CONTROL DE TEMPERATURA SUPERFICIAL DE … · Un molde con temperatura demasiado ... bajo control...
8
CONTROL DE TEMPERATURA SUPERFICIAL DE LOS MOLDES DURANTE EL MOLDEADO A PRESIÓN
Transcript of CONTROL DE TEMPERATURA SUPERFICIAL DE … · Un molde con temperatura demasiado ... bajo control...

CONTROL DE TEMPERATURA SUPERFICIAL DE LOS MOLDES DURANTE EL MOLDEADO A PRESIÓN

2 TTV
La medición de la temperatura en tiempo real, sin interrupciones de proceso, evita los problemas típicos del moldeado a presión. Un molde con temperatura demasiado alta o demasiado baja afecta negativamente la calidad de la pieza, la vida útil del molde y el tiempo de ciclo; también afecta el consumo de energía (para el aire de soplado) y el de agentes lubricantes y desmoldantes así como los costes de mantenimiento, determinados por una termorregulación no optimizada.
Optimización del proceso de moldeado a presión. Las imágenes termográficas tomadas de forma automática durante el ciclo de moldeado, antes y después de la fase de lubricación, proporcionan información sobre el estado del molde y, por consiguiente, permiten analizar rápidamente las condiciones del proceso.
Optimiza las coladas monitorizando…
TTV, Total Thermal Vision, es la innovadora y probada tecnología de visión para monitorizar, en tiempo real, el mapa térmico de la superficie del molde durante el moldeado a presión de aleaciones ligeras. Por ello, TTV es la solución ideal para mejorar tanto la calidad de las coladas como el OEE, la eficiencia general de los equipos, en procesos de alta productividad.
Siendo la solución ideal para controlar el proceso y optimizar el ciclo de lubricación, TTV ayuda a nuestros clientes a alcanzar la máxima calidad durante el moldeado a presión para, así, responder de la mejor manera a las demandas más exigentes.
La distribución de la temperatura superficial del molde es fundamental para lograr un proceso eficaz y con niveles de calidad elevados. Contracciones por solidificación, porosidad, grietas, burbujas: muchos defectos en las coladas se deben a temperaturas fuera de control o a una distribución no optimizada.
TTV 3
Porosidad
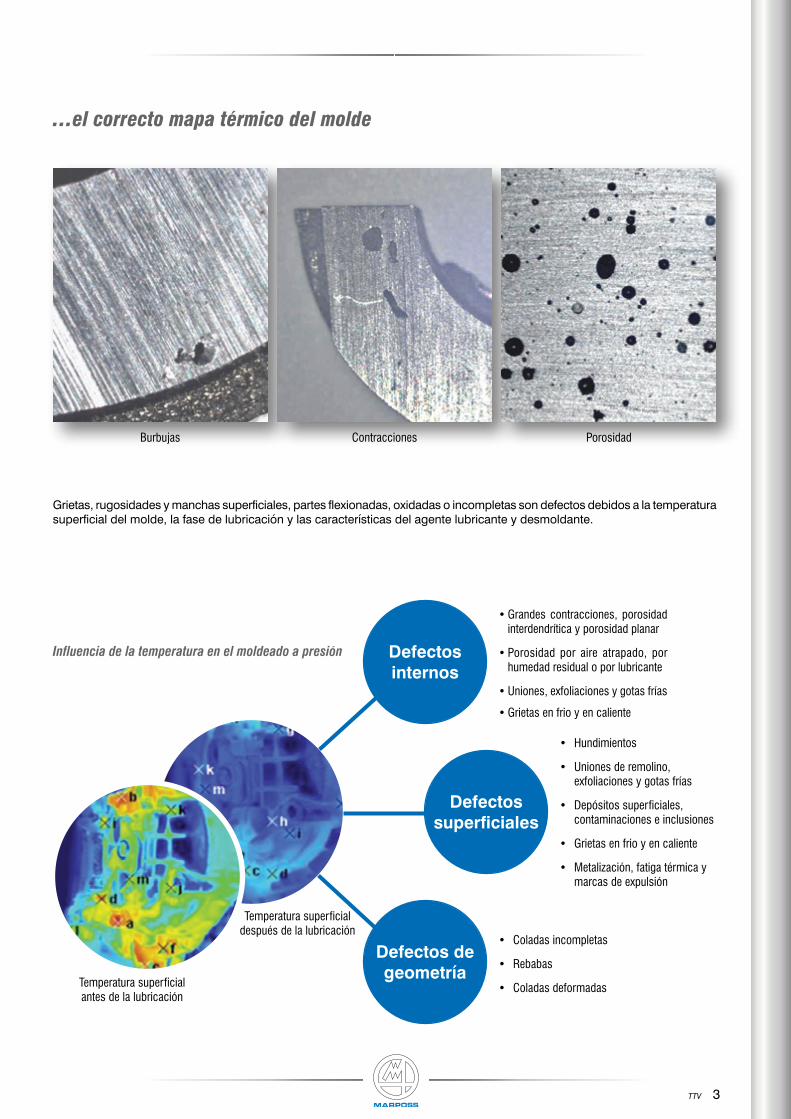
…el correcto mapa térmico del molde
ContraccionesBurbujas
Grietas, rugosidades y manchas superficiales, partes flexionadas, oxidadas o incompletas son defectos debidos a la temperatura superficial del molde, la fase de lubricación y las características del agente lubricante y desmoldante.
Influencia de la temperatura en el moldeado a presión
Temperatura superficialantes de la lubricación
Temperatura superficialdespués de la lubricación
Defectosinternos
Defectossuperficiales
Defectos degeometría
• Grandes contracciones, porosidad interdendrítica y porosidad planar
• Porosidad por aire atrapado, por humedad residual o por lubricante
• Uniones, exfoliaciones y gotas frías
• Grietas en frio y en caliente
• Hundimientos
• Uniones de remolino, exfoliaciones y gotas frías
• Depósitos superficiales, contaminaciones e inclusiones
• Grietas en frio y en caliente
• Metalización, fatiga térmica y marcas de expulsión
• Coladas incompletas
• Rebabas
• Coladas deformadas
4 TTV
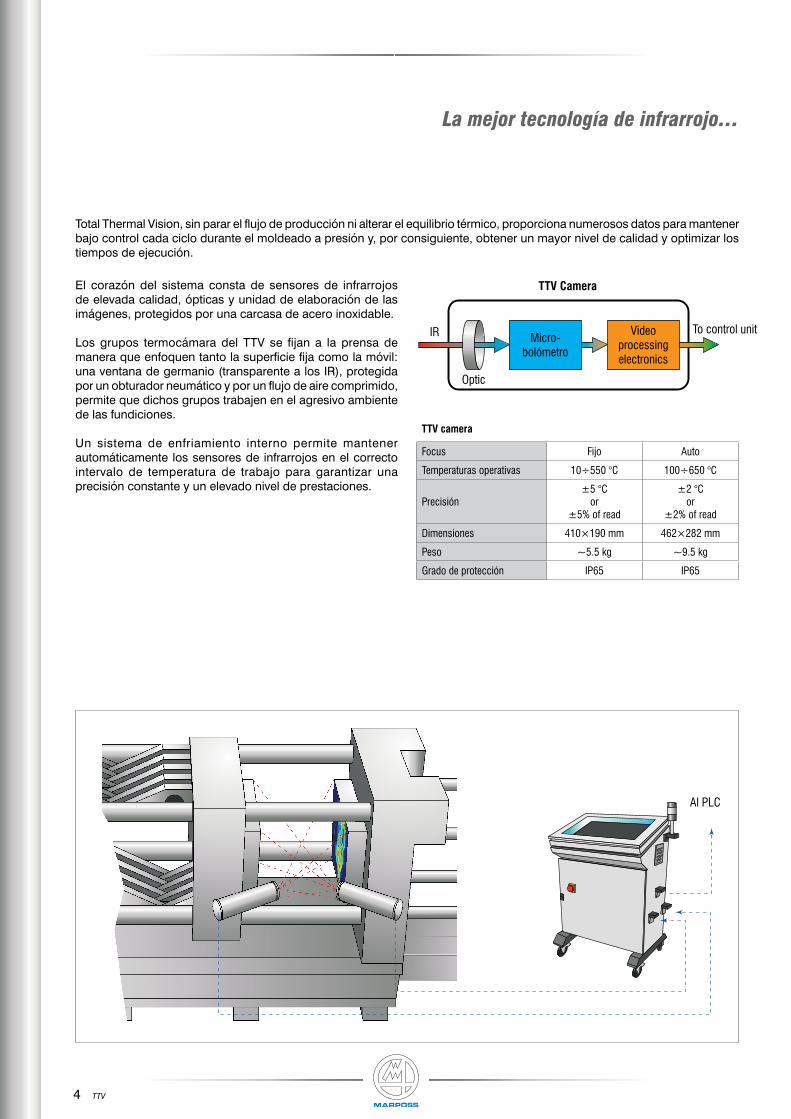
La mejor tecnología de infrarrojo…
Total Thermal Vision, sin parar el flujo de producción ni alterar el equilibrio térmico, proporciona numerosos datos para mantener bajo control cada ciclo durante el moldeado a presión y, por consiguiente, obtener un mayor nivel de calidad y optimizar los tiempos de ejecución.
El corazón del sistema consta de sensores de infrarrojos de elevada calidad, ópticas y unidad de elaboración de las imágenes, protegidos por una carcasa de acero inoxidable.
Los grupos termocámara del TTV se fijan a la prensa de manera que enfoquen tanto la superficie fija como la móvil: una ventana de germanio (transparente a los IR), protegida por un obturador neumático y por un flujo de aire comprimido, permite que dichos grupos trabajen en el agresivo ambiente de las fundiciones.
Un sistema de enfriamiento interno permite mantener automáticamente los sensores de infrarrojos en el correcto intervalo de temperatura de trabajo para garantizar una precisión constante y un elevado nivel de prestaciones.
IR
Optic
Micro-bolómetro
Video processing electronics
To control unit
TTV Camera
TTV camera
Focus Fijo Auto
Temperaturas operativas 10÷550 °C 100÷650 °C
Precisión±5 °C
or±5% of read
±2 °Cor
±2% of read
Dimensiones 410×190 mm 462×282 mm
Peso ~5.5 kg ~9.5 kg
Grado de protección IP65 IP65
Al PLC
TTV 5
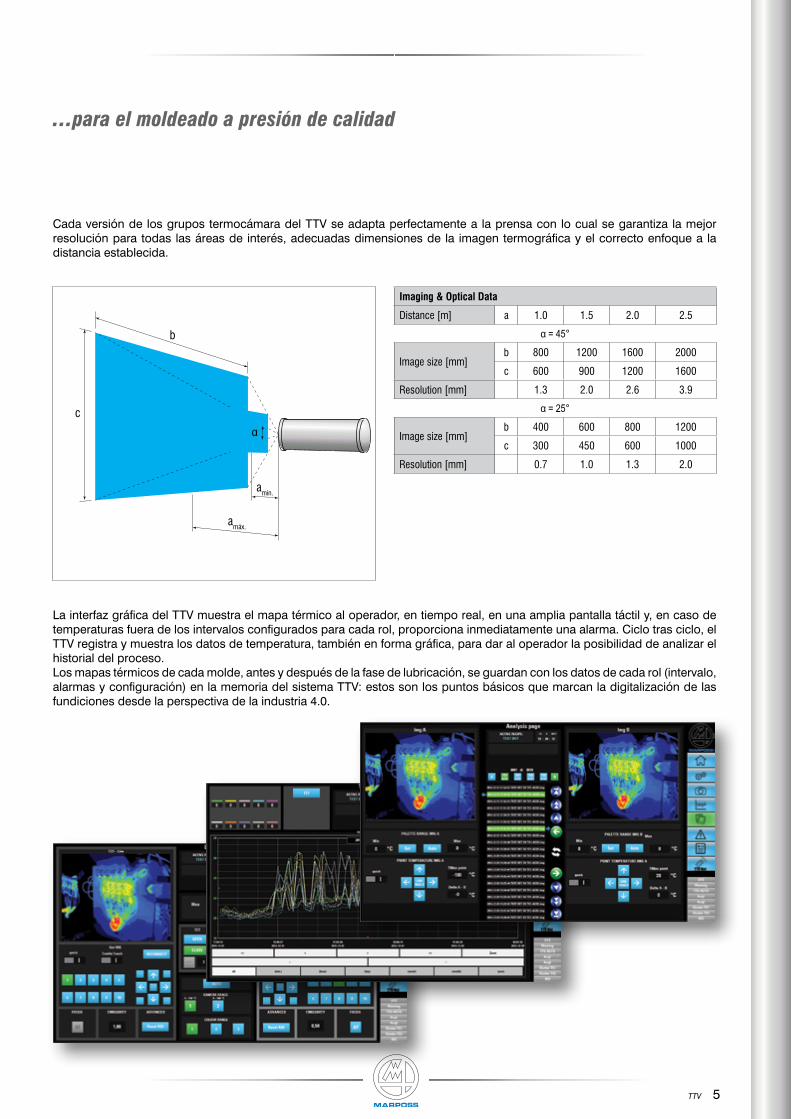
…para el moldeado a presión de calidad
Cada versión de los grupos termocámara del TTV se adapta perfectamente a la prensa con lo cual se garantiza la mejor resolución para todas las áreas de interés, adecuadas dimensiones de la imagen termográfica y el correcto enfoque a la distancia establecida.
La interfaz gráfica del TTV muestra el mapa térmico al operador, en tiempo real, en una amplia pantalla táctil y, en caso de temperaturas fuera de los intervalos configurados para cada rol, proporciona inmediatamente una alarma. Ciclo tras ciclo, el TTV registra y muestra los datos de temperatura, también en forma gráfica, para dar al operador la posibilidad de analizar el historial del proceso.Los mapas térmicos de cada molde, antes y después de la fase de lubricación, se guardan con los datos de cada rol (intervalo, alarmas y configuración) en la memoria del sistema TTV: estos son los puntos básicos que marcan la digitalización de las fundiciones desde la perspectiva de la industria 4.0.
Imaging & Optical Data
Distance [m] a 1.0 1.5 2.0 2.5
α = 45°
Image size [mm]b 800 1200 1600 2000
c 600 900 1200 1600
Resolution [mm] 1.3 2.0 2.6 3.9
α = 25°
Image size [mm]b 400 600 800 1200
c 300 450 600 1000
Resolution [mm] 0.7 1.0 1.3 2.0
amáx.
b
c
α
amín.
6 TTV
Competencia – experiencia – tecnología...
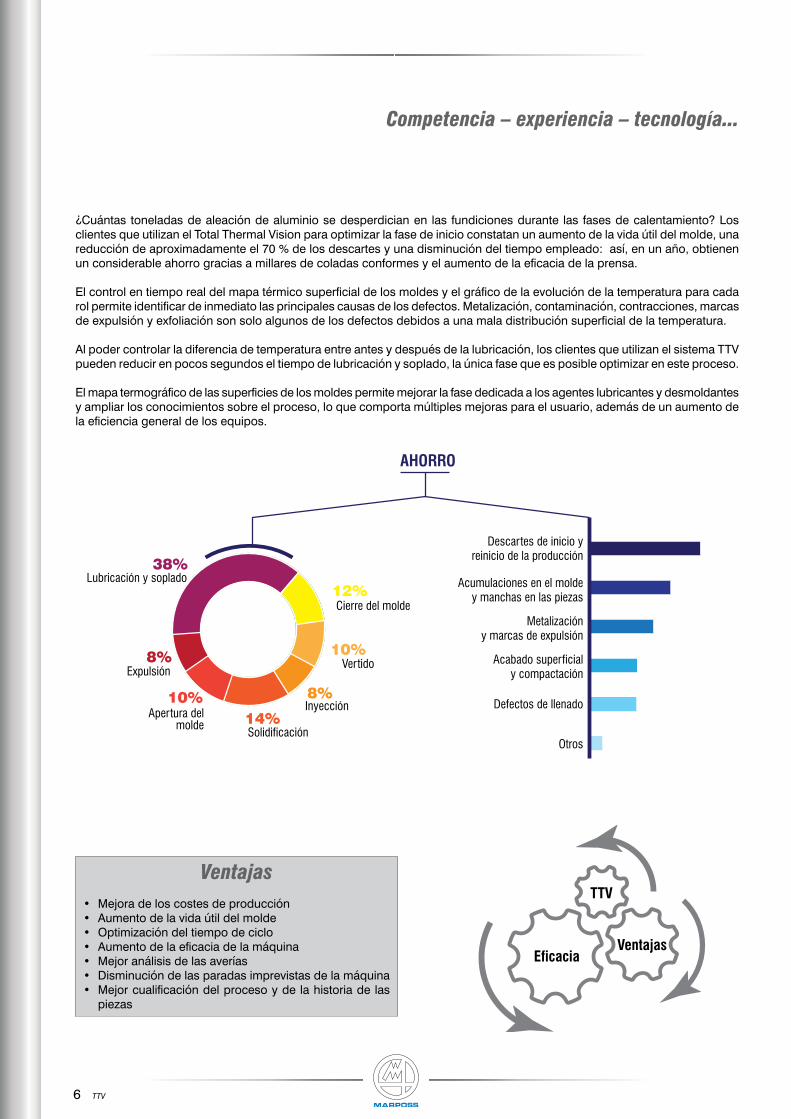
¿Cuántas toneladas de aleación de aluminio se desperdician en las fundiciones durante las fases de calentamiento? Los clientes que utilizan el Total Thermal Vision para optimizar la fase de inicio constatan un aumento de la vida útil del molde, una reducción de aproximadamente el 70 % de los descartes y una disminución del tiempo empleado: así, en un año, obtienen un considerable ahorro gracias a millares de coladas conformes y el aumento de la eficacia de la prensa.
El control en tiempo real del mapa térmico superficial de los moldes y el gráfico de la evolución de la temperatura para cada rol permite identificar de inmediato las principales causas de los defectos. Metalización, contaminación, contracciones, marcas de expulsión y exfoliación son solo algunos de los defectos debidos a una mala distribución superficial de la temperatura.
Al poder controlar la diferencia de temperatura entre antes y después de la lubricación, los clientes que utilizan el sistema TTV pueden reducir en pocos segundos el tiempo de lubricación y soplado, la única fase que es posible optimizar en este proceso.
El mapa termográfico de las superficies de los moldes permite mejorar la fase dedicada a los agentes lubricantes y desmoldantes y ampliar los conocimientos sobre el proceso, lo que comporta múltiples mejoras para el usuario, además de un aumento de la eficiencia general de los equipos.
Lubricación y soplado
Expulsión
Apertura del molde
Solidificación
Inyección
Vertido
Cierre del molde
TTV
EficaciaVentajas
Ventajas• Mejora de los costes de producción• Aumento de la vida útil del molde• Optimización del tiempo de ciclo• Aumento de la eficacia de la máquina• Mejor análisis de las averías• Disminución de las paradas imprevistas de la máquina• Mejor cualificación del proceso y de la historia de las
piezas
AHORRO
38%
8%
10%14%
10%
8%
12%
Descartes de inicio y reinicio de la producción
Acumulaciones en el moldey manchas en las piezas
Metalizacióny marcas de expulsión
Acabado superficialy compactación
Defectos de llenado
Otros
TTV 7
…innovación – cooperación - presencia global
Marposs, líder mundial en el sector de los sistemas de medición y control en líneas de producción mecánica, ha adquirido TTV Srl, inventor de la innovadora tecnología de visión por infrarrojos aplicada al moldeado a presión, a Motultech Baraldi, empresa especializada en la investigación y la producción de una amplia gama de agentes lubricantes y desmoldantes para el moldeado a presión.
Innovación y tecnología, principios que caracterizan los productos de Marposs, darán nuevos impulsos al desarrollo y a la difusión del control mediante infrarrojos en los procesos de moldeado a presión del futuro.
Dos especialistas del sector ofrecen ahora, en ámbito mundial, soluciones adecuadas a los clientes más exigentes, asociando la medición precisa de la temperatura superficial con la mejor práctica de uso de lubricantes en los moldes del moldeado a presión, y aseguran un servicio de asistencia preventa y posventa puntual, completo y en cualquier lugar.
Presente en 21 países con 80 establecimientos, MARPOSS puede proporcionar una asistencia global rápida y cualificada al cliente.
Marposs headquarter - Bologna (Italy)
www.marposs.com
La lista completa y actualizada de las direcciones está disponible en la web oficial de Marposs.
D6C09900E0 - Edición 11/2017 - Las especificaciones están sujetas a modificaciones © Copyright 2017 MARPOSS S.p.A. (Italy) - Todos los derechos reservados.
MARPOSS, y otros nombres y/o signos de los productos Marposs, citados o mostrados en el presente documento, son marcas registradas o marcas de Marposs en los Estados Unidos y en otros países. Eventuales derechos de terceros sobre marcas o marcas registradas citadas en el presente documento les son reconocidos a los correspondientes titulares.
Marposs tiene un sistema integrado de Gestión Empresarial para la calidad, el entorno ambiental y la seguridad, constatado por las certificaciones ISO 9001, ISO 14001 y OHSAS 18001. Marposs además ha conseguido el título EAQF 94 y el Q1-Award.