Conformado plastico de metales.pdf
21
UNIDAD 2.3.- CONFORMADO 2.3.1.- Introducción, 2.3.2.- Estampado, 2.3.3.- Punzonado y corte, 2.3.4.- Doblado y curvado, 2.3.5. Arrollado, bordonado, cercado, perfilado y engrapado, 2.3.6.- Embutido, estirado y extrusión. 2.3.1.- INTRODUCCION El problema concerniente a la producción de elementos de chapa de espesor delgado se puede considerar como uno de los mas importantes en el campo industrial de la producción en serie. En función del notable desarrollo de las diferentes formas de conformado, la producción mecánica experimenta continuamente la urgente demanda de mayores cantidades y mejores producciones; demás esta decir que un elemento de chapa estampada se utiliza en todo tipo de artículo, desde el conformado de una carrocería de automóvil hasta la carcasa soporte de una calculadora portátil. El elemento de chapa cuenta con la ventaja de ser un elemento liviano, de buenas propiedades mecánicas (otorgadas por el propio diseño mas que por las características del material) y con un altísimo grado de estabilidad dimensional. Otorgando la posibilidad de una producción rápida y en serie, el costo de la matriz es recuperado rápidamente. Esta comprobado que un elemento de chapa conformada de alto diseño sustituye, o al menos reduce, un gran número de uniones de piezas entre si, ya sean fijadas mecánicamente (tornillos, bulones, roblones, remaches, etc.) o unidas por cordones de soldadura. Se define como chapa a cualquier tipo de material laminado, por lo tanto de poco espesor, el cual puede ser suministrado en forma de lámina, tira o cinta. En el curso se desestimará la extracción manual, a partir de la chapa, de las geometrías. Sólo en casos excepcionales y para pequeñas producciones se recurrirá a este tipo de operación. 2.3.2.- ESTAMPADO Se define con el término 'estampado' al conjunto de operaciones con las cuales, sin producir virutas, se somete a una chapa plana a una o mas transformaciones, con el fin de obtener una geometría, sea plana y/o hueca. La realización práctica de estas operaciones se logra mediante dispositivos especiales llamados matrices o estampas, aplicados a las chapas mediante máquinas denominadas comúnmente 'prensas'. Geometrías complicadas o irregulares, pero de espesor constante, pueden obtenerse mediante una sucesión de operaciones de estampado. Estas operaciones generalmente se dividen en: a.- cortado; b.- doblado y/o curvado; c.- embutido. Todas la operaciones se hacen en frío, pero en algunas operaciones de embutir se pueden llegar a hacer calentamientos de recristalización para permitir la deformación necesaria. En el caso de geometrías que puedan ser admitidas en el ancho de una cinta, el avance (de un paso para cada golpe de prensa) podrá ser manual o mecánico; en caso de ser automático, y debido a que generalmente se trabajan con grandes producciones, la cinta es alimentada mediante bobinas o rollos especiales. En algunos casos, cuando el corte es de precisión, antes de la operación la cinta es aplanada y Tecnología I - U2.3 - Conformado - 1
-
Upload
spc2278942 -
Category
Documents
-
view
173 -
download
2
Transcript of Conformado plastico de metales.pdf
UNIDAD 2.3.- CONFORMADO
2.3.1.- Introducción, 2.3.2.- Estampado, 2.3.3.- Punzonado y corte, 2.3.4.- Doblado y curvado, 2.3.5. Arrollado, bordonado, cercado, perfilado y engrapado, 2.3.6.- Embutido, estirado y extrusión.
2.3.1.- INTRODUCCION
El problema concerniente a la producción de elementos de chapa de espesor delgado se puede considerar como uno de los mas importantes en el campo industrial de la producción en serie. En función del notable desarrollo de las diferentes formas de conformado, la producción mecánica experimenta continuamente la urgente demanda de mayores cantidades y mejores producciones; demás esta decir que un elemento de chapa estampada se utiliza en todo tipo de artículo, desde el conformado de una carrocería de automóvil hasta la carcasa soporte de una calculadora portátil.
El elemento de chapa cuenta con la ventaja de ser un elemento liviano, de buenas propiedades mecánicas (otorgadas por el propio diseño mas que por las características del material) y con un altísimo grado de estabilidad dimensional. Otorgando la posibilidad de una producción rápida y en serie, el costo de la matriz es recuperado rápidamente.
Esta comprobado que un elemento de chapa conformada de alto diseño sustituye, o al menos reduce, un gran número de uniones de piezas entre si, ya sean fijadas mecánicamente (tornillos, bulones, roblones, remaches, etc.) o unidas por cordones de soldadura.
Se define como chapa a cualquier tipo de material laminado, por lo tanto de poco espesor, el cual puede ser suministrado en forma de lámina, tira o cinta. En el curso se desestimará la extracción manual, a partir de la chapa, de las geometrías. Sólo en casos excepcionales y para pequeñas producciones se recurrirá a este tipo de operación.
2.3.2.- ESTAMPADO
Se define con el término 'estampado' al conjunto de operaciones con las cuales, sin producir virutas, se somete a una chapa plana a una o mas transformaciones, con el fin de obtener una geometría, sea plana y/o hueca. La realización práctica de estas operaciones se logra mediante dispositivos especiales llamados matrices o estampas, aplicados a las chapas mediante máquinas denominadas comúnmente 'prensas'. Geometrías complicadas o irregulares, pero de espesor constante, pueden obtenerse mediante una sucesión de operaciones de estampado. Estas operaciones generalmente se dividen en: a.- cortado; b.- doblado y/o curvado; c.- embutido.
Todas la operaciones se hacen en frío, pero en algunas operaciones de embutir se pueden llegar a hacer calentamientos de recristalización para permitir la deformación necesaria.
En el caso de geometrías que puedan ser admitidas en el ancho de una cinta, el avance (de un paso para cada golpe de prensa) podrá ser manual o mecánico; en caso de ser automático, y debido a que generalmente se trabajan con grandes producciones, la cinta es alimentada mediante bobinas o rollos especiales. En algunos casos, cuando el corte es de precisión, antes de la operación la cinta es aplanada y
Tecnología I - U2.3 - Conformado - 1

enderezada por medio de dispositivos de rodillos tales como los utilizados en el enderezado del alambre para clavos.
Las operaciones mas corrientes son: Corte, Doblado, Curvado y Embutido. Para obtener una pieza terminada, se trabaja con una o con la combinación de dichas operaciones. Las combinaciones mas usuales son: Corte/Doblado, Corte/Curvado y Corte/Embutido.
El ciclo de estampado, que es la sucesión ordenada de las operaciones pertinentes, dependerá de los siguientes factores: 1.- de la forma de la pieza a obtener. 2.- de las dimensiones de la pieza a obtener. 3.- de las características del material de la chapa.
La forma de la pieza a obtener impone un cierto número de operaciones directamente proporcional a la complejidad de la forma misma. Cuanto mas simple sea la forma de una pieza, menor serán las operaciones necesarias. La fabricación de una simple olla constará del corte de la chapa, de un posterior proceso de embutido y una última operación de bordonado del borde superior.
Las dimensiones de la pieza influyen sobre el número de operaciones necesarias; sobre el mismo caso de la olla, la profundidad de la misma determinará la cantidad de operaciones de embutir necesarias.
Por último, la calidad del material de la chapa es lógico que influya sobre el número de operaciones. Un material con una alta capacidad de deformación requerirá menos pasos que otro que admita menor deformación.
La elección de la máquina con la que debe efectuarse un determinado trabajo se hará de acuerdo a la forma y dimensiones de la pieza a producir. Para grandes piezas se requerirán grandes matrices, con un elevado costo. Gran parte de las operaciones de cortar, doblar y embutir, se ejecutan por medio de matrices montadas en máquinas de movimiento rectilíneo alternativo; este es el principio de funcionamiento de las prensas.
La condiciones térmicas son fundamentales sobre la operación de la chapa. En general, solo se trabaja en caliente en aquellas piezas que sufren grandes deformaciones. Lógicamente, también influye el espesor de la chapa y si esta es mayor que 7 mm generalmente la operación será en caliente.
2.3.3.- PUNZONADO - CORTE
Esta es una operación con la cual, mediante herramientas aptas para el corte, se separa una parte metálica de otra obteniéndose instantáneamente la forma deseada. Este proceso, que es un estampado propiamente dicho, consta de un punzón que presiona la chapa interpuesta entre este y la matriz, siendo la chapa deformada y cortada. Esto se observa en la figura 1 y es por esta deformación plástica violenta que sobre los bordes aparecen las típicas rebabas. Considerando la relación entre el espesor 'e' y el diámetro 'd' del punzón, se llega a que el espesor máximo será 1,2 veces el 'd' del punzón (emax = 1,2 d), o del de menor diámetro en caso de ser una matriz de mas de un punzón.
Tecnología I - U2.3 - Conformado - 2
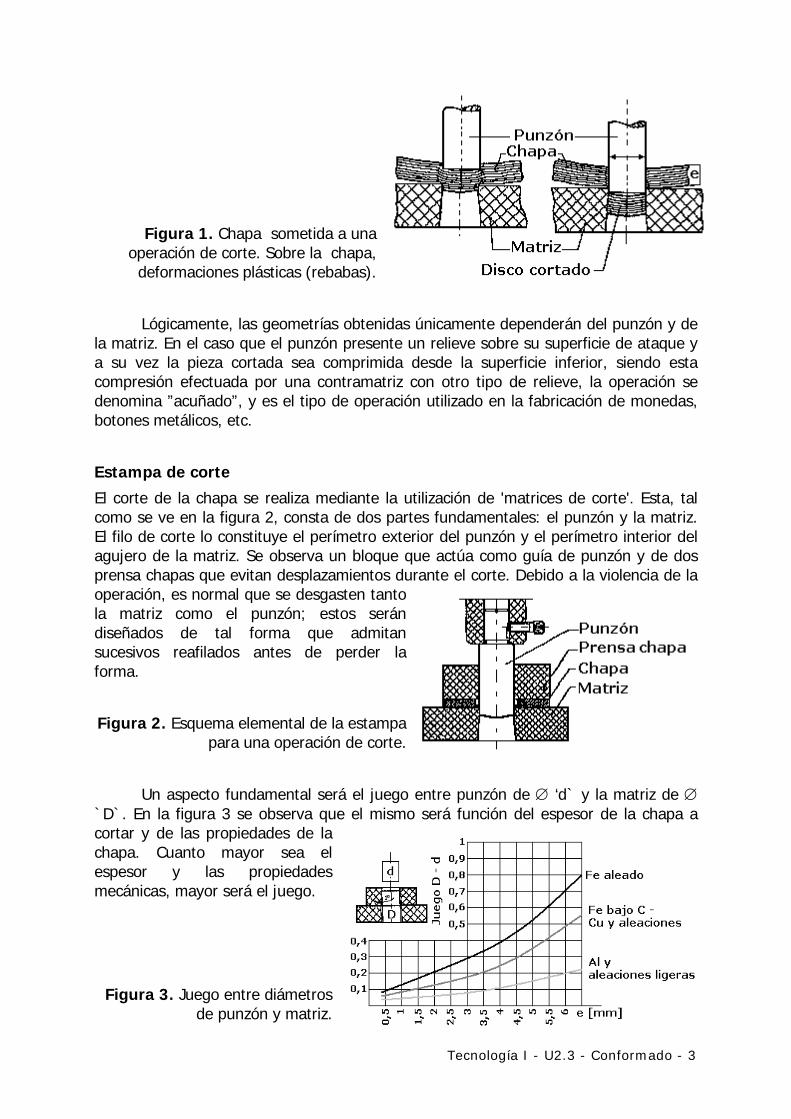
Figura 1. Chapa sometida a una operación de corte. Sobre la chapa, deformaciones plásticas (rebabas).
Lógicamente, las geometrías obtenidas únicamente dependerán del punzón y de la matriz. En el caso que el punzón presente un relieve sobre su superficie de ataque y a su vez la pieza cortada sea comprimida desde la superficie inferior, siendo esta compresión efectuada por una contramatriz con otro tipo de relieve, la operación se denomina ”acuñado”, y es el tipo de operación utilizado en la fabricación de monedas, botones metálicos, etc.
Estampa de corte
El corte de la chapa se realiza mediante la utilización de 'matrices de corte'. Esta, tal como se ve en la figura 2, consta de dos partes fundamentales: el punzón y la matriz. El filo de corte lo constituye el perímetro exterior del punzón y el perímetro interior del agujero de la matriz. Se observa un bloque que actúa como guía de punzón y de dos prensa chapas que evitan desplazamientos durante el corte. Debido a la violencia de la operación, es normal que se desgasten tanto la matriz como el punzón; estos serán diseñados de tal forma que admitan sucesivos reafilados antes de perder la forma.
Figura 2. Esquema elemental de la estampa para una operación de corte.
Un aspecto fundamental será el juego entre punzón de ∅ ‘d` y la matriz de ∅ `D`. En la figura 3 se observa que el mismo será función del espesor de la chapa a cortar y de las propiedades de la chapa. Cuanto mayor sea el espesor y las propiedades mecánicas, mayor será el juego.
Figura 3. Juego entre diámetros de punzón y matriz.
Tecnología I - U2.3 - Conformado - 3

La generación de piezas defectuosas (deformaciones y/o agrietamientos) puede estar originado en múltiples causas, ya sea en forma individual o combinada; algunas de ellas son: materiales de herramental de baja calidad, técnica constructiva del herramental incorrecta, juegos entre punzón y matriz incorrectos, superficie inadecuada de la chapa a cortar, presencia de granos endurecidos sobre la chapa, presencia de cuerpos extraños entre el punzón y matriz, etc. De todas formas, una vez establecido un correcto funcionamiento, la cantidad de ciclos obtenibles entre reafilados varía entre 20.000 y 30.000; teniendo en cuenta que una matriz puede ser rectificada alrededor de 40 veces (en función del diseño del matricero), una buena matriz de corte podrá ser capaz de cortar 1.106 de piezas, antes de que sea desechada.
Disposición de la figura sobre la chapa
Los factores que determinan las dimensiones de una matriz son el tamaño y la forma de la pieza. Frecuentemente esta se presenta en forma irregular y si se la ubica en forma transversal, o longitudinal, al centro de la matriz, se origina una notable pérdida de espacio, y por ende una pérdida de material. Por lo tanto, se deberá estudiar la forma de acomodar las piezas de forma que una vez producido el corte, el recorte sea mínimo; esto se observa en la figura 4, en donde inclinando la pieza se ahorra hasta un 25% de la superficie de partida.
Figura 4. Modos de ubicar una geometría, con el fin de minimizar el recorte.
Un aspecto fundamental es que de cualquier forma que se ubiquen las piezas, la distancia entre contornos de corte y la distancia al borde de la chapa original no será menor que el espesor de la chapa; esto significa que si se corta una chapa de 1 mm de espesor, la distancia entre contornos de piezas al menos será de 1 mm. Esto se justifica ya que si la distancia es muy pequeña, las deformaciones sobre un contorno incidirán sobre el siguiente corte.
Tal como se observa en la figura 5, se puede optar por disponer de una cinta con el ancho de la pieza de diseño; por otro lado, para qué una acería fabrique un ancho de cinta particular, se debe justificar en la cantidad de toneladas pedidas. En la parte inferior de la figura, un punzón que corta los extremos de la pieza, siendo el ancho el de la cinta.
Figura 5. Ancho de cinta contemplando dimensión final.
Tecnología I - U2.3 - Conformado - 4
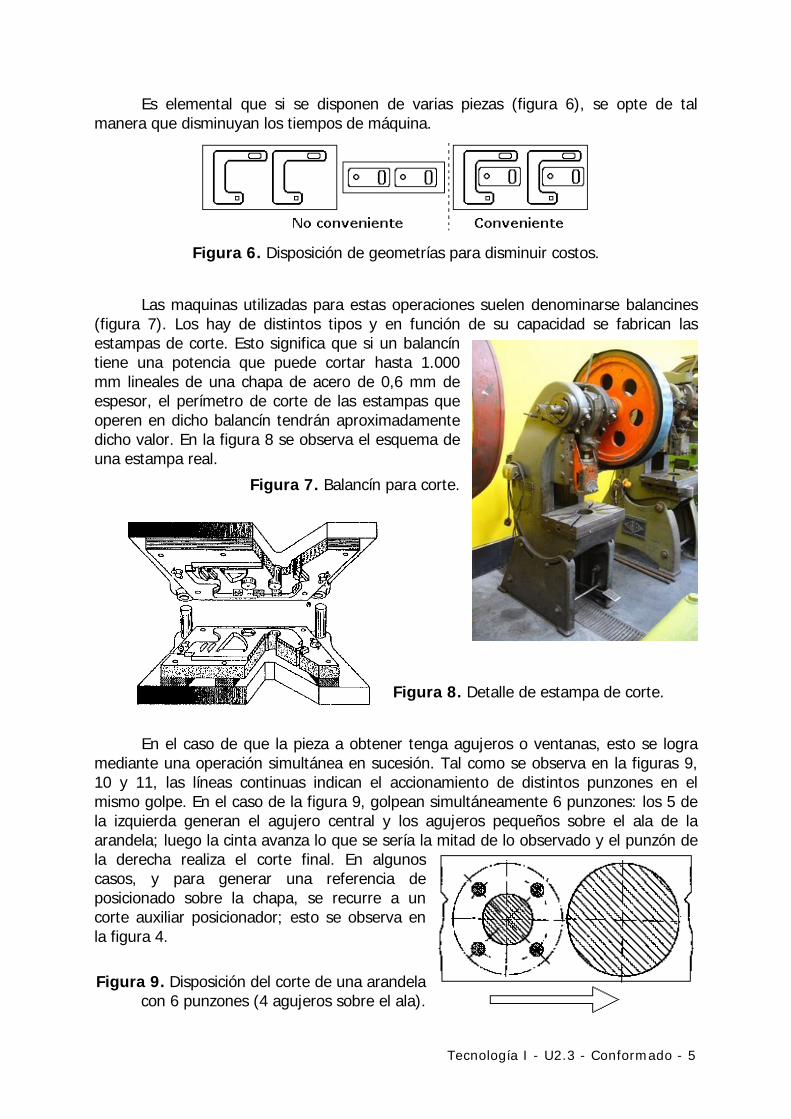
Es elemental que si se disponen de varias piezas (figura 6), se opte de tal manera que disminuyan los tiempos de máquina.
Figura 6. Disposición de geometrías para disminuir costos.
Las maquinas utilizadas para estas operaciones suelen denominarse balancines (figura 7). Los hay de distintos tipos y en función de su capacidad se fabrican las estampas de corte. Esto significa que si un balancín tiene una potencia que puede cortar hasta 1.000 mm lineales de una chapa de acero de 0,6 mm de espesor, el perímetro de corte de las estampas que operen en dicho balancín tendrán aproximadamente dicho valor. En la figura 8 se observa el esquema de una estampa real.
Figura 7. Balancín para corte.
Figura 8. Detalle de estampa de corte.
En el caso de que la pieza a obtener tenga agujeros o ventanas, esto se logra mediante una operación simultánea en sucesión. Tal como se observa en la figuras 9, 10 y 11, las líneas continuas indican el accionamiento de distintos punzones en el mismo golpe. En el caso de la figura 9, golpean simultáneamente 6 punzones: los 5 de la izquierda generan el agujero central y los agujeros pequeños sobre el ala de la arandela; luego la cinta avanza lo que se sería la mitad de lo observado y el punzón de la derecha realiza el corte final. En algunos casos, y para generar una referencia de posicionado sobre la chapa, se recurre a un corte auxiliar posicionador; esto se observa en la figura 4.
Figura 9. Disposición del corte de una arandela
con 6 punzones (4 agujeros sobre el ala).
Tecnología I - U2.3 - Conformado - 5

Figura 10. Cortes sucesivos y simultáneos de partes para motores eléctricos.
Figura 11. Cortes sucesivos y simultáneos.
11 punzones: 7 punzones en el 1º corte, 3 punzones en el 2º y el corte final.
Tal como se aclaró, por ejemplo en la figura 11, la idea es que la totalidad de perímetro de corte de los 11 punzones que impactan al mismo tiempo, sean del orden de la capacidad de la máquina. Se debe notar que con una única estampa se obtienen tres piezas diferentes.
En el siguiente análisis se aprecia la comparación de costos para realizar una misma pieza con 5 estampas simples o con una única sucesiva y simultánea. Tal como se presupone, tanto el costo del herramental como el de la chapa a cortar, es menor en las estampas simples, pero la diferencia está en la productividad. Luego de un dado número de piezas/mes, será conveniente una sucesiva y simultanea (figura 12).
Estampas Simples
Estampa sucesiva y simultánea
5 Procesos 1 Proceso Cada Estampa Total $ / Mes (24 meses)
5.000 $ 25.000 $
1.050 $ / mes
75.000 $ 75.000 $
3.125 $ / mes Costo Material 0,20 $ / pieza 0,25 $ / pieza Productividad Alquiler Máquina Costo de estampado
10 piezas / minuto 120 $ / hora
0,20 $ / pieza
100 piezas / minuto 120 $ / hora
0,02 $ / pieza Costo total 0,40 $ / pieza 0,27 $ / pieza Costo total / mes 0,40 $ / p . X + 1.050 $ 0,27 $ /p . X + 3.125 $
0,40$/p.X+25.000$=0,27$/p.X+75.000$ 0,40$/p.X+1.050$=0,27$/p.X+3.125$ X.(0,40$/p-0,27$/p)=75.000$-25.000$ X.(0,40$/p-0,27$/p)=3.125$-1.050$
X.0,13$/p=50.000$ X.0,13$/p=2.0750$ X~384.000piezas X~16.000piezas/mes
Figura 12. Análisis de costo para distintos tipos de estampas.
Tecnología I - U2.3 - Conformado - 6
Estampa de corte con punzones de goma
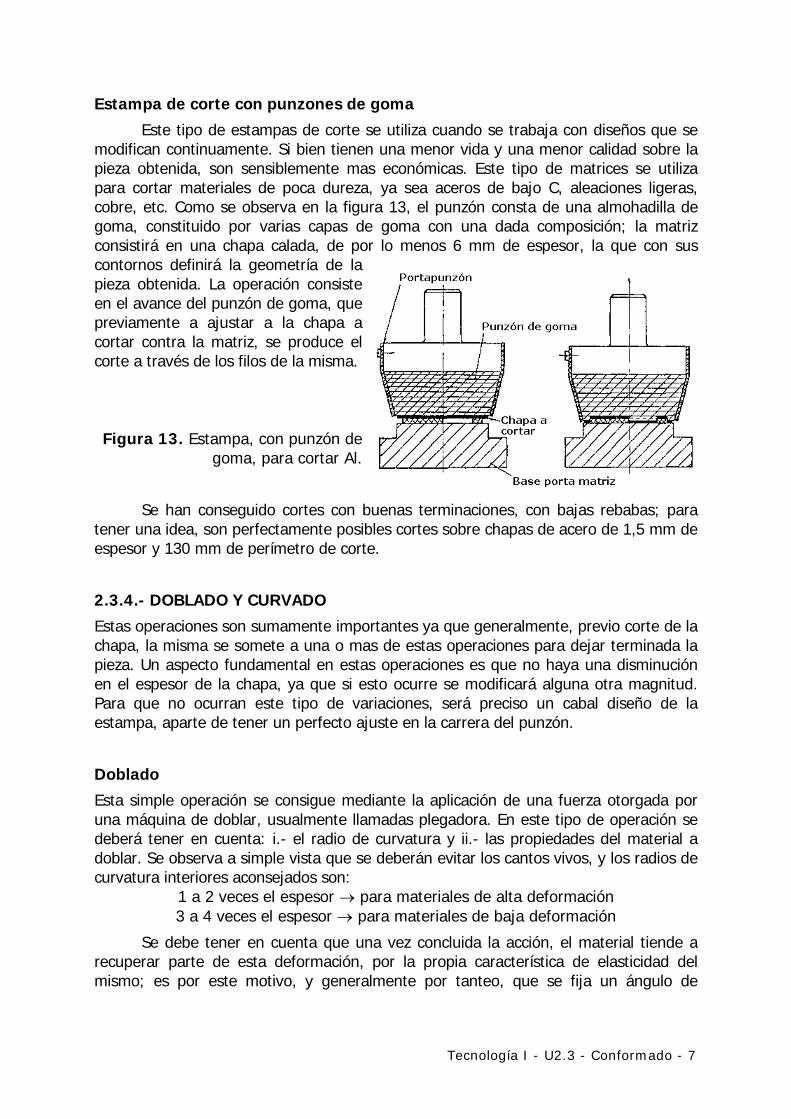
Este tipo de estampas de corte se utiliza cuando se trabaja con diseños que se modifican continuamente. Si bien tienen una menor vida y una menor calidad sobre la pieza obtenida, son sensiblemente mas económicas. Este tipo de matrices se utiliza para cortar materiales de poca dureza, ya sea aceros de bajo C, aleaciones ligeras, cobre, etc. Como se observa en la figura 13, el punzón consta de una almohadilla de goma, constituido por varias capas de goma con una dada composición; la matriz consistirá en una chapa calada, de por lo menos 6 mm de espesor, la que con sus contornos definirá la geometría de la pieza obtenida. La operación consiste en el avance del punzón de goma, que previamente a ajustar a la chapa a cortar contra la matriz, se produce el corte a través de los filos de la misma.
Figura 13. Estampa, con punzón de goma, para cortar Al.
Se han conseguido cortes con buenas terminaciones, con bajas rebabas; para tener una idea, son perfectamente posibles cortes sobre chapas de acero de 1,5 mm de espesor y 130 mm de perímetro de corte.
2.3.4.- DOBLADO Y CURVADO
Estas operaciones son sumamente importantes ya que generalmente, previo corte de la chapa, la misma se somete a una o mas de estas operaciones para dejar terminada la pieza. Un aspecto fundamental en estas operaciones es que no haya una disminución en el espesor de la chapa, ya que si esto ocurre se modificará alguna otra magnitud. Para que no ocurran este tipo de variaciones, será preciso un cabal diseño de la estampa, aparte de tener un perfecto ajuste en la carrera del punzón.
Doblado
Esta simple operación se consigue mediante la aplicación de una fuerza otorgada por una máquina de doblar, usualmente llamadas plegadora. En este tipo de operación se deberá tener en cuenta: i.- el radio de curvatura y ii.- las propiedades del material a doblar. Se observa a simple vista que se deberán evitar los cantos vivos, y los radios de curvatura interiores aconsejados son:
1 a 2 veces el espesor → para materiales de alta deformación 3 a 4 veces el espesor → para materiales de baja deformación
Se debe tener en cuenta que una vez concluida la acción, el material tiende a recuperar parte de esta deformación, por la propia característica de elasticidad del mismo; es por este motivo, y generalmente por tanteo, que se fija un ángulo de
Tecnología I - U2.3 - Conformado - 7
doblado mas agudo al deseado, ya que al recuperar, la pieza queda con la geometría de diseño.
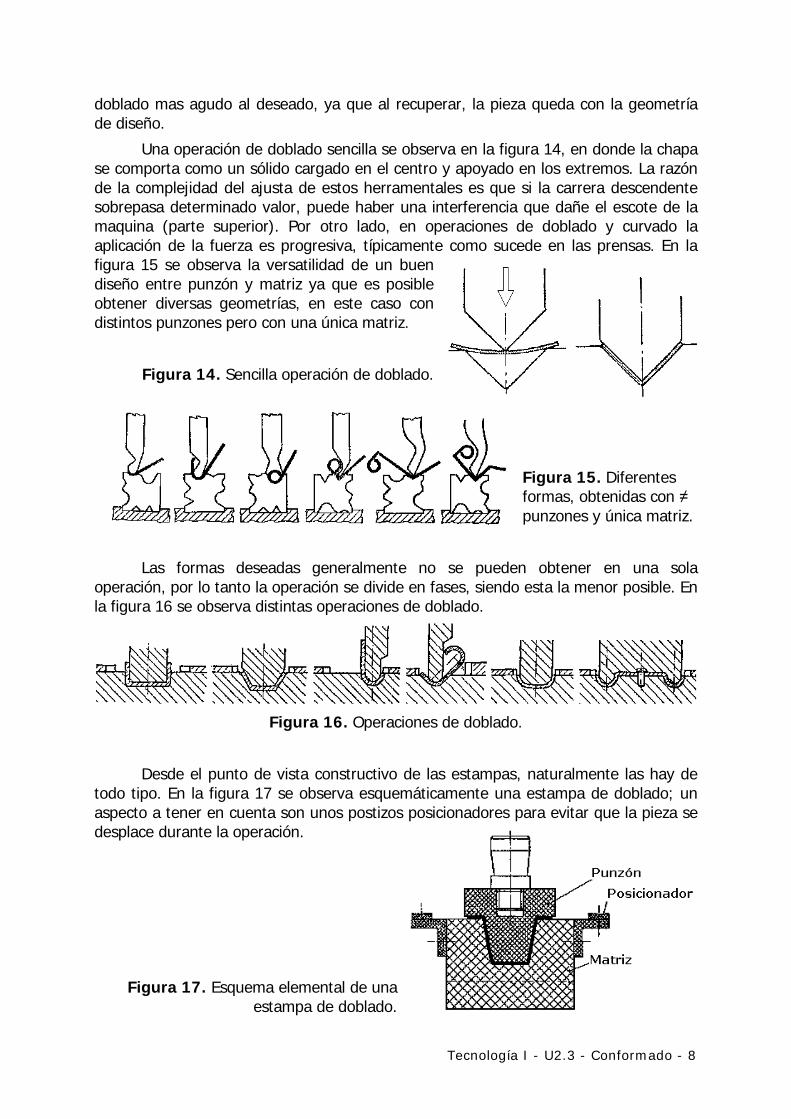
Una operación de doblado sencilla se observa en la figura 14, en donde la chapa se comporta como un sólido cargado en el centro y apoyado en los extremos. La razón de la complejidad del ajusta de estos herramentales es que si la carrera descendente sobrepasa determinado valor, puede haber una interferencia que dañe el escote de la maquina (parte superior). Por otro lado, en operaciones de doblado y curvado la aplicación de la fuerza es progresiva, típicamente como sucede en las prensas. En la figura 15 se observa la versatilidad de un buen diseño entre punzón y matriz ya que es posible obtener diversas geometrías, en este caso con distintos punzones pero con una única matriz.
Figura 14. Sencilla operación de doblado.
Figura 15. Diferentesformas, obtenidas con ≠punzones y única matriz.
Las formas deseadas generalmente no se pueden obtener en una sola operación, por lo tanto la operación se divide en fases, siendo esta la menor posible. En la figura 16 se observa distintas operaciones de doblado.
Figura 16. Operaciones de doblado.
Desde el punto de vista constructivo de las estampas, naturalmente las hay de todo tipo. En la figura 17 se observa esquemáticamente una estampa de doblado; un aspecto a tener en cuenta son unos postizos posicionadores para evitar que la pieza se desplace durante la operación.
Figura 17. Esquema elemental de una estampa de doblado.
Tecnología I - U2.3 - Conformado - 8

Los matriceros, verdaderos artesanos tecnológicos, suelen tener ideas ingeniosas para atenuar los típicos defectos sobre las chapas deformadas. En las figuras 18 y 19 se observan artilugios para minimizar esfuerzos. En la figura 18 se observa que hay un punzón de acción independiente que genera una primera deformación, mientras que luego baja el resto del punzón y produce la deformación final. En la figura 19, un detalle de estampa con resolución compleja, con matrices móviles que se desplazan a medida que va ocurriendo la deformación.
Figura 18. Estampa de doblado
incorrecta (arriba) y mejorada (abajo).
Figura 19. Detalle conveniente para estampa de doblado útil para determinada deformación.
En la figura 20 se observa a una dobladora / plegadora de última generación.
Figura 20. Dobladora / plegadora.
Doblado con matriz de goma
Este tipo de estampa, utilizando una matriz de goma, tiene una notable ventaja ya que al tener una de sus ser partes deformables, la misma es capaz de absorber los defectos propios que tengan las chapas (variaciones de espesor, variaciones de las propiedades mecánicas de las chapas, etc.). Las gomas utilizadas son a base de PU, y tienen buenas propiedades frente al desgaste por abrasión, al ataque químico de los lubricantes
Tecnología I - U2.3 - Conformado - 9

(utilizado para disminuir la fricción entre punzón y chapa) y frente a la rotura por tracción y compresión. En la figura 21 se observa claramente las diferentes fases para obtener una determinada forma; nótese que la propia matriz de goma actúa como elemento expulsor de la pieza terminada.
En las operaciones mas complicadas, cuando es preciso que la chapa tome la forma exacta del punzón, es necesario agregar insertos de acero de tal forma que reproduzca aproximadamente la forma del punzón. En la figura 22 se observa el punzón, al contenedor que fija la placa de goma poliuretánica por sobre la cual irá la chapa a deformar; por debajo de la placa de goma, un espacio vacío con la presencia de los insertos metálicos que permitirán un doblado acorde al punzón.
Figura 21. Estampa con matriz de goma para obtener una forma en U.
Figura 22. Estampa con matriz de PU con insertos d
una chapa de longitud c y espesor e, siendo la
e acero.
Concepto de Fibra, o Línea, Neutra
Para obtener una forma dada, es necesario cortar previamente su desarrollo. El desarrollo de la pieza se hará sobre una línea denominada neutra, la cual no sufre esfuerzos de tracción (para las curvaturas exteriores) ni esfuerzos de compresión (en las curvaturas interiores). Esta línea no se encuentra exactamente en la mitad del espesor, sino que su posición se modifica de acuerdo a las propiedades de la chapa. Para hacer un buen desarrollo es necesario conocer esa posición y esto se logra mediante un simple ensayo.
El ensayo consta en doblarprobeta extraída de la chapa, cinta o tira original. Luego de la operación de doblado se obtienen las magnitudes a, b y r, tal como se observa en la figura 23, siendo “y” la posición de la línea neutra.
Tecnología I - U2.3 - Conformado - 10
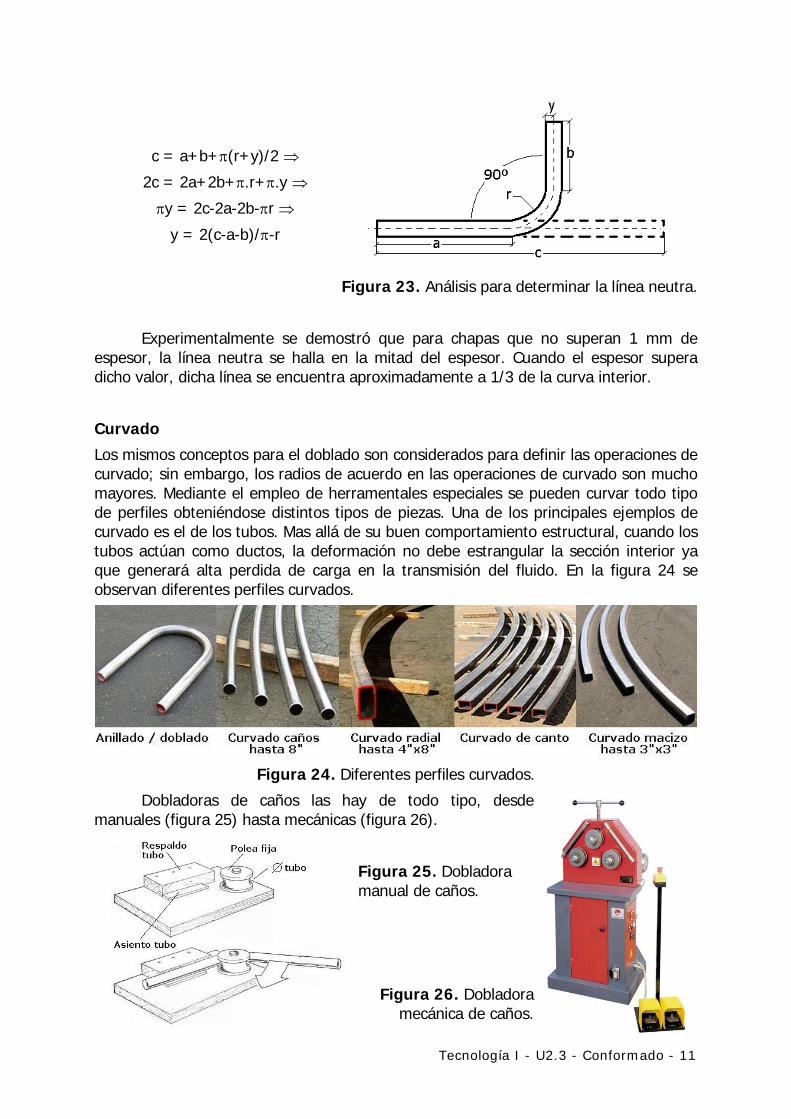
c = a+b+π(r+y)/2 ⇒
2c = 2a+2b+π.r+π.y ⇒
πy = 2c-2a-2b-πr ⇒
y = 2(c-a-b)/π-r
Figura 23. Análisis para determinar la línea neutra.
Experimentalmente se demostró que para chapas que no superan 1 mm de espesor, la línea neutra se halla en la mitad del espesor. Cuando el espesor supera dicho valor, dicha línea se encuentra aproximadamente a 1/3 de la curva interior.
Curvado
Los mismos conceptos para el doblado son considerados para definir las operaciones de curvado; sin embargo, los radios de acuerdo en las operaciones de curvado son mucho mayores. Mediante el empleo de herramentales especiales se pueden curvar todo tipo de perfiles obteniéndose distintos tipos de piezas. Una de los principales ejemplos de curvado es el de los tubos. Mas allá de su buen comportamiento estructural, cuando los tubos actúan como ductos, la deformación no debe estrangular la sección interior ya que generará alta perdida de carga en la transmisión del fluido. En la figura 24 se observan diferentes perfiles curvados.
Figura 24. Diferentes perfiles curvados.
Dobladoras de caños las hay de todo tipo, desde manuales (figura 25) hasta mecánicas (figura 26).
Figura 25. Dobladora manual de caños.
Figura 26. Dobladora mecánica de caños.
Tecnología I - U2.3 - Conformado - 11
2.3.5.- ARROLLADO, BORDONADO, CERCADO, PERFILADO Y ENGRAPADO
Arrollado
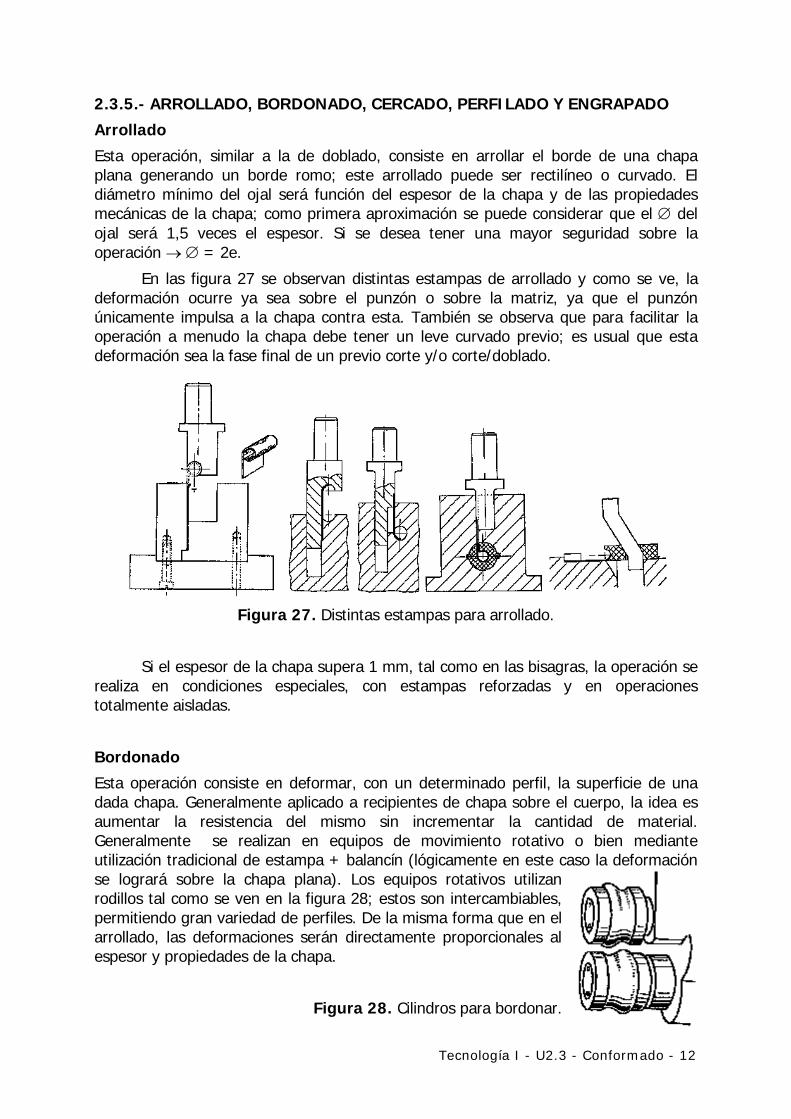
Esta operación, similar a la de doblado, consiste en arrollar el borde de una chapa plana generando un borde romo; este arrollado puede ser rectilíneo o curvado. El diámetro mínimo del ojal será función del espesor de la chapa y de las propiedades mecánicas de la chapa; como primera aproximación se puede considerar que el ∅ del ojal será 1,5 veces el espesor. Si se desea tener una mayor seguridad sobre la operación → ∅ = 2e.
En las figura 27 se observan distintas estampas de arrollado y como se ve, la deformación ocurre ya sea sobre el punzón o sobre la matriz, ya que el punzón únicamente impulsa a la chapa contra esta. También se observa que para facilitar la operación a menudo la chapa debe tener un leve curvado previo; es usual que esta deformación sea la fase final de un previo corte y/o corte/doblado.
Figura 27. Distintas estampas para arrollado.
Si el espesor de la chapa supera 1 mm, tal como en las bisagras, la operación se realiza en condiciones especiales, con estampas reforzadas y en operaciones totalmente aisladas.
Bordonado
Esta operación consiste en deformar, con un determinado perfil, la superficie de una dada chapa. Generalmente aplicado a recipientes de chapa sobre el cuerpo, la idea es aumentar la resistencia del mismo sin incrementar la cantidad de material. Generalmente se realizan en equipos de movimiento rotativo o bien mediante utilización tradicional de estampa + balancín (lógicamente en este caso la deformación se logrará sobre la chapa plana). Los equipos rotativos utilizan rodillos tal como se ven en la figura 28; estos son intercambiables, permitiendo gran variedad de perfiles. De la misma forma que en el arrollado, las deformaciones serán directamente proporcionales al espesor y propiedades de la chapa.
Figura 28. Cilindros para bordonar.
Tecnología I - U2.3 - Conformado - 12

En recipientes de grandes dimensiones (tambores de 200 litros p.e.), se utilizan máquinas de bordonear; en recipientes chicos (figura 29), con espesores por debajo de 0,6 mm, la deformación se obtiene con un sistema de estampa tradicional.
dillos.
Figura 29. Tradicional juego infantil con latas bordonadas.
Cercado
Esta operación consiste en aplicar un aro (o cerco) de alambre sobre el borde de un recipiente con el objeto de reforzarlo. La calibración de una estampa que obtenga una deformación de la chapa revistiendo un alambre es sumamente complicada, y por lo tanto este tipo de operaciones solo se justifica en algunos pocos casos.
Perfilado
Los perfiles de chapa, en diversas formas y materiales (figura 30), conforman una enorme gama de prestaciones, tales como guías para cristales, llantas para ruedas de bicicleta, molduras de distintos tipos, etc. Este tipo de semielaborados, en caso de ser de consumo masivo, suelen ser extrudados, tanto en frío como en caliente. Sin
embargo, el costo de una matriz de extrusión es a menudo inaccesible y por lo tanto, para partidas menores, se debe optar por técnicas de perfilado por ro
Figura 30. Perfiles semielaborados
La operación se funda en la deformación gradual y sucesiva de una tira de chapa hasta convertirla en un perfil con la forma deseada (figura 31). Dependiendo el número de pares de rodillos respecto de la deformación final, generalmente se pueden perfilar tiras desde 0,4 mm hasta 3 mm de espesor.
Figura 31. Deformación progresiva para perfilar.
En la figura 32 se observa el perfilado de un perfil complejo, y nótese que los bordes están arrollados sin la técnica usual. Si bien los rodillos no son complejos de
Tecnología I - U2.3 - Conformado - 13

mecanizar, se debe tener en cuenta que a menudo se necesitan de un gran número de operaciones para alcanzar el perfil de diseño.
Figura 32. Perfilado en 8 etapas para obtener forma final.
Las ventajas aportadas por este tipo de técnica de deformación son:
a.- Mínimos desperdicios de material.
b.- Aumento de la resistencia, en función de la deformación asistida.
c.- Rapidez en la producción.
d.- Simplicidad constructiva de los rodillos, ejecutados en el torno.
e.- Empleo de mano de obra poco calificada.
Engrapado
Esta operación es un doblado conjunto de los bordes de dos chapas, de forma que se establezca una unión hermética entre ellas. La utilización mas usual es la obtención de latas, tanto de conservas como de bebidas, donde es fundamental la estanqueidad del recipiente (figura 33).
Figura 33. Detalle de engrape entre tapa y cuerpo, además de troquel en tapa y oreja de apertura.
Previa a la deformación, lógicamente se deben preparar a las superficies a deformar. En la figura 34 se observa la sección del recipiente cilíndrico, con su correspondiente tapa a medida, antes de la operación de engrapado y se ven las fases de deformación. Como se ve, en la primera etapa se obtiene una primera vuelta sobre el borde de la tapa, a fin de adherirlo a la corona circular del cuerpo; en la segunda etapa, el conjunto se deforma hacia abajo y en la última etapa se produce el aplastamiento final, de forma de establecer una junta totalmente estanca. Los rodillos, de algún modo similares a los de perfilado, se montan sobre máquinas de engrapar. Como se ve, la geometría del borde de las chapas no influyen sobre los rodillos de engrapar; esto significa que no hay restricciones sobre las mismas. Por último, las operaciones de engrapado pueden realizarse en forma externa o interna.
Tecnología I - U2.3 - Conformado - 14
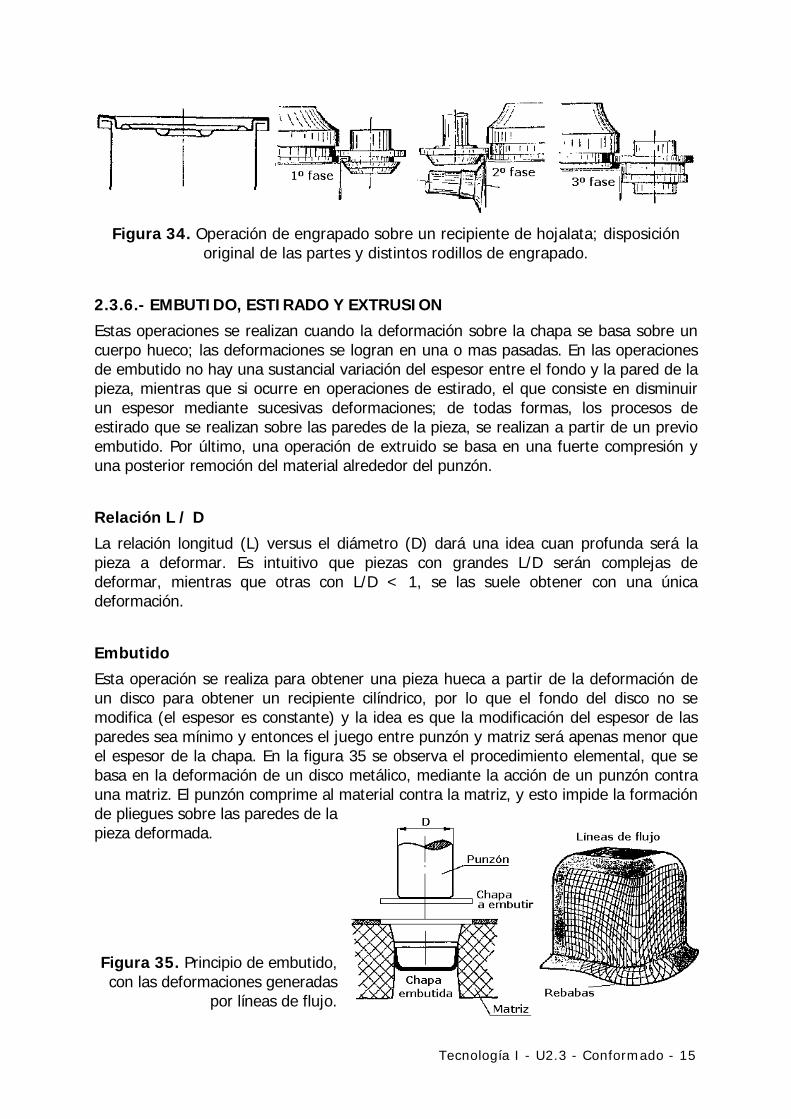
Figura 34. Operación de engrapado sobre un recipiente de hojalata; disposición original de las partes y distintos rodillos de engrapado.
2.3.6.- EMBUTIDO, ESTIRADO Y EXTRUSION
Estas operaciones se realizan cuando la deformación sobre la chapa se basa sobre un cuerpo hueco; las deformaciones se logran en una o mas pasadas. En las operaciones de embutido no hay una sustancial variación del espesor entre el fondo y la pared de la pieza, mientras que si ocurre en operaciones de estirado, el que consiste en disminuir un espesor mediante sucesivas deformaciones; de todas formas, los procesos de estirado que se realizan sobre las paredes de la pieza, se realizan a partir de un previo embutido. Por último, una operación de extruido se basa en una fuerte compresión y una posterior remoción del material alrededor del punzón.
Relación L / D
La relación longitud (L) versus el diámetro (D) dará una idea cuan profunda será la pieza a deformar. Es intuitivo que piezas con grandes L/D serán complejas de deformar, mientras que otras con L/D < 1, se las suele obtener con una única deformación.
Embutido
Esta operación se realiza para obtener una pieza hueca a partir de la deformación de un disco para obtener un recipiente cilíndrico, por lo que el fondo del disco no se modifica (el espesor es constante) y la idea es que la modificación del espesor de las paredes sea mínimo y entonces el juego entre punzón y matriz será apenas menor que el espesor de la chapa. En la figura 35 se observa el procedimiento elemental, que se basa en la deformación de un disco metálico, mediante la acción de un punzón contra una matriz. El punzón comprime al material contra la matriz, y esto impide la formación de pliegues sobre las paredes de la pieza deformada.
Figura 35. Principio de embutido, con las deformaciones generadas
por líneas de flujo.
Tecnología I - U2.3 - Conformado - 15

Sin embargo, es sumamente complicado eliminar estos pliegues (debido a las líneas de flujo) y es por este y varios otros motivos que una estampa de embutir lleva muchas horas de trabajo hasta que la misma este perfectamente calibrada. Además, para evitar esta formación de pliegues las estampas llevan dispositivos, generalmente rodeando al punzón, denominados 'prensachapas'.
Un aspecto fundamental esta en los bordes de punzón y matriz; a diferencia de las estampas de corte, ambos bordes son redondeados y esto es comprensible ya que de lo contrario desgarraría la chapa, inutilizando la pieza.
Relación de embutido
Lógicamente, una operación de embutido dependerá estrechamente de las características del material a deformar. El material debe ser sumamente dúctil, con una alta capacidad de deformación; en caso de tener un material de poca ductilidad, aparte de tener un mayor desgaste sobre la estampa, la pieza tendrá presencia de fisuras, grietas y aún rajaduras. En cierta forma, el grado de deformación de un material definirá la cantidad de pasos necesarios para obtener la deformación.
No es tarea fácil establecer con exactitud el límite de la profundidad a alcanzar en una única pasada. Teniendo como variables la relación L/D, es usual que en piezas pequeñas la máxima profundidad será del orden de la mitad del diámetro de partida. Si las profundidades son mayores, serán necesarias tantas operaciones como la profundidad lo sea del diámetro. El número 'n' de operaciones para realizar un embutido se expresa por:
n = (L/D) / ∈
donde ∈ → 1/2 para piezas pequeñas y 1/3 para piezas grandes.
En la práctica significa que si se parte de un disco de 50 mm de diámetro y 150 mm de altura, entonces el número de etapas de deformación “n” = 3 / 2 = 1,5 ⇒ se realizará en dos etapas.
Metalúrgicamente hay un número de operaciones máximo; esto se debe a que el material a medida que se deforma, se va endureciendo. Esto, que es beneficioso ya que aumenta las propiedades mecánicas, llega a un valor que no admite mas deformación y se rompe, descalificando la pieza. La solución pasa por un tratamiento térmico de recristalizado, con el que los granos totalmente deformados se regeneran nuevamente, restituyendo las propiedades mecánicas del material original, es decir con la mayor deformabilidad admisible.
A base de numerosas pruebas, la relación entre diámetro y profundidad, para ser deformado en una sola fase depende de: a.- De la forma de la pieza. b.- Del espesor de la chapa utilizada. c.- De la eventual diferencia en el espesor de la chapa (< o > Calidad) d.- Del material de la chapa utilizada. e.- Del tipo de estampa de embutir. f.- Del lubricante aplicado entre la chapa y la matriz.
Tecnología I - U2.3 - Conformado - 16
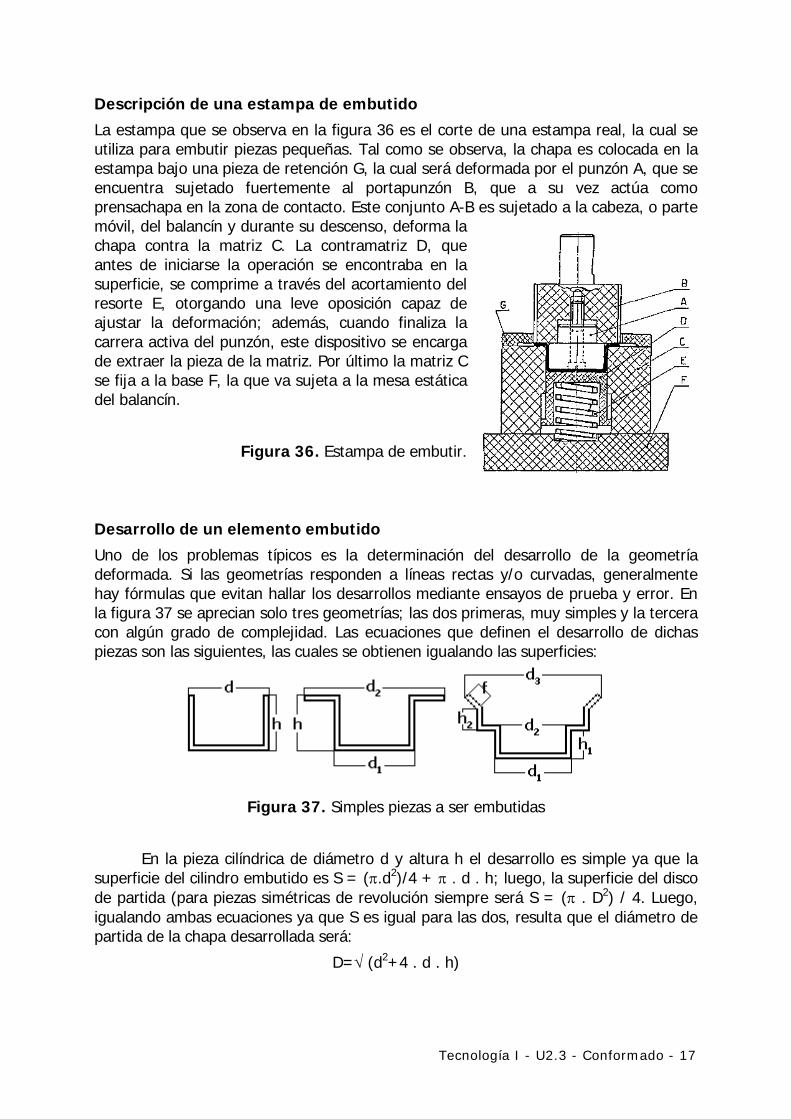
Descripción de una estampa de embutido
La estampa que se observa en la figura 36 es el corte de una estampa real, la cual se utiliza para embutir piezas pequeñas. Tal como se observa, la chapa es colocada en la estampa bajo una pieza de retención G, la cual será deformada por el punzón A, que se encuentra sujetado fuertemente al portapunzón B, que a su vez actúa como prensachapa en la zona de contacto. Este conjunto A-B es sujetado a la cabeza, o parte móvil, del balancín y durante su descenso, deforma la chapa contra la matriz C. La contramatriz D, que antes de iniciarse la operación se encontraba en la superficie, se comprime a través del acortamiento del resorte E, otorgando una leve oposición capaz de ajustar la deformación; además, cuando finaliza la carrera activa del punzón, este dispositivo se encarga de extraer la pieza de la matriz. Por último la matriz C se fija a la base F, la que va sujeta a la mesa estática del balancín.
Figura 36. Estampa de embutir.
Desarrollo de un elemento embutido
Uno de los problemas típicos es la determinación del desarrollo de la geometría deformada. Si las geometrías responden a líneas rectas y/o curvadas, generalmente hay fórmulas que evitan hallar los desarrollos mediante ensayos de prueba y error. En la figura 37 se aprecian solo tres geometrías; las dos primeras, muy simples y la tercera con algún grado de complejidad. Las ecuaciones que definen el desarrollo de dichas piezas son las siguientes, las cuales se obtienen igualando las superficies:
Figura 37. Simples piezas a ser embutidas
En la pieza cilíndrica de diámetro d y altura h el desarrollo es simple ya que la superficie del cilindro embutido es S = (π.d2)/4 + π . d . h; luego, la superficie del disco de partida (para piezas simétricas de revolución siempre será S = (π . D2) / 4. Luego, igualando ambas ecuaciones ya que S es igual para las dos, resulta que el diámetro de partida de la chapa desarrollada será:
D=√ (d2+4 . d . h)
Tecnología I - U2.3 - Conformado - 17
Para una pieza cilíndrica de diámetro d1, altura h pero con un ala con diámetro d2, entonces el cilindro embutido tendrá una S = (π . d2
2) / 4 + π . d1 . h y la superficie del disco de partida, nuevamente, será S = (π.D2)/4. Luego, el diámetro de partida será
D=√ (d22 + 4 . d1 . h)
Por último, para tener una idea como se complica la ecuación a medida que se diseña con mayor complejidad, el desarrollo para el tercer ejemplo de la figura 37 será:
D=√ (d22 + 4 (d1 . h1 + d2 . h2) + 2 .f . (d2 + d3))
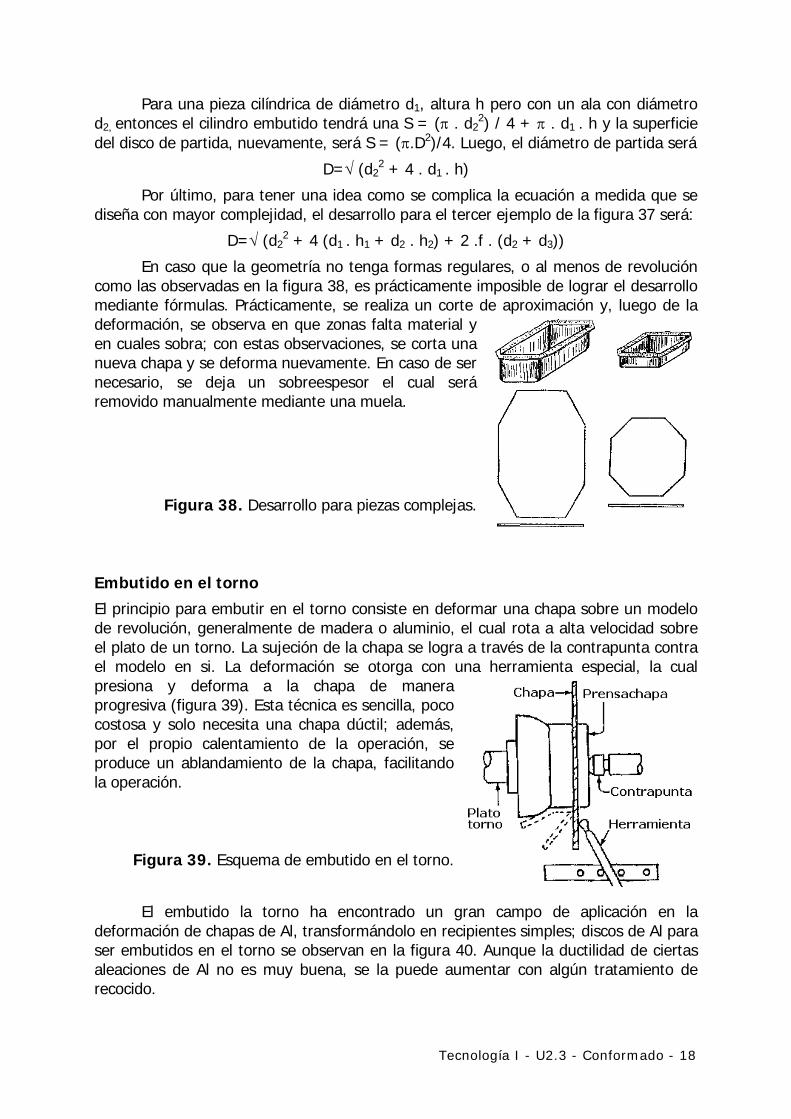
En caso que la geometría no tenga formas regulares, o al menos de revolución como las observadas en la figura 38, es prácticamente imposible de lograr el desarrollo mediante fórmulas. Prácticamente, se realiza un corte de aproximación y, luego de la deformación, se observa en que zonas falta material y en cuales sobra; con estas observaciones, se corta una nueva chapa y se deforma nuevamente. En caso de ser necesario, se deja un sobreespesor el cual será removido manualmente mediante una muela.
Figura 38. Desarrollo para piezas complejas.
Embutido en el torno
El principio para embutir en el torno consiste en deformar una chapa sobre un modelo de revolución, generalmente de madera o aluminio, el cual rota a alta velocidad sobre el plato de un torno. La sujeción de la chapa se logra a través de la contrapunta contra el modelo en si. La deformación se otorga con una herramienta especial, la cual presiona y deforma a la chapa de manera progresiva (figura 39). Esta técnica es sencilla, poco costosa y solo necesita una chapa dúctil; además, por el propio calentamiento de la operación, se produce un ablandamiento de la chapa, facilitando la operación.
Figura 39. Esquema de embutido en el torno.
El embutido la torno ha encontrado un gran campo de aplicación en la deformación de chapas de Al, transformándolo en recipientes simples; discos de Al para ser embutidos en el torno se observan en la figura 40. Aunque la ductilidad de ciertas aleaciones de Al no es muy buena, se la puede aumentar con algún tratamiento de recocido.
Tecnología I - U2.3 - Conformado - 18
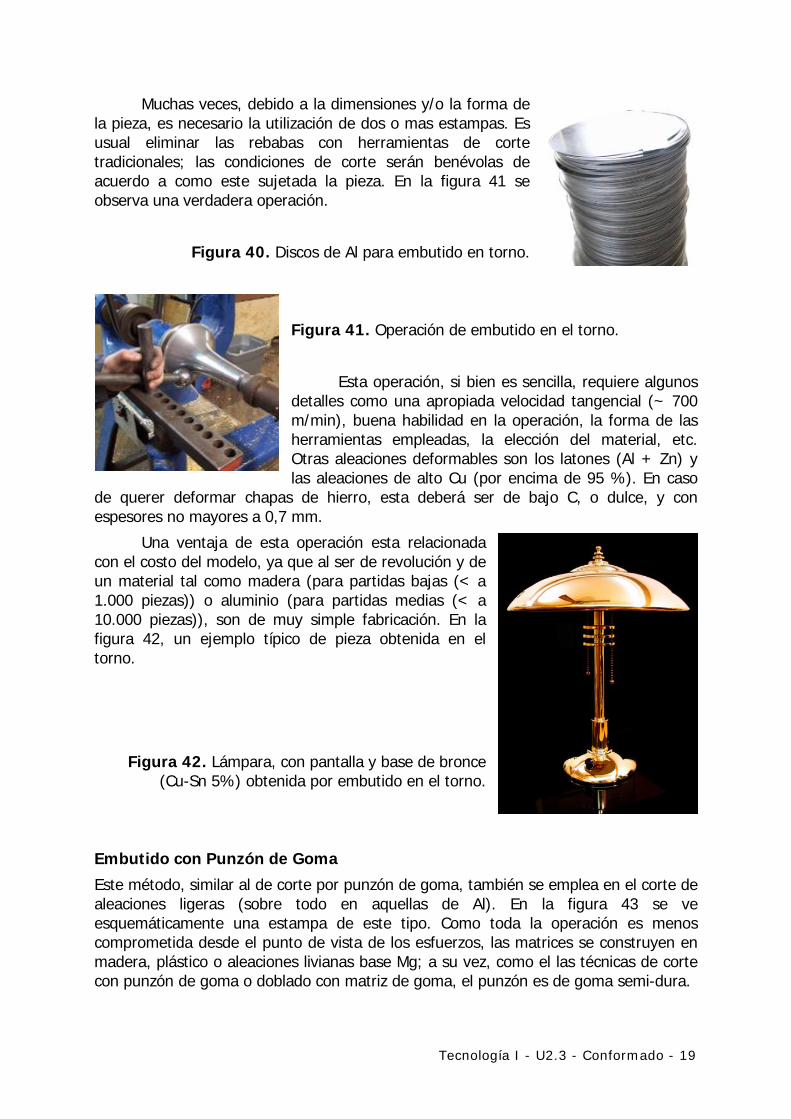
Muchas veces, debido a la dimensiones y/o la forma de la pieza, es necesario la utilización de dos o mas estampas. Es usual eliminar las rebabas con herramientas de corte tradicionales; las condiciones de corte serán benévolas de acuerdo a como este sujetada la pieza. En la figura 41 se observa una verdadera operación.
Figura 40. Discos de Al para embutido en torno.
Figura 41. Operación de embutido en el torno.
Esta operación, si bien es sencilla, requiere algunos detalles como una apropiada velocidad tangencial (~ 700 m/min), buena habilidad en la operación, la forma de las herramientas empleadas, la elección del material, etc. Otras aleaciones deformables son los latones (Al + Zn) y las aleaciones de alto Cu (por encima de 95 %). En caso
de querer deformar chapas de hierro, esta deberá ser de bajo C, o dulce, y con espesores no mayores a 0,7 mm.
(Cu-
Una ventaja de esta operación esta relacionada con el costo del modelo, ya que al ser de revolución y de un material tal como madera (para partidas bajas (< a 1.000 piezas)) o aluminio (para partidas medias (< a 10.000 piezas)), son de muy simple fabricación. En la figura 42, un ejemplo típico de pieza obtenida en el torno.
Figura 42. Lámpara, con pantalla y base de bronce Sn 5%) obtenida por embutido en el torno.
Embutido con Punzón de Goma
Este método, similar al de corte por punzón de goma, también se emplea en el corte de aleaciones ligeras (sobre todo en aquellas de Al). En la figura 43 se ve esquemáticamente una estampa de este tipo. Como toda la operación es menos comprometida desde el punto de vista de los esfuerzos, las matrices se construyen en madera, plástico o aleaciones livianas base Mg; a su vez, como el las técnicas de corte con punzón de goma o doblado con matriz de goma, el punzón es de goma semi-dura.
Tecnología I - U2.3 - Conformado - 19

El punzón suele tener un pequeño aro metálico que lo protege de las rebabas del propio material cortado. En algunos casos la duración del punzón es notable, y hay ejemplos para embutidos de piezas pequeñas, que luego de 25.000 ciclos, el mismo no había perdido sus cualidades.
Figura 43. Estampa de embutir con punzón de goma.
La deformación se puede hacer en balancines comunes y usualmente la estampa no necesita de un ajuste fino, ya que cualquier defecto lo absorbe el propio punzón.
Estirado
La operación de estirado consiste en disminuir, mediante sucesivas deformaciones, el espesor de una pieza, generalmente cilíndrica y previamente embutida. De la misma forma que en embutido, la deformación admisible por pasada depende del tipo del material de la chapa. En la figura 44 se observa una operación de embutido y estirado, donde en la 1º es una operación de embutido tradicional, mientras que en la 2º etapa, ya hay una disminución del espesor e de la chapa. Esto se obtiene a través de una modificación sobre el juego entre punzón y matriz. Este tipo de técnica es utilizada en la fabricación de vainas para proyectiles. Es fundamental una precisa concentricidad entre punzón y matriz, ya que como se va afinando el espesor, cualquier desajuste se evidencia rápidamente.
Figura 44. Estampa de embutido y estirado; notar la disminución del espesor entre etapas.
En este tipo de operaciones es fundamental la lubricación entre chapa y matriz para facilitar la deformación (evitando desgarramientos en la chapa deformada) y para disminuir el desgaste de la matriz. Generalmente también se lubrica el punzón para facilitar la extracción de la pieza.
Extrusión
Esta operación deriva del término 'estrujar', que consiste en comprimir algo con suma violencia y expulsar su contenido hacia afuera. En términos de estampado de la chapa, es decir para piezas terminadas y no para perfiles semiterminados, la operación consiste en aplicar mediante un punzón, un impacto sobre una pastilla de algún material muy dúctil, el cual se deforma conforme a la matriz correspondiente. El material, en discos o pastillas, de exactamente el mismo volumen que la pieza
Tecnología I - U2.3 - Conformado - 20
terminada, se remonta a través de la pared del punzón, tal como se observa en la figura 45. Naturalmente se deben tener en cuenta los aspectos relacionados con la extracción de la pieza, ya que la misma suelen ser tubos muy esbeltos (de gran relación L/D), quedando adheridos al punzón.
Figura 45. Extrusión en tres etapas:
posición inicial, extrusión y extracción.
Respecto de la ductilidad del material, cuanto mas dúctil sea, menores presiones para deformar se deberán hacer y por ende, mayor facilidad para conformar. Este tipo de técnica ha tenido gran suceso en la obtención de tubos finos de Pb, Sn y Al. Generalmente, se pueden extruir tubos de hasta 0,1 mm de espesor, y los diámetros externos pueden variar desde 8 a 100 mm.
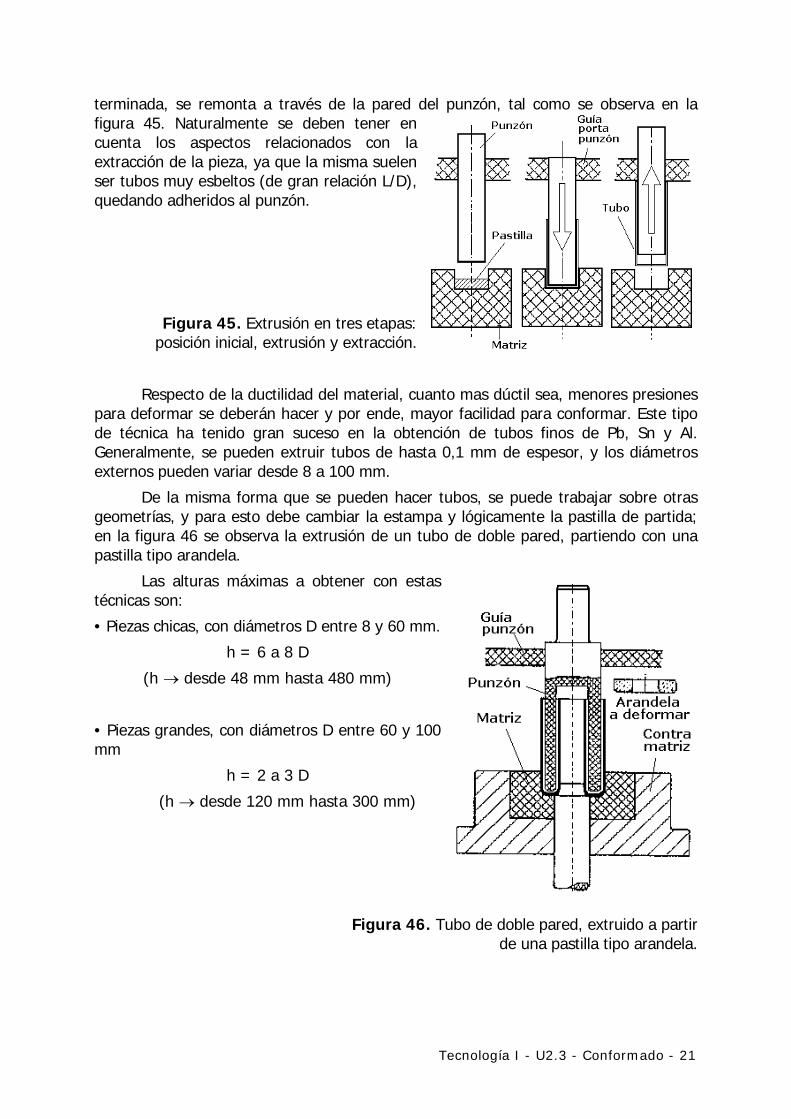
De la misma forma que se pueden hacer tubos, se puede trabajar sobre otras geometrías, y para esto debe cambiar la estampa y lógicamente la pastilla de partida; en la figura 46 se observa la extrusión de un tubo de doble pared, partiendo con una pastilla tipo arandela.
Las alturas máximas a obtener con estas técnicas son:
• Piezas chicas, con diámetros D entre 8 y 60 mm.
h = 6 a 8 D
(h → desde 48 mm hasta 480 mm)
• Piezas grandes, con diámetros D entre 60 y 100 mm
h = 2 a 3 D
(h → desde 120 mm hasta 300 mm)
Figura 46. Tubo de doble pared, extruido a partir
de una pastilla tipo arandela.
Tecnología I - U2.3 - Conformado - 21