Configuraciones Productivas
26
Practica 5: Configuraciones Productivas Universidad Católica de Santa María Programa Profesional de Ingeniería Industrial Presentado por : -Coacalla Condori, Sandra -Ramos Tejada, Romina -Valdivia Flores Anabel -Vilca Salinas, Michelle
-
Upload
ferlyurdayluna -
Category
Documents
-
view
300 -
download
1
description
Configuraciones productivas
Transcript of Configuraciones Productivas

Practica 5:Configuraciones Productivas
Universidad Católica de Santa María
Programa Profesional de Ingeniería Industrial
Presentado por :-Coacalla Condori, Sandra-Ramos Tejada, Romina-Valdivia Flores Anabel-Vilca Salinas, Michelle

Configuración por ProyectoSe emplea para la elaboración de servicios o productos únicos y de cierta complejidad. Ejemplo: pozos petroleros, aviones, autopistas, líneas férreas, etc.
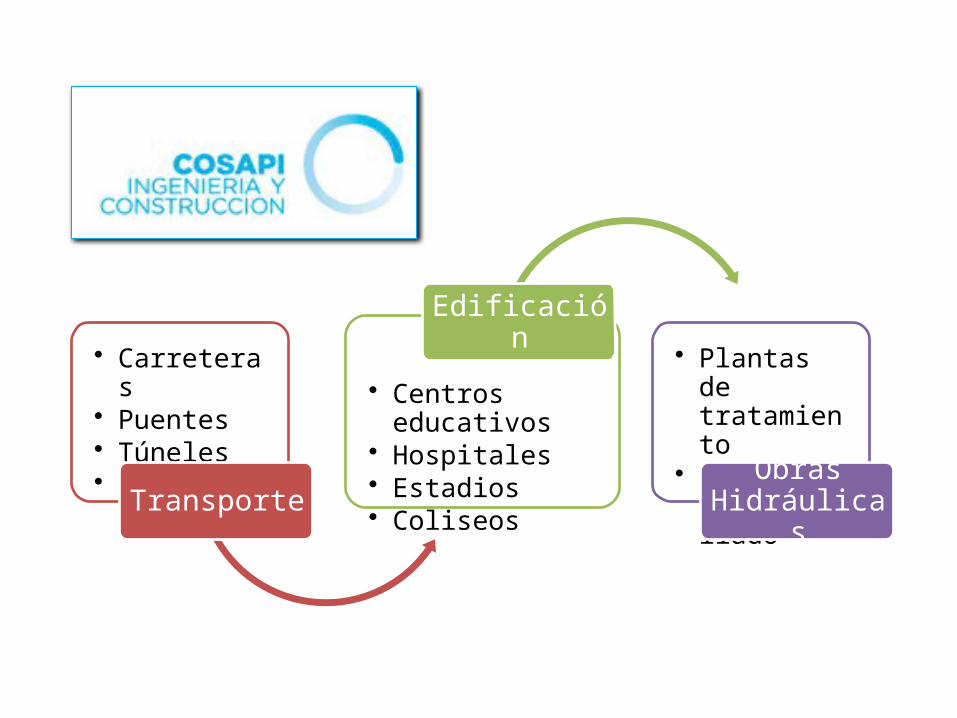
• Carreteras• Puentes• Túneles• Puertos
Transporte
• Centros educativos• Hospitales• Estadios • Coliseos
Edificación• Plantas de
tratamiento• Obras de
alcantarillado
Obras Hidráulicas
Características
Cada uno de los proyectos es distinto uno del otro
La empresa se desplaza donde esta el cliente
La aplicación de tareas es compleja
Cada uno de sus proyectos tiene un periodo de duración muy largo
Se encuentra dentro de uno de los rubros mas costosos
Ventajas
La capacidad de adaptación al entorno,
al cliente y a las condiciones de
mercado..
La no dependencia de maquinaria muy
especializada
Desventajas
La dificultad de la especialización
del proceso.
La lentitud de desarrollo del
producto

Configuración Continúa• Refinería La Pampilla• Plataforma industrial
destinada a la refinación del petróleo donde se obtienen diversos combustibles fósiles.
• Forma parte del grupo Repsol Perú.

Características
Se eliminan los tiempos ociosos
y de espera
Proceso muy automatizado,
costoso y especializado
Es más automatizado.
Es más intensivo en capital
Es menos flexible.
Se obtiene un producto estándar
Funciona continuamente
Homogeneidad del proceso
Repetitividad de las operaciones
Ventajas
disminución de mano de obra
directa
facilita el control de la
calidad y planificación de
materiales
no se utiliza transporte de materiales y
herramientas
Simplifica control y la
automatización del sistema.
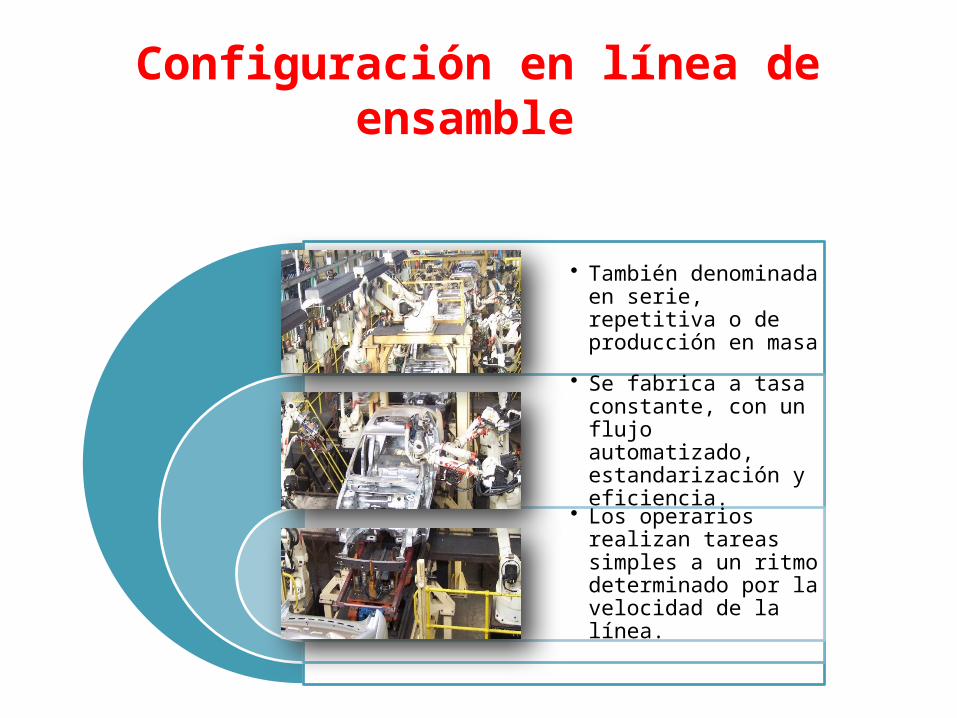
Configuración en línea de ensamble
• También denominada en serie, repetitiva o de producción en masa
• Se fabrica a tasa constante, con un flujo automatizado, estandarización y eficiencia.
• Los operarios realizan tareas simples a un ritmo determinado por la velocidad de la línea.
Configuración en línea se caracteriza por:
Grandes lotes de pocos productos diferentes pero técnicamente homogéneos.
La maquinaria es más especializada, mayor automatización y homogeneidad de procesos.
La especialidad de los trabajadores es mayor.
Suelen fabricar para inventario.
Fabricación modular que significa la especialización en la producción de ciertas piezas.
Equipo y procesos están organizados en líneas especializadas para producir diferentes familias de productos.

Exigencias para el ensamble final en la producción automotriz:
1• Reducción del tiempo de montaje
por vehículo
2• Alta disponibilidad de planta para la
producción en serie
3
• Alta flexibilidad con gran variedad de modelos y ciclos de vida de producción más cortos
Mercedes-Benz Es una marca alemana de automóviles de lujo, autobuses y camiones de la compañía Daimler AG.
Anteriormente conocida como Daimler-Benz y DaimlerChrysler.
Es el fabricante de automóviles más antiguo del mundo.

• Se han implementado una serie de máquinas que agilizan el proceso, lo hacen más cuidadoso y permiten generar un menor impacto ambiental.
• El Centro de Tecnología de Mercedes-Benz tiene el departamento de investigación y desarrollo de nuevos modelos de Mercedes-Benz.
• En la fábrica se pueden encontrar enormes máquinas de ensamblaje que aseguran y dan forma a cada pieza del vehículo.
La planta de Sindelfingen sirve como el centro de competencia para la producción de vehículos de gama alta y de lujo de clase.
Job-Shopconsiste en pequeños lotes de gran variedad de productos no estandarizados. Los equipos y maquinaria utilizada está poco especializada y tiene un uso general lo cual conlleva a que los cotes fijos se incrementen. Sin embargo, los trabajadores tienen una cualificación, ésto conlleva a mayores costes variables en la empresa. Por último, hay que destacar la flexibilidad del proceso.Dentro de éste, encontramos el tipo a medida o talleres y en Bach.
Sin embargo, los trabajadores tienen una cualificación, ésto conlleva a mayores costes variables en la empresa. Por último, hay que destacar la flexibilidad del proceso.Dentro de éste, encontramos el tipo a medida o talleres y en Bach.
Configuración en bach
Obtención de operaciones, más especializadas
Tiene maquinarias mas sofisticadas aunque la automatización de procesos sigue siendo baja y se mantiene flexibilidad .
El producto suele tener bastantes versiones entre las que ha de elegir el cliente
El cliente mantiene una participación media en el proceso, por lo que ya no es «a medida», dándose un
cierto grado de estandarización, aunque seguirá habiendo una baja repetitividad de las operaciones; la variedad es
grande, pero con ciertas limitaciones con respecto al caso de configuración a medida o de taller . Además, los lotes
suelen ser mayores que en el caso de configuración a medida.
Los productos se fabrican en lotes y representan unos pocos meses de demandas de los clientes.
Se requieren más operaciones y éstas son especializadas, por ello un mismo trabajador no tendrá capacidad para dominar todas con eficiencia. En este sentido, el trabajo se divide en diferentes etapas tecnológicas, en las cuales
los lotes sufren distintas operaciones.
Configuración en bach


Productos – Información PREVIA
BOTELLAS
Proceso de soplado
Materia prima
Polietileno de alta
densidad
Capacidad aproximad
a de las tolvas
40 - 60 kg
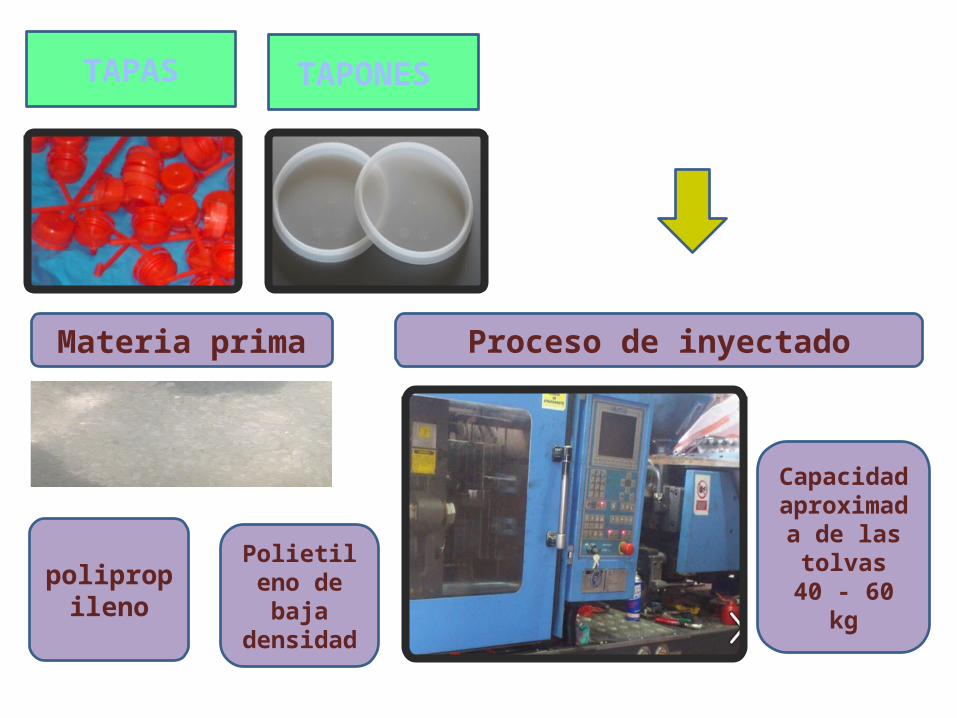
TAPAS TAPONES
Proceso de inyectadoMateria prima
polipropileno
Polietileno de baja
densidad
Capacidad
aproximada de las
tolvas40 - 60 kg

REGATONES
Materia prima Proceso de inyectado
Capacidad
aproximada de las
tolvas40 - 60 kg
Reciclaje rebabas
(polipropileno, polietileno de
alta y baja densidad




GRACIAS