Control Estadístico de Procesos Control Estadístico de Procesos.
Control de Procesos Industriales – Dr. Oscar Camacho
1
Capitulo 1
Conceptos Generales
1.1. Introducción.
El control automático de procesos nace por la necesidad de generar productos más uniformes y
de más alta calidad, con una mayor exactitud, lo cual representa por lo general mayores
beneficios.
El control automático tiene también grandes ventajas en ciertas operaciones remotas,
peligrosas o rutinarias.
Debido a que la calidad y la reducción de costos en un proceso es por lo común la ventaja más
importante que se busca al aplicar el control automático. La calidad del control y el costo se
deben comparar con los beneficios económicos esperados y los objetivos técnicos del proceso.
Los beneficios económicos incluyen la reducción de los costos de operación, mantenimiento y
producto fuera de especificaciones, junto con el mejoramiento de la funcionalidad del proceso
y una mayor producción.
Las razones principales para usar control automático de procesos, son las siguientes:
Mantener los niveles de producción de la planta en valores iguales o superiores a los
establecidos.
Mantener la calidad del producto (composición, pureza, color, etc.).
Evitar lesiones al personal de la planta o daño al equipo. La seguridad debe ser considerada
como prioridad.
La optimización del proceso en términos generales se obtiene si se logra maximizar los
beneficios y/o minimizar los costos sujetos a las restricciones físicas impuestas por el proceso.
Como un primer paso en la aplicación de esquemas de control automático, es importante
manejar la terminología y los conceptos básicos necesarios. Este capitulo, introduce los
mismos.
En todo proceso se presenta una causa y un efecto (causalidad) como se puede observar en la
figura 1.1, las causas representan las variables de entradas y los efectos son aquellos que
genera el proceso como respuesta a las variables de entrada.
Control de Procesos Industriales – Dr. Oscar Camacho
2
ProcesoCausa Efecto
Variables Variables
Figura 1.1. Causalidad del Proceso.
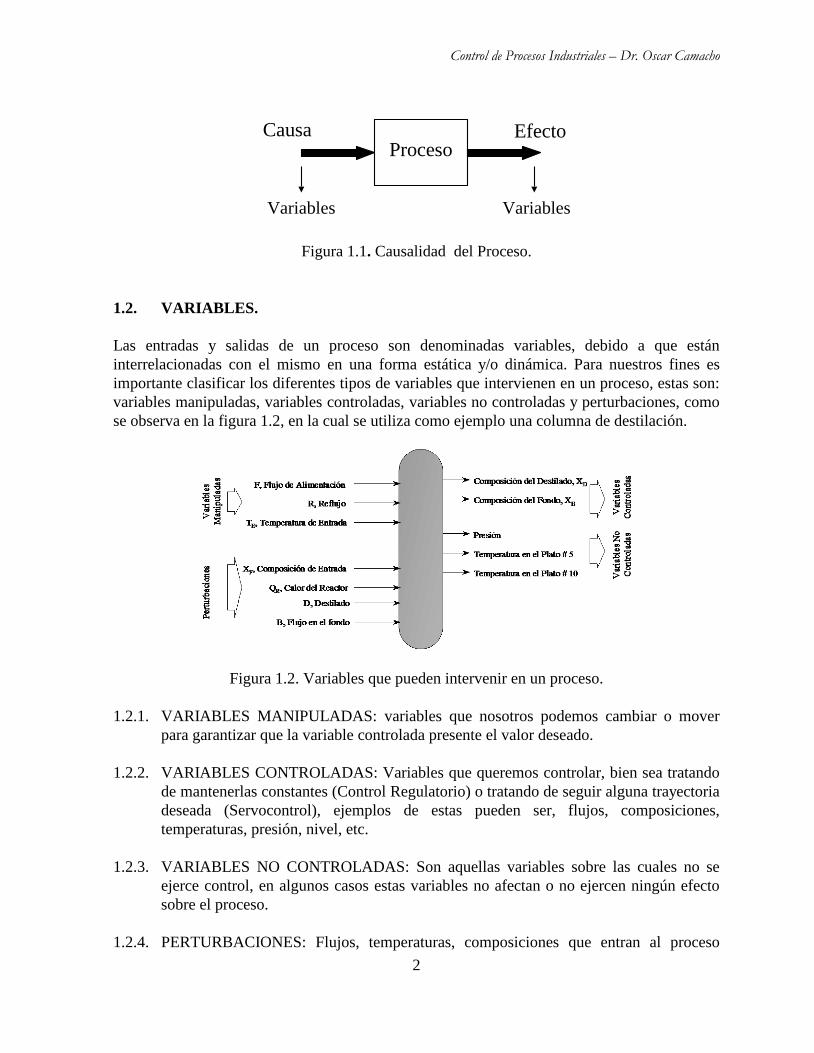
1.2. VARIABLES.
Las entradas y salidas de un proceso son denominadas variables, debido a que están
interrelacionadas con el mismo en una forma estática y/o dinámica. Para nuestros fines es
importante clasificar los diferentes tipos de variables que intervienen en un proceso, estas son:
variables manipuladas, variables controladas, variables no controladas y perturbaciones, como
se observa en la figura 1.2, en la cual se utiliza como ejemplo una columna de destilación.
Figura 1.2. Variables que pueden intervenir en un proceso.
1.2.1. VARIABLES MANIPULADAS: variables que nosotros podemos cambiar o mover
para garantizar que la variable controlada presente el valor deseado.
1.2.2. VARIABLES CONTROLADAS: Variables que queremos controlar, bien sea tratando
de mantenerlas constantes (Control Regulatorio) o tratando de seguir alguna trayectoria
deseada (Servocontrol), ejemplos de estas pueden ser, flujos, composiciones,
temperaturas, presión, nivel, etc.
1.2.3. VARIABLES NO CONTROLADAS: Son aquellas variables sobre las cuales no se
ejerce control, en algunos casos estas variables no afectan o no ejercen ningún efecto
sobre el proceso.
1.2.4. PERTURBACIONES: Flujos, temperaturas, composiciones que entran al proceso
Control de Procesos Industriales – Dr. Oscar Camacho
3
(pueden ser de salida algunas veces). No todo el tiempo pueden ser medidas, pero el
sistema de control debe ser capaz de regular el proceso en presencia de ellas (premisa
que en algunas ocasiones no se logra), tales como temperaturas, presión, concentración,
etc.
1.3. COMPONENTES BÁSICOS DE UN SISTEMA DE CONTROL.
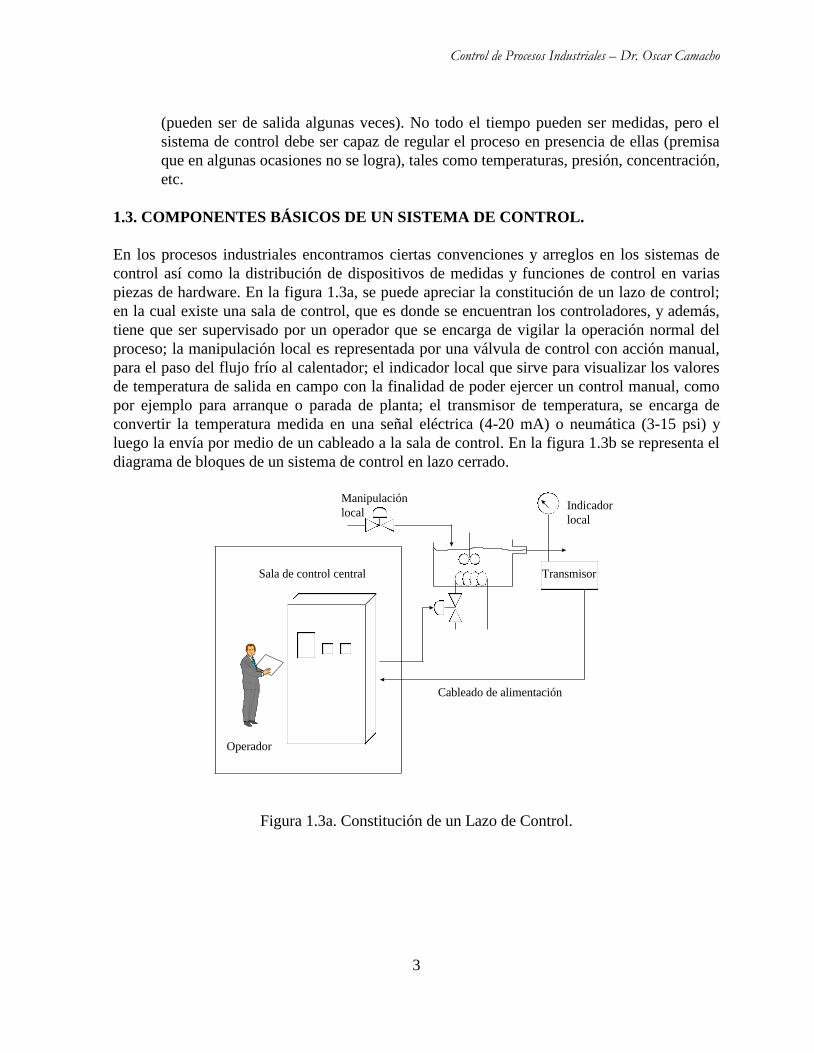
En los procesos industriales encontramos ciertas convenciones y arreglos en los sistemas de
control así como la distribución de dispositivos de medidas y funciones de control en varias
piezas de hardware. En la figura 1.3a, se puede apreciar la constitución de un lazo de control;
en la cual existe una sala de control, que es donde se encuentran los controladores, y además,
tiene que ser supervisado por un operador que se encarga de vigilar la operación normal del
proceso; la manipulación local es representada por una válvula de control con acción manual,
para el paso del flujo frío al calentador; el indicador local que sirve para visualizar los valores
de temperatura de salida en campo con la finalidad de poder ejercer un control manual, como
por ejemplo para arranque o parada de planta; el transmisor de temperatura, se encarga de
convertir la temperatura medida en una señal eléctrica (4-20 mA) o neumática (3-15 psi) y
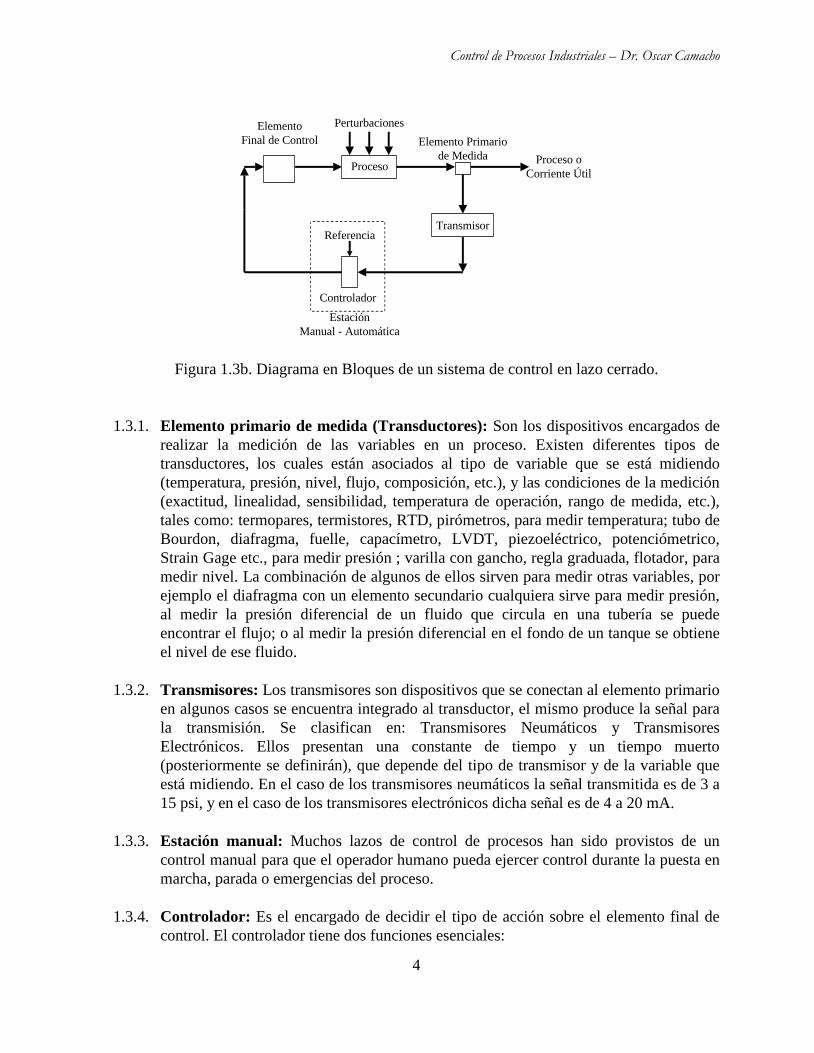
luego la envía por medio de un cableado a la sala de control. En la figura 1.3b se representa el
diagrama de bloques de un sistema de control en lazo cerrado.
Sala de control central
Cableado de alimentación
Manipulación
localIndicador
local
Transmisor
Operador
Figura 1.3a. Constitución de un Lazo de Control.
Control de Procesos Industriales – Dr. Oscar Camacho
4
Proceso
Transmisor
Perturbaciones
Estación
Manual - Automática
Elemento
Final de Control Elemento Primario
de Medida Proceso o
Corriente Útil
Controlador
Referencia
Figura 1.3b. Diagrama en Bloques de un sistema de control en lazo cerrado.
1.3.1. Elemento primario de medida (Transductores): Son los dispositivos encargados de
realizar la medición de las variables en un proceso. Existen diferentes tipos de
transductores, los cuales están asociados al tipo de variable que se está midiendo
(temperatura, presión, nivel, flujo, composición, etc.), y las condiciones de la medición
(exactitud, linealidad, sensibilidad, temperatura de operación, rango de medida, etc.),
tales como: termopares, termistores, RTD, pirómetros, para medir temperatura; tubo de
Bourdon, diafragma, fuelle, capacímetro, LVDT, piezoeléctrico, potenciómetrico,
Strain Gage etc., para medir presión ; varilla con gancho, regla graduada, flotador, para
medir nivel. La combinación de algunos de ellos sirven para medir otras variables, por
ejemplo el diafragma con un elemento secundario cualquiera sirve para medir presión,
al medir la presión diferencial de un fluido que circula en una tubería se puede
encontrar el flujo; o al medir la presión diferencial en el fondo de un tanque se obtiene
el nivel de ese fluido.
1.3.2. Transmisores: Los transmisores son dispositivos que se conectan al elemento primario
en algunos casos se encuentra integrado al transductor, el mismo produce la señal para
la transmisión. Se clasifican en: Transmisores Neumáticos y Transmisores
Electrónicos. Ellos presentan una constante de tiempo y un tiempo muerto
(posteriormente se definirán), que depende del tipo de transmisor y de la variable que
está midiendo. En el caso de los transmisores neumáticos la señal transmitida es de 3 a
15 psi, y en el caso de los transmisores electrónicos dicha señal es de 4 a 20 mA.
1.3.3. Estación manual: Muchos lazos de control de procesos han sido provistos de un
control manual para que el operador humano pueda ejercer control durante la puesta en
marcha, parada o emergencias del proceso.
1.3.4. Controlador: Es el encargado de decidir el tipo de acción sobre el elemento final de
control. El controlador tiene dos funciones esenciales:
Control de Procesos Industriales – Dr. Oscar Camacho
5
Comparar la variable medida con la de referencia deseada (punto de operación o Set
Point), para determinar el error que existe entre ellas.
Enviar una señal al elemento final de control con el objeto de modificar su acción en el
sentido adecuado para reducir el error.
1.3.5. Elemento final de control: El elemento final de control más común es una válvula que
se describirá mas adelante, pero puede ser una bomba, un compresor, o un elemento de
calentamiento eléctrico.
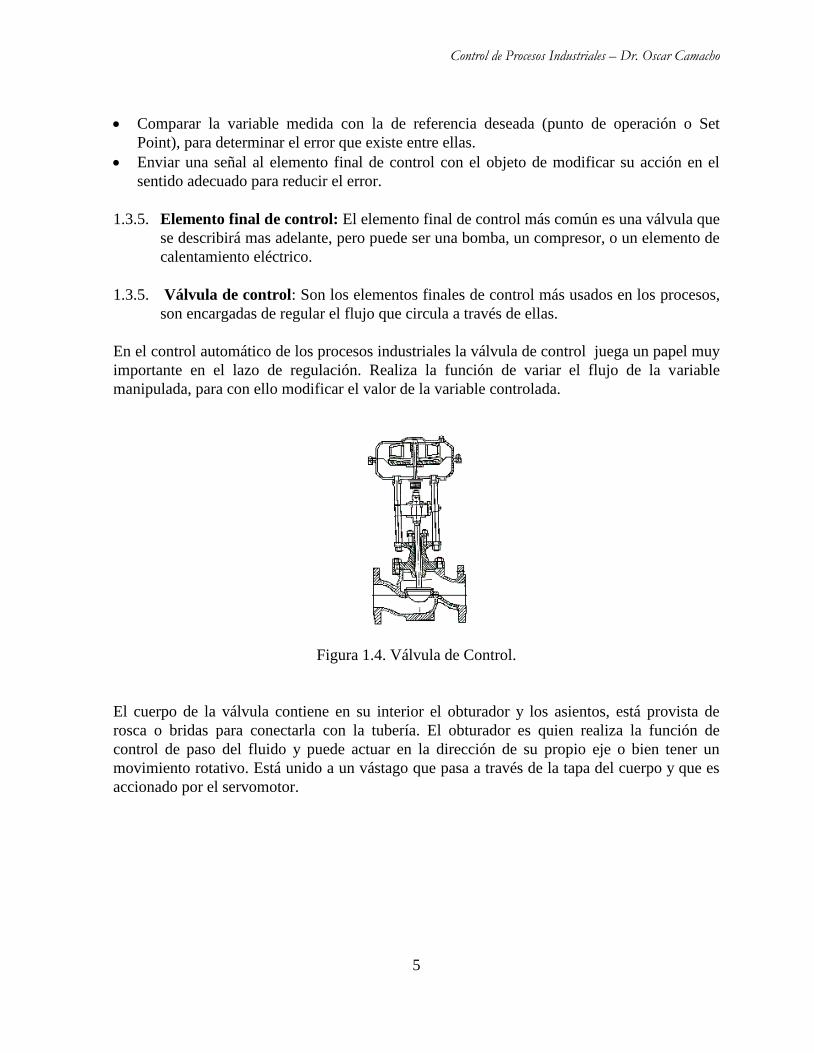
1.3.5. Válvula de control: Son los elementos finales de control más usados en los procesos,
son encargadas de regular el flujo que circula a través de ellas.
En el control automático de los procesos industriales la válvula de control juega un papel muy
importante en el lazo de regulación. Realiza la función de variar el flujo de la variable
manipulada, para con ello modificar el valor de la variable controlada.
Figura 1.4. Válvula de Control.
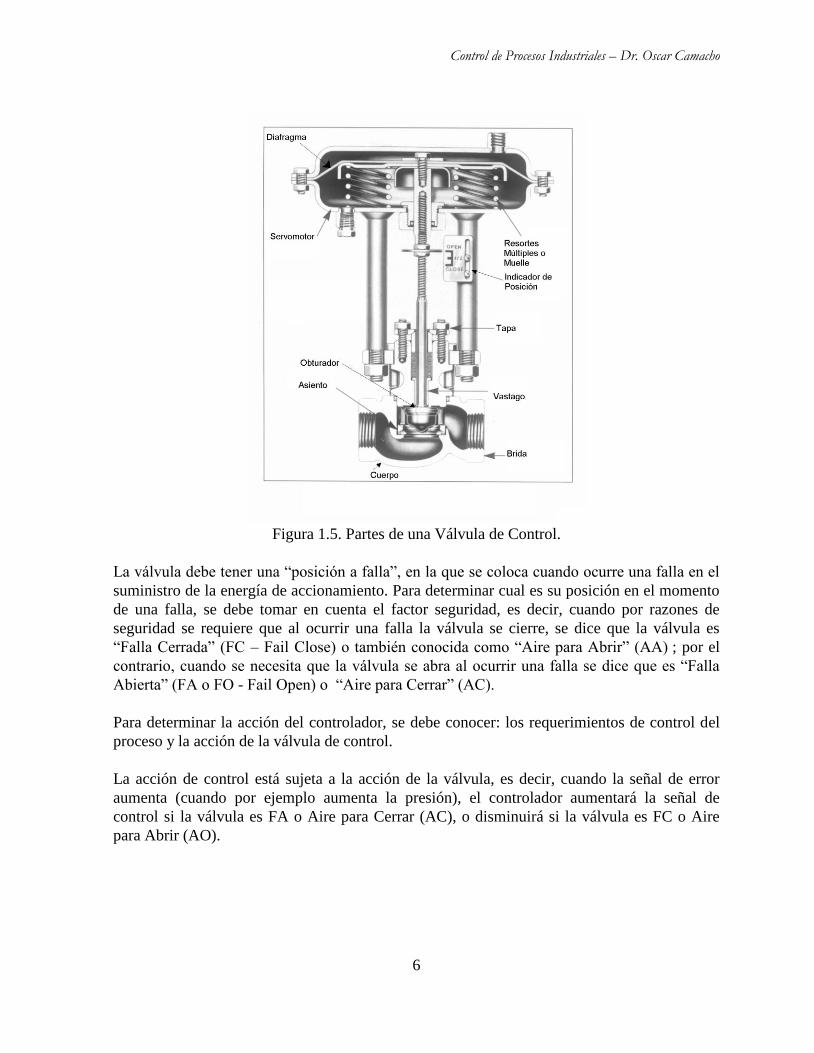
El cuerpo de la válvula contiene en su interior el obturador y los asientos, está provista de
rosca o bridas para conectarla con la tubería. El obturador es quien realiza la función de
control de paso del fluido y puede actuar en la dirección de su propio eje o bien tener un
movimiento rotativo. Está unido a un vástago que pasa a través de la tapa del cuerpo y que es
accionado por el servomotor.
Control de Procesos Industriales – Dr. Oscar Camacho
6
Figura 1.5. Partes de una Válvula de Control.
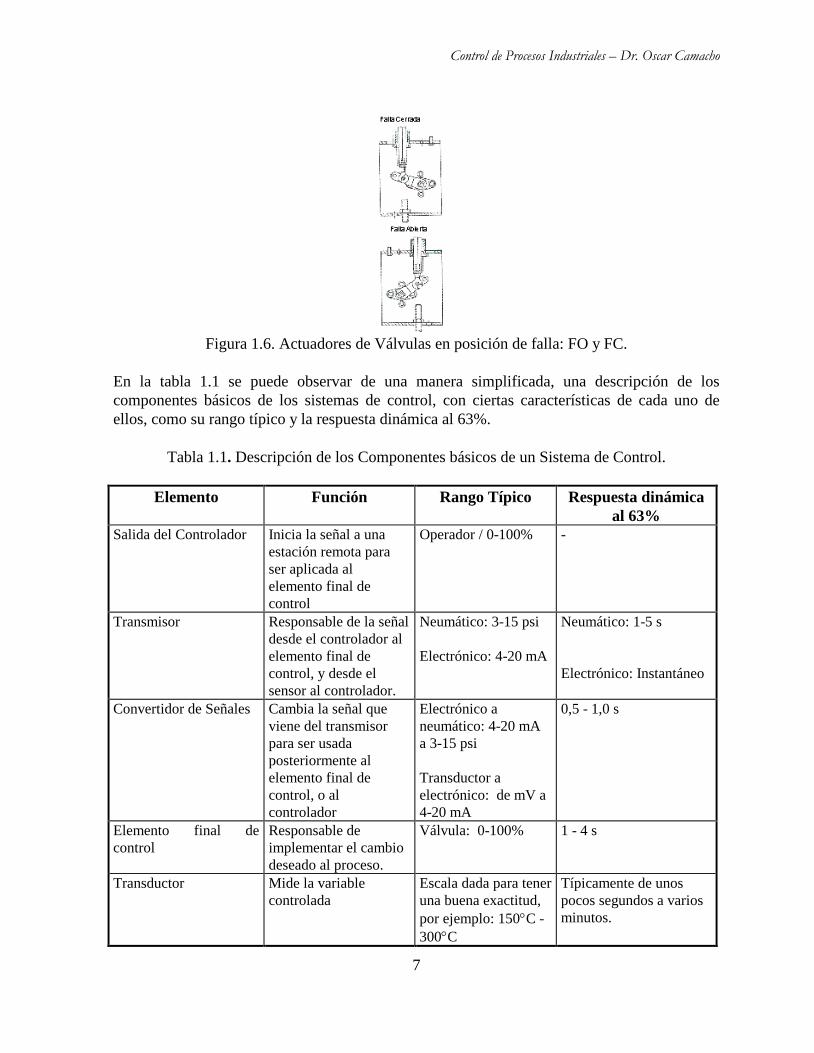
La válvula debe tener una “posición a falla”, en la que se coloca cuando ocurre una falla en el
suministro de la energía de accionamiento. Para determinar cual es su posición en el momento
de una falla, se debe tomar en cuenta el factor seguridad, es decir, cuando por razones de
seguridad se requiere que al ocurrir una falla la válvula se cierre, se dice que la válvula es
“Falla Cerrada” (FC – Fail Close) o también conocida como “Aire para Abrir” (AA) ; por el
contrario, cuando se necesita que la válvula se abra al ocurrir una falla se dice que es “Falla
Abierta” (FA o FO - Fail Open) o “Aire para Cerrar” (AC).
Para determinar la acción del controlador, se debe conocer: los requerimientos de control del
proceso y la acción de la válvula de control.
La acción de control está sujeta a la acción de la válvula, es decir, cuando la señal de error
aumenta (cuando por ejemplo aumenta la presión), el controlador aumentará la señal de
control si la válvula es FA o Aire para Cerrar (AC), o disminuirá si la válvula es FC o Aire
para Abrir (AO).
Control de Procesos Industriales – Dr. Oscar Camacho
7
Figura 1.6. Actuadores de Válvulas en posición de falla: FO y FC.
En la tabla 1.1 se puede observar de una manera simplificada, una descripción de los
componentes básicos de los sistemas de control, con ciertas características de cada uno de
ellos, como su rango típico y la respuesta dinámica al 63%.
Tabla 1.1. Descripción de los Componentes básicos de un Sistema de Control.
Elemento Función Rango Típico Respuesta dinámica
al 63%
Salida del Controlador Inicia la señal a una
estación remota para
ser aplicada al
elemento final de
control
Operador / 0-100% -
Transmisor Responsable de la señal
desde el controlador al
elemento final de
control, y desde el
sensor al controlador.
Neumático: 3-15 psi
Electrónico: 4-20 mA
Neumático: 1-5 s
Electrónico: Instantáneo
Convertidor de Señales Cambia la señal que
viene del transmisor
para ser usada
posteriormente al
elemento final de
control, o al
controlador
Electrónico a
neumático: 4-20 mA
a 3-15 psi
Transductor a
electrónico: de mV a
4-20 mA
0,5 - 1,0 s
Elemento final de
control
Responsable de
implementar el cambio
deseado al proceso.
Válvula: 0-100% 1 - 4 s
Transductor Mide la variable
controlada
Escala dada para tener
una buena exactitud,
por ejemplo: 150C -
300C
Típicamente de unos
pocos segundos a varios
minutos.
Control de Procesos Industriales – Dr. Oscar Camacho
8
1.4. SELECCIÓN Y DISEÑO DE LOS ESQUEMAS DE CONTROL.
Las operaciones básicas que están presentes en todo sistema de control, asociadas a los
elementos básicos anteriormente descritos, son las siguientes:
Medición (M): la medición de la variable que se controla se realiza por medio del
transductor y el transmisor.
Decisión (D): basado en la medición realizada, el controlador decide qué hacer para
mantener la variable en el valor que se desea.
Acción (A): como resultado de la decisión que toma el controlador, se debe efectuar una
acción en el sistema, generalmente esta acción es realizada por el elemento final de control
(válvula u otro elemento final de control).
Para seleccionar y diseñar esquemas de control se deben seguir tres pasos esenciales:
1.4.1. Conocer bien el proceso, variables de entrada/salida (manipuladas, controladas, no-
controladas y perturbaciones), dinámica, régimen estacionario, etc.
1.4.2. Modelar o identificar adecuadamente el proceso.
1.4.3. La mejor estrategia de control es la más sencilla de implementar, con la que se pueda
controlar el proceso.
En el desarrollo de los sistemas de control de proceso, se debe hacer especial hincapié en la
definición del resultado final deseado y en la determinación de cuando se ha logrado tal
resultado. El diseño del sistema de control para cualquier unidad debe encaminarse al empleo
de índices de funcionamiento como punto de referencia.
1.5. PARÁMETROS CARACTERÍSTICOS DE UN PROCESO:
1.5.1. Ganancia del Proceso.
La ganancia se define como la tasa de cambio en la salida o variable de respuesta controlada,
para un cambio en la entrada o función forzada. Matemáticamente, esta ganancia se expresa de
la siguiente manera:
K = Q
I
Salida
Entrada
Variable de Respuesta
Función Forzada
(1.1)
Según este concepto, la ganancia explica qué tanto varía salida por unidad de cambio en la
entrada; en otras palabras, qué tan sensible es la salida con un cambio en la entrada. Para el
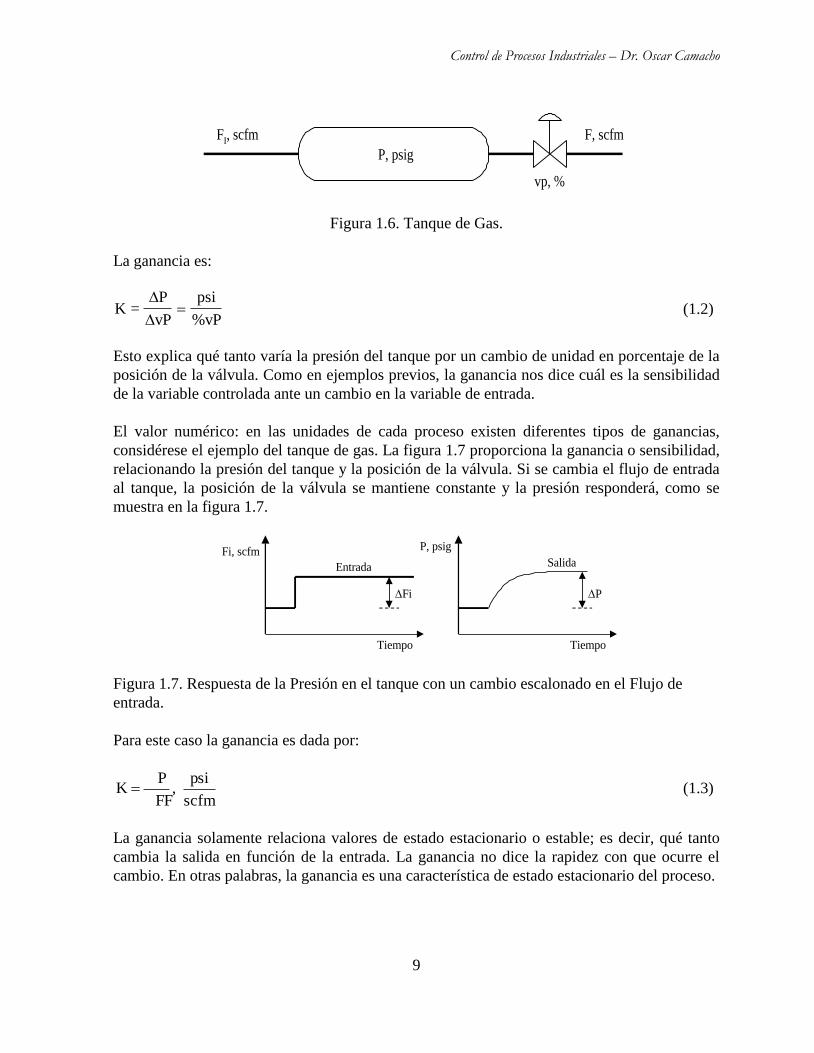
tanque de gas en la figura 1.6.
Control de Procesos Industriales – Dr. Oscar Camacho
9
FI, scfm F, scfm
vp, %
P, psig
Figura 1.6. Tanque de Gas.
La ganancia es:
K =P
vP
psi
%vP
(1.2)
Esto explica qué tanto varía la presión del tanque por un cambio de unidad en porcentaje de la
posición de la válvula. Como en ejemplos previos, la ganancia nos dice cuál es la sensibilidad
de la variable controlada ante un cambio en la variable de entrada.
El valor numérico: en las unidades de cada proceso existen diferentes tipos de ganancias,
considérese el ejemplo del tanque de gas. La figura 1.7 proporciona la ganancia o sensibilidad,
relacionando la presión del tanque y la posición de la válvula. Si se cambia el flujo de entrada
al tanque, la posición de la válvula se mantiene constante y la presión responderá, como se
muestra en la figura 1.7.
Fi, scfm
Tiempo
Fi
Entrada
P, psig
Tiempo
P
Salida
Figura 1.7. Respuesta de la Presión en el tanque con un cambio escalonado en el Flujo de
entrada.
Para este caso la ganancia es dada por:
scfm
psi ,
FF
PK (1.3)
La ganancia solamente relaciona valores de estado estacionario o estable; es decir, qué tanto
cambia la salida en función de la entrada. La ganancia no dice la rapidez con que ocurre el
cambio. En otras palabras, la ganancia es una característica de estado estacionario del proceso.
Control de Procesos Industriales – Dr. Oscar Camacho
10
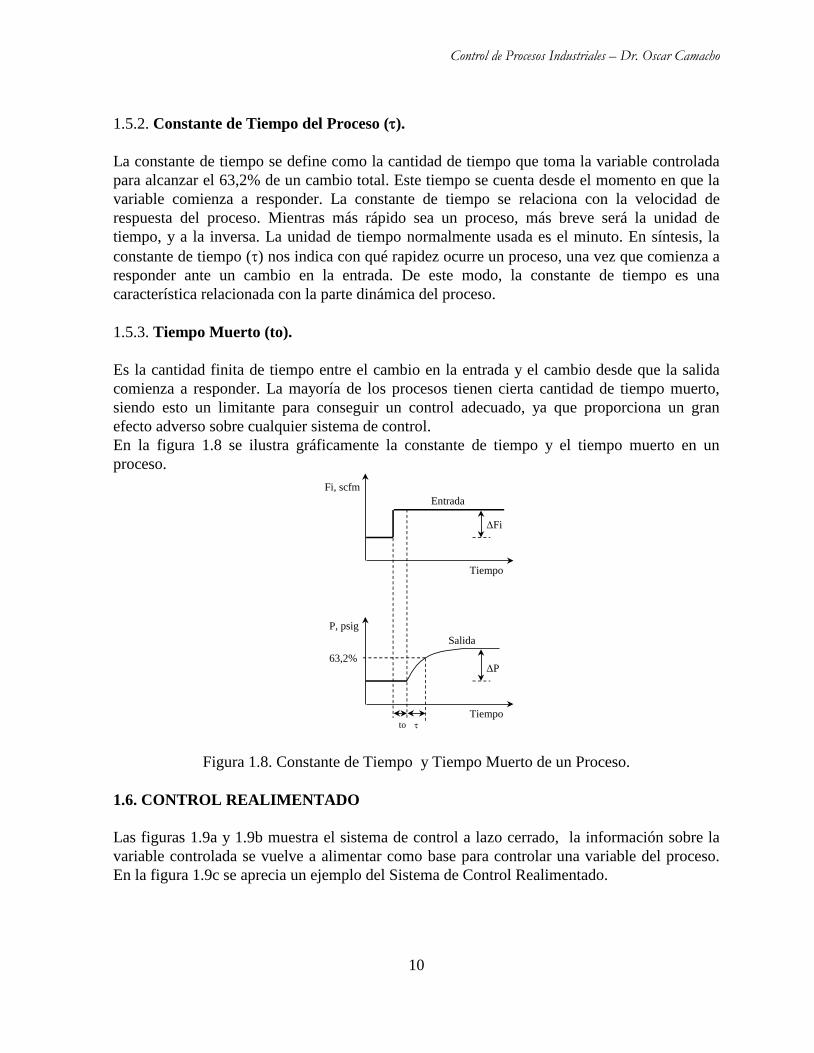
1.5.2. Constante de Tiempo del Proceso ().
La constante de tiempo se define como la cantidad de tiempo que toma la variable controlada
para alcanzar el 63,2% de un cambio total. Este tiempo se cuenta desde el momento en que la
variable comienza a responder. La constante de tiempo se relaciona con la velocidad de
respuesta del proceso. Mientras más rápido sea un proceso, más breve será la unidad de
tiempo, y a la inversa. La unidad de tiempo normalmente usada es el minuto. En síntesis, la
constante de tiempo () nos indica con qué rapidez ocurre un proceso, una vez que comienza a
responder ante un cambio en la entrada. De este modo, la constante de tiempo es una
característica relacionada con la parte dinámica del proceso.
1.5.3. Tiempo Muerto (to).
Es la cantidad finita de tiempo entre el cambio en la entrada y el cambio desde que la salida
comienza a responder. La mayoría de los procesos tienen cierta cantidad de tiempo muerto,
siendo esto un limitante para conseguir un control adecuado, ya que proporciona un gran
efecto adverso sobre cualquier sistema de control.
En la figura 1.8 se ilustra gráficamente la constante de tiempo y el tiempo muerto en un
proceso.
Fi, scfm
Tiempo
Fi
Entrada
P, psig
Tiempo
P
Salida
to
63,2%
Figura 1.8. Constante de Tiempo y Tiempo Muerto de un Proceso.
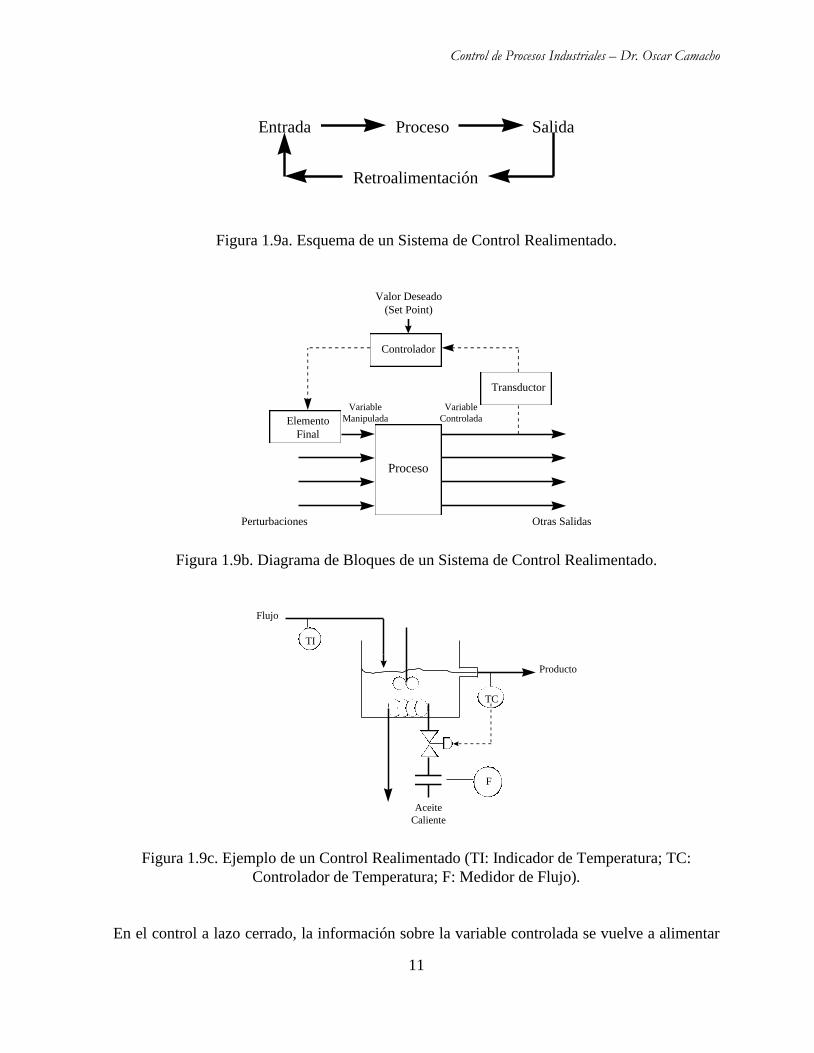
1.6. CONTROL REALIMENTADO
Las figuras 1.9a y 1.9b muestra el sistema de control a lazo cerrado, la información sobre la
variable controlada se vuelve a alimentar como base para controlar una variable del proceso.
En la figura 1.9c se aprecia un ejemplo del Sistema de Control Realimentado.
Control de Procesos Industriales – Dr. Oscar Camacho
11
Entrada Proceso Salida
Retroalimentación
Figura 1.9a. Esquema de un Sistema de Control Realimentado.
Controlador
Transductor
Proceso
Elemento
Final
Perturbaciones Otras Salidas
Variable
Controlada
Variable
Manipulada
Valor Deseado
(Set Point)
Figura 1.9b. Diagrama de Bloques de un Sistema de Control Realimentado.
TI
TC
Aceite
Caliente
F
Flujo
Producto
Figura 1.9c. Ejemplo de un Control Realimentado (TI: Indicador de Temperatura; TC:
Controlador de Temperatura; F: Medidor de Flujo).
En el control a lazo cerrado, la información sobre la variable controlada se vuelve a alimentar
Control de Procesos Industriales – Dr. Oscar Camacho
12
como base para manipular una variable del proceso.
Los controladores por retroalimentación son aquellos que toman decisiones para mantener el
punto de operación, mediante el cálculo de la salida con base a la diferencia entre la variable
que se controla y el punto de control o “Set Point”, como se aprecia en la figura 1.9b.
La principal desventaja de los sistemas de control por retroalimentación es que, para
compensar la entrada de perturbaciones, la variable controlada se debe desviar del punto de
control, se actúa sobre un error entre el punto de operación y la variable controlada, lo cual
significa que, una vez que una perturbación entra al proceso y afecta la calidad del producto, se
debe esperar que el sistema opere con esa señal para luego ejercer una acción correctiva.
La ventaja del control por retroalimentación consiste en que es una técnica muy simple, que
compensa todas las perturbaciones. Cualquier perturbación puede afectar a la variable
controlada, cuando esta se desvía del punto de control, el controlador cambia su salida para
que la variable regrese al punto de control.
Los controladores por retroalimentación más utilizados son: controlador Proporcional (P),
controlador Proporcional – Integral (PI) y el controlador Proporcional – Integral – Derivativo
(PID).
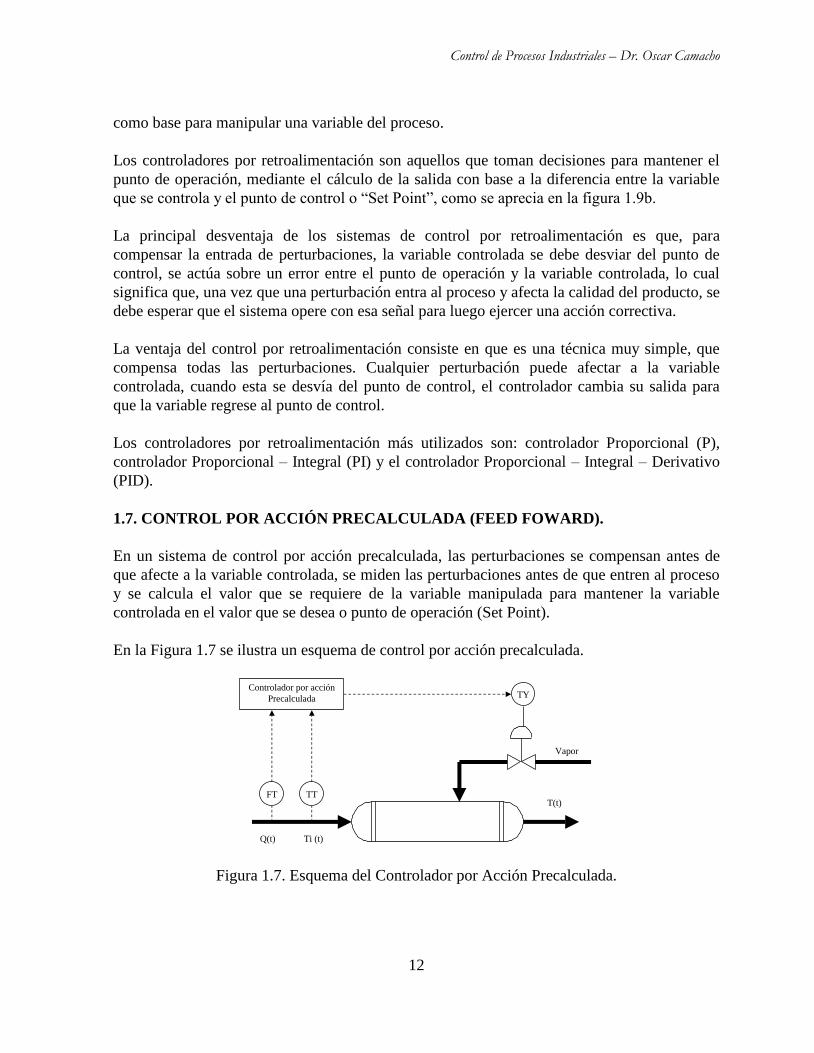
1.7. CONTROL POR ACCIÓN PRECALCULADA (FEED FOWARD).
En un sistema de control por acción precalculada, las perturbaciones se compensan antes de
que afecte a la variable controlada, se miden las perturbaciones antes de que entren al proceso
y se calcula el valor que se requiere de la variable manipulada para mantener la variable
controlada en el valor que se desea o punto de operación (Set Point).
En la Figura 1.7 se ilustra un esquema de control por acción precalculada.
FT TT
Controlador por acción
Precalculada TY
Vapor
Ti (t)Q(t)
T(t)
Figura 1.7. Esquema del Controlador por Acción Precalculada.
Control de Procesos Industriales – Dr. Oscar Camacho
13
1.8. CONTROL ROBUSTO.
La robustez de un controlador viene medida por la capacidad de respuesta ante los cambios de
los parámetros nominales del proceso, sin modificar los parametros de sintonizacion del
proceso, tales cambios afectan el proceso. Se dice que un controlador es muy robusto cuando
esos cambios no afectan en gran medida las variables controladas, y se mantiene un nivel de
control adecuado del proceso.
1.9. LINEALIZACIÓN Y VARIABLES DE DESVIACIÓN.
Las respuestas dinámicas obtenidas en la mayoría de los procesos industriales presentan el
inconveniente de no ser lineales, por tal motivo no se pueden representar mediante ecuaciones
lineales. Desafortunadamente, con la transformada de Laplace solo podemos analizar sistemas
lineales, otro problema que se presenta es que no existe una técnica sencilla y universal para
analizar un sistema no lineal con el que se pueda generalizar para una amplia variedad de
sistemas físicos.
Para que una ecuación sea lineal, ninguno de sus términos debe contener más de una variable o
derivada y esa variable debe estar a la primera potencia.
Las ecuaciones no lineales se pueden aproximar a ecuaciones lineales por medio de la técnica
de linealización, las cuales se pueden analizar mediante transformadas de Laplace (que se
estudiara mas adelante), la suposición básica es que la respuesta de la aproximación lineal
representa la respuesta del proceso en la región cercana al punto de operación alrededor del
cual se realiza la linealización.
Para facilitar el manejo de las ecuaciones linealizadas se utilizan las variables de desviación o
perturbación.
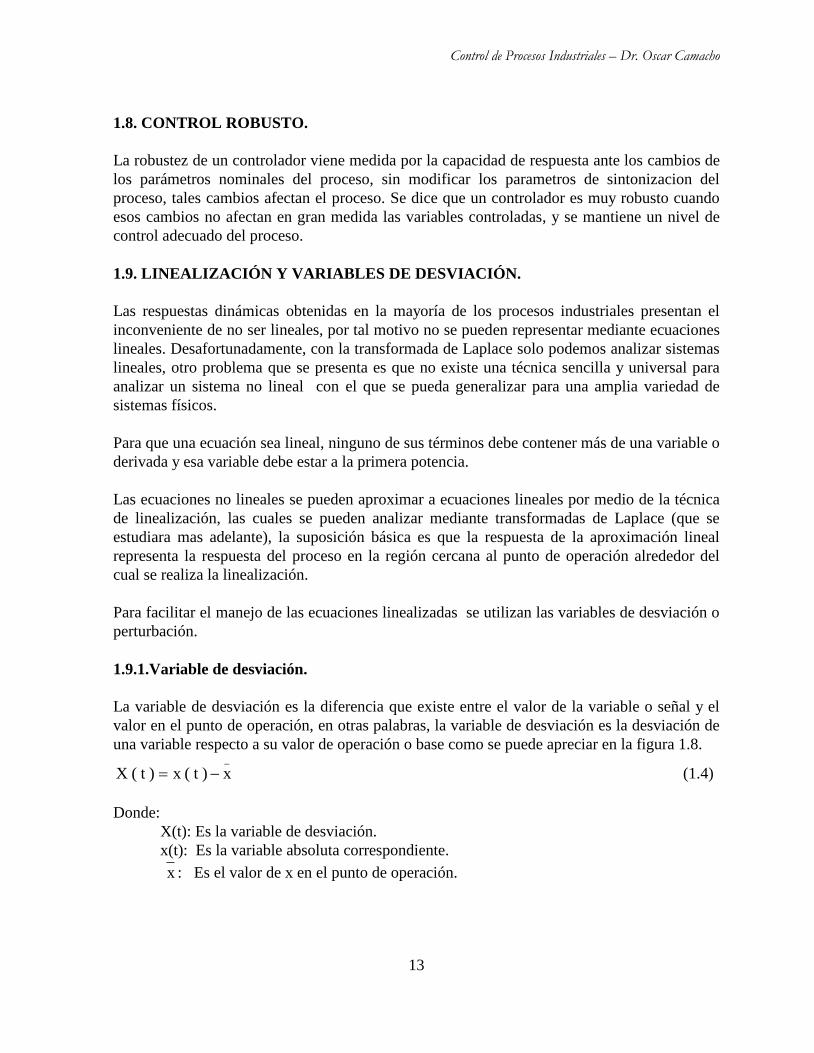
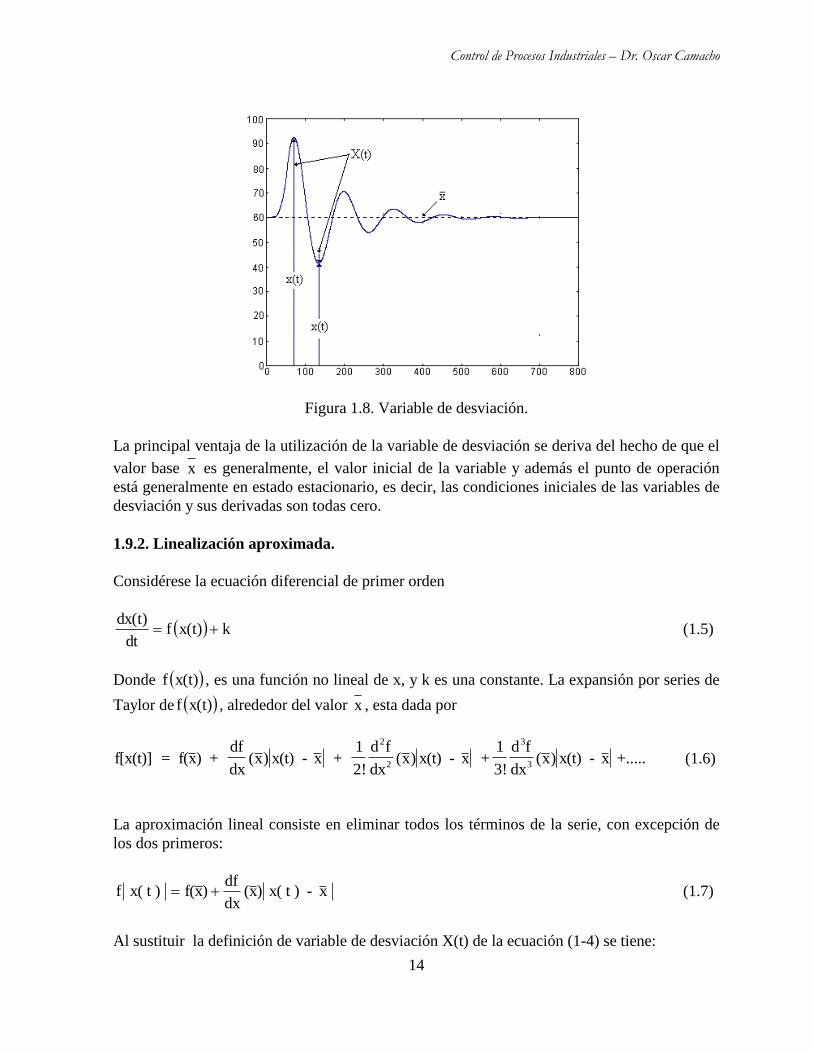
1.9.1.Variable de desviación.
La variable de desviación es la diferencia que existe entre el valor de la variable o señal y el
valor en el punto de operación, en otras palabras, la variable de desviación es la desviación de
una variable respecto a su valor de operación o base como se puede apreciar en la figura 1.8.
X ( t ) x ( t ) x_
(1.4)
Donde:
X(t): Es la variable de desviación.
x(t): Es la variable absoluta correspondiente.
x : Es el valor de x en el punto de operación.
Control de Procesos Industriales – Dr. Oscar Camacho
14
Figura 1.8. Variable de desviación.
La principal ventaja de la utilización de la variable de desviación se deriva del hecho de que el
valor base x es generalmente, el valor inicial de la variable y además el punto de operación
está generalmente en estado estacionario, es decir, las condiciones iniciales de las variables de
desviación y sus derivadas son todas cero.
1.9.2. Linealización aproximada.
Considérese la ecuación diferencial de primer orden
kx(t)fdt
dx(t) (1.5)
Donde x(t)f , es una función no lineal de x, y k es una constante. La expansión por series de
Taylor de x(t)f , alrededor del valor x , esta dada por
f[x(t)] = f(x) + df
dxx x(t) - x +
1
2!
d f
dxx x(t) - x +
1
3!
d f
dxx x(t) - x +.....
2
2
3
3( ) ( ) ( ) (1.6)
La aproximación lineal consiste en eliminar todos los términos de la serie, con excepción de
los dos primeros:
f x( t ) f(x)df
dx(x) x( t ) - x (1.7)
Al sustituir la definición de variable de desviación X(t) de la ecuación (1-4) se tiene:
Control de Procesos Industriales – Dr. Oscar Camacho
15
x - x(t) dx
df x f x(t) f (1.8)
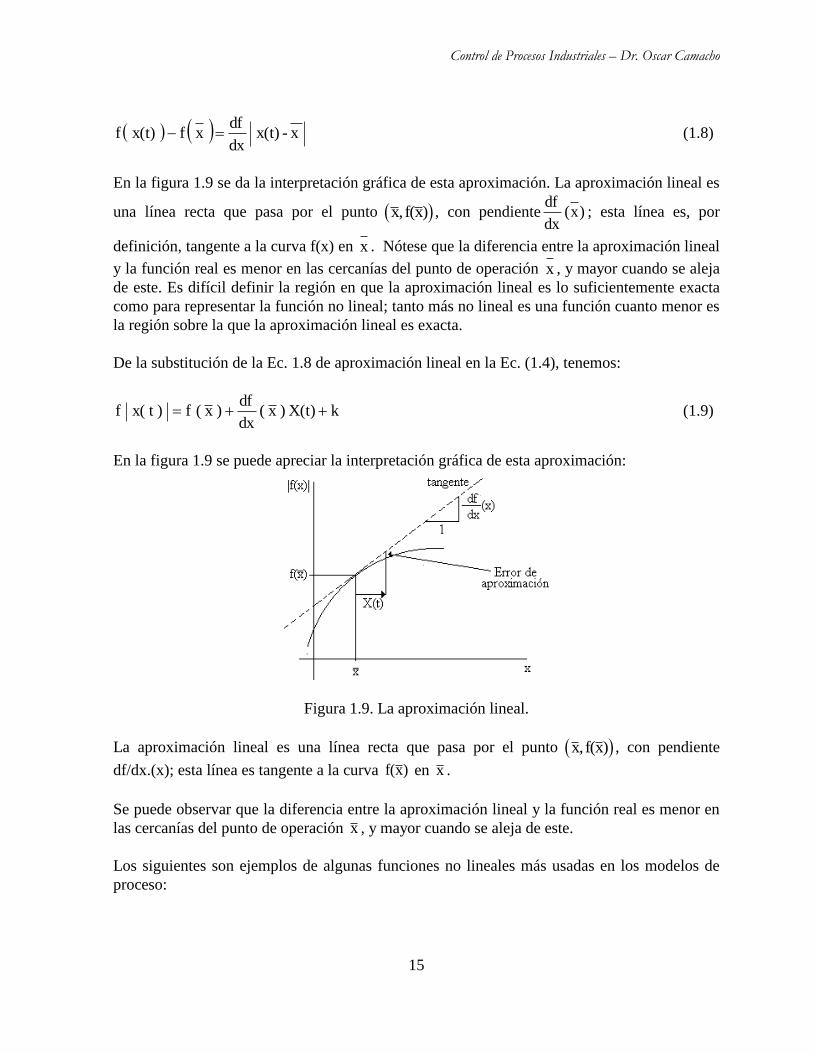
En la figura 1.9 se da la interpretación gráfica de esta aproximación. La aproximación lineal es
una línea recta que pasa por el punto x, f(x) , con pendiente )x(dx
df; esta línea es, por
definición, tangente a la curva f(x) en x . Nótese que la diferencia entre la aproximación lineal
y la función real es menor en las cercanías del punto de operación x , y mayor cuando se aleja
de este. Es difícil definir la región en que la aproximación lineal es lo suficientemente exacta
como para representar la función no lineal; tanto más no lineal es una función cuanto menor es
la región sobre la que la aproximación lineal es exacta.
De la substitución de la Ec. 1.8 de aproximación lineal en la Ec. (1.4), tenemos:
k X(t) ) x ( dx
df) x ( f ) t x( f (1.9)
En la figura 1.9 se puede apreciar la interpretación gráfica de esta aproximación:
Figura 1.9. La aproximación lineal.
La aproximación lineal es una línea recta que pasa por el punto x, f(x) , con pendiente
df/dx.(x); esta línea es tangente a la curva f(x) en x .
Se puede observar que la diferencia entre la aproximación lineal y la función real es menor en
las cercanías del punto de operación x , y mayor cuando se aleja de este.
Los siguientes son ejemplos de algunas funciones no lineales más usadas en los modelos de
proceso:

Control de Procesos Industriales – Dr. Oscar Camacho
16
1.- Dependencia de Arrhenius de la tasa de reacción de la temperatura.
) E/RT(
0 .ek) T (k (1.10)
Donde k0, E y R son constantes.
2.- Presión de vapor de una sustancia pura (ecuación de Antoine).
] ) CT (B/ A [o e) T (p (1.11)
Donde A, B y C son constantes.
3.- Equilibrio vapor - liquido por volatilidad relativa.
x 1) (1
x.)x y(
(1.12)
Donde es una constante.
4.- Caída de presión a través de accesorios y tuberías.
2k F) F P( (1.13)
Donde k es una constante
5.- Razón de transferencia de calor por radiación 4T A ) T q( (1.14)
Donde , y A son constantes.
6.-Entalpia como función de la temperatura.
H(T)=H0 + AT + BT2 + CT3 + DT4 (1.15)
Donde H0, A, B, C y D son constantes.
1.9.2.1. Linealización de Funciones con dos o más variables.
Considérese la función no lineal de dos variables f[x(t), y(t)]; la expansión por series de Taylor
alrededor de un punto )y ,x( , está dada por:
... y - y(t) )y ,x(dy
fd
3!
1 x - x(t) )y ,x(
dx
fd
3!
1
y - y(t) )y ,x(dy
fd
2!
1 x - x(t) )y ,x(
dx
fd
2!
1
y - y(t) )y ,x(dy
df x - x(t) )y ,x(
dx
df )y ,x( f = y(t)][x(t), f
3
3
33
3
3
2
2
22
2
2
(1.16)

Control de Procesos Industriales – Dr. Oscar Camacho
17
La aproximación lineal consiste en eliminar los términos de segundo orden o superior, para
obtener:
y - y(t) )y ,x(dy
df x - x(t) )y ,x(
dx
df )y ,x( f = y(t)][x(t), f (1.17)
El error de esta aproximación lineal es pequeño para x e y, en la vecindad de y e x .
En general, una función con n variables x1, x2, . . ., xn, se linealiza mediante la fórmula:
x - x xd
df )x ., . . . ,x ,x( f
x - x xd
df . . . x - x
xd
df x - x
xd
df )x ., . . . ,x ,x( f = ]x ., . . . ,x ,x[ f
n
1kkk
k
n21
nn
n
22
2
11
1
n21n21
(1.18)
Donde dx
df
k
, designa las derivadas parciales que se evalúan en )x ., . . . ,x ,x( n21 .
1.9.3. La Transformada de Laplace.
La transformada de Laplace consiste en un tipo de transformación lineal, reversible, mediante
la cual se transforma una función en el dominio tiempo (f(t)) en una función en el dominio “s”
(F(s)).
La ecuación que realiza la transformada de Laplace es la siguiente:
dtef(t) L(s)F(s)T
0
st (1.19)
Existen varías propiedades que cumple la transformada de Laplace, tales como:
Linealidad:
F(s)*k f(t) L*k f(t) *k L (1.20)
Teorema de la diferenciación real:
f(0) F(s)* s dt
df(t) L
(1.21)
Teorema de la integración real:
F(s)* s
1 dt f(t) L
t
0
(1.22)
Control de Procesos Industriales – Dr. Oscar Camacho
18
Teorema de la diferenciación compleja:
F(s)ds
d f(t) *t L (1.23)
Teorema de la translación real:
F(s)e to)f(t L sto (1.24)
Teorema de la traslación compleja:
a) F(s f(t) e L at (1.25)
Teorema del valor final:
F(s)s 0s
Lim f(t)
t
Lim
(1.26)
Teorema del valor inicial:
F(s)s s
Lim f(t)
0t
Lim
(1.27)
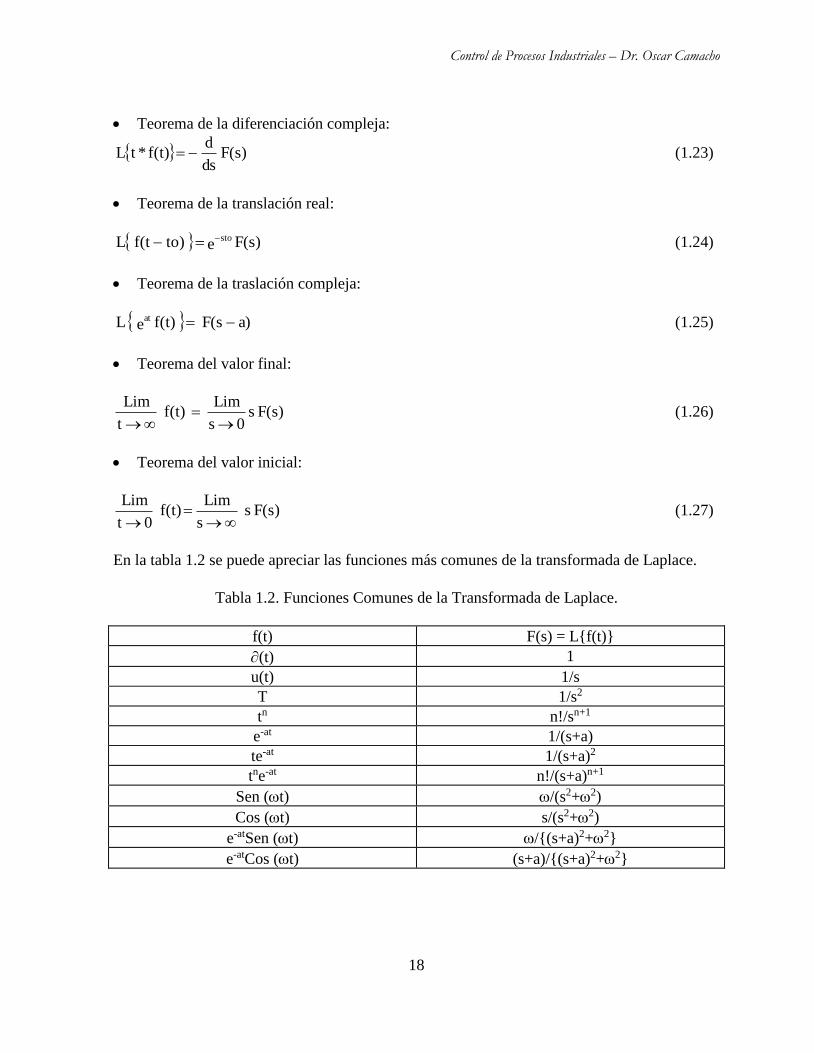
En la tabla 1.2 se puede apreciar las funciones más comunes de la transformada de Laplace.
Tabla 1.2. Funciones Comunes de la Transformada de Laplace.
f(t) F(s) = L{f(t)}
(t) 1
u(t) 1/s
T 1/s2
tn n!/sn+1
e-at 1/(s+a)
te-at 1/(s+a)2
tne-at n!/(s+a)n+1
Sen (t) /(s2+2)
Cos (t) s/(s2+2)
e-atSen (t) /{(s+a)2+2}
e-atCos (t) (s+a)/{(s+a)2+2}
Control de Procesos Industriales – Dr. Oscar Camacho
19
1.10. Tipos de Procesos:
Los procesos pueden clasificarse en dos tipos, entre los cuales se tienen:
Procesos Auto regulables.
Procesos no Auto regulables.
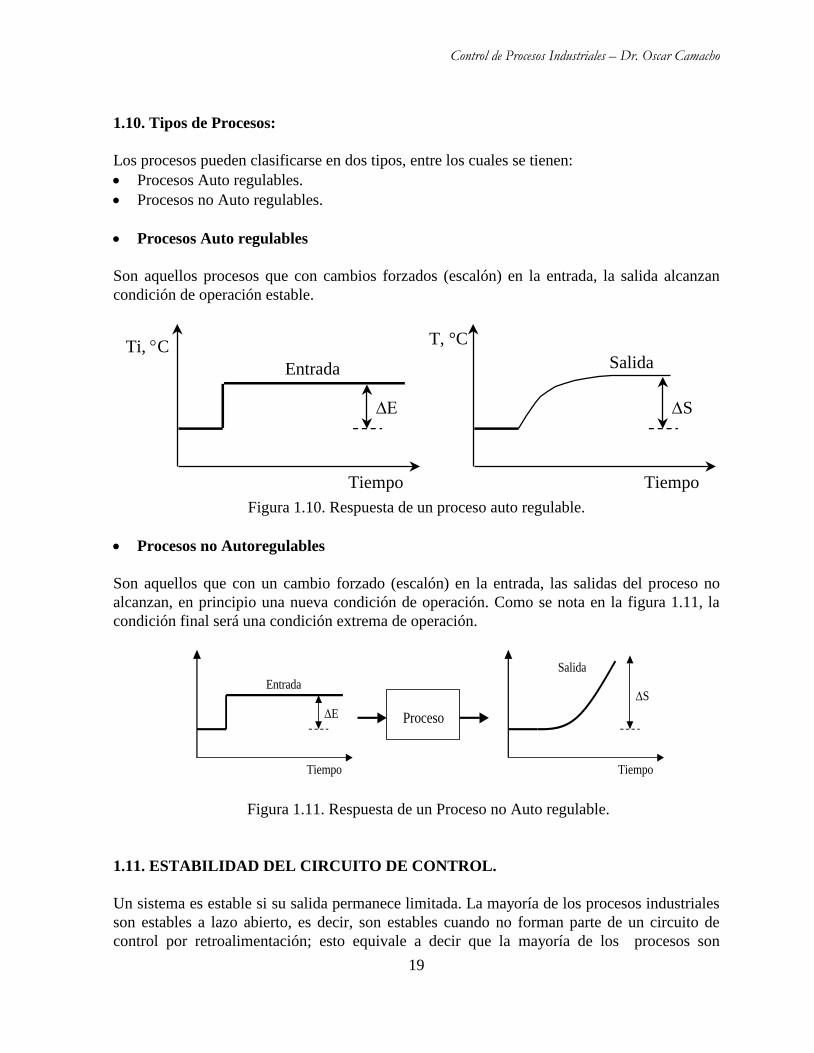
Procesos Auto regulables
Son aquellos procesos que con cambios forzados (escalón) en la entrada, la salida alcanzan
condición de operación estable.
Ti, C
Tiempo
Entrada
T, °C
Tiempo
S
Salida
Figura 1.10. Respuesta de un proceso auto regulable.
Procesos no Autoregulables
Son aquellos que con un cambio forzado (escalón) en la entrada, las salidas del proceso no
alcanzan, en principio una nueva condición de operación. Como se nota en la figura 1.11, la
condición final será una condición extrema de operación.
Tiempo
E
Entrada
Tiempo
S
Salida
Proceso
Figura 1.11. Respuesta de un Proceso no Auto regulable.
1.11. ESTABILIDAD DEL CIRCUITO DE CONTROL.
Un sistema es estable si su salida permanece limitada. La mayoría de los procesos industriales
son estables a lazo abierto, es decir, son estables cuando no forman parte de un circuito de
control por retroalimentación; esto equivale a decir que la mayoría de los procesos son
Control de Procesos Industriales – Dr. Oscar Camacho
20
autoregulables, o sea, la salida se mueve de un estado estable a otro, debido a los cambios en
las señales de entrada. Un ejemplo típico de proceso inestable a circuito abierto es el tanque
exotérmico de reacción con agitación, en el cual algunas veces existe un punto de operación
inestable en el que al incrementar la temperatura, se produce un incremento en la tasa de
reacción, con el consecuente incremento en la tasa de liberación de calor, lo cual, a su vez,
ocasiona un mayor incremento en la temperatura.
Aun para los procesos estables a circuito abierto, la estabilidad vuelve a ser considerable
cuando el proceso forma parte de un circuito de control por retroalimentación, debido a que las
variaciones en las señales se refuerzan unas a otras conforme viajan sobre el circuito, y
ocasionan que la salida - y otras señales en el circuito – se vuelvan ilimitadas.
Los circuitos de control por retroalimentación son esencialmente oscilatorios, es decir, de
ensayo y error. En algunas circunstancias, las oscilaciones se pueden incrementar en magnitud,
de lo cual resulta un proceso inestable. La ilustración más sencilla de un circuito de
retroalimentación inestable es el controlador cuya dirección de acción es opuesta a la que
debería ser, por tal motivo se debe tener cuidado en seleccionar si el controlador debe ser de
acción directa o de acción inversa. Sin embargo, aun con el controlador de acción adecuada, el
sistema se puede volver inestable, debido a los retardos en el circuito, lo cual ocurre
generalmente cuando se incrementa la ganancia del circuito. En consecuencia, la ganancia del
controlador a la que el circuito alcanza el umbral de inestabilidad es de gran importancia en el
diseño de un circuito de control con retroalimentación. Esta ganancia máxima se conoce como
ganancia última.
1.11.1. Criterio de estabilidad.
La respuesta de un circuito de control a una cierta entrada se puede representar mediante la
siguiente ecuación:
)aentrad de terminos(eb..............ebebc(t) tr
n
tr
2
tr
1n21 (1.28)
Respuesta sin forzamiento Respuesta forzada.
Donde:
c(t) es la salida del circuito o variable controlada.
r1, r2,................., rn son las raíces de la ecuación característica del circuito.
Si se supone que los términos de entrada permanecen limitados conforme se incrementa el
tiempo, la estabilidad del circuito requiere que también los términos de la respuesta sin
forzamiento permanezcan limitados conforme se incrementa el tiempo; esto depende
únicamente de las raíces de la ecuación característica, y se puede expresar como sigue:
Para raíces reales: Si r < 0, entonces ert 0 conforme t
Para raíces complejas: r = + iwert = ert(cos wt +i sen wt)
Si < o, entonces ert(cos wt +i sen wt) 0 conforme t
Control de Procesos Industriales – Dr. Oscar Camacho
21
En otras palabras, la parte real de las raíces complejas, así como las raíces reales, deben ser
negativas para que los términos correspondientes de la respuesta de la tiendan a cero. A este
resultado no le afectan las raíces repetidas, ya que únicamente se introduce un polinomio de
tiempo en la solución, que no suprime el efecto del término exponencial de decaimiento. Es de
notar que, si cualquier raíz de la ecuación característica es un número real positivo o un
número complejo con parte real positiva, en la respuesta [ecuación(1-28)] ese termino no
estará limitado y la respuesta completa será ilimitada, aun cuando los demás términos tiendan
a cero; esto lleva al siguiente enunciado del criterio de estabilidad para un circuito de control.
Para que el circuito de control con retroalimentación sea estable todas las raíces de su ecuación
característica deben ser números reales negativos o números complejos con partes reales
negativas.
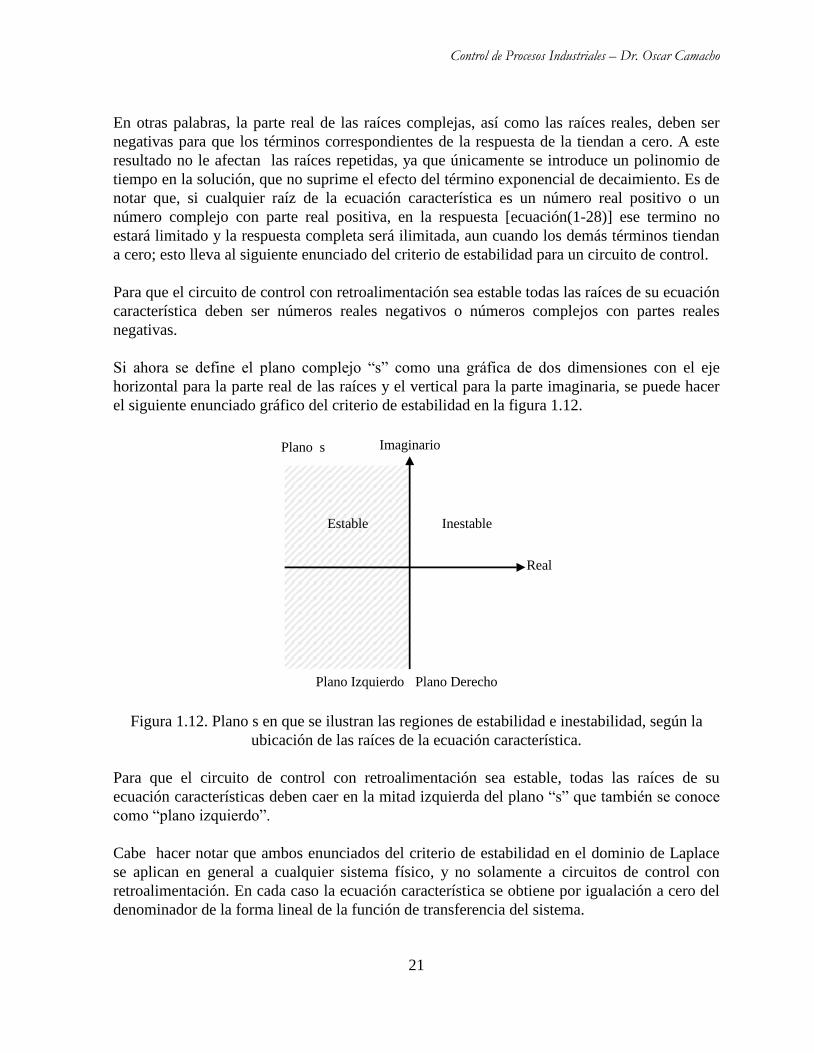
Si ahora se define el plano complejo “s” como una gráfica de dos dimensiones con el eje
horizontal para la parte real de las raíces y el vertical para la parte imaginaria, se puede hacer
el siguiente enunciado gráfico del criterio de estabilidad en la figura 1.12.
Real
Imaginario
Plano Izquierdo Plano Derecho
Estable Inestable
Plano s
Figura 1.12. Plano s en que se ilustran las regiones de estabilidad e inestabilidad, según la
ubicación de las raíces de la ecuación característica.
Para que el circuito de control con retroalimentación sea estable, todas las raíces de su
ecuación características deben caer en la mitad izquierda del plano “s” que también se conoce
como “plano izquierdo”.
Cabe hacer notar que ambos enunciados del criterio de estabilidad en el dominio de Laplace
se aplican en general a cualquier sistema físico, y no solamente a circuitos de control con
retroalimentación. En cada caso la ecuación característica se obtiene por igualación a cero del
denominador de la forma lineal de la función de transferencia del sistema.
Control de Procesos Industriales – Dr. Oscar Camacho
22
1.11.2. Prueba de Routh.
La prueba de Routh es un procedimiento para determinar el número de raíces de un polinomio
con parte real positiva sin necesidad de encontrar realmente las raíces por métodos iterativos.
Puesto que para que un sistema sea estable se requiere que ninguna de las raíces de su
ecuación característica tenga parte real positiva, la prueba de Routh es bastante útil para
determinar la estabilidad.
Con la disponibilidad que se tiene actualmente de programas de computadora para encontrar
las raíces de los polinomios, la prueba de Routh no sería útil si el problema fuera
exclusivamente encontrar si un lazo de realimentación es estable o no, una vez que se
especifican todos los parámetros del circuito; sin embargo, el problema más importante es
determinar los límites de un parámetro específico del circuito –generalmente la ganancia del
controlador- dentro de los cuales el circuito es estable, y la prueba de Routh es de lo más útil
para resolver dicho problema.
El procedimiento para efectuar la prueba de Routh se presenta en la ecuación (1-29); dado un
polinomio de grado n:
0 a sa . . . . sa sa 01
11-n
1-nn
n (1.29)
Donde an, an-1, . . . ., a1, a0 son los coeficientes del polinomio; se debe determinar cuántas
raíces tienen parte real positiva.
Para realizar la prueba, primero se debe preparar el siguiente arreglo:
Fila 1: an an-2 an-4 . . . a1 0
Fila 2: an-1 an-3 an-5 . . . a0 0
Fila 3: b1 b2 b3 . . . 0 0
Fila 4: c1 c2 c3 . . . 0 0
.
.
.
Fila n: d1 d2 0 . . . 0 0
Fila n+1: e1 0 0 . . . 0 0
En el cual los datos de la fila 3 a la n+1 se calculan mediante:
a
aa - aa b
1-n
3-nn2-n1-n1 ,
a
aa - aa b
1-n
-5nn4-n1-n2 , etc.
b
ba - ab c
1
21-n3-n11 ,
b
ba - ab c
1
31-n5-n11 , etc.
Y así sucesivamente, el proceso continúa hasta que todos los términos nuevos sean cero. Una
Control de Procesos Industriales – Dr. Oscar Camacho
23
vez que se completa el arreglo, se puede determinar el número de raíces con parte real positiva
del polinomio, mediante el conteo de la cantidad de cambios de signo en la columna extrema
izquierda del arreglo; en otras palabras, para que todas las raíces del polinomio estén en el
plano “s” izquierdo, todos los términos en la columna izquierda del arreglo deben tener el
mismo signo.
1.12. FUNCIONES DE TRANSFERENCIA DE LAZO ABIERTO Y DE LAZO
CERRADO.
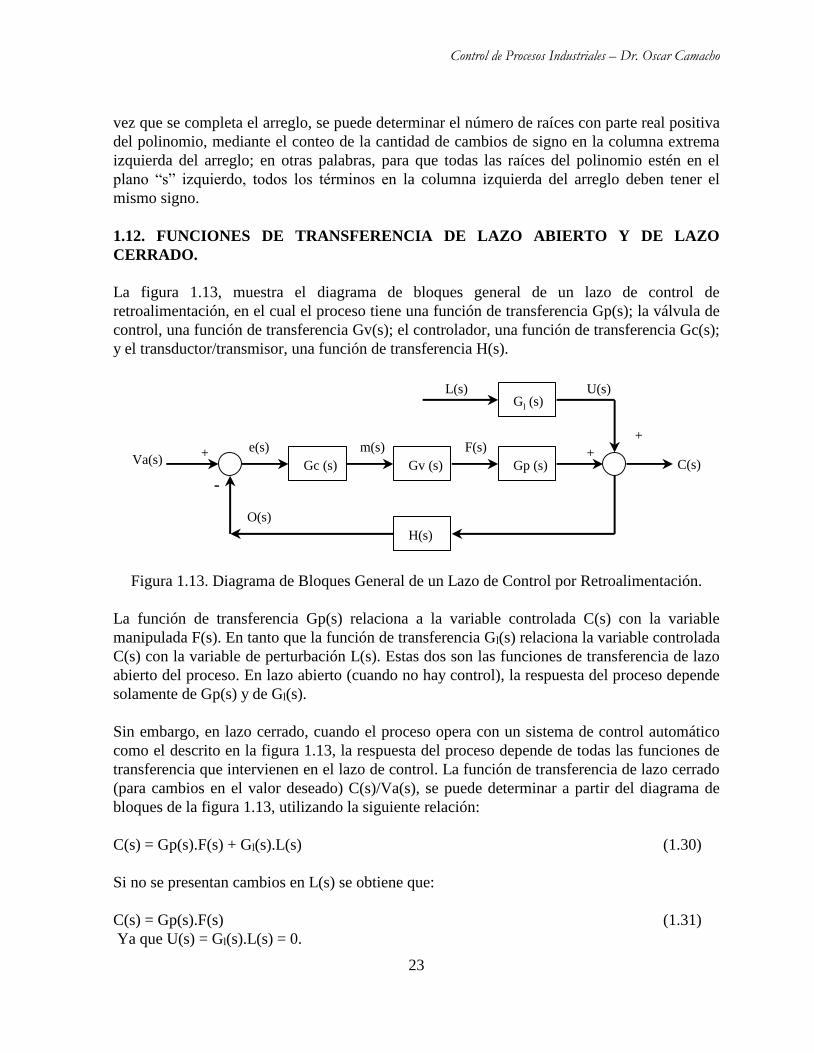
La figura 1.13, muestra el diagrama de bloques general de un lazo de control de
retroalimentación, en el cual el proceso tiene una función de transferencia Gp(s); la válvula de
control, una función de transferencia Gv(s); el controlador, una función de transferencia Gc(s);
y el transductor/transmisor, una función de transferencia H(s).
Gc (s) Gv (s) Gp (s)
H(s)
Gl (s)
Va(s)+
-
e(s) m(s) F(s) +
+
C(s)
L(s) U(s)
O(s)
Figura 1.13. Diagrama de Bloques General de un Lazo de Control por Retroalimentación.
La función de transferencia Gp(s) relaciona a la variable controlada C(s) con la variable
manipulada F(s). En tanto que la función de transferencia Gl(s) relaciona la variable controlada
C(s) con la variable de perturbación L(s). Estas dos son las funciones de transferencia de lazo
abierto del proceso. En lazo abierto (cuando no hay control), la respuesta del proceso depende
solamente de Gp(s) y de Gl(s).
Sin embargo, en lazo cerrado, cuando el proceso opera con un sistema de control automático
como el descrito en la figura 1.13, la respuesta del proceso depende de todas las funciones de
transferencia que intervienen en el lazo de control. La función de transferencia de lazo cerrado
(para cambios en el valor deseado) C(s)/Va(s), se puede determinar a partir del diagrama de
bloques de la figura 1.13, utilizando la siguiente relación:
C(s) = Gp(s).F(s) + Gl(s).L(s) (1.30)
Si no se presentan cambios en L(s) se obtiene que:
C(s) = Gp(s).F(s) (1.31)
Ya que U(s) = Gl(s).L(s) = 0.
Control de Procesos Industriales – Dr. Oscar Camacho
24
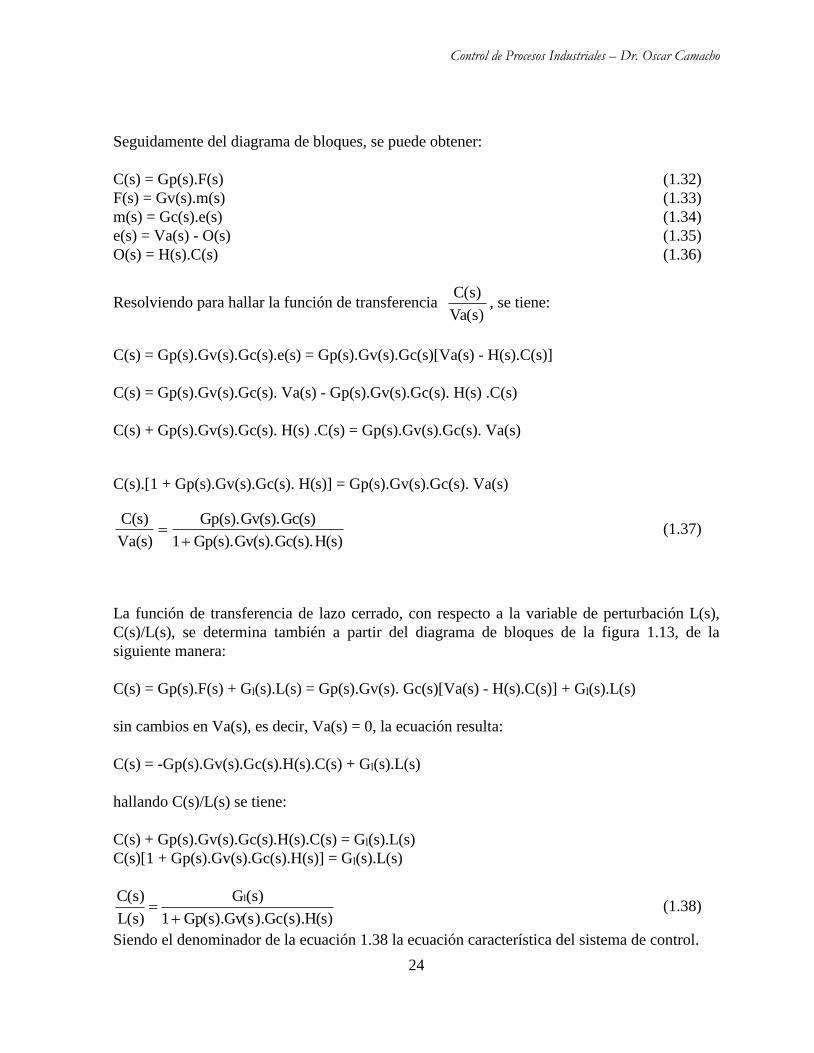
Seguidamente del diagrama de bloques, se puede obtener:
C(s) = Gp(s).F(s) (1.32)
F(s) = Gv(s).m(s) (1.33)
m(s) = Gc(s).e(s) (1.34)
e(s) = Va(s) - O(s) (1.35)
O(s) = H(s).C(s) (1.36)
Resolviendo para hallar la función de transferencia Va(s)
C(s), se tiene:
C(s) = Gp(s).Gv(s).Gc(s).e(s) = Gp(s).Gv(s).Gc(s)[Va(s) - H(s).C(s)]
C(s) = Gp(s).Gv(s).Gc(s). Va(s) - Gp(s).Gv(s).Gc(s). H(s) .C(s)
C(s) + Gp(s).Gv(s).Gc(s). H(s) .C(s) = Gp(s).Gv(s).Gc(s). Va(s)
C(s).[1 + Gp(s).Gv(s).Gc(s). H(s)] = Gp(s).Gv(s).Gc(s). Va(s)
C(s)
Va(s)
Gp(s).Gv(s).Gc(s)
1 Gp(s).Gv(s).Gc(s).H(s)
(1.37)
La función de transferencia de lazo cerrado, con respecto a la variable de perturbación L(s),
C(s)/L(s), se determina también a partir del diagrama de bloques de la figura 1.13, de la
siguiente manera:
C(s) = Gp(s).F(s) + Gl(s).L(s) = Gp(s).Gv(s). Gc(s)[Va(s) - H(s).C(s)] + Gl(s).L(s)
sin cambios en Va(s), es decir, Va(s) = 0, la ecuación resulta:
C(s) = -Gp(s).Gv(s).Gc(s).H(s).C(s) + Gl(s).L(s)
hallando C(s)/L(s) se tiene:
C(s) + Gp(s).Gv(s).Gc(s).H(s).C(s) = Gl(s).L(s)
C(s)[1 + Gp(s).Gv(s).Gc(s).H(s)] = Gl(s).L(s)
s)).Gc(s).H(Gp(s).Gv(s1
(s)G
L(s)
C(s) l
(1.38)
Siendo el denominador de la ecuación 1.38 la ecuación característica del sistema de control.
Control de Procesos Industriales – Dr. Oscar Camacho
19
Capitulo 2
Controladores PID
2.1. Introducción.
El control automático de un proceso requiere de un sistema que ajuste automáticamente
una(s) variable(s) del proceso para mantener otra (s) dentro de límites establecidos. Una de
las formas más comunes de controlar un proceso es utilizar un sistema de control por
retroalimentación, o de lazo cerrado. En este se mide, la variable que se quiere controlar;
esta medición va retroalimentada al controlador para compararla con el valor deseado, y
determinar la corrección necesaria, en caso de que exista alguna diferencia entre su valor
actual y el valor deseado. El comportamiento del sistema de control es evaluado con base
en la característica de la respuesta en el tiempo de la variable controlada. Este
comportamiento depende del tipo de proceso, del tipo de controlador y de la forma en que
es ajustado para producir una determinada señal de control.
La relación que existe entre la señal de salida de un controlador y el error en la variable
controlada (diferencia entre el valor deseado y el valor instantáneo de la variable
controlada) se denomina “Acción de Control”. Por lo tanto, un controlador tendrá una
acción de control dada por esta relación. Comercialmente existen controladores que pueden
tener una de las siguientes acciones:
Tabla 2.1. Acciones de los Controladores Comerciales.
Acción de Control
Proporcional (P)
Proporcional más Integral (PI)
Proporcional más Derivativo (PD)
Proporcional más Integral más Derivativo (PID)
Dos Posiciones (ON – OFF)
Estas acciones son las que normalmente encontramos en un controlador, sin embargo, el
empleo de controladores programables y dispositivos de control computarizados permiten
la programación de acciones de control diferentes a las mencionada anteriormente.
Control de Procesos Industriales – Dr. Oscar Camacho
20
2.2.- Modo de Control Proporcional
Gc (s) Gv (s) Gp (s)
H(s)
Gl (s)
Va(s)+
-
e(s) m(s) F(s) +
+
C(s)
L(s) U(s)
O(s)
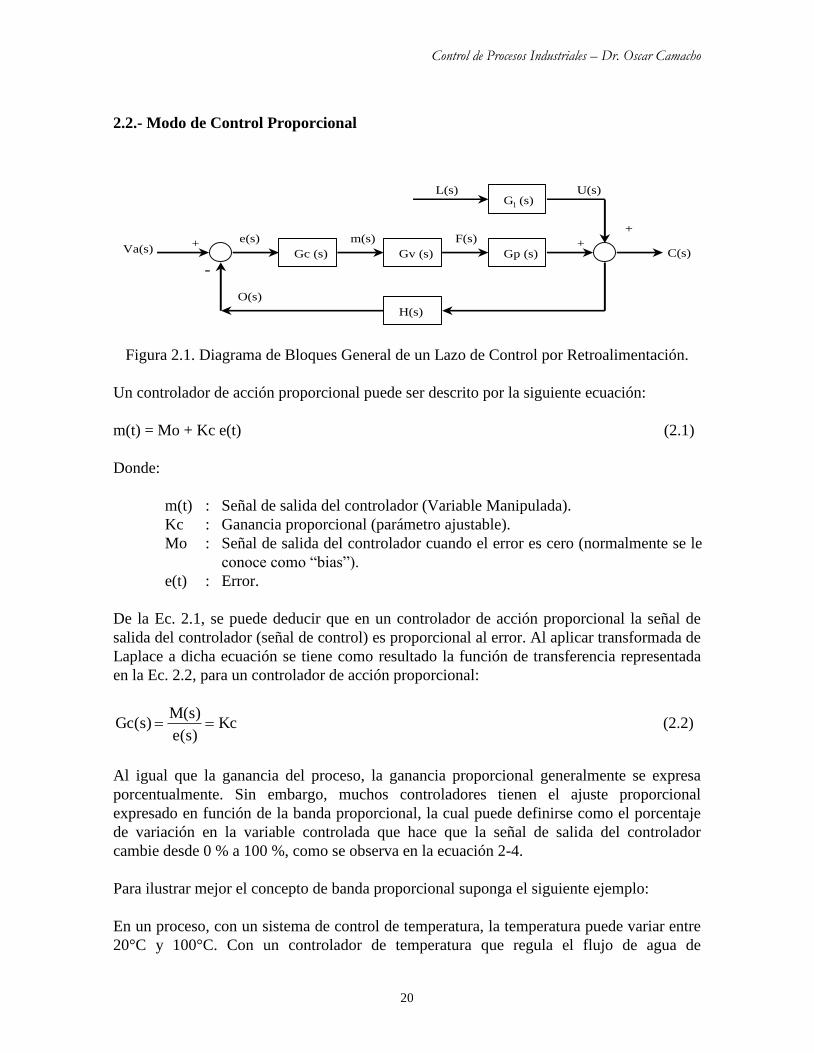
Figura 2.1. Diagrama de Bloques General de un Lazo de Control por Retroalimentación.
Un controlador de acción proporcional puede ser descrito por la siguiente ecuación:
m(t) = Mo + Kc e(t) (2.1)
Donde:
m(t) : Señal de salida del controlador (Variable Manipulada).
Kc : Ganancia proporcional (parámetro ajustable).
Mo : Señal de salida del controlador cuando el error es cero (normalmente se le
conoce como “bias”).
e(t) : Error.
De la Ec. 2.1, se puede deducir que en un controlador de acción proporcional la señal de
salida del controlador (señal de control) es proporcional al error. Al aplicar transformada de
Laplace a dicha ecuación se tiene como resultado la función de transferencia representada
en la Ec. 2.2, para un controlador de acción proporcional:
Kce(s)
M(s)Gc(s) (2.2)
Al igual que la ganancia del proceso, la ganancia proporcional generalmente se expresa
porcentualmente. Sin embargo, muchos controladores tienen el ajuste proporcional
expresado en función de la banda proporcional, la cual puede definirse como el porcentaje
de variación en la variable controlada que hace que la señal de salida del controlador
cambie desde 0 % a 100 %, como se observa en la ecuación 2-4.
Para ilustrar mejor el concepto de banda proporcional suponga el siguiente ejemplo:
En un proceso, con un sistema de control de temperatura, la temperatura puede variar entre
20°C y 100°C. Con un controlador de temperatura que regula el flujo de agua de
Control de Procesos Industriales – Dr. Oscar Camacho
21
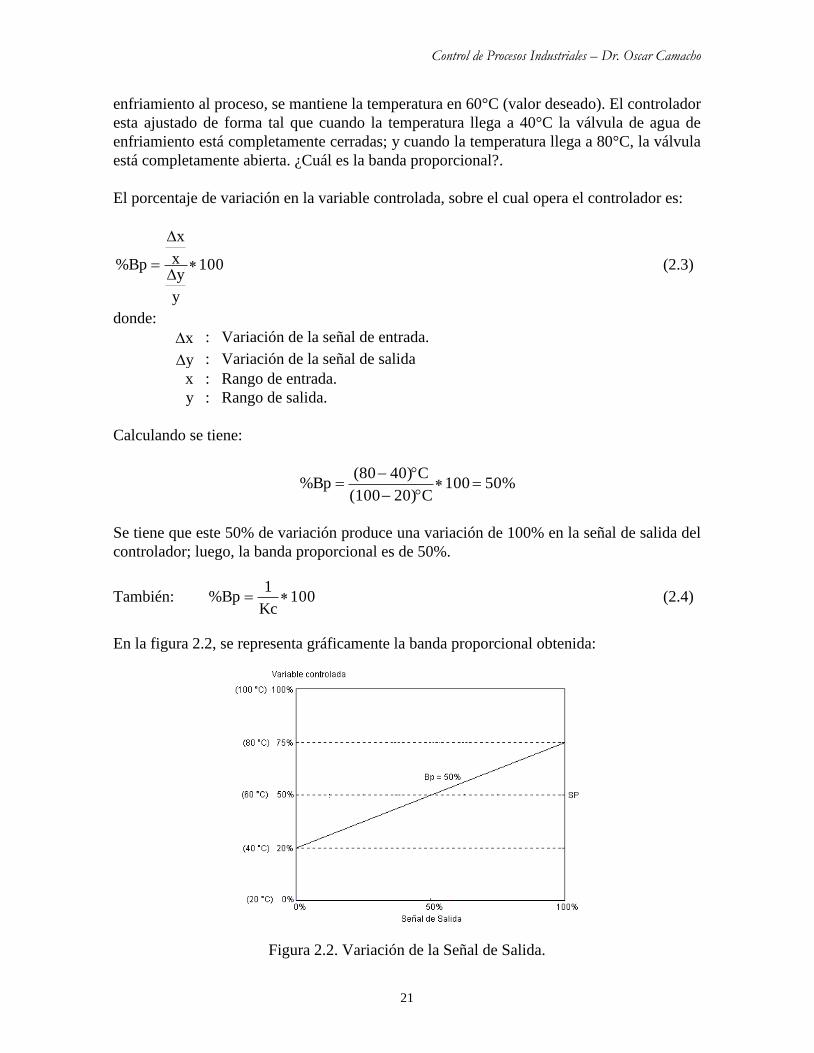
enfriamiento al proceso, se mantiene la temperatura en 60°C (valor deseado). El controlador
esta ajustado de forma tal que cuando la temperatura llega a 40°C la válvula de agua de
enfriamiento está completamente cerradas; y cuando la temperatura llega a 80°C, la válvula
está completamente abierta. ¿Cuál es la banda proporcional?.
El porcentaje de variación en la variable controlada, sobre el cual opera el controlador es:
100
y
yx
x
%Bp
(2.3)
donde:
x : Variación de la señal de entrada.
y : Variación de la señal de salida
x : Rango de entrada.
y : Rango de salida.
Calculando se tiene:
50%100C20)(100
C40)(80%Bp
Se tiene que este 50% de variación produce una variación de 100% en la señal de salida del
controlador; luego, la banda proporcional es de 50%.
También: 100Kc
1%Bp (2.4)
En la figura 2.2, se representa gráficamente la banda proporcional obtenida:
Figura 2.2. Variación de la Señal de Salida.
Control de Procesos Industriales – Dr. Oscar Camacho
22
Tanto la banda proporcional como la ganancia son de uso común, sin embargo, en este
capítulo, se utilizará la ganancia proporcional como el ajuste proporcional. A continuación
se estudiará el efecto de la acción de control proporcional sobre las características de la
respuesta de lazo cerrado.
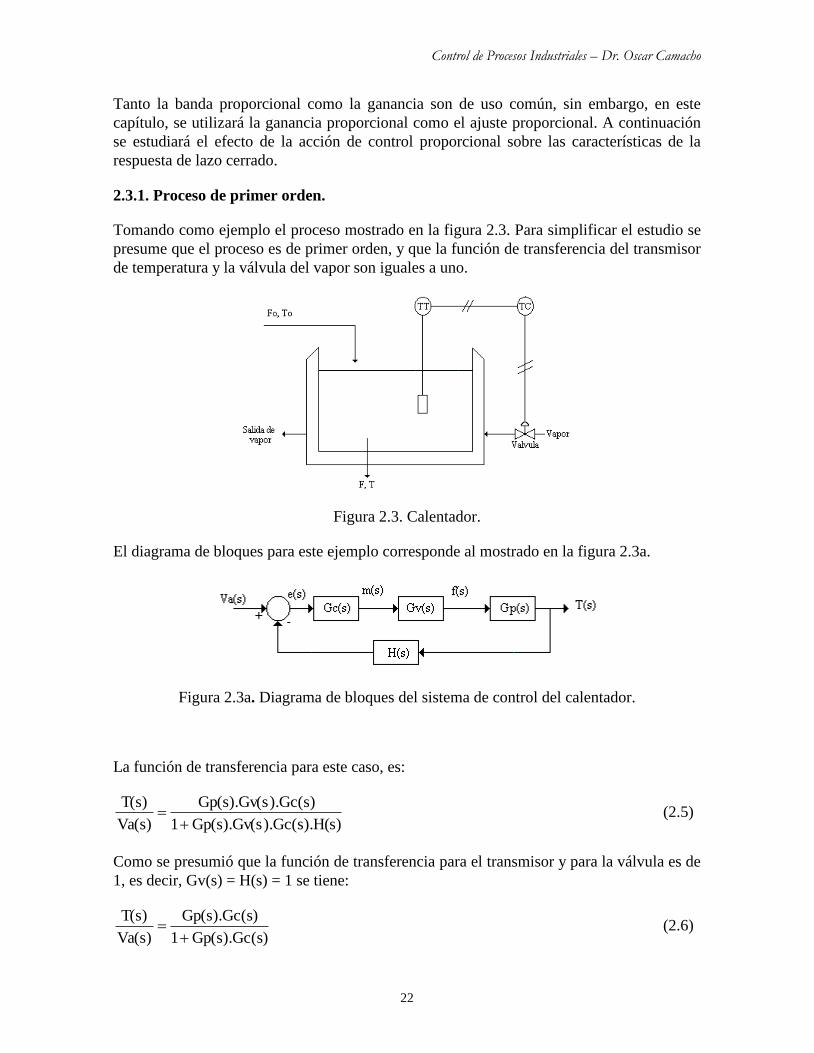
2.3.1. Proceso de primer orden.
Tomando como ejemplo el proceso mostrado en la figura 2.3. Para simplificar el estudio se
presume que el proceso es de primer orden, y que la función de transferencia del transmisor
de temperatura y la válvula del vapor son iguales a uno.
Figura 2.3. Calentador.
El diagrama de bloques para este ejemplo corresponde al mostrado en la figura 2.3a.
Figura 2.3a. Diagrama de bloques del sistema de control del calentador.
La función de transferencia para este caso, es:
s)).Gc(s).H(Gp(s).Gv(s1
).Gc(s)Gp(s).Gv(s
Va(s)
T(s)
(2.5)
Como se presumió que la función de transferencia para el transmisor y para la válvula es de
1, es decir, Gv(s) = H(s) = 1 se tiene:
)Gp(s).Gc(s1
)Gp(s).Gc(s
Va(s)
T(s)
(2.6)
Control de Procesos Industriales – Dr. Oscar Camacho
23
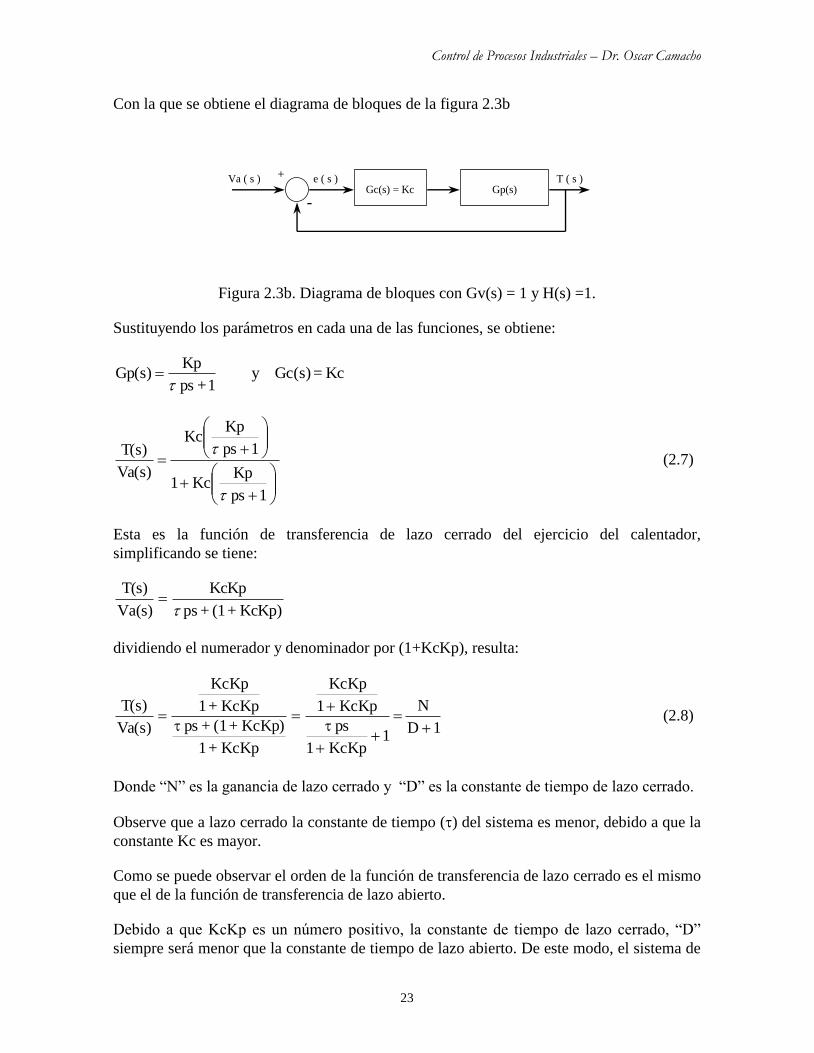
Con la que se obtiene el diagrama de bloques de la figura 2.3b
Va ( s ) e ( s ) T ( s )
-
+
Gc(s) = Kc Gp(s)
Figura 2.3b. Diagrama de bloques con Gv(s) = 1 y H(s) =1.
Sustituyendo los parámetros en cada una de las funciones, se obtiene:
Kc = Gc(s)y 1+ ps
KpGp(s)
1 ps
KpKc 1
1 ps
KpKc
Va(s)
T(s)
(2.7)
Esta es la función de transferencia de lazo cerrado del ejercicio del calentador,
simplificando se tiene:
T(s)
Va(s)
KcKp
ps + (1+ KcKp)
dividiendo el numerador y denominador por (1+KcKp), resulta:
1D
N
1KcKp1
ps
KcKp1
KcKp
KcKp+1
KcKp)+(1+ ps
KcKp+1
KcKp
Va(s)
T(s)
(2.8)
Donde “N” es la ganancia de lazo cerrado y “D” es la constante de tiempo de lazo cerrado.
Observe que a lazo cerrado la constante de tiempo () del sistema es menor, debido a que la
constante Kc es mayor.
Como se puede observar el orden de la función de transferencia de lazo cerrado es el mismo
que el de la función de transferencia de lazo abierto.
Debido a que KcKp es un número positivo, la constante de tiempo de lazo cerrado, “D”
siempre será menor que la constante de tiempo de lazo abierto. De este modo, el sistema de

Control de Procesos Industriales – Dr. Oscar Camacho
24
lazo cerrado responderá más rápidamente que el sistema de lazo abierto. Por otro lado, la
constante de tiempo de lazo cerrado disminuye a medida que la ganancia del controlador
aumenta. Así, que una mayor ganancia del controlador implica una respuesta más rápida.
La ganancia de lazo cerrado, “N” relaciona los cambios en la variable controlada T(s) con
los cambios en el valor deseado Va(s).
Usando el calentador de la figura 2.3, como ejemplo, se observará cuál será la variación en
la temperatura T, si el valor deseado se incrementa en 10 °C en forma escalón.
De la ecuación 2.8 se tiene: T(s)
KcKp
1 KcKp
ps
1 KcKp
Va(s)
1
; sustituyendo Va(s) por su valor:
Va(s) = s
10, se tiene:
s
10
1KcKp1
ps
KcKp1
KcKp
T(s)
La variación final de la variable controlada T con respecto al nuevo valor deseado es:
T lim sT(s) = lim s
KcKp
1 KcKp
ps
1 KcKp
10
ss 0 s 0
1
(2.9)
10 1KcKp
1
1
10 KcKp1
KcKpT
(2.10)
Si KcKp => T => 10.
Como se puede observar el cambio de la variable controlada depende de la ganancia del
controlador Kc.
En la figura 2.4 se muestra la respuesta del calentador (donde se presume un
comportamiento de primer orden) para diferentes valores de Kc. El valor deseado inicial
está fijado en 60 °C. La diferencia entre el cambio en el valor deseado, cambio en la
variable controlada se conoce como error.
e C - T C 10 (2.11)
Control de Procesos Industriales – Dr. Oscar Camacho
25
Sustituyendo: e 10 C -10KcKp
1 KcKp
C Para Kc , e 10 -
10
11
KcKp1
0
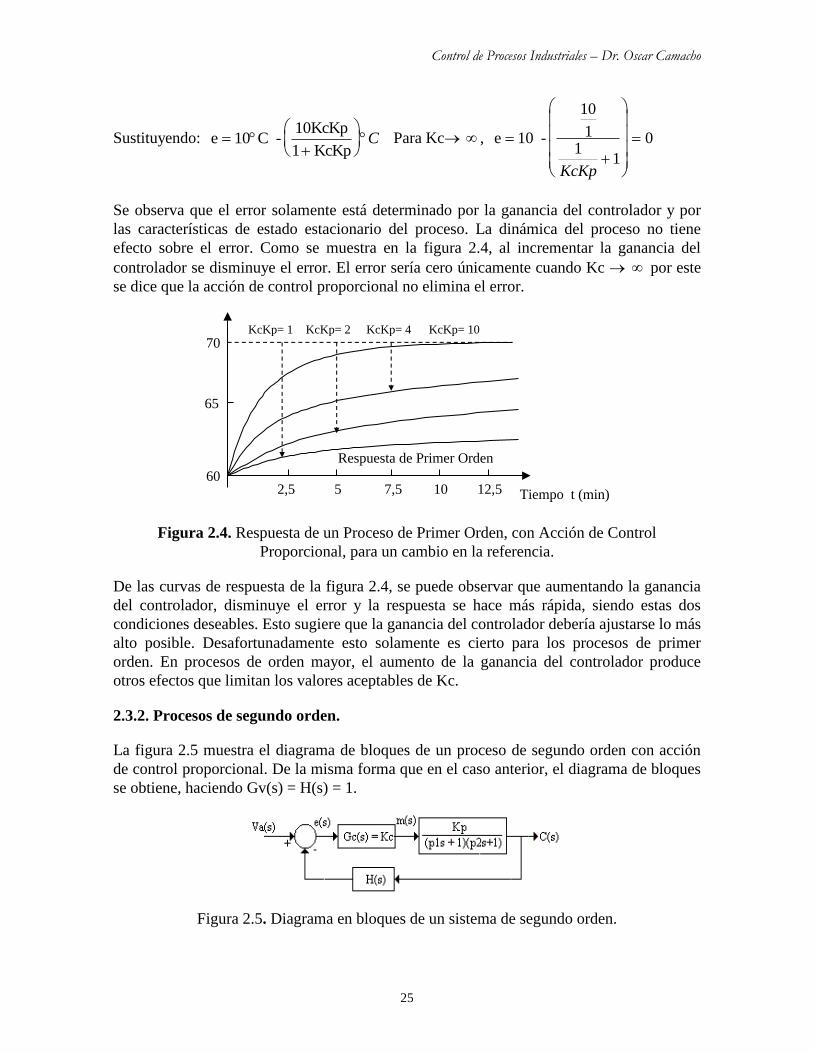
Se observa que el error solamente está determinado por la ganancia del controlador y por
las características de estado estacionario del proceso. La dinámica del proceso no tiene
efecto sobre el error. Como se muestra en la figura 2.4, al incrementar la ganancia del
controlador se disminuye el error. El error sería cero únicamente cuando Kc por este
se dice que la acción de control proporcional no elimina el error.
Respuesta de Primer Orden
KcKp= 1 KcKp= 2 KcKp= 4 KcKp= 10
60
65
70
2,5 5 7,5 10 12,5 Tiempo t (min)
Figura 2.4. Respuesta de un Proceso de Primer Orden, con Acción de Control
Proporcional, para un cambio en la referencia.
De las curvas de respuesta de la figura 2.4, se puede observar que aumentando la ganancia
del controlador, disminuye el error y la respuesta se hace más rápida, siendo estas dos
condiciones deseables. Esto sugiere que la ganancia del controlador debería ajustarse lo más
alto posible. Desafortunadamente esto solamente es cierto para los procesos de primer
orden. En procesos de orden mayor, el aumento de la ganancia del controlador produce
otros efectos que limitan los valores aceptables de Kc.
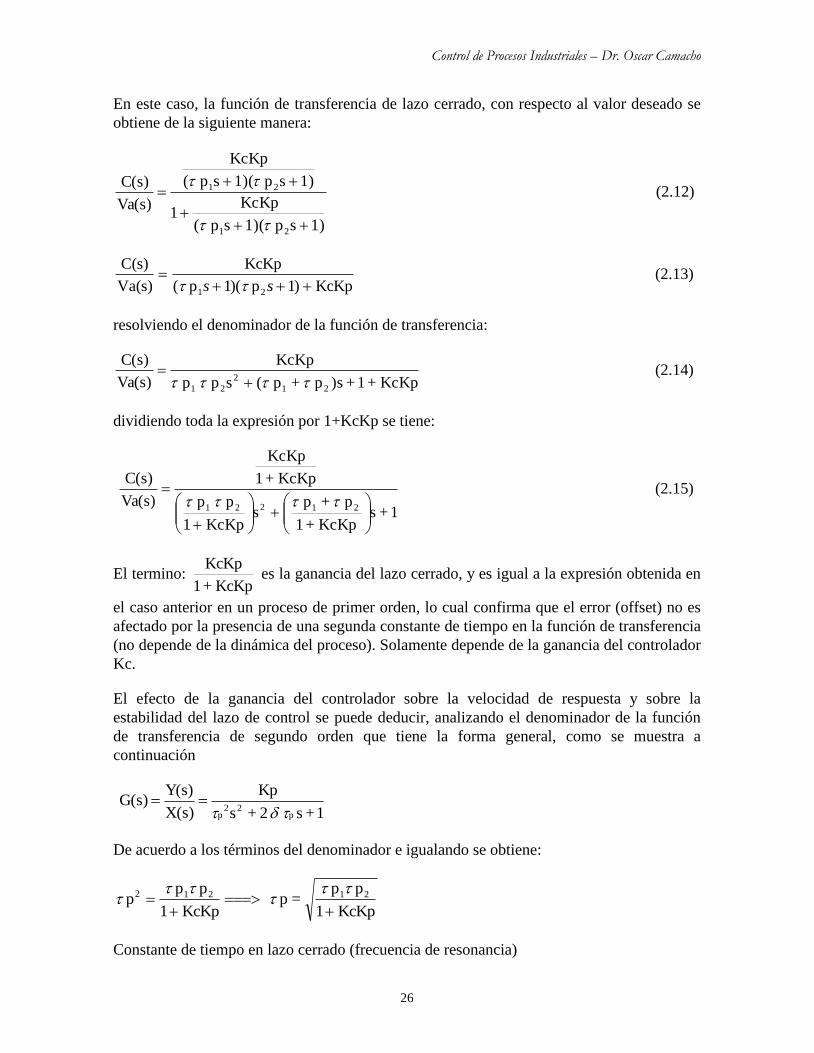
2.3.2. Procesos de segundo orden.
La figura 2.5 muestra el diagrama de bloques de un proceso de segundo orden con acción
de control proporcional. De la misma forma que en el caso anterior, el diagrama de bloques
se obtiene, haciendo Gv(s) = H(s) = 1.
Figura 2.5. Diagrama en bloques de un sistema de segundo orden.
Control de Procesos Industriales – Dr. Oscar Camacho
26
En este caso, la función de transferencia de lazo cerrado, con respecto al valor deseado se
obtiene de la siguiente manera:
1)sp 1)(sp (
KcKp1
1)sp 1)(sp (
KcKp
Va(s)
C(s)
21
21
(2.12)
C(s)
Va(s)
KcKp
p p KcKp1 2
( )( ) s s1 1
(2.13)
resolviendo el denominador de la función de transferencia:
KcKp+1+)sp + p (sp p
KcKp
Va(s)
C(s)
21
2
21 (2.14)
dividiendo toda la expresión por 1+KcKp se tiene:
1+sKcKp+1
p + p s
KcKp1
p p
KcKp+1
KcKp
Va(s)
C(s)
21221
(2.15)
El termino: KcKp
1+ KcKp es la ganancia del lazo cerrado, y es igual a la expresión obtenida en
el caso anterior en un proceso de primer orden, lo cual confirma que el error (offset) no es
afectado por la presencia de una segunda constante de tiempo en la función de transferencia
(no depende de la dinámica del proceso). Solamente depende de la ganancia del controlador
Kc.
El efecto de la ganancia del controlador sobre la velocidad de respuesta y sobre la
estabilidad del lazo de control se puede deducir, analizando el denominador de la función
de transferencia de segundo orden que tiene la forma general, como se muestra a
continuación
1 + s 2 +s
Kp
X(s)
Y(s)G(s)
p22
p
De acuerdo a los términos del denominador e igualando se obtiene:
p p p
1 KcKp p =
p p
1 KcKp
2 1 2 1 2
Constante de tiempo en lazo cerrado (frecuencia de resonancia)
Control de Procesos Industriales – Dr. Oscar Camacho
27
2
2
p =
p p
1 KcKp
p p
p 1 KcKp
1 2 1 2
(2.16)
p p
p p
1 KcKp1 KcKp
p p
p p 1 KcKp
1 2
1 2
1 2
1 222
(2-17)
Donde:
: Coeficiente de amortiguamiento.
Las ecuaciones anteriores muestran que la constante de tiempo de lazo cerrado p, al igual
que en el caso anterior del control de un proceso de primer orden, es función de la ganancia
del controlador. A medida que Kc aumenta, p es menor, por lo tanto, la respuesta del lazo
de control es más rápida.
Al analizar la ecuación 2.17, se observa que un aumento de la ganancia del controlador,
produce una disminución en el valor del coeficiente de amortiguamiento . En el punto
anterior se estableció que la estabilidad de un sistema o proceso de segundo orden está
estrechamente relacionada con el valor de . En particular, se vio que 0 < < 1, la
respuesta sería subamortiguada.
Las oscilaciones y el sobreimpulso de la respuesta del lazo de control serán mayores a
medida que Kc aumenta. Como se vio anteriormente esto limita el valor máximo de Kc.
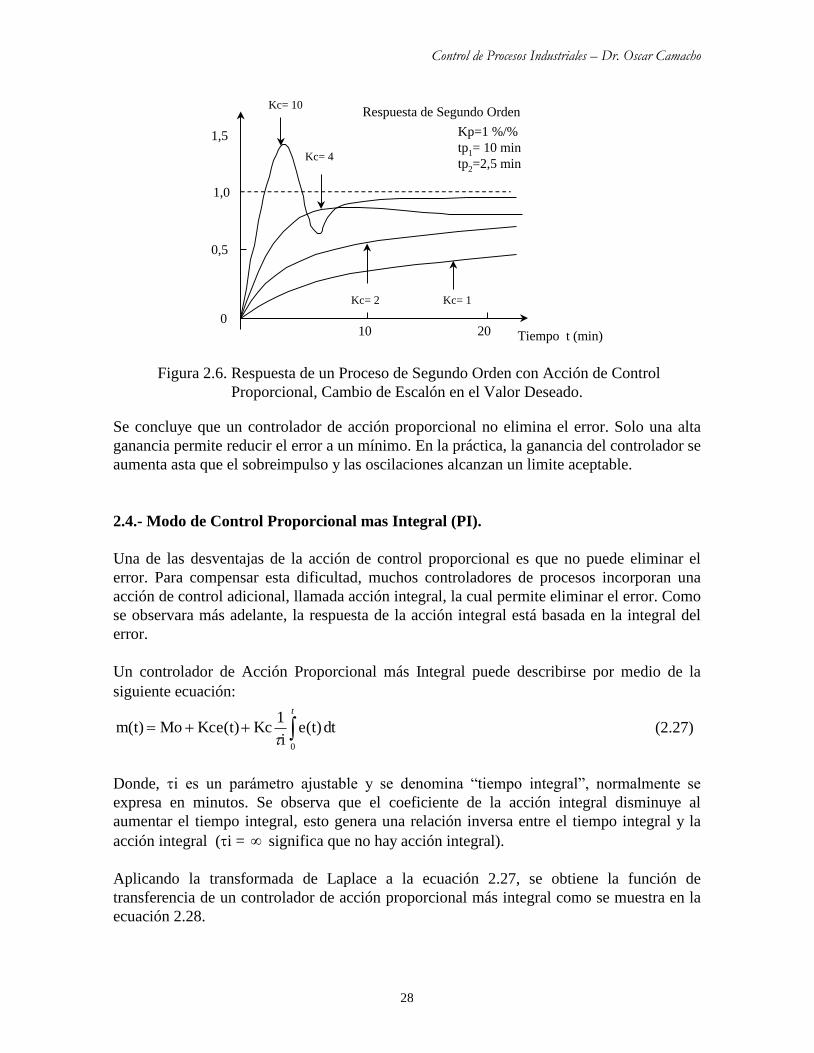
En la figura 2.6 se pueden observar las curvas de respuesta del sistema de control, del
proceso de segundo orden esquematizado en la figura 2.5, frente a una perturbación tipo
escalón unitario en el valor deseado, para diferentes valores de Kc. El análisis de las curvas
de respuesta confirma lo siguiente.
El error disminuye al aumentar la ganancia del controlador.
La respuesta es más rápida al aumentar, la ganancia del controlador.
El valor de sobreimpulso y las oscilaciones se incrementan al aumentar la ganancia del
controlador.
Control de Procesos Industriales – Dr. Oscar Camacho
28
Kc= 10
Kc= 4
Kc= 2 Kc= 1
0
0,5
1,0
10 20 Tiempo t (min)
1,5 Kp=1 %/%
tp1= 10 min
tp2=2,5 min
Respuesta de Segundo Orden
Figura 2.6. Respuesta de un Proceso de Segundo Orden con Acción de Control
Proporcional, Cambio de Escalón en el Valor Deseado.
Se concluye que un controlador de acción proporcional no elimina el error. Solo una alta
ganancia permite reducir el error a un mínimo. En la práctica, la ganancia del controlador se
aumenta asta que el sobreimpulso y las oscilaciones alcanzan un limite aceptable.
2.4.- Modo de Control Proporcional mas Integral (PI).
Una de las desventajas de la acción de control proporcional es que no puede eliminar el
error. Para compensar esta dificultad, muchos controladores de procesos incorporan una
acción de control adicional, llamada acción integral, la cual permite eliminar el error. Como
se observara más adelante, la respuesta de la acción integral está basada en la integral del
error.
Un controlador de Acción Proporcional más Integral puede describirse por medio de la
siguiente ecuación:
dt e(t)i
1KcKce(t)Mom(t)
0
t
(2.27)
Donde, i es un parámetro ajustable y se denomina “tiempo integral”, normalmente se
expresa en minutos. Se observa que el coeficiente de la acción integral disminuye al
aumentar el tiempo integral, esto genera una relación inversa entre el tiempo integral y la
acción integral (i = significa que no hay acción integral).
Aplicando la transformada de Laplace a la ecuación 2.27, se obtiene la función de
transferencia de un controlador de acción proporcional más integral como se muestra en la
ecuación 2.28.

Control de Procesos Industriales – Dr. Oscar Camacho
29
is
11KcE(s)
i
KcE(s)KcE(s)M(s) (2.28)
is
11Kc.
e(s)
m(s)Gc(s)
(2-29)
En las ecuaciones anteriores se observa que la señal de salida de un controlador
proporcional más integral consta de dos partes:
La primera es proporcional al error.
La segunda es proporcional a la integral del error.
La figura 2.7, muestra la respuesta de un controlador de acción proporcional más integral
ideal frente a un cambio en escalón (E) en la señal de error.
E
0Tiempo
Señal de Error
20%
2KcE
Señal de
Respuesta
KcE
i
Contribución
Integral
Contribución
Proporcional
Tiempo
Figura 2.7. Respuesta de un controlador Proporcional más Integral frente a una entrada
escalón.
Inicialmente la salida del controlador es del 20%. Cuando el error varia desde 0 hasta E, la
acción proporcional inmediatamente cambia la salida en una magnitud igual a KcE y
permanece constante. La salida de la acción de control integral no se modifica
instantáneamente con el error, sino que varía linealmente con el tiempo.
De la ecuación 2-27 para un error constante E, se tiene que la componente de la ecuación
proporcional es una constante igual a Kc.E, y la componente de la acción integral es una
rampa igual a Kc.E.t/i.
t
0
Edti
KcEKcMom(t) (2.30)
i
tEKcKcEMom(t)
(2.31)
De la ecuación 2.28, se obtiene:
Control de Procesos Industriales – Dr. Oscar Camacho
30
is
11Kc
E(s)
M(s)
(2.32)
De esto se deduce que la acción proporcional actúa primero, respondiendo
instantáneamente cuando cambia el error, mientras que la acción integral cambia
linealmente en el tiempo proporcional al error.
El tiempo integral i se define como el tiempo necesario para que la respuesta de la acción
integral sea igual a la respuesta de la acción proporcional. La figura 2.7, muestra que,
cuando la respuesta de acción integral alcanza el valor Kc.E (la respuesta total es Kc.E +
Kc.E 0 2 Kc.E), el tiempo transcurrido es igual a i.
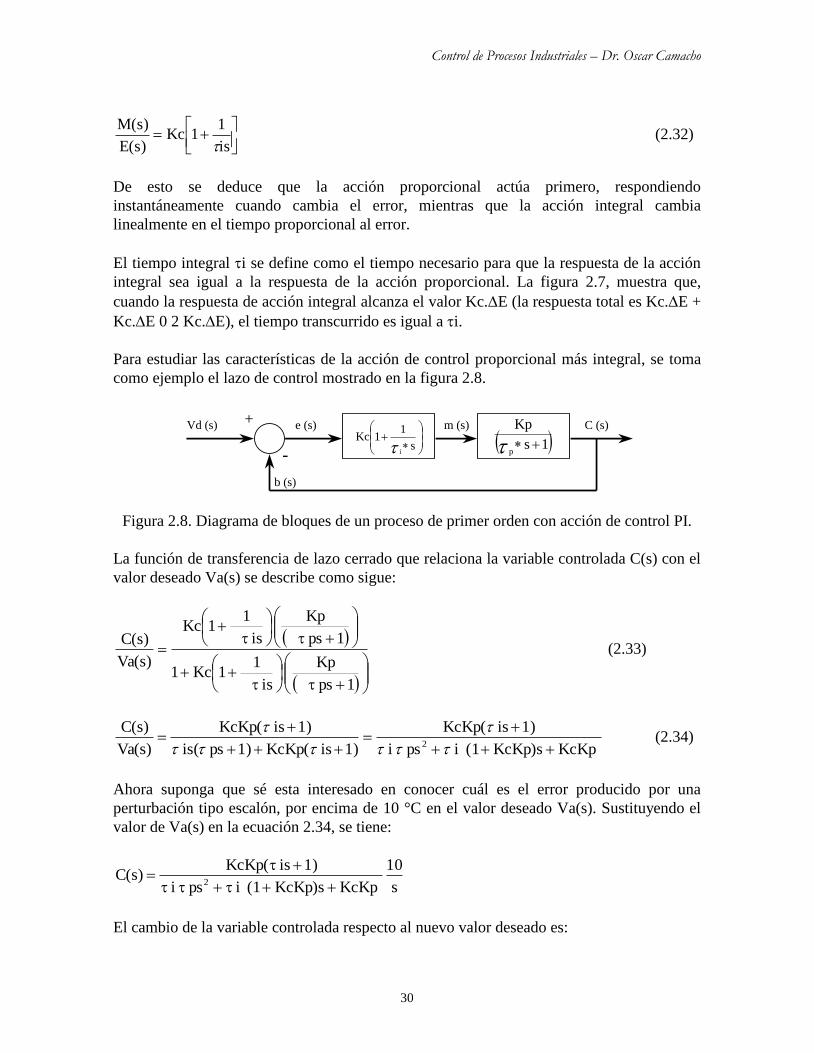
Para estudiar las características de la acción de control proporcional más integral, se toma
como ejemplo el lazo de control mostrado en la figura 2.8.
Vd (s) e (s) m (s) C (s)
b (s)
-
+
s
11Kc
i 1s
Kp
p
Figura 2.8. Diagrama de bloques de un proceso de primer orden con acción de control PI.
La función de transferencia de lazo cerrado que relaciona la variable controlada C(s) con el
valor deseado Va(s) se describe como sigue:
1 ps
Kp
is
11Kc1
1 ps
Kp
is
11Kc
Va(s)
C(s) (2.33)
KcKp KcKp)s (1 i ps i
1) is KcKp(
1)is KcKp(1) psis(
1) is KcKp(
Va(s)
C(s)2
(2.34)
Ahora suponga que sé esta interesado en conocer cuál es el error producido por una
perturbación tipo escalón, por encima de 10 °C en el valor deseado Va(s). Sustituyendo el
valor de Va(s) en la ecuación 2.34, se tiene:
s
10
KcKp KcKp)s (1 i ps i
1) is KcKp(C(s)
2
El cambio de la variable controlada respecto al nuevo valor deseado es:
Control de Procesos Industriales – Dr. Oscar Camacho
31
s
10
KcKp KcKp)s (1 i ps i
1) is KcKp(slim sC(s)lim C
20s0s
(2.35)
C = 10 °C.
La diferencia entre el cambio que sufre por el valor deseado y el cambio experimentado por
la variable controlada es el error. En este caso el error es:
Error = 10 °C - C.
10 °C – 10 °C = 0 error = 0
.
Como se estableció anteriormente, el controlador de acción proporcional más integral tiene
la capacidad de eliminar el error.
Las características dinámicas de la respuesta de lazo cerrado dependen de las raíces del
denominador (polos) de la función de transferencia. Para que el sistema de control sea
estable, todos los polos deben ser números reales negativos, o números complejos con parte
real negativa.
Para hacer un análisis de la estabilidad de lazo de control es convenientes expresar el
denominador de la función de transferencia en función del coeficiente de amortiguamiento:
C(s)
Va(s)
KcKp is + 1)
i p s i (1 + KcKp) s + KcKp2
(
dividiendo toda la expresión por KcKp se tiene:
C(s)
Va(s)
is + 1)
i p
KcKp s
i (1 + KcKp)
KcKp s + 12
(
KcKp (2.37)
Por analogía con la ecuación general de un proceso de segundo orden, la ecuación 2.37,
puede escribirse como:
C(s)
Va(s)
is + 1)
p c s p s + 12 2
(
2 (2.38)
donde: KcKp
p i = pc
KcKp
p i = c p 2
(2-39)
KcKp
KcKp)+ (1 i = pc 2
(2.40)

Control de Procesos Industriales – Dr. Oscar Camacho
32
La ecuación 2.40 demuestra que el coeficiente de amortiguamiento es función de los dos
parámetros del controlador: Kc y i. El efecto de la ganancia del controlador sobre el valor
del coeficiente de amortiguamiento y por consiguiente, sobre la estabilidad del sistema de
control fue analizado en la sección de control proporcional de este de este manual.
El efecto del tiempo integral i sobre el valor del coeficiente de amortiguamiento y, por
ende, sobre la estabilidad puede ser analizado a partir de la ecuación 2-40. Un aumento de i
implica un aumento de , lo que hace al sistema más estable.
La figura 2.9 muestra la respuesta frente a un cambio escalón unitario en el valor deseado
del lazo de control presentado en la figura 2.8 para un valor constante de la ganancia del
controlador (K=2%/%); y para diferentes valores del tiempo integral.
Kc = 2 %/%
Kp = 1 %/% ti = 10 min
0
0,5
1,0
10 20 Tiempo t (min)
1,5
5
Tiempo Integral
ti= 2 min
10
20
ti=
C(t)
Res
pues
ta
Figura 2.9. Respuesta de un sistema de primer orden frente a un escalón unitario en el valor
deseado con modo de control proporcional + integral.
La figura 2.9 muestra que para valores grandes de i la respuesta es lenta, y tiende
asintóticamente al valor deseado. Para valores pequeños de i, la respuesta presenta
sobreimpulso y es oscilatoria. El ajuste apropiado del tiempo integral depende del criterio
utilizado para evaluar el comportamiento del lazo de control. Un criterio de funcionamiento
es el del mínimo sobreimpulso, en el cual la forma de la curva de respuesta se determina
principalmente por el ajuste proporcional. El tiempo integral se ajusta al valor más bajo, de
tal forma que no cambie significativamente el valor del coeficiente de amortiguamiento.
Otro criterio de funcionamiento es obtener una curva de respuesta con una razón de
amortiguamiento (Ra) igual a 1/4. Este criterio se muestra en las figuras número 2.10 y
2.11.
2.5.- Modo de Control Proporcional mas Derivativo (PD).
Un tercer modo de control es el derivativo. En la práctica, el modo derivativo se combina
con el proporcional, lo cual da origen al modo de control proporcional más derivativo (PD).
En muchos casos, también se usa acción integral formando la acción de control
proporcional más integral más derivativo (PID).
Control de Procesos Industriales – Dr. Oscar Camacho
33
Un controlador proporcional más derivativo se puede representar por la siguiente ecuación:
dt
de(t). Kc+ Kc.e(t)+ Mo= m(t)
d (2.41)
Donde d es un parámetro ajustable y se denomina “tiempo derivativo”. Expresado
normalmente en minutos.
Este tipo de controlador es muy sensible al ruido presente en el sistema, por lo que se
recomienda no usar la parte derivativa en procesos que tengan mucho ruido. La razón es
que la derivada de una señal de ruido (de(t)/dt) genera valores muy altos en la salida del
controlador (m(t)), lo que podría originar una salida muy ruidosa o anular la posibilidad de
mantener controlado al proceso.
Aplicando transformada de Laplace a la ecuación (2-41), se obtiene la función de
transferencia de un controlador PD
s) + Kc(1= e(s)
m(s) = Gc(s)
d (2.42)
La ecuación anterior es una ecuación ideal. Otra ecuación que puede usarse para describir
un controlador PD es
s) + (1
s) + Kc(1=
e(s)
m(s)
d
d
(2.43)
La cual representa un circuito de adelanto/atraso.
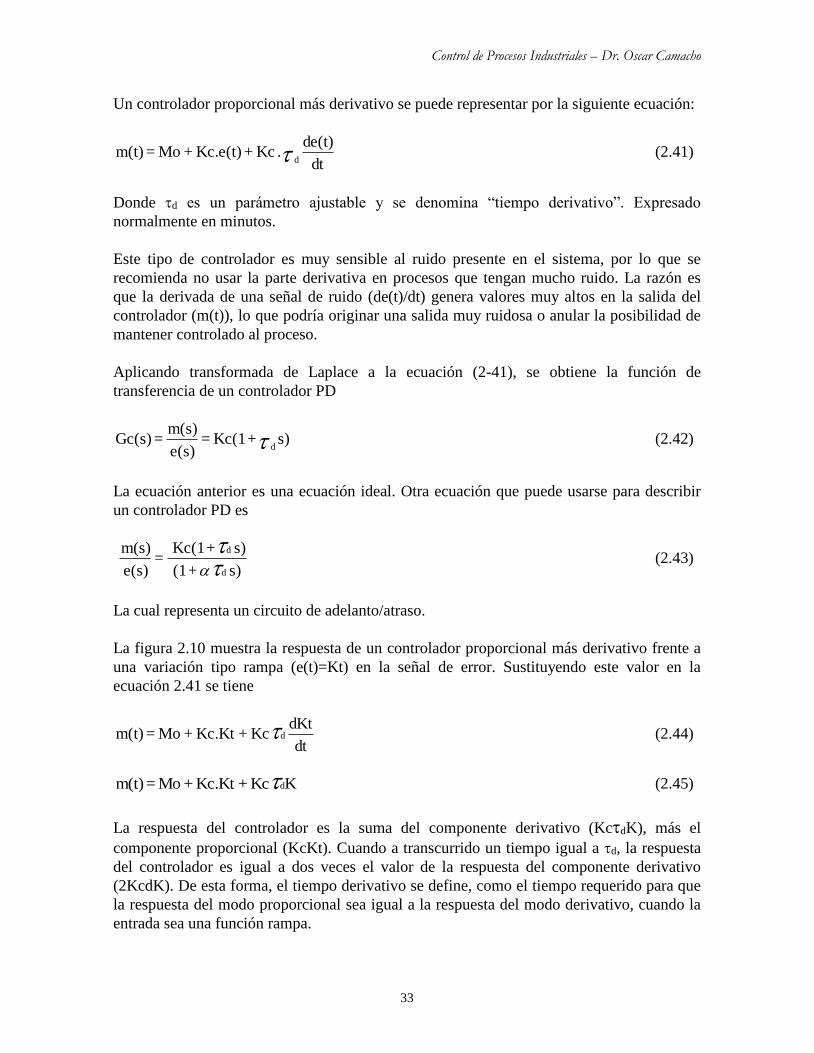
La figura 2.10 muestra la respuesta de un controlador proporcional más derivativo frente a
una variación tipo rampa (e(t)=Kt) en la señal de error. Sustituyendo este valor en la
ecuación 2.41 se tiene
dt
dKt Kc+ Kc.Kt+ Mo= m(t) d (2.44)
K Kc+ Kc.Kt+ Mo= m(t) d (2.45)
La respuesta del controlador es la suma del componente derivativo (KcdK), más el
componente proporcional (KcKt). Cuando a transcurrido un tiempo igual a d, la respuesta
del controlador es igual a dos veces el valor de la respuesta del componente derivativo
(2KcdK). De esta forma, el tiempo derivativo se define, como el tiempo requerido para que
la respuesta del modo proporcional sea igual a la respuesta del modo derivativo, cuando la
entrada sea una función rampa.
Control de Procesos Industriales – Dr. Oscar Camacho
34
Pendiente = K
C(t)
Tiempo
Contribución
Derivativa
Contribución
Proporcional
td
Tiempo
m(t)
Señ
al d
e E
rror
Res
pues
ta
Figura 2.10. Respuesta de un controlador proporcional más derivativo frente a una señal
rampa.
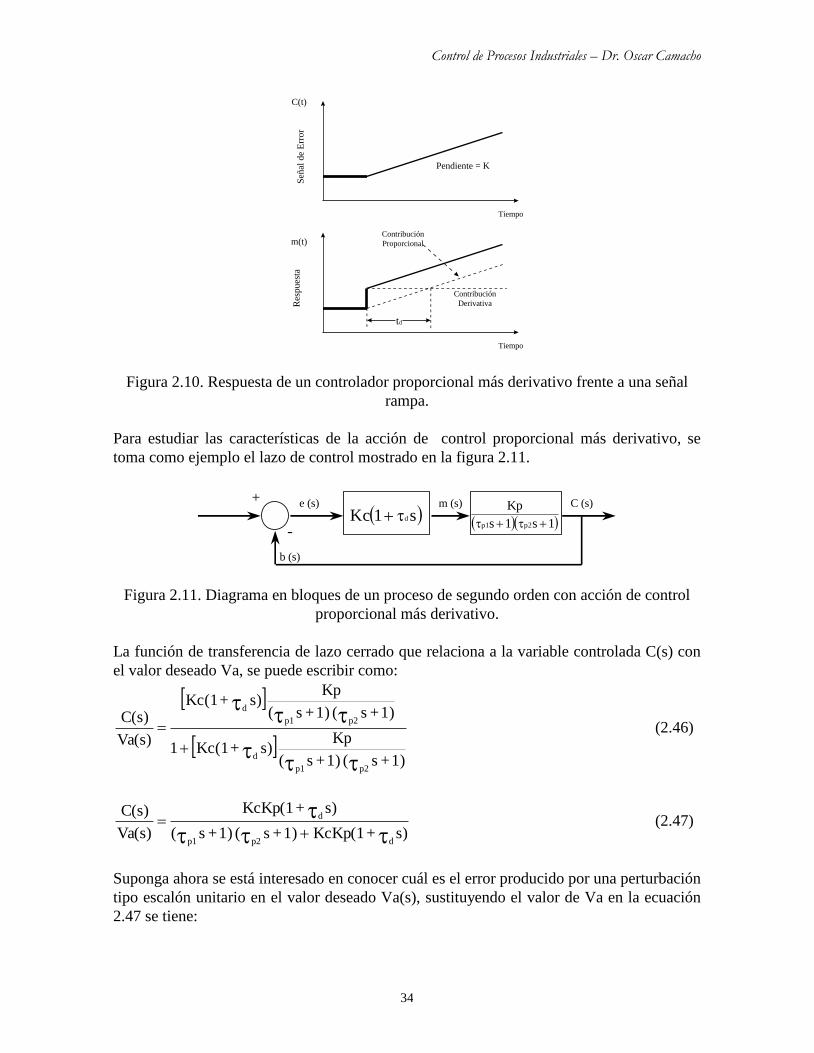
Para estudiar las características de la acción de control proporcional más derivativo, se
toma como ejemplo el lazo de control mostrado en la figura 2.11.
e (s) m (s) C (s)
b (s)
-
+
s1Kc d 1s1s
Kp
p2 p1
Figura 2.11. Diagrama en bloques de un proceso de segundo orden con acción de control
proporcional más derivativo.
La función de transferencia de lazo cerrado que relaciona a la variable controlada C(s) con
el valor deseado Va, se puede escribir como:
1) + s ( 1) + s (
Kps) +Kc(11
1) + s ( 1) + s (
Kps) +Kc(1
Va(s)
C(s)
p2p1
d
p2p1
d
(2.46)
s) +KcKp(11) + s ( 1) + s (
s) +KcKp(1
Va(s)
C(s)
dp2p1
d
(2.47)
Suponga ahora se está interesado en conocer cuál es el error producido por una perturbación
tipo escalón unitario en el valor deseado Va(s), sustituyendo el valor de Va en la ecuación
2.47 se tiene:

Control de Procesos Industriales – Dr. Oscar Camacho
35
s
1
s) +KcKp(11) + s ( 1) + s (
s) +KcKp(1C(s)
dp2p1
d
(2.48)
La variación de la variable controlada con respecto al nuevo valor deseado es:
s
1
s) +KcKp(11) + s ( 1) + s (
s) +KcKp(1 slim)s(sClim = C
dp2p1
d
0s0s
(2.49)
CKcKp
1 KcKp
La diferencia entre el cambio experimentado por el valor deseado y el cambio
experimentado por la variable controlada es el error, en este caso:
error 1 - KcK
1 KcK
(2.50)
Como se observa, el error es diferente de cero y al igual que en el caso de acción
proporcional, es función de la ganancia del controlador. Si la perturbación es constante, la
acción derivativa no tiene efecto sobre el error de estado estacionario.
La figura 2.12, muestra el efecto de la acción derivativa sobre el proceso de segundo orden
mostrado en la figura 2.11. La ganancia del controlador, para este ejemplo, a sido fijada
arbitrariamente en 8%/%. En la figura número 2.12, se observa que un argumento del
tiempo derivativo (aumento de la acción derivativa) es beneficioso para la estabilidad, pero
disminuye la velocidad de respuesta.
0
0,5
1
0 10 20
Tiempo (min)
Sistema de Segundo Orden
Kp = 1%/%, p1 = 10 min, p2 = 1,5 min
Kc = 10, d = 1 min
Kc = 5, d = 1 min
Kc = 5, d = 1 min
Figura 2.12. Efecto de la acción de control derivativo sobre la respuesta de lazo cerrado.
Control de Procesos Industriales – Dr. Oscar Camacho
36
2.6.- Modo de Control Proporcional mas Integral mas Derivativo (PID).
Un controlador PID combina las buenas características de la estabilidad del controlador PD,
y la característica de eliminación del error del controlador PI, pero al igual que el
controlador PD presenta las mismas desventajas citadas para los procesos donde se tiene
altos niveles de ruido.
Un controlador PID puede describirse mediante la siguiente ecuación.
dt
de(t) Kc+e(t)dt
1 Kc+ Kc.e(t)+ mo = m(t)
d
t
0i
(2.51)
Aplicando la transformada de Laplace a la ecuación anterior se obtiene la función de
transferencia de un controlador de acción PID.
s + )
s
1 + (1 Kc=
e(s)
m(s)d
i
(2.52)
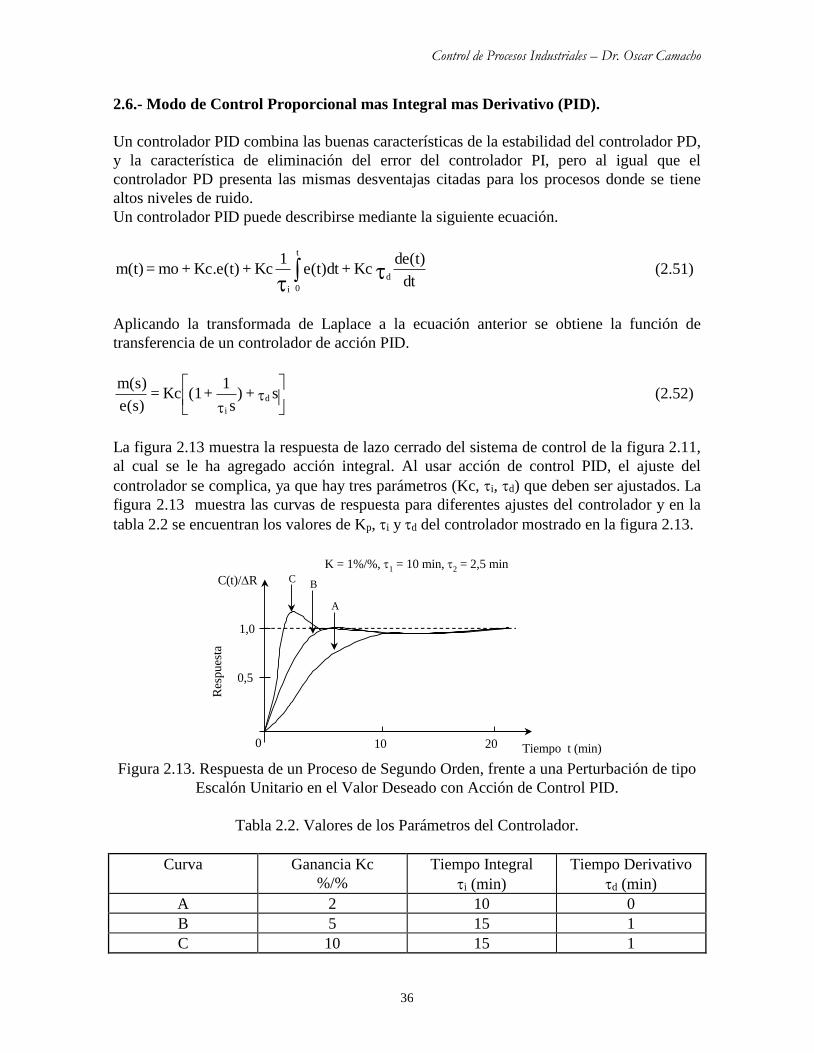
La figura 2.13 muestra la respuesta de lazo cerrado del sistema de control de la figura 2.11,
al cual se le ha agregado acción integral. Al usar acción de control PID, el ajuste del
controlador se complica, ya que hay tres parámetros (Kc, i, d) que deben ser ajustados. La
figura 2.13 muestra las curvas de respuesta para diferentes ajustes del controlador y en la
tabla 2.2 se encuentran los valores de Kp, i y d del controlador mostrado en la figura 2.13.
CB
0
0,5
1,0
10 20 Tiempo t (min)
C(t)/R
A
K = 1%/%, 1 = 10 min, 2 = 2,5 min
Res
pues
ta
Figura 2.13. Respuesta de un Proceso de Segundo Orden, frente a una Perturbación de tipo
Escalón Unitario en el Valor Deseado con Acción de Control PID.
Tabla 2.2. Valores de los Parámetros del Controlador.
Curva Ganancia Kc
%/%
Tiempo Integral
i (min)
Tiempo Derivativo
d (min)
A 2 10 0
B 5 15 1
C 10 15 1
Control de Procesos Industriales – Dr. Oscar Camacho
37
Para obtener un control adecuado se sugieren los siguientes pasos:
1. Si la salida del proceso no necesita estar exactamente en el valor de referencia o Set
Point, se puede utilizar un controlador proporcional (P).
2. Si se desea tener una salida del proceso con compensación del error se debería utilizar
un controlador del tipo Proporcional – Integral (PI) o Proporcional – Integral –
Derivativo (PID).
3. Si el proceso presenta mucho ruido, se recomienda no utilizar el componente derivativo
del controlador PID.
4. Para mejorar la calidad del controlador se debe utilizar cualquier índice de
optimización, tales como el IAE, IAET, ISE.
Control de Procesos Industriales – Dr. Oscar Camacho
38
Capitulo 3
Sintonización de Controladores
3.1.-Introduccion.
El paso final para la Implementación de un lazo de control consiste en ajustar los
parámetros del controlador. Si el controlador puede ser ajustado para dar una respuesta
satisfactoria, se presume que el lazo de control ha sido bien diseñado. Cuando el
controlador no puede ajustarse satisfactoriamente, debe revisarse la selección de los demás
componentes del lazo de control.
Generalmente existen varias consideraciones que se toma en cuenta para evaluar la
respuesta de un lazo de control frente a una perturbación:
La variable controlada deberá alcanzar su valor deseado tan rápidamente como sea
posible.
La respuesta de la variable controlada no debería ser muy oscilatoria.
La variable manipulada no debería estar sometida a grandes cambios, ya que
frecuentemente afecta a otras partes del proceso.
Los métodos de ajuste de controladores se clasifican en dos grandes grupos: métodos de
lazo cerrado, y métodos de lazo abierto. Los primeros se aplican con el controlador en
automático; los segundos con el controlador en manual. Los parámetros obtenidos por estos
métodos, son parámetros iniciales, para obtener los parámetros adecuados se pueden utilizar
los criterios de error de integración, que se estudian al final del tema.
A continuación se definen algunos de éstos métodos.
3.2.- Método de lazo cerrado o ultima ganancia (Método de Ziegler-Nichols)
Este método es el pionero en la sintonización de controladores, es conocido por método de
lazo cerrado o sintonización en línea, fue propuesto por Ziegler y Nichols en 1942 y se
sigue usando hoy en día.
Este método tiene como objetivo ajustar el controlador para una curva de respuesta con una
razón de amortiguamiento igual a ¼, tal como se muestra en la figura 3.1b.
Este método se basa en encontrar la ganancia de un controlador de tipo proporcional con la
finalidad de que el lazo oscile indefinidamente a una amplitud constante. Esta es la máxima
Control de Procesos Industriales – Dr. Oscar Camacho
39
ganancia para la cual el lazo es estable; por eso se le denomina ganancia última. El método
se aplica de la forma siguiente:
1. Coloque el controlador en acción proporcional, eliminando la acción integral y la
derivativa (i = ; d = 0). Luego coloque el controlador en automático.
2. Aplique una perturbación en el lazo (generalmente un cambio escalón en el valor
deseado de aproximadamente 20%) y ajuste la ganancia Kc, hasta que la respuesta oscile
continuamente a una amplitud constante.
3. Registre este valor de Kc como la ganancia última Kcu, y registre el período de la curva
de respuesta como el período último (Pu).
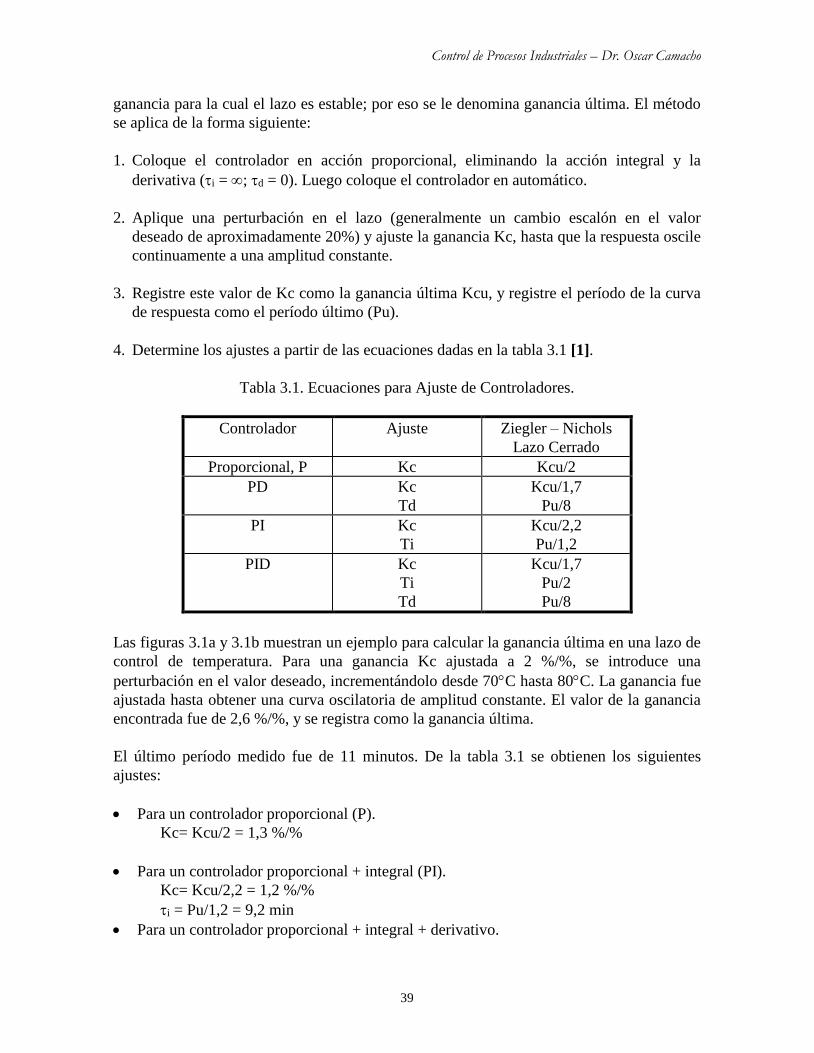
4. Determine los ajustes a partir de las ecuaciones dadas en la tabla 3.1 [1].
Tabla 3.1. Ecuaciones para Ajuste de Controladores.
Controlador Ajuste Ziegler – Nichols
Lazo Cerrado
Proporcional, P Kc Kcu/2
PD Kc
Td
Kcu/1,7
Pu/8
PI Kc
Ti
Kcu/2,2
Pu/1,2
PID Kc
Ti
Td
Kcu/1,7
Pu/2
Pu/8
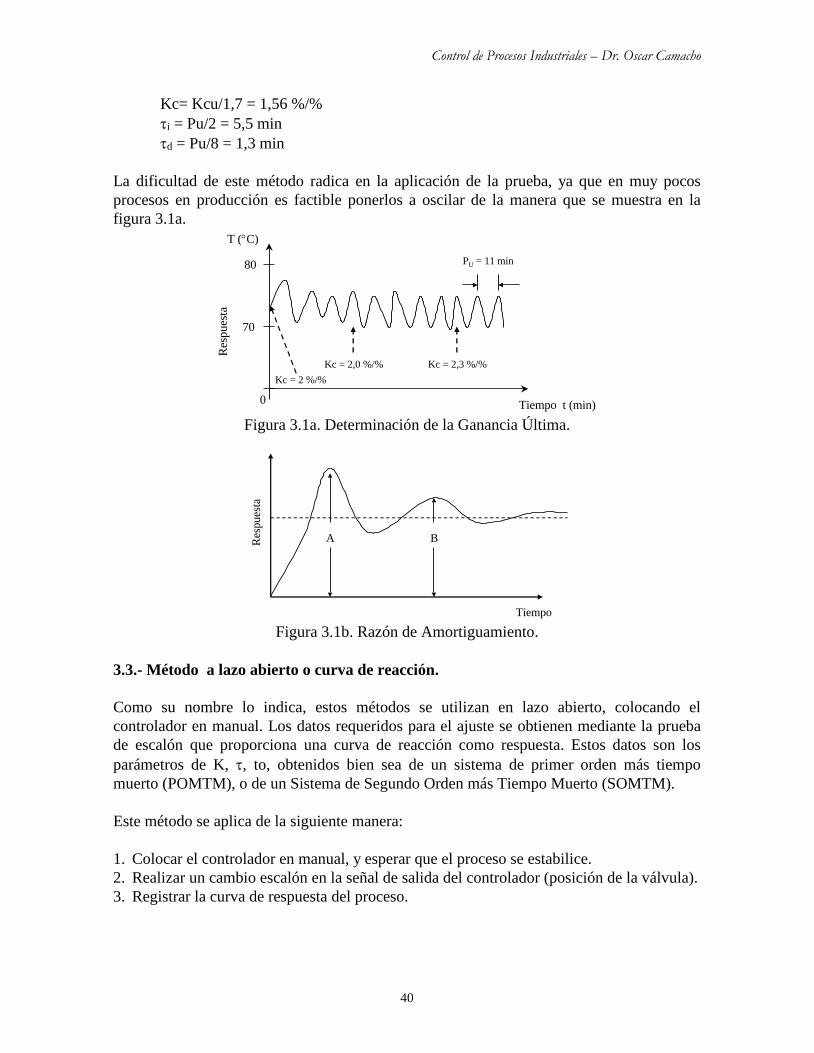
Las figuras 3.1a y 3.1b muestran un ejemplo para calcular la ganancia última en una lazo de
control de temperatura. Para una ganancia Kc ajustada a 2 %/%, se introduce una
perturbación en el valor deseado, incrementándolo desde 70C hasta 80C. La ganancia fue
ajustada hasta obtener una curva oscilatoria de amplitud constante. El valor de la ganancia
encontrada fue de 2,6 %/%, y se registra como la ganancia última.
El último período medido fue de 11 minutos. De la tabla 3.1 se obtienen los siguientes
ajustes:
Para un controlador proporcional (P).
Kc= Kcu/2 = 1,3 %/%
Para un controlador proporcional + integral (PI).
Kc= Kcu/2,2 = 1,2 %/%
i = Pu/1,2 = 9,2 min
Para un controlador proporcional + integral + derivativo.
Control de Procesos Industriales – Dr. Oscar Camacho
40
Kc= Kcu/1,7 = 1,56 %/%
i = Pu/2 = 5,5 min
d = Pu/8 = 1,3 min
La dificultad de este método radica en la aplicación de la prueba, ya que en muy pocos
procesos en producción es factible ponerlos a oscilar de la manera que se muestra en la
figura 3.1a.
0
70
80
Tiempo t (min)
T (C)
Res
pues
ta
Kc = 2 %/%
Kc = 2,0 %/% Kc = 2,3 %/%
PU = 11 min
Figura 3.1a. Determinación de la Ganancia Última.
Tiempo
Res
pues
ta
A B
Figura 3.1b. Razón de Amortiguamiento.
3.3.- Método a lazo abierto o curva de reacción.
Como su nombre lo indica, estos métodos se utilizan en lazo abierto, colocando el
controlador en manual. Los datos requeridos para el ajuste se obtienen mediante la prueba
de escalón que proporciona una curva de reacción como respuesta. Estos datos son los
parámetros de K, , to, obtenidos bien sea de un sistema de primer orden más tiempo
muerto (POMTM), o de un Sistema de Segundo Orden más Tiempo Muerto (SOMTM).
Este método se aplica de la siguiente manera:
1. Colocar el controlador en manual, y esperar que el proceso se estabilice.
2. Realizar un cambio escalón en la señal de salida del controlador (posición de la válvula).
3. Registrar la curva de respuesta del proceso.
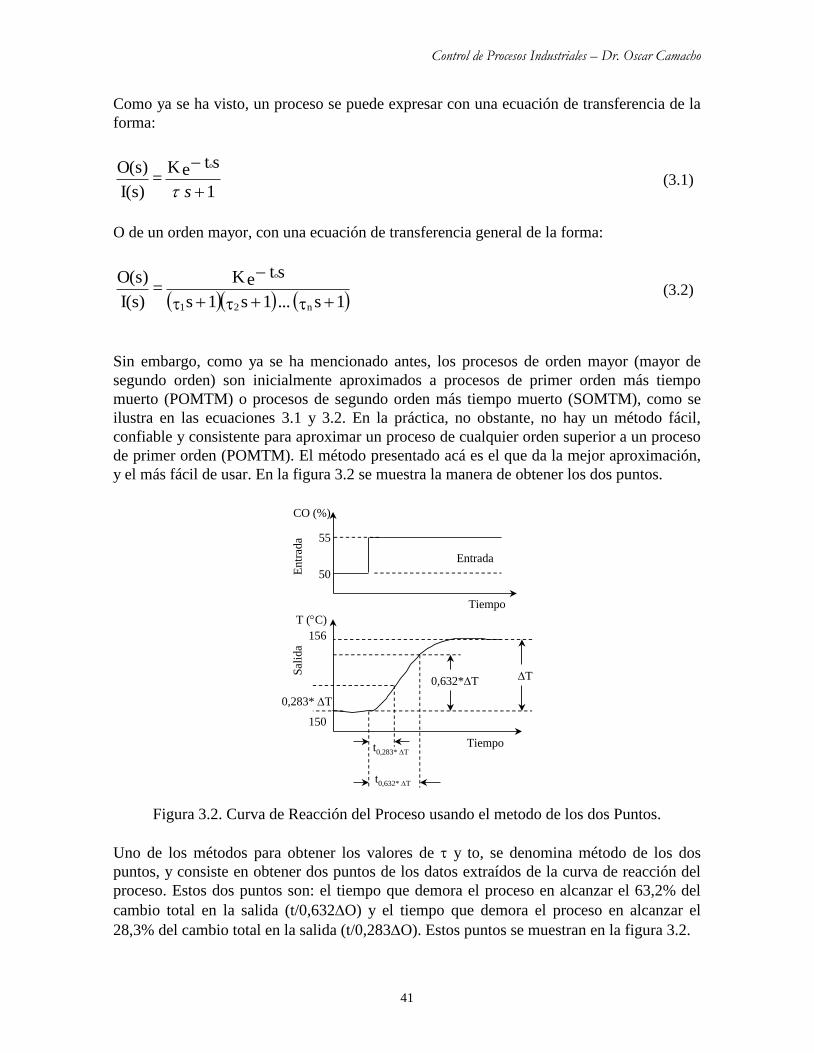
Control de Procesos Industriales – Dr. Oscar Camacho
41
Como ya se ha visto, un proceso se puede expresar con una ecuación de transferencia de la
forma:
1
e stK =
I(s)
O(s) o
s (3.1)
O de un orden mayor, con una ecuación de transferencia general de la forma:
1s ... 1s1s
e stK =
I(s)
O(s)
n21
o
(3.2)
Sin embargo, como ya se ha mencionado antes, los procesos de orden mayor (mayor de
segundo orden) son inicialmente aproximados a procesos de primer orden más tiempo
muerto (POMTM) o procesos de segundo orden más tiempo muerto (SOMTM), como se
ilustra en las ecuaciones 3.1 y 3.2. En la práctica, no obstante, no hay un método fácil,
confiable y consistente para aproximar un proceso de cualquier orden superior a un proceso
de primer orden (POMTM). El método presentado acá es el que da la mejor aproximación,
y el más fácil de usar. En la figura 3.2 se muestra la manera de obtener los dos puntos.
Entrada
Tiempo
50
55
CO (%)
156
150
Tiempo
T (C)
Sal
ida
Entr
ada
T0,632*T
0,283* T
t0,283* T
t0,632* T
Figura 3.2. Curva de Reacción del Proceso usando el metodo de los dos Puntos.
Uno de los métodos para obtener los valores de y to, se denomina método de los dos
puntos, y consiste en obtener dos puntos de los datos extraídos de la curva de reacción del
proceso. Estos dos puntos son: el tiempo que demora el proceso en alcanzar el 63,2% del
cambio total en la salida (t/0,632O) y el tiempo que demora el proceso en alcanzar el
28,3% del cambio total en la salida (t/0,283O). Estos puntos se muestran en la figura 3.2.
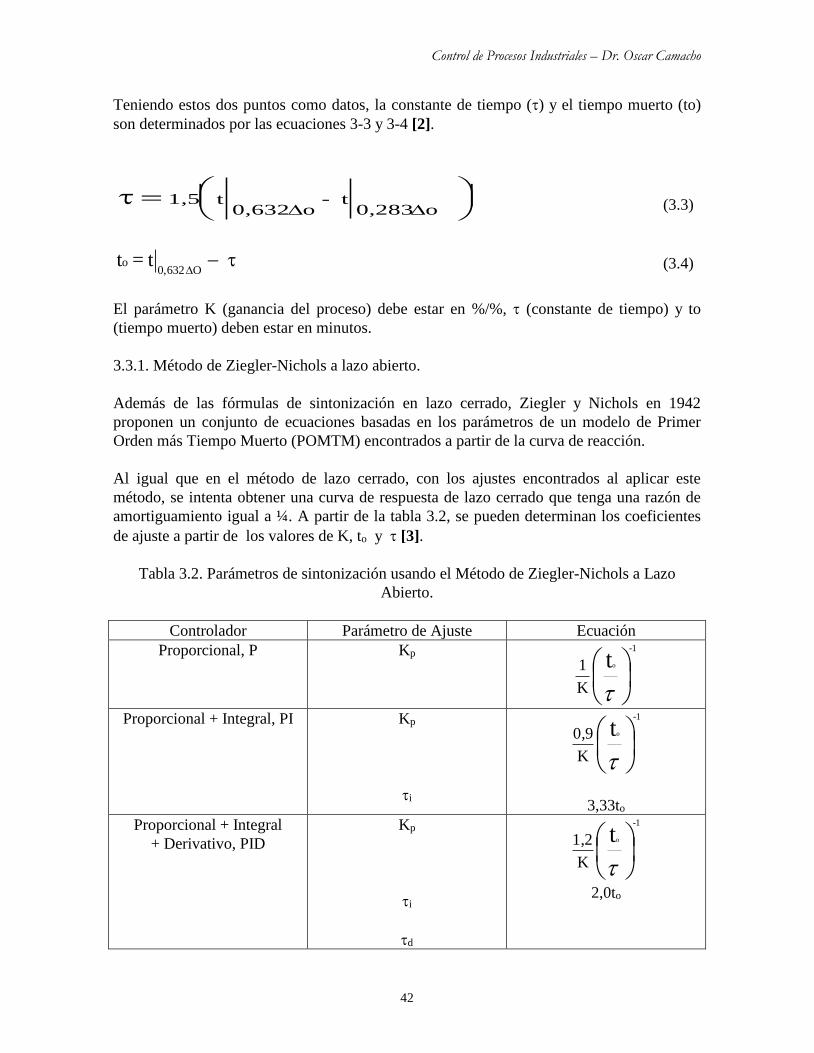
Control de Procesos Industriales – Dr. Oscar Camacho
42
Teniendo estos dos puntos como datos, la constante de tiempo () y el tiempo muerto (to)
son determinados por las ecuaciones 3-3 y 3-4 [2].
o0,283
t- o0,632
t1,5
(3.3)
t =tO 0,632
o (3.4)
El parámetro K (ganancia del proceso) debe estar en %/%, (constante de tiempo) y to
(tiempo muerto) deben estar en minutos.
3.3.1. Método de Ziegler-Nichols a lazo abierto.
Además de las fórmulas de sintonización en lazo cerrado, Ziegler y Nichols en 1942
proponen un conjunto de ecuaciones basadas en los parámetros de un modelo de Primer
Orden más Tiempo Muerto (POMTM) encontrados a partir de la curva de reacción.
Al igual que en el método de lazo cerrado, con los ajustes encontrados al aplicar este
método, se intenta obtener una curva de respuesta de lazo cerrado que tenga una razón de
amortiguamiento igual a ¼. A partir de la tabla 3.2, se pueden determinan los coeficientes
de ajuste a partir de los valores de K, to y [3].
Tabla 3.2. Parámetros de sintonización usando el Método de Ziegler-Nichols a Lazo
Abierto.
Controlador Parámetro de Ajuste Ecuación
Proporcional, P Kp
ot-1
K
1
Proporcional + Integral, PI Kp
i
ot-1
K
0,9
3,33to
Proporcional + Integral
+ Derivativo, PID
Kp
i
d
ot-1
K
1,2
2,0to
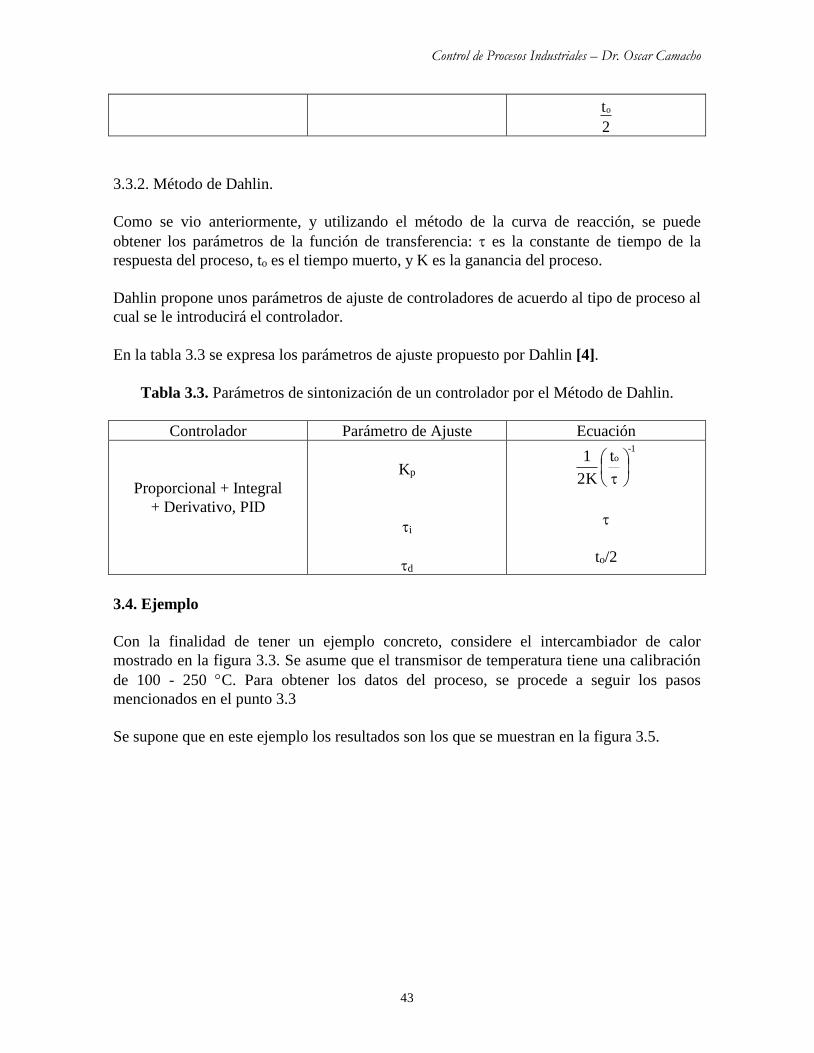
Control de Procesos Industriales – Dr. Oscar Camacho
43
2
to
3.3.2. Método de Dahlin.
Como se vio anteriormente, y utilizando el método de la curva de reacción, se puede
obtener los parámetros de la función de transferencia: es la constante de tiempo de la
respuesta del proceso, to es el tiempo muerto, y K es la ganancia del proceso.
Dahlin propone unos parámetros de ajuste de controladores de acuerdo al tipo de proceso al
cual se le introducirá el controlador.
En la tabla 3.3 se expresa los parámetros de ajuste propuesto por Dahlin [4].
Tabla 3.3. Parámetros de sintonización de un controlador por el Método de Dahlin.
Controlador Parámetro de Ajuste Ecuación
Proporcional + Integral
+ Derivativo, PID
Kp
i
d
o-1
t
2K
1
to/2
3.4. Ejemplo
Con la finalidad de tener un ejemplo concreto, considere el intercambiador de calor
mostrado en la figura 3.3. Se asume que el transmisor de temperatura tiene una calibración
de 100 - 250 C. Para obtener los datos del proceso, se procede a seguir los pasos
mencionados en el punto 3.3
Se supone que en este ejemplo los resultados son los que se muestran en la figura 3.5.
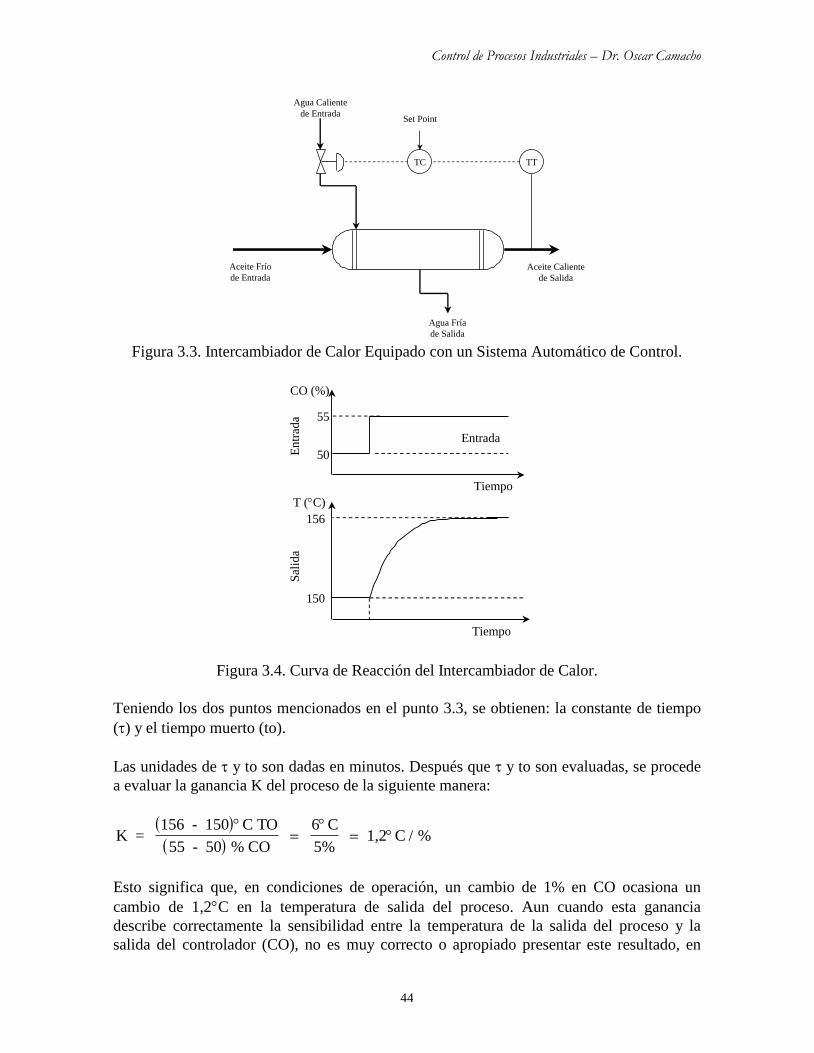
Control de Procesos Industriales – Dr. Oscar Camacho
44
TC TT
Agua Fría
de Salida
Aceite Frío
de Entrada
Set Point
Aceite Caliente
de Salida
Agua Caliente
de Entrada
Figura 3.3. Intercambiador de Calor Equipado con un Sistema Automático de Control.
Entrada
Tiempo
50
55
CO (%)
156
150
Tiempo
T (C)
Sal
ida
En
trad
a
Figura 3.4. Curva de Reacción del Intercambiador de Calor.
Teniendo los dos puntos mencionados en el punto 3.3, se obtienen: la constante de tiempo
() y el tiempo muerto (to).
Las unidades de y to son dadas en minutos. Después que y to son evaluadas, se procede
a evaluar la ganancia K del proceso de la siguiente manera:
K =
156 - 150 C TO
55 - 50 % CO
6 C
5% 1,2 C / %
Esto significa que, en condiciones de operación, un cambio de 1% en CO ocasiona un
cambio de 1,2C en la temperatura de salida del proceso. Aun cuando esta ganancia
describe correctamente la sensibilidad entre la temperatura de la salida del proceso y la
salida del controlador (CO), no es muy correcto o apropiado presentar este resultado, en
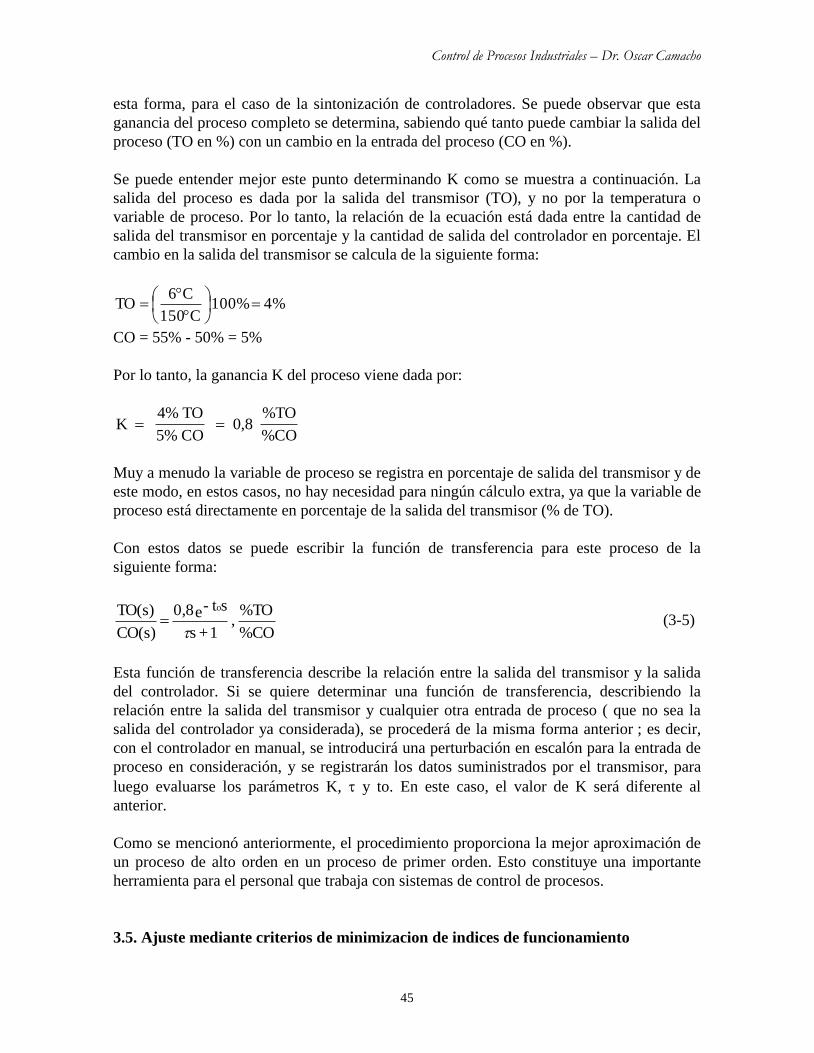
Control de Procesos Industriales – Dr. Oscar Camacho
45
esta forma, para el caso de la sintonización de controladores. Se puede observar que esta
ganancia del proceso completo se determina, sabiendo qué tanto puede cambiar la salida del
proceso (TO en %) con un cambio en la entrada del proceso (CO en %).
Se puede entender mejor este punto determinando K como se muestra a continuación. La
salida del proceso es dada por la salida del transmisor (TO), y no por la temperatura o
variable de proceso. Por lo tanto, la relación de la ecuación está dada entre la cantidad de
salida del transmisor en porcentaje y la cantidad de salida del controlador en porcentaje. El
cambio en la salida del transmisor se calcula de la siguiente forma:
4% 100% C150
C6 TO
CO = 55% - 50% = 5%
Por lo tanto, la ganancia K del proceso viene dada por:
K 4% TO
5% CO 0,8
%TO
%CO
Muy a menudo la variable de proceso se registra en porcentaje de salida del transmisor y de
este modo, en estos casos, no hay necesidad para ningún cálculo extra, ya que la variable de
proceso está directamente en porcentaje de la salida del transmisor (% de TO).
Con estos datos se puede escribir la función de transferencia para este proceso de la
siguiente forma:
%CO
%TO ,
1 + s
e st-0,8
CO(s)
TO(s) o
(3-5)
Esta función de transferencia describe la relación entre la salida del transmisor y la salida
del controlador. Si se quiere determinar una función de transferencia, describiendo la
relación entre la salida del transmisor y cualquier otra entrada de proceso ( que no sea la
salida del controlador ya considerada), se procederá de la misma forma anterior ; es decir,
con el controlador en manual, se introducirá una perturbación en escalón para la entrada de
proceso en consideración, y se registrarán los datos suministrados por el transmisor, para
luego evaluarse los parámetros K, y to. En este caso, el valor de K será diferente al
anterior.
Como se mencionó anteriormente, el procedimiento proporciona la mejor aproximación de
un proceso de alto orden en un proceso de primer orden. Esto constituye una importante
herramienta para el personal que trabaja con sistemas de control de procesos.
3.5. Ajuste mediante criterios de minimizacion de indices de funcionamiento
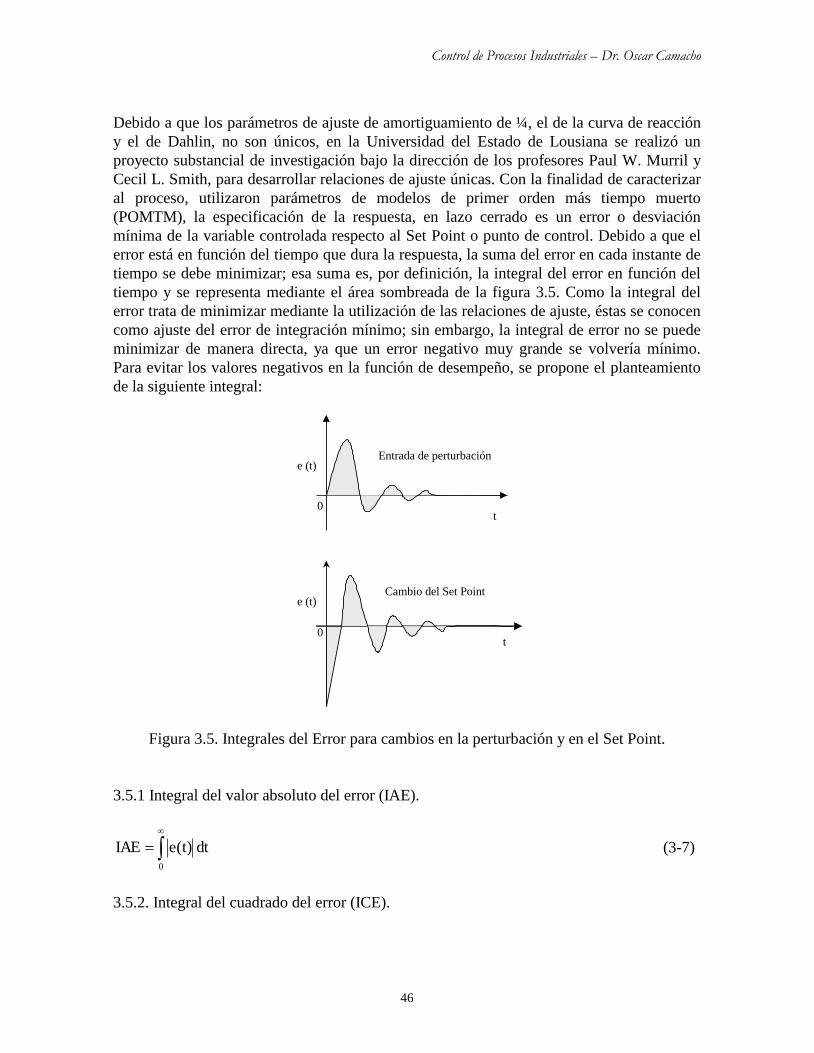
Control de Procesos Industriales – Dr. Oscar Camacho
46
Debido a que los parámetros de ajuste de amortiguamiento de ¼, el de la curva de reacción
y el de Dahlin, no son únicos, en la Universidad del Estado de Lousiana se realizó un
proyecto substancial de investigación bajo la dirección de los profesores Paul W. Murril y
Cecil L. Smith, para desarrollar relaciones de ajuste únicas. Con la finalidad de caracterizar
al proceso, utilizaron parámetros de modelos de primer orden más tiempo muerto
(POMTM), la especificación de la respuesta, en lazo cerrado es un error o desviación
mínima de la variable controlada respecto al Set Point o punto de control. Debido a que el
error está en función del tiempo que dura la respuesta, la suma del error en cada instante de
tiempo se debe minimizar; esa suma es, por definición, la integral del error en función del
tiempo y se representa mediante el área sombreada de la figura 3.5. Como la integral del
error trata de minimizar mediante la utilización de las relaciones de ajuste, éstas se conocen
como ajuste del error de integración mínimo; sin embargo, la integral de error no se puede
minimizar de manera directa, ya que un error negativo muy grande se volvería mínimo.
Para evitar los valores negativos en la función de desempeño, se propone el planteamiento
de la siguiente integral:
t
e (t)
e (t)
t
Entrada de perturbación
Cambio del Set Point
0
0
Figura 3.5. Integrales del Error para cambios en la perturbación y en el Set Point.
3.5.1 Integral del valor absoluto del error (IAE).
0
dt e(t) IAE (3-7)
3.5.2. Integral del cuadrado del error (ICE).
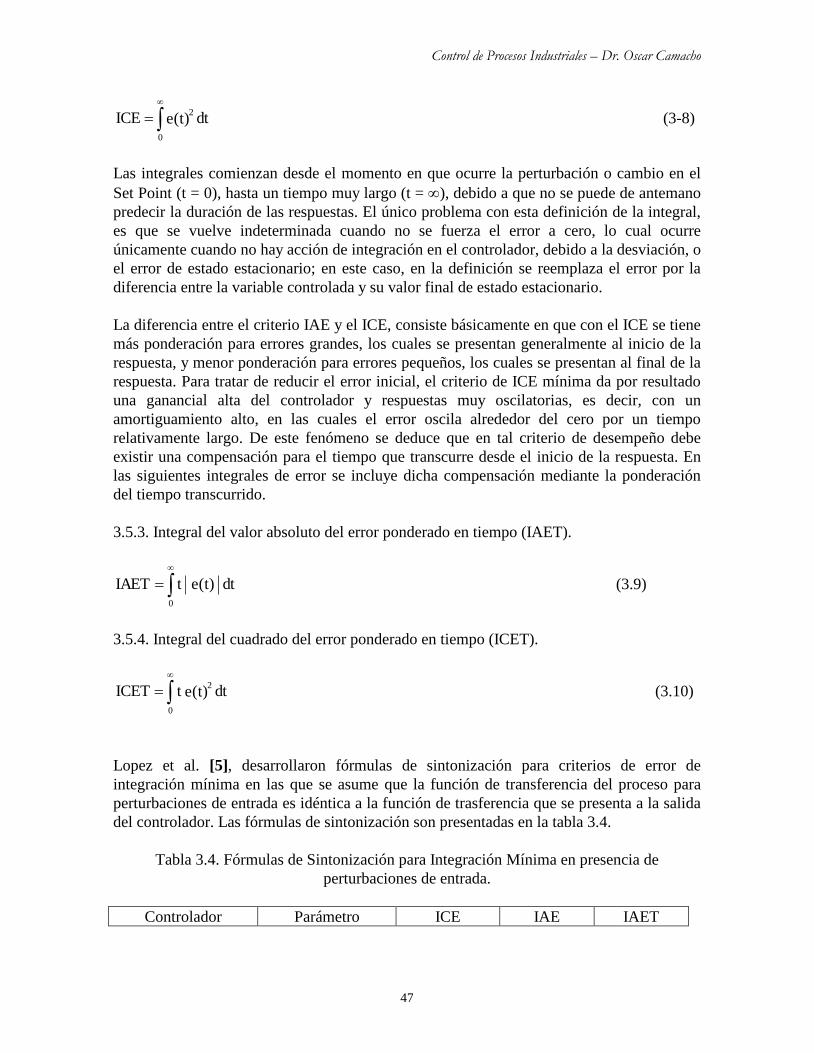
Control de Procesos Industriales – Dr. Oscar Camacho
47
0
2dt e(t) ICE (3-8)
Las integrales comienzan desde el momento en que ocurre la perturbación o cambio en el
Set Point (t = 0), hasta un tiempo muy largo (t = ), debido a que no se puede de antemano
predecir la duración de las respuestas. El único problema con esta definición de la integral,
es que se vuelve indeterminada cuando no se fuerza el error a cero, lo cual ocurre
únicamente cuando no hay acción de integración en el controlador, debido a la desviación, o
el error de estado estacionario; en este caso, en la definición se reemplaza el error por la
diferencia entre la variable controlada y su valor final de estado estacionario.
La diferencia entre el criterio IAE y el ICE, consiste básicamente en que con el ICE se tiene
más ponderación para errores grandes, los cuales se presentan generalmente al inicio de la
respuesta, y menor ponderación para errores pequeños, los cuales se presentan al final de la
respuesta. Para tratar de reducir el error inicial, el criterio de ICE mínima da por resultado
una ganancial alta del controlador y respuestas muy oscilatorias, es decir, con un
amortiguamiento alto, en las cuales el error oscila alrededor del cero por un tiempo
relativamente largo. De este fenómeno se deduce que en tal criterio de desempeño debe
existir una compensación para el tiempo que transcurre desde el inicio de la respuesta. En
las siguientes integrales de error se incluye dicha compensación mediante la ponderación
del tiempo transcurrido.
3.5.3. Integral del valor absoluto del error ponderado en tiempo (IAET).
0
dt e(t) t IAET (3.9)
3.5.4. Integral del cuadrado del error ponderado en tiempo (ICET).
0
2dt e(t)t ICET (3.10)
Lopez et al. [5], desarrollaron fórmulas de sintonización para criterios de error de
integración mínima en las que se asume que la función de transferencia del proceso para
perturbaciones de entrada es idéntica a la función de trasferencia que se presenta a la salida
del controlador. Las fórmulas de sintonización son presentadas en la tabla 3.4.
Tabla 3.4. Fórmulas de Sintonización para Integración Mínima en presencia de
perturbaciones de entrada.
Controlador Parámetro ICE IAE IAET
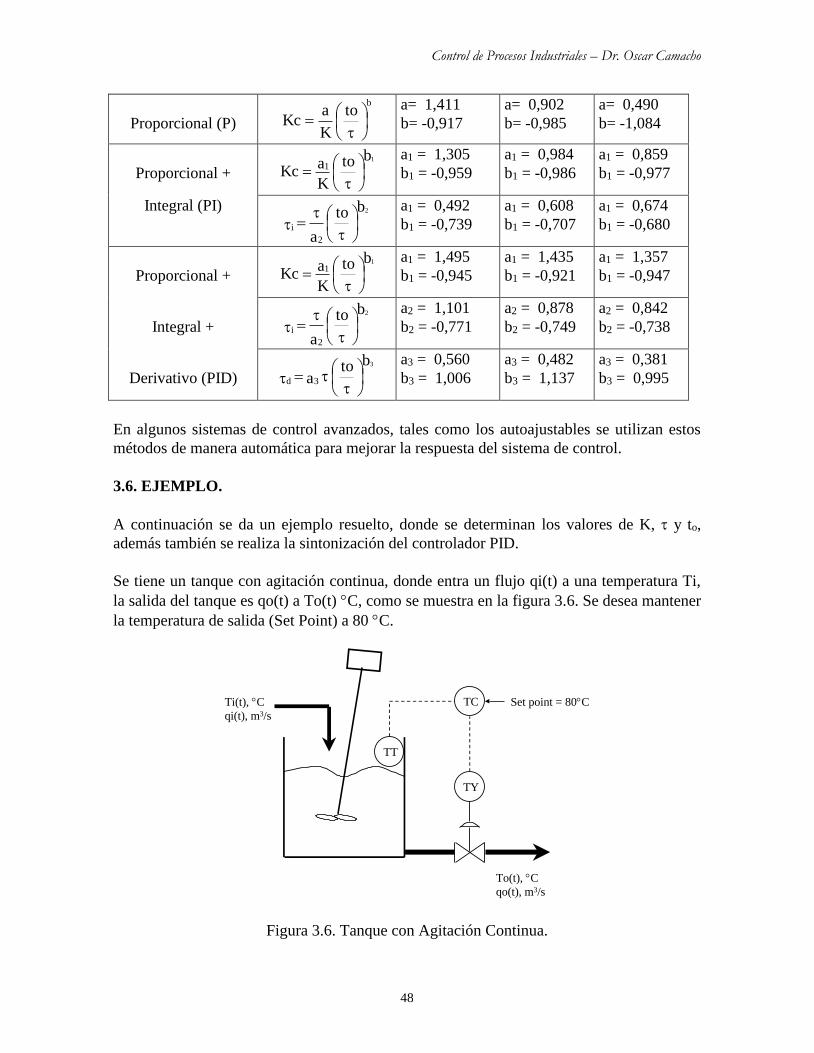
Control de Procesos Industriales – Dr. Oscar Camacho
48
Proporcional (P)
to
K
aKc
b
a= 1,411
b= -0,917
a= 0,902
b= -0,985
a= 0,490
b= -1,084
Proporcional +
to b
K
aKc
1
1 a1 = 1,305
b1 = -0,959
a1 = 0,984
b1 = -0,986
a1 = 0,859
b1 = -0,977
Integral (PI)
to b
a
2
2
i a1 = 0,492
b1 = -0,739
a1 = 0,608
b1 = -0,707
a1 = 0,674
b1 = -0,680
Proporcional +
to b
K
aKc
1
1 a1 = 1,495
b1 = -0,945
a1 = 1,435
b1 = -0,921
a1 = 1,357
b1 = -0,947
Integral +
to b
a
2
2
i a2 = 1,101
b2 = -0,771
a2 = 0,878
b2 = -0,749
a2 = 0,842
b2 = -0,738
Derivativo (PID)
to b a
3
3d a3 = 0,560
b3 = 1,006
a3 = 0,482
b3 = 1,137
a3 = 0,381
b3 = 0,995
En algunos sistemas de control avanzados, tales como los autoajustables se utilizan estos
métodos de manera automática para mejorar la respuesta del sistema de control.
3.6. EJEMPLO.
A continuación se da un ejemplo resuelto, donde se determinan los valores de K, y to,
además también se realiza la sintonización del controlador PID.
Se tiene un tanque con agitación continua, donde entra un flujo qi(t) a una temperatura Ti,
la salida del tanque es qo(t) a To(t) C, como se muestra en la figura 3.6. Se desea mantener
la temperatura de salida (Set Point) a 80 C.
Ti(t), C
qi(t), m3/s
To(t), C
qo(t), m3/s
TY
TT
TC Set point = 80C
Figura 3.6. Tanque con Agitación Continua.
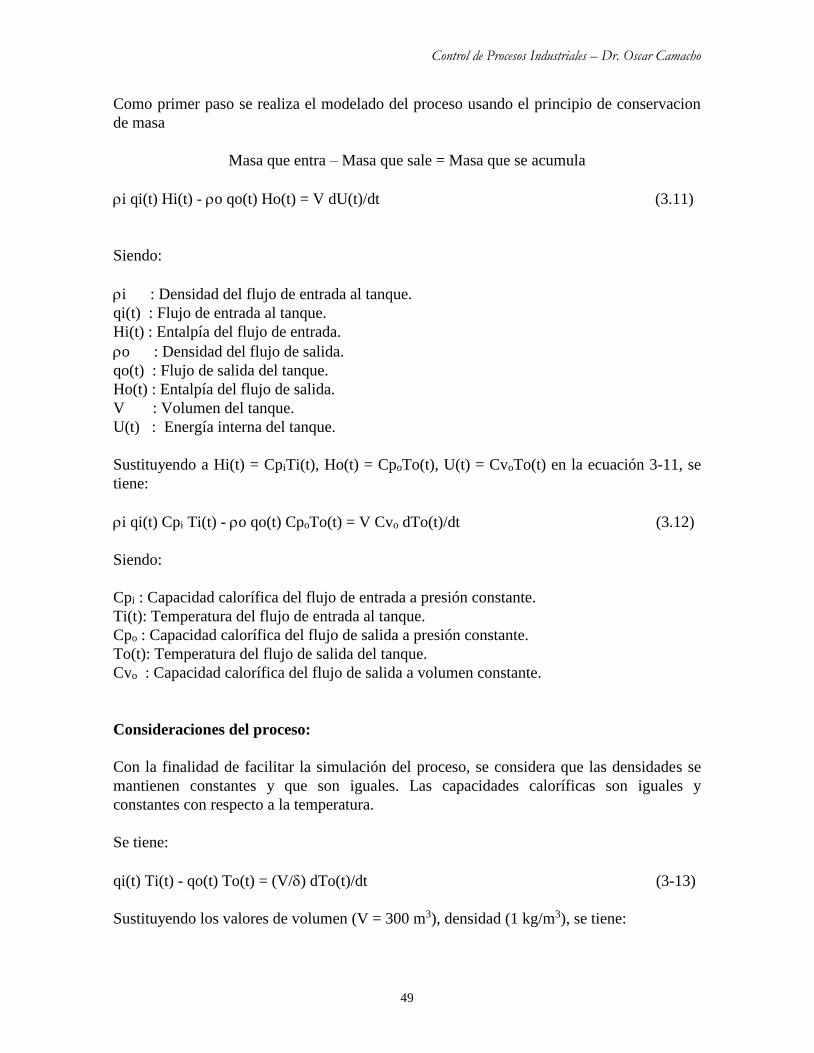
Control de Procesos Industriales – Dr. Oscar Camacho
49
Como primer paso se realiza el modelado del proceso usando el principio de conservacion
de masa
Masa que entra – Masa que sale = Masa que se acumula
i qi(t) Hi(t) - o qo(t) Ho(t) = V dU(t)/dt (3.11)
Siendo:
i : Densidad del flujo de entrada al tanque.
qi(t) : Flujo de entrada al tanque.
Hi(t) : Entalpía del flujo de entrada.
o : Densidad del flujo de salida.
qo(t) : Flujo de salida del tanque.
Ho(t) : Entalpía del flujo de salida.
V : Volumen del tanque.
U(t) : Energía interna del tanque.
Sustituyendo a Hi(t) = CpiTi(t), Ho(t) = CpoTo(t), U(t) = CvoTo(t) en la ecuación 3-11, se
tiene:
i qi(t) Cpi Ti(t) - o qo(t) CpoTo(t) = V Cvo dTo(t)/dt (3.12)
Siendo:
Cpi : Capacidad calorífica del flujo de entrada a presión constante.
Ti(t): Temperatura del flujo de entrada al tanque.
Cpo : Capacidad calorífica del flujo de salida a presión constante.
To(t): Temperatura del flujo de salida del tanque.
Cvo : Capacidad calorífica del flujo de salida a volumen constante.
Consideraciones del proceso:
Con la finalidad de facilitar la simulación del proceso, se considera que las densidades se
mantienen constantes y que son iguales. Las capacidades caloríficas son iguales y
constantes con respecto a la temperatura.
Se tiene:
qi(t) Ti(t) - qo(t) To(t) = (V/) dTo(t)/dt (3-13)
Sustituyendo los valores de volumen (V = 300 m3), densidad (1 kg/m3), se tiene:
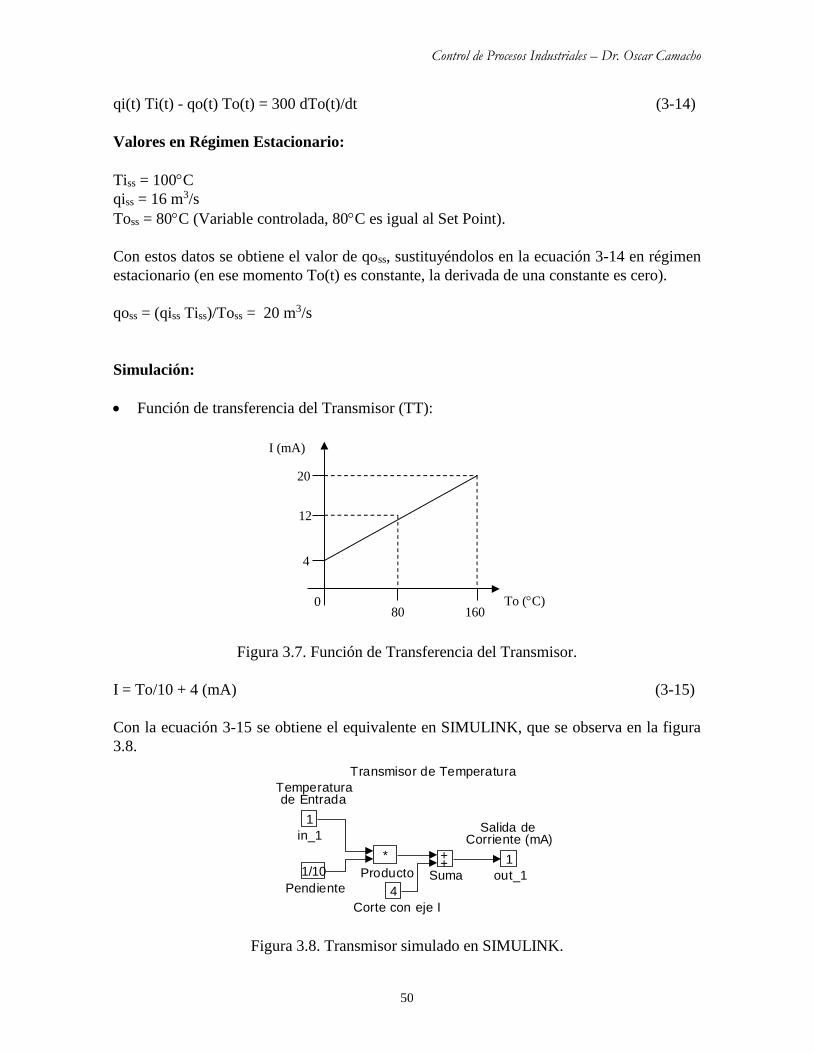
Control de Procesos Industriales – Dr. Oscar Camacho
50
qi(t) Ti(t) - qo(t) To(t) = 300 dTo(t)/dt (3-14)
Valores en Régimen Estacionario:
Tiss = 100C
qiss = 16 m3/s
Toss = 80C (Variable controlada, 80C es igual al Set Point).
Con estos datos se obtiene el valor de qoss, sustituyéndolos en la ecuación 3-14 en régimen
estacionario (en ese momento To(t) es constante, la derivada de una constante es cero).
qoss = (qiss Tiss)/Toss = 20 m3/s
Simulación:
Función de transferencia del Transmisor (TT):
80 160To (C)0
4
12
20
I (mA)
Figura 3.7. Función de Transferencia del Transmisor.
I = To/10 + 4 (mA) (3-15)
Con la ecuación 3-15 se obtiene el equivalente en SIMULINK, que se observa en la figura
3.8.
1
in_1
*
Producto
++
Suma
4
Corte con eje I
1/10
Pendiente
Temperaturade Entrada
1
out_1
Salida deCorriente (mA)
Transmisor de Temperatura
Figura 3.8. Transmisor simulado en SIMULINK.
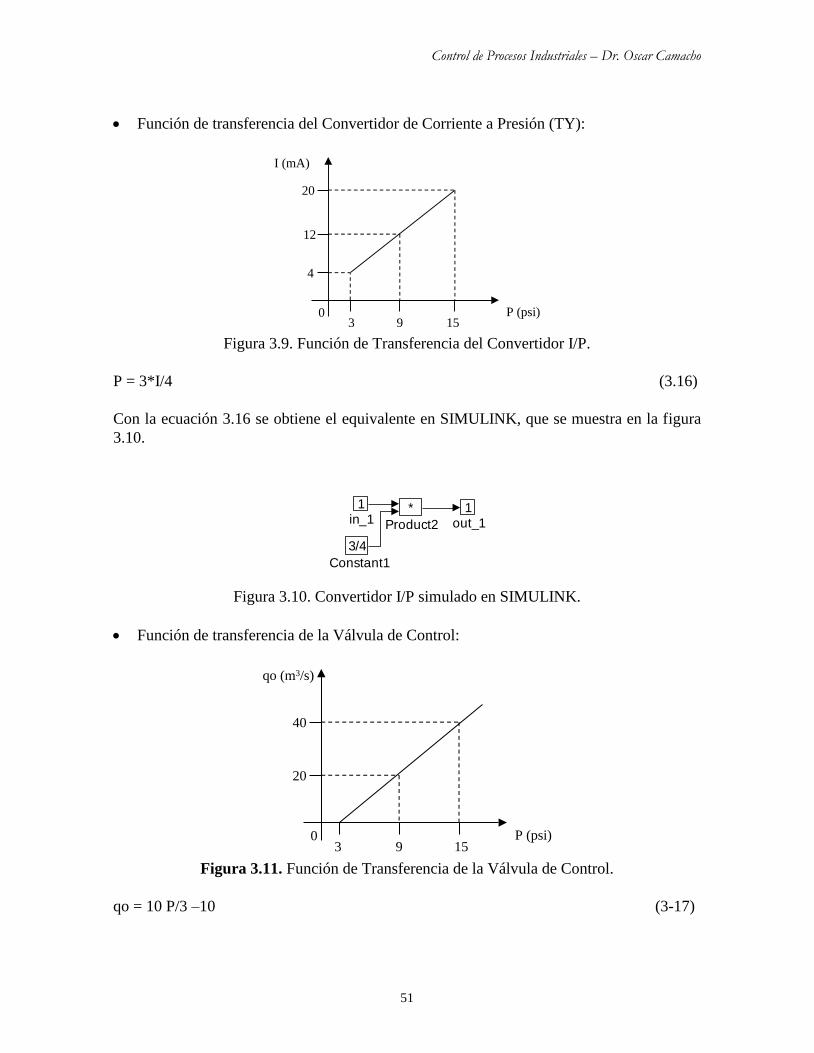
Control de Procesos Industriales – Dr. Oscar Camacho
51
Función de transferencia del Convertidor de Corriente a Presión (TY):
9 15P (psi)0
4
12
20
I (mA)
3 Figura 3.9. Función de Transferencia del Convertidor I/P.
P = 3*I/4 (3.16)
Con la ecuación 3.16 se obtiene el equivalente en SIMULINK, que se muestra en la figura
3.10.
1in_1
*
Product2
1out_1
3/4
Constant1
Figura 3.10. Convertidor I/P simulado en SIMULINK.
Función de transferencia de la Válvula de Control:
9 15P (psi)0
20
40
qo (m3/s)
3 Figura 3.11. Función de Transferencia de la Válvula de Control.
qo = 10 P/3 –10 (3-17)
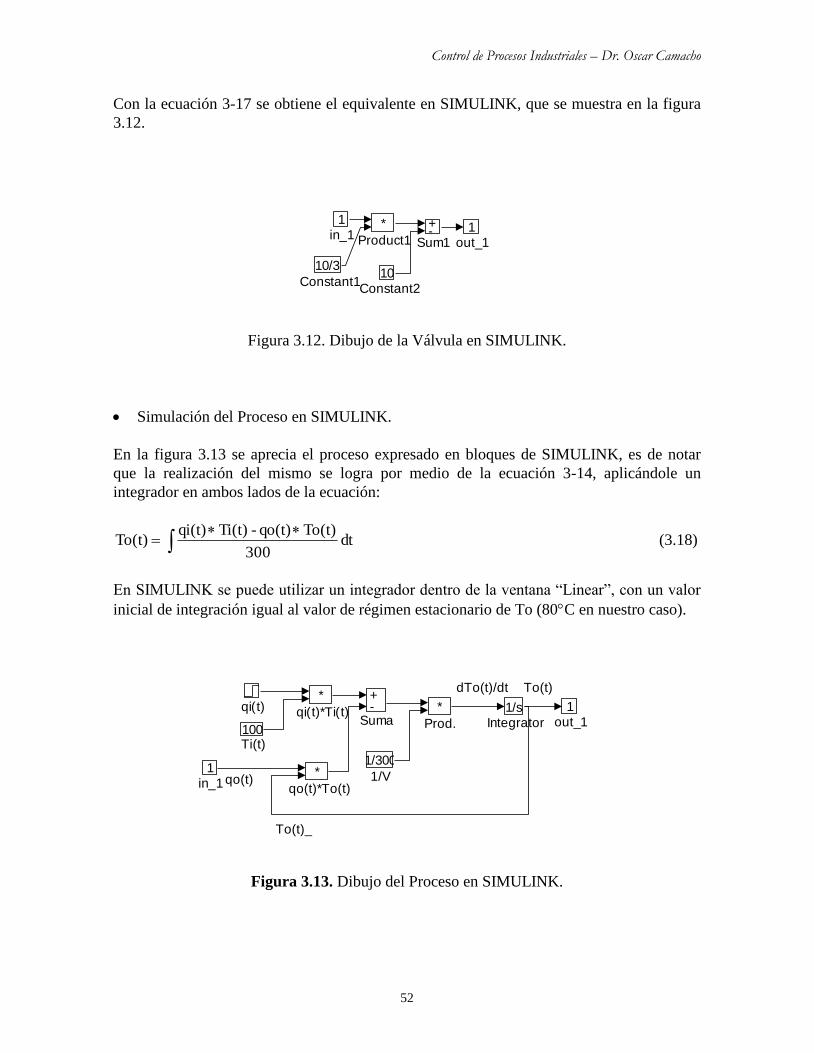
Control de Procesos Industriales – Dr. Oscar Camacho
52
Con la ecuación 3-17 se obtiene el equivalente en SIMULINK, que se muestra en la figura
3.12.
10Constant2
+-
Sum1
*
Product1
1in_1
1out_1
10/3
Constant1
Figura 3.12. Dibujo de la Válvula en SIMULINK.
Simulación del Proceso en SIMULINK.
En la figura 3.13 se aprecia el proceso expresado en bloques de SIMULINK, es de notar
que la realización del mismo se logra por medio de la ecuación 3-14, aplicándole un
integrador en ambos lados de la ecuación:
dt 300
To(t)qo(t) - Ti(t)qi(t) To(t) (3.18)
En SIMULINK se puede utilizar un integrador dentro de la ventana “Linear”, con un valor
inicial de integración igual al valor de régimen estacionario de To (80C en nuestro caso).
*
qo(t)*To(t)
*
qi(t)*Ti(t)qi(t)
100Ti(t)
1in_1
To(t)dTo(t)/dt+-
Suma*
Prod.
1/sIntegrator
1out_1
1/300
1/Vqo(t)
To(t)_
Figura 3.13. Dibujo del Proceso en SIMULINK.
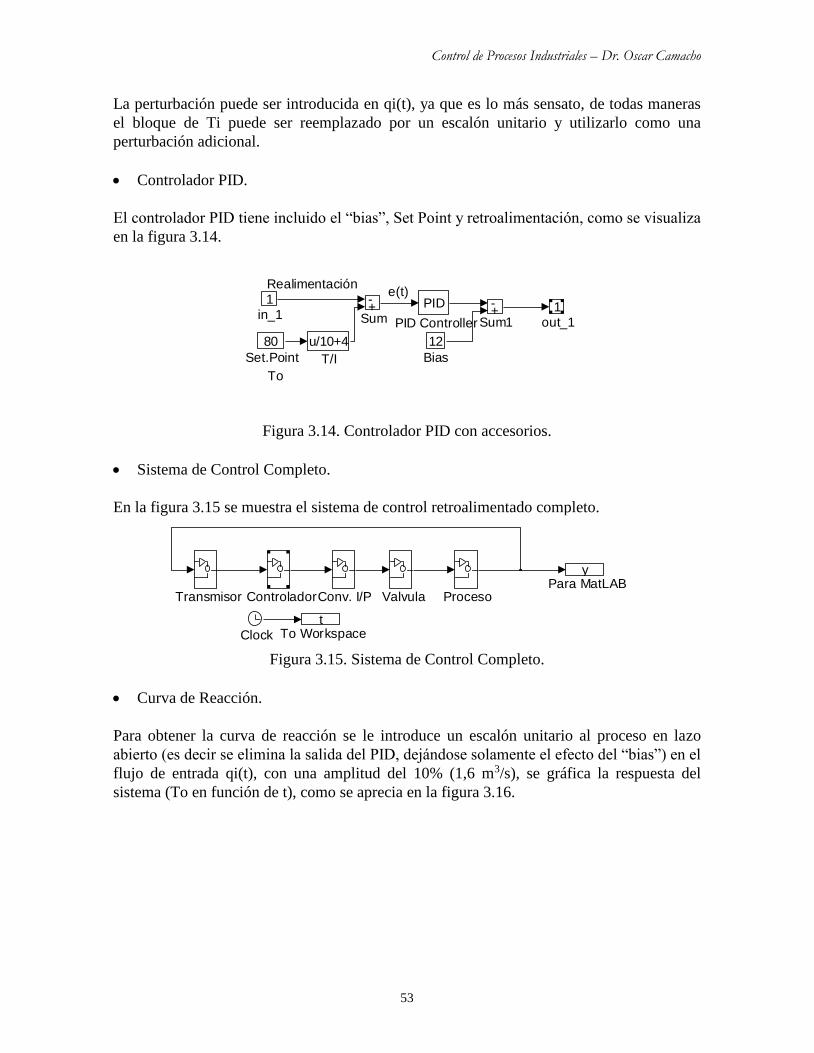
Control de Procesos Industriales – Dr. Oscar Camacho
53
La perturbación puede ser introducida en qi(t), ya que es lo más sensato, de todas maneras
el bloque de Ti puede ser reemplazado por un escalón unitario y utilizarlo como una
perturbación adicional.
Controlador PID.
El controlador PID tiene incluido el “bias”, Set Point y retroalimentación, como se visualiza
en la figura 3.14.
u/10+4
T/I
-+
SumPID
PID Controller
-+
Sum1
To
80
Set.Point
Realimentación1
in_1
e(t)
12
Bias
1out_1
Figura 3.14. Controlador PID con accesorios.
Sistema de Control Completo.
En la figura 3.15 se muestra el sistema de control retroalimentado completo.
Clockt
To Workspace
Valvula ProcesoConv. I/PControladorTransmisor
yPara MatLAB
Figura 3.15. Sistema de Control Completo.
Curva de Reacción.
Para obtener la curva de reacción se le introduce un escalón unitario al proceso en lazo
abierto (es decir se elimina la salida del PID, dejándose solamente el efecto del “bias”) en el
flujo de entrada qi(t), con una amplitud del 10% (1,6 m3/s), se gráfica la respuesta del
sistema (To en función de t), como se aprecia en la figura 3.16.
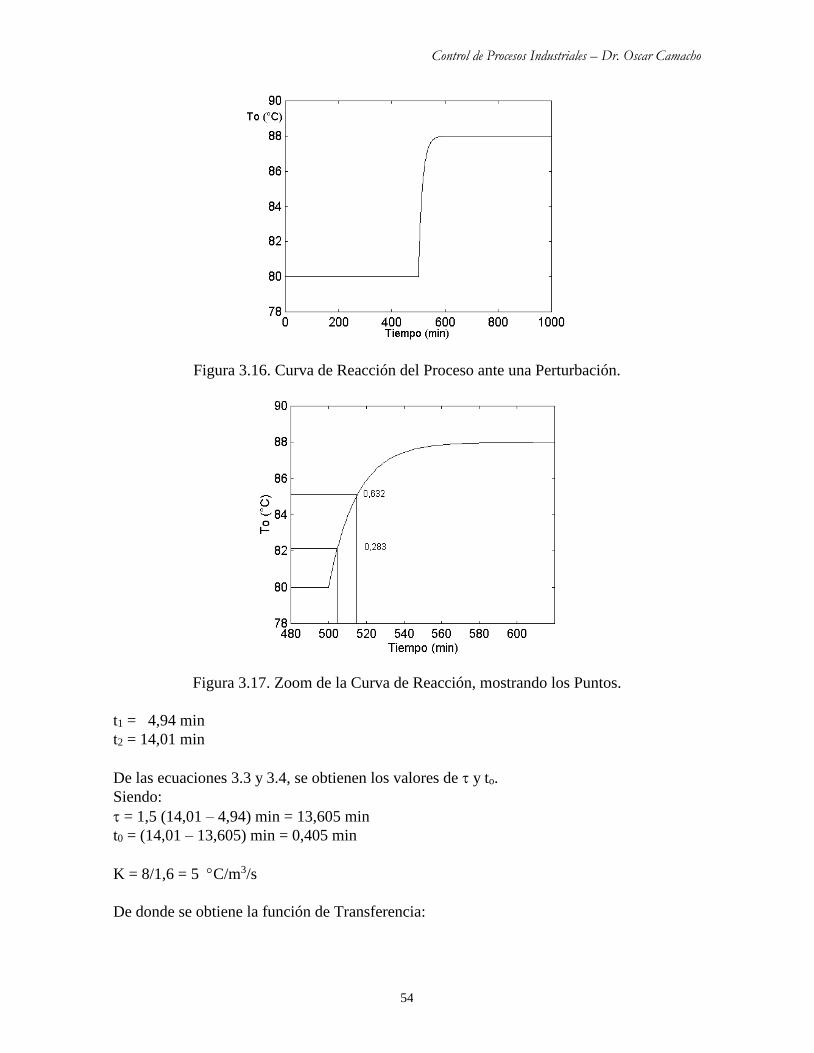
Control de Procesos Industriales – Dr. Oscar Camacho
54
Figura 3.16. Curva de Reacción del Proceso ante una Perturbación.
Figura 3.17. Zoom de la Curva de Reacción, mostrando los Puntos.
t1 = 4,94 min
t2 = 14,01 min
De las ecuaciones 3.3 y 3.4, se obtienen los valores de y to.
Siendo:
= 1,5 (14,01 – 4,94) min = 13,605 min
t0 = (14,01 – 13,605) min = 0,405 min
K = 8/1,6 = 5 C/m3/s
De donde se obtiene la función de Transferencia:
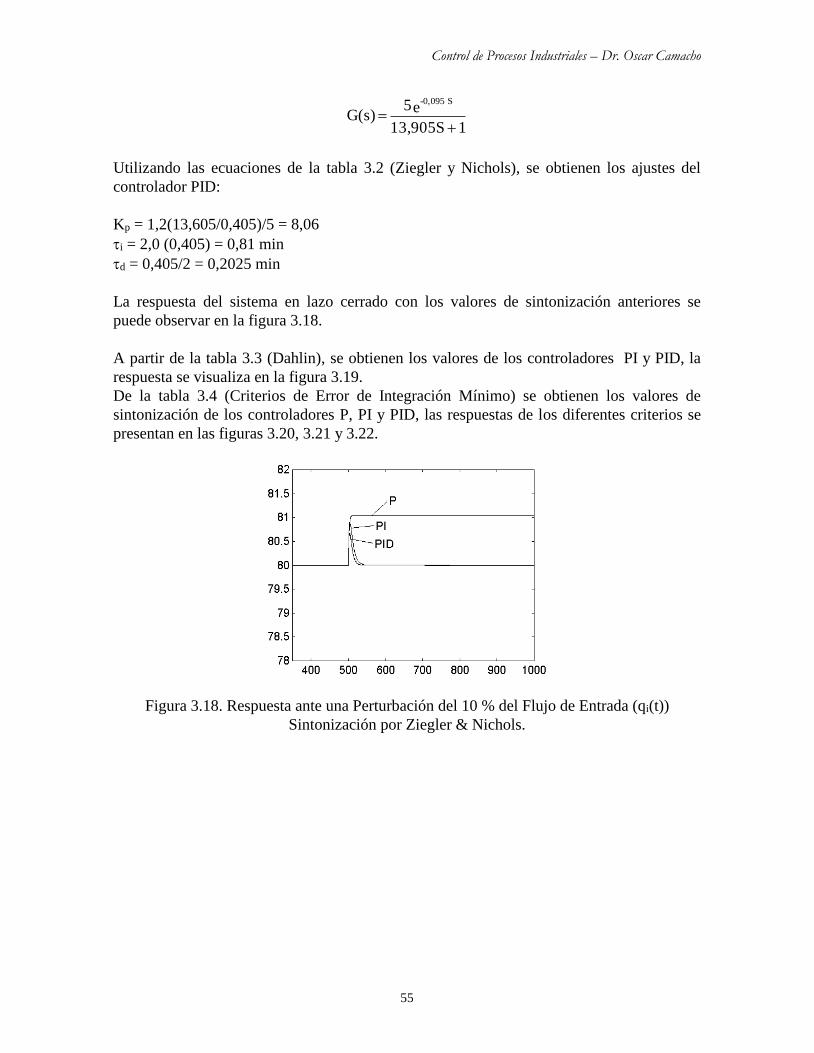
Control de Procesos Industriales – Dr. Oscar Camacho
55
1 S 13,905
e5 G(s)
S -0,095
Utilizando las ecuaciones de la tabla 3.2 (Ziegler y Nichols), se obtienen los ajustes del
controlador PID:
Kp = 1,2(13,605/0,405)/5 = 8,06
i = 2,0 (0,405) = 0,81 min
d = 0,405/2 = 0,2025 min
La respuesta del sistema en lazo cerrado con los valores de sintonización anteriores se
puede observar en la figura 3.18.
A partir de la tabla 3.3 (Dahlin), se obtienen los valores de los controladores PI y PID, la
respuesta se visualiza en la figura 3.19.
De la tabla 3.4 (Criterios de Error de Integración Mínimo) se obtienen los valores de
sintonización de los controladores P, PI y PID, las respuestas de los diferentes criterios se
presentan en las figuras 3.20, 3.21 y 3.22.
Figura 3.18. Respuesta ante una Perturbación del 10 % del Flujo de Entrada (qi(t))
Sintonización por Ziegler & Nichols.
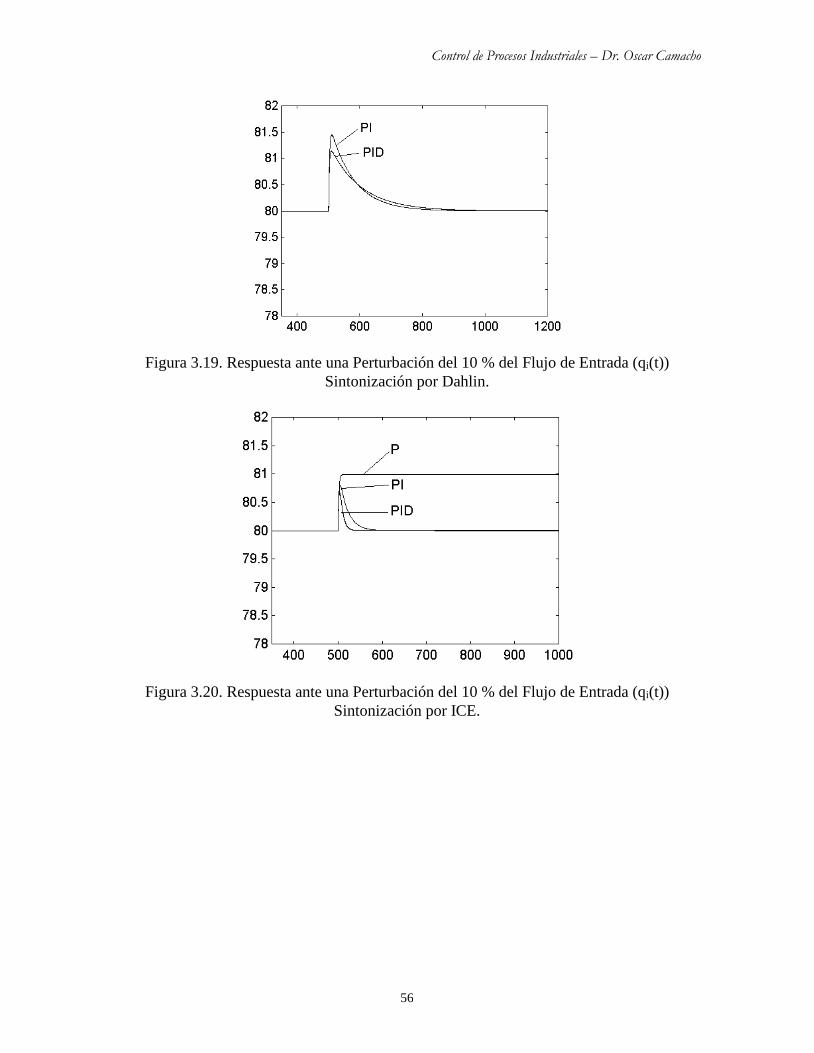
Control de Procesos Industriales – Dr. Oscar Camacho
56
Figura 3.19. Respuesta ante una Perturbación del 10 % del Flujo de Entrada (qi(t))
Sintonización por Dahlin.
Figura 3.20. Respuesta ante una Perturbación del 10 % del Flujo de Entrada (qi(t))
Sintonización por ICE.
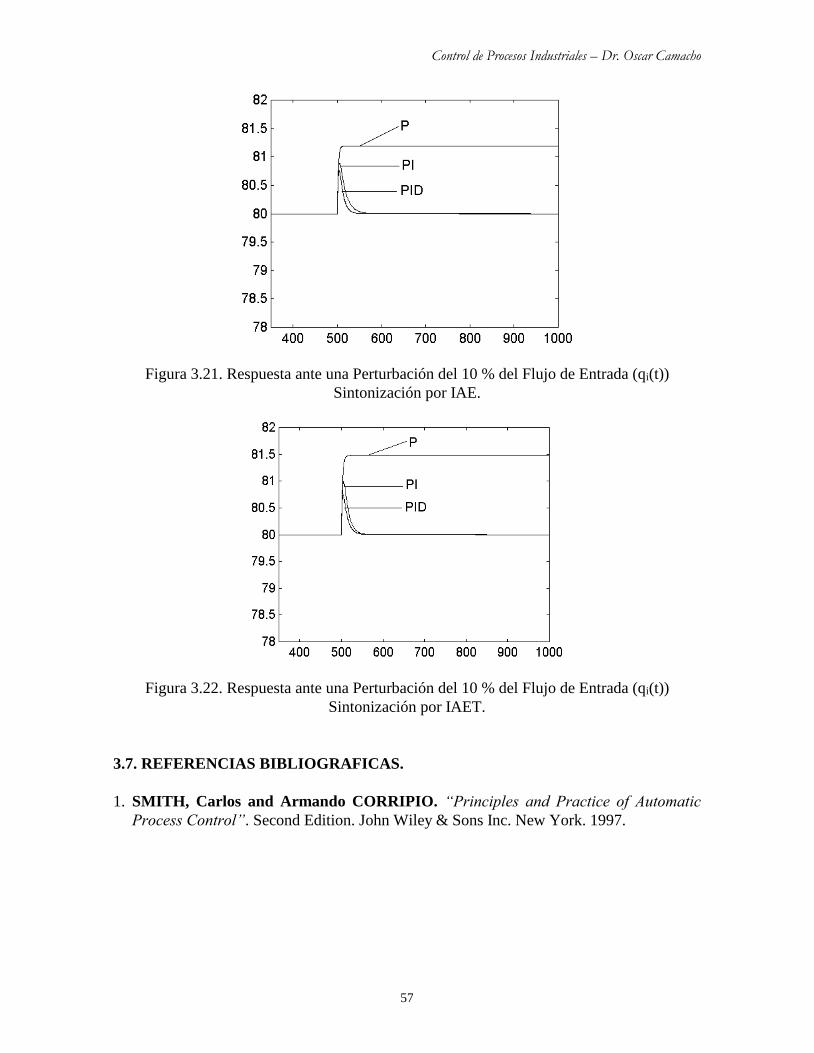
Control de Procesos Industriales – Dr. Oscar Camacho
57
Figura 3.21. Respuesta ante una Perturbación del 10 % del Flujo de Entrada (qi(t))
Sintonización por IAE.
Figura 3.22. Respuesta ante una Perturbación del 10 % del Flujo de Entrada (qi(t))
Sintonización por IAET.
3.7. REFERENCIAS BIBLIOGRAFICAS.
1. SMITH, Carlos and Armando CORRIPIO. “Principles and Practice of Automatic
Process Control”. Second Edition. John Wiley & Sons Inc. New York. 1997.
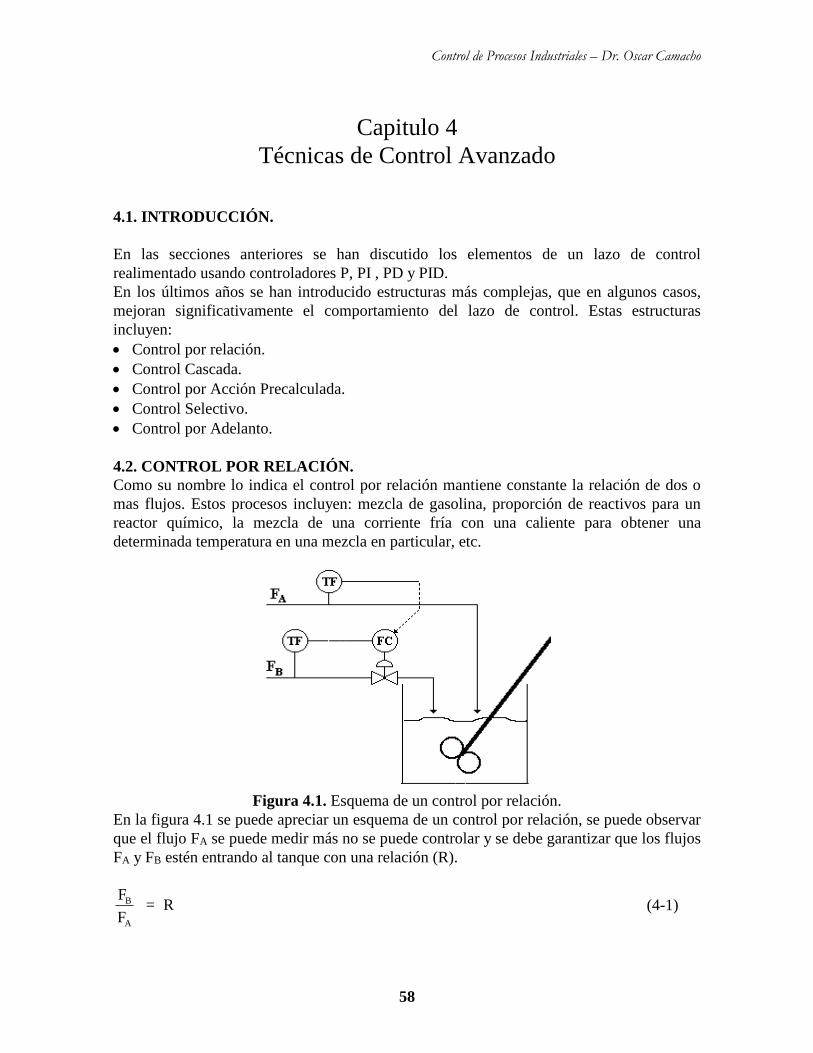
Control de Procesos Industriales – Dr. Oscar Camacho
58
Capitulo 4
Técnicas de Control Avanzado
4.1. INTRODUCCIÓN.
En las secciones anteriores se han discutido los elementos de un lazo de control
realimentado usando controladores P, PI , PD y PID.
En los últimos años se han introducido estructuras más complejas, que en algunos casos,
mejoran significativamente el comportamiento del lazo de control. Estas estructuras
incluyen:
Control por relación.
Control Cascada.
Control por Acción Precalculada.
Control Selectivo.
Control por Adelanto.
4.2. CONTROL POR RELACIÓN.
Como su nombre lo indica el control por relación mantiene constante la relación de dos o
mas flujos. Estos procesos incluyen: mezcla de gasolina, proporción de reactivos para un
reactor químico, la mezcla de una corriente fría con una caliente para obtener una
determinada temperatura en una mezcla en particular, etc.
Figura 4.1. Esquema de un control por relación.
En la figura 4.1 se puede apreciar un esquema de un control por relación, se puede observar
que el flujo FA se puede medir más no se puede controlar y se debe garantizar que los flujos
FA y FB estén entrando al tanque con una relación (R).
F
F = RB
A
(4-1)
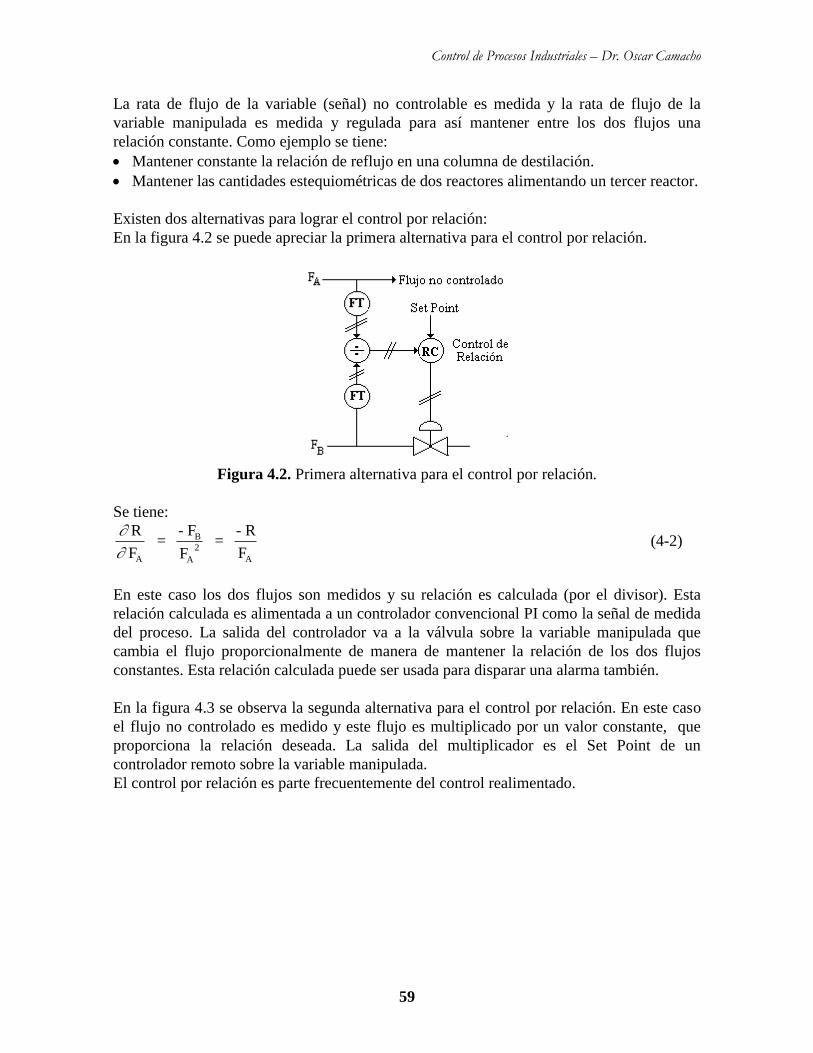
Control de Procesos Industriales – Dr. Oscar Camacho
59
La rata de flujo de la variable (señal) no controlable es medida y la rata de flujo de la
variable manipulada es medida y regulada para así mantener entre los dos flujos una
relación constante. Como ejemplo se tiene:
Mantener constante la relación de reflujo en una columna de destilación.
Mantener las cantidades estequiométricas de dos reactores alimentando un tercer reactor.
Existen dos alternativas para lograr el control por relación:
En la figura 4.2 se puede apreciar la primera alternativa para el control por relación.
Figura 4.2. Primera alternativa para el control por relación.
Se tiene:
R
F =
- F
F =
- R
FA
B
A A
2 (4-2)
En este caso los dos flujos son medidos y su relación es calculada (por el divisor). Esta
relación calculada es alimentada a un controlador convencional PI como la señal de medida
del proceso. La salida del controlador va a la válvula sobre la variable manipulada que
cambia el flujo proporcionalmente de manera de mantener la relación de los dos flujos
constantes. Esta relación calculada puede ser usada para disparar una alarma también.
En la figura 4.3 se observa la segunda alternativa para el control por relación. En este caso
el flujo no controlado es medido y este flujo es multiplicado por un valor constante, que
proporciona la relación deseada. La salida del multiplicador es el Set Point de un
controlador remoto sobre la variable manipulada.
El control por relación es parte frecuentemente del control realimentado.
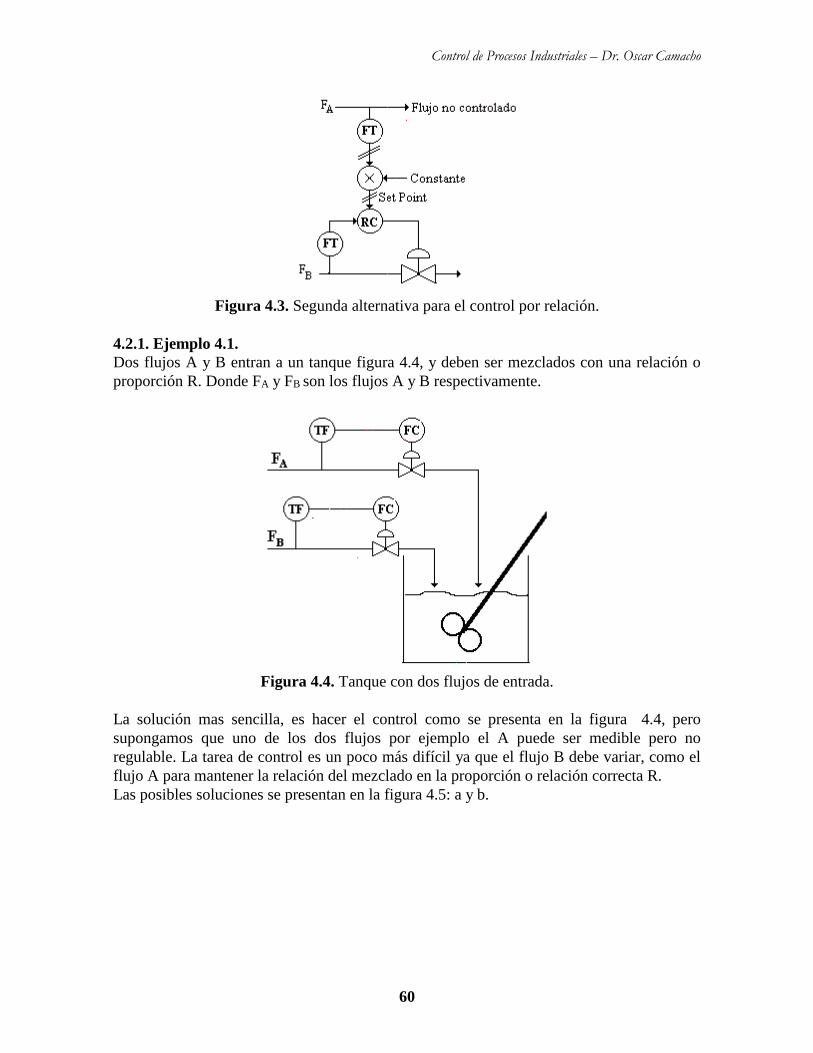
Control de Procesos Industriales – Dr. Oscar Camacho
60
Figura 4.3. Segunda alternativa para el control por relación.
4.2.1. Ejemplo 4.1.
Dos flujos A y B entran a un tanque figura 4.4, y deben ser mezclados con una relación o
proporción R. Donde FA y FB son los flujos A y B respectivamente.
Figura 4.4. Tanque con dos flujos de entrada.
La solución mas sencilla, es hacer el control como se presenta en la figura 4.4, pero
supongamos que uno de los dos flujos por ejemplo el A puede ser medible pero no
regulable. La tarea de control es un poco más difícil ya que el flujo B debe variar, como el
flujo A para mantener la relación del mezclado en la proporción o relación correcta R.
Las posibles soluciones se presentan en la figura 4.5: a y b.
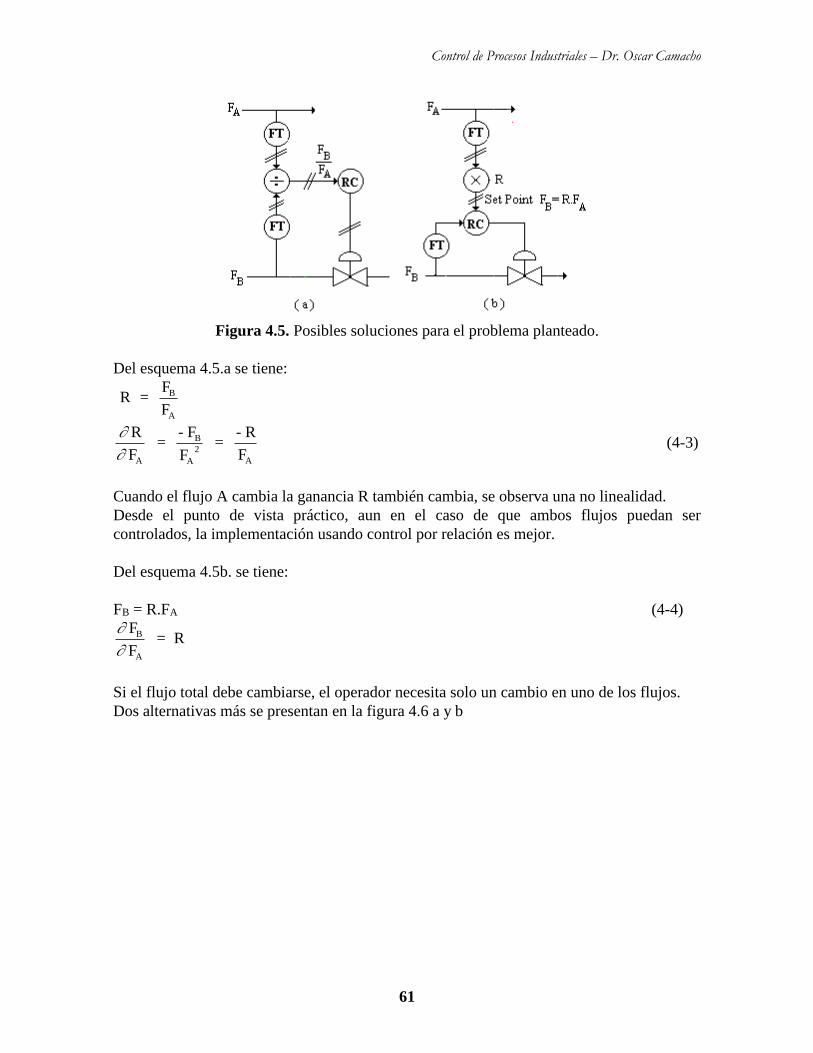
Control de Procesos Industriales – Dr. Oscar Camacho
61
Figura 4.5. Posibles soluciones para el problema planteado.
Del esquema 4.5.a se tiene:
R = F
F
B
A
R
F =
- F
F =
- R
FA
B
A A
2 (4-3)
Cuando el flujo A cambia la ganancia R también cambia, se observa una no linealidad.
Desde el punto de vista práctico, aun en el caso de que ambos flujos puedan ser
controlados, la implementación usando control por relación es mejor.
Del esquema 4.5b. se tiene:
FB = R.FA (4-4)
F
F = RB
A
Si el flujo total debe cambiarse, el operador necesita solo un cambio en uno de los flujos.
Dos alternativas más se presentan en la figura 4.6 a y b
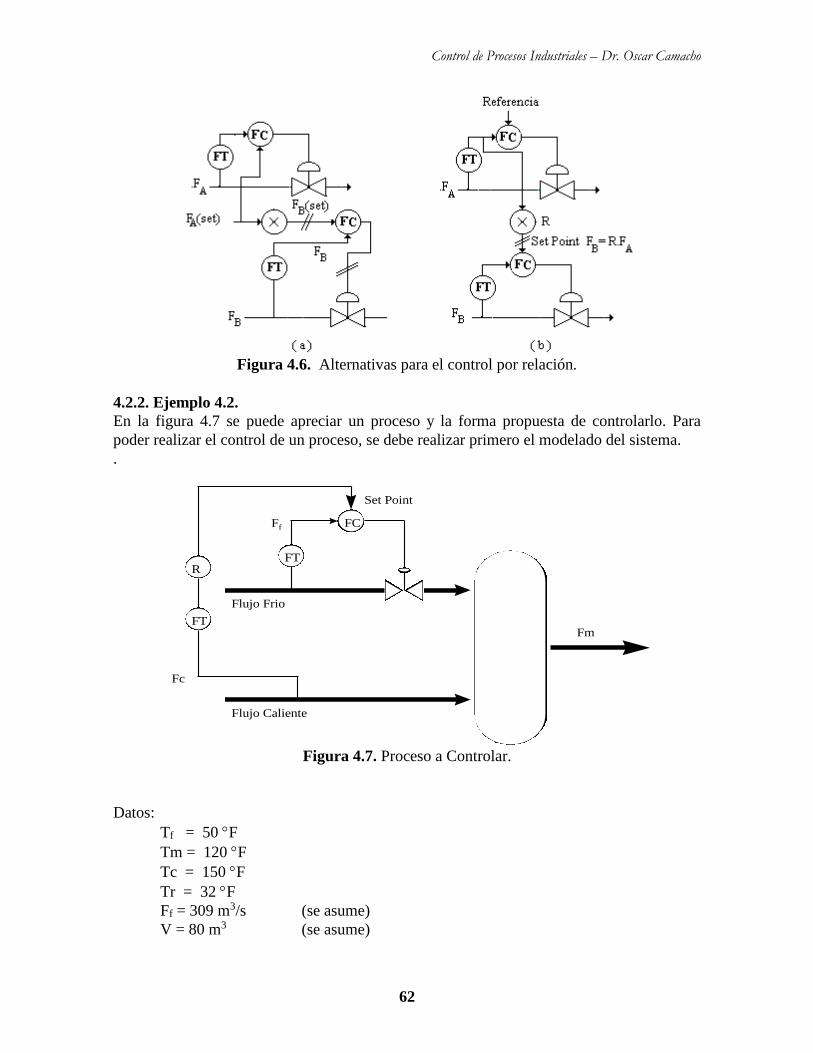
Control de Procesos Industriales – Dr. Oscar Camacho
62
Figura 4.6. Alternativas para el control por relación.
4.2.2. Ejemplo 4.2.
En la figura 4.7 se puede apreciar un proceso y la forma propuesta de controlarlo. Para
poder realizar el control de un proceso, se debe realizar primero el modelado del sistema.
.
FT
RFT
FC
Flujo Caliente
Flujo Frio
Fc
Ff
Set Point
Fm
Figura 4.7. Proceso a Controlar.
Datos:
Tf = 50 F
Tm = 120 F
Tc = 150 F
Tr = 32 F
Ff = 309 m3/s (se asume)
V = 80 m3 (se asume)
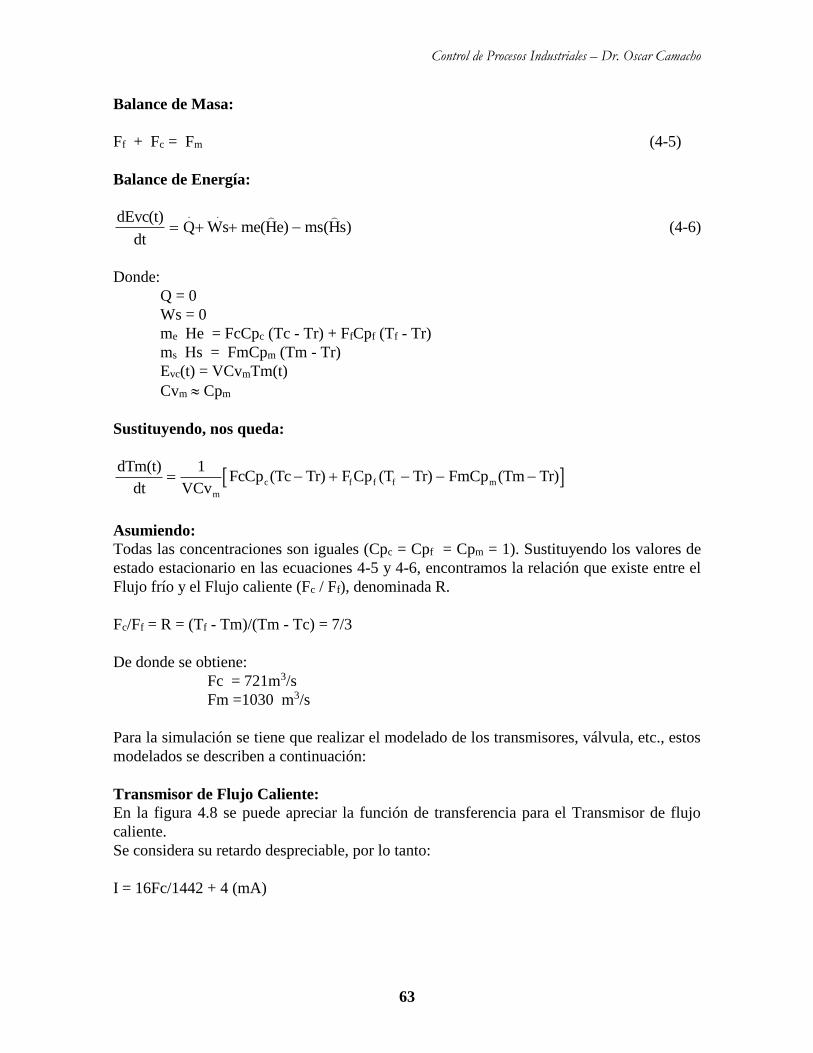
Control de Procesos Industriales – Dr. Oscar Camacho
63
Balance de Masa:
Ff + Fc = Fm (4-5)
Balance de Energía:
dEvc(t)
dtQ Ws me(He) ms(Hs)
. .
(4-6)
Donde:
Q = 0
Ws = 0
me He = FcCpc (Tc - Tr) + FfCpf (Tf - Tr)
ms Hs = FmCpm (Tm - Tr)
Evc(t) = VCvmTm(t)
Cvm Cpm
Sustituyendo, nos queda:
dTm(t)
dt
1
VCvFcCp (Tc Tr) F Cp (T Tr) FmCp (Tm Tr)
m
c f f f m
Asumiendo: Todas las concentraciones son iguales (Cpc = Cpf = Cpm = 1). Sustituyendo los valores de
estado estacionario en las ecuaciones 4-5 y 4-6, encontramos la relación que existe entre el
Flujo frío y el Flujo caliente (Fc / Ff), denominada R.
Fc/Ff = R = (Tf - Tm)/(Tm - Tc) = 7/3
De donde se obtiene:
Fc = 721m3/s
Fm =1030 m3/s
Para la simulación se tiene que realizar el modelado de los transmisores, válvula, etc., estos
modelados se describen a continuación:
Transmisor de Flujo Caliente:
En la figura 4.8 se puede apreciar la función de transferencia para el Transmisor de flujo
caliente.
Se considera su retardo despreciable, por lo tanto:
I = 16Fc/1442 + 4 (mA)
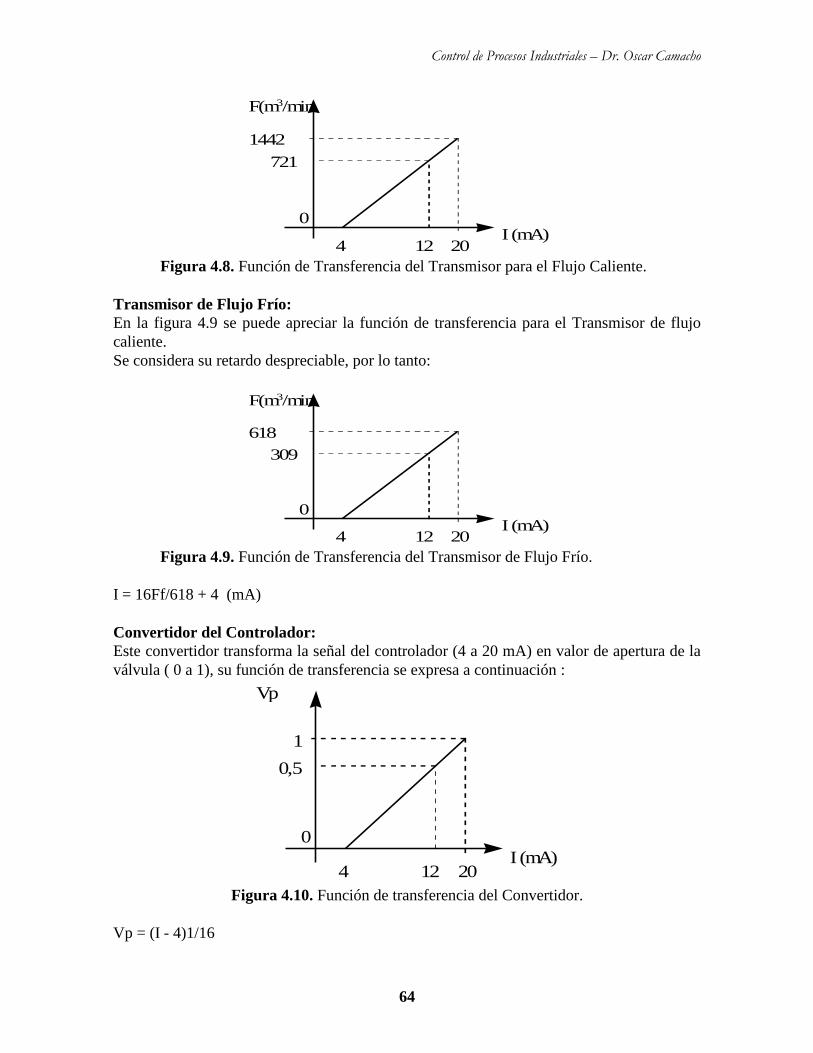
Control de Procesos Industriales – Dr. Oscar Camacho
64
4 20
0
721
I (mA)
F(m3/min
)
12
1442
Figura 4.8. Función de Transferencia del Transmisor para el Flujo Caliente.
Transmisor de Flujo Frío:
En la figura 4.9 se puede apreciar la función de transferencia para el Transmisor de flujo
caliente.
Se considera su retardo despreciable, por lo tanto:
4 20
0
309
I (mA)
F(m3/min
)
12
618
Figura 4.9. Función de Transferencia del Transmisor de Flujo Frío.
I = 16Ff/618 + 4 (mA)
Convertidor del Controlador:
Este convertidor transforma la señal del controlador (4 a 20 mA) en valor de apertura de la
válvula ( 0 a 1), su función de transferencia se expresa a continuación :
4 20
0
1
I (mA)
Vp
12
0,5
Figura 4.10. Función de transferencia del Convertidor.
Vp = (I - 4)1/16
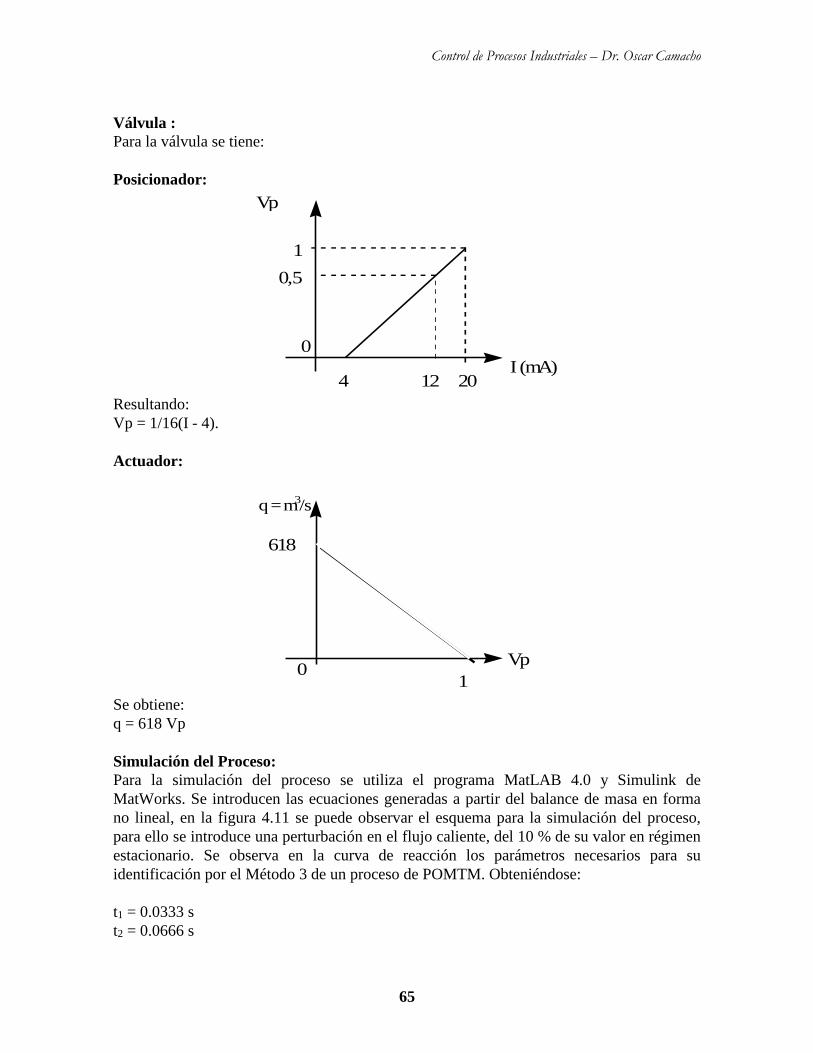
Control de Procesos Industriales – Dr. Oscar Camacho
65
Válvula :
Para la válvula se tiene:
Posicionador:
4 20
0
1
I (mA)
Vp
12
0,5
Resultando:
Vp = 1/16(I - 4).
Actuador:
10
618
q = m3/s
Vp
Se obtiene:
q = 618 Vp
Simulación del Proceso:
Para la simulación del proceso se utiliza el programa MatLAB 4.0 y Simulink de
MatWorks. Se introducen las ecuaciones generadas a partir del balance de masa en forma
no lineal, en la figura 4.11 se puede observar el esquema para la simulación del proceso,
para ello se introduce una perturbación en el flujo caliente, del 10 % de su valor en régimen
estacionario. Se observa en la curva de reacción los parámetros necesarios para su
identificación por el Método 3 de un proceso de POMTM. Obteniéndose:
t1 = 0.0333 s
t2 = 0.0666 s
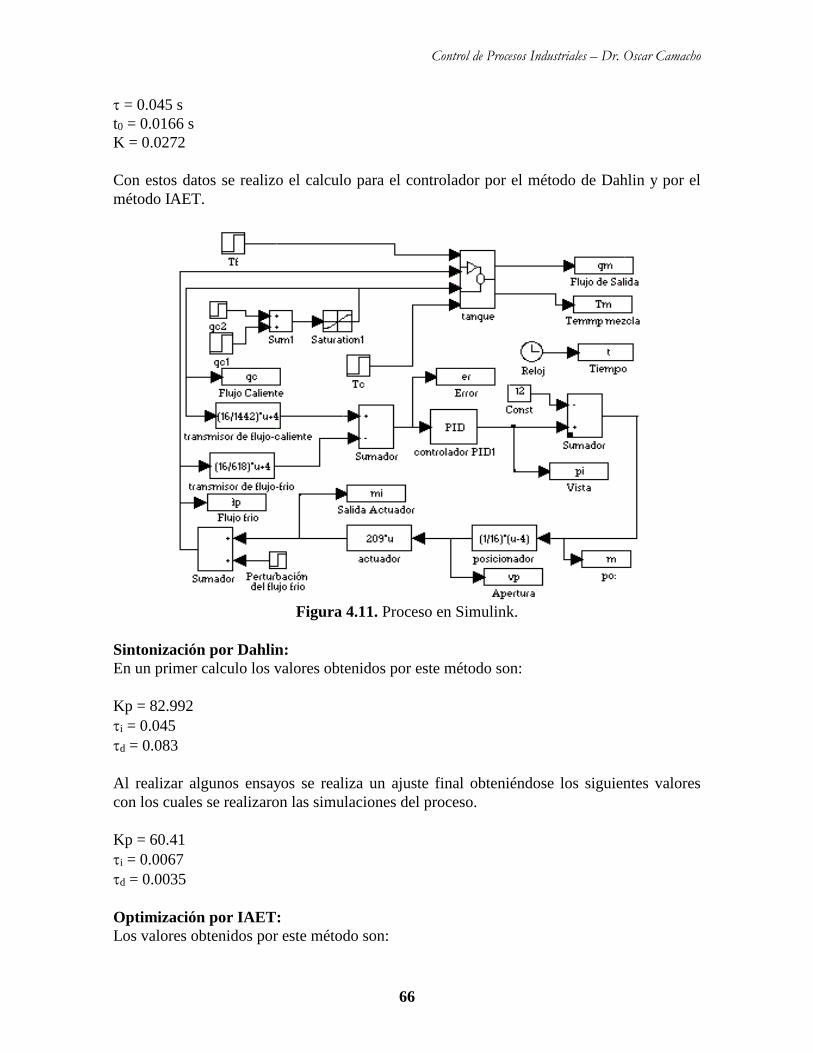
Control de Procesos Industriales – Dr. Oscar Camacho
66
= 0.045 s
t0 = 0.0166 s
K = 0.0272
Con estos datos se realizo el calculo para el controlador por el método de Dahlin y por el
método IAET.
Figura 4.11. Proceso en Simulink.
Sintonización por Dahlin:
En un primer calculo los valores obtenidos por este método son:
Kp = 82.992
i = 0.045
d = 0.083
Al realizar algunos ensayos se realiza un ajuste final obteniéndose los siguientes valores
con los cuales se realizaron las simulaciones del proceso.
Kp = 60.41
i = 0.0067
d = 0.0035
Optimización por IAET:
Los valores obtenidos por este método son:
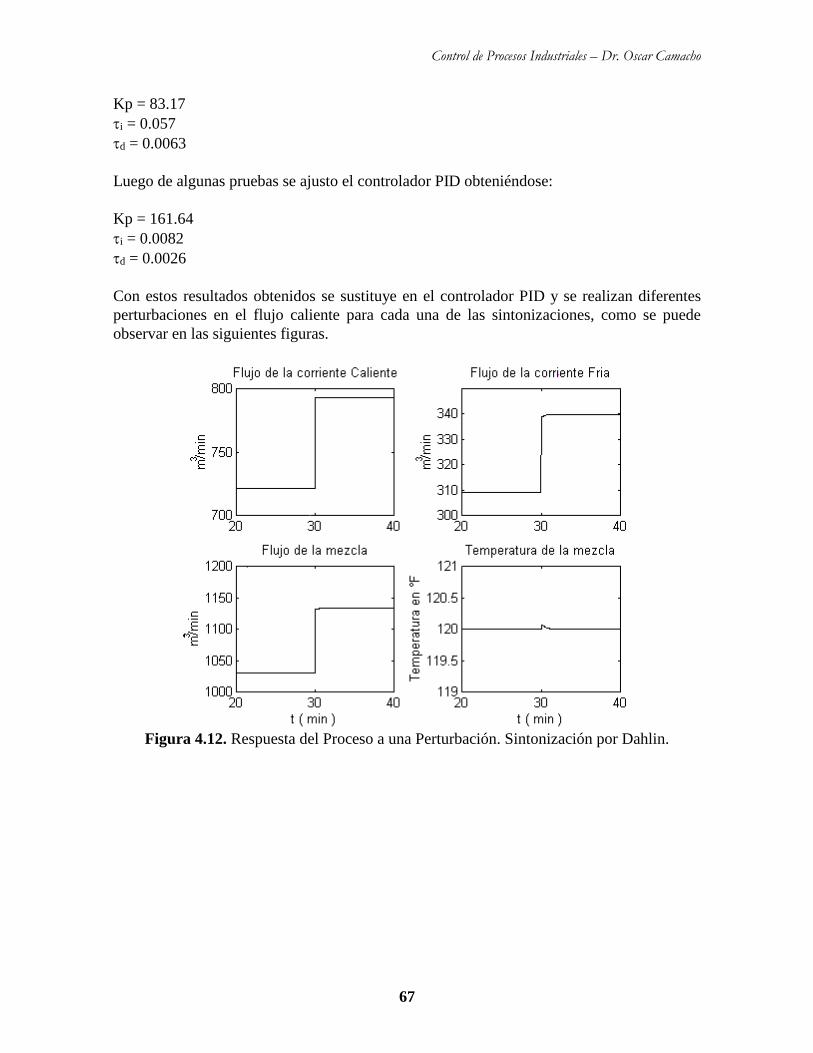
Control de Procesos Industriales – Dr. Oscar Camacho
67
Kp = 83.17
i = 0.057
d = 0.0063
Luego de algunas pruebas se ajusto el controlador PID obteniéndose:
Kp = 161.64
i = 0.0082
d = 0.0026
Con estos resultados obtenidos se sustituye en el controlador PID y se realizan diferentes
perturbaciones en el flujo caliente para cada una de las sintonizaciones, como se puede
observar en las siguientes figuras.
Figura 4.12. Respuesta del Proceso a una Perturbación. Sintonización por Dahlin.
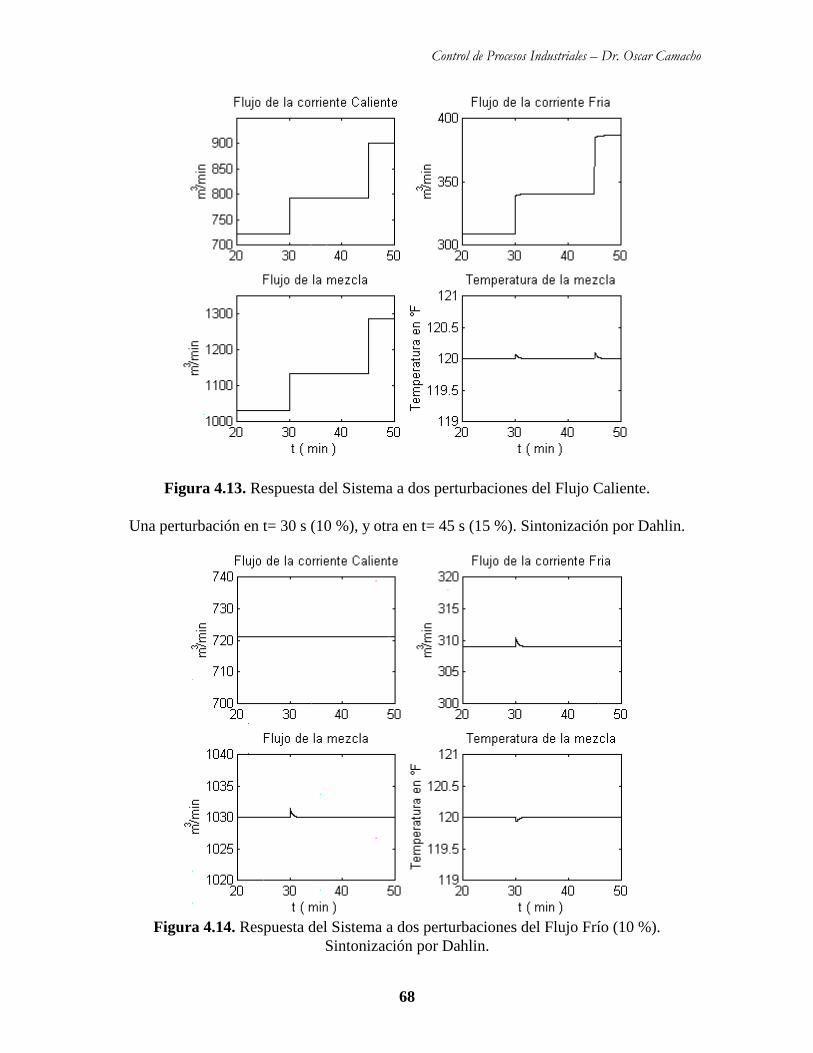
Control de Procesos Industriales – Dr. Oscar Camacho
68
Figura 4.13. Respuesta del Sistema a dos perturbaciones del Flujo Caliente.
Una perturbación en t= 30 s (10 %), y otra en t= 45 s (15 %). Sintonización por Dahlin.
Figura 4.14. Respuesta del Sistema a dos perturbaciones del Flujo Frío (10 %).
Sintonización por Dahlin.
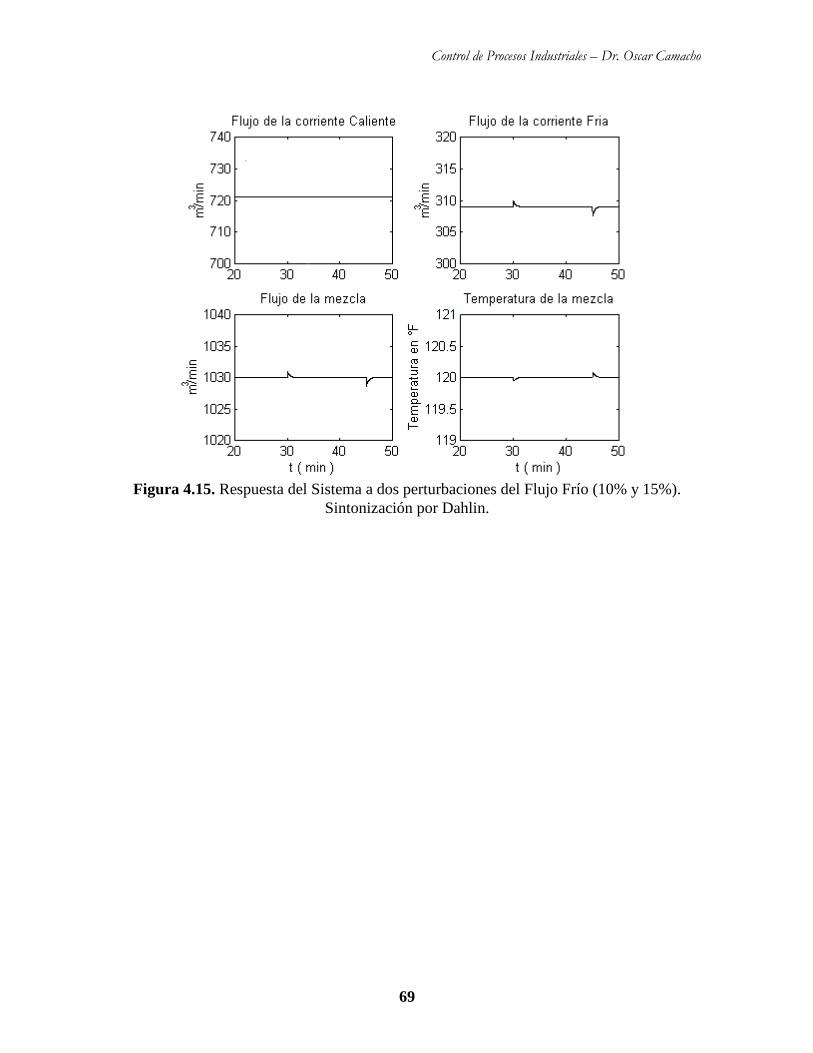
Control de Procesos Industriales – Dr. Oscar Camacho
69
Figura 4.15. Respuesta del Sistema a dos perturbaciones del Flujo Frío (10% y 15%).
Sintonización por Dahlin.
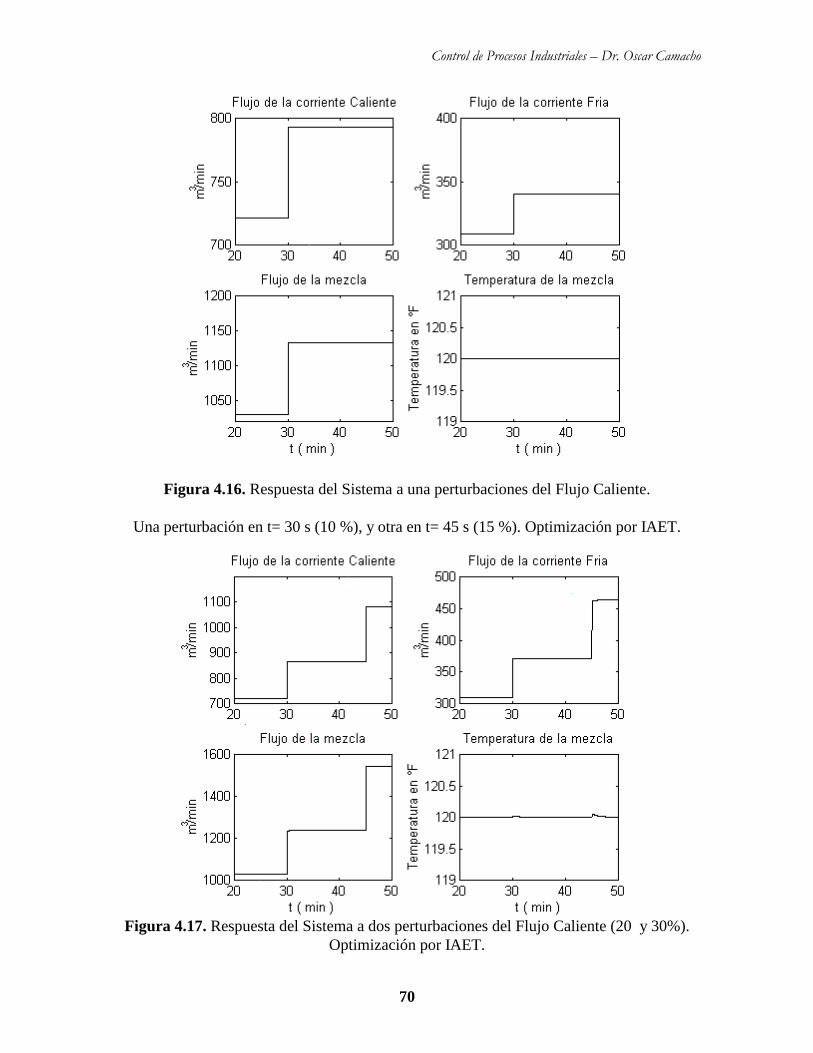
Control de Procesos Industriales – Dr. Oscar Camacho
70
Figura 4.16. Respuesta del Sistema a una perturbaciones del Flujo Caliente.
Una perturbación en t= 30 s (10 %), y otra en t= 45 s (15 %). Optimización por IAET.
Figura 4.17. Respuesta del Sistema a dos perturbaciones del Flujo Caliente (20 y 30%).
Optimización por IAET.
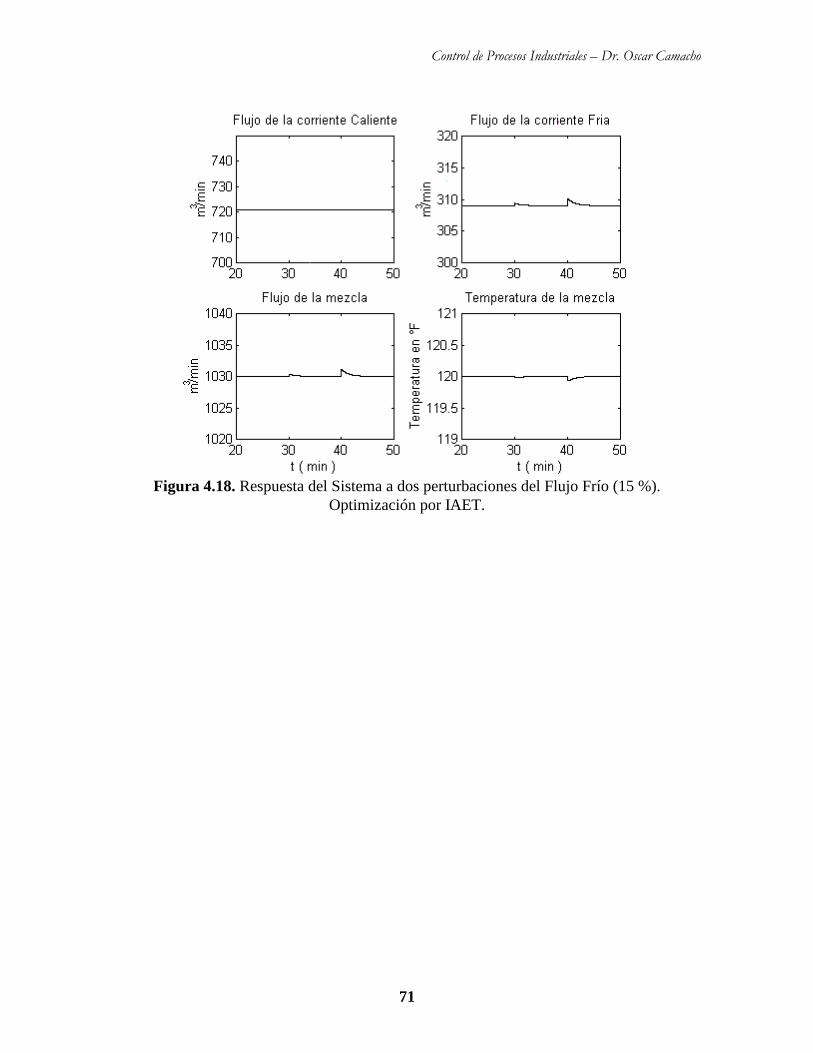
Control de Procesos Industriales – Dr. Oscar Camacho
71
Figura 4.18. Respuesta del Sistema a dos perturbaciones del Flujo Frío (15 %).
Optimización por IAET.
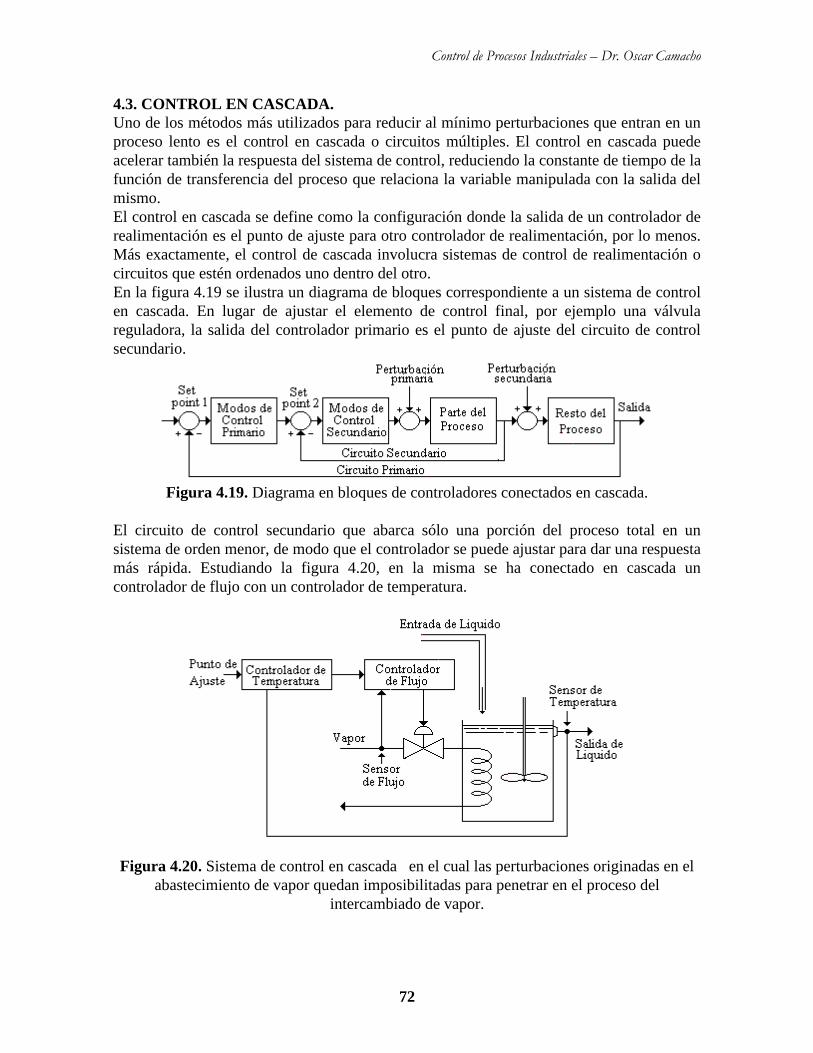
Control de Procesos Industriales – Dr. Oscar Camacho
72
4.3. CONTROL EN CASCADA.
Uno de los métodos más utilizados para reducir al mínimo perturbaciones que entran en un
proceso lento es el control en cascada o circuitos múltiples. El control en cascada puede
acelerar también la respuesta del sistema de control, reduciendo la constante de tiempo de la
función de transferencia del proceso que relaciona la variable manipulada con la salida del
mismo.
El control en cascada se define como la configuración donde la salida de un controlador de
realimentación es el punto de ajuste para otro controlador de realimentación, por lo menos.
Más exactamente, el control de cascada involucra sistemas de control de realimentación o
circuitos que estén ordenados uno dentro del otro.
En la figura 4.19 se ilustra un diagrama de bloques correspondiente a un sistema de control
en cascada. En lugar de ajustar el elemento de control final, por ejemplo una válvula
reguladora, la salida del controlador primario es el punto de ajuste del circuito de control
secundario.
Figura 4.19. Diagrama en bloques de controladores conectados en cascada.
El circuito de control secundario que abarca sólo una porción del proceso total en un
sistema de orden menor, de modo que el controlador se puede ajustar para dar una respuesta
más rápida. Estudiando la figura 4.20, en la misma se ha conectado en cascada un
controlador de flujo con un controlador de temperatura.
Figura 4.20. Sistema de control en cascada en el cual las perturbaciones originadas en el
abastecimiento de vapor quedan imposibilitadas para penetrar en el proceso del
intercambiado de vapor.
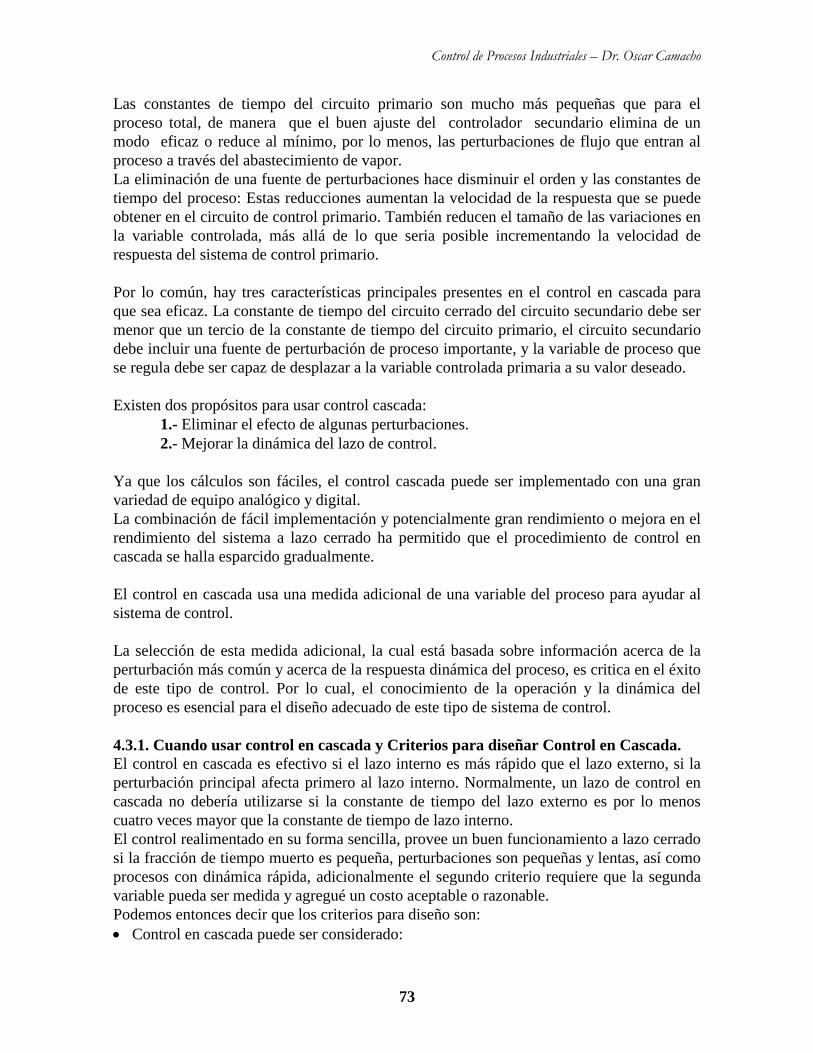
Control de Procesos Industriales – Dr. Oscar Camacho
73
Las constantes de tiempo del circuito primario son mucho más pequeñas que para el
proceso total, de manera que el buen ajuste del controlador secundario elimina de un
modo eficaz o reduce al mínimo, por lo menos, las perturbaciones de flujo que entran al
proceso a través del abastecimiento de vapor.
La eliminación de una fuente de perturbaciones hace disminuir el orden y las constantes de
tiempo del proceso: Estas reducciones aumentan la velocidad de la respuesta que se puede
obtener en el circuito de control primario. También reducen el tamaño de las variaciones en
la variable controlada, más allá de lo que seria posible incrementando la velocidad de
respuesta del sistema de control primario.
Por lo común, hay tres características principales presentes en el control en cascada para
que sea eficaz. La constante de tiempo del circuito cerrado del circuito secundario debe ser
menor que un tercio de la constante de tiempo del circuito primario, el circuito secundario
debe incluir una fuente de perturbación de proceso importante, y la variable de proceso que
se regula debe ser capaz de desplazar a la variable controlada primaria a su valor deseado.
Existen dos propósitos para usar control cascada:
1.- Eliminar el efecto de algunas perturbaciones.
2.- Mejorar la dinámica del lazo de control.
Ya que los cálculos son fáciles, el control cascada puede ser implementado con una gran
variedad de equipo analógico y digital.
La combinación de fácil implementación y potencialmente gran rendimiento o mejora en el
rendimiento del sistema a lazo cerrado ha permitido que el procedimiento de control en
cascada se halla esparcido gradualmente.
El control en cascada usa una medida adicional de una variable del proceso para ayudar al
sistema de control.
La selección de esta medida adicional, la cual está basada sobre información acerca de la
perturbación más común y acerca de la respuesta dinámica del proceso, es critica en el éxito
de este tipo de control. Por lo cual, el conocimiento de la operación y la dinámica del
proceso es esencial para el diseño adecuado de este tipo de sistema de control.
4.3.1. Cuando usar control en cascada y Criterios para diseñar Control en Cascada.
El control en cascada es efectivo si el lazo interno es más rápido que el lazo externo, si la
perturbación principal afecta primero al lazo interno. Normalmente, un lazo de control en
cascada no debería utilizarse si la constante de tiempo del lazo externo es por lo menos
cuatro veces mayor que la constante de tiempo de lazo interno.
El control realimentado en su forma sencilla, provee un buen funcionamiento a lazo cerrado
si la fracción de tiempo muerto es pequeña, perturbaciones son pequeñas y lentas, así como
procesos con dinámica rápida, adicionalmente el segundo criterio requiere que la segunda
variable pueda ser medida y agregué un costo aceptable o razonable.
Podemos entonces decir que los criterios para diseño son:
Control en cascada puede ser considerado:
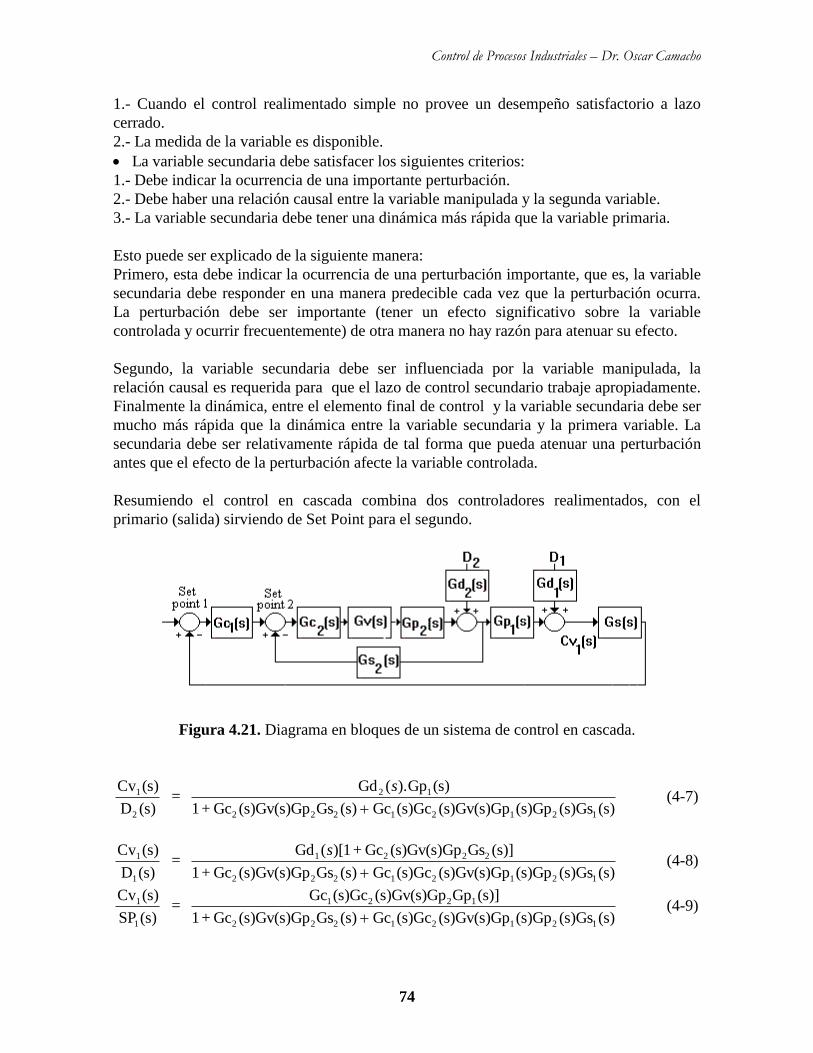
Control de Procesos Industriales – Dr. Oscar Camacho
74
1.- Cuando el control realimentado simple no provee un desempeño satisfactorio a lazo
cerrado.
2.- La medida de la variable es disponible.
La variable secundaria debe satisfacer los siguientes criterios:
1.- Debe indicar la ocurrencia de una importante perturbación.
2.- Debe haber una relación causal entre la variable manipulada y la segunda variable.
3.- La variable secundaria debe tener una dinámica más rápida que la variable primaria.
Esto puede ser explicado de la siguiente manera:
Primero, esta debe indicar la ocurrencia de una perturbación importante, que es, la variable
secundaria debe responder en una manera predecible cada vez que la perturbación ocurra.
La perturbación debe ser importante (tener un efecto significativo sobre la variable
controlada y ocurrir frecuentemente) de otra manera no hay razón para atenuar su efecto.
Segundo, la variable secundaria debe ser influenciada por la variable manipulada, la
relación causal es requerida para que el lazo de control secundario trabaje apropiadamente.
Finalmente la dinámica, entre el elemento final de control y la variable secundaria debe ser
mucho más rápida que la dinámica entre la variable secundaria y la primera variable. La
secundaria debe ser relativamente rápida de tal forma que pueda atenuar una perturbación
antes que el efecto de la perturbación afecte la variable controlada.
Resumiendo el control en cascada combina dos controladores realimentados, con el
primario (salida) sirviendo de Set Point para el segundo.
Figura 4.21. Diagrama en bloques de un sistema de control en cascada.
Cv (s)
D (s) =
Gd .Gp (s)
1+ Gc (s)Gv(s)Gp Gs (s) Gc (s)Gc (s)Gv(s)Gp (s)Gp (s)Gs (s)
1
2
2 1
2 2 2 1 2 1 2 1
( )s
(4-7)
Cv (s)
D (s) =
Gd 1+ Gc (s)Gv(s)Gp Gs (s)]
1+ Gc (s)Gv(s)Gp Gs (s) Gc (s)Gc (s)Gv(s)Gp (s)Gp (s)Gs (s)
1
1
1 2 2 2
2 2 2 1 2 1 2 1
( )[s
(4-8)
Cv (s)
SP (s) =
Gc (s)Gc (s)Gv(s)Gp Gp (s)]
1+ Gc (s)Gv(s)Gp Gs (s) Gc (s)Gc (s)Gv(s)Gp (s)Gp (s)Gs (s)
1
1
1 2 2 1
2 2 2 1 2 1 2 1 (4-9)
Control de Procesos Industriales – Dr. Oscar Camacho
75
Los factores claves en el control cascada son las respuesta dinámicas relativas entre el
circuito primario y el secundario. La principal razón para usar cascada son las
perturbaciones secundarias, (la compensación de estas).
4.3.2.- Ajuste del controlador.
El control en cascada puede usar el control estándar realimentado PID, lógicamente los
modos deben ser seleccionados para cada controlador. El controlador del secundario debe
tener el modo proporcional, pero no necesariamente requiere el modo integral, porque el
objetivo completo del sistema de control es mantener la variable primaria en la referencia.
A pesar de esto la parte integral se agrega frecuentemente por dos razones. La primera, ya
que un controlador proporcional produce offset, el lazo secundario debería tener parte
integral si se quiere eliminar por completo el efecto de la perturbación, evitando que la
perturbación se propague al primario. En segundo lugar, la cascada es frecuentemente
operada en forma parcial con el control primario fuera de operación, por ejemplo, cuando el
sensor primario esta fuera de servicio o esta siendo calibrado. En el lazo negativo de
introducir modo integral en el controlador secundario es que este tiende a ser mas
oscilatorio; pero el resultado puede que no sea muy significativo cuando el lazo secundario
es mucho más rápido que el lazo primario.
Los modos de control primarios son obtenidos a partir del PID, debe enfatizar que el modo
integral es esencial para garantizar cero error en condiciones estacionarias.
La estrategia para ajustar los controladores en cascada es la siguiente:
El ajuste es hecho de manera secuencial.
El controlador secundario es ajustado primero porque el lazo secundario afecta la
dinámica a lazo abierto del lazo primario. Durante el primer experimento de
identificación (por ejemplo curva de reacción), el controlador primario no esta en
operación (el operador primario debe estar en manual o en cascada), lo cual rompe la
conexión entre el primario y el secundario.
El lazo secundario es ajustado de la manera convencional como fue realizado
anteriormente.
Cuando el secundario ha sido satisfactoriamente ajustado, entonces el primario puede ser
ajustado.
4.3.3. Implementación.
El controlador secundario requiere posición adicional llamada “cascada”. En adición, a la
posición automática” y ‘manual”. Cuando el switch de estado este en la posición cascada
(cascada cerrada), el Set-Point secundario es conectado a la salida del controlador primario;
en esta situación el operador no puede ajustar el Set Point secundario. Cuando el estado del
switch esta en “automática” o en manual el Set-Point secundario es proporcionado por el
operador, en esta situación de cascada no esta funcionando.
Control en cascada es mostrado en una manera muy directa. Básicamente, cada controlador
es mostrado usando la misma simbología como un controlador de lazo sencillo, con la
diferencia que la salida del controlador primario esta dirigida al controlador secundario.
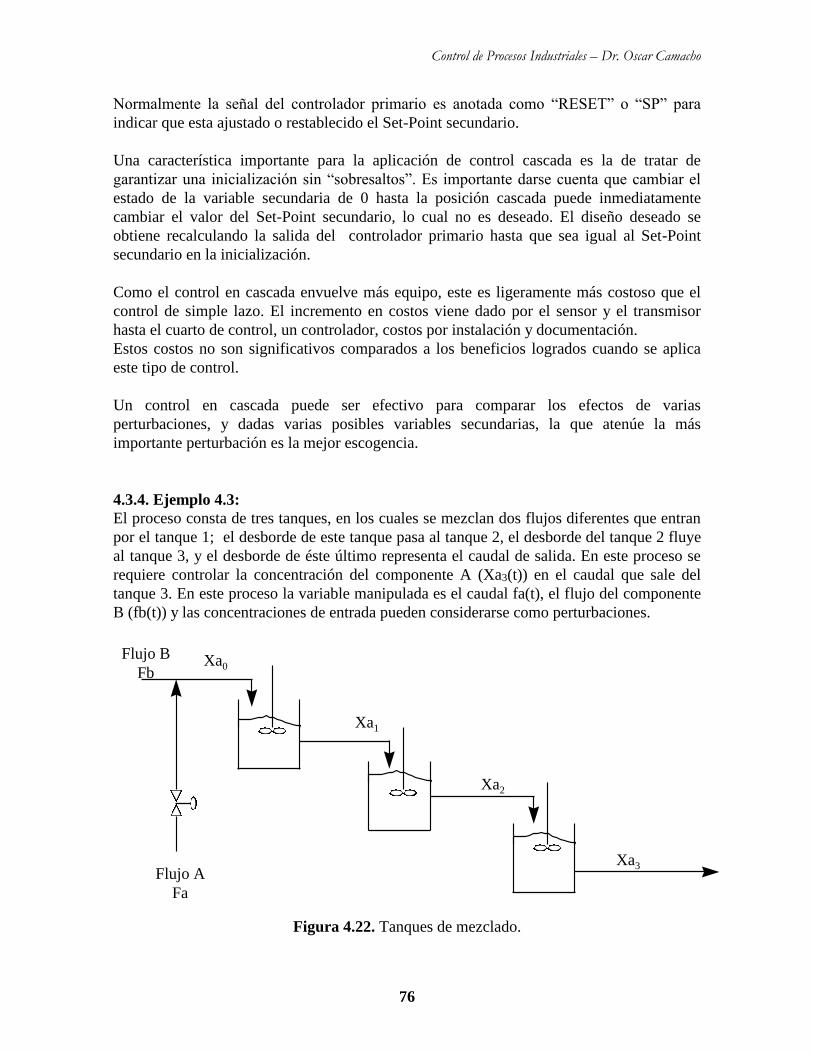
Control de Procesos Industriales – Dr. Oscar Camacho
76
Normalmente la señal del controlador primario es anotada como “RESET” o “SP” para
indicar que esta ajustado o restablecido el Set-Point secundario.
Una característica importante para la aplicación de control cascada es la de tratar de
garantizar una inicialización sin “sobresaltos”. Es importante darse cuenta que cambiar el
estado de la variable secundaria de 0 hasta la posición cascada puede inmediatamente
cambiar el valor del Set-Point secundario, lo cual no es deseado. El diseño deseado se
obtiene recalculando la salida del controlador primario hasta que sea igual al Set-Point
secundario en la inicialización.
Como el control en cascada envuelve más equipo, este es ligeramente más costoso que el
control de simple lazo. El incremento en costos viene dado por el sensor y el transmisor
hasta el cuarto de control, un controlador, costos por instalación y documentación.
Estos costos no son significativos comparados a los beneficios logrados cuando se aplica
este tipo de control.
Un control en cascada puede ser efectivo para comparar los efectos de varias
perturbaciones, y dadas varias posibles variables secundarias, la que atenúe la más
importante perturbación es la mejor escogencia.
4.3.4. Ejemplo 4.3:
El proceso consta de tres tanques, en los cuales se mezclan dos flujos diferentes que entran
por el tanque 1; el desborde de este tanque pasa al tanque 2, el desborde del tanque 2 fluye
al tanque 3, y el desborde de éste último representa el caudal de salida. En este proceso se
requiere controlar la concentración del componente A (Xa3(t)) en el caudal que sale del
tanque 3. En este proceso la variable manipulada es el caudal fa(t), el flujo del componente
B (fb(t)) y las concentraciones de entrada pueden considerarse como perturbaciones.
Flujo A
Fa
Flujo B
FbXa0
Xa1
Xa2
Xa3
Figura 4.22. Tanques de mezclado.

Control de Procesos Industriales – Dr. Oscar Camacho
77
Datos del Proceso:
V = Volumen de cada tanque = 35 m3.
FB = Velocidad de flujo de la corriente B = 6.9 m3/min.
XAi = Concentración de A en todos los tanques y en el flujo de salida = 3%A (caso base)
FA =Velocidad de flujo de la corriente A = 0.142 m3/min. (caso base)
(XA)B =Concentración de la corriente B = 1%A. (caso base).
(XA)A =Concentración de la corriente A = 100%A (caso base)
v = Posición de la válvula = 50% abierta.
En este proceso se asume:
Todos los tanques son buenos mezcladores.
Las dinámicas de las válvulas y los sensores son despreciables.
No existen tiempos muertos.
La densidad de los componentes es igual.
Ecuaciones de Balance que produce el sistema:
Para la concentración de xA0: xF (x ) F(x )
F FA0
B A B A A
A B
Balance en cada tanque:
Tanque 1:
V1dx
dtF + F ) (x - x )
A1
A B A0 A1 (
Tanque 2:
V2dx
dtF + F ) (x - x )
A2
A B A1 A2 (
Tanque 3:
V3dx
dtF + F ) (x - x )
A3
A B A2 A3 (
Simulación del Proceso:
Para la simulación del proceso se utiliza el programa MatLAB 4.0 y Simulink de
MatWorks. Se introducen las ecuaciones generadas a partir del balance de masa en forma
no lineal, en la figura 4.23 se puede observar el esquema para la simulación del proceso.
Con el sistema en equilibrio se provoca una perturbación en la corriente del FA de un 10%
de su valor en estado normal nótese que el esquema de la figura 4.35 se encuentra en lazo
cerrado para la simulación esta se realiza en lazo abierto, la respuesta a esta perturbación se
puede apreciar en el cambio de la concentración de salida XA3 el cual se observa en la
figura 4.24.
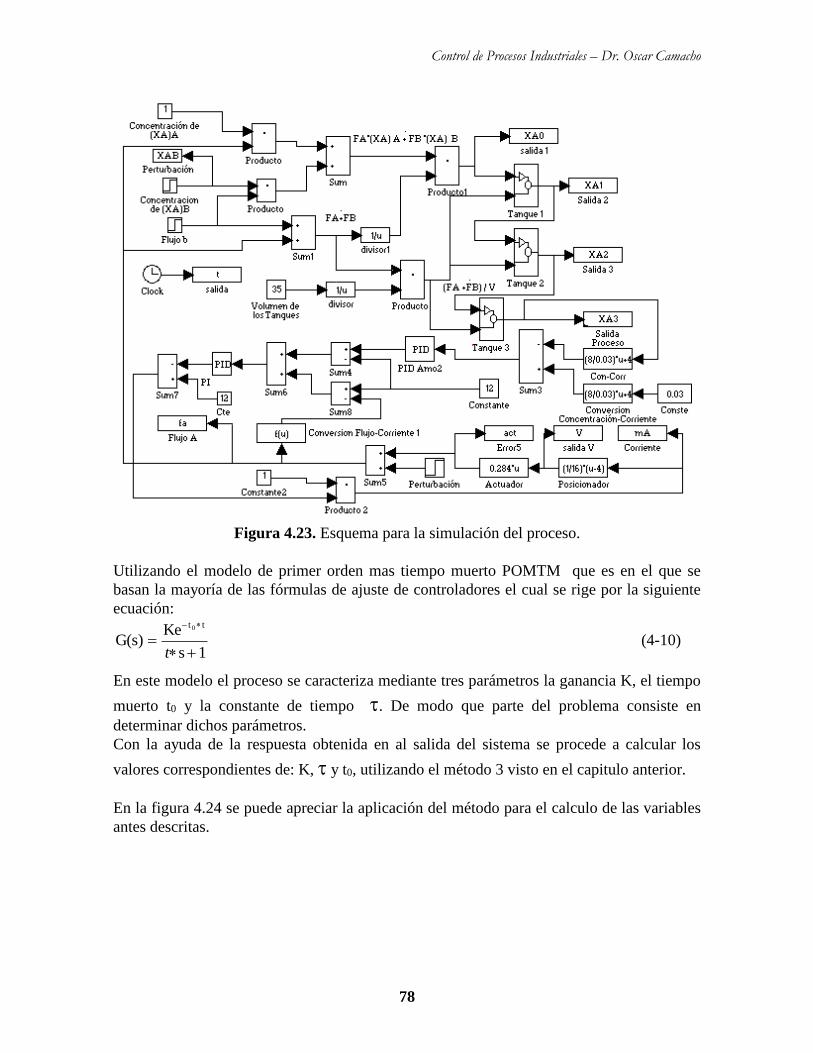
Control de Procesos Industriales – Dr. Oscar Camacho
78
Figura 4.23. Esquema para la simulación del proceso.
Utilizando el modelo de primer orden mas tiempo muerto POMTM que es en el que se
basan la mayoría de las fórmulas de ajuste de controladores el cual se rige por la siguiente
ecuación:
G(s)Ke
s 1
t t0
t (4-10)
En este modelo el proceso se caracteriza mediante tres parámetros la ganancia K, el tiempo
muerto t0 y la constante de tiempo . De modo que parte del problema consiste en
determinar dichos parámetros.
Con la ayuda de la respuesta obtenida en al salida del sistema se procede a calcular los
valores correspondientes de: K, y t0, utilizando el método 3 visto en el capitulo anterior.
En la figura 4.24 se puede apreciar la aplicación del método para el calculo de las variables
antes descritas.
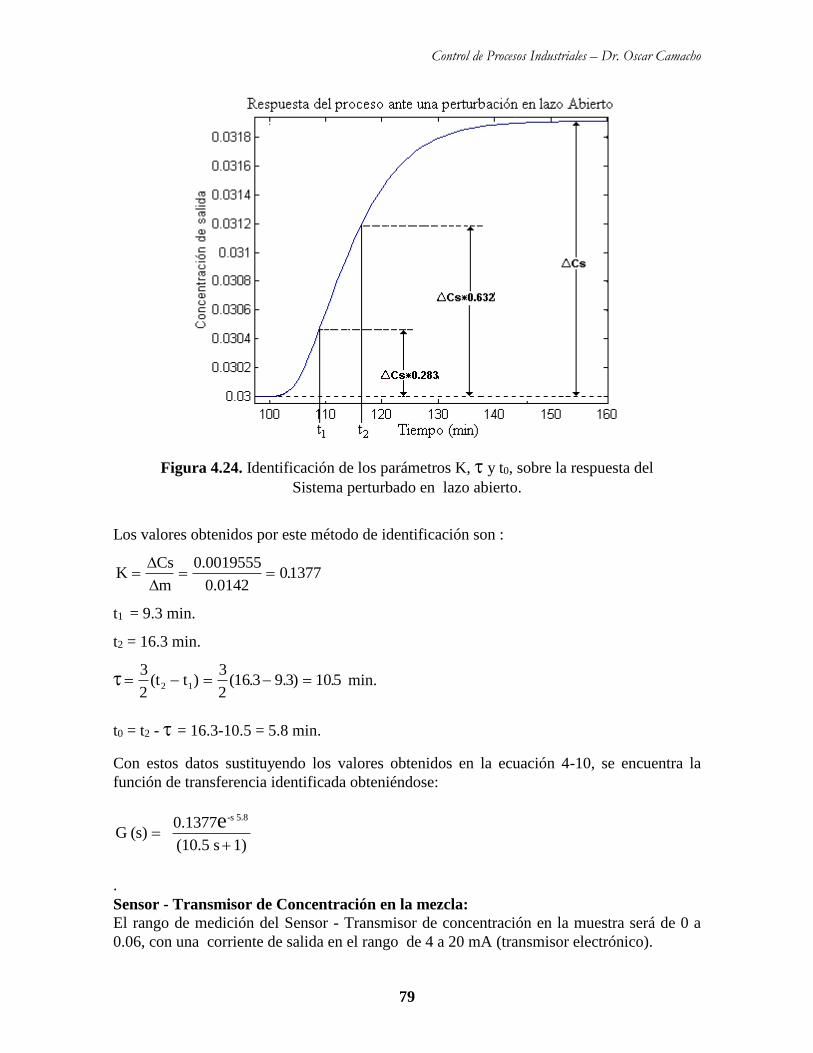
Control de Procesos Industriales – Dr. Oscar Camacho
79
Figura 4.24. Identificación de los parámetros K, y t0, sobre la respuesta del
Sistema perturbado en lazo abierto.
Los valores obtenidos por este método de identificación son :
KCs
m
0.0019555
0.0142
01377.
t1 = 9.3 min.
t2 = 16.3 min.
3
2
3
216 3 9 3 105(t t )2 1 ( . . ) . min.
t0 = t2 - = 16.3-10.5 = 5.8 min.
Con estos datos sustituyendo los valores obtenidos en la ecuación 4-10, se encuentra la
función de transferencia identificada obteniéndose:
G (s) 0.1377
(10.5 s 1)
e-s 5.8
.
Sensor - Transmisor de Concentración en la mezcla:
El rango de medición del Sensor - Transmisor de concentración en la muestra será de 0 a
0.06, con una corriente de salida en el rango de 4 a 20 mA (transmisor electrónico).
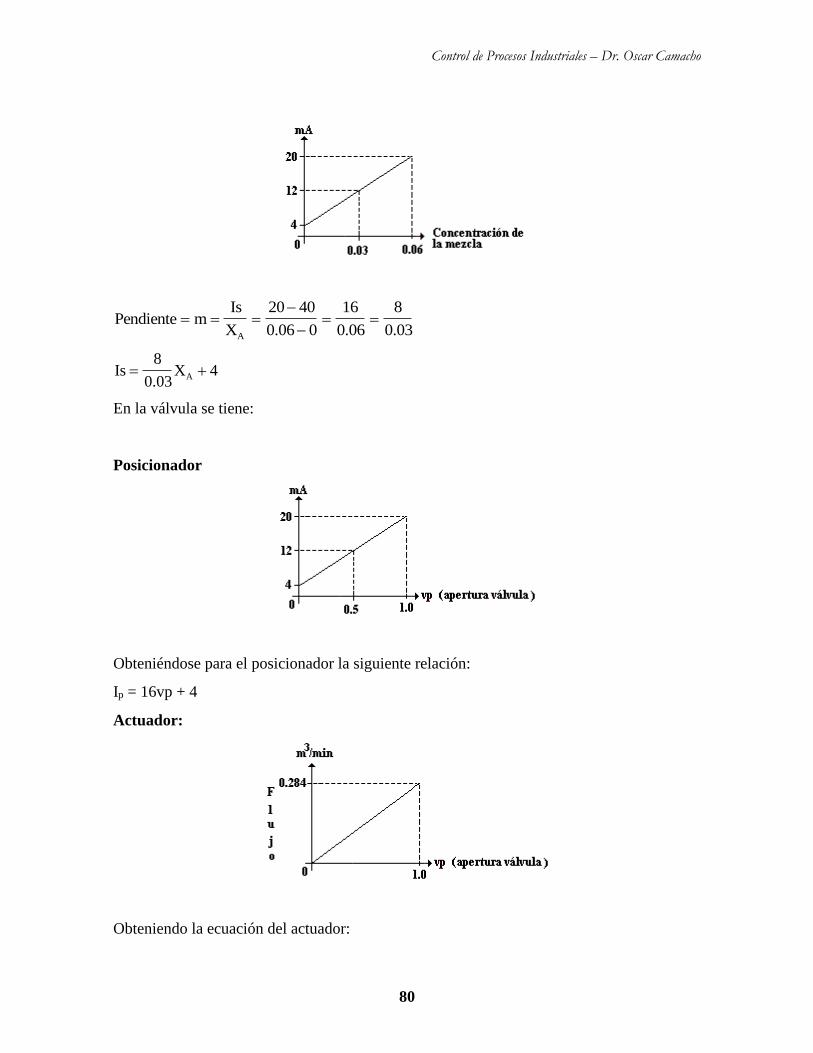
Control de Procesos Industriales – Dr. Oscar Camacho
80
Pendiente mIs
X
20 40
0.06 0
16
0.06
8
0.03A
Is8
0.03X 4A
En la válvula se tiene:
Posicionador
Obteniéndose para el posicionador la siguiente relación:
Ip = 16vp + 4
Actuador:
Obteniendo la ecuación del actuador:
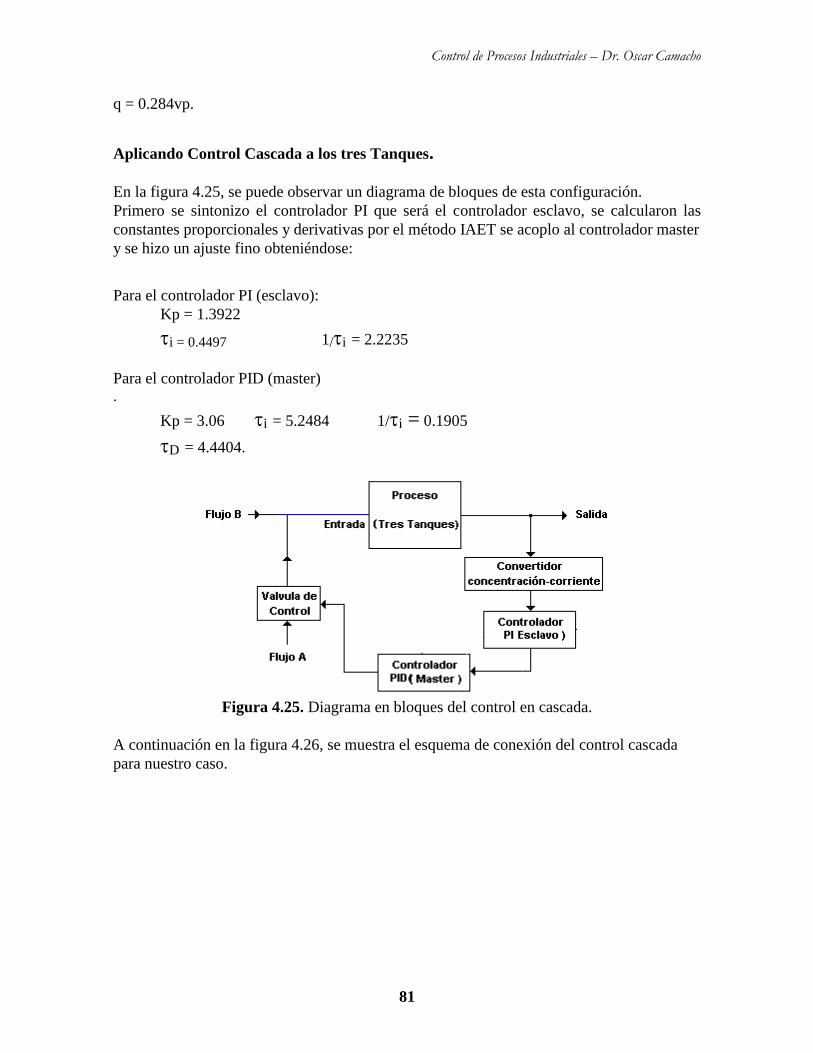
Control de Procesos Industriales – Dr. Oscar Camacho
81
q = 0.284vp.
Aplicando Control Cascada a los tres Tanques.
En la figura 4.25, se puede observar un diagrama de bloques de esta configuración.
Primero se sintonizo el controlador PI que será el controlador esclavo, se calcularon las
constantes proporcionales y derivativas por el método IAET se acoplo al controlador master
y se hizo un ajuste fino obteniéndose:
Para el controlador PI (esclavo):
Kp = 1.3922
i = 0.4497 1/i = 2.2235
Para el controlador PID (master) .
Kp = 3.06 i = 5.2484 1/i = 0.1905
D = 4.4404.
Figura 4.25. Diagrama en bloques del control en cascada.
A continuación en la figura 4.26, se muestra el esquema de conexión del control cascada
para nuestro caso.
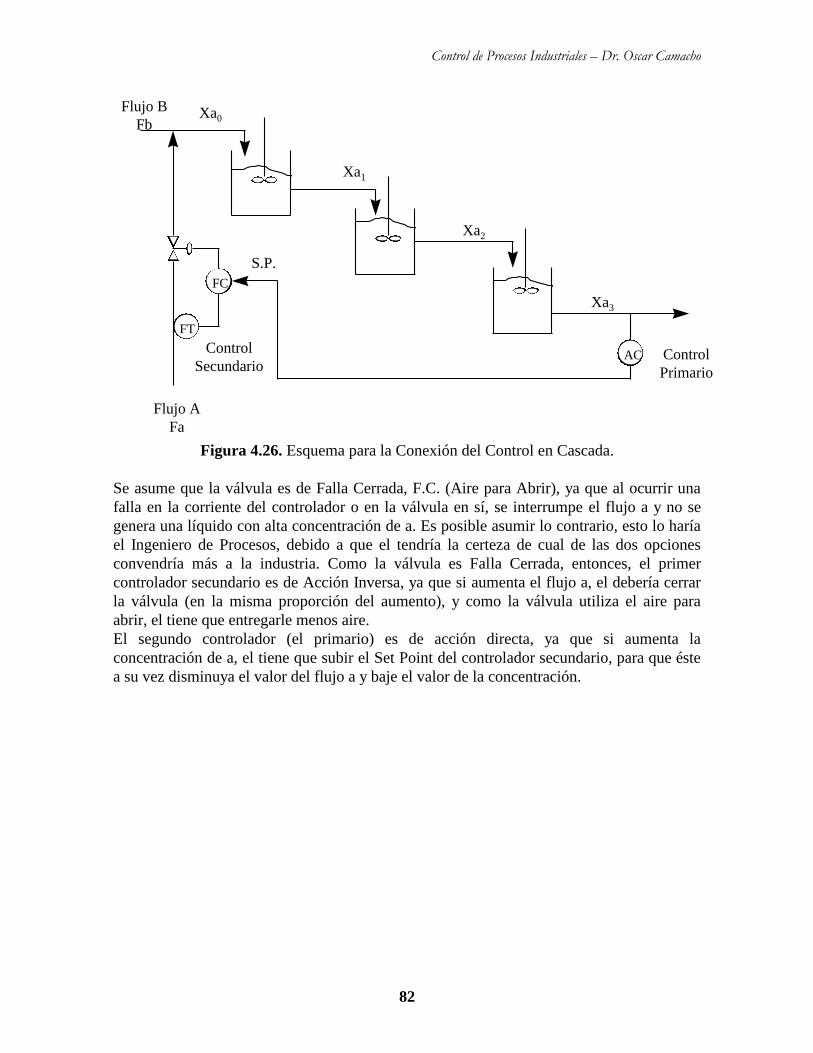
Control de Procesos Industriales – Dr. Oscar Camacho
82
AC
Flujo A
Fa
Flujo B
FbXa0
Xa1
Xa2
Xa3
FC
FT
S.P.
Control
Primario
Control
Secundario
Figura 4.26. Esquema para la Conexión del Control en Cascada.
Se asume que la válvula es de Falla Cerrada, F.C. (Aire para Abrir), ya que al ocurrir una
falla en la corriente del controlador o en la válvula en sí, se interrumpe el flujo a y no se
genera una líquido con alta concentración de a. Es posible asumir lo contrario, esto lo haría
el Ingeniero de Procesos, debido a que el tendría la certeza de cual de las dos opciones
convendría más a la industria. Como la válvula es Falla Cerrada, entonces, el primer
controlador secundario es de Acción Inversa, ya que si aumenta el flujo a, el debería cerrar
la válvula (en la misma proporción del aumento), y como la válvula utiliza el aire para
abrir, el tiene que entregarle menos aire.
El segundo controlador (el primario) es de acción directa, ya que si aumenta la
concentración de a, el tiene que subir el Set Point del controlador secundario, para que éste
a su vez disminuya el valor del flujo a y baje el valor de la concentración.
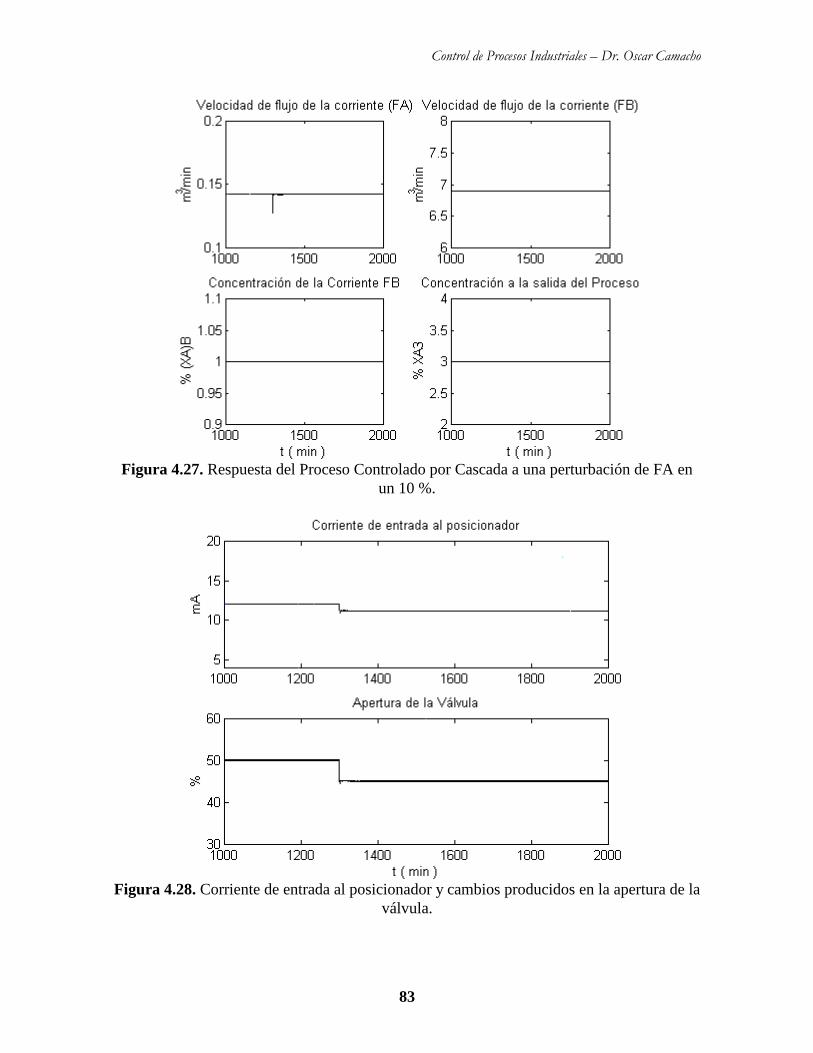
Control de Procesos Industriales – Dr. Oscar Camacho
83
Figura 4.27. Respuesta del Proceso Controlado por Cascada a una perturbación de FA en
un 10 %.
Figura 4.28. Corriente de entrada al posicionador y cambios producidos en la apertura de la
válvula.
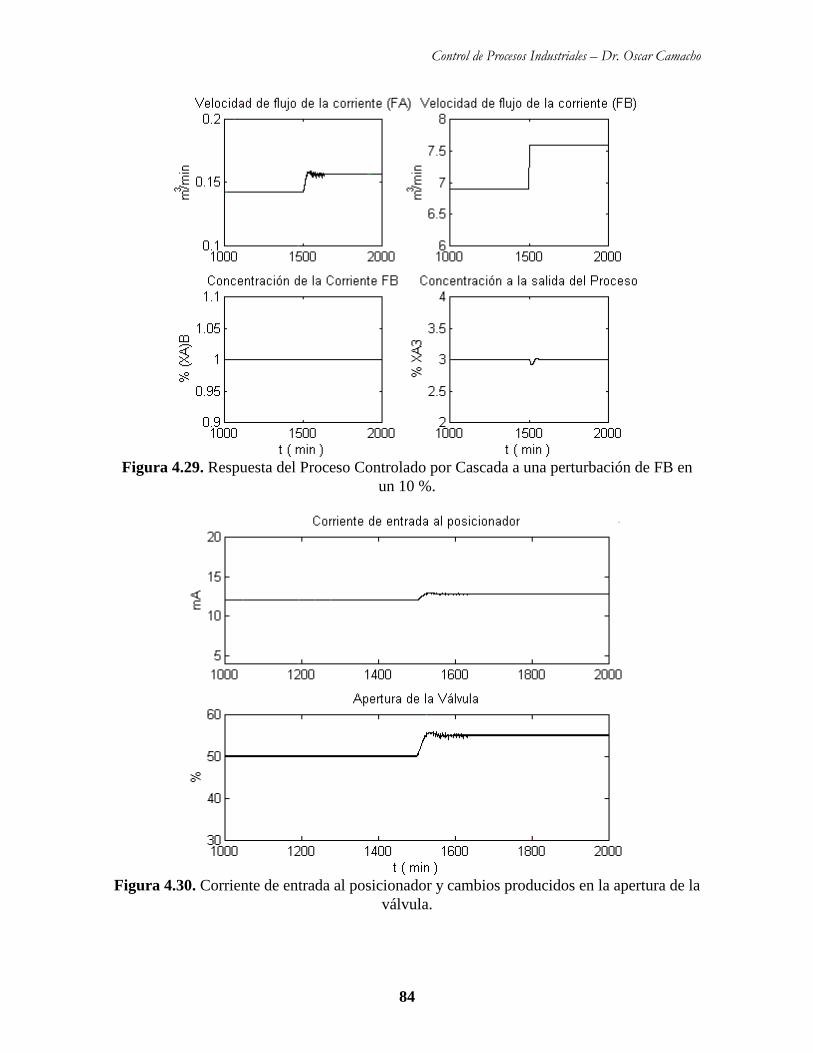
Control de Procesos Industriales – Dr. Oscar Camacho
84
Figura 4.29. Respuesta del Proceso Controlado por Cascada a una perturbación de FB en
un 10 %.
Figura 4.30. Corriente de entrada al posicionador y cambios producidos en la apertura de la
válvula.
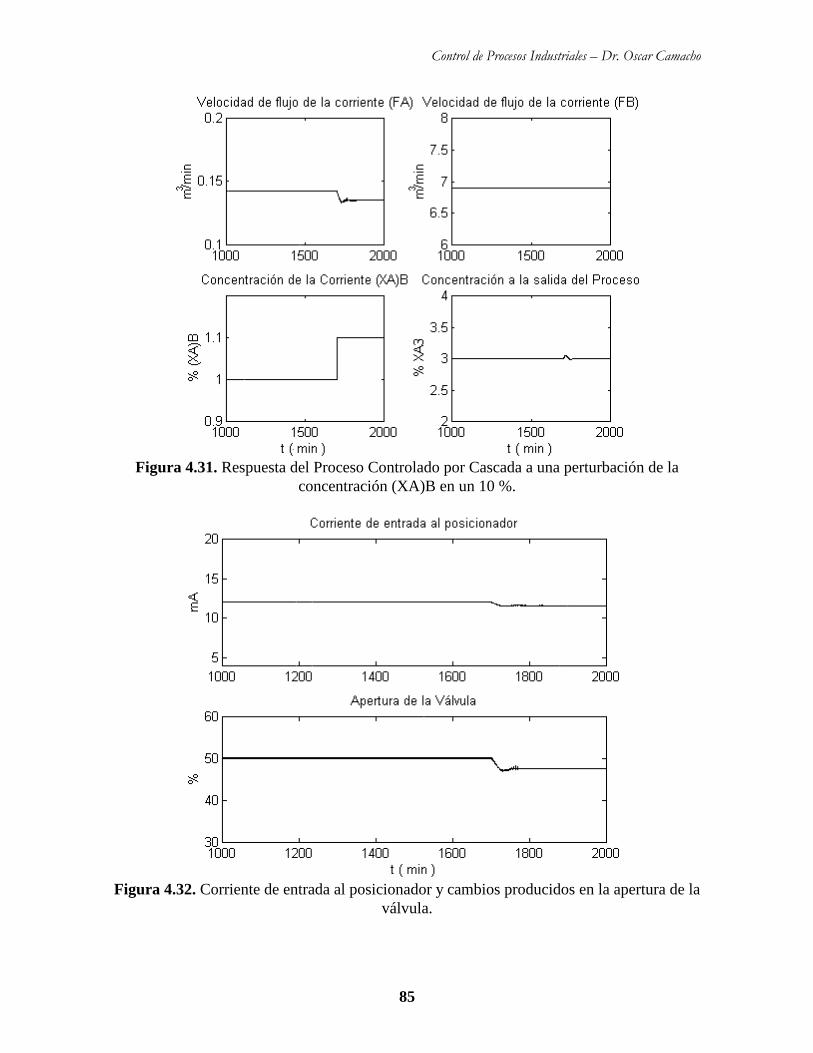
Control de Procesos Industriales – Dr. Oscar Camacho
85
Figura 4.31. Respuesta del Proceso Controlado por Cascada a una perturbación de la
concentración (XA)B en un 10 %.
Figura 4.32. Corriente de entrada al posicionador y cambios producidos en la apertura de la
válvula.
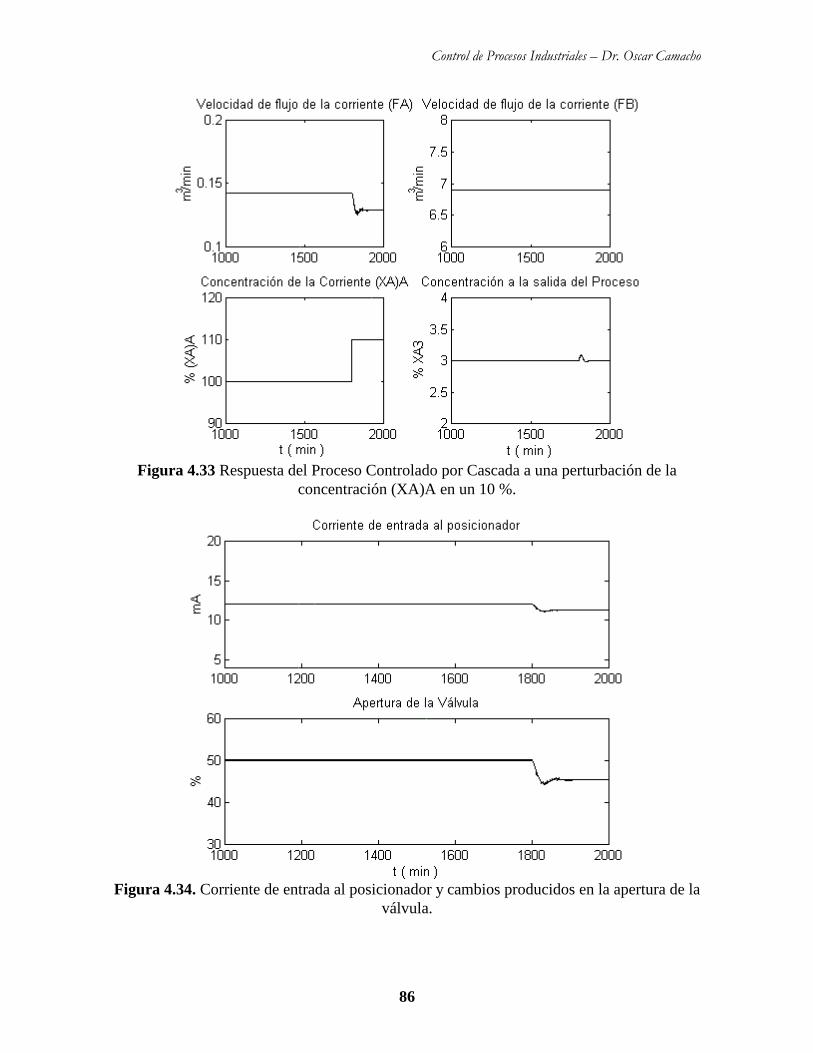
Control de Procesos Industriales – Dr. Oscar Camacho
86
Figura 4.33 Respuesta del Proceso Controlado por Cascada a una perturbación de la
concentración (XA)A en un 10 %.
Figura 4.34. Corriente de entrada al posicionador y cambios producidos en la apertura de la
válvula.
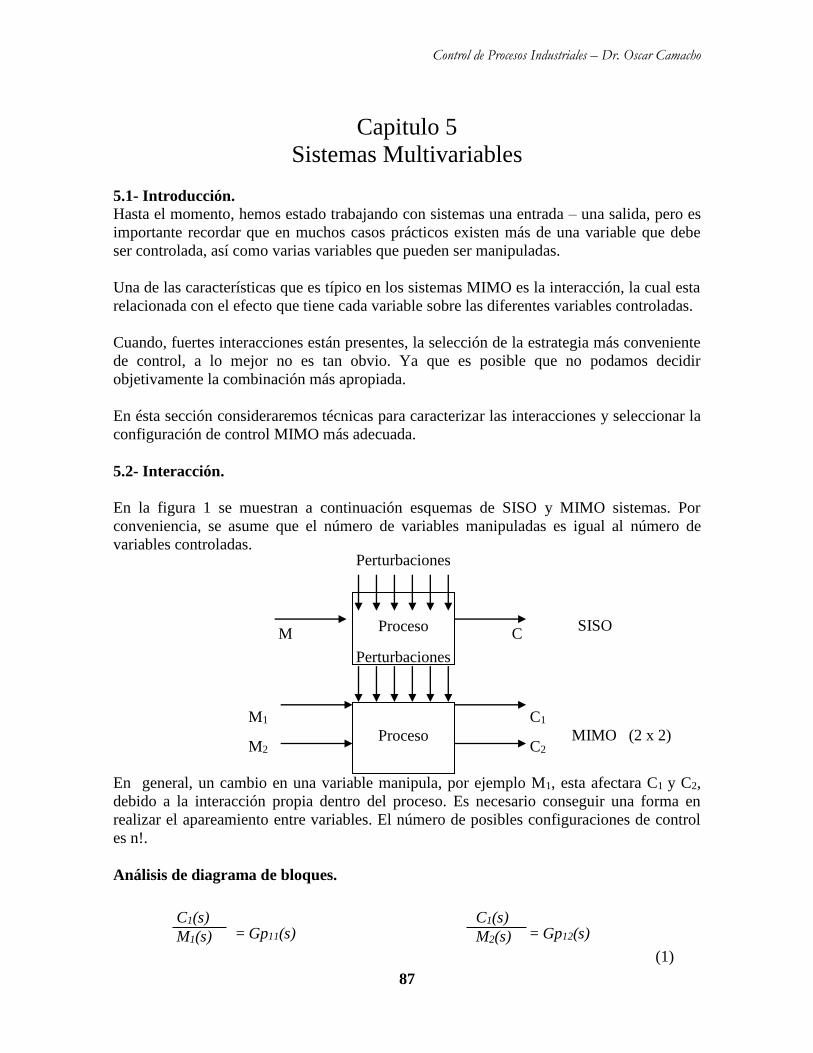
Control de Procesos Industriales – Dr. Oscar Camacho
87
Capitulo 5
Sistemas Multivariables
5.1- Introducción.
Hasta el momento, hemos estado trabajando con sistemas una entrada – una salida, pero es
importante recordar que en muchos casos prácticos existen más de una variable que debe
ser controlada, así como varias variables que pueden ser manipuladas.
Una de las características que es típico en los sistemas MIMO es la interacción, la cual esta
relacionada con el efecto que tiene cada variable sobre las diferentes variables controladas.
Cuando, fuertes interacciones están presentes, la selección de la estrategia más conveniente
de control, a lo mejor no es tan obvio. Ya que es posible que no podamos decidir
objetivamente la combinación más apropiada.
En ésta sección consideraremos técnicas para caracterizar las interacciones y seleccionar la
configuración de control MIMO más adecuada.
5.2- Interacción.
En la figura 1 se muestran a continuación esquemas de SISO y MIMO sistemas. Por
conveniencia, se asume que el número de variables manipuladas es igual al número de
variables controladas.
En general, un cambio en una variable manipula, por ejemplo M1, esta afectara C1 y C2,
debido a la interacción propia dentro del proceso. Es necesario conseguir una forma en
realizar el apareamiento entre variables. El número de posibles configuraciones de control
es n!.
Análisis de diagrama de bloques.
Proceso M C
Perturbaciones
SISO
Proceso
M1 C1
Perturbaciones
MIMO (2 x 2) M2 C2
C1(s)
M1(s)
= Gp11(s) C1(s)
M2(s)
= Gp12(s)
(1)
Control de Procesos Industriales – Dr. Oscar Camacho
88
(1) Puede ser usada para determinar el efecto de un cambio en M1 ó M2. Del principio de
superposición, se asume que cambios simultáneos en M1 y M2 tienen efecto aditivo sobre
cada variable controlada:
C1(s) = Gp11(s)M1(s) + Cp12(s)M2(s)
C2(s) = Gp21(s)M1(s) + Cp22(s)M2(s)
En forma matricial.
C(s) = ; M(s) =
Gp =
Supongamos que es necesario usar un esquema de Control para un sistema MIMO 2 x 2.
Existen dos probabilidades:
C2(s)
M1(s)
= Gp21(s) C2(s)
M2(s)
= Gp22(s)
C1(s)
C2(s)
M1(s)
M2(s)
Gp11(s) Gp12(s)
Gp21(s) Gp22(s)
Gc1
Gp11
Gp12
Gp21
Gp22
Gc2
R1(s) + M1 E1 C1
E2 M2 C2 R2(s) +
+
+
+ +
1-1
2-2

Control de Procesos Industriales – Dr. Oscar Camacho
89
Configuración 1-2; 2-1.
Como se puede observar cada cambio en variables manipuladas tiene un efecto directo
sobre una variable controlada, y un efecto indirecto sobre la otra.
En esta observación hecha anteriormente, conlleva a la siguiente deducción sobre los
potenciales problemas que se pueden originar.
1.- Puede originar desestabilización del sistema de control.
2.- Hace la sintonización de los controladores una tarea difícil.
De la 1ra figura se pude deducir lo siguiente, la función de transferencia entre la variable
controlada y manipulada depende de si los otros lazos están abiertos o cerrados.
Supongamos que la Gc2 está fuera de servicio o está colocado en manual, entonces M2(s) =
0.
Entonces (M2 = 0)
Si M2 0, control en automático.
La conclusión de está ecuación que puede ser extendida para otro lazo es que el ajuste de
los controladores no se puede hacer en forma independiente.
Ejemplo # 1.
Gc2
Gp11
Gp12
Gp21
Gp22
Gc1
R1(s) + M1 E1 C1
E2 M2
C2 R2(s) +
+
+
+
+
C1(s)
M1(s)
= Gp11(s)
C1(s)
M1(s)
= Gp11(s) - Gp12(s) Gp21(s) Gc2(s)
1 + Gc2(s) Gp22(s) Término de interacción
2 1.5
105 + 1 5 + 1
1.5 2
5 + 1 105 + 1

Control de Procesos Industriales – Dr. Oscar Camacho
90
Gp(s)=
Asumamos que ambos controladores son proporcionales.
Gc1 = Kc1 ; Gc2 = Kc2. Determinar valores de ambos para las configuraciones 1-1, 1-2 y 1-
2, 2-1.
La ecuación característica para un sistema 2 x 2 viene dado por la siguiente ecuación:
(1 + Gc1 Gp11) (1 + Gc2 Gp22) – Gc1 Gc2 Gp12 Gp21 = 0
Reemplazando, las funciones de transferencia aquí:
a4s4 + a3s
3 + a2s2 + a1 s+ a0 = 0
Donde:
a4 = 100
a3 = 20 Kc1 + 20 Kc2 + 220
a2 = 42 Kc1 + 42 Kc2 + 221 Kc1 Kc2 + 141
a1 = 24 Kc1 + 24 Kc2 + 8 Kc1 Kc2 + 22
a0 = 2 Kc1 + 2 Kc2 + 1.75 Kc1 Kc2 + 1
Tarea: Derive el resultado para el sistema 1-2. 2-1.
A partir del método de Routh para Kc1 = 2.
-0.9 < Kc2 < 0.6
Represente la estabilidad usando un método gráfico.
Apareamiento entre variables controladas y manipuladas.
Trataremos de mostrar un método sencillo y práctico que resuelva el problema del
apareamiento entre VC y VM. Un incorrecto apareamiento produce un pobre desempeño y
reduce los márgenes de estabilidad.
Una columna de destilación típica tiene 5 variables controladas y cinco manipuladas.
VC: XD, XB, P, hB, hD.
VM: D, B, R, QD, QB.
Control de Procesos Industriales – Dr. Oscar Camacho
91
Observen de este número de variables que existen 120 posibilidades. Por lo cual debe
existir un método que requiera resolver este inconveniente.
Método de Bristol.
Bristol desarrollo el primer método para analizar y resolver este problema.
Este método requiere solamente información de estado estacionario y nos da la siguiente
información.
1.- Medida de la interacción del proceso.
2.- Recomendación del más efectivo apareamiento de variables controladas y manipuladas.
La propuesta de Bristol es conocida como el método de la ganancia relativa.
ij= =
= => RGA
La RGA tiene las siguientes propiedades:
1.- Es normalizada.
2.- Es adimensional.
Donde:
= K11 = ; K12 =
(Ci / Mj)M
(Ci / Mj)C
Open – loop gain
Closed – loop gain
C1 11 12................... 1n
C2 21
Cn n1............................ nn
M1 M2....................Mn
C1
M1 M2
C1
M2 M1
C2
M1 M2
C2
M2 M1
Ganancia
Lazo
Abierto
PT
LT CT
LT
CT
P
Alimentación
Medio de
Calentamiento
Fondo
B X
B
Destilado
D X
D
Refrigerante
QD
HD
QB
Reflujo
R
C
O
L
U
M
N
A
Control de Procesos Industriales – Dr. Oscar Camacho
92
K21 = ; K22 =
Lazo Cerrado.
K11 = ; K12 =
K21 = ; K22 =
11 = ; 12 =
11 = ; 11 =
Nota: Para aparear las variables controladas y manipuladas, y minimizar el efecto de la
interacción, agrupe aquellas cuyo valor ganancia relativa sea más cercano a la unidad.
Para un sistema 2 x 2, se puede deducir que:
K11 = K11 – K12 => K11 =
K12 = K21 =
K22 =
Entonces:
11 =
12 =
C1
M1 C2
C1
M2 C2
C2
M1 C1
C2
M2 C1
K11
K11
K12
K11
K21
K21
K22
K22
K21
K22
K11 K22 - K12 K21
K22
K11 K22 - K12 K21
- K21
K11 K22 - K12 K21
K12
K11 K22 - K12 K21
K11
K11 K22
K11 K22 - K12 K21
- K12 K22
K11 K22 - K12 K21
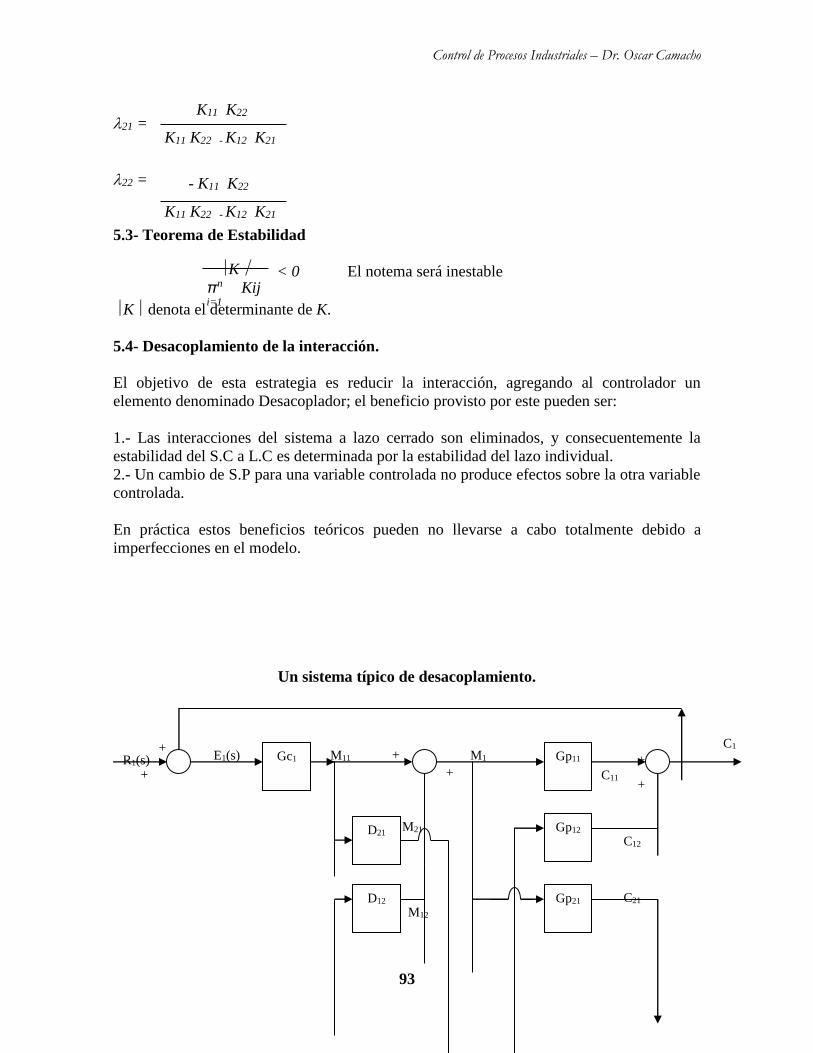
Control de Procesos Industriales – Dr. Oscar Camacho
93
21 =
22 =
5.3- Teorema de Estabilidad
< 0 El notema será inestable
K denota el determinante de K.
5.4- Desacoplamiento de la interacción.
El objetivo de esta estrategia es reducir la interacción, agregando al controlador un
elemento denominado Desacoplador; el beneficio provisto por este pueden ser:
1.- Las interacciones del sistema a lazo cerrado son eliminados, y consecuentemente la
estabilidad del S.C a L.C es determinada por la estabilidad del lazo individual.
2.- Un cambio de S.P para una variable controlada no produce efectos sobre la otra variable
controlada.
En práctica estos beneficios teóricos pueden no llevarse a cabo totalmente debido a
imperfecciones en el modelo.
Un sistema típico de desacoplamiento.
- K11 K22
K11 K22 - K12 K21
K11 K22
K11 K22 - K12 K21
K πn Kij i=1
Gc1 Gp11
Gp12
Gp21
R1(s) M1 C1
D21
D12
M11 E1(s)
C21
C12
M12
M21
+
+ +
+ +
+
C11
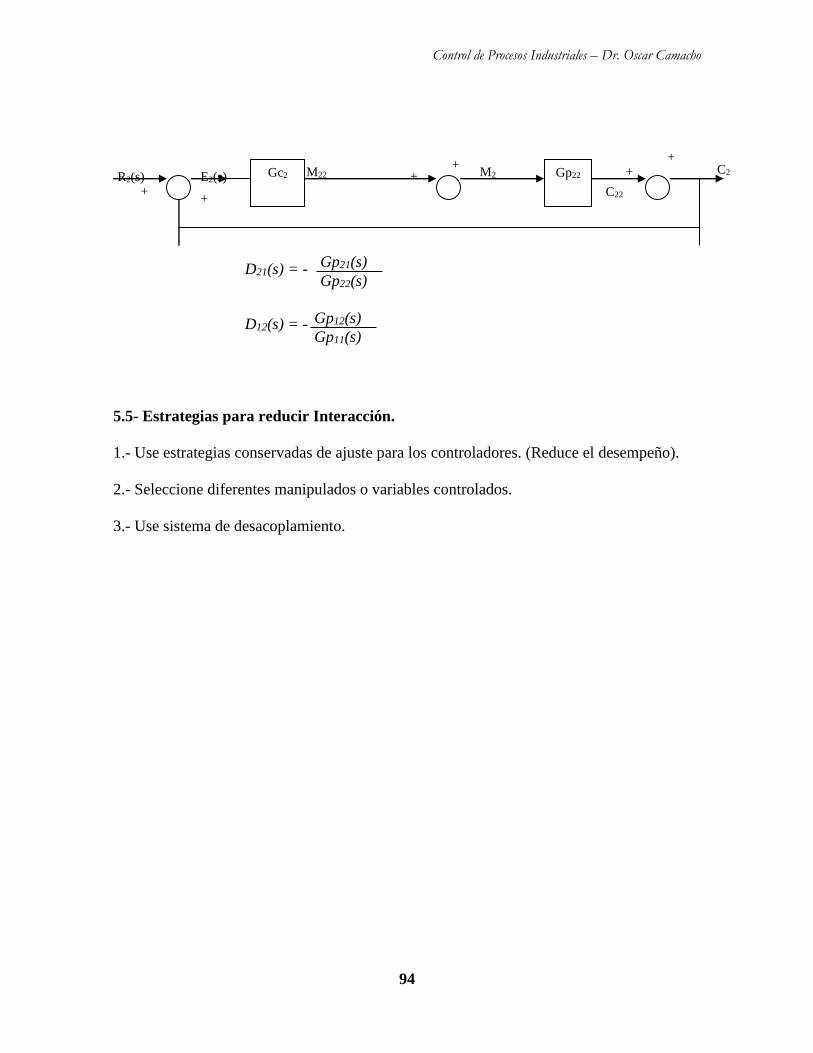
Control de Procesos Industriales – Dr. Oscar Camacho
94
D21(s) = -
D12(s) = -
5.5- Estrategias para reducir Interacción.
1.- Use estrategias conservadas de ajuste para los controladores. (Reduce el desempeño).
2.- Seleccione diferentes manipulados o variables controlados.
3.- Use sistema de desacoplamiento.
Gc2 M22 R2(s)
+
Gp22 C2 E2(s) M2
C22
+
+ +
+ +
Gp21(s)
Gp22(s)
Gp12(s)
Gp11(s)
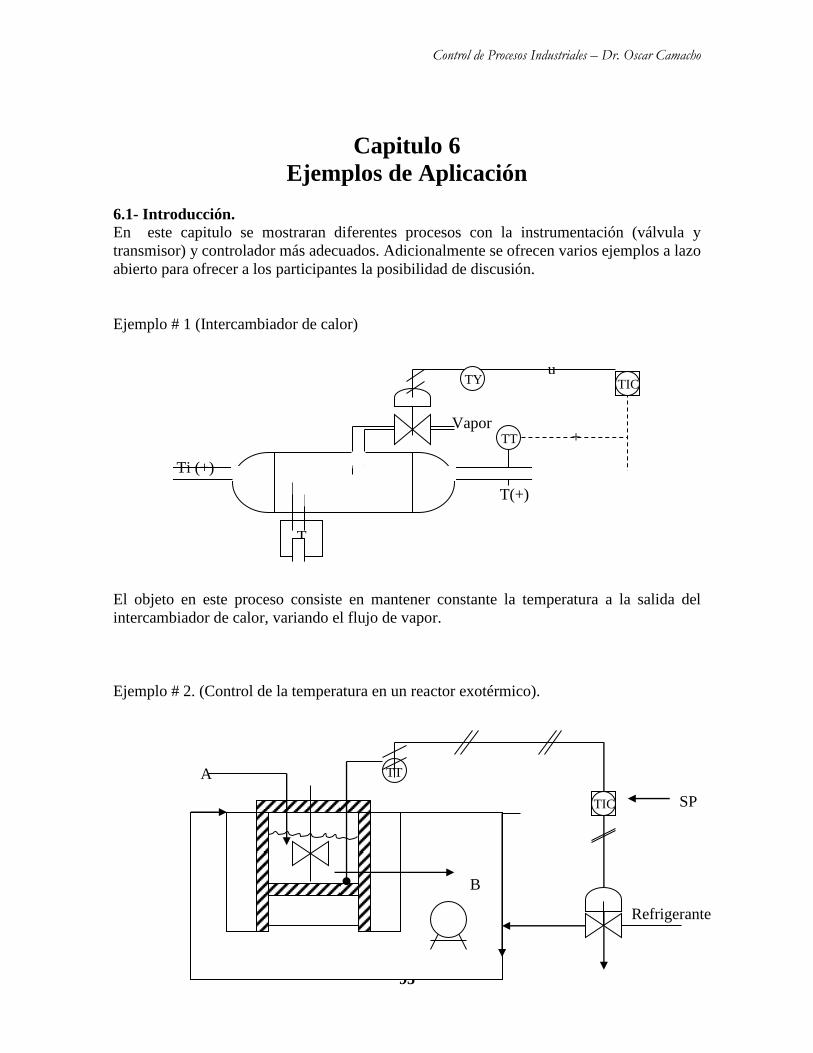
Control de Procesos Industriales – Dr. Oscar Camacho
95
Capitulo 6
Ejemplos de Aplicación
6.1- Introducción.
En este capitulo se mostraran diferentes procesos con la instrumentación (válvula y
transmisor) y controlador más adecuados. Adicionalmente se ofrecen varios ejemplos a lazo
abierto para ofrecer a los participantes la posibilidad de discusión.
Ejemplo # 1 (Intercambiador de calor)
El objeto en este proceso consiste en mantener constante la temperatura a la salida del
intercambiador de calor, variando el flujo de vapor.
Ejemplo # 2. (Control de la temperatura en un reactor exotérmico).
TY
Vapor
Ti (+)
T
T(+)
+
u
TT A
B
SP
Refrigerante
TIC
TT
TIC
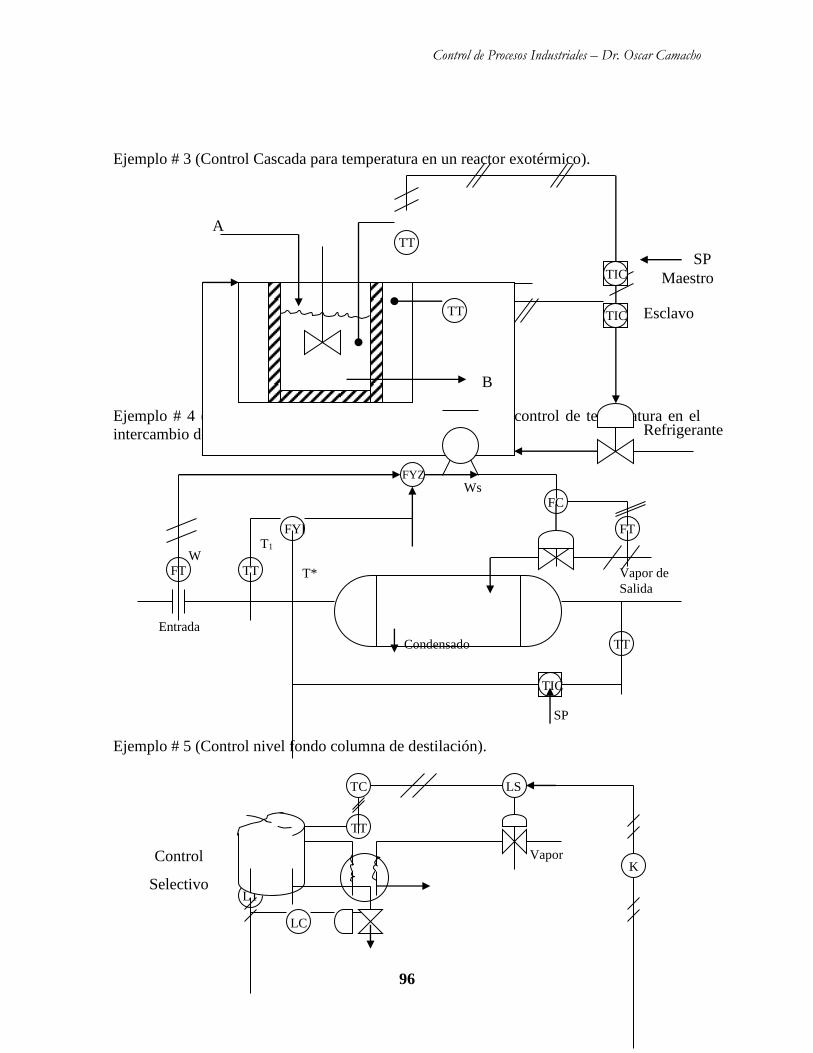
Control de Procesos Industriales – Dr. Oscar Camacho
96
Ejemplo # 3 (Control Cascada para temperatura en un reactor exotérmico).
Ejemplo # 4 (Esquema del lazo de control FF + FB para el control de temperatura en el
intercambio de calor).
Ejemplo # 5 (Control nivel fondo columna de destilación).
TT
A
B
SP
Maestro
Refrigerante
TT Esclavo
FT TT
FYI
FYZ
FC
FT
TT
TIC
W T1
T*
Ws
SP
Condensado
Vapor de
Salida
Entrada
TC
TT
LC
LT
K
LS
Vapor Control
Selectivo
TIC
TIC
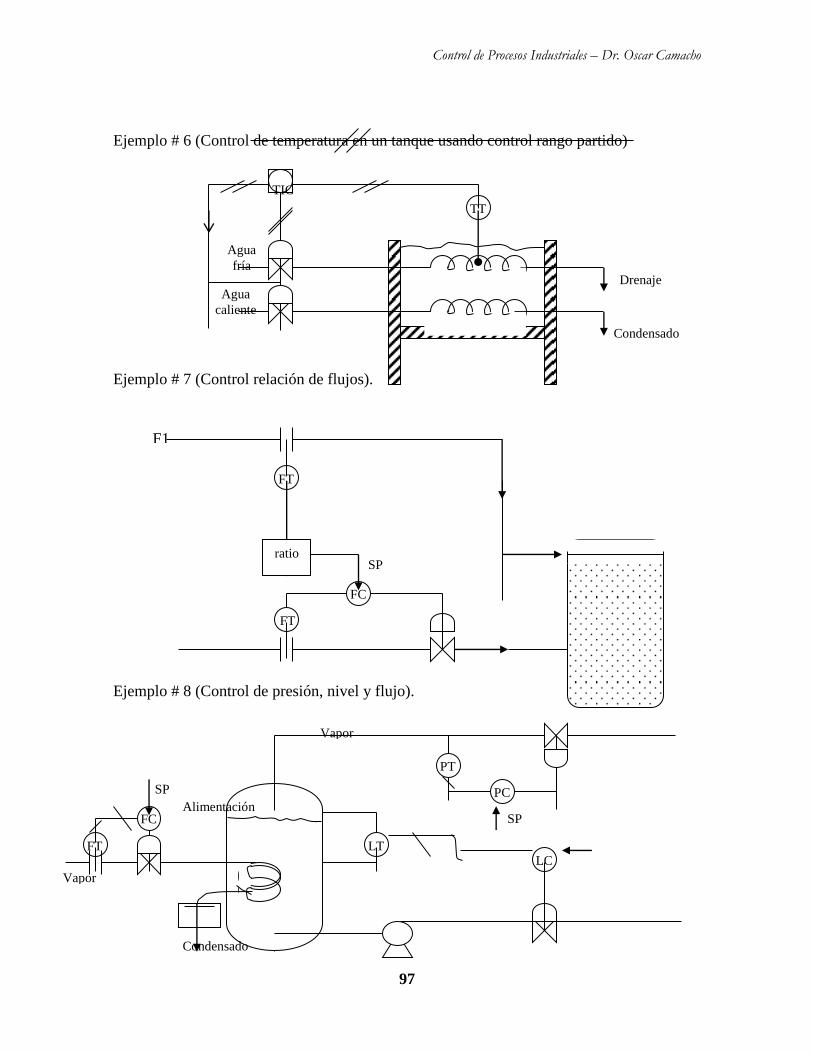
Control de Procesos Industriales – Dr. Oscar Camacho
97
Ejemplo # 6 (Control de temperatura en un tanque usando control rango partido)
Ejemplo # 7 (Control relación de flujos).
Ejemplo # 8 (Control de presión, nivel y flujo).
TIC
TT
Agua
fría
Agua
caliente
Drenaje
Condensado
FT
FC
ratio
FT
F1
SP
PT
PC
FC
FT LC
LT
Alimentación
Vapor
Condensado
SP
SP
Vapor
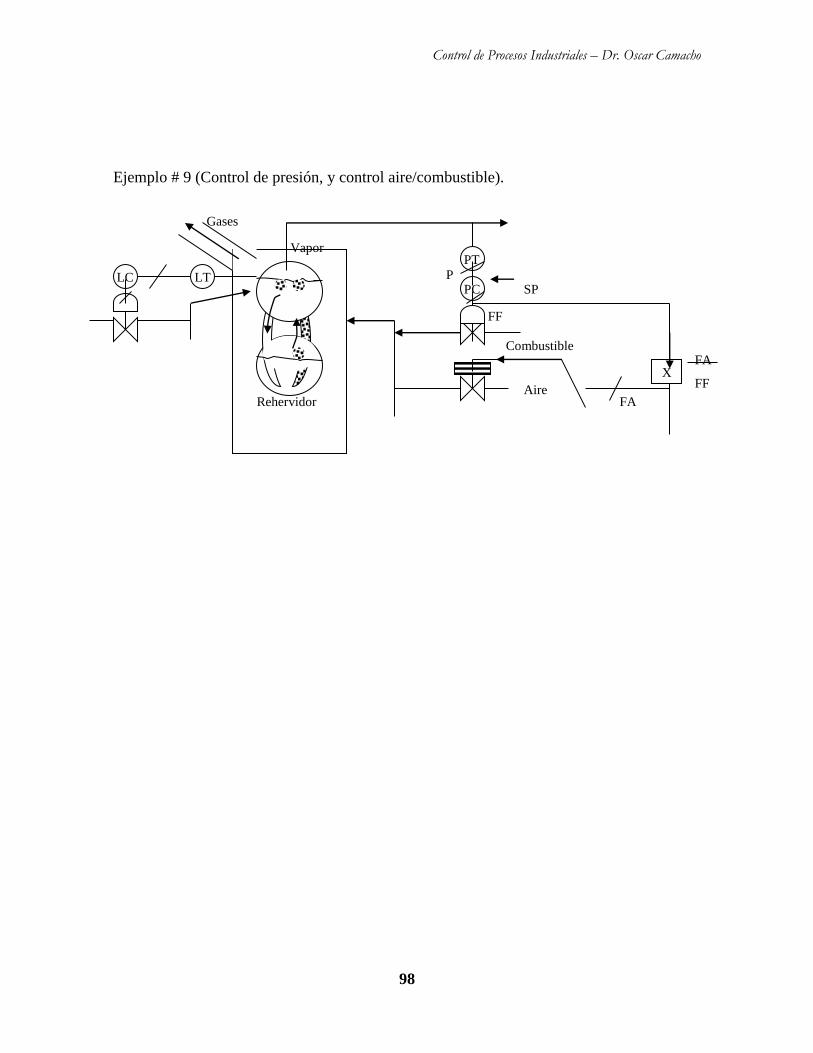
Control de Procesos Industriales – Dr. Oscar Camacho
98
Ejemplo # 9 (Control de presión, y control aire/combustible).
PT
PC LT LC
X
Gases
Vapor
SP
Combustible
Aire FA Rehervidor
FA
FF
FF
P