Comparación push vs pull a traves de valorización de inventarios
13
TARJETAS DE MARCACIÓN IMPRESAS. Comparación de Costos de Inventario de Push vs Pull usando VSM Ignacio Araya Zamora 11/06/2016 Trabajo que presenta una comparación de procesos usando push y pull, y compara, además de los tiempos de proceso (PLT), lo costos de inventario de estos sistemas productivos.
-
Upload
ignacio-araya-zamora -
Category
Engineering
-
view
159 -
download
1
Transcript of Comparación push vs pull a traves de valorización de inventarios

Tarjetas de marcación impresas.
Comparación de Costos de Inventario de Push vs Pull usando VSM
Ignacio Araya Zamora
11/06/2016
Trabajo que presenta una comparación de procesos usando push y pull, y compara, además de los tiempos de proceso (PLT), lo costos de inventario de estos sistemas productivos.

Introducción.En el presente trabajo, quiero hacer una comparación de 3 sistemas de manufactura, con sus respectivos costes de Inventario.He visto de forma recurrente cómo algunas empresas al intentar aplicar Kanban , sólo lo hacen desde la bodega hacia afuera, manteniendo el sistema PUSH internamente.Mi intención es demostrar que, al menos en el ejercicio propuesto, este sistema es más caro que el PUSH completo, y por supuesto más caro que PULL.La empresa sobre la que se estudio el proceso es una fabrica de tarjeta de marcación de entrada.Cuenta con 4 procesos básicos: una prensa para fabricar las tarjetas, en caso que no tengan chip (si usan codigo de barras impreso, por ejemplo) o tarjetas importadas en caso que deban usar el chip interno.Estas tarjetas pasan a bodega, y son utilizadas según necesidades. De todas formas las ordenes de fabricación y compra vienen según consolidado del área comercial. Manejar el stock de estos productos no depende del planner del área de impresión.Luego las tarjetas blancas pasan al área de impresión offset. Aquí pasan por la máquinas datacard, y luego se hace control de calidad y se embalan.Las tarjetas ya embaladas pasan por un administrativo que genera la orden de despacho y se envian a la bodega de desacho para ser enviadas a cliente.Para aquellos que esten familiarizados con el proceso de impresión offset notarán que en realidad es complejo mantener kanban, sobre todo en la parte final de proceso productivo: las tarjetas son personalizadas y por lo tanto necesito la base de nombres y datos que deben ser incluidos en la tarjeta. Siempre he pensado que es una singularidad interesante de analizar porque dificulta aplicar las técnicas Lean tal cual vienen en la bibliografía. En este caso particular mi idea es generalizar lo más posible la linea de pensamiento y por eso omití esta particularidad. Mi intención es que cualquiera sea el proceso, se puedar revisar y replicar los resultados.
Usar VSM para este tipo de calculo tiene ventajas y desventajas, además.La principal ventaja es la simplicidad del modelo, tanto para desarrollarlo, como para entederlo. Me ha permitido hacer la comparación de forma simple, con datos que no tan dificiles de obtener en cualquier empresa.Por otro lado al ser una “foto” del proceso, no puedo calcular la rotación de inventario, ni el costo finaciero de mantenerlo, por ejemplo.Siendo concientes de esto,presento los resultados.

1.- Sistema PUSH
Ilustración 1: VSM PUSH
Fuente: Elaboración Propia
El VSM del proceso se presenta de esta forma con un PLT de 11,6 días.En general las entregas son a 7 días por lo que, encontraos un proceso que no es capaz de enfrentarse a la demanda de los clientes con la celeridad requerida.Una de las primeras cosas que hice para llegar a este gráfico, fue considerar la demanda completa, prorratiando tiempos de ciclo e inventarios, para hacer un proceso lo más genérico posible, que considere toda la demanda de la compañía para esta línea de negocios.Un análisis de tiempos de espera y cantidades en Inventario nos da que el costo de inventario promedio para este proceso es:
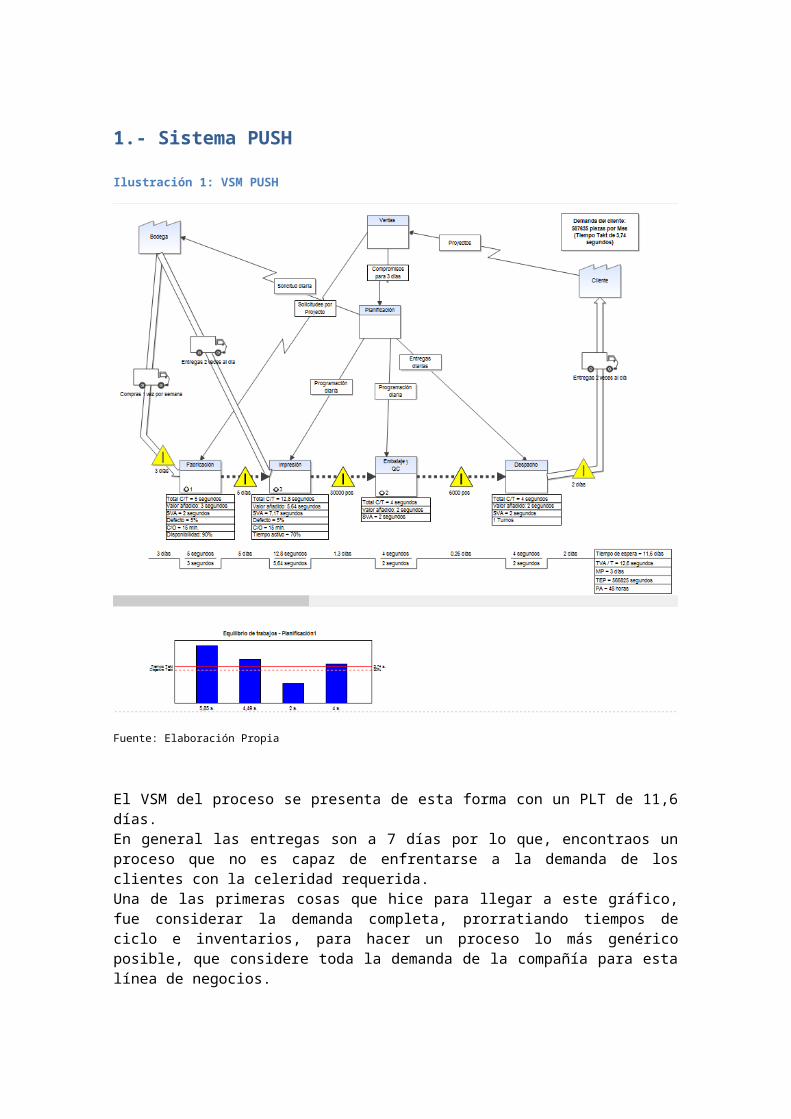
Tabla 1: Costo de inventario PUSH
Tiempo(H) Cantidad Costo Unit Costo InvInventario MP 72 95182 $ 50 4.759.078 Inventario para Imprimir 120 63454 $ 100 6.345.400 Inventario para QC 8 30000 $ 250 7.500.000 Inventario para Despacho 12 6000 $ 250 1.500.000 Inventario En Bodega 24 6000 $ 250 1.500.000 Costo Inventario 200636 21.604.478
Fuente: Datos de proceso.
Cómo se indico anteriormente, no siempre el tiempo en inventario es por causa de un cuello de botella. Pasa a veces que las piezas se hacen cuando no se necesitan. De todas formas e ha tratado de respetar lo más fielmente un proceso normal y entrega un valor estimado del valor de inventario promedio que se mantiene en cualquier momento en la empresa, para esta línea de negocios.

2.- Kanban de Producto de Terminado con Push aguas arriba.
Ilustración 2: Kanban de Producto Terminado
Fuente: Elaboración Propia
Este modelo ha sido particularmente complejo de desarrollar, no por la dificultad intrínseca, sino más bien por ser un modelo poco convencional y tratar de no sesgar el resultado.Primero ¿Por qué no usar un kanban, propiamente tal en el modelo? Básicamente porque en las empresas donde he trabajado este “Kanban de producto terminado” no se hace a través de tarjetas u otro sistema kanban como tal. Simplemente se monitorea el stock del producto. Esto es más parecido a un stock de seguridad como el representado que a un kanban.Ahora en el detalle esto me ha causado varias contradicciones, pero al final me parece adecuado. Describo estas preguntas que me hice, tratando de formular este modelo, púes son interesantes en caso de cuestionarse la idoneidad de esta formulación:
>Si la idea del Kanban de producto terminado es disminuir el PLT, ¿por qué este modelo lo aumenta? Bueno esto es simple. Estoy modelando toda la producción, por lo que no todos los productos tienen Kanban, y por lo tanto muchos siguen teniendo el stock y esperas anteriores. Además ahora tengo que mantener un stock de seguridad, lo que de alguna forma me aumenta la demanda: ya no sólo tengo la demanda real, también la demanda asociada a llenar el stock de seguridad.

>¿Cuánto stock de seguridad usar? Esta es una pregunta compleja. Definir que clientes son merecedores de Kanban, o stock de seguridad no depende del ingeniero de procesos, o al menos no enteramente. Esta es una discusión compleja, porque alguien podría decir que depende de esta decisión el valor de inventario. En realidad si lo pensamos bien, definido como un stock de seguridad, el inventario sólo puede subir con respeto al PUSH. Aún más se está levantando stock de producto terminado, es decir el producto con más valor agregado de los todos los posibles y por lo tanto el inventario valorizado más caro.Personalmente me he encontrado que las áreas comerciales suelen priorizar el nombre del cliente más que su importancia para la compañía. Para mí, un análisis ABC-FMR o tabla de doble entrada priorizada por volumen y margen (no precio, me interesa el margen de utilidad que queda a la compañía) es una buena herramienta. Si la empresa tiene controlados los costos y margina sobre el costo, entonces bastará con una tabla de entrada simple (ABC o Pareto).
Tabla 2: Priorización ABC-FMR
Bajo Volumen Alto Volumen
Alto Margen
Clientes muy importantes: alto
volumen y alto margen
Bajo Margen Clientes muy poco importantes, bajo
volumen y bajo margen
>La siguiente pregunta es ¿cuánto inventario levantar para esos clientes?. Si usamos Pareto, podríamos tratar de levantar inventario para el 20% de clientes que tiene el 80% del volumen de ventas, pero eso sería convertir la demanda real, en una demanda virtual casi idéntica. Produzco para el Kanban, en vez de para el pedido. En el modelo opté por levantar un 40% de la demanda total.
Tabla 3: Costos de inventario Kanban de Producto Terminado
Tiempo(H) Cantidad Costo Unit Costo InvInventario MP 72 95182 $ 50 4.759.078Inventario para Imprimir 120 63454 $ 100 6.345.400Inventario para QC 8 30000 $ 250 7.500.000Inventario para Despacho 12 6000 $ 250 1.500.000Inventario En Bodega 24 66000 250 16.500.000Costo Inventario 260636 36.604.478
Fuente: Datos de Proceso

3.- Sistema PULL
Ilustración 3: VSM para sistema PULL
Fuente: Elaboración Propia
Para hacer este modelo consideré varias cosas. Primero mi idea es hacerlo tan comparable como sea posible a los anteriores para evitar un sesgo en los resultados. De esta forma no modifique los tiempos de ciclo ni hice balance de operaciones. De esta forma los métodos son los mismos y sólo cambia el nivel de inventario asociado al modelo. También podemos notar que el nivel de inventario varía según la frecuencia de reaprovisionamiento. Mientras más frecuentemente bodega repone material, menos inventario necesito en cada supermercado. Es por eso que mantuve también la frecuencia de 2 veces diarias para reaprovisionar (en el modelo antiguo la solicitud manual era de 2 veces al día).Por último debo decir que para este ejercicio no era necesario calcular el número de contenedores Kanban, ni la cantidad de tarjetas que en cada uno y por lo tanto no lo hice. En una planta real esto no es menor. He trabajado en fabricas de botellas por ejemplo donde mantener un stock de 80.000 unidades ( cómo en el primer supermercado de la imagen), no es

lo mismo que mantener 80.000 tarjetas por temas de espacio. Además que un rack FIFO también debe hacerse cuidadosamente, púes Lean, en su esfuerzo por mejorar también el diseño del trabajo suele apelar a la gravedad. Obviamente Un producto de material cómo vidrio no puede estar constantemente sometido a caídas, lo que supone un esfuerzo mayor en el diseño.Estas particularidades de cada compañía no han sido tomadas en cuenta (de hecho el modelo está hecho con tarjetas, donde estas restricciones no existen), precisamente para generalizar los resultados, y no quedarse con un proceso particular. Como se ha hecho notar anteriormente la idea de este documento es contrastar los distintos modelos de forma general, si bien soy consciente de que cada empresa debe enfrentar problemas asociados a su rubro particular. Sin embargo siento que hacer este ejercicio demasiado particular hubiera restado al resultado.Con todas estas consideraciones, procedo a entregar el resultado de la valorización para este modelo:
Ilustración 4: Inventario valorizado para PULL
Tiempo(H) Cantidad Costo Unit Costo InvInventario MP 72 82944 50 4.147.200Inventario para Imprimir 24 12150 100 1.250.000Inventario para QC 24 12960 250 3.240.000Inventario para Despacho 24 12960 250 3.240.000Inventario En Bodega 24 20407 250 5.101.750Costo Inventario 141421 16.943.950
Fuente: datos de proceso
Tomando en cuenta todas las consideraciones, llegamos a valorizar el inventario promedio que se mantiene en la línea de producción.Podemos notar que el inventario promedio bajo con respecto al sistema PUSH casi un 30% y es más de un 50% menos que en sistema de Kanban de producto terminado.Vemos que en ocasiones el inventario en un supermercado es mayor que en el sistema PUSH, pero la diferencia está en que el inventario valorizado es menor globalmente, púes puede que aumente algunos, pero los de menor valor y reduzco lo de mayor valor.

ConclusionesSe ha podido mostrar que en la modelación de procesos, el sistema PULL completo es el más eficiente, en términos de inventario valorizado. Con respecto al método original, se reduce inventario físico, costo y tiempo de entrega.
El sistema con PUSH aguas arriba y kanban en producto terminado, que muchas empresas han querido implementar como un intento de acercarse a la metodología Lean, demuestra ser el más ineficiente de los 3 sistemas mostrados.
En una segunda etapa, me gustaría pasar de la modelación a la simulación, usando software tipo Arena, pero requerirá algo de tiempo conocer y dominar el programa. Cómo siempre mi idea es analizar un problema sin sesgos, con la mayor realidad posible. (Soy un conocedor de Lean, no tendría sentido proponer un problema y fallar en mostrar lo bueno que es Lean, se podría decir).
En conclusión parece claro que para una empresa que quiera seguir los modelos de mejora continua, es estudiarlos bien e implementarlos correctamente o se encontraran encareciendo sus procesos, que lo que en realidad buscamos evitar.