curso corrosiónTEXTO
60
MEMORIAS CON DERECHOS RESERVADOS DE AUTOR -- ING. MIGUEL ANGEL CARDENAS ORGANIZACIÓN: FUNDARECUADOR Y/O FUNDACION PRODESARROLLO BOGOTA CONTACTOS ECUADOR (02) 2249376 – 099 922071 – BOGOTA PBX. 3216397 E-MAIL: [email protected] CONCEPTOS DE INTRODUCCIÓN ELECTROQUÍMICA La corrosión, descrita anteriormente, es el ataque destructivo de un metal cuando reacciona química o electroquímicamente con el medio donde se encuentra. Básicamente, por ser la corrosión un proceso electroquímico, su entendimiento, estudio y análisis es importante para diseñar los planes de mantenimiento preventivo de ductos, ya sea que estén enterrados o sean superficiales. El fenómeno de corrosión ocurre átomo por átomo, es decir en un período corto de tiempo una gran cantidad de átomos se corroen en la interfase del metal y el medio que lo rodea, proceso que ocurre generalmente en la superficie del metal pero también se puede presentar en grietas, picaduras o poros; en la superficie metálica. El átomo se ioniza por la pérdida de electrones y entra al electrolito como ión metálico, en un segundo este proceso se repite literalmente millones de veces, por ejemplo en una superficie de 10 cm² de hierro corroído se pierden 62 trillones de átomos de hierro por segundo, cuando se tiene una tasa de corrosión de 5 miligramos por decímetro cuadrado por día, 1 mpy. Los electrones que permanecen en el metal incrementan la carga negativa y esto se traduce en un incremento en el potencial, estos electrones se pueden mover libremente a través del metal o de cualquier otro metal que esté en contacto eléctrico con el metal corroído. Los iones metálicos formados permanecen en el electrolito o pueden reaccionar con otros materiales presentes en el electrolito para formar productos de corrosión. El mecanismo de corrosión en tuberías metálicas se asimila al comportamiento de una celda electroquímica o galvánica, donde deben existir cuatro condiciones para que se presenten los fenómenos de corrosión descritos anteriormente. Estas son:: 1. Deben estar presentes dos electrodos, uno denominado ánodo y el otro denominado cátodo. 1
-
Upload
hector-augusto -
Category
Documents
-
view
11 -
download
0
description
corrosion
Transcript of curso corrosiónTEXTO
2
PAGE
MEMORIAS CON DERECHOS RESERVADOS DE AUTOR -- ING. MIGUEL ANGEL CARDENAS
ORGANIZACIN: FUNDARECUADOR Y/O FUNDACION PRODESARROLLO BOGOTA
CONTACTOS ECUADOR (02) 2249376 099 922071 BOGOTA PBX. 3216397
E-MAIL: [email protected]
CONCEPTOS DE INTRODUCCIN
ELECTROQUMICA
La corrosin, descrita anteriormente, es el ataque destructivo de un metal cuando reacciona qumica o electroqumicamente con el medio donde se encuentra. Bsicamente, por ser la corrosin un proceso electroqumico, su entendimiento, estudio y anlisis es importante para disear los planes de mantenimiento preventivo de ductos, ya sea que estn enterrados o sean superficiales.
El fenmeno de corrosin ocurre tomo por tomo, es decir en un perodo corto de tiempo una gran cantidad de tomos se corroen en la interfase del metal y el medio que lo rodea, proceso que ocurre generalmente en la superficie del metal pero tambin se puede presentar en grietas, picaduras o poros; en la superficie metlica. El tomo se ioniza por la prdida de electrones y entra al electrolito como in metlico, en un segundo este proceso se repite literalmente millones de veces, por ejemplo en una superficie de 10 cm de hierro corrodo se pierden 62 trillones de tomos de hierro por segundo, cuando se tiene una tasa de corrosin de 5 miligramos por decmetro cuadrado por da, 1 mpy. Los electrones que permanecen en el metal incrementan la carga negativa y esto se traduce en un incremento en el potencial, estos electrones se pueden mover libremente a travs del metal o de cualquier otro metal que est en contacto elctrico con el metal corrodo. Los iones metlicos formados permanecen en el electrolito o pueden reaccionar con otros materiales presentes en el electrolito para formar productos de corrosin.
El mecanismo de corrosin en tuberas metlicas se asimila al comportamiento de una celda electroqumica o galvnica, donde deben existir cuatro condiciones para que se presenten los fenmenos de corrosin descritos anteriormente. Estas son::
1. Deben estar presentes dos electrodos, uno denominado nodo y el otro denominado ctodo.
2. Debe haber una diferencia de potencial elctrico entre el nodo y el ctodo, potencial que depende bsicamente del tipo de material y de ciertas condiciones particulares de cada ducto.
3. Debe existir un trayecto metlico que conecte elctricamente los dos electrodos, nodo y ctodo. En el caso de los sistemas de transporte de hidrocarburos, esta conexin es la misma tubera.
4. Por ltimo, tanto el nodo como el ctodo deben estar inmersos en un electrolito conductor elctricamente, es decir que este ionizado en cargas positivas y cargas negativas. Generalmente, el agua y los suelos hmedos que rodean las tuberas cumplen estos requisitos.
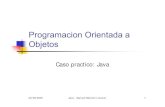
Una vez se tienen estas condiciones, un flujo de corriente elctrica se genera y los metales se consumirn en el nodo. En la siguiente figura se esquematiza como es el proceso de corrosin cuando se tiene un nodo de hierro sumergido en un electrolito, all se puede apreciar como la presin ejercida por la diferencia de potencial entre el nodo y el ctodo genera una migracin de electrones del nodo al ctodo, a travs de la conexin elctrica entre ellos.
Una reaccin electroqumica se define como una reaccin qumica donde se involucra la transferencia de electrones, es tambin una reaccin qumica donde ocurre un proceso de oxidacin reduccin.
Celda Electroqumica
En el nodo, los tomos de hierro cargados positivamente se combinan con los iones negativos del electrolito para formar el hidrxido ferroso que posteriormente reacciona para formar el hidrxido frrico, conocido como herrumbre.
En el ctodo, un exceso de electrones procedente del nodo llega para combinarse con los iones hidrgeno del electrolito, cargados positivamente, para formar hidrgeno gaseoso. Este hidrgeno es la base de la pelcula de polarizacin, muy utilizada cuando se refiere a los sistemas de proteccin contra la corrosin. Debido a la generacin de hidrgeno en el ctodo, se presenta entonces un exceso de iones hidroxilo (OH-), creando un ambiente alcalino en la vecindad del ctodo.
Es importante tener en cuenta desde el punto de vista prctico algunas convenciones especiales cuando de flujo de corriente se trata. El concepto convencional de flujo de corriente es de positivo a negativo, pero puede ser confuso debido a que tal como se describi anteriormente el flujo de electrones es en sentido opuesto, por lo tanto se debe recordar que:
El flujo convencional de corriente va de positivo a negativo, es decir del ctodo al nodo, en el circuito metlico.
El flujo de corriente, de positivo a negativo, va del nodo al ctodo en el electrolito.
El metal se consume o degrada, donde la corriente sale para entrar al electrolito.
El metal que recibe la corriente del electrolito no se corroe y por lo tanto se protege, excepto algunos metales como el aluminio y el plomo, que pueden llegar a corroerse si reciben un exceso de corriente.
Una reaccin de oxidacin tpica generalmente se indica por el incremento de la valencia o en otras palabras por el incremento en la produccin de electrones, en forma similar una reaccin de reduccin se manifiesta por la disminucin de la valencia o el consumo de electrones.
Zn Zn + + 2e- oxidacin
2H + 2e- H2 reduccin
En un proceso de corrosin, la reaccin de oxidacin se conoce como una reaccin andica, mientras que la reaccin de reduccin se conoce como reaccin catdica, por lo tanto el fenmeno de corrosin consiste al menos, de una reaccin de oxidacin y una de reduccin.
En resumen, para que ocurra un fenmeno de corrosin debe haber una formacin de iones y la liberacin de electrones en una superficie andica donde ocurre la oxidacin o deterioro del metal, simultneamente debe haber una aceptacin en la superficie catdica de los electrones generados en el nodo, de esta manera los electrones tomados neutralizan los iones positivos de hidrgeno.
Las reacciones andicas y catdicas suceden al mismo tiempo y a velocidades equivalentes. Sin embargo, el proceso corrosivo ocurre nicamente en las reas que actan como nodos.
TABLA SERIE ELECTROMOTRIZ
Metal
Produccin de Iones
Emf (Voltaje)
(Hidrgeno = 0.000)
Magnesio
Mg++
-2.400
Aluminio
Al++-
-1.700
Zinc
Zn--
-0.762
Cromo
Cr++
-0.557
Hierro
Fe
-0.441
Cadmio
Cd
-0.401
Nquel
Ni
-0.231
Estao
Sn
-0.136
Plomo
Pb
-0.122
Hidrgeno
H
0.000
Cobre
Cu
-0.334
Plata
Ag
-0.798
Platino
Pt
-0.863
Oro
Au
-1.500
Metales como el magnesio y el aluminio tienen un nivel alto de energa, por lo tanto cuando reaccionan entregan una gran cantidad de energa, lo contrario sucede con metales como el oro y el platino que tienen niveles bajos de energa y la corrosin no es espontnea en muchos ambientes.
En agua pura, metales con fuerza electromotriz mas negativa que el hidrgeno tienden a corroerse espontneamente y son estables cuando sta fuerza es mas positiva que la del hidrgeno; sin embargo, debemos recordar que la serie electromotriz es terica y que por la naturaleza del medio, se pueden encontrar efectos distintos en la prctica.
A manera de ejemplo, el aluminio y el cromo con altas energas negativas se corroen lentamente en varios medios debido a la formacin de una pelcula delgada de productos de corrosin, cuando los productos formados son estables, la pelcula asla el metal del medio, a este efecto se le conoce como pasivacin.
Los diagramas de Pourbaix son representaciones grficas de la termodinmica terica de las reacciones qumicas importantes en la corrosin, all se observan zonas donde las reacciones especficas son espontneas. El potencial del metal y el pH se consideran como variables independientes, bajo ciertas condiciones la energa libre de la reaccin es positiva y el metal es estable, sin embargo, en otras condiciones los productos solubles de la reaccin son estables y las reacciones espontneas y la corrosin pueden presentarse, an bajo condiciones diferentes, productos insolubles son estables y las pelculas insolubles pueden conducir a la pasividad del metal.
AMBIENTE ENTERRADO
Los metales, como ya se ha mencionado, tienen la tendencia a corroerse por su posicin relativa en la serie electromotriz. Como en los ambientes enterrados nos ocuparemos del caso de tuberas de acerocarbn, es importante observar el comportamiento del hierro como el principal componente de este material.
Las tuberas enterradas en suelos secos se puede afirmar que no tienen problemas de corrosin, sin embargo, debido a la lluvia, fuentes naturales de agua, ros, etc., los terrenos tienen algo de humedad que combinada con el material minero soluble del suelo puede crear ambientes corrosivos. Si no hay minerales por disolver con el agua lluvia, la corrosin ser prcticamente nula.
Un factor importante a considerar es la conductividad elctrica del medio que rodea la tubera. El agua es un conductor muy pobre, sin embargo, cuando hay sustancias disueltas en ella, en especial aquellas que se ionizan, la conductividad se incrementa enormemente.
CLASES DE CORROSIN POR SUELOS
Existen tres clases principales de corrosin que se presentan en tuberas enterradas, a saber:
corrosin galvnica.
corrosin electroltica o por corrientes vagabundas.
corrosin bacteriolgica.
CORROSIN GALVNICA
Es una reaccin natural entre un metal y el medio que lo rodea. El voltaje entre el nodo y el ctodo es generado por las diferencias entre dos estructuras o entre dos lugares en la misma estructura .
Las diferentes celdas galvnicas que se presentan en las estructuras enterradas, son las siguientes:
METALES DIFERENTES
De igual forma que en la pila de una linterna, cuando ponemos en contacto dos metales diferentes, se origina un flujo de corriente entre los dos elementos.
En la serie electromotriz de los metales, tabla 1.1, se colocaron los metales ordenados respecto a su actividad frente a un electrodo de hidrgeno. Sin embargo, para efectos prcticos, los ingenieros de corrosin han elaborado una serie basada en los metales y sus aleaciones ms conocidas; esta nueva serie se llama la serie galvanica y es la mas usada por todas las personas que tienen que ver con el control de la corrosin. Esta se encuentra en la tabla 1.2.:
TABLA 1.1.
METAL
VOLTAJE
(voltios)
Magnesio
-2.37
Aluminio
-1.66
Zinc
-0.76
Hierro
-0.44
Estao
-0.14
Plomo
-0.13
Hidrgeno
0.00
Cobre
+0.34 a 0.52
Plata
+0.80
Oro
+1.50 a 1.68
TABLA 1.2.
METALES
VOLTAJE
(Voltios)
Magnesio comercial puro
-1.75
Aleacin de Magnesio
-1.60
Zinc
-1.10
Aleacin de Aluminio
-1.05
Aluminio Puro
-0.80
Acero dulce (limpio y brillante)
-0.5 a 0.8
Acero dulce
-0.2 a 0.5
Hiero colado
-0.5
Plomo
- 0.5
Acero dulce en concreto
- 0.2
Cobre, bronce, latn
- 0.2
Hierro colado con silicn
- 0.2
Laminado en acero
- 0.2
Carbn, grafito, coque
+ 0.3
Como podemos observar en las tablas, los metales que se encuentran en la parte superior de la serie son los ms electronegativos (ms reactivos) y por lo tanto al ponerlos en contacto con algn otro metal colocado por debajo de l en la tabla, habr un flujo de corriente del metal con voltaje ms negativo al metal con voltaje mas positivo. De este modo, y de acuerdo con lo que ya hemos discutido en el anlisis hecho a la celda de corrosin, el metal que est por encima ser andico con respecto a todos aquellos que estn por debajo de la celda galvnica.
Esto quiere decir que los metales ms bajos en un par galvnico, sern los ctodos y por lo tanto no se corroern.
Los valores de la tabla anterior fueron observados en suelos neutros y en agua, y medidos con respecto al electrodo de sulfato de cobre.
SUPERFICIES DIFERENTES
La corrosin galvnica tambin resulta de condiciones de superficies diferentes. Por ejemplo, rasguos en las tuberas, causados por las maquinarias, pueden ser andicos con respecto al resto de la tubera.
Una condicin similar a la que se observ en la corrosin causada por metales diferentes, se presenta cuando un tramo nuevo de tubera se coloca entre dos tramos viejos. Figura 1.3.
Esto se ha experimentado en sistemas de distribucin, cuando ha sido necesario reemplazar tramos de tubera que se han deteriorado por corrosin.
Cuando se espera que el tramo nuevo dure tanto o ms que la lnea actual, ste falla mas pronto de lo que se cree. Es simplemente una aplicacin de lo expuesto en la serie galvnica, tabla 1.2.
En esta grafica 1.3 podemos notar como el potencial entre el acero nuevo (brillante) es marcadamente diferente de aquel del acero viejo oxidado. Esto es, el acero nuevo es andico y se corroe.
CORROSIN POR SUELOS DISMILES
Otra causa de corrosin comn en tuberas enterradas, es la diferencia en los suelos por donde pasan las lneas de conduccin. Esto se ilustra en la Fig.1.4.
Figura 1.4.
SUELOS DIFERENTES
En la figura 1.4. podemos ver como el potencial del tubo con respecto al suelo A, es ligeramente mayor que el potencial obtenido en el suelo B. Esta condicin hace que el tubo en el suelo A sea andico con respecto al del suelo B y por lo tanto se corroer cuando la corriente fluya hacia el ctodo.
En la prctica podemos encontrar porciones de tubera en suelos arenosos y a continuacin de estos encontramos terrenos arcillosos, lo que nos crea una celda de corrosin que comnmente se conoce con el nombre de celdas de larga lnea por encontrarse a lo largo de toda la extensin de la tubera.
CELDAS DE AIREACIN DIFERENCIAL
Otra fuente importante de celda de corrosin es la condicin referida como aireacin diferencial. Supongamos que tenemos una tubera enterrada en un suelo uniforme, pero en algunas reas de la lnea existe un suministro de oxigeno (bien aireada) mientras en otras reas existe deficiencia de oxigeno (pobremente aireada). Bajo estas condiciones, la tubera en el suelo bien oxigenado, ser catdica y el tubo en el suelo pobremente aireado ser andica y se corroer. Figura 1.5.
CORROSION POR AIREACIN DIFERENCIAL
La Figura 1.5. nos muestra una tubera que pasa bajo un camino pavimentado donde esta en contacto con el suelo que tiene un suministro de oxigeno restringido, comparado con la tubera al otro lado del camino en donde el suelo no tiene esa superficie de sellado. La corrosin bajo el pavimento puede ser severa.
CORROSIN ELECTROLTICA
Esta clase de corrosin difiere de la corrosin galvnica en que la corriente corrosiva viene de una fuente externa a la estructura afectada. Las corrientes errantes o vagabundas, como se les conoce, pueden provenir de trenes electrificados operaciones de soldadura o platinado, sistema de proteccin catdica y algunas otras fuentes de corriente directa. Estas corrientes viajan por la tierra y son recogidas en algn punto por una tubera enterrada y luego es descargada en otro punto con el consiguiente problema de corrosin.
Existen dos clases de corrientes erradas: dinmicas y estticas.
CORRIENTES ERRADAS DINMICAS
Tambin denominadas corrientes fluctuantes, se encuentran en reas donde la fuente involucra una corriente variable. Son comunes alrededor de trenes operados con corriente directa, maquinas de soldadura, minas y en otros lugares donde la corriente varia en un periodo de tiempo.
Figura 1.6.
En el ejemplo de la figura 1.6, sistemas de trenes elctricos, tranvas, podemos observar el ejemplo tpico en este tipo de corrosin electroltica. La corriente varia debido a que la carga esta cambiando constantemente cuando el tren acelera y desacelera, por lo tanto la corriente que entra a la tierra est fluctuando.
Tambin se presenta en algunas plantas industriales donde la corriente directa se genera en un lugar y luego se distribuye utilizando varias maquinas.
Las corrientes erradas son ms evidentes cuando el negativo del sistema elctrico es puesto a tierra. Los sistemas de corriente directa que no estn puestos a tierra generalmente no crean una cantidad apreciable de corrientes erradas.
CORRIENTES ERRADAS ESTTICAS
Corrientes estticas o estacionarias, son aquellas que fluctan, es decir permanecen casi constates con el tiempo.
Figura 1.7.
La fuente ms comn es la interferencia originada por los sistemas de proteccin catdica mediante corriente impresa. Figura 1.7.
En el diagrama se puede observar claramente como cualquier estructura enterrada puede recoger corriente de un equipo de proteccin catdica; pero que al no estar dentro el mismo circuito del equipo, esa corriente recogida trata de regresar para cerrar el circuito y en el sitio donde la lnea extraa se cruza con la lnea protegida, se presentan los problemas por corrosin.
CORROSIN BACTERIOLGICA
La riqueza de los suelos en los pantanos y en los lugares de mercado, se debe a la presencia de materia descompuesta y la descomposicin es el resultado de la actividad bacterial.
Atacando la tubera o el revestimiento, la bacteria causa cambios en el suelo cuyo resultado tiene efectos en las condiciones corrosivas del medio.
Como todos los organismos vivientes, las bacterias necesitan oxigeno para vivir. En suelos que no tengan mucho oxigeno libre, tienen la habilidad de obtener oxigeno de los compuestos qumicos que estn en el suelo, tales como el sulfato, los subproductos que en este proceso se forman son extremadamente corrosivos y por lo tanto corroen la tubera.
Estas bacterias tambin pueden destruir la pelcula de polarizacin de hidrgeno que se ha formado en las reas catdicas durante el proceso de proteccin catdica. Por lo tanto, si una tubera atraviesa pantanos o pasa cerca de tanques spticos lo ms probable es que se presenten problemas por corrosin bacterial.
VELOCIDAD DE CORROSIN
Es la velocidad o la rapidez con que se puede desarrollar un proceso de corrosin, depende generalmente de la cantidad de corriente generada, del material de la estructura involucrada y del medio ambiente que lo rodea.
La ley que rige la rata de corrosin, conocida como Ley de Ohm, es:
V
I =
R
En donde:
I=Intensidad de corriente.
V=Voltaje.
R=Resistencia.
El potencial involucrado depende de la naturaleza del nodo y el ctodo, y de su ubicacin en la serie galvnica.
La resistencia de la celda de corrosin, en el caso de la tubera enterrada es la suma de: la resistencia del metal, la resistencia del electrolito y la resistencia de las pelculas del nodo y del ctodo.
Para un flujo dado de corriente, la rata de corrosin de un metal esta regida por la Ley de Faraday.
W = K * I * T
En donde:
W=Peso del metal perdido.
K=Equivalente electroqumico.
I=Corriente.
T=Tiempo.
Para fines prcticos la perdida de peso de un metal se expresa generalmente en libras por amperio por ao. Tabla 1.3.
METAL
VELOCIDAD DE CORROSIN
(Libras / amperio ao)
Hierro acero
20
Plomo
74
Cobre
45
Zinc
23
Aluminio
6.4
Carbn
2.5
En la tabla 1.3 se presentan algunas velocidades de corrosin para los metales mas comnmente utilizados.
De la tabla anterior podemos concluir que si en una tubera de acero se descarga un (1) amperio en un periodo de un (1) ao, se perdern 20 libras de acero. Esto nos da una idea del peligro que s presentara de no combatir o controlar la corrosin a tiempo.
MODIFICACIN DEL AMBIENTE
Las tcnicas de modificacin del medio ambiente se orientan bsicamente al cambio de las condiciones del electrolito a la instalacin de barreras de proteccin, pelculas aisladoras formadas por productos qumicos. Estos son conocidos como inhibidores de corrosin.
Un inhibidor es una sustancia que retarda o vuelve mas lenta una reaccin qumica cuando se adiciona a un medio corrosivo, disminuyendo la velocidad de ataque a la superficie metlica. Estos productos son adicionados comnmente en pequeas cantidades en medios cidos, aguas de enfriamiento o cualquier otro medio bien en forma continua o intermitente para prevenir problemas de corrosin.
Algunos inhibidores retardan la corrosin por adsorcin, formando una pelcula delgada sobre la superficie metlica, otros forman precipitados voluminosos visibles que recubren el metal y lo protegen del ataque. Otro mecanismo comn consiste en corroer el metal de tal forma que la combinacin de adsorcin y productos de corrosin forman una capa pasiva de proteccin.
De los cuatro elementos componentes de una celda de corrosin, nodo, ctodo, electrolito y conductor electrnico, tres pueden ser afectados por un inhibidor que retarde la corrosin. El inhibidor puede causar:
Incremento en la polarizacin del nodo, inhibicin andica.
Incremento en la polarizacin del ctodo, inhibicin catdica.
Incremento en la resistencia elctrica del circuito, formando un deposito grueso sobre la superficie del metal. La resistencia del conductor electrnico que conecta los nodos y ctodos (generalmente la resistencia del metal mismo) es muy baja y no puede ser cambiada por los inhibidores de corrosin.
TIPOS DE INHIBIDORES
Existen seis clases o tipos de inhibidores utilizados para modificar el medio ambiente agresivo, dentro de los sistemas de transporte. Todos ellos pretenden aislar estos medios de la pared interior de la tubera previniendo el ataque corrosivo. Los tipos de inhibidores, son:
INHIBIDORES DE PASIVACIN ANDICOS. Estos inhibidores causan un cambio grande en el potencial de corrosin, lo que se conoce como pasivacin. Son tambin conocidos como inhibidores peligrosos, en razn a que cuando se usan en concentraciones insuficientes causan picadura y en algunos casos incrementan la velocidad de corrosin. Se conocen dos tipos de inhibidores: aniones oxidantes como los cromatos, nitratos y nitritos que pueden pasivar el acero en ausencia de oxigeno y los iones no oxidantes como fosfatos y molibdatos que requieren la presencia de oxigeno para pasivar el acero. Los cromatos son aceleradores de corrosin a bajas concentraciones por lo que son muy buenos depolarizadores catdicos. La pelcula de oxido pasiva es conductiva y catdica al acero; por lo tanto el acero pasivado consiste completamente de reas catdicas. Cuando la pelcula formada se rompe o penetra por la accin de los equipos de limpieza o por disolucin, y la concentracin de cromatos no es suficiente para reparar la pelcula, el acero expuesto se convierte en un rea andica pequea resultando picaduras en el metal.
INHIBIDORES CATDICOS. Inhibidores que retardan la reaccin catdica o precipitan selectivamente en reas catdicas incrementando la resistencia del circuito y restringiendo la difusin de especies reductoras en el ctodo. La reaccin catdica es con frecuencia la reduccin de iones hidrgeno para formar hidrgeno gaseoso. Algunos inhibidores catdicos dificultan la descarga de hidrgeno gaseoso. Compuestos de arsnico y antimonio son ejemplos de esta clase de inhibidores. Otros inhibidores catdicos utilizan el incremento de la alcalinidad en reas catdicas precipitando compuestos insolubles sobre la superficie metlica. Hay tres categoras principales identificadas en esta clase de inhibidores que afectan la reaccin catdica: venenos catdicos, precipitados catdicos y secuestrantes de oxigeno.
INHIBIDORES DE RESISTENCIA OHMICA. Inhibidores que incrementan la resistencia del circuito del electrolito mediante la formacin de pelculas. En razn a que no es prcticamente utilizado el incremento en la resistencia del volumen del electrolito sta se consigue por la formacin de una pelcula de micropulgadas de espesor. Si la pelcula se deposita selectivamente en reas andicas, los cambios en el potencial de corrosin se vuelven ms positivos; si se deposita en reas catdicas los cambios de potencial son ms negativos y si la pelcula cubre ambas reas andicas y catdicas los cambios en el potencial son apenas perceptibles.
INHIBIDORES ORGNICOS. Los cuales se adsorben de acuerdo a la carga ionica del inhibidor y la carga sobre la superficie metlica. Inhibidores catinicos, cargados positivamente, tales como aminas o inhibidores aninicos cargados negativamente como los sulfonatos sern adsorbidos preferencialmente sobre el metal de acuerdo con la naturaleza de las cargas. Inhibidores orgnicos solubles forman una capa protectora de solo unas pocas molculas de espesor, pero si un inhibidor orgnico insoluble se adiciona por dispersin en pequeas partculas, la pelcula se volver ms gruesa. Estas pelculas tienen muy buena persistencia, es decir continan su inhibicin de corrosin por un periodo de tiempo largo a pesar de que se haya suspendido la inyeccin del inhibidor. Persistencia es una propiedad importante cuando los inhibidores se inyectan intermitentemente, (por parcelas).
INHIBIDORES DE PRECIPITACIN. Productos que inducen la formacin de pelculas protectoras sobre la superficie metlica y por lo tanto interfieren indirectamente sobre nodos y ctodos, los inhibidores mas comunes de esta clase son los silicatos y fosfatos. Ambos forman depsitos sobre el acero con incremento en la polarizacin catdica. Estos productos no consiguen el grado de proteccin obtenida con los cromatos y nitritos; sin embargo son muy utilizados en situaciones donde se requieren aditivos no txicos.
INHIBIDORES FASE VAPOR (VPI). Inhibidores que tambin llamados inhibidores de corrosin voltiles y son compuestos transportados en un sistema cerrado al sitio de corrosin por volatilizacin desde una fuente. En contacto con una superficie metlica el inhibidor se condensa e hidroliza por la humedad presente liberando iones nitrito, benzoato bicarbonato, debido a la presencia de oxigeno estos iones pueden pasivar el acero. Es deseable para un VPI proveer una inhibicin lo suficientemente rpida y a su vez dejar un efecto remanente. Por lo tanto el compuesto deber tener una alta volatilidad para saturar todos los espacios accesibles al vapor lo ms rpido posible, pero al mismo tiempo, no debera ser tan voltil porqu se perdera rpidamente a travs de fugas en el empaque o recipiente en el cual se este utilizando, luego la presin de vapor del VAP debe ser suficiente para mantener una concentracin de inhibidor en todas las superficies metlicas expuestas.
RECUBRIMIENTOS
La primera lnea de defensa contra el ataque por corrosin en tuberas enterradas o sumergidas en un electrolito es la aplicacin de revestimientos o recubrimientos de proteccin. Con esta tcnica se elimina un elemento vital de la celda de corrosin que es el contacto entre el electrolito y la superficie metlica es decir que al no haber medio ambiente se elimina el flujo de corriente entre las reas andicas y catdicas minimizando o eliminando el proceso corrosivo.
PREPARACIN DE LA SUPERFICIE
Mucho se ha escrito sobre la importancia de una buena preparacin de la superficie y a pesar de ello impera un descuido general, que da al traste con todos los principios y planteamientos de una buena proteccin.
Para que la pintura adquiera una buena adherencia a la superficie, es imprescindible que nada se oponga a esta adherencia. Las partculas sueltas de toda especie, tales como el polvo, la suciedad grasosa, los aceites, el xido y todo cuanto es ajeno a la superficie slida y firme, constituye un impedimento para lograr una buena adherencia.
Es frecuente que la preparacin de la superficie resulte mas larga y costosa que la aplicacin de la pintura y generalmente esto ocurre cuando el mantenimiento desde un principio no ha sido correctamente realizado.
Pero cualquiera que sea el costo, esa buena preparacin es la base de todo buen sistema de proteccin y la seguridad de que la inversin total realizada no resultar en prdidas de tiempo y dinero.
Lo primero que se debe hacer es examinar la superficie que se desea preparar y determinar los obstculos que deben ser separados.
PREPARACIN DE LAS SUPERFICIES POR MTODOS MECNICOS
Los principales mtodos mecnicos empleados en la preparacin de las superficies, son:
CORROSION
Podemos definirla como la propiedad que tienen los metales de retornar a su estado natural, abandonando el estado en que se encuentra, es decir, es la destruccin o deterioro de un material debido a una reaccin qumica o electroqumica.
Reaccin qumica o en seco: ocurre por contacto con vapores o gases, sin la presencia de lquidos y est asociada a menudo con altas temperaturas, por ejemplo los quemadores de gas.
Electroqumica o en humedad, se presenta en medios lquidos por rociado o inmersin, por ejemplo la quilla de los buques.
GRADOS DE CORROSION
En los metales la corrosin muestra diversas formas que van desde el ataque uniforme y generalizado, hasta el ataque aislado en determinadas reas de la superficie.
Para clasificar los grados de corrosin, se han creado dos grandes opciones:
Superficies nuevas, o recin construidas.
Superficies tratadas.
El primer grupo comprende cuatro (4) subdivisiones que son:
GRADOS DE PREPARACIN
NORMAS SSPC. Steel Structures Painting Council.
Estas especificaciones fueron originalmente preparadas en 1952, revisadas en 1962 y actualizadas en 1971, en orden a incorporar las superficies que miembros de su comit hicieron durante el transcurso de este periodo.
Adjuntamos una copia de los miembros que integran su comit para que se pueda apreciar la cantidad de gremios y asociaciones que contribuyen a su preparacin y edicin.
SISSwedish Standards Organization
NACENational Association of Corrosion Engineers
AWWAAmerican Water Works Association
COMPARACION DE ESTANDARES PARA LIMPIEZA DE ACERO
GRADO DE LIMPIEZA
S.S.P.C
S.I.S.
NACE
Metal Blanco
SP - 5
Sa - 3
N 1
Casi Metal Blanco
SP - 10
Sa 2 1/2
N 2
Comercial
SP - 6
Sa 2
N 3
Brush off
SP - 7
Sa - 1
N 4
Describimos a continuacin los grados de preparacin de superficie de acuerdo con las normas SSPC. (Steel Structures Painting Council)
SSPC-SP-1: LIMPIEZA CON SOLVENTES.
Es un procedimiento para remover materiales extraos perjudiciales, tales como aceites, grasa, manchas y otros contaminantes de la superficie, mediante el uso de solventes, emulsiones, limpieza con vapor, los cuales determinan una accin solvente limpiadora. Se usa para preparacin de superficies removiendo herrumbre, cascarilla de laminado o pintura vieja, grasa, polvo, y otros materiales contaminantes semejantes.
Generalmente se utiliza para superficies de acero, en las cuales la cascarilla de laminado est intacta y en superficies similares en las que nicamente se requiere una limpieza suave.
El material de limpieza puede aplicarse por impregnacin y frotacin con cepillos y estopas, por pulverizacin o vaporizacin y por inmersin de tanques.
De todos los casos l ultimo debe hacerse con disolventes y agua limpia, segn el mtodo utilizado.
Este mtodo se puede utilizar antes de la aplicacin de pinturas o como tratamiento previo a otro mtodo de limpieza, manual, mecnica, o de chorro de arena.
SSPC-SP-2. LIMPIEZA MANUAL
La limpieza manual es un mtodo de preparar superficies metlicas para pintarlas, removiendo la cascarilla de laminado desprendida, herrumbre y pintura desprendida, con cepillo manual, limpiado manual, raspado manual o por la combinacin de estos mtodos.
Este tipo de limpieza es un mtodo aceptable de preparacin para superficies expuestas en atmsferas normales de contaminacin nula, al interior o exterior como preparacin para la aplicacin de pelculas alqudicas y oleoresinosas de buena capacidad de humectacin.
La limpieza manual requiere una remocin previa de grasas y aceites con un disolvente adecuado y un tratamiento posterior con lquidos transformadores de oxido para inhibir pasivar el oxido firme que no pudo eliminarse.
Se aplica generalmente en zonas pequeas, como retoques o reparcheos en mantenimiento.
SSPC-SP-3. LIMPIEZA CON HERRAMIENTAS ELECTRICAS O NEUMTICAS
La limpieza con herramientas mecnicas es un mtodo para preparar superficies metlicas para pintar, removiendo la cascarilla de laminado desprendida, la herrumbre y la pintura desprendida, con cepillos elctricos o neumticos, impacto elctrico o neumtico, esmeril elctrico o neumtico o la combinacin a estos mtodos.
Este mtodo es ms eficiente y ms econmico que los anteriores y proporciona un mejor sustrato a la pintura que la preparacin de tipo manual.
SSP-SP-4. LIMPIEZA DE ACERO NUEVO CON LLAMA
Es un mtodo para preparar superficies de metales no pintadas, pasando la llama de oxiacetileno a gran temperatura y velocidad sobre la superficie total y luego cepillando para remover las cascarillas y el herrumbre desprendidos.
Se intenta que toda la cascarilla y el oxido desprendido sean removidos por este proceso dejando una superficie caliente y seca a la cual se le aplica la pintura corrosiva antes de que la superficie se enfre.
Previo a la aplicacin de la llama deben eliminarse las grasas, aceites y capas sueltas de oxido y otros materiales por medio de disolventes y/o herramientas manuales mecnicas, as mismo, despus del tratamiento con llama deben rasparse los materiales sueltos.
La limpieza con llama solamente remueve un parte de cascarilla de laminacin.
SSPC-SP-5. LIMPIEZA POR CHORRO A METAL BLANCO
La limpieza por chorro es un mtodo de preparacin de superficies metlicas, para pintar, removiendo toda la cascarilla de laminado, oxido, pintura o materiales extraos mediante el uso de un abrasivo impulsado a travs de una tobera o por rueda centrfugas.
Una superficie preparada a metal blanco se define como una superficie con color uniforme gris blanco metlico. Este grado de limpieza es el que ofrece mayor garanta de durabilidad a la pintura y se utiliza en superficies que despus de pintadas van a estar sumergidas en productos qumicos, sales, cidos o agua destilada.
SSPC-SP-6. LIMPIEZA POR CHORRO GRADO COMERCIAL
Se define as el mtodo para preparar superficies de metal, para pintar removiendo la cascarilla de laminado, el oxido o materias extraas por el uso de abrasivos impulsados a travs de toberas.
El acabado final de una superficie limpiada por chorro de arena grado comercial, se define como una superficie libre de aceite, grasa, suciedad, cascarilla de laminado y herrumbre, pintura vieja, excepto ligeras sombras, rayas o decoloraciones causadas por manchas de herrumbre, ligeras cascarillas de lamina, delgados residuos de herrumbre y pintura que puedan encontrarse en el fondo de las picaduras, al menos 2/3 de cada pulgada de superficie estar limitada por pequeas decoloraciones.
Este grado de preparacin se recomienda para superficies sumergidas en agua o expuestas en atmsferas industriales, hmedas y marinas.
La ventaja de la limpieza grado comercial consiste en el costo inferior para una preparacin satisfactoria que funciona bien en un gran numero de condiciones de servicios.
SSPC-SP-7. LIMPIEZA POR CHORRO BRUSH OFF
Es un mtodo de preparacin de superficies de metal para pintarlas por rpida remocin de la cascarilla de laminado desprendida, por impacto con abrasivos impulsados a travs de una tobera por el aire comprimido o por una rueda centrfuga.
El acabado final de una superficie limpiada con chorro de arena Brush Off, se define como aquel en el que todo el aceite, grasa, suciedad, cascarilla de laminado desprendida, herrumbre desprendida, sean removidos completamente, pero no cascarillas delgada ni herrumbre adherida ni pintura en buen estado. Y bien adherida.
Es til en la remocin de pintura suelta o deteriorada en superficies de mampostera y en el grabado de superficies ya pintadas.
SSPC-SP-8. PICKLING
Es un mtodo para preparar superficies metlicas para pintarlas removiendo completamente la cascarilla de laminado y el oxido por reaccin qumica o por electrolisis, o por lo dos mtodos combinados.
Se entiende que una superficie preparada por este mtodo deber estar completamente libre de toda cascarilla de laminado, xido, y materias extraas. Tambin, deber estar libre de cidos o lcalis inactivos y de tizne.
SSPC-SP-9.CORROSION PRODUCIDA POR LA ATMSFERA, SEGUIDA POR LIMPIEZA CON CHORRO
Es un mtodo para remover y desprender la cascarilla de laminado por oxidacin natural de la superficie del acero; por exposicin a la atmsfera se corroe el acero con debilitamiento y desprendimiento de la cascarilla, despus que la cascarilla se ha desprendido, la superficie puede ser limpiada con chorro de arena mas fcilmente.
SSPC-SP-10. LIMPIEZA CON CHORRO GRADO CERCA DE METAL BLANCO
Es un mtodo de preparacin de superficies metlicas para pintarlas removiendo toda la cascarilla de laminado, la herrumbre, la pintura y las materias extraas por el uso de un abrasivo impulsado a travs de una tobera, o por una rueda centrfuga.
El acabado final de una superficie limpiada con chorro cerca al grado de metal blanco, se define como aquella en la cual, todo el aceite, grasa, suciedad, cascarilla de laminado, herrumbre, productos de corrosin, pinturas y otros materiales extraos se han removido completamente de la superficie, excepto ligeras sombras o rayas, o ligeras decoloraciones causadas por manchas de herrumbre o residuos delgados de pintura. Por lo menos un 95% de la superficie estar libre de residuos visibles y el resto se limita a las decoloraciones ya mencionadas.
APLICACIN
Debido a que la corrosin de la tubera es una reaccin electroqumica entre el hierro y el medio que lo rodea, se entiende por que es necesario revestir la tubera con algo que la asle del suelo y de esta manera evitando la corrosin.
Un buen sistema de recubrimiento es la primera lnea de defensa contra la corrosin por los suelos en la tubera. Es por esta razn que todas las lneas enterradas deben revestirse con materiales especiales que se calculan para proteger la tubera durante su vida til estimada.
CARACTERSTICAS DE LOS RECUBRIMIENTOS
Un buen sistema de revestimiento debe poseer ciertas caractersticas destacables que deben ser mantenidas durante el tiempo de vida normal de un ducto. Estas caractersticas son:
BAJA ABSORCIN DE HUMEDAD. El objeto de esta caracterstica es prevenir el movimiento de la humedad al metal y no facilitar conductos para la corriente elctrica que causen la corrosin electroqumica. Un revestimiento que tenga una rata de absorcin elevada permitir que con el tiempo se produzcan fallas en su aislamiento y por lo tanto la tubera quede expuesta a la corrosin de los suelos.
BUEN AISLAMIENTO ELCTRICO. Es necesario para prevenir el intercambio de la corriente elctrica entre la tubera y el suelo, tal como la corriente galvnica, corrientes erradas, corrientes de largo alcance y resistir el flujo de la corriente de proteccin catdica. Por lo tanto un buen revestimiento, con una resistencia elctrica elevada, es muy efectivo adems de reducir los costos de operacin. Generalmente, este buen aislamiento elctrico se toma como la resistencia efectiva del revestimiento y est, normalmente, expresado en unidades de resistencia elctrica por unidad de rea.
RESISTENCIA A LA PRESIN DEL SUELO. Todas las tuberas enterradas estn sujetas a presiones grandes y dispares del suelo debido al peso de la tubera y su contenido, al peso del relleno del suelo, los cambios en el volumen del suelo con cambios en su contenido de humedad, incluyendo rocas, arcillas y otros elementos. Estas presiones o fuerzas estn comnmente relacionadas con los esfuerzos del suelo y tienen la tendencia de deformar o desplazar el revestimiento de la tubera. La resistencia a estas fuerzas, se obtiene algunas veces incluyendo materiales de refuerzo en los sistemas de revestimiento.
RESISTENCIA QUMICA. Como las tuberas atraviesan todo tipo de terrenos, como pantanos y tierras negras donde se encuentran cidos o zonas ridas y suelos livianos generalmente alcalinos, los sistemas de revestimiento utilizados deben ser inertes a la accin de estos qumicos. Tambin los ductos encontrados en campos petroleros, en refineras o en general en reas industriales, en donde los suelos pueden estar contaminados por escapes de crudo, destilados de gas natural o residuos industriales, deben tener un recubrimiento resistente a estos productos, lo que nos lleva a la quinta caracterstica.
RESISTENCIA A LA ACCIN DE LOS SOLVENTES. La tubera puede ser daada por equipos industriales, trafico pesado, o un inadecuado sistema de proteccin catdica. En el primer caso, el recubrimiento debe resistir los contaminantes del petrleo en el suelo y en el caso de una fuga no debe ser afectado por los hidrocarburos que rodean la tubera en la zanja y viajan a lo largo de el en distancias considerables. El costo de reparar los revestimientos que fallan bajo estas condiciones, es con frecuencia igual al costo de la construccin original para bajar la parte de la lnea donde fall el revestimiento.
RESISTENCIA A LAS BACTERIAS. La sexta caracterstica de un buen revestimiento, es la resistencia al deterioro bacteriano. Las bacterias son probablemente los organismos vivos mas ampliamente distribuidos. Muchas clases de estas bacterias utilizan los hidrocarburos as como otros compuestos orgnicos en sus procesos de vida. Los materiales caracterizados por su bajo absorcin de humedad y que son qumicamente inertes son tambin resistentes a la accin de las bacterias.
BUENA ADHESIN AL METAL. Para garantizar una adherencia permanente a la tubera, todo revestimiento debe ir acompaado de un imprimante aplicado en fro. Este agente debe ser totalmente compatible con el sistema de revestimiento utilizado, de modo que al aplicar el recubrimiento final, ste funda con el imprimante y se adhiera al metal.
FACILIDAD DE APLICACIN. La octava caracterstica, facilidad en la aplicacin, impone muchas limitaciones en los materiales que puedan usarse, el revestimiento debe asumir rpidamente su estado final para permitir el manejo de la tubera casi inmediatamente despus de la operacin de revestimiento. La aplicacin debe progresar a velocidades iguales a las tasas usuales de construccin de la tubera.
ENVEJECIMIENTO. Un buen sistema de revestimiento debe mantener sus propiedades inalterables durante la vida esperada de la tubera, debido a que no son accesibles para inspecciones peridicas, ya que una vez instalada se espera que estn en servicio por 50 aos o ms. En el revestimiento debe ser continua su resistencia a la humedad, a la presin del suelo, descomposicin bacterial, accin de los solventes y de otras fuerzas que tienden a acortar su vida efectiva.
Un buen sistema de revestimiento que tenga estas nueve caractersticas, deber garantizar un aislamiento efectivo de por lo menos un 98%. Sin embargo, es necesario que para cumplir con este requisito, adems de utilizarse el mejor sistema, se tengan en cuenta los mejores procedimientos en las practicas de construccin y revestimiento.
PROCEDIMIENTOS PARA LA APLICACIN DE REVESTIMIENTOS
Todo buen sistema de revestimientos, debe tener en cuenta los siguientes procedimientos para asegurar una buena calidad del recubrimiento utilizado.
PREPARACIN DE LA SUPERFICIE
La preparacin de la superficie metlica es un factor fundamental en el comportamiento del revestimiento durante su aplicacin y envejecimiento. Esta limpieza se clasifica en diferentes grados, dependiendo del material que va a usarse como revestimiento para la tubera.
Sin embargo, en trminos generales debe removerse toda la grasa y aceite mediante limpieza con solventes, el oxido, la herrumbre, las escamas y cualquier otro material extrao debe quitarse mediante abrasivos a presin, si la limpieza es en planta o fabrica.
Cuando se efecta la limpieza directamente en el sitio de trabajo, sta se debe efectuar mediante maquinas equipadas con cepillos metlicos y raspadores. Inmediatamente despus de pasar la maquina limpiadora todo el polvo residual se debe quitar mediante trapos y estopas, dejando as la tubera libre de cualquier material que pueda afectar la efectividad tanto del imprimante como del revestimiento.
De cualquier modo el grado de preparacin de superficie debe ser como mnimo el recomendado por el fabricante del revestimiento a utilizar.
Se deben tener en cuenta los grados estipulados en las siguientes normas:
NACE National Association of Corrosion Engineers.
SSPC Steel Structures Painting Council.
SIS Swedish Standards Institution.
IMPRIMACIN
La mayora de los revestimientos usados en tuberas enterradas, requieren o se comportan mejor, con un imprimante diseado por el fabricante para darle mejor adherencia practica entre el revestimiento y el metal de la tubera. La aplicacin del imprimante se debe efectuar inmediatamente despus de limpiar la tubera.
Debe tenerse especial cuidado de aplicar el imprimante en condiciones ambientales favorables porque, por ejemplo, de aplicar el primer cuando est lloviendo, o en general en condiciones de alta humedad, ste pierde sus caractersticas de buena adherencia al revestimiento.
APLICACIN ADECUADA DE LOS REVESTIMIENTOS
El material de revestimiento usado debe ser aplicado en estricto cumplimiento de las recomendaciones del fabricante. La aplicacin solo debe permitirse en la tubera limpia, adecuadamente imprimada y seca.
Con varios materiales, la humedad en la tubera impedir una buena adherencia. En el caso de materiales aplicados en caliente, la humedad de la superficie de la tubera se puede vaporizar y originar vacos en el revestimiento.
Un sistema de recubrimiento consiste de una o varias capas de material de proteccin aislante, reforzado con felpas envolventes de fibra de vidrio o telas asflticas.
CUIDADO DE LOS MATERIALES. ALMACENAMIENTO Y MANEJO
Los materiales del revestimiento deben almacenarse, antes de su aplicacin, bajo condiciones que aseguraren su permanencia limpia y seca.
Durante su aplicacin, especialmente en la operacin en campo debe tenerse mucho cuidado para manejarlo de modo que permanezca limpio y no sufra daos que generen una imperfeccin en el revestimiento.
Cualquier imperfeccin que se genere en el revestimiento debe ser reparada antes de colocar la tubera en la zanja.
INSPECCIN
Una buena inspeccin es tan importante como unas buenas especificaciones. La adecuada inspeccin asegurar el mantenimiento de las normas de aplicacin de los revestimientos de acuerdo con las especificaciones establecidas y sirve como el sondeo bsico para la aceptacin o el rechazo del revestimiento.
nicamente el personal experimentado debera inspeccionar el revestimiento. Ellos deben tener los equipos adecuados, de modo que puedan asegurar la aplicacin y el manejo de detalles de acuerdo con las especificaciones.
La inspeccin visual por una persona entrenada, ser efectiva para muchos requisitos de inspeccin; sin embargo, el espesor del revestimiento, la temperatura de aplicacin, la adherencia, y otros requisitos especficos, deben chequearse peridicamente con equipos de prueba adecuados y compararse con las especificaciones.
Anterior al bajado de la tubera, es necesario verificar la continuidad en el revestimiento, mediante un equipo localizador de imperfecciones. Este equipo se conoce como Holiday Detector y por medio del suministro de un voltaje determinado, que dependiendo del espesor, del revestimiento, dispara una alarma cuando el circuito se cierra en un vaco o holiday del revestimiento.
CLASES DE REVESTIMIENTOS
Existen dos grandes grupos dentro de los cuales podemos clasificar la gran mayora de los revestimientos utilizados para proteger las tuberas contra la corrosin, son los revestimientos aplicados en caliente y los aplicados en fro.
REVESTIMIENTOS APLICADOS EN CALIENTE
Esta clase de recubrimientos se caracterizan por necesitar una fuente externa de calor para su aplicacin sobre la superficie metlica. Los revestimientos tpicos son los fabricados con esmaltes de alquitrn de hulla o asfalto. Estos se utilizan generalmente reforzados con fibra de vidrio y tela asfltica. Se requieren equipos especiales de calentamiento con instrumentos adecuados para controlar la temperatura de aplicacin.
El espesor aproximado para un revestimiento de ese tipo es el de orden de 3 /32 + 1/32.
Esta clase de revestimiento puede ser aplicada en el sitio de trabajo o en la planta. Luego de limpiar la tubera, se procede con la aplicacin del imprimante, ste se deja secar durante el tiempo recomendado por el fabricante, enseguida se aplica una capa de esmalte, luego una capa de fibra de vidrio, ms esmalte y por ltimo una capa de tela asfltica.
Debe tenerse un cuidado especial durante la operacin de manejo de tubera revestida, para evitar daos en el revestimiento. Cualquier defecto encontrado en el revestimiento debe ser reparado inmediatamente con el mismo material que est siendo utilizado.
Algunos fabricantes producen otros revestimientos fabricados en caliente, usando una base de cera microcristalina. El comportamiento de estos es similar a los esmaltes de asfalto y alquitrn de hulla. Generalmente se aplican en capas ms delgadas que en los esmaltes y usan tambin papeles de refuerzo para aumentar la resistencia mecnica.
Para la aplicacin de estos revestimientos se debe tener en cuenta el procedimiento establecido en la norma AWWA C- 203, ultima versin.
REVESTIMIENTOS APLICADOS EN FRO
Todos aquellos materiales que no necesiten calentarse para su aplicacin se pueden considerar como recubrimientos de esta clase.
Los revestimientos ms representativos son las cintas plsticas. Estas cintas son fabricadas de pelculas plsticas, como el polietileno y el P.V.C., con un adhesivo que se adhiere a la superficie imprimada para obtener resultados favorables.
Las cintas tienen espesores delgados y pueden variar en un rango entre 10 y 30 mils. Estas se colocan generalmente en 2 capas, una interna inmerwrap y la exterior outerwrap lo que nos garantiza una excelente proteccin mecnica.
Una ventaja en los sistemas de aplicacin de cintas es que en campo requieren menos equipos y por lo tanto menor cantidad de personal que el sistema de revestimiento en caliente.
REVESTIMIENTO DE AVANZADA
Existen otros tipos de materiales cuyo desarrollo ha sido reciente en la utilizacin como revestimientos de proteccin. Dentro de ellos podemos encontrar las resinas epoxicas que consisten en la mezcla de dos componentes, uno de los cuales es una agente qumico que acelera el curado de la resina. Los espesores promedios en esta clase de materiales son del orden de 5 mils.
Tambin podemos considerar los plsticos extrudos como el polietileno. Son materiales que al estar completamente ajustados no sufren ningn dao por mal manejo. Su espesor es aproximadamente de 15 mils.
Por ultimo, y no por ser los menos importantes, tenemos los revestimientos comnmente conocidos como FBE, Fusin Bonded Epoxi Coating, y los polietileno tricapa, los cuales tienen un excelente comportamiento en cualquier clase de terreno, necesitan menos requerimientos de corriente de proteccin. Los revestimientos tipo FBE se deben aplicar de acuerdo con la norma canadiense CAN / CSA Z245 20 M92 External Fusion Bond Epoxy Coating For Steel Pipe similares.
REVESTIMIENTOS PARA JUNTAS SOLDADAS
Con el propsito de conseguir una continuidad en la accin protectora de las tuberas se prefiere, en lo posible, que el revestimiento utilizado para recubrir las juntas soldadas sea igual al de los tubos. Esto es muy comn o prctico realizarlo cuando el revestimiento es totalmente aplicado en campo; sin embargo, cuando la tubera es revestida en planta o es comprada recubierta, una muy buena alternativa es el uso de mangas termoencogibles.
ENSAYOS Y CONTROLES
Durante la aplicacin del revestimiento, tanto en la planta como en el campo, as como en la tubera revestida previa a bajar a la zanja, se requieren efectuar ensayos y pruebas de tal forma que se garantice la calidad del producto y el procedimiento de instalacin de acuerdo con las recomendaciones del fabricante y del dueo de la tubera.
Las pruebas ms relevantes son:
ADHERENCIA. Permite conocer la fuerza de cohesin entre el sustrato metlico y el revestimiento, entre mayor sea esta fuerza, menor el requerimiento de corriente complementaria.
ESPESORES DE PELCULA HMEDA Y SECA. Se efectan con el fin de verificar si el espesor recomendado es el obtenido para garantizar una barrera de proteccin adecuada durante la vida til del ducto.
ENSAYO DE CONTINUIDAD. Permite conocer si existen discontinuidades o poros en el recubrimiento que posteriormente pueden ser focos generadores de procesos de corrosin severa. La corriente aplicada depende del tipo de revestimiento y de acuerdo con lo estipulado en la norma NACE Standard RP O2-74 High Voltage Electrical Inspection Of Pipeline Coating Prior To Installation.
PROTECCIN CATDICA
La mayora de los metales, existen en la naturaleza en su forma combinada qumicamente, y cuando se desea liberarlos de sus compuestos, debemos suministrarles energa; adems, una vez en su forma metlica, si se les expone a un ambiente natural por ejemplo atmsfera hmeda, retornarn a su estado inicial de una manera espontnea.
M + O MO H ( - )
MO M + O H (+ )
Es por el sistema de aplicacin de energa que podemos prevenir la reaccin de degradacin, llamada tambin de oxidacin ms generalmente de corrosin. Aun cuando la corrosin es inevitable, su control es posible, y un mtodo eficiente es el de la proteccin catdica.
El primer intento de aplicacin se remonta a 1824 cuando Sir Humphrey Davy utiliz tacos de zinc y puntillas de hierro para proteger los cascos de los barcos los cuales eran de madera protegidos con lminas de cobre. El xito obtenido en la proteccin se redujo con la aparicin de algas marinas y la disminucin de velocidad del barco. El mtodo sin embargo est limitado al control de la degradacin de los metales y en un medio elctricamente conductor (agua, suelo, soluciones acuosas). Se debe por tanto estudiar la naturaleza de la corrosin acuosa con el fin de entender la proteccin catdica.
Consideremos la disolucin del hierro en cido clorhdrico diluido:
Fe + 2HCL FeCl2 + H2
Fe + 2H+ + 2Cl- Fe ++ + H2 + 2Cl-
El cido y el cloruro frrico se hallan totalmente ionizados, por lo cual se puede concluir que el in activo es el hidrgeno en al reaccin que produce cationes hierro solubles y gas hidrgeno. La reaccin anterior es la compuesta por una reaccin de oxidacin y una de reduccin con balance de cargas elctricas.
Cuando ocurre la reaccin de corrosin, el metal adquiere un potencial de electrodo y siendo la velocidad de oxidacin igual a la de reduccin, no hay acumulacin o desequilibrio en las cargas de electrones, lo cual es muy importante porque podemos moderar la velocidad de reaccin, interfiriendo cualquier reaccin parcial.
La solucin de cido clorhdrico contiene una alta concentracin de in hidrgeno, pero el agua con una concentracin de 10-7 g in / litro a 25C, tambin puede suministrar los iones necesarios para la reaccin de reduccin y si est en presencia de oxgeno, se origina otra reaccin adicional:
4 H + + O2 + 4e 2 H2O
2 Fe + O2 + 4 H+ 2 Fe++ + 2 H2O
En ambientes naturales son posibles como reacciones catdicas la evolucin del hidrgeno y la reduccin del oxgeno. Es posible que ocurran simultneamente varias reacciones andicas y catdicas.
Aplicando el principio de Chatellier, si se acelera la reaccin catdica suministrndole electrones de una fuente, el equilibrio se desplazar en el sentido de disminuir la velocidad de la reaccin andica. Si se le quitan electrones al hierro, se acelerar la reaccin andica produciendo ms elctrones pero la velocidad catdica disminuye consumiendo menos electrones. Cuando el hierro se disuelve ms rpidamente, pierde electrones y aumenta su potencial de electrodo; cuando se acelera la reaccin catdica, el potencial del electrodo se hace ms negativo (mayor reduccin). El principio de la proteccin catdica es pues el suministro de electrones.
Quienes trabajan en la industria le han dado al termino proteccin catdica el carcter de algo misterioso, principalmente para quienes no estn totalmente identificados con los medios para controlar la corrosin.
En la actualidad, la idea bsica de corrosin catdica es muy simple y algunas complicaciones se resuelven durante la aplicacin de esta idea bsica. Sin embargo, los ingenieros de corrosin entrenados, estn equipados con los conocimientos necesarios para aplicar el concepto bsico de la proteccin catdica en las tuberas y obtener un alto nivel en la efectividad del control de la corrosin.
En este capitulo se describir la teora de la proteccin catdica, los criterios de proteccin, clases de sistemas, programacin de los trabajos de proteccin catdica, su aplicacin y las restricciones que se deben tener en cuenta para lograr una lucha efectiva contra la corrosin.
TEORA BSICA DE PROTECCIN CATDICA
En l capitulo anterior, discutimos todas las condiciones necesarias para que se presentara el proceso de corrosin. En cada caso se presentaban reas andicas y catdicas. Se notaba que en las reas andicas, donde la tubera se corroe, la corriente fluye desde el acero de la tubera hacia el electrolito y en el rea catdica, la tubera se protege cuando la corriente fluye desde el electrolito hacia la estructura metlica.
Por lo tanto es obvio que si todas las partes de una estructura pudieran recoger corriente, no se presentara corrosin, ya que toda la tubera seria catdica. Esto es exactamente lo que busca la proteccin catdica. La corriente directa fluye forzadamente desde una fuente externa a la tubera sobre toda la superficie metlica. Cuando la cantidad de corriente se ajusta adecuadamente, esta se sobrepondr a la corriente que se descarga a todas las reas andicas y habr un flujo neto de corriente sobre toda la tubera; luego la tubera ser catdica y la proteccin se completara.
En la anterior figura se ilustra esquemticamente este concepto.
Se puede notar que la corriente es forzada para que fluya sobre la tubera en las reas que fueron previamente andicas; el voltaje aplicado de sistema de proteccin catdica debe ser mayor que el voltaje producido en las celdas de corrosin que se han formado.
Para que el sistema de proteccin catdica acte la corriente se debe descargar de una conexin a tierra (cama andica). Al descargarse la corriente a tierra los materiales de la cama andica estarn sujetos a corrosin y como el propsito de esta cama es drenar corriente, se deben usar materiales cuyas ratas de consumo sean mas bajas que las de los materiales usados en las tuberas.
Resumiendo, podemos decir que la proteccin catdica necesariamente no elimina la corrosin, lo que hace es remover la corrosin de la estructura que est siendo protegida y concentrarla en otra localizacin conocida. En esta nueva localizacin, la corriente que se descarga de la cama andica, puede disearse para lograr una vida til mayor. Tambin se puede chequear peridicamente y reemplazarla cuando se desee terminar su vida til sin afectar la tubera que se est protegiendo.
SISTEMAS DE PROTECCIN CATDICA
Existen dos clases de sistemas de proteccin catdica dependiendo de la disponibilidad de una fuente de energa o de la facilidad de acceso a un sitio determinado en donde se pueden efectuar revisiones peridicas. Estos son:
NODOS DE SACRIFICIO. Como su nombre lo indica, son elementos que se sacrifican a expensas de la proteccin de otros. Generalmente se conocen como nodos galvnicos y los mas utilizados son los de magnesio, aluminio y zinc.
En el diagrama se observa la configuracin tpica de una instalacin de proteccin catdica con nodos de sacrificio.
En este tipo de sistema se forma una celda galvnica entre la estructura y el nodo. Como el nodo es la fuente de electrones, su potencial debe ser menor que el de la estructura por proteger. La estructura por ser ctodo, soportar la reaccin catdica en su superficie, mientras que el nodo soporta la reaccin de disolucin. Mientras que en el mtodo de corriente impresa se necesitan voltajes de hasta 100V, en el de sacrificio la necesidad se reduce a la diferencia de potencial en circuito abierto entre la estructura y el nodo de sacrificio, no excediendo su valor de 1 V.
El zinc ha sido siempre el material andico clsico y recientemente su uso se ha incrementado a causa de un mejor conocimiento y control de los factores que pueden ser el origen de la pasividad.
Los nodos de aleaciones de magnesio han sido tambin utilizados con xito. Generalmente, el magnesio es ms utilizado en instalaciones donde se requiere un potencial elevado, para conseguir una polarizacin rpida de estructuras sumergidas alternativamente o en presencia de electrolitos de resistividad elevada como en el caso de tuberas enterradas.
Por sus caractersticas electroqumicas el aluminio es tambin un material andico de gran inters. Sin embargo, el desarrollo de aleaciones de aluminio adecuadas para nodos de sacrificio ha sido ms lenta que para los otros dos metales, solo recientemente han comenzado a tener estos nodos un uso ms amplio.
PROPIEDADES DE UN MATERIAL ANDICO. De acuerdo con la serie electromotriz de los metales, un metal tendr carcter andico con relacin a otro, si se encuentra por encima de l en esta serie. As, por ejemplo, el hierro ser andico con relacin al cobre y catdico con relacin al zinc. El metal que acta de nodo se sacrifica a favor del que acta de ctodo, por eso ste sistema se le conoce como proteccin catdica por nodos de sacrificio.
Segn lo expuesto, el hierro podra en principio protegerse con cualquiera de los metales que tiene por encima en la serie electroqumica, sin embargo, en la prctica no es as, ya que un metal para que pueda utilizarse como nodo de sacrificio, tanto desde un punto de vista tcnico como econmico, tiene que reunir una serie de propiedades esenciales, que son las siguientes:
Debe tener un potencial de disolucin lo suficientemente negativo para paralizar la estructura de acero a 0.8 voltios. Sin embargo, el potencial no debe ser excesivamente negativo ya que motivara un gasto superfluo con un innecesario paso de corriente. La variacin prctica de potenciales debe de estar comprendida entre - 0.95 a - 1.5 voltios.
El nodo debe presentar una tendencia pequea a la polarizacin, es decir, no debe desarrollar pelculas pasivantes u obstructoras con los productos de la corrosin, y tener una fuerte sobre tensin de hidrgeno.
El material debe tener un elevado rendimiento elctrico en amperios / hora / kg.
El nodo deber corroerse uniformemente.
El metal ser de fcil adquisicin y deber poder fundirse en diferentes formas y tamaos.
El metal deber tener un costo razonable de modo que en conjuncin con unas correctas caractersticas electroqumicas, puede conseguirse la proteccin a un costo bajo por amperio / ao.
CARACTERSTICAS ELECTROQUIMICAS DE LOS ANODOS.
METALES
Gr / A x H
Kg / A x ao
A x H / Kg.
Zinc
1,220
10,70
820
Magnesio
0,454
3,98
2204
Aluminio
0,335
2,94
2981
Estos valores consideran que el metal no sufre autocorrosin, es decir, que se utiliza ntegramente en produccin de corriente. Para un rendimiento de corriente del 100%, es el aluminio al que tendra una prdida de peso ms pequea, al suministrar una misma intensidad de corriente, esta prdida sera de 27.5% de la del zinc y 73.8% de la del magnesio.
CAMPOS DE UTILIZACIN DE ESTOS METALES.
La gran utilizacin del zinc como nodo de sacrificio est justificada porqu fue el primer metal que se emple para este fin y puede considerarse como el nodo clsico, el que todos conocen, pero adems, sus propiedades electroqumicas le hacen muy estimable. El valor relativamente elevado de su potencial de disolucin, le implica un alto re4ndimiento de corriente, una disminucin muy controlada del potencial de la estructura a proteger y una alcalinizacin muy pequea del medio en contacto con esa estructura.
Uno de los factores que ms puede limitar la utilizacin del zinc es la resistividad del medio agresivo, es aconsejable que su empleo quede limitado para resistividades inferiores a los 5000 ohmios / cm.
Tambin hay que cuidar su utilizacin, en presencia de aguas dulces a temperaturas por encima de 65C, ya que en estas condiciones puede invertir su polaridad y hacerse catdico con relacin al acero.
Como nodo de sacrificio se utilizan masivamente sobre todo para la realizacin de la proteccin catdica en agua de mar, buques, andenes martimos, refuerzos metlicos, diques flotantes, boyas, plataformas de perforacin de petrleo, depsitos de agua, etc.
Por su situacin en la serie electromotriz el aluminio es el metal ms idneo para la realizacin de la proteccin catdica, intermedio entre el zinc y el magnesio, con una elevada capacidad de corriente. Su utilizacin, debido a que el desarrollo de las, aleaciones adecuadas es todava reciente, est en un desarrollo ascendente, siendo en construccin naval donde se est ya utilizando en forma masiva.
Su elevada capacidad de corriente hace que un solo nodo de aluminio pueda ejercer la accin de tres de iguales caractersticas de zinc, para una misma duracin del nodo. Estas circunstancias han motivado que estos nodos estn siendo utilizados para la proteccin catdica de tanques de lastre y carga lastre de petroleros. Aunque el precio del aluminio es algo ms elevado que el zinc, al tener que colocar menos nodos, esta diferencia se compensa; pero adems, si se considera el ahorro en mano de obre de instalacin de los nodos de aluminio, pueden llegar incluso ser ms econmicos.
El campo de utilizacin de estos nodos es en principio semejante al de los de zinc, siendo altamente satisfactorio su comportamiento en la proteccin catdica de estructuras sumergidas en agua dulce.
La utilizacin del magnesio y sus aleaciones resulta del valor bastante bajo de su potencial de disolucin, lo que implica un bajo rendimiento de corriente, una densidad de corriente elevada, una disminucin a veces bastante grande del potencial de la estructura a proteger y una alcalinizacin relativamente fuerte del medio en contacto con esa estructura.
El magnesio puede ser utilizado para la proteccin catdica de estructuras provistas de revestimientos de mala calidad, situadas en un medio de resistividad elevada, mayor de 10.000 ohmios cm, tal como un suelo arenosos.
No son recomendables estos nodos para su utilizacin en agua de mar, ya que su elevada auto corrosin hace que los rendimientos sea muy bajos, siendo su mejor campo de utilizacin en medios de resistividad elevada, pudiendo estar comprendida entre los 5.000 y 25.000 ohmios cm.
Estos nodos se instalan a lo largo del recorrido de la tubera, en un nmero y peso que dependen bsicamente de las condiciones del terreno, del dimetro de la tubera y de la longitud a proteger.
El peso de estos nodos varia entre 9 y 50 libras para los de magnesio y entre 18 y 40 libras para los de zinc.
COMPOSICIN TIPICA DE LOS NODOS GALVNICOS
MATERIAL
COMPOSICIN
% en peso
POTENCIAL
EFICIENCIA
DENSIDAD
TASA CONSUMO
Lbs. / amp. - ao
NOTAS
Zinc, alta pureza
99.99
-1.10
90
0.258
26.2
Suelos, agua fresca
Zinc
0.2 Al 0.004 Cd
-1.10
95
0.258
24.8
Agua de mar
Magnesio
6.0 Al 3.0 Zn
-1.55
50
0.065
17.5
Suelos
Magnesio alto potencial
1.4 Mn
-1.75
50
0.065
17.5
Suelos
Aluminio Mercurio
0.45 Zn Hg 0.1
-1.10
95
0.098
6.8
Agua de mar
Aluminio - Indio
0.015 In
-1.10
85
0.100
7.6
Agua de mar
CORRIENTE IMPRESA. En esta clase de sistemas es necesario contar con una fuente de energa que imprime la corriente necesaria para proteger la tubera. Con frecuencia se instala donde hay corrientes alternas de 13.200 voltios, siendo necesario colocar un transformador y una unidad rectificadora para generar la corriente directa al ducto.
El sistema de corriente impresa se desarroll aproximadamente cien aos despus que el de los nodos de sacrificio. Este procedimiento consiste en unir elctricamente la estructura que se trata de proteger al polo negativo de una fuente de alimentacin de corriente continua (pura o rectificada) y el positivo a un electrodo auxiliar que cierra el circuito.
La figura muestra que la corriente elctrica proviene de una fuente D.C., a travs de un nodo auxiliar. La estructura actuar como un ctodo en la celda, y en presencia de un ambiente acuoso anaerbico, originar la reaccin de reduccin de iones hidrgeno; si la solucin es aireada, ocurrir la reduccin del oxgeno, posiblemente en unin de la de los iones hidrgeno segn el potencial de reaccin. El electrodo auxiliar ser el nodo de la celda, y su reaccin ser la disolucin del metal si el nodo es consumible, o la oxidacin del ambiente si es inerte:
M M2 + 2e
2 H2O O2 + 4 H+ 4 e cido
2 Cl- Cl2 + 2e salino
los nodos consumibles son baratos pero deben reemplazarse a intervalos, contaminan el ambiente con sus productos de disolucin, y como no pueden soportar altas densidades de corriente, sus dimensiones deben ser grandes. Los nodos no consumibles son aleaciones de Pb Sb Ag, Pt Ti, Pt Ta; los nodos semiconsumibles son de Fe Si Mo, y grafito; los nodos consumibles son la chatarra de hierro y la fundicin.
La magnitud del voltaje requerido en el rectificador, depende de tres factores:
Conductividad elctrica del electrolito, alta conductividad requiere bajo voltaje.
rea de la estructura que se requiere proteger, poca rea, bajo voltaje requerido.
La naturaleza de la reaccin en el nodo, siendo la menos importante.
CHATARRA DE HIRRO. Por ser lo ms econmico, es con frecuencia utilizada la chatarra de hierro como nodo auxiliar. Dentro de los perfiles es el carril viejo el ms utilizado, y dentro de las fundiciones, la tubera.
Este tipo de nodo puede ser aconsejable en terrenos de resistividad elevada dentro de un relleno artificial constituido por carbn de coque. El consumo medio de las camas constituidas por perfiles de acero viene a ser de 5 Kgs. / amperio ao, y de 8 10 Kgs. / amperio ao para tubera de fundicin.
FERROSILICIO. Este nodo es recomendable en terrenos de media y baja resistividad, se coloca en el suelo hincado o tumbado, rodeado generalmente de un relleno de carbn coque. A intensidades de corriente bajas, 1 amperio, su vida es prcticamente ilimitada, siendo su capacidad mxima de salida de corriente de unos 12 a 15 amperios por nodo. Su consumo oscila a intensidades de corriente altas, entre 0.1 a 0.3 Kg. / amperio ao.
Su dimensin normal es la correspondiente a 1500 mm de longitud, 75 mm de dimetro, con un peso aproximado de 60 kgs. Es enormemente frgil debido a su estructura cristalina, por lo tanto debe tenerse especial cuidado en su embalaje y transporte.
GRAFITO. Se puede utilizar en terrenos de resistividad media dentro de un relleno de grafito o carbn de coque. Al igual que los nodos de ferro silicio son frgiles y su transporte y embalaje se deben hacer con mucho cuidado.
Sus dimensiones son variables, oscilando su longitud entre 1000 - 2000 mm, y su dimetro entre 60 100 mm, son ms ligeros de peso que los anteriores.
La salida mxima de corriente es de 3 a 4 amperios por nodo y su desgaste oscila entre 0.5 y 1 kg. / amperio ao.
TITANIO PLATINADO. Es un nodo especialmente indicado para instalaciones en agua de mar, aunque es perfectamente utilizable en aguas dulces e incluso suelos. Su caracterstica ms relevante es que a pequeos voltajes, 12 voltios, se pueden sacar intensidades de corriente elevadas, siendo su desgaste apenas perceptible. En agua de mar tiene, sin embargo, limitaciones en la tensin a aplicar, que nunca puede pasar de 12 voltios, debido a que a tensiones mayores se podra despegar la capa de xido de titanio y por lo tanto el deterioro del nodo. En aguas dulces, que no tengan cloruros, pueden actuar estos nodos entre 40 50 voltios.
Su salida mxima de corriente es de 3.000 amperio / metro cuadrado, siendo su desgaste en las condiciones ms severas de 0.01 gramos / amperio ao. Su forma es diversa, pueden estar constituidos por barra maciza, tubo, chapa, alambre, etc.
El platinado puede ser continuo o a intervalos, segn las necesidades y los espesores de platino de 2.5 y 5 micrones. La vida de los nodos con 2.5 micrones de espesor de platino es de 10 aos y con 5 micrones entre 20 y 25 aos. Su resistencia mecnica es pequea y por simple abrasin, puede ser el caso de un buque, hace que el platino desaparezca quedando el nodo pasivado o inservible.
TANTALO PLATINADO. Es semejante al anterior, presentando como ventaja que en agua de mar puede trabajar a tensiones altas, 50 60 voltios, sin embargo, su adquisicin es menos fcil y su precio ms elevado. Dado que en agua de mar a voltajes bajos sacamos grandes intensidades de corriente, el uso de este nodo, en general, no esta del todo justificado.
PLOMO PLATA. Esta aleacin esta constituida por 1% de plata y una pequea cantidad de antimonio. El perxido de plomo que se forma al actuar andicamente, del color del cacao, tiene propiedades ms elevadas debido a los elementos de aleacin que se traducen en un mejor funcionamiento y duracin del electrodo. Su utilizacin ms frecuente es en agua de mar, donde la corriente mxima de salida no debe ser superior a los 270 amperios / m2. Su desgaste esta entre los 50 200 gramos / amperio ao.
TITANIO OXIDO DE TITANIO Y OXIDO DE RUTENIO. Estos nodos desarrollados en 1968, estn constituidos por una combinacin de xido de titanio y xido de rutenio, sobre soporte de titanio, estando el proceso controlado a elevada temperatura, 700C. Como resultado se obtiene una estructura cristalina y dura, superficie muy rugosa, lo que aminora los problemas de resistencia y facilita el proceso electroqumico.
Su capacidad mxima de corriente son 1.100 amperios / m2, lo que lo pone a la altura de los nodos de titanio platinado, siendo su costo un 20% menor.
MATERIALES ANODOS CORRIENTE IMPRESA.
MATERIAL
CONSUMO - CORRIENTE
NOTAS
Acero chatarra
9 kg. / amperio ao
Uso en agua o suelos
Fundicin
9 kg. / amp. Ao
Uso en agua o suelos
Ferro silicio
5 50 amp./ m2
< 1 kg. / amp. ao
Uso agua o suelo, frgil
Grafito
2.5 10 amp. / m2
Suele ser atacado por cloro
Plomo Plata
< 300amp. / m2
Protegidos por pelcula de xido
Platino
< 2000 amp. / m2
Titanio - tantalo
< 1000 amp. / m2
Este sistema consta de un rectificador y una cama de nodos inertes, generalmente una relacin de hierro y silicio.
La corriente involucrada en esta clase de sistemas es bastante alta comparada con la de los nodos de sacrificio.
VENTAJAS NODOS DE SACRIFICIO.
Operan independientemente de una fuente de corriente externa.
Simples de instalar, y si la proteccin es inadecuada, se instalan ms nodos.
No hay posibilidades de conexin incorrecta.
Fcil de obtener potencial uniforme a lo largo de la tubera o tanque.
Difcil de obtener potenciales muy bajos p puntos de potencial mnimo.
VENTAJAS SISTEMA CORRIENTE IMPRESA.
Es posible cubrir grandes distancias con una sola instalacin y en ambientes de alta resistividad.
Necesita pocos nodos.
El voltaje puede controlar todo el sistema.
DESVENTAJAS NODOS DE SACRIFICIO.
Poca diferencia de voltaje, restringe su uso a ambientes conductores, estructuras recubiertas.
DESVENTAJAS SISTEMA CORRIENTE IMPRESA.
Posibilidad de errores en conexin.
Posibilidad de sobre potenciales.
Distribucin no uniforme del potencial.
CONSIDERACIONES DE DISEO
Para cualquier tubera enterrada o sumergida que requiera el diseo de un sistema de proteccin catdica se deben seguir consideraciones establecidas en la norma NACE RP-01-98, ltima versin Control Of External Corrosin Underground Or Submerjeb Metallic Piping Systems.esencialmente es necesario conocer la siguiente informacin:
Longitud y dimetro de la lnea a proteger.
Tipo de recubrimiento utilizado.
Estudio de resistividad de los terrenos por donde cruza la tubera.
Facilidad para suministro de energa elctrica.
Existencia de otras tuberas, posibles interferencias con otros sistemas generadores de energa.
Garantizar en cualquier punto de la tubera un potencial mximo de 850 mv con respecto al electrodo de cobre sulfato de cobre.
CUANDO USAR LA PROTECCIN CATDICA.
Es innecesario proteger metales inmunes o pasivados, econmicamente indeseable cuando los requisitos de corriente son muy altos, por ejemplo en ambientes cidos. Se aplica extensivamente al hierro y al acero, principalmente, aunque algunas veces al plomo, aluminio y cobre.
NORMAS DE OPERACIN CON NODOS DE SACRIFICIO.
Para embarcaciones, en proteccin exterior e interior se usan nodos de magnesio, zinc y aluminio, con pequeos porcentajes de otros elementos, que le aseguran operacin adecuada. El zinc y el aluminio se utilizan para proteccin en agua de mar, el magnesio en agua fresca y en suelos, para tuberas enterradas y tanques de almacenamiento.
CORRIENTE REQUERIDA.
I = rea protegida (pies o metros) x densidad de corriente (mA/m)
1000
PESO TOTAL DE NODOS REQUERIDOS.
W = corriente (A) x vida de diseo (aos) x 8760
Capacidad del material (amp. Hrs / kg.)
NMERO REQUERIDO DE NODOS.
No. de nodos = corriente requerida (A)
corriente por nodo
No. de nodos = peso requerido
peso de un nodo
Los nodos de zinc y de aluminio se usan en agua de mar, los de zinc tienen una vida de 1 a 3 aos y los de aluminio, debido a su mayor capacidad elctrica se disean para un tiempo de hasta 4 aos. La densidad de corriente aplicad vara entre 1 a 10 mA / m, dependiendo de la clase de revestimiento utilizado, alcanzando algunas veces hasta 40 mA / m.
NORMAS DE OPERACIN CON CORRIENTE IMPRESA.
El diseo de las camas andicas con corriente impresa se basa en los mismos principios que el de los nodos de sacrificio, pero con la diferencia principal en la velocidad de consumo, en las variaciones geomtricas de la localizacin de los nodos y en el suministro de corriente. La fuente de corriente normalmente tendr una salida ajustable de voltaje, cuyo valor con la resistencia de la cama andica y de los cables, determinar la corriente disponible para proteccin catdica.
La resistencia de la cama andica es crtica en la formulacin de la proteccin efectiva, la corriente requerida y caractersticas del potencial de estructura. Las camas andicas en tubera o estructuras enterradas se construyen como una seccin horizontal continua de relleno carbonaceo, en el cual se entierran nodos de hierro, silicio, grafito o cualquier otro material.
La resistencia a tierra remota de una cama andica continua horizontal que comprende una seccin de 300 mm de dimetro de relleno carbonaceo en el cual se localizan los nodos, a una profundidad de 1.2 metros en suelo de 1000 ohmio - cm se puede ver en la siguiente grfica.
PARAMETROS DE PROTECCIN.
Aun cuando la estructura est recibiendo la corriente calculada para proteccin, el nico parmetro que asegura proteccin es el potencial de estructura en todas sus partes. En la tabla siguiente se muestra una relacin aproximada entre el potencial de la estructura y su posibilidad de corrosin o proteccin en varios rangos. Se recomienda un potencial de - 0.85 voltios para el acero en condiciones aerbicas y de -0.95 voltios en condiciones anaerbicas por la posibilidad de corrosin microbiana.
POTENCIAL ELECTRODO COBRE
GRADO PROTECCIN
ELECTRODO HIDRGENO
ELECTRODO ZINC
-0.5
-0.6
CORROSIN INTENSA
-0.18
-0.28
+0.6
+0.5
-0.6
-0.7
CORROSIN LIBRE
-0.28
-0.38
+0.5
+0.4
-0.7
-0.8
ALGUNA PROTECCIN
-0.38
-0.48
+0.4
+0.3
-0.8
-0.9
ZONA DE PROTECCIN CATDICA
-0.48
-0.58
+0.3
+0.2
-0.9
-1.0
ALGUNA SOBREPROTECCIN
-0.58
-0.68
+0.2
+0.1
-1.0
-1.1
SOBREPROTECCIN INCREMENTADA
-0.68
-0.78
+0.1
0.0
-1.1
-1.2
SOBREPROTECCIN SEVERA
-0.78
-0.88
0.0
-0.1
-1.2
-1.3
ROTURA DE REVESTIMIENTO
-0.88
-0.98
-0.1
-0.2
-1.3
-1.4
PELIGRO DE FRAGILIZACIN
-0.98
-1.08
-0.2
-0.3
POTENCIALES RECOMENDADOS PARA PROTECCIN CATDICA
METAL A PROTEGER
POTENCIAL Cu / CuSO4
Hierro - acero (aerbico)
-0.85
Hierro - acero (anaerbico)
-0.95
Plomo
-0.6
Plomo aleacin base cobre
-0.5 a -0.65
Aluminio lmite positivo
-0.95
Aluminio lmite negativo
-1.2
En la siguiente tabla se muestran los requerimientos de corriente necesarios para proteger el acero de las tuberas en varias condiciones de operacin.
CONDICIONES
CORRIENTE REQUERIDA (ma /pie)
Acero desnudo en agua de mar.
10 a 15
Acero desnudo en agua de mar (quieta).
5 a 8
Acero desnudo en suelos.
1 a 3
Acero bien revestido en suelo o agua.
0.0003 o menos
7.3.1.4. MONITOREO DEL SISTEMA
Una vez puesto en operacin el sistema de proteccin catdica, ya sea nodos de sacrificio o corriente impresa, es importante establecer un programa de monitoreo y control el cual permite establecer la efectividad del sistema instalado.
Para tal fin se deben colocar, a una distancia establecida previamente, por ejemplo cada kilmetro, postes de medida de potencial o estaciones de prueba, donde se pueden tomar lecturas peridicas, verificando los niveles de proteccin alcanzados, permitiendo con esto tomar los correctivos necesarios, si es del caso.
Ruta Metlica
Flujo de Electrones
Flujo de Iones
__
Electrolito
NODO
+
CTODO
TUBERIA VIEJA
TUBERIA NUEVA
TUBERIA VIEJA
-0.4
-0.6
-0.3
+
+
+
__
__
__
CATODO
ANODO
-0.4
-0.1
-0.5
+
+
+
__
__
__
SUELO B
( -)
SUELO A
(+)
CATODO
ANODO
CATODO
ANODO
CTODO
SUBESTACION
RIELES
D.C.
+
TUBERIA PROTEGIDA
PUNTO DE DRENAJE DE CORRIENTE
D.C.
-
+
PAGE
1