CUJAE FACULTAD DE INGENIERÍA MECÁNICA … · El problema de la energía y el ahorro energético...
48
1 CUJAE FACULTAD DE INGENIERÍA MECÁNICA CENTRO DE ESTUDIO DE INGENIERÍA DEL MANTENIMIENTO (CEIM)
Transcript of CUJAE FACULTAD DE INGENIERÍA MECÁNICA … · El problema de la energía y el ahorro energético...
1
CUJAE
FACULTAD DE INGENIERÍA MECÁNICA
CENTRO DE ESTUDIO DE INGENIERÍA DEL
MANTENIMIENTO
(CEIM)

2
MONOGRAFÍA
La energía. Su ahorro y eficiencia energética. Papel del
Mantenimiento
Dr. Francisco M. Martínez Pérez
1. Introducción.
El problema de la energía y el ahorro energético se convierte hoy en un problema muy importante a
tener en cuenta en el mundo. Si analizáramos el por qué de esto, pudiéramos comentar los
siguientes aspectos.
La energía se obtiene a partir de las fuentes de energía y las cantidades disponibles de dichas
fuentes es lo que se denomina recursos energéticos. El carácter limitado o ilimitado de dichas
fuentes nos permite diferenciarlas y valorarlas en términos de sostenibilidad partiendo de la
evidencia de que la atmósfera está alcanzando su límite medio ambiental y de que el consumo
energético sigue creciendo, con zonas del planeta en pleno desarrollo demandando su equiparación
energética con el mundo desarrollado.
Condiciones de partida actuales respecto a la energía:
1. La gran mayoría de la energía que consumimos es generada mediante productos fósiles.
2. El aumento del nivel de vida y de confort se encuentra socialmente asociado a un aumento
del consumo de energía.
3. Existe una gran dependencia de unas áreas sobre otras, a nivel global y local.
4. Incremento de la población mundial.
5. Medidas gubernamentales y aumento de la conciencia social respecto a temas
medioambientales.
6. Rechazo social a la energía nuclear con tendencia a su eliminación.
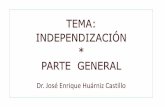
En la Fig. 1, puede apreciarse el esquema energético mundial actual,

3
Petróleo
Gas Natural
Carbón
85%
Tasa de
crecimiento
de consumo
Tasa de
crecimiento
de reservas15% 3,5%>
Fig. 1 Esquema energético mundial actual
Si el consumo global continúa como el de hoy, el mundo se quedará sin petróleo alrededor de 100
años antes de que las energías de reemplazo estén disponibles.
Considerando una reserva mundial de 1 332 trillones de barriles de petróleo, según estimados del
2008, y un consumo de 85,22 millones de barriles al día con un crecimiento anual del 1,3 por
ciento, el petróleo se agotará en el 2041. No se dispondrá de un combustible alternativo viable antes
de mediados del próximo siglo.
En el caso del carbón los estimados oscilan entre 250 y 350 años. Sin embargo, es difícil de predecir
qué ocurrirá con el carbón una vez que los combustibles fósiles se hayan acabado. También es
difícil de estimar su uso futuro por las naciones emergentes. China consume mucho más carbón que
cualquier otra nación a un asombroso ritmo de 2,3 billones de toneladas al año.
El desarrollo tecnológico ha posibilitado el uso práctico de la energía del sol (directa), el viento, la
tierra, el mar y la biomasa. Se conocen las aplicaciones de generadores de electricidad eólicos,
paneles solares para calentamiento de agua, celdas solares para generación de electricidad, sistemas
de iluminación que utilizan la luz del día, utilización de desechos como combustibles, etc.
Más recientemente han aparecido los generadores de hidrógeno y los biocombustibles. Estos
últimos si son bien manejados constituyen una vía nada despreciable para la sustitución de los
combustibles fósiles. No obstante estas tecnologías, son insuficientes y algunas están limitadas para
los países en vías de desarrollo, por su alto costo.
Las fuentes de energía son finitas, y por lo tanto, su correcta utilización se presenta como una
necesidad del presente para que podamos disfrutar de ellas en un futuro. Pero practicar un consumo
más responsable e inteligente de la energía que consumimos es tarea de todos. Por todas estas
razones hoy se hace indispensable el ahorro energético y la eficiencia energética.

4
2. Ahorro y Eficiencia Energética. [4-12]
La Eficiencia Energética se puede definir como la reducción del consumo de energía, manteniendo
los mismos servicios energéticos, sin disminuir nuestro confort y calidad de vida, protegiendo el
medio ambiente, asegurando el abastecimiento y fomentando un comportamiento sostenible en su
uso [1].
La reducción de la intensidad energética es un objetivo prioritario para cualquier economía, siempre
que su consecución no afecte negativamente al volumen de actividad. Uno de los parámetros que
determinan la correlación entre consumo de energía y crecimiento económico es la evolución de la
intensidad energética, indicador generalista que señala la relación entre consumos de energía y el
Producto Interno Bruto [2].
La energía se obtiene a partir de las Fuentes de energía y las cantidades disponibles de dichas
fuentes es lo que se denomina Recursos energéticos. El carácter limitado o ilimitado de dichas
fuentes nos permite diferenciarlas y valorarlas en términos de sostenibilidad partiendo de la
evidencia de que la atmósfera está alcanzando su límite medioambiental y de que el consumo
energético sigue creciendo, con zonas del planeta en pleno desarrollo demandando su equiparación
energética con el mundo desarrollado.
Se deberán identificar las diferentes fases tanto del ciclo energético desde su captación,
transformación, transporte, almacenaje, uso y gestión de residuos como del proceso constructivo
global, planificación, diseño, aplicación para la fabricación y obtención de materiales, elección de
las instalaciones, mantenimiento de los productos edificatorios, posterior desmantelamiento de los
mismos.
El objetivo debe ser gestionar un sistema donde se combinen la eficiencia energética, con la
consecuente reducción del gasto, y la potenciación de las energías de carácter renovable y ello
concientizando a todos los actores que intervienen en el multidisciplinario proceso de construir
nuestro entorno.
Los estudios integrales del uso de la energía son realizados por consultores expertos en el uso de la
energía; a través de éstos se establece una serie de pautas y patrones que las empresas eficientes
deberán seguir con la finalidad de implementar un sistema de gestión y aseguramiento de la energía
en el desarrollo de sus procesos. Como consecuencia de los estudios del uso eficiente de la energía,
se logra también una mejora en la productividad de la empresa. La implementación de estos
estudios genera las condiciones precisas para una gestión de costos más efectiva y contribuye a
lograr mayor participación en el mercado. Después de realizado el Estudio Integral de Energía se
desarrolla y se tiende a implementar un programa sistemático para la gestión de la energía.
Durante los últimos años la reducción de costos de energía en la industria ha sido objeto de
cuidadosa atención. Esto se ha venido logrando con la aceptación e incorporación de medidas que
permitan implementar proyectos de ahorro y establecer un programa sostenible. En algunas
industrias los costos de energía representan un gran porcentaje que puede ir del 7 al 24% del costo
de producción total. Con respecto al consumo energético, éste se incrementa a un ritmo
5
superior al crecimiento económico, básicamente debido al comportamiento de los sectores
doméstico, comercial y de servicios, y también del industrial y de los grandes
equipamientos [3]. Sobre estos temas se han realizado diferentes estudios.
El estudio aporta dos ventajas importantes: una mayor protección ante los problemas de suministro
de la energía y beneficios superiores por reducción de costos de energía. La realización de estos
estudios representa adicionalmente una ventaja competitiva y un factor de diferenciación frente a
las empresas que hasta el momento no han adoptado estas exigencias.
Ventajas de los estudios del uso de energía:
Ahorro en energía del 7% hasta un 24%, al aplicar los proyectos de Ahorro Energético las
cuales buena parte no requieren inversión.
Incremento en la disponibilidad de las líneas de energía.
Mejoramiento de la gestión e ingeniería del Mantenimiento y la introducción del
mantenimiento predictivo.
Incremento en la vida útil de los equipos.
Disminución de la contaminación ambiental.
El diagnóstico energético es una técnica que detecta áreas de oportunidad en materia de ahorro de
energía, de una manera clara y específica en todos los sectores o áreas donde se genera el mayor
consumo de energía eléctrica. "Para entender la importancia y necesidad del ahorro de energía
eléctrica, resulta indispensable reconocer el impacto del sector energético sobre los países y su
desarrollo; para ello conviene visualizar el impacto desde sus tres dimensiones: económica, social y
ambiental" [4,5]. La asistencia técnica a las empresas, muchas veces toma la forma de una auditoría
o diagnóstico energético.
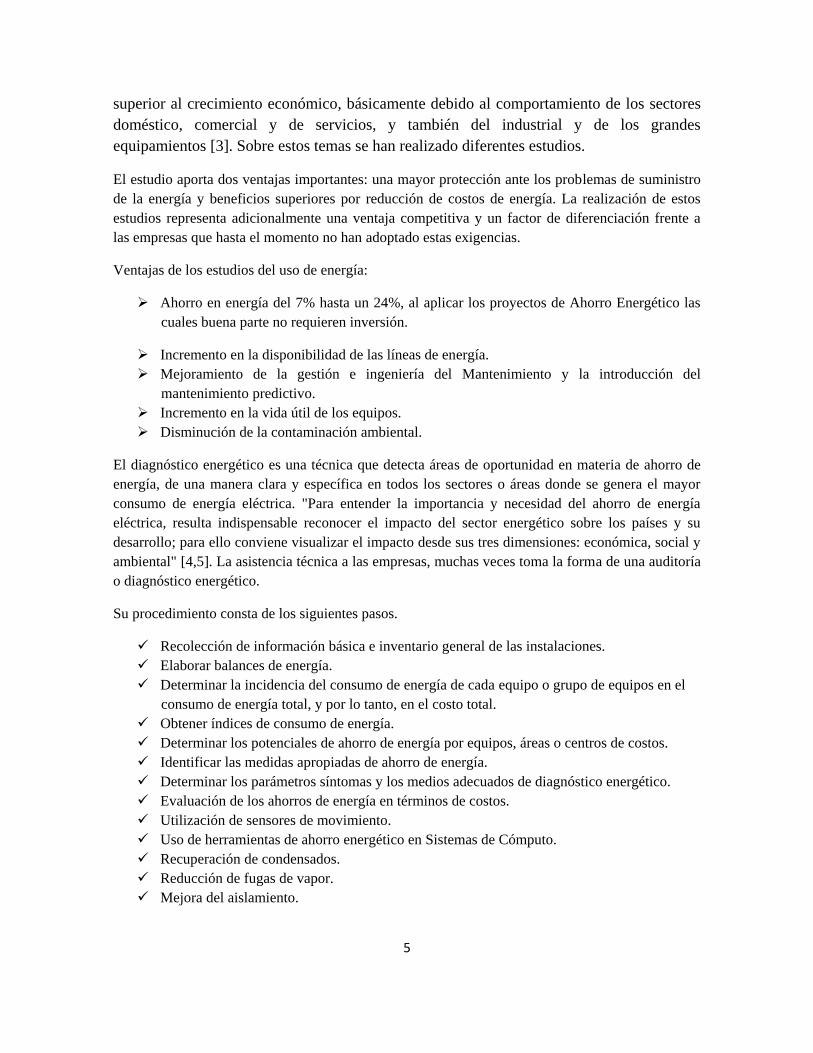
Su procedimiento consta de los siguientes pasos.
Recolección de información básica e inventario general de las instalaciones.
Elaborar balances de energía.
Determinar la incidencia del consumo de energía de cada equipo o grupo de equipos en el
consumo de energía total, y por lo tanto, en el costo total.
Obtener índices de consumo de energía.
Determinar los potenciales de ahorro de energía por equipos, áreas o centros de costos.
Identificar las medidas apropiadas de ahorro de energía.
Determinar los parámetros síntomas y los medios adecuados de diagnóstico energético.
Evaluación de los ahorros de energía en términos de costos.
Utilización de sensores de movimiento.
Uso de herramientas de ahorro energético en Sistemas de Cómputo.
Recuperación de condensados.
Reducción de fugas de vapor.
Mejora del aislamiento.

6
El ahorro de energía, inevitablemente, presupone la aplicación y control de métodos técnicamente
fundamentados que permitan utilizar la energía con eficiencia y responsabilidad en cualquier lugar
que se apliquen (industria, comercio, servicios domésticos, etc.).
Aunque mucho se ha trabajado en el sector residencial, sin dudas un gran consumidor de energía, es
el del sector industrial. Aunque existen estudios y recomendaciones para accionar en cuanto al
ahorro energético en este último sector, no lo está al mismo nivel, sobre todo en los países
subdesarrollados, así cómo trabajar en el incremento de la eficiencia energética industrial y el
innegable papel que puede jugar el mantenimiento en este aspecto. Es precisamente a estos dos
temas, a los que está dedicada esta monografía. Debe tenerse en cuenta que los costos energéticos
relativos al plan de producción son elevados para diferentes industrias y lo son particularmente en
algunas de ellas, tal como se puede apreciar en la Fig. 2
Fig. 2 Costos energéticos relativos a los costos totales de producción, en diferentes industrias.
La disminución del consumo energético en la industria
La aplicación de un diagnóstico energético es una organización ayuda a encontrar áreas de
oportunidad para la optimización de la utilización de la energía. La falta de atención a estas áreas de
oportunidad presupone el seguir haciendo un uso ineficiente de la energía eléctrica como insumo de
la producción, lo cual mantendrá un alto costo de la misma, y al final se reflejará en la economía de
la empresa. En cambio, la realización de un diagnóstico energético en la empresa, mostrará las áreas
críticas en cuanto al consumo, para la aplicación de tecnologías más modernas que ayuden al ahorro
del consumo de la misma.

7
Las empresas industriales pueden lograr ahorros de energía de hasta un 40%, algunos sin
inversión de capital, mediante la aplicación de métodos de gestión energética [6]. El método
debe comenzar por detectar aquellas áreas de máxima oportunidad. El plan de gestión energética
debe partir de su planificación y organización tal como se muestra en la Fig. 3
Seguimiento yControl
Acciones yAplicación de
Medidas
Organización y
Composiciónde Equipos de
Mejora
de laCompromiso
Alta Dirección
Energético yDiagnóstico
Socioambiental
Prueba de laNecesidad
Diseño deun Plan
GESTIÓNTOTAL
EFICIENTEDE LA
ENERGÍA
Fig. 3 Plan para una gestión eficiente de la energía.
Adicionalmente, se debe trabajar en la identificación de las áreas de oportunidad, determinando el
comportamiento de los equipos instalados en determinadas áreas, para hacer un análisis entre su
desempeño y su consumo (su eficiencia).
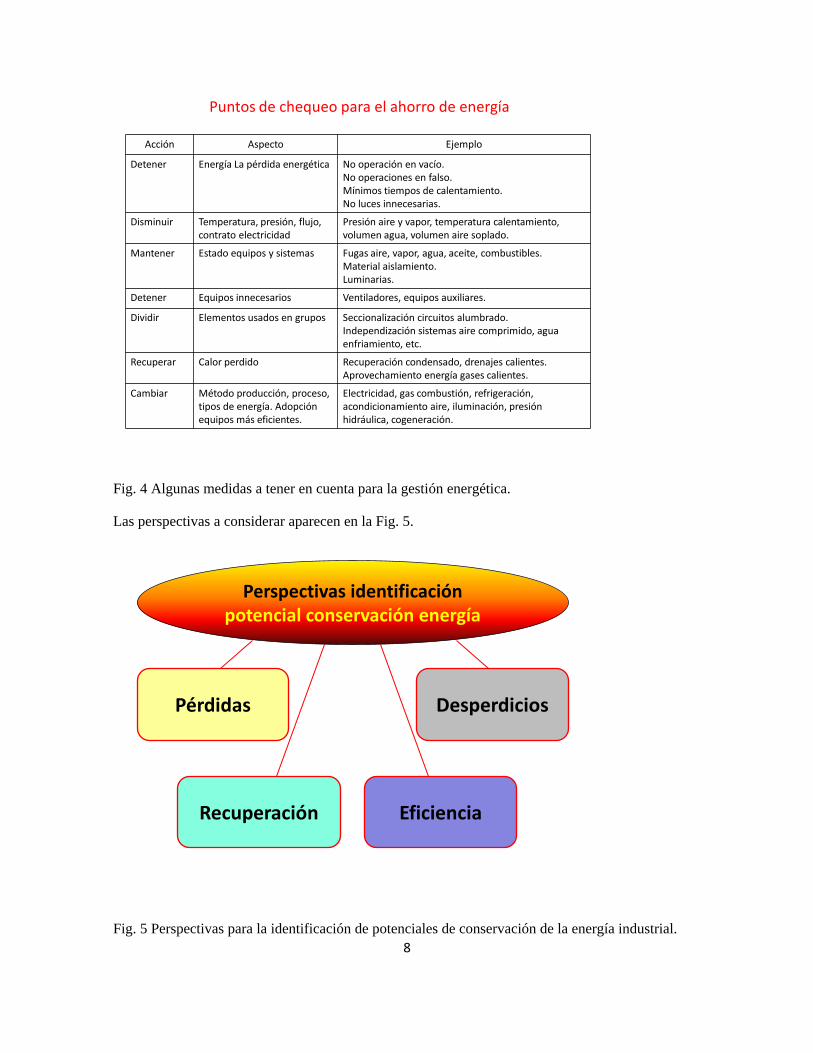
Algunas medidas a tener en cuenta, se muestran en la Fig. 4
8
Acción Aspecto Ejemplo
Detener Energía La pérdida energética No operación en vacío.No operaciones en falso.Mínimos tiempos de calentamiento.No luces innecesarias.
Disminuir Temperatura, presión, flujo, contrato electricidad
Presión aire y vapor, temperatura calentamiento, volumen agua, volumen aire soplado.
Mantener Estado equipos y sistemas Fugas aire, vapor, agua, aceite, combustibles.Material aislamiento.Luminarias.
Detener Equipos innecesarios Ventiladores, equipos auxiliares.
Dividir Elementos usados en grupos Seccionalización circuitos alumbrado. Independización sistemas aire comprimido, agua enfriamiento, etc.
Recuperar Calor perdido Recuperación condensado, drenajes calientes.Aprovechamiento energía gases calientes.
Cambiar Método producción, proceso, tipos de energía. Adopción equipos más eficientes.
Electricidad, gas combustión, refrigeración, acondicionamiento aire, iluminación, presión hidráulica, cogeneración.
Puntos de chequeo para el ahorro de energía
Fig. 4 Algunas medidas a tener en cuenta para la gestión energética.
Las perspectivas a considerar aparecen en la Fig. 5.
Perspectivas identificación potencial conservación energía
Pérdidas Desperdicios
Recuperación Eficiencia
Fig. 5 Perspectivas para la identificación de potenciales de conservación de la energía industrial.
9
Estos diferentes aspectos deben ser considerados de la siguiente forma.
Pérdidas: Se refiere a aquellas pérdidas que son mayores que las técnicamente admisibles.
Ejemplos: pérdidas de hierro en transformadores sub cargados, energía eléctrica reactiva no
compensada, disipación de calor por superficies de tuberías, tanques y paredes que no están bien
aislados, fugas de calor por válvulas en mal estado o no bien cerradas, pérdidas de calor por trampas
deficientes, pérdidas térmicas en locales climatizados que no están bien hermetizados o protegidos
contra la penetración solar y salideros o fugas de todo tipo.
Desperdicios: Se refiere tanto a consumos energéticos directos o indirectos, superiores a los
requeridos técnicamente, como a los efluentes que contienen un valor energético. Ejemplos: ciclos
de cura excesivos en prensas de vulcanización de neumáticos, presión excesiva en instalaciones de
compresión de aire o generación de vapor, operación de plantas a bajas capacidades, inadecuada
organización de la producción, gases de combustión con temperatura excesiva o con alto contenido
de CO, fluidos en general que salen de los procesos con niveles de energía aprovechables.
Recuperación: Se refiere al aprovechamiento de la energía desperdiciada. Ejemplos: los más
clásicos son la recuperación de condensado y la instalación de economizador o calentador de aire en
conducto de salida de gases de calderas y hornos, aunque hay muchos más.
Eficiencia: La idea es obtener el mejor comportamiento posible conjugando los elementos técnicos
y económicos. Tiene varios componentes: diseño, tecnología, selección, estado técnico y operación
de equipos y sistemas. Se debe evaluar la conveniencia de sustituir el activo o seguir explotándolo,
siempre mediante un análisis del costo del ciclo de vida. El mantenimiento juega siempre un papel
importante en la eficiencia.
Existen diferentes mecanismos para la identificación del potencial de ahorro energético.
• Auditorías energéticas.
• Inspecciones energéticas internas y externas.
• Otras fuentes internas (Operación, Tecnología, Mantenimiento).
• Actividades de Ciencia e Innovación Tecnológica (incluye I+D, transferencia de tecnología,
bancos de problemas y soluciones, generalizaciones, etc.).
• Proceso de mejoras continuas (sistemas de gestión).
Analicemos ahora, detalladamente, las etapas de toda gestión total de la calidad energética, a tener
en cuenta, para el ahorro energético.
Etapas en la implementación de un sistema de gestión energética.
Análisis preliminar de los consumos energéticos.
Formulación de un programa de ahorro y uso racional de la energía (Planes de Acción a
partir de un diagnóstico energético).

10
Establecimiento de un sistema de monitoreo y control energético.
Un esquema integral a tener en cuenta en este proceso, en forma de sistema se muestra en la Fig. 6.
Diagnóstico
SISTEMA DE GESTIÓN
ENERGÉTICA
Estructura
Organizacional
Procedimientos
Control
Operación, Mtto.
Seguimiento
Aseguramiento
Entrenamiento
Procesos
Productivos
No
Productivos
Recursos
Humanos
Materiales
Responsabilidad
Autoridad
Relaciones
Fig. 6 Sistema de gestión energética.
Principios de administración de energía.
• Es más importante un sistema continuo de identificación de oportunidades que la detección
de una oportunidad aislada.
• La Administración de Energía debe concebirse como un proceso de mejoramiento continuo
de la eficiencia energética.
• Los esfuerzos deben concentrarse en el control de las principales funciones energéticas
(portadores, áreas, equipos, personal clave).
• Debe controlarse el costo de las funciones o servicios energéticos, y no solo el costo de la
energía primaria.
• El costo de las funciones o servicios energéticos debe controlarse como parte del costo del
producto o servicio.
• Orientar los programas al logro de resultados y metas concretas.
• Realizar el mayor esfuerzo en la instalación de equipos de medición (No se puede
administrar lo que no se conoce).

11
Errores que se cometen en la gestión energética.
• Se atacan los efectos y no las causas de los problemas.
• Los esfuerzos son aislados, no hay mejora integral en todo el sistema.
• No se atacan los puntos vitales.
• No se detectan y cuantifican adecuadamente los potenciales de ahorro.
• Se consideran las soluciones como definitivas.
• Se conforman creencias erróneas sobre cómo resolver los problemas.
Barreras que se oponen al éxito de la gestión energética.
• Las personas idóneas para asumir determinada función dentro del programa, se excusan por
estar sobrecargadas.
• Los gerentes departamentales no ofrecen tiempo a sus subordinados para esta tarea.
• El líder del programa no tiene tiempo, no logra apoyo o tiene otras prioridades.
• La dirección no reconoce el esfuerzo del equipo de trabajo y no ofrece refuerzos positivos.
• La dirección no es paciente y juzga el trabajo solo por los resultados inmediatos.
• No se logra conformar un equipo con buen balance interdisciplinario o interdepartamental.
• Falta de comunicación con los niveles de toma de decisiones.
• La dirección ignora las recomendaciones derivadas del programa.
• El equipo de trabajo se aparta de la metodología disciplina y enfoque sistemático.
• Falta de capacitación.
Análisis preliminar de los consumos energéticos.
• Conocer el comportamiento y significación de los costos de las funciones o servicios
energéticos.
• Caracterización del comportamiento energético de la empresa y sus tendencias en los
últimos años.
• Identificación de las áreas claves y de las principales oportunidades de ahorro.
• Conformación de la estrategia general para la implantación del sistema de gestión
energética en la empresa.

12
Al elaborar esta estrategia general hay que tomar en consideración los siguientes factores:
La estrategia general de desarrollo de la empresa.
Las previsiones sobre el entorno de la empresa (factores sociales, económicos, tecnológicos
y políticos).
La capacidad de la empresa para el establecimiento de un sistema de gestión energética, lo
que incluye:
. Recursos materiales y financieros.
. Nivel de desarrollo tecnológico
. Capacidad del personal
. Experiencias anteriores.
Compromiso de la dirección: Resulta imprescindible para el éxito de un sistema de gestión
energética el compromiso de la dirección.
Este compromiso implica:
. Definición de organización estructural.
. Establecimiento y aprobación de metas.
. Comprometer los recursos necesarios.
. Difusión y apoyo sistemático al programa.
¿Cómo obtener este compromiso?
La caracterización energética de la empresa permite presentar a la Alta Dirección:
• Tendencias en consumos históricos, costos energéticos, etc.
• Nivel de competencia en gestión energética.
• Relación de posibles proyectos con su relación beneficio/costo.
• Mostrar experiencias y resultados alcanzados en otras empresas.
• Informar acciones de la competencia.
13
Organización estructural del sistema:
a) Creación de una unidad o área de ahorro de energía.
b) Constitución de un comité de ahorro de energía.
c) Contratación de un grupo asesor.
Establecimiento de metas:
Una de las acciones iniciales para el establecimiento de un programa de ahorro de energía es el
establecimiento de metas. Las metas deben ser:
Retadoras y a la vez alcanzables, que impliquen avance, que presenten grados de dificultad.
Concretas, orientadas a resultados.
Con fechas específicas de inicio y terminación.
Acordadas, colegiadas con el personal involucrado, que constituyan un compromiso de
todos.
Evaluables, con claros y definidos criterios de medida.
Diagnósticos o auditorias energéticas:
El diagnóstico o auditoría energética constituye la herramienta básica para:
• saber cuánto, cómo, dónde y por qué se consume la energía dentro de la empresa.
• establecer el grado de eficiencia en su utilización.
• identificar los principales potenciales de ahorro energético y económico, y definir los
posibles proyectos de mejora de la eficiencia energética.
Tipos de diagnósticos energéticos:
• Diagnóstico Energético Preliminar. Da un panorama global de la situación energética y una
idea preliminar de los potenciales de ahorro energético y económico. Se le llama también
diagnóstico de recorrido.
• Diagnóstico Energético de Nivel 1. Recolección de información y su análisis buscando
fuentes de posible mejoramiento en el uso de la energía. Se centra en el estudio de los
sistemas energéticos sin abarcar los procesos tecnológicos.
• Diagnóstico Energético de Nivel 2. Abarca todos los sistemas energéticos de conversión y
distribución, así como los procesos tecnológicos. Incluye también los aspectos de
mantenimiento y control automático relacionados con el ahorro y uso eficiente de la
energía.

14
Actividades de un diagnóstico o auditoría energética:
• Reunión inicial en la empresa para presentar y aprobar el Plan.
• Integración del grupo de trabajo.
• Determinación de la información necesaria.
• Selección de unidades, áreas y equipos a diagnosticar.
• Planeación de los recursos y el tiempo.
• Revisión metrológica en los lugares seleccionados.
• Recopilación de información.
• Elaboración del plan de mediciones.
• Mediciones en campo, recopilación y filtrado de datos.
• Procesamiento de datos y análisis de resultados.
• Determinación de posibles medidas de ahorro.
• Estimación del potencial de ahorro energético y económico.
• Definición de medidas y proyectos
• Elaboración y presentación del informe final del diagnóstico.
Sistema de Monitoreo y Control Energético:
Control: Es la acción de hacer coincidir los resultados con los objetivos. Persigue elevar al máximo
el nivel de efectividad de cualquier proceso.
Para que exista la acción de control debe existir:
un estándar (objetivo a lograr),
una medición del resultado,
herramientas que permitan comparar los resultados con el estándar e identificar las causas
de sus desviaciones y variables de control sobre las cuales actuar para acercar el resultado al
estándar.

15
Organización del Proceso de Control Energético:
Establecer:
1. Los lugares de control.
2. Los indicadores de control.
3. Las herramientas de medición de los indicadores de control.
4. Los estándares (valores normativos).
5. Las herramientas para la comparación de los indicadores con los estándares y para la de
determinación de las causas de desviaciones.
6. Las variables de control y su relación con los indicadores de control.
Ejecución del Proceso de Control Energético:
1) Recolección de datos.
2) Determinación del resultado.
3) Comparación del resultado con los estándares.
4) Ejecución del diagnóstico de causas de desviaciones.
5) Modificación de las variables de control para la corrección de desviaciones.
3. El Mantenimiento y la Eficiencia Energética.
La función del Mantenimiento: es asegurar que todo Activo Físico continúe desempeñando las
funciones deseadas. El objetivo de Mantenimiento, es asegurar la competitividad de la Empresa,
garantizando niveles adecuados de la Confiabilidad y Disponibilidad de los equipos, respectando
los requerimientos de Calidad, Seguridad Industrial y cuidado del Medioambiente
Confiabilidad: probabilidad de que un determinado equipo opere bajo las condiciones
preestablecidas sin sufrir fallas.
El objetivo de Mantenimiento es asegurar la competitividad de la Empresa, en esa medida es
necesario aumentar la Confiabilidad de los equipos; es decir disminuir la cantidad de fallas que
generan interrupciones no programadas, de manera de poder entregar la disponibilidad requerida
por Operaciones.
Tal como lo muestra el concepto de Confiabilidad Operacional, el área de Mantenimiento no es la
única responsable por la Confiabilidad final de los equipos, es todo el Sistema, ya que toda Planta

16
Industrial o Empresa de Servicios, estará integrada por: Procesos, Tecnología, y Gente, en esa
medida se puede relacionar la Confiabilidad Operacional, con los siguientes factores determinantes:
Confiabilidad de Equipos
Mantenibilidad de Equipos
Confiabilidad Humana
Confiabilidad de Procesos
La eficiencia energética, no es un fin en sí mismo, forma parte de los costos operativos y de
mantenimiento como generador de rentabilidad de la empresa; por lo que los empresarios no deben
darle la espalda.
La eficiencia energética dependerá, al igual que la Confiabilidad Operacional de:
Del diseño del equipo
Cómo se opera el equipo
Cómo se mantiene el equipo
La mala operación, y la sobrecarga de los equipos, tendrán nefastas consecuencias tanto sobre la
Confiabilidad de los equipos, como con el consumo de energía. La correcta operación es un pilar
fundamental de la eficiencia energética.
La Eficiencia Energética es la relación entre las energías consumidas y el volumen o cantidad
producida o movilizada. La Eficiencia Energética implica poder realizar el mismo trabajo, con igual
o menos energía, para poder lograr esto, se debe:
Reducir las pérdidas de energía.
Aumentar el rendimiento energético, es decir: el trabajo que se obtiene, para la misma
energía consumida.
Para el caso de Compra de Equipos o instalaciones nuevos, la Eficiencia Energética debería ser un
factor relevante, el costo energético, como costo operativo, debe tenerse en cuenta a lo largo de todo
el Ciclo de Vida del Activo, para justificar la decisión de Compra.
La falta de procedimientos operativos, y las malas prácticas operativas, atentan tanto, la
Confiabilidad Operacional, como a la Eficiencia Energética.
Más en el caso de operación manual, el rol de operador de máquinas es fundamental, para una
buena operación. Debe capacitarse y entrenarse al operador, para concientizarlo de su incidencia en
el cuidado del equipo y en la eficiencia energética.

17
Energética de la fricción.
Los procesos en sistemas tribomecánicos se caracterizan porque de la potencia mecánica total
entregada al sistema, solo una parte se puede obtener en forma de salida útil del sistema. El resto, o
bien se acumula dentro del sistema, o bien se pierde hacia el medio circundante, o bien se transfiere
como energía térmica, dentro o fuera del sistema.
La transmisión de potencia a través de sistemas tribomecánicos solo es factible en presencia de
procesos de deformación elástica en las piezas de las máquinas, dentro del sistema. Esta
deformación puede ser volumétrica (como en el caso de árboles o dientes de engranajes) o
superficial, a través de la superficie de separación de las piezas en contacto (como es el caso de buje
y árbol en cojinetes o en los flancos de los dientes de un engranaje). Estos procesos de deformación
elástica son reversibles. Los procesos que disipan potencia son, por supuesto irreversibles. En ellos
interviene como causa primaria la fricción.
La aplicación de la Tribología es esencial en el estudio de la energética de la fricción. Parte del
trabajo de entrada al sistema, puede acumularse como energía cinética o potencial en los cuerpos
del sistema, o bien puede transformarse en calor debido a fenómenos tales como la deformación
plástica, la adhesión de los cuerpos, la histéresis elástica e inclusive el trabajo necesario para
producir desprendimiento de material [13].
Cuando se acumula energía, en forma de calor, dentro del sistema, se eleva la temperatura de los
cuerpos y con ello se modificarán las reacciones químicas entre los cuerpos, por ejemplo procesos
de oxidación superficial y también las propiedades de los cuerpos. Hoy es lo más usual, representar
este esquema en el llamado análisis TRIBOTERMODINÁMICO (TTD) (Fig. 7)

18
Fig. 7 Análisis tribotermodinàmico de un tribosistema.
Se arriba a una conclusión importante: la tribología es un proceso esencialmente energético.
Otra conclusión esencial, en la aplicación de la tribología, es que todo se reduce a disminuir la
entropía de los sistemas e incrementar su exergia, tal como puede apreciarse en la Fig. 7. El
resultado será el de sistemas más eficientes y de notable reducción del consumo energético.
La entropía es la magnitud del desgaste de la energía dentro de un sistema. Este desgaste no
consiste en la desaparición de la energía, sino de su dispersión en el sistema hacia un estado de
mayor equilibrio en que la energía va quedando inutilizable, requiriendo así, un flujo de energía
mayor lo que atenta contra le eficiencia del sistema.
La tribología, como ciencia y técnica del mantenimiento, es la única disciplina que permite analizar
la disminución de la entropía y el incremento de la exergia de todo sistema tribológico o par de
fricción como sistema. Para ello hay que emplear la modelación físico matemática.
Se llama modelación física al estudio de los aspectos y características físicas, en un banco de
ensayo, conservando la naturaleza física del fenómeno que se estudia [14], pero desarrollando este
análisis con otras dimensiones, que pueden ser tanto geométricas como físicas.
Las características del modelo que se estudia, mediante la modelación física, debe tender a lograr
una igualdad en cuanto a la naturaleza del modelo y el objeto real. O sea, tanto en uno u otro caso,
para un par de fricción, por ejemplo, se emplean los mismos materiales e igual lubricante.

19
Mediante la modelación física, se resuelven tareas del fenómeno, que demuestran la dependencia de
la fricción, la intensidad del desgaste y la temperatura, generada en la fricción, y se puede así
generalizar la información acerca del funcionamiento y propiedades del nudo de fricción. La ley de
la modelación se determina en forma de factores de escala, que permiten el cálculo del conjunto de
todos los coeficientes de escala de conversión del modelo con relación a la naturaleza del
funcionamiento del objeto real o viceversa y constituyen los parámetros del régimen de trabajo del
par, dan información para cualquier diseño y criterios para transformaciones. La información que se
obtiene, da elementos para el desarrollo de futuras investigaciones pero siempre será indispensable
el empleo en los ensayos, tanto de máquinas de ensayo certificadas, así como de probetas normadas.
Esto, a su vez, permite, el comparar los resultados de diferentes investigadores. En ocasiones es
posible el empleo de condiciones de ensayo aceleradas [13].
La relación entre los parámetros del modelo y el objeto real se establecen, aproximadamente, por
métodos de cálculo y estos cálculos se establecen, frecuentemente, en tres etapas de análisis del
modelo. En primer lugar, el sistema, si es necesario, se diferencia en subsistemas, en forma de un
modelo gráfico, en cada uno de los cuales se emplean modelos físicos fundamentales.
En segundo lugar, basándose en el análisis gráfico efectuado, se elabora un modelo jerárquico, cuyo
objetivo es la determinación de los parámetros fundamentales y secundarios. La determinación de
los parámetros ejerce una influencia importante en todos los subsistemas; los parámetros
fundamentales ejercen influencia en la mayoría de los subsistemas, en cuanto a la fricción y la
intensidad del desgaste, mientras los secundarios en solo un 10-15%.
En tercer lugar, se elabora una relación entre las dependencias funcionales del modelo fm por medio
de los parámetros de salida (coeficiente de fricción, intensidad del desgaste, temperatura generada
por la fricción) en parámetros del p1 al pi en la forma: fm = (pm1, pm2, pm3, ….. pmi) para investigar
el proceso en el modelo y también las dependencias en cuanto al objeto real for= (por1, por2, por3,
….. pori), donde los parámetros p1 al pi expresan parámetros como la velocidad, la carga, la densidad
del material, etcétera.
Si la finalidad es la de obtener tres parámetros básicos, para describir el fenómeno, entonces debe
escribirse la determinante básica Do, la cual tendrá la siguiente forma:
M L T
P11 1 1 1
Do= p12 2 2 2 , con la condición que Do0.
P13 3 3 3
Los parámetros básicos seleccionados para formar la determinante básica Do, serán aquellos, para
los que sus características no variarán del objeto real al modelo, o sea, serán los que pueden ser
reproducidos en el modelo con respecto a la realidad. Como se puede apreciar, el parámetro p15 va
20
sustituyendo ordenadamente cada fila en la determinante básica, formando para cada caso, una
nueva determinante.
TERCERA ETAPA: La variable generalizada para el parámetro p15, tendrá la forma:
P15
15 = donde Do 0.
(D511/Do) (D512/Do) (D513/Do)
P11 p12 p13
Al resolverse la variable generalizada 15, deberá compararse la misma con las variables
generalizadas conocidas, siendo garantía de aquella, si existe alguna coincidencia con éstas.
La modelación matemática se basa en la semejanza matemática y en el isomorfismo de las
ecuaciones, o sea en la posibilidad de su descripción en forma diferente por la naturaleza de los
fenómenos y mostrar relaciones funcionales diferentes, mediante el empleo de la capacidad de las
ecuaciones de describir enfoques o ángulos diferentes del comportamiento del sistema [14].
La teoría de la semejanza es fundamental en la elaboración de un algoritmo para establecer el orden
de cálculo sucesivo, en la metodología de la experimentación y la técnica de cálculo. Mediante la
elaboración del modelo real del fenómeno, se simplifica y puede esquematizarse el sistema,
mediante un gráfico del modelo del fenómeno, y así, se puede describir su solución, mediante el
empleo de uno u otro esquema matemático.
El modelo se elabora, teniendo en cuenta la finalidad y objeto de la investigación, lo que exige
precisión y el conocimiento de cierta información preliminar. Si los datos iniciales que van a
emplearse en los cálculos, no se conocen con precisión, ellos tendrán una naturaleza estocástica y
cierta dispersión, por lo que, la elaboración del modelo, no tendrá la mayor certeza y se perderá un
tiempo valioso en la solución correcta y precisa de optimización de los cálculos.
En la elaboración matemática del modelo, se emplean modelos matemáticos analíticos y
estadísticos. Los modelos analíticos son más burdos, tienen en cuenta una menor cantidad de
factores, los cuales exigen mayor complementación y simplificación. Sin embargo, los resultados de
los cálculos para ellos, son visibles y reflejan con claridad las características del fenómeno, sus
leyes fundamentales y lo más importante, ajustan mejor la vía para la optimización de su solución.
Los modelos estadísticos, en comparación con los analíticos son más precisos y brindan más
detalles, no exigen de tanta complementación burda, permiten calcular mayor cantidad de factores
(prácticamente sin límites). Su inconveniencia lo son, su volumen, su poca visibilidad, la gran
cantidad de tiempo de máquina y sobre todo, la dificultad para hallar soluciones óptimas, lo que
culmina con el empleo de métodos de prueba y error. Para una mayor información de los diferentes

21
métodos a emplear y las características de cada método de solución, puede acudirse a la literatura
especializada [13,14].
Otra forma más sencilla, es la del empleo de la medición y el diagnóstico, lo cual permite el
conocimiento necesario para pronosticar el comportamiento mecánico de la maquinaria industrial.
Mediante el empleo de diferentes técnicas de diagnóstico.
Qué es diagnosticar?
• Averiguar, investigar, determinar.
• Conocer la naturaleza de un problema mecánico mediante la observación de sus síntomas y
signos.
• Calificar el problema mecánico según los signos que advierte.
• Determinar cualquier alteración, anormalidad, malfuncionamiento.
• Determinar la fuente del fallo.
Las fuentes de fallos pueden ser diversas. En la Fig. 8 puede observarse, las diferentes fuentes de
fallos.
Equipos, maquinarias,
estructuras y elementos de
máquinas
Fuente de fallos
Factores relacionados
Metalúrgico
Diseño y
construcción
Montaje Mantenimiento
Funcionamiento
Operación
Fig. 8 Clasificación de las diferentes fuentes de fallos [15]
Cada fuente de fallo puede, a su vez, tener los siguientes orígenes:
22
1. Fuente de fallos funcionales; Relacionados, entre otros, con el proceso tecnológico y
productivo:
Mecánico.
Eléctrico.
Automática.
Químico.
Estructural.
Hidráulico.
Neumático.
Parámetros vibratorios, tecnológicos y de proceso fuera de rango.
Depósito de material.
Suciedad.
2. Fuente de fallos por mantenimiento; relacionados, entre otros, con el personal encargado y
suciedad innecesaria:
Materiales, insumos y herramientas inadecuadas para ejecutar labores de mantenimiento.
Dejar suciedad en elementos y partes (depósito de material).
Dejar tolerancias fuera de medida.
Daños físicos durante las labores de mantenimiento y/o montaje.
Mal montaje o alineación.
3. Fuente de fallos por operación; relacionados, entre otros, con el personal encargado.
Personal no calificado.
Ritmo de trabajo incorrecto.
Descuido, decisión incorrecta.
Operación fuera de parámetros.
Manejo incorrecto de límites (carga, alertas y alarmas).
Operación fuera de norma.
4. Fuente de fallos por diseño – construcción; relacionados, entre otros, con:

23
Dimensiones y tolerancias fuera de medida.
Uso de metales inadecuados.
Imperfección en los elementos de máquinas.
Incumplimiento de las normas de diseño.
Incumplimiento de las normas de manufactura.
Diseños sin perspectiva de mantenibilidad.
5. Fuente de fallos por montaje (inversión – mantenimiento); relacionados, entre otros con:.
Uso de materiales e insumos inadecuados.
Incorrecto montaje de cojinetes de rodamientos y deslizamiento.
Incorrecto apriete de los pernos.
Bridas fuera de medida.
Montaje con desalineación entre ejes.
Montaje con desalineación de las transmisiones.
Daños físicos durante el montaje de elementos.
6. Fuente de fallos metalúrgicos; relacionados, entre otros, con:
Imperfecciones en los metales con que se construyen los elementos de máquinas y
estructuras.
7. Fuentes de fallos en materiales metálicos; relacionados, entre otros, con:
Deformación elástica excesiva.
Deformación plástica excesiva (fluencia).
Fractura.
Desgaste, corrosión.
Corrosión y oxidación a elevadas temperaturas.
Fisuración por tratamiento térmico.
Porosidad en soldadura.
Fragilización por hidrógeno.
24
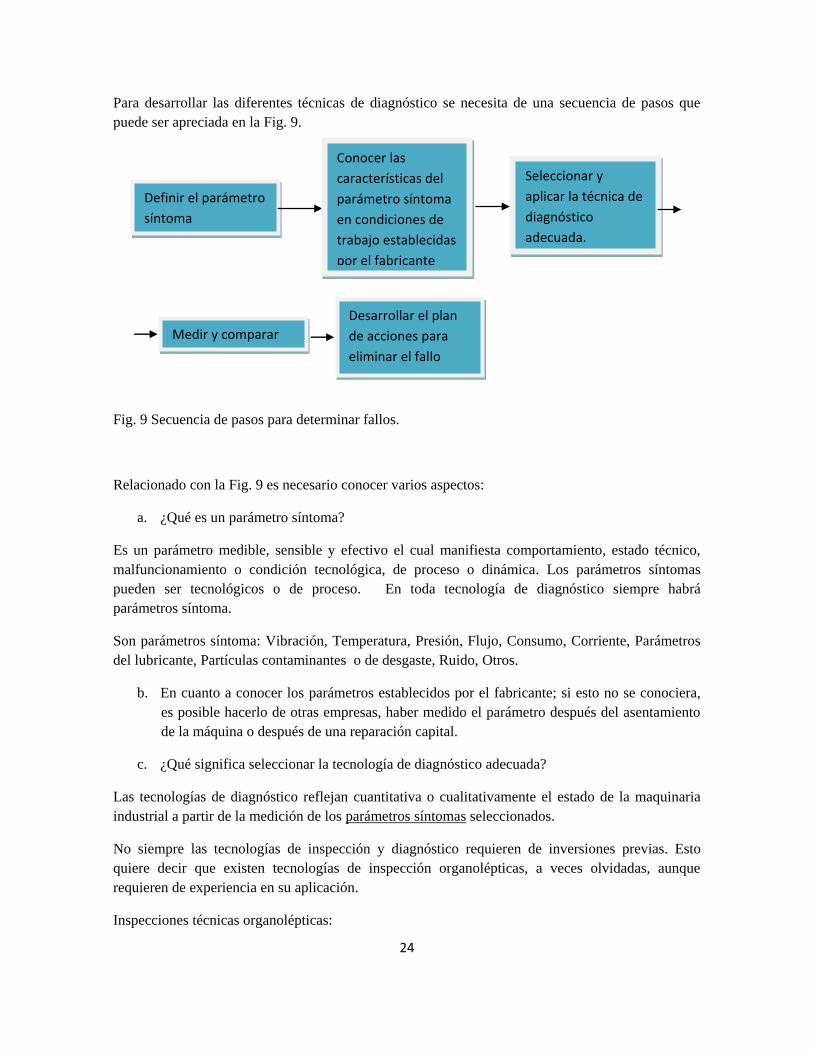
Para desarrollar las diferentes técnicas de diagnóstico se necesita de una secuencia de pasos que
puede ser apreciada en la Fig. 9.
Fig. 9 Secuencia de pasos para determinar fallos.
Relacionado con la Fig. 9 es necesario conocer varios aspectos:
a. ¿Qué es un parámetro síntoma?
Es un parámetro medible, sensible y efectivo el cual manifiesta comportamiento, estado técnico,
malfuncionamiento o condición tecnológica, de proceso o dinámica. Los parámetros síntomas
pueden ser tecnológicos o de proceso. En toda tecnología de diagnóstico siempre habrá
parámetros síntoma.
Son parámetros síntoma: Vibración, Temperatura, Presión, Flujo, Consumo, Corriente, Parámetros
del lubricante, Partículas contaminantes o de desgaste, Ruido, Otros.
b. En cuanto a conocer los parámetros establecidos por el fabricante; si esto no se conociera,
es posible hacerlo de otras empresas, haber medido el parámetro después del asentamiento
de la máquina o después de una reparación capital.
c. ¿Qué significa seleccionar la tecnología de diagnóstico adecuada?
Las tecnologías de diagnóstico reflejan cuantitativa o cualitativamente el estado de la maquinaria
industrial a partir de la medición de los parámetros síntomas seleccionados.
No siempre las tecnologías de inspección y diagnóstico requieren de inversiones previas. Esto
quiere decir que existen tecnologías de inspección organolépticas, a veces olvidadas, aunque
requieren de experiencia en su aplicación.
Inspecciones técnicas organolépticas:
Definir el parámetro
síntoma
Conocer las
características del
parámetro síntoma
en condiciones de
trabajo establecidas
por el fabricante
Seleccionar y
aplicar la técnica de
diagnóstico
adecuada.
Medir y comparar
Desarrollar el plan
de acciones para
eliminar el fallo

25
• Tacto (tocar, palpar). Por ejemplo viscosidad del lubricante. Tocar o palpar: Forma común
de detectar cambios de temperatura, vibraciones e irregularidades o deficiencias en
superficies.
• Oído (escuchar). Por ejemplo ruido en la máquina. forma común de detectar ruidos,
crepitaciones, golpes, durante el funcionamiento de las máquinas y equipos.
• Vista (observar, mirar). Por ejemplo cambio de coloración del lubricante. Observar: forma
común de detectar daños (salideros, fugas, grietas), humo o cambios de color de superficies
por recalentamiento y evaluar subjetivamente su magnitud y consecuencias.
• Olfato (oler) Por ejemplo olor a quemado. Forma común de detectar anomalías por
salideros, fugas o combustión y evaluar subjetivamente su magnitud y consecuencias.
Todas estas inspecciones dependen básicamente de la habilidad del especialista/operario y de su
experiencia con casos similares.
Las inspecciones técnicas organolépticas tiene ventajas y desventajas.
Son ventajas:
Poco costo.
Rapidez en su ejecución.
“No requiere de elevada capacitación”.
Se obtiene una indicación inmediata y directa del estado de los componentes de la máquina
sin necesidad de procesar resultados.
Son desventajas:
Su alcance está limitado al rango de posibilidades visual y de acceso del inspector.
La evaluación de la severidad del daño tiene un carácter totalmente subjetivo.
Solo podrán ser detectados daños cuyas manifestaciones sean evidentes en la superficie de
equipos y máquinas.
Generalmente tiene mayor efectividad en equipos estáticos.
Su alcance es limitado durante el funcionamiento de equipos dinámicos.
Las inspecciones de proceso no requieren tecnologías especiales o solo el montaje de dispositivos
sencillos, como puede ser la instalación de un Bernoullí para medir flujo. Son valores medibles de
parámetros que relacionan el comportamiento y las manifestaciones del proceso productivo.
Su campo de aplicación es en procesos productivos donde exista algún atributo del producto o
artículo medible y controlado por la automática instalada (sistemas de monitoreado de parámetros)

26
o por la instalación o empleo de dispositivos sencillos (lápices de termo color, equipos Orsat y
otros).
Son desventajas de estas inspecciones que: requieren de personal capacitado y requieren de data
histórica del proceso.
La aplicación de tecnologías de diagnóstico sí requiere de la adquisición de equipos especializados.
Su aplicación, por lo general se hace a equipos dinámicos, aunque hay tecnologías que pueden ser
aplicadas a equipos estáticos. Son tecnologías de diagnóstico:
• Análisis de vibraciones.
• Análisis de lubricantes y de partículas contaminantes o de desgaste.
• Medida y análisis de la intensidad de corriente eléctrica.
• Termografía infrarroja
• Ensayos no destructivos (NDT en inglés).
• Equipos para alineación por láser.
• Equipos para medir rpm.
Veamos algunas consideraciones sobre las diversas tecnologías de diagnóstico.
2. Ruido y análisis de vibraciones. Tienen personalidad propia Constituyen ciencias
especializadas.
El cambio sonoro de una máquina es un indicador del cambio del estado técnico de la maquinaria.
Las vibraciones generadas por las máquinas constituyen una disipación mecánica de energía en
respuesta a las entradas dinámicas de naturaleza mecánica (excitaciones).
Medición acústica o indirecta. Se miden simultáneamente todos los puntos del sistema, ya que el
sonido registrado es consecuencia de los cambios de forma y posición de todos sus elementos.
Medición de superficie o directa. Se mide la vibración sobre algunos puntos de la propia superficie
vibrante.
Desventaja de la medición acústica: En el ámbito industrial, en la inmensa mayoría de los casos, el
sonido circundante es comparable con el sonido generado por la máquina objeto de análisis.
¿Para qué medir las vibraciones?
• Para verificar que las amplitudes no excedan determinados límites.
• Para evitar resonancias.
• Para poder amortiguar o aislar las fuentes de vibraciones.

27
• Para establecer programas de mantenimiento según condición.
• Para construir o verificar modelos de las estructuras (análisis de sistemas).
Efecto de las vibraciones:
• Afectaciones en la salud de los seres humanos.
• Desgaste entre los elementos.
• Reducción de la capacidad de trabajo.
• Reducción de la vida útil.
• Afectación en la calidad del producto.
• Fallos en la maquinaria industrial.
• Aumento del consumo de portadores energéticos.
Las vibraciones mecánicas constituyen la mejor fuente de información sobre el comportamiento
dinámico de las máquinas rotatorias.
Ventajas:
• La medición de vibraciones se realiza sin tener que detener el proceso productivo.
• Utiliza la información contenida en las bases de datos de los sistemas de monitoreado
permanente.
• Es relativamente fácil y rápida su aplicación durante rutas de medición programadas.
• El elevado nivel de desarrollo alcanzado por esta tecnología favorece su aplicación.
Desventajas:
• Su aplicación es costosa.
• La automática e instrumentación asociada se ve afectada por las condiciones agresivas de la
industria que influyen en la captación de la señal vibratoria.
• Se requiere entrenamiento para interpretar los espectros de vibraciones y para aplicar otras
técnicas más sofisticadas de análisis.
• Requiere de software asociado para el almacenamiento, análisis y procesamiento de las
mediciones de vibraciones.
2. Termografía infrarroja. Técnica para identificar fallas en los sistemas eléctricos,
mecánicos o sistemas de generación o transportación de gases donde la temperatura sea el

28
parámetro síntoma relevante. Medición en tiempo real de la radiación emitida por la superficie de
un objeto, produciendo una imagen visible de la radiación infrarroja que es invisible.
Su aplicación estriba en la detección y análisis de la radiación infrarroja que emiten áreas calientes
del equipo o máquina la cual es proporcional a su temperatura superficial.
Objetivos:
• Detección de zonas calientes fuera del rango normal que pudieran ser indicativo de fallo,
defecto o avería.
• Evaluar las condiciones térmicas del equipamiento.
El calor excesivo y prolongado es uno de los factores que acortan la vida útil de equipos y
máquinas. En motores, los componentes más afectados son la resistencia de aislamiento del
enrollado, los rodamientos y los cojinetes de deslizamiento (se puede considerar que un aumento de
10º reduce la resistencia de aislamiento de los materiales en un 50%).
Campo de Aplicación:
• Monitoreo de máquinas rotatorias, equipos dinámicos y estáticos, así como elementos de
máquinas.
• Monitoreo de sistemas de transferencia de fluidos.
• Monitoreo de sistemas de distribución eléctrica, desde las líneas de trasmisión hasta los
centros de control de distribución.
• Monitoreo de sistemas de generación y transportación de vapores y gases a alta
temperaturas.
• Monitoreo de cámaras frigoríficas, refractarias y aislamientos.
• Monitoreo de conexiones eléctricas, centros de control de motores, paneles de
conmutadores, chuchos, desconectivos, transformadores y subestaciones.
Alcance:
• Algunos sistemas pueden realizar el análisis de la tendencia.
• Sistemas de monitoreo infrarrojo indican mediante alarma sonora la inminencia de avería.
• Sistemas de monitoreo avisan el ajuste de los intervalos periódicos para las inspecciones.
• Base de datos de imágenes térmicas con sus respectivas fechas y tendencias de cada área de
medición.

29
Ventajas:
• Su aplicación se realiza sin tener que detener el proceso.
• Es de fácil y rápida aplicación durante inspecciones.
• Costo moderado (dependiendo de la calidad y prestaciones del equipo de medición).
• Se identifican rápidamente las zonas calientes.
• No requiere de acercamiento ni de contacto directo.
Desventajas:
• Su aplicación, en ocasiones, es costosa.
• Las condiciones ambientales y atmosféricas influyen en la captación de la imagen.
• Se requiere entrenamiento para comprender la imagen térmica mostrada por una cámara.
• La imagen termográfica No indica la causa de las zonas calientes.
• Requiere de software asociado para el procesamiento y análisis de imágenes.
Ensayos no destructivos.
Métodos de Ensayos no destructivos.: Tipos:
• Corriente de EDDY.
• Líquidos penetrantes.
• Partículas magnéticas.
• Radiografía industrial.
• Ultrasonido.
Aplicaciones a la inspección y diagnóstico:
• Control de uniones soldadas por rayos X.
• Control de estanqueidad con técnicas de cámaras al vacío.
• Calibración de espesores por técnicas de análisis ultrasónico.
• Defectoscopía de superficies con técnicas de líquidos penetrantes.
• Estudio de muestras de materiales por medio de la microscopia electrónica.
Objetivos:

30
• Control de la calidad del producto terminado
• Determinación y control de fallos estructurales de los materiales metálicos de los elementos
de máquinas, equipos y estructuras.
• Método para la detección de grietas
Aplicación: Depende del tipo de ensayo no destructivo que se emplee. Ver Fig. 10
• Inspección de los activos en servicio.
• Inspección de los materiales, productos semi elaborados y productos terminados.
• Elección del método de END y de la técnica operatoria idónea en cada caso.
• Medición de espesor de pared de maquinarias y equipos industriales de gran porte, donde el
acceso con instrumentos de medición convencionales es imposible.
• Fugas por aire comprimido.
• Fugas en sistemas hidráulicos.
• Control del funcionamiento de válvulas y uniones.
Sólo a materiales conductoresCorrientes inducidas
Sólo a los materiales ferromagnéticos
Partículas magnéticas
Sólo a materiales no conductoresPartículas electrizadas
Materiales porososPartículas filtradas
A toda clase de materiales, en general no porosos
Líquidos penetrantes
Detección de grietas superficiales
Fig. 10 Campo de aplicación de los ensayos no destructivos-
3. Análisis de lubricantes y partículas contaminantes y de desgaste. Constituye una ciencia
especializada.
El aceite es como la sangre: siempre podemos recurrir a él para que nos diga que está pasando
dentro del sistema, pero la correcta interpretación del resultado es la que nos dice qué hacer, dónde
hacerlo y cuándo es necesario hacerlo. La serie de técnicas desarrolladas en análisis de aceites

31
pueden ser sorprendentes si sabemos “leer” sus resultados. El aceite recorre todos los componentes
del equipo, por lo que podemos mediante un buen monitoreo del lubricante, monitorear
internamente el equipo.
Función de los lubricantes: Es su función principal disminuir al mínimo, el consumo de energía que
se genera por las máquinas y equipos en vencer la fricción originada por el roce que se produce en
los mecanismos que poseen elementos mecánicos interconectados con movimiento relativo entre
ellos. Además:
• Evitar corrosión.
• Eliminar suciedad y partículas.
• Servir como refrigerantes.
• Controlar el desgaste.
• Trasmitir potencia.
• Sellar espacios o huecos tecnológicos.
Aplicaciones: En la Fig. 11 pueden apreciarse sus aplicaciones.
Detección
causa
falla
Detección
inicio de
falla
Diagnóstico
de problema
Progreso de
la falla
Autopsia
Lo que el
análisis del
aceite dice
Condición
peligrosa
que puede
llevar a
falla
Detección
temprana
de falla
Naturaleza del
problema,
procedencia,
severidad
Máquina
descompuesta
requiere
reparación
Causa de
falla y si
pudo ser
evitado
Qué se
monitorea
Partículas
humedad,
viscosidad
AN y BN,
aditivos
Densidad
partículas
desgaste,
conteo,
humedad,
temperatura
Partículas de
desgaste,
elementos,
conteo
partículas,
humedad,
vibración
Análisis de
elementos,
vibraciones,
temperatura
Ferrografía
analítica,
análisis de
elementos
Modo
mantenimiento
Proactivo Predictivo Predictivo Operar
hasta falla
Operar
hasta falla
Ahorros
relativos
10 6 3 2 1
Fig. 11 Aplicaciones del análisis de aceite.
32
• En lubricantes almacenados.
• En los lubricantes que van a ser usados.
• Durante la recepción de lubricantes.
• Los lubricantes reciclados o reacondicionados.
• Durante su uso en la maquinaria industrial.
Consecuencias debido a deficiente lubricación o a deterioro del lubricante:
• Reducen considerablemente la vida útil de los elementos mecánicos.
• Reducen su resistencia ante las cargas para los que fueron diseñados.
• Influyen decisivamente en las funciones del activo.
• Provocan una disminución de la producción.
• Aumentan considerablemente el consumo de piezas de repuesto.
• Aumento del consumo de energía (en algunos casos sensible) para realizar la misma
función
Fallos detectables por análisis de lubricantes:
• Partículas abrasivas en el aceite.
• Aceite contaminado con agua, combustible o productos químicos.
• Agotamiento o vencimiento de aditivos.
• Operación de la maquinaria a alta temperatura.
• Desalineamiento, desbalance, cavitación.
• Fatiga, sobrecarga.
• Inicio de fallo de cojinetes de rodamiento y de deslizamiento.
El análisis del lubricante se realiza en aquellas máquinas y equipos considerados como críticos,
costosos, indispensables, primordiales, o de riesgo dentro del proceso productivo. El análisis de
lubricantes constituye una técnica de monitoreado de la condición de la maquinaria.
Prueba: conteo de partículas. Identifica, clasifica y cuantifica la cantidad de partículas producto del
desgaste del metal, contaminantes y degradación del lubricante. Permite obtener una indicación de
la condición de desgaste los diferentes componentes de la máquina que están en contacto con el
lubricante.
33
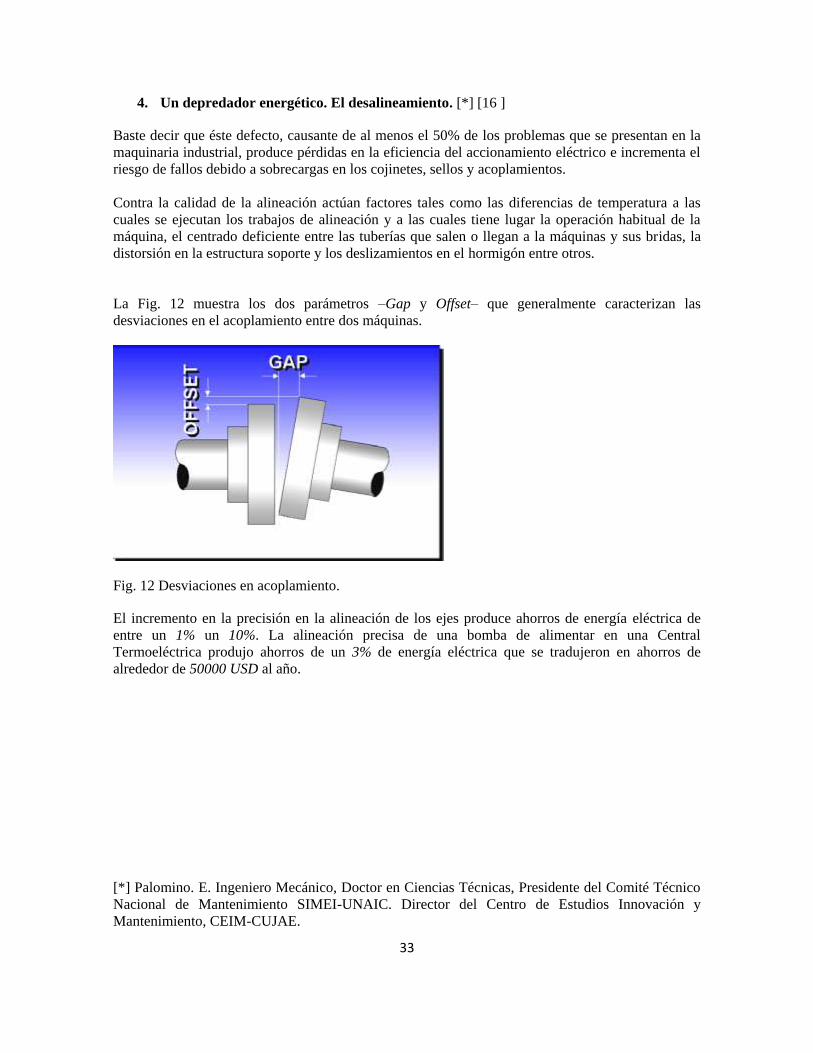
4. Un depredador energético. El desalineamiento. [*] [16 ]
Baste decir que éste defecto, causante de al menos el 50% de los problemas que se presentan en la
maquinaria industrial, produce pérdidas en la eficiencia del accionamiento eléctrico e incrementa el
riesgo de fallos debido a sobrecargas en los cojinetes, sellos y acoplamientos.
Contra la calidad de la alineación actúan factores tales como las diferencias de temperatura a las
cuales se ejecutan los trabajos de alineación y a las cuales tiene lugar la operación habitual de la
máquina, el centrado deficiente entre las tuberías que salen o llegan a la máquinas y sus bridas, la
distorsión en la estructura soporte y los deslizamientos en el hormigón entre otros.
La Fig. 12 muestra los dos parámetros –Gap y Offset– que generalmente caracterizan las
desviaciones en el acoplamiento entre dos máquinas.
Fig. 12 Desviaciones en acoplamiento.
El incremento en la precisión en la alineación de los ejes produce ahorros de energía eléctrica de
entre un 1% un 10%. La alineación precisa de una bomba de alimentar en una Central
Termoeléctrica produjo ahorros de un 3% de energía eléctrica que se tradujeron en ahorros de
alrededor de 50000 USD al año.
[*] Palomino. E. Ingeniero Mecánico, Doctor en Ciencias Técnicas, Presidente del Comité Técnico
Nacional de Mantenimiento SIMEI-UNAIC. Director del Centro de Estudios Innovación y
Mantenimiento, CEIM-CUJAE.

34
De todas las tecnologías de diagnóstico descritas, ¿Cuál emplear?
Hay tecnologías que por las características del problema, su empleo se hace evidente, por ejemplo,
el desalineamiento o el empleo de ensayos no destructivos en la detección de grietas o en fugas. La
duda está en que tecnología seleccionar cuando de fallos en el funcionamiento de la máquina se
trate. Siempre se deberá seleccionar aquella tecnología que represente la forma más proactiva de
detección; o sea, no emplear una tecnología que cuando el fallo se detecte, ya pueden haber
ocurrido afectaciones severas en el equipo o incluso fallos ya casi catastróficos. A continuación se
ofrecen dos tablas que pueden auxiliar en la decisión a tomar. Tabla 1 y 2. A veces, es
recomendable, simultanear y cruzar resultados del empleo de dos tecnologías.
Tabla 1. Detección de intervalos P-F (¿Qué va a suceder?)
Análisis del
lubricante
Análisis por
vibraciones
Termografía
Causas de fallas
(Control)
Contaminación excelente pobre pobre
Desalineamiento aceptable excelente aceptable
Desbalance aceptable excelente aceptable
Lubricante
degradado
excelente pobre pobre
Desgaste excelente bueno aceptable
Fractura dientes
engranaje
pobre excelente pobre
Fatiga excelente bueno bueno
Detección de intervalos P-F (¿Qué va a suceder?)
Tabla 2. Análisis de la causa raíz (¿Por qué sucedió?)

35
Análisis del
lubricante
Análisis por
vibraciones
Termografía
Causas de fallas
(Control)
Contaminación excelente pobre aceptable
Desalineamiento aceptable excelente aceptable
Desbalance pobre excelente aceptable
Lubricante
degradado
excelente pobre pobre
Desgaste excelente aceptable aceptable
Fractura dientes
engranaje
aceptable excelente pobre
Fatiga excelente aceptable aceptable
Análisis de la causa raíz (¿Por qué sucedió?)
Numerosas técnicas de diagnóstico, pueden ser empleadas, sin embargo, el monitoreo de aceite es
quizás, en la mayoría de los casos, la técnica más proactiva.
4. El papel del mantenimiento en la eficiencia industrial y el ahorro energético.
La industria consume cerca del 40% de la electricidad, de la cual dos terceras partes son utilizadas
por motores eléctricos. Durante los últimos treinta años, el consumo eléctrico mundial casi se ha
triplicado; en el mismo periodo, el consumo eléctrico de la industria aumentó un 260%. [17]
El Mantenimiento de hoy tiene que ser considerado como una de las actividades fundamentales del
proceso productivo y como un servicio proactivo. Ver Fig. 13. Las políticas de mantenimiento
deben ser establecidas por las personas que están más cerca de los activos. La responsabilidad de la
Dirección y Gerencia es de proveer las herramientas que les permitan tomar las decisiones correctas
y asegurar que esas decisiones sean sensatas y defendibles, cuidando el aspecto económico.

36
. Fig. 13 El Mantenimiento como aspecto esencial en la eficiencia energética.
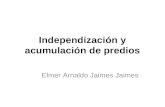
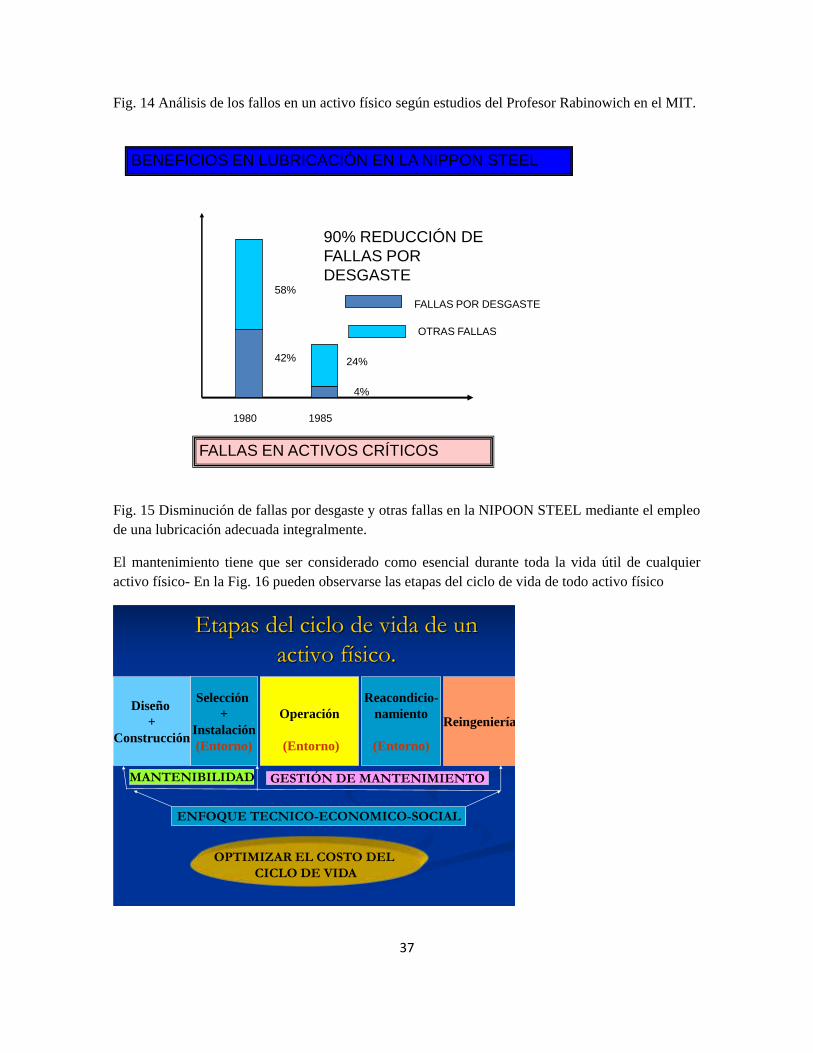
En la Fig. 14 puede apreciarse cómo de las causas de fallos en los activos, corresponde al deterioro
superficial la mayoría. Puede observarse también cómo se produjeron pérdidas por 795 000 USD
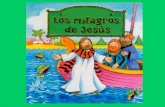
por esta causa. También en la Fig. 15 se puede analizar cómo la NIPPON STEEL obtuvo ahorros
significativos mediante un adecuado empleo de la lubricación.
Fallas en un activo físico
Por
obsolescencia
(15%)
Por degradación de
superficie (70%)
Accidentes
(15%)
Desgaste mecánico
(50%)
Corrosión
(20%)
Abrasión Fatiga Adhesión
Estudio del Prof. Rabinowicz del MIT que plantea entre el 6 y el 7% del PIB
se requieren solo para reparar los daños causados por el desgaste mecánico
En los EE.UU. Esto fue de 795 000 millones de USD.
37
Fig. 14 Análisis de los fallos en un activo físico según estudios del Profesor Rabinowich en el MIT.
BENEFICIOS EN LUBRICACIÓN EN LA NIPPON STEEL
90% REDUCCIÓN DE
FALLAS POR
DESGASTE
FALLAS POR DESGASTE
OTRAS FALLAS
1980 1985
58%
42% 24%
4%
FALLAS EN ACTIVOS CRÍTICOS
Fig. 15 Disminución de fallas por desgaste y otras fallas en la NIPOON STEEL mediante el empleo
de una lubricación adecuada integralmente.
El mantenimiento tiene que ser considerado como esencial durante toda la vida útil de cualquier
activo físico- En la Fig. 16 pueden observarse las etapas del ciclo de vida de todo activo físico
Etapas del ciclo de vida de un
activo físico.
Diseño
+
Construcción
Selección
+
Instalación
(Entorno)
Operación
(Entorno)
Reacondicio-
namiento
(Entorno)
Reingeniería
ENFOQUE TECNICO-ECONOMICO-SOCIAL
MANTENIBILIDAD GESTIÓN DE MANTENIMIENTO
OPTIMIZAR EL COSTO DEL
CICLO DE VIDA
38
Fig. 16 Etapas del ciclo de vida de todo activo fsico.
La Eficiencia Energética y el Diseño
Para el caso de Compra de Equipos o instalaciones nuevos, la Eficiencia Energética debería ser un
factor relevante, el costo energético, como costo operativo, debe tenerse en cuenta a lo largo de todo
el Ciclo de Vida del Activo, para justificar la decisión de Compra. Deberá tenerse en cuenta que la
utilización de energías verdes y alternativas.
Para el caso de instalaciones existentes, puede ser importante, al comenzar un Proyecto de Mejora
de la Eficiencia Energética, realizar un estudio de las instalaciones y máquinas, para detectar
eventuales problemas de diseño, que puedan limitar la mejora de la Eficiencia Energética. El
potencial ahorro energético, puede llega a justificar la inversión necesaria para el Rediseño y
reformas en las instalaciones. Puede existir gran potencial de mejora, en la recuperación de energía
o el diseño de sistemas regenerativos.
Muchas veces se asocia la Eficiencia Energética, únicamente a Energías alternativas, y no se analiza
las fuentes de energía, sin explotar dentro de la propia Empresa, por ejemplo: cuanta energía se deja
ir en purgas, en agua caliente, en aire caliente, que podría aprovecharse para otro proceso?
La Eficiencia Energética y la Operación
La falta de procedimientos operativos, y las malas prácticas operativas, atentan tanto, la
Confiabilidad Operacional, como a la Eficiencia Energética. Más en el caso de operación manual, el
rol de operador de máquinas es fundamental, para una buena operación. Debe capacitarse y
entrenarse al operador, para concientizarlo de su incidencia en el cuidado del equipo y en la
eficiencia energética. Mientras que en el caso de Plantas de proceso, existe gran oportunidad de
mejora de la Eficiencia Energética, integrando mayor automatización en los sistemas, que permita
modular la capacidad y minimizar el tiempo en funcionamiento.
No debe nunca olvidarse el principio de que: “el cliente principal del mantenimiento es la
operación” .
El Mantenimiento y la Eficiencia Energética. [18]
Como ya se indicó anteriormente, un equipo está en estado de Falla, cuando no está cumpliendo con
alguna de las funciones requeridas. Si dentro de las funciones deseadas, se incluye el consumo
energético, el desempeño del equipo, la ineficiencia energética se podrá tratar, como cualquier otra
Falla parcial.
El Plan de Mantenimiento, debe diseñarse teniendo en cuenta, el impacto de una falla en:
En la Operación.
En la Calidad.
La Seguridad de las personas e instalaciones.
39
En el Medioambiente.
La cuantificación del incremento del consumo energético de cada falla, será lo que justifique cada
una de las acciones, a incluir en el Plan de Mantenimiento, para evitar la Ineficiencia Energética.
Muchas tareas básicas de complejidad menor y bajo costo de implementación, pueden tener gran
incidencia en la Eficiencia Energética, generando grandes reducciones en el consumo de energía,
tales como:
Rutinas de limpieza: condensadores evaporativos, filtros de sistemas de acondicionamiento
térmico, generadores de vapor, intercambiadores, etc.
Rutinas de inspección y reparación de pérdidas de fluidos: aire comprimido, agua, gases
comprimidos, vapor, etc.
Rutinas de inspección y reparación de aislaciones.
Rutinas de inspección y reparación de trampas de vapor.
Tratamiento de Agua, para generadores de vapor, condensadores evaporativos y torres de
enfriamiento.
Dentro del Plan de Mantenimiento, se deben prever tareas de Monitoreo de distintas condiciones
y/o parámetros operativos de las máquinas e instalaciones, para poder detectar cuando existe un
desvío. El Monitoreo de Condición es una herramienta que se puede utilizar para monitorear el
desempeño de los equipos, a través de la medida y seguimiento de determinados parámetros físicos,
para lograr anticiparse a la falla:
Monitoreo de las condiciones dinámicas de la maquinaria: Vibraciones
Monitoreo de la Temperatura
Inspección mediante Termografía Infrarroja
Medición del desempeño de equipos:
o Presión
o Caudal
o Potencia entregada
o Consumo eléctrico
o Consumo de combustible
El mayor beneficio, es lograr una alerta temprana, de manera de programar una intervención
correctiva, de forma de minimizar las consecuencias, es decir: el sobreconsumo energético.

40
Muchas fallas, con Modos de Falla relacionados con el desgaste, ocasionarán también durante las
etapas iniciales, un incremento en el consumo de energía. Al implementar Técnicas de Monitoreo
de Condición, que permitan detectar las fallas en su etapa temprano, también se estará
contribuyendo en el cuidado de la Eficiencia Energética. La efectividad y calidad de la Acción
Correctiva, es fundamental para no incluir elementos que ocasionen fallas adicionales por mor
talidad infantil luego de la reparación, con lo cual se disminuirá aún más la Confiabilidad y la
Eficiencia Energética.
Indicadores de Eficiencia Energética
La única forma de control del rendimiento energético, es a través de Indicadores. Pero, si no se
estandariza qué se quiere medir y cómo se va a medir, y con qué frecuencia, no ayudará a controlar
y mejorar el sistema.
Para poder evaluar y controlar la eficiencia y eficacia del Proceso Productivo y de Mantenimiento,
permitirán:
Realizar un control y seguimiento interno
Realizar Benchmarking, ya sea interno o con Empresas del mismo rubro en distintas
regiones
Además de indicadores globales, resulta conveniente definir indicadores específicos para cada
Subsistema principal de la Empresa.
a. Indicadores de rendimiento energético en circuitos de vapor
Algunos ejemplos:
Vapor generado / Consumo de combustible
Volumen de agua neta consumida / Vapor generado
Vapor generado / Volumen de producción
Energía para producir vapor / Volumen de producción
Eficiencia de la combustión en el generador de vapor
Porcentaje de recuperación de condensado
b. Indicadores de rendimiento energético en circuitos de aire comprimido
Algunos ejemplos:
Energía eléctrica consumida para generar aire comprimido / Volumen de producción
Volumen de aire generado / Volumen de producción

41
Volumen de aire generado / Energía eléctrica consumida en circuito de aire comprimido
Porcentaje de pérdidas
Eficiencia de compresores de aire
c. Indicadores de Rendimiento Energético en Sistemas de Refrigeración y Acondicionamiento
Térmico
Algunos ejemplos:
Volumen de agua consumida en Sistema de Refrigeración / Energía Entregada al Sistema
Energía eléctrica consumida en Sistema de Refrigeración / Volumen de producción
Energía eléctrica consumida en sistema de refrigeración / Horas de marcha de compresores
Energía Entregada al Sistema / Energía eléctrica consumida en sistema de refrigeración
Eficiencia de compresores
d. Indicadores de Rendimiento Energético en circuitos de agua
Algunos ejemplos:
Volumen de agua consumida / Volumen de producción
Energía eléctrica consumida para bombeo de agua / Volumen de Producción
Energía eléctrica consumida para bombeo de agua / Volumen de agua consumida
Volumen de pérdidas = Volumen de agua consumida - Volumen de agua en producto –
Volumen vertido de efluentes
e. Indicadores de Rendimiento Eléctrico
Algunos ejemplos:
Energía eléctrica consumida en Producción / Volumen de Producción
Factor de potencia
f. Indicadores de Eficiencia de iluminación
Algunos ejemplos:
Para cada sector:
Lumen / Energía consumida en iluminación
Lumen / Superficie
42
g. Indicadores de Rendimiento combustible para flotas
Algunos ejemplos:
Consumo combustible / Volumen de Producción
Consumo de combustible / Horas de funcionamiento
km recorridos / Consumo de combustible
Consumo de combustible / Tonelada transportada
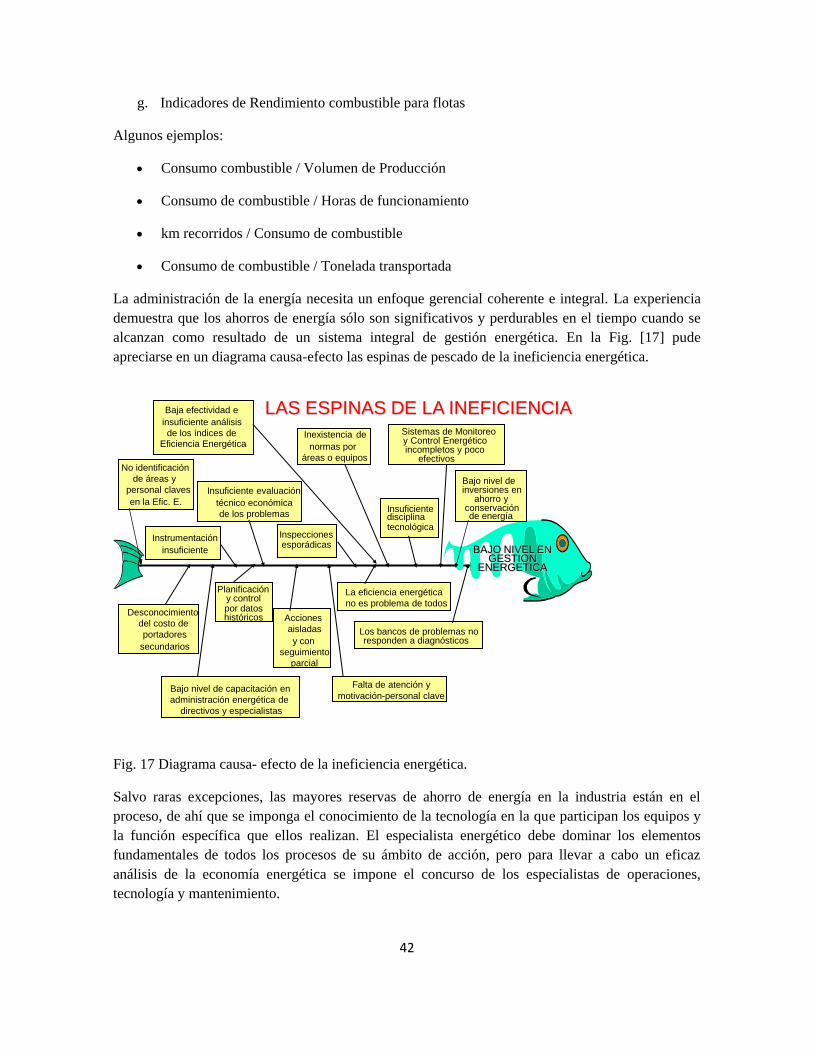
La administración de la energía necesita un enfoque gerencial coherente e integral. La experiencia
demuestra que los ahorros de energía sólo son significativos y perdurables en el tiempo cuando se
alcanzan como resultado de un sistema integral de gestión energética. En la Fig. [17] pude
apreciarse en un diagrama causa-efecto las espinas de pescado de la ineficiencia energética.
LAS ESPINAS DE LA INEFICIENCIA
Insuficiente evaluación
técnico económica
de los problemas
Desconocimiento
del costo de
portadores
secundarios
y controlPlanificación
por datoshistóricos
Bajo nivel de capacitación en
administración energética de
directivos y especialistas
La eficiencia energética
no es problema de todos
responden a diagnósticosLos bancos de problemas no
Falta de atención y
motivación-personal clave
Insuficientedisciplinatecnológica
Inspeccionesesporádicas
de los índices de
insuficiente análisis
Baja efectividad e
Eficiencia Energética normas por
Inexistencia de
áreas o equipos
Sistemas de Monitoreoy Control Energéticoincompletos y poco
efectivos
Acciones
aisladas
y con
seguimiento
parcial
Instrumentación
insuficiente BAJO NIVEL EN GESTION
ENERGETICA
Bajo nivel deinversiones en
ahorro yconservaciónde energía
No identificación
de áreas y
personal claves
en la Efic. E.
Fig. 17 Diagrama causa- efecto de la ineficiencia energética.
Salvo raras excepciones, las mayores reservas de ahorro de energía en la industria están en el
proceso, de ahí que se imponga el conocimiento de la tecnología en la que participan los equipos y
la función específica que ellos realizan. El especialista energético debe dominar los elementos
fundamentales de todos los procesos de su ámbito de acción, pero para llevar a cabo un eficaz
análisis de la economía energética se impone el concurso de los especialistas de operaciones,
tecnología y mantenimiento.

43
Analicemos ahora algunas recomendaciones concretas dependiendo del tipo de industria y de
sistema energético: [19]
En la industria consume más del 30% de la energía generada. Los motores representan el 60% del
uso de la electricidad. Una instalación promedio puede reducir su consumo energético entre un 10 y
20%.
A. Ahorros energéticos con control de bombas
En la industria, el 60% de la electricidad consumida es utilizada en motores para bombeo y
ventilación y el 63% de esta energía se utiliza para aplicaciones con fluidos. Muchos de ellos son
impulsados por soluciones de arranque de motor simple. Esto significa que el motor funciona a
máxima velocidad, aún cuando se requieren bajos niveles de flujo. Con frecuencia, son utilizados
métodos de regulación o de control ineficientes y el consumo energético permanece alto.
Las soluciones para bombas y tratamiento de agua, equipadas con variadores de velocidad, pueden
brindar ahorros energéticos significativos comparados con las soluciones convencionales: hasta un
50% en ventiladores con un retorno de la inversión dentro del año, y hasta un 30% en bombas con
un retorno de la inversión dentro de los 2 años.
B. Motores Eléctricos de Alta Eficiencia
Sustituir los motores eléctricos que tengan más de 10 años de uso, varias reparaciones,
sobrecargados o sobredimensionados, ya que consumen más de un 40% que un equipo de alta
eficiencia.
Limpiar la parte exterior, para mejorar el enfriamiento.
Verificar que las condiciones del suministro de energía eléctrica, sean las adecuadas.
Efectuar un adecuado mantenimiento y lubricación en rodamientos y sistema de
ventilación.
Adecuada alineación entre la carga y motor.
Reducir o eliminar vibraciones.
C. Compresores de aire
Sustituya sus compresores recíprocos por tipo tornillo cuando sea posible.
Implementar equipos de separación de agua y aceite del aire comprimido con equipo de
control automático sin pérdida de aire.
Utilizar de ser posible, tuberías de aluminio para distribución de aire.
Realizar las derivaciones necesarias de la red principal y evitar el realizarlas de los ramales.
Implementar controles de flujo y presión con el uso de tanques pulmón a fin de reducir el
encendido y apagado de compresores.
Utilizar compresores multi-etapas.
Utilizar toberas y boquillas de alta eficiencia en lugar de mangueras, con el fin de controlar
la salida de aire.
D. Condensadores y evaporadores eficientes para cámaras eficientes
Reemplazar la tecnología obsoleta por nueva tecnología, que optimiza el consumo de
electricidad de un 25% a un 50%.
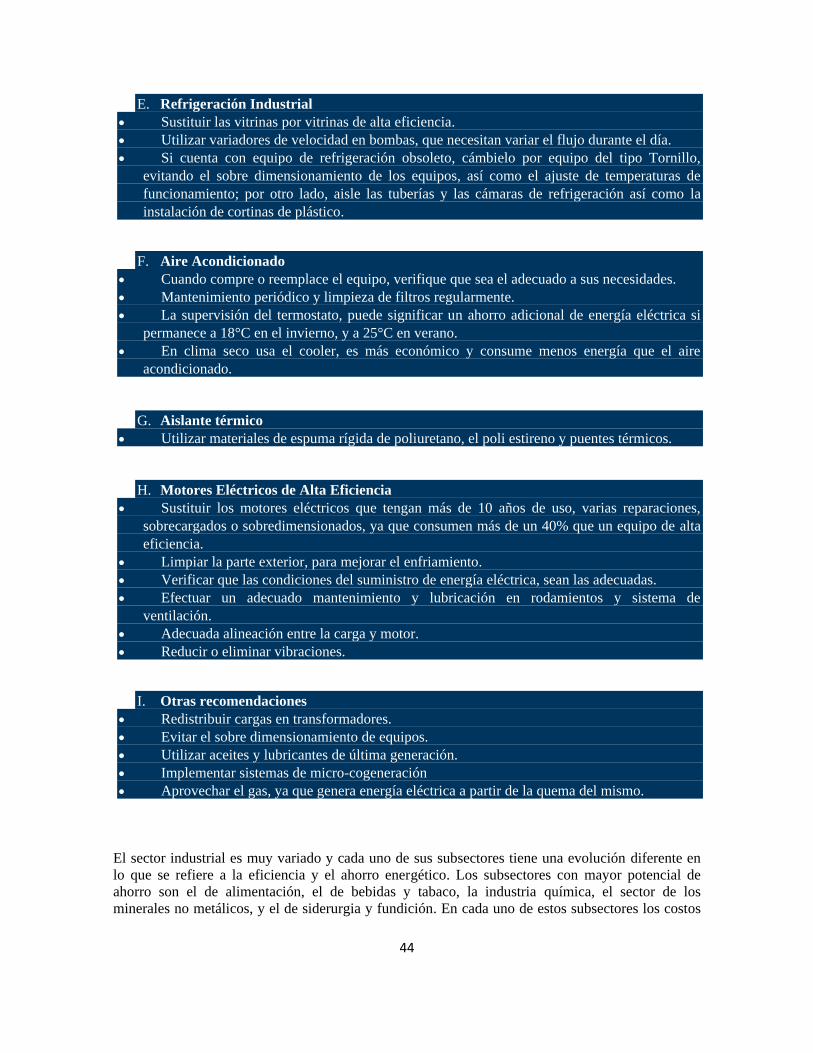
44
E. Refrigeración Industrial
Sustituir las vitrinas por vitrinas de alta eficiencia.
Utilizar variadores de velocidad en bombas, que necesitan variar el flujo durante el día.
Si cuenta con equipo de refrigeración obsoleto, cámbielo por equipo del tipo Tornillo,
evitando el sobre dimensionamiento de los equipos, así como el ajuste de temperaturas de
funcionamiento; por otro lado, aisle las tuberías y las cámaras de refrigeración así como la
instalación de cortinas de plástico.
F. Aire Acondicionado
Cuando compre o reemplace el equipo, verifique que sea el adecuado a sus necesidades.
Mantenimiento periódico y limpieza de filtros regularmente.
La supervisión del termostato, puede significar un ahorro adicional de energía eléctrica si
permanece a 18°C en el invierno, y a 25°C en verano.
En clima seco usa el cooler, es más económico y consume menos energía que el aire
acondicionado.
G. Aislante térmico
Utilizar materiales de espuma rígida de poliuretano, el poli estireno y puentes térmicos.
H. Motores Eléctricos de Alta Eficiencia
Sustituir los motores eléctricos que tengan más de 10 años de uso, varias reparaciones,
sobrecargados o sobredimensionados, ya que consumen más de un 40% que un equipo de alta
eficiencia.
Limpiar la parte exterior, para mejorar el enfriamiento.
Verificar que las condiciones del suministro de energía eléctrica, sean las adecuadas.
Efectuar un adecuado mantenimiento y lubricación en rodamientos y sistema de
ventilación.
Adecuada alineación entre la carga y motor.
Reducir o eliminar vibraciones.
I. Otras recomendaciones
Redistribuir cargas en transformadores.
Evitar el sobre dimensionamiento de equipos.
Utilizar aceites y lubricantes de última generación.
Implementar sistemas de micro-cogeneración
Aprovechar el gas, ya que genera energía eléctrica a partir de la quema del mismo.
El sector industrial es muy variado y cada uno de sus subsectores tiene una evolución diferente en
lo que se refiere a la eficiencia y el ahorro energético. Los subsectores con mayor potencial de
ahorro son el de alimentación, el de bebidas y tabaco, la industria química, el sector de los
minerales no metálicos, y el de siderurgia y fundición. En cada uno de estos subsectores los costos

45
energéticos afectan de forma diferente a los costos totales, debido a los diferentes procesos que
utilizan. En algunos incluso los ahorros o cambios pueden repercutir en el producto final. Posibles agrupaciones de actividad del sector industrial. [20,21]
• Alimentación, Bebidas y Tabaco
• ∙ Textil, Cuero y Calzado
• ∙ Madera, Corcho y Muebles
• ∙ Pasta, Papel e Impresión
• ∙ Química
• ∙ Minerales no Metálicos
• ∙ Equipos de Transporte
• ∙ Metalurgia y Productos Metálicos
• ∙ Maquinaria y Equipo Mecánico
• ∙ Equipos Eléctricos, Electrónicos y Ópticos
• ∙ Resto de la industria manufacturera, entre las que se encuentra la Construcción
Estas agrupaciones representan cerca del 90% del consumo total de energía final de la industria.
A continuación se muestra la distribución del consumo de los diferentes subsectores del sector
industrial en España: Fig.18.
F
Fig. 18 Distribución del consumo energético de agrupaciones industriales en España.
Como se puede observar, el subsector de mayor consumo dentro de la industria es el de los
Minerales no metálicos, representando un 21,6% del total. Le sigue de cerca con un 21%, el
subsector Metalurgia y productos metálicos. La tercera agrupación de actividad, con mayor peso
sobre el consumo total de la industria, es la industria Química.

46
Conclusiones.
La energía es, y lo será cada vez más en el futuro, uno de los recursos más importantes para un
mundo en vías de desarrollo o desarrollado tecnológicamente.
El aumento del consumo energético, unido a la escasez de los recursos energéticos de que
disponemos, hará que la eficiencia energética adquiera un papel aún más relevante dentro de nuestra
sociedad, de manera que podamos satisfacer las necesidades que tenemos en el presente, sin
comprometer las futuras. La tecnología es elemento fundamental en la mejora de la eficiencia de
todas las etapas de la cadena de suministro de energía, necesarias para dar respuesta a los desafíos
actuales del sector energético: seguridad de suministro, protección del medio ambiente, mejora de la
competitividad y mantenimiento del progreso y del bienestar social.
El hecho de reducir el consumo energético está relacionado directamente con el beneficio
económico obtenido, siendo este beneficio el por qué de dicho consumo.
Las mejoras de eficiencia energética de todos los procesos se presentan como la oportunidad de
evitar mayores problemas en nuestro planeta. Estas mejoras deben ser conseguidas primordialmente
en todos los sectores de nuestra sociedad, y en especial en los sectores más intensivos
energéticamente, como es el caso de la industria. En el sector industrial, el consumo energético ha ido aumentando con el paso de los años,
alcanzando un peso del 30% en el total del país, siendo el segundo sector con un mayor consumo,
solo por detrás del sector Transporte. La aplicación de programas de eficiencia energética, puede ser
útil para acercar el problema del consumo no racional de la energía dentro de las empresas. Las medidas a tomar dentro del sector industrial, son las siguientes: realización de auditorías
energéticas, la mejora de la tecnología de equipos y procesos, y la implantación de sistemas de
gestión energética. Las conclusiones que se pueden obtener de este tipo de estudios permitirán
descubrir procesos ineficientes, generar y evaluar acciones correctivas, y desarrollar mecanismos de
control y seguimiento de estas acciones. La construcción de indicadores energéticos nos sirve para
evaluar las tendencias de la eficiencia energética a nivel macroeconómico y sectorial. En estos propósitos, el mantenimiento puede y debe jugar un papel esencial en estrecha
coordinación con operaciones y el especialista o responsable de la energía. Estas acciones deben
realizarse durante todo el ciclo de vida de los activos. Para el éxito de estas acciones se requiere el
total apoyo y dirigencia de los dirigentes empresariales aplicando principios de ingeniería
concurrente y garantizando la capacitación y estimulación de los que trabajan el mantenimiento.

47
Bibliografía.
[1] EFICIENCIA ENERGÉTICA/La eficiencia energética, una preocupación mundial -
Monografias_com.htm.
[2] EFICIENCIA ENERGÉTICA/Ahorro de energía en la industria _ mejorconsumo.htm.
[3] http://www.monografias.com/trabajos67/eficiencia-energetica/eficiencia-
energetica2.shtml#ixzz2KoGsmlTl
[4] Urteaga, J., 2005, Energía racional, FIDE, No. 55 abril-junio 2005, p. 48.
[5] Shankar, G., 2006, Energía racional, No. 59 abril-junio 2006, p. 10.
[6] Campos, J.C., Quispe, E.C., Vidal, J.R., Lora, E. EL MGIE, un modelo de gestión energética
para el sector productivo nacional. El hombre y la máquina, pp. No 30,18-31, 2008.
[7] Díaz Caravantes, G., Hernández López J., Velázquez, Armando R., “Desarrollo e
implementación de estrategias enfocadas a la disminución del consumo de energía eléctrica en una
empresa cervecera” , Impulso, Revistas de Electrónica, Eléctrica y Sistemas Computacionales,
España, 2005, pp. 60-67.
[8] Realpozo del Castillo, S. F., “Programas de Eficiencia Energética y su Impacto en el
Mejoramiento del Medio Ambiente”, Energía Racional, España, pp.26-29.
[9] Restrepo V., Álvaro Hernán, 2003, Gestión total eficiente de la energía: herramienta
fundamental para el mejoramiento productivo de las empresas, Scientia et Technica, Italia, No. 21,
pp. 109- 114.
[10] Shankar, G., Energía racional, No. 59 abril-junio 2006, p. 10, España.
[11] Urteaga, J., Energía racional, FIDE, No. 55 abril-junio 2005, p. 48. España.
[12] Valenzuela Agramón, P., Gabriel Núñez R., Diagnóstico Energético aplicado al edificio de
Seguridad Pública del H. Ayuntamiento de Cajeme, Impulso, Revista de Electrónica, Eléctrica y
Sistemas Computacionales, pp. 82-85, España.
[13] Martínez F , Tribología Integral, Editorial Noriega, México, 2 010 ISBN: 9786070502712.
[14] Hebda M., Chichinadze A., “Manual de Tribotecnia, Tomo I, Mashinoestroenie, 1989,Moscú.
[15] Moubray J. “Mantenimiento Centrado en Confiabilidad” Lillington Edward Brothers, 2 004,
ISBN 09539603-2
[16] DAINTITH, E. P. GLATT Reduce costs with laser shaft alignment. Hydrocarbon
Proecessing®.1996.

48
[17]ENERGÍA/El%20gasto%20energético%20en%20la%20industria%20-
%20Convertidores%20ABB.htm
[18]
EFICIENCIA%20ENERGÉTICA/El%20Mantenimiento%20y%20la%20Eficiencia%20Energética
%20-%20Reliabilityweb%20%20A%20Culture%20of%20Reliability
[19] Eficiencia energética. Manual de soluciones.
[20] Club Español de la Energía: “Conceptos de ahorro y eficiencia energética: Evolución y
oportunidades”. Green Printing, S.L. ISBN: 978-84-613-8370-2. Marzo 2010
[21] Club Español de la Energía: “Conceptos de ahorro y eficiencia energética: Evolución y
oportunidades”. Green Printing, S.L. ISBN: 978-84-613-8370-2. Marzo 2010.