerdo a las
recomendaciones del fabricante.
Su acción (rápida o lenta) depende de la
concentración utilizada,. Se aplica después de un preenjuague con agua por
aspersión.
El tiempo de emulsificación variará dependiendo desu concentración.
Removedor / Limpiador
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 124/369
199
Es un líquido volátil; se utiliza en la limpiezainicial, previo a la aplicación del penetrante.
Su acción es disolvente (disolución delpenetrante).
También se utiliza humedeciendo ligeramenteun material absorbente para remover residuosdel exceso de penetrante en el procesoremovible con solvente.
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 125/369
Reveladores
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 126/369
201
El revelador es un polvo blanco (como un talco)
que extrae el penetrante atrapado en lasdiscontinuidades.
Los modos de aplicación (espolvoreado,inmersión, inundación o aspersión) dependeráprincipalmente del tipo de revelador.
A menos que otra cosa sea especificada, losreveladores deben ser utilizados en la prueba con
líquidos Penetrantes, según ASTM E 1417-99.
Reveladores
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 127/369
202
Deben tener habilidad para adherirse a lasuperficie de prueba.
La rugosidad de la superficie de prueba influyeen la adhesión.
Algunos procedimientos no requieren el uso dereveladores, la intensidad de la luz negrarequerida es de 3000 W/cm2, para penetrantesfluorescentes.
Reveladores
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 128/369
203
Tienen cuatro funciones básicas:
Extraer el penetrante hacia la superficie. Expander el penetrante sobre la capa del revelador. Incrementar la brillantez del penetrante
fluorescente. Incrementar el espesor de la película de la
indicación.
Las características de la indicación controladas por elrevelador son: sensibilidad y resolución.
Tipos de Reveladores
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 129/369
204
Polvo seco. Acuosos (suspendidos o disueltos en agua).
Húmedos no acuosos, también llamados en
suspensión no acuosa. Película líquida (Liquid Film).
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 130/369
Revelador en Polvo Seco
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 131/369
206
Se usan tal como se suministran.
Adecuadamente aplicado y mantenido iguala ensensibilidad a los de suspensión no acuosa.
El exceso puede ser removido después del tiempo derevelado sacudiendo o golpeando ligeramente la pieza
o con aire a baja presión que no exceda de 5 psi(34 kPa), según la Norma ASTM E 1417-99
Las superficies de las piezas deben estar secas ylimpias, antes que el revelador sea aplicado.
Revelador en Polvo Seco
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 132/369
207
Son de baja densidad y no son tóxicos.
Generalmente dan mejor resolución conpenetrantes fluorescentes en acabadosburdos.
Se pueden aplicar por inmersión, cámaras deniebla o nube y, también utilizando pistolaselectrostáticas.
Forman una película muy fina.
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 133/369
Reveladores Acuosos
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 134/369
209
Deben aplicarse inmediatamente después de la
remoción del exceso de penetrante y antes delsecado.
Se pueden aplicar por aspersión, flujo oinmersión; no debe permitirse que se
encharque y debe cubrir completamente todaslas superficies a ser examinadas
La capa una vez seca es translúcida oblanca.
S d i d d d t i l
Revelador Soluble en Agua(Polvo Diluido en Agua)
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 135/369
210
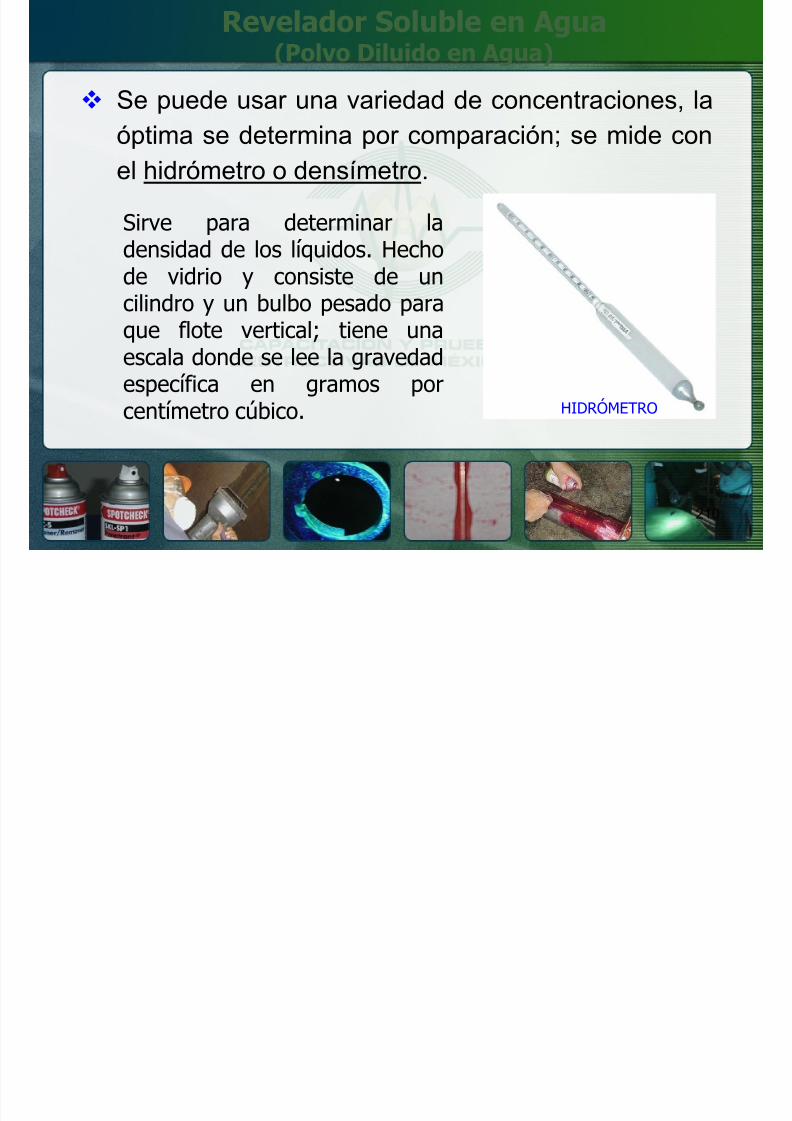
Se puede usar una variedad de concentraciones, laóptima se determina por comparación; se mide conel hidrómetro o densímetro.
HIDRÓMETRO
Sirve para determinar ladensidad de los líquidos. Hecho
de vidrio y consiste de uncilindro y un bulbo pesado paraque flote vertical; tiene unaescala donde se lee la gravedadespecífica en gramos por
centímetro cúbico.
Revelador Soluble en Agua(Polvo Diluido en Agua)
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 136/369
211
Su revelado es sólo por acción capilar.
Tienden a cambiar el tinte del penetrantefluorescente a un tono azul.
La capa una vez seca es translúcida.
No deben ser usados con penetrantes Tipo II ocon penetrantes Tipo I Método A, según laNorma ASTM E 1417 –99.
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 137/369
212
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 138/369
S li ió d é d l d
Revelador Húmedo No Acuoso(Suspensión No Acuosa)
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 139/369
214
Se aplica por aspersión después de las etapas deremoción y secado.
Se usan tanto en penetrantes contrastantes comofluorescentes.
Posee doble poder de absorción (acción solvente y
acción capilar). Está prohibida su aplicación por inmersión o flujo.
La uniformidad y espesor de la capa del revelador esimportante para ambos tipos de sistemaspenetrantes.
Revelador Húmedo No Acuoso(Suspensión No Acuosa)
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 140/369
215
Proporciona máxima sensibilidad en penetrantes
visibles. Posee alta volatilidad y flamabilidad.
Son de baja concentración para penetrantesfluorescentes.
Deben aplicarse a una distancia deaproximadamente 12” (30 cm).
El contenedor del revelador debe serfrecuentemente agitado durante su aplicación.
Revelador de Película Líquida
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 141/369
216
Son partículas de revelador en suspensión en un
vehículo que deja una película de resina/polímerodespués de secarse en la superficie.
Se aplica por aspersión.
Se usa en penetrantes visibles. Ciertos tipos fijan las indicaciones y pueden
retirarse de la superficie y retenerse parapropósitos de registro.
ASTM E 1209-99
Revelador de Película Líquida
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 142/369
217
Su mecanismo de revelado es por acciónsolvente. Fija una línea fina con un sangradomuy tenue.
La sensibilidad y resolución son muy altos.
Son muy caros y su remoción también resulta
cara. Forman una capa transparente o translúcida.
Ciertos tipos pueden retirarse de la superficie yretenerse para propósitos de registro.
Curso de Líquidos Penetrantes Nivel I y II
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 143/369
218
****Notas Importantes Acerca del Revelado, Segúnlos Requisitos de la Norma ASTM E 1417-99
****
Revelado, E 1417-99
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 144/369
219
Los penetrantes Tipo I que están calificados según la
norma MIL-I-25135 ó AMS-2644, podrían ser utilizados sinrevelador bajo alguna de las siguientes condiciones:
Examen en manufactura de fundiciones de aluminio ymagnesio clasificadas por MIL –STD –2175 como Clase
3 ó 4; o, Con la aprobación expresa del Departamento deIngeniería de la organización.
El tiempo de sangrado (sin el uso de revelador) debe ser
como mínimo 10 minutos y un máximo de 2 horas.
Materiales y Limitaciones en Procesos, E1417 –99
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 145/369
220
Los reveladores a y b (polvo seco y soluble en agua)
no deben ser usados en sistemas con penetrantes TipoII.
El examen con penetrante Tipo II no debe ser usadocomo un examen de aceptación de productos
aeroespaciales (cualquier componente en un sistemaque vuela).
Un examen con penetrante Tipo II no debe ser usadoantes de un examen con penetrante Tipo I en la
misma superficie.
Materiales y Limitaciones en Procesos, E1417 –99
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 146/369
221
El examen de Líquidos Penetrantes enmantenimiento o rehabilitación de componentescríticos de turbinas debe ser hecho solamentecon penetrante Tipo I, procesos Métodos C y D
(removible con solvente y postemulsificablehidrofílico) y materiales penetrantes con nivelesde sensibilidad 3 o 4.
i l ibl í í id
Materiales y Limitaciones en Procesos, E1417 –99
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 147/369
222
Materiales compatibles con Oxígeno Líquido
(LOX).Los materiales penetrantes probados de acuerdo conel método de prueba D2512 y pasando las 70 ft-lbf (95 J) ó mayor, pueden ser usados en superficies
humedecidas con LOX, las cuales no puedan sersometidas a una limpieza posterior exhaustiva.
El uso de tales materiales, debe ser de acuerdo a lasinstrucciones del proveedor.
Curso de Líquidos Penetrantes Nivel I y II
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 148/369
223
*****Elaboración de Procedimientosde Inspección No Destructiva
* * * * *
¿ Por qué son tan Necesarios ?
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 149/369
224
PROCEDIMIENTOS CAPACITACIÓN
PROCEDIMIENTOS EMPRESAS
PROCEDIMIENTOS CURSOS
¿Qué es un Procedimiento de Inspección ?
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 150/369
225
Es un documento escrito que describe técnicamente, lametodología para llevar a cabo la prueba,interpretación, evaluación y reporte de los resultados
obtenidos en un componente, pieza, ensamble oequipo mediante la aplicación de un método deEnsayos no Destructivos.
¿Qué Información Debe Contener?
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 151/369
226
a) Los Códigos y Normas aplicables describen la
información mínima que debe contener.b) De acuerdo a las necesidades prácticas de campo otaller, el técnico necesita saber: Requisitos de equipo, accesorios y consumibles.
Variables esenciales para hacer la prueba. Indicaciones relevantes que deben interpretarse,evaluarse y reportarse.
Criterios de aceptación y rechazo. Formatos para reportar los resultados.
1. Procedimiento específico. Es elaborado para examinar
Tipos de Procedimientos
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 152/369
227
p pun componente, pieza, ensamble o equipo en particular,
incluyendo los criterios de aceptación y rechazo. Sonideales para fabricación e instalaciones.
2. Procedimiento general. Sólo describe la metodología
general para llevar a cabo la ejecución de la prueba; nocontempla una pieza específica y por lo tanto, no incluyelos criterios de aceptación y rechazo. Son típicos deempresas de servicios de inspección.
IESCAINGENIERIA ESPECIALIZADA EN CALIDAD Y APLICACIONES DE SOLDADURA
TÍTULO:
11DE1PÁGINA:
02REVISION:
END-01PROCEDIMIENTO:
TÍTULO:
11DE1PÁGINA:
02REVISION:
END-01PROCEDIMIENTO:
MEXICANA DE SERVICIOS SUBACUÁTICOS S.A. DE C.V.
REVISIÓN : 3
•MXSS-INS-012
PROCEDIMIENTO
REVISIÓN : 3
•MXSS-INS-012
PROCEDIMIENTO
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 153/369
228
PROCEDIMIENTO GENERAL PARA LA INSPECCIÓN POR LÍQUIDOS PENETRANTESPROCEDIMIENTO GENERAL PARA LA INSPECCIÓN POR LÍQUIDOS PENETRANTES
06-ENE-04GERENTE GENERALING. HÉCTOR GARCÍA GARCÍA AUTORIZAD
O POR:
06-ENE-04NIVEL III ASNTREG. No. 63586
ING. BONIFACIO ALANÍSTOLEDO
REVISADO
POR:
05-ENE-04NIVEL II SNT-TC-1AING. HÉCTOR GARCÍA GARCÍAELABORADO
POR:
FIRMAFECHACARGONOMBRE AUTORES
06-ENE-04GERENTE GENERALING. HÉCTOR GARCÍA GARCÍA AUTORIZAD
O POR:
06-ENE-04NIVEL III ASNTREG. No. 63586
ING. BONIFACIO ALANÍSTOLEDO
REVISADO
POR:
05-ENE-04NIVEL II SNT-TC-1AING. HÉCTOR GARCÍA GARCÍAELABORADO
POR:
FIRMAFECHACARGONOMBRE AUTORES
TABLA DE CONTENIDO
REPORTES O REGISTROS9.0
RESPONSABILIDADES8.0
DESCRIPCIÓN DE ACTIVIDADES7.0
GENERALIDADES6.0
DOCUMENTOS APLICABLES5.0
DEFINICIONES Y ABREVIATURAS4.0
REQUISITOS APLICABLES Y RESTRICCIONES DE LA TÉCNICA3.0
ALCANCE Y CAMPO DE APLICACIÓN.2.0
OBJETIVO.1.0
REPORTES O REGISTROS9.0
RESPONSABILIDADES8.0
DESCRIPCIÓN DE ACTIVIDADES7.0
GENERALIDADES6.0
DOCUMENTOS APLICABLES5.0
DEFINICIONES Y ABREVIATURAS4.0
REQUISITOS APLICABLES Y RESTRICCIONES DE LA TÉCNICA3.0
ALCANCE Y CAMPO DE APLICACIÓN.2.0
OBJETIVO.1.0
AV. INDUSTRIAS No. 984 G-5, 78399 SAN LUIS POTOSI, S. L. P. TEL. Y FAX (01444) 816-99-18AV. INDUSTRIAS No. 984 G-5, 78399 SAN LUIS POTOSI, S. L. P. TEL. Y FAX (01444) 816-99-18
FECHA:04 / MARZO / 2005
1 DE 11PROCEDIMIENTO DE INSPECCIÓN VISUAL DETALLADA DELCONFORMADO DE ENCAMISADOS METÁLICOS MEXSSUB
INSTALADOS EN LÍNEAS DE CONDUCCIÓN DE HIDROCARBUROS,HORIZONTALES Y VERTICALES
•PAGINATITULO:
FECHA:04 / MARZO / 2005
1 DE 11PROCEDIMIENTO DE INSPECCIÓN VISUAL DETALLADA DELCONFORMADO DE ENCAMISADOS METÁLICOS MEXSSUB
INSTALADOS EN LÍNEAS DE CONDUCCIÓN DE HIDROCARBUROS,HORIZONTALES Y VERTICALES
•PAGINATITULO:
Establecer los parámetros técnicos y requisitos mínimos para llevar a cabo la inspección del conformado de encamisados metálicosde una o más secciones instalados en líneas atmosféricas y submarinas, horizontales y verticales, así como los criterios quedeberán ser empleados durante la inspección y caracterización de las anomalías encontradas.
OBJETIVO
Establecer los parámetros técnicos y requisitos mínimos para llevar a cabo la inspección del conformado de encamisados metálicosde una o más secciones instalados en líneas atmosféricas y submarinas, horizontales y verticales, así como los criterios quedeberán ser empleados durante la inspección y caracterización de las anomalías encontradas.
OBJETIVO
SUPTTE. DE INSPECCION MEXSSUB.04 / MZO / 2005
•GERARDO MENDOZA GUTIERREZAUTORIZADO POR:
NIVEL III ASNT, REG. No. 6358604 / MZO / 2005
ING. BONIFACIO ALANIS TOLEDOREVISADO Y
APROBADO POR:
Nivel II SNT-TC-1A04 / MZO / 2005ANGEL MONTERO HUERTAELABORADO POR:
FECHAFIRMANOMBRE•AUTORES
SUPTTE. DE INSPECCION MEXSSUB.04 / MZO / 2005
•GERARDO MENDOZA GUTIERREZAUTORIZADO POR:
NIVEL III ASNT, REG. No. 6358604 / MZO / 2005
ING. BONIFACIO ALANIS TOLEDOREVISADO Y
APROBADO POR:
Nivel II SNT-TC-1A04 / MZO / 2005ANGEL MONTERO HUERTAELABORADO POR:
FECHAFIRMANOMBRE•AUTORES
ACTUALIZACIÓN CONFORME A LOS REQUISITOS DEL ARTÍCULO 9 DEL CÓDIGO ASME SEC. V EDICIÓN 2001 Y ADENDAS DEL 2003.
04/MARZO/20051 -113
SE CAMBIA REGISTRO DEL PROCED. APEGO AL DEPT. DE INSP. Y SE AMPLIA ALCANCE Y DIÁMETRO DE LÍNEAS O DUCTOS
02/OCT/20031 - 62
SE APLICA PARA ENCAMISADOS EN LINEAS HORIZONTALES Y VERTICALES23 / ENERO /
20001 - 61
NUEVO DOCUMENTO19 / MARZO /
19991 - 6ORIGINAL
FECHAPAGINASREVISION
CONTROL DE REVISIONES
ACTUALIZACIÓN CONFORME A LOS REQUISITOS DEL ARTÍCULO 9 DEL CÓDIGO ASME SEC. V EDICIÓN 2001 Y ADENDAS DEL 2003.
04/MARZO/20051 -113
SE CAMBIA REGISTRO DEL PROCED. APEGO AL DEPT. DE INSP. Y SE AMPLIA ALCANCE Y DIÁMETRO DE LÍNEAS O DUCTOS
02/OCT/20031 - 62
SE APLICA PARA ENCAMISADOS EN LINEAS HORIZONTALES Y VERTICALES23 / ENERO /
20001 - 61
NUEVO DOCUMENTO19 / MARZO /
19991 - 6ORIGINAL
FECHAPAGINASREVISION
CONTROL DE REVISIONES
Ejemplo de Procedimientos y Formato de Portadas
í l l ód
¿Porqué es Necesario Hacerlos?
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 154/369
229
Porque así lo exigen algunos códigos, normas y
especificaciones de uso común para proveer el nivelde sensibilidad requerida de prueba.
Porque así es requerido por cualquier sistema decalidad, y es auditable.
Porque contiene la información digerida de losparámetros técnicos de inspección y evaluación deacuerdo a la normatividad aplicable.
Porque homogenizan la metodología de prueba,interpretación y evaluación de los resultados.
Ventajas de un Procedimiento
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 155/369
230
Evita discrepancias de inspección y evaluación entre el
personal técnico de una misma empresa. Se obtiene repetibilidad en los resultados.
Evita discrepancias de inspección y evaluación entrefabricante y comprador o entre una empresa
contratante y una empresa de servicio. Facilita el trabajo de inspección y evaluación en END.
Se obtiene consistencia en los resultados al monitorearperiódicamente una discontinuidad existente, etc.
1 Elaboración: Al menos debe ser un técnico
Autores de un Procedimiento
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 156/369
231
1. Elaboración: Al menos debe ser un técnicocalificado Nivel II en el método aplicable, quetenga amplio conocimiento y experiencia; porquesabe interpretar códigos y normas.
2. Revisión y aprobación: Debe hacerlo un
Inspector Nivel III en el método aplicable; algunoscódigos y normas así lo establecen.
3. Autorización: Debe ser un directivo de laempresa, generalmente un gerente de AC o CC; no
es indispensable que esté calificado en END.
¿De Dónde se Obtiene la Información?
De los códigos, normas y especificaciones que apliquen a
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 157/369
232
g , y p q p qla pieza, componente o equipo que se va a examinar; en
base a un acuerdo contractual. Lo que dicen los códigos se complementa de la
experiencia y práctica diaria, hasta donde lo permita lanormatividad aplicable.
“Son aceptables modificaciones o adecuaciones en lametodología de prueba para materiales y configuracionesespecíficas, siempre y cuando se cumpla con lasensibilidad mínima requerida” .
Código ASME Sección V Artículo 1
Ejemplo de Algunos Códigos
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 158/369
233
Identificar perfectamente la necesidad de inspección:
Secuencia para la Elaboraciónde un Procedimiento
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 159/369
234
Identificar perfectamente la necesidad de inspección:tipo de material, tamaños, espesores, formas
geométricas, proceso de fabricación, material nuevo oen servicio, etc.
Leer un procedimiento prototipo
Leer cuidadosamente el código, norma o especificaciónaplicable e identificar los parámetros de prueba.
Iniciar la elaboración siguiendo la secuencia establecidapara un procedimiento de END.
Calificar el procedimiento (cuando sea requeridodemostrar su aplicabilidad).
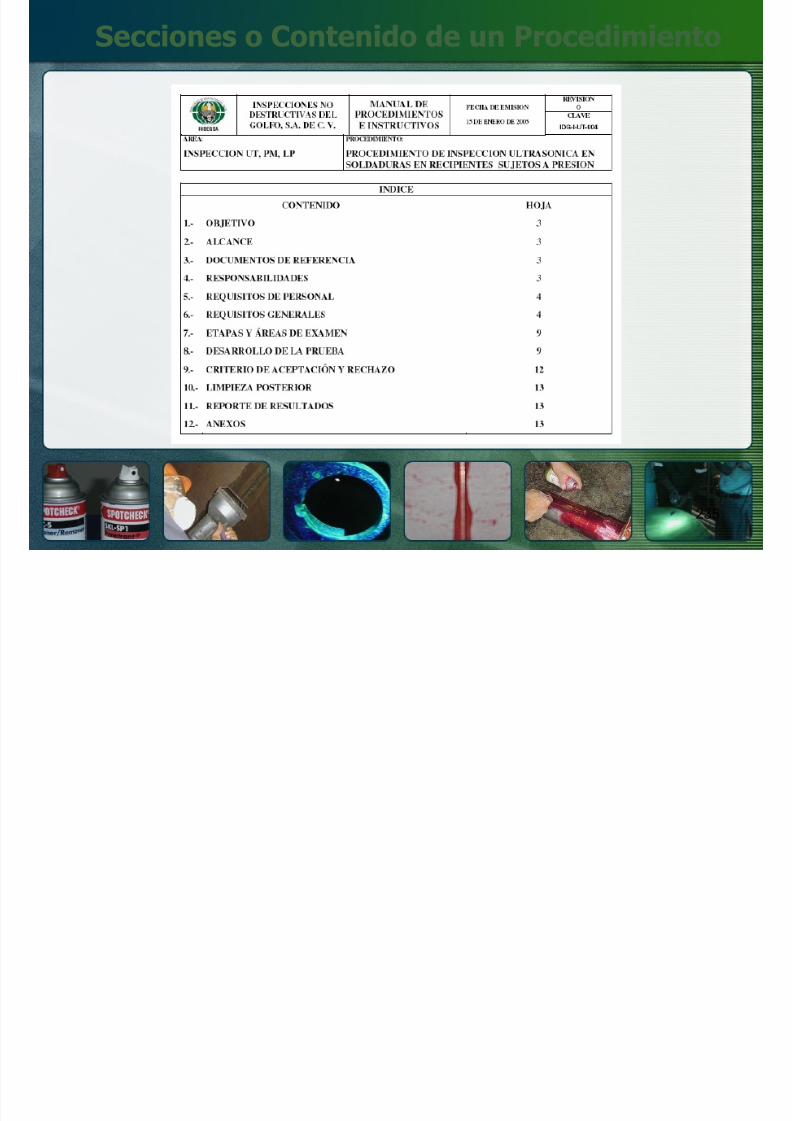
Secciones o Contenido de un Procedimiento
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 160/369
235
Calificación del Procedimiento
Antes de la aprobación final del procedimiento de PT
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 161/369
236
Antes de la aprobación final del procedimiento de PT,debe demostrarse su aplicabilidad y los resultadosdeben ser documentados, para ello …
Debe tenerse una muestra representativa quecontenga imperfecciones aceptables, éstas debenpreviamente ser confirmadas por otro(s) método(s)(Ejemplo: UT o RT) y tener un registro de suubicación.
El procedimiento debe ser aplicado a la muestra y losresultados deben ser comparados contra los registrosde la muestra. API STD 1104
Probetas con Discontinuidades Naturales
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 162/369
237
Recalificación del Procedimiento
Cualquier cambio en un requisito identificado como
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 163/369
238
Cualquier cambio en un requisito identificado como
variable esencial en la tabla T-621 del Artículo 6 delCódigo ASME BPV Sec. V Edición 2004, requiererecalificación del Procedimiento Escrito, porcomparación.
Un cambio en un procedimiento escrito identificadocomo una variable no esencial, no requiererecalificación.
Todos los cambios de variables esenciales y no
esenciales, requieren revisión o una adenda.
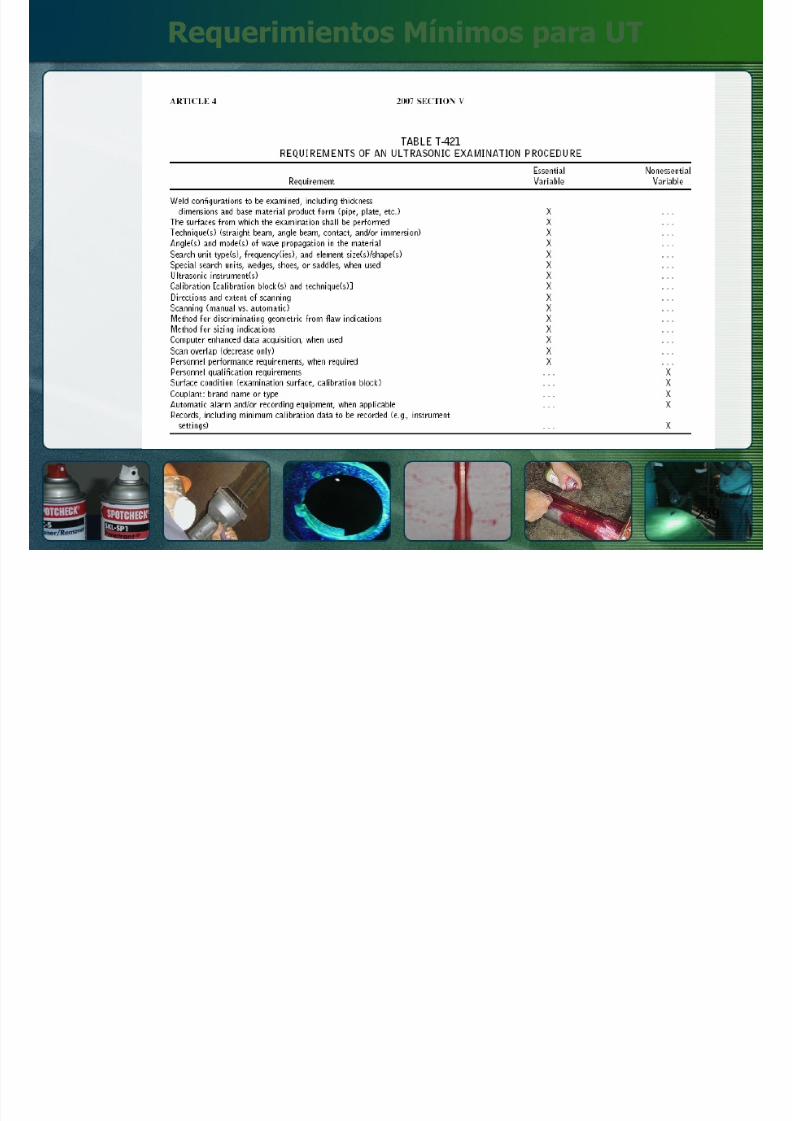
Requerimientos Mínimos para UT
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 164/369
239
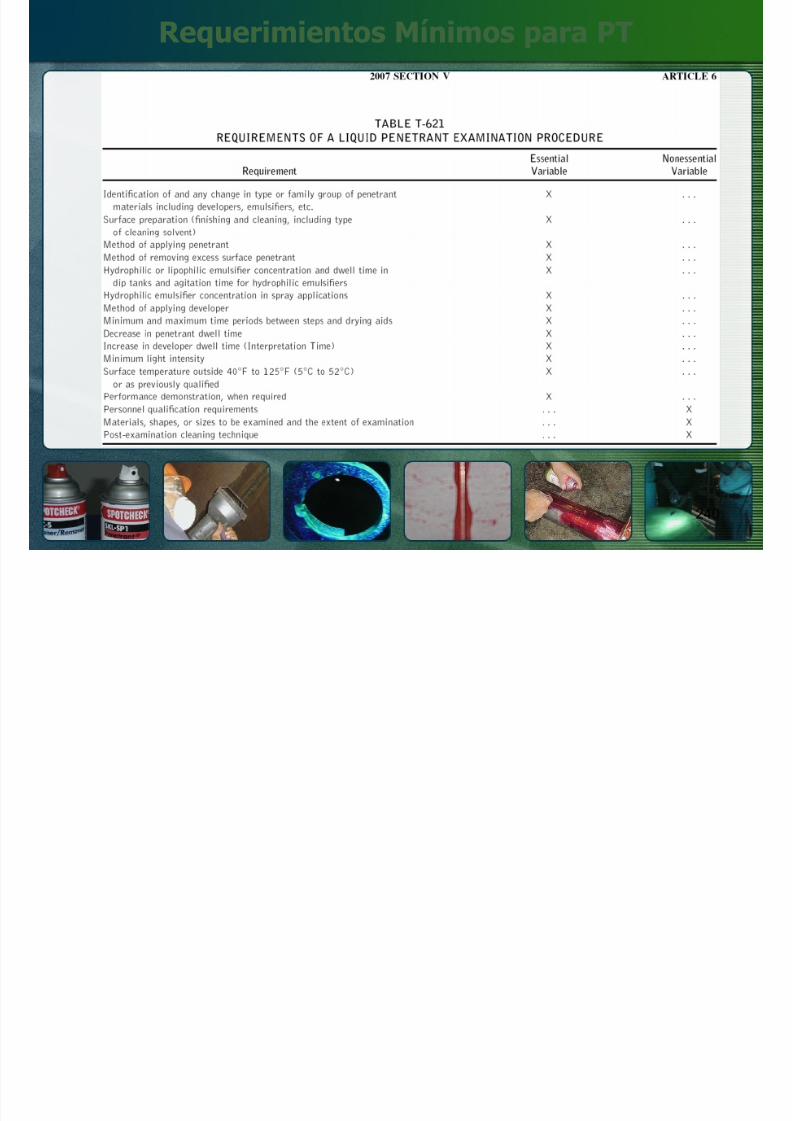
Requerimientos Mínimos para PT
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 165/369
240
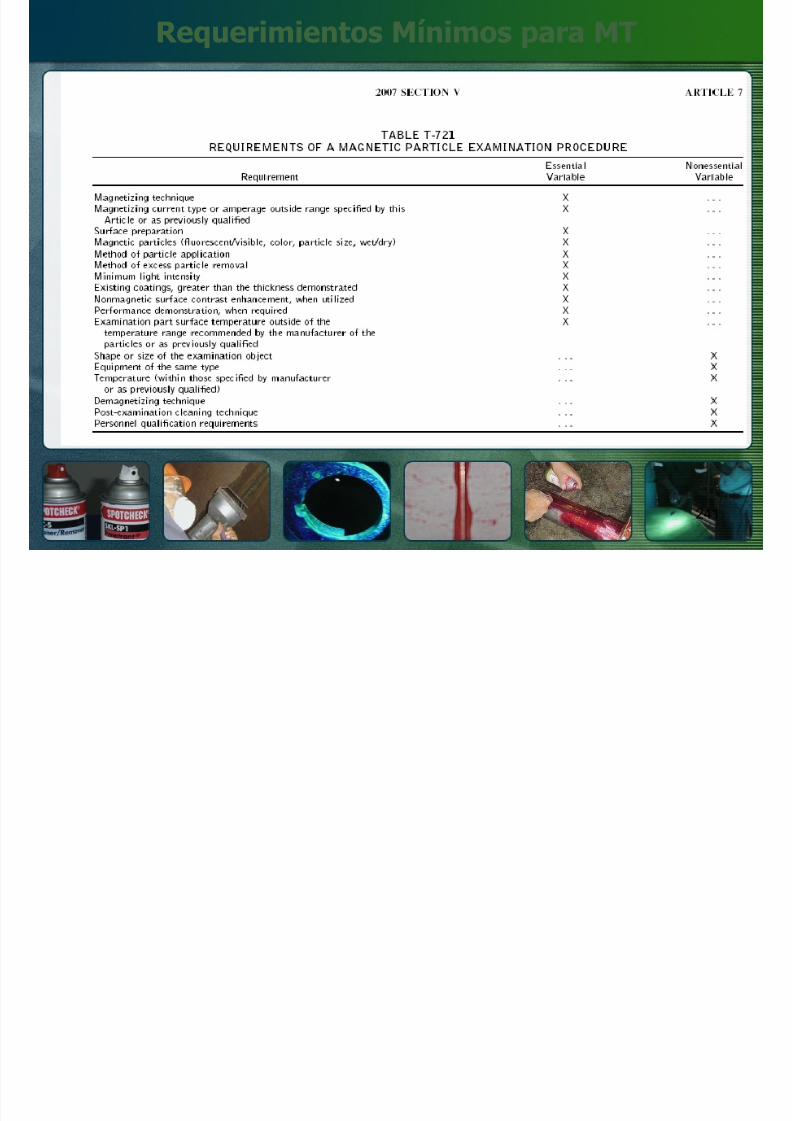
Requerimientos Mínimos para MT
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 166/369
241
Hoja Técnica(Derivado de un Procedimiento General y a veces en lugar “de”)
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 167/369
242
Es una instrucción técnica escrita que describe en forma
muy específica las operaciones secuenciales para examinarun componente, pieza, ensamble o equipo; tambiéncontiene los criterios de aceptación y rechazo.
El documento base o de referencia es un procedimiento
general escrito, el código o norma directamente.La información técnica normalmente es resumida en una odos páginas.
Es mucho más específica que un procedimiento; en lugar
de rangos maneja valores específicos.
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 168/369
243
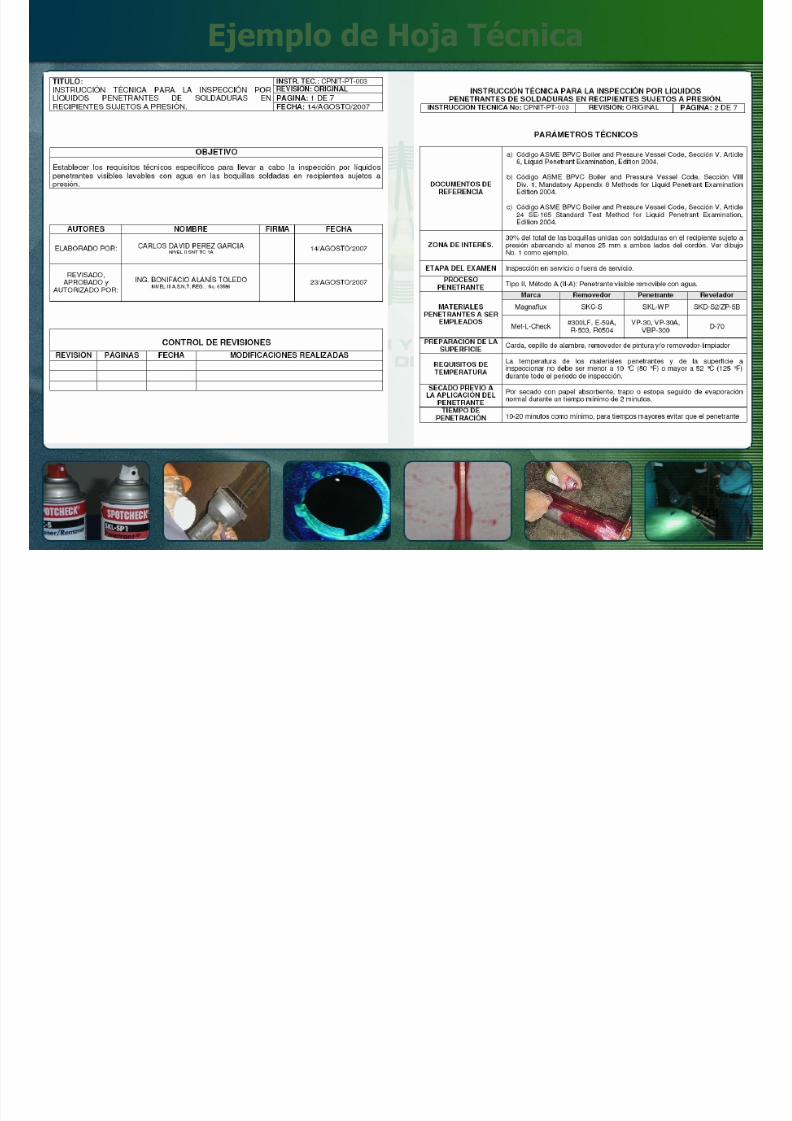
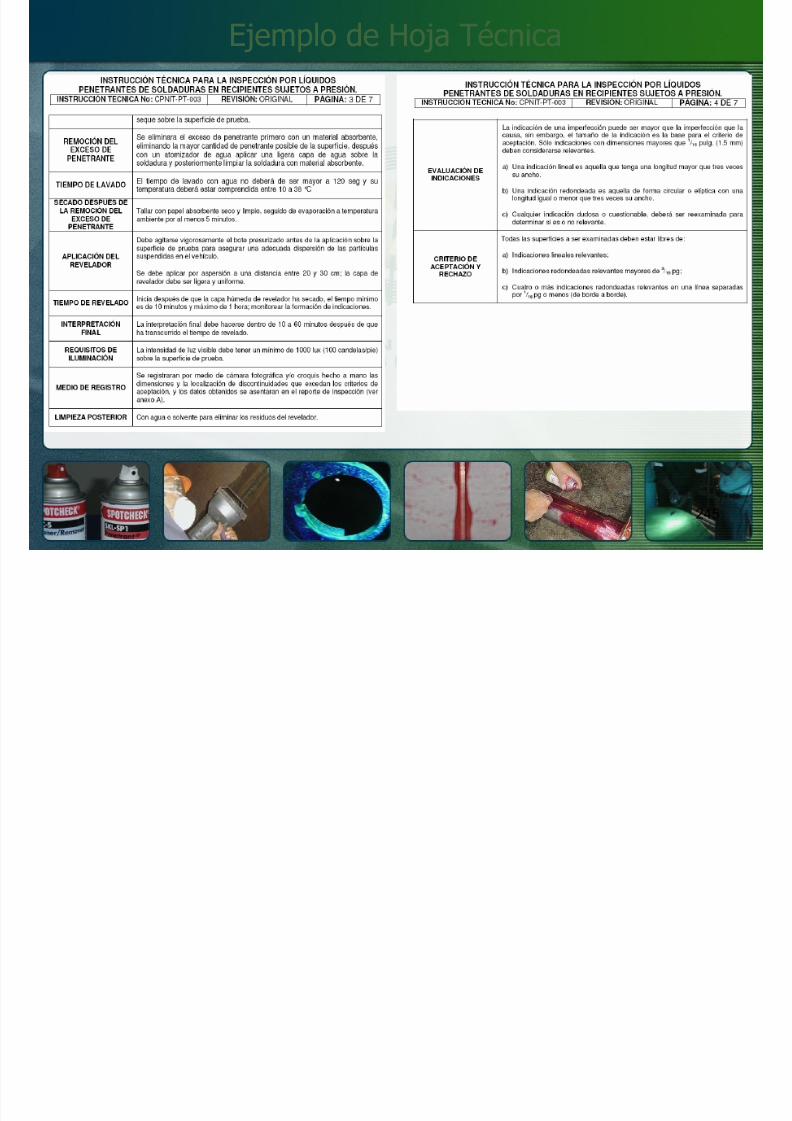
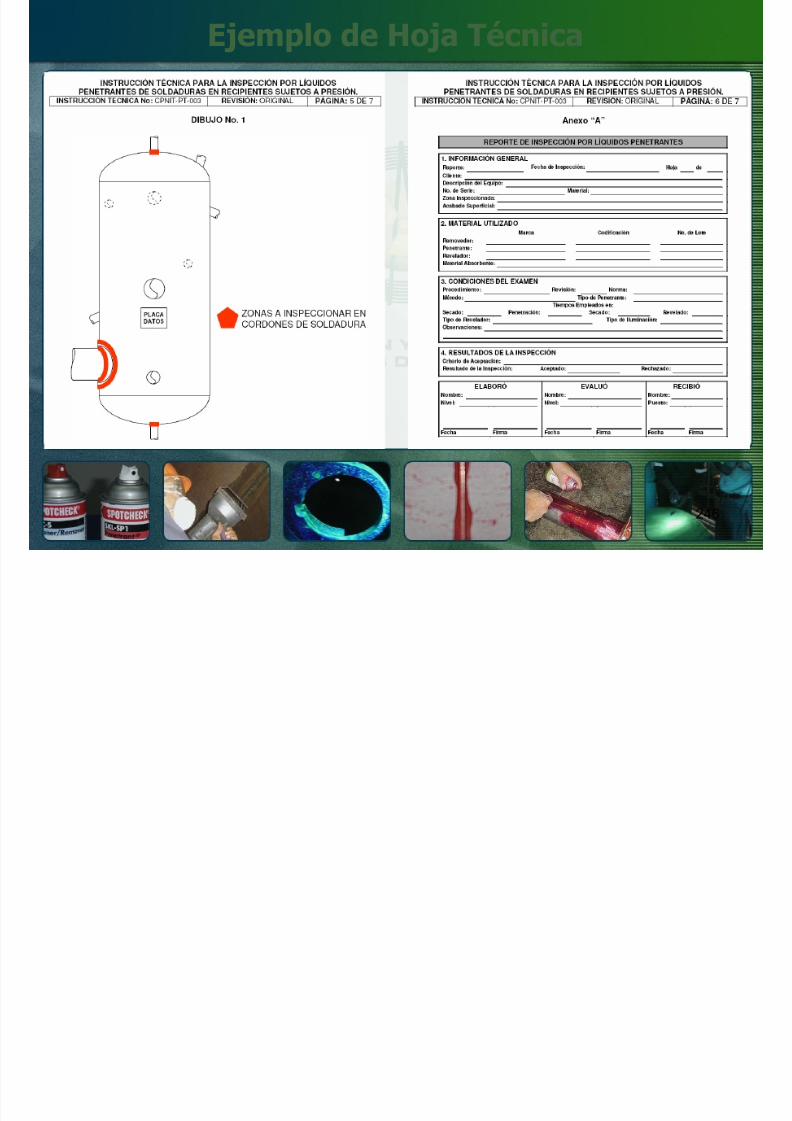
Ejemplo de Hoja Técnica
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 169/369
244
Ejemplo de Hoja Técnica
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 170/369
245
Ejemplo de Hoja Técnica
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 171/369
246
Según Norma NAS 410-Marzo 2008
Instru cción de trabajo .- es un documento que detalla la técnica de PND y losá t d b l d ll b l i ió d
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 172/369
247
parámetros de prueba a ser empleados para llevar a cabo la inspección de uncomponente especifico, un grupo de piezas (ejemplo: extrusiones de aluminio ósoportes de acero) o ensamble. En el campo industrial, algunas veces es referidacomo:
Hoja Técnica, o
Tarjeta de Datos.
Las instrucciones de trabajo son basados en procedimientos.
Procedimiento .- Es como una instrucción general escrita para llevar a cabo unprocedimiento dado. Los procedimientos son empleados para desarrollar lasInstrucciones de Trabajo.
Conclusiones
Los procedimientos escritos de inspección:
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 173/369
248
Son documentos 100% de trabajo y cada técnico debetener al menos una copia para su referencia o uso.
Son los estándares o especificaciones internos de unacompañía y deben ser aplicados.
Son tan necesarios e importantes, qué por esa razón, sonrequeridos en las auditorias de calidad.
Homogenizan los criterios de prueba y los criterios deaceptación y rechazo.
Las hojas técnicas clarifican aún más los requisitos
específicos de inspección.
Curso de Líquidos Penetrantes N I y II
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 174/369
249
Elaboración de un Procedimiento deInspección por Líquidos Penetrantes
* * * * *
Secuencia para la Elaboraciónde un Procedimiento
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 175/369
250
Titulo: Este debe mencionar en forma breve: el
método de inspección así como la distinción sí esgeneral o específico (indicando pieza, parte ocomponente a examinar).
Identificación: Cada compañía u organización debedefinir las siglas por departamento que debenemplearse para identificar los procedimientos queemitan, ejemplo CPND-PT-001.
1.0 Objetivo.Debe ser escueto y debe contestar a la pregunta de
Secuencia para la Elaboraciónde un Procedimiento
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 176/369
251
Debe ser escueto y debe contestar a la pregunta de¿Para qué sirve?, ¿qué se desea obtener o lograr?
2.0 Alcance.Debe incluir todo lo que sea limitativo: diámetros oespesores, tipos de soldadura, procesos defabricación, tipo y método del proceso penetrante, etc.
3.0 Responsabilidades y Autoridad.De la ejecución del examen; interpretación, evaluacióny reporte de resultados; control, actualización ydistribución del procedimiento.
4.0 Definiciones y Términos Técnicos Empleados.
5.0 Documentos de referencia.Los acordados entre fabricante y comprador; indicando
Secuencia para la Elaboraciónde un Procedimiento
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 177/369
252
Los acordados entre fabricante y comprador; indicando
títulos en idioma original y ediciones correspondientes.No libros, revistas o manuales de entrenamiento.
6.0 Requisitos de personal.Capacitación, calificación y certificación de acuerdo a lapráctica escrita del empleador (basado en Recommended
Practice No. SNT-TC-1A o ANSI/ASNT CP-189, etc.).Nivel que debe tener el que interpreta, evalúa y reportalos resultados de prueba.
7.0 Requisitos generales.
Materiales penetrantes a ser utilizados, restricción encontenido de contaminantes, restricciones técnicas,requisitos de iluminación, rango de temperatura,accesorios (medidor de intensidad de luz, block dealuminio, lámpara de luz negra, etc.).
8 0 Etapas y áreas de examen
Secuencia para la Elaboraciónde un Procedimiento
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 178/369
253
8.0 Etapas y áreas de examen.Describir las zonas de examen, cobertura (al 100% o pormuestreo) y la frecuencia del examen (cada cuando hacerla prueba).
9.0 Desarrollo de la prueba.Preparación y limpieza de la superficie, métodos de
limpieza, métodos de secado; aplicación del penetrante;tiempo de penetración; remoción del exceso; aplicacióndel revelador; tiempo de revelado; interpretación yevaluación; recomendaciones adicionales.
10.0 Indicaciones Registrables.
Dimensión de una indicación relevante; criterio a utilizaren indicaciones confusas o dudosas; qué tamaño y tiposde indicación deben ser registradas.
11 0 Mét d d l ió
Secuencia para la Elaboraciónde un Procedimiento
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 179/369
254
11.0 Método de evaluación.
Por comparación contra fotografías estándar dereferencia (ASTM E 433-71 Reapproved 2003) opor dimensionamiento directo (forma y tamañode las indicaciones).
12.0 Criterio de aceptación y rechazo.Describir el aplicable en la inspección inicial y elaplicable en posibles reparaciones con soldadura;no remitir a, o citar a documentos de referencia:
se debe transcribir completo.
13.0 Marcado de las piezas.
Secuencia para la Elaboraciónde un Procedimiento
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 180/369
255
13.0 Marcado de las piezas.
Indicar leyenda aplicable a piezas aceptadas,posible reparación y piezas rechazadas. Describirsistema de marcaje.
14.0 Limpieza posterior.
Señalar y describir el método de limpieza en laspiezas aceptadas, para remover los residuos depenetrante y de revelador en piezas o zonasaceptables (son altamente Higroscópicos).
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 181/369
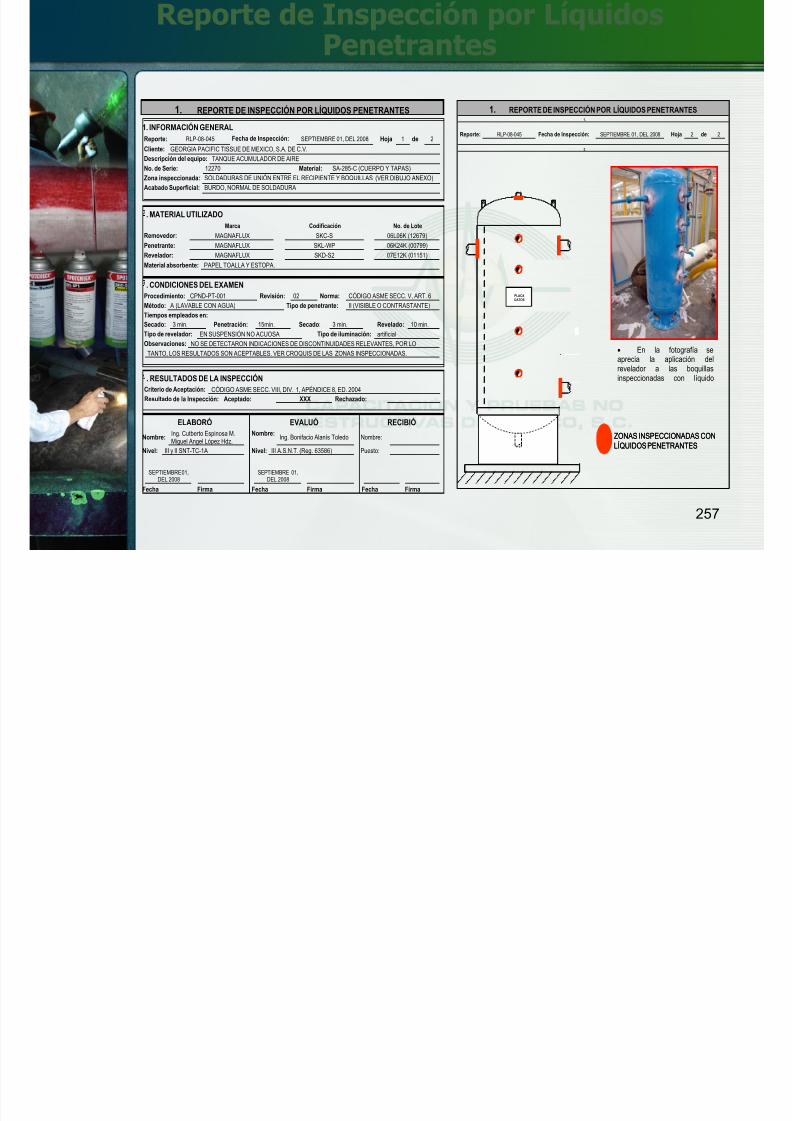
Reporte de Inspección por LíquidosPenetrantes
1 INFORMACIÓN GENERAL
1. REPORTE DE INSPECCIÓN POR LÍQUIDOS PENETRANTES 1. REPORTE DE INSPECCIÓN POR LÍQUIDOS PENETRANTES 1.
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 182/369
257
1. INFORMACIÓN GENERALReporte: RLP-08-045 Fecha de Inspección: SEPTIEMBRE 01, DEL 2008 Hoja 1 de 2
Cliente: GEORGIA PACIFIC TISSUE DE MEXICO, S.A. DE C.V.
Descripción del equipo: TANQUE ACUMULADOR DE AIRENo. de Serie: 12270 Material: SA-285-C (CUERPO Y TAPAS)
Zona inspeccionada: SOLDADURAS DE UNIÓN ENTRE EL RECIPIENTE Y BOQUILLAS (VER DIBUJO ANEXO)
Acabado Superficial: BURDO, NORMAL DE SOLDADURA
. MATERIAL UTILIZADOMarca Codificación No. de Lote
Removedor: MAGNAFLUX SKC-S 06L06K (12679)
Penetrante: MAGNAFLUX SKL-WP 06K24K (00799)
Revelador: MAGNAFLUX SKD-S2 07E12K (01151)
Material absorbente: PAPEL TOALLA Y ESTOPA.
. CONDICIONES DEL EXAMENProcedimiento: CPND-PT-001 Revisión: 02 Norma: CÓDIGO ASME SECC. V, ART. 6
Método: A (LAVABLE CON AGUA) Tipo de penetrante: II (VISIBLE O CONTRASTANTE)
Tiempos empleados en:Secado: 3 min. Penetración: 15min. Secado: 3 min. Revelado: 10 min.
Tipo de revelador: EN SUSPENSIÓN NO ACUOSA Tipo de iluminación: artificial
Observaciones: NO SE DETECTARON INDICACIONES DE DISCONTINUIDADES RELEVANTES, POR LO
TANTO, LOS RESULTADOS SON ACEPTABLES. VER CROQUIS DE LAS ZONAS INSPECCIONADAS.
. RESULTADOS DE LA INSPECCIÓNCriterio de Aceptación: CÓDIGO ASME SECC. VIII, DIV. 1, APÉNDICE 8, ED. 2004Resultado de la Inspección: Aceptado: XXX Rechazado:
ELABORÓ EVALUÓ RECIBIÓ
Nombre: Ing. Cutberto Espinosa M.Miguel Angel López Hdz.
Nombre:Ing. Bonifacio Alanís Toledo Nombre:
Nivel: III y II SNT-TC-1A Nivel: III A.S.N.T. (Reg. 63586) Puesto:
SEPTIEMBRE 01,DEL 2008
SEPTIEMBRE 01,DEL 2008
Fecha Firma Fecha Firma Fecha Firma
Reporte: RLP-08-045 Fecha de Inspección: SEPTIEMBRE 01, DEL 2008 Hoja 2 de 2
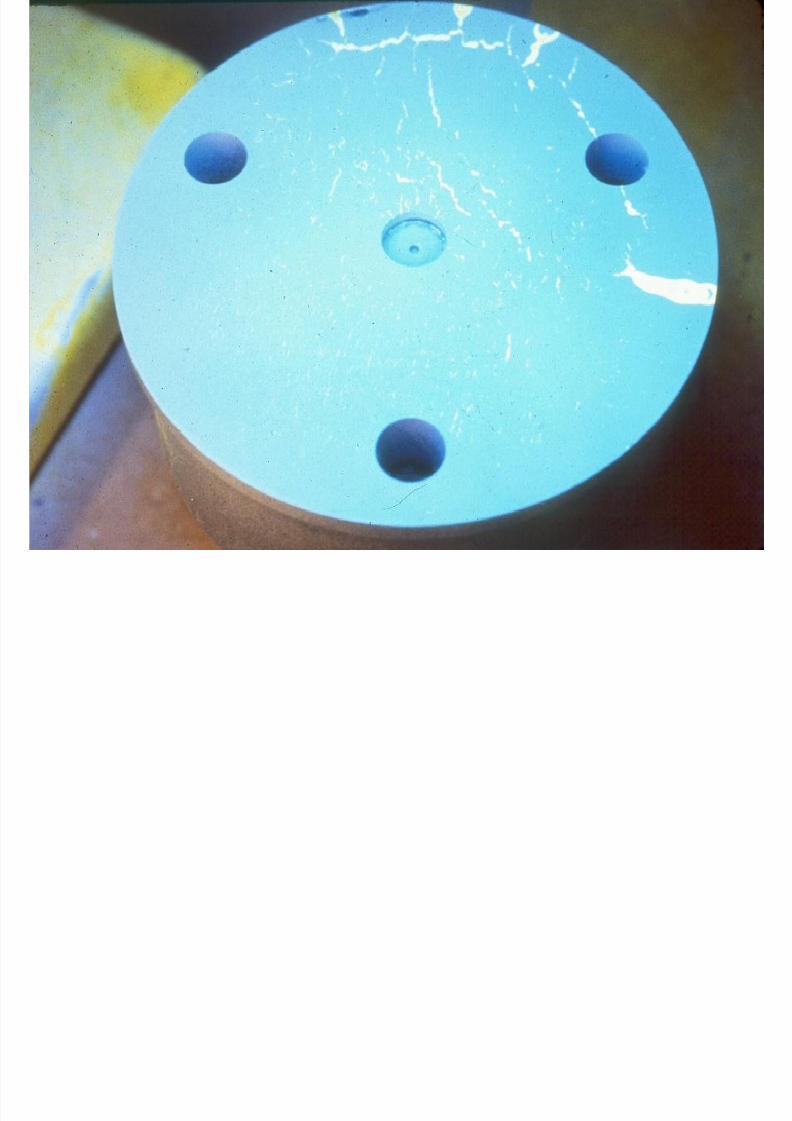
2.
ZONAS INSPECCIONADAS CONLÍQUIDOS PENETRANTESZONAS INSPECCIONADAS CONLÍQUIDOS PENETRANTES
En la fotografía seaprecia la aplicación delrevelador a las boquillasinspeccionadas con líquido
PLACADATOSPLACADATOS
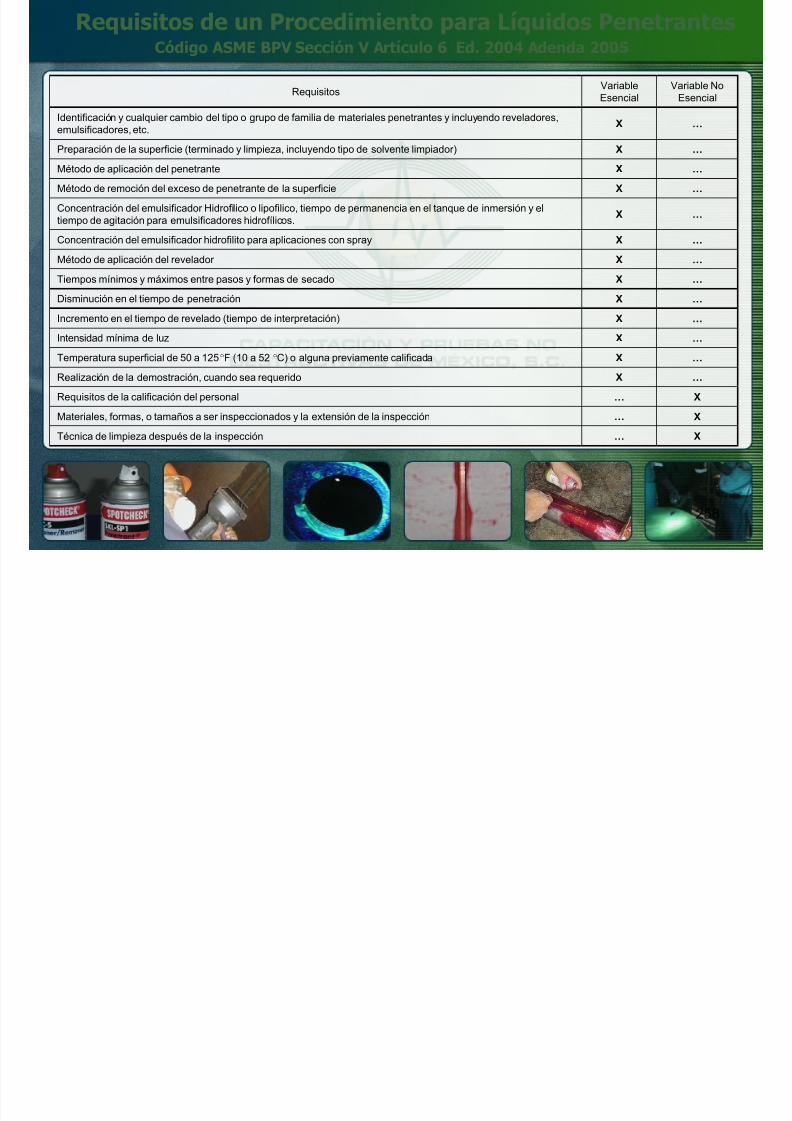
Requisitos de un Procedimiento para Líquidos PenetrantesCódigo ASME BPV Sección V Artículo 6 Ed. 2004 Adenda 2005
Requisitos VariableEsencial
Variable NoEsencial
Identificación y cualquier cambio del tipo o grupo de familia de materiales penetrantes y incluyendo reveladores,X
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 183/369
258
emulsificadores, etc. X …
Preparación de la superficie (terminado y limpieza, incluyendo tipo de solvente limpiador) X …
Método de aplicación del penetrante X …
Método de remoción del exceso de penetrante de la superficie X …
Concentración del emulsificador Hidrofilico o lipofilico, tiempo de permanencia en el tanque de inmersión y eltiempo de agitación para emulsificadores hidrofílicos.
X …
Concentración del emulsificador hidrofilito para aplicaciones con spray X …
Método de aplicación del revelador X …
Tiempos mínimos y máximos entre pasos y formas de secado X …
Disminución en el tiempo de penetración X …
Incremento en el tiempo de revelado (tiempo de interpretación) X …
Intensidad mínima de luz X …
Temperatura superficial de 50 a 125°F (10 a 52 °C) o alguna previamente calificada X …
Realización de la demostración, cuando sea requerido X …
Requisitos de la calificación del personal … X
Materiales, formas, o tamaños a ser inspeccionados y la extensión de la inspección … X
Técnica de limpieza después de la inspección … X
Curso de Líquidos Penetrantes N I y II
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 184/369
259
*****Restricciones y
Consideraciones Técnicas* * * * *
N h fl t d é d
Restricciones Técnicas (ASME Secc. V Artículo 6 Ed. 2007)
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 185/369
260
No hacer un examen fluorescente después de un
examen contrastante: al mezclarse, lafluorescencia es afectada.
No mezclar materiales penetrantes de diferentesfamilias o fabricantes: pueden no ser afines
revelador y penetrante. La reexaminación con penetrantes removibles
con agua puede causar la pérdida deindicaciones: por agua atrapada en lasdiscontinuidades.
Límites de Temperatura : Los materiales penetrantes y
Temperatura Estándar
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 186/369
261
Límites de Temperatura : Los materiales penetrantes y
la superficie de la pieza sujeta a inspección, deben estarentre los límites establecidos por el código o normaestablecido de común acuerdo entre comprador yproveedor; son permitidos calentamientos o
enfriamientos locales dentro del rango aplicado. Otrastemperaturas y tiempos se pueden usar si se determinancon el bloque comparador de líquidos penetrantes (blockde aluminio).
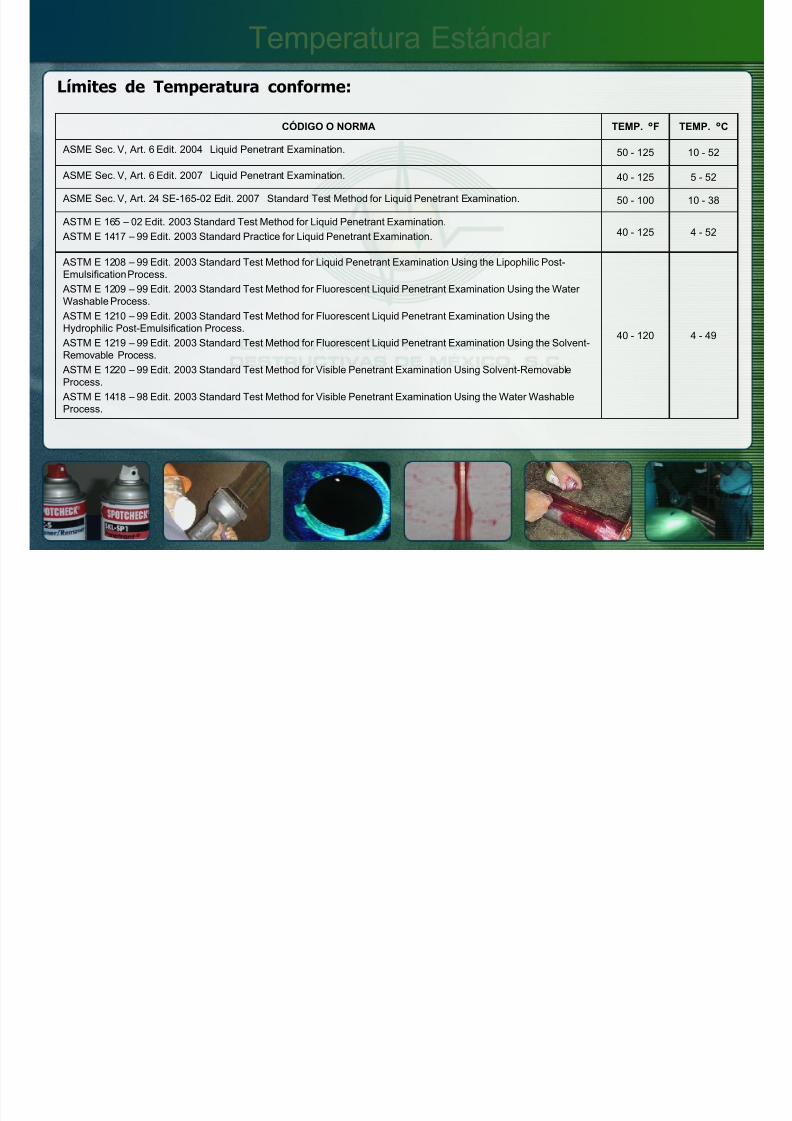
Límites de Temperatura conforme:
Temperatura Estándar
CÓDIGO O NORMA TEMP °F TEMP °C
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 187/369
262
CÓDIGO O NORMA TEMP. F TEMP. C
ASME Sec. V, Art. 6 Edit. 2004 Liquid Penetrant Examination. 50 - 125 10 - 52
ASME Sec. V, Art. 6 Edit. 2007 Liquid Penetrant Examination. 40 - 125 5 - 52
ASME Sec. V, Art. 24 SE-165-02 Edit. 2007 Standard Test Method for Liquid Penetrant Examination. 50 - 100 10 - 38
ASTM E 165 – 02 Edit. 2003 Standard Test Method for Liquid Penetrant Examination.
ASTM E 1417 – 99 Edit. 2003 Standard Practice for Liquid Penetrant Examination. 40 - 125 4 - 52
ASTM E 1208 – 99 Edit. 2003 Standard Test Method for Liquid Penetrant Examination Using the Lipophilic Post-Emulsification Process.
ASTM E 1209 – 99 Edit. 2003 Standard Test Method for Fluorescent Liquid Penetrant Examination Using the WaterWashable Process.
ASTM E 1210 – 99 Edit. 2003 Standard Test Method for Fluorescent Liquid Penetrant Examination Using theHydrophilic Post-Emulsification Process.
ASTM E 1219 – 99 Edit. 2003 Standard Test Method for Fluorescent Liquid Penetrant Examination Using the Solvent-Removable Process.
ASTM E 1220 – 99 Edit. 2003 Standard Test Method for Visible Penetrant Examination Using Solvent-RemovableProcess.
ASTM E 1418 – 98 Edit. 2003 Standard Test Method for Visible Penetrant Examination Using the Water WashableProcess.
40 - 120 4 - 49
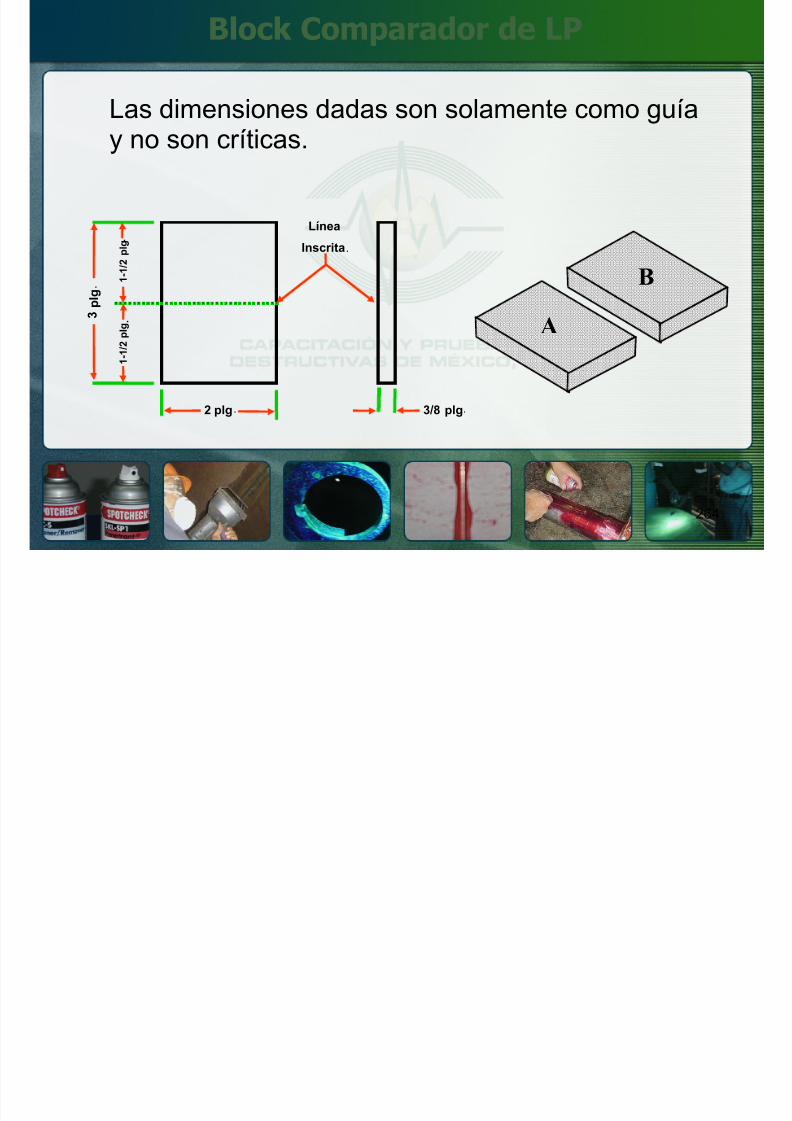
Es de aluminio ASTM B 209 Tipo 2024 con dimensiones de
Block Comparador de LP
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 188/369
263
3/8 x 2 x 3” aproximadamente.
Después de producirle grietas por temple, se corta en dosmitades identificando cada una como A y B.
Sirve para la calificación de procedimientos fueradel rango de temperatura estándar.
Código ASME BPV Sección V Artículo 6
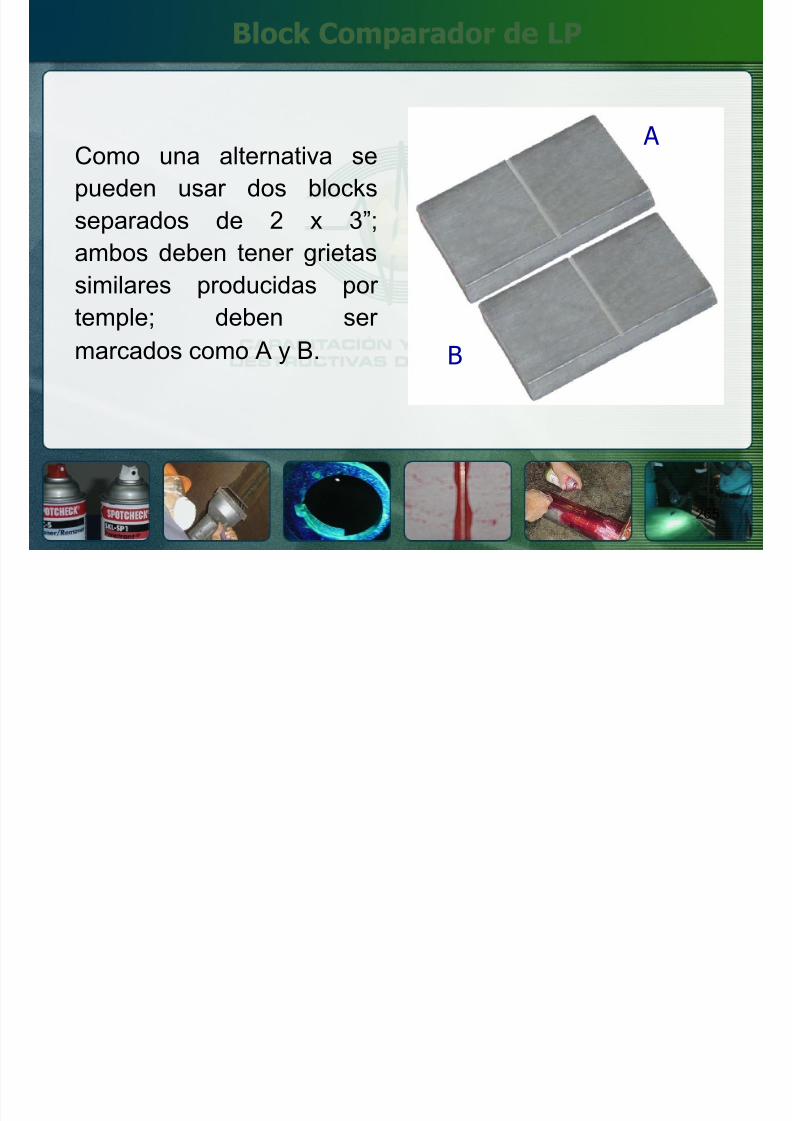
Las dimensiones dadas son solamente como guíaí i
Block Comparador de LP
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 189/369
264
A
B
y no son críticas.
2 plg .
3
p l g .
1 - 1 / 2
p l g
.
1 - 1 / 2
p l g
.
3/8 plg .
Línea
Inscrita .
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 190/369
1) Temperatura menor a 10°C.- Procedimiento propuesto en el block B,el procedimiento estándar en el block A; las indicaciones obtenidas deben
Uso del Block Comparador de LP
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 191/369
266
ser comparadas, al ser iguales, el procedimiento estará calificado desde la
temperatura menor a 10°C hasta 10°C.2) Temperatura mayor a 52°C.- Procesar el block B a la temperatura
propuesta y procesar el block A al rango de temperatura estándar; secomparan las indicaciones hasta que sean iguales; para calificar elprocedimiento, deben ser establecidos los límites superiores en inferiores.
3) Técnica alterna para penetrantes visibles.- Hacer los mismos pasosanteriores, pero con un solo block y hacer la comparación por fotografía.
Regla general:
a) Menor temperatura, mayor tiempo de penetración.
b) Mayor temperatura, menor tiempo de penetración.
Curso de Líquidos Penetrantes N I y II
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 192/369
267
***** Acondicionamiento
de la Superficie* * * * *
Pueden obtenerse resultados satisfactorios ensuperficies con acabado normal tal
Condición de la Superficie
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 193/369
268
superficies con acabado normal, tal...
Como soldado. Como rolado. Como fundido.
Como forjado.
Aunque la sensibilidad decrece alincrementar la rugosidad.
Código ASME BPV Sección V Artículo 6
L b fi l Lí id P t t d b
Superficie de Prueba(ASTM E 1417 –99)
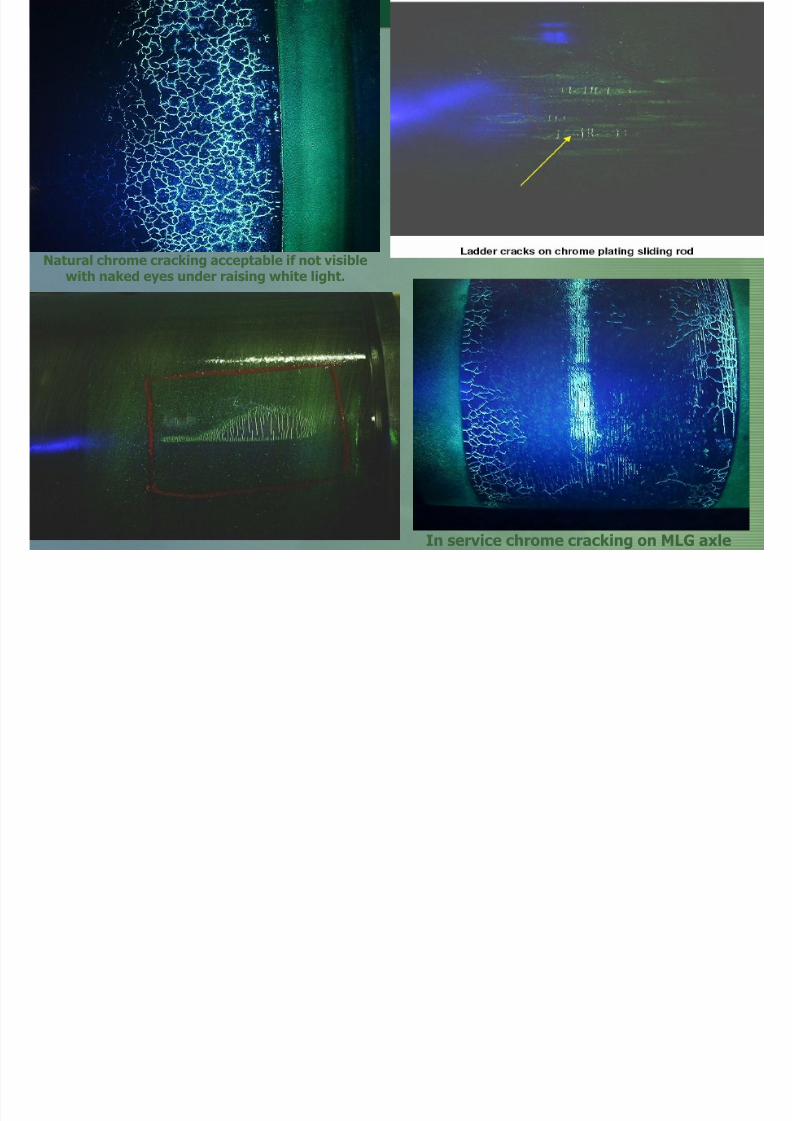
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 194/369
269
La prueba final con Líquidos Penetrantes debeser efectuada después de concluir todas lasoperaciones de proceso que pudieran causardiscontinuidades abiertas a la superficie uoperaciones que puedan exponer lasdiscontinuidades previamente no abiertas a lasuperficie; tales operaciones incluyen, pero noson limitativas: esmerilado, soldadura,enderezado, maquinado y tratamiento térmico.
La prueba final con líquidos penetrantes podría ser
Tratamiento Superficial(ASTM E 1417 –99)
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 195/369
270
La prueba final con líquidos penetrantes podría ser
efectuada antes de los tratamientos que puedanembarrar o manchar la superficie, pero que por símismos, no causan discontinuidades superficiales;tales tratamientos incluyen, pero no están limitados
a: chorro de vapor, “rebabado” , lijado, pulido, chorrode arena y “con granalla” . Al efectuar la pruebadespués de estos tratamientos, requerirá incluir undecapado en las operaciones de prelimpieza.
Todos los recubrimientos y otras condicionesfi i l t l i t
Superficies con Recubrimientos(ASTM E 1417-99)
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 196/369
271
superficiales tales como pintura,electrorecubrimientos, corrosión, etc. deben serremovidos de la superficie a ser examinada antesde efectuar la prueba por Líquidos Penetrantes.
La prueba con Líquidos Penetrantes debepreceder cualquier acabado superficial, tal comoel anodizado, excepto para partes en servicio, lascuales podrían ser examinadas sin remover elanodizado.
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 197/369
272
I i h ki MLG l
Natural chrome cracking acceptable if not visiblewith naked eyes under raising white light.
Sustancias Alcalinas.
Métodos de Limpieza
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 198/369
273
Sustancias Alcalinas.
1.- Químicos Sustancias Ácidas.Sales Fundidas
Pulido abrasivo.
Arena a presión.
Agua y vapor a presión
Limpieza ultrasónica.
2.- Mecánicos
Métodos de Limpieza
Desengrasado por vapor
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 199/369
274
Cualquier método debe cumplir lo siguiente:
No dejar residuos. No cerrar las discontinuidades. No dañar el material a inspeccionar.
3.- Por SolventesDesengrasado por vapor
Enjuague con solvente
La selección del método de limpieza debe
Métodos de Limpieza
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 200/369
275
La selección del método de limpieza debe
hacerse tomando en cuenta:
Tipo de contaminante a ser removido. Su efecto en el material.
Factibilidad de su aplicación. Requisitos de limpieza específicos del
comprador.
Acondicionado por Limpieza Mecánica
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 201/369
276
Estos procesos pueden disminuir la efectividadde la prueba al taponar u obstruir el paso delpenetrante en la abertura superficial de lasdiscontinuidades, especialmente en metales
blandos: aluminio, titanio, magnesio y aleaciónde berilio.
Código ASME Secc. V (SE 165)
Limpieza Inicial
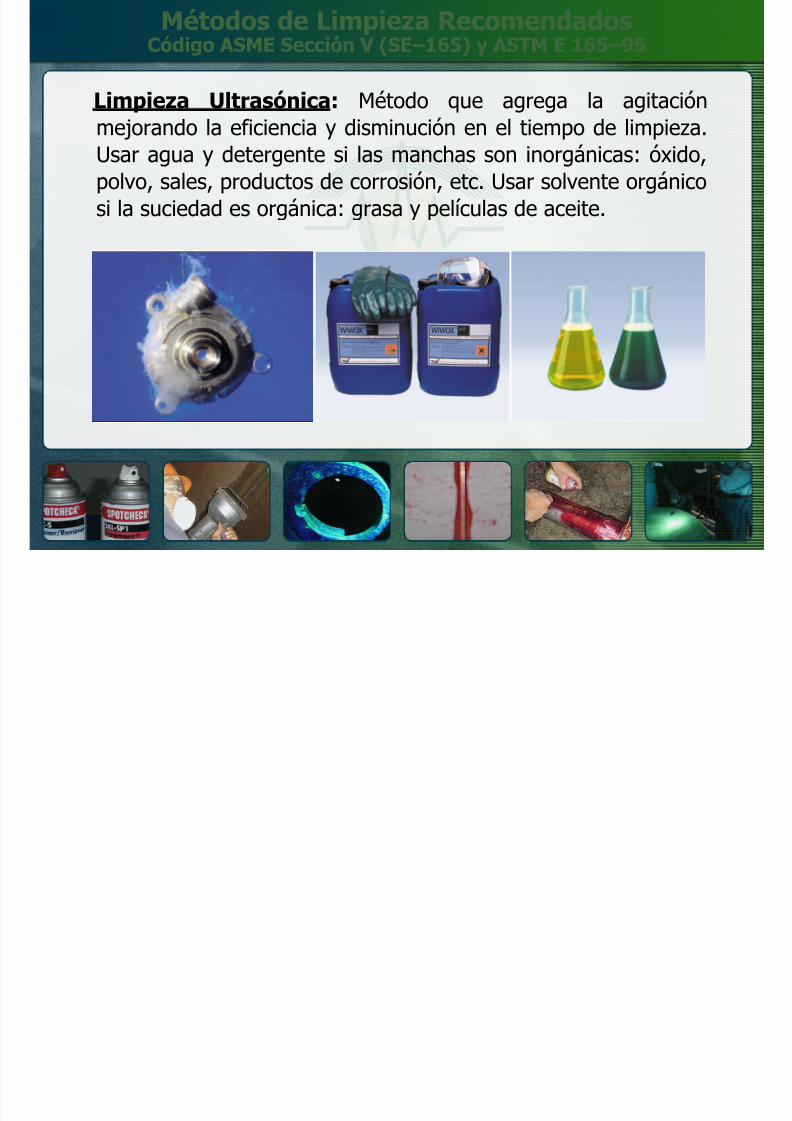
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 202/369
277
Limpieza con Detergente: Son compuestos no
Métodos de Limpieza RecomendadosCódigo ASME Sección V (SE –165) y ASTM E 165 –95

7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 203/369
278
flamables, solubles en agua, especialmente seleccionadospara humectar, penetrar, emulsificar y saponificarmanchas de grasa, aceite, fluidos de corte y maquinado.Pueden ser de naturaleza alcalina, neutra o ácida.
Limpieza con Solvente: Son limpiadores tipo solvente
que pueden disolver películas de grasa y aceite, ceras,selladores, pintura y materia orgánica en general.
Saponificar: Convertir en jabón un cuerpo grasomediante la combinación de sus ácidos con álcalis u
óxidos metálicos, por ej. los jabones blandos sesaponifican con hidróxido de potasio.

7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 204/369
Limpieza Ultrasónica: Método que agrega la agitaciónmejorando la eficiencia y disminución en el tiempo de limpieza.
Métodos de Limpieza RecomendadosCódigo ASME Sección V (SE –165) y ASTM E 165 –95
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 205/369
280
Usar agua y detergente si las manchas son inorgánicas: óxido,polvo, sales, productos de corrosión, etc. Usar solvente orgánicosi la suciedad es orgánica: grasa y películas de aceite.
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 206/369
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 207/369
282
Remoción de Pintura Seca. – Se puede remover pormedio de:
Métodos de Limpieza RecomendadosCódigo ASME Sección V (SE –165) y ASTM E 165 –95
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 208/369
283
Un solvente removedor de pintura de altaviscosidad para aplicarlo con brocha, o puede serde baja viscosidad del tipo doble capa paraaplicarlo por inmersión; ambos se aplican atemperatura ambiente.
Un tanque caliente con removedor alcalino; soncompuestos de polvos solubles en agua, se
utilizan a una temperatura de 82 y 93 °C.
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 209/369
Curso de Líquidos Penetrantes N I y II
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 210/369
285
* * * * *Secuencia del Proceso
* * * * *
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 211/369
7. Remoción del exceso de penetrante.
Secuencia del Examen con Líquidos Penetrantes
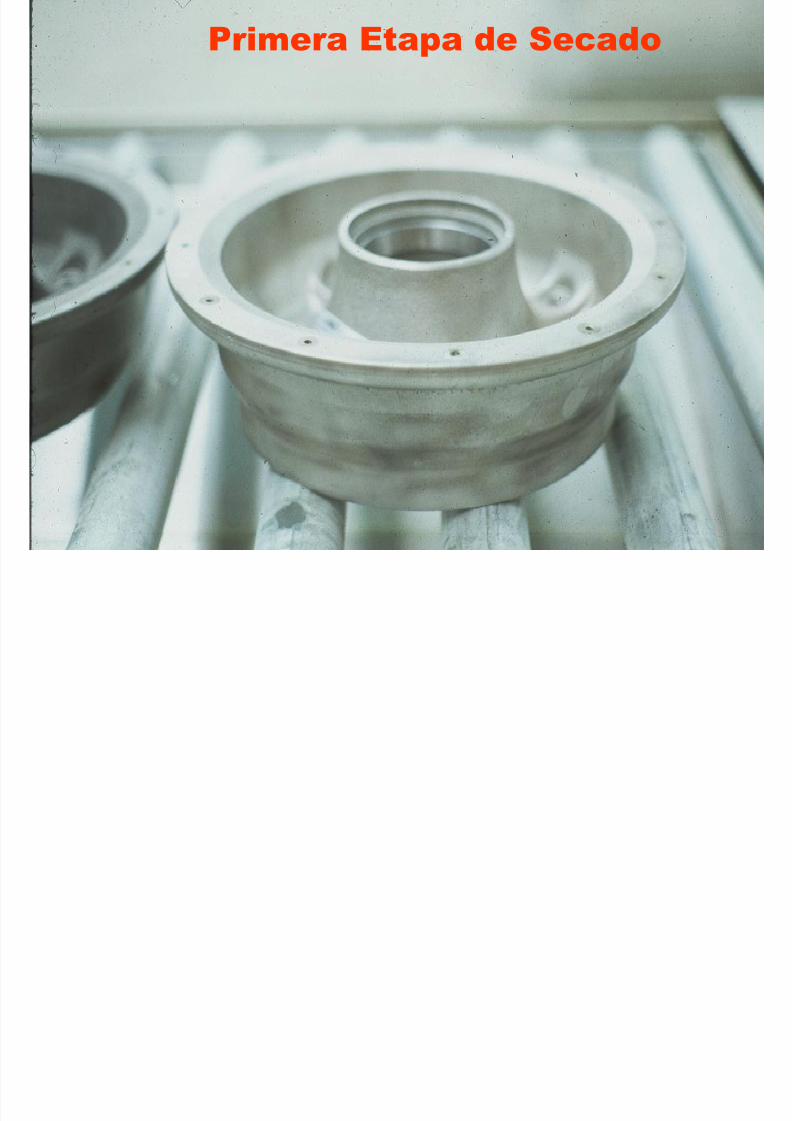
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 212/369
287
7. Remoción del exceso de penetrante.
8. Segunda etapa de secado.9. Aplicación del revelador.10. Tiempo de revelado.
11. Interpretación y evaluación (inspección). 12. Limpieza final.
1. Área de interés: Es la zona, área o porciónespecífica de una pieza de la cual será evaluada su
Prelimpieza

7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 213/369
288
sanidad. Todas las superficies a examinar debenestar limpias y secas, libres de:
Óxido, escamas, suciedad, tierra, pelusa. Fundente.
Cascarilla de Tratamiento Térmico. Grasa, pintura, Películas de aceite.
Cualquier material extraño que interfiera con la prueba.
2. Después de la prelimpieza: Puede ser
Primera Etapa de Secado
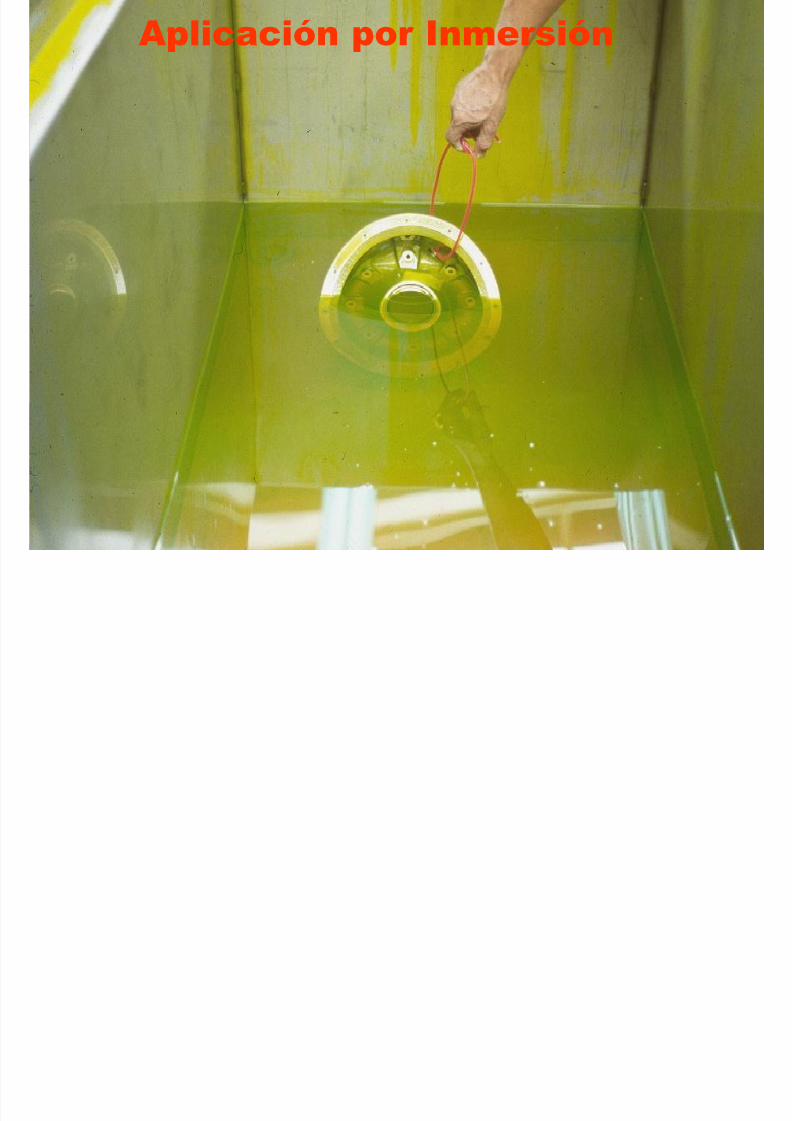
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 214/369
289
2. Después de la prelimpieza: Puede ser
por evaporación normal, con aire a presión,en un horno o con lámparas infrarrojas; debefijarse un tiempo mínimo (de 3 a 5 minutos)
para asegurarse que las soluciones delimpieza se hayan evaporado antes de aplicarel penetrante.
Primera Etapa de Secado
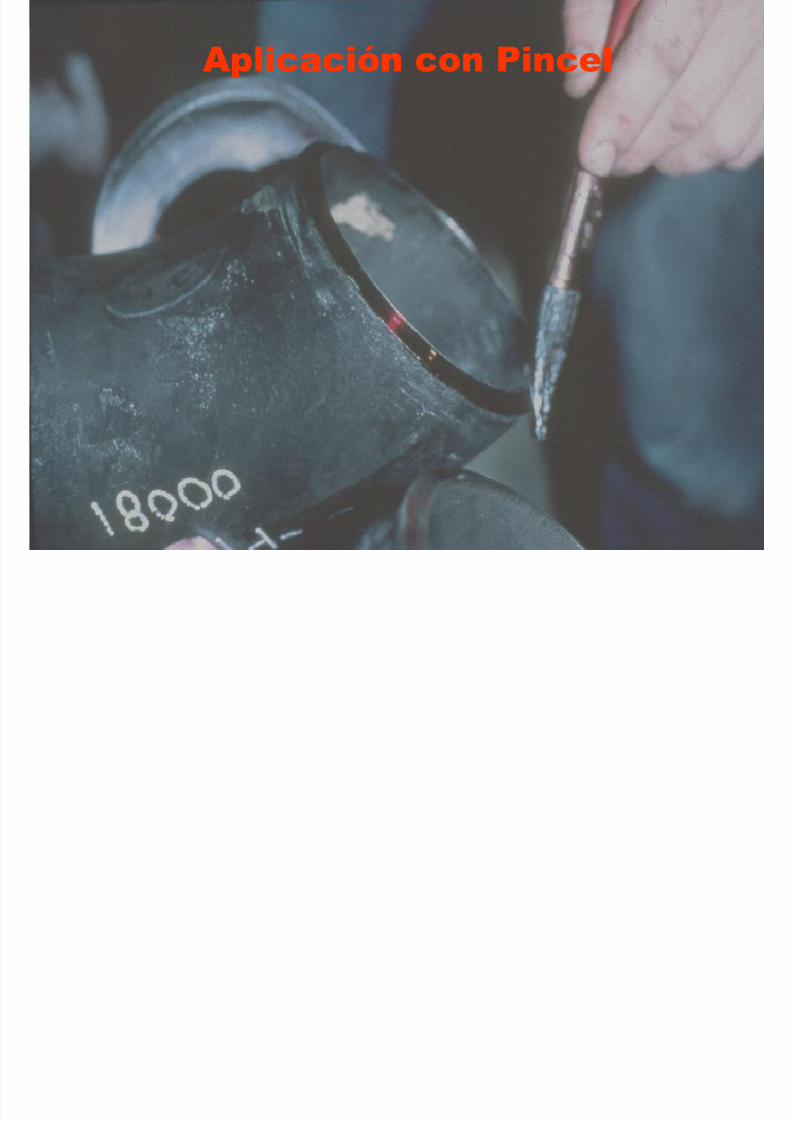
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 215/369
290
3. Se puede aplicar porinmersión, con brocha,
Aplicación del Penetrante
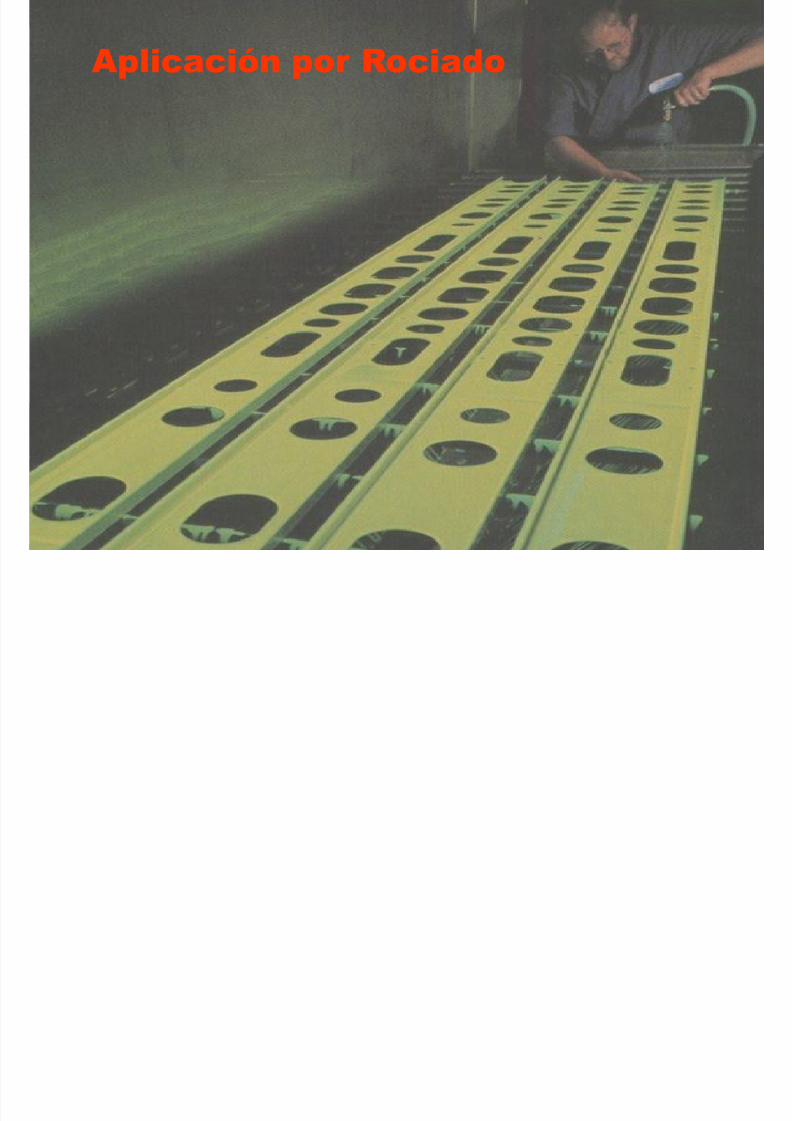
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 216/369
291
inundación o aspersión; sepueden usar pistolasneumáticas convencionales o
electrostáticas.Las piezas pequeñas sepueden colocar encanastillas.
El rociado electrostáticoeconomiza penetrante yevita encharcamientos.
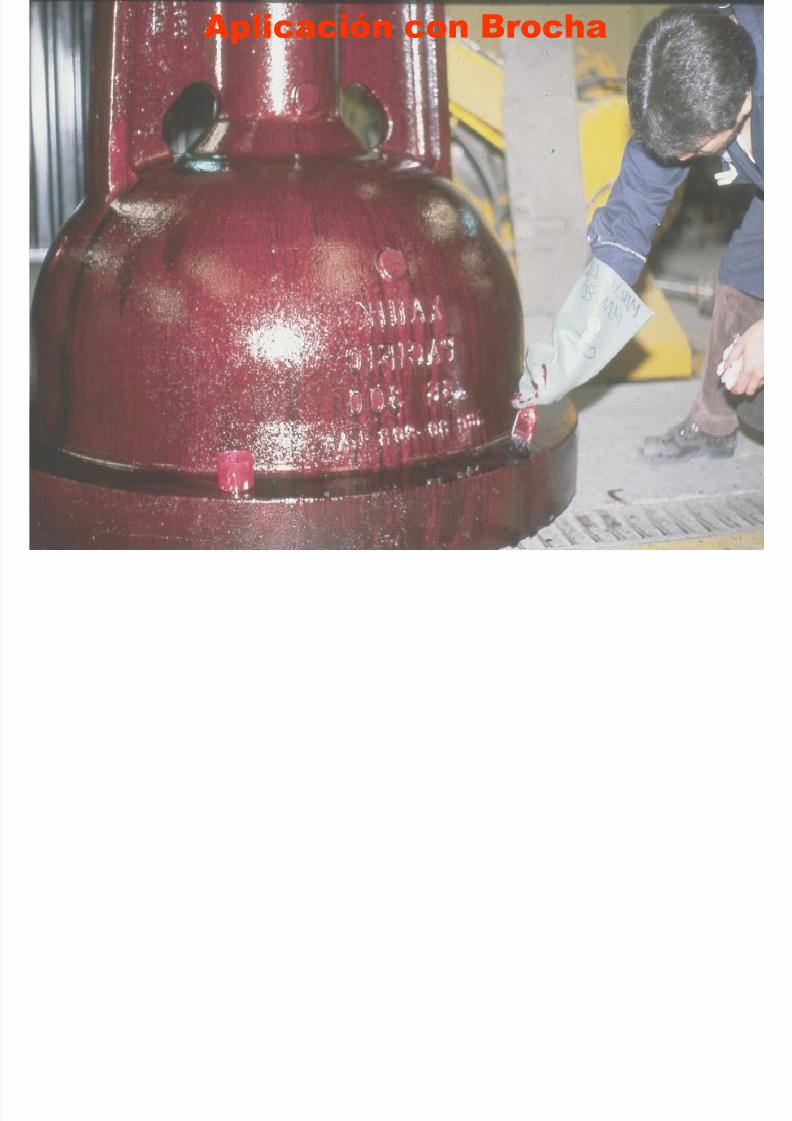
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 217/369
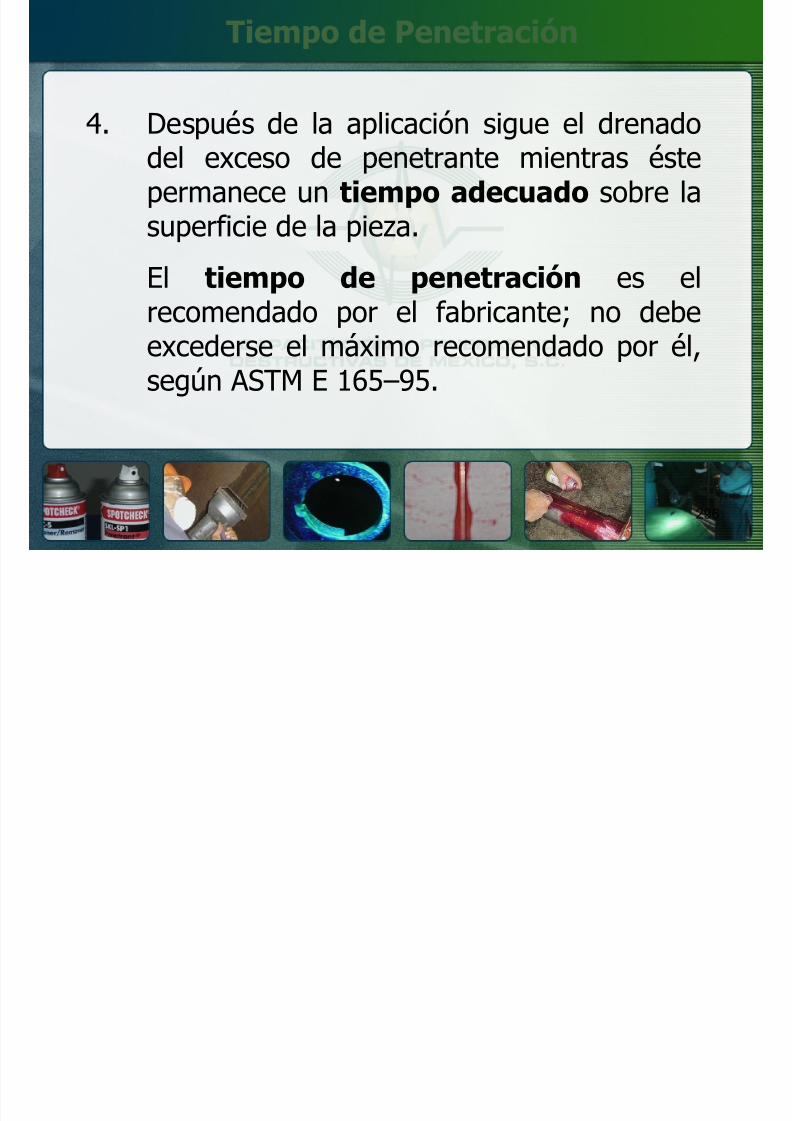
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 218/369
Aplicación por Rociado
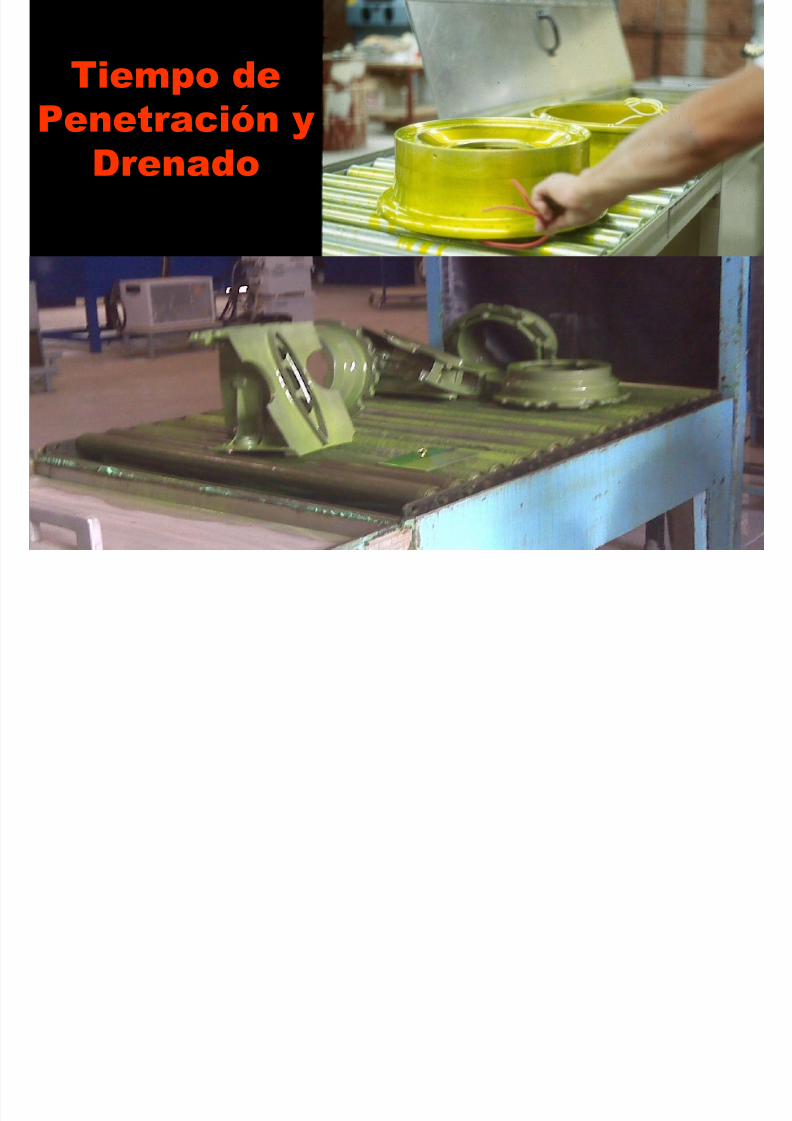
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 219/369
294
Aplicación con Brocha
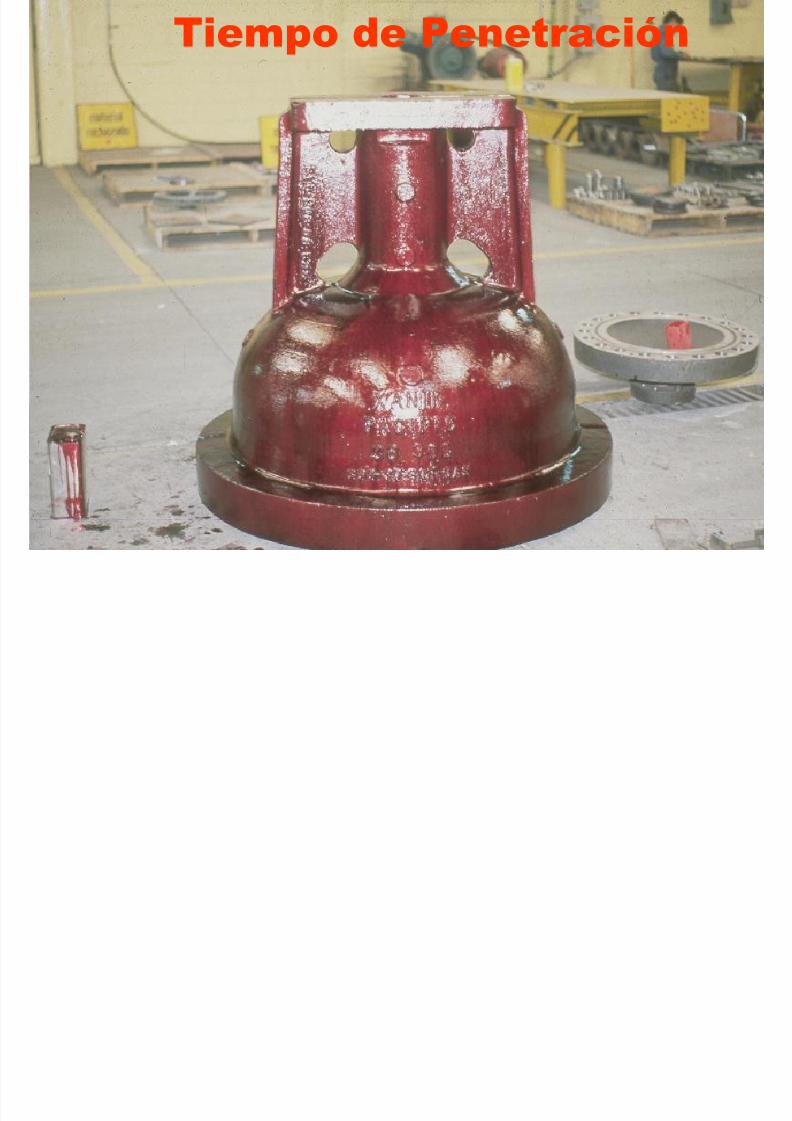
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 220/369
295
4. Después de la aplicación sigue el drenado
Tiempo de Penetración
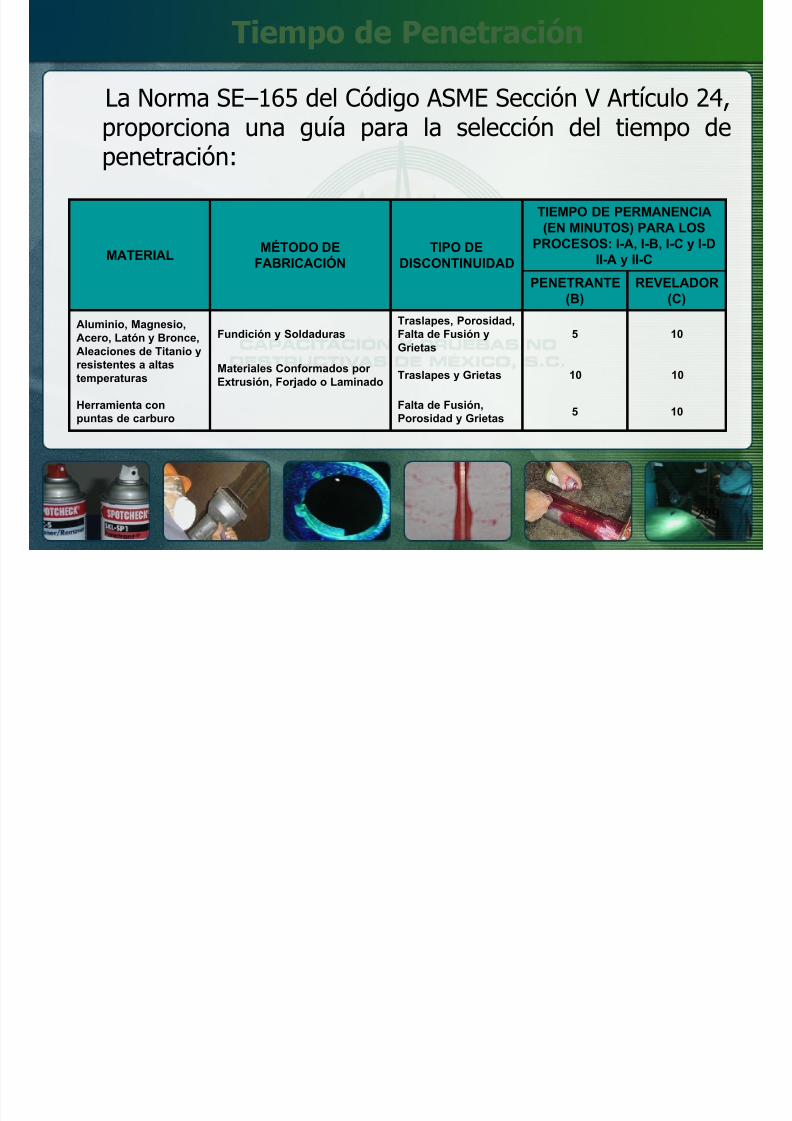
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 221/369
296
del exceso de penetrante mientras éstepermanece un tiempo adecuado sobre lasuperficie de la pieza.
El tiempo de penetración es elrecomendado por el fabricante; no debeexcederse el máximo recomendado por él,según ASTM E 165 –95.
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 222/369
Tiempo de Penetración
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 223/369
298
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 224/369
Observaciones acerca de los tiempos de la tabla:
1 Temperatura de 10 a 38 °C para penetrante
Tiempo de Penetración
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 225/369
300
1.Temperatura de 10 a 38 C para penetrantefluorescente.
2.Temperatura de 10 a 52 °C para penetrantevisible.
3.Tiempo de revelado máximo: 2 horas parareveladores acuosos y 1 hora para no acuosos.
De acuerdo al ASTM E 1417 –99: el tiempo de penetracióndebe ser de 10 minutos mínimo (4 a 52 °C); 20 minutos
mínimo (4.4 a 10 °C) y máximo 2 horas.
5. Aplicación del emulsificador: Es aplicado
Emulsificación Lipofílica
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 226/369
301
después de transcurrido el tiempo depenetración, por inmersión o inundación, noaplicarlo por aspersión o brocha ni tampocoagitarlo mientras esté sobre la superficie;
enseguida, la pieza es drenada evitando queel emulsificador se encharque en la pieza,según ASTM E 1417 –99.
6. Tiempo de emulsificación: Este es crítico y
Emulsificación Lipofílica
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 227/369
302
es determinado por la rugosidad superficial yel tipo de emulsificador.
El tiempo nominal es el recomendado por elfabricante; el tiempo real debe determinarse
experimentalmente.Para sistemas Tipo I, el tiempo no debe sermayor a 3 minutos y 30 segundos para
sistemas Tipo II, según ASTM E 1417 –99.
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 228/369
Efectividad del enjuague; según ASTM E 1417 –99:
Emulsificación Lipofílica
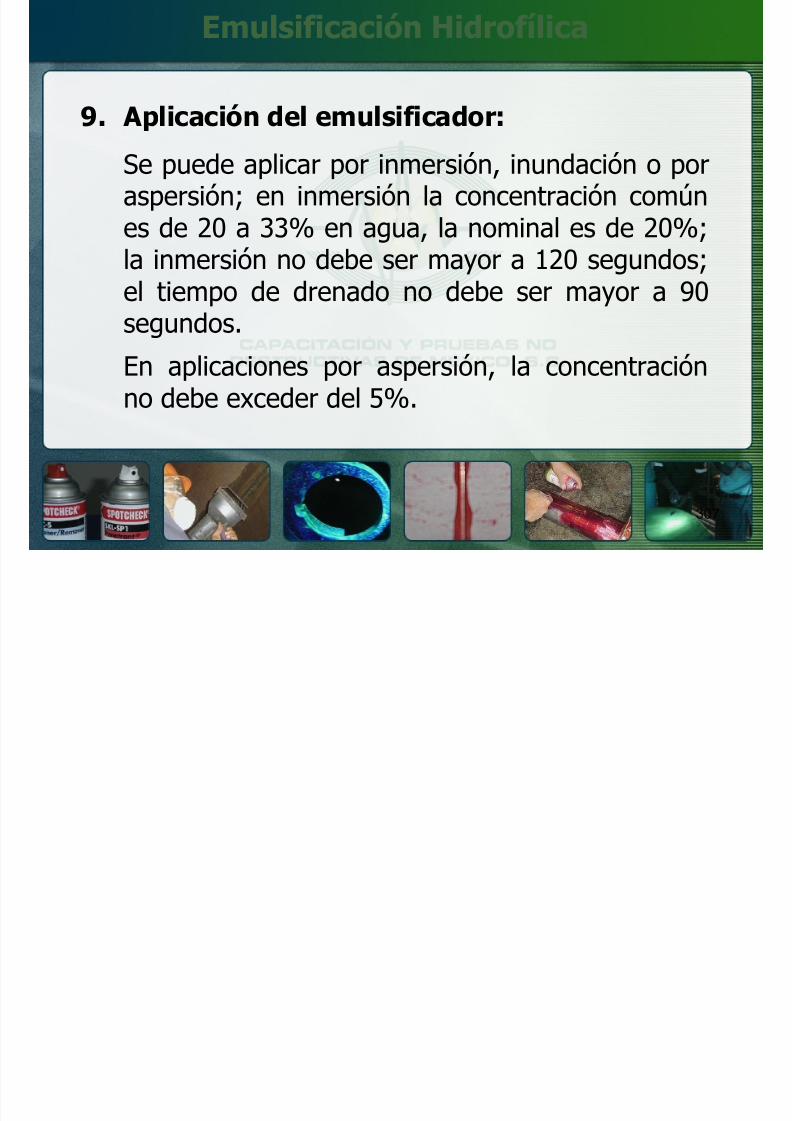
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 229/369
304
Sí la emulsificación y el enjuague final no son efectivos,evidenciado por exceso de penetrante residual en lasuperficie, se debe secar y reprocesar.
El tiempo de emulsificación debe ser el mínimo
necesario para producir un fondo aceptable sobre elcomponente.
Un sobrelavado es evidenciado por la falta total deresiduos de penetrante sobre el área de interés.
8. Proceso del Método D: El penetrante debeser removido con un pre –enjuague con agua
Emulsificación Hidrofílica
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 230/369
305
p j g gsimple, aplicar el emulsificador y después hacerel enjuague final. El pre –enjuague debeaplicarse en el mínimo de tiempo requerido(nominal 60 segundos); beneficios que
proporciona: Minimiza la contaminación del
emulsificador, cuando se aplica porinmersión.
Minimiza la contaminación con penetrante
Emulsificación Hidrofílica
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 231/369
306
en el paso final de enjuague. Se colecta el penetrante en el tanque,
separándolo del agua.
Los parámetros de enjuague del Método B(presión, tiempo y temperatura) deben seraplicados.
9. Aplicación del emulsificador:
Emulsificación Hidrofílica
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 232/369
307
Se puede aplicar por inmersión, inundación o poraspersión; en inmersión la concentración comúnes de 20 a 33% en agua, la nominal es de 20%;la inmersión no debe ser mayor a 120 segundos;
el tiempo de drenado no debe ser mayor a 90segundos.
En aplicaciones por aspersión, la concentraciónno debe exceder del 5%.
10. Tiempo de Emulsificación.
Emulsificación Hidrofílica

7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 233/369
308
El tiempo de emulsificación varía dependiendode su concentración que puede ser monitoreadausando un refractómetro (determina el índice derefracción).
El tiempo de emulsificación debe ser el mínimorequerido, no debe exceder de2 minutos (ASTM E 1417).
11. Enjuague o lavado posterior:La evidencia de un sobrelavado requiere que la pieza
Emulsificación Hidrofílica
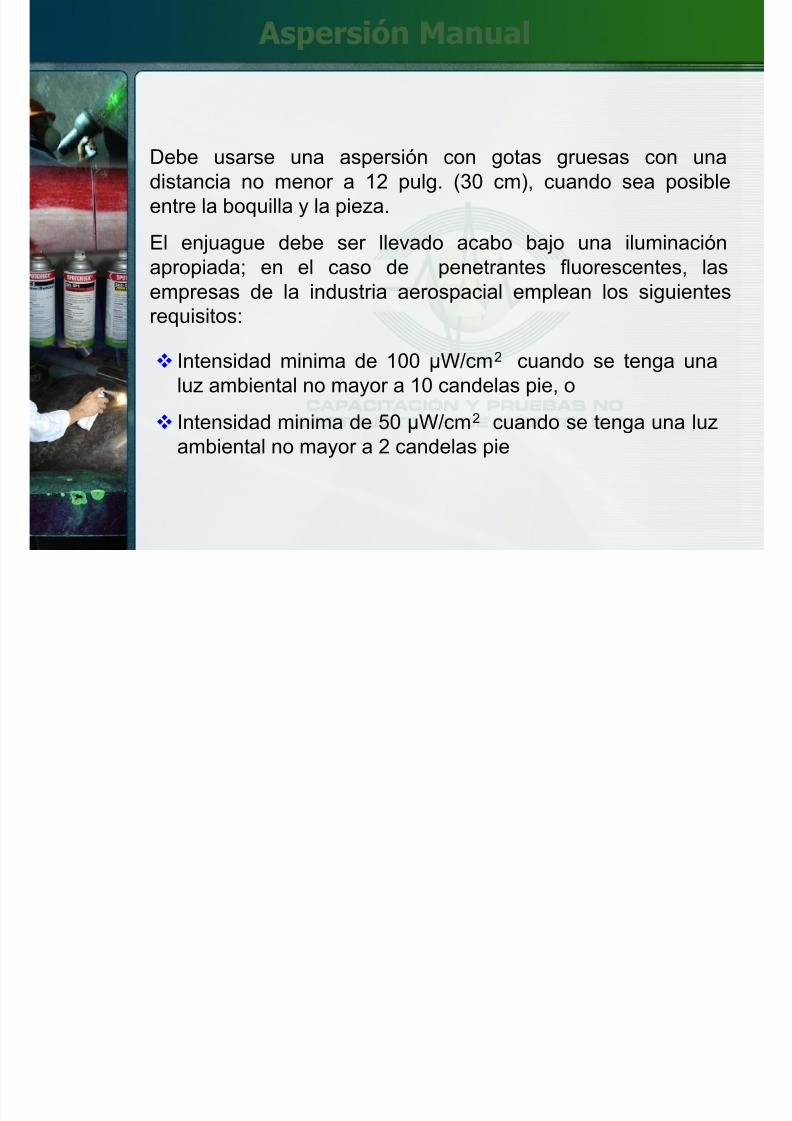
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 234/369
309
q q psea limpiada y reprocesada. Un fondo excesivo podríaser removido por una aplicación adicional deemulsificador, procurando que el tiempo deemulsificación no sea excedido, volver a enjuagar; si
lo anterior no produce un fondo aceptable, la piezadebe ser limpiada y reprocesada. Los sistemasmanuales requieren el uso de una iluminaciónapropiada para asegurar una adecuada remoción delpenetrante.
12. Penetrante lavable con agua: Debe ser
Remoción del Exceso
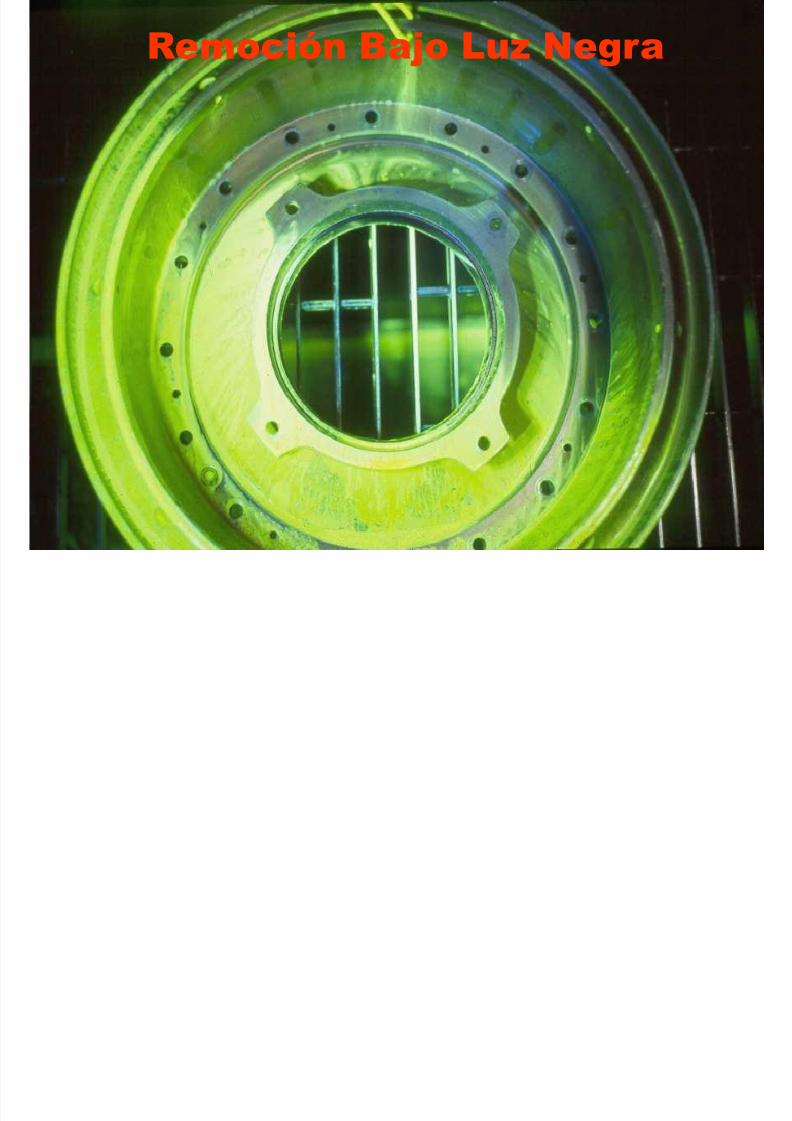
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 235/369
310
removido con agua por aspersión manual oautomática, tallado manual o lavado porinmersión agitado con aire.
Aspersión Manual: La presión del agua nodebe exceder de 40 psi. La temperatura delagua debe estar entre 10 a 38 °C.
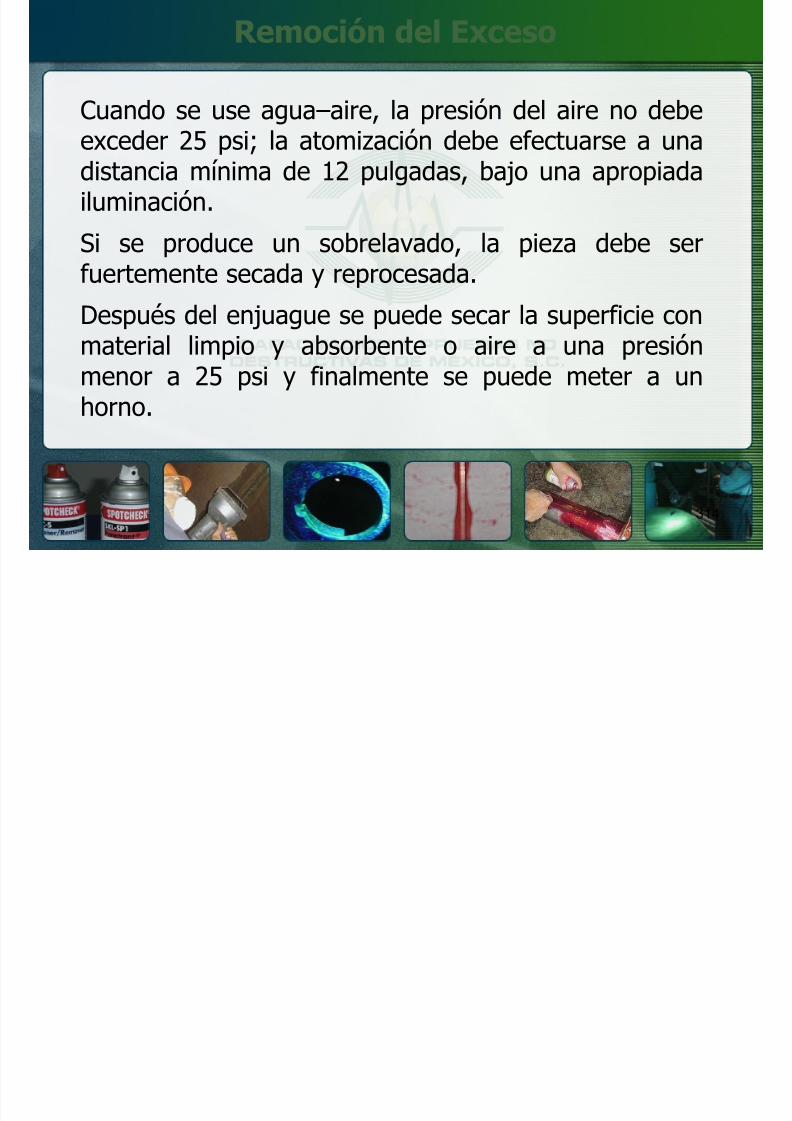
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 236/369
311
Aspersión Manual
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 237/369
312
Debe usarse una aspersión con gotas gruesas con unadistancia no menor a 12 pulg. (30 cm), cuando sea posibleentre la boquilla y la pieza.
El enjuague debe ser llevado acabo bajo una iluminaciónapropiada; en el caso de penetrantes fluorescentes, las
empresas de la industria aerospacial emplean los siguientesrequisitos:
Intensidad minima de 100 µW/cm2 cuando se tenga unaluz ambiental no mayor a 10 candelas pie, o
Intensidad minima de 50 µW/cm2 cuando se tenga una luzambiental no mayor a 2 candelas pie
Remoción Bajo Luz Negra
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 238/369
313
Cuando se use agua –aire, la presión del aire no debeexceder 25 psi; la atomización debe efectuarse a una
Remoción del Exceso
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 239/369
314
distancia mínima de 12 pulgadas, bajo una apropiadailuminación.
Si se produce un sobrelavado, la pieza debe serfuertemente secada y reprocesada.
Después del enjuague se puede secar la superficie conmaterial limpio y absorbente o aire a una presiónmenor a 25 psi y finalmente se puede meter a unhorno.
13. Remoción del exceso:
Penetrante Removible con Solvente
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 240/369
315
Limpiar con material absorbente limpio, seco ylibre de pelusa; después usar un materialabsorbente ligeramente húmedo (no saturado)y limpiar suavemente; evitar remover elpenetrante de las discontinuidades; no usarremovedor en exceso.
Lo Que No Debe Hacerse
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 241/369
316
Restricción Técnica en la Remoción:
Penetrante Removible con Solvente
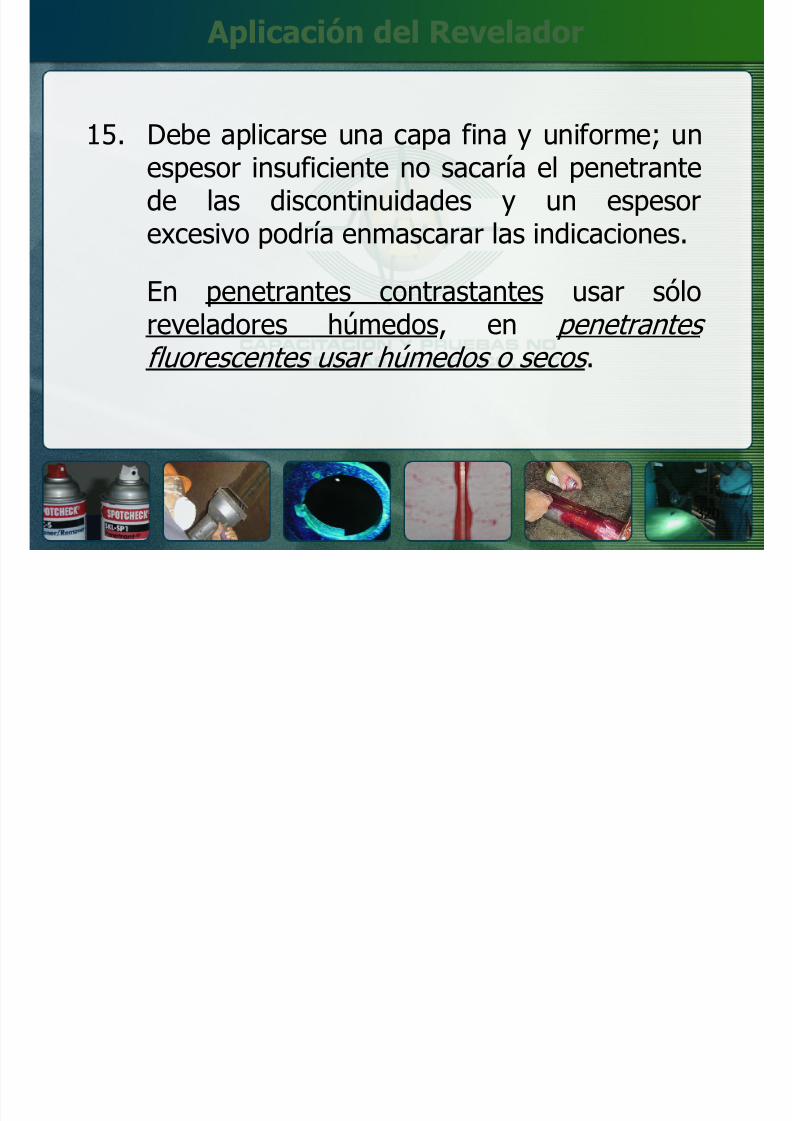
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 242/369
317
Está prohibido inundar con solvente la superficie aexaminar después de la aplicación del penetrante yantes de la aplicación del revelador (Código ASME
Secc. V Ed. 2007).El solvente es muy afín con el penetrante, lo puedediluir y extraer.
14. Después de la Remoción: Se puede usar un horno con aire caliente
Segunda Etapa de Secado

7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 243/369
318
recirculante; chorro de aire caliente o aire atemperatura ambiente.
El mejor secado es obtenido en un secador con aire
caliente recirculante termostáticamente controlado.La temperatura del horno no debe exceder de 160°F (71 °C) y el tiempo de permanencia no debe sermayor a 30 minutos, de acuerdo al ASTM E 165.
Remoción del Exceso dePenetrante
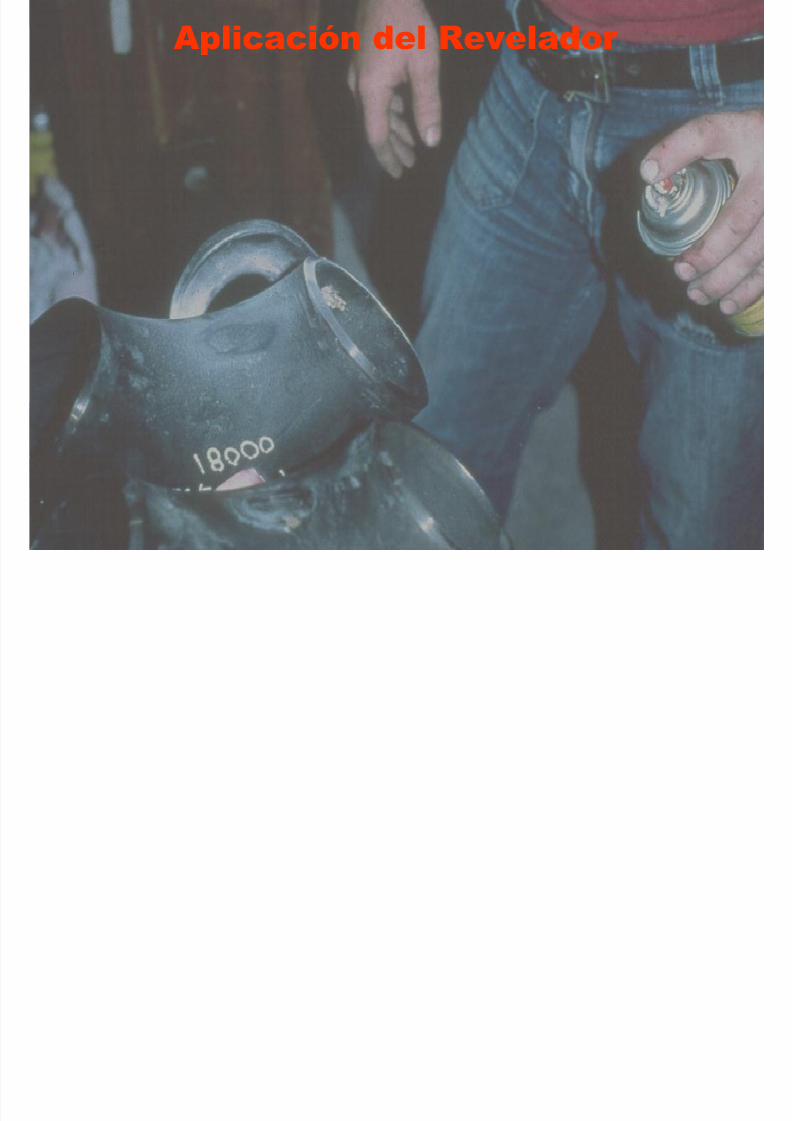
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 244/369
319
15. Debe aplicarse una capa fina y uniforme; un
Aplicación del Revelador
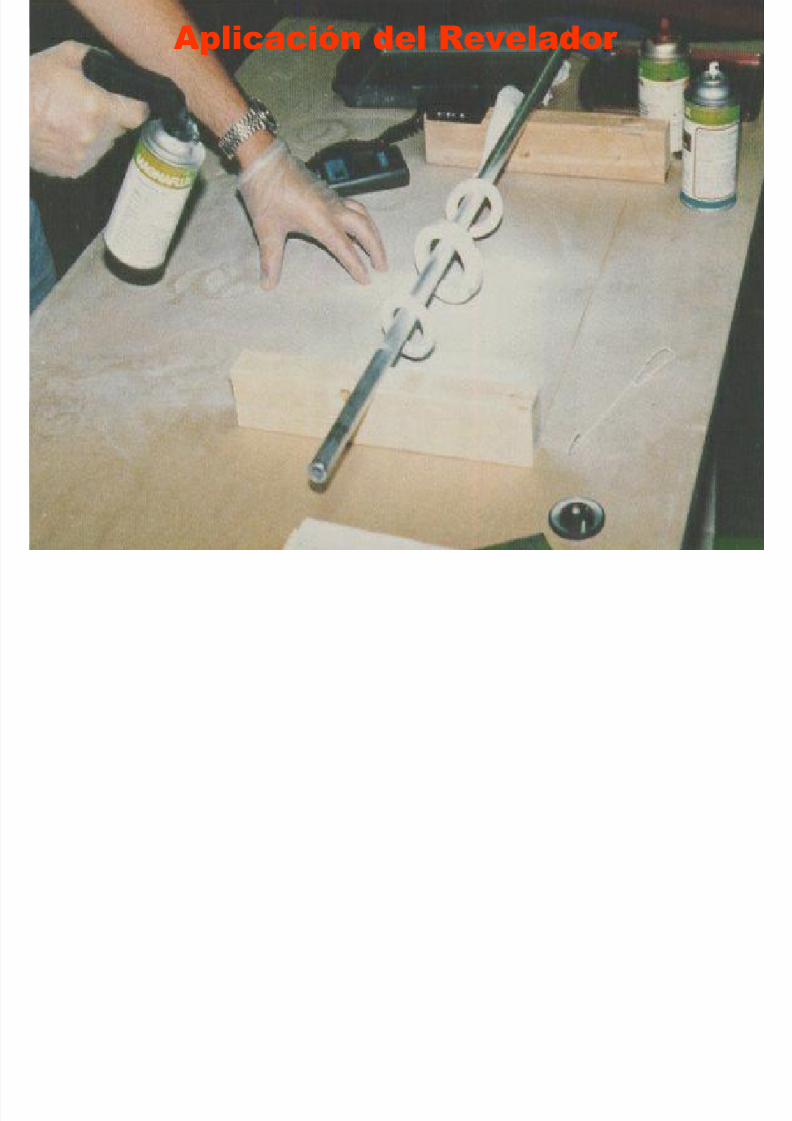
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 245/369
320
espesor insuficiente no sacaría el penetrantede las discontinuidades y un espesorexcesivo podría enmascarar las indicaciones.
En penetrantes contrastantes usar sóloreveladores húmedos, en penetrantesfluorescentes usar húmedos o secos .
Aplicación del Revelador Seco por Cámara de Niebla
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 246/369
321
Aplicación del Revelador
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 247/369
322
Aplicación del Revelador
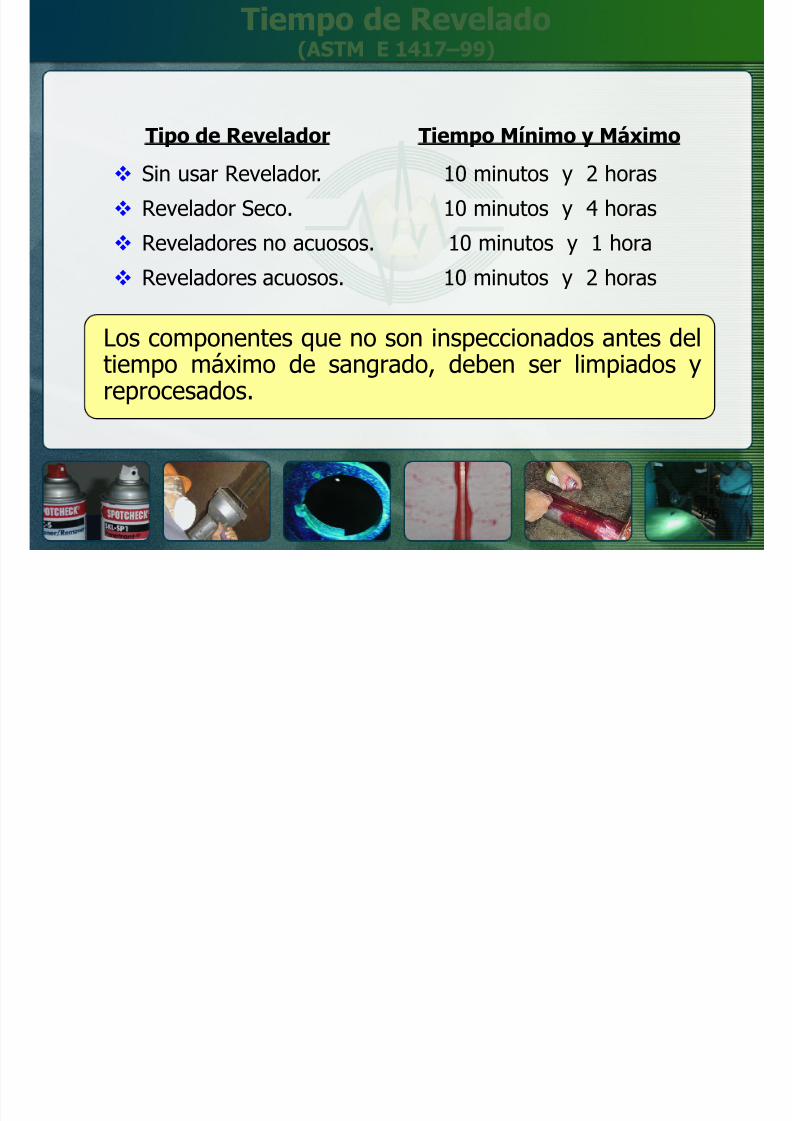
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 248/369
323
Visibilidad de las Indicaciones
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 249/369
324
16. Inicia inmediatamente después de aplicar el
Tiempo de Revelado
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 250/369
325
revelador seco o tan pronto seca la capa delrevelador húmedo.
El tiempo mínimo es de 10 minutos y el
máximo 60 minutos, aunque periodos máslargos son permitidos. (ASME Sección V Artículo 6).
Tiempo de Revelado(ASTM E 1417 –99)
Tipo de Revelador Tiempo Mínimo y Máximo
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 251/369
326
Los componentes que no son inspeccionados antes deltiempo máximo de sangrado, deben ser limpiados yreprocesados.
Sin usar Revelador. 10 minutos y 2 horas Revelador Seco. 10 minutos y 4 horas
Reveladores no acuosos. 10 minutos y 1 hora
Reveladores acuosos. 10 minutos y 2 horas
En penetrantes Tipo I deben ser aplicados como unacapa fina y uniforme.
Tiempo de Revelado(ASTM E 1417 –99)
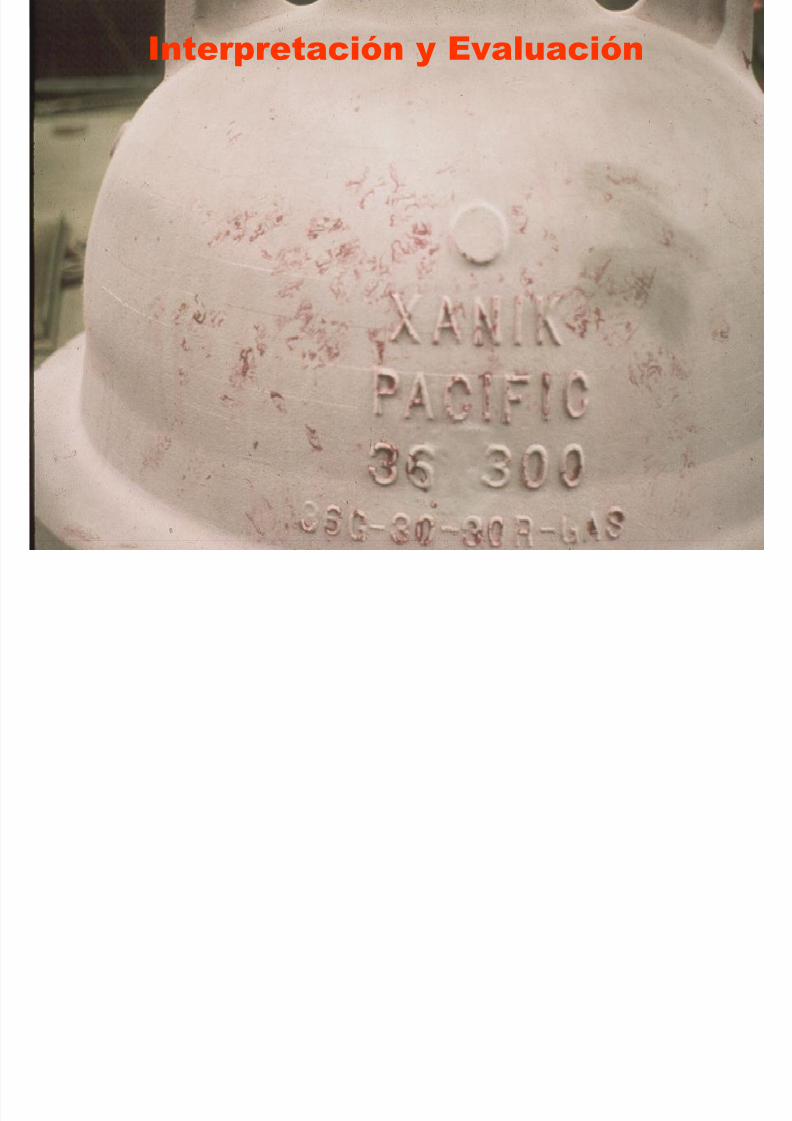
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 252/369
327
En penetrantes Tipo II deben ser aplicados formandouna capa blanca y uniforme que sirva de contraste.
Si la capa de revelador es muy gruesa, en sistemas
penetrantes Tipo I, de tal forma que la superficiemetálica esté completamente enmascarada, lasuperficie debe ser limpiada y reprocesada.
Caracterización de indicaciones:
Monitoreo del Revelado

7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 253/369
328
Los tipos de discontinuidades son difíciles deevaluar si el penetrante se difundeexcesivamente; por ello se debe observar elsangrado durante la aplicación del revelador.
Se debe monitorear la formación de indicaciones:algunas se forman rápidamente, otras tardan enformarse; algunas son dudosas o cuestionables.
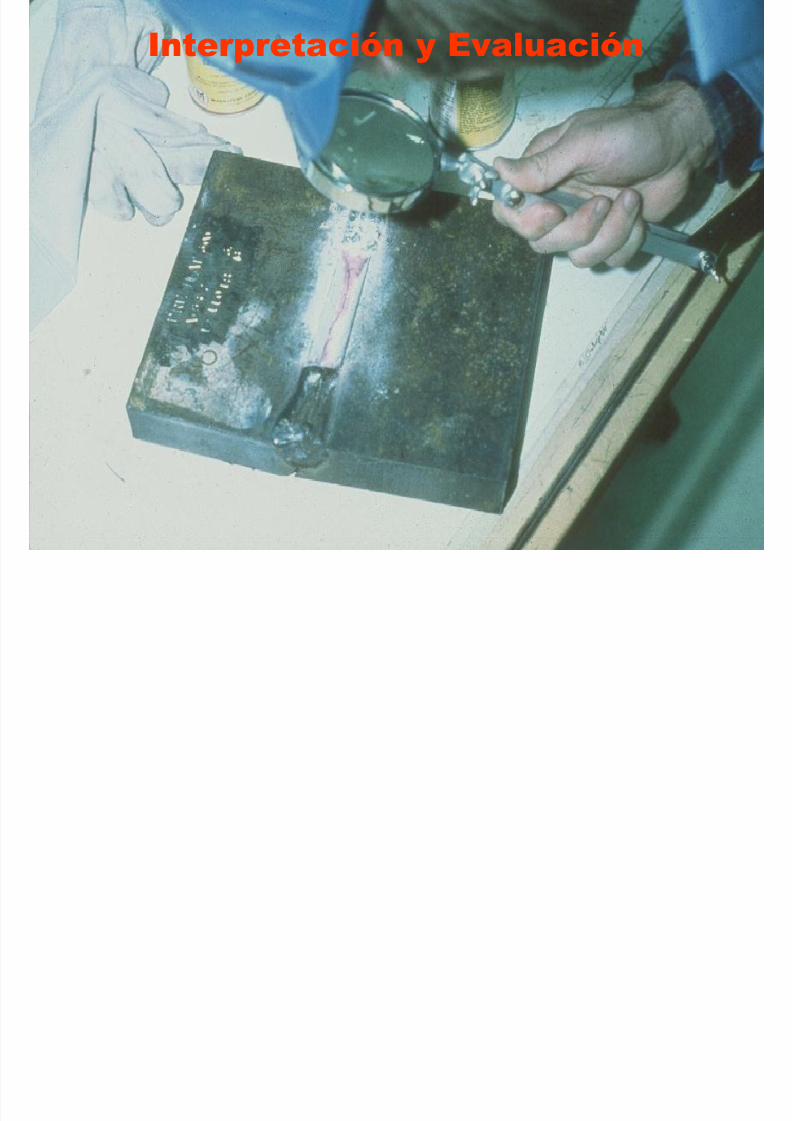
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 254/369
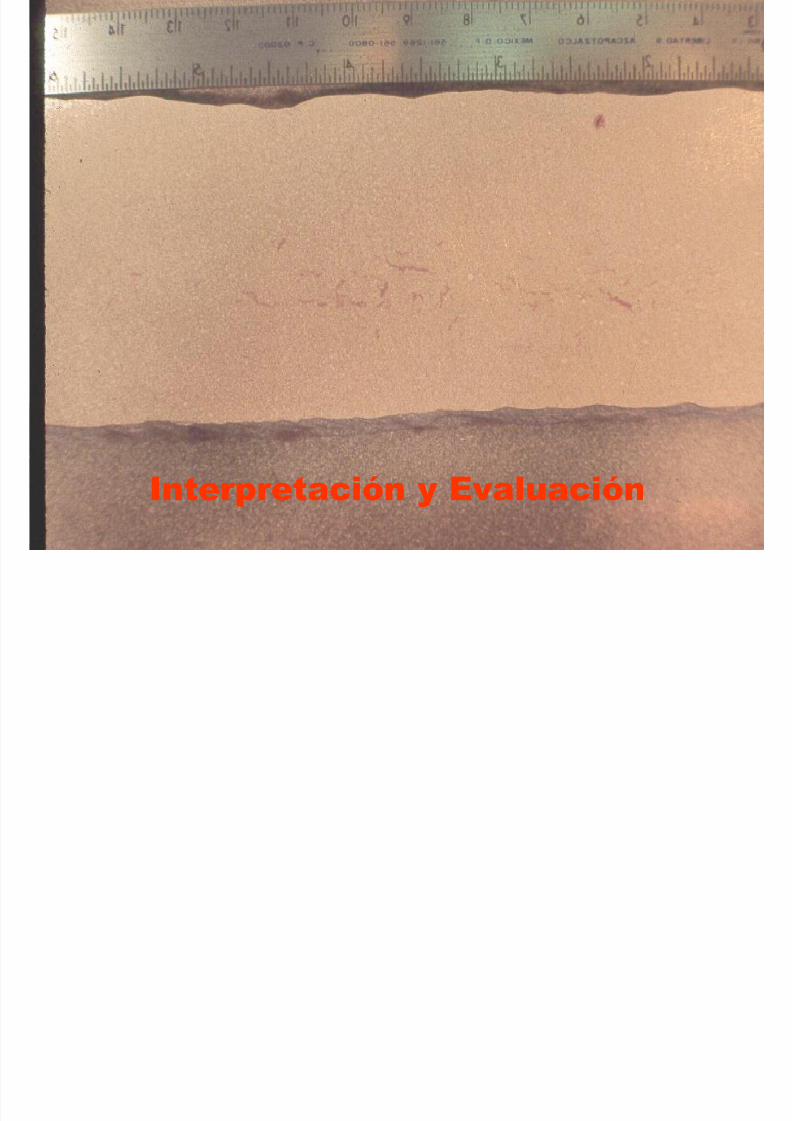
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 255/369
Interpretación y Evaluación
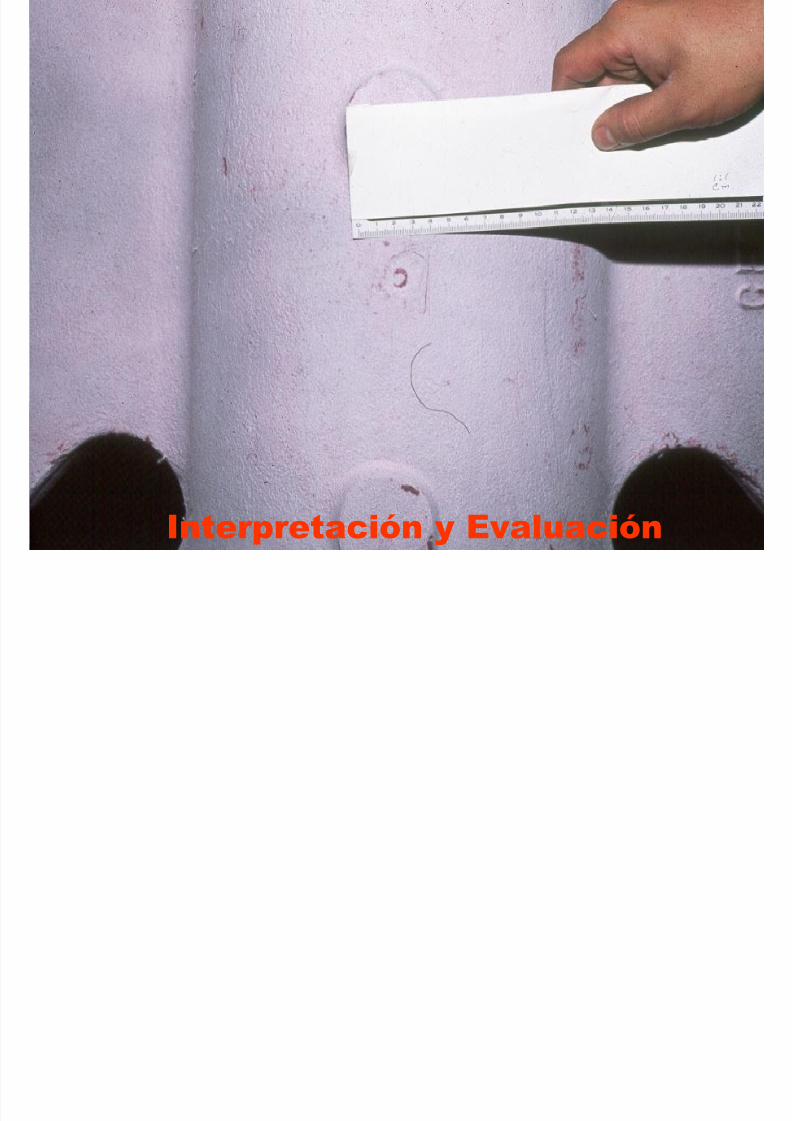
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 256/369
331
Interpretación y Evaluación
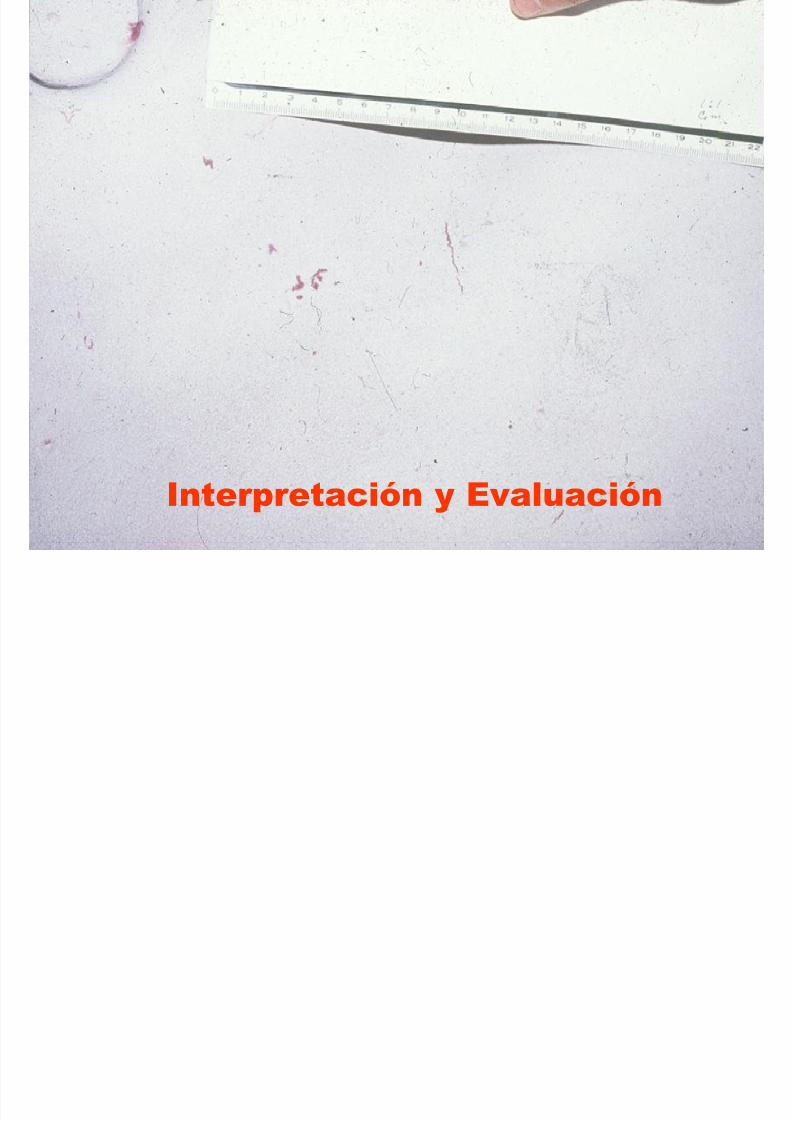
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 257/369
332
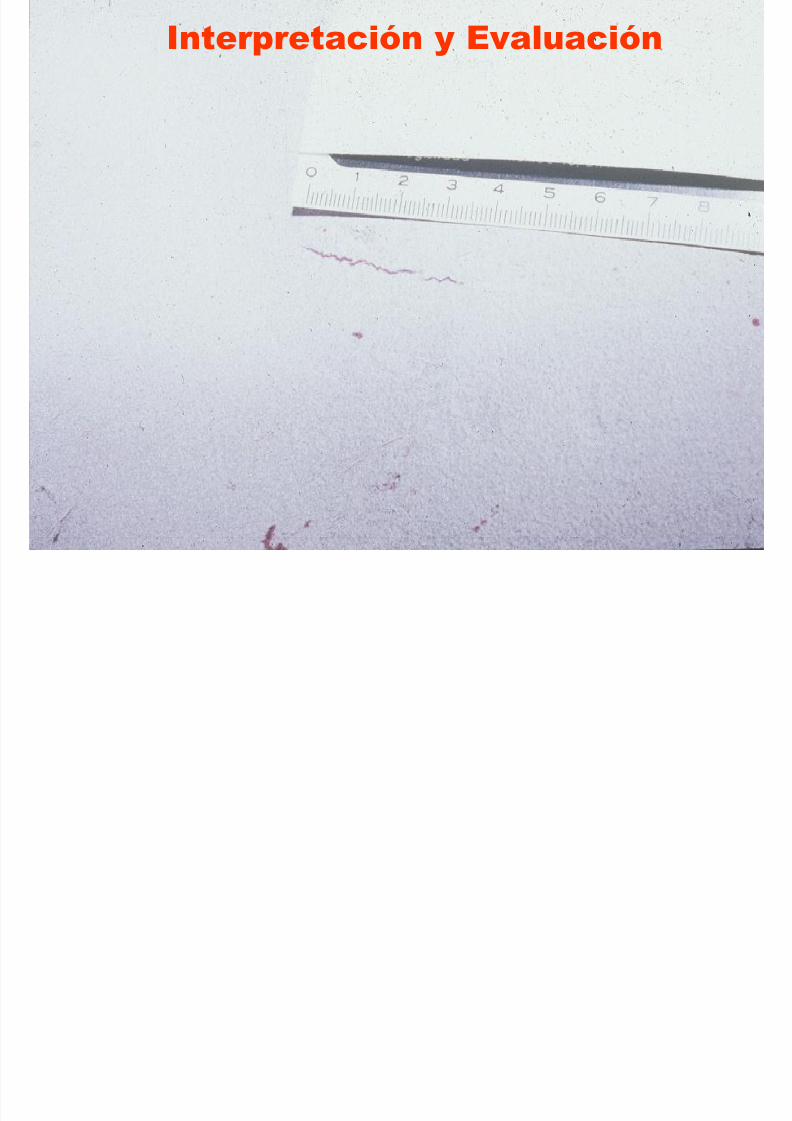
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 258/369
333Interpretación y Evaluación
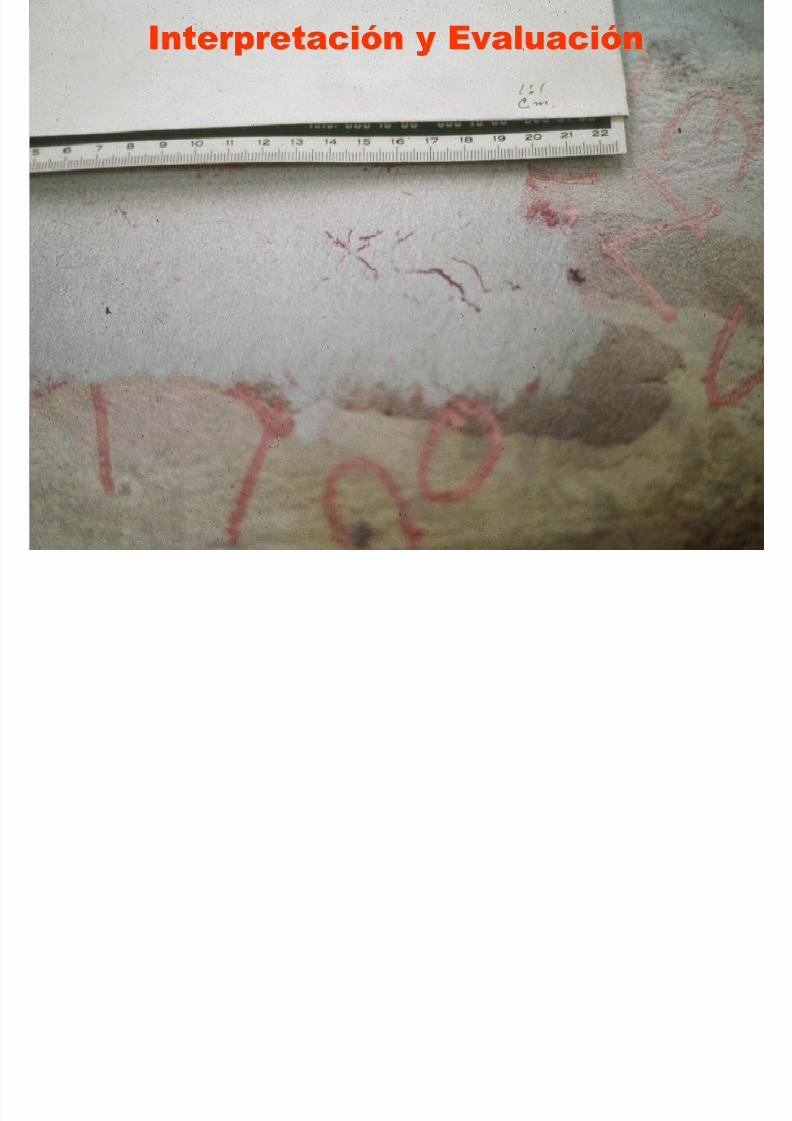
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 259/369
334Interpretación y Evaluación
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 260/369
335Interpretación y Evaluación
Interpretación y Evaluación
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 261/369
336
Interpretación y Evaluación
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 262/369
337
18. Evaluación:
Todas las indicaciones rele antes deben ser
Inspección (Interpretación y Evaluación)
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 263/369
338
Todas las indicaciones relevantes deben serevaluadas de acuerdo a los estándares deaceptación aplicables.
Áreas con manchas de pigmentación muy
fluorescente o visible, son inaceptables; deben serlimpiadas y reexaminadas.
Código ASME Secc. V Artículo 6 Ed. 2007.
Métodos de EvaluaciónLas indicaciones relevantes obtenidas después detranscurrido el tiempo de revelado, pueden ser evaluadasmediante dos formas:
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 264/369
339
Por dimensionamiento directo: Apéndice 8 del Código ASME Sec. VIII Div. 1; Norma API 1104, Tabla 6.1 delCódigo AWS D1.1; etc.
Por comparación contra fotografías estándar dereferencia: Norma ASTM E 433-71 (Reapproved2003) “Standard Reference Photographs for LiquidPenetrant Inspection”
Según ASTM E 1417 –99:
Una indicación podría ser verificada frotándolat i l b b t h d id
Verificación de una Indicación
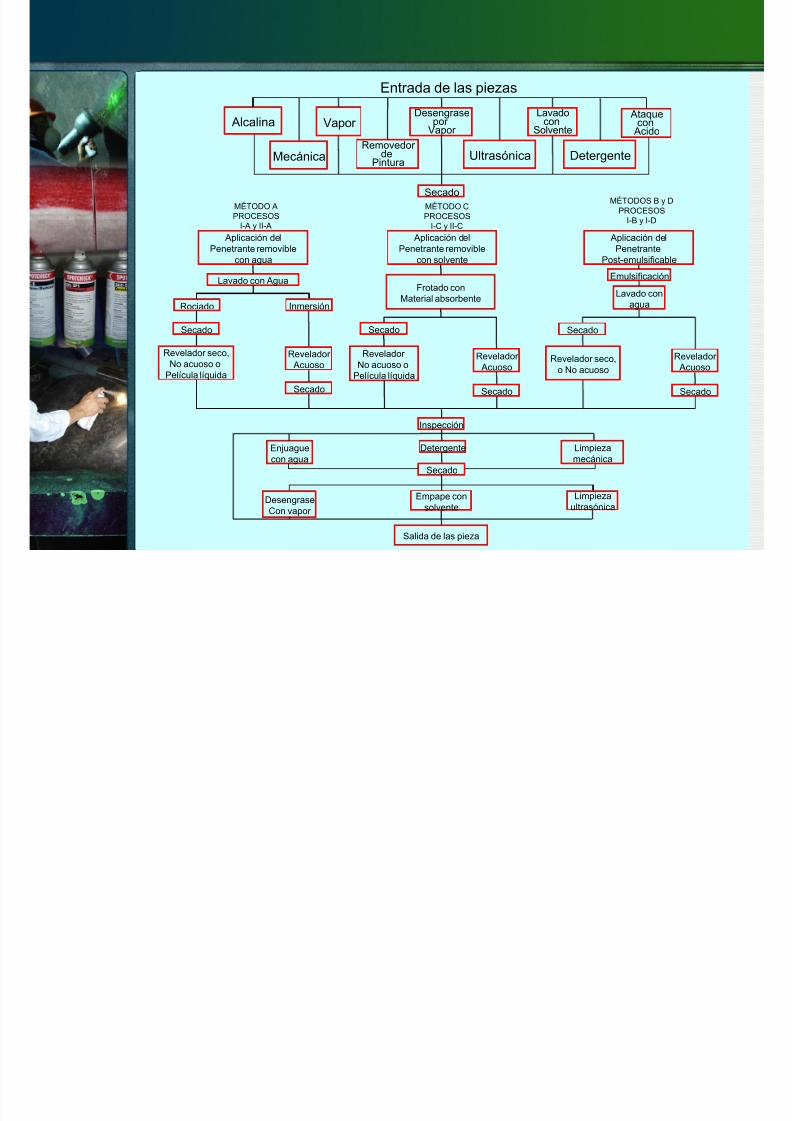
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 265/369
340
con un material absorbente humedecido consolvente, dejar secar y reaplicar el revelador; sino reaparece ninguna indicación, la original esconsiderada falsa.
Esto podría hacerse hasta dos veces paracualquier indicación original.
En partes de avión usan acetona y un cotonete.
Según ASTM E-1417-99:
Las discontinuidades podrían ser removidas con un
Remoción de una Discontinuidad
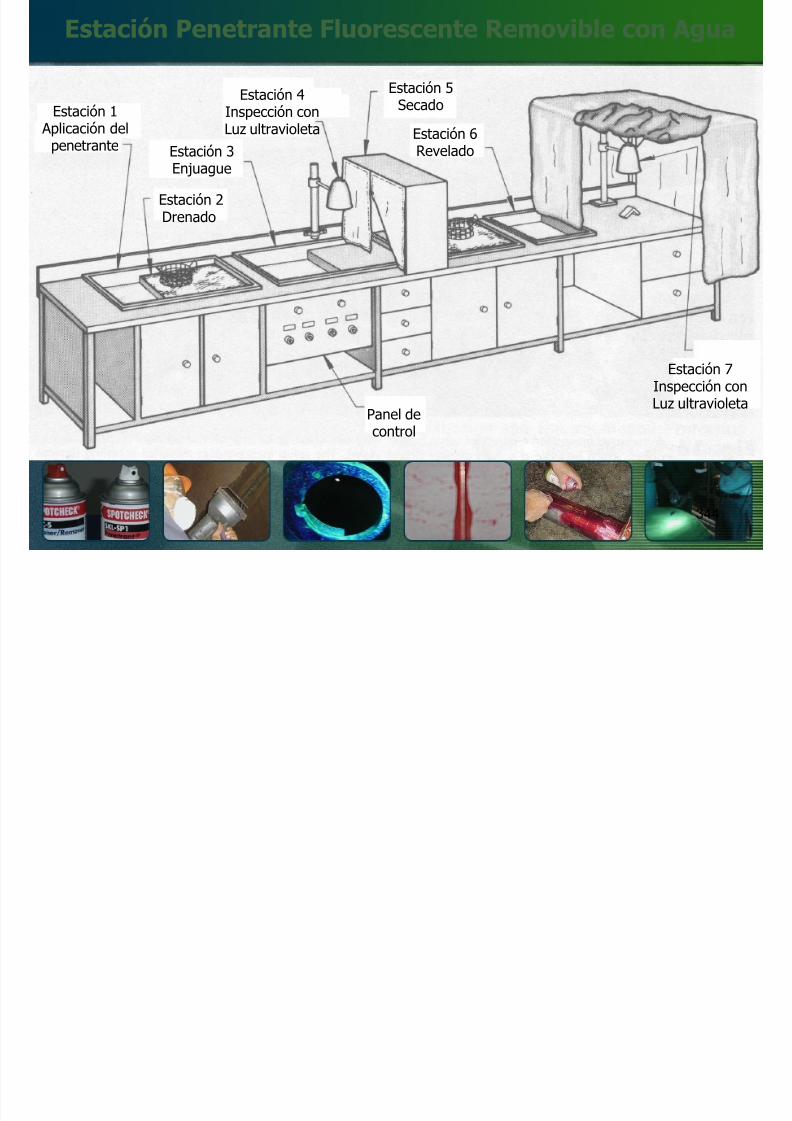
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 266/369
341
Las discontinuidades podrían ser removidas con unprocedimiento aprobado: Lijado ó esmerilado,para determinar su profundidad y extensión;después, el área debe ser limpiada, atacada (si estápermitido) y reexaminada con una sensibilidad al
menos igual a la original.
Es usual la reparación con soldadura en piezas defundición y cordones de soldadura.
Curso de Líquidos Penetrantes N I y II
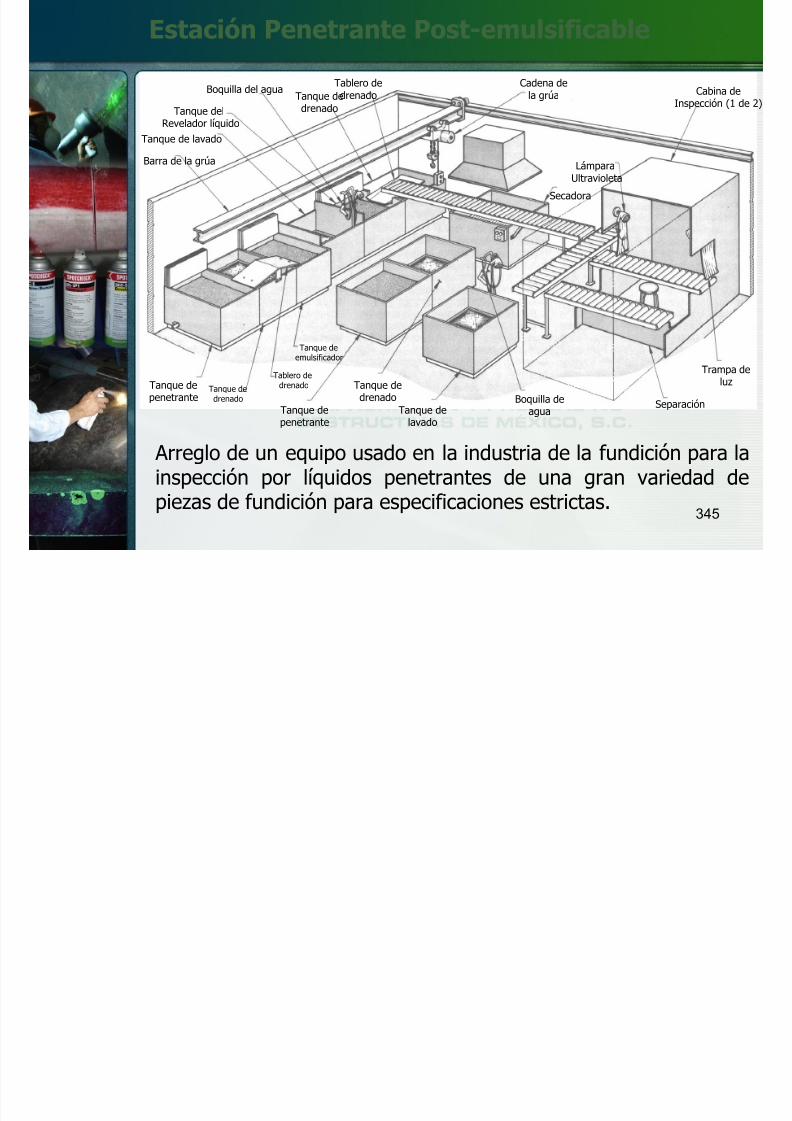
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 267/369
342
*****Diagrama General yEstaciones de Inspección
*****
Entrada de las piezas
Alcalina VaporDesengrase
porVapor
Lavadocon
Solvente
Ataquecon
Acido
MecánicaRemovedor
dePintura
Ultrasónica Detergente
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 268/369
343
SecadoMÉTODO APROCESOS
I-A y II-A
Aplicación delPenetrante removible
con agua
Lavado con Agua
Rociado Inmersión
Secado
Revelador seco,No acuoso o
Película líquida
Secado
Revelador Acuoso
Inspección
Enjuaguecon agua
Detergente
Secado
Limpiezamecánica
DesengraseCon vapor
Empape consolvente
Limpiezaultrasónica
Aplicación delPenetrante removible
con solvente
Frotado con
Material absorbente
Secado
ReveladorNo acuoso o
Película líquida
Revelador Acuoso
Secado
MÉTODO CPROCESOS
I-C y II-C
MÉTODOS B y DPROCESOS
I-B y I-D
Aplicación delPenetrante
Post-emulsificable
Emulsificación
Lavado conagua
Secado
Revelador seco,o No acuoso
Revelador Acuoso
Secado
Salida de las pieza
Estación Penetrante Fluorescente Removible con Agua
Estación 1 Aplicación del
penetrante Estación 3
Enjuague
Estación 4Inspección conLuz ultravioleta
Estación 5Secado
Estación 6Revelado
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 269/369
344
Estación 2Drenado
Enjuague
Estación 7Inspección conLuz ultravioleta
Panel de
control
Barra de la grúa
Tanque de lavado
Tanque delRevelador líquido
Boquilla del aguaTanque dedrenado
Tablero dedrenado
Cadena dela grúa
LámparaUltravioleta
Cabina deInspección (1 de 2)
Estación Penetrante Post-emulsificable
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 270/369
345
Secadora
Trampa deluz
SeparaciónBoquilla deaguaTanque de
lavado
Tanque dedrenado
Tanque depenetrante
Tanque deemulsificador
Tablero dedrenadoTanque de
drenado
Tanque depenetrante
Arreglo de un equipo usado en la industria de la fundición para lainspección por líquidos penetrantes de una gran variedad depiezas de fundición para especificaciones estrictas.
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 271/369
346ESTACIÓN DE INSPECCIÓN, PROCESO IA
Curso de Líquidos Penetrantes N I y II
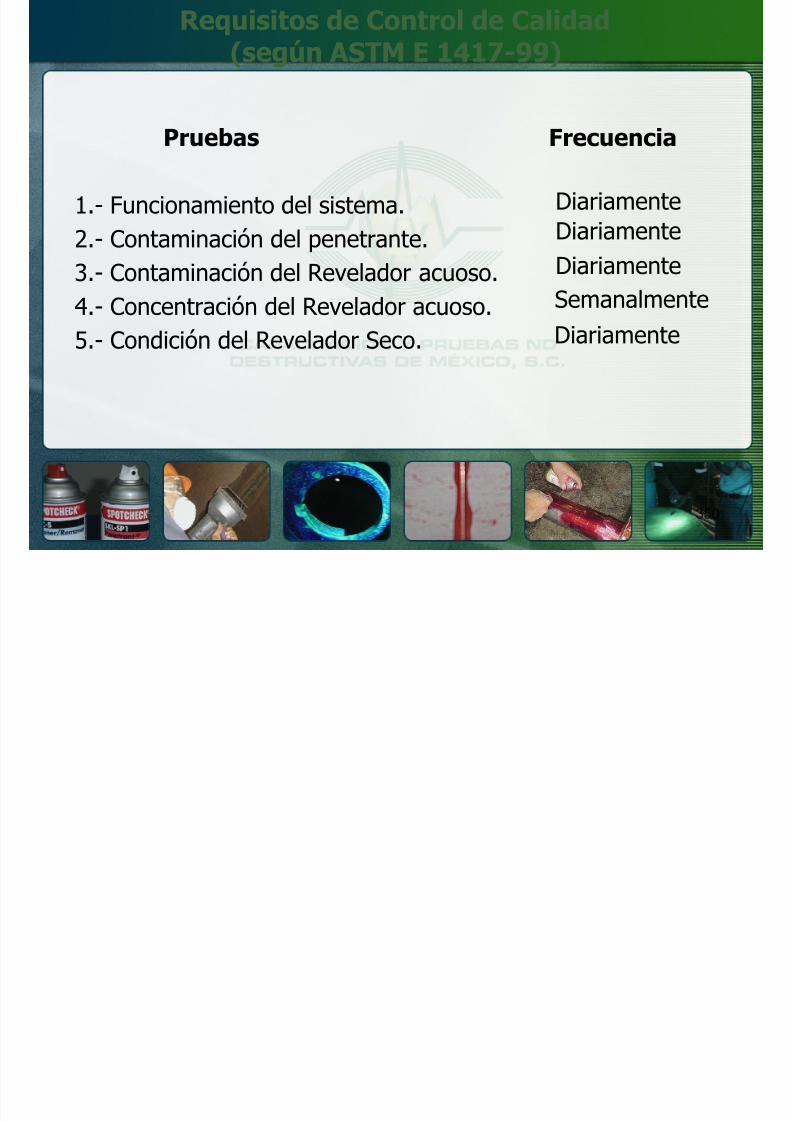
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 272/369
347
*****Pruebas de Control de Calidad
*****
Deben haber controles necesarios para
asegurar que los materiales y equipos en los
Requisitos de Control de Calidad
(según ASTM E 1417-99)
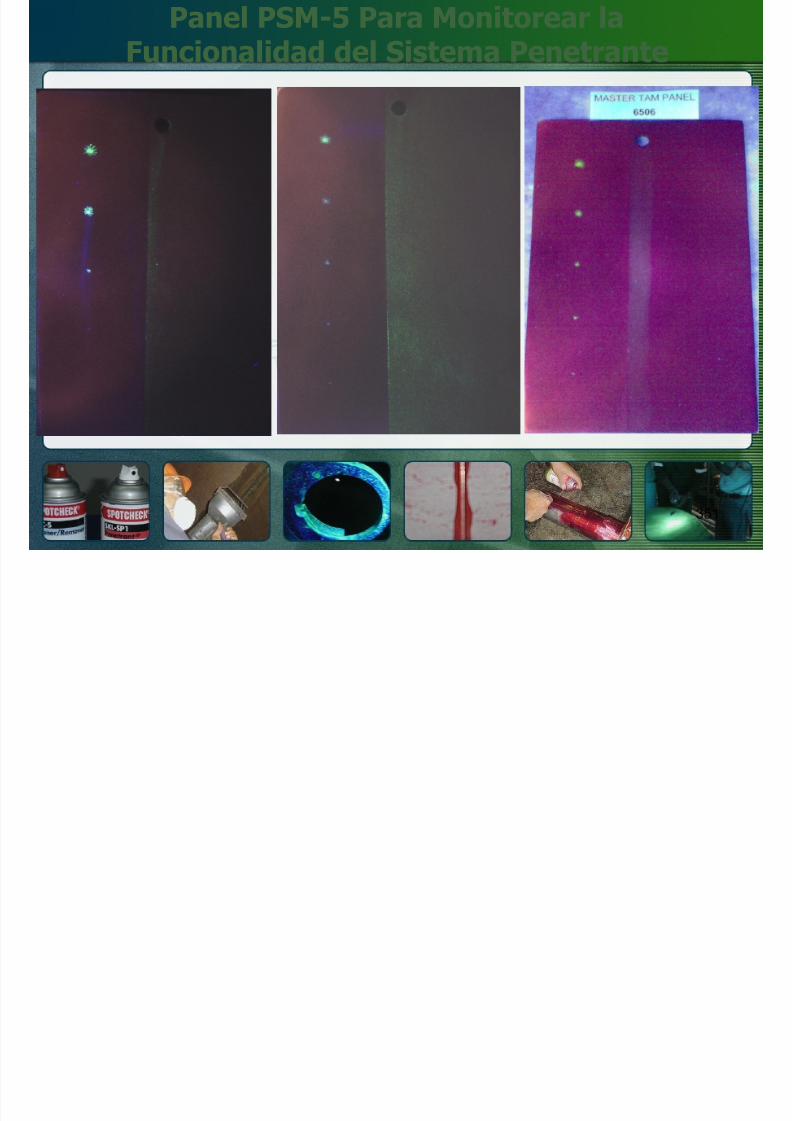
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 273/369
348
asegurar que los materiales y equipos en lossistemas penetrantes proporcionen un nivelaceptable de funcionamiento.La frecuencia de las pruebas es
considerando el número de inspeccionesdiariamente; o al menos, antes de aplicaruna prueba.
Las pruebas (que sean aplicables) debenefectuarse a materiales reusables registrarse y
Requisitos de Control de Calidad
(según ASTM E 1417-99)
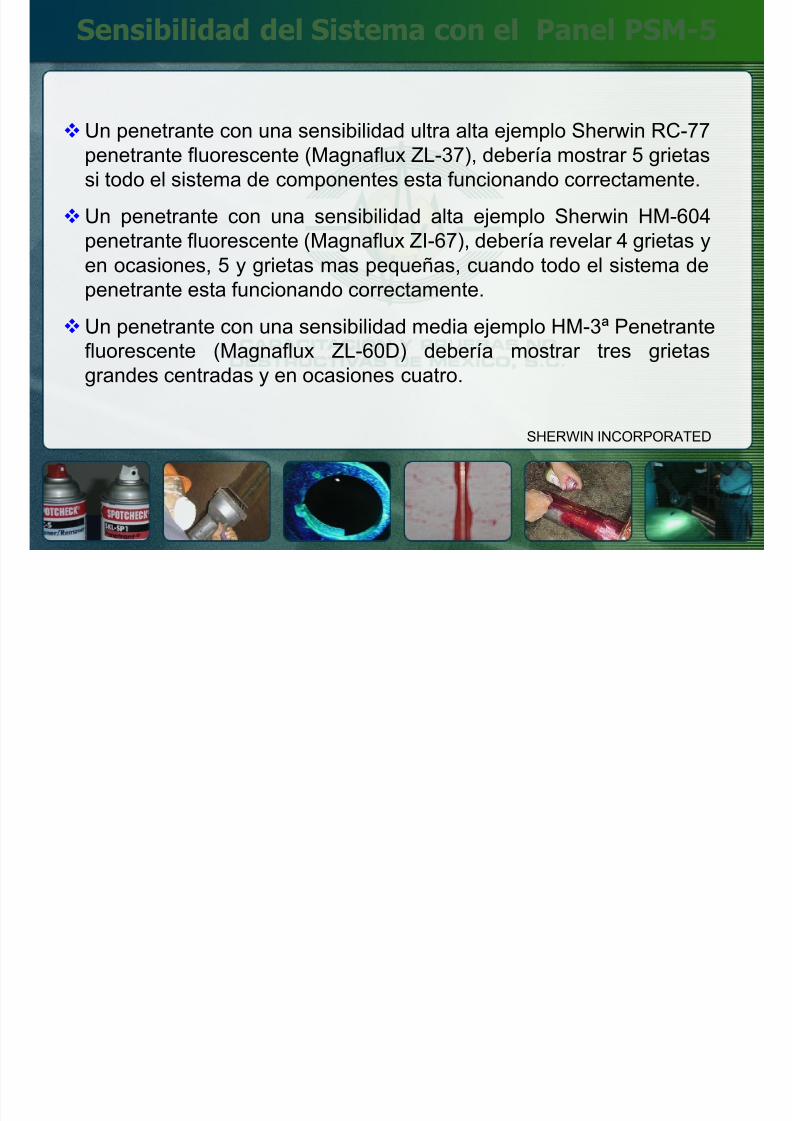
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 274/369
349
efectuarse a materiales reusables, registrarse yconservarse para posibles auditorías.
Los materiales no recuperados ó reusables(contenedores en aerosol), no están sujetos aestos requisitos (pruebas).
Pruebas Frecuencia
Requisitos de Control de Calidad
(según ASTM E 1417-99)

7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 275/369
350
1.- Funcionamiento del sistema.2.- Contaminación del penetrante.3.- Contaminación del Revelador acuoso.
4.- Concentración del Revelador acuoso.5.- Condición del Revelador Seco.
DiariamenteDiariamenteDiariamente
Semanalmente Diariamente
Panel PSM-5 Para Monitorear la
Funcionalidad del Sistema Penetrante
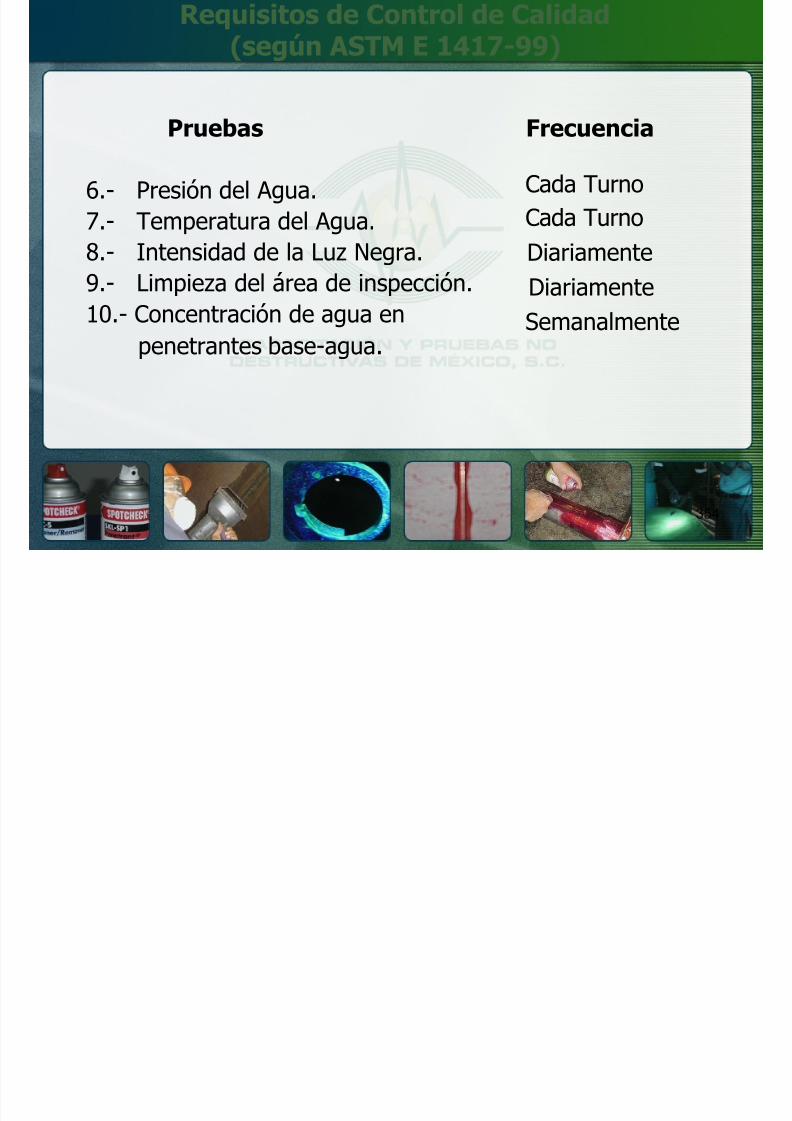
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 276/369
351
Sensibilidad del Sistema con el Panel PSM-5
Un penetrante con una sensibilidad ultra alta ejemplo Sherwin RC-77penetrante fluorescente (Magnaflux ZL-37), debería mostrar 5 grietas
si todo el sistema de componentes esta funcionando correctamente.
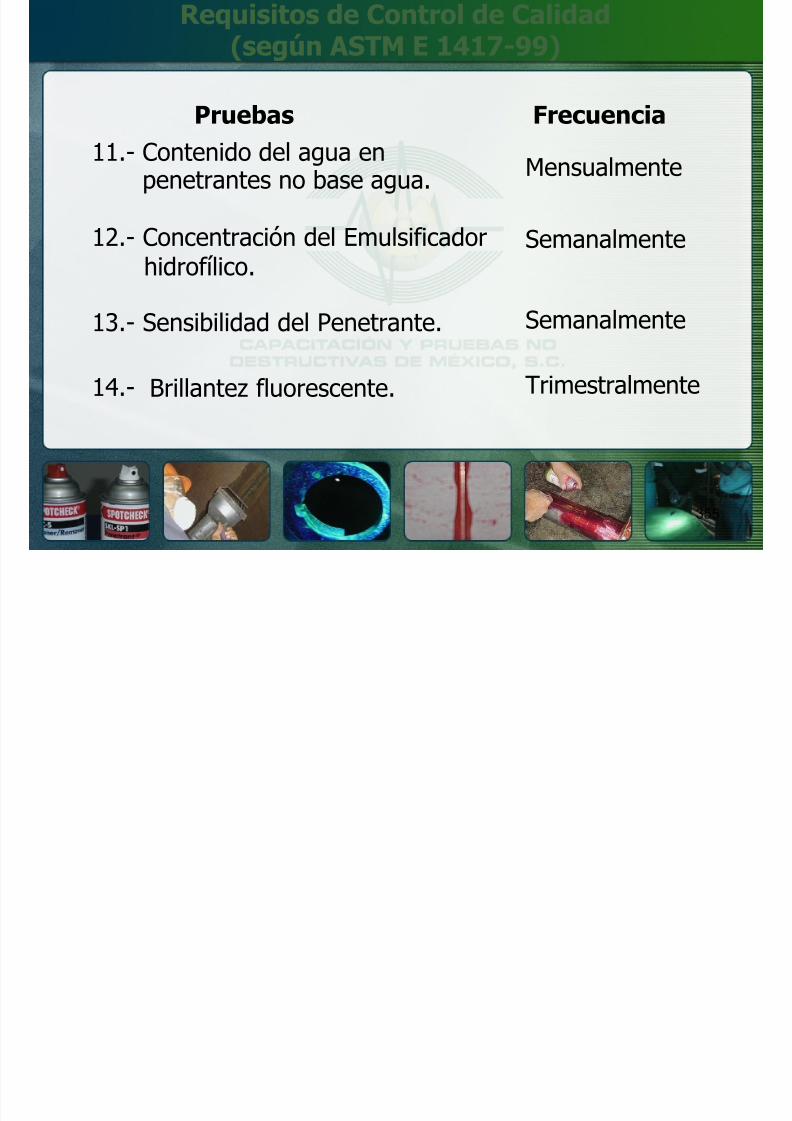
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 277/369
352
si todo el sistema de componentes esta funcionando correctamente.
Un penetrante con una sensibilidad alta ejemplo Sherwin HM-604penetrante fluorescente (Magnaflux ZI-67), debería revelar 4 grietas yen ocasiones, 5 y grietas mas pequeñas, cuando todo el sistema depenetrante esta funcionando correctamente.
Un penetrante con una sensibilidad media ejemplo HM-3ª Penetrantefluorescente (Magnaflux ZL-60D) debería mostrar tres grietasgrandes centradas y en ocasiones cuatro.
SHERWIN INCORPORATED
Ejemplo de Remoci n Incompleta(Lavabilidad y Fondo fluorescente)
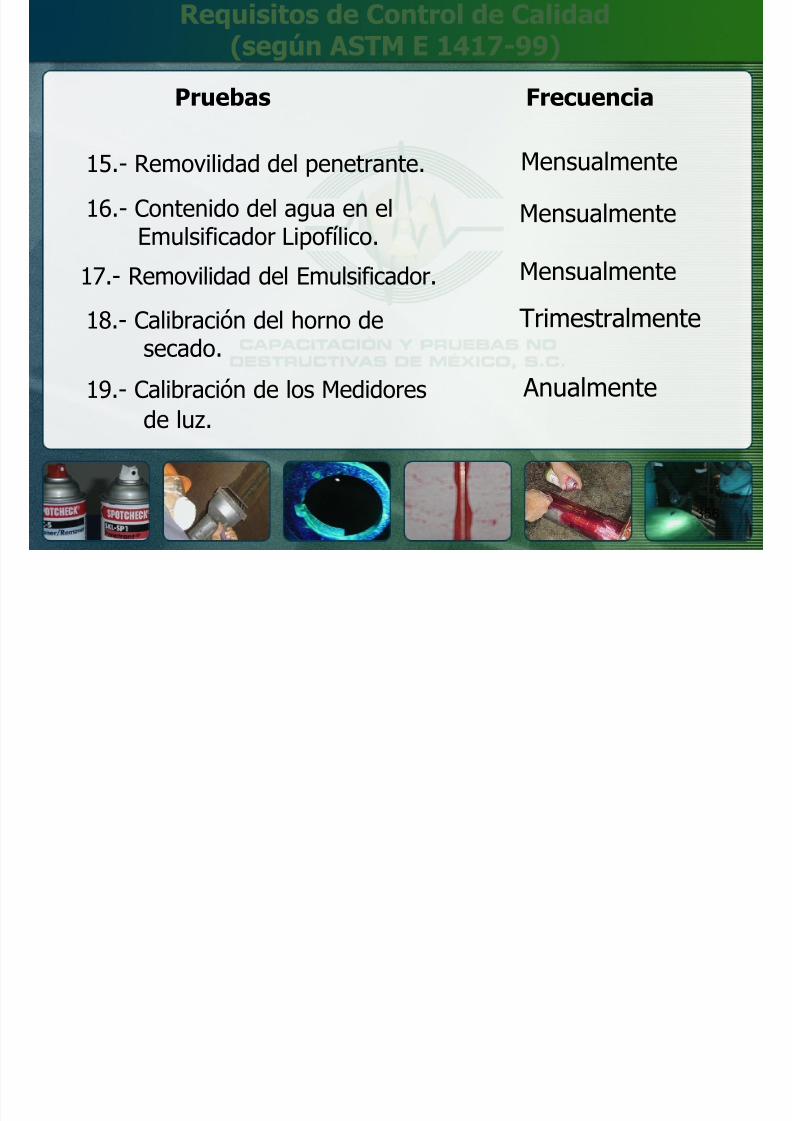
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 278/369
353
El área adyacente al recubrimiento de cromo es un área granallada considerada de“rugosidad media” y es usada para monitorear lavabilidad y fondo fluorescente.
Pruebas Frecuencia
6 - Presión del Agua Cada Turno
Requisitos de Control de Calidad
(según ASTM E 1417-99)
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 279/369
354
6. Presión del Agua.7.- Temperatura del Agua.8.- Intensidad de la Luz Negra.9.- Limpieza del área de inspección.10.- Concentración de agua en
Diariamente
Cada TurnoCada Turno Diariamente
Semanalmente penetrantes base-agua.
Pruebas Frecuencia
11.- Contenido del agua en
Mensualmente
Requisitos de Control de Calidad
(según ASTM E 1417-99)
penetrantes no base agua
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 280/369
355
12.- Concentración del Emulsificador
13.- Sensibilidad del Penetrante.
14.-
Mensualmente
Semanalmente
Semanalmente
Trimestralmente
penetrantes no base agua.
hidrofílico.
Brillantez fluorescente.
Pruebas Frecuencia
15 - Removilidad del penetrante Mensualmente
Requisitos de Control de Calidad
(según ASTM E 1417-99)
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 281/369
356
15. Removilidad del penetrante.16.- Contenido del agua en el
Emulsificador Lipofílico.Mensualmente
MensualmenteMensualmente
17.- Removilidad del Emulsificador.
18.- Calibración del horno desecado.
19.- Calibración de los Medidores
de luz.
Trimestralmente
Anualmente
Curso de Líquidos Penetrantes N I y II
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 282/369
357
*****Marcación e Identificación de
Piezas Examinadas
*****
Los componentes que sean aprobados
mediante el examen con líquidos penetrantesdeben ser identificados y marcados
Marcación e Identificación
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 283/369
358
mediante el examen con líquidos penetrantes,deben ser identificados y marcados.
El marcado debe ser aplicado de una manera y
localización que sea inofensiva al componente.
El marcado puede ser efectuado conforme a laNorma MIL-STD-792.
Métodos de Marcado.
Estampado por impresión (Impresión Stamping). E t d Ti t (I k St i )
Marcación e Identificación
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 284/369
359
Estampado por impresión (Impresión Stamping). Estampado con Tinta (Ink Stamping). Pintado (Dyeing). Marcado por Láser (Laser Marking).
Vibro Grabado (Vibro Engraving). Por Golpeteo ( Peening). Por Ataque (Etching).
El método de marcado específico debe ser el
indicado en el documento de contrato: órdende compra dibujo especificación etc Si no
Marcación e Identificación
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 285/369
360
indicado en el documento de contrato: órdende compra, dibujo, especificación, etc. Si noestá especificado, debe usarse el estampadocon tinta.
El marcado debe estar localizado en el áreaadyacente al número de parte ó en el áreaespecificada.
Otros Medios de Identificación.- Tal como
tarjetas podría ser aplicado cuando laconstrucción acabado ó por requerimientos
Marcación e Identificación
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 286/369
361
tarjetas podría ser aplicado cuando laconstrucción, acabado ó por requerimientosfuncionales evita cualquier otro método.Los pernos, tornillos, tuercas y otras partes
pequeñas podrían ser identificadas pormarcado en cada paquete.
Símbolos.- Deben ser usados cuando el
marcado por ataque ó por estampado esaplicable; puede usarse un símbolo número de
Marcación e Identificación
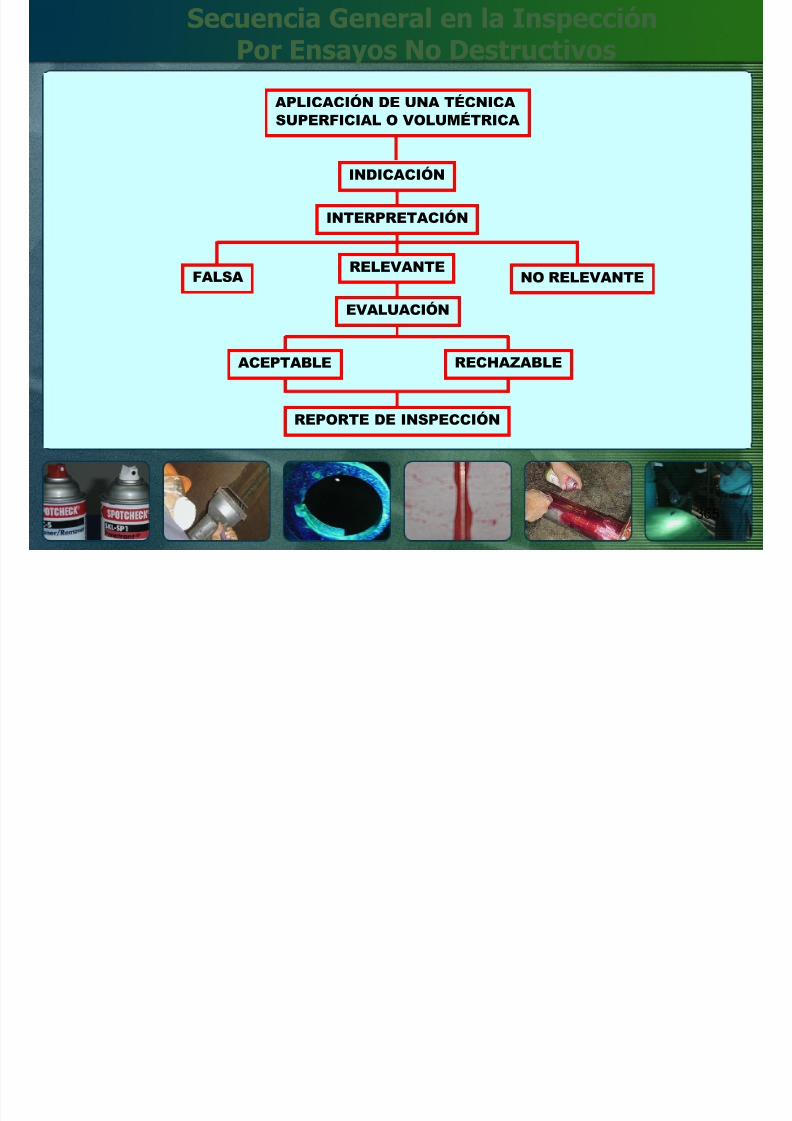
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 287/369
362
marcado por ataque ó por estampado esaplicable; puede usarse un símbolo, número deproveedor ó símbolo de identificación delexaminador, ejemplo: usar una “P” encerrada
en una elipse, para demostrar examen al100%, aún en todos los componentesexaminados y aceptados en un lote pormuestreo.
Marcado con Pintura.- Usar un color rojo
obscuro para denotar los componentes
Marcación e Identificación
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 288/369
363
obscuro para denotar los componentesaceptados sobre una base de examen al 100%.El color amarillo debe ser usado para denotar
una base de muestreo, cuando éste estápermitido.
Curso de Líquidos Penetrantes N I y II
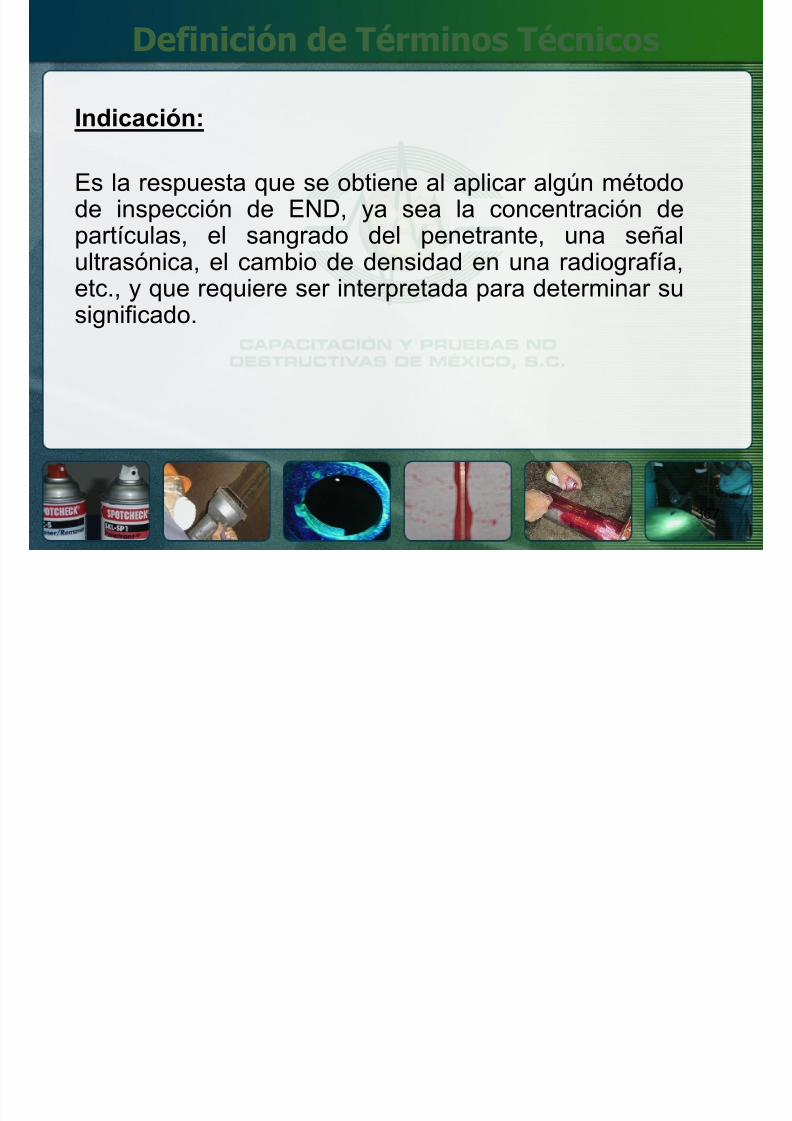
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 289/369
364
*****Terminología Estándar Para Ensayos No
Destructivos ASTM E 1316-99
*****
APLICACIÓN DE UNA TÉCNICASUPERFICIAL O VOLUMÉTRICA
INDICACIÓN
Secuencia General en la Inspección
Por Ensayos No Destructivos
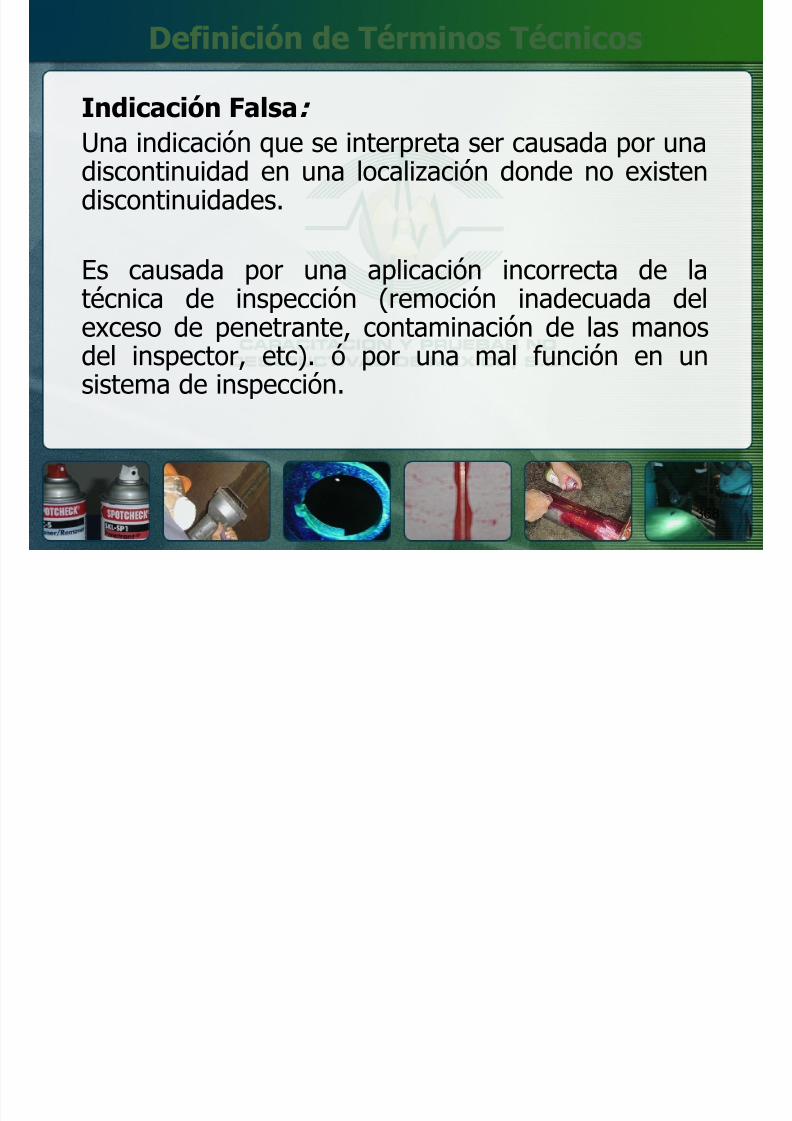
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 290/369
365
INTERPRETACIÓN
FALSARELEVANTE
NO RELEVANTE
EVALUACIÓN
ACEPTABLE RECHAZABLE
REPORTE DE INSPECCIÓN
Definición de Términos Técnicos
Las definiciones son esenciales para que la
comunicación sea correcta. Al h t i t t d fi
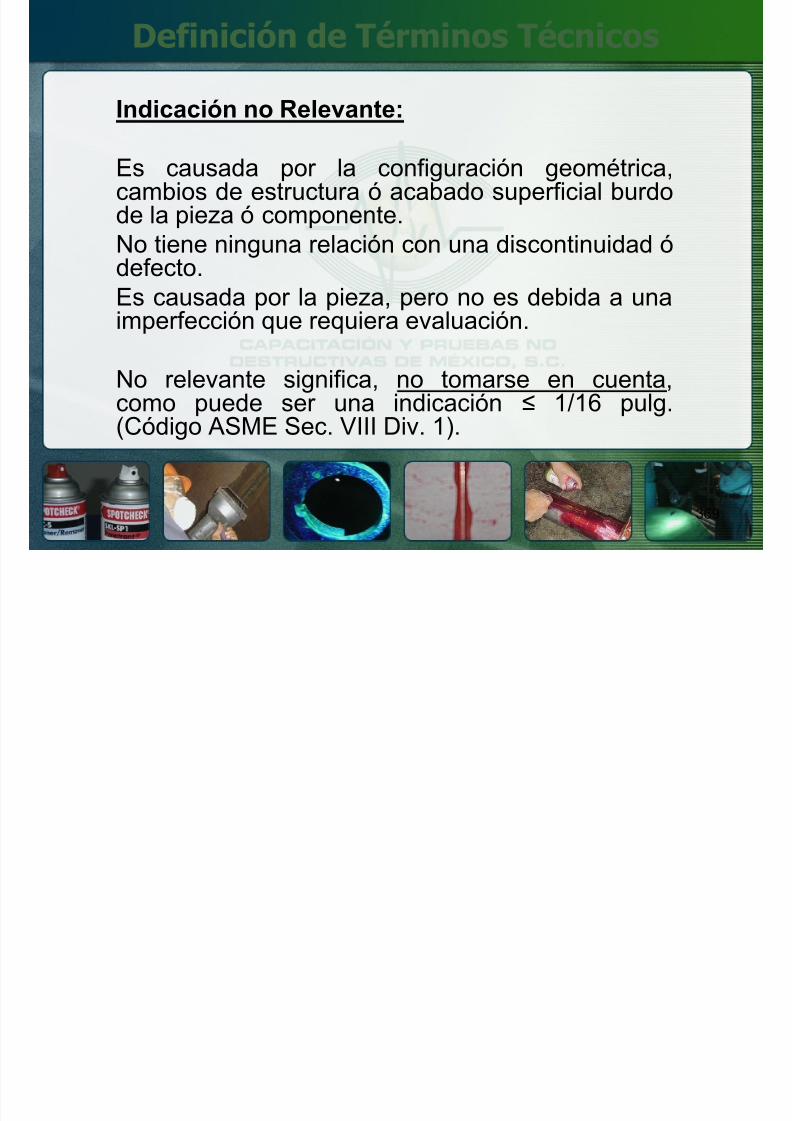
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 291/369
366
comunicación sea correcta. Al hacer un reporte es importante que se defina
claramente lo que se ha detectado. En el campo de END, como en cualquier otro, se
debe evitar la confusión de términos. La mayoría de códigos y normas tienen
apartados dedicados a la Definición de TérminosTécnicos.
Definición de Términos TécnicosIndicación:
Es la respuesta que se obtiene al aplicar algún métodod i ió d END l t ió d
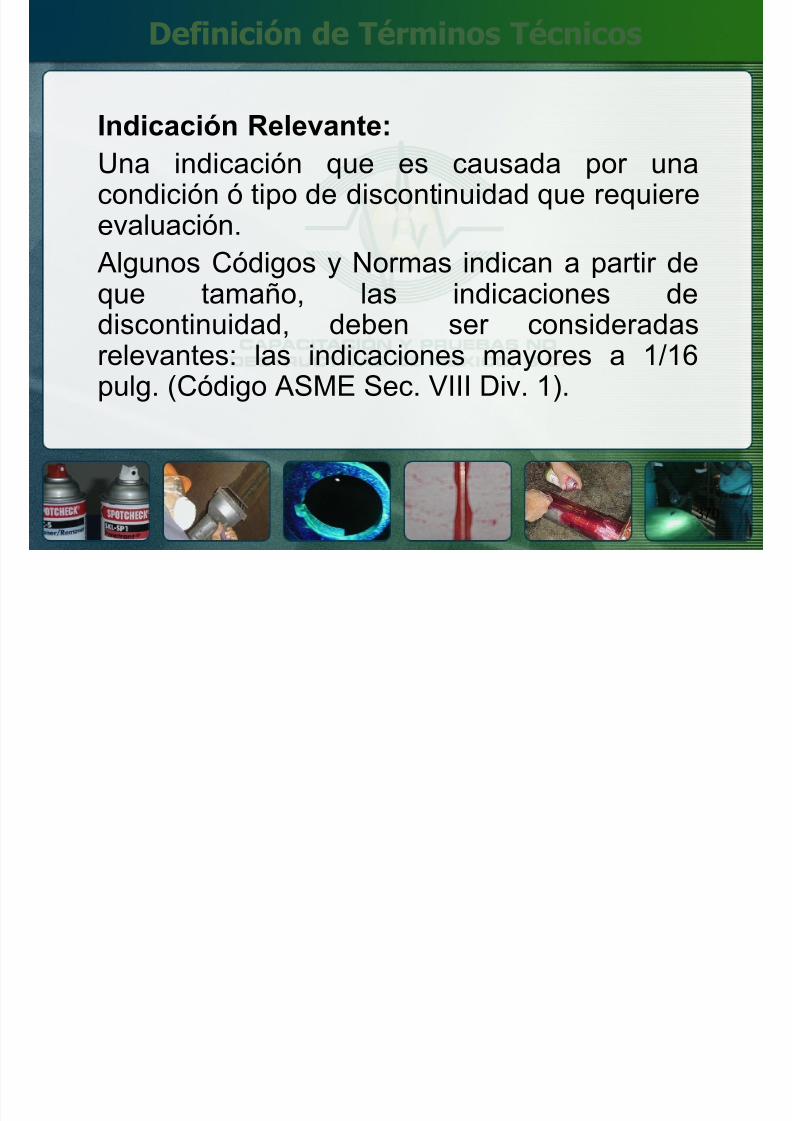
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 292/369
367
p q p gde inspección de END, ya sea la concentración departículas, el sangrado del penetrante, una señalultrasónica, el cambio de densidad en una radiografía,etc., y que requiere ser interpretada para determinar susignificado.
Indicación Falsa:
Una indicación que se interpreta ser causada por una
discontinuidad en una localización donde no existendiscontinuidades
Definición de Términos Técnicos
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 293/369
368
discontinuidad en una localización donde no existendiscontinuidades.
Es causada por una aplicación incorrecta de la
técnica de inspección (remoción inadecuada delexceso de penetrante, contaminación de las manosdel inspector, etc). ó por una mal función en unsistema de inspección.
Definición de Términos TécnicosIndicación no Relevante:
Es causada por la configuración geométrica,cambios de estructura ó acabado superficial burdo
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 294/369
369
p g gpde la pieza ó componente.No tiene ninguna relación con una discontinuidad ódefecto.
Es causada por la pieza, pero no es debida a unaimperfección que requiera evaluación.
No relevante significa, no tomarse en cuenta,como puede ser una indicación ≤ 1/16 pulg.
(Código ASME Sec. VIII Div. 1).
Indicación Relevante:
Una indicación que es causada por unacondición ó tipo de discontinuidad que requiere
Definición de Términos Técnicos
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 295/369
370
q pcondición ó tipo de discontinuidad que requiereevaluación.
Algunos Códigos y Normas indican a partir de
que tamaño, las indicaciones dediscontinuidad, deben ser consideradasrelevantes: las indicaciones mayores a 1/16pulg. (Código ASME Sec. VIII Div. 1).
Discontinuidad:
Es una interrupción intencional ó no intencional enla estructura física ó configuración de un material
Definición de Términos Técnicos
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 296/369
371
pla estructura física ó configuración de un materialo componente tal como grietas, traslapes,costuras, inclusiones, porosidades, etc.
Una discontinuidad podría ó no afectar la utilidadde una pieza.
Existen discontinuidades aceptables ydiscontinuidades inaceptables.
Defecto:
Una ó más discontinuidades las cuales por sutamaño forma orientación localización ó
Definición de Términos Técnicos
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 297/369
372
ptamaño, forma, orientación, localización ópropiedades no cumplen el criterio de aceptación yson rechazables o inaceptables.
Es una discontinuidad la cual interfiere con lautilidad de la pieza.
No existen defectos aceptables por las Normas.
Definición de Términos TécnicosInterpretación:
Es determinar si una indicación es relevante, norelevante ó falsa; es determinar su origen ó causa.
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 298/369
373
gEs determinar el tipo de discontinuidad causantede la indicación.
Primero se hace la interpretación y después laevaluación.
Todas las indicaciones requieren ser interpretadas,pero no todas son evaluables.
Evaluación:
Es determinar si una indicación relevante cumple ó noel criterio de aceptación especificado
Definición de Términos Técnicos
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 299/369
374
pel criterio de aceptación especificado.
Es la acción de comparar las dimensiones ó
características de una indicación contra un estándar deaceptación que impone el documento aplicable, selleva a cabo después que la indicación ha sidointerpretada.
Falla (Flaw):
Es una imperfección ó discontinuidad que puedeser detectable por ensayos no destructivos y no
Definición de Términos Técnicos
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 300/369
375
p q pser detectable por ensayos no destructivos y noes necesariamente rechazable.
Algunos documentos americanos usanindistintamente “falla” o “discontinuidad” .
Caracterización de una Falla:
Es el proceso de cuantificar el tamaño, forma,
Definición de Términos Técnicos
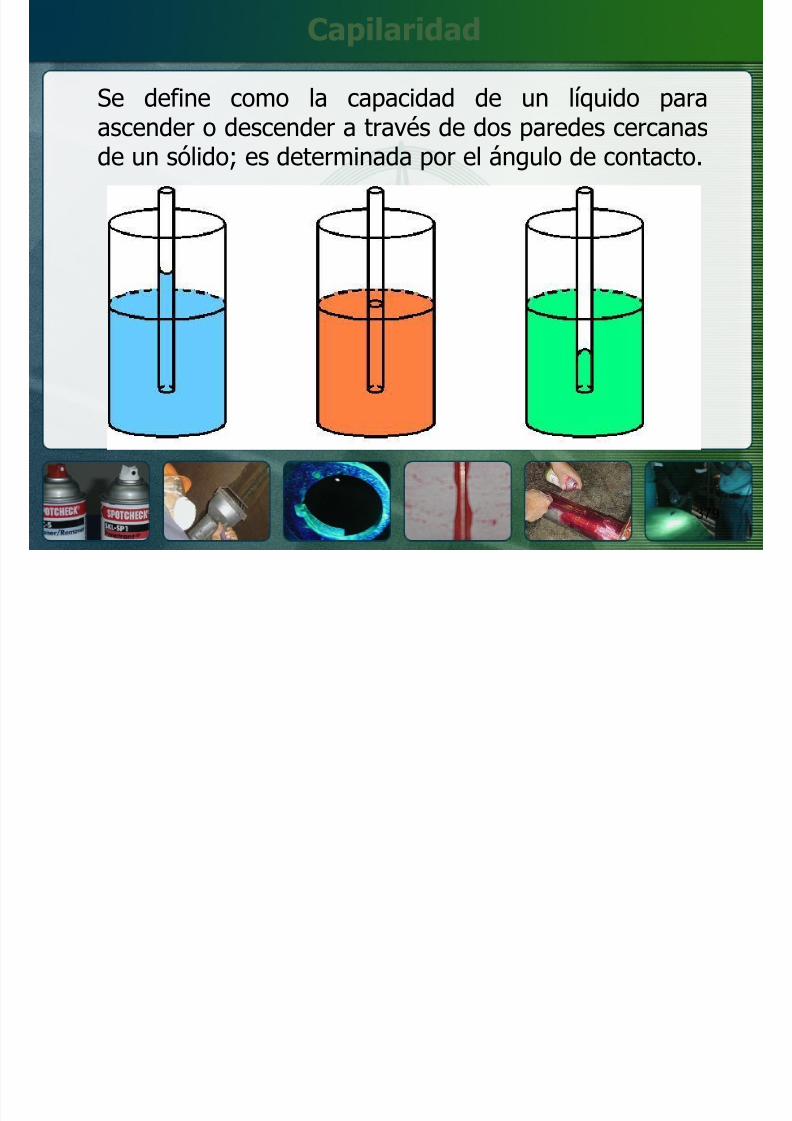
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 301/369
376
p , ,orientación, localización, crecimiento u otraspropiedades de una falla o discontinuidad
basado en una respuesta de ensayos nodestructivos.
Viscosidad.Es la propiedad que presentan los líquidos de oponerseal flujo como resultado de la fricción molecular o interna.E i d d d d d l t t d l
Definición de Términos Técnicos
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 302/369
377
Es una propiedad que depende de la temperatura y de lacomposición de la mezcla de solventes; afecta lavelocidad de penetración:
A mayor viscosidad, mayor tiempo de penetración. A menor viscosidad, menor tiempo de penetración.
Capilaridad:Se define como la capacidad de un líquido paraascender o descender a través de dos paredes
Definición de Términos Técnicos
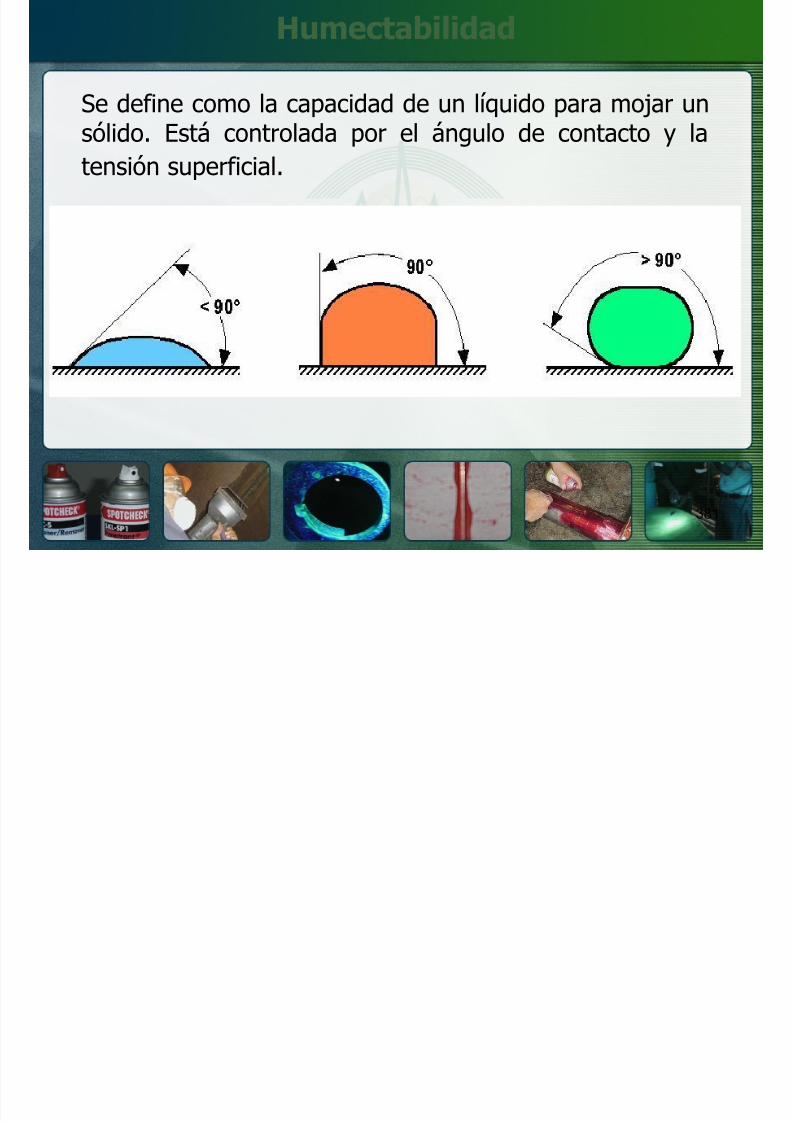
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 303/369
378
cercanas de un sólido. La capilaridad junto con lahumectabilidad determinan el poder de penetraciónde un líquido a través de las discontinuidades. La
altura o depresión en un tubo capilar estarádeterminada por el ángulo de contacto entre ellíquido y la pared del tubo.
Se define como la capacidad de un líquido paraascender o descender a través de dos paredes cercanasde un sólido; es determinada por el ángulo de contacto.
Capilaridad
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 304/369
379
Humectabilidad.Se define como la capacidad de un líquido paramojar un sólido y afecta las características de
Definición de Términos Técnicos
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 305/369
380
penetración y de sangrado de los líquidospenetrantes. Está controlada por el ángulo decontacto y la tensión superficial del penetrante:
Angulo menor a 90°, buena humectabilidad. Angulo igual a 90°, humectabilidad reducida Angulo mayor a 90°, humectabilidad mínima.
Se define como la capacidad de un líquido para mojar unsólido. Está controlada por el ángulo de contacto y la
tensión superficial.
Humectabilidad
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 306/369
381
Gravedad específica.Es una comparación entre la densidad de un penetrante
y la densidad del agua destilada a 4° C; es menor a ladel agua.
Definición de Términos Técnicos
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 307/369
382
Flamabilidad. Algunas referencias sobre flamabilidad de aceites son enrelación a su punto de inflamación, es decir, el momentoen que se incendia. En el mercado hay reveladores noflamables, los cuales contienen solventes clorados(tetracloruro de carbono, tricloro etileno, cloroformo,etc.) como vehículo.
Tensión superficial.
Es la fuerza que tiende a disminuir la superficie libre deun líquido Las fuerzas de cohesión entre las moléculas
Definición de Términos Técnicos
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 308/369
383
un líquido. Las fuerzas de cohesión entre las moléculasde un líquido generan la tensión superficial. A estefenómeno se debe el que una pequeña masa líquida
adopte la forma esférica al suspenderse en el aire.
Curso de Líquidos Penetrantes N I y II

7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 309/369
384
*****Códigos, Normas, Especificaciones
y Prácticas Recomendadas*****
Examen y Evaluación
Tanto los parámetros técnicos de la prueba asícomo los criterios de aceptación y rechazo
deben ajustarse a los documentoscontractuales estos documentos técnicos
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 310/369
385
contractuales, estos documentos técnicostienen distintas categorías y pueden ser:
Códigos. Normas. Especificaciones. Prácticas Recomendadas. Procedimientos. Instrucciones Técnicas.
Es el documento que define un conjunto de requisitos ycondiciones generalmente aplicables a uno o más procesos queregulan de manera integral el diseño, materiales, fabricación,
construcción, montaje, instalación, inspección, pruebas,reparación, operación y mantenimiento de instalaciones, equipos,estructuras y componentes específicos; ejemplo de Códigos
Código
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 311/369
386
estructuras y componentes específicos; ejemplo de Códigostípicos: Código ASME BPV (Calderas y Recipientes a Presión)
Código ANSI/AWS D1.1 (Soldadura en Estructuras de Acero) Código API 510 (Inspección de Recipientes a Presión: Mantenimiento,
Valoración, Reparación y Modificación)
Código API 570 (Inspección, Reparación, Modificación, Revaloración
de Sistemas de Tubería en Servicio)
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 312/369
387
Los códigos únicamente son obligatorios de
aplicarse o seguirse cuando así lo establece uncontrato de compra-venta, de fabricación de un
¡Cuidado!
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 313/369
388
p ,bien o contratación de un servicio:
Los códigos no se combinan. ASME no sustituye a AWS
Son los documentos que establecen y definen unaregla para poder:
a) Adquirir, comparar, medir o juzgar un bien, parte,componente y servicio.
Norma (Estándar)
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 314/369
389
b) Establecer definiciones, símbolos o clasificaciones.c) Controlar pruebas y materiales.
ASTM: American Society for Testing andMaterials. ISO: International Standard Organization. NMX: Norma Mexicana.
DIN: (Norma Alemana).
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 315/369
390
Describe clara y precisamente los requisitos esenciales ytécnicos para un material, producto, sistema o servicio.También indica los procedimientos, métodos, clasificaciones o
equipos a emplear para determinar si los requisitosespecificados para el producto han sido cumplidos o no.
Especificación
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 316/369
391
espec cados pa a e p oducto a s do cu p dos o o
Especificación (según ASTM): Es un juego explicito derequisitos que deben ser cumplidos por un material, equipo,
sistema o servicio.
Ejemplo típico de especificación:
Internos de una organización o consorcio.
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 317/369
392
Las normas y especificaciones solo sonobligatorias por acuerdo entre comprador yvendedor.
¡Cuidado!
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 318/369
393
Tienen condiciones que debe establecer elcomprador o quedan a discreción del
vendedor aplicarlas. Establecen claramente la forma de hacer unacompra de material.
Los documentos americanos son muy estrictos en su redacción.Shall es el imperativo en español, indica que: “Debe hacerse” “Tiene que hacerse”
Shall
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 319/369
394
Las disposiciones que usan Shall son mandatorias, a menos quesea específicamente modificada por el Ingeniero (AWS D1.1).
Ejemplo:Dry developer shall be applied only to a dry surface by a softbrush, hand powder bulb, powder gun, or other means, providedthe powder is dusted evenly over the entire surface beingexamined. (Código ASME BPV Sec. V, Art. 6)
Es el condicional en español, indica que:
“Podría hacerse”
“Debería hacerse”
Should
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 320/369
395
Esta palabra expresa obligaciones, recomendaciones,instrucciones; es usada para prácticas recomendadas que sonconsideradas benéficas, pero que no son requisitos obligatorios.
Ejemplo:Reflectors and filters should be checked and, if necesary,cleaned prior to use. Cracked or broken filters shall be replacedimmediately. (Código ASME BPV Sec. V, Art. 6)
Esta palabra en una disposición permite el uso deprocedimientos opcionales ó prácticas que pueden serusadas como una alternativa ó suplemento para requisitos
de un código, norma o especificación. “Es posible hacerse”
May
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 321/369
396
Es posible hacerse “Puede hacerse”
Ejemplo:Typical cleaning agents which may be used aredetergents, organic solvents, descaling solutions, and paintremovers. Degreasing and ultrasonic cleaning methodsmay also be used. (Código ASME BPV Sec. V, Art. 6)
Son documentos que al seguirse susrecomendaciones se obtienen resultadosconsistentes, pero no es obligatoria su aplicación.
Práctica Recomendada
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 322/369
397
Describen lo que es la “buena práctica” o la formamas recomendable de hacer una actividad.
RP: Recommended Practice
RP No. SNT-TC-1A. Práctica Recomendada para lacapacitación, calificación y certificación de personalen END.
API RP 572: Prácticas de Inspección recomendadaspara recipientes a presión en servicio
Ejemplos de Prácticas Recomendadas
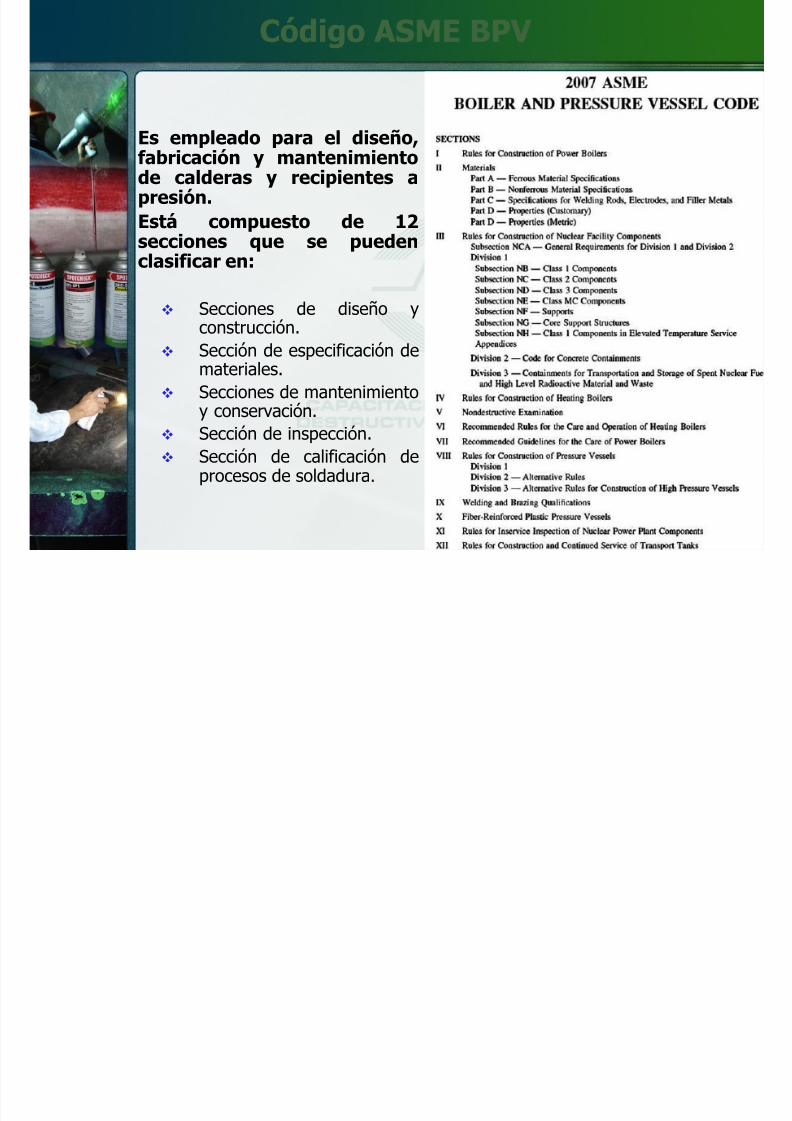
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 323/369
398
para recipientes a presión en servicio.
API RP 574: Inspección de Comp. en Sistemas de
tubería de proceso en servicio en refinerías y plantasquímicas.
API RP 579: Fitness-For-Service (Aptitud para el
servicio).
Fotos portadas
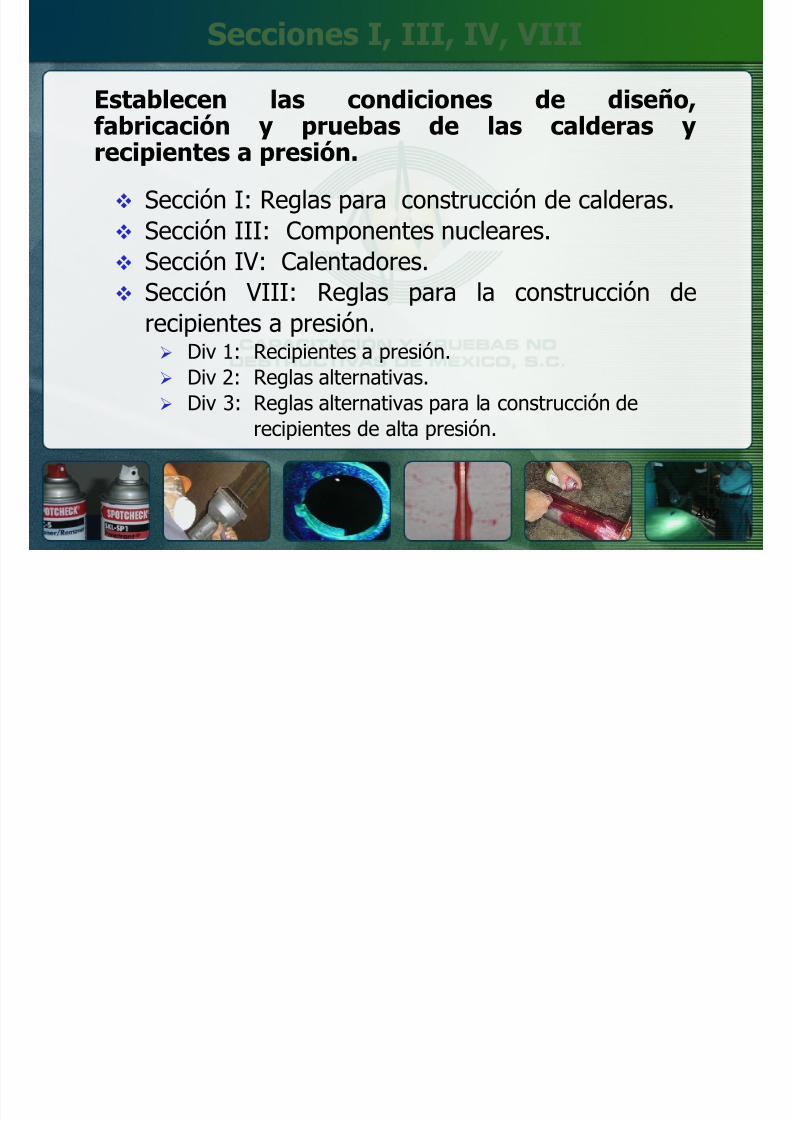
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 324/369
399
Curso de Líquidos Penetrantes N I y II
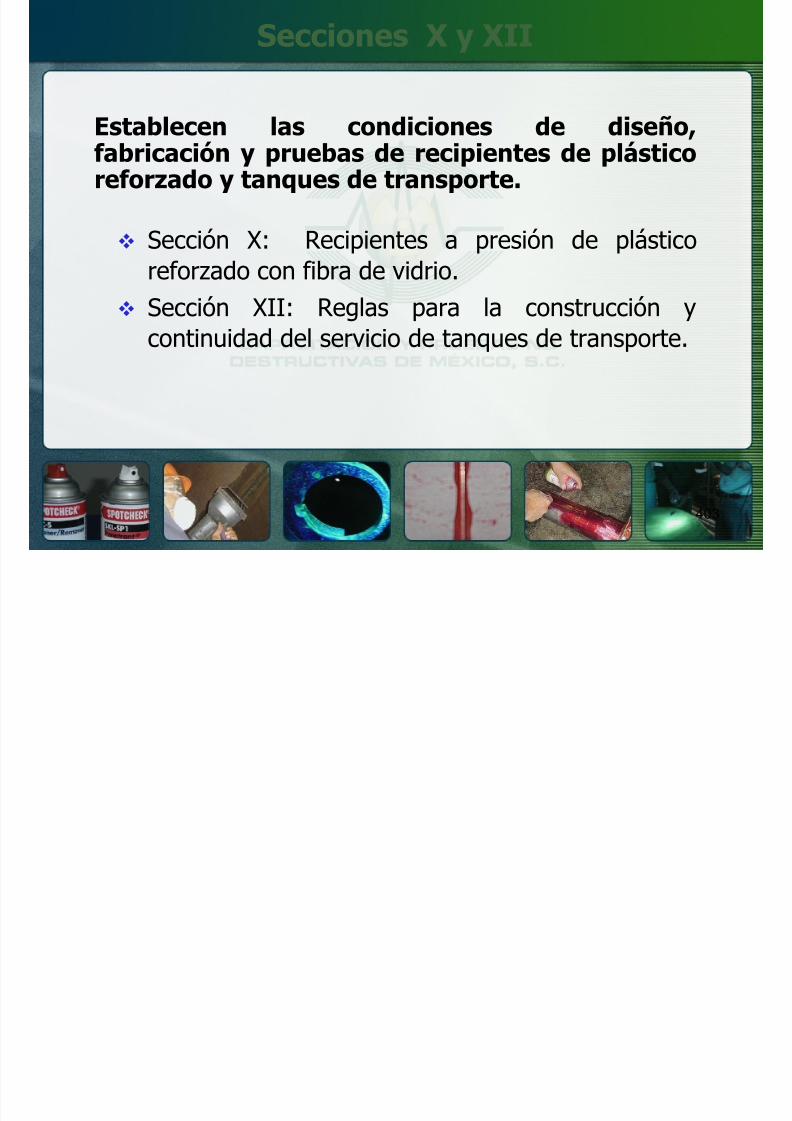
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 325/369
400
Código ASME BPV 2004,
Adenda 2005(The American Society of Mechanical Engineers,
Boiler and Pressure Vesel Code)
*****
Es empleado para el diseño,fabricación y mantenimiento
de calderas y recipientes apresión.Está compuesto de 12
Código ASME BPV
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 326/369
401
Está compuesto de 12secciones que se puedenclasificar en:
Secciones de diseño yconstrucción. Sección de especificación de
materiales. Secciones de mantenimiento
y conservación.
Sección de inspección. Sección de calificación de
procesos de soldadura.
Establecen las condiciones de diseño,fabricación y pruebas de las calderas yrecipientes a presión.
Sección I: Reglas para construcción de calderas. Sección III Componentes n clea es
Secciones I, III, IV, VIII
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 327/369
402
Sección III: Componentes nucleares. Sección IV: Calentadores. Sección VIII: Reglas para la construcción de
recipientes a presión. Div 1: Recipientes a presión. Div 2: Reglas alternativas. Div 3: Reglas alternativas para la construcción de
recipientes de alta presión.
Establecen las condiciones de diseño,fabricación y pruebas de recipientes de plástico
reforzado y tanques de transporte.
Secciones X y XII
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 328/369
403
Sección X: Recipientes a presión de plásticoreforzado con fibra de vidrio.
Sección XII: Reglas para la construcción ycontinuidad del servicio de tanques de transporte.
Se refiere a las condiciones y requisitos de losmateriales que se pueden emplear en lafabricación de calderas y recipientes a presión.
Parte A Materiales ferrosos
Sección II Partes A, B, C y D
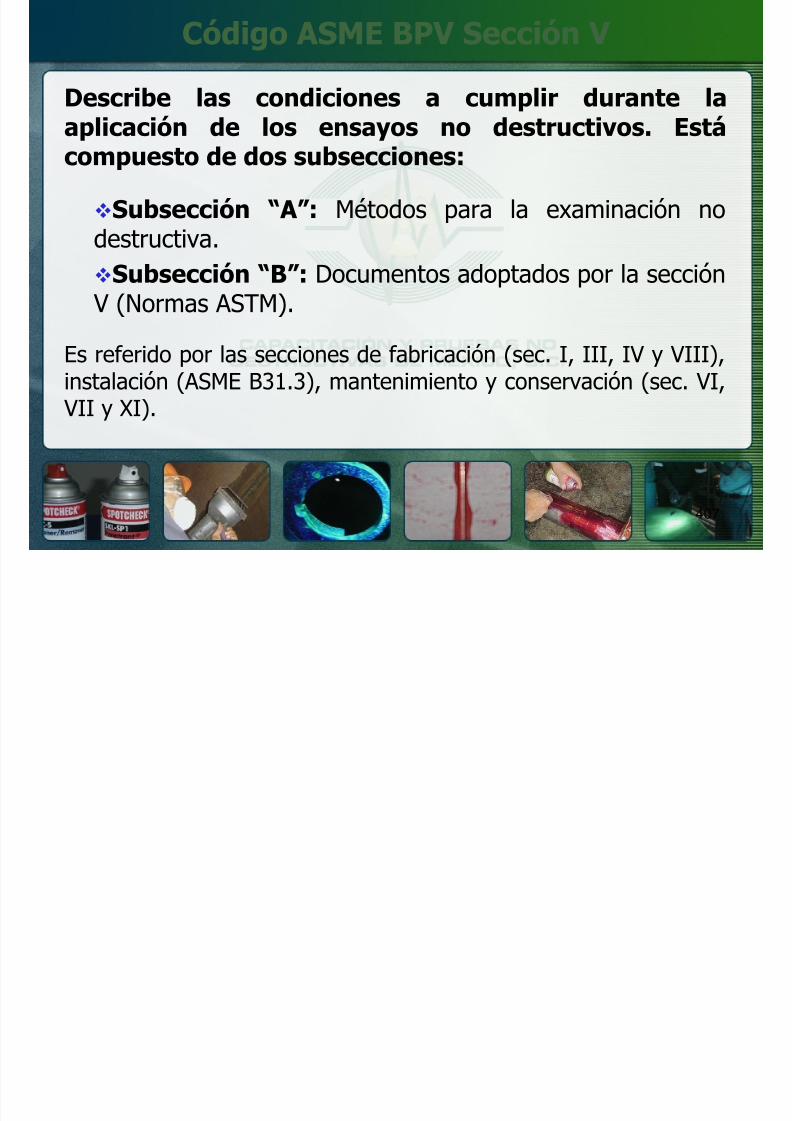
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 329/369
404
Parte A.- Materiales ferrosos.
Parte B.- Materiales no ferrosos.
Parte C.- Materiales empleados en soldadura. Parte D.- Propiedades (sistema inglés).
Parte D.- Propiedades (sistema internacional).
Establecen las recomendaciones prácticas parael mantenimiento y buena conservación de lascalderas, recipientes a presión y plantasnucleares.
Secciones VI, VII y XI
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 330/369
405
Sección VI: Reglas recomendadas para el cuidadoy operación de calentadores.
Sección VII: Guía recomendada para el cuidadode calderas.
Sección XI: Inspección en servicio de
componentes en plantas nucleares.
ó
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 331/369
406
Código
ASME BPVSección V*****
Describe las condiciones a cumplir durante laaplicación de los ensayos no destructivos. Estácompuesto de dos subsecciones:
Subsección “A” : Métodos para la examinación nod
Código ASME BPV Sección V
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 332/369
407
destructiva.Subsección “B” : Documentos adoptados por la sección
V (Normas ASTM).Es referido por las secciones de fabricación (sec. I, III, IV y VIII),instalación (ASME B31.3), mantenimiento y conservación (sec. VI, VII y XI).
La sub-sección A tiene 14 artículos.
Art. 1 Requisitos Generales. Art. 2 Examen Radiográfico. Art. 4 UT para soldaduras.
Código ASME BPV Sección V
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 333/369
408
Art. 5 UT para Materiales. Art. 6 Examen por Líquidos Penetrantes. Art. 7 Examen por Partículas Magnéticas. Art. 8 Examen Corrientes Eddy de Productos tubulares. Art. 9 Examen Visual Art. 10 Prueba de Fuga Art. 11 Examen por Emisión Acústica de Recipientes de
Fibra de Plástico Reforzado
Art. 12 Examen por Emisión Acústica de RecipientesMetálicos durante la prueba de presiónEtc.
La sub-sección B tiene 7 artículos.
Art. 22 Normas para Radiografía Industrial. Art. 23 Normas para Ultrasonido Industrial.
Código ASME BPV Sección V
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 334/369
409
Art. 24 Normas para Líquidos Penetrantes. Art. 25 Normas para Partículas Magnéticas.
Art. 26 Normas para Electromagnetismo. Art. 29 Normas para Emisión Acústica. Art. 30 Terminología Estándar.
Código
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 335/369
410
Código ASME BPV
Sección IXCalificación desoldadura ysoldadura
fuerte*****
Establece los requisitos y condicionespara elaborar:
L di i t d ld d (WPS)
Sección IXCalificación de Soldadura y Soldadura Fuerte
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 336/369
411
Los procedimientos de soldadura (WPS). Los registros de la calificación de los
procedimientos de soldadura (PQR). Los registros de la habilidad de los
soldadores (WPQ).
Códi AWS
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 337/369
412
Código AWSD1.1/D1.1M:2004
(Structural WeldingCode- Steel)
*****
Este código contiene los requisitos para la fabricación yconstrucción de estructuras de acero soldadas.
Contiene los requisitos para el diseño de conexiones soldadas,compuestas de miembros tubulares y no tubulares.
Contiene los criterios de aceptación y rechazo para conexiones
Alcance
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 338/369
413
Contiene los criterios de aceptación y rechazo para conexionesno tubulares estáticamente cargadas y cíclicamente cargadas.
También contiene los criterios para la calificación yresponsabilidades de los inspectores, criterios de aceptaciónpara la producción de soldaduras y procedimientos estándarpara la realización de la inspección visual y NDT (pruebas nodestructivas)
Contiene los estándares de aceptación para las
discontinuidades detectadas por:
Métodos de END Contemplados
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 339/369
414
Radiografía. Partículas Magnéticas.
Líquidos Penetrantes. Ultrasonido. Inspección Visual.
Contiene los requisitos para los procedimientos deinspección por medio de Radiografía y Ultrasonido;
los demás métodos los remite a las normas ASTM:
Partículas Magnéticas (E 709)
Requisitos de Prueba

7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 340/369
415
Partículas Magnéticas (E-709). Líquidos Penetrantes (E-165).
“Solamente técnicos certificados N-II ó N-III debeninterpretar los resultados” .
Curso de Líquidos Penetrantes N I y II
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 341/369
416
*****Código ASME B31
(Code for Pressure Piping)*****
El código para tubería a presión ASME B31 consiste deun número de secciones publicadas individualmente,cada una es un estándar nacional americano, bajo la
dirección del comité ASME B31. Reglas para cada secciónhan sido desarrolladas considerando la necesidad para laaplicación de requisitos específicos para varios tipos de
Secciones
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 342/369
417
p q p p ptubería a presión. Tiene 7 secciones, las cuales son:
ASME B31.1 Tubería para fuerza (poder). ASME B31.3. Tubería para procesos. ASME B 31.4 Tubería para Transp. Hidroc. Líquidos. ASME B31.5 Tubería para refrigeración. ASME B31.8 Tubería para Transp. y Dist. de gas. ASME B31.9 Tubería para servicios en edificios. ASME B31.11 Tubería para Sist. De Transp. Mezclas
acuosas.
ASME
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 343/369
418
ASMEB31.3 - 2004
(Process Piping)*****
Aplica a tubería de proceso típicamenteencontrada en.
Refinerías de Petróleo. Plantas químicas y farmacéuticas
Alcance
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 344/369
419
Plantas químicas y farmacéuticas. Plantas textiles y papeleras. Plantas de semiconductores. Plantas criogénicas. Plantas de procesamiento relacionado y terminales.
Esta sección del Código incluye, entre otrascosas:
Requisitos para examen, inspección y prueba.
Alcance
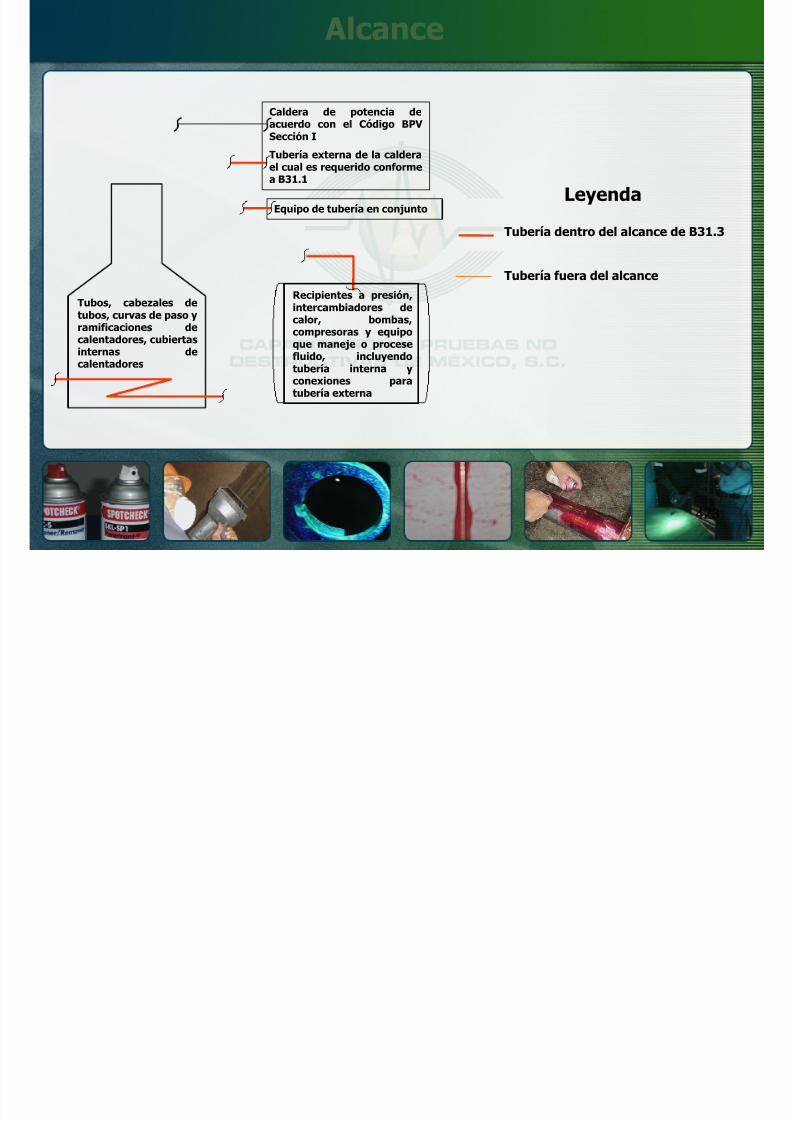
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 345/369
420
No pretendida para aplicarse en:
Operación, examen, inspección, prueba,mantenimiento ó reparación de tubería que haestado en servicio.
Servicio de fluido normal. C di i í li
Alcance
Establece el criterio de aceptación (límites deimperfecciones) para soldaduras en trescondiciones de servicio:
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 346/369
421
Condiciones cíclicas severas. Servicio de fluido
1. Fluido Categoría D2. Fluido Categoría M3. Fluido de Alta Presión
Los métodos de examen, para la elaboración delprocedimiento de inspección, son referenciados a:
VT, ASME Sec. V Artículo 9.MT ASME S V A tí l 7
Alcance
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 347/369
422
MT, ASME Sec. V Artículo 7. PT, ASME Sec. V Artículo 6.
RT, ASME Sec. V Artículo 2. UT, ASME Sec. V Artículo 5.
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 348/369
ASME
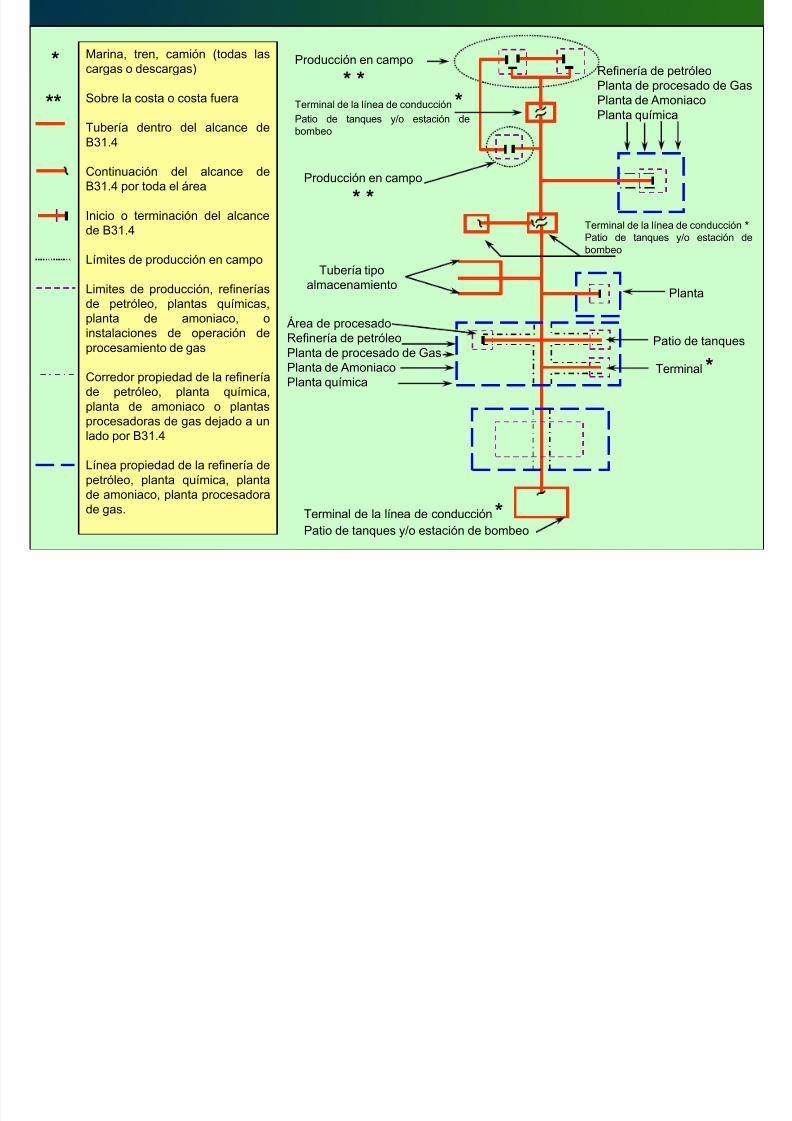
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 349/369
424
B31.4 - 2002(Pipeline Transportation
Systems for LiquidHidrocarbons andother Liquids)
*****
Este código establece los requisitos para el diseño,materiales, construcción, ensamble, inspección y
prueba de tuberías usadas en la transportación ydistribución de líquidos, tales como, petróleo crudo,condensado de gasolina natural gas líquido natural
Alcance
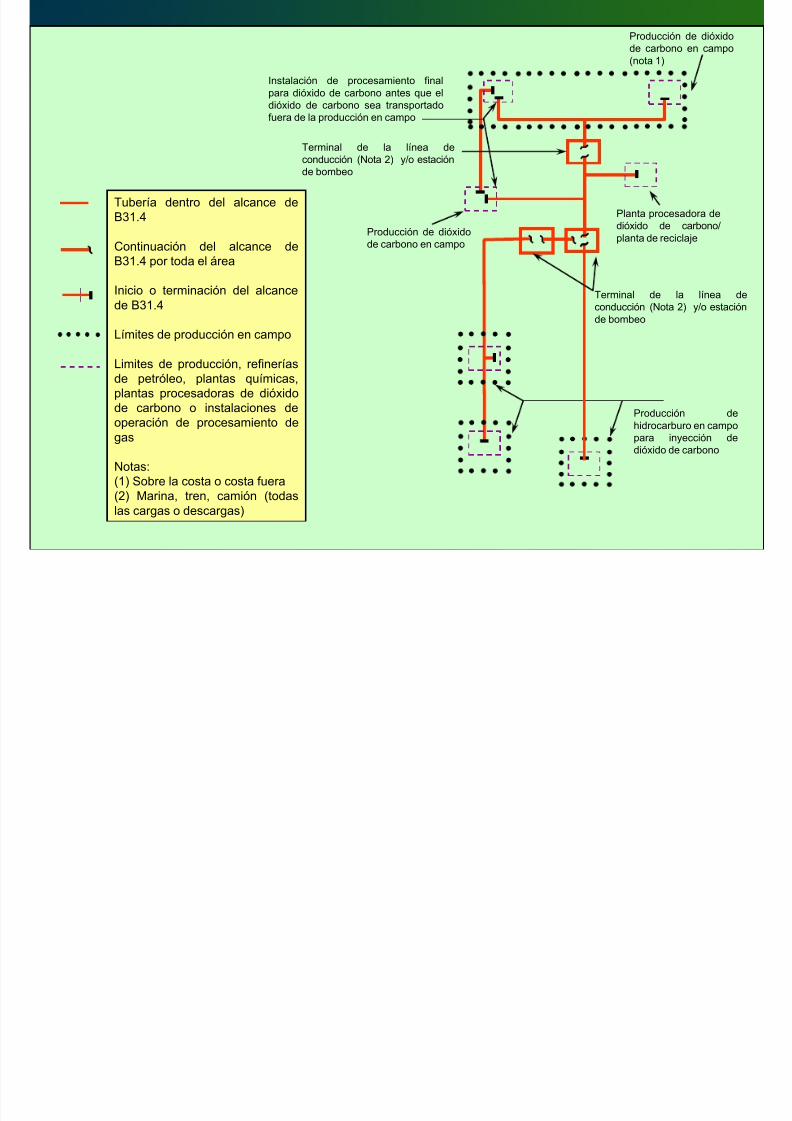
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 350/369
425
condensado de gasolina natural, gas líquido natural,gas de petróleo licuado, dióxido de carbono, alcohol
líquido, amoniaco anhídrido y productos líquidos depetróleo entre las instalaciones de producción, plantasprocesadoras de gas natural, refinerías, estaciones,terminales y otros puntos de recepción y entrega..
La inspección no destructiva debe consistir de lainspección visual y examen radiográfico u otro método
no destructivo aceptable y debe ser de acuerdo con el API 1104. El método usado debe ser capaz de producirindicaciones de defectos potenciales que puedan ser
Alcance
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 351/369
426
p q pinterpretadas y evaluadas correctamente.
Las soldaduras deben cumplir los estándares deaceptación para discontinuidades contenidas en el API1104 o el estándar alterno contenido en el apéndice Adel API 1104.
Marina, tren, camión (todas lascargas o descargas)
Sobre la costa o costa fuera
Tubería dentro del alcance deB31.4
Continuación del alcance de
B31.4 por toda el área
Inicio o terminación del alcancede B31.4 Terminal de la línea de conducción *
Patio de tanques y/o estación de
Refinería de petróleoPlanta de procesado de GasPlanta de AmoniacoPlanta química
Producción en campo
* *Terminal de la línea de conducción *Patio de tanques y/o estación debombeo
Producción en campo
* *
*
**
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 352/369
427
Límites de producción en campo
Limites de producción, refineríasde petróleo, plantas químicas,
planta de amoniaco, oinstalaciones de operación deprocesamiento de gas
Corredor propiedad de la refineríade petróleo, planta química,planta de amoniaco o plantasprocesadoras de gas dejado a unlado por B31.4
Línea propiedad de la refinería depetróleo, planta química, plantade amoniaco, planta procesadorade gas. Terminal de la línea de conducción *
Patio de tanques y/o estación de bombeo
Planta
Patio de tanques
Terminal *
bombeo
Tubería tipoalmacenamiento
Área de procesadoRefinería de petróleoPlanta de procesado de GasPlanta de AmoniacoPlanta química
Tubería dentro del alcance deB31.4
C ti ió d l l d
Instalación de procesamiento finalpara dióxido de carbono antes que eldióxido de carbono sea transportadofuera de la producción en campo
Terminal de la línea deconducción (Nota 2) y/o estaciónde bombeo
Producción de dióxidode carbono en campo
Planta procesadora dedióxido de carbono/planta de reciclaje
Producción de dióxidode carbono en campo(nota 1)
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 353/369
428
Continuación del alcance deB31.4 por toda el área
Inicio o terminación del alcancede B31.4
Límites de producción en campo
Limites de producción, refineríasde petróleo, plantas químicas,plantas procesadoras de dióxidode carbono o instalaciones deoperación de procesamiento de
gasNotas:(1) Sobre la costa o costa fuera(2) Marina, tren, camión (todaslas cargas o descargas)
de carbono en campo
Producción dehidrocarburo en campopara inyección dedióxido de carbono
Terminal de la línea deconducción (Nota 2) y/o estaciónde bombeo
ASME
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 354/369
429
ASMEB31.8 - 2003
(Gas Transmissionand DistributionPiping Systems)
*****
Alcance
Este código cubre el diseño, fabricación,
instalación, inspección y prueba en líneas deconducción e instalaciones relacionadas para eltransporte de gas Este código también cubre
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 355/369
430
transporte de gas. Este código también cubreaspectos de seguridad de la operación y
mantenimiento en líneas de conducción einstalaciones relacionadas.
Inspección y prueba para el control de calidad deSoldaduras en sistemas de tubería intentados paraoperar a niveles de esfuerzos del 20% o más del mínimo
esfuerzo de cedencia especificado: La calidad de cada soldadura debe inspeccionarse visualmente,además, un cierto porcentaje de las soldaduras deben ser
Inspección de Soldaduras
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 356/369
431
, p jinspeccionadas con radiografía, ultrasonido, partículasmagnéticas u otro método no destructivo comparable y
aceptable. El método de trepanado está prohibido.Todas las soldaduras que son inspeccionadas deben cumplir losestándares de aceptación del API 1104 o ser apropiadamentereparadas y reinspeccionadas.
Norma API
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 357/369
432
1104 - 2005(Welding of Pipelines
and Related Facilities)
*****
Esta norma cubre las soldaduras nuevas deconstrucción y servicio de gas y arco, a tope,filete y “socket welds” en aceros al carbono y debaja aleación en tubería usada en lacompresión bombeo y transmisión de petróleo
Alcance
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 358/369
433
compresión, bombeo y transmisión de petróleocrudo, productos del petróleo, gases de
combustión, dioxido de carbono, nitrogeno ydonde sea aplicable; cubre la soldadura ensistemas de distribución.
Contiene los estándares de aceptación para lasdiscontinuidades detectadas por los métodos de:
Radiografía.
Métodos de END Contemplados
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 359/369
434
g Partículas Magnéticas.
Líquidos Penetrantes. Ultrasonido. Inspección Visual
Contiene los requisitos para producir las imágenesradiográficas usando RX ó R así como los requisitos para
la examinación ultrasónica.Los demás métodos los remite a las normas ASTM: Partículas Magnéticas (E-709)
Requisitos de Prueba

7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 360/369
435
Partículas Magnéticas (E-709). Líquidos Penetrantes (E-165).
Solamente técnicos N-II ó N-III deben interpretarlos resultados.
Norma API
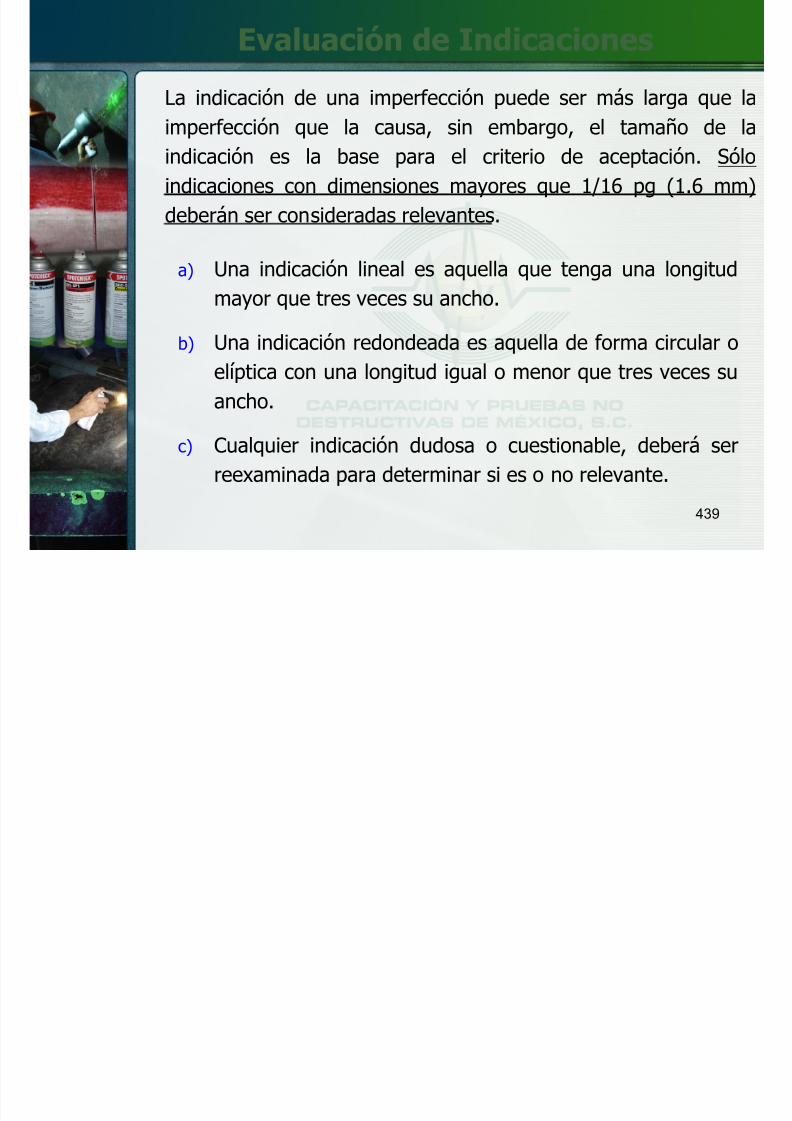
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 361/369
436
Norma API653 - 2001
(Tank Inspection, Repair,Alteration, and
Reconstruction)
*****
Esta norma proporciona los requisitos mínimos
para el mantenimiento de la integridad detanques de almacenamiento atmosféricossobretierra, soldados ó remachados no
Alcance
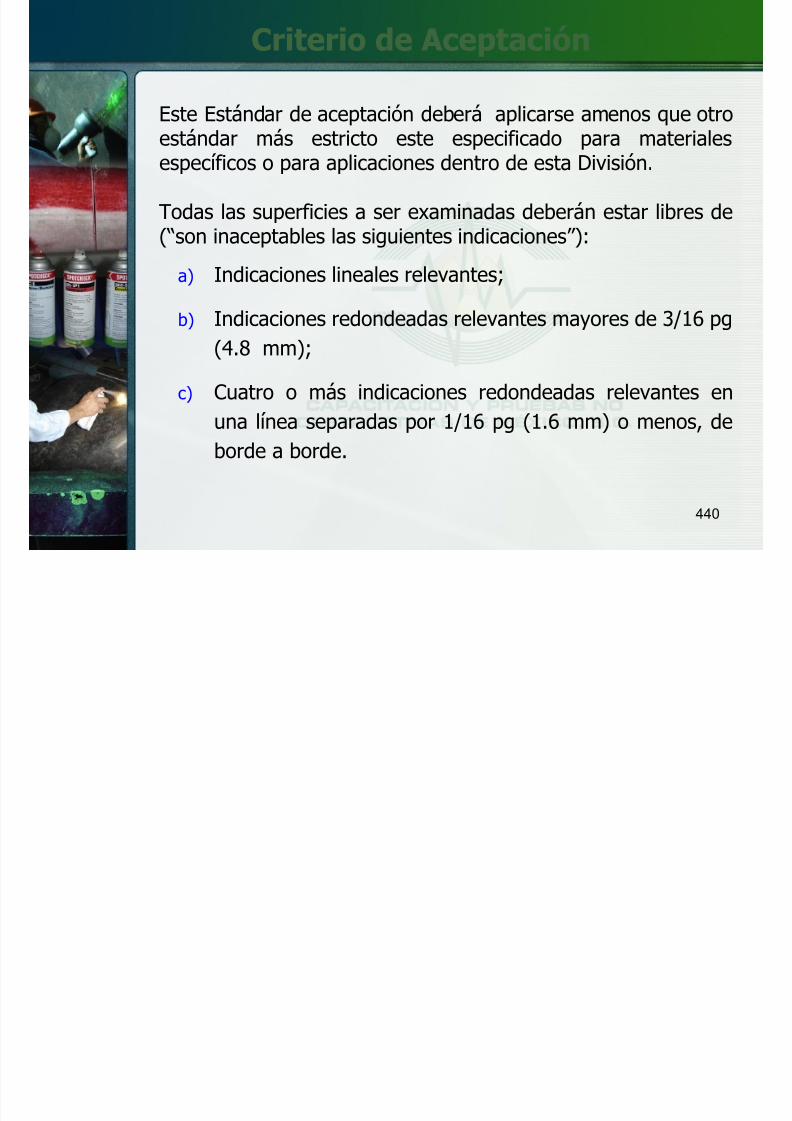
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 362/369
437
sob et e a, so dados ó e ac ados orefrigerados después de haber sido puestos en
servicio. Cubre la inspección de mantenimiento,reparación, alteración, rehubicación yreconstrucción.
Código ASME BPVSección VIII
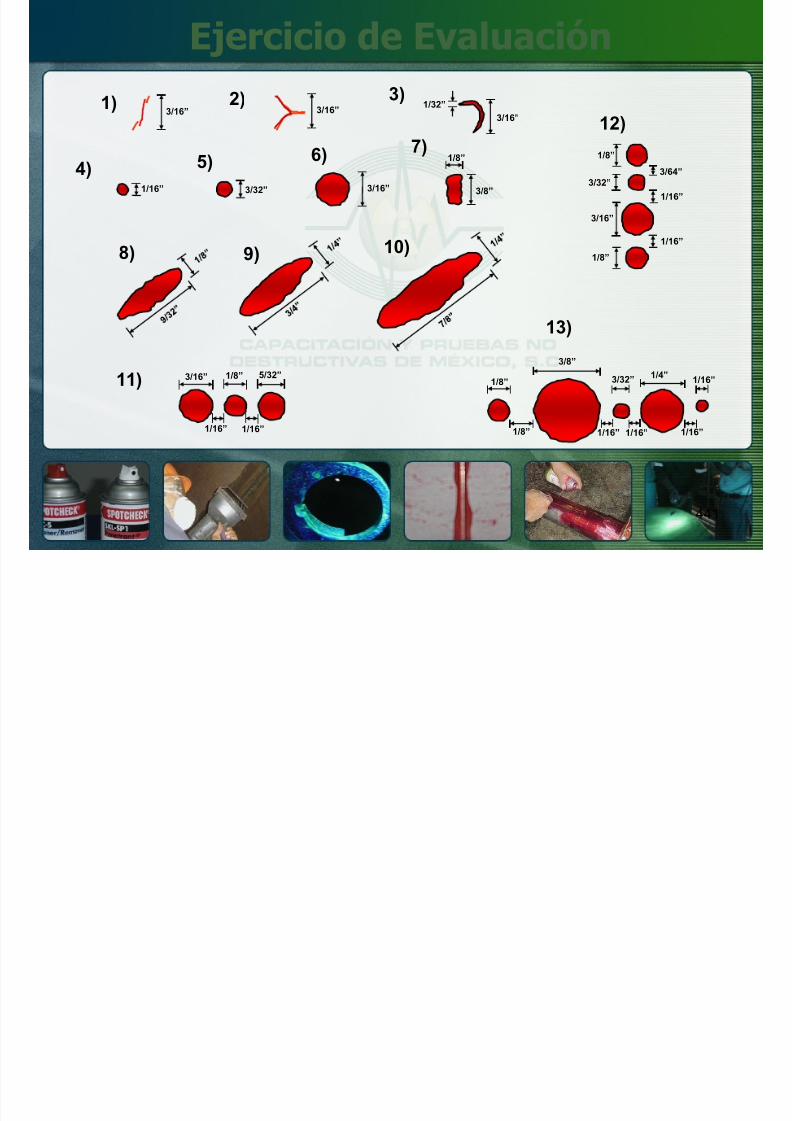
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 363/369
438
Sección VIIIDivisión 1
Apéndice 62004 Adenda 2005Methods for Liquid
Penetrant Examination(PT)
*****
Evaluación de Indicaciones
La indicación de una imperfección puede ser más larga que laimperfección que la causa, sin embargo, el tamaño de laindicación es la base para el criterio de aceptación. Sólo
indicaciones con dimensiones mayores que 1/16 pg (1.6 mm)deberán ser consideradas relevantes.
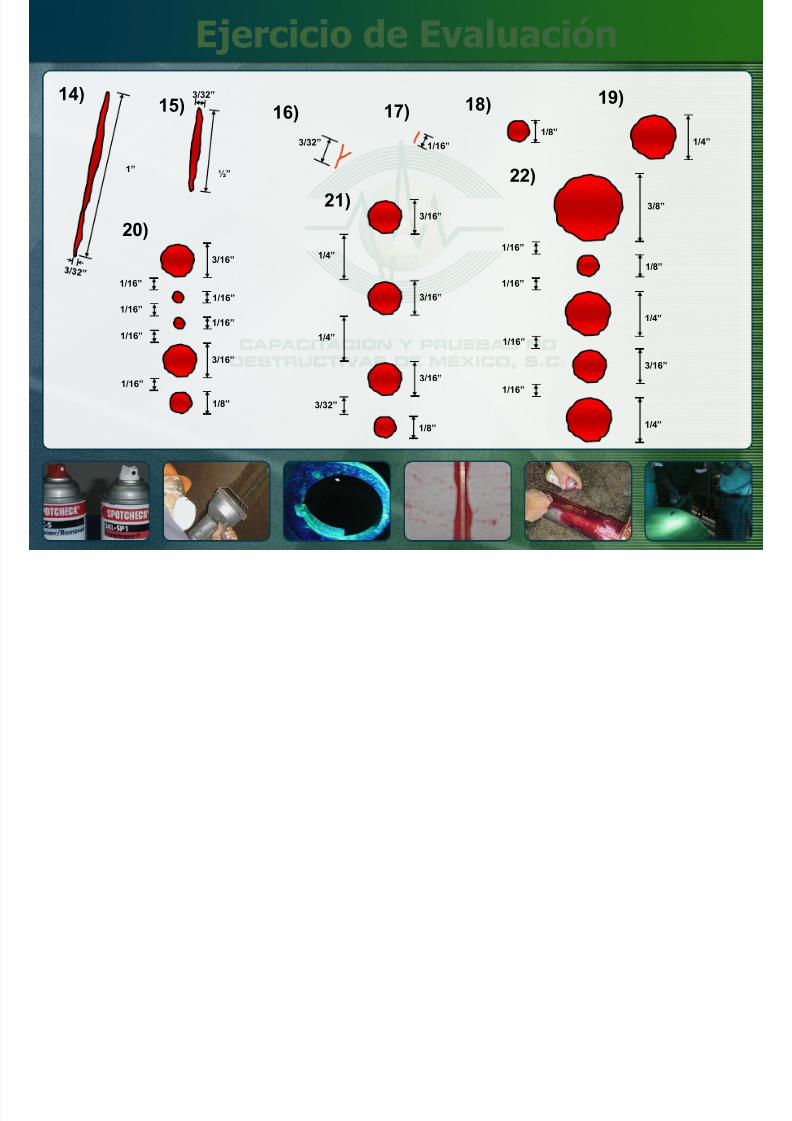
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 364/369
439
a) Una indicación lineal es aquella que tenga una longitudmayor que tres veces su ancho.
b) Una indicación redondeada es aquella de forma circular oelíptica con una longitud igual o menor que tres veces suancho.
c) Cualquier indicación dudosa o cuestionable, deberá serreexaminada para determinar si es o no relevante.
Criterio de Aceptación
Este Estándar de aceptación deberá aplicarse amenos que otroestándar más estricto este especificado para materialesespecíficos o para aplicaciones dentro de esta División.
Todas las superficies a ser examinadas deberán estar libres de(“son inaceptables las siguientes indicaciones”):
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 365/369
440
a) Indicaciones lineales relevantes;
b) Indicaciones redondeadas relevantes mayores de 3/16 pg(4.8 mm);
c) Cuatro o más indicaciones redondeadas relevantes enuna línea separadas por 1/16 pg (1.6 mm) o menos, de
borde a borde.
Ejercicio de Evaluación
3/16” 3/16” 3/16”
1/32”
3/8”
1/8”
3/16” 3/32” 1/16”
1/8”
3/64”
1/16”
3/16”
3/32”
1/16”
1) 2) 3)
4) 5) 6) 7)
8) 9) 10)
12)
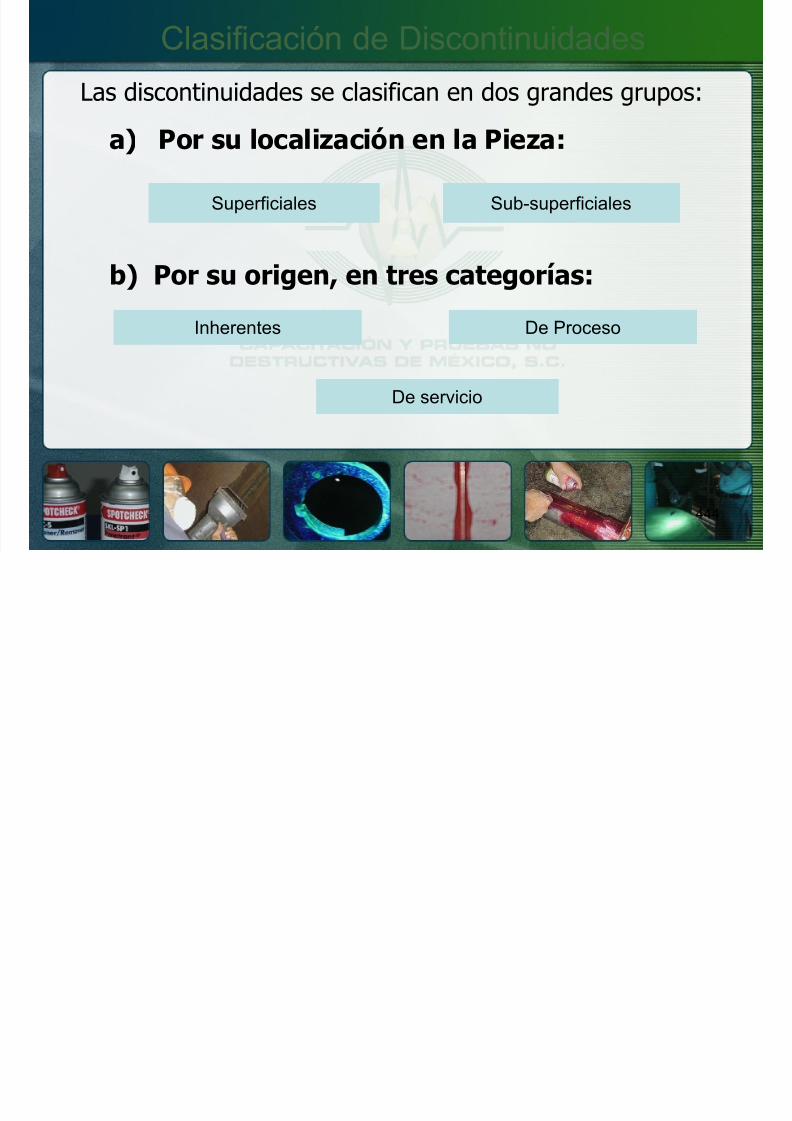
7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 366/369
441
1/8”
1/16” 1/16”
5/32”1/8”3/16” 1/8”
1/8” 1/16” 1/16” 1/16”
1/16”1/4”
3/32”
3/8”
8) 9) 10)
11)
13)
Ejercicio de Evaluación
1/16” 3/32” 1/4” 1/8”
1” ½”
3/32”
3/16”
1/4”1/16”
3/8”
14)15) 16) 17) 18) 19)
20)
21)22)

7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 367/369
442
3/16”
1/16”
1/16”
3/16”
1/8”
1/16”
1/16”
1/16”
1/16”
3/16”
3/16”
1/8”
1/4”
3/32”
1/4”
1/8”
1/16”
1/16”
1/16”
1/4”
3/16”
1/4”
Curso de Líquidos Penetrantes N I y II

7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 368/369
443
Clasificación deDiscontinuidades
* * * * *
a) Por su localización en la Pieza:
Clasificación de Discontinuidades
Las discontinuidades se clasifican en dos grandes grupos:
Superficiales Sub-superficiales

7/22/2019 CURSO DE PND´S
http://slidepdf.com/reader/full/curso-de-pnds 369/369
b) Por su origen, en tres categorías: