COMPACT-250 COMPACT-300 · 2017-12-18 · CCOOMMPPAACCTT--225500//330000 2 NOTAS GENERALES...
18
- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - C C C O O O M M M P P P A A A C C C T T T - - - 2 2 2 5 5 5 0 0 0 / / / 3 3 3 0 0 0 0 0 0 1 Equipos para soldadura por procesos MIGMAG MIG/MAG Welding Equipment. Cod. 246.049.6 COMPACT-250 Cod. 246.058.1 C-250/sin soplete-without torch Cod. 246.050.0 COMPACT-300 Cod. 246.059.2 C-300/sin soplete-without torch Normas aplicadas: EN 60974-1/IEC 974-1 EN 60204-1/IEC 204-1 EN 50199 EDICION NOV-07 Manual de instrucciones Instruction Manual y lista de repuestos. and Parts List C C C O O O M M M P P P A A A C C C T T T - - - 2 2 2 5 5 5 0 0 0 C C C O O O M M M P P P A A A C C C T T T - - - 3 3 3 0 0 0 0 0 0
Transcript of COMPACT-250 COMPACT-300 · 2017-12-18 · CCOOMMPPAACCTT--225500//330000 2 NOTAS GENERALES...

------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
CCCOOOMMMPPPAAACCCTTT---222555000///333000000
1
Equipos para soldadura por procesos MIGMAG MIG/MAG Welding Equipment. Cod. 246.049.6 COMPACT-250 Cod. 246.058.1 C-250/sin soplete-without torch Cod. 246.050.0 COMPACT-300 Cod. 246.059.2 C-300/sin soplete-without torch Normas aplicadas: EN 60974-1/IEC 974-1 EN 60204-1/IEC 204-1 EN 50199 EDICION NOV-07 Manual de instrucciones Instruction Manual
y lista de repuestos. and Parts List
CCCOOOMMMPPPAAACCCTTT---222555000 CCCOOOMMMPPPAAACCCTTT---333000000
------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
CCCOOOMMMPPPAAACCCTTT---222555000///333000000
2
NOTAS GENERALES RECEPCIÓN E INSPECCIÓN Antes de instalar la máquina de soldar, compruebe que todas sus partes están en perfecto estado. La instalación
comprende:
• Máquina de soldar con cable de red y cable de masa con su pinza.
• Pistola de soldadura MIG.
• Spray antisalpicaduras.
• Manual y Tarjeta de Garantía.
• Manguera gas con abrazaderas
Si faltara alguna de estas partes, comuníquelo a su suministrador.
Es importante que lea las instrucciones de este manual, antes de usar esta máquina
El equipo COMPACT-250 tiene una intensidad de salida nominal de 220 A. al 40% F.U. y 180 A. al 60% F.U. y 140 A al
100% F.U.
El equipo COMPACT-300 tiene una intensidad de salida nominal de 300 A. al 25% F.U. , 194 A. al 60% F.U. y 150 A al
100% F.U.
Son capaces de realizar soldaduras en todos los aceros al carbono, inoxidables, aluminio, cobres, etc., dentro de su
campo de potencia.
Son grupos de energía de alimentación trifásica, constituido básicamente por : • TRANSFORMADOR PRINCIPAL (TP)
• PUENTE RECTIFICADOR (PR)
• MOTOR DE AVANCE HILO (MA)
• VENTILADOR (MV)
Proporcionando una corriente continua de tensión constante durante el proceso de soldadura.
Las máquinas se conexionan a tensiones de red de 230/400 Vca trifásica a 50 Hz.Salen de fábrica conexionadas a
400 Vca (ver esquema de cambio de tensión).
ELEMENTOS PRINCIPALES
• INTERRUPTOR DE LINEA El interruptor (IL) controla la alimentación del transformador de control (TC) y el motor de arrastre de alambre,
conectado a un circuito independiente de 42 Vc • SELECTOR TENSION DE SOLDADURA El conmutador (S1) de 10 pos. permite el ajuste de intensidad de soldadura. Proporcionando 10 escalones entre la
tensión mínima y máxima. IMPORTANTE: No actuar en este conmutador durante la soldadura, el hacerlo foguearía los contactos.
PROTECCIONES DEL EQUIPO
La potencia se suministra a través del transformador principal (TP).
El puente rectificador (PR) de onda completa, rectifica la corriente alterna suministrada por el transformador (TP) a
corriente continua de soldadura. Una serie de condensadores protegen los diodos de silicio contra picos de voltaje
y altas frecuencias. Dicho puente está dotado de un termostato (IT) que actúa interumpiendo el suministro de
energía en caso de sobrecalentamiento. Al recuperar el rectificador la temperatura de trabajo, este elemento
protector se rearma automáticamente.
El contactor de soldadura (CS) conecta y desconecta la tensión de alimentación al transformador principal (TP) y al
puente rectificador (PR) durante los periodos de marcha/parada. El transformador de control (TC) alimenta la
bobina de este contactor, a una tensión de seguridad de 42 Vca.
Las unidades han sido diseñadas para tener un fácil movimiento y manejo, estando dotadas de ruedas giratorias en
la parte delantera y ruedas fijas en la parte trasera. Para su transporte dispone de un asa. La botella de gas se
transporta en la plataforma trasera; esta botella se fija a la unidad por medio de una cadena, que se sujeta a la
carcasa con un seguro sistema de bloqueo.
------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
CCCOOOMMMPPPAAACCCTTT---222555000///333000000
3
INSTALACION Una instalación correcta da como resultado un buen funcionamiento del equipo. PRAXAIR SOLDADURA S.L.
aconseja que se tengan en cuenta los puntos siguientes:
OPERACIONES DE INSTALACION: • Cuidadosamente saque el grupo del embalaje. No use ninguna herramienta que pueda dañar la máquina.
Quite todo el material de embalaje. Compruebe que la unidad viene completa.
• Compruebe que el aire puede circular libremente entre los paneles delantero y trasero, retirando cualquier
material que pueda obstruir el flujo de aire a través del equipo.
• Si el grupo no se va a instalar inmediatamente, almacénese en un área limpia, seca y bien ventilada.
• La localización de la máquina de soldar debe escogerse cuidadosamente para contar con un servicio seguro y
satisfactorio. Traslade la unidad al lugar deseado, relativamente cerca de una toma de corriente debidamente
protegida con fusibles o diferencial.
• Los componentes de la máquina se mantienen a su temperatura de trabajo por medio de la circulación de aire
forzado, la cual se crea en la máquina por el ventilador situado en el panel trasero. Coloque la unidad en un
área abierta que permita la libre circulación de aire entre las aberturas situadas en el inferior de la máquina y su
panel trasero. Deje por lo menos 60 cms. entre la parte trasera de la unidad y la pared o cualquier otra
obstrucción. El área alrededor de la máquina debe estar relativamente libre de polvo, gases y focos de calor. Es
conveniente colocar el grupo de tal forma que su tapa se pueda quitar fácilmente con el fin de poder practicar
limpiezas y mantenimientos periódicos.
CONEXION ELECTRICA A LA RED
La conexión del equipo se realizará a una línea trifásica. Es interesante que el equipo se conecte a un circuito
separado, para asegurar que su rendimiento no sea alterado por variaciones de tensión en una línea
sobrecargada.
IMPORTANTE: Tomar las siguientes medidas preventivas para asegurar al máximo la protección contra descargas
eléctricas.
• Asegúrese que toda conexión a red ha sido desconectada, abriendo el interruptor de pared para su
desconexión al efectuar conexiones en el equipo.
• Revise los terminales de entrada con un voltímetro comprobando que no existe tensión. • La alimentación primaria debe tener interruptor con fusibles o interruptor de protección. La línea de entrada
debe tener cuatro conductores: tres líneas de tensión y una de tierra.
• El acceso a la placa de conexiones (PC) se realiza por el panel del lado derecho de la unidad.
• Es muy importante que el chasis esté conectado a una buena tierra eléctrica para evitar descargas.
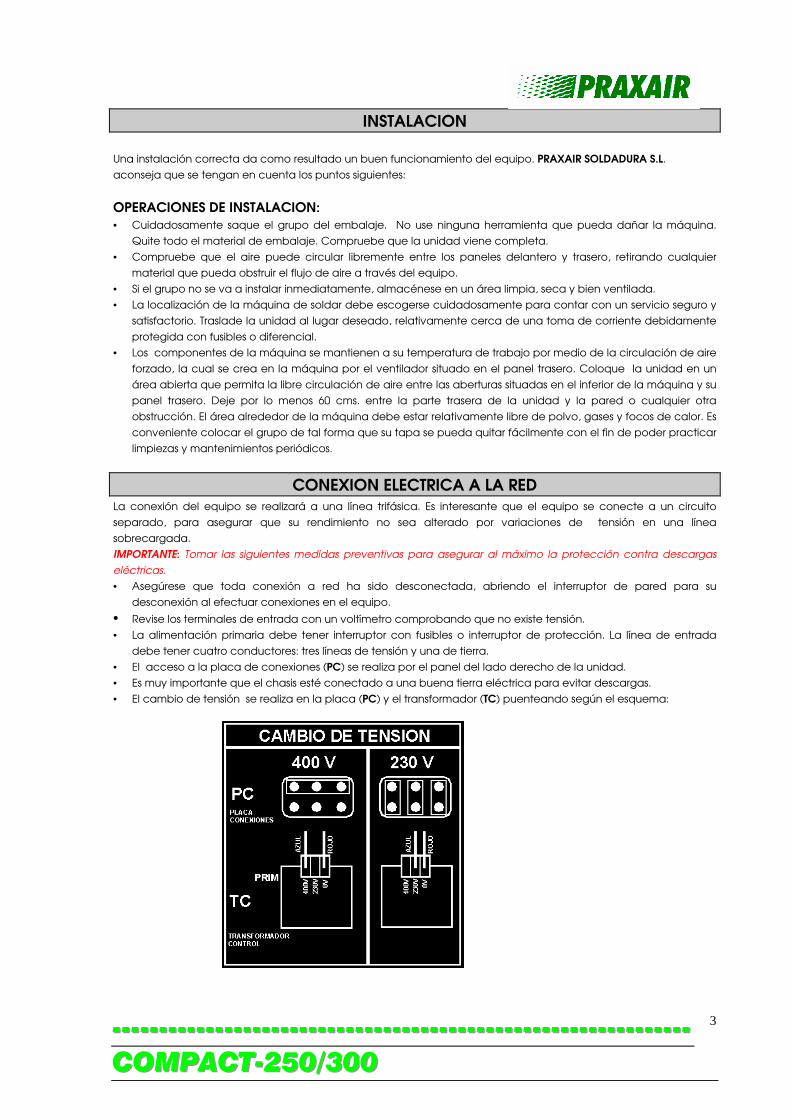
• El cambio de tensión se realiza en la placa (PC) y el transformador (TC) puenteando según el esquema:

------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
CCCOOOMMMPPPAAACCCTTT---222555000///333000000
4
SECUENCIA DE OPERACION IMPORTANTE: Bajo ninguna circunstancia permita que la unidad trabaje sin alguna de sus tapas. Además del peligro
inherente, la refrigeración inadecuada puede causar daño a los componentes de la unidad.
Para operar con la unidad correctamente, proceda como sigue:
• Asegúrese que está correctamente protegido antes de comenzar a soldar.
• Siempre use careta y guantes.
• Asegúrese que las conexiones de soldadura a la salida han sido correctamente efectuadas para el tipo de
metal que se desea soldar.
• Conecte al interruptor general de red para asegurar suministro trifásico.
• Conecte el soplete al equipo introduciendo el conector centralizado EURO en la conexión que se encuentra en
el panel delantero, y apriete la tuerca del conector.
• Seleccione el control de intensidad y la velocidad de alimentación de alambre de modo que proporcionen el
voltaje y corriente aproximados para el trabajo a efectuar. Seleccione los tiempos de marcha y parada con los
controles
• correspondientes (en el caso de soldadura a cordones intermitentes o por puntos). Ajuste la presión de arrastre
por medio del tornillo que se dispone en la cabeza de arrastre. Avance la varilla hasta que sobresalga por la
punta del soplete.
• Coloque el interruptor del circuito de control (IL) en la posición de encendido. Se activará el motor-ventilador y
el circuito del control.
• Conexione la manguera de gas protector del caudalímetro de la botella al racor situado en el panel trasero. • Pulse el interruptor del soplete (PS) y comience a soldar.
MANTENIMIENTO Y REPARACIONES MANTENIMIENTO
El sistema mecánico de la unidad es extremadamente sencillo y requiere poco mantenimiento. Se recomienda sin
embargo que la unidad se limpie e inspeccione a intervalos regulares, dependiendo este intervalo del tipo de
servicio y ambiente de la instalación. Para condiciones normales, es deseable una inspección dos veces por año. El
procedimiento sugerido es el siguiente:
• Desconecte la unidad colocando el interruptor (IL) en la posición O (desconexión).
• Quite las tapas superior y laterales.
• Acumulaciones de polvo y tierra, son una de las causas principales del mal funcionamiento. Por tanto, el interior
de la máquina y todos los componentes deberán ser soplados periódicamente con aire seco a baja presión
(menor a 4 bar).
IMPORTANTE: Compruebe que las conexiones mecánicas y eléctricas estén limpias y firmemente apretadas.
• El motor del ventilador está permanentemente lubricado y no necesita mantenimiento.
REPARACIONES IMPORTANTE: Asegúrese que toda conexión de tensión de fuerza y control (42 V.) a la unidad han sido
desconectadas.
DEFECTOS LOCALIZADOS Si la unidad tiene averías, la siguiente información puede resultarle útil para su localización. Compruebe si su
problema tiene los síntomas que se detallan en la siguiente lista de posibles averías. El remedio a su problema puede
ser sencillo.
Si la causa no puede ser fácilmente localizada, abra la unidad y efectúe una revisión visual de todos los
componentes y cableado.
Observe que todas las conexiones en la placa (PC) estén correctas, que no haya componentes sueltos o fusibles
quemados, condensadores hinchados u otra señal de deterioro o decoloración.

------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
CCCOOOMMMPPPAAACCCTTT---222555000///333000000
5
ANALISIS DE AVERIAS
FALLO POSIBLE CAUSA No hay salida de corriente No hay alimentación trifásica.
de soldadura. Fusible(s) de línea fundidos.
Interruptor de control en la posición desconectada.
Conexiones deficientes (flojas) en los terminales de salida.
Termostato de protección abierto.
Fallo del contactor (no cierra).Esperar a que la temperatura del (IT)
descienda.
Fusible de línea se funde Mala conexión de línea.
cuando se conecta el Bobinas del primario en cortocircuito.
interruptor principal Motor del ventilador en cortocircuito.
de línea Diodo(s) dañados o en cortocircuito.
Terminales de salida en cortocircuito.
Salida limitada o voltaje a Alimentación trifásica inadecuada.
circuito abierto bajo. Diodos en mal estado.
Conexiones en terminales deficientes o falsas. Una fase abierta.
Mala conexión en la placa (PC) para la tensión de red.
Pérdida de voltaje al Fusible de línea o puente rectificador, fundidos debido a sobrecargas
estar soldando. Avería en el transformador.
Avería en el circuito impreso, no entra el contactor
Termostato de protección abierto (deje enfriar el transformador).
Pérdida de corriente al soldar. Alimentación de alambre defectuosa.
No funciona el Contactor averiado.
contactor. Circuito de control del alimentador del alambre averiado.
Bobina del contactor quemada.
Interruptor de línea (IL) desconectado.
Termostato de protección abierto (deje enfriar el transformador)
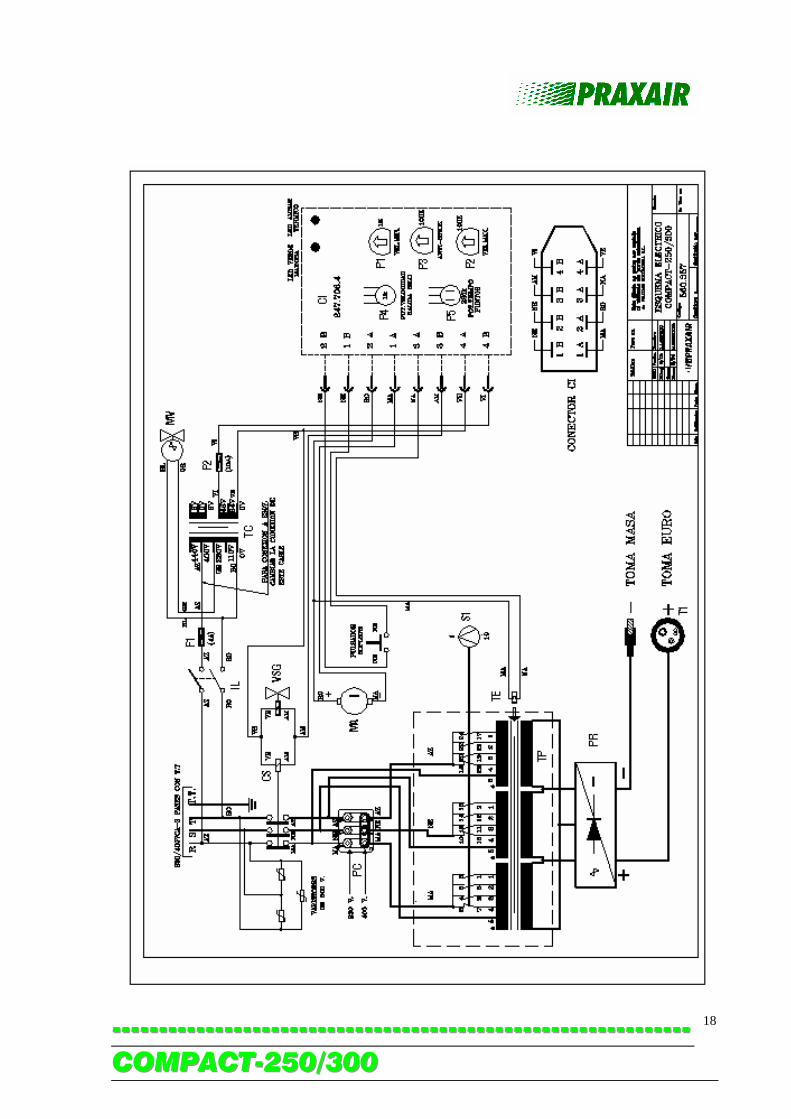
OTROS DEFECTOS: REFERENCIA DE VOLTAJE
Si ninguno de los problemas anteriores parece ser la causa de su avería, una revisión sistemática se puede hacer
midiendo los voltajes de referencia mostrados en el esquema eléctrico.
Asegúrese de que efectúe estas pruebas con el mayor cuidado. Comience en la entrada del contactor y revise el
voltaje para 400 V. Posteriormente revise los demás voltajes mostrados en el diagrama.
Si no aparece voltaje en un punto de chequeo de referencia, el problema está localizado entre el último punto de
chequeo normal y el primer punto anormal.
------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
CCCOOOMMMPPPAAACCCTTT---222555000///333000000
6
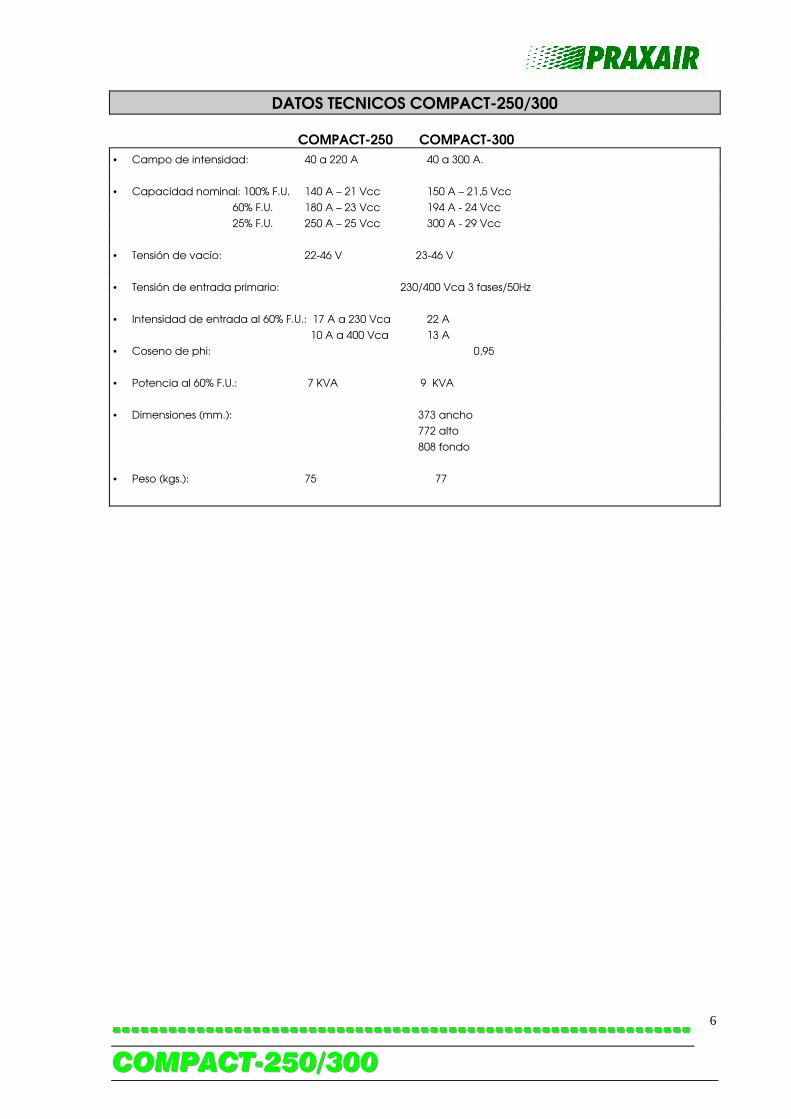
DATOS TECNICOS COMPACT-250/300 COMPACT-250 COMPACT-300 • Campo de intensidad: 40 a 220 A 40 a 300 A.
• Capacidad nominal: 100% F.U. 140 A – 21 Vcc 150 A – 21,5 Vcc
60% F.U. 180 A – 23 Vcc 194 A - 24 Vcc
25% F.U. 250 A – 25 Vcc 300 A - 29 Vcc
• Tensión de vacío: 22-46 V 23-46 V
• Tensión de entrada primario: 230/400 Vca 3 fases/50Hz
• Intensidad de entrada al 60% F.U.: 17 A a 230 Vca 22 A
10 A a 400 Vca 13 A
• Coseno de phi: 0,95
• Potencia al 60% F.U.: 7 KVA 9 KVA
• Dimensiones (mm.): 373 ancho
772 alto
808 fondo
• Peso (kgs.): 75 77

------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
CCCOOOMMMPPPAAACCCTTT---222555000///333000000
7
PARTES DE REPUESTOS COMPACT-250/300
------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
CCCOOOMMMPPPAAACCCTTT---222555000///333000000
8
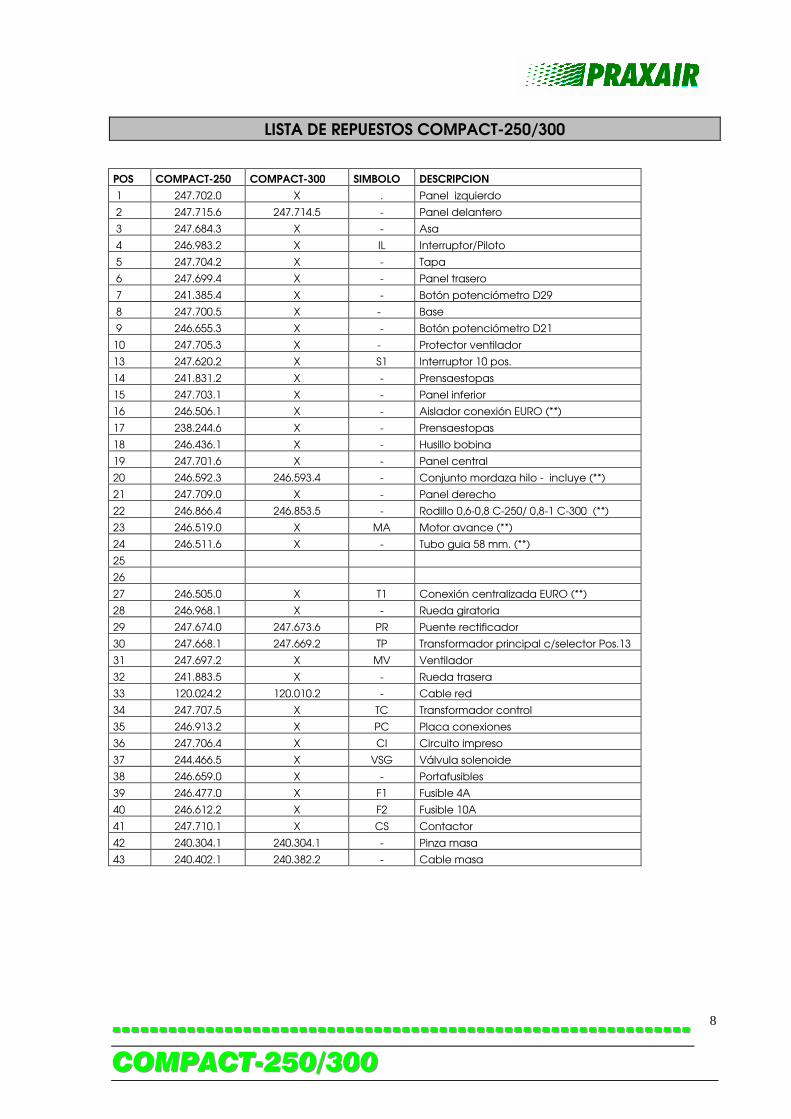
LISTA DE REPUESTOS COMPACT-250/300
POS COMPACT-250 COMPACT-300 SIMBOLO DESCRIPCION
1 247.702.0 X . Panel izquierdo
2 247.715.6 247.714.5 - Panel delantero
3 247.684.3 X - Asa
4 246.983.2 X IL Interruptor/Piloto
5 247.704.2 X - Tapa
6 247.699.4 X - Panel trasero
7 241.385.4 X - Botón potenciómetro D29
8 247.700.5 X - Base
9 246.655.3 X - Botón potenciómetro D21
10 247.705.3 X - Protector ventilador
13 247.620.2 X S1 Interruptor 10 pos.
14 241.831.2 X - Prensaestopas
15 247.703.1 X - Panel inferior
16 246.506.1 X - Aislador conexión EURO (**)
17 238.244.6 X - Prensaestopas
18 246.436.1 X - Husillo bobina
19 247.701.6 X - Panel central
20 246.592.3 246.593.4 - Conjunto mordaza hilo - incluye (**)
21 247.709.0 X - Panel derecho
22 246.866.4 246.853.5 - Rodillo 0,6-0,8 C-250/ 0,8-1 C-300 (**)
23 246.519.0 X MA Motor avance (**)
24 246.511.6 X - Tubo guia 58 mm. (**)
25
26
27 246.505.0 X T1 Conexión centralizada EURO (**)
28 246.968.1 X - Rueda giratoria
29 247.674.0 247.673.6 PR Puente rectificador
30 247.668.1 247.669.2 TP Transformador principal c/selector Pos.13
31 247.697.2 X MV Ventilador
32 241.883.5 X - Rueda trasera
33 120.024.2 120.010.2 - Cable red
34 247.707.5 X TC Transformador control
35 246.913.2 X PC Placa conexiones
36 247.706.4 X CI Circuito impreso
37 244.466.5 X VSG Válvula solenoide
38 246.659.0 X - Portafusibles
39 246.477.0 X F1 Fusible 4A
40 246.612.2 X F2 Fusible 10A
41 247.710.1 X CS Contactor
42 240.304.1 240.304.1 - Pinza masa
43 240.402.1 240.382.2 - Cable masa
------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
CCCOOOMMMPPPAAACCCTTT---222555000///333000000
9
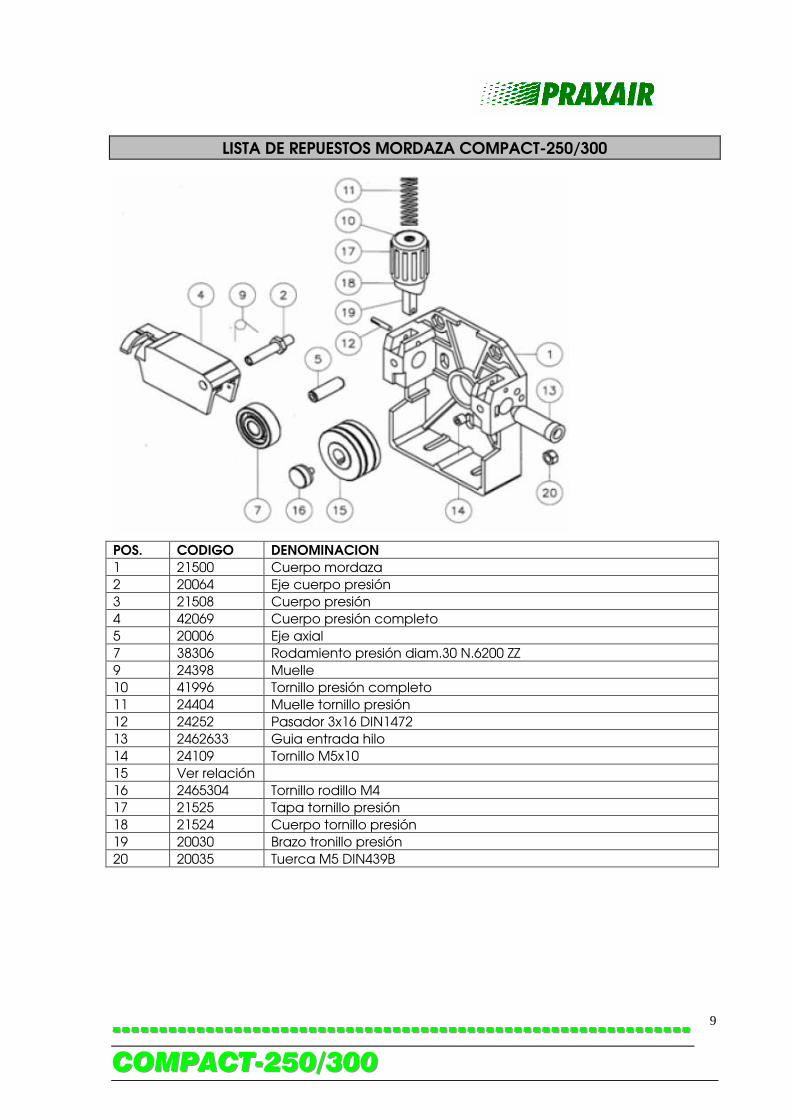
LISTA DE REPUESTOS MORDAZA COMPACT-250/300
POS. CODIGO DENOMINACION 1 21500 Cuerpo mordaza
2 20064 Eje cuerpo presión
3 21508 Cuerpo presión
4 42069 Cuerpo presión completo
5 20006 Eje axial
7 38306 Rodamiento presión diam.30 N.6200 ZZ
9 24398 Muelle
10 41996 Tornillo presión completo
11 24404 Muelle tornillo presión
12 24252 Pasador 3x16 DIN1472
13 2462633 Guia entrada hilo
14 24109 Tornillo M5x10
15 Ver relación
16 2465304 Tornillo rodillo M4
17 21525 Tapa tornillo presión
18 21524 Cuerpo tornillo presión
19 20030 Brazo tronillo presión
20 20035 Tuerca M5 DIN439B

------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
CCCOOOMMMPPPAAACCCTTT---222555000///333000000
10
OPCIONALES CODIGO
Kit Voltímetro-Amperímetro 246.166.4
GAMA DE RODILLOS Seleccionar el rodillo en función del tipo y dimensión del material de aportación.
Dimensión Material de aportación Código 0,6 - 0,8 Acero 246.866.4
0,8 - 1 Acero 246.853.5
1 - 1,2 Acero 246.854.6
1 - 1,2 Aluminio 246.296.1
1,2 Tubular 246.298.3
------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
CCCOOOMMMPPPAAACCCTTT---222555000///333000000
11
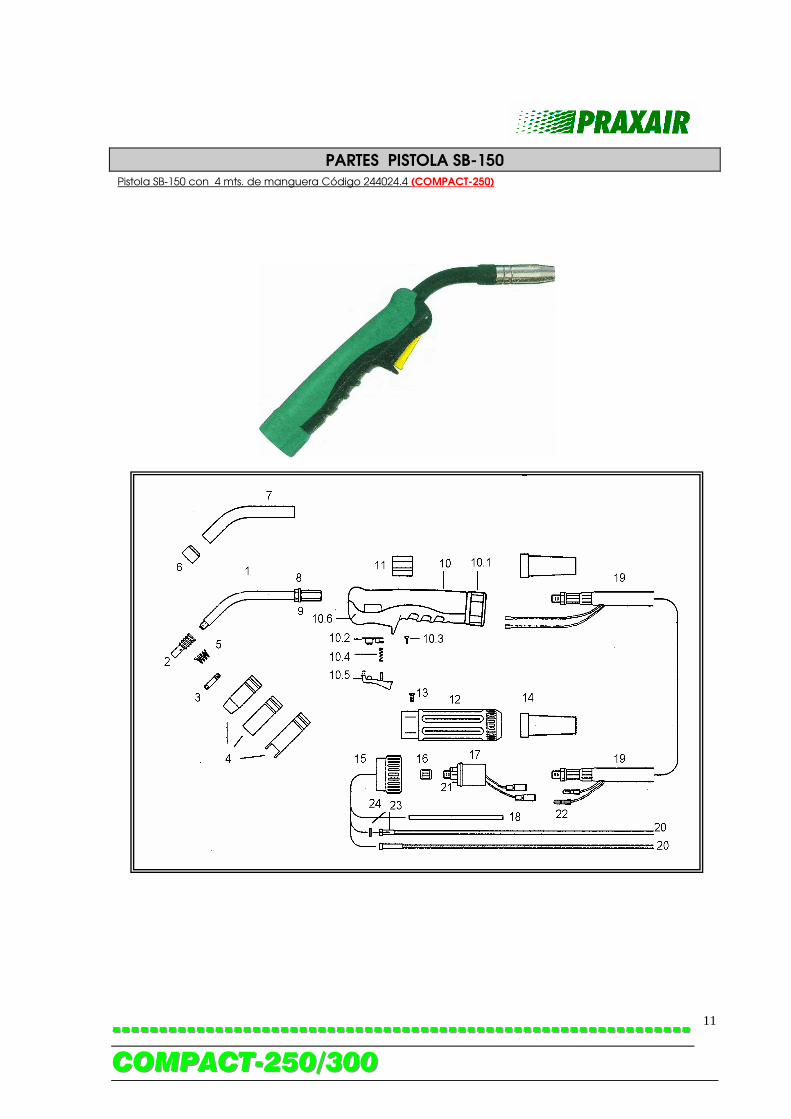
PARTES PISTOLA SB-150 Pistola SB-150 con 4 mts. de manguera Código 244024.4 (COMPACT-250)

------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
CCCOOOMMMPPPAAACCCTTT---222555000///333000000
12
LISTA REPUESTOS PISTOLA SB-150
PP DENOMINACION POS UD CODIGO OBS. 2 PISTOLA SB-150/4M 244024.4 CUELLO CURVO SB-150 1 245061.5 PORTAPUNTA SB-150 2 245154.0 PUNTA 0,6 SB-150 M6 3 10 245026.5 PUNTA 0,8 SB-150 M6 3 10 245027.6 BOQ. SB-150 CILINDRICA 4 245107.2 BOQ. SB-150 CONICA 4 245047.5 BOQ.CONIC.PEQUEÑA SB150 4 245223.6 BOQ. CILINDRICA PEQUEÑA SB150 4 245108.3 BOQ.PUNTOS SB-150 4 245076.6 BOQ.CLAVOS SB-150 4 245919.2 MUELLE SUJEC.BOQUILLA SB150 5 245008.1 CASQ.CUELLO SB150 6 245040.5 AISLAD.CUELLO SB150 7 245357.0 TUERCA CUELLO SB150 8 247253.6 ARANDELA SB 9 247294.5 MANGO COMPL. SB-PX 10 247202.4 SB150/250/360/400/500 CACHAS MANGO SB-PX 10 247307.2 SB150/250/360/400/500 TUERCA MANGO SB-PX 10.1 247254.0 SB150/250/360/400/500 MICRO SB-PX 10.2 247205.0 SB150/250/360/400/500 TORNILLO PCB SB-PX 10.3 247206.1 SB150/250/360/400/500 MUELLE SB-PX 10.4 247207.2 SB150/250/360/400/500 GATILLO SB-PX 10.5 247208.3 SB150/250/360/400/500 TORNILLO MANGO SB-PX 10.6 247204.6 SB150/250/360/400/500 AISLADOR CUERPO SB-PX 11 245165.4 SB150/250/360 CACHAS CONECTOR SB-PX 12 245907.4 SB150/250/360 TORNILLO M4X6 SB 13 247188.4 SB150/250/360 SOPORTE DE CABLE 14 245011.4 SB150/250/360 TUERCA ADAPTADOR SB 15 245015.1 150/250/360/400/500 TUERCA TRAS. M10X1 SB 16 245018.4 150/250/360/400/500 BLOQ. CENTRAL SB 17 245020.6 150/250/360 CONEXIÓN HEMBRA SB 18 266259.0 150/250/360/400/500 MONOCABLE SB-150 3M 19 247255.1 MONOCABLE SB-150 4M 19 247256.2 MONOCABLE SB-150 5M 19 247257.3 COND. ESP. 0,6-0,8 SB 4M 20 245035.0 150/250/360 COND. ESP. 1,0-1,2 SB 4M FORRADO 20 245036.1 150/250/360 COND.AL 0,8-1,0 SB 4M 20 245176.1 150/250/360 COND.AL 1,2-1,6 SB 4M 20 245322.0 150/250/360 JUNTA TORICA 4X1 21 247295.6 CONECTOR MACHO 22 247296.0 PINZA PARA CONDUCTO ALU 23 247297.1 SB150/250/360//400/500 PINZA CONDUCT.ACERO 23 247306.3 SB150/250 JUNTA TORICA SB 24 247298.2

------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
CCCOOOMMMPPPAAACCCTTT---222555000///333000000
13
PARTES PISTOLA SB-250 Soplete SB-250 con 4 mts. de manguera Código 244032.5 (COMPACT-300)
------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
CCCOOOMMMPPPAAACCCTTT---222555000///333000000
14
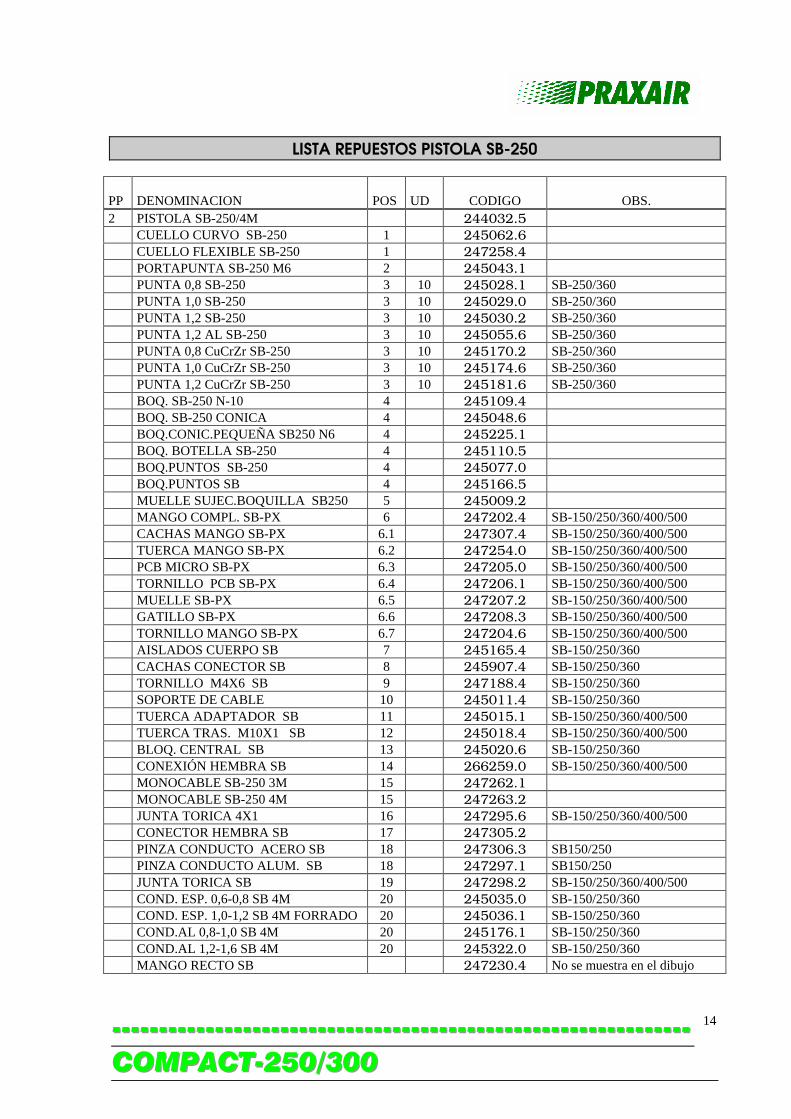
LISTA REPUESTOS PISTOLA SB-250
PP DENOMINACION POS UD CODIGO OBS. 2 PISTOLA SB-250/4M 244032.5 CUELLO CURVO SB-250 1 245062.6 CUELLO FLEXIBLE SB-250 1 247258.4 PORTAPUNTA SB-250 M6 2 245043.1 PUNTA 0,8 SB-250 3 10 245028.1 SB-250/360 PUNTA 1,0 SB-250 3 10 245029.0 SB-250/360 PUNTA 1,2 SB-250 3 10 245030.2 SB-250/360 PUNTA 1,2 AL SB-250 3 10 245055.6 SB-250/360 PUNTA 0,8 CuCrZr SB-250 3 10 245170.2 SB-250/360 PUNTA 1,0 CuCrZr SB-250 3 10 245174.6 SB-250/360 PUNTA 1,2 CuCrZr SB-250 3 10 245181.6 SB-250/360 BOQ. SB-250 N-10 4 245109.4 BOQ. SB-250 CONICA 4 245048.6 BOQ.CONIC.PEQUEÑA SB250 N6 4 245225.1 BOQ. BOTELLA SB-250 4 245110.5 BOQ.PUNTOS SB-250 4 245077.0 BOQ.PUNTOS SB 4 245166.5 MUELLE SUJEC.BOQUILLA SB250 5 245009.2 MANGO COMPL. SB-PX 6 247202.4 SB-150/250/360/400/500 CACHAS MANGO SB-PX 6.1 247307.4 SB-150/250/360/400/500 TUERCA MANGO SB-PX 6.2 247254.0 SB-150/250/360/400/500 PCB MICRO SB-PX 6.3 247205.0 SB-150/250/360/400/500 TORNILLO PCB SB-PX 6.4 247206.1 SB-150/250/360/400/500 MUELLE SB-PX 6.5 247207.2 SB-150/250/360/400/500 GATILLO SB-PX 6.6 247208.3 SB-150/250/360/400/500 TORNILLO MANGO SB-PX 6.7 247204.6 SB-150/250/360/400/500 AISLADOS CUERPO SB 7 245165.4 SB-150/250/360 CACHAS CONECTOR SB 8 245907.4 SB-150/250/360 TORNILLO M4X6 SB 9 247188.4 SB-150/250/360 SOPORTE DE CABLE 10 245011.4 SB-150/250/360 TUERCA ADAPTADOR SB 11 245015.1 SB-150/250/360/400/500 TUERCA TRAS. M10X1 SB 12 245018.4 SB-150/250/360/400/500 BLOQ. CENTRAL SB 13 245020.6 SB-150/250/360 CONEXIÓN HEMBRA SB 14 266259.0 SB-150/250/360/400/500 MONOCABLE SB-250 3M 15 247262.1 MONOCABLE SB-250 4M 15 247263.2 JUNTA TORICA 4X1 16 247295.6 SB-150/250/360/400/500 CONECTOR HEMBRA SB 17 247305.2 PINZA CONDUCTO ACERO SB 18 247306.3 SB150/250 PINZA CONDUCTO ALUM. SB 18 247297.1 SB150/250 JUNTA TORICA SB 19 247298.2 SB-150/250/360/400/500 COND. ESP. 0,6-0,8 SB 4M 20 245035.0 SB-150/250/360 COND. ESP. 1,0-1,2 SB 4M FORRADO 20 245036.1 SB-150/250/360 COND.AL 0,8-1,0 SB 4M 20 245176.1 SB-150/250/360 COND.AL 1,2-1,6 SB 4M 20 245322.0 SB-150/250/360 MANGO RECTO SB 247230.4 No se muestra en el dibujo
------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
CCCOOOMMMPPPAAACCCTTT---222555000///333000000
15
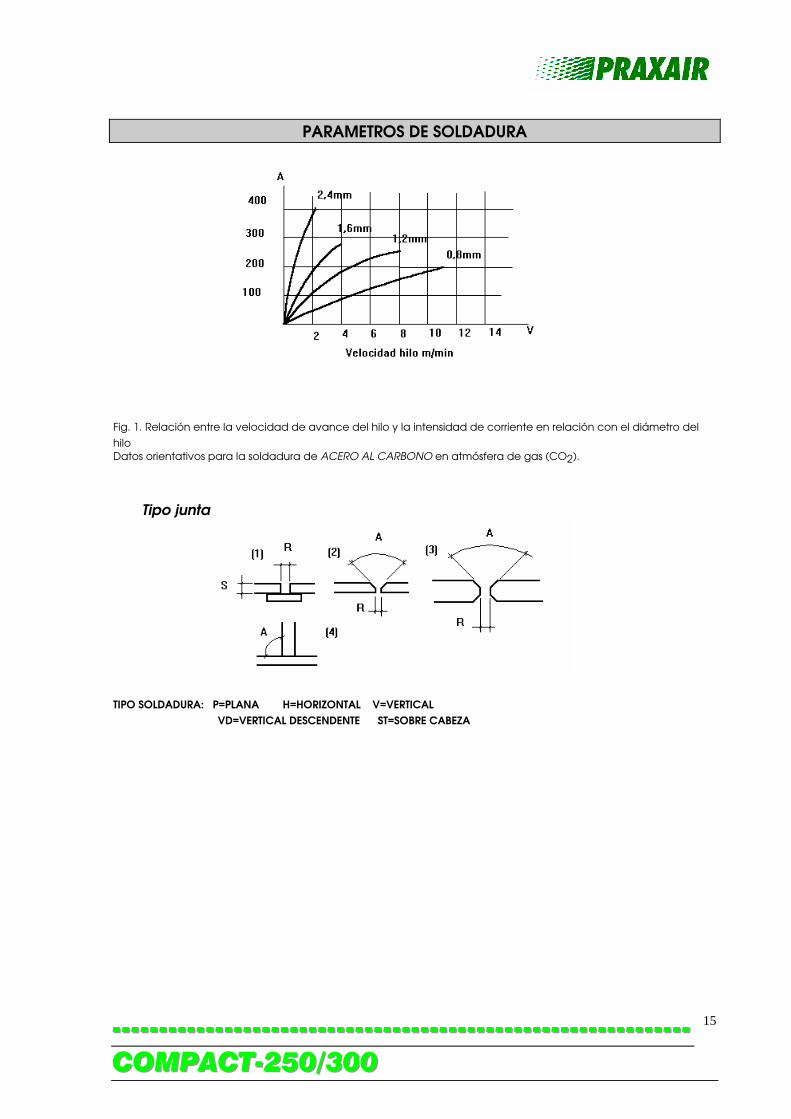
PARAMETROS DE SOLDADURA
Fig. 1. Relación entre la velocidad de avance del hilo y la intensidad de corriente en relación con el diámetro del
hilo Datos orientativos para la soldadura de ACERO AL CARBONO en atmósfera de gas (CO2).
Tipo junta
TIPO SOLDADURA: P=PLANA H=HORIZONTAL V=VERTICAL VD=VERTICAL DESCENDENTE ST=SOBRE CABEZA

------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
CCCOOOMMMPPPAAACCCTTT---222555000///333000000
16
ESPESOR
CHAPA
mm
TIPO
JUNTA
TIPO
SOLDADURA
R
mm
A DIAMETRO
HILO
mm
VELOCIDAD
HILO
m/min
TENSION
SOLDADURA
V
INTENSIDAD
SOLDADURA
A
VELOCIDAD
SOLDADURA
m/min
NUM
DE
PASAD
.
0,9 1&4 P-H-VD-ST 0 - 0,8 2,6 16-18 50-60 0,48-0,6 1
1,6 1&4 P-VD 0 - 3,4 16-19 80-90 0,6 1
2 4 P 0 - 2,9 17-19 60 0,4 1
4 H 0 - 2,3 16-18 45 0,4 1
4 V 0 - 3,25 15-18 65 0,45 1
4 ST 0 - 3 16-18 60 0,45 1
2,5 4 P 0 - 6,3 18-22 115 0,7 1
4 P 0 - 1 4,8 20-24 140 0,8 1
4 H-V 0 - 0,8 4,1 18-20 80 0,55 1
4 H-V 0 - 1 4,6 20-23 135 0,8 1
4 V 0 - 0,8 5,2 17-21 100 0,6 1
4 H-V 0 - 1 4,8 20-24 140 0,9 1
4 ST 0 - 0,8 4,4 18-20 85 0.5 1
4 ST 0 - 1 4,5 20-23 135 0,85 1
3 1 P 0,8 - 0.8 5 20 120 0,5 1
1 VD 1,6 - 5 20 120 0,5 1
4 P 0 - 9,9 19-23 155 0,7 1
4 H-V 0 - 5,7 18-21 105 0.4 1
4 V 0 - 3,5 16-18 70 0,3 1
4 ST 0 - 5,6 18-20 105 0,4 1
4 P 0 - 1 6,6 22-26 180 0,8 1
4 M-V 0 - 4,6 20-23 135 0,5 1
4 V 0 - 2,6 8-20 90 0,3 1
4 ST 0 - 6 21-25 165 0,7 1
4 P 0 - 1,2 3 20 140 0,6 1
4 H-V 0 - 4 20-23 150 0,5 1
4 V 0 - 2,3 17-20 100 0,4 1
4 ST 0 - 3,2 19-23 130 0,4 1
6 2 P 0 60º 0,8 6,4 18-22 115 2 2
4 H-V 0 - 6,8 19-22 140 0,2 1
4 V 0 - 6,5 17-21 115 0,2 1
4 ST 0 - 7 19-22 150 0,2 2
4 P 0 - 1 4,9 20-24 140 0,2 1
4 H-V 0 - 6,7 22-26 180 0,1 1
4 V 0 - 3,9 20-22 120 0,2 1
4 ST 0 - 4,5 20-23 135 0,2 1
2 P 0 60º 1,2 3,3 20 150 0,3 2
1 VD 0 - 3,3 20 50 0,3 2
4 P 0 - 5 22-26 180 0,2 1
4 H-V 0 - 5,9 24-28 200 0,3 1
4 V 0 - 3,9 19-22 150 0,25 1
4 ST 0 - 4,1 20-23 155 0,2 1
4 V 0 - 1,6 1,9 18-21 160 0,2 1
4 ST 0 - 2 19-21 160 0,15 1
10 4 P 0 - 0,8 9,9 19-23 155 0,1 2
4 H-V 0 - 1 6,7 22-26 180 0,1 1
4 V 0 - 5,3 20-25 150 0,1 1
2 P 0,8 60º 1,2 3,3 19-21 150 0,2 3
2 V 1,6 60º 3,3 19-21 150 0,2 3
4 H-V 0 - 4,7 18-21 170 0,1 1
4 HV 0 - 3,9 20-23 150 0,1 1
4 ST 0 - 4,1 20-23 135 0,08 2

------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
CCCOOOMMMPPPAAACCCTTT---222555000///333000000
17
ESPESOR
CHAPA
mm
TIPO
JUNTA
TIPO
SOLDADURA
R
mm
A DIAMETRO
HILO
mm
VELOCIDAD
HILO
m/min
TENSION
SOLDADURA
V
INTENSIDAD
SOLDADURA
A
VELOCIDAD
SOLDADURA
m/min
NUM.
DE
PASAD.
4 V 0 - 1,6 1,9 18-21 160 0,2 1
4 ST 0 - 2 19-22 160 0,15 1
12 4 H-V 0 - 1 4,6 20-23 135 0,04 3
4 V 0 - 3,1 18-20 100 0,05 1
4 ST 0 - 4,5 20-23 135 0,05 4
1 V 1,6 60º 1,2 3,3 20-21 150 0,2 4
4 H-V 0 - 4,7 18-21 170 0,1-0,2 3
4 V 0 - 3,9 19-21 150 0,05 2
4 ST 0 - 4,1 20-23 155 0,06 3
2 V 1,6 60º 1,6 2 20-22 160 0,2 4
4 V 0 - 2,3 19-22 185 0,05 1
4 ST 0 - 1,2 2 19-22 160 0,05 4
18 2 V 1,6 60º 3,3 19-21 150 0,2 4
1 P 0 - 4,65 20-23 170 0,03 4
4 H-V 0 - 4,7 18-21 170 0,03 8
4 V 0 - 3,9 19-22 150 0,03 4
4 ST 0 - 4,1 20-23 155 0,03 9
3 V 1,6 60º 1,6 2 20-22 160 0,2 4
4 V 0 - 2,3 19-22 185 0,03 2
4 ST 0 - 2 19-22 160 0,05 4
------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
CCCOOOMMMPPPAAACCCTTT---222555000///333000000
18


















